diese müssen verarbeitet werden (hier: in den eingreifen ...kleiner-ma.de/download/AS_Grdl.pdf ·...
20
DHBW Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Jan. 2018 1 Prinzip, Ziele AS_Grdl.doc 1 Grundlagen der Automatisierungssysteme Die vorliegende Unterlage dient als Einführung und Übersicht in / über das Fach "Automatisierungssys- teme". Sie ist u.a. auf der Basis von H. Heckmann: "Grundlagen der Leittechnik" erarbeitet worden. Inhalt: Seite 1 Prinzip, Ziele der Automation 1 2 Normen, Begriffe 2.1 Normen 3 2.2 Begriffe 3 3 Phasen / Ebenen - Modell 6 4 Anwendungsgebiete und Merkmale 7 5 Entstehung einer Anlage 7 6 Datenarten und –Flüsse 6.1 Konfigurationsdaten 9 6.2 Prozessdaten 9 6.3 Mensch- Maschine- Schnittstelle 9 6.4 Datenübertragung 10 7 Strukturen und Realisierungen 7.1 Hierarchieebenen, Funktionen 11 7.2 Realisierungen 13 7.3 Hardware - Strukturen 14 8 Anhang 8.1 Aktuelle Automatisierungs- Systeme 16 8.2 Historische Entwicklung 17 8.3 Wichtige Normen der Automation 18 8.4 Symbole (allgemein, Funktionsbausteine) 19 siehe auch: "Abkürzungen und Begriffe“ 1 Prinzip, Ziele der Automatisierung Die Karikatur in Bild 1 zeigt im unteren Teil den Betrieb einer technischen Anlage „von Hand“: - Zustände müssen erfaßt werden (hier: über örtliche Messungen), - diese müssen verarbeitet werden (hier: in den Köpfen der Menschen), - es muss korrigierend in den Prozess eingegriffen werden (hier: durch manuelles Verstellen von Stellgliedern / Schalten von Aggregaten). Prozesse der Fertigung und der Verfahrenstechnik können so weder wirtschaftlich noch mit der notwen- digen Qualität betrieben werden: - es würden zu viele gut ausgebildete Kräfte benö- tigt, die unter schlechten Bedingungen arbeiten müssten, - es könnte bestenfalls ein einigermaßen funktionier- ender, nicht optimaler Betrieb erreicht werden. Auch eine den für die Details zuständigen Menschen übergeordnete Ebene (oben im Bild) wäre durch die Vielzahl der Informationen und Eingriffe überfordert, denn große verfahrenstechnische Anlagen können mehrere tausend Messgrößen und über tausend Stellglieder und Aggregate besitzen. Eine Verbesserung ist durch selbsttätig ablaufende Vorgänge erreichbar, wobei die Entscheidungen in technischen Einrichtungen nach vorher in Ruhe von Fachleuten überlegten Algorithmen getroffen wer- den. Diese Einrichtungen können sich heute teil- weise schon selbst durch „Betriebserfahrung“ optimieren. Das meint „Automatisierung“. Bild 1.1: Anlagenbetrieb „von Hand“ Zustand erfassen verarbeiten eingreifen (nach einer Karikatur von Hr. Grüner, BBC MA)
Transcript of diese müssen verarbeitet werden (hier: in den eingreifen ...kleiner-ma.de/download/AS_Grdl.pdf ·...

DHBW Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Jan. 2018 1 Prinzip, Ziele
AS_Grdl.doc 1
Grundlagen der Automatisierungssysteme Die vorliegende Unterlage dient als Einführung und Übersicht in / über das Fach "Automatisierungssys-teme". Sie ist u.a. auf der Basis von H. Heckmann: "Grundlagen der Leittechnik" erarbeitet worden.
Inhalt: Seite
1 Prinzip, Ziele der Automation 1
2 Normen, Begriffe 2.1 Normen 3 2.2 Begriffe 3
3 Phasen / Ebenen - Modell 6
4 Anwendungsgebiete und Merkmale 7
5 Entstehung einer Anlage 7
6 Datenarten und –Flüsse 6.1 Konfigurationsdaten 9 6.2 Prozessdaten 9 6.3 Mensch- Maschine- Schnittstelle 9 6.4 Datenübertragung 10
7 Strukturen und Realisierungen 7.1 Hierarchieebenen, Funktionen 11 7.2 Realisierungen 13 7.3 Hardware - Strukturen 14
8 Anhang 8.1 Aktuelle Automatisierungs- Systeme 16 8.2 Historische Entwicklung 17 8.3 Wichtige Normen der Automation 18 8.4 Symbole (allgemein, Funktionsbausteine) 19
siehe auch: "Abkürzungen und Begriffe“
1 Prinzip, Ziele der Automatisierung Die Karikatur in Bild 1 zeigt im unteren Teil den Betrieb einer technischen Anlage „von Hand“: - Zustände müssen erfaßt werden (hier: über örtliche
Messungen), - diese müssen verarbeitet werden (hier: in den
Köpfen der Menschen), - es muss korrigierend in den Prozess eingegriffen
werden (hier: durch manuelles Verstellen von Stellgliedern / Schalten von Aggregaten).
Prozesse der Fertigung und der Verfahrenstechnik können so weder wirtschaftlich noch mit der notwen-digen Qualität betrieben werden: - es würden zu viele gut ausgebildete Kräfte benö-
tigt, die unter schlechten Bedingungen arbeiten müssten,
- es könnte bestenfalls ein einigermaßen funktionier-ender, nicht optimaler Betrieb erreicht werden.
Auch eine den für die Details zuständigen Menschen übergeordnete Ebene (oben im Bild) wäre durch die Vielzahl der Informationen und Eingriffe überfordert, denn große verfahrenstechnische Anlagen können mehrere tausend Messgrößen und über tausend Stellglieder und Aggregate besitzen.
Eine Verbesserung ist durch selbsttätig ablaufende Vorgänge erreichbar, wobei die Entscheidungen in technischen Einrichtungen nach vorher in Ruhe von Fachleuten überlegten Algorithmen getroffen wer-den. Diese Einrichtungen können sich heute teil-weise schon selbst durch „Betriebserfahrung“ optimieren.
Das meint „Automatisierung“.
Bild 1.1: Anlagenbetrieb „von Hand“
Zustand erfassen
verarbeiten
eingreifen
(nach einer Karikatur von Hr. Grüner, BBC MA)

Grundlagen Automatisierungssysteme Berufsakademie Mannheim 1 Prinzip, Ziele Erich Kleiner, Aug. 2010
2 AS_Grdl.doc
Bild 1.2 zeigt schematisch die Wirkungsweise von automatisierten Systemen, die aus drei „Partnern“ bestehen: - Ein technischer Prozess produziert, d.h. Material,
Energie und Information fließt zu, wird verändert und fließt ab.
- Eine Leiteinrichtung (Leitsystem) erfaßt Prozess-zustände, verarbeitet sie u.a. durch Vergleich mit Vorgaben und greift in den Prozess ein.
- Der Mensch gibt Ziele vor, beobachtet den Ablauf und greift nur notfalls ein.
Der Wirkungskreis ist also normalerweise über die Leiteinrichtung geschlossen. Ihr Aufbau entspricht dem klassischen Aufbau eines Echtzeit- Rechner-systems (Bild 1.3).
Bild 1.4 zeigt die Komponenten einer Automatisie-rung detaillierter. Innerhalb der Leiteinrichtung dienen die Messgrö-ßen als Rückkopplung (Wirkungskreis) für die Steuerungen und Regelungen, die in den Prozess eingreifen. Außerdem werden die Messgrößen für die Überwachung des Prozessablaufs benötigt, die sie mit festen oder variablen Grenzwerten oder Ver-läufen vergleicht, um frühzeitig auf fehlerhafte Zu-stände oder Abläufe aufmerksam zu machen und ggf. als Schutz der Anlage diese abzuschalten. Eine Leiteinrichtung kann bestehen aus - SPS (Speicher- programmierbare Steuerung), oder - PAC (Programmable Automation Controller) oder - PLS (Prozess- Leit- System). Ein- und Ausgabe- Einrichtungen werden als Teil der Leiteinrichtung betrachtet.
Über Schnittstellen wird der Mensch als „Bediener“ über Zustände und Abläufe informiert.
Eine Datenverarbeitung gehört heute ebenfalls zum „Standard“. Über Schnittstellen analysiert, verdichtet und registriert sie die Messgrößen zur langfristigen Auswertung des Betriebsverlaufs und der Komponenten- Zustände. Hierzu werden ganz unterschiedliche Einrichtungen verwendet. Ziele der Automatisierung einer Produktions-anlage sind die Erhöhung von
- Wirtschaftlichkeit, Produktivität, Verfügbarkeit,
- Flexibilität,
- Sicherheit der Produktionsanlage,
- Produkt- Qualität,
- Umweltschutz,
- Bedienbarkeit, wobei je nach Anwendung auch
- Personalreduzierung erreicht wird, insbesondere der Wegfall niedrig qualifizierter oder der Ge-sundheit schädlicher Tätigkeiten.
Neben der Verbesserung der Produktionsmethoden werden diese Ziele hauptsächlich durch Automati-sierung erreicht. Allerdings müssen die Prozesse dazu „automatisierbar“ konzipiert sein.
Im Vergleich zu einem Betrieb "von Hand" bedeutet Automatisierung:
- quasi "gleichzeitige" Beachtung einer Vielzahl von Prozessdaten
- Eingangssignal - Überwachung und teilweise Mehrkanaligkeit zum Erhalt der tatsächlichen
Prozesszustände,
- Detaillierte und trotzdem übersichtliche (weil struk- turierte) , Prozessdarstellung und Meldung von Zu ständen und Gefahren,
- schnellere, exaktere automatische Befehlsgabe (Beispiele: Anfahren einer Notstromeinrichtung)
- automatische Einleitung von Schutzauslösungen in Gefahrenzuständen (ohne Risiko "Mensch"),
- transparente Geschäfts- und Produktionsprozesse durch Datenaustausch von der Unternehmens- leitung bis zur Produktion.
Technischer Prozeß
Material -,
Energie - oder
Informations - Zufluss
Material -,
Energie -
oder Informations - Abfluss
produzieren
MenschBeobachten, Ziele notfalls
vorgeben, eingreifen
Au
tom
ati
on
: 3 „
Part
ner“
Leiteinrichtung,
„Leitsystem“
Zustände erfassen
verarbeiten
eingreifen
Bild 1.2: schematische Darstellung
Eingabe Ausgabe
CPU
Bild 1.3: Aufbau Echtzeit- Rechner
Technischer Prozeß
Material -,
Energie - oder
Informations - Zufluss
Material -,
Energie -
oder Informations - Abfluss
Produzieren
MenschBeobachten, Ziele
vorgeben
Leiteinrichtung,
„Leitsystem“
SPS / PAC / PLS,
einschließlich Busse,
Ein / Ausgaben
Vor-gaben
Steuern, Regeln
Ergebnis-Größen
Messen
Rück-
Koppl.
Überwachen
Schützen
Schnittstelle
Datenverarbeitunganalysieren,
registrieren
Bild 1.4: Komponenten der „Automation“

