Effizienzsteigerung in der Warmumformung - Gestamp: … · Die Technische Angebotsbewertung von...
16
1 Effizienzsteigerung in der Warmumformung Dr.-Ing. Oliver Straube, Autotech Engineering Deutschland GmbH, Dipl.-Ing. Ignacio Martin Gonzales Autotech AIE, Spanien, (Gestamp Gruppe) Abstrakt In der Warmumformung werden für die kommenden Jahre weitere globale Kapazitätser- weiterungen erwartet. Auslöser hierfür sind globale Plattformstrategien der Auto- mobilhersteller die weltweite Präsenz gleicher Fertigungstechnologien erfordern. Unterstützt wird diese Entwicklung durch den Umstand das auch die Schwellenländer von diesen Strategien profitieren, indem nicht mehr die älteren Produkte auf diesen Märkten positioniert werden, sondern mit einem einheitlichen Teilespektrum weltweit gearbeitet wird. Um zielorientiert mit den Automobilbauern zu arbeiten, ist daher auch die weltweite Präsenz der Zulieferer im Automobilbereich mit gleichen Fertigungs- technologien erforderlich. Aus einer systematischen Vorgehensweise der Zulieferer bei der Erstellung der Prozesse und Betriebsmittel für die Warmumformung sind sogar Ef- fekte für die Automobilindustrie zu erwarten. Daher ist es umso wichtiger, dass Zulieferer ihre Prozesse von der Angebotsbearbeitung über die Erstellung der Prozesse und Betriebsmittel bis hin zum Anlauf der Produkte weltweit standardisieren. Da die Anläufe neuer Produkte immer zeitversetzt erfolgen, können Lerneffekte daher mitgenommen, innerhalb des Zulieferers von Region zu Region übertragen und an anderen Standorten für Zulieferer und Automobilhersteller gewinnbringend genutzt werden. Dies ist bei weltweit verschiedenen Zulieferern kaum gegeben.
Transcript of Effizienzsteigerung in der Warmumformung - Gestamp: … · Die Technische Angebotsbewertung von...
1
Effizienzsteigerung in der Warmumformung
Dr.-Ing. Oliver Straube,
Autotech Engineering Deutschland GmbH,
Dipl.-Ing. Ignacio Martin Gonzales
Autotech AIE, Spanien, (Gestamp Gruppe)
Abstrakt
In der Warmumformung werden für die kommenden Jahre weitere globale Kapazitätser-
weiterungen erwartet. Auslöser hierfür sind globale Plattformstrategien der Auto-
mobilhersteller die weltweite Präsenz gleicher Fertigungstechnologien erfordern.
Unterstützt wird diese Entwicklung durch den Umstand das auch die Schwellenländer
von diesen Strategien profitieren, indem nicht mehr die älteren Produkte auf diesen
Märkten positioniert werden, sondern mit einem einheitlichen Teilespektrum weltweit
gearbeitet wird. Um zielorientiert mit den Automobilbauern zu arbeiten, ist daher auch
die weltweite Präsenz der Zulieferer im Automobilbereich mit gleichen Fertigungs-
technologien erforderlich. Aus einer systematischen Vorgehensweise der Zulieferer bei
der Erstellung der Prozesse und Betriebsmittel für die Warmumformung sind sogar Ef-
fekte für die Automobilindustrie zu erwarten.
Daher ist es umso wichtiger, dass Zulieferer ihre Prozesse von der Angebotsbearbeitung
über die Erstellung der Prozesse und Betriebsmittel bis hin zum Anlauf der Produkte
weltweit standardisieren. Da die Anläufe neuer Produkte immer zeitversetzt erfolgen,
können Lerneffekte daher mitgenommen, innerhalb des Zulieferers von Region zu
Region übertragen und an anderen Standorten für Zulieferer und Automobilhersteller
gewinnbringend genutzt werden. Dies ist bei weltweit verschiedenen Zulieferern kaum
gegeben.
2 Effizienzsteigerung in der Warmumformung Straube, Martin
1 Gestamp Gruppe
Gestamp ist ein privater Industriekonzern mit dem Hauptgeschäft im Bereich der
Automobilkomponenten. Der Bereich der Fahrzeugkomponenten betreibt aktuell 96
Werke in 19 Ländern. Der Umsatz des Unternehmens lag 2013 bei 5707 Mio. Euro bei
insgesamt 30277 beschäftigten. In insgesamt weltweit 12 R&D Centern sind mehr als
1000 Mitarbeiter mit der Entwicklung neuer Bauteile und Komponenten beschäftigt. Im
Focus der strategischen Entwicklung und Ausrichtung stehen die weltweite Führerschaft
bei den hochfesten und warmumgeformten Produkten sowie die Entwicklung von
Chassiskomponenten.
Das operative Geschäft ist in weltweit 4 Regionen zusammengefasst wobei das größte
Wachstum in Asien, Russland und Brasilien zu verzeichnen ist. Auch in den USA wird
das Geschäft weiter strategisch ausgebaut.
