Engineer«s mit font (5) - spray.com · mit der Qualität der Düse. Ob Spülen, Waschen oder...
16
Viskosität Arbeitsdruck Aufprallkraft Temperatur Düsenkennwerte Oberflächenspannung Spritzwinkel und Spritzbreite Verschleiß Volumen-Strom Material Handbuch Düsentechnik Spraying Systems Dichte Tropfengröße
Transcript of Engineer«s mit font (5) - spray.com · mit der Qualität der Düse. Ob Spülen, Waschen oder...

Viskosität
Arbeitsdruck
Aufprallkraft
Temperatur Düsenkennwerte
Oberflächenspannung
Spritzwinkel und Spritzbreite
Verschleiß
Volumen-Strom
Material
HandbuchDüsentechnik
Spraying Systems
Dichte
Tropfengröße

Spraying Systems
2
WeltweiterService
Die Spraying Systems Grup-pe, weltweit führender Her-steller von Düsen undSystemzubehör, verfügt übereigene Produktionsstätten inden USA sowie mehrerenLändern der Welt, unter ande-rem in Deutschland. EigeneVertriebsgesellschaften undexklusive Vertretungen inmehr als 40 Ländern der Erdesorgen für einen umfassendenService in Ihrer Nähe.
Service in Deutschland
Service und Kundenzufrieden-heit werden bei uns ganz groß geschrieben:
l Eine engmaschige Außen-dienstorganisation, dieIhnen die internationaleErfahrung von SprayingSystems „frei Haus“ liefert.
l Eine Anwendungstech-nik, die mit unseren Spe-zialisten Ihr Ansprechpart-ner für besondere Verfah-rensfragen ist.
l Unsere moderne Fabrikin Deutschland, die mitmodernsten Fertigungsan-lagen, Versuchseinrichtun-gen und Simulationstech-niken ausgestattet ist undnicht zuletzt unsere kom-petenten, auf die Düsen-technik spezialisierten Inge-nieure.
InnovativeForschung
Durch die weltumspannendeInformationstechnik derSpraying Systems Gruppehaben unsere Ingenieuredirekten Zugriff auf die neue-sten Erkenntnisse in derDüsentechnik. So können fürunsere Kunden kurzfristiginnovative Ideen umgesetztund neue Produkte entwickeltwerden.
Modernste Versuchs-, Simula-tions- und Prüfeinrichtungenin unserem TechCenter ste-hen unseren Ingenieuren fürihre Arbeit zur Verfügung.
Bei Qualität kennen wirkeinen Kompromiß
Qualität steht bei uns ganzoben !Unser Qualitätsmanagement –das schon seit 1995 nach DINISO 9001 zertifiziert ist – sorgtfür die Einhaltung der von unsfestgesetzten hohen Qua-litätsanforderungen.
Spraying Systems – Düsen und Systemkomponenten

Spraying Systems
3
Spritzdüsen sind mehr alsein Loch in einem Werkstoff!
Düsen sehen manchmal sounscheinbar aus und habenes doch „in sich“. Einige vonihnen haben ein reichesInnenleben, und allen ist einsehr differenzierter Charaktergemeinsam, der auf Einflüssewie z.B. Druck und Volumensensibel reagiert.
Diese kleine Broschüre kannnaturgemäß nur eine Ein-führung in die Düsentechnikgeben. Sie soll für den Techni-ker eine kleine Hilfe sein beiseinen Konstruktions- undPlanungsaufgaben.
Wir haben uns bewußt auf dieDarstellung der wesentlichenMerkmale und Einflußfaktorenbeschränkt, die ohne Betrach-tung des Einzelfalls allgemeingültig sind.
Auf die Düsekommt es an...
Bei Ihrem speziellen Ein-satzfall beraten wir Siegern.
Viele verfahrenstechnischeProzesse stehen und fallenmit der Qualität der Düse. ObSpülen, Waschen oder Reini-gen, ob Schmieren, Beschich-ten oder Lackieren, ob Gas-waschen, Luftbefeuchten oderBenetzen, oder Filtern,Mischen oder Dosieren, obFeuerschutz, Staubnieder-schlag oder Sprühtrocknung -unsere Anwendungstechnikerhelfen Ihnen, eine wirtschaftli-che Lösung zu finden.

Spritzdüsen sind so konzi-piert, daß sie unter vielenunterschiedlichen Bedingun-gen eingesetzt werden kön-nen. Hieraus ergibt sich, daßfür eine Problemlösung häufiggrundsätzlich verschiedeneDüsen verwendet werden kön-nen.
Damit für den einzelnenAnwendungsfall die effektivsteund wirtschaftlichste Lösungzum Einsatz kommt, habenwir die wesentlichen Kriterienzusammengestellt, nach de-nen Spritzdüsen zu unterschei-den und zu bewerten sind. Imfolgenden stellen wir Ihnen
ausgewählte Spritzcharakteri-stiken vor. Einzelheiten überbesondere Spritzcharakteristi-ken spezieller Düsen werdenim jeweiligen Düsenkapitelbeschrieben.
Bei einem Vollkegelspritzbild wird einerunde, quadratische, rechteckige oderovale Aufprallfläche gebildet, die voll-ständig mit Tropfen bedeckt ist. DiesesSpritzbild wird meistens durch den Ein-bau von speziellen Wirbelkörpernerreicht, die die Flüssigkeit, bevordiese aus der Düse austritt, in einekontrollierte Strömung versetzen. Voll-kegelspritzbilder mit besonders kleinenTropfendurchmessern erzeugt mandurch Verwendung von Luftzerstäu-bungsdüsen.
Der Vollstrahl ist ein geschlossenerFlüssigkeitsstrahl, der durch ein Lochaustritt. Moderne Vollstrahldüsenhaben eine optimierte Gestaltung derFlüssigkeitseintrittskammer sowie derDüsenaustrittsöffnung und/oder Strö-mungsstabilisatoren. Das Ergebnis:Nach Verlassen der Düse bleibt derVollstrahl auf einer größeren Längeerhalten und damit auch seine hoheAufprallkraft.
Spritzcharakteristiken
4
Von einem Hohlkegelspritzbild sprichtman, wenn die Flüssigkeit eine ring-förmige Aufprallfläche bildet. DieseSpritzcharakteristik wird im allgemei-nen dadurch erzeugt, daß die Flüssig-keit tangential in eine Wirbelkammereintritt oder durch einen besondersgeformten Drallkörper strömt. Die inbeiden Fällen der Flüssigkeit aufge-zwungene Verwirbelung führt beiihrem Austritt aus der Düse zu einerHohlkegelspritzcharakteristik.
Hohlkegel
Vollkegel
Vollstrahl
Spritzbilder
5
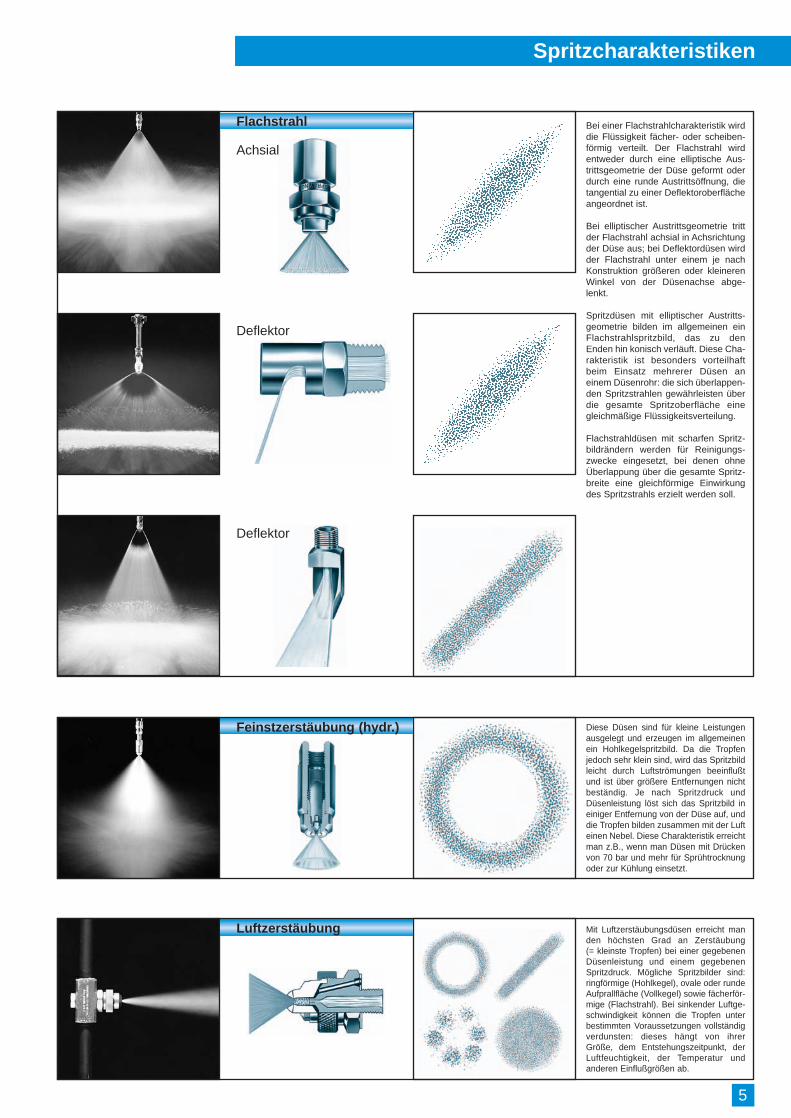
Mit Luftzerstäubungsdüsen erreicht manden höchsten Grad an Zerstäubung (= kleinste Tropfen) bei einer gegebenenDüsenleistung und einem gegebenenSpritzdruck. Mögliche Spritzbilder sind:ringförmige (Hohlkegel), ovale oder rundeAufprallfläche (Vollkegel) sowie fächerför-mige (Flachstrahl). Bei sinkender Luftge-schwindigkeit können die Tropfen unterbestimmten Voraussetzungen vollständigverdunsten: dieses hängt von ihrerGröße, dem Entstehungszeitpunkt, derLuftfeuchtigkeit, der Temperatur undanderen Einflußgrößen ab.