DHBW Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Juni 2008 2. Normen, Begriffe
AS_Grdl.doc 3
2. Normen, Begriffe
2.1 Normen Die in der Automatisierungstechnik verwendeten Begriffe sind größtenteils in „Normen“ festgelegt, die in nationalen und internationalen Normungsgremien erarbeitet und in einem bestimmten Land als „ange- paßte“ nationale Norm herausgegeben werden:
- IEC: Norm der International Electrical Commission, - EN: Europäische Norm, - DIN Deutsches Institut für Normung. Daneben gibt es die - VDE – Vorschriften und die - NAMUR- Empfehlungen (NEnnn), die für bestimmte Anwendungen wie Normen gelten. (NAMUR: Norm- Ausschuss Mess- und Regelungs-technik in Chemie, Pharma- Industrie, ...) Normen gibt es als „Entwürfe“ und „Vornormen“, bei IEC zusätzlich als „PAS“ (Publicly Available Specifi- cation) zur Information bei Beginn der Normung. Für die Veröffentlichung von deutschen Normen hat der Beuth- Vertrieb Berlin ein Monopol. Der Kauf-preis (bzw. Lizenzpreis zum Download) ist relativ hoch, weil hierüber die Normungsarbeit zum Teil finanziert wird. Es gibt aber öffentliche Auslegestellen, z.B. die Bibliothek der Hochschule Mannheim. 2.2 Begriffe Begriffe der Automation sind im „Internationalen Elektrotechnischen Wörterbuch festgelegt: DIN IEC 600050 Teil 351 Die wichtigsten Grundbegriffe sind:
Prozess (nach DIN IEC 60050-351): "Ein Prozess ist eine Gesamtheit von aufeinander einwirkenden Vorgängen in einem System, durch die Materie, Energie oder auch Information um-geformt, transportiert oder auch gespeichert wird". Dabei unterscheidet man verschiedene
Prozessarten: (nach DIN EN 61512-1)
- Kontinuierliche Prozesse (Fließprozesse) Verarbeitungsgut „fließt“ bei stationären Prozess-bedingungen im stetigen Strom durch die Anlage (z.B. lfd. Methanol- Erzeugung über einem Katalysator, oder der Kraftwerksprozess)
- Diskontinuierliche Prozesse (Chargenprozesse) Herstellung endlicher Mengen (Chargen) formloser Stoffe in definierter Folge von Schritten (z.B. Bier).
- Stückgutprozesse Herstellung endlicher Anzahlen (Lose) einzelner Werkstücke in verschiedenen Arbeitsvorgängen
(z.B. Mobiltelefone).
automatisch (DIN IEC 60050-351): „einen Prozess oder eine Einrichtung bezeichnend, der / die unter festgelegten Bedingungen ohne menschliches Eingreifen abläuft oder arbeitet.
automatisieren (DIN IEC 60050-351): „Mittel einsetzen, um selbsttätige Funktionen in einem System zu ermöglichen“.
Leiten (nach DIN IEC 60050-351), en: Control "Zweckmäßige Maßnahmen an oder in einem Prozess, um vorgegebene Ziele zu erreichen"
Leiteinrichtung (nach DIN IEC 60050-351): "Umfaßt die für die Aufgabe des Leitens verwendeten Geräte, Programme, Anweisungen".
Je nach Anwendungsgebiet wird darunter die gesamte Automatisierungsausrüstung oder nur die oberste Ebene oder nur Bedienen / Beobachten verstanden. Man spricht von (siehe auch 6.2): - SPS (Speicher-Programmierbare Steuerung), Robuste, kompakte, im Preis vom Markt be-
grenzte Einrichtung für Steuerung und Rege-lung, daher begrenzter Komfort für Engineering und Diagnose
- PLC (Programm. Logic Control), = SPS in englisch - PAC (Programmable Automation Controller), vereinigt HW der SPS mit Möglichkeiten des
PCs, durchgängig für höhere Ebenen, Engineering- Plattform, Tag-Nr. orientiert
- PLS (Prozess- Leit- System). Modulare Einrichtung für mittlere bis große
Anlagen, hoher Komfort in Engineering und Diagnose.
System (nach DIN IEC 60050-351): „Menge mitein-ander in Beziehung stehender Elemente, die in einem bestimmten Zusammenhang als Ganzes ge-sehen und als von ihrer Umgebung abgegrenzt betrachtet werden“. (Sehr strapazierter Begriff)
Dabei gibt es verschiedene Konzepte (nicht Norm): - geschlossenes System: spezielle Entwicklung, intern abgestimmt, jedoch Zugriff von außen nicht
oder nur schwer möglich, - offenes System: externer Zugriff auf interne Para-
meter und Eigenschaften, sowie Zugriff auf Pro-zess - Daten über Standard - Schnittstellen mög-lich, heute verfügbar: Standard - Werkzeuge für Engineering (Verarbeitung und Kommunikation)
Struktur (nach DIN IEC 60050-351): „Beziehungen zwischen den Elementen eines Systems“, z.B. als Blockschaltbild mit Befehlswegen dargestellt (siehe nächste Seite).

Grundlagen Automatisierungssysteme DHBW Mannheim 2. Normen, Begriffe Erich Kleiner, Aug. 2012
4 AS_Grdl.doc
Innerhalb eines Prozesses / Systems gibt es variable Größen: messbare phys. Größen / Zustän-de, deren Wert Änderungen unterworfen ist, z.B. die Wassertemperatur in einer Rohrleitung.
Wert ist der aktuelle Betrag einer var. Größe, also z.B. die Temperatur zu einem bestimmten Zeitpunkt.
Signal ist eine physikalische Größe, bei der ein / mehrere Parameter Information über ein / mehrere var. Größen tragen, also z.B. die Übertragung der Temperatur von einem Thermoelement.
Man unterscheidet analoge, digitale und binäre Signale (DIN IEC 60050-351).
Regelungstechnik: Alle Eingänge „u“, Ausg. „v“
gemäß internationaler Norm IEC 60027-6
Die Systemtheorie beschreibt Systeme (Prozesse) allgemein (abstrakt) als Ganzes, ohne Details. In der Automatisierung werden für Teilsysteme und deren Kopplung Blockschaltbilder oder Signalgrafen ver-wendet. Hier gelten folgende Definitionen:
Ein Signal (siehe oben) kann sein (Bild 2.1): - ein kontinuierliches Signal u, das fortlaufend als
Real- Wert zur Verfügung steht, z.B. die Tempera-tur in einer Rohrleitung, und
- das diskrete Signal v, das zu bestimmten Zeit-punkten Integer- Werte übermittelt, z.B. die Anzahl der eingeschalteten Brenner einer großen Heizanlage, also eine natürliche Zahl (Integer).
In der Regelungstechnik gelten per internationaler Norm u für alle Eingangs- und v für Ausg.-Signale. Ein Prozess ist ein Vorgang, bei dem sich der Wert einer oder mehrerer Kenngrößen zeitlich ändert. Die sich ändernden Größen werden als Signale aufge-fasst, so dass man unter einem Prozess auch die Wertänderung eines oder mehrerer Signale verstehen kann. In Bild 2.1 verändert der Prozess anhand der Eingangssignale die Ausgangssignale.
Ein System ist eine Umgebung, in der sich Prozes-se abspielen. Dargestellt wird ein System durch einen „Block“, einen abstrakten Kasten. Da der Inhalt nicht zu sehen ist, wird der Kasten auch „Black Box“ genannt. Eingangs- und Ausgangssignale werden als Pfeile dargestellt, wodurch ihre Wirkungsrichtung angegeben ist.
Bild 2.2 zeigt zur Erläuterung einen wohl allgemein bekannten Prozess: die Heizung eines Hauses. Die Temperatur des Heizungswassers, das den Heiz-körpern zur Verfügung steht, wird durch die Heiz-leistung des Kessels bestimmt. Diese wird durch einen Regler anhand eines vorgegebenen Soll-wertes und der Außentemperatur eingestellt.
Diese Darstellung zeigt die „Verfahrenstechnik“, also die tatsächlich vorhandenen (realen) Komponenten Regler, Kessel und Heizkörper („Anlagenschema“). In Bild 2.3 ist oben die „Struktur“ dieses Systems als Blockschaltbild dargestellt, in dem bedeuten: - Kästchen: Teilprozesse (Teilsysteme), - Pfeile: Signale, über die die Teilsysteme mitein-
ander gekoppelt sind. Der Pfeil zeigt die Wir-kungsrichtung.
Durch ein solches Blockschaltbild können Zusam-menhänge dargestellt werden, um die Aufgaben einer Automatisierung erkennbar zu machen und grob zu planen. Hier zeigt z.B. die Abhängigkeit der Raumtemperatur von der Außentemperatur den Sinn der Beeinflussung der Vorlaufregelung durch die Außentemperatur. Ein Blockschaltbild abstrahiert Details, damit zuerst der Gesamtzusammenhang sichtbar wird. In einem nächsten Schritt (Bild 2.3 unten) kann man nun den Inhalt der „Black Boxes“ zeigen, z.B. hier die Reali-sierung des Reglers. Hier werden einzelne „Funkti-onen“ als Rechtecke dargestellt, die wiederum über Signale in Form von Linien oder Pfeilen gekoppelt sind. Block- und Funktionsschaltbilder sind in der Automatisierungstechnik allgemein üblich und daher ist es sehr wichtig sie anwenden zu können.
Eingangs-
Signale
Ausgangs-
Signaledynamisches
System
(Prozess)
dynamisches
System
(Prozess)tt
uu
vv
t
y
w
tt
y
w
y = S ( u )
Bild 2.1: Dynam. System in der Systemtheorie
Bild 2.2: Beispiel: Haus- Heizung
Bild 2.3: Blockschaltbild einer Haus- Heizung und Inhalt des Blocks „Vorlauf- Temp.- Regler“
DHBW Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Aug. 2009 2. Normen, Begriffe
AS_Grdl.doc 5
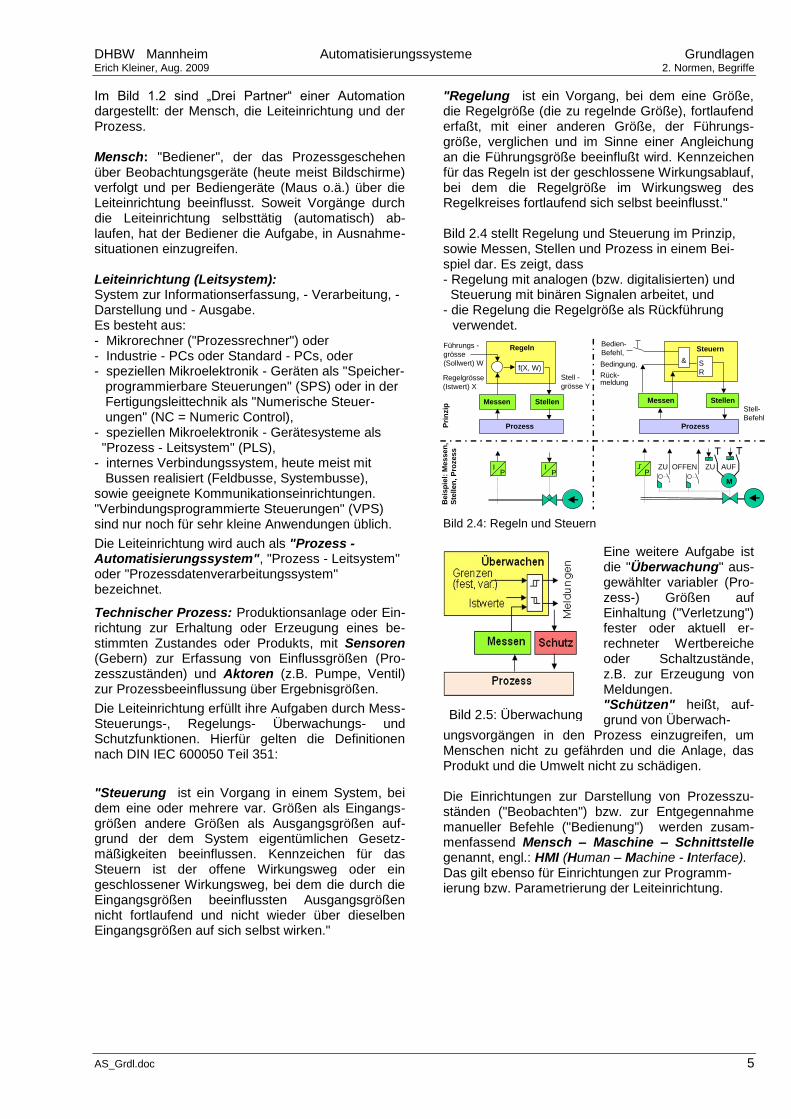
Im Bild 1.2 sind „Drei Partner“ einer Automation dargestellt: der Mensch, die Leiteinrichtung und der Prozess. Mensch: "Bediener", der das Prozessgeschehen über Beobachtungsgeräte (heute meist Bildschirme) verfolgt und per Bediengeräte (Maus o.ä.) über die Leiteinrichtung beeinflusst. Soweit Vorgänge durch die Leiteinrichtung selbsttätig (automatisch) ab-laufen, hat der Bediener die Aufgabe, in Ausnahme-situationen einzugreifen. Leiteinrichtung (Leitsystem): System zur Informationserfassung, - Verarbeitung, - Darstellung und - Ausgabe. Es besteht aus: - Mikrorechner ("Prozessrechner") oder - Industrie - PCs oder Standard - PCs, oder - speziellen Mikroelektronik - Geräten als "Speicher- programmierbare Steuerungen" (SPS) oder in der Fertigungsleittechnik als "Numerische Steuer- ungen" (NC = Numeric Control), - speziellen Mikroelektronik - Gerätesysteme als "Prozess - Leitsystem" (PLS), - internes Verbindungssystem, heute meist mit Bussen realisiert (Feldbusse, Systembusse), sowie geeignete Kommunikationseinrichtungen. "Verbindungsprogrammierte Steuerungen" (VPS) sind nur noch für sehr kleine Anwendungen üblich.
Die Leiteinrichtung wird auch als "Prozess - Automatisierungssystem", "Prozess - Leitsystem" oder "Prozessdatenverarbeitungssystem" bezeichnet.
Technischer Prozess: Produktionsanlage oder Ein-richtung zur Erhaltung oder Erzeugung eines be-stimmten Zustandes oder Produkts, mit Sensoren (Gebern) zur Erfassung von Einflussgrößen (Pro-zesszuständen) und Aktoren (z.B. Pumpe, Ventil) zur Prozessbeeinflussung über Ergebnisgrößen.
Die Leiteinrichtung erfüllt ihre Aufgaben durch Mess-Steuerungs-, Regelungs- Überwachungs- und Schutzfunktionen. Hierfür gelten die Definitionen nach DIN IEC 600050 Teil 351:
"Steuerung ist ein Vorgang in einem System, bei dem eine oder mehrere var. Größen als Eingangs-größen andere Größen als Ausgangsgrößen auf-grund der dem System eigentümlichen Gesetz-mäßigkeiten beeinflussen. Kennzeichen für das Steuern ist der offene Wirkungsweg oder ein geschlossener Wirkungsweg, bei dem die durch die Eingangsgrößen beeinflussten Ausgangsgrößen nicht fortlaufend und nicht wieder über dieselben Eingangsgrößen auf sich selbst wirken."
"Regelung ist ein Vorgang, bei dem eine Größe, die Regelgröße (die zu regelnde Größe), fortlaufend erfaßt, mit einer anderen Größe, der Führungs-größe, verglichen und im Sinne einer Angleichung an die Führungsgröße beeinflußt wird. Kennzeichen für das Regeln ist der geschlossene Wirkungsablauf, bei dem die Regelgröße im Wirkungsweg des Regelkreises fortlaufend sich selbst beeinflusst." Bild 2.4 stellt Regelung und Steuerung im Prinzip, sowie Messen, Stellen und Prozess in einem Bei-spiel dar. Es zeigt, dass - Regelung mit analogen (bzw. digitalisierten) und Steuerung mit binären Signalen arbeitet, und - die Regelung die Regelgröße als Rückführung
verwendet. Bild 2.4: Regeln und Steuern
Eine weitere Aufgabe ist die "Überwachung" aus-gewählter variabler (Pro-zess-) Größen auf Einhaltung ("Verletzung") fester oder aktuell er-rechneter Wertbereiche oder Schaltzustände, z.B. zur Erzeugung von Meldungen.
"Schützen" heißt, auf-grund von Überwach-
ungsvorgängen in den Prozess einzugreifen, um Menschen nicht zu gefährden und die Anlage, das Produkt und die Umwelt nicht zu schädigen. Die Einrichtungen zur Darstellung von Prozesszu-ständen ("Beobachten") bzw. zur Entgegennahme manueller Befehle ("Bedienung") werden zusam-menfassend Mensch – Maschine – Schnittstelle genannt, engl.: HMI (Human – Machine - Interface). Das gilt ebenso für Einrichtungen zur Programm-ierung bzw. Parametrierung der Leiteinrichtung.
Führungs -
grösse
(Sollwert) W
Regeln
Regelgrösse
(Istwert) X
Messen Stellen
Stell -
grösse Y
Prozess
Messen Stellen
Prozess
P
M
PZU OFFEN ZU AUFI I
S
R
Bedien-
Befehl,
Bedingung,
Rück-meldung
Steuern
&
Beis
pie
l: M
essen
,
Ste
lle
n,
Pro
zess
Pri
nzip
P
f(X, W)
Stell-
Befehl
Bild 2.5: Überwachung

