Der neue Porsche 911 - automobil-produktion.de · WAS UNS VERBINDET? DIE ZUKUNFT DER MOBILITÄT....
44
STRATEGIE Der 911 als Bindeglied zwischen klassischer und neuer Mobilitätswelt S.10 STANDORT Zuffenhausen stemmt 911-Anlauf und Taycan- Fertigung S.24 SICHERHEIT Aluminium und Stahl für hohe Sicherheits- anforderungen S.30 www.automobil-produktion.de Sonderausgabe 2018 Der neue Porsche 911
Transcript of Der neue Porsche 911 - automobil-produktion.de · WAS UNS VERBINDET? DIE ZUKUNFT DER MOBILITÄT....
STRATEGIE Der 911 als Bindeglied zwischen klassischer und neuer Mobilitätswelt S.10
STANDORT Zuff enhausen stemmt 911-Anlauf und Taycan-Fertigung S.24
SICHERHEIT Aluminium und Stahl für hohe Sicherheits-anforderungen S.30
www.automobil-produktion.de
Sonderausgabe 2018
Der neue
Porsche 911

WAS UNS VERBINDET? DIE ZUKUNFT DER MOBILITÄT.
Als Porsche-Tochterunternehmen freuen wir uns sehr auf die Fortsetzung der Erfolgs-geschichte des Porsche 911. Auch bei MHP warten wir die Zukunft nicht ab, sondern gestalten sie aktiv mit. Indem wir als Digitalisierungs- und Mobilitätsexperte Entwicklungen vorausdenken und zukünftige Herausforderungen bereits in der Gegenwart lösen, nehmen wir Einfluss auf den digitalen Fortschritt: Für unsere Kunden, für MHP und für eine lebenswerte Zukunft. Willkommen im Übermorgen: www.mhp.com

3 EDITORIAL
AUTOMOBIL PRODUKTION 12/2018
Mit einem Hang zur Sauberkeit
Albrecht Reimold, der Produktionsvorstand von Porsche, ist bodenständig – eine Eigenschaft, die im Schwäbischen sehr geschätzt wird. Und
er ist offen – eine Eigenschaft, die den Schwaben wieder-um nicht nachgesagt wird. Jedenfalls nicht im Erstkon-takt. Reimold vereint Offenheit und Erdung auf ange-nehme Weise. Das zeigte sich auch im exklusiven Inter-view mit AUTOMOBIL PRODUKTION. Fragen weicht er nicht aus, das ist nicht sein Ding. Der Ingenieur für Produktionstechnik hat viel mehr klare Vorstellungen davon, wie eine moderne Fertigung zu funktionieren hat und bringt das auch ohne Umschweife auf den Punkt. Auffällig: Für den Car Guy muss nicht nur das Große und Ganze, die Strategie funktionieren. Der gebürtige Schwabe achtet auch auf jedes kleine Detail. Ob Arbeits-sicherheit oder Sauberkeit – der ehemalige Werkleiter von Audi in Neckarsulm geht mit wachsamem Auge durch seine Produktion. Dinge, die nicht passen, werden direkt angesprochen – ohne Umschweife. Reimold greift dann auch gerne mal zum Telefonhörer. „Verloddern“
(hochdeutsch: verkommen) lässt man jedenfalls nichts. „Ordnung und Sauberkeit sind die Basis für alles. Und das versuche ich auch meinen Leuten jeden Tag klarzu-machen“, so Albrecht Reimold. Qualität will gelebt werden, besonders bei einem Autobauer, der zur Upper-class der Hersteller zählt. Und dem Produktionschef, der über umfangreiche handwerkliche Fähigkeiten ver-fügt, kann auch keiner so schnell was vormachen. 30 Berufsjahre hinterlassen Spuren. So wundert es nicht, dass selbst die unzähligen Modellautos, die sein Büro schmücken, unter strengen Qualitätsgesichtspunkten betrachtet werden. Fotoätzteile werden ebenso unter die Lupe genommen wie Lackierungen. Dem wachsa-men Produktionschef entgeht nichts. Und wenn eine Miniatur nicht den gewünschten Vorstellungen ent-spricht, dann legt der gelernte Werkzeugmacher gerne auch mal selbst Hand an und macht aus einem 911 Coupé kurz entschlossen ein Cabrio. Selbstverständlich in höchster Präzision – alles andere wäre für einen Schwaben nachlässig. ■
Produktionsvorstand
Albrecht Reimold (Mitte)
im Gespräch mit den
Redakteuren Hilmar
Dunker (links) und Frank
Volk. Reimold, Ingenieur
und gelernter Werkzeug-
macher, legt Wert auf
Präzision und Qualität.
Das gilt auch für die
Modellautos, die der
Produktionschef fleißig
sammelt.
EIN STARKES DUO VON ANFANG AN:
PORSCHE 911 UND OTTO FUCHS
Ein Blick in die Vergangenheit macht deutlich: die Fuchsfelge® und ein Porsche gehören einfach zusammen. Auch beim aktuellen Modell spielen unsere geschmiedeten Fahrwerks-komponenten und Aluminiumräder eine tragende Rolle.
FUCHSFELGE.COM | OTTO-FUCHS.COM

AUTOMOBIL PRODUKTION 12/2018
4 INHALT
14
32
16
HIGHLIGHTS & STRATEGIE
06 Faszination TechnikModerne Technik und Tradition sind im neuen 911 mit Augenmerk kombiniert – ein Überblick
08 Hochwertige Leichtigkeit An der Karosserie des Sportwagens führt Porsche die Leichtbau-Idee weiter und perfektioniert sie
10 Auf der Erfolgsspur Wie Porsche unter anderem mit der Strategie 2025 auch in turbulenten Zeiten den Kurs halten will
TECHNIK & PRODUKTION
14 „Tradition nahtlos fortsetzen“ Im Interview erklärt Entwicklungschef Michael Steiner die Rezeptur für den 911
16 Erfolgsstory in sieben Generationen Über fünfeinhalb Jahrzehnte währt die Fazination Porsche 911. Rück- und Einblicke in die Vita einer Ikone
20 Effizienz-Steigerung Das Herz eines 911 schlägt stets im Heck – die Perfektionierung von Motor und Getriebe
22 Konnektiv immer im Bilde Rundinstrumente und Connectivity – Moderne mit Fingerspitzengefühl im Porsche Advanced Cockpit
24 „Von Routine keine Rede“ Produktionschef Albrecht Reimold über den Fertigungsstart des neuen 911 und die Zukunft mit dem Taycan
28 Hohe Qualität, innere WerteTräume in Leder aus eigener Satt-lerei – Zuffenhausen leistet sich, was andernorts ausstirbt
16
14
24
5 INHALT
Materialmängel
Kleb- / Schweißverbindungen, Reifen, Bremsen, Abgasanlagen
Mechanische Defekte
Kupplungen, Bremsen, Motoren
Elektronikfehler
Motorsteuerung,Fahrassistenzsysteme,
Klimaautomatik
Thermografi e-Lösungen von InfraTec – robust und zuverlässig Breites Sortiment an handgehaltenen und stationären Thermografi ekameras
mit Detektorformaten von (320 × 240) bis (1.920 × 1.536) IR-Pixeln
Automatisierte, schlüsselfertige Thermografi e-Prüfsysteme zur Erkennung
von Funktionsmängeln an elektronischen und mechanischen Bauteilen
Industrieerprobte Komponenten für fl exible Automatisierungslösungen
Qualität aus Deutschland
www.InfraTec.de
Detektor
1.920×
1.536105.000
Hz 1,3 μm
≥ 15mK
Innovative Messtechnik – entwickelt auf der Grundlage von
über 25 Jahren Kompetenz in Sachen Thermografi e
Einfache Integration in Ihre aktuelle Systemumgebung dank
individuell angepasster Softwarewerkzeuge
Erstklassiger Service sichert hohe Systemverfügbarkeit
© N
ata
liy
a_
Ho
ra /
Fo
toli
a &
iSto
ck /
we
ich
elt
fi lm
-re
d
24 30
03 Editorial 04 Inhalt 43 Zum Schluss/Impressum
RUBRIKEN
30 Innovative Karosseriefertigung Moderne Produktionstechniken und gesteigerte Fertigungskapazi-täten für die neuen Karosserien
32 Null-Fehler-Strategie Für eine Serie ohne Überraschun-gen – die Qualitäts- und Analyse-center in Zuffenhausen und Leipzig
36 „Nicht nur strategisch“ Uwe-Karsten Städter, Vorstand Beschaffung, über Lieferanten, alte und neue Beziehungen und die hohe Porsche-Qualität
38 Happy Birthday, Porsche! Der neue 911 kommt rechtzeitig zum 80-jährigen Jubiläum des Standorts Zuffenhausen
30
32
TEXT: Egbert Schwartz BILDER: Porsche
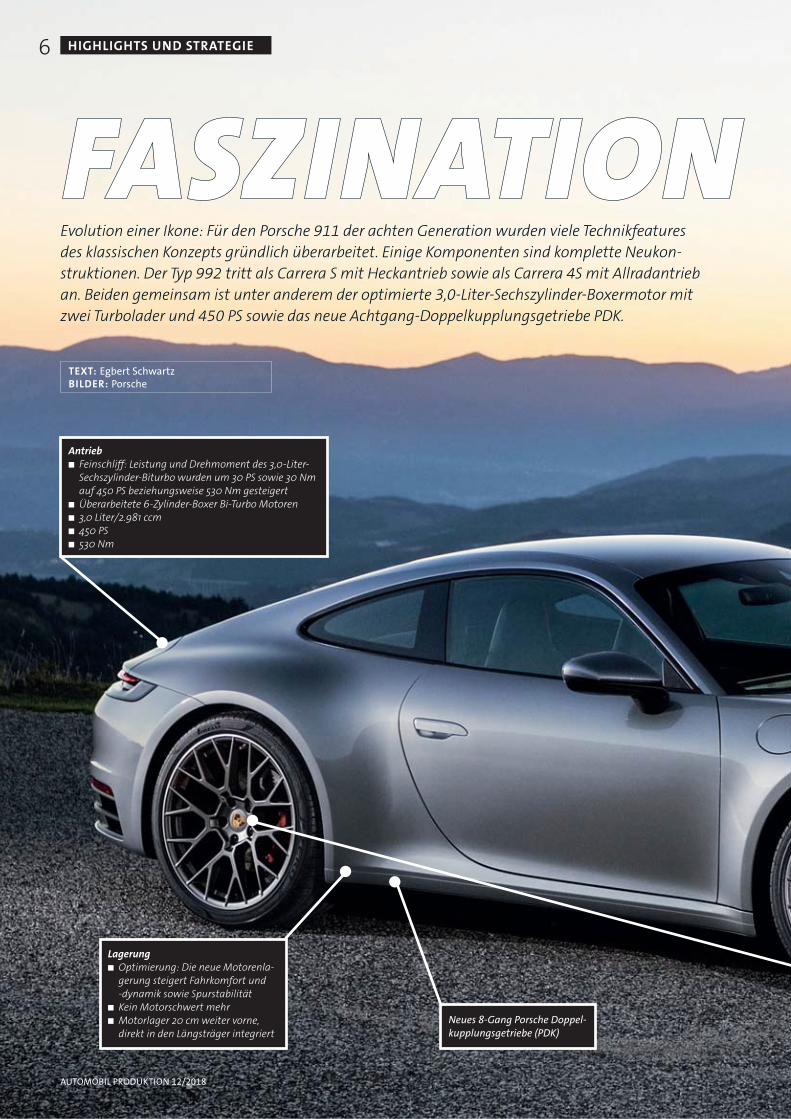
Evolution einer Ikone: Für den Porsche 911 der achten Generation wurden viele Technikfeatures
des klassischen Konzepts gründlich überarbeitet. Einige Komponenten sind komplette Neukon-
struktionen. Der Typ 992 tritt als Carrera S mit Heckantrieb sowie als Carrera 4S mit Allradantrieb
an. Beiden gemeinsam ist unter anderem der optimierte 3,0-Liter-Sechszylinder-Boxermotor mit
zwei Turbolader und 450 PS sowie das neue Achtgang-Doppelkupplungsgetriebe PDK.
Lagerung
■ Optimierung: Die neue Motorenla-
gerung steigert Fahrkomfort und
-dynamik sowie Spurstabilität
■ Kein Motorschwert mehr
■ Motorlager 20 cm weiter vorne,
direkt in den Längsträger integriert
Antrieb
■ Feinschliff: Leistung und Drehmoment des 3,0-Liter-
Sechszylinder-Biturbo wurden um 30 PS sowie 30 Nm
auf 450 PS beziehungsweise 530 Nm gesteigert
■ Überarbeitete 6-Zylinder-Boxer Bi-Turbo Motoren
■ 3,0 Liter/2.981 ccm
■ 450 PS
■ 530 Nm
HIGHLIGHTS UND STRATEGIE6
FASZINATION
AUTOMOBIL PRODUKTION 12/2018
Neues 8-Gang Porsche Doppel-
kupplungsgetriebe (PDK)

Licht- und Assistenzsysteme:
■ LED-Matrix-Hauptscheinwerfer
inklusive Porsche Dynamic Light
System Plus (PDLS Plus)
■ Nachtsichtassistent
Infotainment
■ Porsche Communication Management
(PCM) inklusive Online-Navigations-
modul, 10,9-Zoll-Full-HD-Touchdisplay
Konnektivität
■ Connect Plus Modul
■ Apple Car Play
■ Connect Store, My Porsche, Porsche Apps
Neue Fahrwerks-Komponenten und -systeme
■ Porsche Wet Mode
■ Porsche Active Suspension Management
■ Räder und Reifen mit Mischbezollung (v/h: 20“/21“)
■ Hinterachslenkung
HIGHLIGHTS UND STRATEGIE 7
TECHNIK
AUTOMOBIL PRODUKTION 12/2018

AUTOMOBIL PRODUKTION 12 / 2018
HIGHLIGHTS UND STRATEGIE 8
HOCHWERTIGE Leichtigkeit
Aerodynamik:
Variable Kühlluftklappen im Bugteil,
Adaptiver Heckspoiler
Die Kühlluftklappen sind stufenlos
regel- beziehungsweise einstellbar;
optimiert den Luftwiderstand
Um 25 Prozent größerer Heckspoiler mit
Zwischenstellung „Eco“ (bis 150 km/h)
Leichtbaudach Carbon (optional,
Individualisierung)
Aluminium-Komponenten, Stahl-Kompo-
nenten (Chassis, A-Säule, Struktur etc.)
Exterieur: + 20 mm in der Länge, + 44/45 mm in der Breite (Carrera S hinten/beide vorn), voll versenkte Türgriffe, adaptiver Heckspoiler, neue Außenspiegel
Interieur: Porsche Advanced Cockpit, Direct Touch Control, Multifunktions-Sportlenkrad, adaptive Sportsitze
TEXT: Egbert SchwartzBILDER: Porsche
Die achte Generation des 911 ist ein
Paradebeispiel für modernen Leichtbau.
Die Karosserie sowie das Chassis des neuen
Sportwagens aus Zuffenhausen sind konse-
quent in einer innovativen Aluminium-
Verbund-Schalenbauweise konstruiert.

