
Dokumentation der Gruppe 3 - G15...
74
- 1 - Dokumentation der Gruppe 3 Gruppe 3. P. Dettmann M. Fester J. Papenhagen J. Helm
Transcript of Dokumentation der Gruppe 3 - G15...

- 1 -
Dokumentation der Gruppe 3
Gruppe 3. P. Dettmann M. Fester J. Papenhagen
J. Helm

- 2 -
Einleitung Begriffsbestimmung:
In der Stanztechnik fertigt man vorwiegend Werkstücke aus z.B. Blechstreifen, Metallbändern und Platten. Meist werden diese Werkzeuge in Pressen eingesetzt und besitzen ein Ober- und ein Unterteil, die auf einander zu bewegt werden durch ein geradlinige Hubbewegung der Maschine. Überwiegend werden die Verfahren Umformen, Zerteilen und Fügen angewandt. Die Werkzeuge bezeichnet man als Umform-, Zerteil- und Fügewerkzeuge. Verbundwerkzeuge übernehmen meist mehrere Aufgaben zugleich.
Scherschneiden: Scherschneiden ist das Zerteilen von Werkstücken zwischen zwei Schneiden, die sich aneinander vorbeibewegen.
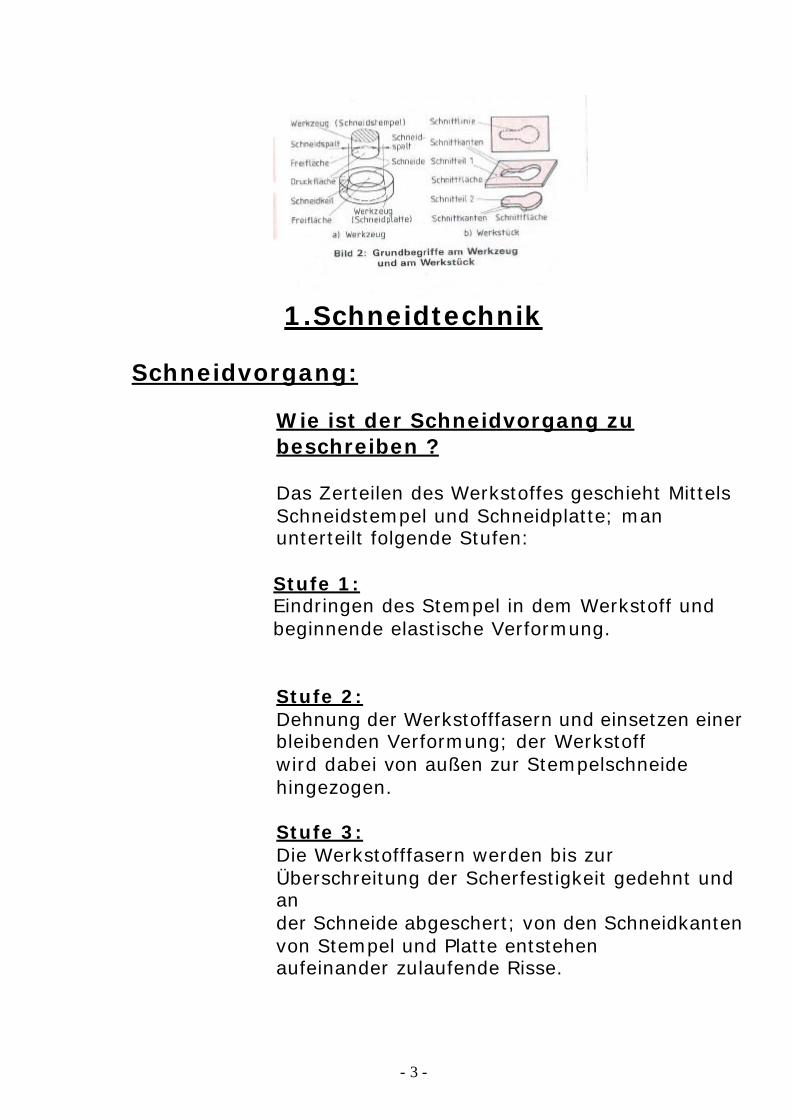
Grundbegriffe: Begriffe, die das Werkzeug betreffen, werden mit der Stammsilbe „Schneid-“ gebildet, wie z.B. Schneidstempel, Schneidplatte usw. (Bild a). Begriffe, die das Werkstück betreffen, erhalten dagegen die Stammsilbe „Schnitt-“, wie z.B. Schnittfläche, Schnittkante usw. ( Bild b).
- 3 -
1.Schneidtechnik
Schneidvorgang:
Wie ist der Schneidvorgang zu beschreiben ?
Das Zerteilen des Werkstoffes geschieht Mittels Schneidstempel und Schneidplatte; man unterteilt folgende Stufen: Stufe 1: Eindringen des Stempel in dem Werkstoff und beginnende elastische Verformung. Stufe 2: Dehnung der Werkstofffasern und einsetzen einer bleibenden Verformung; der Werkstoff wird dabei von außen zur Stempelschneide hingezogen. Stufe 3: Die Werkstofffasern werden bis zur Überschreitung der Scherfestigkeit gedehnt und an der Schneide abgeschert; von den Schneidkanten von Stempel und Platte entstehen aufeinander zulaufende Risse.

- 4 -
Stufe 4: Durch die weitere Verringerung des Restquerschnittes tritt der Bruch des Werkstoffes ein Stufe 5: Durch die Elastischenkräfte beim eindringen des Stempels in den Werkstoff entsteht eine Rückverformung. Der Schnittstreifen bleibt deshalb am zurückgehenden Stempel haften und muss durch einen Abstreifer nach unten Gedrückt werden. Stufe 6: Nach dem Rückhub des Stempels federt der Werkstoff zurück. Diese Rückfederung führt dazu, dass die Lochungen etwas kleiner und die ausgeschnittenen Teile etwas größer als der Stempeldurchmesser bzw. der Schneidplattendurchbruch werden.
- 5 -
Schneidwerkzeug : Nach DIN 8588 werden Werkzeuge für das
Scherschneiden kurz als Schneidwerkzeuge bezeichnet.
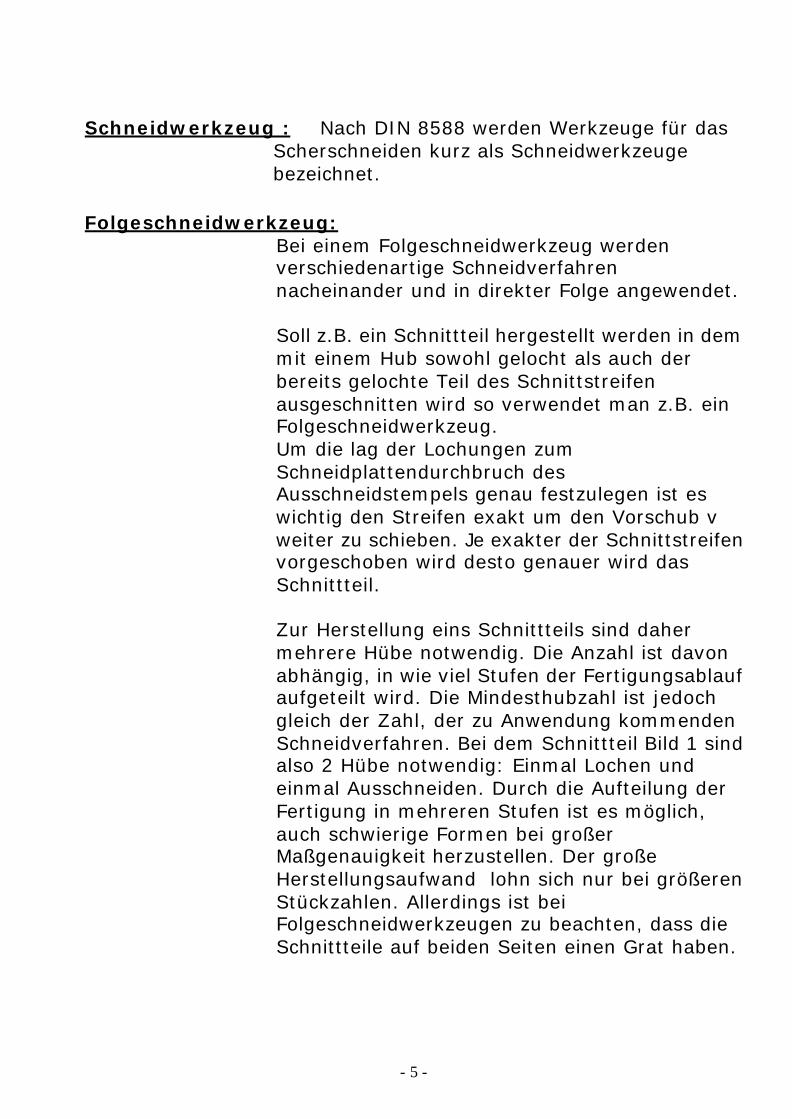
Folgeschneidwerkzeug: Bei einem Folgeschneidwerkzeug werden verschiedenartige Schneidverfahren nacheinander und in direkter Folge angewendet. Soll z.B. ein Schnittteil hergestellt werden in dem mit einem Hub sowohl gelocht als auch der bereits gelochte Teil des Schnittstreifen ausgeschnitten wird so verwendet man z.B. ein Folgeschneidwerkzeug. Um die lag der Lochungen zum Schneidplattendurchbruch des Ausschneidstempels genau festzulegen ist es wichtig den Streifen exakt um den Vorschub v weiter zu schieben. Je exakter der Schnittstreifen vorgeschoben wird desto genauer wird das Schnittteil. Zur Herstellung eins Schnittteils sind daher mehrere Hübe notwendig. Die Anzahl ist davon abhängig, in wie viel Stufen der Fertigungsablauf aufgeteilt wird. Die Mindesthubzahl ist jedoch gleich der Zahl, der zu Anwendung kommenden Schneidverfahren. Bei dem Schnittteil Bild 1 sind also 2 Hübe notwendig: Einmal Lochen und einmal Ausschneiden. Durch die Aufteilung der Fertigung in mehreren Stufen ist es möglich, auch schwierige Formen bei großer Maßgenauigkeit herzustellen. Der große Herstellungsaufwand lohn sich nur bei größeren Stückzahlen. Allerdings ist bei Folgeschneidwerkzeugen zu beachten, dass die Schnittteile auf beiden Seiten einen Grat haben.

- 6 -
Die oben erwähnte Aufteilung der Fertigung in mehreren Stufen führt zu dünnen Stempeln, die dann im Werkzeug durch zusätzliche Docken verstärkt und durch Säulen und bzw. oder eine Platte geführt oder gestützt werden müssen. Dies erst führt zur notwendigen Lagegenauigkeit und Stabilität der Stempel (Bild 2). Eine steigende Zahl von Stempel erfordert auch entsprechende größere Anzahl von Durchbrüchen in der Schneidplatte. Diese verlängert sich dadurch und führt letztlich zu einer Verlängerung des Folgeschneidwerkzeuges. Liegen die Durchbrüche von zwei aufeinanderfolgenden Stufen zu dicht beieinander, so kann mit der Leerstation gearbeitet werden.
- 7 -
Die Zwischenlagen bilden zusammen mit der Führungsplatte und Schneidplatte einen Streifenkanal, der den Schnittstreifen während des Verschiebens in möglichst gleich bleibender Lage zu den Stempeln halten soll. Gemeinsam mit der Vorschubbegrenzung bestimmen diese Einrichtungen die Maßgenauigkeit der Lage der Innen- zu den Außenformen. Für die Vorschubbegrenzung wird einfacher Anlagestift verwendet. Man hebt den Schnittstreifen, sobald dieser von den Stempeln freigegeben worden ist, über den Anlagestift, bis er an der nächsten Kante anschlägt.
Schneidwerkzeuge mit Plattenführung: Beim einem Schneidwerkzeug mit Plattenführung
werden die einzelnen Stempel durch eine mit dem Werkzeugunterteil fest verbundene Führungsplatte in die Schneidplatte geführt.
Beide Platten sowie die Zwischenlagen und die Grundplatte sind mit Zylinderstiften in ihrer Lage zueinander genau fixiert und verschraubt. Die zwischen der Führungs- und der Schneidplatte liegenden Zwischenlagen, die gleichzeitig als Streifenführung dienen, sollen nur 5mm bis 8mm

- 8 -
hoch sein. Dadurch sind die Stempel bis dicht über die Schneidplatte geführt.
Aufbau eines Werkzeuges
Grundplatte: Die Grundplatte stellt die Verbindung zwischen Werkzeugunterteil und den Pressentisch da, die ist meist zw. 25mm und 60mm dick. Um die Grundplatte auf den Pressentisch zuspannen können Schlitze oder Durchgangsbohrungen vorgesehne sein. Damit die Schnitteile ungehindert durch die Grundplatte durchfallen können ist die Grundplatte ringsherum ca. 0,5mm größer als der Durchbruch der Schneidplatte zufertigen.
Schneidplatte: In einer Schneidplatte können eine oder mehrere
Durchbrüche vorhanden sein, die mit ihrer Form der dazugehörigen Schneidstempel übereinstimmt. Damit die geschnittene Teile leicht durchfallen können, ist es vorteilhaft, die Durchbrüche von der Schneidkante ab zu erweitern. Je nach Blechdicke, Anzahl der Schnitte, Verfahren und Genauigkeit werden die Durchbrüche unterschiedlich gestaltet. Desto besser die Oberflächengüte der Durchbrüche desto kleiner kann die Freiarbeitung gewählt werden.

