
DER TECHNISCHEN UNIVERSITÄT CLAUSTHAL · 2 Grundlagen Walzen: Das Flachwalzen ist ein...
19
1 Lehrstuhl Werkstoffumformung Institut für Metallurgie DER TECHNISCHEN UNIVERSITÄT CLAUSTHAL Prof. Dr.-lng. H. Palkowski Institut für Metallurgie • Robert-Koch Str. 42 • 38678 Clausthal-Zellerfeld Telefon (05323) 72 2014 Telefax (05323) 72 3527 www.imet.tu-clausthal.de Praktikum Metallurgie Master Wintersemester 2017/18 Versuch U1: Warmwalzen Versuchsdatum: 07.12.2017 Versuchszeit: 08:00 – 11:00 Uhr Betreuer: Dr.-Ing. Mohamed Soliman
Transcript of DER TECHNISCHEN UNIVERSITÄT CLAUSTHAL · 2 Grundlagen Walzen: Das Flachwalzen ist ein...

1
Lehrstuhl Werkstoffumformung
Institut für Metallurgie
DER TECHNISCHEN UNIVERSITÄT CLAUSTHAL
Prof. Dr.-lng. H. Palkowski
Institut für Metallurgie • Robert-Koch Str. 42 • 38678 Clausthal-Zellerfeld
Telefon (05323) 72 2014
Telefax (05323) 72 3527
www.imet.tu-clausthal.de
Praktikum Metallurgie Master
Wintersemester 2017/18
Versuch U1: Warmwalzen
Versuchsdatum: 07.12.2017
Versuchszeit: 08:00 – 11:00 Uhr
Betreuer: Dr.-Ing. Mohamed Soliman

2
Grundlagen Walzen:
Das Flachwalzen ist ein Umformverfahren, bei dem der Querschnitt (Dicke) eines Werkstücks (Halbzeugs) reduziert wird, die Länge und evtl. die Breite (Längung bzw. Breitung) vergrößert und die Werkstoffeigenschaften (Oberflächengüte, Festigkeit, Zähigkeit) verändert werden. Die für die Umformung des Materials notwendige Spannung wird über rotierende Walzen eingebracht. Beim Walzen handelt es sich um eine Druckumformung, wobei auch eine Scherung tritt. Bei Überschreiten der Fließspannung beginnt der Werkstoff in der Umformzone plastisch zu fließen. Zusätzlich kann durch die Erhöhung der Stapelfehlerenergie (Versetzungsdichte, Scherung, Wärme) eine Umstrukturierung (Rekristallisation) des Werkstoffs auftreten. Allgemeine Begriffe: Fließscheide: Die Flischeide ist der Punkt, an dem die Geschwindigkeit der Walze und die Vorschubgeschwindigkeit des Walzguts gleich groß sind. In diesem Punkt wirken keine Reibungskräfte und die auf das Walzgut wirkende Druckspannung ist am größten. Längung: Unter der Längung versteht man die plastische Verformung des Walzguts in Längsrichtung. Breitung: Die Breitung ist die plastische Verformung des Walzguts in Querrichtung. Sie wird vernachlässigbar klein bei einem geometrischen Verhältnis Breite/Dicke >10. Walzgrad: Mit dem Walzgrad wird die durch den Walzprozess erzwungene Dickenreduzierung bezeichnet. Beim Warmwalzen macht man sich folgende Effekte zu Nutzen: Effekt Auswirkung Absenkung der Fließspannung Weniger Kraftbedarf bei der Umformung + Dynamische Rekristallisation und Erholung
Keine Verfestigung des Werkstoffs, höhere Umformgrade möglich, Verbesserung der Mikrostruktur
+
Gitterumwandlung (Stahl) Verbesserung der Umformbarkeit durch Aktivierung zusätzlicher Gleitebenen
+
Zunderschicht Verschlechterung der Oberflächenqualität Höhere Fehlertoleranz bei den Endabmessungen Entzunderung notwendig
-
Temperaturverlust Hohe Anforderungen an Prozesssteuerung - Hohe Temperatur des Materials Hohe Anforderungen an Arbeitswerkzeuge
Hoher Energiebedarf-
Durch die beim Warmwalzen auftretenden Nachteile hinsichtlich Fehlertoleranz und Oberflächengüte sowie die hohen Temperaturverluste bei dünnen Bändern und die enormen Anforderungen an die Prozesssteuerung erfolgt das Fertigwalzen der Bänder im meist durch Kaltwalzen. Durch die Entwicklung endabmessungsnaher Gießverfahren und Verbesserungen bei der Prozesssteuerung ergeben sich hier aber durchaus neue Möglichkeiten bei der Herstellung von