Bei einer Flachstrahlcharakteristik wirddie Flüssigkeit fächer- oder scheiben-förmig verteilt. Der Flachstrahl wirdentweder durch eine elliptische Aus-trittsgeometrie der Düse geformt oderdurch eine runde Austrittsöffnung, dietangential zu einer Deflektoroberflächeangeordnet ist.
Bei elliptischer Austrittsgeometrie trittder Flachstrahl achsial in Achsrichtungder Düse aus; bei Deflektordüsen wirdder Flachstrahl unter einem je nachKonstruktion größeren oder kleinerenWinkel von der Düsenachse abge-lenkt.
Spritzdüsen mit elliptischer Austritts-geometrie bilden im allgemeinen einFlachstrahlspritzbild, das zu denEnden hin konisch verläuft. Diese Cha-rakteristik ist besonders vorteilhaftbeim Einsatz mehrerer Düsen aneinem Düsenrohr: die sich überlappen-den Spritzstrahlen gewährleisten überdie gesamte Spritzoberfläche einegleichmäßige Flüssigkeitsverteilung.
Flachstrahldüsen mit scharfen Spritz-bildrändern werden für Reinigungs-zwecke eingesetzt, bei denen ohneÜberlappung über die gesamte Spritz-breite eine gleichförmige Einwirkungdes Spritzstrahls erzielt werden soll.
Diese Düsen sind für kleine Leistungenausgelegt und erzeugen im allgemeinenein Hohlkegelspritzbild. Da die Tropfenjedoch sehr klein sind, wird das Spritzbildleicht durch Luftströmungen beeinflußtund ist über größere Entfernungen nichtbeständig. Je nach Spritzdruck undDüsenleistung löst sich das Spritzbild ineiniger Entfernung von der Düse auf, unddie Tropfen bilden zusammen mit der Lufteinen Nebel. Diese Charakteristik erreichtman z.B., wenn man Düsen mit Drückenvon 70 bar und mehr für Sprühtrocknungoder zur Kühlung einsetzt.
Spritzcharakteristiken
Flachstrahl
Feinstzerstäubung (hydr.)
Luftzerstäubung
Achsial
Deflektor
Deflektor
Düsenkunde
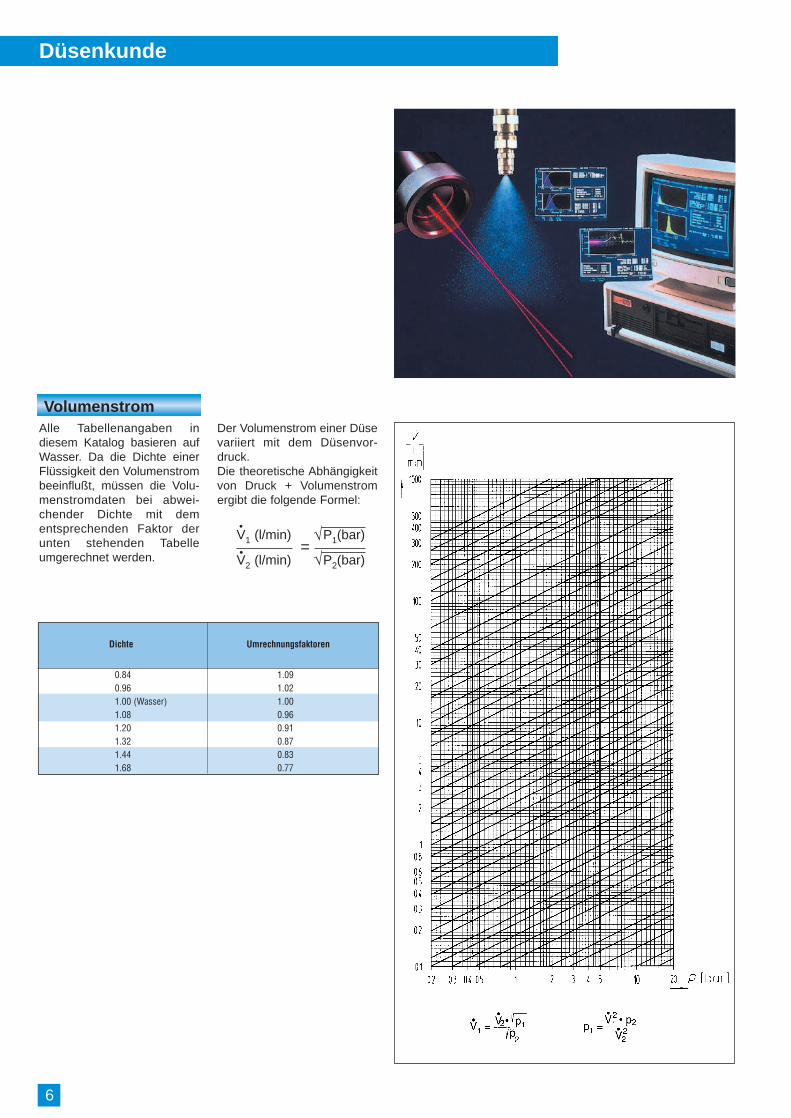
Alle Tabellenangaben indiesem Katalog basieren aufWasser. Da die Dichte einerFlüssigkeit den Volumenstrombeeinflußt, müssen die Volu-menstromdaten bei abwei-chender Dichte mit dementsprechenden Faktor derunten stehenden Tabelleumgerechnet werden.
