Entwicklung einer Planarisierungstechnologie ... · v mittlere lineare Geschwindigkeit xn Variable...
138
Entwicklung einer Planarisierungstechnologie einschließlich Chemisch Mechanischen Polierens zur Fertigung hochauflösender Flächenlichtmodulatoren Vom Fachbereich Elektrotechnik der Gerhard-Mercator-Universität-Gesamthochschule Duisburg zur Erlangung des akademischen Grades eines Doktors der Ingenieurwissenschaften genehmigte Dissertation von Andreas Rieck aus Prenzlau Referent: Prof. Dr. rer. nat. G. Zimmer Korreferent: Prof. Dr.-Ing. K. Drescher Tag der mündlichen Prüfung: 28. März 2000
Transcript of Entwicklung einer Planarisierungstechnologie ... · v mittlere lineare Geschwindigkeit xn Variable...

Entwicklung einer Planarisierungstechnologie
einschließlich Chemisch Mechanischen Polierens
zur Fertigung hochauflösender Flächenlichtmodulatoren
Vom Fachbereich Elektrotechnik der
Gerhard-Mercator-Universität-Gesamthochschule Duisburg
zur Erlangung des akademischen Grades eines
Doktors der Ingenieurwissenschaften
genehmigte Dissertation
von
Andreas Rieck
aus
Prenzlau
Referent: Prof. Dr. rer. nat. G. ZimmerKorreferent: Prof. Dr.-Ing. K. DrescherTag der mündlichen Prüfung: 28. März 2000


Danksagung
Die vorliegende Arbeit entstand im Rahmen meiner Tätigkeit als wissenschaftlicher Mitarbeiteram Fraunhofer Institut für Mikroelektronische Schaltungen und Systeme in Dresden (IMS). Meinbesonderer Dank gilt daher Prof. Dr. Zimmer, der als Institutsleiter diese Arbeit ermöglichte undbetreute.
Besonders herzlich möchte ich mich bei Herrn Prof. Dr. Kück bedanken, in dessen Abteilung fürElektronik-Technologie ich die Untersuchungen für diese Arbeit durchführen konnte und derdurch sein stetes Engagement und zahlreiche Diskussionen den Fortgang meiner Arbeit förderte.
Herrn Amelung danke ich für die tatkräftige organisatorische und fachliche Unterstützung in derEndphase meiner Dissertation.
Die Arbeit entstand in enger Zusammenarbeit mit Herrn Doleschal als Verantwortlichen für dieEntwicklung der Lichtventilmatrix. Ihm sei an dieser Stelle gedankt.
Mein besonderer Dank gilt Herrn Dr. Kunze für die hilfreiche Unterstützung bei der Erarbeitungder Algorithmen der mechanischen Abtragsmechanismen.
Herrn Dr. Pufe danke ich für die Unterstützung bei der Planung und Auswertung der statistischenVersuche und für die wertvollen Hinweise bei der Zusammenstellung dieser Arbeit.
Den Mitarbeitern der Fachgruppe CMOS-Sonderprozesse, Herrn Dr. Hürrich, Herrn Frohberg,Herrn Trui und Frau Griesbach, danke ich für die ständige Hilfsbereitschaft sowie für die innova-tive Zusammenarbeit.
Nicht zuletzt möchte ich mich bei der Reinraumbelegschaft des IMS Dresden bedanken, mitderen Unterstützung die Präparationen und Messungen der Testlose zügig und mit großer Sorgfaltdurchgeführt wurden. Mein Dank gilt besonders Herrn Jensen für die anregenden Fachdiskussio-nen und die anlagentechnische Betreuung. Besonders möchte ich auch Frau Neitsch für die stän-dige Unterstützung und die durchgeführten Oberflächenanalysen danken.
Dresden, im April 1999 Andreas Rieck


Inhaltsverzeichnis
5
Inhaltsverzeichnis
1 Einleitung .....................................................................................................................13
2 Grundlagen des CMP ...................................................................................................15
2.1 Technologisches Konzept....................................................................................16
2.2 Grundbegriffe des CMP ......................................................................................18
2.2.1 Abtragsrate, Selektivität, Inhomogenität und Rauheiten .............................18
2.2.2 Patterneffekte ...............................................................................................20
2.3 Prozeßmechanismen des Oxid-CMP...................................................................23
2.3.1 Mechanischer Abtrag ...................................................................................23
2.3.2 Chemischer Abtrag ......................................................................................28
2.4 Technologische Einsatzgebiete des CMP............................................................32
2.4.1 Inter Layer Dielektrikum (ILD) - CMP .......................................................33
2.4.2 Shallow Trench Isolation (STI) ...................................................................34
2.4.2.1 Prozeßabfolge .......................................................................................34
2.4.2.2 Vorteile des STI-Prozesses ..................................................................36
2.4.2.3 Probleme beim STI-Verfahren .............................................................36
2.4.3 Damascene Technologie ..............................................................................37
3 Bildgebende Mikrosysteme..........................................................................................39
3.1 Aufbau und Funktionsweise der Bildgebenden Mikrosysteme...........................41
3.2 Einordnung des CMP in die Hochvolt-CMOS Technologie ...............................46
3.3 Prozeßkontrolle....................................................................................................51
3.4 Prozeßequipment .................................................................................................56
4 Untersuchungen zum Planarisierungskomplex ............................................................59
4.1 Statistische Versuchspläne ..................................................................................59
4.2 Abtragsmechanismen an unstrukturierten Wafern ..............................................63
4.2.1 Analytische Beschreibung des Abtrags an unstrukturierten Wafern ...........63

Inhaltsverzeichnis
6
4.2.2 Polieren unstrukturierter Wafer ................................................................... 63
4.2.2.1 Abtrag an unstrukturierten Wafern ...................................................... 64
4.2.2.2 Inhomogenitäten an unstrukturierten Wafern ...................................... 65
4.3 Planarisierung und Abtrag an strukturierten Wafern .......................................... 67
4.3.1 Testfeld zur Ermittlung der Planarisierungseigenschaften .......................... 68
4.3.2 Abtragsmechanismen in Topographien ....................................................... 70
4.3.3 Planarisierungseigenschaften ...................................................................... 75
4.4 Entwicklung der Stufen an Stopschichten........................................................... 77
4.4.1 Testfeld ........................................................................................................ 78
4.4.2 Experimentelle Ergebnisse zur Ausbildung von Stufen an Stopschichten .. 79
5 Prozeßintegration der Planarisierung........................................................................... 87
5.1 Einführung und Zielstellung................................................................................ 87
5.1.1 Allgemeine Anforderungen ......................................................................... 87
5.1.2 Anforderungen an die Planarität des ILD .................................................... 88
5.1.3 Anforderungen an die Planarität nach Metall2 ............................................ 89
5.2 Optimierung der Patternkonfiguration für CMP ................................................. 90
5.3 Planarisierungskomplex der ersten Metallebene................................................. 94
5.3.1 Entwicklung der ILD-Planarisierung nach Metall1 mit CMP ..................... 94
5.3.1.1 Optimierung des Polierrezeptes ........................................................... 94
5.3.1.2 Ermittlung der optimalen Schichtstapel für die Planarisierung ........... 95
5.3.2 Zusammenfassung zum Planarisierungskomplex der Metall1-Ebene ....... 102
5.3.3 Festlegung der Arbeits- und Prüfschritte der ersten Metallebene ............. 104
5.4 Planarisierungskomplex der zweiten Metallebene............................................ 106
5.4.1 Entwicklung der Planarisierung nach Metall2 mit CMP ........................... 106
5.4.2 Zusammenfassung zum Planarisierungskomplex der Metall2-Ebene ....... 112
5.4.3 Festlegung der Arbeits- und Prüfschritte der zweiten Metallebene .......... 114
6 Zusammenfassung...................................................................................................... 117
7 Literaturverzeichnis ................................................................................................... 123
Inhaltsverzeichnis
7
8 Anlagen ......................................................................................................................129
8.1 Anlage A............................................................................................................129
8.2 Anlage B............................................................................................................130
8.3 Anlage C............................................................................................................133
8.4 Anlage D............................................................................................................135

Inhaltsverzeichnis
8

9
Abkürzungs- und FormelzeichenverzeichnisFormelzeichen:
δ Standardabweichung
∆Hf freie Energie zur Formation von Molekülen
∆h Abtragsänderung
∆t Zeitänderung
ε0 Dielektrizitätskonstante
λ Wellenlänge
λc Grenzwellenlänge
σt Zugspannung
ν Poisson Konstante
Φ Planarisierungswinkel, Winkel der Auslenkung eines Pyramidenelements
ϖh Rotationsgeschwindigkeit des Polierkopfes
ϖp Rotationsgeschwindigkeit des Poliertellers (Platens)
an Koeffizient, Konstante
A Fläche
Al tiefliegende Fläche
As hochliegende Fläche
bn Koeffizient, Konstante
c Bedeckungsdichte mit Slurrypartikeln
C0 Kapazität ohne Ansteuerung
CU Kapazität mit angelegter Steuerspannung
d Partikeldurchmesser
dh Höhenänderung, Abtrag
dpeak-peak eine volle Periode des Endpunktsignals
E Elastizitätsmodul
f, f’ Brennweite
F Polierratenskalierungsfaktor, Kraft
fb Koeffizient der Reibungskraft im Kontaktbereich
10
Ffr Reibungskraft
FN Normalkraft
h Stufenhöhe, Eindringtiefe
hn Höhe, Dicke
I Inkrementlänge
Kp Prestonkoeffizient
l line width, Grabenbreite, Versatz
lm Meßstrecke
n optischer Brechungsindex, Anzahl
P Druck
Pave mittlerer wirkender Druck
PF Patterndensity, Patternfaktor
Plokal lokal wirkender Druck
PMembran Membrandruck
PRRact wirkender Retaining-Ring-Druck
PRRappl angelegter Retaining-Ring-Druck
r Nadelradius
rc Kontaktradius
rp Partikelradius
R Planarisierungslänge
Ra arithmetischer Mittenrauhwert
ratio Polierkopfgrenzwert,
Rmax maximale Rauhtiefe
Rz gemittelte Rauhtiefe
RR Abtragsrate (Removal Rate)
RRmom momentane Abtragsrate
s space, Stegbreite
S Selektivität
S2 Summe der Abweichungsquadrate
t Zeit

11
U Spannung
v mittlere lineare Geschwindigkeit
xn Variable
y Antwortgröße
yber berechnete Antwortgröße
ygem gemessene Antwortgröße
Abkürzungen:
AFM Atomic Force Microscopy (Rasterkraft-Mikroskop)
AMAT Applied Materials
ASIC Application Specific Integrated Circuit
BPSG Bor Phosphorous Silicat Glass
CMOS Complementary Metal Oxid Semiconductor
CMP Chemical Mechanical Polishing
CVD Chemical Vapor Deposition
DIBL Drain Induced Barrier Lowering (Kurzkanal Drain-Barrieren Erniedrigung)
DOE Design of Experiment (Versuchsplan)
DRAM Dynamic Random Access Memory
DSS 200 Double Sided Wafer Scrubber der Firma „ Ontrak“
FhG IMS Fraunhofer Institut für Mikroelektronische Schaltungen und Systeme Dresden
IEP Isoelektrischer pH-Wert (Isoelectric point)
ILD Inter Layer Dielektrikum
LOCOS Local Oxidation of Silicon
LP-CVD Low Pressure Chemical Vapor Deposition
LVM Lichtventilmatrix
MOSFET Metal-Silicon-Oxide Semiconductor Field Effect Transistor
PATMOS Parameter Testsystem für MOS-Prozesse
PE-CVD Plasma Enhanced Chemical Vapor Deposition
PD Patterndensity, Patternfaktor, Füllungsgrad
psi pound-force per square inch (anglo-amerikanische Einheit, 1psi = 6,8947*103 Pa)

12
REM Raster Elektronen Mikroskop
RIE Reactive Ion Etching
SOG Spin On Glas
STI Shallow Trench Isolation
TEOS Tetraethylorthosilikate (Low Pressure Chemical Vapor Deposition Oxid)
TXRF Total Reflection X-Ray Fluorescence
USG Undoped Silicat Glas
WIWNU Within Wafer Non Uniformity
WTWNU Wafer to Wafer non Uniformity

13
1 Einleitung
In der Mikroelektronik steigen die Ansprüche an Funktionalität und Geschwindigkeit der Schalt-kreise und Mikrosysteme. Durch die Erhöhung der Integrationsdichten und eine Verkleinerungder Strukturbreiten können diese Ziele erreicht werden. Dabei ergeben sich ständig höhereGenauigkeitsanforderungen an die technologischen Prozesse.Bei der Lithographie von Strukturebenen im Submikrometerbereich wird mit Tiefenschärfen voneinigen hundert Nanometern gearbeitet. Bereits geringe Niveauunterschiede in der Waferoberflä-che führen zu Unschärfen beim Belichtungsprozeß. Deshalb spielt die Planarisierung als Teil derIsolations- und Verdrahtungstechnologie eine steigende Rolle in der Beherrschung der Gesamt-technologie. Mit herkömmlichen Verfahren wie Resist / Etchback1, SOG2 oder BPSG3-Planari-sierung wird mit vertretbarem Aufwand keine ausreichende Planarität der Waferoberflächeerreicht. Deshalb wurde ein noch relativ neues Verfahren, das Chemisch Mechanische Polieren, zur Plana-risierung von Stufen entwickelt. Diese Technologie bietet eine Anzahl Vorteile gegenüber allenanderen Planarisierungsverfahren [1][9][14].Es können globale Planarisierungen erreicht werden. Mit Hilfe des Chemisch MechanischenPolierens können die Oberflächen aller Materialien planarisiert werden. Besitzt eine Oberflächeunterschiedliche Materialkomponenten, so sind sie gleichzeitig planarisierbar.Die Reduzierung der Topographiehöhen erlaubt engere Grenzen für die Designregeln und somitzusätzliche Metallisierungsebenen.Durch den Einsatz neuer Strukturierungsarten wie der Damascene-Technologie4 sind Prozessewie das Reaktive Ionenätzen oder das Plasmaätzen für schwierig zu ätzende Metalle und Legie-rungen (z.B. Cu) nicht mehr notwendig. Das führt zu einer vereinfachten Metallschichtstrukturie-rung.Mit dem Einsatz von CMP erhöht sich die Zuverlässigkeit, Geschwindigkeit und Ausbeute vonBauelementen mit Submikrometer Strukturen. Durch die Möglichkeit der weiteren Skalierungkann eine deutliche Kostensenkung erreicht werden. Ein weiterer Vorteil liegt in der Nutzung vonvorwiegend nicht bis wenig gesundheitsschädlichen Verbrauchsmaterialien.
Am Fraunhofer Institut für Mikroelektronische Schaltungen und Systeme Dresden wird eineHochvolt-CMOS-Technologie in Verbindung mit einer CMOS-kompatiblen Aktortechnologiefür bildgebende Mikrosysteme entwickelt.Diese bildgebenden Mikrosysteme bestehen aus Spiegelpixeln mit Größen im Mikrometerbereichsowie einer Ansteuerelektronik. Sie haben im Verbund eine Grundfläche von derzeit maximal 14
cm2 und bis zu 2 Millionen Bildpunkte. Bei der Realisierung der Spiegelmatrix werden sehr hohe
1. Resist / Etchback: Zuerst wird SiO2 konform abgeschieden, dann Resist aufgeschleudert, anschließend Resist und Oxid mit gleicher Ätzrate zurückgeätzt.
2. SOG „Spin On Glas“ ist ein Planarisierungsverfahren, bei dem zuerst SiO2 konform abgeschieden, dann gelöstes Siliziumtetraacetat aufgeschleudert, anschließend bei ca. 200°C ausgeheizt und nach dem Rückätzen von SOG wieder SiO2 konform abgeschieden wird.
3. BPSG „Bor Phosphorous Silicat Glass“ ist ein dotiertes Oxid mit sehr guten Fließeigenschaften bei 900°C.
4. Damascene-Technologie: Verfahren zur Strukturierung von Metallisierungsebenen
1 Einleitung
14
Anforderungen an die Planarität der darunterliegenden CMOS-Schaltung gestellt, da nicht nur dieelektrischen, sondern auch die optischen Eigenschaften eine große Rolle spielen. Die Auslenkungder einzelnen Spiegelpixel erfolgt durch Anlegen eines elektrischen Feldes zwischen zwei Kon-densatorplatten, von denen die obere das bewegliche Spiegelelement bildet und die untere in derzweiten Metallisierungsebene realisiert ist. Schon geringe Niveauunterschiede in der Höhe derzweiten Metallisierungsebene bilden sich auf der Spiegeloberfläche ab. Die Stärke und Homoge-nität des elektrischen Feldes hat auf die Auslenkung der Spiegelelemente und somit auf die Rich-tung der Reflexion des Lichtes an der Oberfläche einen unmittelbaren Einfluß.
Die Anforderung war, einen Planarisierungskomplex mit Hilfe des Chemisch MechanischenPolierens zu entwickeln, der die hohen Erwartungen an die Planarität erfüllt und die zuverlässigeFunktion der Bauelemente auch bei Betriebsspannungen von 40V gewährleistet. Im planarisie-rungstechnisch besonders kritischen Randbereich der Pixelfläche dürfen keine Veränderungender Schichtdicken und Stufenhöhen auftreten, um gleichmäßige Reflexions- und Verformungsei-genschaften zu garantieren.Zunächst mußten die Eigenschaften der CMP-Anlage, sowie die Zusammenhänge zwischen derOberflächentopographie, der Stufenentwicklung und dem Abtrag ermittelt werden. WeitereUntersuchungen zur Stufenentwicklung an Stoplayern waren notwendig, um die Homogenitätender Isolatorschichtdicken über den Wafer zu verbessern. Sie wurden unter Anwendung statisti-scher Versuchspläne durchgeführt, die bei minimalem Scheibenaufwand ein hohes Maß an Aus-sagen zum Planarisierungsverhalten liefern. Ausgehend von diesen Ergebnissen ließen sichDesignregeln und Polierrezepte für jede Verdrahtungsebene entwickeln, die zu einer Optimierungvon Schichtdickenhomogenität und Reststufenhöhe führten. Bei der Entwicklung einer Planarisierungstechnologie spielt die Prozeßkontrolle eine wesentlicheRolle. Diese muß als Kompromiß zwischen möglichst genauen Ergebnissen und geringem Zeit-und Meßaufwand durchgeführt werden. In dieser Arbeit konnten nach anfänglich umfangreichenMessungen an Teststrukturen die Prozeßkontrollmechanismen an den bildgebenden Mikrosyste-men auf ein vertretbares Maß reduziert werden. Es ist im Rahmen dieser Arbeit gelungen, ein Zwei-Ebenen-Planarisierungsverfahren an Isolator-schichten eines extrem großen Chips zu entwickeln. Die besonderen Anforderungen nach gerin-gen Stufen und Schichtdickenschwankungen im bilderzeugenden Bereich der Matrizen wurdenerfüllt. Der sehr aufwendige BSG-Planarisierungsprozeß konnte durch das Chemisch Mechani-sche Polieren ersetzt werden. Aufgrund der vielen Freiheitsgrade zur Einstellung der Polierpara-meter setzt das CMP ein hohes Maß an Erfahrungswerten und eine große Sorgfalt in derBearbeitung voraus.