Grundlagen Automatisierungssysteme DHBW Mannheim 3. Phasen / Ebenen- Modell Erich Kleiner, Aug. 2009
6 AS_Grdl.doc
3 Phasen / Ebenen - Modell Moderne Leitsysteme kann man nur durch eine ganzheitliche Betrachtungsweise verstehen. Hierzu eignet sich das "Phasen - und Ebenen - Modell" für Informations- und Materialstrom in Industriepro-zessen (schon älter, aber noch gültig: Bild 3.1) Heute wird der Materialstrom meist weggelassen. Das Material wird durch einen Prozeß bearbeitet. Dieser ist durch Aktoren (Eingriffe in den Prozeß) und Sensoren (Erfassung von Daten aus dem Pro-zess) mit dem Informationsstrom verbunden.
Der Informationsstrom findet in verschiedenen Ebenen statt. Das Dreieck symbolisiert deren hier-archische Gliederung, und damit die Integration von technologischen, technischen, logistischen, adminis-trativen und betriebswirtschaftlichen Informationen.
Die Prozessleitebene ist für den technisch ein-wandfreien Ablauf des Prozesses zuständig. Sie enthält die Einrichtungen zum Messen, Steuern, Regeln, Überwachen und zur Kommunikation für Bedienung und Wartung. Sie wird manchmal hierarchisch weiter unterteilt in Prozess - / Gruppen - und / Einzelleitebene. Dabei meint nach DIN IEC 60050-351: - Einzelleitebene: alle Teile der Leiteinrichtung, die unmittelbar auf die Stellglie- der wirken (Steuerg. / Regelung) - Gruppenleitebene: Teile der Leiteinrichtung, die jeweils auf einen bestimmten Teilbereich der Einzelleitebene wirken (Steuerung / Regelung von Stellglied- Gruppen) - Anlagenleitebene: Teile der Leiteinrichtung, die auf die Gruppenleitebene wir- ken, z.B. Steuerung / Regelung eines ganzen Kraftwerks. In der Gruppenleitebene spricht man auch von "Funktionsgruppen“
In der Betriebsleitebene geht es um den ordnungs-gemäßen Ablauf des gesamten Betriebes, z.B. An
lieferung / Ablieferung des Materials, ggf. Mehrere Prozesse, und die Koordinierung dieser Prozesse.
Der Unternehmensleitebene sind die Funktionen zur Führung des Gesamtunternehmens zugeordnet.
Das betrifft sowohl administrative Aufgaben und Zielvorgaben als auch die Koordination mehrerer Betriebe.
In der Unternehmensleitebene überwiegen dispositive Funktionen (Einplanung von Terminen, Mengen,..), in der Prozessleitebene operative Funktionen (Durchführung der Produktion).
Für die Realisierung der Leittechnik ist wichtig, dass ihre Reaktionszeiten umso kürzer sein müssen, je näher eine Funktion dem Prozess ist.
Das Modell zeigt, dass ein modernes Leitsystem die Aufgaben von Prozess-, Betriebs- und Unterneh-mensführung umfasst. Dazu müssen die unteren Ebenen den höheren die notwendigen Daten liefern. Alle Ebenen müssen also im Blick auf das ganze Modell realisiert werden. Für den Entwurf eines solchen Systems reicht es nicht aus, nur die Erfass-ung und Verarbeitung von Prozess - Signalen im Sinne von Steuerung und Regelung zu sehen, son-dern es ist der gesamte Informationsfluss zu planen. Daher haben wir heute statt einer
Signal- orientierten Mess-, Steuer- und
Regelungstechnik eine Informations- orientierte Leittechnik Bezeichnungen und Bedeutung von Ebenen sind nicht in allen Anwendungsgebieten gleich (siehe Bild 3.2) sondern "historisch" gewachsen und wegen des Fehlens allgemein gültiger Normen (noch?) recht verschieden, hauptsächlich zwischen „Prozess-automatisierung“ und „Fertigungsautomatisierung“. Bild 3.2. Ebenen:Fertigungsleittechnik und NAMUR In der Fertigungsleittechnik sind z.B. die Begriffe gemäß Bild 3.2 (links) üblich, die genau genommen von der Definition für „Leittechnik“ in IEC 60050-351 abweichen. NAMUR (Normen-Ausschuss Mess- und Regelungstechnik) in Chemie und Verfahrenstechnik hält sich ziemlich an die Norm.
Leit-
Ebene
Prozess-
Ebene
Feld-
Ebene
- Übergeordnete Verarbeitungs- /
Managementfunktionen,
- Zentrale Bedienung
- Verarbeitung
(Steuerung / Regelung)
- Sensoren / Aktoren
Dispositiv
Operativ
Dispositiv
Operativ
Info -
Strom
Info -
Strom
U.-
Leit-
Ebene
Führen des
Unternehmens
Unternehmens - /
Management -
Daten
U.-
Leit-
Ebene
Führen des
Unternehmens
Unternehmens - /
Management -
Daten
Führen des
BetriebesBetriebs-
LeitebeneBetriebs - /
Produktions -
Daten
Führen des
BetriebesBetriebs-
LeitebeneBetriebs - /
Produktions -
Daten
Roh - Material Fertig - Material
Material-
Strom
ProzessRoh - Material Fertig - Material
Material-
Strom
Prozess
Führen des
ProzessesProzess-
Leitebene
Einzel - Leitebene
Gruppen -
Anlagen -Prozess -
Daten
Führen des
ProzessesProzess-
Leitebene
Einzel - Leitebene
Gruppen -
Anlagen -Prozess -
Daten
Bild 3.1: Phasen / Ebenen – Modell (nur kursive Begriffe genormt!)