- 9 -
Um die Wartung von runden Durchbrüchen kostenniedrig zu halten können Schneidbuchsen eingepresst oder eingeklebt werden.
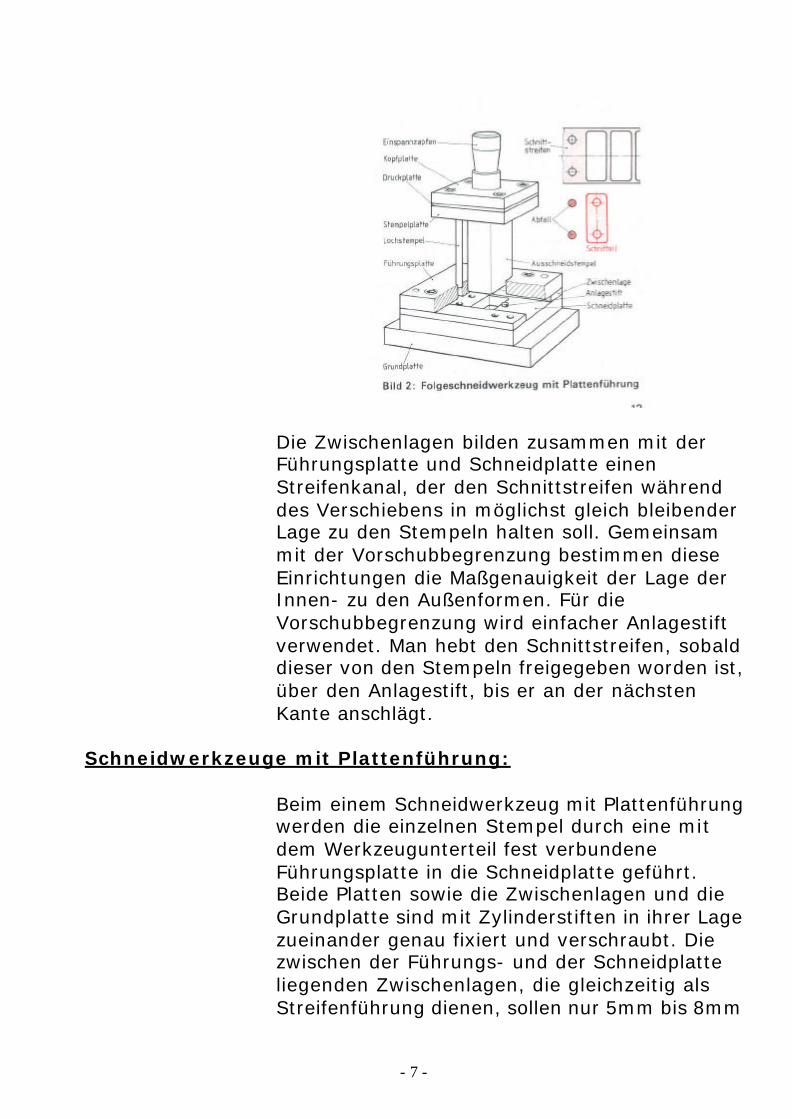
Auf sorgfältige Fertigung der Durchbrüche besonders bei kleinen Stempeln ist zu achten. Zylindrische Bohrungen werden von unten mit einer Reibahle aufgerieben. Desto besser die Oberfläche der Durchbrüche ist um so leichter können die Abfallprodukte/Werkstücke nach unten geschoben werden. In der Grundplatte dürfen die Löcher zum Durchfallen der Butzen nur so groß sein wie die keglig geriebenen Bohrungen an der Unterseite der Schneidplatte.
- 10 -
Zwischenlagen/Führungsleisten:
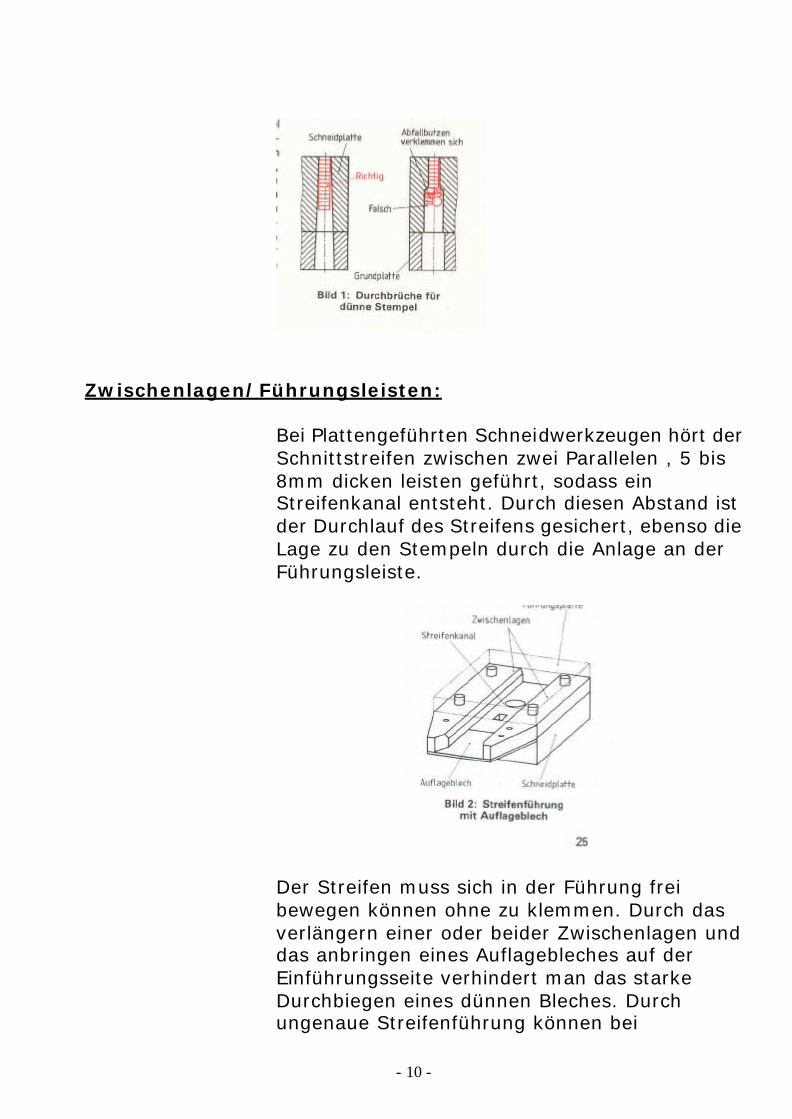
Bei Plattengeführten Schneidwerkzeugen hört der Schnittstreifen zwischen zwei Parallelen , 5 bis 8mm dicken leisten geführt, sodass ein Streifenkanal entsteht. Durch diesen Abstand ist der Durchlauf des Streifens gesichert, ebenso die Lage zu den Stempeln durch die Anlage an der Führungsleiste.
Der Streifen muss sich in der Führung frei bewegen können ohne zu klemmen. Durch das verlängern einer oder beider Zwischenlagen und das anbringen eines Auflagebleches auf der Einführungsseite verhindert man das starke Durchbiegen eines dünnen Bleches. Durch ungenaue Streifenführung können bei

- 11 -
Folgeschneidwerkzeugen Fehler in der Lage der Innenform zu der Außenform entstehen.
Führungsplatte
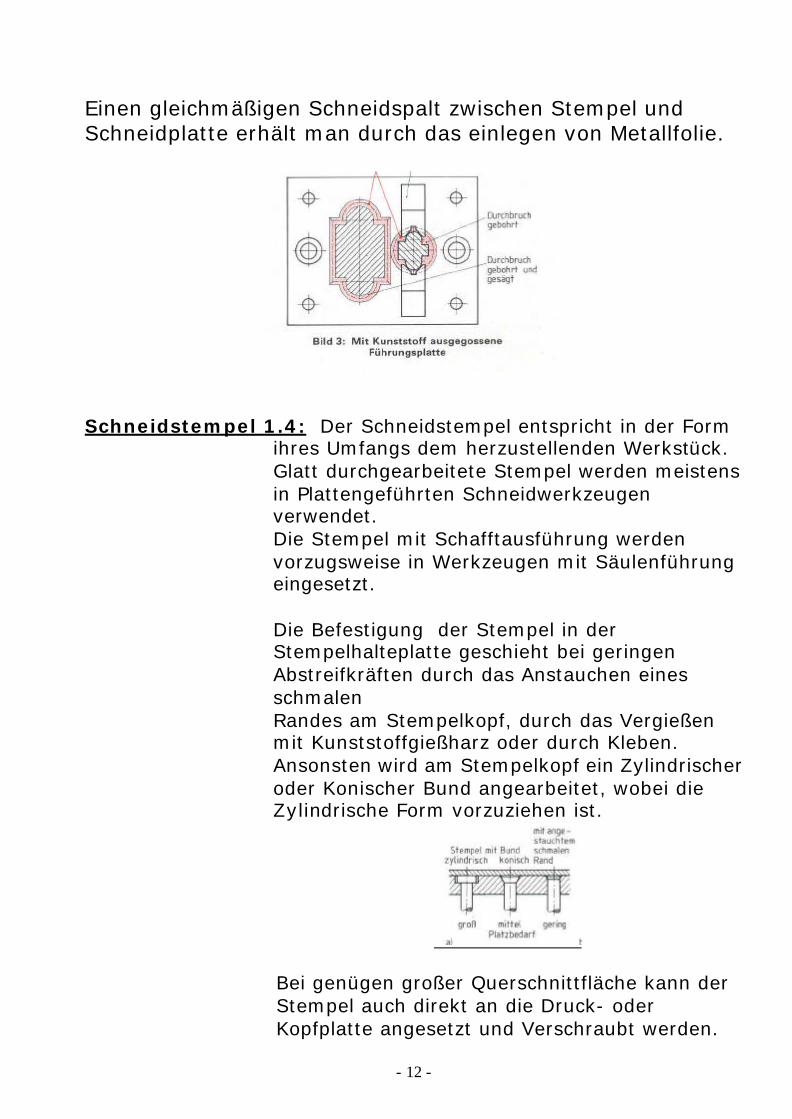
Die Führungsplatte führt die Schneidstempel bis an die Schnittstelle, so dass einerseits das notwendige Schneidspiel gesichert ist und andererseits das Berühren der harten Schneidkanten verhindert wird. Die Führungsplatte ist zugleich auch Abstreifer für denn Schnittsreifen, der vom Stempel beim Rückhub angehoben wird. Form und Größe richten sich überwiegend nach der Schneidplatte. Die Durchbrüche entsprechen denen der Schneidplatte. Es ist möglich gehärtete Stempelführungsbuchsen in die Führungsplatte einzusetzen. Normalerweise bleibt die 15 bis 30 mm dicke Führungsplatte weich. Bei hohen Stückzahlen und großen Gleitgeschwindigkeiten ist es vorteilhaft, sie zu härten. Werden nur wenig Schnitteile benötigt, so ist das Herstellen der Durchbrüche durch Vergießen mit Kunststoffgießharz sehr vorteilhaft. Man erspart sich langwierige Einpassarbeiten und sichert so eine genaue Lagerbestimmung. Der Gießspalt zwischen Stempel und Platte sollte nicht kleiner als 0,5mm und nicht größer als 3mm sein. Anstelle von schwierig herzustellenden Durchbrüchen genügt mit den Kunststoffgießharzverfahren eine Bohrung oder ein Rechteckiger Durchbruch in den Platte. Zum Ausgießen der Führungsplatte legt man zwischen Führungs- und Schneidplatte ein Trennmittel (Papier etc.), besprüht den Stempel mit Silikon um das Kleben bleiben des Harzes zu vermeiden. Dann werden beide Platten ohne Zwischenlagen Verstiftet.
- 12 -
Einen gleichmäßigen Schneidspalt zwischen Stempel und Schneidplatte erhält man durch das einlegen von Metallfolie.
Schneidstempel 1.4: Der Schneidstempel entspricht in der Form
ihres Umfangs dem herzustellenden Werkstück. Glatt durchgearbeitete Stempel werden meistens in Plattengeführten Schneidwerkzeugen verwendet. Die Stempel mit Schafftausführung werden vorzugsweise in Werkzeugen mit Säulenführung eingesetzt. Die Befestigung der Stempel in der Stempelhalteplatte geschieht bei geringen Abstreifkräften durch das Anstauchen eines schmalen Randes am Stempelkopf, durch das Vergießen mit Kunststoffgießharz oder durch Kleben. Ansonsten wird am Stempelkopf ein Zylindrischer oder Konischer Bund angearbeitet, wobei die Zylindrische Form vorzuziehen ist.
Bei genügen großer Querschnittfläche kann der Stempel auch direkt an die Druck- oder Kopfplatte angesetzt und Verschraubt werden.

- 13 -
Wenn die Querschnittsfläche dafür nicht ausreicht kann man den Stempel mit einem Flansch versehen.
Wen der Stempel die Möglichkeit hätte sich zu verdrehen dann muss eine Lagesicherung vorgesehen werden.
Stempelplatte: In der Stempelplatte die die gleichen Durchbrüche wie die Schneidplatte hat, werden die Schneidstempel befestigt. Sie werden stramm und winklig zu den Flächen der Platte in die Durchbrüche eingepasst. Hat der Stempel einen genügend großen Querschnitt, so kann er auch, je nach Abstreifkraft, mit einer oder mehreren Zylinderschrauben mit Innensechskant an der Kopfplatte befestigt werden.
Druckplatte: Die Druckplatte soll die Schneidkraft von der
Kopfplatte auf die Stempel übertragen. Wenn sich kleine Lochstempel durch die überhöhte Flächenpressung in die weiche Kopfplatte eindrücken können, wird sie verwendet. Deshalb muss man bei einer Flächenpressung von mehr als 250N/mm² eine gehärtete Druckplatte vorsehen, dies ist etwa 5mm dick. Sie hat die selbe Form wie die Stempelplatte.

- 14 -
Kopfplatte: Die Kopfplatte hat die selben Abmaße wie die Stempelplatte und nimmt den Einspannzapfen auf. Die Dicke der Kopfplatte ist von der Größe des Einspannzapfen abhängig, sie liegt zwischen 18 und 28mm.
Vorschubbegrenzung: Durch feste und verstellbare Anschläge, Anlagen,
Suchstifte, Seitenschneider oder Vorschubapparate kann der Vorschub des Schnittstreifens festgelegt werden. Die Art der Vorschubbegrenzung hängt von der Genauigkeit der Teile und der Art des Schneidwerkzeuges ab. Oftmals werden auch mehrere Möglichkeiten der Vorschubbegrenzung miteinander kombiniert. So kann man z.B. in ein Schneidwerkzeug mit Seitenschneider auch ein Suchstift einbauen. Feste und einstellbare Anschläge werden bei Abschneidwerkzeugen verwendet. Durch einstellen des Anschlages können mit einem Werkzeug Teile verschiedener Länge gefertigt werden.
Anlagestifte: Herstellung und Einbau von Anlagestiften ist
kostengünstig. Anlagestifte werden in Schneidwerkzeugen ohne und mit Führung sowie bei Gesamtschneidwerkzeugen verwendet. Sie werden entweder Hakenförmig gebogen oder Pilzförmig gedreht. Somit erreicht man das dass Loch in der Schneidplatte nicht so dicht an der Schneidkante gebohrt werden muss. Der feste Sitz der Anlagestifte ist wichtig. Für breitere Ausschnitte ist es möglich eine Anlageplatte zuverwenden, die in ihrer Form an das Werkstück angepasst wird.