15
2 Grundlagen des CMP
Das CMP dient der Planarisierung von Stufen in Topographien. Dabei werden die Wafer auf einsich drehendes Polierpad gedrückt. Zusätzlich wird eine Polierflüssigkeit, die Slurry, dazugege-ben. Die Slurry für Oxid-CMP besteht aus einer basischen Lösung, in der kleine Schleifkörper (Abra-sive) schweben. Für die mechanische Komponente des Abtrags an der Oberfläche sind die Abra-sive in der Slurry verantwortlich. Die chemische Komponente in der Slurry greift die Oberflächean und verringert deren Widerstand gegen mechanischen Angriff. Weil die meisten Ätzprozesseisotrop ablaufen, würde die chemische Komponente allein keine Planarisierungswirkung zeigen. Mechanischer Abtrag allein würde theoretisch auch den gewünschten Planarisierungseffekt zei-gen, allerdings könnte dabei eine nachhaltige Zerstörung der Oberfläche des zu polierenden Mate-rials erfolgen.
Für den CMP-Prozeß gibt es nach [9] drei wichtige Einflußgrößen:
- die zu polierende Oberfläche und deren Material,- das Polierpad, das die mechanischen Kräfte auf den Wafer ausübt und die Polierchemikalien
transportiert und- die Slurry, die einen chemischen und einen mechanischen Einfluß auf den Wafer hat.
Der Parameterraum der Einflüsse auf das Polierergebnis ist aber viel größer. Deshalb wurden inTabelle 2.1 die bekannten CMP-Faktoren zusammengestellt und bewertet.Neben den in Kapitel 4 durchgeführten Untersuchungen wurde die Tabelle mit Hilfe der Litera-turquellen [1]-[13] erstellt. Unter Berücksichtigung aller Faktoren gestaltet sich das CMP als einäußerst komplexer und schwer beherrschbarer Prozeß, zumal die geforderten Abträge meist imBereich von einigen hundert Nanometern liegen und die Zerstörung der Oberfläche nur minimalsein darf. Zur Entwicklung einer Planarisierungstechnologie müssen die Ergebnisgrößen gewich-tet, sowie deren Eingangsgrößen ermittelt und optimiert werden.Neben quantitativen und qualitativen Gesichtspunkten des Polierprozesses und der Oberflächesind noch ökonomische Gesichtspunkte zu beachten. Eine kosteneffiziente Technologie erforderteinen einfachen und sicher beherrschbaren Prozeß mit zuverlässiger Prozeßkontrolle, einen gerin-gen Bedarf an Verbrauchsmaterialien und geringe Bearbeitungszeiten.

2 Grundlagen des CMP
16
Tabelle 2.1: Eingangs- und Ergebnisgrößen beim CMP
= kein Einfluß - = geringer Einfluß o = mittlerer Einfluß x = starker Einfluß
2.1 Technologisches Konzept
Das CMP von Oxidschichten ist eine relativ neue Verfahrensvariante des Polierens. Bereits seitlanger Zeit wird das Glaspolieren bei der Linsenherstellung eingesetzt. Viele der beim Glaspolie-ren gefundenen Mechanismen können auf das Oxidpolieren übertragen werden. Auch bei derHerstellung von neuen Siliziumwafern wird bereits seit einigen Jahrzehnten als letzter Schritt dieWaferoberfläche poliert. In allen drei Anwendungen muß ein hohes Maß an Ebenheit erreichtwerden.
Pol
ierd
ruck
Pla
teng
esch
win
digk
eit
Pol
ierp
osit
ion
auf
dem
Pla
ten
Slu
rryc
hem
ie
Slu
rryp
arti
kele
igen
scha
ften
Slu
rryv
erdü
nn
ung
Te
mp
erat
ur
Po
lierp
adty
p
Un
terp
ad
typ
Ko
nd
itio
nier
reze
pt
Ko
nd
itio
nier
oszi
llatio
n
Ko
nd
itio
nier
disk
typ
Ko
nd
itio
nier
disk
alte
r
Po
lierz
eit
Waf
erg
röß
e
po
liert
es
Ma
teri
al
Po
lierk
opfa
ufb
au
Waf
errü
ckse
iten
film
Lö
che
ran
ord
nun
g a
m K
op
f
Re
tain
ing
-Rin
g
Ko
pfg
esc
hw
indi
gke
it
Ko
pfo
szill
atio
n
Waf
erve
rbie
gu
ng
Fa
sen
grö
ße
un
d -
form
Re
inig
un
g na
ch C
MP
Pa
tter
n D
ensi
ty
Blo
ckd
ensi
ty
Str
ukt
urg
röß
en
Abtragsrate
(Kap. 4.2)
x x - o o o o x x o x x x o x x x o
globale Uniformität (Kap. 4.2)
o o x x o x x x x x x x x x o x x x o o
lokale Planarität (Kap. 4.3)
o o o o x x o x x
Randausschluß o o x x o x x x - x x o x
Padlebensdauer o o o - - x x x x o x x x - o
Oberflächenrauheit x x x o
Defekte - x x o x x o x x
Selektivität
(Kap. 4.4)
x x x x x x o x
Oxid Erosion o x x o o o x - x x x x
Dishing
(Kap. 4.4)
x x x x o o x o x o o x x x

2.1 Technologisches Konzept
17
Die Herausforderung des CMP ist, das gleiche Maß an Ebenheit mit viel weniger Materialabtragzu erreichen. Zusätzlich müssen enge Toleranzen des Abtrags über den Wafer eingehalten wer-den. So sind die geforderten Toleranzen über den gesamten Wafer bei der ILD-Dicke oft kleinerals 200 nm. Deshalb erfordert CMP eine viel genauere Prozeßkontrolle als die genannten Polier-verfahren. An das für CMP eingesetzte Equipment werden hohe Anforderungen hinsichtlich Partikelfreiheitsowie Einstellbarkeit und Konstanz von Drücken, Drehzahlen und Durchflußmengen gestellt.Beim Polieren rotiert der Wafer an einem Polierkopf (Head) mit der Winkelgeschwindigkeit ϖh.Der Wafer wird mit einer definierten Kraft FN außermittig gegen ein Poliertuch (Pad) gedrückt,das ebenfalls mit einer Geschwindigkeit ϖp rotiert und auf einen Polierteller (Platen) geklebt ist.Gleichzeitig wird eine Poliersuspension (Slurry) etwa in der Mitte des Pads hinzugegeben, diesich durch die Zentrifugalkräfte gleichmäßig über das Pad verteilt (Abb. 2.1a). Die Kombinationder Wirkungen aus der chemischen und der mechanischen Komponente der Slurry in Zusammen-wirken mit dem Pad führen zum Materialabtrag [15][16].
Abbildung 2.1: Schematische Darstellung des CMP-Prozesses a) mechanischer Aufbau, b)
Slurry-Pad System
Grundsätzlich beruht die Planarisierungswirkung auf einem starken Materialabtrag in den hoch-liegenden Gebieten (up areas) bei einem gleichzeitig schwachen Materialabtrag in den niedriglie-genden Gebieten (down areas), was zu einer Einebnung der topographiebehafteten Oberflächeführt.Die Unterschiede in den Abtragsraten entstehen durch die Inkompressibilität und Starrheit desPads. Es dringt in die niedrigliegenden Gebiete der Topographie kaum ein und bewirkt dort somitauch nur einen verhältnismäßig geringen Abtrag. Die Ätzrate beim Oxid-CMP ist dagegen überallgering und leistet somit einen unwesentlichen Beitrag zum Abtrag (Abb. 2.1b).
Platen
Head Pad
SlurryWafer
FN
ϖp
ϖh
a) b)
Wafer
Slurry
Pad

2 Grundlagen des CMP
18
2.2 Grundbegriffe des CMP
2.2.1 Abtragsrate, Selektivität, Inhomogenität und Rauheiten
Beim Polieren wird die oberste Schicht des Materials chemisch angegriffen und mechanischabgetragen. Der Betrag des Abtrags (∆h) je Zeiteinheit wird Abtragsrate genannt. TypischeAbtragsraten (RR) für Oxid-CMP sind 150-300 nm/min. Die Polierzeit ∆t wird in Sekunden ange-geben.
[nm/min] (1)
Die Abtragsrate wird von verschiedenen Parametern beeinflußt. Die physikalischen Hauptein-flußfaktoren sind der Polierdruck und die Relativgeschwindigkeit zwischen Polierteller (Platens)und Polierkopf (Head). Des weiteren wird der Abtrag unter anderem von dem Padmaterial, derSlurry und dem Konditionieren1 bestimmt (siehe auch Tabelle 2.1). Für die Prozeßintegration istdie Stabilität der Abtragsrate von weitaus größerer Bedeutung als ihr Betrag. Die Stabilität hängtaber von vielen Faktoren wie der Temperatur, Slurryalterung, Konditionierung, Padalterung,Wartungszustand der Maschine und Konstanz des Slurryflusses ab.Im Arbeitsbereich von CMP-Anlagen kann die Abtragsrate in Abhängigkeit von Platengeschwin-digkeit und Polierdruck durch eine lineare Gleichung beschrieben werden. Poliert man verschie-dene Materialien mit konstanten Maschinenparametern, so können sich unterschiedlicheAbtragsraten einstellen. Den Unterschied in den Abtragsraten bei ansonsten gleichen Polierbedin-gungen nennt man Selektivität. Sie ist in Gleichung 2 beschrieben. Die Selektivitäten werden inder Regel als Wert größer eins angegeben.
(2)
Oft wird bis zu vergrabenen Materialebenen poliert, die dann als Stopschicht dienen (siehe auchSTI-Prozeß in Kapitel 2.4.2). In diesen Fällen wird eine hohe Selektivität gefordert. Es ist aberauch vorstellbar, mit einem Material wie BPSG, Fotolack oder Polyimid eine Vorplanarisierungvorzunehmen und anschließend mittels CMP die Reststufen zu entfernen. Hier wären geringeSelektivitäten der Materialien gefordert.Eine für das Polieren von unstrukturierten Wafern wichtige Größe ist die Inhomogenität. DieInhomogenität beschreibt die Gleichmäßigkeit von Abtrag oder Restschichtdicke über dengesamten Wafer. Da beim CMP besonders am Waferrand mit Abweichungen der Abtragsratevom Mittelwert gerechnet werden muß, wird meist ein Randausschluß zwischen 3 mm und 8 mmdefiniert. Alle anderen Werte können zur Berechnung der Inhomogenität herangezogen werden.Auf 150 mm Wafern werden etwa 50 Meßpunkte zur Berechnung der Inhomogenität herangezo-gen. Zur Ermittlung der Inhomogenität des Abtrags muß zuerst die Differenz zwischen der Mate-
1. Konditionieren ist das Aufrauhen des Pads mit einer Konditionierdisk, um das Verglasen des Pads durch Druck und Wärme zu verhindern und die Abtragsraten stabil zu halten.
RR∆h
∆t 60⋅----------------=
SRR1
RR2----------=