AUTOMOBIL PRODUKTION 12/2018
HIGHLIGHTS UND STRATEGIE 9
AUTOMOBIL PRODUKTION 12/2018
HIGHLIGHTS UND STRATEGIE10
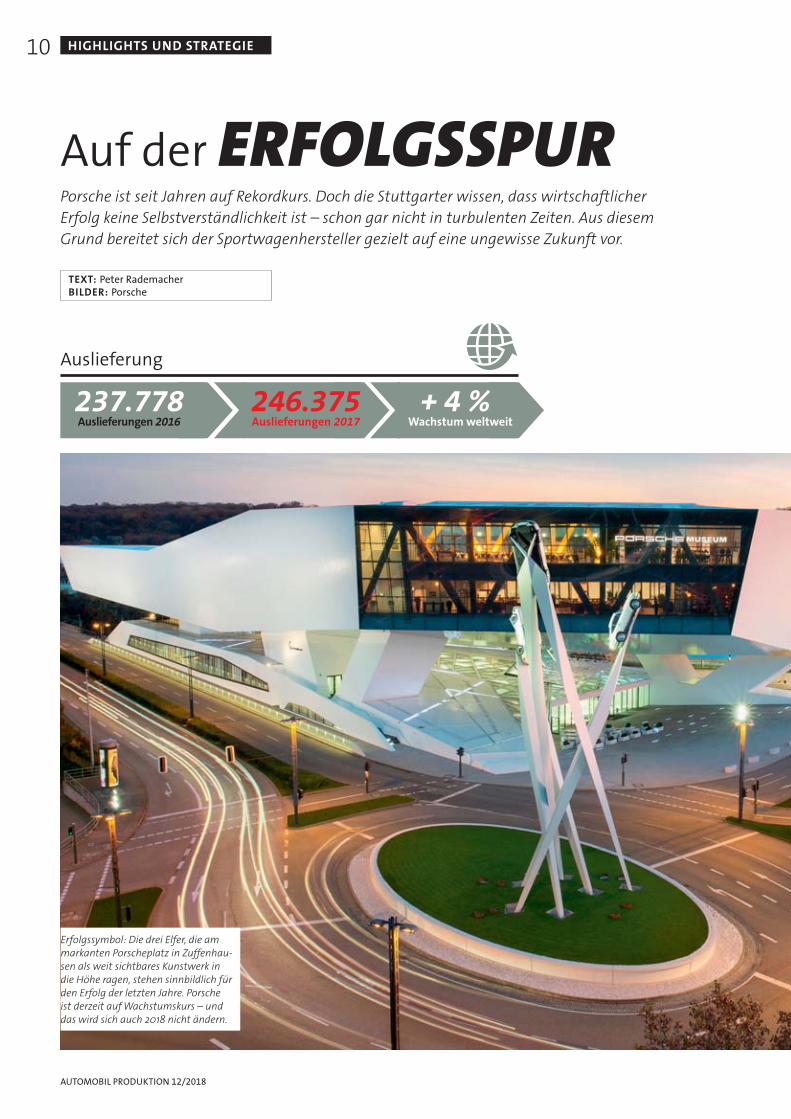
Auf der ERFOLGSSPURPorsche ist seit Jahren auf Rekordkurs. Doch die Stuttgarter wissen, dass wirtschaftlicher
Erfolg keine Selbstverständlichkeit ist – schon gar nicht in turbulenten Zeiten. Aus diesem
Grund bereitet sich der Sportwagenhersteller gezielt auf eine ungewisse Zukunft vor.
TEXT: Peter Rademacher BILDER: Porsche
237.778Auslieferungen 2016
246.375Auslieferungen 2017
+ 4 %Wachstum weltweit
Auslieferung
Erfolgssymbol: Die drei Elfer, die am
markanten Porscheplatz in Zuffenhau-
sen als weit sichtbares Kunstwerk in
die Höhe ragen, stehen sinnbildlich für
den Erfolg der letzten Jahre. Porsche
ist derzeit auf Wachstumskurs – und
das wird sich auch 2018 nicht ändern.
AUTOMOBIL PRODUKTION 12/2018
HIGHLIGHTS UND STRATEGIE 11
Das Geschäft brummt. Bei Porsche reiten die Verantwortli-chen derzeit auf einer Erfolgswelle. Die Kennzahlen spie-geln das deutlich wider. Umsatz und Ergebnis kennen seit
Jahren nur eine Richtung – von Rekord zu Rekord. 2017 lieferte das Unternehmen aus Zuffenhausen 246.375 Fahrzeuge aus. Und auch im laufenden Jahr sieht es ganz gut aus. Das operative Er-gebnis legte im dritten Quartal im Vergleich zum Vorjahreszeit-raum um elf Prozent auf 3,3 Milliarden Euro zu, der Umsatz stieg um zwölf Prozent auf 19,1 Milliarden Euro. Die Umsatzrendite beträgt derzeit 17,4 Prozent; bei manch anderem Autobauer wür-den bei solchen Zahlen bereits die Sektkorken knallen.
Doch die Stuttgarter wissen, dass es das Jahr 2018 in sich hat. Sowohl die Dieselkrise als auch der neue WLTP-Standard, mit dem die Hersteller endlich Transparenz bei den Verbrauchswerten schaffen wollen, bereiten der Branche massive Kopfschmerzen. Wer überdies die Nachrichten aufmerksam verfolgt, ahnt, dass Handelskriege, politische Turbulenzen, strukturelle Defizite und das Megathema Digitalisierung die Welt noch ordentlich durch-schütteln werden. Deswegen reagiert der Sportwagenbauer gezielt auf die sich rasant verändernden Rahmenbedingungen. Eine
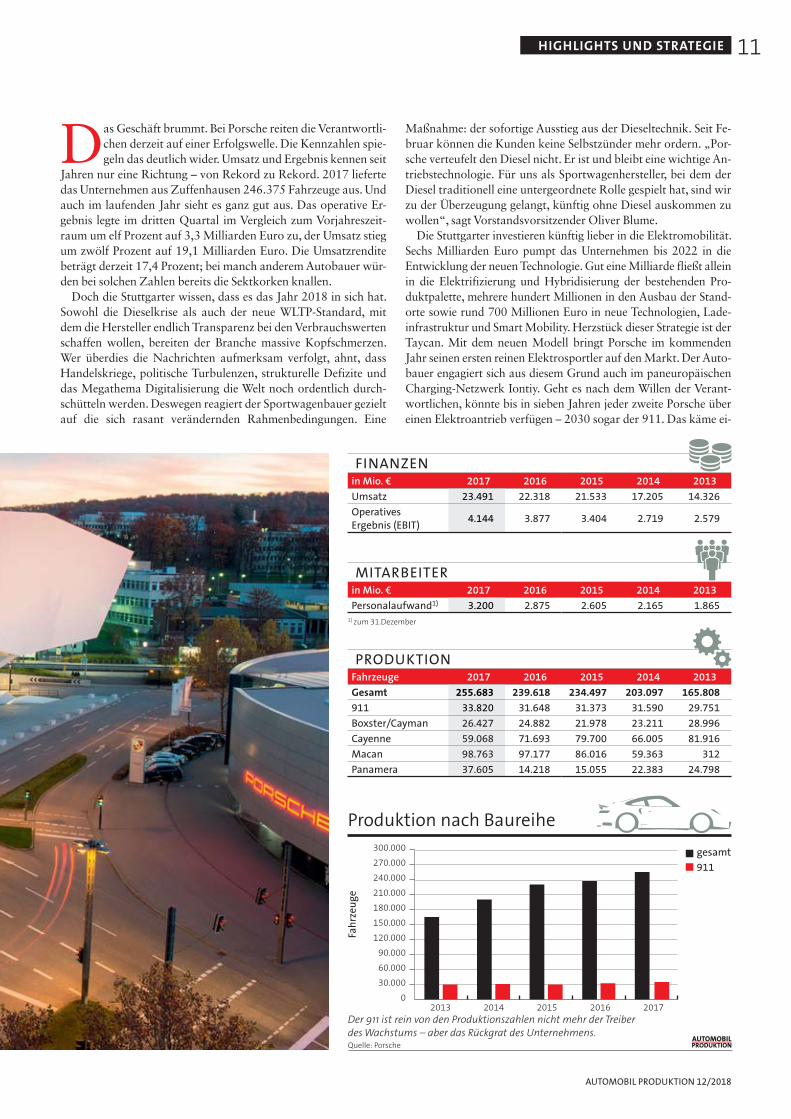
FINANZENin Mio. € 2017 2016 2015 2014 2013
Umsatz 23.491 22.318 21.533 17.205 14.326
Operatives Ergebnis (EBIT)
4.144 3.877 3.404 2.719 2.579
PRODUKTIONFahrzeuge 2017 2016 2015 2014 2013
Gesamt 255.683 239.618 234.497 203.097 165.808
911 33.820 31.648 31.373 31.590 29.751
Boxster/Cayman 26.427 24.882 21.978 23.211 28.996
Cayenne 59.068 71.693 79.700 66.005 81.916
Macan 98.763 97.177 86.016 59.363 312
Panamera 37.605 14.218 15.055 22.383 24.798
MITARBEITERin Mio. € 2017 2016 2015 2014 2013
Personalaufwand1) 3.200 2.875 2.605 2.165 1.8651) zum 31.Dezember
180.000
60.000
0
210.000
240.000
90.000
30.000
270.000
120.000
300.000
150.000
2013 2014 2015 2016 2017
Der 911 ist rein von den Produktionszahlen nicht mehr der Treiber
des Wachstums – aber das Rückgrat des Unternehmens.
Produktion nach Baureihe
Fah
rzeu
ge
gesamt
911
Maßnahme: der sofortige Ausstieg aus der Dieseltechnik. Seit Fe-bruar können die Kunden keine Selbstzünder mehr ordern. „Por-sche verteufelt den Diesel nicht. Er ist und bleibt eine wichtige An-triebstechnologie. Für uns als Sportwagenhersteller, bei dem der Diesel traditionell eine untergeordnete Rolle gespielt hat, sind wir zu der Überzeugung gelangt, künftig ohne Diesel auskommen zu wollen“, sagt Vorstandsvorsitzender Oliver Blume.
Die Stuttgarter investieren künftig lieber in die Elektromobilität. Sechs Milliarden Euro pumpt das Unternehmen bis 2022 in die Entwicklung der neuen Technologie. Gut eine Milliarde fließt allein in die Elektrifizierung und Hybridisierung der bestehenden Pro-duktpalette, mehrere hundert Millionen in den Ausbau der Stand-orte sowie rund 700 Millionen Euro in neue Technologien, Lade-infrastruktur und Smart Mobility. Herzstück dieser Strategie ist der Taycan. Mit dem neuen Modell bringt Porsche im kommenden Jahr seinen ersten reinen Elektrosportler auf den Markt. Der Auto-bauer engagiert sich aus diesem Grund auch im paneuropäischen Charging-Netzwerk Iontiy. Geht es nach dem Willen der Verant-wortlichen, könnte bis in sieben Jahren jeder zweite Porsche über einen Elektroantrieb verfügen – 2030 sogar der 911. Das käme ei-
Quelle: Porsche
AUTOMOBIL PRODUKTION 12/2018
HIGHLIGHTS UND STRATEGIE12
nem Bruch von Traditionen und einer gewissen Neuausrichtung einer Marke gleich, die bis dato für leistungsstarke, emotionale und puristisch klingende Verbrenner stand. Auf diesen Antrieb will man auch nicht gänzlich verzichten. Doch die Zeit bleibt selbst für einen Sportwagenbauer wie Porsche nicht stehen, weiß auch Vor-stand Blume: „Unser Ziel ist eine technologische Vorreiterrolle – wir schärfen den Kern unserer Marke und richten unser Unter-nehmen konsequent auf die Mobilität der Zukunft aus.“
Strategie 2025 – der rote Faden Im Rahmen der Strategie 2025 versucht sich Porsche auf die neue Mobilität einzustellen – und will damit am Ende auch wirtschaft-lich prosperieren. „Wertschaffendes Wachstum ist stets der Mittel-punkt. Es orientiert sich an vier übergeordneten Zielen“, so Oliver Blume. Der promovierte Maschinenbauer möchte die Innovati-onskraft deutlich stärken, ein klares und für Kunden reizvolles Produktportfolio bieten, als herausragender Arbeitgeber wahrge-nommen werden und die Rendite über der 15-Prozent-Marke halten. Soweit der theoretische Ansatz für ein anspruchsvolles Zukunftspa-ket. Vor allem gilt es aber, bei Elekt-romobilität, Konnektivität und au-tonomem Fahren massiv zu punk-ten, denn über diese Themen defi-niert sich die neue Mobilität und vermutlich künftig auch ein hinrei-chendes Wachstum.
Beispiel digitale Mobilitäts-dienstleistungen: „Diese Angebote sollen mittelfristig zweistellig zu unserem Ergebnis beitragen“, weiß Blume. Porsche testet unter anderem seit kurzem im Rahmen eines Pilotprojektes ein privates Carsharing-Modell in den USA. Entwickelt wurde „Porsche Host“ in Kooperation mit dem auf Car-sharing spezialisierten US-Unter-nehmen Turo. Start des Piloten war im Herbst in Los Angeles und San Francisco. „Digitalisierung, Elektrifizierung und Konnektivi-tät sind große Herausforderungen, die erhebliche Investitionen notwendig machen“, unterstreicht Finanzvorstand Lutz Me-schke. „Wir müssen und werden aber Wachstumspotenziale ne-ben dem eigentlichen Fahrzeuggeschäft schaffen.“
Deswegen beteiligen sich die Stuttgarter neuerdings auch ver-stärkt an jungen Unternehmen aus der Tech-Branche. Im Som-mer investierte man in das US-Startup Miles. Das im Silicon Val-ley beheimatete Unternehmen hat eine digitale Plattform für mehrere Mobilitätsformen entwickelt. Das digitale Prämienpro-gramm soll es ermöglichen, Kundenbedürfnisse rund um eine Reise besser zu verstehen und zu antizipieren.
Die Porsche Digital GmbH hat wiederum eine Minderheitsbe-teiligung an Anagog erworben, einem israelischen Startup, das auf künstliche Intelligenz spezialisiert ist. Der Sportwagenbauer hat vor kurzem zudem die Investitionssumme für Venture-Capi-tal-Aktivitäten um 150 Millionen Euro erhöht, um sich am Markt Innovationen und Geschäftsmodelle zu sichern. Dazu zählen Zu-kunftstechnologien wie Künstliche Intelligenz, Blockchain sowie Virtual und Augmented Reality. Die Gefahr: Porsche darf bei alle
dem die eigene Identität, die man mühevoll aufgebaut hat, nicht verwässern – mit Sicherheit ein gewagter Spagat. Schließlich steht die Marke nach wie vor für exklusive Sportwagen. Ein Identifikati-onsverlust bei der Neuausrichtung wäre fatal.
Dem neuen 911(Werkscode: 992) kommt daher, wie schon in der Vergangenheit, eine bedeutende Rolle zu. Früher war der Sportwagen das Erfolgsmodell schlechthin, künftig wird der 911 ein Bindeglied zwischen der alten und neuen Mobilitätswelt sein müssen – ein Fahrzeug, das auf der einen Seite die klassischen Tu-genden eines Sportwagens verkörpert, auf der anderen Seite aber die neue Welt berücksichtigt. Die technischen Voraussetzungen dafür sind gut. Die Entwickler haben die Ikone evolutionär wei-terentwickelt, selbst die Elektrifizierung ist denkbar.
Die Marktforscher von IHS Markit aus London rechnen für die nächsten Jahre mit stabilen Verkäufen, schließlich gibt es trotz neuer Mobilität noch genügend Enthusiasten und Sportwagen-liebhaber, die sich für einen 911 entscheiden werden. Bereits heute
knirscht die Fertigung unter den Auftragseingängen. 250 Elfer ver-lassen derzeit pro Tag die Werks-hallen – mehr geht nicht.
Muss es auch nicht, denn ab 2019 steht mit dem Taycan der nächste Ertragsbringer bereit. 20.000 Stück will Porsche davon im Zweischichtbetrieb jährlich bauen, drei Schichten sind ohne Probleme darstellbar. Und damit rechnet man insgeheim auch. 700 Millionen Euro hat das Unterneh-men dafür in eine neue Fabrik in-vestiert, die sich vor allem durch höchste Flexibilität auszeichnen soll. Auf dem begrenzten Werksge-lände in Zuffenhausen werden derzeit eine neue Lackiererei, eine eigene Montage sowie eine För-derbrücke für den Transport der Karosserien und Antriebseinhei-ten in die Endmontage errichtet.48 Monate hat der logistisch an-
spruchsvolle Umbau des Werks gedauert – im kommenden Jahr beginnt der Betrieb, für den 1.200 zusätzliche Mitarbeiter benötigt werden, um den E-Sportler in gewohnter Qualität zu bauen. Die Fertigung selbst ist nach neuesten Gesichtspunkten aufgebaut. Das klassische Fließband gehört der Vergangenheit an, autonome Transportsysteme sorgen für den nötigen Fluss. Nicht die einzige Neuerung. Die Produktion soll smart, lean und clean werden. Oh-ne den massiven Einsatz von IT ist das nicht möglich, wissen auch die Verantwortlichen in Zuffenhausen. Porsche will daher den Etat der Business-IT von derzeit 500 mittelfristig auf 700 Millionen Eu-ro erhöhen und weiter massiv investieren. Intern ist bereits von ei-ner Milliarde Euro die Rede, um den künftigen Anforderungen, die der digitale Wandel hervorruft, gerecht zu werden.
Fest steht: Porsche hat verstanden, dass man sich auf dem Er-folg der letzten Jahre nicht ausruhen darf. Die Welt verändert sich rasant, wer mithalten will, muss sich bewegen. Die eigene Historie zeigt, wie schnell es auch bergab gehen kann. Das Unternehmen hat das schon leidvoll erfahren müssen. Doch danach sieht es nicht aus. Porsche hat aus der eigenen Vergangenheit gelernt und ist heute intelligenter aufgestellt. ■
Oliver Blume, Vorstandsvorsitzender, Porsche AG
Wir wollen Porsche verändern – und zwar ohne das zu vernachlässi-gen, was uns stark gemacht hat.
www.sew-eurodrive.de
DriveRadar®, das intelligente Monitoring der MAXOLUTION®-Systemlösungen von SEW-EURODRIVE,
ist der Leistungscoach für Ihre Produktion. Transparente Produktionsprozesse garantieren höchste
Anlagenverfügbarkeit und Ihre Wertschöpfungskette bleibt immer im grünen Bereich.
Unsere Kunden schätzen die Mehrwerte des innovativen MAXOLUTION®-Baukastens. So überzeugen
z. B. auch: Energieeffizienz mit hohem Drehzahlstellbereich; prämierte, sichere Abstandsüberwachung;
geschirmte WLAN-Kommunikation und viele andere zukunftsweisende Funktionen für Ihre Smart Factory.
Informationen und Kontakt jederzeit gern unter: [email protected]
SEW-EURODRIVE–Driving the world
Schneller sein als der Fehler !
MAXOLUTION®-Systemlösungen mit
DriveRadar®, der zustandsbasierten
Wartungsprognose Ihrer Anlage!

„Setzt die Tradition des Hoch-leistungssportwagens nahtlos fort“ Mit der Baureihe 992 wird der Porsche 911 in
seiner nunmehr achten Generation gebaut. Stilis-
tisch wurde das neue Modell behutsam evolutio-
niert und zitiert klassische Elfer-Tugenden. Die trägt
der 992 auch in den technischen Genen, weist aber
gleichzeitig zahlreiche Innovationen auf, wie Ent-
wicklungsvorstand Michael Steiner erläutert.
INTERVIEW: Egbert Schwartz BILDER: Porsche
14 TECHNIK UND PRODUKTION
AUTOMOBIL PRODUKTION 12/2018

15 TECHNIK UND PRODUKTION
ZUR PERSON
Michael Steinerstudierte in München Maschinen-wesen. Zu den Stationen seiner Laufbahn zählt Daimler, wo er zu-letzt Strategischer Projektleiter A/B-Klasse war. 2002 kam er zu Porsche. Hier leitete er unter anderem die Baureihe Panamera sowie die Ent-wicklung Gesamtfahrzeug/Qualität. Seit 2016 ist Steiner Mitglied des Vorstands Forschung und Entwick-lung der Dr. Ing. h.c. F. Porsche AG.
Herr Steiner, was sind aus Ihrer Sicht die wesentlichen neuen Charakterzüge des neuen Porsche 911? Jeder neue 911 ist wieder der beste 911. Die Charakterzüge sind die gleichen, wur-den aber konsequent präzisiert und noch-mals geschärft. Dies gilt für die emotiona-len Themen wie Styling, Haptik, Sound und Performance genauso wie für die rati-onalen, technischen Kriterien und natür-lich die Qualität.
Welche besonde-ren Gene bringt die achte Genera-tion mit? Technisch und sti-listisch setzt der neue Porsche 911 die lange Tradition der Hochleis-tungssportwagen mit Heckmotor nahtlos fort. Die Technik wurde in den 911-typischen Kriterien Fahrdynamik, Umweltverträglichkeit, Alltagstauglich-keit und Emotionalität konsequent weiter-entwickelt. Das Design der achten Genera-tion besticht durch eine Kombination aus Marken- und 911-typischen, dabei jedoch kontinuierlich weiterentwickelten Gestal-tungsmerkmalen sowie innovativen, zu-kunftsweisenden Formthemen, die dem 992 zeitgleich einen großen Neuigkeits-wert verleihen.
Auf welche Weiterentwicklungen haben Sie Wert gelegt? Was stand bei der Ge-samtentwicklung im Vordergrund? Bei einem Hochleistungssportwagen aus dem Hause Porsche steht zunächst immer die Weiterentwicklung der fahrdynami-schen Attribute im Vordergrund. Diesbe-züglich leistet beispielsweise die Mischbe-zollung mit einem Zoll mehr an der Hin-terachse einen Beitrag. Wir bringen beim 992 aber auch ein neues und höchst in-teressantes Sicherheitsfeature in Serie: ein System zur Nässedetektion mit Fahrersen-sibilisierung und Eingriffsmöglichkeit in die Regelsysteme von Antrieb und Fahr-werk – den so genannten Wet Mode.
Hat die Mischbezollung der Räder einen technischen oder eher stilistischen Grund?Konsequenterweise beides. Die fahrdyna-mischen Vorteile größer dimensionierter Hinterräder sind wegen der Elfer-typischen Gewichtsverteilung besonders groß und konnten bereits beim aktuellen 911 GT3 RS überzeugen. Bei 20 Millimeter mehr
Gesamtlänge und identischem Radstand sind die Proportionen beim neuen 911 vom Typ 992 spürbar sportlicher. Die um über 40 Millimeter breiteren Spurweiten vorn und hinten sorgen für einen beeindrucken-den Auftritt, der durch die um einen Zoll auf 20“ beziehungsweise 21“ beim S ver-größerten Hinterraddurchmesser zusätz-lich geschärft wird. Somit ist die Antwort: erstens Technik, aber zweitens auch Optik.
In Verbindung mit den schlanken Tür-flächen ergibt sich eine markante Taillierung, die den muskulösen Kot-flügeln Dominanz verleiht.
Wann wurde mit den ersten Kon-zepten für den 992 begonnen?
Wir haben vor etwa vier Jahren mit den Arbeiten am 992 begonnen. Davor gab es jedoch schon Vorentwicklungsarbeiten – zum Beispiel am neuen Rohbau, der trotz gestiegener Sicherheitsanforderungen auf Grund seines innovativen Materialmix ein geringeres Gewicht aufweist.
Wie viele Neuteile stecken insgesamt im 992 – im Vergleich zum 991? Mehr als 85 Prozent aller Bauteile am 992 sind neu.
Was war der Hintergrund-Gedanke, sich beim Interieur-Design wieder mehr am klassischen Stil der ersten vier 911-Gene-rationen zu orientieren? Welchen Weg sind Sie gegangen beziehungsweise wel-che Herausforderungen waren zu meis-tern, um die klassische Instrumentierung mit modernen Elementen wie dem Touchscreen stilistisch zu kombinieren? Bei unserer Ikone, dem 911, darf man sei-ne Herkunft nie aus den Augen verlieren. Das komplett neue Interieur markiert des-halb einen weiteren Meilenstein in der Historie des 911 – und stellt gleichzeitig eine Rückbesinnung auf die Tugenden dar, die bereits die allererste Generation des Elfers ausgezeichnet haben: Klarheit und formale Eindeutigkeit. Leitthema bei der Auslegung und Gestaltung der Funktions- und Bedienelemente ist die Synthese von „analoger Präzision und digitaler Integra-tion“, also die Verbindung aus Herkunft und Zukunft. Herausforderung war dabei, die hochwertige Ausarbeitung und die me-chanische Präzision von Schaltern und Be-
dienelementen sicherzustellen. Sie vermit-teln visuelle und haptische Reize, gewähr-leisten eine klare Rückmeldung bei der Be-tätigung und strahlen die unnachahmliche Faszination des Handwerklichen aus.
Viel Tradition transportieren einige De-sign-Elemente der Karosserie. So orien-tiert sich beispielsweise der neu gestaltete Kofferraumdeckel des 992 an den klassi-schen Linien der legendären G-Serie? Der Vorderwagen greift ein traditionelles Thema früherer 911er auf: die lang nach vorn gezogene Kofferraumhaube mit ei-nem markanten Einschnitt vor der Wind-schutzscheibe. Beides streckt die Front-partie und verleiht Dynamik.
Mit dem Taycan leitet Porsche eine neue Ära in Richtung Elektromobilität ein. Se-hen Sie im 992 nun die letzte 911er-Ge-neration mit Verbrennungsmotor? Oder wird es noch eine Zwischenstufe mit Hybrid-Technologie geben?Der Verbrennungsmotor ist noch lange nicht am Ende. Und das letzte Auto, das einen Verbrennungsmotor hat, wird ein 911er sein.
Wie sehen Sie in diesem Zusammenhang die Zukunft des 911 – wie lange wird er noch als „Timeless Machine“ existieren? Ich hoffe und denke, dass der Porsche 911 noch für eine lange Zeit die Fans in aller Welt begeistern wird. Warum sollte das, was über sieben Jahrzehnte lang Bestand hatte, auf einmal an Faszination verlieren – bloß, weil neue Antriebskonzepte hinzu-kommen? Wenn ein Kind einen Sportwa-gen zeichnet, erinnert dieser nicht selten verblüffend an einen 911. Wir fühlen uns, das möchte ich mit leisem Augenzwinkern sagen, verantwortlich, dass das auch in Zukunft so bleibt. ■
Michael Steiner,
Vorstand F&E
Das letzte Auto, das einen Verbren-nungsmotor hat,wird ein 911er sein.

TECHNIK UND PRODUKTION16
AUTOMOBIL PRODUKTION 12/2018
Generationen Porsche 9117
Begründer einer legendären Ahnen-
reihe: Der Ur-Elfer wurde 1963 noch
als 901 – hier die Nr. 57 – präsentiert.1
Mit dem Typ 993 geht die Ära der
luftgekühlten Boxermotoren zu Ende,
der 408 PS-Turbo ist das Topmodell. 4
Im Typ 997 debütiert das weltweit ers-
te 7-Gang-Handschaltgetriebe Der 911
feiert sein 50-jähriges Jubiläum. 7
Optisches Charakteristikum der G-Se-
rie waren die schwarzen Faltenbälge
hinter den Stoßfängern. 2
Der Typ 996 präsentiert sich optisch
wie technisch innovativ mit Wasser-
kühlung und Boxster-Frontdesign. 5
Das Cockpit der ersten 911-Generation ist mit
fünf Rundinstrumenten und wenigen Bedie-
nungselementen funktionell gezeichnet.
Mit dem Typ 964 debütierte der elek-
tronisch geregelte Allradantrieb in al-
len drei Karosserieversionen des 911. 3
Der Typ 997 kombiniert klassische El-
fer-Stilelemente mit Technik-High-
lights bei Motor und Fahrwerk. 6
In der Generation 7 ist das Cockpit-Design
des Urahns trotz zeitgemäßer Instrumentie-
rung prinzipiell noch immer klar erkennbar.