- 15 -
Suchstifte: Bei Folgeschneidwerkzeugen genügen Anlagestifte als Vorschubbegrenzung nicht aus. Da durch ungenaues vorschieben des Schnittstreifens und durch Spiel in der Streifenführung Fehler in der Lage der Außenform zur Innenform entstehen. Dieser Fehler kann durch Einbau von Suchstiften vermindert werden. Die am Ausschneidstempel befestigten Suchstifte greifen in die im Schnittstreifen vorgeschnittenen Löcher. Somit wird der Schnittstreifen in die richtige Lage gerückt. Damit die Suchstifte leicht in die Löcher gleiten, sind sie meist kegelförmig angeschräckt und poliert. Der vorstehende Zylindrische Teil soll eine Länge von ungefähr 0,7 bis 0,8 mal Blechdicke haben, darf allerdings nicht weniger als 0,5mm lang sein. Wenn es nicht möglich ist die Suchstempel in den Ausschneidstempel einzubauen, wird in solchen Fällen mit Lochstempeln Hilfslöcher in den Streifenrand geschnitten, in die die Suchstifte dann eintauchen können. Der Anlagestift dient nur zur Vorschubbegrenzung und der Suchstift zur Vorschub- und Lageberichtigung. Wenn die Gefahr besteht das bei dünnen Stahlblechen oder bei weichen Werkstoffen Lochränder durch die Suchstifte verformt werden, so ist es nicht ratsam sie nicht zuverwenden. Die Lagesicherung wäre somit nicht gegeben.
- 16 -
Ausnutzungsgrat: Schnittteile, die in großen Stückzahlen aus teuren Werkstoffen hergestellt werden erfordern äußerst minimale Steg- und Randbreiten. Auch eine optimale Streifeneinteilung, das bedeutet möglichst viele Schnitte mit wenig Abfall. Um eine Aussage über diese Forderung machen zukönnen, vergleicht man die Fläche des Schnittstreifens mit der Fläche aller der daraus hergestellten Schnittteile. Somit erhält man den Ausnutzungsgrad.
Die folgende Formel ist für bestimmte
Streifenlänge. η = z1 * A z1 = Zahl der Werkstücke aus
einem l * b Streifen
A = Fläche des Werkstücks (ohne Berücksichtigung der Lochungen) l = Streifenlänge in mm
b = Streifenbreite in mm
In unserem Fall trifft die folgende Formel ein diese bezieht sich nur auf den Vorschub als Länge.
Bezeichnung: η Ausnutzungsgrat B Streifenbreite V Vorschub R Anzahlen der Reihen (wird nicht
benötigt) A = Fläche des Werkstücks (ohne
Berücksichtigung der Lochungen) η = A B * V η = 1163.90mm² 30 * 48.55mm
η = 79.91% ≈ 80%
- 17 -
Um das Material möglichst optimal auszunutzen lässt sich nur durch unterschiedliche Anordnung des Schnittteils eine Steigerung der Ausnutzung von ca. 30% erreichen.
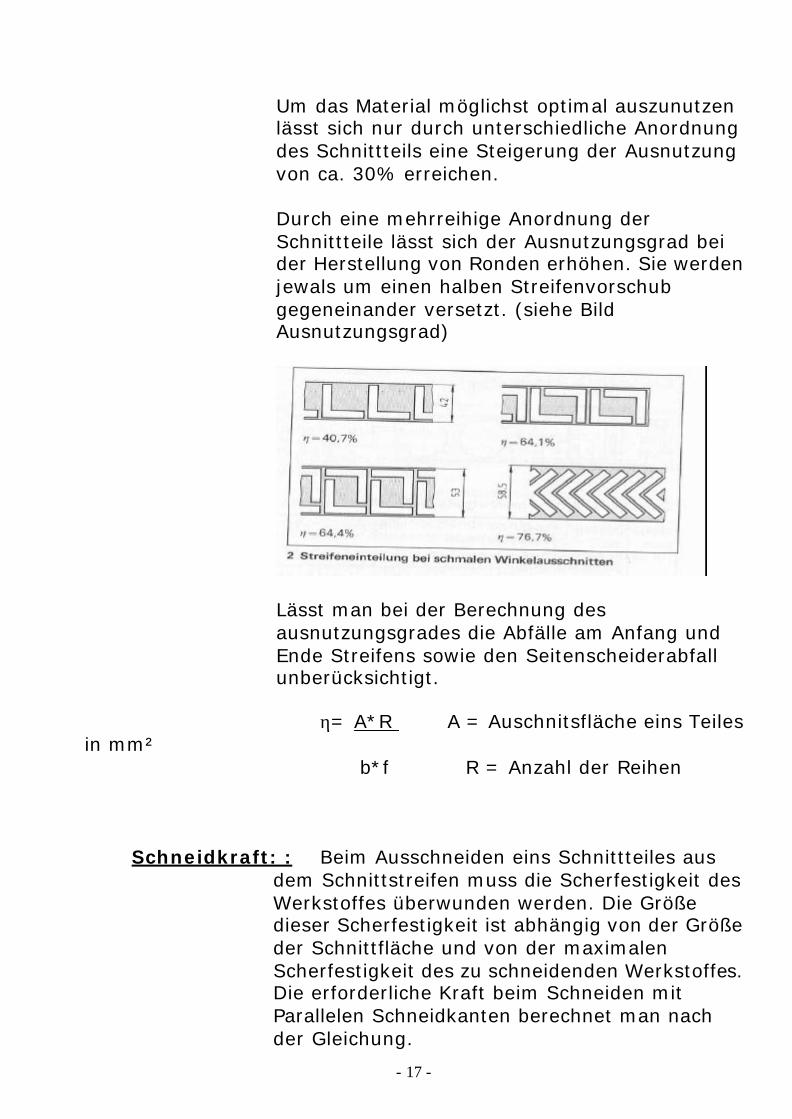
Durch eine mehrreihige Anordnung der Schnittteile lässt sich der Ausnutzungsgrad bei der Herstellung von Ronden erhöhen. Sie werden jewals um einen halben Streifenvorschub gegeneinander versetzt. (siehe Bild Ausnutzungsgrad)
Lässt man bei der Berechnung des ausnutzungsgrades die Abfälle am Anfang und Ende Streifens sowie den Seitenscheiderabfall unberücksichtigt.
η= A*R A = Auschnitsfläche eins Teiles in mm² b*f R = Anzahl der Reihen
Schneidkraft: : Beim Ausschneiden eins Schnittteiles aus
dem Schnittstreifen muss die Scherfestigkeit des Werkstoffes überwunden werden. Die Größe dieser Scherfestigkeit ist abhängig von der Größe der Schnittfläche und von der maximalen Scherfestigkeit des zu schneidenden Werkstoffes. Die erforderliche Kraft beim Schneiden mit Parallelen Schneidkanten berechnet man nach der Gleichung.

- 18 -
F Schneidkraft S Schnittfläche TaB max Maximale Scherfestigkeit Beispielrechnung Für unser Schneidwerkzeug
Stempel 1 (groß) F1= S x TaB max Scherfläche: 63,645 x 263,5 16770,458 N S 1 = U x s 16,770 kN = 127,29 x 0,5 = 63,645 mm² Stempel 2 (klein) F2 = S x TaB max 40,195 x 263,5 S 2 = U x s 10591,383 N = 80,39 x 0,5 10,591 kN = 40,195 mm²
Schneidspalt und Schneidspiel 1. 3
Zwischen der Schneidkante des Stempels und er entsprechenden Schneidkante des Schneidplattendurchbruches muss, rechtwinklig zur Schneidenebene gemessen, ein Schneidspalt vorhanden sein.
Die Größe des Schneidspaltes hängt von der Dicke, von der Festigkeit des zu schneidenden Materials, von der herzustellenden Menge und der geforderten Qualität ab. Im Normalfall beträgt der Schneidspalt 2 bis 5% der Blechdicke. Nur wenn der Schneidspalt die richtige Größe hat und gleichmäßig zwischen Stempel und
- 19 -
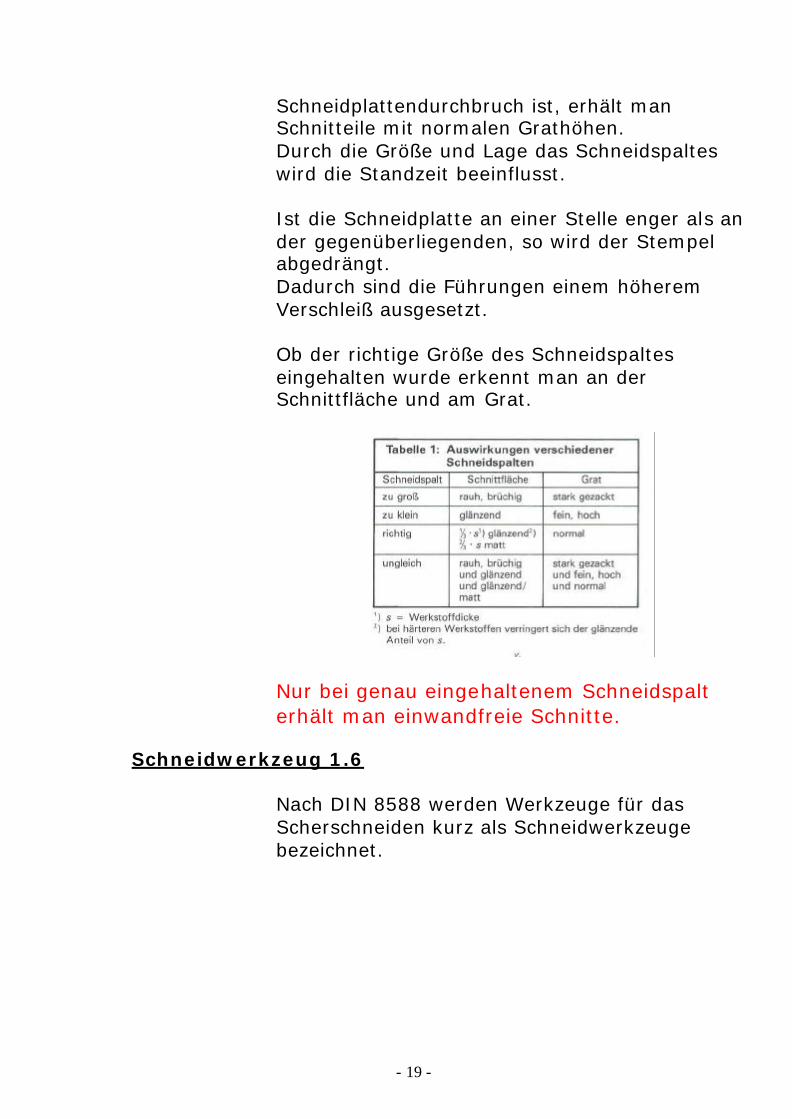
Schneidplattendurchbruch ist, erhält man Schnitteile mit normalen Grathöhen. Durch die Größe und Lage das Schneidspaltes wird die Standzeit beeinflusst. Ist die Schneidplatte an einer Stelle enger als an der gegenüberliegenden, so wird der Stempel abgedrängt. Dadurch sind die Führungen einem höherem Verschleiß ausgesetzt. Ob der richtige Größe des Schneidspaltes eingehalten wurde erkennt man an der Schnittfläche und am Grat.
Nur bei genau eingehaltenem Schneidspalt erhält man einwandfreie Schnitte.
Schneidwerkzeug 1.6
Nach DIN 8588 werden Werkzeuge für das Scherschneiden kurz als Schneidwerkzeuge bezeichnet.
- 20 -
Materialauswahl Die Werkstoffauswahl richtet sich nach folgenden Bedingungen
- Werkstoff des Werkstücks - geforderte Stückzahl
Der Werkstoff für die Stempel und Schneidplatte X 155 Cr Mo V12 besitzt eine Arbeitshärte (nach dem Härten und Anlassen) von 58 – 63 HRC. Daher hat der Werkzeugstahl höchste Verschleißhärte, gute Zähigkeit, beste Schneidhaltigkeit und Anlassbeständigkeit. Dieser Werkstoff ist sehr gut für unsere Beanspruchungen.
- Material der Werkstückes: CuZn37 - Max. Scherfestigkeit: 263,5 N/mm - Stückzahl: 50 Stück
Für die übrigen Bauteile (außer Einspanzapfen) haben wir den Werkstoff C45W gewählt, es ist ein gut zerspanbarer unlegierter Werkzeugstahl mit einer harten Oberfläche und einem zähem Kern. Fertigungstechnische Überlegungen können zu einer anderen Werkstoffauswahl führen. Zu den Fertigungstechnischen Überlegungen gehören ob der Werkstoff gut zerspanbar, erodierbar, härtbar usw. ist. Alle diese Bedingungen treffen auf C45W zu. Wir haben die folgenden Werkstoffe für die Einzelbauteile des Werkzeugs ausgewählt. Grundplatte – C45W Schneidplatte/Stempel – X 155 Cr Mo V12 Zwischenlage – C45W Führungsplatte – C45W Halteplatte / Druckplatte – C45W Kopfplatte – C45W Einspannzapfen – St 50-2 Anlagestift – C45W Auflageblech – C45W
- 21 -
Auswahl der Schrauben
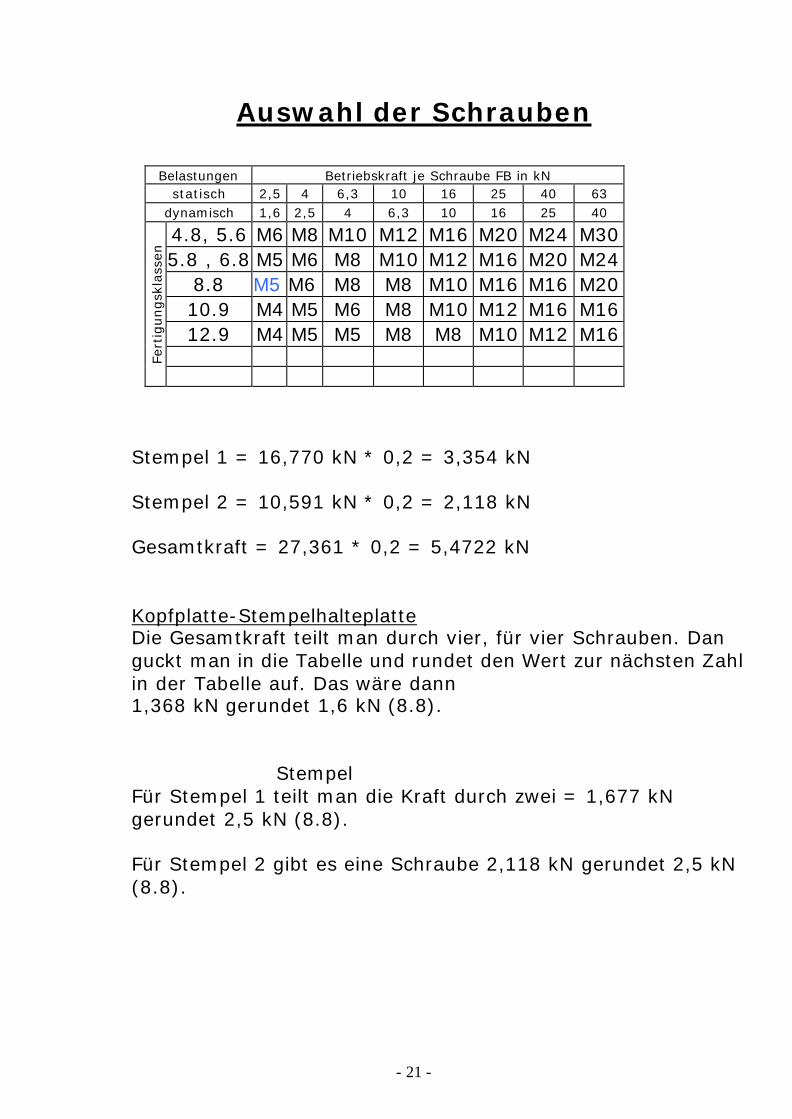
Belastungen Betriebskraft je Schraube FB in kN statisch 2,5 4 6,3 10 16 25 40 63
dynamisch 1,6 2,5 4 6,3 10 16 25 40
4.8, 5.6 M6 M8 M10 M12 M16 M20 M24 M30 5.8 , 6.8 M5 M6 M8 M10 M12 M16 M20 M24
8.8 M5 M6 M8 M8 M10 M16 M16 M20 10.9 M4 M5 M6 M8 M10 M12 M16 M16 12.9 M4 M5 M5 M8 M8 M10 M12 M16
Fert
igungsk
lass
en
Stempel 1 = 16,770 kN * 0,2 = 3,354 kN Stempel 2 = 10,591 kN * 0,2 = 2,118 kN Gesamtkraft = 27,361 * 0,2 = 5,4722 kN Kopfplatte-Stempelhalteplatte
Die Gesamtkraft teilt man durch vier, für vier Schrauben. Dan guckt man in die Tabelle und rundet den Wert zur nächsten Zahl in der Tabelle auf. Das wäre dann 1,368 kN gerundet 1,6 kN (8.8).
Stempel Für Stempel 1 teilt man die Kraft durch zwei = 1,677 kN gerundet 2,5 kN (8.8).
Für Stempel 2 gibt es eine Schraube 2,118 kN gerundet 2,5 kN (8.8).