3
Warmband mit Enddicken unter 1mm.
Werkstoffverhalten beim Warmumformen
Konstitutive Gleichungssysteme zur Beschreibung des Werkstoffverhaltens bei der Umformung beinhalten jeweils eine Reaktionsgleichung und eine Struktur-Evolutionsgleichung. Im Falle der Warmumformung von Metallen wird plastische Formänderung durch Versetzungs- und Diffusionsmechanismen ermöglicht. Die Reaktionsgleichung beschreibt das Verhalten eines Werkstoffs unter Belastung. In der Umformtechnik werden üblicherweise Geschwindigkeits/Zeit- und Temperatur/Zeit-Profile von den Umformaggregaten vorgegeben. Die daraus resultierende Spannung ist die zu berechnende Zielgröße, die vom momentanen Gefügezustand S abhängt.
),,( Sfkwarmf
Die Struktur-Evolutionsgleichung beschreibt den zeitlichen Verlauf der Gefügeänderungen und somit der Werkstoffeigenschaften.
),,( Sgd
dS
Am Beispiel des Warmwalzens von Stahl sind die prozessrelevanten Werkstoffänderungen in Abbildung 1 dargestellt. Durch die Umformung steigt die Versetzungsdichte erheblich an. Das versetzungsreiche Gitter stellt eine Abweichung vom thermodynamischen Gleichgewicht dar, und es kommt bei erhöhter Temperatur zu einer Abnahme der Versetzungsdichte durch thermisch aktivierte Erholungs- und Rekristallisationsvorgänge. Diese metallkundlichen Mechanismen können klassifiziert werden in dynamische Werkstoffänderungen (dynamische Erholung, dynamische Rekristallisation) während der Umformung und statische Werkstoffänderungen (statische Erholung, statische Rekristallisation, Kornwachstum), die nach dem Umformprozess oder in Pausenzeiten bei mehrstufigen Prozessen auftreten.
Abbildung 1: Werkstoffänderung beim Warmwalzen
Abbildung 2 und Abbildung 3 zeigen schematisch den Einfluss der dynamischen Erholung und der dynamischen Rekristallisation auf die Warmfließkurve. In Abbildung 2 ist die Fließkurve bei rein dynamischer Erholung dargestellt. Diese Ausbildung ist üblich bei Metallen mit hoher Stapelfehlerenergie, wie beispielsweise bei Aluminiumlegierungen, ferritischen Stählen und den meisten kubisch raumzentrierten Metallen. In Abbildung 3 ist der Einfluss der dynamischen

4
Rekristallisation wiedergegeben. Diese Form der Fließkurven ist typisch für kubisch flächenzentrierte Metalle mit niedrigen und mittleren Stapelfehlerenergien, wie Nickel, Kupfer und austenitischen Stahl.
Abbildung 2: Warmfließkurvenverlauf infolge dynamischer Erholung
Abbildung 3: Warmfließkurvenverlauf infolge dynamischer Rekristallisation