6
Volumenstrom
Dichte Umrechnungsfaktoren
0.84 1.090.96 1.021.00 (Wasser) 1.001.08 0.961.20 0.911.32 0.871.44 0.831.68 0.77
Der Volumenstrom einer Düsevariiert mit dem Düsenvor-druck. Die theoretische Abhängigkeitvon Druck + Volumenstromergibt die folgende Formel:
V1 (l/min) P1(bar)
V2 (l/min) P2(bar)
•
• =√√
Düsenkunde
7
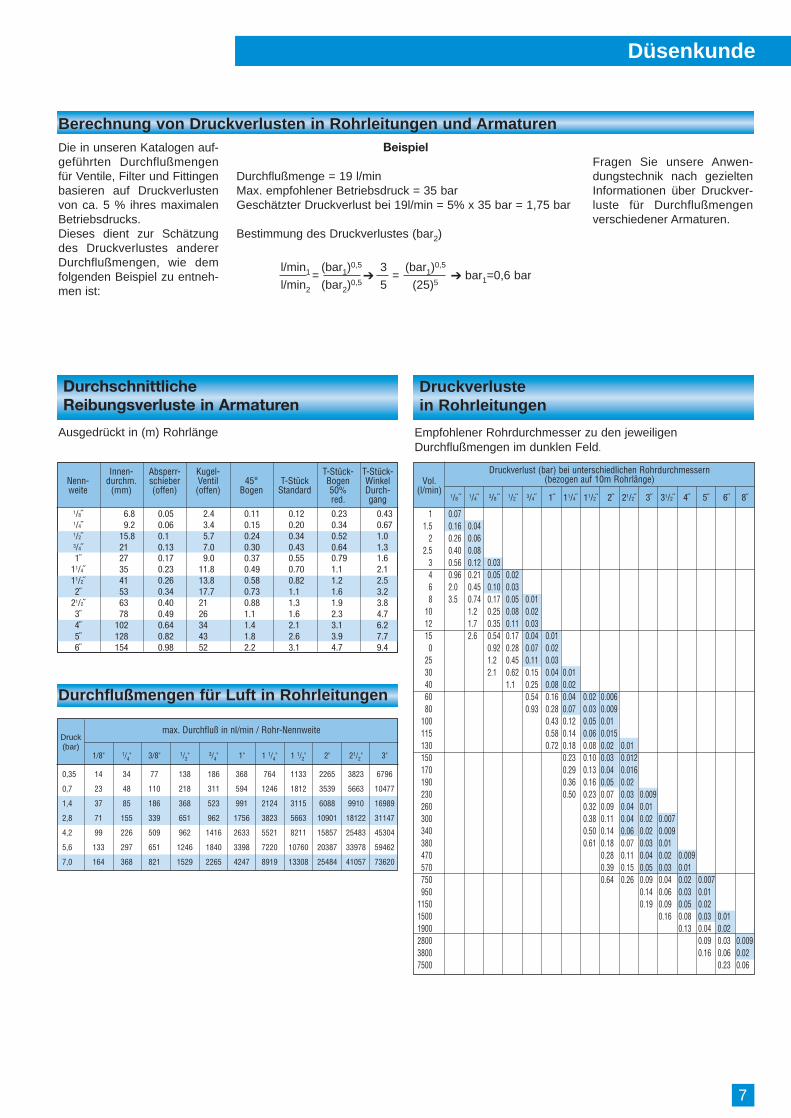
Durchschnittliche Reibungsverluste in Armaturen
Ausgedrückt in (m) Rohrlänge
Druckverluste in RohrIeitungen
Empfohlener Rohrdurchmesser zu den jeweiligen Durchflußmengen im dunklen Feld.
Druckverlust (bar) bei unterschiedlichen Rohrdurchmessern(bezogen auf 10m Rohrlänge)Vol.
(l/min)1/8 ˝ 1/4˝ 3/8 ˝ 1/2˝ 3/4˝ 1˝ 11/4˝ 11/2˝ 2˝ 21/2˝ 3˝ 31/2˝ 4˝ 5˝ 6˝ 8˝
Innen- Absperr- Kugel- T-Stück- T-Stück-Nenn- durchm. schieber Ventil 45° T-Stück Bogen Winkelweite (mm) (offen) (offen) Bogen Standard 50% Durch-
red. gang1/8˝ 6.8 0.05 2.4 0.11 0.12 0.23 0.431/4˝ 9.2 0.06 3.4 0.15 0.20 0.34 0.671/2˝ 15.8 0.1 5.7 0.24 0.34 0.52 1.03/4˝ 21 0.13 7.0 0.30 0.43 0.64 1.31˝ 27 0.17 9.0 0.37 0.55 0.79 1.6
11/4˝ 35 0.23 11.8 0.49 0.70 1.1 2.111/2˝ 41 0.26 13.8 0.58 0.82 1.2 2.52˝ 53 0.34 17.7 0.73 1.1 1.6 3.2
21/2˝ 63 0.40 21 0.88 1.3 1.9 3.83˝ 78 0.49 26 1.1 1.6 2.3 4.74˝ 102 0.64 34 1.4 2.1 3.1 6.25˝ 128 0.82 43 1.8 2.6 3.9 7.76˝ 154 0.98 52 2.2 3.1 4.7 9.4
1 0.071.5 0.16 0.04
2 0.26 0.062.5 0.40 0.08
3 0.56 0.12 0.034 0.96 0.21 0.05 0.026 2.0 0.45 0.10 0.038 3.5 0.74 0.17 0.05 0.01
10 1.2 0.25 0.08 0.0212 1.7 0.35 0.11 0.0315 2.6 0.54 0.17 0.04 0.010 0.92 0.28 0.07 0.02
25 1.2 0.45 0.11 0.0330 2.1 0.62 0.15 0.04 0.0140 1.1 0.25 0.08 0.0260 0.54 0.16 0.04 0.02 0.00680 0.93 0.28 0.07 0.03 0.009
100 0.43 0.12 0.05 0.01115 0.58 0.14 0.06 0.015130 0.72 0.18 0.08 0.02 0.01150 0.23 0.10 0.03 0.012170 0.29 0.13 0.04 0.016190 0.36 0.16 0.05 0.02230 0.50 0.23 0.07 0.03 0.009260 0.32 0.09 0.04 0.01300 0.38 0.11 0.04 0.02 0.007340 0.50 0.14 0.06 0.02 0.009380 0.61 0.18 0.07 0.03 0.01470 0.28 0.11 0.04 0.02 0.009570 0.39 0.15 0.05 0.03 0.01750 0.64 0.26 0.09 0.04 0.02 0.007950 0.14 0.06 0.03 0.01
1150 0.19 0.09 0.05 0.021500 0.16 0.08 0.03 0.011900 0.13 0.04 0.022800 0.09 0.03 0.0093800 0.16 0.06 0.027500 0.23 0.06
Die in unseren Katalogen auf-geführten Durchflußmengenfür Ventile, Filter und Fittingenbasieren auf Druckverlustenvon ca. 5 % ihres maximalenBetriebsdrucks.Dieses dient zur Schätzungdes Druckverlustes andererDurchflußmengen, wie demfolgenden Beispiel zu entneh-men ist:
Beispiel
Durchflußmenge = 19 l/minMax. empfohlener Betriebsdruck = 35 barGeschätzter Druckverlust bei 19l/min = 5% x 35 bar = 1,75 bar
Bestimmung des Druckverlustes (bar2)
Berechnung von Druckverlusten in Rohrleitungen und Armaturen
max. Durchfluß in nl/min / Rohr-NennweiteDruck(bar)
Durchflußmengen für Luft in Rohrleitungen
Fragen Sie unsere Anwen-dungstechnik nach gezieltenInformationen über Druckver-luste für Durchflußmengenverschiedener Armaturen.
= = bar1=0,6 barl/min1 (bar1)
0,5 3 (bar1)0,5
l/min2 (bar2)0,5 5 (25)5
‘ ‘
1/8" 1/4" 3/8" 1/2" 3/4" 1" 1 1/4" 1 1/2" 2" 21/2" 3"
0,35 14 34 77 138 186 368 764 1133 2265 3823 6796
0,7 23 48 110 218 311 594 1246 1812 3539 5663 10477
1,4 37 85 186 368 523 991 2124 3115 6088 9910 16989
2,8 71 155 339 651 962 1756 3823 5663 10901 18122 31147
4,2 99 226 509 962 1416 2633 5521 8211 15857 25483 45304
5,6 133 297 651 1246 1840 3398 7220 10760 20387 33978 59462
7,0 164 368 821 1529 2265 4247 8919 13308 25484 41057 73620
Düsenkunde
zu verdüsenden Flüssigkeitbeeinflußt. So kann die Strahl-ausbildung und damit derSpritzwinkel bei Flüssigkeitenmit höherer Viskosität alsWasser geringer sein. In Ab-hängigkeit von Viskosität,Düsengröße und Düsenvor-druck kann es im Extremfallsogar nur noch zur Ausbildungeines Vollstrahles kommen.Ein größerer Strahlwinkelkann sich dagegen ausbilden,wenn die Oberflächenspan-nung der Spritzflüssigkeitkleiner als die von Wasser ist.