Innovative Grundlage für diese Erfolgsgeschichte ist das auf der IAA 1963 präsentierte Urmodell – und vor allem dessen luftgekühlter Sechszylinder-Boxer im Heck. Die Konstruktion
ist auf größtmögliche Laufruhe ausgelegt, die achtfache Lagerung der Kurbelwelle soll die hohen Biegebelastungen bei extremen Drehzahlen ausgleichen. Ein Zwischenrad und je eine Duplexkette treiben zwei obenliegende Nockenwellen an, ölhydraulische Spannräder und Führungsschienen sorgen dabei für exakte Steuer-zeiten sowie einen ruhigen Kettenlauf. Mit 184 Kilogramm ist das Triebwerk extrem leicht. Das charakteristische Axialgebläse mit elf Lüfterflügeln fordert nur 4,5 Prozent der Motorleistung und arbeitet damit effizienter als die Wasserkühlung eines vergleichba-ren Motors.
Die Technik steckt unter einer von Ferdinand Alexander Por-sche gezeichneten Coupé-Karosserie, deren gestreckte Silhouette und fließende Linien nicht nur stilistisch zur Ikone reifen wer-den. Sie ist ihrer Zeit auch in puncto Sicherheit weit voraus: Die definierte Verformung der Frontpartie, die aufprallsichere Plat-zierung des Benzintanks, die Auspolsterung des Innenraums so-
PORSCHE 911 – Eine Erfolgsstory in sieben Generationen1963 rollt ein deutsches Sechszylinder-Coupé auf die Asphaltbühne und beschleunigt
rasant zur weltweiten Sportwagen-Ikone: der Porsche 911. Sein Weg auf der Überholspur des
Erfolges erstreckt sich mittlerweile über sieben Generationen und fünfeinhalb Jahrzehnte.
wie hochfeste Gurtverankerungen setzen neue Standards im Pkw-Bau.
Richtungweisend: Generation 1 (911, 1963-1973)Weitere technische Innovationen folgen: Im 911 S von 1966 (160 PS, später 190 PS) kommen erstmals innenbelüftete Scheiben-bremsen zum Einsatz. Ende der 1960er Jahre entwickeln Porsche und Bosch die erste mechanische Saugrohr-Einspritzung, um die kalifornischen Abgaswerte einzuhalten. Für Fahrkomfort im Stadtverkehr sorgt 1967 mit der „Sportomatic“ die erste halbau-tomatische Vier-Gang-Schaltung.
Die Evolution einer Ikone: Generation 2 (911 G-Serie, 1973-1989)Die G-Serie startet mit 2,2 Liter Hubraum, der bereits zwei Jahre später auf 2,4 Liter und 1973 auf 2,7 Liter angehoben wird. Der le-gendäre „Entenbürzel“-Carrera RS mit dem 210 PS starken 2,7-Li-ter Motor ist ab Oktober 1972 die Topversion und Basis für viele erfolgreiche Rennversionen in den 1970er Jahren. Mit dem 260 PS
TEXT: Egbert SchwartzBILDER: Porsche
TECHNIK UND PRODUKTION 17
AUTOMOBIL PRODUKTION 12/2018

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION18
starken 911 Turbo kommt die erste feuerverzinkte Karosserie. Das 3,0-Liter-Triebwerk wird ab 1977 Standard in der K-Serie, in der das Turbomodell mit nun 3,3 Liter, einem in den Heckspoiler integ-rierten Ladeluftkühler und 300 PS den Leistungston angibt. Opti-sches Charakteristikum der G-Serie sind die schwarzen Faltenbälge der wuchtigen Stoßstangen – als Schutz vor Parkremplern, den die US-Zulassungsbehörden gefordert hatten.
Neue Meilensteine: Generation 3 (964, 1988-1994)Einen technischen Meilenstein setzt 1988 die Baureihe 964 mit 85 Prozent neu entwickelten Komponenten: Im 911 Carrera 4 debü-tieren der elektronisch gesteuerte permanente Allradantrieb sowie das 3,6-Liter-Triebwerk mit Doppelzündung und 260 PS aus dem Supersportwagen 959. Der Saugmotor ist das erste Pkw-Serienaggregat mit geregeltem Metall-Katalysator. Ebenfalls innovativ: Leichtmetall-Quer-lenker und Schraubenfedern statt Drehstäbe. Für ae-rodynamische Bestwerte sorgen der vollverkleidete Unterboden sowie der automatisch ausfahrende Heckspoiler. Die Turboversion von 1990 generiert 320 PS aus 3,3 Liter Hubraum – dank Feintuning so-wie größerem Lader und Ladeluftkühler – und lässt sich mit einem optionalen Technikkit bis auf 380 PS steigern. Im Januar 1993 folgt der 3,6-Liter Turbo mit 360 PS auf 18-Zoll-Felgen, Fahrer- und Beifahrerairbag (seit 1991 bei allen 964).
Die letzten Luftgekühlten: Generation 4 (993, 1993-1998)Die vierte Generation des 911 wird die letzte mit luftgekühlten Boxermotoren. Zuvor beschleunigt die Baureihe noch einmal ve-hement: im ersten Jahr mit Heck-, im zweiten erneut mit schlupfabhängig variablem Allradantrieb. Das auf 272 PS er-starkte 3,6-Liter-Triebwerk ist erstmals mit einem Sechsgang-Schaltgetriebe gekoppelt, die Vierstufen-Automatik (Tiptronic) beim Hecktriebler weiterhin als Option erhältlich. Die Turbover-sion, traditionelles Top-Modell der Baureihe, leistet dank Bi-Tur-bolader 408 PS und überschreitet damit als erstes Serienmodell seit dem 959 die 400-PS-Grenze. Für Hobby-Rennfahrer bietet
Porsche wieder die abgespeckten Versionen Carrera RS (3,8-Li-ter-Sauger) und GT2 (Bi-Turbo) an.
Neue Ära Wasserkühlung: Generation 5 (996, 1997-2006)Für die Fans des Boxermotors ist die Wasserkühlung im 911 ein Bruch mit der Tradition. Allerdings macht sie das Triebwerk tech-nisch fit für eine effizientere Leistungsentwicklung: 300 PS bei 3,4 Liter Hubraum sowie 320 PS aus 3,6 Liter ab dem Modelljahr 2002. Markanteste optische Änderung an der größer dimensio-nierten Karosserie sind Scheinwerfer im Boxster-Look, die für 2002 aber wieder 911-spezifischer gestaltet werden. Carrera und GT3 sowie GT2 folgen mit bis zu 483 PS.
New old look: Generation 6 (997, 2004-2012)Sowohl im Außen- als auch im Innendesign orientie-ren sich die Designer auf Kundenwunsch wieder mehr am 993 und an klassischen 911er-Stilmerkmalen. Als Innovation wird ein 4,6-Zoll-TFT-Bildschirm instal-liert, auf dem sich die Informationen des Bordcompu-ters, des Navigations- und des Audiosystems sowie di-verse Warnhinweise abrufen lassen. Beim Triebwerk wird weiter an der Leistungsschraube gedreht, die von 325 PS beim Carrera bis zu 530 PS im Turbo reicht. Als technische Highlights gelten die Direkteinsprit-
zung in den Carrera-Versionen, die variablen Leitschaufeln beim 480 PS starken 3,6-Liter Bi-Turbo, das erste aktive Fahrwerk mit der Bezeichnung „Porsche Active Suspension Management“ (PASM), das variable Stabilisatorsystem PDCC oder die Hinter-achslenkung beim 911 Turbo.
Debüt mit 7 Gänge-Menü: Generation 7 (991, 2011-2018)Passend zur Generationsstufe präsentiert Porsche im 991 das welt-weit erste Handschaltgetriebe mit sieben Gängen in einem Serien-fahrzeug. Und packt noch einmal ein Schäufelchen mehr Leistung bei den Motoren drauf: Im 3,4-Liter des 911 Carrera liegen an-fangs nun 350 PS, im 3,6-Liter des Carrera S exakt 400 PS an. Im Topmodell 911 Turbo S mit Allradantrieb wird der Sechszylinder-Biturbo auf 560 PS getrimmt. ■
HEIMAT EINER SPORTWAGENIKONE
80 Jahre ZuffenhausenAls Ferdinand Porsche mit den 176 Mitar-beitern seines Konstruktionsbüros am 26. Juni 1938 neue Räumlichkeiten im Stuttgar-ter Vorort Zuffenhausen bezieht, legt er da-mit den nominellen Grundstein für eine nunmehr 80 Jahre währende Erfolgsge-schichte. Nach einem vom Krieg erzwunge-nen vorübergehenden Exil beginnt er 1949 mit dem schrittweisen Aufbau der Produkti-on, die zunächst in angemieteten Hallen des Karosseriewerks Reutter beginnt, das Porsche komplett übernimmt. Am 6. April 1950 rollt hier der erste 356 deutscher Ferti-gung auf den Hof, bereits knapp ein Jahr später der 500ste. Der Standort Zuffenhau-sen wird die Heimat von Sportwagenlegen-den wie dem 911, 959 und dem 918 Spyder. 1952 eröffnet die vom Stuttgarter Architek-ten Rolf Gutbrod entworfene Montagehalle
des Werks 2, 1988 ein Karosseriewerk mit hochflexibler Fertigung inklusive der ersten Förderbrücke über der Schwieberdinger Straße. 2011 geht eine Lackiererei in Betrieb und 2015 das neue Ausbildungszentrum. Ab 2019 produziert das Stammwerk zusätz-lich zu den Modellen 911 und 718 mit dem Taycan den ersten rein elektrisch angetrie-benen Sportwagen von Porsche. Dazu wer-den derzeit eine Lackiererei und eine Mon-tagehalle errichtet, es sind die bisher um-fangreichsten Bauarbeiten in der Werksge-schichte.
01
02
(01) Das Backsteingebäude, heute Werk 1, mar-
kierte 1938 den Anfang der Fertigung.
(02) Mitte der 1970er Jahre fand die 911-Ferti-
gung im Werk 2 in Zuffenhausen statt.
2017rollte der ein- millionste Por-
sche 911 vom
Band in Zuffen-
hausen.

Kompakt und informativ:
■ Neueste Entwicklungen und Einblicke ■ Aktuellste Zahlen, Daten und Fakten■ Firmenprofile und Ansprechpartner
Jetzt bestellen:
www.fachzeitschriften.shop/[email protected]
Sichern Sie sich jetzt die neue Ausgabe 2018
TOP 100 AUTOMOTIVE SUPPLIERS
15. Ausgabe B 30470 www.automobil-produktion.de
Top 100Automotive SuppliersGlobal Ranking
sponsored by:
INNOVATIONSDRUCK Wie Investitionen in Mega-Mobilitätstrends die Zulieferwelt verändern S.8
WETTBEWERBSDRUCK Mit dem Mobilitätswandel drücken China-Supplier nach vorn – wie CATL S.26
TOP 100 RANKING Die 100 größten Zulieferer der Welt im Faktencheck S.36
AUTOMOBIL PRODUKTION 07 / 2018
6 KURZ-RANKING TOP 100 AUTOMOTIVE SUPPLIERS
Zahlen im Zeichen des Wandels
Unter den Top 5 des Supplier Rankings gibt es keine Veränderung, dahinter ist die Zuliefererwelt in Wallung.
Neustrukturierungen, Ausgliederungen und Zukäufe bestimmen das Geschehen. So erklärt sich der Absturz von
Johnson Controls in der Ausgliederung von Adient, der Aufstieg der Joyson Group durch die Übernahme von KSS,
die wiederum Takata übernommen hat – um nur einige Beispiele zu nennen.
Company Sales
2016
Sales
2017
Rank
2017
Rank
2018
Bosch48,606 53,549 1
1
Continental44,426 46,742 2
2
Denso41,233 44,180 3
3
Magna36,445 38,946 4
4
ZF Group35,821 37,890 5
5
Aisin Seiki32,776 34,872 7
6
Hyundai Mobis 33,003 30,128 67
Bridgestone25,444 26,950 8
8
Faurecia20,717 22,808 10
9
Michelin20,008 21,022 11
10
Die Top 10 Zulieferer Company Sales
2016
Sales
2017
Rank
2017
Rank
2018
Visteon3,161
3,14685
91
Saint Gobain2,949
3,13689
92
NGK Spark Plug2,927
3,10692
93
Sungwoo Hitech3,307
2,98283
94
Toyo Tire & Rubber 2,7962,918
9795
Cooper Tire & Rubber 2,9252,855
9396
Martinrea Int.2,997
2,84288
97
Nippon Sheet Glass 2,7282,789
9898
Fuyao Glass-
2,770-
99
Pioneer2.875
2,67095
100
Die Schlusslichter der Top 100
CompanySales
2016
Sales
2017
Rank
2017
Rank
2018
position
change
Aptiv
- 12,884 -20 -
Joysen Group- 3,910 -
74 -
Renesas
- 3,638 -80 -
American Axle3,948 6,266 67
48 19
Dana
5,826 7,209 5139 12
Weichai Power7,578 12,289 35
23 12
Lanxess3,410 4,369 78
67 11
Panasonic6,179 8,286 46
36 10
Freudenberg4,279 5,281 63
55 8
Harmann4,838 5,700 59
52 7
AufsteigerCompany
Sales
2016
Rank
2017
Rank
2018
position
change
Delphi Technologies16,661 16
6044
Johnson Controls23,490 9
3829
IAC
6,000 4866
18
Sungwoo Hightech3,307 83
9411
Pirelli
5,224 4151
10
Martinrea
2,997 8897
9
Hitachi
9,129 2632
6
NHK Spring
3,730 7379
6
Visteon
3,161 8591
6
Nexteer
3,842 7176
5
Absteiger
CompanyRang
2017
Rang
2018
Sales
2016
Sales
2017
Sales
change
Aptiv
-20
- 12,884 12,884
Bosch
11 48,606 53,549 4,943
Weichai Power35
23 7,578 12,289 4,711
Joysen Group-
74- 3,910 3,910
Renesas-
80- 3,638 3,638
Denso
33 41,233 44,180 2,947
Fuyao Glass-
99- 2,770 2,770
Valeo
1411 18,290 20,963 2,673
Magna
44 36,445 38,946 2,501
American Axle67
48 3,948 6,266 2,318
CompanyRang
2017
Rang
2018
Sales
2016
Sales
2017
Sales
change
Johnson Controls9
38 23,490 7,337-16,153
Delphi Technol.16
60 16,661 4,849-11,812
Hyundai Mobis6
7 33,003 30,122-2,881
IAC
4866
6,000 4,400-1,600
Mando55
595,573 4,872
- 701
Yazaki18
18 14,251 13,619-632
Adient15
14 16,837 16,213-624
Sungwoo Hitech83
943,307 2,982
-325
Pioneer95
100 2,875 2,670-205
Hitachi26
329,129 8,930
-199
Am stärksten gewachsen
Am meisten verloren
1
100
Zahlen in Mio. USD
r indd 6
05.07.2018 13:20:25
AUTOMOBIL PRODUKTION 07/2018
TOP 100 AUTOMOTIVE SUPPLIERS36 TOP 100 AUTOMOTIVE SUPPLIERS
Rank Company Currencies Total Sales Automotive Sales Names and Sales of Business Units/ Divisions/Main Automotive Affiliates
1 ►(1) Robert Bosch GmbH
Robert-Bosch-Platz 1 70839 Gerlingen- Schillerhöhe Baden-Württemberg Germanywww.bosch.comFY ended: Dec, 31
in figures only:
in figures: in % of Total Sales:
Mobility Solutions
Mio US$ 2017 88,222 53,549 60.7% 53,549Mio US$ 2016 80,968 48,606 60.0% 48,606Mio US$ 2015 78,388 46,270 59.0% 46,270Mio Euro/€ 2017 78,066 47,384 60.7% 47,384Mio Euro/€ 2016 73,129 43,900 60.0% 43,900Mio Euro/€ 2015 70,600 41,700 59.0% 41,700
Global Footprint EmployeesRegional Sales Board
Total:2017: 402,1662016: 389,281 78,066 Mio € 100.0% Dr. Volkmar Denner: Chairman; Prof. Stefan Asenkerschbaumer: Deputy Chairman; Dr. Rolf Bulander:
Chairman Bosch Mobility Solutions; Dr. Stefan Hartung: Energy and Building Technology; Dr. Markus
Heyn: Orginal Equipment Sales, Marketing and Sales; Dr. Dirk Hoheisel: Automotive Systems Integration;
Christoph Kübel: Human Resources and Social Services; Uwe Raschke: Consumer Goods; Peter Tyroller:
Regional Responsibility Asia-Pacific, India; Mobility Solutions: https://www.bosch-mobility-solutions.comAnnual Report: https://www.bosch.com/explore-and-experience/annual-report/Press Releases: http://www.bosch-presse.de/pressportal/de/de/news/
Automotive:232,020 47,384 Mio € 60.7%
Americas:44,309 13,677 Mio € 17.5%
NAFTA/North America:34,451 12,099 Mio € 15.5%
South America:9,858 1,578 Mio € 2,0%
Asia-Pacific:112,817 23,607 Mio € 30.2%
Japan:6,572 2,332 Mio € 3.0%
Europe:245,040 40,782 Mio € 52.2%
Germany:137,701 15,342 Mio € 19.7%
Further InformationCompany profile: The Bosch Group is a leading global supplier of technology and services. It employs roughly 402,000 associates worldwide (as of December 31, 2017). The company generated
sales of 78.1 billion euros in 2017. Its operations are divided into four business sectors: Mobility Solutions, Industrial Technology, Consumer Goods, and Energy and Building
Technology. As a leading IoT company, Bosch offers innovative solutions for smart homes, smart cities, connected mobility, and connected manufacturing. It uses its expertise in
sensor technology, software, and services, as well as its own IoT cloud, to offer its customers connected, cross-domain solutions from a single source. The Bosch Group’s strategic
objective is to deliver innovations for a connected life. Bosch improves quality of life worldwide with products and services that are innovative and spark enthusiasm. In short,
Bosch creates technology that is “Invented for life.” The company was set up in Stuttgart in 1886 by Robert Bosch (1861-1942) as “Workshop for Precision Mechanics and Elec-
trical Engineering.” The special ownership structure of Robert Bosch GmbH guarantees the entrepreneurial freedom of the Bosch Group, making it possible for the company to
plan over the long term and to undertake significant upfront investments in the safeguarding of its future. Ninety-two percent of the share capital of Robert Bosch GmbH is held
by Robert Bosch Stiftung GmbH, a charitable foundation. The majority of voting rights are held by Robert Bosch Industrietreuhand KG, an industrial trust. The entrepreneurial
ownership functions are carried out by the trust. The remaining shares are held by the Bosch family and by Robert Bosch GmbH.
Revenue split: Mobility Solutions (61% of sales 2017), Industrial Technology (8%), Consumer Goods (24%), Energy and Building Technology (7%)
Sites (production/R&D):
The Bosch Group comprises Robert Bosch GmbH and its roughly 440 subsidiary and regional companies in 60 countries. Including sales and service partners, Bosch’s global
manufacturing, engineering, and sales network covers nearly every country in the world.
R&D facts: At 125 locations across the globe, Bosch employs some 64,500 associates in research and development. In 2017, Bosch spent 7.3 billion euros in research and development.
Main automotive Customers: Car manufacturers worldwide.Main automotive products: The Mobility Solutions business sector’s main areas of activity are injection technology and powertrain peripherals for internal-combustion engines, diverse solutions for power-
train electrification, vehicle safety systems, driver-assistance and automated functions, technology for user-friendly infotainment as well as vehicle-to-vehicle and vehicle-to-
infrastructure communication, repair-shop concepts, and technology and services for the automotive aftermarket. Bosch is synonymous with important automotive innovations,
such as electronic engine management, the ESP anti-skid system, and common-rail diesel technology.
Main automotive com-petitors:
Major first-tier-suppliers and specialized enterprises in specific areas.Sources: Annual Report, Company InformationRank Company Currencies Total Sales Automotive Sales Names and Sales of Business Units/ Divisions/Main Automotive Affiliates
2►(2) Continental AG
Vahrenwalder Straße 930165 HanoverLower SaxonyGermany
www.continental-corporation.comFY ended: Dec, 31
in figures only:
in figures: in % of Total Sales:
Chassis & Safety
Powertrain Interior Tires ContiTech
Mio US$ 2017 49,735 46,742 94.0% 11,012 8,516 10,483 12,774 6,950
Mio US$ 2016 44,896 42,426 94.5% 9,918 7,993 9,199 11,843 5,942
Mio US$ 2015 43,532 40,960 94.1% 9,376 7,844 9,049 11,550 5,956
Mio Euro/€ 2017 44,009.5 41,361 94.0% 9,744 7,536 9,276 11,303 6,150
Mio Euro/€ 2016 40,549 38,318 94.5% 8,958 7,219 8,308 10,696 5,367
Mio Euro/€ 2015 39,232 36,914 94.1% 8,450 7,069 8,155 10,409 5,368
Global Footprint EmployeesRegional Sales Board
Total: 2017: 235,4732016: 220,137 44,009.5 Mio € 100.0% Dr. Elmar Degenhart: Chairman of the Executive Board; Corporate Communications; Corporate Quality and
Environment; Continental Business System, Central Functions Automotive; Wolfgang Schäfer: Member
of the Executive Board, Finance, Compliance, Law, Controlling, and IT; Dr. Ariane Reinhart: Member of the
Executive Board, Human Resources/Director of Labor Relations; José A. Avila: Member of the Executive Board,
Powertrain Division; Dr. Ralf Cramer: Member of the Executive Board, President & CEO China; Frank Jourdan:
Member of the Executive Board, Chassis & Safety Division; Helmut Matschi: Member of the Executive Board,
Interior Division; Nikolai Setzer: Member of the Executive Board, Tire Division; Corporate Purchasing; Hans-
Jürgen Duensing: Member of the Executive Board, ContiTech Division;Investor Relations Webpage: https://www.continental-corporation.com/en/investors/overview; Annual Reports: https://www.continental-corporation.com/en/investors/overview; Press Releases: www.continental-media.com; Automotive: https://www.continental-automotive.com/
Automotive:n.a. 41,631 Mio € 94.0%
Americas:51,757 n.a. n.a.
North America: 44,585 10,823 Mio € 24.6%
South America:8,172 n.a. n.a.
Asia-Pacific:45,683 9,618 Mio € 21.9%
Japan:n.a. n.a. n.a.
Europe:136,215 21,766 Mio € 49.5%
Germany:n.a. 8,972 Mio € 20.3%
Other:n.a. 1,802 Mio € 4.1%
Further InformationCompany profile: Continental develops pioneering technologies and services for sustainable and connected mobility of people and their goods. Founded in 1871, the technology company offers
safe, efficient, intelligent and affordable solutions for vehicles, machines, traffic and transport. In 2017, Continental generated sales of €44 billion and currently employs more than
240,000 people in 61 countries.Revenue split: Shareholder structure: Free floeat: 54%; IHO Group, Herzogenaurach 46%.Sites (production/R&D): 554 sites in 61 countries.R&D facts: Approx. 44.000 engineers/16.000 software developers; Continental invests heavily in research and development. This expenditure amounted in 2017 to more than €3,1 billion,
corresponding to 7,1 percent of sales.Main automotive Customers:
Continental’s five largest OEM customers Daimler, Fiat Chrysler, Ford, Renault-Nissan-Mitsubishi und VW generated approximately 41% of the Continental Corporation’s sales in
2017.Main automotive products:
Safety: Brake systems, Emergency brake assist, Lane change assist, Lane departure warning system, Blind spot monitoring, Collision avoidance in urban traffic, Occupant safety
systems, Pedestrian protection systems, Tires and extended mobility systems, Tire pressure monitoring systems, Telematics for automatic emergency calls;
Environment: Piezo and solenoid injection technologies, Turbocharger, Hybrid and electric systems, Drive assemblies for electric vehicles without rare earths, Exhaust aftertreat-
ment solutions, Engine management, Rolling-resistance-optimized tires, Tire pressure monitoring systems, Lightweight components, Hose lines for SCR technology;
Information: Navigation systems, Tachographs, Instruments, Instrument clusters, Secondary displays, Head-up displays, Cockpit modules, Multimedia systems, Telematics systems,
Infotainment solutions, Passive start and entry systems, Tire information systems, ITS/Intelligent Transportation Systems, Software Solutions, Services.
Main automotive competitors:
n.a.
Sources:Company information, Annual Report, Company Website
APR_2018_036_001_Bosch_Conti.indd 36
TOP 100 AUTOMOTIVE
4
AUTOMOBIL PRODUKTION 07/2018
TOP 100 AUTOMOTIVE SUPPLIERSRank 2018
Company
Sales 2017/18in Mio. USD $
Rank Won/Lost 2018 vs. 2017
Rank 2017
1 Bosch
53,549 ►
1
2 Continental
46,742 ►
2
3 Denso
44,180 ►
3
4 Magna
38,946 ►
4
5 ZF
37,890 ►
5
6 Aisin Seiki
34,872 ▲
7
7 Hyundai Mobis
30,128 ▼
6
8 Bridgestone
26,950 ►
8
9 Faurecia
22,808 ▲
10
10 Michelin
21,022 ▲
11
11 Valeo
20,963 ▲
14
12 Huayu Automotive Systems
20,792 ►
12
13 Lear
20,467 ►
13
14 Adient
16,213
▲
15
15 Goodyear
15,377
▲
17
16 Sumitomo Electric
14,559 ▲
19
17 Mahle
14,452 ▲
20
18 Yazaki
13,619 ►
18
19 BASF
12,890 ▲
23
20 Aptiv*
12,884 ▲
-
21 ThyssenKrupp
12,646 ▲
24
22 Toyota Boshoku
12,485 ▼
21
23 Weichai Power
12,289 ▲
35
24 Schaeffler
12,283 ▼
22
25 Autoliv
10,383 ►
25
26 BorgWarner
9,799
▲
27
27 Calsonic Kansei
9,400 ▲
30
28 Tenneco
9,274
▲
29
29 Gestamp
9,269
▲
32
30 Magneti Marelli (FCA)
9,041
▼
28
31 Cummins
8,976
▲
34
32 Hitachi
8,930
▼
26
33 Yanfeng
8,800 ▼
31
34 Plastic Omnium
8,662
▲
37
35 JTEKT
8,356
▼
33
36 Panasonic
8,286
▲
46
37 GKN
8,052
▲
38
38 Johnson Controls
7,337
▼
9
39 Dana
7,209
▲
50
40 Benteler
7,115
▲
42
41 Brose
7,094
▼
39
42 Toyoda Gosei
7,069
▼
40
43 Hella
7,064
▼
41
44 TE Connectivity
7,039
▼
43
45 Sumitomo Rubber Industries
6,749
▲
49
46 NSK Group
6,455
▼
45
47 Koito Manufacturing
6,323
▼
44
48 American Axle & Manufacturing
6,266
▲
67
49 Hankook Tires
6,034
▲
53
50 PPG Industries
5,855
▲
52
Rank 2018
Company
Sales 2017/18 in Mio. USD $
Rank Won/Lost 2018 vs. 2017
Rank 2017
51 Pirelli
5,745 ▼
54
52 Harman International (Samsung)
5,700 ▲
59
53 Grupo Antolin
5,692 ▼
51
54 Motherson Sumi
5,678 ▲
56
55 Freudenberg
5,281 ▲
63
56 Mitsubishi Electric
5,139
▲
57
57 Eberspächer
5,064 ▲
60
58 Mando
5,035 ▼
55
59 Hanon Systems
4,947▼
58
60 Alps Electric
4,914 ▲
61
61 Delphi Technologies*
4,849▼
16
62 Dräxlmaier
4,633 ▲
66
63 Leoni
4,562▲
70
64 NTN
4,537 ▼
62
65 Nemak
4,489 ▼
64
66 IAC
4,400 ▼
48
67 Lanxess
4,369 ▲
78
68 Yokohama Rubber
4,297 ▼
65
69 Linamar
4,182 ►
69
70 TS Tech
4,166 ▲
72
71 Illinois Tool Works
4,140 ▲
74
72 Webasto
3,969 ▲
76
73 Tokai Rika
3,962 ▼
68
74 Joysen Group
3,910 ▲
-
75 Mann+Hummel
3,883 ▲
79
76 Nexteer
3,878 ▼
71
77 Futaba Industrial
3,800 ▼
75
78 NXP Semiconductors
3,762 ▲
80
79 NHK Spring
3,746 ▼
73
80 Renesas
3,638 ▲
-
81 Cooper-Standard Automotive
3,618 ▼
77
82 Sumitomo Riko Gruppe
3,510 ▼
81
83 Asahi Glass
3,445 ▼
82
84 Infinion
3,378 ▲
91
85 Hutchinson (Total)
3,370 ▼
84
86 Eaton
3,333 ►
86
87 Mitsuba
3,311 ▲
94
88 Rheinmetall Automotive
3,233 ▲
90
89 Stanley Electric
3,206 ▲
96
90 Honeywell
3,148 ▼
87
91 Visteon
3,146 ▼
85
92 Saint Gobain
3,136 ▼
89
93 NGK Spark Plug
3,106 ▼
92
94 Sungwoo Hitech
2,982 ▼
83
95 Toyo Tire & Rubber
2,918 ▲
97
96 Cooper Tire & Rubber
2,855 ▼
93
97 Martinrea International
2,842 ▼
88
98 Nippon Sheet Glass
2,789 ►
98
99 Fuyao Glass
2,770 ▲
-
100 Pioneer
2,670 ▼
95
*Formerly known as Delphi Automotive, Aptiv emerges from the completion of Delphi’s spin-off of its Powertrain segment. Delphi Technologies previously operated substantially as the Former Parent’s Powertrain segment.
www.fev.com
ZERO CO2 MOBILITY –
OPTIMALE MOBILITÄTSKONZEPTE
FÜR HEUTE UND MORGEN.
WIR UNTERSTÜTZEN SIE DURCH UNSERE EXPERTISE
BEI DER ENTWICKLUNG ALTERNATIVER ANTRIEBSKONZEPTE
Unseren weltweiten Kunden bieten wir das gesamte Engineering-Spektrum
von A wie Abgasrückführung über H wie Hybridisierung bis Z wie
Zündfolgenoptimierung. Weltweit arbeiten unsere Experten mit Leidenschaft
daran, Sie mit zukunftsweisenden Entwicklungen zu unterstützen.
Ihr Engineering Partner: > Vollständige und teilweise Elektrifizierung von Antrieben
> Batterietechnik und Batteriemanagement-Systeme
> Brennstoffzellen-Technologien
> CNG und LNG > CO2-neutrale und regenerative Kraftstoffe
> E-fuels > Power-to-X
Save the date:2. Internationale FEV-Konferenz
ZERO CO2 MOBILITYwww.fev.com/zero-co2-mobility
FEV-Anzeige-Automobil-Produktion-TOP100-62x178mm-2018.indd 1
6/19/2018
APR_2018_004_Top_100_Ranking.indd 4
05 07
verlag moderne industrie GmbH
Justus-von-Liebig-Str. 1
86899 Landsberg
Tel. 08191/125-333
Fax 08191/125-599
Top 100
inklusive PDF-
Download für
69,60 Euro
(zzgl. Versand)