5
Abbildung 4: Gefügeentwicklung bei dynamischer Rekristallisation
In Abbildung 4 wird von einem homogenen, entfestigten Gefüge (1) ausgegangen, das im Verlauf der Umformung (A) bis zum Erreichen einer kritischen Vergleichsformänderung k (teilweise auch ) (1) zum Zeitpunkt (B) gleichförmig verfestigt. Wird k (1) überschritten, so rekristallisiert ein
Teil des Gefüges (l.1) und wird als eigenständig betrachtet. Es verfestigt im Verlauf der weiteren Umformung seinerseits ausgehend von 0fk entsprechend dem Verfestigungsansatz, jedoch unter
Berücksichtigung der neuen rekristallisierten Korngröße. Der Restanteil des Gefüges (1) verfestigt ebenfalls weiter, verringert sich jedoch stetig zugunsten der neu entstehenden rekristallisierten Gefügeanteile (1.1 bis 1.5). Vom Zeitpunkt (E) an können auch Anteile der ab Zeitpunkt (B) entstandenen Gefügeanteile (1.1) bei Überschreitung der kritischen Vergleichsformänderung k(l.l) ihrerseits rekristallisieren, so daß ab diesem Zeitpunkt neue Gefügeanteile sowohl aus (1)(nämlich (1.4) als auch aus (1.1) (nämlich (1.1.1) entstehen. Aufgrund der Tatsache, dass die rekristallisierten Bereiche im allgemeinen eine kleinere Korngröße aufweisen als das Ausgangsgefüge, erreichen sie früher ihre kritische Formänderung für eine erneute Rekristallisation. Die Aufzehrung der verfestigten Bereiche und das damit einhergehende suk-zessive Entstehen entfestigter Gefügeteile sowie die simultane Verfestigung der bestehenden Bereiche führen schließlich zu einem stationären Zustand (ab F) mit konstanter Fließspannung. Die prozentualen Anteile werden mit einer JOHNSON-MEHL-KOLMOGOROV-Funktion bestimmt. Es liegt auf der Hand, dass bei Anwendung dieser Methode ein wesentlich höherer Versuchsaufwand betrieben werden muss als für die herkömmliche Fließkurvenbeschreibung. Neben der metallographischen Bestimmung der Ausgangskorngröße des Werkstoffs ist, abhängig von der eingebrachten Formänderung, die Korngröße der rekristallisierten Bereiche zu messen. Dazu müssen die Proben unmittelbar nach unterschiedlichen Formänderungen abgeschreckt werden, um den Gefügezustand „ einzufrieren". Auch der Regressions-Aufwand zur Bestimmung der vielen Koeffizienten in den beteiligten Gleichungen ist erheblich. Die Methode ermöglicht jedoch eine wesentlich genauere Beschreibung des Werkstoffverhaltens beim Umformen, und man erhält darüber hinaus Informationen über den Gefügezustand während und nach dem Umformprozess. Die Ausgangskorngröße ist für die Ausgangsbedingungen des jeweiligen

6
Umformprozesses ( 0 , Aufheizzeit, Vorumformung) zu bestimmen. Dazu werden möglichst
kleine Proben (im mm-Bereich) den Vorgaben entsprechend aufgeheizt und - um das Gefüge „einzufrieren" so schroff wie möglich abgeschreckt. Nach einer metallografischen Behandlung der Probe wird die Korngröße lichtmikroskopisch bestimmt.
Dissipation Ein Großteil der bei der Umformung in das Werkstück eingebrachten Energie (85-95%) wird in Wärme umgewandelt. Dabei erhöht sich die Temperatur des Werkstücks. Geht man von 100% Energieumwandlung und von adiabatischen Verhältnissen aus, so lässt sich aus der Gleichung
QU WW die durch Dissipation verursachte Temperaturerhöhung berechnen:
QpfmU WmcVkW max
p
fm
c
k
max
Symbol Beschreibung Einheitm Masse kg Dichte g/cm³
pc Spez. Wärmekapazität kJ/kgK
Umformgrad
fmk Fließspannung N/mm²
Tabelle 1: Formelzeichen und Erläuterung (1)
Von der Umformgeschwindigkeit hängt die Temperaturerhöhung nur insofern ab, als die mittlere
Fließspannung von
beeinflusst wird, also insbesondere bei der Warmumformung. Die Temperaturerhöhung reduziert sich (bei polytropen Verhältnissen) infolge der während des Umformprozesses an die Werkzeuge und die Umgebung abgeführte Wärmeenergie. Diese ist um so größer, je kleiner die Umformgeschwindigkeit ist (je mehr Zeit für die Abkühlung zur Verfügung steht), so dass die angegebene Temperaturerhöhung u. U. nur zum Teil oder gar nicht zustande kommt (isothermer Prozeß). Bei der Warmumformung kann die Temperatur sogar während der Umformung absinken. Ob der Vorgang adiabatisch, polytrop oder isotherm abläuft, hängt außer von der Umformgeschwindigkeit noch von den Wärmeübergangsbedingungen und von der auf das Volumen bezogenen Oberfläche der Umformzone ab. In den meisten Fällen kann man davon
ausgehen, dass bei 11
s adiabatische Verhältnisse vorliegen. In der nachfolgenden Tabelle (Tabelle 2) sind für einige Grundmetalle und deren Legierungen neben den Stoffwerten die Temperaturerhöhungen eingetragen, die sich bei adiabatischer Umformung und einem Umformgrad von = 1 (das entspricht dem Stauchen eines Körpers auf etwa 1/3 seiner Ausgangshöhe) für einen Kaltumformprozess ergeben. Darin ist sowohl die durch Reibung an den Kontaktflächen zu den Werkzeugen entstehende als auch die an die Werkzeuge abgeführte Wärmemenge nicht berücksichtigt. Je nach Zielsetzung wirkt sich die Temperaturerhöhung infolge Dissipation günstig oder ungünstig auf den Umformprozess aus. Bei der Warmumformung wirkt sie der Abkühlung des Werkstückes