Berufsakademie Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Sept. 2005 4 Anwendungsgebiete, Merkmale
AS_Grdl.doc 7
4 Anwendungsgebiete und Merkmale Prozess - Automatisierungssysteme werden in ganz verschiedenen Anwendungsgebieten eingesetzt, die man etwa so wie in Bild 4.1 dargestellt gliedern kann (DIN IEC 60050-351). In der Praxis wird meist zwischen „Fertigungs- Automation“ und „Prozess- Automation“ unterschieden. Bild 4.1: Anwendungsgebiete der Leittechnik
In der vorliegenden Unterlage werden Grundlagen derjenigen Systeme beschrieben, die in der Produkt-ionsleittechnik und der Kraftwerksleittechnik ange-wandt werden.
Fertigungsleittechnik beschäftigt sich mit dem Ein-satz von Leitsystemen zur Automatisierung von Stückprozessen (der Produktion von Werkstücken oder Baugruppen). Für jedes Werkstück sind mehrere Arbeitsschritte nötig, ein solcher Vorgang wird daher "diskontinuierlich" genannt. Er kann in einer Linienfertigung oder einer flexiblen Fertigung ablaufen. Ein Linienprozess besteht aus einer Reihe von Vor-richtungen, die in einer "Linie" ein bestimmtes Produkt herstellen. Unter einem flexiblen Produktionssystem (FPS) ist eine Anordnung aus im Allgemeinen mehreren Produktionskapazitäten zu verstehen, die zur teil-weisen oder vollständigen Herstellung unterschied-licher Produkte nach einem Arbeitsplan im Rahmen einer Fertigung bzw. einer Montage dienen. Ein Ar-beitsplan enthält in Arbeitsvorgängen die Vorschrift zur Fertigung eines Werkstückes. Eine Kapazitäts-einheit stellt dazu Kapazität zur Verfügung, mit ein-
5. Entstehung einer Automat.-Anlage Bild 5.1 (rechts) zeigt die „Lebensphasen“ einer Anlage der Prozessautomation. Je nach Größe und Komplexität variieren die ange-gebenen Zeiten. Davor liegt die Entwicklung.
em mengenmäßigen Leistungsvermögen zur Durch-führung Wert - steigernder Arbeitsvorgänge.
Beispiele für Kapazitätseinheiten sind: Koordi-natenmessgeräte, Spannplätze usw.
Durch mechanische Bearbeitung (Drehmaschinen, Fräszentren, Schleifmaschinen) oder durch Füge-prozesse in Verbindung mit Transporteinrichtungen findet in einem FPS eine geometrische Gestaltung eines Werkstückes oder einer Baugruppe statt.
Die Verfahrensleittechnik dient der Automatisier-ung von kontinuierlichen und diskontinuierlichen Prozessen zur Herstellung von Produkten in einem Verfahren. Kontinuierliche Prozesse sind "Fließprozesse", z.B. die fortwährende Herstellung des gleichen chemi-schen Stoffes in einer dazu vorhandenen verfahr-enstechnischen Anlage. Diskontinuierliche Prozesse in der Verfahrenstech-nik sind Chargenprozesse zur automatischen Her-stellung von Produkten nach Rezepten. Unter Re-zept versteht man eine Vorschrift zur Herstellung eines Produkts, es ist also vergleichbar mit dem Arbeitsplan in der Fertigungsleittechnik. Rezepte basieren auf verfahrenstechnischen Grundoperati-onen wie z.B. Destillieren, Mischen, usw. Die Erstellung, die Verwaltung und insbesondere die automatisierte Abarbeitung von Rezepten mittels Rezeptursteuerungen im Verfahrensleitsystem sind die gebräuchlichen Wege zur flexiblen Chargen-produktion in Mehrproduktanlagen.
Kraftwerksprozesse sind kontinuierliche verfahrens-technische Prozesse zur Energieumwandlung. An die Kraftwerksleittechnik werden aber besonders hohe Anforderungen nach Sicherheit und Verfügbar-keit gestellt, so dass sie eine besondere Stellung einnimmt. Dazu werden nicht nur leittechnische Ein-richtungen sondern ganze Prozessteile mit ihrer Leittechnik redundant ausgeführt, die dann mög-lichst in getrennter HW realisiert werden. Außerdem werden Prozess und Leittechnik detailliert überwacht und Daten aufwändig ausgewertet und über Jahre gespeichert. Das bedeutet natürlich erhöhten Auf-wand, der sich aber durch Verfügbarkeitserhöhung amortisiert.
Netzleittechnik und Gebäudeleittechnik dienen der Aufrechterhaltung eines störungsfreien Betrieb-es, z.B. der Versorgung mit elektrischer Energie, und müssen sich anbahnende Störungen erkennen und melden, sowie im Störungsfall - wenn möglich - den Betrieb durch Umschalten auf redundante Ein-richtungen aufrechterhalten. Insbesondere die Gebäudeleittechnik steht unter Preisdruck, was zur Entwicklung wirtschaftlicher und dennoch technisch interessanter Lösungen geführt hat (siehe "Prozess-nahe Leittechnik", "Power Bus").
Planung
- Prozess,
- Anlage
- Leittechnik
Montage, Inbtriebnahme
- Auf- - Erprobung,
stellung, - Optimierung
- Verkabelung
Betrieb
- Wartung,
- Anpassung /
Optimierung
Außerbetrieb-
nahme
1 .. 24 Monate 0,5 .. 12 Monate bis 30 Jahre Monate /Jahre
LeittechnikLeittechnik
ProduktionsleittechnikProduktionsleittechnik
VerfahrensleittechnikVerfahrensleittechnik
FließprozesseFließprozesse
ChargenprozesseChargenprozesse
FertigungsleittechnikFertigungsleittechnik
Stückprozesse (Linienfertigung)
Stückprozesse WerkstattfertigungStückprozesse Werkstattfertigung
KraftwerksleittechnikKraftwerksleittechnik
NetzleittechnikNetzleittechnik
GebäudeleittechnikGebäudeleittechnik
Verkehrsleittechnik
„Fertigungs-
Automation“
„Prozess-
Automation“
Kommunikationsleittechnik

Grundlagen Automatisierungssysteme DHBW Mannheim 5. Entstehung einer Anlage Erich Kleiner, Juli 2012
8 AS_Grdl.doc
Es gibt ganz unterschiedliche Arten von Automationssystemen, die unterschidlich viel Anlagen-Engineering benötigen (Bild 5.2):
- Komplettgeräte wie z.B. eine Wasch-maschinensteuerung und –Regelung: Hier ist nur Geräteentwicklung erforderlich.
- Komponenten wie eine Antriebsregelung für Motion Control: Hier besteht das Anla-gen- Engineering nur aus Parametrierung der Standard- Funktionsbausteine.
- Automatisierungs-Anlagen mit modularen Geräten und HMI- Komponenten: Hier fallen Planungs- und Integrationsarbeiten an. Dies ist in Bild 5.1 gemeint.
Die Entwicklung eines Automatisierungssystems (Große Hersteller: alle Komponenten, ansonsten Zukauf oder nur einzelne Komponenten) erfolgt aufgrund von Vorgaben durch Vertrieb und Abwick-lung bisheriger Systeme. Es werden Pflichtenhefte erstellt und abgestimmt, danach wird entwickelt und getestet. Dabei ist heute ein „Integrationstest“ be-sonders wichtig: Zusammenspiel der Komponenten. Dann kann der Vertrieb ein System anbieten und übernimmt im Auftragsfall meist die Projektleitung (Bild 5.3).
Die Planung eines Leitsystems erfordert verschie-dene Blickwinkel, und diese wiederum verschie-dene Kenntnisse (Bild 5.4). Die Ergebnisse werden in verschiedenen Dokumenten dargestellt.
Verfahrenstechniker bzw. Maschinenbauer mit Pro-zesskenntnis müssen den verfahrenstechnischen bzw. Fertigungs - Prozess entwerfen. Dies wird im „Grund- Fließschema“ dokumentiert (Bild 5.5a), das nur den Materialfluss darstellt.. Daraus wird die „Anlage“ mit Rohrleitungen, Pumpen, usw. im „Verfahrens- Fließschema“ entworfen (Bild 5.5b), auch „Anlagenschema“ genannt. Wenn der Verfahrens- / Prozessablauf nicht allgemein bekannt ist werden (Prosa-) Anlagenbeschreibungen erstellt. In das Verfahrens- Fließschema tragen die Ver-fahrenstechniker oder Leittechniker mit zumindest Grundkenntnissen des Prozesses Messungen ein, wodurch das „R & I – Diagramm“ entsteht („Rohrleitungen und Instrumentierung“), Bild 5.5c). Manchmal werden hier durch die Leittechniker zusätzlich Wirkungslinien zwischen Messungen und Regelungen eingetragen und der Plan „Mess- und Regelschema“ genannt.
Energie - und Leittechniker müssen nun Konzepte für die Realisierung der Schaltanlagen, der Leitein-richtung, der Kommunikation und die Prozess - Schnittstellen (Verkabelung, Anordnung) festlegen.
Die Energietechniker entwerfen Übersichtspläne der elektrischen Versorgung, in denen Schienen, Kupplungen, Transformatoren und Abgänge an Verbraucher angegeben sind (Bild 5.6)
.
(Mindest-)
Prozess-
Know-how
(Mindest-)
Prozess-
Know-how
Anlagen-
Know-how
Starkstromtechniker,
Leittechniker,
Bautechniker
Konzepte
R & I -
Schemata
Anlagentechnik
Anlagen-
Know-how
Starkstromtechniker,
Leittechniker,
Bautechniker
Konzepte
R & I -
Schemata
AnlagentechnikLeittechnik-
Know-how
Leittechniker
Parameter
Funktions -
Pläne
Leittechnik
Proz.Bilder
Leittechnik-
Know-how
Leittechniker
Parameter
Funktions -
Pläne
Leittechnik
Proz.Bilder
(Mindest-)
Prozess-
Know-how
(Mindest-)
Prozess-
Know-how
Prozess-
Know-how
Verfahrenstechniker,
Maschinenbauer
Abläufe
Anlagen-
Schemata
Prozesstechnik
Prozess-
Know-how
Verfahrenstechniker,
Maschinenbauer
Abläufe
Anlagen-
Schemata
Prozesstechnik
Anlagen - ErstellungAnlagen - Erstellung
Roh-
Stoff
Lösungs-
mittel
Trenn-
ung
ZusätzeZer-
kleiner-
ung
=E1
=D1
Reak
tion
Destil-
lation
=E2 =F1
End-
Produkt
Abgas-
wäsche
Abgas
=H1
Chemieanlage 3 #CP3
Grundfließschema &PFA
Elektr.
Energie-
versorg.
=S1
=EP01=HP01
=GP01
Destillation #CP3=F1
Verfahrensfließschema &PFB
FRC
=BF01
=QN01=QM01
TRI
=BT01
TR
=BT02
Trennsystem #CP3=F1 HP01
R&I-Fließschema &MFB
Bild 5.4: Anlagenplanung
Bild 5.5 Verfahrens- Dokumente
a) Grund-
Fließschema
b) Verfahrens-
Fließschema
c) R&I-
Diagramm
Vertrieb- Gespräche mit Kunden
- Marktanalysen
Planung und
Inbetriebnahme- Abwicklungserfahrungen
Wünsche,
Forderungen
Entwicklung
Pflichtenheft
Abstimmung
Messwert-
aufbereitung
Steuerung /
Regelung
Prozess-
Eingriff
Bedienen /
Beobachten
Engineering
Daten-
Auswertung
Entwicklung
Test
Abnahme
Vertrieb- Akquisition
- Projektleitung1. Anlage
Bild 5.3: Entwicklung
Bild 5.2: Arten von Automationssystemen

Berufsakademie Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Aug. 2010 6. Datenarten, -Flüsse
AS_Grdl.doc 9
Die "innere Leittechnik", also die eigentliche Leitein-richtung, ist von Leittechnikern im Detail festzulegen, heute meist in Form von Funktionsplänen. (Bild 5.7). Außerdem müssen Parameter zumindest als Ausgangswerte für den Beginn der Inbetriebnahme festgelegt werden. Für die Kommunikation Mensch - Prozess sind die Prozessbilder für die Bildschirm- Bedienung im Detail zu erstellen (Entwürfe meist von den Verfahrenstechnikern). Auch hierfür sind zumindest Grundkenntnisse des Prozesses erforderlich. Außerdem werden Anschluss- Schaltpläne für Ein- und Ausgabekanäle sowie Stromlaufpläne für die Schalteinrichtungen benötigt 6. Datenarten und -Flüsse 6.1 Konfigurationsdaten Bild 6.1 zeigt die Inhalte der Daten, die zur Er-stellung / Beschreibung eines leittechnischen Sys-tems benötigt werden, und wer welche Daten erstellt. Dabei ist die Zuordnung der Planer abhängig vom Anwendungsgebiet. Beispiele: - Chemische Industrie: Planer meist beim Kunden, - Kraftwerke: Planer beim Hersteller (Der Kraftwerksprozess ist kein Betriebsgeheimnis). In der gesamten Verfahrenstechnik kommt der Einsatz von Planungsfirmen ("Consultings") vor.
Die Datenhaltung der Systemdaten erfolgt im Engi-neering - Werkzeug oder in der Leiteinrichtung selbst, meist in einer vom Fabrikat der Leiteinricht-ung abhängigen Mischung. 6.2 Prozessdaten Bild 6.2 zeigt grob die Daten, die während des Betriebes eines Leitsystems verwendet werden.
Die Leiteinrichtung erhält vom Prozess die aktuellen Daten, die sie für ihre Prozesseingriffe benötigt, z.B. zur Erkennung einer Grenzwertverletzung zur Auslösung eines Schutzbefehls im Prozess.
An die übergeordnete Betriebsleitebene (lila Box im Bild) werden größtenteils verknüpfte, bewertete Signale weitergegeben, z.B. die Betriebszeit eines Aggregates. Die Datenhaltung der aktuellen Prozessdaten erfolgt stets in der Leiteinrichtung. Vergangenheitsdaten (z.B. Messwerte für Kurvendarstellungen) werden oft in speziellen Rechnern höherer Ebenen gehalten. 6.3 Mensch - Maschine – Schnittstelle (HMI) Über die Mensch - Maschine - Schnittstelle (Blaue Box im Bild 6.2 rechts) - erhält der Mensch aktuelle Informationen über den Prozesszustand (Messwerte, Grenzwertver- letzungen), bzw. Zustand der Leiteinrichtung, und - greift in den Prozess ein (Sollwertvorgabe, Stell - / Schalt - Befehle).
Bild 6.3 zeigt die verschiedenen Datenflüsse über die Mensch- Maschine- Schnittstelle (HMI):
Bediener
- Bedienen: - Eingeben von Parametern,
- Auslösen von Prozesseingriffen
- Beobachten: - Überwachen des Anlagenzustandes,
- Dokumentation von Meldungen, Protokollen
Instandhalter
- Eingeben von Geräte - Parametern, Simulation
- Funktionsprüfung, Fehlerbeseitigung
- Diagnose, Funktionsüberwachung,
- Fehlersuche
Planer, Inbetriebnehmer
- Projektierung, Programmierung, Dokumentation (neu),
- Laden der Leiteinrichtung
- Funktionstest, Dokumentation (Revision)
Konfigurationsdaten (Beschreibung / Parametrierung des Leitsystems):
Systemsoftware / Firmware, erstellt durch Entwickler:
- Betriebssystem,
- Kommunikationssoftware (intern und Schnittstellen),
- standardisierte Grundfunktionen (Funktionsbausteine, Makros)
Anwenderprogramme (Funktionsalgorhythmus), erstellt durch Planer:
- Anlagen - spezifische Programme zum Leiten der Anlage (MRS),
- Parameter zur Darstellung / Handhabung von Meldungen,
- Prozess - Darstellung (Prozessbilder)
- Gerätedaten (ggfs. Im Engineering Tool)
Anlagenparameter / Funktionsdaten, eingegeben durch Bediener /
Instandhalter
- Rezepturdaten, Bearbeitungsdaten,
Hers
telle
rK
unde
Consultin
g
= F1GP10BL01 ; M_Level_H
= F1GP10QM01 ; I_Vent_ZU&
UNDAntr.St.
FREIG_E
FREIG_A
AUTO_E
AUTO_A
....
1
Pumpe 1 = F1GP10GP01
Pumpe 2 = F1GP20GP01
Bild 5.6: Starkstrom-
Übersichtsplan
Bild 5.7: Funktionsplan
Bild 6.1: Konfigurationsdaten und ihre Ersteller
Bild 6.2: Prozessdaten
Prozesszustand (bewertet, verknüpft),
Statistik - Daten
Grenzsignale,
verknüpfte / berechnete Werte,
Stellgrößen, Befehle
Zustände,
Gefahren,
Eingriffe
Prozesszustand (analoge / binäre Signale)
Prozesseingriffe (Stellgrößen / binäre Befehle)
Bild 6.3: Datenflüsse über HMI