TECHNIK UND PRODUKTION 20
Maßnahmen in dessen Peripherie. Das Zusammenspiel steigert darüber hinaus die Drehfreudigkeit und die Leistungsent-faltung, verbessert das Ansprechverhalten sowie den Drehmomentverlauf und er-höht letztendlich auch die Standfestigkeit des Triebwerks.
Feinschliff im InnerenNeu sind sowohl das Kurbelgehäuse aus Aluminium als auch die Zylinderköpfe mit strömungsoptimierten Ein- und Aus-lasskanälen. Bei der variablen Ventilsteue-rung VarioCam Plus wurden die Ventilhü-be der beiden Einlassventile jedes Zylin-ders unterschiedlich ausgelegt: Mit einem asymmetrisch kleinen Ventilhub wird die einströmende Luft bei niedrigen Drehzah-len und geringen Lasten in einen zusätzli-
Für den Einsatz in den beiden neuen 911-Modellen des Typs 992 – dem 911 Carrera S und 911 Carrera 4S
– wurde der bewährte Sechszylinder-Bo-xer mit Bi-Turbo-Aufladung nochmals in puncto Leistung, Drehmoment und Emis-sionen optimiert: Mit 450 PS generiert das Triebwerk nun 30 PS und mit 530 Nm exakt 30 Nm mehr als beim Vorgänger. Das Maximaldrehmoment liegt dabei zwischen 2.300 und 5.000 U/min an.
Diesen Zuwachs erreichten die Porsche-Ingenieure mit Neukonstruktionen und Feinschliff im Inneren des wassergekühl-ten Boxermotors sowie unterschiedlichen
Effizienz-SteigerungKann man ein effizientes und leistungsstarkes Triebwerk noch effizienter
und leistungsstärker machen? Porsche kann das: Die Ingenieure haben
den klassischen Dreiliter-Sechszylinder-Boxermotor für den neuen 911 Carrera
in vielen relevanten Technik-Details überarbeitet.
TEXT: Egbert SchwartzBILDER: Porsche
chen Drall versetzt, um die Vermischung mit dem eingespritzten Kraftstoff zu ver-bessern und das Brennverfahren robuster zu machen. Die Maßnahme reduziert Ver-brauch sowie Schadstoffausstoß. Einen ähnlichen Effekt hat die neue Benzin-direkteinspritzung (DFI) mit nach außen öffnendem Piezo-Antrieb, der zentral im Brennraum positioniert ist. Sie ermögli-chen ein deutlich schnelleres Öffnen und Schließen der Einspritzventile, eine feinere Zerstäubung des Kraftstoffes sowie das Absetzen präziser Kleinstmengen in hoher Qualität – bis zu fünfmal pro Verbren-nungszyklus.
Des Turbos neuer KernWachstum fördert die Leistung. Das trifft im Falle der achten 911er Generation Für den neuen 911 wurde der bewährte Sechs-
zylinder-Boxermotor in Leistung, Drehmo-
ment und Emissionen optimiert.
AUTOMOBIL PRODUKTION 12 / 2018

AUTOMOBIL PRODUKTION 12 / 2018
TECHNIK UND PRODUKTION 21
auch auf die beiden Abgasturbolader des Sechszylinders zu: Hier wurden die Ver-dichter- und die Turbinenseite vergrößert sowie die Krümmer neu konstruiert, die nun aus Guss statt aus Blech gefertigt sind. Im Gegensatz zum Vorgängermodell sind die Lader symmetrisch angeordnet, die Verdichter- und Turbinenräder des rechten und linken Laders drehen sich in entgegengesetzte Richtungen, was die Strömungsverhältnisse und damit auch das Ansprechverhalten der Lader opti-miert. Zur Strömungsoptimierung des Ab-gasstranges über den Krümmer, die Ab-gasturbolader und die Katalysatoren wur-den die Lader unter Berücksichtigung der sportwagentypisch engen Package-bedingungen symmetrisch angeordnet. Die elektrischen Klappen ermöglichen ei-nen größeren Öffnungswinkel des im Durchmesser vergrößerten Wastegate-Ventils, was das Aufheizen der Katalysato-ren optimieren soll. Der maximale Lade-druck liegt nun bei 1,2 bar. Zur Leistungs-optimierung tragen zudem die komplett neu gestalteten und ebenfalls vergrößerten Ladeluftkühler bei, die nun direkt über dem Motor und damit mittig-zentral un-ter dem Heckdeckelgitter positioniert sind, was die Zu- und Abströmung der Kühlluft erheblich verbessert. Ihr Wir-kungsgrad sowie die Rückkühlung hat sich damit deutlich gesteigert. Der Luftfil-ter, in der Vorgänger-Generation an genau dieser Stelle unter dem Heckflügel ver-baut, musste dafür zweigeteilt und seitlich
in die hinteren Kotflügel installiert wer-den.Eine komplette Neuentwicklung ist das Achtgang-Doppelkupplungsgetriebe von Porsche, das als Standard im 911 Car-rera S mit Heck- wie auch im Carrera 4S mit Allradantrieb verbaut wird. Die grö-ßere Spreizung gegenüber dem 7-Gang-PDK im Typ 991 soll eine bessere Schalt-performance, mehr Fahrkomfort und eine insgesamt höhere Effizienz gewährleisten.
Harmonischer ÜbersetzungsverlaufDa die Höchstgeschwindigkeit im sechs-ten Gang erreicht wird, ist der achte Gang als ein zusätzlicher Overdrive zum siebten ausgelegt. Die Abstufungen dazwischen sowie der Übergang zum sechsten Gang ließen sich damit noch besser aufeinander abstimmen, so die Porsche-Techniker. So wurde der erste Gang kürzer übersetzt, die unteren Gänge sind optimaler an die Turbomotoren angepasst. Zudem wurde der Übersetzungsverlauf deutlich harmo-nischer gestaltet und damit ein weiteres Instrument zur Verbrauchsreduzierung geschaffen. Zu letzterem trägt als neue Komponente auch eine geregelte Ölpum-pe bei, die den Druck für alle Schalt- so-wie Kupplungsvorgänge bedarfsgerecht regelt und damit auch Leistungsverluste reduziert.
Um das Anfahren harmonischer zu ge-stalten, wurde anstelle der Kupplungs-funktion die Motordrehzahl als neuer Regelparameter herangezogen. Eine Um-stellung der Steuerungsparameter sorgt
für harmonischere Gangwechsel. Die Schalt-Performance bei hohen Drehzah-len und Lasten wird durch den Einsatz der bereits aus den 911 GT-Modellen der Generation 991 bekannten „Blitzschal-tungen“ verbessert. Sie aktivieren sich beim manuellen Hochschalten sowie im Automatikmodus in Sport Plus, sind ge-genüber dem Vorgängermodell aber noch weiter optimiert: Dazu haben die Ingeni-eure einen zusätzlichen „Befüllungs-By-pass“ in der Kupplungshydraulik instal-liert sowie die Software-Steuerung ent-sprechend angepasst. Damit absolviert der neue 911 Carrera den Standardsprint auf Tempo 100 km/h nun in 3,5 Sekun-den (911 Carrera S) beziehungsweise 3,4 Sekunden (911 Carrera 4S), ist also 0,4 Sekunden schneller als das jeweilige Vor-gängermodell.
Sauber mit OPFEine Innovation im Porsche 911 der ach-ten Generation ist der Einbau eines Otto-partikelfilters (OPF), eine technische Neu-entwicklung, die den Typ 992 sowie alle anderen künftigen Modelle mit Verbren-nungsmotor in puncto Abgasemissionen fit für die Zukunft macht. Dabei handelt es sich um einen geschlossenen Keramik-filter. Die Abgase werden durch wechsel-seitig verschlossene Kanäle geleitet, um im Anschluss zwangsweise die Filterwände zu durchströmen. Die Ablagerungen wer-den anschließend im automatischen Rege-nerationsprozess verbrannt. ■
Das neue 8-Gang-PDK-Getriebe weist eine
größere Spreizung und bessere Schaltperfor-
mance auf als das 7-Gang-Getriebe.