2.2 Grundbegriffe des CMP
19
rialdicke vor und nach CMP ermittelt werden. Anschließend kann die Inhomogenität des Abtragsδ mit der Anzahl Meßpunkte n und den Meßwerten x als Standardabweichung berechnet werden.Da man nur eine begrenzte Anzahl Meßwerte aus einer Gesamtmenge erhält, wird die folgendeGleichung zur Bestimmung der Standardabweichung des Mittelwertes aus einer Stichprobegenutzt.
(3)
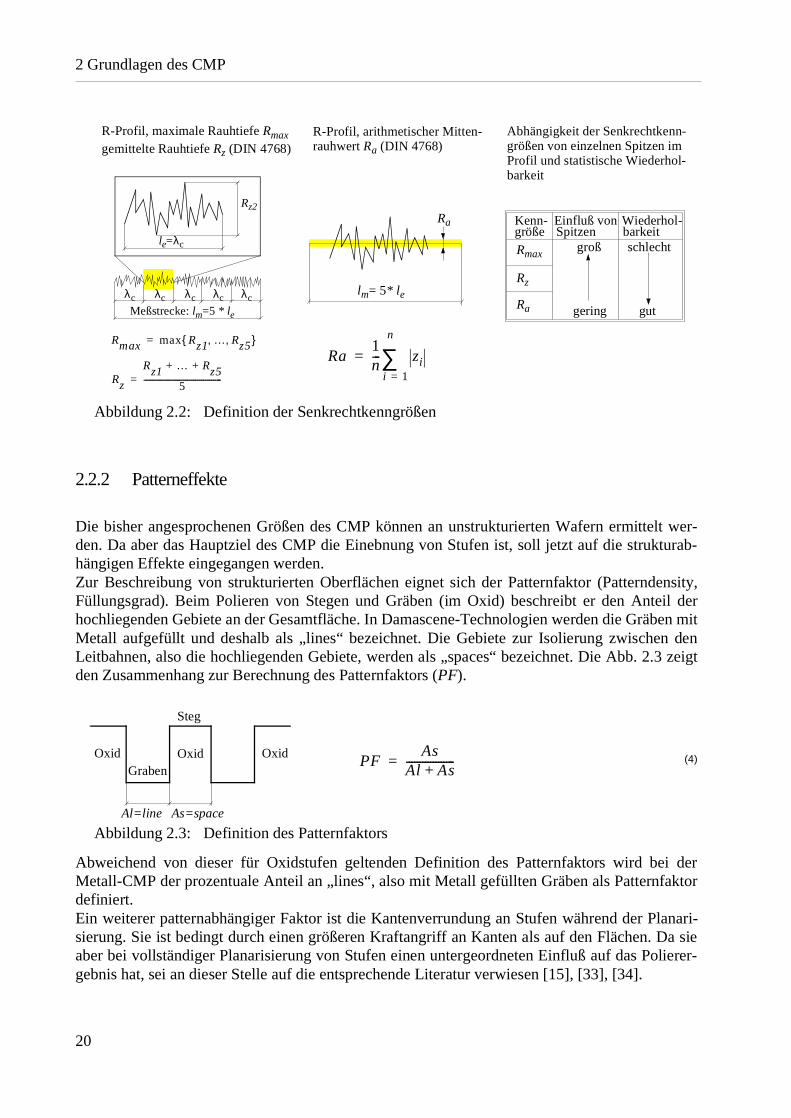
Bei Annahme einer gaußförmigen Verteilung liegen etwa 2/3 aller Meßpunkte innerhalb derGrenzen des errechneten Wertes für δ. Sollen 99 % aller Werte innerhalb dieser Grenzen liegen,so muß man mit 3δ rechnen. Die Inhomogenität ist eine wichtige Größe bei der Bestimmung derKonstanz der Polierergebnisse. Nur wenn die CMP-Anlage gleichmäßig und zuverlässig arbeitetund die Verbrauchsmaterialien von gleichbleibender Qualität sind, wird die Inhomogenität inengen Grenzen liegen. Die Änderung der Inhomogenitäten von Wafer zu Wafer widerspiegelt dieReproduzierbarkeit des CMP-Prozesses. Diese wird durch die Wafer To Wafer Non Uniformity(WTWNU) beschrieben. Die Inhomogenität innerhalb eines Wafers wird als Within Wafer Non-uniformity (WIWNU) bezeichnet.Durch CMP verändern sich die Oberflächenrauheiten. Die Oberflächenrauheit ist derjenige Anteilder Gestaltsabweichungen einer Prüffläche, der als 2D-Profil meßtechnisch erfaßt werden kann,ohne Berücksichtigung der Form- und Lageabweichungen. Gestaltabweichungen, die ihre Ursa-che in der Gefügestruktur und im Gitteraufbau des Werkstoffs haben, werden nicht berücksich-tigt, da sie für die technischen Eigenschaften der Prüffläche in der Regel ohne Bedeutung sind[55]. Mit elektronischen Filtern wird das gemessene und ausgerichtete Primärprofil P in ein Rauheits-profil R und in ein Welligkeitsprofil W zerlegt. Die Oberflächenkenngrößen werden aus dem Rau-heitsprofil bestimmt. DIN 4768 gibt vor, wie die Grenzwellenlänge λc des Profilfilters für diegebräuchlichsten Kennwerte Ra, Rz und Rmax einzustellen ist. Der arithmetische MittenrauhwertRa ist ein universeller und weit verbreiteter Rauheitsnachweis mit eher geringer Aussagefähigkeitfür die technischen Eigenschaften von Prüfflächen. Für periodische und aperiodische Profile sindverschiedene λc-Werte zu wählen. Die maximale Rauhtiefe Rmax ist als Maximalwert, die Rau-heitskenngröße Rz ist als Mittelwert von fünf Einzelwerten definiert, die für je eine von fünf Teil-strecken der Gesamtmeßstrecke berechnet werden (siehe Abb. 2.2). Werden diese Einzelwerte inein Meßprotokoll aufgenommen, kann durch den Vergleich der Kenngrößen mit den dazugehöri-gen Einzelwerten auf die Homogenität des Profils oder auf das Vorhandensein von einzelnen„Ausreißern“ im Profil geschlossen werden. Eine andere Nachweismöglichkeit für stark inhomogene Profile ist der Quotient Rmax/Rz. Ist die-ser Zahlenwert wesentlich größer als 1, so gibt es einzelne Spitzen im Profil. Der Quotient ausRmax/Rz bietet damit die Möglichkeit, den relativen Einfluß von Ausreißern im Profil zu messenund zu tolerieren. Die Abhängigkeit der Senkrechtkenngrößen von einzelnen Spitzen und die sta-tistische Wiederholbarkeit ist qualitativ in Abb. 2.2 dargestellt.
δxi
2xi
i 1=
n
∑
2
–i 1=
n
∑n 1–
--------------------------------------------------------=
2 Grundlagen des CMP
20
Abbildung 2.2: Definition der Senkrechtkenngrößen
2.2.2 Patterneffekte
Die bisher angesprochenen Größen des CMP können an unstrukturierten Wafern ermittelt wer-den. Da aber das Hauptziel des CMP die Einebnung von Stufen ist, soll jetzt auf die strukturab-hängigen Effekte eingegangen werden. Zur Beschreibung von strukturierten Oberflächen eignet sich der Patternfaktor (Patterndensity,Füllungsgrad). Beim Polieren von Stegen und Gräben (im Oxid) beschreibt er den Anteil derhochliegenden Gebiete an der Gesamtfläche. In Damascene-Technologien werden die Gräben mitMetall aufgefüllt und deshalb als „lines“ bezeichnet. Die Gebiete zur Isolierung zwischen denLeitbahnen, also die hochliegenden Gebiete, werden als „spaces“ bezeichnet. Die Abb. 2.3 zeigtden Zusammenhang zur Berechnung des Patternfaktors (PF).
(4)
Abbildung 2.3: Definition des Patternfaktors
Abweichend von dieser für Oxidstufen geltenden Definition des Patternfaktors wird bei derMetall-CMP der prozentuale Anteil an „lines“, also mit Metall gefüllten Gräben als Patternfaktordefiniert. Ein weiterer patternabhängiger Faktor ist die Kantenverrundung an Stufen während der Planari-sierung. Sie ist bedingt durch einen größeren Kraftangriff an Kanten als auf den Flächen. Da sieaber bei vollständiger Planarisierung von Stufen einen untergeordneten Einfluß auf das Polierer-gebnis hat, sei an dieser Stelle auf die entsprechende Literatur verwiesen [15], [33], [34].
R-Profil, maximale Rauhtiefe Rmaxgemittelte Rauhtiefe Rz (DIN 4768)
le=λc
Rz2
λcλcλcλcλc
Meßstrecke: lm=5 * le
R-Profil, arithmetischer Mitten-rauhwert Ra (DIN 4768)
lm= 5* le
Ra Kenn-größeRmax
Rz
Ra
Wiederhol-barkeitschlecht
gut
groß
gering
Einfluß vonSpitzen
Rmax max Rz1 … Rz5, , =
Rz
Rz1 … Rz5+ +
5---------------------------------------=
Abhängigkeit der Senkrechtkenn-größen von einzelnen Spitzen imProfil und statistische Wiederhol-barkeit
Ra1n--- zi
i 1=
n
∑=
Graben
Steg
Al=line As=space
OxidOxid Oxid PFAs
Al As+------------------=
2.2 Grundbegriffe des CMP
21
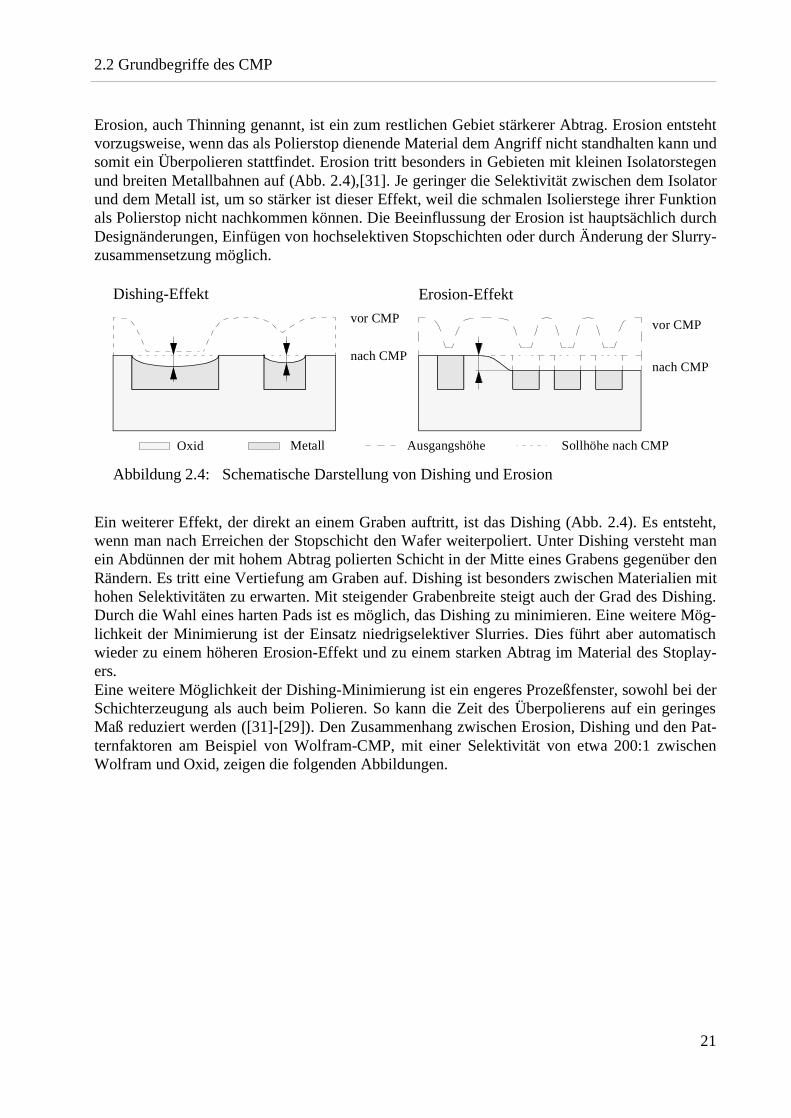
Erosion, auch Thinning genannt, ist ein zum restlichen Gebiet stärkerer Abtrag. Erosion entstehtvorzugsweise, wenn das als Polierstop dienende Material dem Angriff nicht standhalten kann undsomit ein Überpolieren stattfindet. Erosion tritt besonders in Gebieten mit kleinen Isolatorstegenund breiten Metallbahnen auf (Abb. 2.4),[31]. Je geringer die Selektivität zwischen dem Isolatorund dem Metall ist, um so stärker ist dieser Effekt, weil die schmalen Isolierstege ihrer Funktionals Polierstop nicht nachkommen können. Die Beeinflussung der Erosion ist hauptsächlich durchDesignänderungen, Einfügen von hochselektiven Stopschichten oder durch Änderung der Slurry-zusammensetzung möglich.
Abbildung 2.4: Schematische Darstellung von Dishing und Erosion
Ein weiterer Effekt, der direkt an einem Graben auftritt, ist das Dishing (Abb. 2.4). Es entsteht,wenn man nach Erreichen der Stopschicht den Wafer weiterpoliert. Unter Dishing versteht manein Abdünnen der mit hohem Abtrag polierten Schicht in der Mitte eines Grabens gegenüber denRändern. Es tritt eine Vertiefung am Graben auf. Dishing ist besonders zwischen Materialien mithohen Selektivitäten zu erwarten. Mit steigender Grabenbreite steigt auch der Grad des Dishing.Durch die Wahl eines harten Pads ist es möglich, das Dishing zu minimieren. Eine weitere Mög-lichkeit der Minimierung ist der Einsatz niedrigselektiver Slurries. Dies führt aber automatischwieder zu einem höheren Erosion-Effekt und zu einem starken Abtrag im Material des Stoplay-ers.Eine weitere Möglichkeit der Dishing-Minimierung ist ein engeres Prozeßfenster, sowohl bei derSchichterzeugung als auch beim Polieren. So kann die Zeit des Überpolierens auf ein geringesMaß reduziert werden ([31]-[29]). Den Zusammenhang zwischen Erosion, Dishing und den Pat-ternfaktoren am Beispiel von Wolfram-CMP, mit einer Selektivität von etwa 200:1 zwischenWolfram und Oxid, zeigen die folgenden Abbildungen.
Dishing-Effekt
vor CMP
nach CMP
Erosion-Effekt
vor CMP
nach CMP
Oxid Metall Ausgangshöhe Sollhöhe nach CMP
2 Grundlagen des CMP
22
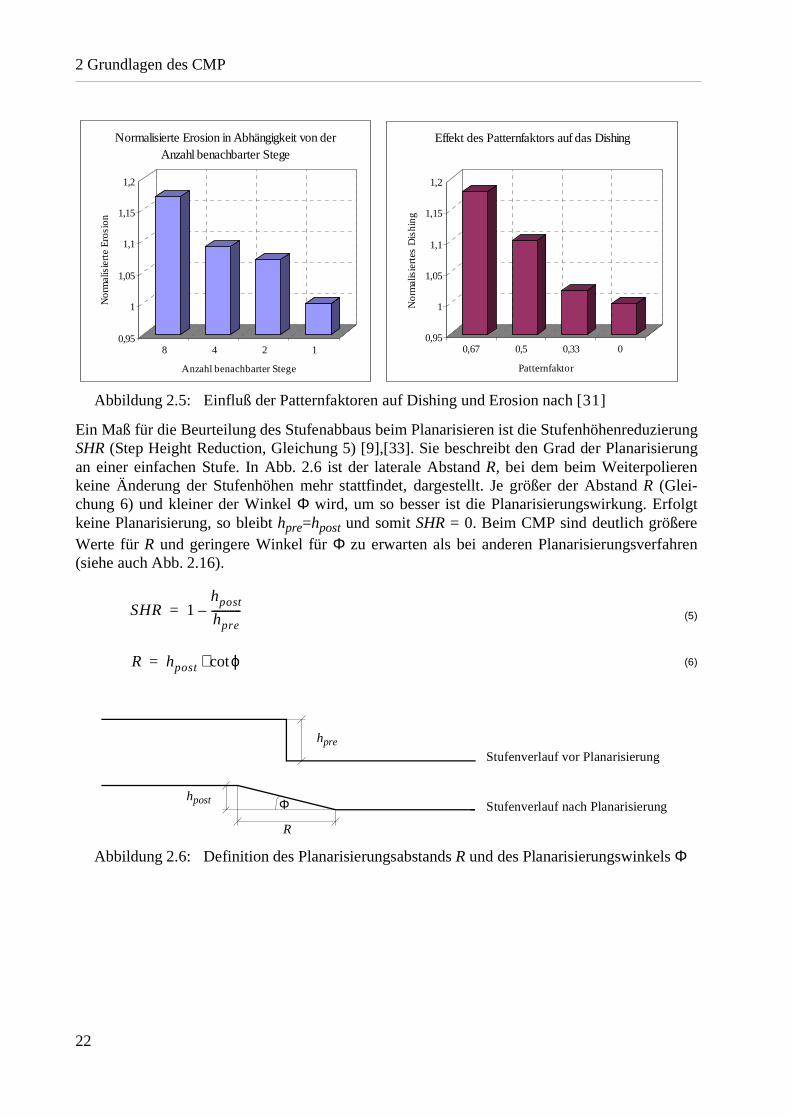
Abbildung 2.5: Einfluß der Patternfaktoren auf Dishing und Erosion nach [31]
Ein Maß für die Beurteilung des Stufenabbaus beim Planarisieren ist die StufenhöhenreduzierungSHR (Step Height Reduction, Gleichung 5) [9],[33]. Sie beschreibt den Grad der Planarisierungan einer einfachen Stufe. In Abb. 2.6 ist der laterale Abstand R, bei dem beim Weiterpolierenkeine Änderung der Stufenhöhen mehr stattfindet, dargestellt. Je größer der Abstand R (Glei-chung 6) und kleiner der Winkel Φ wird, um so besser ist die Planarisierungswirkung. Erfolgtkeine Planarisierung, so bleibt hpre=hpost und somit SHR = 0. Beim CMP sind deutlich größereWerte für R und geringere Winkel für Φ zu erwarten als bei anderen Planarisierungsverfahren(siehe auch Abb. 2.16).
(5)
(6)
Abbildung 2.6: Definition des Planarisierungsabstands R und des Planarisierungswinkels Φ
0,95
1
1,05
1,1
1,15
1,2
Nor
mal
isie
rte
Eros
ion
8 4 2 1
Anzahl benachbarter Stege
Normalisierte Erosion in Abhängigkeit von der Anzahl benachbarter Stege
0,95
1
1,05
1,1
1,15
1,2
Nor
mal
isie
rtes
Dis
hing
0,67 0,5 0,33 0
Patternfaktor
Effekt des Patternfaktors auf das Dishing
SHR 1hpost
hpre-----------–=
R hpost ϕcot⋅=
hpre
hpost Φ
R
Stufenverlauf vor Planarisierung
Stufenverlauf nach Planarisierung