Grundlagen Automatisierungssysteme Berufsakademie Mannheim 6 Datenarten, -Flüsse Erich Kleiner, Aug. 2010
10 AS_Grdl.doc
Der Planer benutzt ein Engineeringtool, mit dem er in der Regel zunächst offline arbeitet. Er sammelt Daten und erstellt die Steuerungs- und Regelungs - Algorithmen, das "Anwender - Programm". Dabei oder - wenn es die Einrichtung ermöglicht - dadurch entsteht die Detaildokumentation. Später lädt er mit derselben oder einer anderen Einrichtung die Daten in die Leiteinrichtung. Der Planer oder ein Inbetriebnehmer testet die Wirk-ungsweise und passt Leiteinrichtung und Dokumen-tation an ("Revision"). Hierzu dienen heute meist normale PCs mit Stan-dard - Betriebssystem und – Schnittstellen.
Der Instandhalter im Betrieb verwendet das gleiche Engineeringtool oder eine andere Einrichtung, um Diagnoseinformationen und aktuelle Signale 6.4 Datenübertragung Abhängig von Art und Verwendung der Daten werden verschiedene Methoden / Verfahren zu ihrer Übertragung eingesetzt (Bild 6.4).
In der untersten Ebene, der Prozessleitebene bzw. ggf. der Einzel - Leitebene, müssen aktuelle Prozess-werte als einzelne Signale schnell der Leiteinrichtung zur Verfügung stehen, um z.B. Überschwingungen bei Regelungen zu vermeiden oder im Gefahrenfall schnell genug einen Gegen-befehl auszulösen.
Hierzu werden feste Verdrahtung, Bussysteme oder immer mehr drahtlose Systeme verwendet, die in der Lage sind, schnell genug zu übertragen, z.B. Feldbusse (wie PROFIBUS), oder ein Produkt - spezifischer Prozessbus. Wegen der Vielzahl der Signale und zur Gewährleistung der geforderten Geschwindigkeit werden meist mehrere Feldbus- Systeme in einem Leitsystem benutzt. Innerhalb der Leiteinrichtung sind ebenfalls schnelle Übertragungen einzelner Signale nötig, z.B. zwisch-en über- und untergeordneten Regelungen. Hier werden meist Produkt - spezifische Prozessbusse („Systembus“) eingesetzt. Ganz anders ist die Situation beim - Laden von Bildern in Bedieneinrichtungen, - Konfigurieren von Leiteinrichtungen, - Übermitteln von Datenpaketen für Kurven und Protokolle an höhere Ebenen.
aus der Leiteinrichtung zu erhalten. Nach Bedarf verändert er Parameter oder Grenzwerte, simuliert Signale um Funktionen zu testen, und verändert auch manchmal Anwenderprogramme. Auch hierzu werden heute meist normale PCs verwendet.
Der Bediener erhält aktuelle Prozesswerte bzw. - Meldungen zur Beobachtung und interveniert ggf. mit Parameter / Sollwertänderungen oder Befehlen. Dies wird "Bedienen und Beobachten" genannt, in Englisch: "Operating and Monitoring Serv." (OMS) Für Schichtleiter und Betriebsingenieure sind Langzeitbetrachtungen, Statistik, Dispositions- und Optimierungsaufgaben wichtig. Das bedeutet Handhabung von Information, englisch "Information Management Services" (IMS, oder PIMS von „Process Information Management Services“) Hier geht es stets um größere Datenmengen, die nur zusammen verwendet werden können. Das ist die Stärke allgemein üblicher standardisierter Busse der Datenverarbeitung wie z.B. Ethernet, die daher hier als "Systembus" verwendet werden. Außerdem trägt dies zu der heute geforderten "Offenheit" eines Leitsystems bei, da die Daten dann leicht an andere Rechnersysteme weitergegeben werden können. Die Übertragungszeit ist hier nicht mehr kritisch. Wertänderungen, deren Zeitpunkt wichtig ist, werden bei der ersten Speicherung in der Leiteinrichtung mit einem "Zeitstempel" versehen
Um freien Zugriff von höheren Ebenen auf Prozessdaten zu haben und gleiche Schnittstellen (HW und SW) benutzen zu können wird immer mehr „Echtzeit – Ethernet“ (Industrial Ethernet) eingesetzt. (Mehr dazu siehe „Systemkommunikation“)
Bild 6.4 Datenübertragung
Leit-
Einrichtung
(Station 1)
Leit-
Einrichtung
(Station 2)
Mensch -
Maschine -
Schnittstelle
System - Kommunikation:
Aufbereitete Werte
Konfigurationsdaten, Bilder
Meldungen / Eingriffe
I
„Anlage“ (Prozess)
Datenverarbeitung
= Datenpakete
nicht zeitkritisch
-> Systembus
z.B. Ethernet
->verdrahtet
-> Feldbus
z.B. PROFIBUS
-> wireless

DHBW Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Juli 2015 7 Strukturen, Realisierungen
AS_Grdl.doc 11
7. Strukturen und Realisierungen 7.1 Hierarchie - Ebenen, Funktionen Größere Steuerungs- (und Regelungs-) Aufgaben umfassen Teilaufgaben, wie in Bild 7.1.1 am Beispiel einer einfachen Pumpensteuerung gezeigt: - Die Bedienung erfolgte früher über Tasten EIN /
AUS, heute normalerweise über Bildschirm. - Da oft Bedingungen beachtet und Abläufe auto-
matisiert werden, gehen die Bedienbefehle meist über eine „Signaleingabe“ (bzw. Schnittstelle) an ein programmierbares Logik - System (PLS),
- Aus dem Prozess werden Zustände erfasst und dem PLS über Eingaben zugeführt.
- Im PLS verknüpft die CPU gemäß Anwender - Programm Befehle und Bedingungen.
- Befehle werden z.B. als 230 V – Signale an eine Schalteinrichtung (Leistungsschütz) gegeben,
- und diese schaltet die 400 V auf den Pumpen-motor (hier nicht einzeln dargestellt).
Je mehr Objekte wie Pumpen, Absperrschieber, Regelventile usw. zu steuern sind, umso mehr empfiehlt es sich, die Aufgaben pro Objekt zu betrachten und zu „kapseln“, zumal diese meist viel aufwendiger sind als hier gezeigt und daher eine Standardisierung und Mehrfachverwendung Plan-ungskosten spart und Fehler verringert. Je umfangreicher eine Anlage ist, desto mehr lohnt sich eine Automatisierung. Dazu empfiehlt es sich, zusammengehörende Teile, wie z.B. Pumpensteuer-ung und -Regelung zu Gruppen zusammen zu fassen, ebenso auf höherer Ebene die beiden redundanten Pumpen und darüber Pumpenanlage und Gebläse für den Wärmetauscher.
Bild 7.1.1: vereinfachtes Steuerungsbeispiel: Pumpe So ergibt sich eine waagerechte Unterteilung des zu automatisierenden Prozesses in gesteuerte bzw. geregelte Objekte, die mit möglichst wenigen Typen („Klassen“) von Steuerungen und Regelungen realisiert werden, wie in Bild 7.1.2 waagerecht dargestellt. Sie sind die „Ebene“ der Einzelsteuerungen, die „Einzel – Leitebene“. So entsteht eine vertikale Gliederung mit Ebenen, und zwar umso mehr, je höher der gewünschte Automatisierungsgrad ist. Dabei ist es sinnvoll, Aufgaben so weit wie möglich nach unten zu delegieren, damit die oberen Ebenen einfach bleiben. So gehört z.B. alles, was dem Schutz von Antrieben dient, in die Einzelleitebene.
Bild 7.1.2: Automati-sierungsgrad
(Auto
matisie
rungsle
vel)
Automatisierungsumfang (Anlagengröße)
Feldebene- Messwert-
erfassung /
- Prozess-
eingriffe
- Prozess
(Feld)
ProzessebeneAnlagen-
Leitebene (Norm)
Einzel-
Leitebene (Norm)
- Steuerung,
Regelung
- Messwert-
aufbereitung,
- Befehsausgabe
&&&
BedienungBedienung
&&&
Gruppen-
Leitebene (Norm)
& &&& &&
AutomatisierungsgradAnteil der selbsttätigen
Funktionen