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION22
ADVANCED COCKPIT: Konnektiv immer im BildeWie bei allen neuen Fahrzeugmodellen spielt auch bei Sportwagen die Konnektivi-
tät eine zunehmend wichtige Rolle. Mit dem Porsche Advanced Cockpit bietet der
neue 911 ein multimediales Konzept, das eine völlig neue Erfahrung darstellt.
TEXT: Theo Gerstl BILDER: Porsche
1
Traditionell mo-
dern: Das multi-
funktionale
Sportlenkrad im
klassischen Stil.
2
Kommandozen-
trale: Die Mittel-
konsole mit
zahlreichen
Schnittstellen.
AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION 23
Eine der Herausforderungen bei der Entwicklung des Interieurs des neuen Porsche 911 bestand dar-in, zukunftsorientierte Technologien mit traditio-
nellen Cockpit-Elementen zu einem stimmigen Gesamt-bild zu verschmelzen. So fällt der Blick des Fahrers auch weiterhin auf fünf klassische Rundinstrumente, die nicht ineinander verschachtelt sind. Vor allem der zentrale ana-loge Drehzahlmesser mit seiner filigranen Skalierung weckt Erinnerungen an klassische 911 Modelle. Die rest-lichen vier Rundinstrumente werden jedoch von zwei sie-ben Zoll großen Displays visualisiert und sollen selbst Kunden der Generation „digital natives“ ansprechen, die sich für alle innovativen neuen Formen moderner Kom-munikationsmedien begeistern können.
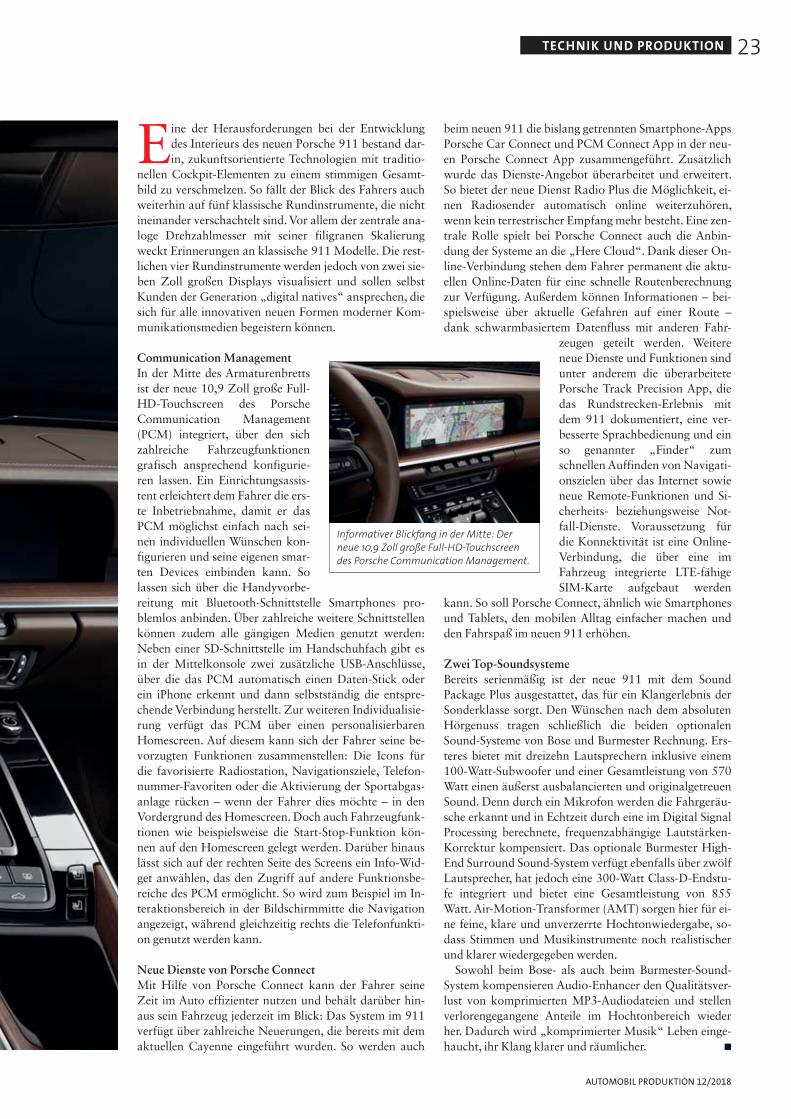
Communication ManagementIn der Mitte des Armaturenbretts ist der neue 10,9 Zoll große Full-HD-Touchscreen des Porsche Communication Management (PCM) integriert, über den sich zahlreiche Fahrzeugfunktionen grafisch ansprechend konfigurie-ren lassen. Ein Einrichtungsassis-tent erleichtert dem Fahrer die ers-te Inbetriebnahme, damit er das PCM möglichst einfach nach sei-nen individuellen Wünschen kon-figurieren und seine eigenen smar-ten Devices einbinden kann. So lassen sich über die Handyvorbe-reitung mit Bluetooth-Schnittstelle Smartphones pro-blemlos anbinden. Über zahlreiche weitere Schnittstellen können zudem alle gängigen Medien genutzt werden: Neben einer SD-Schnittstelle im Handschuhfach gibt es in der Mittelkonsole zwei zusätzliche USB-Anschlüsse, über die das PCM automatisch einen Daten-Stick oder ein iPhone erkennt und dann selbstständig die entspre-chende Verbindung herstellt. Zur weiteren Individualisie-rung verfügt das PCM über einen personalisierbaren Homescreen. Auf diesem kann sich der Fahrer seine be-vorzugten Funktionen zusammenstellen: Die Icons für die favorisierte Radiostation, Navigationsziele, Telefon-nummer-Favoriten oder die Aktivierung der Sportabgas-anlage rücken – wenn der Fahrer dies möchte – in den Vordergrund des Homescreen. Doch auch Fahrzeugfunk-tionen wie beispielsweise die Start-Stop-Funktion kön-nen auf den Homescreen gelegt werden. Darüber hinaus lässt sich auf der rechten Seite des Screens ein Info-Wid-get anwählen, das den Zugriff auf andere Funktionsbe-reiche des PCM ermöglicht. So wird zum Beispiel im In-teraktionsbereich in der Bildschirmmitte die Navigation angezeigt, während gleichzeitig rechts die Telefonfunkti-on genutzt werden kann.
Neue Dienste von Porsche ConnectMit Hilfe von Porsche Connect kann der Fahrer seine Zeit im Auto effizienter nutzen und behält darüber hin-aus sein Fahrzeug jederzeit im Blick: Das System im 911 verfügt über zahlreiche Neuerungen, die bereits mit dem aktuellen Cayenne eingeführt wurden. So werden auch
beim neuen 911 die bislang getrennten Smartphone-Apps Porsche Car Connect und PCM Connect App in der neu-en Porsche Connect App zusammengeführt. Zusätzlich wurde das Dienste-Angebot überarbeitet und erweitert. So bietet der neue Dienst Radio Plus die Möglichkeit, ei-nen Radiosender automatisch online weiterzuhören, wenn kein terrestrischer Empfang mehr besteht. Eine zen-trale Rolle spielt bei Porsche Connect auch die Anbin-dung der Systeme an die „Here Cloud“. Dank dieser On-line-Verbindung stehen dem Fahrer permanent die aktu-ellen Online-Daten für eine schnelle Routenberechnung zur Verfügung. Außerdem können Informationen – bei-spielsweise über aktuelle Gefahren auf einer Route – dank schwarmbasiertem Datenfluss mit anderen Fahr-
zeugen geteilt werden. Weitere neue Dienste und Funktionen sind unter anderem die überarbeitete Porsche Track Precision App, die das Rundstrecken-Erlebnis mit dem 911 dokumentiert, eine ver-besserte Sprachbedienung und ein so genannter „Finder“ zum schnellen Auffinden von Navigati-onszielen über das Internet sowie neue Remote-Funktionen und Si-cherheits- beziehungsweise Not-fall-Dienste. Voraussetzung für die Konnektivität ist eine Online-Verbindung, die über eine im Fahrzeug integrierte LTE-fähige SIM-Karte aufgebaut werden
kann. So soll Porsche Connect, ähnlich wie Smartphones und Tablets, den mobilen Alltag einfacher machen und den Fahrspaß im neuen 911 erhöhen.
Zwei Top-Soundsysteme Bereits serienmäßig ist der neue 911 mit dem Sound Package Plus ausgestattet, das für ein Klangerlebnis der Sonderklasse sorgt. Den Wünschen nach dem absoluten Hörgenuss tragen schließlich die beiden optionalen Sound-Systeme von Bose und Burmester Rechnung. Ers-teres bietet mit dreizehn Lautsprechern inklusive einem 100-Watt-Subwoofer und einer Gesamtleistung von 570 Watt einen äußerst ausbalancierten und originalgetreuen Sound. Denn durch ein Mikrofon werden die Fahrgeräu-sche erkannt und in Echtzeit durch eine im Digital Signal Processing berechnete, frequenzabhängige Lautstärken-Korrektur kompensiert. Das optionale Burmester High-End Surround Sound-System verfügt ebenfalls über zwölf Lautsprecher, hat jedoch eine 300-Watt Class-D-Endstu-fe integriert und bietet eine Gesamtleistung von 855 Watt. Air-Motion-Transformer (AMT) sorgen hier für ei-ne feine, klare und unverzerrte Hochtonwiedergabe, so-dass Stimmen und Musikinstrumente noch realistischer und klarer wiedergegeben werden.
Sowohl beim Bose- als auch beim Burmester-Sound-System kompensieren Audio-Enhancer den Qualitätsver-lust von komprimierten MP3-Audiodateien und stellen verlorengegangene Anteile im Hochtonbereich wieder her. Dadurch wird „komprimierter Musik“ Leben einge-haucht, ihr Klang klarer und räumlicher. ■
Informativer Blickfang in der Mitte: Der
neue 10,9 Zoll große Full-HD-Touchscreen
des Porsche Communication Management.
AUTOMOBIL PRODUKTION 12/2018
24 TECHNIK UND PRODUKTION
Ist, gemessen am Aufbau der Fertigung für den elektrischen Taycan, der Anlauf ei-nes etablierten Modells wie des 911 so etwas wie erholsame Routine? Nein, so läuft Produktion bei Porsche nicht. Natürlich arbeiten auch wir daran, Komplexität aus der Produktion zu neh-men. Eine Fertigung im 60-Sekundentakt ist dabei aber nicht unser Ziel, schon gar nicht beim Porsche 911. Bei den Kunden unserer Sportwagen-Ikone ist der Individu-alisierungswunsch extrem hoch. Das spie-gelt sich natürlich in der Fertigung wider. So arbeiten wir in hohem Maß mit Liefe-ranten zusammen, die keine Massenprodu-zenten sind. Entsprechend hoch ist der Aufwand in der Auswahl, Qualitätssiche-rung und Steuerung, damit das perfekte Material zum richtigen Zeitpunkt am rich-tigen Ort parat steht. Von erholsamer Rou-tine kann man da auf keinen Fall sprechen.
sche Taycan. Aber auch der Anlauf des neuen 911 erfordert nicht minder Auf-merksamkeit. Hinzu kommt dann noch Leipzig als großer Standort und – nicht zu vergessen – meine Aufgabe, die Mitarbei-ter bei Laune zu halten.
Wie, der Produktionschef Reimold als En-tertainer? Ob man das als Entertainer bezeichnen muss, sei dahingestellt. Aber ja: Ich sehe es als große Aufgabe an, dass unsere Mitar-beiter Lust auf Porsche haben. Die Model-le von Porsche sollen ihren Käufern Spaß bereiten. Und nur, wenn unsere Mitarbei-ter Lust haben und sich mit dem Unter-nehmen und den Fahrzeugen identifizie-ren, entsteht eine Kultur für lustvolle Pro-dukte. Deshalb ist Führungskultur ein mir am Herzen liegendes Aufgabengebiet. Da nehme ich mich selbst in die Pflicht.
Herr Reimold, Sie jonglieren hier in Zuffenhausen derzeit mit vielen Bällen. Da ist der Aufbau der Produktion für den elektrischen Taycan, dann der Produkti-onsanlauf des neuen 911 und insgesamt soll die Fertigung noch effizienter wer-den. Wie sieht Ihr Arbeitsalltag aus? Gut gefüllt! Ich habe jetzt 30 Jahre Auto-mobilerfahrung. Und in einen Brown-fieldstandort – also einem Standort in ur-banem Umfeld – bei Höchstauslastung ei-ne neue Fertigung mit neuer Technologie und neuen Prozessen zu integrieren, ist meine bislang größte Herausforderung. Und davon habe ich in den letzten Jahr-zehnten bereits einige meistern dürfen. Wenn ich meine Arbeitszeit nach Anteilen aufschlüsseln müsste, würde ich sagen: 20 Prozent Unternehmensstrategie und min-destens 20 Prozent für die Produktions-vorbereitungen des vollelektrischen Por-
„Von Routine kann bei 911-Fertigung keine Rede sein“
Parallel zum Produktionsstart des neuen 911er Porsche wird in Zuffenhausen die Fabrik
für den Taycan, dem ersten Elektromodell des SUV- und Sportwagenbauers, hochgezogen.
Interview mit Produktionschef Albrecht Reimold über die Verknüpfung von Zukunft
und Tradition bei Porsche, die Lust am 911er und die hohe Produktionskunst, die Formen
des Sportwagen hinzubekommen.
TEXT: Frank Volk, Hilmar Dunker BILDER: Christoph Bauer/Porsche

AUTOMOBIL PRODUKTION 12/2018
25 TECHNIK UND PRODUKTION
Porsche-Produktionschef
Albrecht Reimold
Mit dem 911er bleiben wir bei der klassischen Produkti-onsform. Innovationen fin-den innerhalb des bestehen-den Systems statt.

AUTOMOBIL PRODUKTION 12/2018
26 TECHNIK UND PRODUKTION
Die großen Schlagzeilen zu Porsche gehö-ren dem Taycan, Ihrem ersten rein elektri-schen Modell. Wir machen uns da ja echte Sorgen, dass der 911 zum alten Helden wird, der den Markenwert hochhält und die Margen erzielt, die man für die Um-stellung auf Elektro braucht … Da kann ich Sie beruhigen. Jede Generati-on des Porsche 911 war und ist eine lko-ne. Und jetzt arbeiten wir intensiv und mit großem Spaß daran, mit der nächsten Ge-neration 911 die nächste Ikone zu schaf-fen. Und ich bin immer wieder fasziniert, wie beliebt unsere Fahrzeuge bei der Kundschaft sind, gerade auch die Deriva-te wie der GT3 und der GT2. Als ich vor zweieinhalb Jahren nach Zuffenhausen gekommen bin, haben wir 200 Autos am Tag gebaut, jetzt sind es 250.
Werden Sie mit dem neuen Porsche 911 die Kapazitäten nochmals erhöhen? Wir haben bereits in diesem Jahr einen er-heblichen Schritt in Sachen Produktivi-tätssteigerung gemacht, um die Nachfra-ge aus dem Markt zu bedienen. Neben den Optimierungen in der Produktion zählten auch eine Reihe von Samstags-schichten hinzu. Wir haben eine tolle Sys-tematik, dank der wir bereits vom Händ-ler wissen, welche Aufträge in welcher Ausstattungslinie kommen. Dementspre-chend können wir unsere Kapazitäten optimal einsetzen. Aber wir wollen nicht unsere Fertigung technisch aufbohren, um so beispielsweise auf 300 Einheiten zu kommen. Wir lassen die Linie bei 250 Einheiten und fokussieren uns darüber hinaus auf die Produktionsvorbereitun-gen für den Taycan.
Wie sieht der Hochlaufplan für den neuen Porsche 911 aus? Wir werden Ende des ersten, Anfang des
pung. Bei dieser Vorgehensweise kann man die Produktion je nach Nachfrage wunderbar atmen lassen.
Bei der im Aufbau befindlichen Taycan-Produktion setzen Sie stark auf Fahrerlo-se Transport Systeme (FTS) und verab-schieden sich ein Stück weit vom Band. In welchem Maß hält das System auch bei der Fertigung des 911 Einzug. Die „Flexi-Line“ bietet riesige Vorteile in puncto Flexibilität und Investitionen; wir reden hier von Einsparungen in der Grö-ßenordnung von 30 bis 40 Prozent. Aber ein Brownfieldwerk, und um ein solches handelt es sich bei der Produktion des 911, lässt sich nicht von heute auf morgen umstellen.
Das heißt Sie bleiben mit dem 911 bei der klassischen Produktionsform? Ja. Zum Start eines ganz neuen Automo-bils – wie dem Porsche Taycan – in einer komplett neu geschaffenen Fertigungs-stätte bringt die Investition in eine neue Technologie einen guten Schub. Doch ein bestehendes System umzurüsten, ist nicht per se wirtschaftlich. Das mag in fünf bis zehn Jahren anders aussehen. Aber natür-lich steigern wir auch mit dem neuen Por-sche 911 die Produktionseffizienz noch einmal deutlich. Diese Verbesserung fin-det aber innerhalb des bestehenden Pro-duktionssystems statt.
Muss man sich das in der Praxis dann vor-stellen wie zwei getrennte Fabriken auf einem Fabrikgelände, in der Porsche 911 und Taycan getrennt voneinander produ-ziert werden?Nein, natürlich gibt es da Überlappungen. Angefangen bei den logistischen Prozessen. Zudem bauen wir eine neue Lackiererei, in der alle Modelle lackiert werden könnten. Wir haben die Produktion hoch flexibel ausgelegt, sodass sich der 911 auch in der Taycan-Montage fertigen ließe. Umgekehrt funktioniert das hingegen nicht.
Das heißt: Sollte der Taycan nicht so stark anlaufen wie erwartet, könnten Sie die Linie auch mit einem Verbrenner-Modell auslasten?Ja, technisch haben wir uns das vorge-halten. Aber wir sind uns absolut sicher, dass es so nicht kommen wird. Nach dem Feedback, das wir aus dem Markt erhalten, dürfte die Kalkulation von 20.000 Porsche Taycan im ersten Jahr eher konservativ sein. Ich habe den Wa-gen selbst schon fahren dürfen und kann
Porsche-Produktionschef
Albrecht Reimold
E-Mobilität spielt beim 911er eine noch unter-geordnete Rolle, wir sind aber „ready“ für ei-nen „Change“.
zweiten Quartals wieder auf Kammlinie fahren, zuvor aber nicht wesentlich dar-unter gehen. Wir haben bei Porsche in den vergangenen Jahren ein bewährtes Prinzip etabliert, durch das wir allzu große Schwankungen bei Modellwechseln ver-meiden. Das ist im Prinzip ganz einfach: Parallel zum Hochlauf der neuen Genera-tion 911 lassen wird Derivate des noch aktuellen Modells – wie den Targa oder Turbo – weiterlaufen. Wir sprechen da von einer eineinhalbjährigen Überlap-
ZUR PERSON
Albrecht Reimoldim Februar 2016 trat der 56-jährige Manager seine Position als Vorstand
für Produktion und Logistik bei Porsche an wie viele Produktionschefs hat Reimold das Geschäft von der Pike auf
gelernt. Vor seinem Produktionstechnik-Studium absolvierte er eine Lehre zum Werkzeugmacher
seine Karriere im VW-Konzern startete Reimold 1990 als Assistent in der Audi-Werkleitung Neckarsulm, dem schlossen sich mehrere verantwortli-che Positionen bei Audi an, sowie bei Lamborghini
2012 wurde Reimold zum Vorstandsvorsitzenden und Technikchef von Volkswagen Slovakia in Bratislava berufen

27 TECHNIK UND PRODUKTION
A U TO M OT I V E / A E R O S PA C E / R A I LWAY / E N E R G Y / L I F E S C I E N C E S / D I G I TA L / C O N S U LT I N G
PASSIONWe are an engineering and technology consulting group working for the world’s largest industrial players.AKKA-TECHNOLOGIES.COM
DRIVESUS ALL.
nur sagen: Absolut großartig! Und das wird uns von allen Seiten widergespiegelt.
Apropos vorhalten: Welche Rolle spielt E-Mobilität beim Porsche 911? Noch eine untergeordnete, denn die Kun-den verlangen nach dem 911 wie er ist. Aber das eine schließt das andere nicht aus. Deshalb haben wir die Konstruktion des Modells so ausgelegt, dass eine Elekt-rifizierung des Antriebsstrangs, sprich Hybridisierung, möglich ist. Wir wären also „ready“ für so einen „Change“.
Was hat sich seitens der Produktion für den neuen Porsche 911 alles verändert? Leichtbau ist ein zentrales Thema und gleichzeitig die damit zusammenhängen-de Umstrukturierung im Werk. Bei der Außenhaut stellen wir komplett auf Alu-minium um. Und wir fertigen die Karosse-rien im neuen Karosserie-Bau, in dem auch die Karosserien für den Porsche Tay-can entstehen. Dabei geht es um Leicht-bau und Effizienzsteigerung, aber auch darum, die Außenhautqualität noch wei-ter zu steigern.
Ein Ihnen ganz wichtiges Thema ist ja der Aufbau eines eigenen Werkzeugbaus. Welche Rolle spielt dieser bei der Weiter-entwicklung der Außenhaut? Eine ganz entscheidende. Es ist eine wahre Kunst, die Formen eines 911 in Perfektion hinzubekommen. Da ist nichts „von der Stange“. Und Perfektion schaffen Sie nicht mit Werkzeugen von der Stange. Die Um-stellung auf die Aluminiumkarosserie wä-re ohne eigenen Werkzeugbau nicht mach-bar. Deshalb stellen wir auch sämtliche Werkzeuge bei uns im Haus her. ■
Grafische Darstellung der künftigen Taycan-Produktion in Zuffenhausen. Technisch ist es möglich,
hier auch Verbrenner zu produzieren.

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION28
den 992 wurde daher auch die Sattlerei infrastrukturell erweitert und erstreckt sich in der Kombination aus Bestandsgebäude und Neubau nun auf mehr als 16.000 Quadratmetern über drei Stockwerke hinweg.
Überwiegend HandarbeitMit dem traditionellen Anspruch an einen hohen Qualitätsstan-dard ist in der Sattlerei des Zuffenhausener Werks 2 bei der Ver-arbeitung von Leder eine Kombination aus Handarbeit sowie in-telligenter Automatisierung und Produktionssteuerung angesagt. Die einzelnen Fertigungsschritte, die die 450 Mitarbeiterinnen und Mitarbeiter ausüben, sind seit langem bewährt, wobei Com-puter und Maschinen sie dabei im Sinne einer Produktion nach modernstem Standard unterstützen. So werden im ersten Schritt die rund 300 pro Tag aus den Gerbereien angelieferten gegerbten und durchgefärbten Lederhäute eingescannt sowie penibel auf eventuelle oberflächliche beziehungsweise tiefergehende Makel wie Narben oder Insektenstiche untersucht. Auf Basis dieser In-
Es ist nicht unbedingt nötig einen Porsche zu besitzen, um in den Genuss von Porsche-Leder zu kommen. Das hat et-was mit dem Thema Nachhaltigkeit und einer entspre-
chend postulierten Resteverwertung der werkseigenen Sattlerei in Zuffenhausen zu tun: Denn hier wird das, was vom Zuschnitt der Einzelteile einer gegerbten großen Lederhaut für den Innen-raum eines Porsche übrig bleibt, nicht einfach in den Müll gewor-fen, sondern weiterverkauft – beispielsweise an Hersteller von Geldbörsen oder Gürteln.
Eine eigene Sattlerei auf dem Werksgelände ist in der Produkti-onskette eines deutschen Automobilherstellers heutzutage ein Unikat. Porsche leistet sich diesen fertigungstechnischen Luxus als historisch gewachsenes Alleinstellungsmerkmal jedoch aus ei-nem nachvollziehbaren Grund: Der Anspruch an die Qualität der Innenraum-Haptik eines 911 sowie jedes anderen Modells ist seit jeher auf höchstem Niveau angesiedelt. Die Porsche-Kunden stel-len diesen Anspruch und als Hersteller will Porsche ihn naturge-mäß auch erfüllen. Im Zuge der Produktionserweiterungen für
Hohe Qualität innerer WerteMit einer eigenen Sattlerei pflegt Porsche in seinem Zuffenhausener Stammwerk seit dem
ersten 356 eine Abteilung, die es bei anderen Automobilherstellern schon lange nicht mehr gibt.
Das hat seinen guten Grund: Die Innenausstattung einer Sportwagenikone wie dem 911 muss
einen hohen Qualitätsanspruch erfüllen.
TEXT: Egbert Schwartz BILDER: Porsche
01

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION 29
formationen entscheidet einer der auf Qualitätsbeurteilung ge-schulten Mitarbeiter individuell am Computer, welche Einzelteile flächeneffizient aus der Kompletthaut herausgeschnitten werden. Dieser Zuschnitt erfolgt präzise durch einen rechnergesteuerten Wasserstrahl.
Die vorgeschnittenen Lederpartien wandern von hier zur Wei-terverarbeitung, wo sie je nach Qualitätseinstufung dem sichtba-ren oder unteren Bereich der Interieurs zugeordnet und zu den spe-zifischen Bezügen – beispielsweise für die Innenverklei-dungen der Türen, für den Armaturenträger oder die Mittelkonsole – vernäht beziehungsweise verklebt wer-den. Andere Komponenten wie der Schaltknauf, das Lenkrad und die Sitze werden mit einem bereits kom-plettierten Lederbezug von den Zulieferpartnern just in time und just in sequence angeliefert. Die Näher und Sattler fertigen die Innenraum-Bauteile parallel zum Band in der Endmontage – in exakt gleicher logistischer Reihenfolge, in der die Fahrzeuge gefertigt werden.
Aufwändig kaschiertDie Fertigstellung jeder einzelnen Interieur-Komponente erfolgt dabei an eigenen, so genannten Kaschier-Arbeitsplätzen. Sprich: Hier fügt jeweils ein Sattler das Trägerteil und den Lederbezug zu-sammen. Der Vorgang ist handwerklich anspruchsvoll: Beide Komponenten werden an formgebenden Werkzeugen ausgerichtet, anschließend wird der Lederbezug mittels eines Nahtschwertes fal-tenfrei „aufkaschiert“, also per Klebstoff mit dem Trägerteil ver-bunden. Wer sich solche Einzelbauteile einmal genauer angeschaut hat, weiß, dass das gleichmäßige Auftragen und Verkleben des Le-ders eine hohe Fingerfertigkeit erfordert. „In einigen Prozessen ar-beiten wir allerdings auch mit einem hohen Automatisierungs-grad“, erläutert Gunnar Staudenmaier, Leiter der Sattlerei, „bei-
spielsweise beim Auftragen des Klebers auf ein Trägerteil.“ Kom-plett in Handarbeit bezogen und vernäht werden etwa sechs bis sieben Exclusiv-Optionen für das Interieur des 992 – unter ande-rem die ledernen Sonnenblenden oder die Türablagefächer.
Beim Armaturenbrett wird ein bewährtes Wärmeverfahren an-gewandt: Nachdem ein Sattler das Leder aufgetragen hat, wird es kurz auf über 55 Grad erhitzt, nachbehandelt beziehungsweise an-gepasst und anschließend sofort wieder abgekühlt. Der Effekt: Der
Kleber vernetzt sich wärmestabil mit beiden Materialien und hält in der Praxis Temperaturen bis zu 120 Grad stand – beispielsweise, wenn das Fahrzeug in der Sonne steht und sich aufheizt. Die Wärmebehandlung verhin-dert, dass sich der Lederbezug in diesem Fall vom Arma-turenträger löst und wellt.
Für den neuen 911 stehen acht verschiedene Interi-eurfarben zur Wahl, die in ihren Grundtönen dem typi-schen Kundenwunsch entsprechend eher gedeckt – von Schwarz über Schiefergrau und Trüffelbraun bis Bor-deauxrot – ausfallen. Hellere Nuancen stehen mit Aga-vengrün, Graphitblau und Schwarz-Islandgrün zur
Auswahl. Bei aller Standardisierung kann die Sattlerei des Wer-kes allerdings auch individuelle Kundenwünsche erfüllen und die Lederbezüge sowie die Nähte in verschiedenen anderen Farben fertigen. So orderte ein Kunde aus dem Oman die Innenausstat-tung seines Porsche-Fuhrparks in den Farben der Nationalflagge.
Dabei ist die Anzahl der potenziellen Farbkombinationen, die sich ein Käufer aus der Ausstattungsliste zusammenstellen kann, schon nahezu unüberschaubar: In der Addition ergibt sich allein für die Türverkleidung im Innenraum des neuen Porsche 911 eine Bandbreite von etwa 100.000 Variationen – was Birgit Strobel als Leiterin der Fertigungsplanung der Sattlerei in aller Beschei-denheit als „Serienindividualisierung“ bezeichnet. ■
55°Cist die Temperatur
im Rahmen des
Wärmeverfahrens
für das Leder.
(01) Die den einzelnen Bereichen des
Interieurs zugeordneten Leder-
partien werden entsprechend
vernäht oder verklebt.
(02) Handarbeit, intelligente Auto-
matisierung und Produktions-
steuerung sind in Zuffenhausen
eine bewährte Kombination.
(03) Beim Kaschieren des Trägerteils
und des Lederbezugs, wie hier
des Armaturenträgers, ist Fin-
gerspitzengefühl gefragt.
02
03

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION30
Neben dem verantwortungsvollen Umgang mit Ressourcen verfolgt Porsche im Rahmen der Strategie 2025 das Ziel, seine Kompe-
tenz im Bereich Leichtbau kontinuierlich auszubau-en. Ohnehin ist ein möglichst geringes Gewicht obers-te Prämisse bei einem modernen Sportwagen wie dem neuen Porsche 911 Carrera. Daher wurden die Ka-rosserie sowie das Chassis konsequent in einer inno-vativen Aluminium-Verbund-Schalenbauweise kons-truiert: Der Anteil der aus Alulegierungen gefertigten Komponenten im Kastenrohbau des 992 ist gegen-über dem Vorgängermodell deutlich gewachsen. Alu-minium-Strangpressprofile werden unter anderem
Innovative KarosseriefertigungEine Karosserie in neuer Verbundbauweise: Die Produktion des 992 erfordert moderne Pro-
duktionstechnologien. Dazu hat Porsche ein neues, 28.000 Quadratmeter großes Karosseriewerk
auf dem Werksgelände errichtet.
bei den vorderen und hinteren Längsträgern, den in-neren und äußeren Schwellern sowie den Bodenver-steifungen verwendet. Aluminium-Druckgussteile kommen bei der vorderen Federbeinaufnahme, der Tunnelglocke hinten oder den Pralldämpferaufnah-men zum Einsatz. Die Außenhaut des neuen 911 ist mit Ausnahme des Bug- und Heckteils komplett aus Aluminium gefertigt. Lediglich jene Bauteile, die die Fahrgastzelle umschließen, bestehen aus warmge-formten Stählen, um die Insassen maximal und best-möglich zu schützen. Dank diesem intelligenten Ma-terialmix ist die Rohkarosserie der achten 911-Gene-ration trotz leicht gewachsener Dimensionen und hö-
TEXT: Egbert Schwartz BILDER: Porsche
Materialmix aus Alu-
minium und Stahl:
Die Verbundkon-
struktion erfordert
moderne Produkti-
onstechnologien.