2.3 Prozeßmechanismen des Oxid-CMP
23
2.3 Prozeßmechanismen des Oxid-CMP
In der Fachliteratur sind verschiedene Modelle für die Abtragsmechanismen beim CMP beschrie-ben [70],[9]. Dabei wird zum Teil von verschiedenen Ansätzen ausgegangen. In [71] wurde einModell basierend auf dem Asperity Contact (siehe unten) zwischen Pad und Wafer beschrieben.Andere Modelle, wie die aus [72] und [73], sind empirisch oder phenomenologisch gefunden.Modelle, abhängig von Abtrag, Slurryfluß und Paddeformation, sind in [75] bis [78] beschrieben.Modelle, die Silizium- und Oxid-CMP mit Hilfe der Wechselwirkungen zwischen den Polierpar-tikeln und der Waferoberfläche beschreiben, sind in [39] und [74] veröffentlicht.
2.3.1 Mechanischer Abtrag
Die mechanische Komponente des Abtrags entsteht durch die dynamischen Wechselwirkungenzwischen Polierpad, Partikeln sowie der Oberfläche des Wafers. Das „Asperity Contact Model“aus Abb. 2.7 zeigt, daß ein nennenswerter mechanischer Abtrag nur dann auftritt, wenn dieWaferoberfläche und das Pad in Kontakt sind. Gleitet der Wafer auf einer Flüssigkeitsschicht beihohen Relativgeschwindigkeiten und geringen Drücken im „Hydroplaning-Modus“ (Abb. 2.7a),wird die Abtragsrate vernachlässigbar klein. Beim Chemisch Mechanischen Polieren wird imKontaktbereich gearbeitet (Abb. 2.7b).
Abbildung 2.7: „Asperity Contact Model“ aus [38] und Poliermechanismen nach [43]
Der Abtrag ist nicht nur von der Kontaktart abhängig, sondern auch von der Einbettung der Abra-sive in das Pad. Ein nennenswerter Abtrag ist nur nachzuweisen, wenn die Polierpartikel an derWaferoberfläche vorbeigleiten (Abb. 2.7d). Rollen die Polierpartikel dagegen über die Oberflä-che, ist kein signifikanter Abtrag vorhanden. Den allgemeinen Zusammenhang zwischenAbtragsrate RR, angelegtem Druck P und der linearen Geschwindigkeit v = ∆s/∆t beschreibt dievon Preston gefundene Gleichung 7 aus [25]:
Slurry
relative Padbewegung
relative Padbewegung
Wafer
Wafer
Hydroplaning
Asperity Contact
relative Padbewegung
Wafer
relative Padbewegung
Wafer
a)
b)
c)
d)
SlurryPartikel
geringer Abtrag durch Abrollen der Partikel
Abtrag durch Gleiten der Partikel
2 Grundlagen des CMP
24
(7)
Nach der Preston-Gleichung ist die Abtragsrate direkt proportional dem wirkenden Druck und derGeschwindigkeit.Im folgenden wird die Berechnung des Betrages der relativen mittleren Geschwindigkeit zwi-schen Platen und Wafer für beliebige Punkte auf dem Wafer beschrieben.
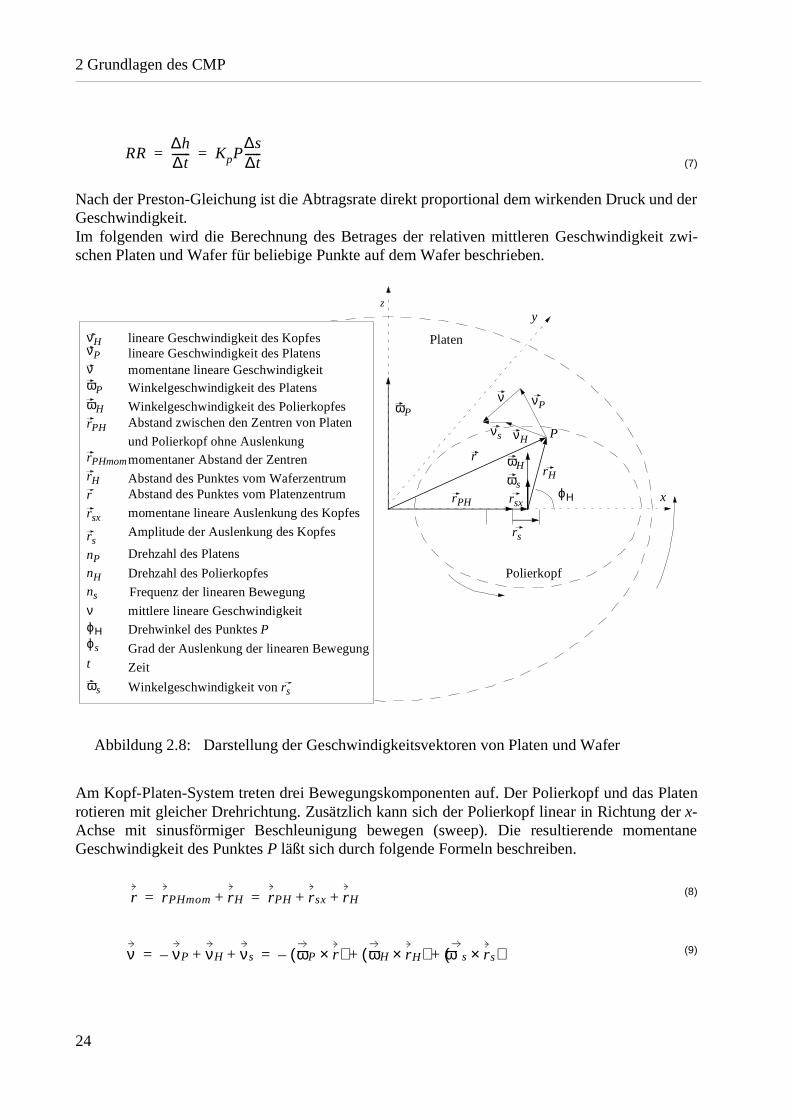
Abbildung 2.8: Darstellung der Geschwindigkeitsvektoren von Platen und Wafer
Am Kopf-Platen-System treten drei Bewegungskomponenten auf. Der Polierkopf und das Platenrotieren mit gleicher Drehrichtung. Zusätzlich kann sich der Polierkopf linear in Richtung der x-Achse mit sinusförmiger Beschleunigung bewegen (sweep). Die resultierende momentaneGeschwindigkeit des Punktes P läßt sich durch folgende Formeln beschreiben.
(8)
(9)
RR∆h∆t------- KpP
∆s∆t------= =
Platen
Polierkopf
ωP
ωH
rPH
rrH
rs
rsx
y
x
P
νP
νH
ν
ν ωP
ωH
rPH
rH
r
rs
nP nH
ns
ν ϕΗ
ϕΗ
t
ϕs
rsx
rPHmom
ωs
z
momentane lineare GeschwindigkeitWinkelgeschwindigkeit des Platens
Winkelgeschwindigkeit des PolierkopfesAbstand zwischen den Zentren von Platen
momentaner Abstand der Zentren
Abstand des Punktes vom WaferzentrumAbstand des Punktes vom Platenzentrum
momentane lineare Auslenkung des Kopfes
Amplitude der Auslenkung des Kopfes
Drehzahl des Platens
Drehzahl des Polierkopfes
Frequenz der linearen Bewegung
mittlere lineare Geschwindigkeit
Drehwinkel des Punktes P
Grad der Auslenkung der linearen Bewegung
Zeit
und Polierkopf ohne Auslenkungνs
νP lineare Geschwindigkeit des Platenslineare Geschwindigkeit des KopfesνH
ωs Winkelgeschwindigkeit von rs
r rPHmom rH+ rPH rsx rH+ += =
ν νP– νH νs+ + ωP r×( )– ωH r× H( ) ωs r× s( )+ += =

2.3 Prozeßmechanismen des Oxid-CMP
25
Die Geschwindigkeitsvektoren müssen subtrahiert werden, weil die Differenz zwischen Kopf-und Platengeschwindigkeit ermittelt werden soll.Die Auslenkung der Sweepbewegung geht in den Vektor rPHmom ein. Durch Ausrechnen der Vektorprodukte von Gleichung 9 erhält man:
(10)
Weil rPHy = 0 ist, wird auch rPHyωP = 0. Bei der Sweepbewegung ist die Geschwindigkeit in y-Richtung immer Null, weil die Bewegung nur in Richtung der x-Achse erfolgt. Somit wird ωs rsx = 0 und es ergibt sich:
(11)
Die Vektoren, Winkelgeschwindigkeiten und Winkel für die Drehbewegungen lassen sich durchGleichung 12 bis 16 beschreiben.
(12)
(13)
(14)
(15)
(16)
Die Sweepbewegung des Kopfes wird durch die folgenden Gleichungen beschrieben.
(17)
(18)
(19)
(20)
Durch Einsetzen von Gleichung 12 bis 20 in Gleichung 11 ergeben sich νx und νy :
ν x rPHyωP r+ Hy ωP ωH–( ) rsyωs–[ ] y ωH ωP–( )rHx ωPrPHx– ωsrsx+[ ]+=
ν νx νy+ x rHy ωP ωH–( ) rsyωs–[ ] y ωH ωP–( )rHx ωPrPHmom–[ ]+= =
ωH 2πnH=
ωP 2πnP=
ϕH ωHt 2πnHt= =
rHx rH ϕHcos=
rHy rH ϕHsin=
ωs 2πns=
ϕs ωst 2πnst= =
rsy rs ϕssin=
rsx rs ϕscos=

2 Grundlagen des CMP
26
(21)
(22)
Durch Integration der Beträge und Division durch die Zeit erhält man die mittlere relative lineareGeschwindigkeit ν zwischen Platen und Kopf:
(23)
T sollte als Vielfaches einer Minute gewählt werden, um mit vollständig abgeschlossenen Umdre-hungen zu rechnen.Abbildung 2.9 zeigt zwei Beispiele für die mittleren linearen Geschwindigkeiten über den Wafer.Man kann feststellen, daß sich die Drehzahlverhältnisse zwischen Kopf und Platen auf das Mitte-Rand-Verhalten der Abträge auswirken.
Abbildung 2.9: Vergleich der mittleren Geschwindigkeiten über den Waferradius bei verschiedenen Polierrezepten
Bei gleichen Drehzahlen für Platen und Kopf haben die mittleren Geschwindigkeiten an allenPunkten des Wafers denselben Betrag. Wenn Platen und Polierkopf rotieren, sind die mittlerenGeschwindigkeiten rotationssymmetrisch. Durch eine zusätzliche Sweepbewegung kann eineUnsymmetrie der mittleren Geschwindigkeiten über den Waferdurchmesser entstehen.
Die Prestongleichung (7) ist für das Polieren von Si, SiO2, Kupfer und Wolfram anwendbar, daderen Abhängigkeiten vom Prestonkoeffizienten Kp gering sind. Der Prestonkoeffizient beinhal-
νx 2πrH 2πnHt( ) nP nH–( )sin 2πnsrs 2πnst( )sin–=
νy 2πrH 2πnHt( ) nH nP–( )cos 2πnP rPH rs 2πnst( )cos+( )–=
ν 1T--- νx
2t( ) νy
2t( )+ td
0
T
∫=
nP
nH
rPH
rs
ns
= 63 rpm= 57 rpm
= 5 sweeps/min (sinus)
= 127 mm
= 20 mm
Polierrezept 1:
Mittelwerte der linearen Geschwindigkeiten
0,8375
0,8377
0,8379
0,8381
0,8383
0,8385
0,8387
0,8389
-100 -80 -60 -40 -20 0 20 40 60 80 100
Waferradius r in mm
MW
|v| i
n m
/s
nP
nH
rPH
rs
ns
= 45 rpm= 90 rpm
= 5 sweeps/min (sinus)
= 127 mm
= 20 mm
Polierrezept 2:
Mittelwerte der linearen Geschwindigkeiten
0,5900
0,6000
0,6100
0,6200
0,6300
0,6400
0,6500
0,6600
-100 -80 -60 -40 -20 0 20 40 60 80 100
Waferradius r in mm
MW
|v| i
n m
/s

2.3 Prozeßmechanismen des Oxid-CMP
27
tet alle anderen Abhängigkeiten wie die vom Elastizitätsmodul der polierten Oberfläche und derPolierpartikel, von der Anzahl, Größe und dem Verhalten der Partikel im Pad-Wafer Kontaktbe-reich und von den chemischen Effekten.Beim Polieren ohne Slurry, nur unter Einsatz von Wasser, wurden Oxidabträge im Bereich von 1-3 nm/min ermittelt. Daraus läßt sich schlußfolgern, daß der Oberflächenkontakt zwischen Padund Wafer keine nennenswerten Abträge hervorruft. Da beim Oxidpolieren, wie später erläutert,der chemische Anteil am Abtrag relativ gering ist und die mechanische Komponente durch Auf-weichen der Oberfläche nur unterstützt, hängt der Abtrag wesentlich von der Bedeckung derWaferoberfläche mit Slurrypartikeln und deren Kontaktbereichen ab.In der folgenden Abb. 2.10 ist eine Bedeckungsdichte von c = 1 und die von der Eindringtiefe habhängige Kontaktfläche dargestellt.
Abbildung 2.10: a) vollständig bedeckte Fläche (c = 1) mit Schleifpartikeln, b) Kontaktfläche Ac eines Partikels und c) Kontaktradius rc als Funktion der Eindringtiefe
Betrachtet man nur die mechanischen Eigenschaften des zu polierenden Materials, hat Brown in[40] den Prestonkoeffizienten für das Eindringen eines runden Partikels in eine homogene Ober-fläche folgendermaßen definiert:
(24)
wobei E das Elastizitätsmodul der zu polierenden Oberfläche ist.Die Eindringtiefe h der Polierpartikel berechnet sich dann zu:
(25)
wobei rP der Partikelradius, c der Füllfaktor mit Partikeln auf der Oberfläche und P der angelegteDruck ist. Der Druck, der auf ein einzelnes Partikel wirkt, ist wegen des geringen Kontaktberei-ches um ein beträchtliches Maß größer als der durchschnittliche Druck über der polierten Fläche.Als Kontaktfläche wird aufgrund der geringen Eindringtiefe h nicht die Mantelfläche, sondern dieKreisfläche Ac angenommen:
a)
Ap
Ac
hb)
rprc
rp- h
rc = [rp2-(rp-h)2]1/2
rc = Kontaktradius
c)Wafer
c = 1
Kp1
2E-------=
h34---2rP
P2cE----------
2 3⁄=

2 Grundlagen des CMP
28
(26)
Wenn die Partikeldichte c = 1 wird, dann kann man den Zusammenhang zwischen wirkendemmittleren Druck Pave und dem lokalen Druck Plocal folgendermaßen beschreiben:
(27)
Die auftretende Zugspannung σt kann nach [69] für das Eindringen eines runden Partikels in dieOberfläche durch die Beziehung
(28)
beschrieben werden. ν und E sind die Poisson Konstante und das Elastizitätsmodul des poliertenMaterials und P0 = F/Ac ist der mittlere Kontaktdruck der Kontaktfläche der Partikel mit demRadius rc und der auf den Wafer gleichmäßig wirkenden Kraft F.
(29)
ν´und E´sind die Poisson Konstante und das Elastizitätsmodul der Polierpartikel.Die Berechnung der entstehenden Reibungskräfte Ffr ist in Gleichung 30 dargestellt.
(30)
Dabei ist fb der Koeffizient der Reibung des Kontaktbereiches, in welchem Bindungen vorkom-men und E/10 eine Schätzung für die Spannung zum Aufbrechen der Atombindungen des polier-ten Materials.Mit Hilfe der beobachteten Polierrate und den berechneten Werten für Ffr und σt läßt sich nun dieAnzahl der entfernten Oberflächenmoleküle und weiter der Preston Koeffizient bestimmen. Einausführliches Beispiel der Ermittlung des Abtrags an einer Oxidoberfläche und Polieren mitSiO2- und CeO2-Partikeln ist in [39] beschrieben.
2.3.2 Chemischer Abtrag
Der chemische Abtrag und die Oberflächenrauheit werden durch die Slurrychemie, den pH-Wertder Lösung, Wasser und die Abrasive bestimmt. Die Eigenschaften der Slurry bestimmen zusam-men mit dem Pad die Poliereigenschaften. Die Abrasive dienen als Reaktionspartner mit der
Ac πrc2 π rP
2rP
2h
2–( )–( )= =
Plocal
Ap
Ac------Pave
π d2---
2
πd δ--------------Paved
4δ------Pave= = =
σt12--- υ–
P0⋅=
rc34--- F
rp
2----
1 υ2–E
--------------1 υ′2
–E′----------------+
⋅ ⋅ ⋅
1 3⁄=
Ffr π rc2
fbE10------⋅ ⋅ ⋅=