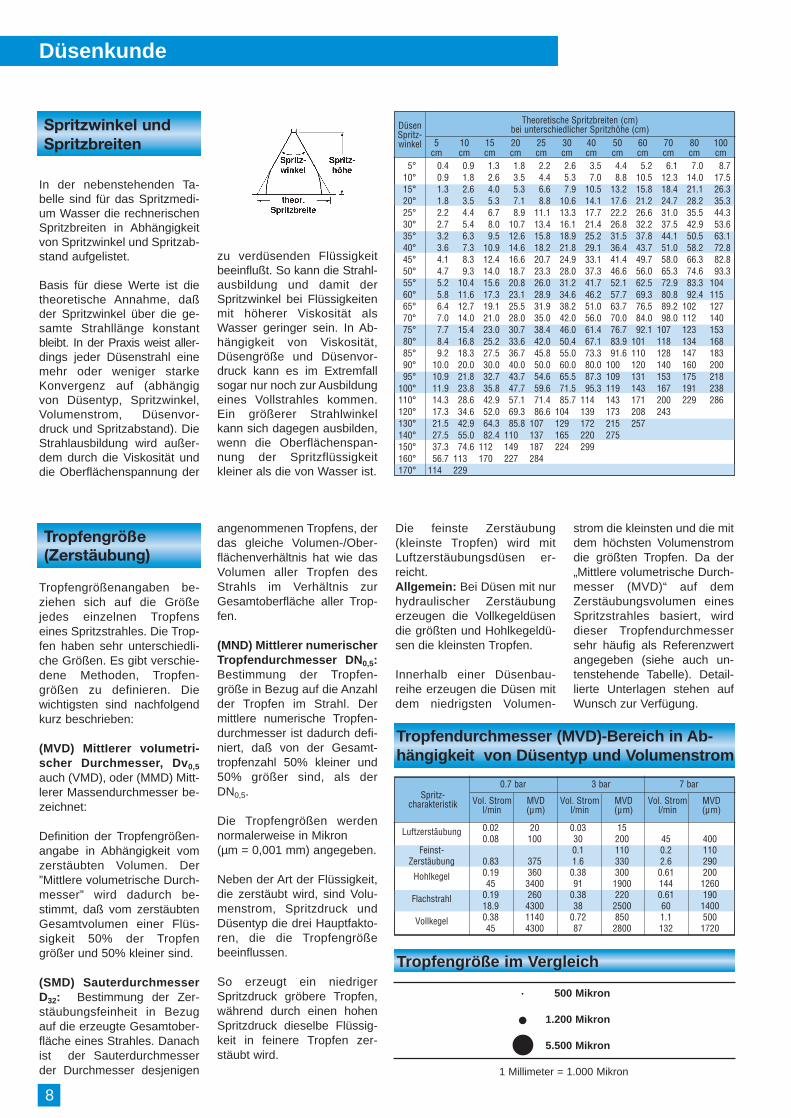
5 10 15 20 25 30 40 50 60 70 80 100cm cm cm cm cm cm cm cm cm cm cm cm
5° 0.4 0.9 1.3 1.8 2.2 2.6 3.5 4.4 5.2 6.1 7.0 8.710° 0.9 1.8 2.6 3.5 4.4 5.3 7.0 8.8 10.5 12.3 14.0 17.515° 1.3 2.6 4.0 5.3 6.6 7.9 10.5 13.2 15.8 18.4 21.1 26.320° 1.8 3.5 5.3 7.1 8.8 10.6 14.1 17.6 21.2 24.7 28.2 35.325° 2.2 4.4 6.7 8.9 11.1 13.3 17.7 22.2 26.6 31.0 35.5 44.330° 2.7 5.4 8.0 10.7 13.4 16.1 21.4 26.8 32.2 37.5 42.9 53.635° 3.2 6.3 9.5 12.6 15.8 18.9 25.2 31.5 37.8 44.1 50.5 63.140° 3.6 7.3 10.9 14.6 18.2 21.8 29.1 36.4 43.7 51.0 58.2 72.845° 4.1 8.3 12.4 16.6 20.7 24.9 33.1 41.4 49.7 58.0 66.3 82.850° 4.7 9.3 14.0 18.7 23.3 28.0 37.3 46.6 56.0 65.3 74.6 93.355° 5.2 10.4 15.6 20.8 26.0 31.2 41.7 52.1 62.5 72.9 83.3 10460° 5.8 11.6 17.3 23.1 28.9 34.6 46.2 57.7 69.3 80.8 92.4 11565° 6.4 12.7 19.1 25.5 31.9 38.2 51.0 63.7 76.5 89.2 102 12770° 7.0 14.0 21.0 28.0 35.0 42.0 56.0 70.0 84.0 98.0 112 14075° 7.7 15.4 23.0 30.7 38.4 46.0 61.4 76.7 92.1 107 123 15380° 8.4 16.8 25.2 33.6 42.0 50.4 67.1 83.9 101 118 134 16885° 9.2 18.3 27.5 36.7 45.8 55.0 73.3 91.6 110 128 147 18390° 10.0 20.0 30.0 40.0 50.0 60.0 80.0 100 120 140 160 20095° 10.9 21.8 32.7 43.7 54.6 65.5 87.3 109 131 153 175 218
100° 11.9 23.8 35.8 47.7 59.6 71.5 95.3 119 143 167 191 238110° 14.3 28.6 42.9 57.1 71.4 85.7 114 143 171 200 229 286120° 17.3 34.6 52.0 69.3 86.6 104 139 173 208 243130° 21.5 42.9 64.3 85.8 107 129 172 215 257140° 27.5 55.0 82.4 110 137 165 220 275150° 37.3 74.6 112 149 187 224 299160° 56.7 113 170 227 284170° 114 229
Theoretische Spritzbreiten (cm)bei unterschiedlicher Spritzhöhe (cm)Düsen
Spritz-winkel
Tropfengrößenangaben be-ziehen sich auf die Größejedes einzelnen Tropfenseines Spritzstrahles. Die Trop-fen haben sehr unterschiedli-che Größen. Es gibt verschie-dene Methoden, Tropfen-größen zu definieren. Diewichtigsten sind nachfolgendkurz beschrieben:
(MVD) MittIerer voIumetri-scher Durchmesser, Dv0,5
auch (VMD), oder (MMD) Mitt-lerer Massendurchmesser be-zeichnet:
Definition der Tropfengrößen-angabe in Abhängigkeit vomzerstäubten Volumen. Der”Mittlere volumetrische Durch-messer” wird dadurch be-stimmt, daß vom zerstäubtenGesamtvolumen einer Flüs-sigkeit 50% der Tropfengrößer und 50% kleiner sind.
(SMD) SauterdurchmesserD32: Bestimmung der Zer-stäubungsfeinheit in Bezugauf die erzeugte Gesamtober-fläche eines Strahles. Danachist der Sauterdurchmesserder Durchmesser desjenigen
angenommenen Tropfens, derdas gleiche Volumen-/Ober-flächenverhältnis hat wie dasVolumen aller Tropfen desStrahls im Verhältnis zurGesamtoberfläche aller Trop-fen.
(MND) Mittlerer numerischerTropfendurchmesser DN0,5:Bestimmung der Tropfen-größe in Bezug auf die Anzahlder Tropfen im Strahl. Dermittlere numerische Tropfen-durchmesser ist dadurch defi-niert, daß von der Gesamt-tropfenzahl 50% kleiner und50% größer sind, als der DN0,5.
Die Tropfengrößen werdennormalerweise in Mikron (µm = 0,001 mm) angegeben.
Neben der Art der Flüssigkeit,die zerstäubt wird, sind Volu-menstrom, Spritzdruck undDüsentyp die drei Hauptfakto-ren, die die Tropfengrößebeeinflussen.
So erzeugt ein niedrigerSpritzdruck gröbere Tropfen,während durch einen hohenSpritzdruck dieselbe Flüssig-keit in feinere Tropfen zer-stäubt wird.
Die feinste Zerstäubung(kleinste Tropfen) wird mitLuftzerstäubungsdüsen er-reicht. Allgemein: Bei Düsen mit nurhydraulischer Zerstäubungerzeugen die Vollkegeldüsendie größten und Hohlkegeldü-sen die kleinsten Tropfen.
Innerhalb einer Düsenbau-reihe erzeugen die Düsen mitdem niedrigsten Volumen-
strom die kleinsten und die mitdem höchsten Volumenstromdie größten Tropfen. Da der„Mittlere volumetrische Durch-messer (MVD)“ auf dem Zerstäubungsvolumen einesSpritzstrahles basiert, wirddieser Tropfendurchmessersehr häufig als Referenzwertangegeben (siehe auch un-tenstehende Tabelle). Detail-lierte Unterlagen stehen aufWunsch zur Verfügung.
8
0.7 bar 3 bar 7 bar
Vol. Strom MVD Vol. Strom MVD Vol. Strom MVDl/min (µm) l/min (µm) l/min (µm)
Spritz-charakteristik
Luftzerstäubung 0.02 20 0.03 150.08 100 30 200 45 400
Feinst- 0.1 110 0.2 110Zerstäubung 0.83 375 1.6 330 2.6 290
Hohlkegel 0.19 360 0.38 300 0.61 20045 3400 91 1900 144 1260
Flachstrahl 0.19 260 0.38 220 0.61 19018.9 4300 38 2500 60 1400
Vollkegel 0.38 1140 0.72 850 1.1 50045 4300 87 2800 132 1720
Tropfengröße(Zerstäubung)
Tropfendurchmesser (MVD)-Bereich in Ab-hängigkeit von Düsentyp und Volumenstrom
500 Mikron
1.200 Mikron
5.500 Mikron
1 Millimeter = 1.000 Mikron
Tropfengröße im Vergleich
In der nebenstehenden Ta-belle sind für das Spritzmedi-um Wasser die rechnerischenSpritzbreiten in Abhängigkeitvon Spritzwinkel und Spritzab-stand aufgelistet.