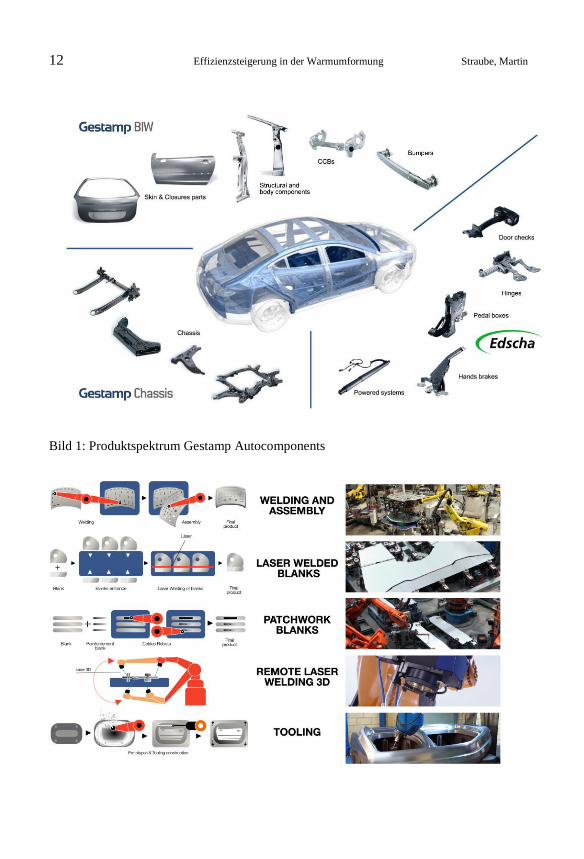
Der Schwerpunkt liegt bei den Komponenten der Metallverarbeitung. Das Technologie-
spektrum reicht daher von der klassischen Kaltumformung für Struktur- und Außenhaut-
teile, über die Verarbeitung hochfester kalter Stähle vor allem im Achsbereich und bei
crashrelevanten Strukturen, bis hin zur Warmumformung höchstfester Stähle. (Bild1).
Dabei beschränkt sich die Verarbeitung nicht nur auf die klassischen Umformverfahren
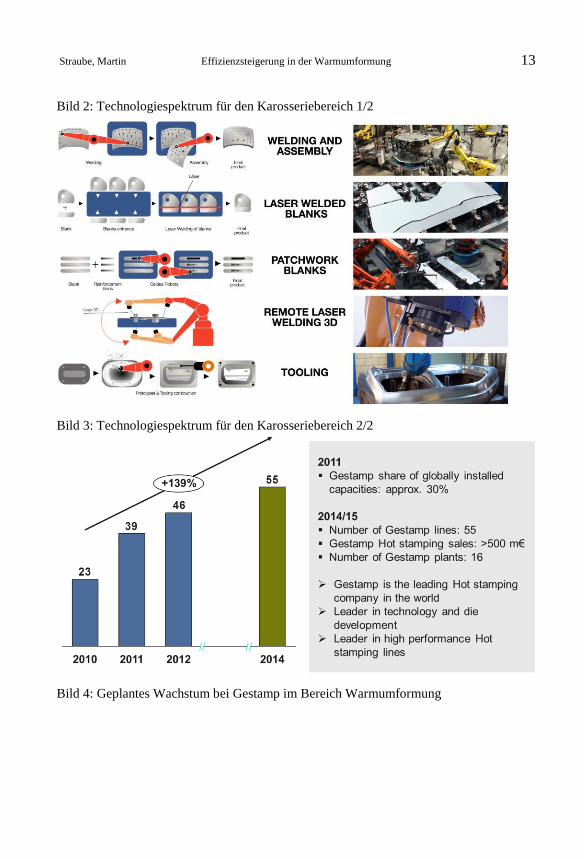
sondern auch auf Rollform- und Hydroformprozesse (Bild2). Auch in der Fügetechnik
werden gemäß Bild3 alle modernen Prozesse vom Punktschweißen, über Tailored-
Blanksfertigung und Patchwork Blanks bis hin zum Laserremoteschweißen eingesetzt.
Der sehr große Eigenbedarf an Werkzeugen wird zum größten Teil in eigenen Werkzeug-
bauten in Spanien, Schweden, Mexiko, China, Deutschland und der Türkei gefertigt.