2.3 Prozeßmechanismen des Oxid-CMP
29
Waferoberfläche. Deren Material, Größe, Form und Konzentration haben wesentlichen Einflußauf die Abtragsrate und die Oberflächenrauheit [41].
Abbildung 2.11: Zusammenhang zwischen Partikelgröße, Polierdruck und Rauheit nach [38]
Größe und Form der Partikel können durch ihr Herstellungsverfahren beeinflußt werden. DerBereich der Korngrößen der Abrasive handelsüblicher Oxidslurries liegt zwischen 12 nm und 400nm. Damit die Abrasive in der Lösung über einen langen Zeitraum schweben, wird die Oxidslurrymeist KOH oder NH4OH stabilisiert. Die gleichgeladenen Ionen stoßen sich gegenseitig ab,womit ein Absetzen der Polierpartikel zuverlässig verhindert wird. Die Konzentration der Ionenist vom pH-Wert der Slurry abhängig. Die Oxidslurries haben pH-Werte von 9-11. Zwei Aufnah-men von eingesetzten Slurries sind in der Abb. 2.12 gezeigt.
Abbildung 2.12:Aufnahmen der Oxidslurries „Klebosol 30N50“ und „Cabot SS12“
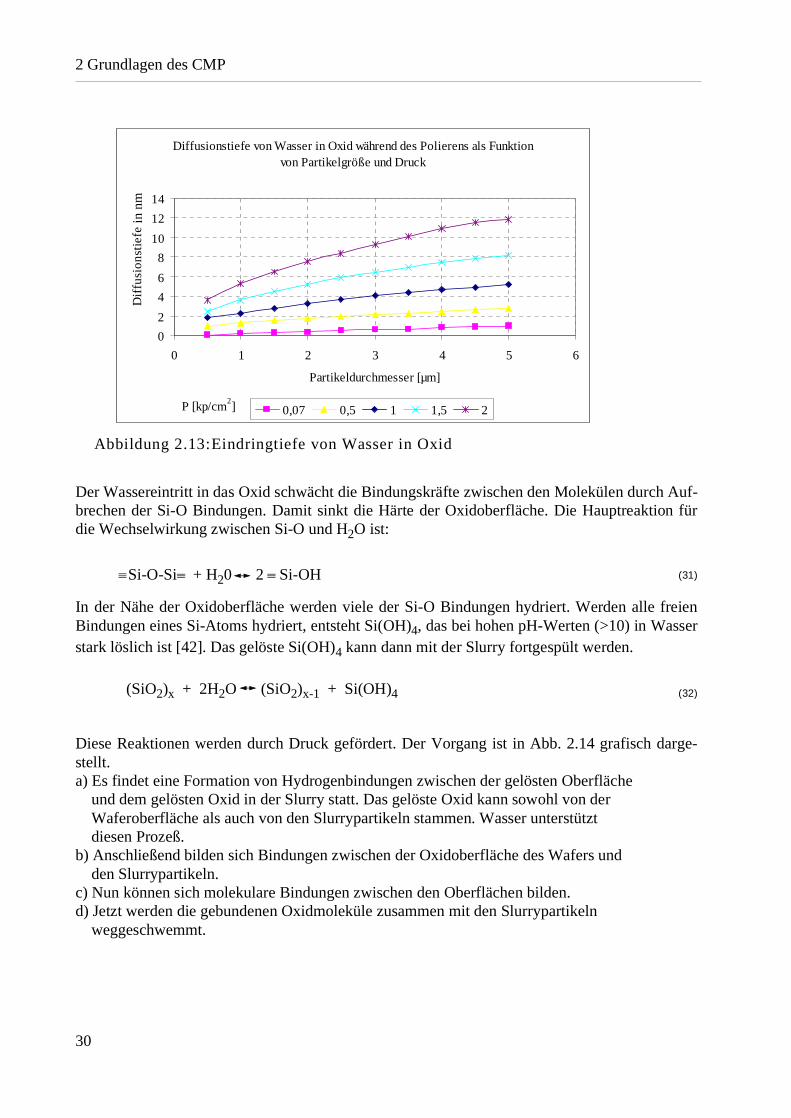
Ein wichtiger Teil der chemischen Reaktionen wird durch Wasser hervorgerufen. Während desPolierens dringt es in die Oxidoberfläche ein und weicht sie auf [9]. Dabei diffundiert das Wasserunter statischem Druck zwischen die Oxidmoleküle. Die Eindringtiefe ist eine Funktion derGröße der Polierpartikel und des angelegten Polierdruckes. L. M. Cook hat in [39] Eindringtiefenvon 0,5 - 12 nm ermittelt, wie auch Abb. 2.13 zeigt.
Rauheit als Funktion der Partikelgröße und des Polierdruckes
0
1
2
3
4
5
6
0 0,5 1 1,5 2 2,5
Partikeldurchmesser [µm]
Rau
heit
[nm
]
21 psi 14 psi 7 psi 1 psi
Klebosol 30N50100 nm Cabot SS12100 nm
2 Grundlagen des CMP
30
Abbildung 2.13:Eindringtiefe von Wasser in Oxid
Der Wassereintritt in das Oxid schwächt die Bindungskräfte zwischen den Molekülen durch Auf-brechen der Si-O Bindungen. Damit sinkt die Härte der Oxidoberfläche. Die Hauptreaktion fürdie Wechselwirkung zwischen Si-O und H2O ist:
(31)
In der Nähe der Oxidoberfläche werden viele der Si-O Bindungen hydriert. Werden alle freienBindungen eines Si-Atoms hydriert, entsteht Si(OH)4, das bei hohen pH-Werten (>10) in Wasserstark löslich ist [42]. Das gelöste Si(OH)4 kann dann mit der Slurry fortgespült werden.
(32)
Diese Reaktionen werden durch Druck gefördert. Der Vorgang ist in Abb. 2.14 grafisch darge-stellt. a) Es findet eine Formation von Hydrogenbindungen zwischen der gelösten Oberfläche und dem gelösten Oxid in der Slurry statt. Das gelöste Oxid kann sowohl von der Waferoberfläche als auch von den Slurrypartikeln stammen. Wasser unterstützt diesen Prozeß.b) Anschließend bilden sich Bindungen zwischen der Oxidoberfläche des Wafers und den Slurrypartikeln.c) Nun können sich molekulare Bindungen zwischen den Oberflächen bilden.d) Jetzt werden die gebundenen Oxidmoleküle zusammen mit den Slurrypartikeln weggeschwemmt.
Diffusionstiefe von Wasser in Oxid während des Polierens als Funktion von Partikelgröße und Druck
0
2
4
6
8
10
12
14
0 1 2 3 4 5 6
Partikeldurchmesser [µm]
Dif
fusi
onst
iefe
0,07 0,5 1 1,5 2P [kp/cm2]
in n
m
Si-O-Si + H20 2 Si-OH
(SiO2)x + 2H2O (SiO2)x-1 + Si(OH)4

2.3 Prozeßmechanismen des Oxid-CMP
31
Abbildung 2.14:Chemische Reaktionen an der Oxidoberfläche nach [33]
Nennenswerte Abträge finden nur dann statt, wenn die Depolymerisation schneller als die Poly-merisation vor sich geht. Bindungen zwischen den Abrasiven (CeO2, SiO2) und der SiO2 Oberflä-che entstehen, wenn die freie Energie zur Formation von z.B. CeO2 (∆Hf =-260 kcal/mol) kleinerals die freie Energie zur Formation von SiO2 (∆Hf =-216 kcal/mol) ist. Somit können CeO2basierte Abrasive Bindungen mit der Oberfläche eingehen. Diese Bindungen erhöhen die Scher-kräfte bis hin zum Abreißen der Atome aus der Oberfläche. Mit auf CeO2 basierten Abrasivenwurden bis zu 43-fach größere Abtragsraten gemessen als mit auf SiO2 basierten Abrasiven.Untersuchungen, dargestellt in [9], zeigen eine deutliche Abhängigkeit des Abtrags vom isoelek-trischen pH-Wert (IEP) siehe auch Abb. 2.15. Der IEP einer hydrierten Oxidoberfläche ist derpH-Wert, bei dem die Netzoberflächenladung Null wird, d.h. wenn gleiche Konzentrationen vonpositiv und negativ geladenen Ionen auf der Oberfläche vorhanden sind.
Abbildung 2.15:Abtrag in Abhängigkeit vom isoelektrischen pH-Wert
Slurry
2H2O + O H
O
R
RRR
RH
OR
O
OO
HH
H
H
a)b)c)
Partikel
Waferoberfläche
Abtrag als Funktion des isoelektrischen pH-Wertes für verschiedene Abrasive
SiO2
Mn4+
Sn4+
Zr4+
Ti4+
Ce4+
Cr3+
Fe3+
Al3+
Zn2+
Ni2+
0
1
2
3
4
5
6
0 2 4 6 8 10 12
isoelektrischer pH-Wert
Ab
tra
g [µ
m]

2 Grundlagen des CMP
32
Der IEP von CeO2 liegt bei 6,75 und der von SiO2 bei 2,2. Maximale Abtragsraten und geringeRauheiten stellen sich bei einem pH-Wert von 9,8 ein, da hier ein Gleichgewicht der Konzentra-tionen der geladenen Teilchen entsteht ([9], Seite 142). CeO2 ist gegenüber diesem pH-Wert fastneutral, während bei SiO2 eine negative Ladung entsteht. Wie eingangs erwähnt, haben die kom-merziell eingesetzten Oxidslurries pH-Werte von 9-11. Um beste Polierergebnisse zu erzielen,muß man Slurries einsetzen, die stabil sind, geringe Rauheiten erzeugen und gute Abtragsratenhaben. Diese Ergebnisgrößen sollten immer durch praktische Versuche bestätigt werden.
2.4 Technologische Einsatzgebiete des CMP
Das Chemisch Mechanische Polieren wird immer häufiger in Bereichen eingesetzt, in denen pla-nare Oberflächen gefordert werden. Aufgrund der sehr guten Planarisierungseigenschaften ist esdurchaus sinnvoll, das CMP auch bei relativ großen Strukturbreiten von über einem Mikrometereinzusetzen. Das Planarisierungspotential des Chemisch Mechanischen Polierens gegenüberanderen Planarisierungsverfahren ist in Abb. 2.16 dargestellt [30], [33].
Abbildung 2.16: Vergleich der Planarisierungslängen verschiedener Planarisierungsverfahren
Transistoren werden in herkömmlichen Technologien durch LOCOS isoliert [20]. Da mit demerweiterten LOCOS-Prozeß die Skalierung der Isolierbreiten unter 0,5 Mikrometer mit hohemtechnologischen Aufwand verbunden ist, wird in Submikrometertechnologien ein anderes Isolier-verfahren, Shallow Trench Isolation (STI), genutzt. Dabei wird bis zu einem Stoplayer planari-siert (Kapitel 2.4.2). Ein ähnliches Verfahren mit Ende auf einem Stoplayer wird auch beim Planarisierungskomplexan den bildgebenden Mikrosystemen verwendet. Ein zweites, sowohl in der industriellen Ferti-gung für Logik- und Speicherbausteine als auch bei der Fertigung der bildgebenden Mikrosy-steme angewandtes Planarisierungsverfahren ist das in Kapitel 2.4.1 beschriebene Polieren vonInter-Layer-Dielektrika (ILD). Dabei werden die Zwischenmetallisolierungen nach jedem Metal-
0,01 0,1 1 10 100 1000 10000
Gap Fill lokalePlanarisierung
GlobalePlanarisierung
CMPBPSGResist / EtchbackSOG / EtchbackReflowCVD/ÄtzenECR
45 30 10 1 0,1 0,03
Planarisierungslänge R [µm]
Planarisierungswinkel Φ [°]
2.4 Technologische Einsatzgebiete des CMP
33
lisierungsschritt planarisiert, so daß sich keine Stufen aus verschiedenen Layern addieren können.Beim ILD-Planarisieren wird ausschließlich CVD-Oxid planarisiert. Eine weitere Anwendung,die perspektivisch auch für die Herstellung der bildgebenden Mikrosysteme interessant werdenkann, ist der Damascene Prozeß. Der Damascene-Prozeß wird in Kapitel 2.4.3 erklärt. Es gibtaber noch viele weitere Anwendungen für das CMP. Stellvertretend seien hier nur das Freilegenvon Wolfram-Kontakten in Zwischenmetallisierungen mittels Wolfram-CMP oder das Planarisie-ren von tiefen mit Polysilizium gefüllten Gräben, wie sie bei der Herstellung von DRAM‘s vor-kommen, genannt. Eine andere Anwendung ist das Beseitigen von Rückseitendefekten nach demWaferdünnen. Dazu müssen die vom Schleifen unter Spannung stehenden 150 mm Wafer, die oftweniger als 400 µm dick sind, poliert werden.Im folgenden werden die dem Planarisierungskomplex der bildgebenden Mikrosysteme artver-wandten Planarisierungsverfahren beschrieben.
2.4.1 Inter Layer Dielektrikum (ILD) - CMP
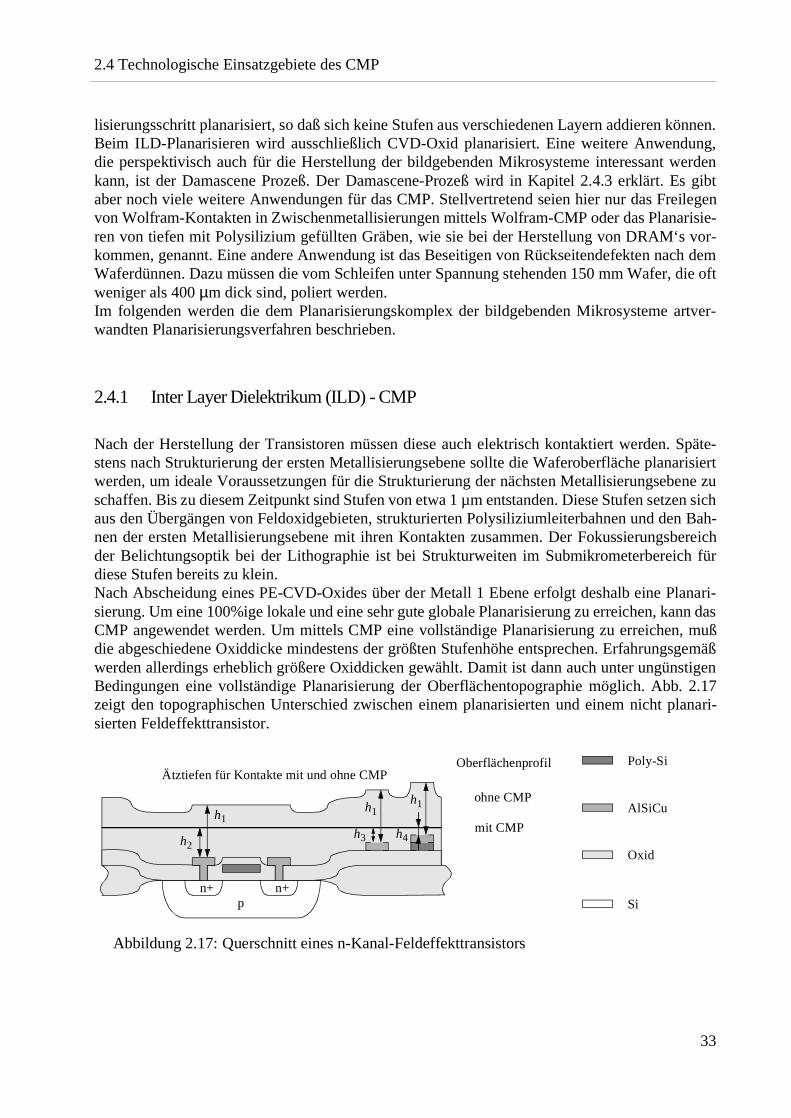
Nach der Herstellung der Transistoren müssen diese auch elektrisch kontaktiert werden. Späte-stens nach Strukturierung der ersten Metallisierungsebene sollte die Waferoberfläche planarisiertwerden, um ideale Voraussetzungen für die Strukturierung der nächsten Metallisierungsebene zuschaffen. Bis zu diesem Zeitpunkt sind Stufen von etwa 1 µm entstanden. Diese Stufen setzen sichaus den Übergängen von Feldoxidgebieten, strukturierten Polysiliziumleiterbahnen und den Bah-nen der ersten Metallisierungsebene mit ihren Kontakten zusammen. Der Fokussierungsbereichder Belichtungsoptik bei der Lithographie ist bei Strukturweiten im Submikrometerbereich fürdiese Stufen bereits zu klein. Nach Abscheidung eines PE-CVD-Oxides über der Metall 1 Ebene erfolgt deshalb eine Planari-sierung. Um eine 100%ige lokale und eine sehr gute globale Planarisierung zu erreichen, kann dasCMP angewendet werden. Um mittels CMP eine vollständige Planarisierung zu erreichen, mußdie abgeschiedene Oxiddicke mindestens der größten Stufenhöhe entsprechen. Erfahrungsgemäßwerden allerdings erheblich größere Oxiddicken gewählt. Damit ist dann auch unter ungünstigenBedingungen eine vollständige Planarisierung der Oberflächentopographie möglich. Abb. 2.17zeigt den topographischen Unterschied zwischen einem planarisierten und einem nicht planari-sierten Feldeffekttransistor.
Abbildung 2.17: Querschnitt eines n-Kanal-Feldeffekttransistors
AlSiCu
Oxid
Si
Poly-Si
ohne CMP
mit CMP
pn+n+
OberflächenprofilÄtztiefen für Kontakte mit und ohne CMP
h1
h1h1
h2h3 h4

2 Grundlagen des CMP
34
Gegenüber herkömmlichen Planarisierungsverfahren ergeben sich beim CMP einige Besonder-heiten, die in den nachfolgenden Prozeßschritten zu beachten sind. Das Oxid über der erstenMetallebene bildet die Untergrundtopographie ab. Abhängig davon, ob die Kontakte zur nächstenMetallebene über Feld- oder Aktivgebieten liegen, ergeben sich mit CMP-Planarisierung ver-schieden tiefe Kontaktlöcher (h2,3,4). Damit ergeben sich unterschiedliche Ätzzeiten, währendohne CMP in allen Gebieten gleich tiefe Kontaktlöcher (h1) geätzt werden müssen. Die unter-schiedlichen Ätztiefen werden durch selektives Ätzen zwischen Oxid und Metall erreicht. DieILD Planarisierung kann über jeder Metallisierungsebene durchgeführt werden.Oft wird nach dem CMP eine zusätzliche 100 - 300 nm dicke Oxidschicht (Cure-Oxid) abgeschie-den, um mögliche Defekte oder Partikel elektrisch unwirksam zu machen und die Oberfläche zuverbessern.
2.4.2 Shallow Trench Isolation (STI)
In herkömmlichen Verfahren wird zur Isolation der Aktivgebiete der LOCOS-Prozeß eingesetzt.Die Grenze des Standard LOCOS-Prozesses liegt bei einer Breite der Isolationsgebiete von mini-mal 1,2 µm [17]. Advanced LOCOS-Prozesse sind bis zu einer Breite der Isolationsgebiete von0,5 µm praktikabel. Unterhalb dieser Strukturgrößen werden nur noch STI-Prozesse in der Litera-tur angegeben ([17]-[23]). Ein Überblick über die Maßanforderungen moderner hochintegrierter Technologien ist in Tabelle2.2 zusammengefaßt.
Tabelle 2.2: Isolation pitch and depth vs. DRAM generation [18]
In den gegenwärtigen und kommenden Fertigungstechnologien wird aufgrund der geringenAbmessungen der Isolationsbereiche der LOCOS-Prozeß durch den STI-Prozeß vollständig abge-löst.
2.4.2.1 Prozeßabfolge
Nach der Oxidation eines 10 bis 50 nm dicken Padoxides wird ein 150 bis 250 nm dickes LP-Sili-zium-Nitrid abgeschieden. Anschließend wird das Si-Nitrid strukturiert und dann mit einem Sili-zium-Trockenätzprozeß die Tiefe der Isolationsgebiete festgelegt (Abb. 2.18a). Nach derEntfernung des Fotoresists und anschließender Reinigung folgt ein kurzer Graben-Reoxidations-prozeß von 10 bis 50 nm (Abb. 2.18b). Diese Oxidation beseitigt das durch die Trockenätzungstark gestörte Silizium an der Oberfläche der Isolationsgebiete und verrundet die Kante zumAktivgebiet [19]. Dabei werden der Gateoxidation vergleichbare Prozesse eingesetzt. Danach
DRAMGeneration
Minimum Image
IsolationPitch
IsolationDepth
64 MB 350 nm 850 nm 345 nm
256 MB 250 nm 550 nm 265 nm
1 GB 180 nm 360 nm 210 nm