Basis für diese Werte ist dietheoretische Annahme, daßder Spritzwinkel über die ge-samte Strahllänge konstantbleibt. In der Praxis weist aller-dings jeder Düsenstrahl einemehr oder weniger starkeKonvergenz auf (abhängigvon Düsentyp, Spritzwinkel,Volumenstrom, Düsenvor-druck und Spritzabstand). DieStrahlausbildung wird außer-dem durch die Viskosität unddie Oberflächenspannung der
Spritzwinkel und Spritzbreiten
Düsenkunde
In den Tabellen dieses Kata-loges sind aus Gründen derbesseren Übersichtlichkeit dieDruckbereiche für den üb-lichen Einsatzbereich der je-weiligen Düsentype oder desjeweiligen Düsenzubehörs an-gegeben. Düsen und Zubehörkönnen jedoch im allgemeinenauch bei niedrigeren oderhöheren Drücken eingesetztwerden. Falls besondere Ein-satzbedingungen es erfor-dern, können auch ent-sprechend angepaßte Kon-struktionen geliefert werden.
Sollten Sie spezielle Informa-tionen benötigen, so wendenSie sich bitte an unsereAnwendungstechnik.
9
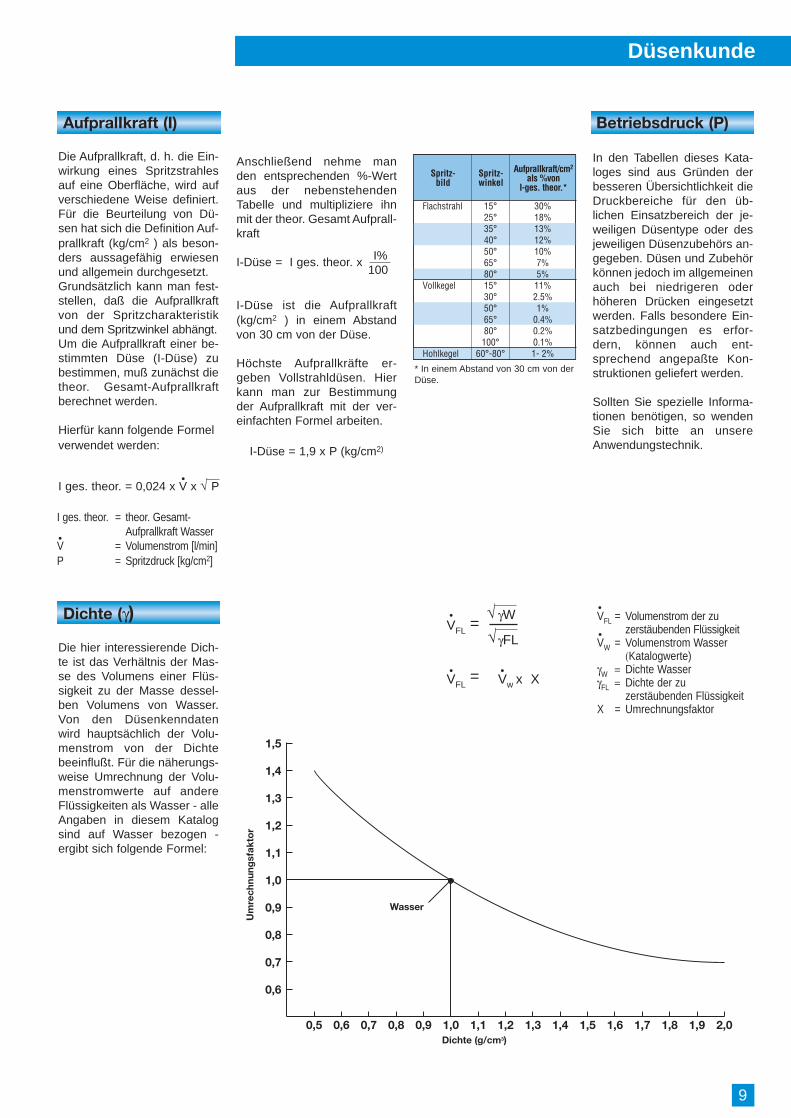
AufpralIkraft (I)
Die Aufprallkraft, d. h. die Ein-wirkung eines Spritzstrahlesauf eine Oberfläche, wird aufverschiedene Weise definiert.Für die Beurteilung von Dü-sen hat sich die Definition Auf-prallkraft (kg/cm2 ) als beson-ders aussagefähig erwiesenund allgemein durchgesetzt. Grundsätzlich kann man fest-stellen, daß die Aufprallkraftvon der Spritzcharakteristikund dem Spritzwinkel abhängt. Um die Aufprallkraft einer be-stimmten Düse (I-Düse) zubestimmen, muß zunächst dietheor. Gesamt-Aufprallkraftberechnet werden.
Hierfür kann folgende Formelverwendet werden:
Betriebsdruck (P)
Anschließend nehme manden entsprechenden %-Wertaus der nebenstehendenTabelle und multipliziere ihnmit der theor. Gesamt Aufprall-kraft
I-Düse ist die Aufprallkraft(kg/cm2 ) in einem Abstandvon 30 cm von der Düse.
Höchste Aufprallkräfte er-geben Vollstrahldüsen. Hierkann man zur Bestimmungder Aufprallkraft mit der ver-einfachten Formel arbeiten.
Spritz-bild
Spritz-winkel
Aufprallkraft/cm2
als %vonI-ges. theor.*
Flachstrahl 15° 30%25° 18%35° 13%40° 12%50° 10%65° 7%80° 5%
Vollkegel 15° 11%30° 2.5%50° 1%65° 0.4%80° 0.2%100° 0.1%
Hohlkegel 60°-80° 1- 2%
I-Düse = I ges. theor. x I%100
I-Düse = 1,9 x P (kg/cm2)
I ges. theor. = 0,024 x V x √ P•
I ges. theor. = theor. Gesamt-Aufprallkraft Wasser
V = Volumenstrom [l/min]P = Spritzdruck [kg/cm2]
•
Dichte (γ)
Die hier interessierende Dich-te ist das Verhältnis der Mas-se des Volumens einer Flüs-sigkeit zu der Masse dessel-ben Volumens von Wasser.Von den Düsenkenndatenwird hauptsächlich der Volu-menstrom von der Dichtebeeinflußt. Für die näherungs-weise Umrechnung der Volu-menstromwerte auf andereFlüssigkeiten als Wasser - alleAngaben in diesem Katalogsind auf Wasser bezogen -ergibt sich folgende Formel:
0,6
0,7
0,8
0,9
1,0
1,1
1,2
1,3
1,4
1,5
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0
Wasser
Dichte (g/cm3)
Um
rech
nung
sfak
tor
VFL
γW
γFL
VFL Vw x X
•
• •
=
=
√√
VFL = Volumenstrom der zu zerstäubenden Flüssigkeit
VW = Volumenstrom Wasser(Katalogwerte)
γW = Dichte WasserγFL = Dichte der zu
zerstäubenden FlüssigkeitX = Umrechnungsfaktor
•
•
* In einem Abstand von 30 cm von derDüse.

Düsenkunde
Zerstäubung bei sehr niedri-gem Betriebsdruck, kleinemSpritzwinkel und feinen Trop-fen. Besonders bei Hohlkegel-und Flachstrahldüsen wird die Strahlwinkelausbildung bei Medien mit einer größe-ren Oberflächenspannung alsWasser stark beeinflußt. BeiMedien mit einer kleinerenOberflächenspannung alsWasser kann der Düsenvor-druck zur Erreichung desgewünschten Düsenstrahlesgesenkt werden. Die Beein-flussung der Düsenkenn-werte durch die Oberflächen-spannung ist in der unten-stehenden Tabelle ”Düsen-kennwerte und ihre Ein-flußfaktoren“ dargestellt.
beeinflussen, daß sie sich auf-heben. So zum Beispiel imFalle einer Hohlkegeldüse:Eine Temperaturerhöhung derSpritzflüssigkeit senkt dieDichte; dadurch steigt tenden-tiell der Volumenstrom,während gleichzeitig die sin-kende Viskosität als Reduzie-rung dagegen wirkt.
Kunststoffe sind in der Tabellenicht aufgeführt, da die ver-schiedenen Kunststoffmate-rialien in Abhängigkeit vomDüsentyp und den Betriebs-bedingungen ein sehr unter-schiedliches Verschleißver-halten zeigen. Bei der Auswahl der richtigenDüse und dem geeignetenWerkstoff aus dem umfangrei-chen Spraying SystemsKunststoffdüsenprogramm be-raten Sie unser Außendienstoder unsere Anwendungs-technik gern.