2 Synergien bei globalen Projekten durch Standardisierung
2.1 Standardisierung von Warmumformanlagen
Der Trend zunehmend Warmumformbauteile rund um die Fahrgastzelle einzusetzen ist
nach wie vor ungebrochen und es wird auch noch in den kommenden Jahren mit einem
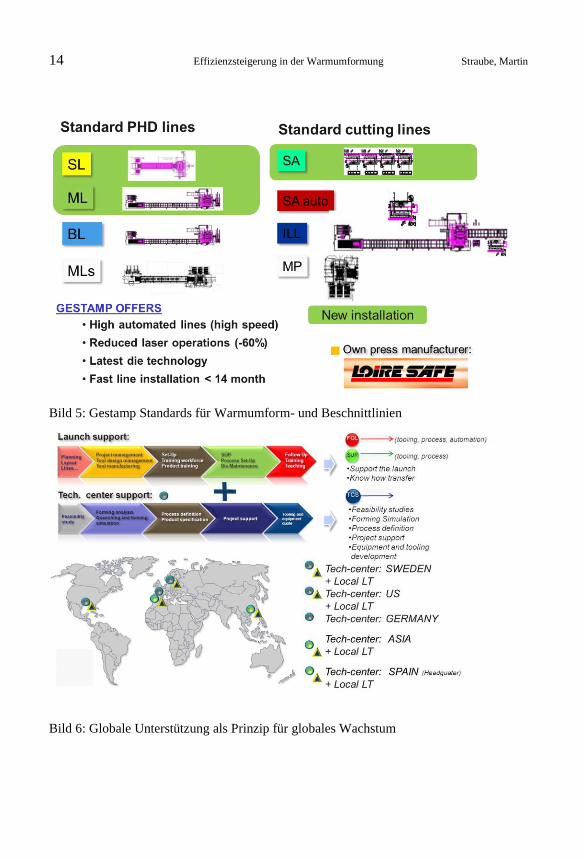
weiteren weltweiten Wachstum im Bereich Warmumformung gerechnet. Waren noch
2010 bei Gestamp an weltweit 8 Standorten nur 23 Warmumformlinien im Betrieb, so
Straube, Martin Effizienzsteigerung in der Warmumformung 3
waren es 2011 bereits über 30 Anlagen. Bis Ende 2014 wird Gestamp weltweit 55
Anlagen an 16 Standorten in Betrieb haben. (Bild4).
Gestamp hat sich für weltweite Projekte speziell in den wachstumsorientierten
Fertigungstechnologien wie der Warmumformung frühzeitig einheitlich aufgestellt. Zum
Beispiel wurde bereits Mitte des letzten Jahrzehnts begonnen, die Anlagentechnik für
Warmumformung zu standardisieren. Aus vielen jahrelangen Erkenntnissen und
Entwicklungen wurden Anlagenstandards wie die Warmumformlinien „Bigline“,
„Mediumline“ und „Smallline“ abgeleitet. Dabei sind aber auch noch jede Menge
Speziallinien aus den Anfängen der Warmumformung oder aus Zukäufen vorhanden und
werden weiter betrieben. Diese reihen sich überwiegend in die Baugröße „Mediumline“
ein und werden daher als „Mediumline special“ bezeichnet (Bild5).
Während Anlagen, die Mitte des letzten Jahrzehnts beschafft wurden, noch mit
Taktzeiten von 25s bis 15 s konzipiert waren, werden heutige Anlagen bereits auf eine
Taktzeit von 10 s ausgelegt. Mit dem Smallinekonzept werden für einige wenige
Anwendungen teilweise sogar kürzere Taktzeiten realisiert. Durch ständige Verbes-
serungsprozesse werden dabei auch ältere Linien aufgerüstet, um sich den
Marktbedingungen anzupassen. So wurde beispielsweise auf den Anlagen in
Ludwigsfelde die Taktzeit von 21s auf teilweise 16 bis 18 s gesenkt. Insgesamt konnte
damit die Anlagenkapazität in Ludwigsfelde um etwa 1/3 erweitert werden.
Alle Anlagenkonzepte verfügen heute über Taupunktregeleinrichtungen oder werden mit
entsprechenden Gasatmosphären betrieben um den Schutz des Stahles gegen
Wasserstoffeintrag zu gewährleisten. Die Entwicklung der Anlagenkonzepte erfolgt dabei
im Hause Gestamp, wobei anfangs mit verschiedenen Ofenherstellern und Pressenher-
stellern zusammengearbeitet wurde. Insofern unterscheiden sich die Anlagen zwar etwas
herstellerspezifisch, jedoch sind die Schlüsselfunktionen wie Aufsetzen der Platinen auf
dem Rollengang des Ofens mittels Roboter, Ofenauslauf und Zentrierstation und
Einlegen der Platine in den Ofen durch einen Transfer gleich ausgelegt. Die Pressen sind
hinsichtlich Tischgrößen und Presskräften sowie Medienanschlüssen standardisiert.
Das Mediumline-Konzept ist das heute verbreitetste. Durch den strategisch orientierten
Zukauf der Firma Loire als Pressenhersteller konnte das Anlagenkonzept weiter
4 Effizienzsteigerung in der Warmumformung Straube, Martin
verfeinert und ausgebaut werden. Auch Wettbewerber sind einen ähnlichen Weg im
Bereich der Anlagenherstellung gegangen.