- 22 -
Wärmebehandlung/Nacharbeit
Einleitung
Die im Werkzeugbau verwendeten Stähle sollen daraus gefertigten Werkzeugen bestimmte Eigenschaften, wie z.B. hohe Verschleißfestigkeit, Zähigkeit und Maßbeständigkeit verleihen. Eine sorgfältige Wärmebehandlung ist zur Erzielung dieser Eigenschaften Vorraussetzung. Erst durch sie erhalten die Werkzeuge das geeignete Gefüge, die notwendige Gebrauchsgabe, die erforderliche Zähigkeit usw. Fehler bei falscher Wärmebehandlung können grobes Gefüge, Entkohlung oder starke Verzunderung der Werkstückoberfläche, Härterisse oder starken Verzug hervorrufen. Teurer Werkstoff und viele Arbeitstunden können somit umsonst gewesen rein. Es ist wichtig die vom Werkzeugkonstrukteur vorgeschrieben Werkstoffe und die dazugehörige Wärmebehandlung bei Ersatz für verbrauchte Teile unter keinen Umständen durch beliebige andere Werkstoffe zu ersetzen.
Wärmebehandlungsverfahren
Glühen
Als Glühen bezeichnet man das langsame Erwärmen auf bestimmte Temperaturen mit oder ohne halten auf Glühtemperatur und nachfolgenden Abkühlen. Die wichtigsten Glüharten im Werkzeugbau sind: § Spannungsarmglühen § Weichglühen § Normalglühen § Rekristallisationsglühen
Glühfehler: Glühen bei zu niedriger Temperatur führt nicht zu der beabsichtigten Gefügeumwandlung. Glühen bei zu hoher Temperatur führt zu Grobkornbildung. Zu langes Glühen bei zu hoher Temperatur führt zur Verbrennung des Kohlenstoffes.
- 23 -
Härten
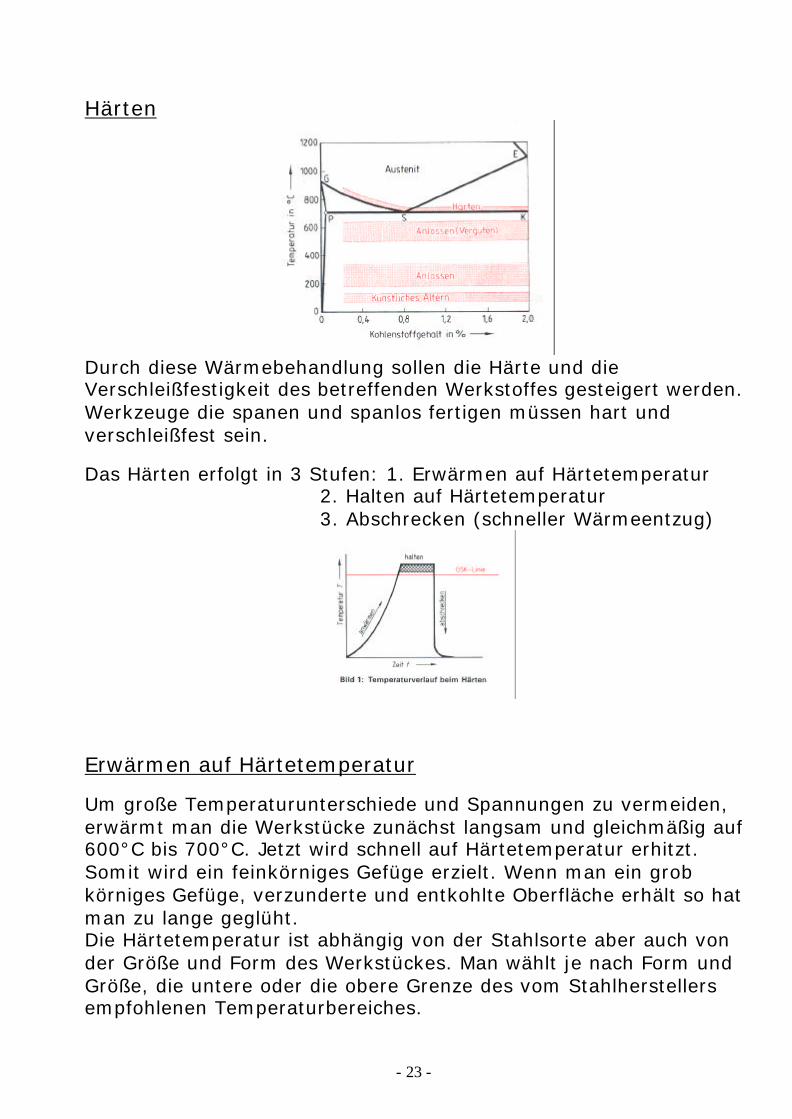
Durch diese Wärmebehandlung sollen die Härte und die Verschleißfestigkeit des betreffenden Werkstoffes gesteigert werden. Werkzeuge die spanen und spanlos fertigen müssen hart und verschleißfest sein.
Das Härten erfolgt in 3 Stufen: 1. Erwärmen auf Härtetemperatur 2. Halten auf Härtetemperatur 3. Abschrecken (schneller Wärmeentzug)
Erwärmen auf Härtetemperatur
Um große Temperaturunterschiede und Spannungen zu vermeiden, erwärmt man die Werkstücke zunächst langsam und gleichmäßig auf 600°C bis 700°C. Jetzt wird schnell auf Härtetemperatur erhitzt. Somit wird ein feinkörniges Gefüge erzielt. Wenn man ein grob körniges Gefüge, verzunderte und entkohlte Oberfläche erhält so hat man zu lange geglüht. Die Härtetemperatur ist abhängig von der Stahlsorte aber auch von der Größe und Form des Werkstückes. Man wählt je nach Form und Größe, die untere oder die obere Grenze des vom Stahlherstellers empfohlenen Temperaturbereiches.

- 24 -
Halten auf Härtetemperatur
Damit das Gefüge über den ganzen Querschnitt in Austenit umgewandelt wird muss die Härtetemperatur ungefähr 10min lang je 10mm Querschittsdicke gehalten werden. Bei Abmessung über 60mm Durchmesse kann die Haltedauer T mit folgender Formel berechnet werden. T = Haltedauer in min D = Durchmesser bzw. Werkstückdicke T = 20+D/2 Abschrecken
Um eine wesendliche Härtesteigerung zu erlangen, muss der Stahl schnell abgekühlt werden. Es gib für jede Stahlsorte eine Kritische Abkühlgeschwindigkeit. Es ist wichtig da die Wärme so schnell wie möglich vom Werkstück abgeführt wird, sodass die kritische Abkühlgeschwindigkeit sicher überschritten wird. Kühlt das Werkstück mit zu geringer Abkühlgeschwindigkeit ab ist nicht gewährleistet das dass Werkstück an allen Stellen gleichmäßig hart wird. Je nach der beabsichtigten Wirkung benutzt man verschiedene Abschreckmittel.
Es ist zu vermeiden das dass Werkstück mit einer zu hohen Abkühlgeschwindigkeit abkühlt, hierdurch können Härterisse entstehen. Es ist wichtig darauf zuachten das beim Abschrecken in Flüssigkeiten das Werkstück schnell eingetaucht wird, Außerdem muss es ständig und kräftig bewegt werden. Somit wird verhindert das sich an der Oberfläche wärmeisolierende Luftblasen festsetzen.
- 25 -
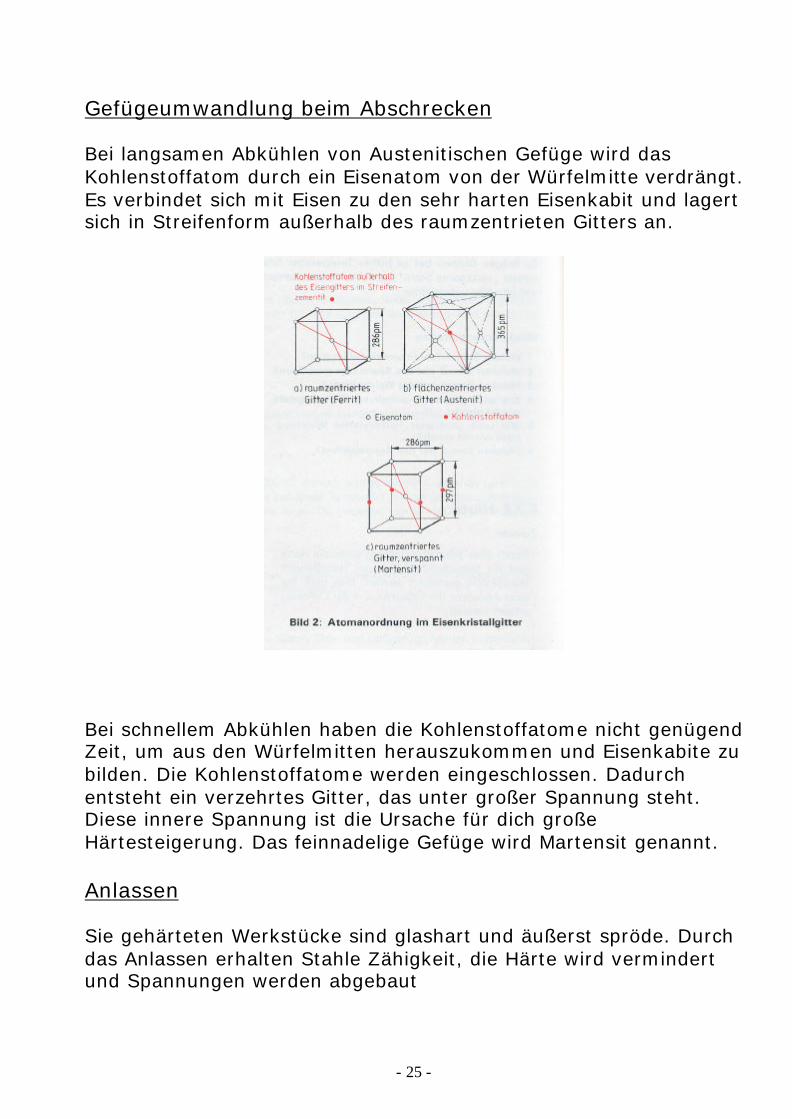
Gefügeumwandlung beim Abschrecken Bei langsamen Abkühlen von Austenitischen Gefüge wird das Kohlenstoffatom durch ein Eisenatom von der Würfelmitte verdrängt. Es verbindet sich mit Eisen zu den sehr harten Eisenkabit und lagert sich in Streifenform außerhalb des raumzentrieten Gitters an.
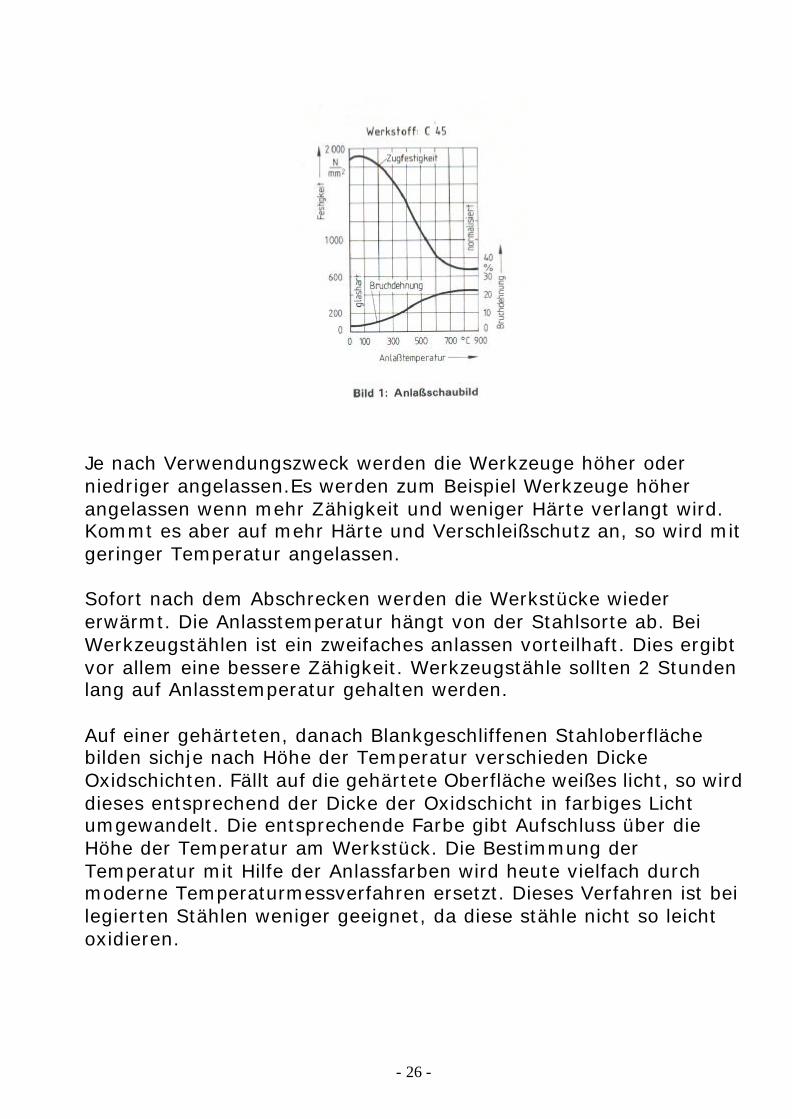
Bei schnellem Abkühlen haben die Kohlenstoffatome nicht genügend Zeit, um aus den Würfelmitten herauszukommen und Eisenkabite zu bilden. Die Kohlenstoffatome werden eingeschlossen. Dadurch entsteht ein verzehrtes Gitter, das unter großer Spannung steht. Diese innere Spannung ist die Ursache für dich große Härtesteigerung. Das feinnadelige Gefüge wird Martensit genannt. Anlassen Sie gehärteten Werkstücke sind glashart und äußerst spröde. Durch das Anlassen erhalten Stahle Zähigkeit, die Härte wird vermindert und Spannungen werden abgebaut
- 26 -
Je nach Verwendungszweck werden die Werkzeuge höher oder niedriger angelassen.Es werden zum Beispiel Werkzeuge höher angelassen wenn mehr Zähigkeit und weniger Härte verlangt wird. Kommt es aber auf mehr Härte und Verschleißschutz an, so wird mit geringer Temperatur angelassen. Sofort nach dem Abschrecken werden die Werkstücke wieder erwärmt. Die Anlasstemperatur hängt von der Stahlsorte ab. Bei Werkzeugstählen ist ein zweifaches anlassen vorteilhaft. Dies ergibt vor allem eine bessere Zähigkeit. Werkzeugstähle sollten 2 Stunden lang auf Anlasstemperatur gehalten werden. Auf einer gehärteten, danach Blankgeschliffenen Stahloberfläche bilden sichje nach Höhe der Temperatur verschieden Dicke Oxidschichten. Fällt auf die gehärtete Oberfläche weißes licht, so wird dieses entsprechend der Dicke der Oxidschicht in farbiges Licht umgewandelt. Die entsprechende Farbe gibt Aufschluss über die Höhe der Temperatur am Werkstück. Die Bestimmung der Temperatur mit Hilfe der Anlassfarben wird heute vielfach durch moderne Temperaturmessverfahren ersetzt. Dieses Verfahren ist bei legierten Stählen weniger geeignet, da diese stähle nicht so leicht oxidieren.
- 27 -
Maßänderungen beim Härten und Anlassen
Unter die Maßänderung versteht man eine Unvermeidbare Veränderung der Abmessung und der Form. Der Grund für diese Maßänderung liegt in der unterschiedlichen Dichte der Gefügebestandteile Ferrit - Zementit; Austenit und Martensit. Die Maßänderung wird von den Legierungselementen, der Menge des entstandenen Restaustenits und von der Abkühlgeschwindigkeit. Die größte Volumenzulage bei voller Durchhaltung haben unlegierte stähle, sie betrifft hierbei 0,7% – 1%. Auch bei niedrig und hochlegierten Stählen kann die Volumenzunahme noch bis zu 0,5% betragen. Härtedaten für Das in der G15 gefertigte Werkzeug: Bei diesem Werkzeug müssen Schneidtempel und Schneidplatte gehärtet werden um Belastungen die beim Schneidvorgang entstehen länger entgegenzuwirken. Folgende Härtedaten sind für den Werkzeugstahl für Kaltarbeit X155CrMoV12 (Stoff Nr. 1,2379) einzuhalten. Härtetemperatur: 1020 - 1040 °C Abschrecken: Öl - Warmbad – Luft Anlasstemperatur: 180 - 250°C Härte Rockwell: 58 – 63 HRC