7
entgegen und begünstigt eine oft angestrebte isotherme Umformung. Bei schnellen Kaltumformprozessen macht sie dagegen eine isotherme Umformung unmöglich - das Werkstück kann sich u. U. extrem aufheizen. Besonders bei großen Umformgeschwindigkeiten erschwert sie eine isotherme Fließkurvenermittlung. Abhilfe schafft hier nur eine diskontinuierliche Fahrweise mit kleinen Umformschritten (bei denen die Erwärmung relativ gering ist) und größeren Pausenzeiten (in denen die Probe wieder abkühlen kann). Dies ist allerdings nur bei der Ermittlung von Kaltfließkurven sinnvoll, weil sich bei höheren Temperaturen in den Pausenzeiten das Gefüge und damit die Fließspannung verändert. Die so ermittelte isotherme Fließkurve und die bei kontinuierlicher Fahrweise ermittelte adia-hatische Fließkurve sind die Grenzkurven für den polytropen Bereich.
Abbildung 5: Fließkurvenverlauf bei
unterschiedlichen Walzstrategien
Tabelle 2: Stoffwerte Erwärmung, Wärmekapazität
g/cm³
Pc J/kgK
fmk N/mm²
°C
Stahl 7,8 500 400-1200
1 100-300
Al-Legierung
2,7 1000 100-300
1 35-100
Cu-Legierung
8,7 400 200-400
1 50-100
Ti-Legierung
4,5 600 750-1500
1 250-400
Generell sind folgende Grundlagen beim Walzen von Flachprodukten zu beachten:
Geometrien im Walzspalt
Abbildung 6: Geometrien im Walzspalt

8
Symbol Beschreibung Einheit Bemerkung
0A Querschnittsfläche Anfang mm²
1A Querschnittsfläche Auslauf mm²
dA Gedrückte Fläche mm²
0b Walzgutbreite am Einlauf mm
1b Walzgutbreite am Auslauf mm
mb Mittlere Breite mm
0h Walzgutdicke am Einlauf mm
1h Walzgutdicke am Auslauf mm
mh Mittlere Walzgutdicke 105,0 hhhm
mm
)(),( xhh Lokale Walzgutdicke
2
2
1
1
112)(
cos12)(
rxrhxh
rhh
rxhxh
rhh2
1
21
)(
)(
mm Mit
2
2
2
2
2
211
21cos
rx
rx
h Dickenabnahme
20
010 cos12
rh
rhhh
mm
Bezogene Dickenänderung
0h
h
dl Gedrückte Länge
hrhhrld 42
mm Für 20
Walzenwinkel °
max0 Max. Walzenwinkel °
r Walzenradius mm
0v Einlaufgeschwindigkeit m/min
1v Auslaufgeschwindigkeit, Walzgeschwindigkeit
m/min
Walztemperatur °C
0
0h
b Seitenverhältnis
dh1
Dickenverhältnis
m
ddh
lh
l ,0
Walzspaltverhältnis