Das älteste Konzept ist das mit der Firma Schuler entwickelte „Biglinekonzept“, dass auf
lange Bauteile wie Bumper oder Seitenaufprallträger zugschnitten wurde. Hier ergänzen
sich ein ca. 46 m langer Ofen mit einer von Schuler entwickelten Mehrstößelmaschine
mit einer Gesamtpresskraft von 1200 t, die das Betreiben von max. 4 schmalen
Werkzeugen ermöglicht. Die Werkzeugbreite beträgt dabei max. 350 mm. Dieses
Anlagenkonzept wurde überwiegend für schmale und schlanke Teile entwickelt. Es
eignet sich hervorragend für die Mehrfachfertigung von Biegeträgern oder
Seitenaufprallträgern. Beim Biglinekonzept orientierte man sich überwiegend auf die
Fertigung von Boron-Teilen also unbeschichtetem Material, was auch den Anschluß einer
Strahlanlage erforderte. Das Biglinekonzept steht an weltweit 4 Standorten in Europa (2)
USA und China.
Mit der Ausweitung der hochfesten Warmumformteile in der Fahrzeugkarosserie kamen
natürlich auch Teile wie A-und B-Säulen zum Warmumformspektrum hinzu, was breitere
Werkzeuge und damit eine Anpassung des Anlagenkonzepts erforderte. So wurde das
Mediumlinekonzept entwickelt, das aus einer 1200 t Doppelstößelmaschine und einem
entsprechend den Anforderungen angepassten Ofenkonzept besteht. Je nach Anforderung
an den zu verarbeitenden Werkstoff ist die Ofenlänge ausgewählt, mit Schutzgasoption
ausgestattet, bzw. die Anlage mit einer Strahlanlage kombiniert. Das Mediumlinekonzept
wurde mit dem Doppelstößel an die im Fahrzeug überwiegend vorhandenen Links-/
Rechtsteile angepasst, womit immer die für ein Fahrzeug erforderlichen Teile gemeinsam
produziert werden können. Aufgrund der Kombination von 2 Platinen in 2 Werkzeugen
pro Hub sind sowohl der Einlege- als auch der Entnahmevorgang komplexer, als bei einer
Einzelteilfertigung. Daher sind Mehrstößelfertigungen störungsanfälliger als Einfach-
teilefertigungen sodass die Ausbringung in Hüben pro Stunde geringer ausfällen kann als
bei einer Einzelteilefertigung.
Aus diesem Grund wurde das Smallinekonzept mit einer Einzelteilfertigung pro Hub
entwickelt. Im Gegensatz zu Medium- und Bigline, wo die Platinen mit der Stirnseite
voraus durch den Ofen fahren, ist bei der Smalline ein Transport der Bauteile quer durch
den Ofen vorgesehen, d.h. die Platinen liegen im Ofen mit Längsrichtung parallel zu den
Straube, Martin Effizienzsteigerung in der Warmumformung 5
Ofenrollen. Die Presse steht bei diesem Linienkonzept in Durchlaufrichtung des Ofens.
Durch die Querlage der Platinen im Ofen werden die Platinen gegen einen Anschlag
gefahren und zum Werkzeug zentriert. Das Einlegen erfolgt über einen Transfer und
Greifer analog zu den anderen Linien. Die Zuführung der Platinen erfolgt durch das
weniger aufwendige Ausrichten der Platinen schneller sodass bei diesem Linienprinzip
die Einlegezeit unter 6 s liegt. Daher eignet sich dieses Linienprinzip besonders für dünne
Bleche unter 1,0 mm. Durch die geringere Störanfälligkeit ist die Effektivität dieser
Anlage deutlich höher als bei anderen Linienkonzepten, so dass derartige Anlagen mit
einem OEE von > 80% gefahren werden können.
2.2 Standardisierung bei der Prozessauslegung für Warmumformung und
Beschnitt
Die Technische Angebotsbewertung von Warmumformteilen erfolgt bei Gestamp
momentan in weltweit vier Tech-Centern. Die überwiegende Anzahl von Prozess-
auslegungen erfolgt dabei in Lulea, Schweden und Ludwigsfelde, Deutschland. In den
Tech-Centern arbeiten insgesamt etwa 40 Mitarbeiter an der Auslegung von Warm-
umformprozessen für eigene Bauteilentwicklungen oder Bauteilen, die nur zum Zwecke
der Fertigung als sogenannte „Build to Print Bauteile“ bei Gestamp angefragt werden,
Bild6. Weltweit wurden so 2013 mehr als 1000 Bauteile bewertet.
Um die technische Angebots- und Machbarkeitsbewertung von Warmumformteilen
schnell und effizient durchführen zu können wurden auch hier die Arbeitsabläufe
frühzeitig standardisiert. Dabei werden für die Zusammenfassung der Prozessauslegung
nicht nur standardisierte Formulare sondern auch insbesondere im Bereich CAE gleiche
Systeme verwendet. Durch das automatisierte Auslesen der Informationen zur Bauteil-
schachtelung, der Materialausnutzung und des Materialeinsatzes wurden die Abläufe
vereinfacht. Nur dadurch sind die Mitarbeiter bei Gestamp in der Lage ein Bauteil
innerhalb weniger Arbeitstage technisch auszuwerten. Der Hauptteil der Arbeiten liegt
dabei auf der Prozessdefinition für das Warmumformteil und der Durchführung von
Simulationen um die Machbarkeit mit der ausgewählten Prozessdefinition zu belegen.