10
Viskosität (E)
Die dynamische Viskositätentsteht durch die innere Rei-bung einer Flüssigkeit. Dieinnere Reibung ist eine Folgeder Krafteinwirkung zwischenden Molekülen. Die Kraft wirktim Inneren des strömendenMediums zwischen benach-barten Flüssigkeitsschichtenunterschiedlicher Geschwin-digkeit. Die Viskosität einerFlüssigkeit beeinflußt in ersterLinie die Strahlbildung einerDüse, in geringerem Maßeden Volumenstrom.
Flüssigkeiten mit höherer Vis-kosität als Wasser erforderneinen höheren Mindest-Düsenvordruck für die Strahl-ausbildung und liefern kleine-re Spritzwinkel verglichen mitWasser.
Zur Abhängigkeit der Düsen-kennwerte von der Viskositätsiehe untenstehende Tabelle“Düsenkennwerte und ihreEinflußfaktoren“.
Temperatur (t)
Die Katalogangaben beziehensich auf Wasser von 21°C.Eine direkte Beeinflussungder Düsenkenndaten durchdie Temperatur erfolgt nicht.Es ergibt sich lediglich einindirekter Einfluß durch einemögliche Änderung der Flüs-sigkeitseigenschaften wie Vis-kosität, Oberflächenspannungoder Dichte.
Die Beeinflussung der Düsen-kennwerte durch Temperaturist in der untenstehendenTabelle ” Düsenkennwerte undihre Einflußfaktoren“ darge-stellt.
Die Oberflächenspannung istdie Folge der Kohäsion, diedurch die nach innen gerichte-te Restkraft der Moleküleerzeugt wird. Unter Ober-flächenspannung verstehtman das Verhältnis der für dieVergrößerung der Oberflächeerforderlichen Arbeit zurerzielten Oberflächenänder-ung. Beim Fehlen äußererKräfte ist die Oberflächen-energie ein Minimum, ebensodie Oberfläche selbst.
Die freie Oberfläche einerFlüssigkeit tendiert immerdazu, die kleinste Fläche(Kugelfläche) anzunehmen. Die Oberflächenspannung istvon Bedeutung für die
Düsenverschleiß
Entsprechend dem Verschleißder Düsenaustrittsgeometrieerhöht sich der Volumenstrombei gleichzeitiger Abnahmeder Spritzqualität. Bei Flach-strahldüsen mit elliptischerAustrittsgeometrie verringertsich bei zunehmendem Ver-schleiß der Spritzwinkel. BeiFlachstrahldüsen andererBauart sowie bei Hohlkegel-und Vollkegeldüsen verringertsich die Gleichförmigkeit derFlüssigkeitsverteilung, jedochohne wesentliche Änderungder Strahlbreiten. Bei Erhöhungdes Volumenstroms kann derBetriebsdruck abfallen, beson-ders beim Einsatz von Kolben-pumpen.
Die Angaben in der untenste-henden Tabelle gelten für diemeisten Düsenanwendungenund die üblicherweise zer-stäubten Medien.
Je nach Düsentyp und Düsen-größe können die Einflüssejedoch im Einzelfall schwanken.
Bei einigen Einsatzfällen ist esdurchaus möglich, daß Fakto-ren sich wechselseitig so
AngenähertesVerschleißverhalten typischer
Düsenwerkstoffe
Aluminium 1
Messing 1
Stahl 1.5 -2
Monel 2 - 3
Edelstahl 4 - 6
Edelstahl gehärtet 10 - 15
Stellite 10 - 15
Keramik 90 - 200
Nitrid gebundenesSiliziumcarbid 90 - 130
Carbide 180 - 200
Strahlqualität besser unbedeutend schlechter besser unbedeutend
Volumenstrom steigt abnehmend • •• kein Einfluß
Spritzwinkel eher unbedeutend abnehmend größer abnehmendansteigend
Tropfengröße abnehmend unbedeutend ansteigend abnehmend ansteigend
Tropfenge- ansteigend abnehmend abnehmend ansteigend unbedeutendschwindikeit
Strahlkraft ansteigend unbedeutend abnehmend ansteigend unbedeutend
Verschleiß ansteigend unbedeutend abnehmend •• kein Einfluß
Erhöhter Erhöhte Erhöhte Erhöhte ErhöhteBetriebsdruck Dichte Viskosität Flüssigkeits- Oberflächen-
Temperatur Spannung
• Bei Vollkegeldüsen ansteigend, bei Flachstrahldüsen abnehmend
•• Abhängig von der Spritzflüssigkeit und dem Düsentyp
Oberflächenspannung (�)
Düsenkennwerte und ihre Einflußfaktoren
Einheit ÄquivalentOunce 28,35 g
Pound 0,4536 kg
PS 0,746 kW
British Thermal Unit 0,2520 kcal
Square Inch 6,452 cm2
Square Foot 0,09290 m2
Acre 0,4047 Hektar
Acre 43,560 Fuß2
Düsenkunde
11
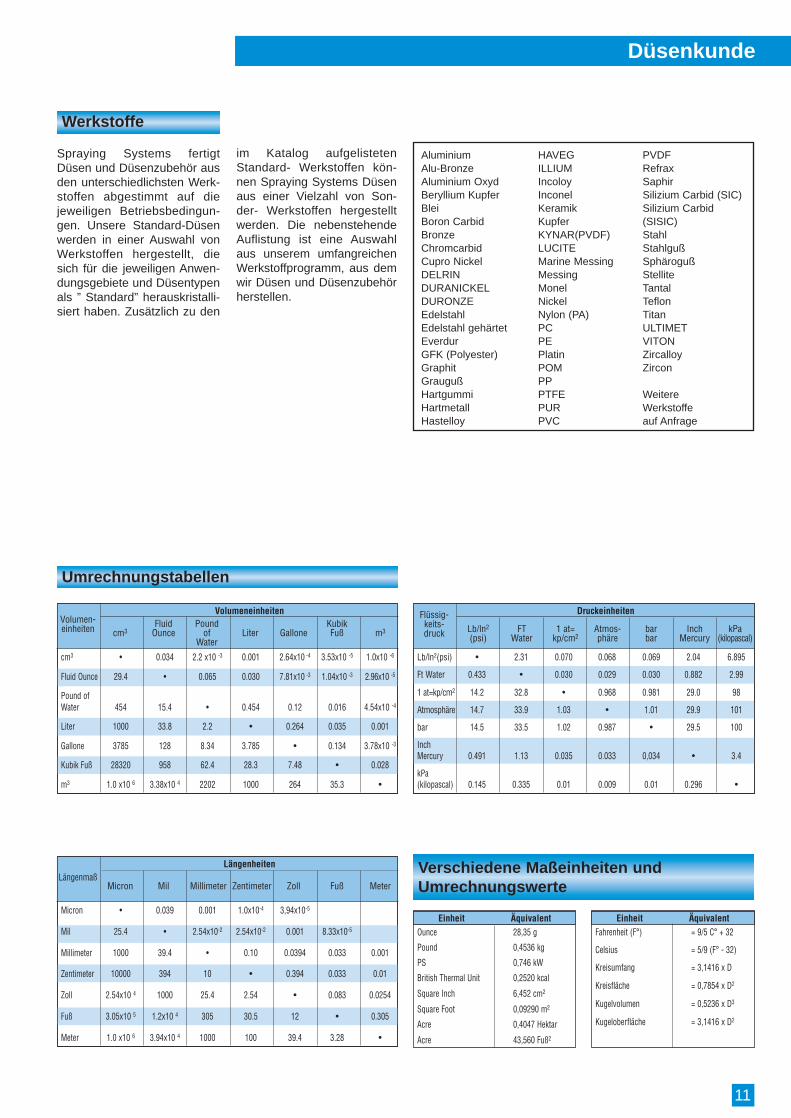
im Katalog aufgelisteten Standard- Werkstoffen kön-nen Spraying Systems Düsenaus einer Vielzahl von Son-der- Werkstoffen hergestelltwerden. Die nebenstehendeAuflistung ist eine Auswahlaus unserem umfangreichenWerkstoffprogramm, aus demwir Düsen und Düsenzubehörherstellen.