9
Breitungsgrad
0
1b
b
1
Stauchgrad
0
1h
h
1
Streckgrad
0
1l
l
1
HF Horizontale Kraftkomponente N
VF Vertikale Kraftkomponente (senkrecht) N
NF Normalkraft N
RF Reibkraft N
Reibkoeffizient zwischen Walze und
Walzgut
P Walzdruck N/mm² 'R Wirksamer (abgeplatteter)
Walzenradiusmm
c Materialkonstante mm²/t 0,222
warmfk Fließspannung für Warmumformung N/mm²
Vergleichsformänderung Teilweise auch k bzw. Z
Formänderungsgeschwindigkeit
horizontal Horizontalspannung N/mm²
normal Normalspannung N/mm²
walzen Drehzahl der Walze 1/min
motorn Drehzahl des Antriebs 1/min
z Übersetzung des Getriebes
walze
motor
n
nz
Tabelle 3: Formelzeichen und Erläuterungen (2)

10
Greifbedingung und Durchziehbedingung Greifbedingung:
Abbildung 7: Kräftegleichgewicht Greifbedingung
Die Greifbedingung ist erfüllt, wenn die einziehende Reibungskraftkomponente in Walzrichtung größer oder gleich der Rückstoßenden Normalkraftkomponente ist.
00 sincos NN FF
0tan Für kleine Winkel gilt:
00tan
0
r
h
Mit
r
ld0tan
rh 2max
Durchziehbedingung:
Analog Greifbedingung, Normal- und Reibkraft in Walzspaltmitte bei 2
0 (angenommen)
2tan 0 Für kleine Winkel gilt:
00tan
20
r
h 2
1 Mit
r
ld0tan
rh 2max 4
Daraus folgt, dass bei gleichbleibenden Reibungsbedingungen ein Walzstück welches einmal gegriffen wurde auch durchgezogen wird. Will man eine große Stichabnahme erreichen, so sind große Walzen von Vorteil, da dann der

11
Winkel 0 klein ist und die Greifbedingung leicht erfüllt werden kann. Bei geringen
Stichabnahmen ist die Greifbedingung weniger relevant. Man verwendet eher Walzen mit kleinerem Durchmesser, um die Walzkräfte gering zu halten. Bei verschieden großen Walzen gilt für eine gegebene Dickenabnahme, dass im Falle der großen Walze der Walzwinkel erheblich kleiner ist, als bei der kleinen. Wie bereits erwähnt nimmt die Reibzahl mit steigendem 0 zu.
Geschwindigkeiten im Walzspalt, Walzgeschwindigkeit
Abbildung 8: Geschwindigkeiten im Walzspalt
Abbildung 9: Geschwindigkeit von Walze und
Walzgut
Abbildung 10: Formänderungsgeschwindigkeit
im Walzspalt
Abbildung 11: Formänderung im Walzspalt
Innerhalb der sogenannten Fließscheide sind Walzguts- und Walzenumfangsgeschwindigkeit gleich groß. Die Lage der Fließscheide kann nach folgenden Kriterien ermittelt werden:
Nacheilzone: )cos(* walzvv
Fließscheide: )cos(* walzvv
Voreilzone: )cos(* walzvv
Zur Berechnung der Walzgeschwindigkeit soll angenommen werden, dass die Umfangsgeschwindigkeit der Walzen gleich groß sind.

12
ruwalze *2
walzewalzewalz nuv *
z
nuv motor
walzewalz *
Temperaturverläufe beim Warmwalzen Folgende Faktoren beeinflussen den Temperaturverlauf beim Warmwalzen:
- Anwärmtemperatur (Anfangstemperatur) und Temperaturdifferenz - Berührungszeit mit den meist gekühlten Walzen - Intensität der Walzenkühlung - Oberflächen-Querschnittsverhältnis bzw. Verhältnis gedrückte Länge zur
Querschnittsfläche - Berührungszeit und Berührungsflächen mit Armaturen und Rollen - Pausenzeiten - Umwandlung von Umformarbeit in Umformwärme - Temperaturverluste durch Konvektion können meist vernachlässigt werden
Temperaturerhöhung durch Umformwärme:
QpfmU WmcVkW max
p
fm
c
k
max
Kühlwirkung durch die Walzen: Hierfür spielen die Wärmeübergangswerte zwischen Walze und Material eine enorme Rolle. In der Literatur werden hierfür Werte von 20200-21000 kJ/m²hK angegeben. Zusätzlich beeinflusst die Dicke der Zunderschicht den Wärmeübergang. Dabei ist zu berücksichtigen, dass die Zunderschicht ein schlechter Wärmeleiter ist.
p
bbWd
Gc
tA )(2
dA Gedrückte Fläche
Temperatur Walzgut
W Temperatur Walzen Für kleine Winkel gilt:
00tan
bt Kontaktzeit
G
pc Spez. Wärmekapazität
b Wärmeübergangskoeffizient
Tabelle 4: Formelzeichen und Erläuterungen (3)