Parallel werden die Kundeninformationen zum Bauteil aus CAD und Zeichnungen
bewertet um dem Kunden hinsichtlich der erreichbaren Toleranzen bereits mit dem
Angebot entsprechende Abweichungen mitteilen zu können. Für ein Bauteil werden dem
Kunden Aussagen über:
6 Effizienzsteigerung in der Warmumformung Straube, Martin
- technische Machbarkeit (Umformung) des Bauteils, mit den Bewertungen
- herstellbar,
- nicht herstellbar oder kritisch, d.h. herstellbar unter Einhaltung der Gestamp
Änderungsvorschläge
- Toleranzen
- Größe der Platine, Einsatzgewicht etc.
übergeben. Weitere Details zur Prozessdefinition, mögliche Laserlängen, mögliche vor-
entwickelte Bereiche etc. werden natürlich ebenfalls ermittelt, da sie Voraussetzung für
eine detaillierte Kalkulation der Bauteile bilden.
Nach Nominierung zur Fertigung des Bauteils durch den Kunden werden die
Prozessausarbeitungen in Richtung eines Warmumformwerkzeuges fortgeführt. Dabei
werden die mit dem Kunden ausgehandelten Kompromisse hinsichtlich Bauteil-
änderungen und Toleranzen eingearbeitet. Die Platinenschachtelung der Ausgangsplatine
wird ebenfalls anhand der Toleranzabstimmung mit dem Kunden optimiert. Hierbei
werden dann noch einmal verschiedene Simulationen durchgeführt, um die
Fertigungsmethode für das Bauteil zu optimieren und die Prozessauslegung robust zu
gestalten. Am Ende werden die Werkzeugflächen aus den Simuationsdaten generiert um
die Funktion des Werkzeuges sehr nahe an der Prozessimulation zu halten. Die so
erzeugten Werkzeugflächen gehen zusammen mit den ermittelten Kräften und
Bewegungswegen des Werkzeuges in den Werkzeugbau und bilden die Basis für das
Warmumformwerkzeug.
Auch der Beschnittprozess für Warmumformteile wird in der Prozessauslegung
mitbetrachtet. Dabei steht bei Gestamp ein ganzer Baukasten von unterschiedlichen
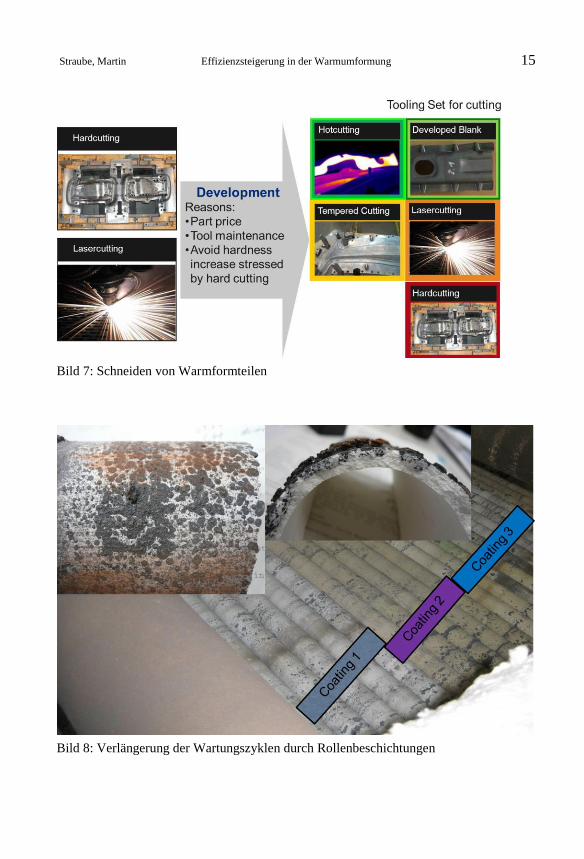
Beschnittarten, gemäß Bild 7, zur Verfügung wobei heute aufgrund von Kundenan-
forderungen überwiegend das Laserschneiden zum Einsatz kommt. Aber auch Hart-
beschnitt nach Warmumformung in separaten Schnittwerkzeugen, Warmbeschnitt im
Umformwerkzeug während oder nach erfolgter Ausformung oder das Vorentwickeln der
Platine werden für die Bauteilfertigung genutzt. Allerdings rechnet sich ein Hartbeschnitt
heute aufgrund der ständig schneller werdenden Laserschneidgeschwindigkeiten erst ab >
300.000 Fahrzeugen pro Jahr, produziert am gleichen Standort. Diese Volumina werden
vom Markt heute kaum noch angefragt.
Straube, Martin Effizienzsteigerung in der Warmumformung 7
Anzustreben ist die Vermeidung von Beschnitt mittels vorausgelegter Platine jedoch
bedeutet dies meist eine Erweiterung von Kundentoleranzen. Für eine eigene Ab-
schätzung der Möglichkeiten sind hier meist Umgebungsdaten für das jeweilige Bauteil
oder umfangreiche Abstimmungen mit dem Kunden erforderlich.