- 28 -
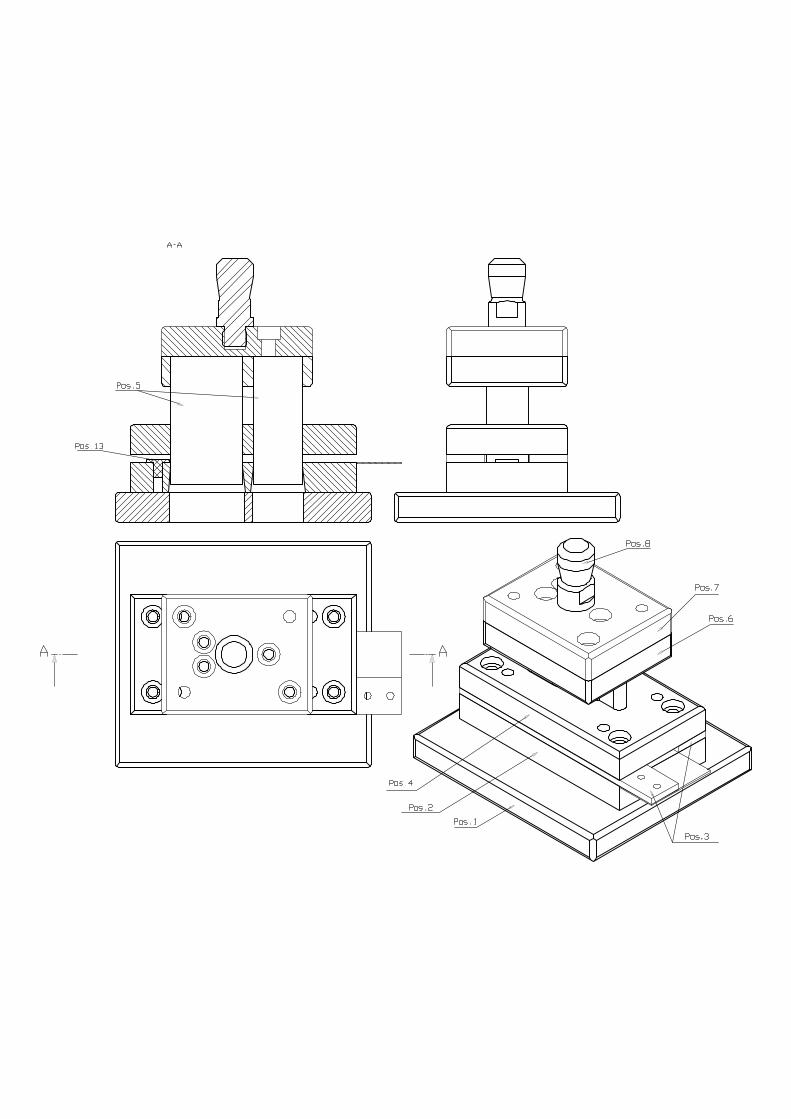
Gesamtzeichnung Gruppe 3
Führungsplatte Gruppe 3

- 29 -
Dieses Werkzeug wurde nicht produziert, wir haben uns bei der Gruppenabstimmung für das Werkzug der Gruppe 4 entschieden diese sehen Sie im Arbeitsauftrag.
Drahterodieren Anwendungsbeispiele
In Bild 2 sind Werkstücke dargestellt, die beispielhaft die Möglichkeiten und Einsatzbereiche der Schneiderosion zeigen. Es lassen sich z.B. schräge Schnittflächen und räumlich gekrümmte Konturen herstellen. In manchen Fällen ist das Drahterodieren das einzige maschinelle Herstellungsverfahren.
- 30 -
Technologie des Schneierodierens:
Draht
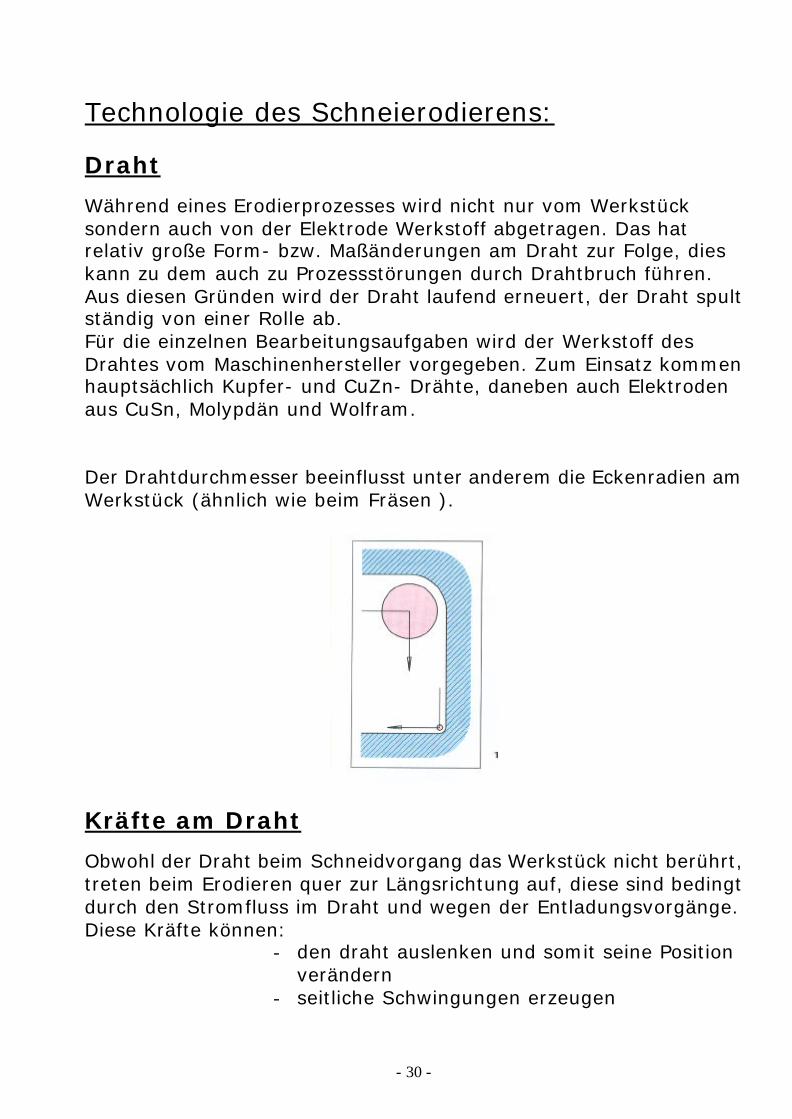
Während eines Erodierprozesses wird nicht nur vom Werkstück sondern auch von der Elektrode Werkstoff abgetragen. Das hat relativ große Form- bzw. Maßänderungen am Draht zur Folge, dies kann zu dem auch zu Prozessstörungen durch Drahtbruch führen. Aus diesen Gründen wird der Draht laufend erneuert, der Draht spult ständig von einer Rolle ab. Für die einzelnen Bearbeitungsaufgaben wird der Werkstoff des Drahtes vom Maschinenhersteller vorgegeben. Zum Einsatz kommen hauptsächlich Kupfer- und CuZn- Drähte, daneben auch Elektroden aus CuSn, Molypdän und Wolfram. Der Drahtdurchmesser beeinflusst unter anderem die Eckenradien am Werkstück (ähnlich wie beim Fräsen ).
Kräfte am Draht
Obwohl der Draht beim Schneidvorgang das Werkstück nicht berührt, treten beim Erodieren quer zur Längsrichtung auf, diese sind bedingt durch den Stromfluss im Draht und wegen der Entladungsvorgänge. Diese Kräfte können:
- den draht auslenken und somit seine Position verändern
- seitliche Schwingungen erzeugen

- 31 -
Um diesen Fehler entgegenzuwirken, ist der Draht zu spannen. Gute Drahterodiermaschinen verfügen über eine Einrichtung, die die Kraft am Draht indirekt überwacht und die Prozessparameter (z.B. Vorschub) regelt.
Beim Drahterodieren wirken Kräfte auf den Draht die durch den Stromfluss bzw. durch die Entladung erzeugt werden. Da der Stromfluss nicht gleichmäßig ist, verändern sich auch diese Kräfte. Dieses kann zu Schwingungen führen. Schruppen/Schlichten
Die gewünschte Oberfläche ist beim Schneiderodieren meist nicht durch einen Schnitt zu erreichen, außerdem liegen Formfehler vor und nach Möglichkeit ist die „weiße Schicht“ zu minimieren bzw. ganz zu beseitigen. Aus diesen Grund sind Nachschnitte erforderlich. Die Verarbeitungszeit hängt von der Schneidrate ab. Das ist die Fläche, die pro Zeiteinheit an einer Seite erzeugt wird.
Dielektrikum
Beim Drahterodieren sind die Arbeitsspalte relativ klein (<0,01mm). Deshalb kommt als Dielektrikum entionisiertes Wasser mit einer niedrigen Viskosität zum Einsatz. Für den Prozess ist es wichtig, das der Leitwert der Flüssigkeit gleich bleibt. Davon hängt u.a. die Größe der seitlichen Kraft ab, die auf den Draht wirkt. Der Leitwert lässt sich einstellen und in der Dielektrikum – Anlage regeln.
- 32 -
Erodiertechniken
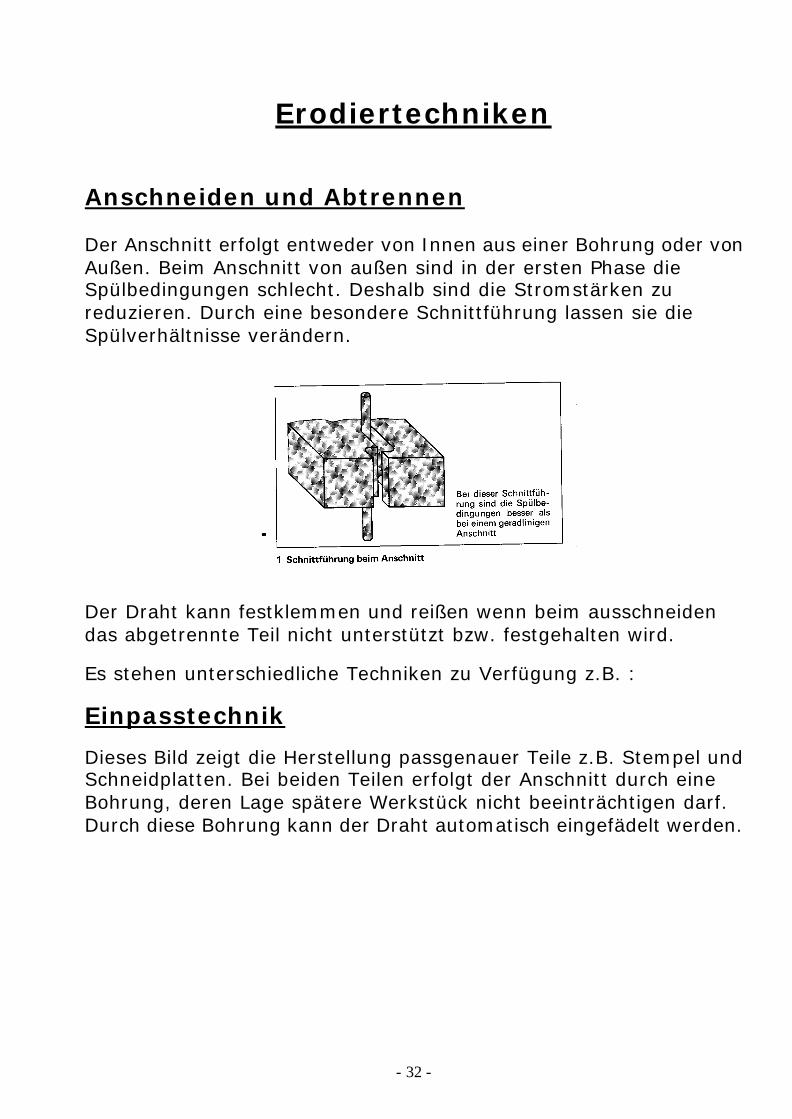
Anschneiden und Abtrennen Der Anschnitt erfolgt entweder von Innen aus einer Bohrung oder von Außen. Beim Anschnitt von außen sind in der ersten Phase die Spülbedingungen schlecht. Deshalb sind die Stromstärken zu reduzieren. Durch eine besondere Schnittführung lassen sie die Spülverhältnisse verändern.
Der Draht kann festklemmen und reißen wenn beim ausschneiden das abgetrennte Teil nicht unterstützt bzw. festgehalten wird.
Es stehen unterschiedliche Techniken zu Verfügung z.B. :
Einpasstechnik
Dieses Bild zeigt die Herstellung passgenauer Teile z.B. Stempel und Schneidplatten. Bei beiden Teilen erfolgt der Anschnitt durch eine Bohrung, deren Lage spätere Werkstück nicht beeinträchtigen darf. Durch diese Bohrung kann der Draht automatisch eingefädelt werden.