13
Kühlwirkung durch Abstrahlung: Eine Temperaturverlust durch Strahlung ist zumeist um den Faktor 5 kleiner als der durch Wärmeleitung bei Kontakt mit der Walze etc. Es gilt näherungsweise:
p
S
Gc
Q
tATT
CQ SS
4
2
4
1
100100
A Strahlende Fläche Emmisionsgrad der
verzunderten Walzgutoberfläche
0,8
t Strahlungsdauer in h
SC Strahlungskonstante des schwarzen Körpers
Tabelle 5: Formelzeichen und Erläuterungen (4)
Weiterhin gilt, dass bei dünnen Bändern der Wärmeverlust höher ist als der Wärmezugewinn durch Umwandlung von Umformenergie. In Abbildung 12 sind der Temperaturverlauf und die Verläufe von Umformfestigkeiten und Dickenverhältnissen für einen ST52-3 über die Stichabnahme dargestellt.

14
Abbildung 12: Verlauf von Temperatur und Umformwiderstand St52-3 (h0=156mm, he=6mm, D=950mm)Spannungen, Walzkraft und Drehmoment
Abbildung 13: Spannungen im Walzspalt
Abbildung 14: Spannungsverteilung im
Walzspalt
15
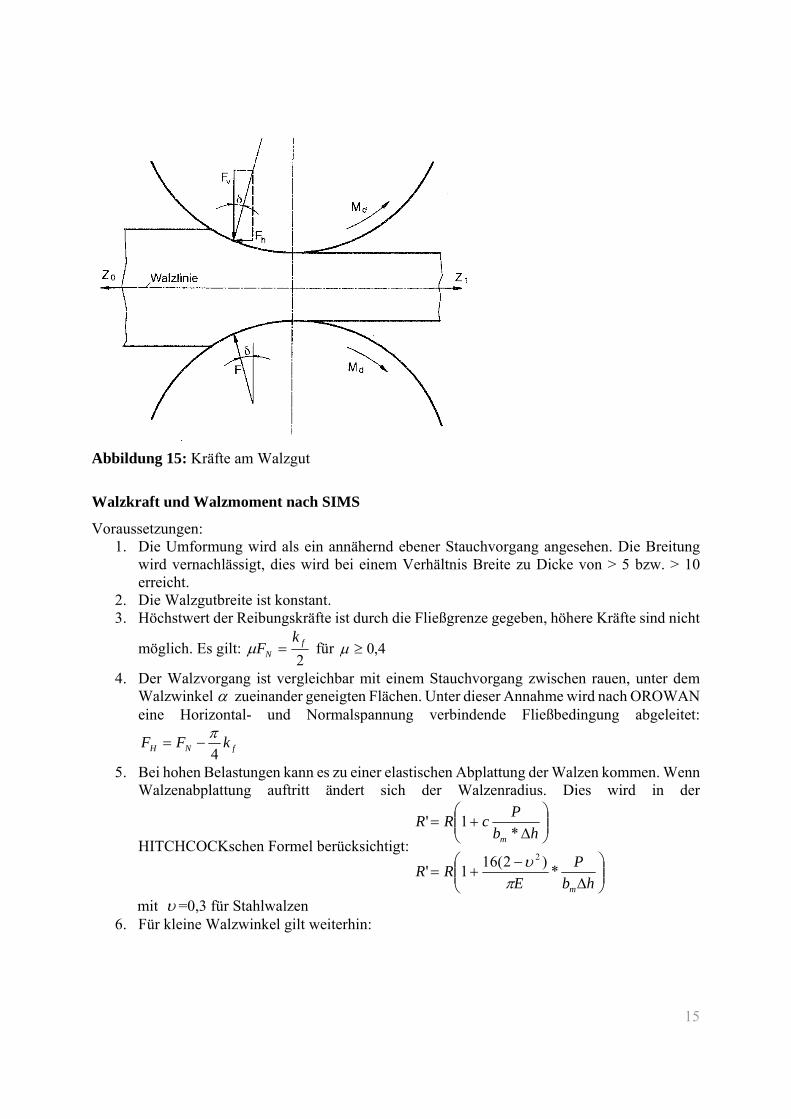
Abbildung 15: Kräfte am Walzgut
Walzkraft und Walzmoment nach SIMS
Voraussetzungen: 1. Die Umformung wird als ein annähernd ebener Stauchvorgang angesehen. Die Breitung
wird vernachlässigt, dies wird bei einem Verhältnis Breite zu Dicke von > 5 bzw. > 10 erreicht.
2. Die Walzgutbreite ist konstant. 3. Höchstwert der Reibungskräfte ist durch die Fließgrenze gegeben, höhere Kräfte sind nicht
möglich. Es gilt: 2
fN
kF für 4,0
4. Der Walzvorgang ist vergleichbar mit einem Stauchvorgang zwischen rauen, unter dem Walzwinkel zueinander geneigten Flächen. Unter dieser Annahme wird nach OROWAN eine Horizontal- und Normalspannung verbindende Fließbedingung abgeleitet:
fNH kFF4
5. Bei hohen Belastungen kann es zu einer elastischen Abplattung der Walzen kommen. Wenn Walzenabplattung auftritt ändert sich der Walzenradius. Dies wird in der
HITCHCOCKschen Formel berücksichtigt:
hb
P
ERR
hb
PcRR
m
m
*)2(16
1'
*1'
2
mit =0,3 für Stahlwalzen 6. Für kleine Walzwinkel gilt weiterhin:

16
2)cos(1
)tan()sin(2
Dies führt zu folgender Differenzialgleichung (nach KÁRMÁN):
)'(
'
)'(2
'
4 21
21
Rh
R
Rh
R
k
F
d
d
f
N
da nur kleine Winkel vorliegen gilt VN FF
daraus ergibt sich folgende Gleichung:
Ff QbhRkP
NdRP
**'
'1
0
wobei FQ eine Funktion der Verhältnisses 1
'
h
Rund der bezogenen Formänderung ist. Sie
beschreibt die Walzspaltgeometrie bei Haftreibung.
1
1ln
'1
2
1ln
'1
41arctan
1
2 111 h
R
h
h
h
RQ F
F
(siehe Abbildung 17)
P = kf. 1Rh .b.QF
Für die Berechnung des Drehmoments gilt:
1
0
'2
dNRRM
bzw.
Mf QbkRRM **'*2 (QM siehe Abbildung 17)
Die Formänderungsfestigkeit bei Warmformgebung
warmfk ist eine Funktion der Temperatur
der Formänderung und der Formänderungsgeschwindigkeit
sowie des Werkstoffs. Beim Warmwalzen kann davon ausgegangen werden, dass keine Verfestigung auftritt, d.h. während des Walzvorganges keine Änderung von
warmfk auftritt. Weiterhin wird eine mögliche
Änderung von warmfk infolge von Temperaturverlust bzw. Erwärmung vernachlässigt.
Weiterhin kann angenommen werden, dass 'RR ist.

17
00
10max h
h
h
hh
1
0max ln
0
1h
h
h
dhh
h
1
0ln*
1
h
h
l
v
dt
dh
h
d
walzm
Abbildung 16:Walzdruck in Abhängigkeit vom Walzwinkel
Abbildung 17: Rechenwerte QF und QM

18
Abbildung 18: Vergleich Walzkraftverlauf Rechenwerte/Meßwerte Abbildung 19 und Abbildung 20 zeigen den Einfluss von Temperatur und Einlaufdicke auf die Walzkraft.
Abbildung 19: Schwankungen der Walzkraft
infolge von Temperaturschwankungen
Abbildung 20: Schwankungen der Walzkraft
infolge von Einlaufdickenschwankung

19
Hausaufgabe
Berechnung der Temperatur zur Nb Auflösung
Nach: T(°C) = {-6770/(log[Nb][C+(12/14)N]-2.26)}-273
Berechnung der -nicht rekristallisiert Temperatur
Nach: Tnr(°C) = 887+464C+(6445Nb-644√Nb)+(732V-230√V)+890Ti+363Al-357Si


