Nach Bewertung der Toleranzen werden die Beschnittlängen errechnet und anschließend
die Laserzeit für die Kalkulation des Teilepreises oder zusätzlich Werkzeugaufwände
ermittelt. Für die störungssichere Aufnahme der Bauteile im Laserprozess werden
ebenfalls standardisierte Elemente verwendet, die eine gute Lagefixierung der Bauteile
auch bei flacher Geometrie ermöglichen. Auch die Laseraufnahmen sind bei Gestamp
standardisiert.
2.3 Standardisierung bei der Einarbeit und beim Tryout
Das globale Wachstum insbesondere in den Schwellernländern wie Russland, China und
Brasilien, führt dazu, dass insbesondere in neu errichteten Werken die Kapazitäten für
Werkzeugbau und Tryout beschränkt sind. Überwiegend organisieren sich die Werke
hauptsächlich mit einer Werkzeuginstandsetzung und Reparatur um kleinere War-
tungsumfänge durchführen zu können. Daher müssen die Werkzeuge bei Verlagerung
insgesamt einen hohen Einarbeitsstand aufweisen. Daher wurden die Gestamp eigenen
Werkzeugbauten mit einheitlichen Tryoutlinien der Baugröße „Smalline“ ausgerüstet.
Damit kann ein Warmumformwerkzeug mit einem hohen Einarbeitungsstand in das
Gestamp-Werk ausgeliefert werden. Der Einarbeitungsaufwand Vorort wird damit
erheblich reduziert. Auch Vorserien können bei Bedarf auf diesen Tryoutlinien
wirtschaftlich gefahren werden, da Kunden ab der Vorserie heute überwiegend bereits die
Einhaltung des für die Serie geltenden Teilepreises fordern.
2.4 Einarbeit Vorort und weltweite Koordination von gewonnenen
Erkenntnissen
Die Einarbeitung der Werkzeuge wird durch die Entsendung von Werkzeugmachern aus
dem Werkzeugbau und durch Mitarbeiter des Launchteams unterstützt, wobei die Launch
teams insbesondere neue Werke mit wenig Infrastruktur und Know-How technische
Hilfestellung geben. Insbesondere bei globalen Projekten, bei denen weltweit gleiche
Teile und damit gleiche Werkzeuge an unterschiedlichen Standorten zum Einsatz
8 Effizienzsteigerung in der Warmumformung Straube, Martin
kommen, zahlt sich die Sammlung von Erkenntnissen durch die eingesetzten Fachkräfte
und insbesondere das Launchteam aus. Auftauchende Probleme und Abweichungen in
den Werkzeugen und Warmumformprozessen können in den anderen Regionen frühzeitig
geändert und somit verbessert werden. Damit sind bei globalen Projekten nicht nur
Kosten im Bereich der Werkzeugkonstruktion, sondern auch bei der Einarbeitung von
Werkzeugen einzusparen. Für den Kunden und Gestamp ergibt sich damit eine Win-Win-
Situation, da die gewonnen Erkenntnisse, abgeleiteten Änderungen an Prozessen und
Werkzeugen für den Kunden auch eine Verkürzung bei einem weltweit zweiten oder
dritten Fahrzeuganlauf zur Folge haben. Obendrein werden Kosten der
Werkzeugkonstruktion reduziert, bzw. auf mehr Werkzeugsätze verteilt, was ebenfalls
eine Kostenreduzierung für den Kunden bedeutet.
3 Effizienzsteigerungen des Warmumformprozesses
3.1 Effizienzsteigerung bereits bei der Prozessauslegung
Die Effizienz des Warmumformprozesses kann durch unterschiedliche Maßnahmen
verbessert werden. Hierzu trägt natürlich der erhebliche Erfahrungsschatz der Kollegen in
den Tech-Centern bei der Prozessauslegung bei. So ist zum Beispiel die Kombination
möglichst vieler Bauteile zu einer gemeinsamen Platine wie auch die möglichst große
Kombination von Bauteilen unterschiedlicher Platinen bereits in der Prozessauslegung
festzulegen. Auch die Kombination verschiedener Bauteile eines Fahrzeuges mit gleichen
jährlichen Bedarfen ist anzustreben. Letzteres ist jedoch durch die erhöhte Störan-
fälligkeit der Kombinationen eingeschränkt zu betrachten. Hier sind auch Limitierungen
durch die Anlagentechnik, z.B. bei der Ausrichtung und Zuführung der Platinen zu
beachten.
3.2 Effizienzsteigerung bei Warmumformanlagen
Die Effizienz einer Warmumformlinie kann durch unterschiedliche Maßnahmen ver-
bessert werden. Die Kombination verschiedener Bauteile eines Fahrzeuges mit gleichen
jährlichen Bedarfen ist anzustreben erhöht jedoch auch die Störanfälligkeit der Prozesse.