- 33 -
Vollabtragstechnik Mit dieser Technik lassen sich kleine Öffnungen erodieren wie sie z.B. bei Schneidplatten benötigt werden.
Schnittüberlagerungstechnik Diese Bearbeitungsart wird meißt für nichtwinklige Nachschnitte benutzt. Es lassen sich vielfältige Konturen herstellen.

- 34 -
Durchdringungstechnik Für das Senkerodieren für z.B. schmaler Kühlerrippen sind entsprechend Elektroden erforderlich. Eine andere Herstellungsmöglichkeit zeigt dieses Bild.
Vor und Nachbehandlung des Werkstückes Es ist wichtig das der Rohling bzw. das Werkstück möglichst spannungsfrei ist. Vor allem beim Schneiden großer Öffnungen können eigen Spannungen zum Verzug und damit zu Form- und Maßabweichungen führen. Es ist sinnvoll auf der Werkstückoberfläche ein Korrosionsschutz aufzubringen, weil das Dielektrikum einen elektrolytischen Abtrag hervorruft. Es dürfen keine Öle oder Fette verbindet werden, weil sich diese Stoffe im Dielektrikum.
- 35 -
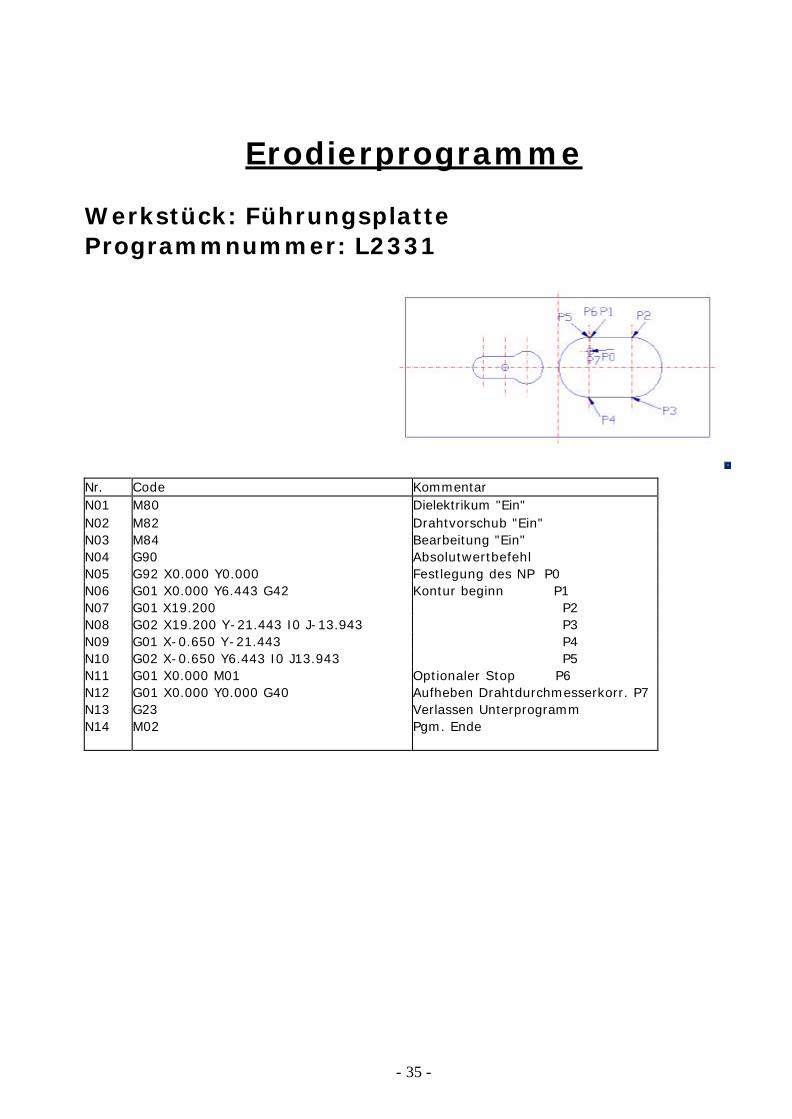
Erodierprogramme
Werkstück: Führungsplatte Programmnummer: L2331
Nr. Code Kommentar N01 M80 Dielektrikum "Ein" N02 M82 Drahtvorschub "Ein" N03 M84 Bearbeitung "Ein" N04 G90 Absolutwertbefehl N05 G92 X0.000 Y0.000 Festlegung des NP P0 N06 G01 X0.000 Y6.443 G42 Kontur beginn P1 N07 G01 X19.200 P2 N08 G02 X19.200 Y-21.443 I0 J-13.943 P3 N09 G01 X-0.650 Y-21.443 P4 N10 G02 X-0.650 Y6.443 I0 J13.943 P5 N11 G01 X0.000 M01 Optionaler Stop P6 N12 G01 X0.000 Y0.000 G40 Aufheben Drahtdurchmesserkorr. P7 N13 G23 Verlassen Unterprogramm N14 M02 Pgm. Ende
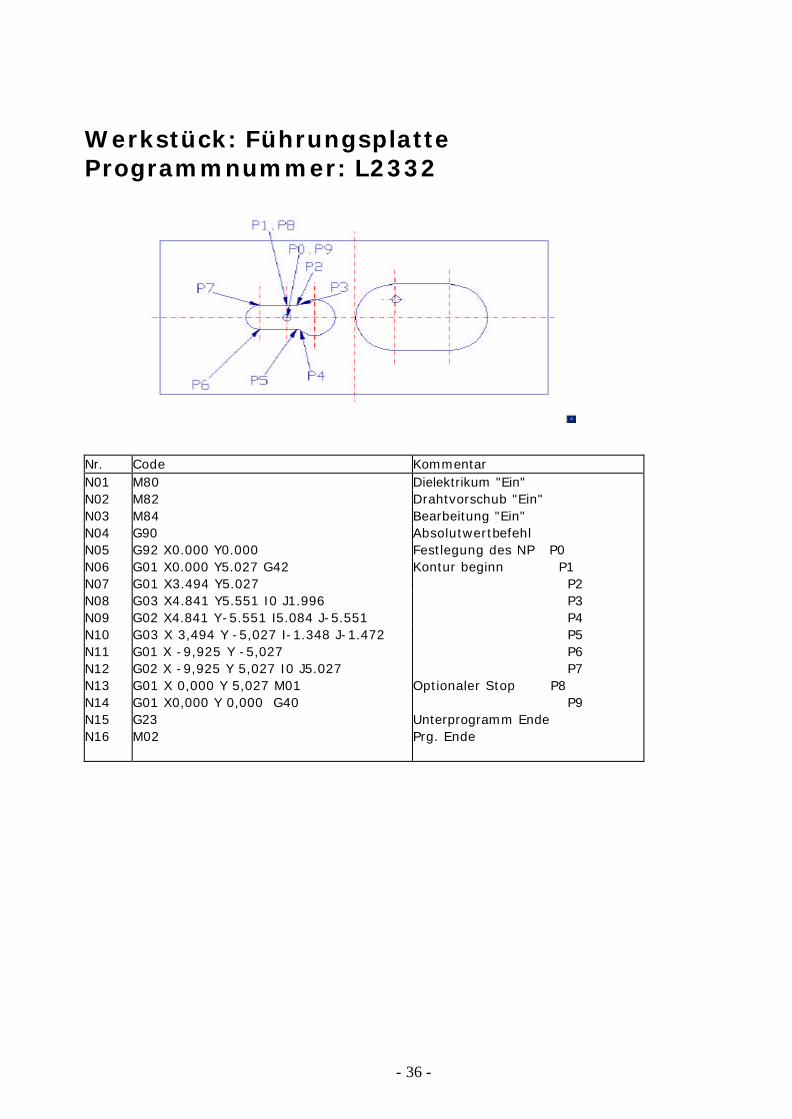
- 36 -
Werkstück: Führungsplatte Programmnummer: L2332 Nr. Code Kommentar N01 M80 Dielektrikum "Ein" N02 M82 Drahtvorschub "Ein" N03 M84 Bearbeitung "Ein" N04 G90 Absolutwertbefehl N05 G92 X0.000 Y0.000 Festlegung des NP P0 N06 G01 X0.000 Y5.027 G42 Kontur beginn P1 N07 G01 X3.494 Y5.027 P2 N08 G03 X4.841 Y5.551 I0 J1.996 P3 N09 G02 X4.841 Y-5.551 I5.084 J-5.551 P4 N10 G03 X 3,494 Y -5,027 I-1.348 J-1.472 P5 N11 G01 X -9,925 Y -5,027 P6 N12 G02 X -9,925 Y 5,027 I0 J5.027 P7 N13 G01 X 0,000 Y 5,027 M01 Optionaler Stop P8 N14 G01 X0,000 Y 0,000 G40 P9 N15 G23 Unterprogramm Ende N16 M02 Prg. Ende

- 37 -
Qualitätssicherung
- Abnahme des Werkzeuges nach der Herstellung durch den Betriebshandwerker - Fertigungskontrolle nach dem Erodieren der Durchbrüche - Kontrolle des gesamten Werkzeuges im zusammengebauten Zustand - Musterung des Werkzeuges nach den ersten Schnitten - Überprüfen des Schnittbildes auf Grat, Schnitt- und Bruchzone - Überprüfen des Schnittteils auf Versatz der Lochung - Die benutzten Messwerkzeuge sind Messschieber, Bügelmessschraube, Endmaße, Digitaler Höhenmesser

- 38 -
Fehlerprotokoll
Nach dem Erodieren wurde folgendes festgestellt:: die Durchbrüche der Grundplatte, der Stempelhalteplatte, der Führungsplatte und der Schneidplatte sind in der X-Achse versetzt. Der Grund dafür ist, das der Anfahrpunkt des zweiten Durchbruches leicht versetzt war. Bei der Führungsplatte ist dies ein Folgefehler der Gruppe 1 (Stempelhalteplatte) der auch für die Schneidplatte beibehalten werden muß um ein eintauchen der Stempel in die Schneidplatte zuermöglichen. Ausversehen wurde der Anschlag von der Gruppe 4 in den großen Durchbruch gesetzt bzw. die anderen Gruppen haben die Lage der Durchbrüche mittig gewählt wodurch dieses geschah. Dieses beruht auf ein Kommunikationproblem unter den einzelnen Gruppen. Verbesserungsvorschläge: - die Kommunikation unter den Gruppen muß wesentlich aktiver verlaufen - eine längere Einarbeitungszeit in die Maschine hätte wahrscheinlich die Bearbeitungszeit des Werkstückes verkürzt
Auftrag
Arbeitsauftrag Gruppe 3 Anlagen:
- Stückliste - Einzelteilzeichnung - Gesamtzeichung - Arbeitsauftrag
Es sind die Außenkonturen der Führunsplatte, die Startlochbohrungen zum Drahterdieren, die Verschraubungen und Verstiftungen zufertigen (siehe Zeichnung).