AUTOMOBIL PRODUKTION 12 / 2018
TECHNIK UND PRODUKTION 31
heren Sicherheitsanforderungen nicht schwerer als die seiner Vorgänger geworden: „Wir liegen hier je nach Ausführung bei lediglich 240 bis 280 Kilo-gramm“, wie Steffen Soyez, der Leiter des Karosserie-werks, erläutert.
Porsche hat zwar bereits vor 15 Jahren mit dem Prinzip Mischbauweise begonnen. Doch die Ver-bundkonstruktion des neuen 911 erforderte innovati-ve, moderne Produktionstechnologien. Daher hat Porsche unter Einbeziehung der Anwohner das beste-hende Karosseriewerk auf dem Gelände in Zuffen-hausen ab Mai 2015 um einen neuen Anbau erwei-tert: „Da uns hier in der Stadt nur eine begrenzte Flä-che zur Verfügung steht, mussten wir zwangsläufig in die Höhe wachsen“, erläutert Steffen Soyez. „Die Fer-tigung läuft nun über drei Stockwerke und ist vor al-lem in Sachen Fördertechnik eine besondere Heraus-forderung.“ In dem rund 69.000 Quadratmeter gro-ßen Gebäude werden bereits seit September 2018 die ersten Karosserien des 992 produziert.
Hoher AutomatisierungsgradDie bereits bei der Produktion des Vorgängers be-währte „Best-fit“-Montagetechnik – mit dem auto-matisierten, sensorgeführten und damit passgenau gesteuerten Montieren der Karosserieanbauteile – wurde für den neuen 911 ausgeweitet und optimiert: „Wir arbeiten hier mit einem gesteigerten Automati-sierungsgrad“, erklärt Steffen Soyez, „bei der die Mensch-Roboter-Kollaborationen (MRK) mit kom-plett neuen Sicherheitsfeatures konzipiert wurden. Die Sensorik der Roboter ist so programmiert, dass sie ihre Bewegung sofort stoppen, sobald ein Mensch der Sicherheitszelle zu nahe kommt.“ Alle Mitarbei-terinnen und Mitarbeiter des Karosseriewerks sind nicht nur auf den Umgang mit den neu eingerichteten kollaborativen Robotern geschult, sondern haben auch eine Grundausbildung für die innovative Misch-bauweise erhalten. „Für Fachkräfte, die sich auf einen Arbeitsbereich spezialisieren wollen, bieten wir ent-sprechend weiterführende Kurse an“, so Soyez. Be-währte und hochspezialisierte Handarbeit ist übri-gens für die Montage der Hauben und für das Finish gefordert: „Die Oberflächenbearbeitung ist eine wah-re Kunst“, erläutert Steffen Soyez.
Schritt für SchrittDie Rohkarosserie des 911 wird im neuen Vollwerk in rund neun Aufbauschritten montiert. Wer als Kind einst Modellautos aus Bausätzen zusammengeklebt hat, kennt das Prinzip: Aus vielen Einzelteilen entsteht ein Ganzes. Im Falle der 91-Karosserie fängt es mit der Zusammenführung des Vorder- und Hinterwa-gens sowie der Bodenmitte zum Unterbau an, die von den Robotern um die vorderen Radhäuser samt der Federbeinaufnahmen und der Längsträger ergänzt wird. Die Aluminium- und Stahlblechteile, aus denen sich der Aufbau zusammensetzt, werden von den Zu-lieferpartnern termingerecht ins Stammwerk Zuffen-hausen geliefert. Von dort bringt sie ein Routenzug taktgenau an die Anlagenstationen im Karosserie-
werk. Dazu wird der Unterbau des neuen Porsche 911 von den Robotern per Handlingsgreifer auf einen Transportschlitten gehoben, der das vorbereitete Chassis den Karosseriebau-Stationen etappenweise zuführt. Schritt für Schritt entsteht aus den Rohteilen ein nahezu kompletter 911er: Den Seitenteilen folgen das Moduldach, die Türen, die Kotflügel, die Koffer-raum- und die Motorhaube. Als weitere neue Techni-ken wurden zudem das Reibelement-Schweißen, Voll-stanznieten sowie Rollfalzen (für die Verbindung der Alu- auf die Stahlkomponenten) installiert. Bei den Klebeverbindungen kann die achte Generation des 911 übrigens einen neuen Rekord vermelden: Die Länge der Klebenähte ist gegenüber dem Vorgänger auf 180 Meter gewachsen.
Taufe mit GeburtsurkundeKommt eine nun schon als neuer Porsche 911 er-kennbare Rohkarosse schließlich an der letzten Stati-on an, folgt die sogenannte Taufe des Fahrzeugs mit der Erstellung seiner Geburtsurkunde: Das Exemplar wird mit einem Transponder versehen, der den fahr-zeugspezifischen Identifizerungscode enthält. Zum Abschluss kontrollieren erfahrene Karosseriebauer im Finish sowohl die Oberflächen als auch alle An-bauteile auf ihre Passgenauigkeit: „Die Fahrzeuggeo-metrie muss stimmen, damit in der Montage letztend-lich alles perfekt läuft“ , erläutert Steffen Soyez das Procedere. Anschließend wandert die Rohkarosse in die Lackiererei. ■
AufgestocktIn Zuffenhausen
wuchs die Karosse-
riefertigung in die
Höhe: Sie findet
nun auf drei Stock-
werken statt.
Größe des Karosseriewerks
69.000 qm
Roboter
280
Klebeanlagen
60
Die Rohkarosserie
des 911 wird im
neuen Vollwerk in
rund neun Aufbau-
schritten montiert.
Zu den modernen
Fügemethoden
zählen laserbasier-
te Verfahren, das
Nieten, Rollfalzen
sowie das Kleben.

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION32
Die ständige Herausforderung lautet, mit jedem neuen Fahrzeugmodell die Qualität zu steigern, trotz immer neuer Technologien und deutlich zunehmender Komple-
xität der Fahrzeuge. Dabei integriert Porsche nicht einfach nur Komponenten – der Hersteller prüft bei jedem Detail, wie es bes-ser gemacht werden kann und perfekt zur Marke und ihren Pro-dukten passt. Das gilt auch für Apps, Internetdienste und Kon-nektivität. „Allein mit bunten Bildern auf dem Display ist es nicht getan. Wir müssen hier eine hohe Konzeptqualität sicher-stellen und Qualität neu denken“, sagt Frank Moser, Leiter Un-ternehmens-Qualität der Porsche AG.
Dabei spielen die Qualitäts- und Analysecenter in den Werken Zuffenhausen und Leipzig eine bedeutende Rolle im gesamten Qualitätsprozess von Porsche. Denn erst sie ermöglichen den Pro-duktionsexperten eine detaillierte Fehler-Ursachen-Analyse bei den unterschiedlichen Bauteilen, damit für den Serienanlauf die Qualität der Anmutung optimiert werden kann. Ziel ist also, dass die Serienfertigung direkt vom Start weg in höchster Perfektion anläuft. „Die Qualität von Porsche ist das Ergebnis einer intensi-ven Arbeit, die in allen Phasen und Bereichen von einer Liebe zum perfekten Sportwagen angetrieben ist. Bei Qualitätsthemen gehen wir jedem noch so kleinen Detail auf den Grund – das zeichnet
TEXT: Theo Gerstl BILDER: Porsche
Null-Fehler-StrategieDie beiden Qualitäts- und Analysecenter in Zuffenhausen und Leipzig sind ein wesentlicher Bestand-
teil des gesamten Qualitätsprozesses von Porsche und auch wichtig für den Produktionsanlauf neuer
Fahrzeuge wie den 911 – damit die Serienfertigung vom Start weg in höchster Perfektion erfolgt.
Dem Adlerauge entgeht nichts: „Eagle Eye“
schickt einen feinen roten Laserstrahl auf ...
... die Karosserie und vermisst damit unter an-
derem Kanten und Übergänge eines Bauteils.
Mit einer Koordinatenmessmaschine werden
Bündigkeitsverläufe und Fugenbild analysiert.
Augenmaß: Der Mitarbeiter im Analysezent-
rum steuert das „Eagle Eye“ zur Präzisions-
messung – unter anderem von Krümmungen
eines Karosserie-Elementes wie der A-Säule.

AUTOMOBIL PRODUKTION 12 / 2018
TECHNIK UND PRODUKTION 33
Porsche aus“, sagt Albrecht Reimold, Vorstand Produktion und Logistik der Porsche AG.
Das AdleraugeIm Zuffenhausener Qualitäts- und Analysezentrum arbeiten die Adleraugen von Porsche: „Eagle Eye“ ist ein sichtbarer Teil des-sen, was Tobias Scheible, Leiter der Abteilung Karosseriemess-technik, „ressort- und lieferantenübergreifende Messstrategie“ nennt. Das bedeutet nichts anderes, als dass alle am Autobau Be-teiligten, von der Entwicklung über die Produktion bis hin zu den Lieferanten, in Sachen Messung die gleiche Sprache sprechen.
Wenn ein neues Fahrzeug wie der 911 in der Entwicklung ist, entsteht parallel dazu das erste Messprogramm, das sozusagen das Gehirn von „Eagle Eye“ ist. Das „Adlerauge“ schickt dann einen feinen, roten Laserstrahl aus einem unscheinbaren Kasten auf eine Karosserie, gelenkt wird er von einem Mitarbeiter mit-hilfe eines tragbaren Steuerpults. Mit dem roten Laserstrahl tas-tet „Eagle Eye“ die Oberflächen ab, vermisst genau Krümmung, Höhe, Tiefe, Breite eines Bauteils, kontrolliert Kanten und Über-gänge, Bohrungen sowie Bolzen und schickt die Daten an die Soft-ware. Diese vergleicht die Mess-daten mit den Werten aus dem CAD (Programm zum Entwurf von Produkten mit computerun-terstützter Grafikerstellung). Das so genannte Datenkontrollmodell ist dann das Ur-Fahrzeug für die jeweilige Baureihe, die exakt den CAD-Daten entspricht. Die Ideal-vorstellung einer Karosserie – die es aber so in der Realität nicht ge-ben wird, weil nämlich die Abwei-chung der Normalzustand ist in einer Welt, die sich nur begrenzt berechnen lässt: Bei der kathodi-schen Tauchlackierung zum Bei-spiel werden die Bleche erwärmt – und das kann die Form verän-dern.
Die Berechnungsgrenze bei Por-sche liegt dabei im Bereich von Millimeterbruchteilen – so nah kommen sie hier der Perfektion. Das gilt entsprechend auch für die Lieferanten, die über die neue Messstrategie direkt in das Sys-tem eingebunden sind. So lassen
sich Abweichungen früh erkennen und beheben, dadurch entfal-len doppelte Messungen.
Cubing, Außenmeisterbock und SchwarzkarosserieDiese Begriffe stehen beispielhaft für drei innovative Methoden bei der Qualitätssicherung von Porsche. Beim Cubing kommt eine aus vollem Aluminium gefräste Karosserie in Realgröße zum Ein-satz. Sie dient beim Serienanlauf eines Modells der Optimierung und Qualifizierung von Montageteilen und der Funktionsanalyse von Anbauteilen. So können beispielsweise ein in der eigenen Sattlerei beledertes Cockpit oder Komponenten wie Scheinwerfer auf Passgenauigkeit, Fugenbild, Optik und Anmutung überprüft werden. Abweichungen lassen sich dadurch selbst im Zehntel-millimeter-Bereich feststellen.
Der Außenmeisterbock wird im Zusammenspiel mit hochprä-zisen Messinstrumenten für die Funktionsanalyse von Blech- und Anbauteilen verwendet. Im Fokus steht die Präzision der Ge-samtkarosserie. Das heißt: Hier wird unter anderem analysiert, wie verschiedene Bauteile insgesamt zusammenpassen, obwohl
sich jedes Teil innerhalb der Tole-ranz befindet. Betrachtet werden etwa Bündigkeitsverläufe und Fu-genbild – ebenfalls auf den Zehn-telmillimeter genau.
Die Schwarzkarosserie ist mit den letzten aktuellen oberflächen-relevanten Innen- und Außen-hautteilen aufgebaut und ermög-licht so das exakte Beurteilen der Karosserie und deren Oberfläche. Sie offenbart insbesondere in der Vorserie vor dem Produktionsan-lauf jede Abweichung von der vorgegebenen und gewünschten Fertigungsqualität.
ColourmatchingDer Fachbereich Colourmatching Interieur bringt sein technisches Know-how rund um Materialien, Chemie, Farben und Fertigungs-verfahren innerhalb des Quali-tätsprozesses für die Serienvorbe-reitung ein und ist darüber hinaus bereits frühzeitig mit seiner Ex-pertise eingebunden, neue Farbtö-ne und Materialien aus dem Por-sche Designstudio auf Umsetzbar-
KLARE KRITERIEN
Vier Säulen der Porsche-QualitätDie Kundenerwartungen hinsichtlich Qualität sind mehrdimensional. Deshalb definiert Frank Moser, Leiter Unternehmens-Qualität bei Porsche den Qua-litätsbegriff über vier Säulen: emotionale Qualität, funktionale Qualität, Anmutungsqualität und Ser-vicequalität.
Die emotionale Qualität definiert sich aus einer vielschichtigen Kombination von Design, Perfor-mance und Sound. Sie ist seit jeher ein ganz wesent-liches Charaktermerkmal für einen Porsche und ein wichtiges Kaufkriterium für die Kunden.
Die funktionale Qualität muss vor allen anderen die Erwartung erfüllen, dass ein Fahrzeug stets per-fekt funktioniert. Sie setzt sich zusammen aus den Faktoren Zuverlässigkeit, Gebrauchsqualität und All-tagstauglichkeit.
Mit Schlagworten wie Haptik, Wertigkeit, Fugen-bild sowie Liebe zum Detail erklärt sich die Anmu-tungsqualität. Das tadellose und optisch einwand-freie Erscheinungsbild macht in der Summe einen Porsche perfekt.
Abgerundet wird die ausgezeichnete Porsche-Qua-lität durch eine exzellente Servicequalität gegenüber den Kunden.
Die Präzision der Gesamtkarosserie im Fokus: Alle Karosserieteile müssen innerhalb der Toleranzgrenze zusammenpassen.

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION34
Die hohe Qualität eines 911 steckt im Detail. Wie stellen Sie diese sicher?Die Qualitätsarbeit ist ein wesentlicher Bestandteile im gesamten Produktent-stehungsprozess sowie während der Se-rienfertigung. Von besonderer Bedeu-tung ist der Anlauf eines neuen Modells. Die Qualität unserer Produkte ist das Er-gebnis einer intensiven Arbeit, die in al-len Projektphasen und Bereichen von
größter Akribie und der Leidenschaft zum perfekten Sportwagen angetrieben ist. Das heißt, dass wir jedem noch so kleinen Detail auf den Grund gehen.
Welche Bausteine umfasst die Qualitäts-arbeit im Qualitäts- und Analysecenter?Sie besteht im Wesentlichen aus dem Cubing, dem Außen- und Fügemeister-bock sowie der sogenannten Schwarzka-
rosserie. Bei der Cubing-Analyse wird die Qualität von Anbauteilen in einer lokalen Null-Referenz-Umgebung perfektionio-ert. Dabei geht es um die maßliche Pass-genauigkeit von Anbauteilen, die wir mit unseren Partnern, den Lieferanten, opti-mieren. Mit dem Außenmeisterbock op-timieren wir die Blech- und Anbauteile im Zusammenbau. Im Fokus steht die Präzision der Gesamtkarosserie. Hier wird unter anderem analysiert, wie ver-schiedene Bauteile insgesamt zusam-menpassen, obwohl sich jedes für sich in der Toleranz befindet. Betrachtet werden etwa Bündigkeitsverläufe und Fugenbild, aber auch weitere Anbauteile. Am Füge-meisterbock wird überprüft, ob die Ver-bindungen aller Karosserieteile span-nungsfrei ausgeführt sind. Nur so ist ihre Maßhaltigkeit sichergestellt. Die Schwarzkarosserie dient zur Analyse von Außenhaut und Oberflächenharmonie: Auf der in Schwarz lackierten Karosserie werden kleinste Abweichungen wie Del-len und Wellen sichtbar.
Wann beginnt die Qualitätsanalyse für eine neue 911-Generation?Sie ist so früh wie möglich in die Fahr-zeugentwicklung eingebunden, da sie den Fahrzeugaufbau mitplanen muss. Beim neuen 911 haben wir rund zehn Monate vor dem Serienstart begonnen.
Hochwertige Qualität ist kein ZufallDie Erwartungen der Porsche-Kunden hinsichtlich Qualität sind äußerst hoch. Frank Moser, Leiter
Unternehmen-Qualität bei Porsche, gibt einen Einblick in die akribische Detailarbeit seiner Abtei-
lung, die sich als verlängerter Arm der Kunden versteht.
Interview mit Frank Moser, Leiter Unternehmens-Qualität der Porsche AG
keit zu prüfen. Festgelegt werden die Interieur-Farben zunächst von den Designern bei Style Porsche. Im nächsten Schritt entsteht dann ein Farb-Urmuster, anhand dessen Leder, Lacke, Kunststof-fe, Folien, Stoffe, Teppiche und Nähgarne bewertet werden. Die Herausforderung besteht nun darin, den Farbton exakt so zu treffen, dass es keine Auffälligkeiten gibt: Das Ergebnis ist erst perfekt, wenn jedes im Interieur eingebaute Teil zusammen mit allen anderen sichtbaren Bauteilen gleichen Farbtons ein gleich-mäßiges Bild ergibt.
Denn feinste Farbnuancen oder Änderungen im Glanzgrad von Oberflächen entscheiden über die Harmonie. „Bereits mini-male Abweichungen nimmt das menschliche Auge wahr und las-sen optisch einen Flickenteppich entstehen“, sagt Simone Fett, Sachgebietsleiterin Colourmatching Interieur, die mit ihrem Team für den Wohlfühlinnenraum aller Modelle verantwortlich
ist. Ziel der Farbabstimmung ist, dass die Teile im Serienfahrzeug keinerlei Farbunterschiede zeigen
Bis es soweit ist und eine neue Interieur-Farbe in die Serienpro-duktion gehen kann, finden vier so genannte Farbklausuren statt. Dabei werden sämtliche sichtbaren Bauteile in eine Rohkarosse-rie verbaut. In diesem direkten Miteinander der Komponenten offenbaren sich sämtliche Unterschiede. Die Abweichungen selbst werden mit Hilfe eines Spektralphotometers gemessen, zu-sätzlich wird der Oberflächenglanz mit einem Reflektometer er-fasst. Mit den festgestellten Werten wird entsprechend korrigiert. Bei der nächsten Farbklausur wird erneut geprüft – und idealer-weise ist der Farbton dann bereits getroffen, mindestens aber schon viel näher an der Zielvorgabe.
Die Problematik besteht darin, dass jeder Farbton mit Hilfe unterschiedlicher Pigmentrezepturen aufgebaut wird. Jede Re-
Qualitätsanalyse
mit Adleraugen:
Frank Moser, Leiter
Unternehmens-
Qualität bei Porsche.