Grundlagen Automatisierungssysteme DHBW Mannheim 7 Strukturen, Realisierungen Erich Kleiner, Sept. 2005
12 AS_Grdl.doc
Bild 7.1.3: Hierarchieebenen, Funktionen, Realisierung
Als Detaillierung des Phasen / Ebenen - Modells zeigt Bild 7.1.3 eine fein gegliederte Struktur für Leit-systeme. Die Aufteilung der Gesamtaufgabe auf hierarchisch strukturierte Ebenen ist heute im Prin-zip allgemein üblich, tritt jedoch nur bei entsprech-end umfangreichen Anwendungen auf, und wird auch nicht in allen Anwendungen vollständig be-nötigt. So ist in der Fertigungsautomation eine horizontale Struktur mit vernetzten, selbstständig agierenden Einheiten („Agenten“) sinnvoller.
Für Unternehmens-, Fabrik- und Produktionsleit-ebene ergibt sich eine Unterteilung meist schon alleine durch die Anordnung der ausführenden Rechner bzw. der zuständigen Stellen.
Alles, was direkt der Prozessbeeinflussung dient, wird „Prozessleitebene“ genannt. Die Unterteilung dieser Prozessleitebene hat folgende Vorteile: - leichtere Planung und Instandhaltung, da kleine, für sich abgeschlossene Funktionen leichter ver- ständlich sind als ein Dickicht von Abhängigkeiten in einer zusammengefassten Lösung. - Möglichkeit der Aufteilung auf verschiedene Hard- ware - Einrichtungen ("Verteilte Leittechnik") zur Erhöhung der Verfügbarkeit und ggf. Bildung von Redundanzen, für Prozess und Leittechnik. - Möglichkeit der räumlichen Verteilung insbeson- dere der Einrichtungen der Einzelleitebene, und damit kurze Verkabelungswege zu Sensoren und Aktoren.
- Reduzierung der Signalverbindungen zwischen verteilten Einrichtungen, da Einzelsignale nur an eine Einrichtung gehen, und die höhere Ebene nur zusammengefasste Informationen erhält. So werden "Automatisierungs - Inseln" gebildet. - Möglichkeit der Zusammenfassung von Feld- und Einzelleitebene in dezentralen Strukturen, z.B. eine Einrichtung für ein Ventil, die Regelung, Ansteuerung und Messungen enthält, und nur über einen Feldbus mit der Gruppen / Prozessleitebene verbunden ist. Bild 7.1.3 zeigt rechts grob die Einsatzgebiete ver-schiedener Arten von Leiteinrichtungen: - NCs (Numerische Steuerungen in der Fertigung) enthalten meist nur die Einzelleitebene, - SPS (oder Industrie - PCs) enthalten meist Einzel - und ggf. Gruppenleitebene, - PLS reichen von Einzelleitebene bis Prozessleit- ebene, und sind meist "verteilt" angeordnet. Sie kommen auch in Kombination mit unterge- ordneten SPS vor. Die übergeordneten Ebenen lassen sich heute über Schnittstellen in allen Fällen ankoppeln. Interessant für die Kosten bei Erstellung und späterer Anpas-sung an betriebliche Erfordernisse sind aber die Engineering – Möglichkeiten bezogen auf Durch-gängigkeit durch alle Ebenen.
Ebenen: Struktur:
Prozessebene (Alagen-,
Gruppen-
leitebene,
Einzel-
leitebene)
- Steuerung,
Regelung
- Messwert-
aufbereitung,
- Befehsausgabe
& &
Messen
(Physikalisch - elektrische Wandlung)
Schalten, Stellen
(Elektrisch - physikalische Wandlung)
Funktionen:
Grenzsignalbildung,
Plausibilitätsprüfung, Simulation,
Linearisierung, Berechnung (z.B. F aus P)
Maschinen- / Aggregate -
Steuerung / Regelung / Schutz,
einschl. Diagnose, Simulation, Prüfung
Betreiben einer Produktionsanlage
- gesamter Prozess
- (Funktions-) Gruppen von Aggregaten
Produktions-
Leitebene
Fertigungs -, Werkstattsteuerung,
Lagerverwaltung, Bestandhaltung
Fabrik-, Betriebs -
leitebene
Auftragsverwaltung, -Planung, -Steuerung,
Entwicklung, Konstruktion, Qualitätsplanung
Unternehmens -
Leitebene
Marketing- u. Produktionsstrategien,
Mittel-, langfristige Planung
Realisierung durch:
Feld
gerä
teN
CS
pezie
lle R
ech
ner
SP
S
PL
S
PL
SS
PS
PL
SP
rozess -
nah
e L
eit
tech
nik
DHBW Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Juli 2012 6 Strukturen, Realisierungen
AS_Grdl.doc 13
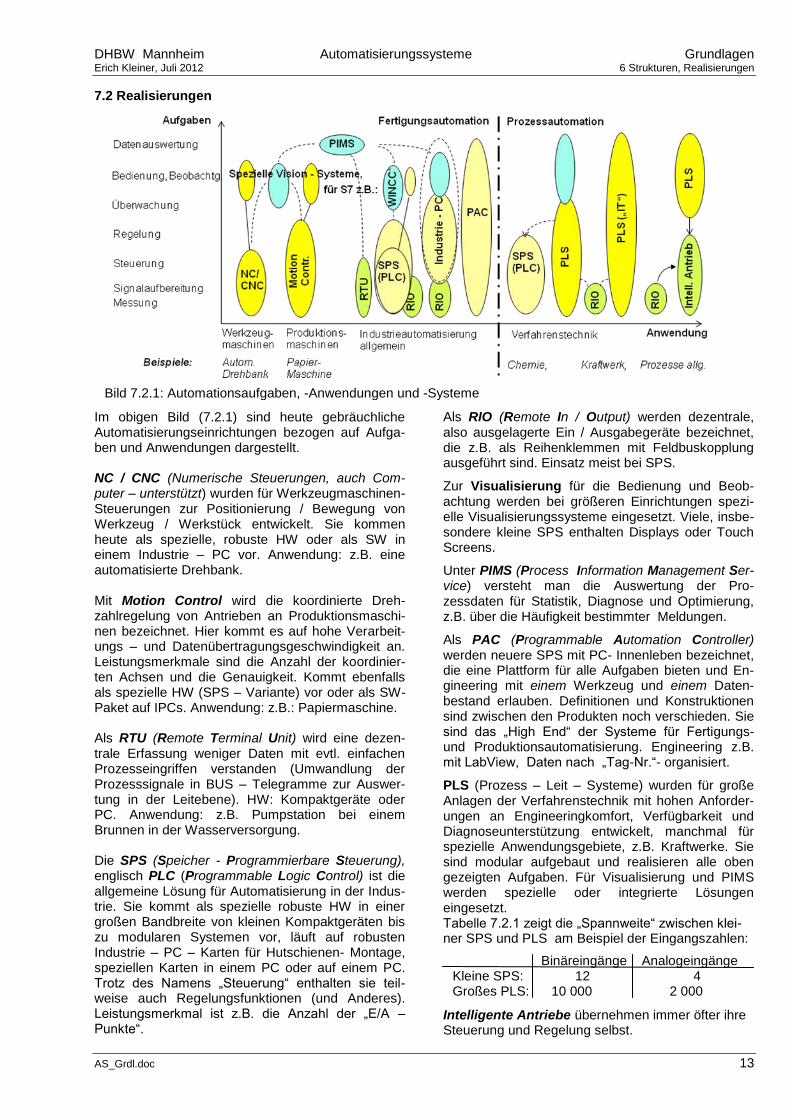
7.2 Realisierungen Im obigen Bild (7.2.1) sind heute gebräuchliche Automatisierungseinrichtungen bezogen auf Aufga-ben und Anwendungen dargestellt. NC / CNC (Numerische Steuerungen, auch Com-puter – unterstützt) wurden für Werkzeugmaschinen-Steuerungen zur Positionierung / Bewegung von Werkzeug / Werkstück entwickelt. Sie kommen heute als spezielle, robuste HW oder als SW in einem Industrie – PC vor. Anwendung: z.B. eine automatisierte Drehbank. Mit Motion Control wird die koordinierte Dreh-zahlregelung von Antrieben an Produktionsmaschi-nen bezeichnet. Hier kommt es auf hohe Verarbeit-ungs – und Datenübertragungsgeschwindigkeit an. Leistungsmerkmale sind die Anzahl der koordinier-ten Achsen und die Genauigkeit. Kommt ebenfalls als spezielle HW (SPS – Variante) vor oder als SW-Paket auf IPCs. Anwendung: z.B.: Papiermaschine. Als RTU (Remote Terminal Unit) wird eine dezen-trale Erfassung weniger Daten mit evtl. einfachen Prozesseingriffen verstanden (Umwandlung der Prozesssignale in BUS – Telegramme zur Auswer-tung in der Leitebene). HW: Kompaktgeräte oder PC. Anwendung: z.B. Pumpstation bei einem Brunnen in der Wasserversorgung. Die SPS (Speicher - Programmierbare Steuerung), englisch PLC (Programmable Logic Control) ist die allgemeine Lösung für Automatisierung in der Indus-trie. Sie kommt als spezielle robuste HW in einer großen Bandbreite von kleinen Kompaktgeräten bis zu modularen Systemen vor, läuft auf robusten Industrie – PC – Karten für Hutschienen- Montage, speziellen Karten in einem PC oder auf einem PC. Trotz des Namens „Steuerung“ enthalten sie teil-weise auch Regelungsfunktionen (und Anderes). Leistungsmerkmal ist z.B. die Anzahl der „E/A – Punkte“.
Als RIO (Remote In / Output) werden dezentrale, also ausgelagerte Ein / Ausgabegeräte bezeichnet, die z.B. als Reihenklemmen mit Feldbuskopplung ausgeführt sind. Einsatz meist bei SPS.
Zur Visualisierung für die Bedienung und Beob-achtung werden bei größeren Einrichtungen spezi-elle Visualisierungssysteme eingesetzt. Viele, insbe-sondere kleine SPS enthalten Displays oder Touch Screens.
Unter PIMS (Process Information Management Ser-vice) versteht man die Auswertung der Pro-zessdaten für Statistik, Diagnose und Optimierung, z.B. über die Häufigkeit bestimmter Meldungen.
Als PAC (Programmable Automation Controller) werden neuere SPS mit PC- Innenleben bezeichnet, die eine Plattform für alle Aufgaben bieten und En-gineering mit einem Werkzeug und einem Daten-bestand erlauben. Definitionen und Konstruktionen sind zwischen den Produkten noch verschieden. Sie sind das „High End“ der Systeme für Fertigungs- und Produktionsautomatisierung. Engineering z.B. mit LabView, Daten nach „Tag-Nr.“- organisiert.
PLS (Prozess – Leit – Systeme) wurden für große Anlagen der Verfahrenstechnik mit hohen Anforder-ungen an Engineeringkomfort, Verfügbarkeit und Diagnoseunterstützung entwickelt, manchmal für spezielle Anwendungsgebiete, z.B. Kraftwerke. Sie sind modular aufgebaut und realisieren alle oben gezeigten Aufgaben. Für Visualisierung und PIMS werden spezielle oder integrierte Lösungen eingesetzt. Tabelle 7.2.1 zeigt die „Spannweite“ zwischen klei-ner SPS und PLS am Beispiel der Eingangszahlen: Intelligente Antriebe übernehmen immer öfter ihre Steuerung und Regelung selbst.
Bild 7.2.1: Automationsaufgaben, -Anwendungen und -Systeme
Binäreingänge Analogeingänge Kleine SPS: 12 4 Großes PLS: 10 000 2 000

Grundlagen Automatisierungssysteme Berufsakademie Mannheim 6 Strukturen Erich Kleiner, Juli 2015
14 AS_Grdl.doc
7.3 Hardware - Strukturen Bild 7.3.1 zeigt nochmals die Aufgaben einer Steue-rung an einem einfachen Beispiel. Signaleingabe, Verarbeitung und Signalausgabe sind Teilaufgaben eines programmierbaren Leitsystems (Programmable Logic Control). In der „klassischen“ Ausführung von SPS (Speicher-Program-mierbare Steuerung) und PLS (Prozsess-Leit-System) werden diese Teilaufgaben auch durch Geräte in einem Schrank oder Rahmen ausgeführt (Bild 7.3.2). Bei sehr kleinen Aufgaben wie z.B. der Steuerung einer Waschmaschine sind alle diese Teilaufgaben auf einem Gerät, oft auf einer Leiterplatte „einge-bettet“ (Bild 7.3.3) Bei mittleren und großen Anlagen sind Messungen und Prozesseingriffe (Aktoren) räumlich weit verteilt. Für eine zentrale Anordnung der HW einer Leitein-richtung werden daher lange Leitungswege benötigt und in der Leiteinrichtung kommen sehr viele Leitun-gen zusammen, die auf die verschiedenen Ein- und Ausgabegeräte verteilt werden müssen. Mit der Einführung von Feldbussen (Bus-Verbindungen im „Feld“, im Prozess) wurden andere Anordnungen möglich.
Bild 7.3.4 zeigt eine „Remote I/O“ – Anordnung: Hier sind die Ein- und Ausgabegeräte aus der zentralen Verarbeitung in eine oder meist mehrere „ferne“ Unterstationen heraus genommen worden, die über Feldbus mit der Verarbeitung verbunden sind. Dadurch sind die Verbindungen zwischen Messungen / Schalteinrichtungen und Ein- / Ausgabegeräten kurz und überschaubar.
In Bild 7.3.5 sind darüber hinaus auch Verarbei-tungsaufgaben ausgelagert, und zwar in den Feldbus-Koppler (z.B. Siemens) oder in die Ein- oder Ausgabegeräte (z.B. B&R). Eine andere Entwicklung zeigt Bild 7.3.6: hier werden Messumformer (oder allgemein Sensoren) mit Feldbusschnittstelle verwendet. Dadurch entfällt das Eingabegerät vollständig. Bei Spannungsver-sorgung über den Feldbus ist nur dieses Kabel notwendig. Auf der Aktorseite gibt es „intelligente“ Antriebe, die in einer HW-Einheit Feldbusschnittstelle, Verarbei-tung, Ein / Ausgabe und Leistungsschaltgerät ent-halten, also nur Feldbuskabel und Netzspannungs- Versorgungskabel benötigen. Bild 7.3.7 zeigt die konsequente Weiterentwicklung bei Sensoren: einen Funk-Messumformer. Bei „ernten“ der Sendeenergie aus der Umgebung kommt er ganz ohne Kabelverbindung aus.
Dadurch wird die Reaktionszeit verkürzt (keine Verzögerung durch Feldbus-Zaklus!) und die zentrale Verarbeitung entlastet.
Bild 7.3.1: Steuerungsaufgaben
Bild 7.3.2: klassische HW
Bild 7.3.3: Alles auf einem Gerät
Bild 7.3.4: Remote IO (Die CPU enthält oft den Feldbus-Koppler)
Bild 7.3.5: Remote IO mit Verarbeitung (auch mit eigener CPU)
Bild 7.3.6: Busfähige Mess-umformer und intlligenter Antrieb
Bild 7.3.7: Funk- Messumformer