Fertigungs- und FlugzeugtechnikStaatliche Gewerbeschule
Zust. Änderung Datum Name
NameDatumBearb.Gepr.
Maßstab
Blatt
Werkstoff
Benennung
Dateiname
Maßeohne Toleranzangabe
DIN ISO 2768 m
Oberfläche
DIN ISO 1302
Note
Staa
tlich
eGe
werb
esch
ule
Ferti
gung
s-un
dFl
ugze
ugte
chni
k-G
15Ha
mbu
rgFa
chgr
uppe
Wer
kzeu
gbau
Ernst MittelbachG15 - Hamburg
M 1 : 1 ,5Technische
Kommunikation
Gruppe3/409.09.2004
Rz 25
- 39 -
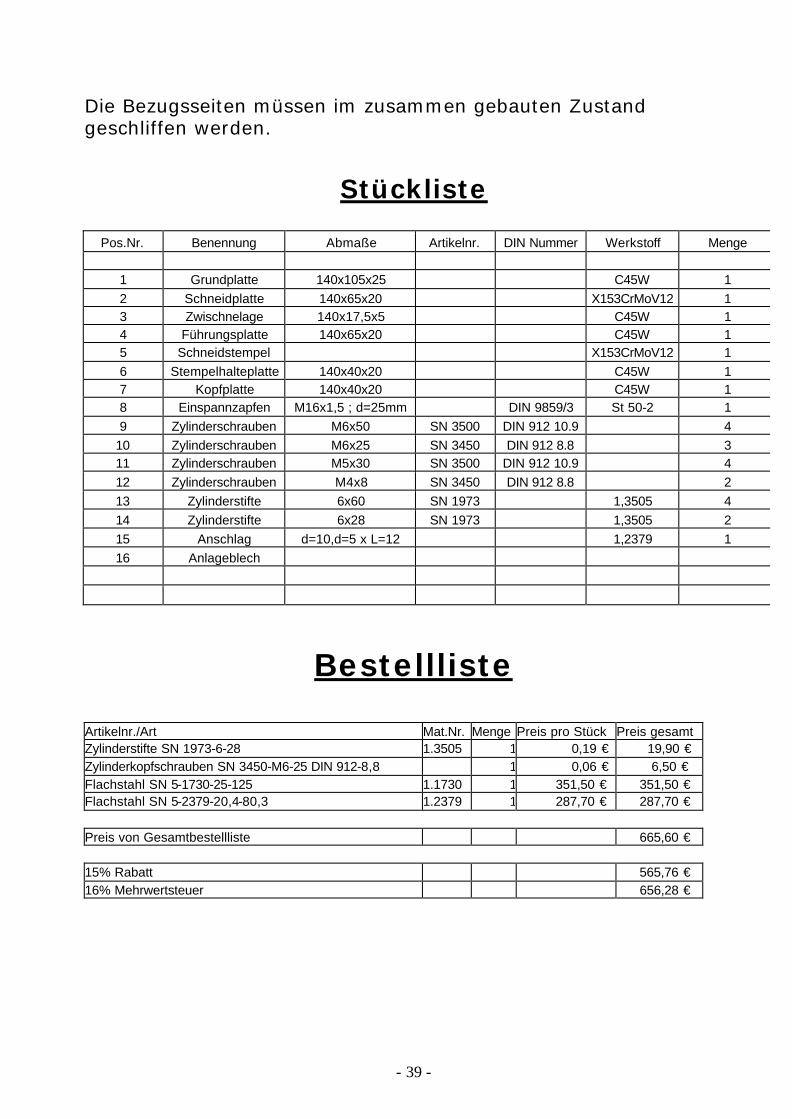
Die Bezugsseiten müssen im zusammen gebauten Zustand geschliffen werden.
Stückliste
Pos.Nr. Benennung Abmaße Artikelnr. DIN Nummer Werkstoff Menge 1 Grundplatte 140x105x25 C45W 1 2 Schneidplatte 140x65x20 X153CrMoV12 1 3 Zwischnelage 140x17,5x5 C45W 1 4 Führungsplatte 140x65x20 C45W 1 5 Schneidstempel X153CrMoV12 1 6 Stempelhalteplatte 140x40x20 C45W 1 7 Kopfplatte 140x40x20 C45W 1 8 Einspannzapfen M16x1,5 ; d=25mm DIN 9859/3 St 50-2 1 9 Zylinderschrauben M6x50 SN 3500 DIN 912 10.9 4
10 Zylinderschrauben M6x25 SN 3450 DIN 912 8.8 3 11 Zylinderschrauben M5x30 SN 3500 DIN 912 10.9 4 12 Zylinderschrauben M4x8 SN 3450 DIN 912 8.8 2 13 Zylinderstifte 6x60 SN 1973 1,3505 4 14 Zylinderstifte 6x28 SN 1973 1,3505 2 15 Anschlag d=10,d=5 x L=12 1,2379 1 16 Anlageblech
Bestellliste
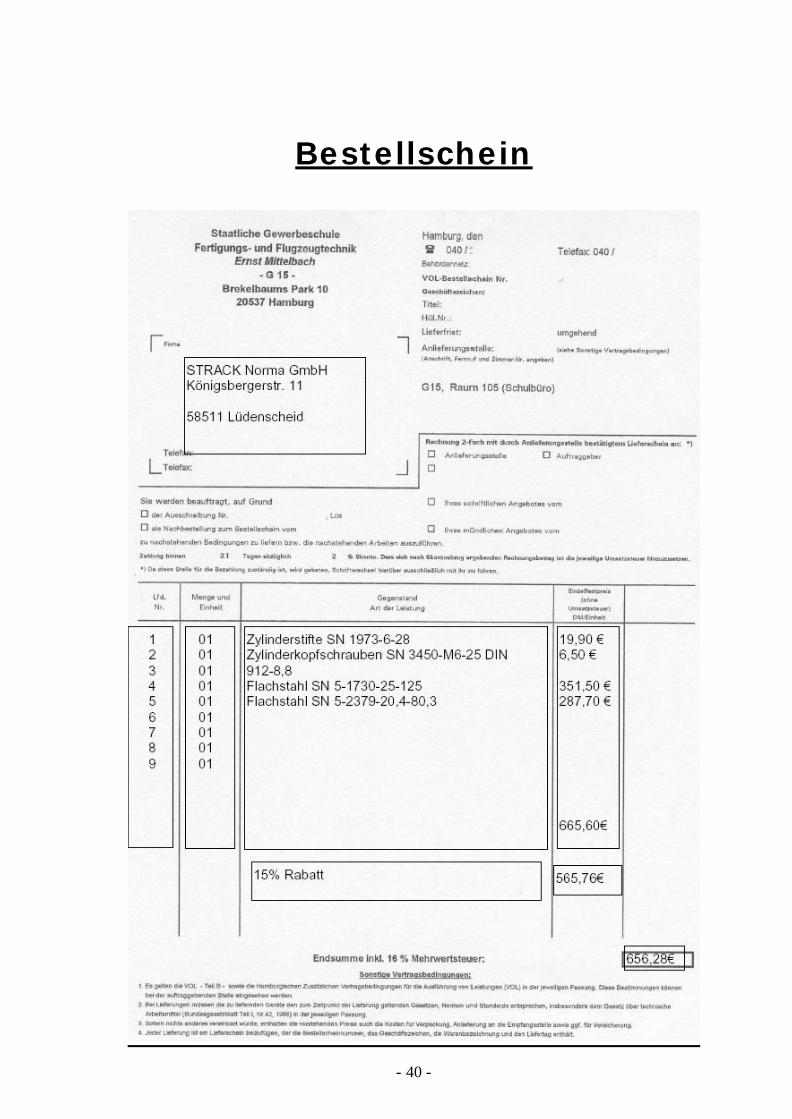
Artikelnr./Art Mat.Nr. Menge Preis pro Stück Preis gesamt Zylinderstifte SN 1973-6-28 1.3505 1 0,19 € 19,90 € Zylinderkopfschrauben SN 3450-M6-25 DIN 912-8,8 1 0,06 € 6,50 € Flachstahl SN 5-1730-25-125 1.1730 1 351,50 € 351,50 € Flachstahl SN 5-2379-20,4-80,3 1.2379 1 287,70 € 287,70 € Preis von Gesamtbestellliste 665,60 € 15% Rabatt 565,76 € 16% Mehrwertsteuer 656,28 €
- 40 -
Bestellschein

- 41 -
Einzelteilzeichnung
Gesamtzeichung Gruppe 4

- 42 -
Fertigungsstrategie
1. Kenntnisse über das Drahterodieren und über Schneidwerkzeuge
mit Hilfe der Leitfragen erarbeitet ( Datenblat erstellt). 2. Eignendes Werkzeug am CAD Zeichensystem entwickelt hierbei
flossen die erlangten Kenntnisse in die Konstruktion ein. 3. Material Auswahl und Bestellung, hierbei flossen die erlangten
Kenntnisse mit ein. 4. Halbzeuge vom Betriebshandwerker nach unseren Zeichnungen
fertiegen lassen. 5. Mit Hilfe der Drahterodiermaschine Durchbrüche in
Stempelhalteplatte, Führungsplatte, Sneidplatte, Grundplatte und die beiden Stempel gefertigt.
6. Werkzeug zusammen gebaut und Werkstück gemustert. 7. Qualitätssicherung Werkstück überprüft ob es die Masse und
Tolleranzen der Auftragszeichnung entsprechen. 8. Wenn Möglich eventuelle Nacharbeit.

- 43 -

- 44 -
Leitfragen

- 45 -
Technologie:
Welche Einflüsse bestimmen die auftretende Schneidkraft? - die Scherfestigkeit - die Scherfläche - die Zugfestigkeit
Wie wird die Schneidarbeit beeinflusst? - vom Werkstoff / Blechdicke - von der Werkzeuggeometrie - vom Schneidspalt - von der Schneidkantenabrundung - von der Festigkeit und chemischen Zusammensetzung des Werkstoffes
-
Wie ist der Schneidvorgang zu beschreiben? 1.Eindringen des Stempels in den Werkstoff und beginnende elastische Verformung. 2.Dehnung der Werkstofffasern und einsetzen einer bleibenden Verformung; der Werkstoff wird dabei von außen zur Stempelschneide hingezogen. 3.Die Werkstofffasern werden bis zur Überschreitung der Scherfestigkeit gedehnt und an der Schneide abgeschert; von den Schneidkanten von Stempel und Platte entstehen aufeinander zulaufende Risse. 4.Durch die weitere Verringerung des Restquerschnittes tritt der Bruch des Werkstoffes ein.

- 46 -
Bauart und Normalien
Welche Bauarten gibt es? - Gesamtschneidwerkzeuge - Freischneidwerkzeuge - Folgeschneidwerkzeuge - Transferwerkzeuge (alle jewals Säulen- oder Plattengeführt)
Welche Bauart ist zu wählen?
- Folgeschneidwerkzeug (Plattengeführt)
Welche Normalien setze ich ein? - Einspannzapfen - Stifte - Zylinderschrauben - Passstifte
Welche Vorschubbegrenzung ist für den Streifen zuwählen? - Zapfen - Zylinderstift - Anschlag
Kenndaten und Werkstoffe Welche Abmessung ist erforderlich für:
- Schneidspalt: 0,01mm - Stempel: siehe Skizze bzw. Zeichnung - Durchbrüche: siehe Skizze bzw. Zeichnung - Streifenbild: Randabstand 1mm; Stegbreite 0,8mm - Einspannzapfenanlage: siehe Skizze bzw. Zeichnung
-
- 47 -
Welche Werkstoffe sind für die einzelnen Bauteile verwendbar? - Grundplatte – C45W - Schneidplatte/Stempel – X 155 Cr Mo V12 - Zwischenlage – C45W - Führungsplatte – C45W - Halteplatte / Druckplatte – C45W - Stempelhalteplatte – C45W - Kopfplatte – C45W - Einspannzapfen – St 50-2
Welche Werte ergeben sich für:
- Schneidkraft: F = 25,75981 Kn - Pressenkraft: F = 41,36KN - Flächenpressenkraft: p = 17,027 N/mm²
Konstruktion und Kalkulation
Wie gehe ich bei der Konstruktion vor? - Schneidspalt berechnen - Schneidkräfte berechnen - Maße des Stempels, der Schneidplatte berechnen - Zeichnung erstellen - Technische Daten - Materialmaße der Normalien berücksichtigen
Wie setze ich das CAD / CAM System sinnvoll ein? - die Werkstückdaten dienen zur Erfassung von Stücklisten, Rohmaterialbestellung, CNC – Programmierung und Maschinenzeitberechnung

- 48 -
Wie lassen sich Zeitaufwand und Kosten ungefähr abschätzen?
- Erfahrungswerte - CNC – Drahterodieren Arbeitstunde ca. 100€
- Arbeiterstunden ca. 60€
Dokumentation
Welche Form soll die Dokumentation erhalten? - Word
- Power Point - Exel
-
Welche Fertigungsunterlagen sind anzufertigen? - Gesamtzeichnung, Einzelteilzeichnung - Stückliste, Materialauswahl - CNC Erodierprogramm - Arbeitsplan - Kostenberechnungen - Wärmebehandlung
Wie können die Vorüberlegungen dargestellt werden?
- Skizzen - Notizen - Berechnungen
- 49 -
Kostenkalkulation
Betriebswirtschaft / Kalkulation
1. Erarbeiten Sie bitte, wie in der Industrie die Kosten für die Herstellung eines Werkzeuges ermittelt werden. (Industriekalkulation)
Wenn bei dem DaimlerChrysler Werk Hamburg ein Auftrag für ein Werkzeug angenommen wird und nach dem Preis für das Werkzeug gefragt wird, arbeiten die Ingineure mit ihren Erfahrungswerten zuzüglich dazu wird noch eine 10%ige Sicherheit darauf gerechnet. Bei uns wird ein Maschinenkalkulationssatz genommen. Maschinenkalkulationssatz bedeutet das die Kosten von jeder Maschine zusammen gerechnet werden und der Durchschnittswert genommen wird. Maschinenkalkulationssatz: Deswegen kostet bei uns ein Maschinenstunde 71 Euro. In ihr ist das Gehalt des Arbeiters enthalten Konstruktionsstunde: Bei der Arbeit helfen auch die Konstrukteure, sie kosten 75 Euro. Darin ist der Lohn des Arbeiters enthalten. Mit dem Maschinenkalkulationssatz werden Arbeiter und Abteilungen finanziert die selber nicht Produzieren aber für das Werk wichtig sind, wie zum Beispiel:
- die Feuerwehr - die Meister - der Werksärztliche Dienst - die Kantine - der Werkschutz - das Lager

- 50 -
Kopfplatte:
- Um die Kontur zu fräsen, werden ca. 121 Std. benötigt
- Um die 10 Bohrungen zu bohren und die Gewinde zu schneiden wird etwa 1 Std. benötigt
à 221 - 3 Std. für die konventionelle Fertigung
à 221 - 3 Std. auch für die CNC-Fertigung mit
21 Std. Programm
schreiben Stempelhalteplatte:
- Um die10 Bohrungen zu bohren wir ca. 1 Std. benötigt - Um die Stempelform zu Erodieren werden etwa 8 Std. benötigt à 9 Std. für die Fertigung
Stempel:
- Um die Kontur zu Fräsen werden ca. 2 Std. benötigt - Um die Bohrungen und Gewinde zu Fertigen werden ca. 20 min.
benötigt - Um das Material zu Härten und Anzulassen werden ca. 2 Tage
benötigt, die Maschinen zeit ca. 3 Std. - Die Stempel einpassen, ca. 3 Std. - Um die Kontur zu erodieren werden 11 Std. benötigt à 20 Std. werden für die Herstellung der Stempel benötigt
Abstreiferplatte:
Um die Kontur zu Fräsen, werden ca. 121 Std. benötigt
Um die 8 Bohrungen + Gewinde zu fertigen werden ca. 50 min benötigt Um die Durchbrüche zu Fertigen werden ca. 8 Std. benötigt als Erodierzeit à 11 Std. werden für die Fertigung der Abstreiferplatte benötigt
- 51 -
Schneidplatte:
- Um die Kontur zu Fräsen werden ca. 121 Std. benötigt
- Um die 8 Bohrungen und Gewinde zu Fertigen werden ca. 50 min benötigt
- Um die Schneidplatte zu Härten und Anzulassen werden ca. 3 Std. benötigt
- Um die Schneidplatte einzupassen werden ca. 3 Std. benötigt - Um die Durchbrüche herzustellen werden ca. 8 Std. Erodierzeit
benötigt à 14 Std. werden für die Fertigung der Schneidplatte benötigt
Grundplatte:
- Um die Kontur zu Fräsen werden ca. 121 Std. benötigt
- Um die 8 Bohrungen und Gewinde zu Fertigen werden ca. 50 min benötigt
- Um die Abfallöffnungen zu Fertigen werden ca. 121 Std. benötigt
à 4 Std. werden für die Fertigung der Grundplatte benötigt Errechnung der Gesamtkosten für das Werkzeug:
Die Maschinenstunden für das Werkzeug betragen etwa 5821 Std.
Von den 58,5 Stunden sind 35 Stunden Erodierzeit. 23,5Std. * 71€ = 1668,50€ 35Std. * 75€ = 875€ 2543,50€ Maschinenstunden Die Konstruktionsstunden für das Werkzeug betragen 2Tage (16 Stunden).
16 Std. * 75€ = 1200€ Konstruktionsstunden
Das Material kostet 656,28€
2543,50€ +1200,00€ + 656,28€ 4399,78€ Der Herstellungspreis des Werkzeuge