Daher erfolgt die Kombination von Bauteilen mit Augenmaß und in Absprache mit dem
für die Produktion vorgesehenen Herstellerwerk.
Straube, Martin Effizienzsteigerung in der Warmumformung 9
Bei Gestamp wird darüber hinaus ständig an der Verbesserung der Warmumformprozesse
in den einzelnen Werken gearbeitet. Das Ziel ist es dabei die Anzahl der pro Stunde oder
pro Schicht gefahrenen Hübe ständig zu verbessern. Ebenfalls wird daran gearbeitet, die
Wartungsaufwände an den Warmumformanlagen und an den Betriebmitteln zu re-
duzieren, was ebenfalls die Effizienz des Warmumformprozesses steigert.
Einschränkungen in der Effizienz einer Warmumformanlagen ergeben sich bei
Störungen aus:
- Platinenzuführung
- Ofendurchlauf (Rollenaufbau, Doppelblechkontrolle)
- Zentrierung
- Einlegen (Transfer, Greifer)
- Warmumformwerkzeug (Einarbeitungstand , Tuschierbild, Verschleiß)
- Entnahme (Greifer, Transfer)
Bei Betrieb eines konventionellen Rollenherdofens mit dem Erwärmen der Platinen
direkt auf den Ofenrollen führt zu erheblichen Verschmutzungen auf den Ofenrollen bei
der Verarbeitung von AlSi beschichteten Blechen. Hieraus ergibt sich mit fortschrei-
tendem Rollenaufbau insbesondere für dünne und leichte Platinen eine zunehmend
schlechtere Lagepositionierung auf der Zentrierstation. Dieser fortschreitende Prozess
führt zunehmend zu Zentrierfehlern und kann nur durch eine intensive Ofenwartung mit
Austausch von Rollen behoben werden. Selbst bei guter Vorbereitung kostet eine
Ofenwartung mindestens eine Woche Produktionsausfall, der durch Abkühlen, Ofen-
stillstand und kontrolliertes wieder anheizen verursacht wird. In der Ofenwartung werden
meist in einem kritischen Bereich mindestens 100 bis 150 Ofenrollen getauscht und
teileweise durch gut erhaltenen aber größtenteils neue Ofenrollen ersetzt. Der Abstand
zwischen zwei Ofenwartungen wurde beispielsweise in Ludwigsfelde in den letzten 3
Jahren von 6 auf 9 bis 10 Monate verlängert. Dies wurde durch den umfangreichen Test
von Ofenrollenbeschichtungen und die Auswahl des geeignetsten Systems für den
Dauereinsatz erreicht. Bild8.
3.3 Effizienzsteigerung durch optimierte Warmumformwerkzeuge
Die Warmumformwerkzeuge sind durch den Warmumformprozess hohen thermischen
und mechanischen Belastungen ausgesetzt. Durch die Wärmeübertragung vom Blech
beim Abkühlen auf das Werkzeug werden dicht an der Oberfläche kurzzeitig hohe
Temperaturen im Bereich der Einlegetemperatur des Bleches um die 730°C erreicht.
10 Effizienzsteigerung in der Warmumformung Straube, Martin
Durch kurze Taktzeiten und die im Blech gespeicherte Energie wird diese auf das
Werkzeug übertragen und heizt das Werkzeug langsam auf. Je nach Ausführung der
Wasserkühlung im Werkzeug wird das Werkzeug auf eine Temperatur von 80° bis 100°C
aufgeheizt. Eine Temperatur bis 180°C kann zwischenzeitlich schon mal auftreten.
Aufgrund der hohen Platinentemperatur sind sehr dünne Beschichtungen daher zur
Beschichtung der Werkzeuge mit einem Verschleißschutz gänzlich ungeeignet. Zu-
sätzlich sind die Oberflächen der Bleche bei hohen Temperaturen sehr rauh, so dass zu-
sammen mit der AlSi-Beschichtung ein starker Abrieb an den Werkzeugformen erfolgt.
Dies kann durch eine hohe Härte in der Werkzeugoberfläche von annähernd 60 HRC
verhindert werden. Aufgrund der sehr harten AlSi Beschichtung verschleißen normale
Werkzeugstähle relativ schnell nach 100.000 Hüben. Der Verschleiß ist an größer
werdenden Radien und nicht mehr zu haltenden Formtoleranzen zu erkennen. Das
Werkzeug müsste nun frühzeitig nachgesetzt werden, um den Nachfräsaufwand in
Grenzen zu halten.