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION 35
Vernetzung und Digitalisierung spielen eine wichtige Rolle. Das heißt konkret?Eine wesentliche Herausforderung stel-len neue Partner im Prozess und deren deutlich schnellere Produktzyklen dar, die in der Regel nicht analog zu den Zylk-len der Automobilindustrie verlaufen. Vor diesem Hintergrund haben wir uns in der Unternehmens-Qualität unter dem Begriff Smart Quality neu aufge-stellt. Qualität bedeutet in diesem Zu-sammenhang, dass die Dienste und Connect-Funktionen kundengerecht funktionieren und immer auf dem neu-esten Stand sind.
Welcher Ansatz steht hinter der „Null-Fehler-Strategie“ von Porsche?Bei der Komplexität eines heutigen Fahr-zeuges ist die hundertprozentige Fehler-freiheit schwer umsetzbar. Unser Ziel ist es aber, durch kontinuierliche Verbesse-rungen Fehler im Produktionsprozess zu vermeiden und dem Ziel „Null Fehler“ sehr nahe zu kommen. Qualität ist kein Zufall, sondern das Ergebnis eines sehr detailliert gesteuerten Prozesses. Quali-tätskultur bedeutet auch, Fehler zuzulas-sen, transparent und offen mit ihnen umzugehen sowie sie letztendlich schnellstmöglich abzustellen.
Worin liegen die Vorteile der „Eagle Eye“ Laser-Messtechnologie?Eagle Eye ist nur eine von mehreren Messtechniken – aber eben eine opti-sche. Und als solche hat sie Vorteile bei der Bewältigung der komplexen Aufga-ben im Karosseriebau: Sie ist schnell und liefert qualitativ hochwertige Ergebnis-se. Deshalb kommt Eagle Eye sowohl bei
der Fahrzeugentwicklung als auch in der Produktion zum Einsatz.
Was bedeutet „ressort- und lieferanten-übergreifende Messstrategie“, was sind die damit verbundenen Vorteile?Das bedeutet, dass alle – von der Ent-wicklung über die Produktion bis hin zu den Lieferanten – eine durchgängige Messstrategie übernehmen. Mit dem Ziel, die Messpunktplanung, -program-merstellung und -datenbank von der frü-hen Entwicklungsplanung bis in die Pro-duktion zu übernehmen. In der Entwick-lung arbeitet man schon lange mit den gleichen Programmen und Messpunk-ten. Diese Durchgängigkeit in die Pro-duktion zu übernehmen, bringt Zeiter-sparnis und sorgt für valide Werte in der Produktion. Beim neuen 911 haben wir nun erstmals die Lieferanten in diesen durchgängigen Prozess integriert.
Wie viele Messpunkte gibt es an der Ka-rosserie des neuen 911?Beim Coupé gibt es rund 3.700 Mess-punkte, das sind 44 Prozent mehr als beim Vorgängermodell. Dieser Zuwachs hat verschiedenste Ursachen. Wesent-lich ist, dass wir immer exakter messen, um die Anmutungsqualität der Karosse-rie weiter zu perfektionieren. Gleichzei-tig werden wir aber nicht ineffizienter, da wir durch den Einsatz neuer Techno-logien mehr Messpunkte in gleicher Zeit bearbeiten können.
Wie läuft der komplexe Prozess des Colourmatchings grob skizziert ab?Das Colourmatching ist ein sehr langer, exakter und detaillierter Prozess. Er fin-
det sowohl beim Interieur als auch beim Exterieur statt. Die Interieurfarben des Design-Studios werden vom Colourmat-ching frühzeitig auf ihre Umsetzbarkeit geprüft. Im zweiten Schritt entsteht im Rahmen des Halbzeugentwicklungspro-zesses ein Farbtonziel-Urmuster, anhand dessen sämtliche Materialien bewertet werden. Beim Interieur des neuen 911 sind das elf Farben und 51 unterschiedli-che Materialien. 18 Monate vor dem Pro-duktionsanlauf findet die erste Farb-klausur statt. Dazu werden alle Innen-raum-Komponenten in eine Karosserie eingebaut, auch die Einbaulage beein-flusst den optischen Eindruck und muss berücksichtigt werden. Das Colourmat-ching stellt damit sicher, dass die unter-schiedlichen Kombinationen aus Materi-alien und Farben unter verschiedensten Lichtverhältnissen ein harmonisches Gesamtbild ergeben. Dieser Prozess wird durch spezielle Messtechniken unter-stützt, final entscheidend ist aber immer das Auge unserer Spezialisten.
Trifft diese Systematik ebenso auf das Exterieur zu?Prinzipiell stellen sich die gleichen Prob-leme, bezogen auf die Karosserie- und Anbauteile. Drei Jahre vor dem SOP wird geprüft, welche Farben überhaupt um-setzbar sind. Danach werden auch hier die verschiedenen Materialien lackiert sowie ihr Zusammenspiel unter wech-selnden Lichtverhältnissen im eigenen Lichtstudio geprüft. Neben dem Farbton wird auch die Lackstruktur und bei Me-tallicfarben der Effekt beurteilt. Ziel ist es, einen harmonischen Gesamteindruck des Exterieurs zu erzielen.
zeptur reagiert jedoch je nach Material oder Verfahren leicht an-ders, sodass der Farbton des fertigen Teils von der Vorgabe ab-weichen kann. Eine physikalische Besonderheit ist darüber hin-aus die Metamerie, nämlich das spezifische Farbverhalten von Pigmenten bei unterschiedlichem Licht. Das heißt: Ein Bauteil, das bei Tageslicht einwandfrei die gewünschte Farbe trifft, kann unter Kunstlicht – beispielsweise in einer Garage – erhebliche Farbabweichungen zeigen. Die Pigmentmischung muss daher so festgelegt werden, dass sich unter drei genormten Lichtsituatio-nen stets ein einheitlicher Farbton ergibt.
Trotz aller aufwändigen und präzisen Messtechnik entschei-det letztendlich das menschliche Auge über einen harmonischen Farbeindruck im gesamten Fahrzeuginnenraum. Das Ziel des Colourmatching ist erst dann erreicht, wenn man sich im Por-sche-Innenraum rundum wohlfühlt. ■
Farbmarker: Die Messwerte von Fugen, Bündigkeit und Parallelität wer-
den von einem Mitarbeiter auf den Karosseriepartien notiert.

AUTOMOBIL PRODUKTION 12/2018
36 TECHNIK UND PRODUKTION
„Lieferanten-Portfolio hat nicht nur strategischen Charakter“ Der 911er soll auch in seiner achten Generation mit gewohnt hoher Qualität überzeugen. Daher hat
Porsche in der Sparte Zulieferer neben bewährten strategischen Partnern auch neue Lieferanten für die
Produktion eingebunden, wie Beschaffungs-Vorstand Uwe-Karsten Städter im Interview erläutert.
INTERWIEW: Egbert SchwartzBILDER: Porsche
Uwe-Karsten Städter,
Vorstand Beschaffung
Das gesamte Auto ist eine Innovation mit vielen Details, welche die wahren Porsche-Kunden schätzen werden.

AUTOMOBIL PRODUKTION 12 / 2018
37 TECHNIK UND PRODUKTION
Herr Städter, inwieweit konnte Porsche für die Produktion der neuen Generation des 911 auf das bewährte Lieferantenmana-gement des Vorgängers aufbauen? Wurden neue Zulieferer „ins Boot“ geholt?Ein neues Fahrzeug wie der 992 bietet eine gute Gelegenheit, neue Lieferanten aufzunehmen und diese aufzubauen. Das haben wir getan. Natürlich kann und soll diese neue Generation nicht nur mit neuen Lieferanten bedient werden, auch unsere langjäh-rigen strategischen Partner sind mit von der Partie, um die ge-wohnt hohe Qualität des 911 zu halten und zu steigern. Ganz in der Tradition des 911 nutzen wir somit langjährige Erfahrungen und ergänzen diese um aktuelle Innovationen unserer Zulieferer.
Wie setzt sich der Anteil aus alten und neuen Zulieferfirmen zu-sammen? Aufgrund von neuen Geschäftsfeldern lässt sich dies nicht konkret in Anteilen bemessen. Wir haben Wert darauf gelegt, dass die neu-en Anforderungen – wie digitale Systeme oder innovative Kompo-nenten – mit neuen Partnern Einzug halten. Trotzdem ist der An-teil unserer altbekannten Lieferanten relativ stabil geblieben.
Gibt es für die neue Generation auch eine neue Qualitätsanfor-derung für die Lieferanten? Grundsätzlich sind unsere Qualitätsansprüche an alle unsere Fahrzeuge sehr hoch, besonders für den 911. Dabei setzen wir auf unsere beauftragten Geschäftspartner, mit denen wir im Schulterschluss und unter Einbeziehung aller Ressorts die Quali-tätsanforderungen erfüllen. Die Entscheidung für unsere Liefe-ranten entsteht aus einem komplexen Mosaik. Hierbei leisten wir gemeinsam mit unseren Kollegen der Entwicklung, Produktion, Qualität und Baureihe unseren Anteil, um den besten Zulieferer auszuwählen. Diese Entscheidung sowie die Beauftragung unse-rer Lieferanten bildet für uns den Grundstein für den gemeinsa-men Projekterfolg.
Gab es auch Zulieferer, die von Beginn an in die Entwicklung in-volviert waren? Selbstverständlich binden wir unsere Zulieferer zu einem mög-lichst frühen Zeitpunkt in die Projekte ein. Hierbei wollen wir Know-how bündeln, die Entwicklung in die richtige Richtung steuern und technisch an-spruchsvolle Komponenten möglichst früh-zeitig ausrichten. Dazu führen wir im Haus Konzeptworkshops durch. Es ist uns gelun-gen, mit unseren Lieferanten ein Produkt auf die Straße zu bringen, das auch in seiner achten Generation den Fahrspaß noch viel-fältiger und zudem smarter macht. An unse-rer bewährten Vergabestrategie der Part-nerschaft haben wir nichts geändert. Den-noch steht auch der wirtschaftliche Erfolg im Fokus.
Gibt es neue Strategien und Vorgaben für die Lieferanten, beispielsweise in puncto transparente Informationspolitik, Lieferan-tenaktionstage, Qualitätsreviews?Im Rahmen von Innovation Days haben vorab selektierte Lieferanten die Möglich-
keiten, im Entwicklungszentrum in Weissach den unterschiedli-chen Fachbereichen ihre neuartigen Impulse vorzustellen. Ziel ist, die innovativsten Ideen zu identifizieren und den Bedarf der Vorentwicklung durch die frühe Zusammenarbeit mit den Liefe-ranten weiter zu unterstützen. Um die optimalen technischen und kommerziellen Rahmenbedingungen zu schaffen, werden in ei-nem mehrstufigen Validierungs- und Innovationsprozess die Per-spektiven für eine Zusammenarbeit gemeinsam mit den cross-funktionalen Teams unter Einbindung der Qualität bewertet. Dies bildet die Grundlage für eine weitere intensive Zusammen-arbeit.
Gibt es exklusive Zulieferer im Lieferantenportfolio beziehungs-weise beinhaltet es für spezifische Bauteile oder Bauteile mit größeren Umfängen oder höherer Komplexität auch mehr als ei-nen Zulieferer? Wie hoch ist der Anteil strategischer Lieferanten?Unsere Lieferanten sind in der Regel exklusiv für ihr Bauteil beauf-tragt. Natürlich gibt es strategisch wichtige Komponenten, mit de-nen wir die Leistung sowie die Performance des Fahrzeugs umset-zen. Das Portfolio an Lieferanten hat nicht nur einen strategischen Charakter. Wichtig für die beauftragen Lieferanten ist es, ihr Know-how mit unseren Anforderungen und der Komplexität des Fahrzeugs zu verknüpfen, um es gezielt zur Serienreife zu gestalten.
Der 911 gilt auch in der neuen Generation als Imageträger der Marke. Im Sinne des hohen Qualitätsanspruchs: Wie hoch war der Einfluss der Einkäufer auf die Ingenieure, den Teilezukauf auf ein wirtschaftliches Maß herunterzubringen? Oder steht hier letztlich doch das Qualitätsniveau über dem Kostendruck? Neue Projekte und Qualitätsansprüche lassen sich nur gemein-sam mit den Teilnehmern aller Ressorts umsetzen. Hierbei ist der Einfluss nicht nur der Einkäufer entscheidend, sondern das Ge-samtprojekt, und die Anforderungen des Kunden zum neuen Fahrzeug sind auf technischer und wirtschaftlicher Basis für das Unternehmen bestmöglich auszurichten. Dabei machen wir kei-ne Kompromisse, sondern arbeiten Hand in Hand zusammen.
Welche Innovationen konnten Sie als Einkaufsvorstand aus dem Lieferantenportfolio „beschaffen“?
Die eigentliche Innovation ist, dass der neue 911 wieder der beste 911 aller Zei-ten ist. Wir behaupten das – nicht ganz ohne Stolz – bereits in der achten Gene-ration. Dabei knüpft er nahtlos an die lange Tradition der Hecksportler an. Unter dem traditionell geschnittenen Gewand steckt aber modernste Tech-nik: Mehr als 85 Prozent aller Bauteile sind neu. Das gesamte Auto ist eine In-novation mit vielen Details, welche die wahren Porsche-Kunden schätzen wer-den. An der kompletten Überarbeitung der Karosserie auf Aluminium-Basis ha-ben zahlreiche Lieferanten mitgewirkt. Das Interieur wurde modern überarbei-tet – mit der Ausprägung eines digitalen Porsche Advanced Cockpit. Für den Sportwagenfahrer wird das ein neues Erlebnis sein. ■
ZUR PERSON
Uwe-Karsten Städterist gelernter Industriekaufmann und Industriefachwirt. Der ge-bürtige Wolfsburger startete seine Karriere als Einkäufer für Aggrega-te-, Metall- und Elektrikbeschaf-fung bei der Volkswagen AG. Lei-tende Positionen nahm er etwa bei Seat in Martorell als Leiter Beschaf-fung Chemie ein. Vor seinem Ein-tritt bei Porsche war er zuletzt Lei-ter Konzernbeschaffung Elektrik/Elektronik bei der Volkswagen AG. Seit 2011 ist Städter Mitglied des Vorstandes Beschaffung bei der Dr. Ing. h.c. F. Porsche AG.
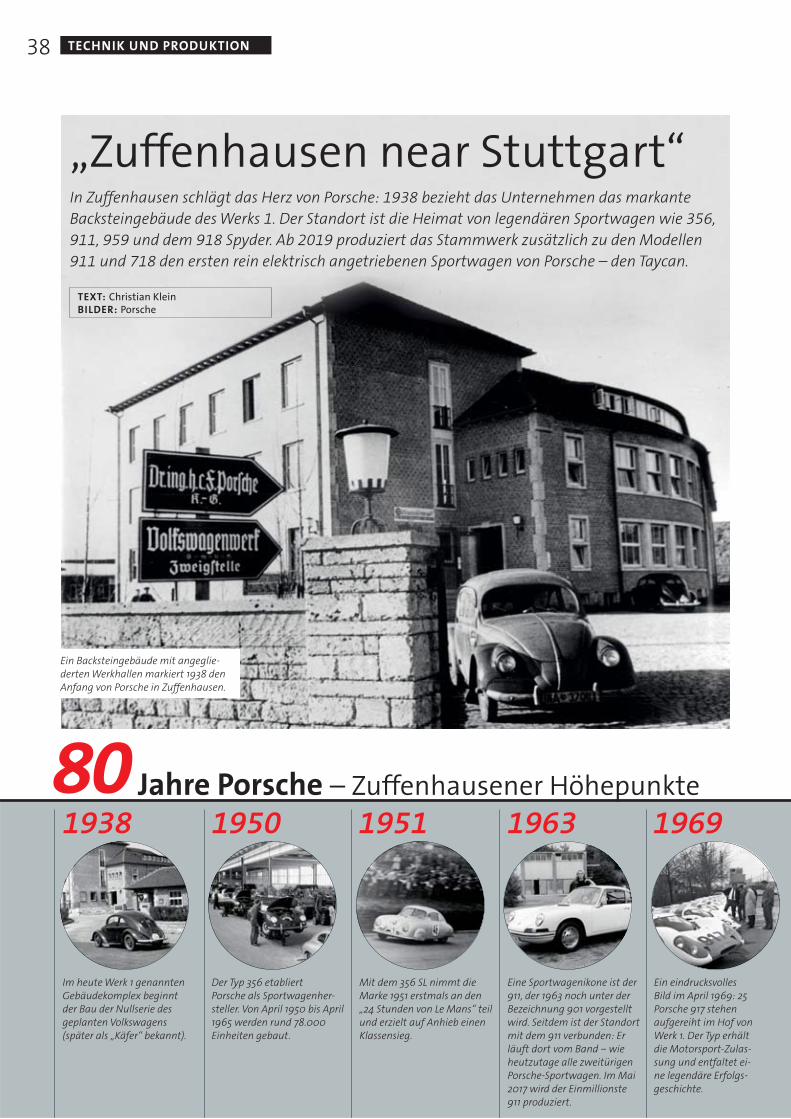
TECHNIK UND PRODUKTION38
„Zuffenhausen near Stuttgart“In Zuffenhausen schlägt das Herz von Porsche: 1938 bezieht das Unternehmen das markante
Backsteingebäude des Werks 1. Der Standort ist die Heimat von legendären Sportwagen wie 356,
911, 959 und dem 918 Spyder. Ab 2019 produziert das Stammwerk zusätzlich zu den Modellen
911 und 718 den ersten rein elektrisch angetriebenen Sportwagen von Porsche – den Taycan.
TEXT: Christian Klein BILDER: Porsche
Jahre Porsche – Zuffenhausener Höhepunkte80
Im heute Werk 1 genannten
Gebäudekomplex beginnt
der Bau der Nullserie des
geplanten Volkswagens
(später als „Käfer“ bekannt).
Der Typ 356 etabliert
Porsche als Sportwagenher-
steller. Von April 1950 bis April
1965 werden rund 78.000
Einheiten gebaut.
Mit dem 356 SL nimmt die
Marke 1951 erstmals an den
„24 Stunden von Le Mans“ teil
und erzielt auf Anhieb einen
Klassensieg.
Eine Sportwagenikone ist der
911, der 1963 noch unter der
Bezeichnung 901 vorgestellt
wird. Seitdem ist der Standort
mit dem 911 verbunden: Er
läuft dort vom Band ‒ wie
heutzutage alle zweitürigen
Porsche-Sportwagen. Im Mai
2017 wird der Einmillionste
911 produziert.
Ein eindrucksvolles
Bild im April 1969: 25
Porsche 917 stehen
aufgereiht im Hof von
Werk 1. Der Typ erhält
die Motorsport-Zulas-
sung und entfaltet ei-
ne legendäre Erfolgs-
geschichte.
1938 1950 1951 1963 1969
Ein Backsteingebäude mit angeglie-
derten Werkhallen markiert 1938 den
Anfang von Porsche in Zuffenhausen.

TECHNIK UND PRODUKTION 39
Die aktuellen Bauarbeiten sind die bisher um-fangreichsten in der Werksgeschichte. Eine neue Lackiererei und eine Montagehalle
werden 2019 fertiggestellt sein. Das bestehende Mo-torenwerk wird für die Herstellung von Elektroan-trieben ausgebaut und der Karosseriebau erweitert. Eine zweite Förderbrücke über der Schwieberdinger Straße für den Transport der lackierten Karosserien und der Antriebseinheiten ist bereits mit der Förder-technik ausgestattet. Insgesamt investiert Porsche bis 2022 mehr als sechs Milliarden Euro in Elektromobi-lität. Die Maßnahmen sind Teil der Transformation des Sportwagenherstellers: Das Unternehmen will schneller auf Elektromobilität umsteigen als andere deutsche Hersteller. Im Jahr 2025 soll jeder zweite verkaufte Porsche einen Elektroantrieb haben. Allein für den Taycan investiert das Unternehmen in Zuffen-hausen 700 Millionen Euro und schafft dort mehr als 1.200 Arbeitsplätze.
Seit 80 Jahren ist Porsche mit diesem Standort ver-bunden und dort groß geworden. Nach wie vor wird das Unternehmen aus dem markanten dreistöckigen Bürogebäude geführt, in dem 1938 alles begann. Die angegliederten Werkhallen gibt es ebenfalls noch. Sie beinhalten heute die Werksabholung und Exclusive Manufaktur. Im passenden Baustil wird das Werk 1 konsequent weiter ausgebaut, bis zum heutigen Ka-ree. Der Stammsitz ist für Marke, Mitarbeiterinnen und Mitarbeiter sowie Fans ein wichtiger Teil der Porsche-DNA – sogar die Ortsbeschreibung „Zuffen-hausen near Stuttgart“ ist insbesondere von Aus-landsbesuchern nicht selten zu hören.
Um das historische Ensemble herum ist Porsche er-heblich gewachsen: von 176 Mitarbeitern im Jahr 1938 auf aktuell 30.500 Mitarbeiter – rund ein Drit-tel davon am Standort Zuffenhausen, von einer Jah-resproduktion im Jahr 1953 von 1.601 Fahrzeugen auf 255.683 Einheiten im Jahr 2017 – davon mehr als ein Fünftel in Zuffenhausen, von einer Werksfläche in Zuffenhausen in der Größe eines größeren Sportplat-
Der 1985 vorgestellte Porsche
959 ist bis heute ein faszinie-
render Technologieträger und
damals mit 315 km/h auch
das schnellste Serienfahrzeug
mit Straßenzulassung.
Anfang der 90er Jahre steckt
Porsche in wirtschaftlichen
Schwierigkeiten. Doch die in
Zuffenhausen umgesetzten
Produktivitätsverbesserungen
und die Neuerungen im Mo-
dellprogramm führen zu einer
nachhaltigen Stabilisierung
und außerdem zu einer vor-
bildlichen Ertragskraft.
Supersportwagen und
Plug-in-Hybrid passen zusam-
men. Das zeigt der 918 Spyder,
der von 2013 bis 2015 in einer
Manufaktur hergestellt wird
und Porsche zugleich in Rich-
tung Elektromobilität be-
schleunigt.
Porsche ist der größte Renn-
wagenhersteller der Welt. Al-
lein 2017 hat Zuffenhausen
fast 250 Cup-Fahrzeuge pro-
duziert. Sie durchlaufen die
reguläre Produktion neben al-
len Serienfahrzeugen.
Von April 1950 bis heute hat
das Werk Zuffenhausen insge-
samt rund zwei Millionen
Sportwagen hergestellt. Der
Taycan soll die Tradition des
Standorts ab 2019 in die Zu-
kunft führen.
1985 1990er 2013 2017 2019
zes auf eine heutige Fläche von rund 670.000 Quad-ratmetern, was 62 Fußballfeldern entspricht. Seit 2002 ergänzt zudem das Werk Leipzig die Produkti-onskapazität. Dort laufen Macan und Panamera vom Band. In Zuffenhausen werden sämtliche zweitürigen Sportwagen von Porsche – 911, 718 – sowie die Ben-zinmotoren für das komplette Fahrzeugprogramm hergestellt. Effiziente Elektromotoren mit sportlich ausgelegter Leistungscharakteristik werden künftig ebenfalls hier produziert. Die entsprechenden Ferti-gungsanlagen für Antriebe des Taycan und mögliche Derivate sind bereits jetzt dort installiert.
Im Stammwerk Zuffenhausen nutzt Porsche jeden Quadratmeter effizient aus. Eine Herausforderung in dem gewachsenen Gewerbegebiet, das von einer Bahntrasse sowie einer stark befahrenen öffentlichen Straße durchtrennt ist. Doch seit der Gründung des Konstruktionsbüros im Jahr 1931 gehört Porsche nach Stuttgart, und der Stadtteil Zuffenhausen wird dann ab 1938 zur Heimat des Unternehmens. In jeder Ära nutzt es die Möglichkeiten in Zuffenhausen opti-mal aus. Auch jetzt wieder bei den Produktionsvorbe-reitungen des Taycan: Sicherlich sind die Baumaß-nahmen sehr aufwändig – bei laufendem Produkti-onsbetrieb und inmitten der vorhandenen Werkhal-len werden die neuen Gebäude platziert und durch ei-ne zweite Förderbrücke über der Schwieberdinger Straße miteinander vernetzt. Denn der Standort bietet die nötige Kapazität, damit der erste rein elektrisch angetriebene Porsche aus dem Traditionswerk kommt. Daraus spricht das klare Bekenntnis: Porsche ist Zuffenhausen.
Die ersten Porsche 356 entstehen ab 1950 in Zuffenhausen in einer vom Karosseriewerk Reutter angemieteten Halle noch weitgehend in Manufaktur-fertigung. Das ist die ideale Methode angesichts der zunächst noch vergleichsweise geringen Stückzahl – die die Planungen des jungen Fahrzeugherstellers dennoch übertrifft. Denn der 356 wird der erste Welt-erfolg der Marke. Die Stückzahlen wachsen stetig, und so wechselt die Porsche-Produktion bereits Ende
62Fußballfelder
umfasst heute die
Werksfläche des
Porsche-Standorts
Zuffenhausen.