- 52 -
2. Welche Kostenarten werden unterschieden?
- Material- oder Stoffkosten - Personalkosten - Kosten der Fremddienste - Kalkulatorische Kosten - Öffentliche Abgaben - Material- oder Stoffkosten sind nicht nur
Haubtbestandteile des fertigen Endproduktes (Stahl, etc.), sondern auch Betriebsstoffe und Hilfsstoffe die zur Bearbeitung des Herzustellenden Produktes benötigt werden (Kühlmittel, Schleifmittel, Reinigungstücher, Öl).
- Personalkosten sind alle Kosten die durch
Menschliches tun- und denken im Betrieb entstehen. Dazu gehören:- Löhne und Gehälter der Angestellten - Sozialkosten - Sonstige Lohnkosten
- Kosten der Fremddienste sind Kosten die ein Betrieb von „Außen“ als Leistung in Anspruch nimmt.
Beispielsweise:- Telefonkosten - Werbekosten - Unternehmensberatungskoten - Versicherungskosten - Stromkosten
- Kalkulatorische Kosten sind Kostenarten, die nicht direkt einer Aufwandsart der Finanzbuchhaltung entsprechen, weil sie entweder von dieser abgegrenzt werden oder ihnen kein direkter Aufwand gegenübersteht. Oft handelt es sich um Opportunitätskosten, das sind Kosten entgehender Gelegenheit, Zinsen oder Lohn zu verdienen. Beispielsweise: 1. kalk. Sozialleistungskosten (zur Belastung der Kostenstellen mit einer einzigen Kostenart für die Vielzahl von Sozialaufwandsarten, die der Stellenleiter nicht selbst direkt beeinflussen kann)
- 53 -
2. kalk. Abschreibungen 3. kalk. Zinsen 4. kalk. Unternehmerlohn 5. kalk. Wagniskosten
- Öffentliche Abgaben sind Hauptsächlich Steuern,
wie Gewerbe-, Grund-, Kraftfahrzeugssteuer, aber auch Entgelte (Oberbegriff für Gebühren und Beiträge) gelten als Öffentliche Abgaben
3. Welche Bedeutung hat die Kalkulation für den
Betrieb?
Der Stand der Preiskalkulation Neuere Lehrtexte der Kostenrechnung vermeiden meistens, die Bildung von Angebotspreisen als eine einfache Erweiterung der Kostenkalkulation zu behandeln. Man ist sich heute bewußt, daß in einer Marktwirtschaft die Angebotspreise auf die Marktlage Rücksicht nehmen müssen. Nun ist die Preisbildung von großer Bedeutung. Liegen die Preise um 1 % zu niedrig, so fällt die Umsatzrentabilität um dieses eine Prozent kleiner aus. Wir haben also allen Grund, uns um die Treffsicherheit der Preisbildung zu kümmern.
4. Ermitteln Sie die Kosten für die Herstellung Ihres Werkzeuges, bzw. für den Teil, den Sie mit ihrer Gruppe herstellen! Materialkosten : Material: Anzahl: Preis: Flachstahl C45W 1 96,00 € Flachstahl X210CrW12
1 86,00 €
Gesamt 182,00 €

- 54 -
Entwicklung und Konstruktion : Stundenlohn des Arbeiters: 8 € Stundenanzahl der E. und K. : 16 Stunden Gesamtkosten für E. und K. : 128 € Fertigungskosten : Eine Maschinenstunde für die Erodiermaschine RA9 kostet 54,54 € , darin sind enthalten: à 7,75 € Wertverlust à 35,00 € Lohnkosten à 1,74 € Miete à 1,20 € Stromkosten à 2,00 € Wartungskosten à 6,58 € Drahtkosten Fertigungskosten insgesamt : 182,54 € Zusammenfassung der Kosten für die Führungsplatte:
Materialkosten: 182 € + Entwicklung und Konstruktion : 128€ + Fertigungskosten: 182,54 € = Gesamtkosten: 429,54 €
5.Welche Einzelpositionen erhalten die Lohnkosten?
- Fertiglöhne = Löhne die man direkt dem hergestelltem Produkt zuordnen kann. - Hilfslöhne = Löhne die man nur indirekt dem hergestelltem Produkt zuordnen kann (sie zählen zu den Gemeinkosten).
- 55 -
- Gehälter = Löhne der Angestellten - Sozialkosten = Sie werden unterteilt in: Gesetzliche, Tarifliche und Freiwillige Sozialleistungen - Sonstige = Wie z.B. Sonderzahlungen an die Mitarbeiter (Abfindungen) oder ähnliches.
6. Wie werden die Kosten für eine Maschinenstunde ermittelt?
Maschinenstundensatz (MStS)
- Anschaffungskosten (Der Maschine) - Maschinenverschleiß - Wartungskosten - Werkzeugverschleiß - Ausfallzeiten der Maschine (Wartung etc.) - Strom/ Kühlmitte/ Öl/ etc. Verbrauch - Abschreibungskosten

- 56 -
Abschreibung Eine Maschine verliert jährlich an Wert. Verteilt man nun den Wert einer Maschine gleichmäßig auf die Nutzungsdauer, so erhält man die jährliche Abschreibungsquote. Die Abschreibung ist also eine gleichmäßige Aufteilung der Anschaffungskosten auf die gesamte Nutzungsdauer der Maschine. Diese Nutzungsdauer richtet sich wiederum nach der zu erwartenden Lebensdauer (siehe Tabelle), bzw. nach der technischen Veralterung der Maschine. Durch die Abschreibung, auch AFA (Absetzung für Abnutzung) genannt, wird der jährlichen Wertminderung Rechnung getragen. Abschreibungskosten pro Jahr berechnen sich mit den Formeln Neuwert : Lebenszeit bzw. (Neuwert - Altwert) : Lebenszeit Neuwert: Anschaffungskosten beim Ankauf der Maschine (ohne Mwst.).
Berechnung einer Maschinenstunde
alle Kosten in € und netto
anteilige Kosten
pro Stunde
RA9 – Raum07 – G15
Abschreibung der Investition Anschaffung z.B. 125.000,00 € Preise auf Anfrage
Abschreibung über Jahre 10
Zinsen über Abschreibungszeitraum 7,5% 5.771,56 €
Abschreibungskosten / Jahr 7.814,31 € Laufzeit Stunden / Jahr 1000
Anzahl Schichten 1 1,30 €
Berechnung der Arbeitskraft Lohn / Gehalt im Jahr 20.000,00 €
Zuschlag Arbeitsplatz + Sozialabgaben 50% 10.000,00 €
geschätzte Bedienzeit an der JK 6/14-S 10% 1,50 €inkl. Wartung
Berechnung der Energien Druckluft (über Anschaffungspreis) 1.000,00 € 0,04 € Dielektrikum (über Anschaffungspreis) 2.400,00 € 0,09 € Frischwasser geschätzt l / h 10 0,01 €Verbrauch von 10 Liter / Stunde
Strom bei permaneter Vollast kWh 15 2,49 €Verbrauch von 15 kWh Regeneration Ionentauscher Anzahl / a 30 0,17 €
Summe Maschinenstunde 4,39 €
- 57 -
Altwert: Voraussichtlicher Restwert der Maschine beim Verkauf. Früher war es üblich, den berechneten Altwert bereits beim Neueintrag einer Maschine anzugeben. Heute geht man verstärkt dazu über, den Altwert nicht anzugeben bzw. erst dann. wenn die Maschine tatsächlich verkauft wurde.
Verzinsung Kosten der Verzinsung (Kapitalkosten) entstehen, wenn durch Einsatz von Kapital in eine Investition die getätigt wurde. Das eingesetzte Kapital, das auf der Bank einen gewissen Zins gebracht hätte, erzeugt die sogenannten Verzinsungskosten. Da die zu verzinsende Summe von Jahr zu Jahr durch die Abschreibung vermindert wird, müssten die Verzinsungskosten für jedes Jahr neu berechnet werden. Da die Abschreibung aber linear (gleichmäßig auf die Nutzungsdauer aufgeteilt) erfolgt, kann an Stelle einer exakten Berechnung der halbe Neuwert über die gesamte Berechnungsperiode verwendet werden (=Verzinsungsfaktor). Die Verzinsung wird folgendermaßen berechnet: Neuwert x Zinssatz x Verzinsungsfaktor bzw. (Neuwert - Altwert) x Zinssatz x Verzinsungsfaktor Während der Neuwert und der Verzinsungsfaktor (50% laut finanzmathematischer Formel) nicht geändert werden sollen bzw. können, besteht die Möglichkeit, den Zinssatz jährlich abzuändern. Die tatsächlich angefallenen Zinsen werden ja unter "Jahresdaten" historisch verwaltet.
Unterbringungs- bzw. Versicherungskosten Diese werden mit 6,5 - 8,0% vom Neuwert festgelegt.
Voraussichtliche Einsatzstunden / Jahr Dies sind die zu erwartenden Arbeitsstunden einer Maschine, wie viele Stunden sie voraussichtlich pro Jahr im Einsatz sein wird. Dieser Wert dient dazu, alle jene Kosten, die mit den Betriebsstunden zusammenhängen (z.B. Treibstoff, Strom), bereits im voraus annähernd abschätzen zu können.

- 58 -
Variable Kosten Variable Maschinenkosten treten nur dann auf, wenn die jeweilige Maschine benutzt wird. Zu den variablen Maschinenkosten zählt man:
• Treibstoffkosten • Schmiermittelkosten • Reparatur • Pflege • Strom
Stromkosten Stromkosten können aufgrund der Leistung der Maschine geschätzt werden. Angenommen wird eine durchschnittliche Auslastung von 50 % der Motorleistung, so daß bei einem spezifischen Stromverbrauch bei Elektromotoren von 200 g/PS-Stunde ein tatsächlicher Durchschnittsverbrauch von 100 g/PS-Stunde berechnet wird. Bei Benzinmotoren wird wegen der meistens höheren durchschnittlichen Auslastung der doppelte Wert (200 g/PSh) angenommen. (0,1 x PS x Preis) : (0,2 x PS x Preis [L/Kg]) ... für Benzinfahrzeuge Hinweis: Stromkosten bei Elektrogeräten werden als allgemeine Kosten verbucht.
Schmiermittelkosten Schmiermittelkosten richten sich nach dem Treibstoffverbrauch
Reparaturen Nachfolgend eine Tabelle, mit der die Reparaturkosten für die entsprechende Maschine abgeschätzt werden können, wobei sich die Prozentangaben auf den Neuwert und auf 100 Betriebsstunden beziehen.
Wartungs- und Pflegekosten Wartungs- und Pflegekosten können mit 1 AKh pro 10 Einsatzstunden geschätzt werden. Die ÖKL-Richtwerte für Reparaturkosten (siehe obige Tabelle) beinhalten auch den Kostenanteil für Wartung und Pflege der entsprechenden Maschine. Angaben aus:

- 59 -
• Maschinen- und Arbeitskosten von K.Werth • Schulungsunterlagen Laimburg per.agr. Prister Stefan • ÖKL-Richtwerte für die Maschinenselbstkosten (91/92)
Jahresdaten Maschine Da eine Maschine von Jahr zu Jahr andere Kosten verursachen kann, werden auch die Maschinenkosten in einem eigenen Bereich "Jahresdaten" verwaltet.
7. Wie werden die Kosten für Entwicklung und und Konstruktion ermittelt und einem Auftrag zugeordnet?
Kostenarten für Konstruktion und Entwicklung: à Studien, Erhebungen, Recherchen, Analysen à Beratungskosten à Kosten für die Abschätzung des späteren Marktpotenzials à Eigene und fremde Personalkosten à Kapitalkosten für Investitionen, die zu Forschung- und Entwicklungszwecken getätigt wurden à Laborkosten à Werkzeugkosten à Materialkosten à Konstruktionsarbeiten à Wartung und Instandhaltung spezieller Geräte und von Ausrüstung à Schulungen, Aus- und Weiterbildung

- 60 -
Viele dieser Kostenpositionen sind Einzelkosten, die sich direkt einem Projekt oder einem Produkt zurechnen lassen, z.B. durch Zeitaufschreibungen oder Belege. Andere Positionen wiederum sind ganz oder teilweise Gemeinkosten wie etwa Abschreibungen, Warten oder Werkzeugkosten. Quellen: http://www.quality.de/lexikon www.konditec.com/download/ berechnung_maschinenstunde.xls http://www.asaagrar.com/de/onlinehilfe/VbMaschine.html
Berechnungen
l = Schneidkantenlänge in mm (wurde mit Hilfe von MEGA-CAD ermittelt x = Abstände der Linienschwerpunkte in mm n = Summe der Schneidkanten lx = in mm²
n l x l x 1 127,21 0 0 2 36,28 36,536 1325,52 3 14,25 51,35 731,7375 4 14,25 51,35 731,7375 5 15,79 61,668 973,738
Σ 207,78 Σ 3762,733
ys=0,6366.r
mmmmmm
llx
Xo 109,1878,207
²733,3762==
ΣΣ
=
- 61 -
Die Lage des Einspannzapfens wurde mit Hilfe des Tabellenbuches berechnet. Seite 30 und 293.
Druckplatte
Berechnung der Schneidkraft für den kleinen Stempel Fs = Tab max x S2 Fs = 263,5 N/mm² x 40,28mm² Fs = 10613,78 N Fs = 10,613 KN Berechnung der Schneidfläche S2 =ls x s ls = u S2 =u x s S2 =80,39 mm² x 0,5 mm S2 =40,28 mm² Berechnung der Flächenpressung P2 = F A P2 = 10613,78 N 306,71 mm² P2 = 34,60 N/mm² Da die Flächenpressung kleiner als 250 N/mm² ist, muss keine gehärtete Druckplatte eingebaut werden. 250 N/mm² ist die maximale Flächenpressung von Stahl.

- 62 -
Maximale Scherfestigkeit TaB max = 0,85 x 310 N/mm² = 263,5 N/mm² Schneidkraft Scherfläche Stempel 1 (groß) F1= S x TaB max S 1 = U x s 63,645 x 263,5 = 127,29 x 0,5 16770,458 N = 63,645 mm² 16,770 kN Stempel 2 (klein) F2 = S x TaB max S 2 = U x s 40,195 x 263,5 = 80,39 x 0,5 10591,383 N = 40,195 mm² 10,591 kN Schneidkraft gesamt: TaB max * (S1 + S2) = 263,5 * 103,84 = 27361,84 N = 27,631 kN Stempel 1 = P1 Stempel 2 = P2 A = Fläche U = Umfang Maße aus dem Cad-Programm A = 1163,90 mm² A = 347,66 mm² U = 127,29 mm U = 80,39 mm Flächenpressung
P1 = AF
= ²90,1163
485,16770mm
N
= 14,41 N/mm²
- 63 -
P2 = AF
= ²66,347
383,10591mm
N
= 30,46 N/mm²
Nennpresskraft FS = Schneidkraft Fmax = FS + 60 % = 27,361 kN + 60 % = 43,777 kN
- 64 -
- 65 -
- 66 -

- 67 -

- 68 -
- 69 -

- 70 -

- 71 -
Englisch - Aufgabe
Explain the two meanings of the word die. Use your own words. Don’t copy the text! The word “die” means the whole tool with all parts. For example the cutting plate, base plate and the cutting punch etc.. The second meaning of the word “die” is more precise. “Die” also mean just one part from the base frame of the tool. That are the parts which were produced to include the blank.
English – 2
Write down the basics that go into building a complete die. Use your own words. Don’t copy the text! The first thing you need for a new die is the design. When the design is definite you can produce a blueprint or technical drawing, with the complete die and other blueprints for separate parts. In this blueprints have to be all views, dimensions, notes and specifications. Also the feed for the sheet metal we have to calculate. And for the drawing we have also calculate:
1. the die clearance 2. the materials for the different parts 3. the press force, force balance point 4. the position for the clamping pivot 5. the tolerances
For the clearance and tolerances for the die we looked into the “Tabellenbuch”. The parts of the die consist of different materials. We looked for the material, which has the best characteristics. We have to calculate the position of the clamping pivot, for this we calculated the press force and the force balance point so that the die doesn’t clamp in the different plates. When we find out all values, we could construct the die by means of “MegaCad”. “MegaCad” is a drawing program for the computer.

- 72 -
To produce the breakouts and cutting punch we use a wire-eroding machine. With that machine you can produce the breakouts and cutting punch very true to size.


