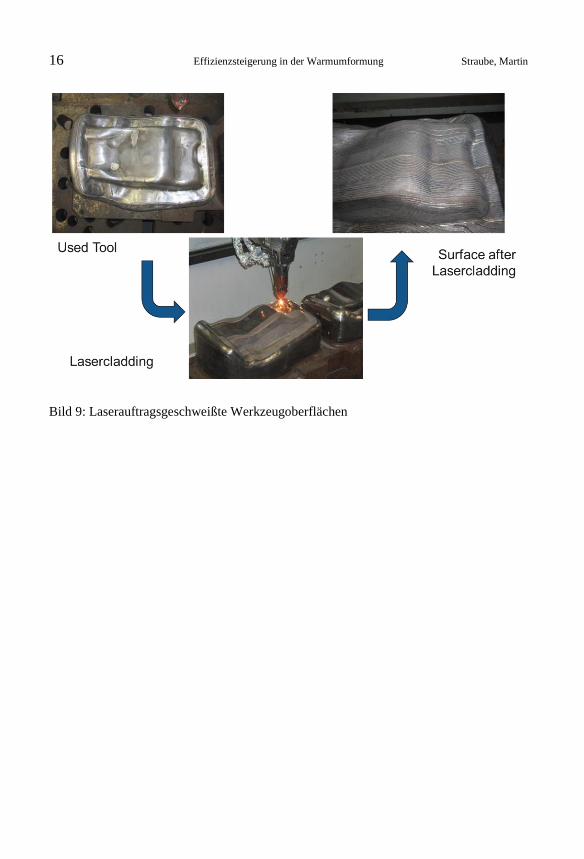
Eine Alternative bildet das Laserpulverauftragsschweißen, das aus der Kaltumformung
zur Beschichtung von Werkzeugen bekannt ist. Gemeinsam mit einem Kooperations-
partner wurde durch Auswahl einer geeigneten Pulvermischung das Laserpulverauftrags-
schweißen derart angepasst, sodass heute eine hoch verschleißfeste Beschichtung auf die
Warmumformwerkzeuge aufgetragen werden kann. Bild9. Diese Technologie wird
teilweise sowohl bei bestehenden älteren Warmumformwerkzeugen als Reparaturlösung
als auch bei neu angefertigten Werkzeugen von vornherein eingesetzt. Werkzeuge
aufgeschweißt mit dieser Technologie zeigen selbst nach 450.000 Hüben heute keinerlei
Verschleißerscheinungen an der Werkzeugoberfläche. Auch der Wartungsaufwand durch
säubern und polieren der Werkzeuge zwischen den Fertigungslosen ist mindestens um
50% reduziert und der Produktionprozess muß für Wartungen der Werkzeuge innerhalb
eines Fertigunsgloses so gut wie nicht mehr unterbrochen werden. Insgesamt muß
allerdings für eine derartige Beschichtung ein Mehraufwand in der Erstellung der Werk-
zeuge von ca. 30 T€ investiert werden.
4 Zusammenfassung
Auch in den nächsten Jahren wird die Bedeutung der Warmumformungstechnologie und
das starke Wachstum an Warmumformteilen weiter zunehmen. Durch die Entwicklung
globaler Fahrzeugplattformen mit Warmumformteilen sind global aufgestellte Zulieferer,
Straube, Martin Effizienzsteigerung in der Warmumformung 11
wie Gestamp mit seiner Kompetenz im Bereich der Warmumformung, gefragt, die den
Kunden bereits bei der Auslegung und Optimierung der Bauteile, sowie beim Pro-
duktionsanlauf durch kurze Reaktionszeiten auf auftauchende Problem optimal
unterstützen können, und das Know-How aus regionalen Anläufen optimal auf andere
Regionen übertragen können.
Gestamp deckt dabei die gesamte Wertschöpfungskette der Warmumformung von der
Entwicklung, Simulation sowie Prototypenbau, über eigene Werkzeugbaukapazitäten,
eine eigene Pressenlinien-Auslegung und Erstellung, weltweite Produktionserfahrung ab.
Eine Co-Entwicklung der Bauteile mit Gestamp ist erforderlich um Kapazitäten und
Projekterfolg frühzeitig abzusichern.
Die dargestellten Ergebnisse zur Optimierung von Warmumformanlagen wurden im
Rahmen eines durch die Europäische Union, Europäischer Fonds für regionale
Entwicklung, geförderten Vorhabens erarbeitet.
12 Effizienzsteigerung in der Warmumformung Straube, Martin
Bild 1: Produktspektrum Gestamp Autocomponents
Straube, Martin Effizienzsteigerung in der Warmumformung 13
Bild 2: Technologiespektrum für den Karosseriebereich 1/2
Bild 3: Technologiespektrum für den Karosseriebereich 2/2
Bild 4: Geplantes Wachstum bei Gestamp im Bereich Warmumformung
14 Effizienzsteigerung in der Warmumformung Straube, Martin
Bild 5: Gestamp Standards für Warmumform- und Beschnittlinien
Bild 6: Globale Unterstützung als Prinzip für globales Wachstum
Straube, Martin Effizienzsteigerung in der Warmumformung 15
Bild 7: Schneiden von Warmformteilen
Bild 8: Verlängerung der Wartungszyklen durch Rollenbeschichtungen
16 Effizienzsteigerung in der Warmumformung Straube, Martin
Bild 9: Laserauftragsgeschweißte Werkzeugoberflächen


