DHBW Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Juli 2015 8 Anhang
AS_Grdl.doc 15
Bild 6.2.1 Hardware - Strukturen
Bild 7.3.8 zeigt übliche Strukturen der Hardware heutiger Leiteinrichtungen. Unternehmens-, Betriebs- und Produktionsleitebene werden immer durch Rechner realisiert, heute Standard - PCs oder Workstations. Je nach Art und Umfang der Automatisierungsaufgabe laufen die Funktionen dieser Ebenen auf getrennten oder ge-meinsamen Rechnern. Die darunter liegenden Ebenen können sehr ver-schieden realisiert werden.
SPS und PC - Lösungen (sowie frühere "Prozess-rechner" - Lösungen) haben eine zentrale Struktur: sie enthalten in einem "Controller" (spezielle Hard-ware) Einzel-, ggf. Gruppen- und Prozessleitebene, einschließlich der Ein / Ausgabegeräte für Mess-wertaufbereitung / Befehlsgabe, für einen komp-letten Prozess oder einen Teil davon. Die Datenverarbeitung (hier: Steuerung, Regelung, ) erfolgt in einem Prozessorgerät (CPU), das Prog-ramm ist aber meist in verschiedene Teile ("Tasks") aufgeteilt, die auch mit verschiedenen Zykluszeiten und Prioritäten bearbeitet werden können. Die Soft-ware ist also "verteilt" strukturiert ("Objekt - bezo-gene Programmierung"). Eine solche Anordnung wird auch als "Automatisierungs - Insel" bezeichnet, da in einer CPU ein zusammengehöriger Teil der verfahrenstechnischen Aufgabe realisiert wird.
Prozessleitsysteme (PLS) enthalten eine Anzahl zentral strukturierter Automatisierungsinseln oder Controller mit mehreren CPUs oder eine größere Anzahl kleinerer Controller. Die Gesamtaufgabe ist hier auf viele kleinere Einrichtungen verteilt, das ist eine "verteilte" Struktur. Die Ein / Ausgabegeräte sind über spezielle Busse oder standardisierte Feldbusse angeschlossen. Letzteres erlaubt die Verwendung von "intelligenten" Feldgeräten: z.B. Messumformern mit integrierten Funktionen zur Messwertaufbereitung (hauptsäch-lich Plausibilitätsprüfung. Solche Geräte können über das Bus - System des PLS über spezielle Rechner oder über die Kommunikationseinricht-ungen des PLS auch konfiguriert werden.
Der Trend geht zur "dezentralen" oder "Prozess - nahen Struktur": Hier sind Messwerterfassung und komfortable Aufbereitung einerseits und / oder Einzelsteuerung / Regelung und Prozesseingriff in kombinierten Einrichtungen zusammengefasst, die über einen Feldbus mit dem PLS verbunden sind, in dem nun nur die Aufgaben der Gruppen- und Prozeßleitebene realisiert sind. Beispiel: Regelventil in einem Gehäuse für Mess-werterfassung, Regelung, Leistungssteller, Ventil. Hier können z.B. Drehmomente analog gemessen und überwacht werden, einschl. Historie. Dadurch stehen über den Feldbus Diagnosedaten der Objekte im Feld zur Verfügung, die heute für das „Plant Asset Management“ benötigt werden.

Grundlagen Automatisierungssysteme DHBW Mannheim 7 Strukturen, Realisierungen Erich Kleiner, Dez. 2016
16 AS_Grdl.doc
Betrachtet man den Weltmarkt, so sind bis heute zwei verschiedene Philosophien festzustellen:
In USA und den meisten (von den USA beeinfluss-ten) asiatischen Ländern ist (noch) die zentrale Struktur mit redundanter CPU und einfachen Ein / Ausgabegeräten üblich, wobei alle Verarbeitungs-funktionen in der CPU realisiert werden. In Europa und Indien wird die verteilte bzw. dezen-trale Struktur mit intelligenten Eingabegeräten sowie Ausgabegeräten mit den wichtigsten Absteuerungen 8 Anhang 8.1 Aktuelle Automatisierungssysteme In Tabelle 8.1.1 sind einige aktuelle Automati-sierungssysteme als Beispiele zusammengestellt. Tab. 8.1.1 SPS - Beispiele Tab. 8.1.2: PLS - Beispiele
bevorzugt. Bei der dezentralen Struktur gibt es bei deutschen Herstellern zwei Strömungen: a) nur zeitkritische Absteuerungen im Antrieb, oder b) Einzelsteuerung und –Regelung im Antrieb.
In manchen Anwendungsgebieten wird auch Pro-zess - Redundanz eingesetzt, deren höhere Verfüg-barkeit durch eine dezentrale Struktur der Leittech-nik unterstützt wird. Im Zuge der stärker werdenden Feldbus - Anwen-dung bzw. dem Vordringen des “Industrial Ethernet“ (Echtzeit) ins Feld geht der Trend heute ganz klar zu dezentralen Lösungen ( a oder b). In den letzten Jahren ist festzustellen, dass die bisher verschiedenen Leitsysteme für die verschie-denen Anwendungen zusammenwachsen, d.h. neue Systeme aus Kostengründen für möglichst viele Anwendungen entwickelt und aktualisiert werden.

DHBW Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Juli 2014 7 Anhang
AS_Grdl.doc 17
8.2 Historische Entwicklung der Automatisierungstechnik Manche Begriffe und Methoden sind eigentlich nur verständlich, wenn man weiß, wie sich die Automatisierungstechnik im Laufe der Zeit entwickelt Bild 8.2.1: Historische Entwicklung der Leittechnik
hat. Bild 8.2.1 gibt dazu eine grobe Übersicht. Die Jahreszahlen markieren, ab wann bestimmte Entwicklungen eingesetzt wurden. Das geschah oft nur in einzelnen Systemen oder gar Projekten, der breite Einsatz kam oft viel später.
Grundlagen Automatisierungssysteme DHBW Mannheim 8 Anhang Erich Kleiner, Aug. 2014
18 AS_Grdl.doc
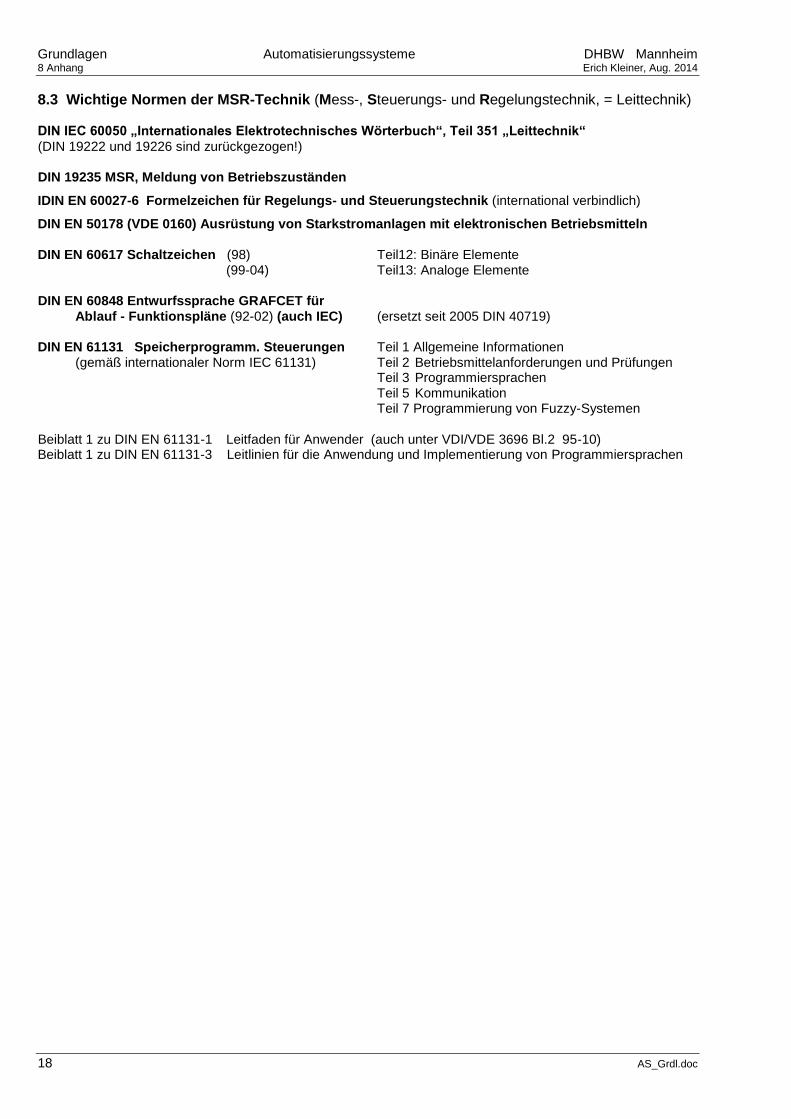
8.3 Wichtige Normen der MSR-Technik (Mess-, Steuerungs- und Regelungstechnik, = Leittechnik) DIN IEC 60050 „Internationales Elektrotechnisches Wörterbuch“, Teil 351 „Leittechnik“
(DIN 19222 und 19226 sind zurückgezogen!) DIN 19235 MSR, Meldung von Betriebszuständen
IDIN EN 60027-6 Formelzeichen für Regelungs- und Steuerungstechnik (international verbindlich)
DIN EN 50178 (VDE 0160) Ausrüstung von Starkstromanlagen mit elektronischen Betriebsmitteln DIN EN 60617 Schaltzeichen (98) Teil12: Binäre Elemente (99-04) Teil13: Analoge Elemente DIN EN 60848 Entwurfssprache GRAFCET für Ablauf - Funktionspläne (92-02) (auch IEC) (ersetzt seit 2005 DIN 40719) DIN EN 61131 Speicherprogramm. Steuerungen Teil 1 Allgemeine Informationen (gemäß internationaler Norm IEC 61131) Teil 2 Betriebsmittelanforderungen und Prüfungen Teil 3 Programmiersprachen Teil 5 Kommunikation Teil 7 Programmierung von Fuzzy-Systemen Beiblatt 1 zu DIN EN 61131-1 Leitfaden für Anwender (auch unter VDI/VDE 3696 Bl.2 95-10) Beiblatt 1 zu DIN EN 61131-3 Leitlinien für die Anwendung und Implementierung von Programmiersprachen