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION40
1952 in eine neue, eigene Montagehalle, entworfen vom Stuttgarter Architekten Rolf Gutbrod. Diese wird schon 1954 das erste Mal erweitert. Ende 1955 entspannt sich die Raumsituation weiter, als Porsche wieder in die eigenen Gebäude des Werks 1 zurück-kehren kann, die seit Ende des Zweiten Weltkriegs von den Alliierten genutzt worden waren. Dort zie-hen die Konstruktionsabteilung, der kaufmännische Stab, die Reparaturabteilung für Firmenwagen und Kundenfahrzeuge sowie die Versuchs- und Entwick-lungsabteilung für Rennwagen ein. Produktion, Ver-kauf und Ersatzteilversorgung bleiben im Werk 2.
Die Produktion wird entsprechend der wachsenden Nachfrage nach den Sportwagen aus Zuffenhausen mit neuen und – wo sinnvoll – automatisierten Ver-fahren versehen. Und sie wird erweitert. 1960 startet der Motorenbau im Werk 3 an der Strohgäustraße. Zum 1. Dezember 1963 übernimmt Porsche das Ka-rosseriewerk Reutter. Das Werk 2 wird kontinuierlich ausgebaut: Beispielsweise 1963 mit der Produktions-aufnahme des Porsche 901, der ein Jahr später unter dem Namen 911 zum nächsten Welterfolg der Marke wird. Auch der 1969 errichtete mehrstöckige Bau 41 entlang der Schwieberdinger Sraße gehört zum Werk 2. Er enthält bis heute die Endmontage sämtlicher Modelle des 911, das strategisch wichtigste Modell in der Produktpalette. Ein ausgeklügeltes Fertigungs-prinzip erlaubt auf einer Linie zusätzlich die Montage des 718 sowie aller Rennfahrzeuge auf Basis von Seri-
ensportwagen: Das Werk Zuffenhausen ist die Hei-mat von 911 GT3 R, 911 GT3 Cup und Cayman GT4 Clubsport.
In den 1980er-Jahren macht die erforderliche Ferti-gungskapazität eine Expansion auf der anderen Seite der Schwieberdinger Straße notwendig. 1988 entsteht hier das Werk 5 für eine hochflexible Karosserieferti-gung. Von dort transportiert die erste Förderbrücke die fertigen Karosserien in rund 35 Meter Höhe hinü-ber in die Endmontage in Werk 2.
Zahlreiche Umbauten und Neubauten lassen den Standort Zuffenhausen über alle Jahrzehnte Schritt halten mit den Produktionsanforderungen. Die größ-te Erneuerung in der Werksgeschichte läuft noch bis 2019: Dann wird in Zuffenhausen die Produktion des Taycan aufgenommen. Für ihn entsteht in Werk 5 ein neuer Karosseriebau und eine neue Lackiererei in Werk 1 sowie in Werk 2 in Richtung Adestraße ein neues Montagegebäude. Eine zweite Förderbrücke über der Schwieberdinger Straße verbindet die Pro-duktionsanlagen.
In der neuen Montage- und Logistikhalle sowie im Karosseriewerk wird sich die Produktion des E-Por-sche auf vier Ebenen erstrecken. Das kommende Sportwagenmodell wird von oben nach unten gefer-tigt: Der Montageprozess verläuft bis hinab ins Erd-geschoss, wo das fertige Fahrzeug nach der Abnahme ebenerdig aus der Halle rollt. Die Technik, die die ge-samte Produktion steuert, ist im Keller untergebracht.
Porsche ist in Zuffen-
hausen groß gewor-
den und seit acht
Jahrzehnten mit die-
sem Standort ver-
bunden.
AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION 41
Ein logistisches Meisterwerk und nahezu einmalig in der Automobilproduktion.
Der Taycan wird der erste Porsche sein, der kom-plett CO2-neutral gefertigt ist. Bereits seit Januar 2017 nutzt das Unternehmen an allen Standorten Natur-strom aus Wind-, Wasser- und Solarenergie und lässt zusätzlich seit Anfang 2018 sämtliche Bahntransporte der Neuwagen ab der Verladebahnhöfe Kornwest-heim und Leipzig ebenfalls mit Strom aus regenerati-ven Quellen abwickeln. Das vermeidet pro Jahr mehr als 6.000 Tonnen Kohlendioxid. Ergänzt wird dieses Engagement ab 2020 in Zuffenhausen durch das Um-stellen der Wärmeversorgung auf Biogas. Das spart pro Jahr nochmals bis zu 5.000 Tonnen CO2-Emissio-nen. Ressourceneffizienz ist ein weiteres Nachhaltig-keitsthema. So werden beispielsweise 2017 zwei Pro-jekte in der Lackiererei am Standort Zuffenhausen in-nerhalb der Kampagne „100 Betriebe für Ressour-ceneffizienz“ in Baden-Württemberg honoriert.
Porsche begreift Ausbildung als wichtigste Investi-tion in die Zukunft des Unternehmens. Seit 1942 ist das Unternehmen Ausbildungsbetrieb. Bisher erlern-ten fast 5.000 junge Frauen und Männer einen Beruf und wurden in ein unbefristetes Arbeitsverhältnis übernommen. Lerninhalte und Ausbildungsplätze werden regelmäßig und vorausschauend dem techni-schen Fortschritt und den gesellschaftlichen Entwick-lungen angepasst. Das aktuelle Resultat: Hochkom-petente und für die Zukunftsthemen Elektromobili-tät, Konnektivität, Digitalisierung oder Porsche Pro-duktion 4.0 bestens gerüstete junge Mitarbeiterinnen
und Mitarbeiter werden in die Belegschaft integriert. Im Jahr 2018 hat Porsche am Standort Zuffenhausen 209 Auszubildende und dual Studierende eingestellt. Insgesamt sind es derzeit rund 600. Sie sind in zehn technisch-gewerblichen sowie drei kaufmännischen Ausbildungsberufen tätig und belegen acht Studien-gänge der Dualen Hochschule Baden-Württemberg. Eine neue und zukunftsweisende Disziplin ist der du-ale Studiengang „Informatik mit Fachrichtung IT-Automotive“.
Heimat des Porsche-Nachwuchses in Zuffenhau-sen ist seit 2015 ein hochmodernes Ausbildungszent-rum mit einer Nutzfläche von 15.000 Quadratme-tern. Modernste Themen gehören zu den Lerninhal-ten – wie Virtual Reality, Augmented Reality, sensitive Robotik und Hochvolt- und Systemtechnik. Eine Modell-Lernfabrik der Porsche Produktion 4.0 bildet mit Leichtbaurobotern und digitalen Montagear-beitsplätzen reale Produktionsprozesse ab. Berufsaus-bildung sieht Porsche auch als Verantwortung für die Gesellschaft. So kommen am Standort Zuffenhausen zu den jährlich rund 200 Auszubildenden jedes Jahr weitere 20 Teilnehmer des so genannten Förderjahres hinzu: Junge Menschen, die auf dem regulären Ar-beitsmarkt kaum Chancen haben und im Porsche-Ausbildungszentrum so weit qualifiziert werden, dass sie anschließend eine reguläre Ausbildung beginnen können. Weitere 15 Teilnehmer durchlaufen zudem das ein Integrationsjahr, mit dem Flüchtlinge auf Aus-bildungs- und Arbeitsplätze außerhalb von Porsche vorbereitet werden. ■
Der neue Taycan soll
Porsches Sportwa-
gentradition ab 2019
in die Zukunft füh-
ren. Er wird in Zuffen-
hausen gebaut.
700Mio.
Euro investiert
Porsche allein für
den neuen Taycan
in Zuffenhausen.

AUTOMOBIL PRODUKTION 12/2018
TECHNIK UND PRODUKTION42
Autos waren vor 40 Jahren nicht son-derlich langlebig – mit dem Start dieser Technologie wurde das Langzeitautomo-bil geboren. Langzeitgarantie inklusive. Die Etablierung leistungsfähiger und hocheffizienter Abgaskatalysatoren aus Metall sowie die flächendeckende, welt-weite Einführung der Echtzeit-Diagnostik der Motordaten zur maximal sauberen Steuerung des Sechszylinder-Boxers sind weitere Punkte in der Nachhaltigkeitsliste.
Der Langlebige Vielleicht ist der 911 aber auch das nach-haltigste Auto per se, schließlich laufen noch heute über 70 Prozent aller jemals produzierten Porsche. Als Gebrauchtwa-gen erfreuen sich die Elfer-Käufer über den hohen Werterhalt ihres Fahrzeugs, erst einmal im Klassikeralter angelangt er-fahren die 911 dann allesamt eine Wert-steigerung – und bislang ist jeder 911 frü-her oder später zu einem Klassiker gereift – was nicht jedes Modell von sich behaup-ten kann. Porsche hat dafür eigens den Be-reich Porsche Classic geschaffen, der sich um den Erhalt und die Restauration von
Eine Karosserie in hochfester und zu-gleich leichtgewichtiger Material-mix-Bauweise mit einer Außenhaut
erstmalig aus Aluminium, effiziente Trieb-werke mit Zylinderabschaltung, ein neu entwickeltes Achtgang-PDK, feingeschlif-fene Aerodynamik und Sicherheitsfea-tures, wie der „Porsche WET Mode“, der auch der Fahrdynamik zugutekommt ... Die Liste der Details der mittlerweile ach-ten Generation Porsche 911 in puncto Nachhaltigkeit ist lang.
Lang ist auch die Liste der relevanten Punkte in Sachen Nachhaltigkeit, die sich den verschiedenen Generationen des Por-sche 911 zuschreiben lassen: So werden die Motoren in den sechziger Jahren nicht nur in Sachen Leistungsvermögen und Fahrverhalten verbessert, sondern auch Verbräuche und Emissionen reduziert – und das bei gleichzeitiger Umstellung von Super- auf Normalkraftstoffe. Damit leis-tete Porsche schon früh seinen ersten Bei-trag zur Umwelt. Mit Einführung feuer-verzinkter Stahlbleche verändern die Ent-wickler auch in anderer Hinsicht den Blick auf die Dinge.
Langzeit-StrategiePorsche setzt gezielt auf Nachhaltigkeit. Das Spektrum der Maß-
nahmen reicht vom Leichtbau bei aktuellen Modellen bis zur ob-
jektgerechten Restauration von Klassikern. Beim Stuttgarter
Sportwagenbauer hat das wichtige Thema eine lange Tradition.
TEXT: Peter Rademacher BILDER: Porsche
Fahrzeugen kümmert, die sich somit auch noch viele Jahrzehnte nach dem Verlassen der Produktion in Zuffenhausen bester Gesundheit erfreuen.
Zwei aufsehenerregende Beispiele sind der jüngst restaurierte Porsche 911 aus dem Baujahr 1964. Mit der Chassisnum-mer #57 handelt es sich um den weltweit ältesten aller noch existierenden Porsche 911, der mit Hilfe von zeitgenössischen Originalblechen von den Spezialisten in Stuttgart-Zuffenhausen behutsam wieder in den ursprünglichen Zustand zurückver-setzt wurde. Und auch für die Aufbereitung der noch originalen Technik – sprich Mo-tor, Getriebe und Fahrwerk – legten die Klassik-Experten sorgfältig aber behutsam Hand an. Resultat ist ein authentisches Fahrzeug, das durchaus noch Spuren seines langen Lebens zeigt. Wie ein Neufahrzeug hingegen kommt der Porsche 911 Turbo der Generation 993 daher. Ein Auto, wie es 1998 das letzte Mal in Zuffenhausen vom Band gerollt ist. Eigentlich, denn zwanzig Jahre nach Produktionsende des letzten luftgekühlten Porsche 911 stellt Porsche Classic noch einen 911 Turbo der Genera-tion 993 auf die Räder – aufgebaut aus dem bestens sortierten, insgesamt rund 52.000 Positionen umfassenden Teileregal von Porsche Classic. Für den einzigartigen 911 Turbo griffen die Experten auf mehr als 6.500 Originalteile zurück.
Die beiden Porsche 911 zeugen ein-drucksvoll von der Bandbreite der Leis-tungen, auf die alle Porsche-Fahrer welt-weit zurückgreifen können, um ihre auto-mobilen Träume wachzuhalten.
Und das Können der Experten zeigt, wie facettenreich sich auch das Thema Nach-haltigkeit darstellt. ■
Liebe zum Detail: Nummer 57 wurde mit Hilfe
von Originalblechen aufwändig restauriert, der
Innenraum erstrahlt wieder im neuen Glanz.
Lebende Legende:
Der älteste exis-
tierende 911 trägt
die Chassisnum-
mer #57.
AUTOMOBIL PRODUKTION 12/2018
43 IMPRESSUM
ZUM SCHLUSS
Mit klassischen
Tugenden und mo-
dernster Technik tritt
der neue 911 nun die
Nachfolge seiner gro-
ßen Vorgänger an. Bild
: Po
rsch
e
Leitung Digitale Produkte: Lorenz Zehetbauer
Herstellung: Thekla Licht
Art Director: Jürgen Claus
Layout und Druckvorstufe: Michael Fuchshuber, Claudia Weber
Druck: pva Druck und Medien-Dienstleistungen GmbH, Landau/Pfalz
Anschrift für Verlag, verantwortlichen Redakteur und verantwortlichen Anzeigen leiter:
verlag moderne industrie GmbH, Justus-von-Liebig-Str. 1, 86899 Landsberg, Tel. 0 81 91 / 125-0, Fax 0 81 91 / 125-444 E-Mail: [email protected] Internet: www.mi-verlag.de
Handelsregister-Nr./Amtsgericht: HRB 22121 Augsburg
Bedingungen für Anzeigen und Redaktion: Anzeigentarif nach Preisliste Nr. 32 gültig seit 1.10.2017.
Erfüllungsort und Gerichtsstand ist München.
Bankverbindungen: Hypo- Vereinsbank München
IBAN DE76 7002 0270 0015 7644 74
BIC HYVEDEMMXXX
Handelsvertretung Österreichinnoness Innovation & Business Management e.U.
Parkring 6, A-8403 Lebring
Tel. 0043 664 4266443
E-Mail: [email protected] Haftung für die Richtigkeit der Veröffentlichung kann trotz sorgfältiger Prüfung durch die Redaktion, vom Verleger und He-
REDAKTION
Chefredakteur: Hilmar Dunker (dun) -688Stv. Chefredakteur: Ralf Bretting (bre) -688Redaktion Wirtschaft/International: Frank Volk (fv) -678Redaktion Technik: Götz Fuchslocher (fu) -828Redaktion Produktion: Christian Klein (kn) -375Content Manager Online: Andreas Karius (ks) -839Redaktionelle Mitarbeit: Theo Gerstl, Egbert Schwartz, Peter RademacherSekretariat: Telefon Redaktion/Anzeigenverkauf: 08191/125-540 Roswitha Maier, E-Mail: [email protected]
ANZEIGEN
Anzeigenleitung: Matthias Pioro
Anzeigenverkauf: Maximilian Fuchs -350
Anzeigenverwaltung: Michaela Richter -324, E-Mail: [email protected]
VERTRI EB
Abonnement: http://www.automobil-produktion.de/abo/ Bezugspreis Jahresabonnement: Inland € 162,00 (zzgl. € 15 Versand & MwSt. = € 189,83) Ausland € 162,00 (zzgl. € 30 Versand & MwSt. = € 205,88) Einzelverkaufspreis € 19,50 (inkl. MwSt. & zzgl. Versand)Der Studentenrabatt beträgt 35%.
Vertriebsleitung: Hermann Weixler
Kündigungsfrist: jederzeit mit Frist von 4 Wochen zum Monatsende
Leser-Service: E-Mail: [email protected] Tel.: +49 (0) 8191 / 125-333 Fax: +49 (0) 8191 / 125-599
Erscheinungsweise: Sonderausgabe Automobil Produktion
V E R L AG
Geschäftsführung: Fabian Müller
Verlagsleitung AUTOMOBIL PRODUKTION: Dirk Reusch
Leitung Zentrale Herstellung: Hermann Weixler
rausgeber nicht übernommen werden. Die Zeitschriften, alle in ihr enthaltenen Beiträge und Abbildungen, sind urheberrecht-lich ge schützt. Jede Verwertung außerhalb der engen Gren zen des Urheberrechtsgesetzes ist ohne Zustimmung des Verlages unzulässig und strafbar. Dies gilt ins be sondere für Vervielfälti-gungen, Übersetzungen, Mikroverfilmungen und die Einspei-cherung und Bearbeitung in elektronischen Systemen.
Mit der Annahme des Manuskripts und seiner Ver öffentlichung in dieser Zeitschrift geht das umfassende, ausschließliche, räum-lich, zeitlich und inhalt lich unbeschränkte Nutzungsrecht auf den Verlag über. Dies umfasst insbesondere das Printmediarecht zur Veröffentlichung in Printmedien aller Art sowie entsprechender Vervielfältigung und Verbreitung, das Recht zur Bearbeitung, Umgestaltung und Über setzung, das Recht zur Nutzung für eige-ne Werbe zwecke, das Recht zur elektronischen/digitalen Verwer-tung, z. B. Einspeicherung und Bearbeitung in elektro nischen Sys-temen, zur Veröffentlichung in Daten net zen sowie Datenträger jedweder Art, wie z. B. die Darstellung im Rahmen von Internet- und Online-Dienstleistungen, CD-ROM, CD und DVD und der Da-tenbanknutzung und das Recht, die vorgenannten Nutzungs-rechte auf Dritte zu übertragen, d.h. Nachdruckrechte einzuräu-men. Die Wiedergabe von Ge brauchsnamen, Handelsnamen, Warenbezeichnungen und dergleichen in dieser Zeitschrift be-rechtigt auch ohne besondere Kennzeichnung nicht zur Annah-me, dass solche Namen im Sinne des Warenzeichen- und Mar-kenschutzgesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen. Mit Namen oder Zeichen des Verfassers gekenn-zeichnete Beiträge stellen nicht unbedingt die Meinung der gesamten Redaktion dar. Es gelten die allgemeinen Geschäfts- bedingungen für Autorenbei träge.
Datenschutz: Ihre Angaben werden von uns für die Vertragsabwicklung und für interne Marktforschung gespeichert, verarbeitet und genutzt und um von uns und per Post von unseren Kooperationspartnern über Produkte und Dienstleistungen informiert zu werden. Wenn Sie dies nicht mehr wünschen, können Sie dem jederzeit mit Wirkung für die Zukunft unter [email protected] widersprechen.

Kraftstoffverbrauch (in l/100 km) innerorts 11,1–10,7 · außerorts 7,9–7,8 · kombiniert 9,0–8,9; CO₂-Emissionen kombiniert 206–205 g/km
Selbst wenn wir in die Zukunft blicken, sehen wir einen Teil von uns selbst.Der neue 911.Die Summe seiner Vorgänger, in der 8. Generation: mit breiterer Spur und durchgehendem Heckleuchtenband. Herausragende Performance: mit 3,0-Liter-6-Zylinder-Biturbo-Motor und 331 kW (450 PS). Verbindet Sport und Komfort: das weiterentwickelte Porsche Active Suspension Management (PASM). Mehr unter www.porsche.de/911