2.4 Technologische Einsatzgebiete des CMP
35
wird im allgemeinen eine Borimplantation zur Verhinderung des narrow-width-effects1 durchge-führt. Bei TWIN-WELL Technologien2 bzw. dem Einsatz von hochdotierten p-Siliziumwafernkann eventuell auf diese Dotierung verzichtet werden. Es folgt das Auffüllen der Isolationsgebietemit TEOS-LP-CVD-Oxid3 (Abb. 2.18c) und eine anschließende Planarisierung. Die notwendigeOxiddicke richtet sich nach dem gewählten Planarisierungsverfahren. Beim CMP sollte die Schichtdicke etwa doppelt so hoch sein wie die Grabentiefe. Die gleichzei-tige Planarisierung von sehr schmalen und breiten Isolationsgebieten stellt sehr hohe Anforderun-gen an das Planarisierungsverfahren. Gestoppt wird auf der Si-Nitridschicht. Dafür wird einselektiver CMP-Prozeß genutzt, bei dem die Abtragsrate im Si-Nitrid viel kleiner als in Oxid ist.Mit modernen CMP-Verfahren können Selektivitäten von Oxid zu Si-Nitrid von 200:1 erreichtwerden. Es folgt eine naßchemische Entfernung der Si-Nitridschicht mittels heißer H3PO4. EineOxidätzung des Padoxides schließt den Isolationsprozeß ab und legt die Aktivgebiete zur Erzeu-gung von aktiven Bauelementen frei (Abb. 2.18d).
Abbildung 2.18: Darstellung des STI-Prozesses nach [18]
1. narrow width effect...Reduktion der Schwellspannung bei Kanalweiten unter 1 µm, wenn keine Seitenwandim-plantation erfolgt
2. TWIN WELL Technologie... Technologie, bei der p- und n-Wannen implantiert werden
3. TEOS-LP-CVD-Oxid...Tetraethylorthosilicate Low Pressure Chemical Vapor Deposition-Oxid
a)
b)
c)
d)
Silizium ätzen
Thermische Oxidation
Oxidabscheidung
Planarisierung und Rückätzung
FotoresistSi3N4
Padoxid
LP-CVD-Oxid
Silizium

2 Grundlagen des CMP
36
2.4.2.2 Vorteile des STI-Prozesses
Die Vorteile des STI-Prozesses bestehen nach [17] und [18] in:
- der vollständigen Beseitigung der Birds-Beak-Bildung,- der Trennung der Transistorbereiche durch den in die Tiefe gehenden Feldisolationsbereich,- reduzierter Empfindlichkeit gegenüber Substratvorspannung, Substratdotierung und Kurzkanal
Drain-Barrieren Erniedrigung (DIBL),- gleicher Zuverlässigkeit wie beim LOCOS-Prozeß [20],- der Skalierbarkeit bis in den Submikrometerbereich.
Damit stellt der STI-Prozeß eine Alternative zum LOCOS-Prozeß dar, der auch die Anforderun-gen von Submikrometertechnologien erfüllt.
2.4.2.3 Probleme beim STI-Verfahren
Bei RIE-Prozessen zur Planarisierung gibt es eine starke Abhängigkeit vom Layout. Diese Pro-zesse werden zunehmend durch CMP ersetzt. Durch das CMP sind sehr gute globale Planarisie-rungen erreichbar. An großen Isolationsgebieten (>100µm) tritt eine Schichtdickenreduktion desFeldoxides auf. Dadurch wird die globale Planarität verschlechtert. Dieser Effekt (Dishing) kannzu Isolationsproblemen zwischen den Aktivgebieten führen. Eine Verringerung dieses Effekteskann mit Hilfe von CMP-gerechten Layoutänderungen im Schaltungsdesign erreicht werden.Es treten aber auch elektrische Probleme am Transistorrand auf:Am Übergang vom Aktivgebiet zum Feldgebiet treten infolge von Oxid-Naßätzprozessen (Pad-oxidentfernung, Si-Nitridätzung) Kanten auf. Diese Kanten werden in der Literatur als „gate wra-paround“ bezeichnet. Auch an den Kanten wächst bei der thermischen Oxidation Gateoxid unddas Transistorgate (Polysilizium) liegt darüber. Damit entsteht an dem Übergangsgebiet einebesondere Transistorstruktur, die sich für den NMOSFET in Form von Leckströmen negativbemerkbar macht. Aus den geometrischen Faktoren ergibt sich eine Erhöhung der Feldstärke zwi-schen der Polysiliziumelektrode und dem Aktivgebiet. Bei gleicher Dotantenmenge im Siliziuman der Feldkante wie im Aktivgebiet ergibt sich eine erhöhte Elektronenkonzentration und damitniedrigere Einsatzspannung für den Transistor. Zur Verhinderung dieser Effekte kann nach Fazanund Matthew [17] nach der Planarisierung des LP-CVD Oxides bis zur Si-Nitridschicht und vorder naßchemischen Ätzung ein Oxidspacer erzeugt werden, der die kritische Oxidkante einhülltund somit die Bildung einer Ätzgrube verhindert. In die Aktivgebietskanten wird eine Borimplan-
tation von 3*1012 cm-2 mit 30keV durchgeführt. Spacereinsatz und Seitenwandimplantation ver-hindern den Kantenleckstrom vollständig. Gleichzeitig verhindert die Borimplantation dennarrow width effect. Ein weiterer Vorschlag für die Verhinderung der Kantenprobleme ist in [27]beschrieben.

2.4 Technologische Einsatzgebiete des CMP
37
2.4.3 Damascene Technologie
Die „Damascene“ Technik wird zur Erzeugung von eingeebneten Leiterbahnen genutzt. Zuerstwird das Intermetalldielektrikum (SiO2) aufgebracht. Anschließend werden Gräben für die Lei-terbahnen ins SiO2 geätzt und diese mit Metall aufgefüllt. Dazu wird das Metall zunächst ganz-flächig abgeschieden und dann mittels CMP oder Rückätzen der erhabenen Bereiche wiederentfernt. Das Verfahren hat sich bereits für die Herstellung von Wolframkontakten bewährt, dahierfür ein CVD-Abscheideverfahren zur Verfügung steht, das eine konforme Abscheidunggarantiert [14]. Ein Spezialfall der Damascene-Technik ist die Auffüllung von Kontaktlöchernmittels selektiver Abscheidung. Durch die selektive Wolframabscheidung wird das ChemischMechanische Polieren erleichtert, weil das Wolfram nur über den Kontaktlöchern und nicht aufder gesamten Scheibenoberfläche entfernt werden muß.Werden mit einer Metallabscheidung gleichzeitig die Leitbahnen und Kontakte hergestellt, sonennt man dieses Verfahren den Dual Damascene Process. Die Dual Damascene Technologiesetzt sich immer mehr im Bereich der Strukturierung von Kupfer- und Aluminiumleiterbahnendurch. Kupfer ist ein schwierig zu ätzendes Metall, hat aber den Vorteil eines kleinen spezifischenWiderstandes von 1,72 µΩ/cm [36] gegenüber 3,0 µΩ/cm bei AlSiCu. Mit Hilfe der DamasceneTechnologie lassen sich die Ätzprobleme umgehen. Durch den Einsatz der Dual Damascene Technologie lassen sich die Kontaktwiderstände mini-mieren, da keine Übergangswiderstände zwischen Kontakten und Leiterbahnen entstehen. ImVergleich zu Kupfer oder Wolfram-CMP erfordert das CMP von Aluminium ein höherentwickel-tes Pad, um gute Planaritäten sowie minimale Kratzer und Defekte zu erreichen. Da die Oberflä-che beim Überpolieren von Aluminium stark angegriffen wird, sollte die Slurry eine hoheSelektivität zwischen der Abtragsrate im Aluminium und der von SiO2 haben. Auch darf dieSlurry keine oxidierende Wirkung auf das Aluminium haben, weil Aluminiumoxid eine sehr vielhärtere Oberfläche als Aluminium hat. Ein Dual Damascene Prozeß mit Selektivitäten größer als100 wurde in [37] vorgestellt.
2 Grundlagen des CMP
38
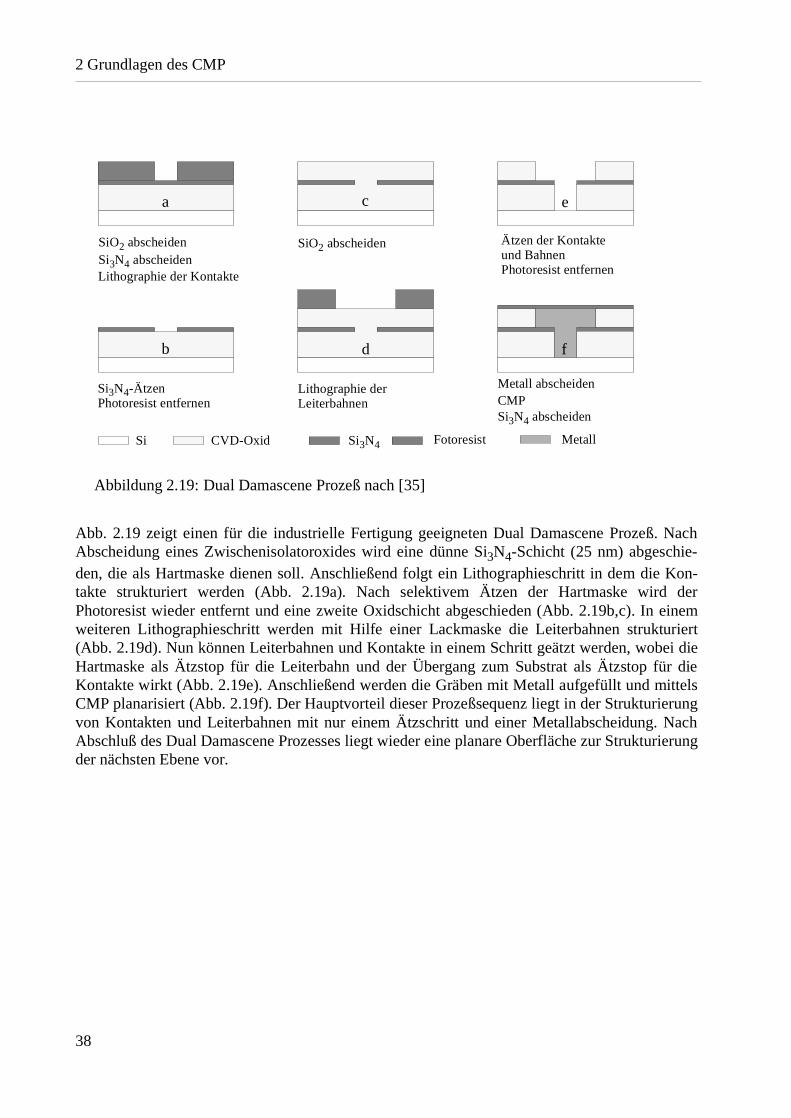
Abbildung 2.19: Dual Damascene Prozeß nach [35]
Abb. 2.19 zeigt einen für die industrielle Fertigung geeigneten Dual Damascene Prozeß. NachAbscheidung eines Zwischenisolatoroxides wird eine dünne Si3N4-Schicht (25 nm) abgeschie-den, die als Hartmaske dienen soll. Anschließend folgt ein Lithographieschritt in dem die Kon-takte strukturiert werden (Abb. 2.19a). Nach selektivem Ätzen der Hartmaske wird derPhotoresist wieder entfernt und eine zweite Oxidschicht abgeschieden (Abb. 2.19b,c). In einemweiteren Lithographieschritt werden mit Hilfe einer Lackmaske die Leiterbahnen strukturiert(Abb. 2.19d). Nun können Leiterbahnen und Kontakte in einem Schritt geätzt werden, wobei dieHartmaske als Ätzstop für die Leiterbahn und der Übergang zum Substrat als Ätzstop für dieKontakte wirkt (Abb. 2.19e). Anschließend werden die Gräben mit Metall aufgefüllt und mittelsCMP planarisiert (Abb. 2.19f). Der Hauptvorteil dieser Prozeßsequenz liegt in der Strukturierungvon Kontakten und Leiterbahnen mit nur einem Ätzschritt und einer Metallabscheidung. NachAbschluß des Dual Damascene Prozesses liegt wieder eine planare Oberfläche zur Strukturierungder nächsten Ebene vor.
SiO2 abscheiden
Lithographie der Kontakte
a
b
Si3N4CVD-OxidSi
c
d
Fotoresist Metall
e
f
Si3N4-Ätzen
SiO2 abscheiden
Lithographie der Leiterbahnen
Ätzen der Kontakte und BahnenPhotoresist entfernen
Photoresist entfernen
Metall abscheidenCMP
Si3N4 abscheiden
Si3N4 abscheiden

39
3 Bildgebende Mikrosysteme
Bei der Entwicklung von neuen Bauelementen werden oft nur kleine bis mittlere Stückzahlenbenötigt. Um den teuren Herstellungsprozeß der Masken für die Lithographie und Zeit einsparenzu können, werden maskenlose Direktbelichtungsverfahren eingesetzt. Elektronenstrahl- oderLaserstrahlschreiber sind für diese Aufgabe grundsätzlich geeignet. Ihr Nachteil liegt aber in derseriellen Belichtung. Mit diesen Anlagen kann nur ein geringer Durchsatz erreicht werden. ImFhG IMS wird deshalb ein ASIC-Stepper entwickelt, der zur Bilderzeugung eine programmier-bare Maske, die Lichtventilmatrix (LVM) einsetzt [45]. Dieses System zeichnet sich durch eineneinfachen Aufbau bei gleichzeitig paralleler Bildübertragung aus. Dadurch kann der Durchsatzgegenüber seriellen Belichtungssystemen deutlich erhöht werden. Dieser Stepper ist also in ersterLinie für schnelle Entwicklungsabläufe und für die Fertigung kleiner bis mittlerer Stückzahlenvon ASIC´s, Sensoren und Mikrosystemen geeignet.Das Funktionsprinzip des ASIC-Steppers mit Lichtventilmatrix sei hier kurz erläutert. ParallelesLaserlicht eines XeCl-Excimerlasers mit einer Wellenlänge von 308 nm, die von der Aluminium-oberfläche der Lichtventilmatrix sehr gut reflektiert wird, trifft auf den Strahlteiler (Abb. 3.1). DieLaserimpulse haben eine Impulsdauer von 20 ns. Das Laserlicht wird zu der Lichtventilmatrixgeleitet. Jedes Pixel der Lichtventilmatrix wird adressiert und die Bildinformation durch Anlegeneiner Steuerspannung eingeschrieben. Wenn keine Steuerspannung anliegt, bleibt die Oberflächedes Pixels unverformt. Finden jedoch lokale sinusartige Verformungen an der Oberfläche statt,die zu einer Phasenmodulation führen, wird das Licht in höhere Ordnungen gebeugt. Das an derMatrix reflektierte Licht durchquert den Strahlteiler und wird durch die Fourierlinse gebeugt. Einräumlicher Filter befindet sich genau im Brennpunkt der Fourierlinse, so daß das gesamte in 0.Ordnung von der Matrix reflektierte Licht auf das Belichtungsfeld des Wafers abgebildet wird.Das in höhere Ordnungen gebeugte Licht wird von dem räumlichen Filter herausgefiltert. Mitdem Projektionsobjektiv wird eine Verkleinerung des Bildfeldes um den Faktor 100 und somiteine Vergrößerung der Pixelauflösung um denselben Betrag erreicht. Der Tisch mit dem Waferfährt mit konstanter Geschwindigkeit in x und y Richtung unter der Optik mäanderförmig entlang.Durch die Kürze der Lichtimpulse entstehen an den Kanten der belichteten Felder praktisch keineUnschärfen. Zum Einsatz kommt nach dem hier beschriebenen Abbildungsprozeß eine Hellfeldbelichtung. Siebesitzt gegenüber der Dunkelfeldbelichtung bessere Abbildungseigenschaften und wurde am IMSin Dresden weiter untersucht [44]. Das hier beschriebene optische Verhalten gilt für die Lichtven-tilmatrix mit einer Verformung der Spiegeloberfläche auf Basis einer darunterliegenden viskoela-stischen Ebene. Werden zur Erstellung der Bildinformation mechanisch ausgelenkteMikrospiegel genutzt, wird das Licht in ähnlicher Weise gebeugt.Mit einem solchen ASIC-Stepper erzeugte Fotolackstrukturen zeigt Abb. 3.2. In dieser Aufnahmewurden Fotolackstrukturen mit Weiten von bis zu 0,48 µm aufgelöst. Im linken unteren Bereichdes Bildes sind Strukturen nicht aufgelöst. Die Gräben entsprechen der Ansteuerung einzelnerSpiegelelemente mit einer angestrebten Auflösung von 0,24 µm.