DHBW Mannheim Automatisierungssysteme Grundlagen Erich Kleiner, Juli 2003 8 Anhang
AS_Grdl.doc 19
8.4 Symbole
8.4.3 Schaltpläne, Binäre Elemente
Allgemein:
Form: Rechteck,
(„Kontur“) Seiten beliebig
Funktion: Symbol,
Name oder
eindeutigeAbkürzungen
Wirkungs-
Richtung: von links nach rechts,
oder von oben nach unten,
abweichend: Bez. od. Pfeil
Signal-
definition: Dargestellte Funktion gilt
für Logik- Zustand „1“
(= „GUT“, „WAHR“)
alternativ auch mit den physikalischen
Signalpegeln „H“/„L“ (H: höherer Wert)
Signaleinwirkung ( = „1“
statisch:
dynamisch: (hier E2 auf „Flanke“)
negierend:
&
S 1
R1
&„1“
„1“
„1“
E1 A
E2&
E1
E2
A
E1 A
E2&
E1
E2
A
E 1 AE
A
Binäre Verknüpfungsfunktionen:
UND
ODER
Exclusiv-
ODER
Äqui-
valenz
( = Antivalenz)
E1 A
E2&
E1E2A
E1 A
E2>1
E1E2A
E1 A
E2=1
E1E2A
Kombinierte Binäre Funktionen:
NAND
NOR
„Sperr-UND“
E1 A
E2&
E1E2A
E1 A
E2>1
E1E2A
E1 A
E2&
E1E2A
E 1 A
(1 Bit - ) Speicher:
R/S - Flip-Flop (Rücksetzen / Setzen)
Grundsymbol
S
R
S
R
??
Signal-Definition nach Einschalten
der Speisespannung
S
R
S
R
?Definition der Dominanz
(„Vorfahrt“, wenn S & R = 1)
S 1
R1
S
R
AND
&
>1=
&>1
Kombination
von Konturen
(Platzgründe)
(über die Nr., hier „1“, Zuordnung
des dominierenden Eingangs)
Alte Darstellung1 0
1 1
Andere FlipFlops wie „Master-Slave“
und „J-K“ kommen kaum vor.
I = 0
Ausg.
Ausg.
Ausg.
Lage nach Spann. EIN
S
R
NV
Ausgang behält Zustand auch nach
Spannungs - Ausfall
(Non Volatile)
Darstellung desnegierten Ausg.
EN
Freigabe: 0 an EN
setzt alle Ausg. Auf 0
E1 A
E2=
E1E2A
Bild 8.4.3.1: Binäre Elemente (1)
(IEC und DIN EN 60617-12)
8.4.1 Elektrotechnische Symbole, hauptsächlich DIN 19227
Umformung von / nach z.B.: = Pressure / Strom (I), Anordnung: horizontal (vorzugsweise links -> rechts)
oder: vertikal (vorzugsweise oben -> unten)
Anwendung: z.B. Messumformer, Eingabegerät (I/#) = Strom (analog) -> digital
Kontakt, gezeichnet im nicht betätigten / spannungslosen Zustand (bzw. „kein Medium“) = „normally“
als „Schliesser“ (NO = normally open) oder „Öffner“ (NC = normally Closed)
Anordnung: horinzontal oder vertikal
Anwendung: z.B. Druckgeber, Endschalter Relaiskontakt Taste
Relais (Schütz), gezeichnet im spannungslosen Zustand, mit Schließer(n) und / oder Öffner(n)
Anordnung vorzugsweise wie dargestellt
Anwendung: z.B. Leistungsschalter für Motor
Leistungssteller (elektronisch) Anwendung: z.B. Speisung für Drehzahl - geregelten Motor
PI
MM
8.4.2 Verfahrenstechnische Symbole nach EN ISO 10628 (in speziellen Anwendungen weitere spez. Symb.)
Bild 7.4.1:Allgemeine elektrotechnische Symbole
Bild 8.4.2: Verfahrenstechnische Symbole
PumpePumpe
Rohrleitung
FlussrichtungVerdichter (Gebläse)
Rohrleitung
FlussrichtungVerdichter (Gebläse)
Absperrarmatur allg.Absperrarmatur allg.
Armatur mit stetigem Stellverhalten
(für bestimmte Position bei Regelung)
Armatur mit stetigem Stellverhalten
(für bestimmte Position bei Regelung) Antriebe:
Wärme-
Tauscher
Apparate, z.B.:
Rührer Zerkleinerung
Wärme-
Tauscher
Apparate, z.B.:
Rührer Zerkleinerung
z.B. an Ventil:z.B. an Ventil:
Allgemein,
M
M
Elektromotor,
M
M
M
M
Elektromotor, Membran
(pneum. / Hydr.)
Membran
(pneum. / Hydr.)
MagnetMagnetRückschlagarmatur allg. (verhindert Rückfluss)Rückschlagarmatur allg. (verhindert Rückfluss)
Klappe mit stetigem StellverhaltenKlappe mit stetigem StellverhaltenKlappe mit stetigem Stellverhalten
Rückschlag-VentilRückschlag-Ventil
Rückschlagklappe (verhindert Rückfluss)Rückschlagklappe (verhindert Rückfluss)Rückschlagklappe (verhindert Rückfluss)
Absperrklappe (Anwendung: bei Gasen)Absperrklappe (Anwendung: bei Gasen)Absperrklappe (Anwendung: bei Gasen)
Schieber Ventil Hahn Drei
WegeSchieber Ventil Hahn Drei
Wege
Grundlagen Automatisierungssysteme DHBW Mannheim 8 Anhang Erich Kleiner, Juli 2003
20 AS_Grdl.doc
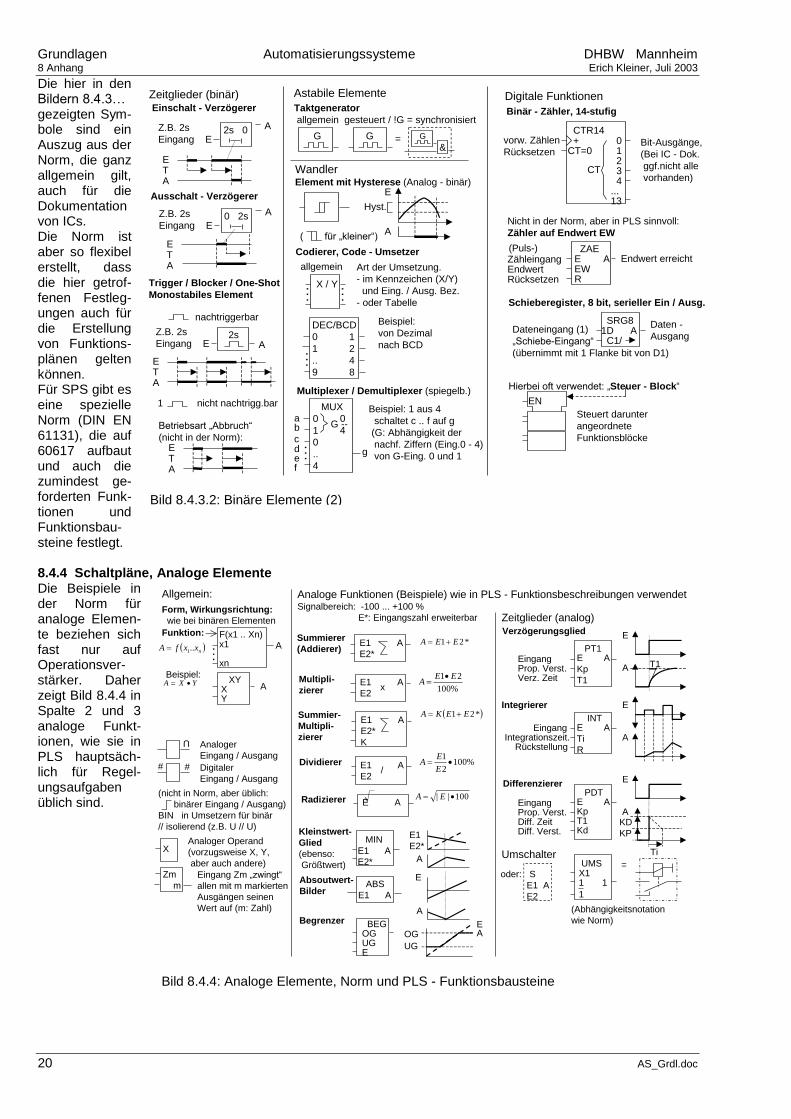
Die hier in den Bildern 8.4.3… gezeigten Sym-bole sind ein Auszug aus der Norm, die ganz allgemein gilt, auch für die Dokumentation von ICs. Die Norm ist aber so flexibel erstellt, dass die hier getrof-fenen Festleg-ungen auch für die Erstellung von Funktions-plänen gelten können. Für SPS gibt es eine spezielle Norm (DIN EN 61131), die auf 60617 aufbaut und auch die zumindest ge-forderten Funk-tionen und Funktionsbau-steine festlegt. 8.4.4 Schaltpläne, Analoge Elemente Die Beispiele in der Norm für analoge Elemen-te beziehen sich fast nur auf Operationsver-stärker. Daher zeigt Bild 8.4.4 in Spalte 2 und 3 analoge Funkt-ionen, wie sie in PLS hauptsäch-lich für Regel-ungsaufgaben üblich sind.
Zeitglieder (binär)Einschalt - Verzögerer
2s 0Z.B. 2s
Eingang E
ETA
Ausschalt - Verzögerer
ETA
Trigger / Blocker / One-Shot
Monostabiles Element
ETA
Betriebsart „Abbruch“
(nicht in der Norm):ETA
Digitale Funktionen
Binär - Zähler, 14-stufig
nachtriggerbar
1 nicht nachtrigg.bar
A
0 2sZ.B. 2s
Eingang E
A
2sZ.B. 2s
Eingang E A
Astabile Elemente
Taktgenerator
allgemein gesteuert / !G = synchronisiert
GG G
&=
Wandler Element mit Hysterese (Analog - binär)
E
Hyst.
Afür „kleiner“)(
Codierer, Code - Umsetzer
allgemein
X / Y
. .
.
. .
.
Art der Umsetzung.
- im Kennzeichen (X/Y)
und Eing. / Ausg. Bez.
- oder Tabelle
DEC/BCD
0 1
1 2
.. 4
9 8
. .
.
Beispiel:
von Dezimal
nach BCD
Multiplexer / Demultiplexer (spiegelb.)
MUX
0
1
0
..
4
G --0
4
. .
.
Beispiel: 1 aus 4
schaltet c .. f auf g
(G: Abhängigkeit der
nachf. Ziffern (Eing.0 - 4)
von G-Eing. 0 und 1
abcdef
g
CTR14 + 0CT=0 1
2 3 4...13
CT
vorw. Zählen
RücksetzenBit-Ausgänge,
(Bei IC - Dok.
ggf.nicht alle
vorhanden)
Schieberegister, 8 bit, serieller Ein / Ausg.
ZAEE AEWR
Nicht in der Norm, aber in PLS sinnvoll:
Zähler auf Endwert EW
ZähleingangEndwertRücksetzen
Endwert erreicht(Puls-)
SRG81D A C1/
Dateneingang (1)
„Schiebe-Eingang“
(übernimmt mit 1 Flanke bit von D1)
Daten -
Ausgang
Hierbei oft verwendet: „Steuer - Block“
EN
Steuert darunter
angeordnete
Funktionsblöcke
Bild 8.4.3.2: Binäre Elemente (2)
Bild 8.4.4: Analoge Elemente, Norm und PLS - Funktionsbausteine
Analoge Funktionen (Beispiele) wie in PLS - Funktionsbeschreibungen verwendetSignalbereich: -100 ... +100 %
E*: Eingangszahl erweiterbar
Summierer
(Addierer)E1 A
E2*
Multipli-
ziererE1 A
E2x
Summier-
Multipli-
zierer
E1 A
E2*
K
Dividierer E1 A
E2/
%100
21 EEA
%1002
1
E
EA
MIN
E1 A
E2*
E1
E2*
Kleinstwert-
Glied
(ebenso:
Größtwert)
ABS
E1 A
A
E
A
Absoutwert-
Bilder
Radizierer E A
Allgemein:
Form, Wirkungsrichtung:
wie bei binären Elementen
Analoger
Eingang / Ausgang
U
# #
Digitaler
Eingang / Ausgang
(nicht in Norm, aber üblich:
binärer Eingang / Ausgang)
BIN in Umsetzern für binär
// isolierend (z.B. U // U)
XAnaloger Operand
(vorzugsweise X, Y,
aber auch andere)
Zm
m
Funktion: F(x1 .. Xn)x1
xn
. .
. A
Beispiel: XYXY
Eingang Zm „zwingt“
allen mit m markierten
Ausgängen seinen
Wert auf (m: Zahl)
EAOG
UG
Begrenzer BEGOGUGE
Zeitglieder (analog)
Verzögerungsglied
E A
Kp
T1
EingangProp. Verst.Verz. Zeit
PT1
E
A T1
Umschalter
E A
Ti
R
EingangIntegrationszeit. Rückstellung
INT
E
A
Integrierer
E AKpT1Kd
EingangProp. Verst.Diff. ZeitDiff. Verst.
PDT
E
AKD
KP
Ti
Differenzierer
UMSX1 1 1
1
=
(Abhängigkeitsnotation
wie Norm)
A
nxxfA ..1
YXA
*21 EEA
*21 EEKA
100|| EA
oder: S
E1 A
E2