Aluminium Alu-Bronze Aluminium Oxyd Beryllium Kupfer Blei Boron CarbidBronze Chromcarbid Cupro Nickel DELRINDURANICKELDURONZEEdelstahl Edelstahl gehärtet Everdur GFK (Polyester) Graphit Grauguß Hartgummi Hartmetall Hastelloy
Volumeneinheiten
cm3 • 0.034 2.2 x10 -3 0.001 2.64x10 -4 3.53x10 -5 1.0x10 -6
Fluid Ounce 29.4 • 0.065 0.030 7.81x10 -3 1.04x10 -3 2.96x10 -5
Pound ofWater 454 15.4 • 0.454 0.12 0.016 4.54x10 -4
Liter 1000 33.8 2.2 • 0.264 0.035 0.001
Gallone 3785 128 8.34 3.785 • 0.134 3.78x10 -3
Kubik Fuß 28320 958 62.4 28.3 7.48 • 0.028
m3 1.0 x10 6 3.38x10 4 2202 1000 264 35.3 •
Volumen-einheiten Fluid Pound Kubik
cm3 Ounce of Liter Gallone Fuß m3
Water
Längenheiten
Micron • 0.039 0.001 1.0x10-4 3,94x10-5
Mil 25.4 • 2.54x10-2 2.54x10-2 0.001 8.33x10-5
Millimeter 1000 39.4 • 0.10 0.0394 0.033 0.001
Zentimeter 10000 394 10 • 0.394 0.033 0.01
Zoll 2.54x10 4 1000 25.4 2.54 • 0.083 0.0254
Fuß 3.05x10 5 1.2x10 4 305 30.5 12 • 0.305
Meter 1.0 x10 6 3.94x10 4 1000 100 39.4 3.28 •
LängenmaßMicron Mil Millimeter Zentimeter Zoll Fuß Meter
Druckeinheiten
Lb/ln2(psi) • 2.31 0.070 0.068 0.069 2.04 6.895
Ft Water 0.433 • 0.030 0.029 0.030 0.882 2.99
1 at=kp/cm2 14.2 32.8 • 0.968 0.981 29.0 98
Atmosphäre 14.7 33.9 1.03 • 1.01 29.9 101
bar 14.5 33.5 1.02 0.987 • 29.5 100
InchMercury 0.491 1.13 0.035 0.033 0,034 • 3.4
kPa(kilopascal) 0.145 0.335 0.01 0.009 0.01 0.296 •
Flüssig-keits-druck Lb/ln2 FT 1 at= Atmos- bar Inch kPa
(psi) Water kp/cm2 phäre bar Mercury (kilopascal)
HAVEGILLIUMIncoloy Inconel Keramik Kupfer KYNAR(PVDF) LUCITEMarine Messing Messing Monel Nickel Nylon (PA) PC PE PlatinPOM PPPTFE PUR PVC
PVDF Refrax Saphir Silizium Carbid (SIC) Silizium Carbid(SISIC) Stahl Stahlguß Sphäroguß Stellite Tantal Teflon Titan ULTIMETVITONZircalloy Zircon
Weitere Werkstoffe auf Anfrage
Werkstoffe
Spraying Systems fertigtDüsen und Düsenzubehör ausden unterschiedlichsten Werk-stoffen abgestimmt auf diejeweiligen Betriebsbedingun-gen. Unsere Standard-Düsenwerden in einer Auswahl vonWerkstoffen hergestellt, diesich für die jeweiligen Anwen-dungsgebiete und Düsentypenals ” Standard” herauskristalli-siert haben. Zusätzlich zu den
Umrechnungstabellen
Verschiedene Maßeinheiten und Umrechnungswerte
Einheit ÄquivalentFahrenheit (F°) = 9/5 C° + 32
Celsius = 5/9 (F° - 32)
Kreisumfang = 3,1416 x D
Kreisfläche = 0,7854 x D2
Kugelvolumen = 0,5236 x D3
Kugeloberfläche = 3,1416 x D2

Düsenwartung
12
Einsatz der Düsen ab: in eini-gen Einsatzfällen spritzen dieDüsen noch nach Tausendenvon Stunden einwandfrei; imanderen Extrem müssen dieDüsen täglich kontrolliert wer-den. Der Normalfall liegt zwi-schen diesen Extremen. Das absolute Minimum isteine optische Überprüfung aufBeschädigung der Düsen,wenn die Anlage wegen allge-meiner Wartungsarbeitensteht. Die Festlegung der Ein-zelheiten eines regulärenWartungsplanes ist abhängigvon der Einsatzart der Düse,der Art der Spritzflüssigkeitund dem Düsenwerkstoff.
Deformation der Düsenaus-trittsöffnung und der Düsen-kanäle. Hierdurch werdenVolumenstrom, Spritzdruckund Spritzbild beeinflußt.
Korrosion: Die chemischeReaktion der Spritzflüssigkeitoder Umgebungseinflüsseführen zur Zerstörung desDüsenwerkstoffs.
Verstopfung: Feststoffteileverstopfen das Innere derDüsenöffnung, verringern denVolumenstrom und zerstören die Gleichförmigkeit desSpritzbildes.
Ablagerungen: Materialabla-gerungen im Inneren oder anden äußeren Kanten derDüsenöffnung können durchVerdunstung der Spritzflüssig-keit hervorgerufen werden.Die getrockneten Feststoffeführen zu einer Verengung derDüsenöffnung oder derDüsenkanäle.
Temperaturschäden: Hitzekann eine Beschädigung der Düse zur Folge haben, wennder verwendete Düsenwerkstoffnicht für den Einsatz bei hohenTemperaturen geeignet ist.
Unsachgemäße Montage:Schlecht sitzende Dichtungen,überdrehte Gewinde oderandere Montagefehler könnenzu Leckagen und/ oder einemschlechten Spritzbild führen.
Mechanische Beschädigun-gen: Fahrlässige Beschädi-gung der Düsenöffnung durchVerwendung ungeeigneterWerkzeuge beim Montierenoder Reinigen.
Spritzbild saubere Düse Spritzbild durch Beschädigungenoder Verstopfungen verformt.
Verschleiß AblagerungenKorrosion HitzschädenBeschädigungen
Worauf sollte man bei derKontrolle achten? Die Antworthängt von der Einsatzart derDüse ab: manchmal ist es derVerschleiß bei einer Hoch-druckanwendung, manchmalsind es Ablagerungen durchhochviskose Spritzflüssigkei-ten. Die sieben wichtigstenGründe sind:
Verschleiß: Die schrittweiseAbtragung des Metalls führtzur Vergrößerung und/oder
Wie die vorhergehenden Sei-ten gezeigt haben, sind beider Auswahl der richtigenDüse viele Faktoren zuberücksichtigen. Genauso wiedie Betriebsmittel, so sindauch Düsen zu warten: regel-mäßige Kontrolle, Reinigungund rechtzeitiges Auswech-seln zur Sicherstellung derProduktqualität oder eineswirtschaftlichen Produktions-prozesses gehören hierzu.
Qualitätsverbesserung undKostenreduzierung durchregelmäßige DüsenwartungArt und Häufigkeit der War-tung hängen vom speziellen
Qualitätsverbesserung und Kostenredu-zierung durch regelmäßige Düsenwartung
Gründe für DüsenprobIeme

Düsenwartung
Möglichkeiten zur Kontrolle derSpritzqualität
Je nach Wichtigkeit bezogenauf den jeweiligen Einsatzfallkönnen folgende Faktorenüberprüft werden:
ProduktquaIität / Verfahrens-ergebnisse: Die Qualitäts-kontrolle kann Qualitätsmän-gel wie ungleichmäßige Be-schichtung, Streifenbildung,Materialgefügeschäden durchmangelhafte Kühlung u.a.feststellen. Anwendungsspe-zifische Meßmethoden wiez.B. Staubmessungen, Feuch-tigkeitsmessungen oder ähnli-ches können Auskunft überdie Spritzqualität geben.
Volumenstrom: Das Augekann einen erhöhten Volu-menstrom nicht wahrnehmen.Aus diesem Grunde sollte derVolumenstrom jeder Düseregelmäßig über Durchfluß-messer oder durch Ausliternüberprüft werden. Der Ver-gleich der ermittelten Wertemit den Katalogwerten oderden an neuen Düsen gemes-senen Werten gibt Auskunftüber den Zustand der Düsen.
Die Gleichförmigkeit der Flüssigkeitsverteilung eines Düsenrohrs kann auf einem Verteilungsmeßstand überprüft werden.
Schon eine defekte Düse beeinflusst die Gleichförmigkeit der Flüssigkeitsverteilung und kann zu erheblichen Problemen führen.
Spritzdruck: Der Druck imDüsenrohr kann mit einemgeeichten Manometer über-prüft werden.
Spritzbild: In vielen Fällenkann man die Gleichförmigkeitdes Spritzbildes optisch kon-trollieren. Veränderungendurch Beschädigungen, Ver-stopfungen oder Ablagerun-gen sind normalerweise mitdem Auge erkennbar. Zurrechtzeitigen Erkennung eineslangsam fortschreitendenDüsenverschleißes benötigtman jedoch Spezialeinrichtun-gen.