3 Bildgebende Mikrosysteme
40
Abbildung 3.1: Schematische Darstellung des Aufbaus und der Funktionsweise eines Lithographiegerätes mit Lichtventilmatrix nach [44]
Lichtventilmatrixmit Deformations-bzw. Phasenmuster
Objektebene:
Fourierlinse
Strahlteiler
LaserlichtBeugung des Lichtes undFouriertransformation
Fourierebeneräumlicher Filter
100:1 Projektions-objektiv
x
y
Synthese des gefiltertenOrtsspektrumsFourierrücktransformation
Bildebene
f
f
f’
f’
Beugung0. Ordnung
Beugung0+n te Ordnung

3.1 Aufbau und Funktionsweise der Bildgebenden Mikrosysteme
41
Abbildung 3.2: REM-Aufnahme von Fotolackstrukturen, die durch die Abbildung von Mikrospiegeln mit Pyramidenelementen erzeugt wurden
3.1 Aufbau und Funktionsweise der Bildgebenden Mikrosysteme
Herzstück des oben genannten fotolithographischen Systems sind die neu entwickelten Lichtven-tilmatrizen. Im FhG IMS werden zwei Strategien zur Herstellung dieser Lichtventilmatrizen ver-
folgt. Bei beiden wird mit Pixelgrößen von 20 x 20 µm2 gearbeitet. Sie unterscheiden sich aber inder Erzeugung der Verformung an der Spiegeloberfläche. Bei der ersten Variante bestehen dieSpiegelelemente aus Aluminiumplatten, die an Federarmen oder Gelenken befestigt sind. Bei der anderen Variante zur Erzeugung eines Bildes wird die geschlossene Aluminiumspiegel-schicht mit Hilfe einer darunterliegenden viskoelastischen Steuerschicht verformt. Die Auslen-kung erfolgt in beiden Fällen durch elektrostatische Kräfte. Beide Varianten werden zur Zeit alspassive Matrix und als aktive Matrix gefertigt. Die passive Matrix enthält nur den mikromechanischen Aufbau zur Auslenkung der Spiegelele-mente. Die Zeilen- und Spaltenleitungen der Pixel werden nach außen geführt und durch eineexterne Logik angesteuert. Bei der aktiven Matrix befindet sich die Ansteuerelektronik auf demChip. Abbildung 3.3 zeigt den Aufbau und die Wirkungsweise einer Lichtventilmatrix auf Elasto-merbasis. Über dem Substrat befinden sich die isolierten Pixel. Darüber wird eine viskoelastischeSteuerschicht von 5 - 7 µm Dicke aufgeschleudert. Anschließend wird eine dünne Aluminium-schicht aufgedampft. Durch Anlegen einer Vorspannung U0 von 200-300 V zwischen Spiegelfläche und allen Pixelnbildet sich ein homogenes Feld aus und die Spiegelelemente werden vorgespannt. Wird nunzusätzlich eine Spannung US von ±15V an einzelne Pixel gelegt, findet eine Verformung derSpiegeloberfläche statt. Durch eine geeignete Wahl der Amplitude und der Periode des Phasengit-

3 Bildgebende Mikrosysteme
42
ters wird erreicht, daß nahezu das gesamte auf das Gitter auftreffende Licht in höhere Beugungs-ordnungen gebeugt wird. Die viskoelastische Steuerschicht ist inkompressibel. Deshalb werdenimmer alternierend positive und negative Steuerspannungen gegenüber dem Bezugspotentialgewählt, was eine sinusförmige Auslenkung zur Folge hat. Die Steuerspannungen sind in Abb.3.4 durch „+“ und „-“ gekennzeichnet. Es ergeben sich unterschiedliche Möglichkeiten derAnsteuerung. Eine Möglichkeit ist die Streifenadressierung. Bei der Streifenadressierung ergibtsich ein eindimensionales Sinusprofil. Wählt man als Adressierungsvariante die symmetrischeSchachbrettadressierung, entsteht ein zweidimensionales Phasengitter mit einem Sinusprofil. Andiesem Profil gibt es keine Vorzugsrichtung der gebeugten Lichtstrahlen mehr. Die minimaleGröße eines darzustellenden Bildpunktes setzt sich aus 3 x 3 Pixeln der Matrix zusammen. Somitkann die kleinste erreichbare Auflösung von d = 84,9 µm (Abb. 3.4) bei einer Inkrementlänge I =20 µm und n = 3 Inkremente unter Nutzung der Gleichung
. (33)
ermittelt werden. Mit Hilfe eines Objektives mit einem Abbildungsverhältnis von 100:1 kann dieerreichbare Auflösung auf d’ = 0,8 µm verbessert werden.Die Größe der Auslenkung in beiden Richtungen ist sowohl von der Höhe der Vorspannung U0als auch von der Höhe der Steuerspannung US abhängig. Sie beträgt bei derzeitigen Lösungen 100bis 200 nm. Die Zusammenhänge zwischen den angelegten Spannungen und der Auslenkung sindin Abb. 3.5 dargestellt. Die Höhe der maximalen Vorspannung wird durch die Spannungsfestig-keit der viskoelastischen Schicht bestimmt und liegt bei 500 V.
Abbildung 3.3: Schematische Darstellung des Aufbaus und der Wirkungsweise der Lichtventilmatrix auf Elastomerbasis nach [49]
d n I 2×=
U0 U0viskoelastischeSteuerschicht
viskoelastischeSteuerschicht
ebener Spiegel Phasengitter
+US
-US
Spiegelelektrode
PixelelektrodenSubstrat
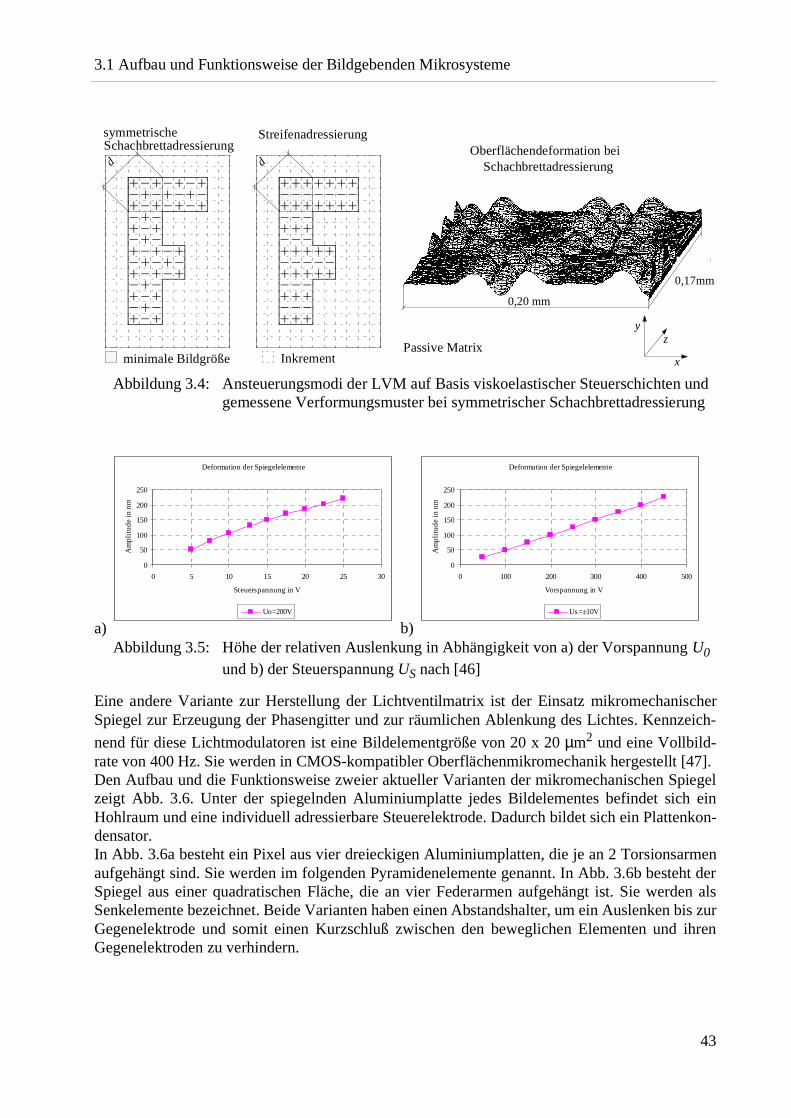
3.1 Aufbau und Funktionsweise der Bildgebenden Mikrosysteme
43
Abbildung 3.4: Ansteuerungsmodi der LVM auf Basis viskoelastischer Steuerschichten und gemessene Verformungsmuster bei symmetrischer Schachbrettadressierung
a) b)Abbildung 3.5: Höhe der relativen Auslenkung in Abhängigkeit von a) der Vorspannung U0
und b) der Steuerspannung US nach [46]
Eine andere Variante zur Herstellung der Lichtventilmatrix ist der Einsatz mikromechanischerSpiegel zur Erzeugung der Phasengitter und zur räumlichen Ablenkung des Lichtes. Kennzeich-
nend für diese Lichtmodulatoren ist eine Bildelementgröße von 20 x 20 µm2 und eine Vollbild-rate von 400 Hz. Sie werden in CMOS-kompatibler Oberflächenmikromechanik hergestellt [47].Den Aufbau und die Funktionsweise zweier aktueller Varianten der mikromechanischen Spiegelzeigt Abb. 3.6. Unter der spiegelnden Aluminiumplatte jedes Bildelementes befindet sich einHohlraum und eine individuell adressierbare Steuerelektrode. Dadurch bildet sich ein Plattenkon-densator. In Abb. 3.6a besteht ein Pixel aus vier dreieckigen Aluminiumplatten, die je an 2 Torsionsarmenaufgehängt sind. Sie werden im folgenden Pyramidenelemente genannt. In Abb. 3.6b besteht derSpiegel aus einer quadratischen Fläche, die an vier Federarmen aufgehängt ist. Sie werden alsSenkelemente bezeichnet. Beide Varianten haben einen Abstandshalter, um ein Auslenken bis zurGegenelektrode und somit einen Kurzschluß zwischen den beweglichen Elementen und ihrenGegenelektroden zu verhindern.
symmetrischeSchachbrettadressierung
Streifenadressierung
minimale Bildgröße Inkrement
ddOberflächendeformation bei
Schachbrettadressierung
Passive Matrix
0,17mm
0,20 mm
x
yz
Deformation der Spiegelelemente
0
50
100
150
200
250
0 5 10 15 20 25 30
Steuerspannung in V
Am
plit
ude
in n
m
Uo=200V
Deformation der Spiegelelemente
0
50
100
150
200
250
0 100 200 300 400 500
Vorspannung in V
Am
plit
ude
in n
m
Us=±10V

3 Bildgebende Mikrosysteme
44
In der seitlichen Ansicht in Abb. 3.6 ist jeweils der ausgelenkte Zustand dieser Spiegelelementedargestellt. Die zwei Designvarianten unterscheiden sich nicht nur im Aufbau, sondern auch inihrer Funktionsweise. Ohne Adressierung verhält sich das Spiegelarray praktisch wie ein ebenerSpiegel. Legt man eine Steuerspannung von etwa 20 V zwischen die unter den Spiegelelementenliegende Steuerelektrode und die Spiegeloberfläche, bildet sich ein geladener Kondensator unddurch die elektrostatische Anziehung lenken die Pyramidenelemente in Richtung Gegenelektrodeaus. Die Größe der Auslenkung läßt sich durch den Winkel Φ beschreiben. Durch die so entstan-denen Verformungen wird das Licht in verschiedene Richtungen gebeugt und die entsprechendenSpiegelelemente erscheinen dunkel. Die in Abb. 3.6b gezeigten Senkelemente bewegen sich bei Anlegen einer Steuerspannung auf diedarunterliegende Steuerelektrode um einen Betrag dh zu, bleiben aber parallel zu der Ebene in dersie sich im Grundzustand befanden. Wenn phasengleiches, paralleles Licht auf dieses Verfor-mungsprofil fällt, so bildet sich im reflektierten Licht eine Phasenmodulation, die der Oberflä-chendeformation entspricht. Die Deformationsamplituden dh sollten im Bereich von einer viertel Wellenlänge liegen, was beisichtbarem Licht etwa 100 - 175 nm entspricht, um eine vollständige Auslöschung des Lichts zuerreichen. Das Deformationsverhalten für die Senkelemente ist in Abb. 3.7 dargestellt. Die Defor-mationskurven zeigen einen typischen nichtlinearen Verlauf, wie er in [48] für die Senkelementeund in [44] für die Pyramidenelemente hergeleitet wurde. Um die Exemplarstreuungen zu berück-sichtigen, wurde jeweils ein maximaler, mittlerer und minimaler Deformationswert ermittelt. DerKurvenfit für die Senkelemente wurde aus dem in [48] aufgestellten Modell hergeleitet. Zusätz-lich wurde in [48] eine FEM-Simulation mit den aus dem Kurvenfit erhaltenen Parametern durch-geführt. Insgesamt wird eine sehr gute Übereinstimmung zwischen den simulierten und den experimentellermittelten Werten erzielt. Als Ursache für die Schwankungen der Deformation treten nebenSchichtdickenschwankungen der Spiegelschicht auch Dickenschwankungen in der Spacerlack-schicht, Vordeformation der Spiegelelemente und Höhenschwankungen in der Untergrundtopo-graphie auf.Auch durch Kapazitätsmessung läßt sich das Deformationsverhalten ermitteln. Bei Aussteuerungund anschließendem Zurücksetzen der Steuerspannung durchläuft die Kapazität eine Hysterese-kurve. Ab etwa 25 V bleibt die Kapazität annähernd konstant, da die Spiegel bis zu den Abstands-haltern durchgesteuert sind und somit keine weitere Auslenkung der Spiegel erfolgt. Wird dieSteuerspannung auf 0V zurückgeregelt, durchläuft die Kapazität den oberen Zweig und es ent-steht die für den Deformationsvorgang typische Hysterese. Mit Hilfe von Kapazitätskennlinien läßt sich die mittlere Auslenkung der Senkelemente dhberechnen, wobei A die Fläche eines Spiegelelementes und ε0 die Dielektrizitätskonstante ist. C0
ist die Kapazität ohne Steuerspannung, CU die Kapazität des Spiegelelementes mit angelegterSteuerspannung und n die Anzahl der Pixel (Gleichung 34). Diese Art der Ermittlung der Auslen-kung eignet sich nur bei gleichzeitigem Ansteuern vieler Pixel, da erst dann genügend großeKapazitätsänderungen meßbar sind.
(34)dhn ε× 0 A× C0 CU–( )
C0 CU×-------------------------------------------------=

3.1 Aufbau und Funktionsweise der Bildgebenden Mikrosysteme
45
Abbildung 3.6: Mikromechanische Spiegel mit Darstellung des ausgelenkten Zustandes
Abbildung 3.7: Spannungsabhängige Deformation der 20 x 20 µm Senkelemente bei verschiedenen Spiegeldicken δ, Armlänge L und Armbreite b nach [48]
dh
φ
a) b)
Pyramidenelemente
Spiegelfläche
Stützpfosten
deformierteSpiegelflächeAbstandshalterGegen-elektrode
20 µm
20 µm
Senkelemente
20
40
60
80
100
120
140
160
180
200
220
0 5 10 15 20 25 30
Spannung in Volt
Def
orm
atio
n in
nm
20x20µm2 Senkelementeh = 0.6µmL = 9.6µmb = 1.6µm
A = (17.4µm)2
E = 63.9 GPa
δ = 0.43µm
δ = 0.42µm
δ = 0.41µm
Meßdaten " " FEM-Simulation analytische Rechnung