Düsenausrichtung: Zur Erzie-lung einer gleichmäßigenBedeckung sollten die Düsenkorrekt ausgerichtet sein,damit die Spritzbilder parallelverlaufen.
13
Tropfengrößenmessung in der Düsentechnik
14
Meßverfahren zur Ermittlung der Tropfengröße
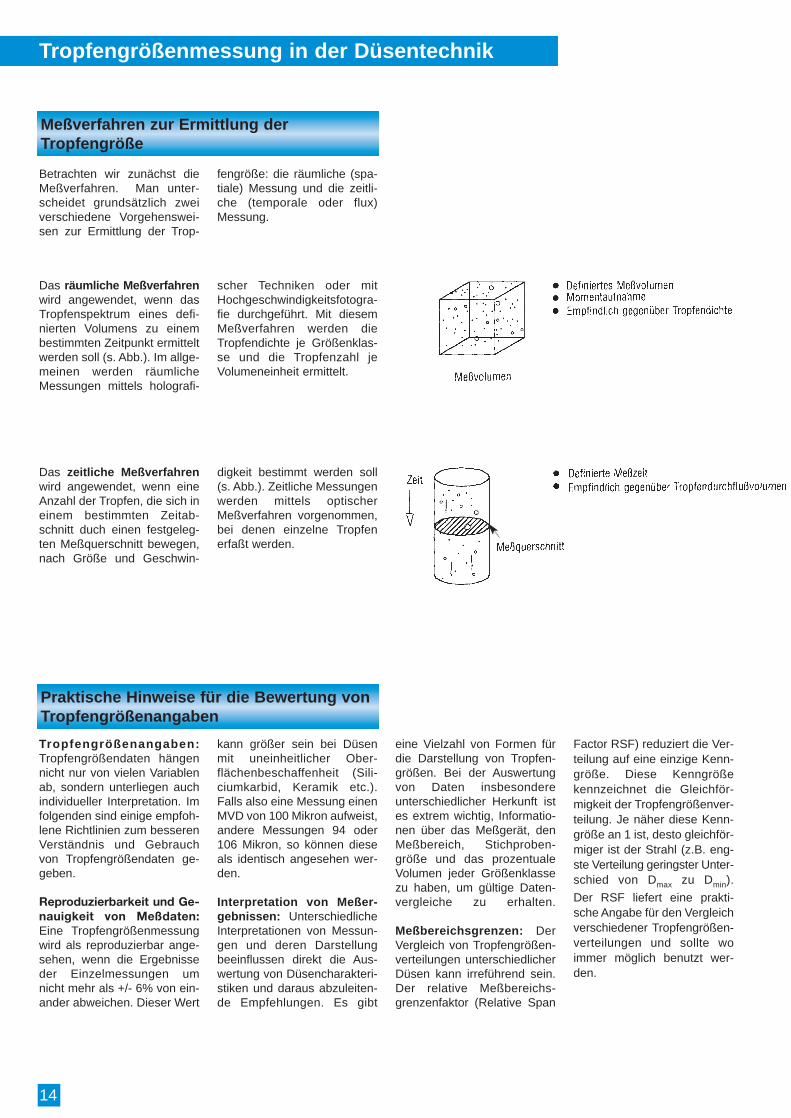
Betrachten wir zunächst dieMeßverfahren. Man unter-scheidet grundsätzlich zweiverschiedene Vorgehenswei-sen zur Ermittlung der Trop-
fengröße: die räumliche (spa-tiale) Messung und die zeitli-che (temporale oder flux)Messung.
Das räumliche Meßverfahrenwird angewendet, wenn dasTropfenspektrum eines defi-nierten Volumens zu einembestimmten Zeitpunkt ermitteltwerden soll (s. Abb.). Im allge-meinen werden räumlicheMessungen mittels holografi-
Das zeitliche Meßverfahrenwird angewendet, wenn eineAnzahl der Tropfen, die sich ineinem bestimmten Zeitab-schnitt duch einen festgeleg-ten Meßquerschnitt bewegen,nach Größe und Geschwin-
scher Techniken oder mitHochgeschwindigkeitsfotogra-fie durchgeführt. Mit diesemMeßverfahren werden dieTropfendichte je Größenklas-se und die Tropfenzahl jeVolumeneinheit ermittelt.
digkeit bestimmt werden soll(s. Abb.). Zeitliche Messungenwerden mittels optischerMeßverfahren vorgenommen,bei denen einzelne Tropfenerfaßt werden.
Tropfengrößenangaben:Tropfengrößendaten hängennicht nur von vielen Variablenab, sondern unterliegen auchindividueller Interpretation. Imfolgenden sind einige empfoh-lene Richtlinien zum besserenVerständnis und Gebrauchvon Tropfengrößendaten ge-geben.
Reproduzierbarkeit und Ge-nauigkeit von Meßdaten:Eine Tropfengrößenmessungwird als reproduzierbar ange-sehen, wenn die Ergebnisseder Einzelmessungen umnicht mehr als +/- 6% von ein-ander abweichen. Dieser Wert
kann größer sein bei Düsenmit uneinheitlicher Ober-flächenbeschaffenheit (Sili-ciumkarbid, Keramik etc.).Falls also eine Messung einenMVD von 100 Mikron aufweist,andere Messungen 94 oder106 Mikron, so können dieseals identisch angesehen wer-den.
Interpretation von Meßer-gebnissen: UnterschiedlicheInterpretationen von Messun-gen und deren Darstellungbeeinflussen direkt die Aus-wertung von Düsencharakteri-stiken und daraus abzuleiten-de Empfehlungen. Es gibt
eine Vielzahl von Formen fürdie Darstellung von Tropfen-größen. Bei der Auswertungvon Daten insbesondereunterschiedlicher Herkunft istes extrem wichtig, Informatio-nen über das Meßgerät, denMeßbereich, Stichproben-größe und das prozentualeVolumen jeder Größenklassezu haben, um gültige Daten-vergleiche zu erhalten.
Meßbereichsgrenzen: DerVergleich von Tropfengrößen-verteilungen unterschiedlicherDüsen kann irreführend sein.Der relative Meßbereichs-grenzenfaktor (Relative Span
Factor RSF) reduziert die Ver-teilung auf eine einzige Kenn-größe. Diese Kenngrößekennzeichnet die Gleichför-migkeit der Tropfengrößenver-teilung. Je näher diese Kenn-größe an 1 ist, desto gleichför-miger ist der Strahl (z.B. eng-ste Verteilung geringster Unter-schied von Dmax zu Dmin).
Der RSF liefert eine prakti-sche Angabe für den Vergleichverschiedener Tropfengrößen-verteilungen und sollte woimmer möglich benutzt wer-den.
Praktische Hinweise für die Bewertung vonTropfengrößenangaben

Tropfengrößenmessung
15
Es gibt heute eine Vielzahlvon Meßgeräten zur Bestim-mung von Tropfengrößen aufdem Markt. Den meisten liegen optische Verfahrenzugrunde. Diese fallen in zwei Hauptkategorien:
• abbildende • nicht abbildende
Abbildende Verfahren sindFotografie und Holografie.
Nicht abbildende können inzwei Gruppen/Klassen unter-teilt werden:
• Gleichzeitiges Messen einergroßen Anzahl Tropfen
• Messen und Zählen ein-zelner Tropfen
Diese Verfahren sind üblicher-weise berührungslos undbeeinflussen damit das Spritz-verhalten während des Meß-vorgangs nicht. Da die Repro-duzierbarkeit von Meßergeb-nissen für den Vergleich vonDüsen Voraussetzung ist, sindsolche Meßgeräte auszu-wählen, bei denen alle varia-
blen Größen einschließlichder Gerätegrenzwerte imMeßverfahren berücksichtigtwerden.
Tropfengrößen-Analyse
Aufbau PDPA Aufbau PMS
Aufbau Malvern Teilchen-Analyse Aufbau Automatisches Bildanalysegerät

Düsenhandbuch 223
Spraying Systems – Düsen und Systemkomponenten
SSCO-Spraying Systems AGEichenstrasse 6 • Postfach 27 • CH-8808 Pfäffikon SZ
+41 / 55 / 410 10 60 • Fax +41 / 55 / 410 39 30email: [email protected] • http://www.ssco.ch
0
Technische Änderungen vorbehalten. © 2000 Spraying Systems Deutschland GmbHVervielfältigung und Nachdruck – auch auszugsweise – nicht gestattet. 0012
%
%
bt
Fusszeile D A CH