3 Bildgebende Mikrosysteme
46
3.2 Einordnung des CMP in die Hochvolt-CMOS Technologie
Die CMOS-kompatible Technologie für die Herstellung der bildgebenden Mikrosysteme wird amFraunhofer Institut für Mikroelektronische Schaltungen und Systeme in Duisburg und Dresdenspeziell für hohe Spannungsfestigkeit bis 40V entwickelt. Ausgehend von einer einfachen CMOS-Technologie müssen zusätzliche Maßnahmen zur Isola-tion zwischen den Transistoren ergriffen werden. Die erhöhte Spannungsfestigkeit wird durch eindickes Gateoxid in Verbindung mit einer Gatelänge von 5µm erreicht. Durchbrüche zwischen den Transistoren sollen durch zusätzliche Kanalstopper1 verhindert wer-den. Hohe Feldgradienten an parasitären vertikalen Transistoren werden durch zusätzlich einge-fügte Pinchgebiete abgebaut. Der schematische Schichtaufbau einer Lichtventilmatrix mitelektronischer Ansteuerung ist in Abb. 3.8 dargestellt. Die Entwicklung der Lichtventilmatrix ist ein aktuelles Projekt, das in Zusammenarbeit mitKooperationspartnern aus der Industrie durchgeführt wird. Deshalb soll an dieser Stelle nicht aufdie Details der Herstellung der Transistoren eingegangen werden.Der Prozeß beginnt mit dem Herstellen von Justiermarken. Die N- und P-Wannen werden durchein 90 nm dickes Wannenoxid implantiert und anschließend durch Diffusion formiert. Es folgendie Implantationen für N-Pinch und P-Feld mit gegenüber den Wannen höherer Vorbelegung undgeringerer Diffusion. Daran schließt sich der LOCOS-Komplex an. Erst danach werden P-Pinchund N-Feld implantiert und aktiviert. Auf die Gateoxidation folgen die Polysilizium-Abscheidung, die Strukturierung und die Dotie-rung des Polysiliziums. Als nächstes werden die Source- und Drain-Bereiche dotiert. DieAbscheidung des Zwischenoxids (BPSG), Reflow und das Ätzen der Kontaktlöcher schließensich an. Jetzt wird die erste Metallebene aufgesputtert und strukturiert.Im Anschluß daran wird die Oberfläche mittels ILD-CMP-Planarisierung eingeebnet, wobei dasübrigbleibende Planarisierungsoxid als Teil des Zwischenoxids verwendet wird. Nach Abschei-dung eines Cure-Oxids2 und der Strukturierung der Vias wird die 2. Metallebene gesputtert undstrukturiert. Nun wird eine CVD-Oxidschicht abgeschieden und es erfolgt eine nochmalige Plana-risierung mittels Chemisch Mechanischen Polierens bis zum Höhenniveau der zweiten Metall-ebene.Jetzt wird der mikromechanische Spiegelaufbau durch Herstellung eines Lackspacers, Alumini-umbedampfen und anschließendes Aluminiumstrukturieren mit Hilfe von Lackmasken herge-stellt. Dann wird der Lackspacer verascht und somit die Spiegelelemente freigelegtDie viskoelastischen Spiegel werden durch Aufschleudern des Elastomers und anschließendeAluminium-Elektronenstrahlbedampfung hergestellt. Aus der Darstellung des technologischen Ablaufs und der Funktionsweise der Lichtventilmatrixerkennt man die Notwendigkeit einer hervorragenden Planarisierung und des Ausgleichs vonHöhenunterschieden im Chip. Ohne CMP ist die Herstellung einer aktiven Matrix mit den gefor-derten elektrischen, optischen und mechanischen Deformationseigenschaften schwierig zu reali-sieren. Bei Spiegelauslenkungen von 100 - 200 nm haben schon geringeSchichtdickenschwankungen oder Reststufen einen großen Einfluß auf die Funktion der Spiegel-pixel.
1. Kanalstopper...Anhebung der Dotierung unter dem Feldgebiet
2. Cure-Oxid...zusätzliche Oxidschicht zum Einbetten von Partikeln und Defekten
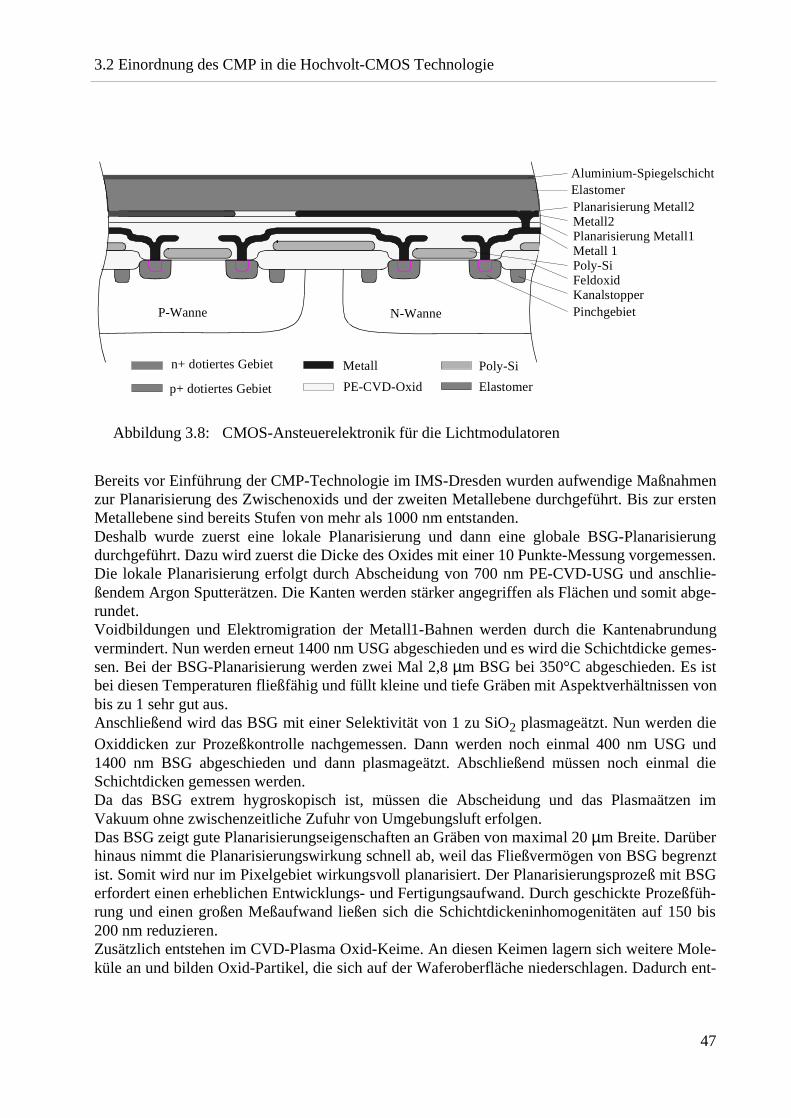
3.2 Einordnung des CMP in die Hochvolt-CMOS Technologie
47
Abbildung 3.8: CMOS-Ansteuerelektronik für die Lichtmodulatoren
Bereits vor Einführung der CMP-Technologie im IMS-Dresden wurden aufwendige Maßnahmenzur Planarisierung des Zwischenoxids und der zweiten Metallebene durchgeführt. Bis zur erstenMetallebene sind bereits Stufen von mehr als 1000 nm entstanden. Deshalb wurde zuerst eine lokale Planarisierung und dann eine globale BSG-Planarisierungdurchgeführt. Dazu wird zuerst die Dicke des Oxides mit einer 10 Punkte-Messung vorgemessen.Die lokale Planarisierung erfolgt durch Abscheidung von 700 nm PE-CVD-USG und anschlie-ßendem Argon Sputterätzen. Die Kanten werden stärker angegriffen als Flächen und somit abge-rundet. Voidbildungen und Elektromigration der Metall1-Bahnen werden durch die Kantenabrundungvermindert. Nun werden erneut 1400 nm USG abgeschieden und es wird die Schichtdicke gemes-sen. Bei der BSG-Planarisierung werden zwei Mal 2,8 µm BSG bei 350°C abgeschieden. Es istbei diesen Temperaturen fließfähig und füllt kleine und tiefe Gräben mit Aspektverhältnissen vonbis zu 1 sehr gut aus. Anschließend wird das BSG mit einer Selektivität von 1 zu SiO2 plasmageätzt. Nun werden dieOxiddicken zur Prozeßkontrolle nachgemessen. Dann werden noch einmal 400 nm USG und1400 nm BSG abgeschieden und dann plasmageätzt. Abschließend müssen noch einmal dieSchichtdicken gemessen werden.Da das BSG extrem hygroskopisch ist, müssen die Abscheidung und das Plasmaätzen imVakuum ohne zwischenzeitliche Zufuhr von Umgebungsluft erfolgen. Das BSG zeigt gute Planarisierungseigenschaften an Gräben von maximal 20 µm Breite. Darüberhinaus nimmt die Planarisierungswirkung schnell ab, weil das Fließvermögen von BSG begrenztist. Somit wird nur im Pixelgebiet wirkungsvoll planarisiert. Der Planarisierungsprozeß mit BSGerfordert einen erheblichen Entwicklungs- und Fertigungsaufwand. Durch geschickte Prozeßfüh-rung und einen großen Meßaufwand ließen sich die Schichtdickeninhomogenitäten auf 150 bis200 nm reduzieren. Zusätzlich entstehen im CVD-Plasma Oxid-Keime. An diesen Keimen lagern sich weitere Mole-küle an und bilden Oxid-Partikel, die sich auf der Waferoberfläche niederschlagen. Dadurch ent-
P-Wanne N-Wanne
Aluminium-SpiegelschichtElastomerPlanarisierung Metall2Metall2Planarisierung Metall1Metall 1Poly-SiFeldoxidKanalstopper
Metall Poly-Si
ElastomerPE-CVD-Oxidp+ dotiertes Gebiet
n+ dotiertes Gebiet
Pinchgebiet
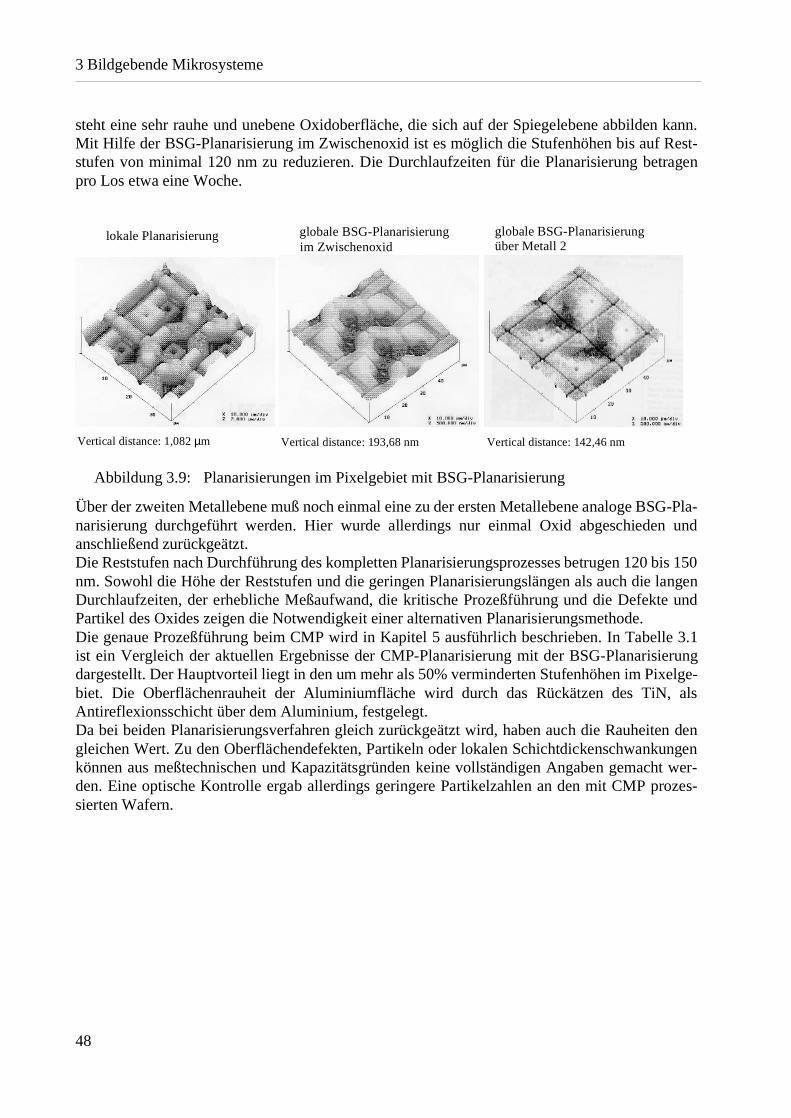
3 Bildgebende Mikrosysteme
48
steht eine sehr rauhe und unebene Oxidoberfläche, die sich auf der Spiegelebene abbilden kann.Mit Hilfe der BSG-Planarisierung im Zwischenoxid ist es möglich die Stufenhöhen bis auf Rest-stufen von minimal 120 nm zu reduzieren. Die Durchlaufzeiten für die Planarisierung betragenpro Los etwa eine Woche.
Abbildung 3.9: Planarisierungen im Pixelgebiet mit BSG-Planarisierung
Über der zweiten Metallebene muß noch einmal eine zu der ersten Metallebene analoge BSG-Pla-narisierung durchgeführt werden. Hier wurde allerdings nur einmal Oxid abgeschieden undanschließend zurückgeätzt. Die Reststufen nach Durchführung des kompletten Planarisierungsprozesses betrugen 120 bis 150nm. Sowohl die Höhe der Reststufen und die geringen Planarisierungslängen als auch die langenDurchlaufzeiten, der erhebliche Meßaufwand, die kritische Prozeßführung und die Defekte undPartikel des Oxides zeigen die Notwendigkeit einer alternativen Planarisierungsmethode.Die genaue Prozeßführung beim CMP wird in Kapitel 5 ausführlich beschrieben. In Tabelle 3.1ist ein Vergleich der aktuellen Ergebnisse der CMP-Planarisierung mit der BSG-Planarisierungdargestellt. Der Hauptvorteil liegt in den um mehr als 50% verminderten Stufenhöhen im Pixelge-biet. Die Oberflächenrauheit der Aluminiumfläche wird durch das Rückätzen des TiN, alsAntireflexionsschicht über dem Aluminium, festgelegt. Da bei beiden Planarisierungsverfahren gleich zurückgeätzt wird, haben auch die Rauheiten dengleichen Wert. Zu den Oberflächendefekten, Partikeln oder lokalen Schichtdickenschwankungenkönnen aus meßtechnischen und Kapazitätsgründen keine vollständigen Angaben gemacht wer-den. Eine optische Kontrolle ergab allerdings geringere Partikelzahlen an den mit CMP prozes-sierten Wafern.
lokale Planarisierung
Vertical distance: 1,082 µm
globale BSG-Planarisierung im Zwischenoxid
Vertical distance: 193,68 nm
globale BSG-Planarisierungüber Metall 2
Vertical distance: 142,46 nm

3.2 Einordnung des CMP in die Hochvolt-CMOS Technologie
49
Tabelle 3.1: Anforderungen und Vergleich des erreichten Standes der Ergebnisse des Planarisierungskomplexes
Das Layout einer Matrix mit 2048 x 1024 Bildpunkten zeigt Abb. 3.10. Auf einem 150 mm Waferlassen sich nur 6 Matrizen unterbringen. In den Ritzrahmen befinden sich die PATMOS-Struktu-ren, Justiermarken und Meßfelder. Innerhalb einer Matrix gibt es Gebiete mit gleichen topographischen Eigenschaften. DieseGebiete werden mit A, B, C und D bezeichnet. Die A-Gebiete enthalten einen Teil der Ansteuer-elektronik. Sie befinden sich in den Ecken der Matrix und haben den geringsten Teil an hochlie-genden Gebieten. In den B-Gebieten liegen die Spaltentreiber, die Bondpads und die Leitungenzum Matrixgebiet. In den C-Gebieten sind die Zeilentreiber mit den dazugehörigen Leitungen.Die B- und C-Gebiete haben etwa gleiche Füllungsgrade. Die D-Gebiete stellen das Pixelgebietdar. Sowohl die B-, C- als auch die D-Gebiete werden aus Einzelfeldern zusammengesteppt.Innerhalb dieser Felder und somit auch innerhalb der Gebiete kann man mittlere Patternfaktorenund Leitungsabstände definieren, die dann zur Charakterisierung des CMP-Prozesses herangezo-gen werden. In Abb. 3.10 sind die Flächenbedeckungen der einzelnen Gebiete vor der Designan-passung für das CMP angegeben.
Anforderung Soll BSG-Planarisie-rung (Ist)
CMP (Ist)
CMP-Maßnahmen zum Erreichen der Anforderungen
Reststufen nach ILD-Planarisie-rung im Pixelgebiet
0 nm 100 - 200 nm
<50 nm enges Prozeßfenster
Reststufen nach Metall 2 Plana-risierung im Pixelgebiet
0 nm 80 - 150 nm
<50 nm Ätzen von TiN optimieren, Verfahrensanpas-sung zwischen Polieren und Ätzen
globale Schichtdickenschwan-kungen
0 nm 150 - 200
nm
13 - 170
nm
Optimierung der Polierparameter, Anpassung des Designs an CMP, Ausgleich der Dicken-schwankungen nach CVD
lokale Schichtdickenschwan-kungen im Pixelgebiet
0 nm k.A. k.A. Optimierung der Polierparameter, Anpassung des Designs an CMP
Oxidzieldicke im ILD Zwi-schenoxid, global
900 nm ±100 nm +100 nm
- 0 nm
In-Situ-Endpunkterkennung, Prozeßkontrolle, Konstanz der Polierparameter, Stoplayer
Oxidzieldicke nach Metall 2 0 nm 0 nm 0 nm In-Situ-Endpunkterkennung, Prozeßkontrolle, Konstanz der Polierparameter, Stoplayer
Oberflächenrauheit nach Metall 1; Rmax
0 nm <50 nm <50 nm Polierdruck, Slurry, Pad
Oberflächendefekte 0 k.A. k.A. Handling, Reinigung
Partikel > 200 nm 0 k.A. k.A. Reinigung nach CMP, kein manuelles Handling
Prozeßdurchlaufzeiten mit Pro-zeßkontrolle für ein Los
<2 h 40 h 5 h hohe Polierraten, Minimierung Prozeßkontrolle

3 Bildgebende Mikrosysteme
50
Abbildung 3.10: Gebiete mit gleichen topographischen Eigenschaften und Anordnung der Matrizen auf dem Wafer.
Aus den Anforderungen ergaben sich folgende Entwicklungsziele, die in Kapitel 4 und Kapitel 5bearbeitet werden.
- Wie kann allgemein die globale Uniformität optimiert werden?- Bleibt die globale Uniformität am Matrixlayout erhalten?- Wie groß sind die mittleren Abtragsraten am unstrukturierten Wafer und am konkreten Matrix-
layout?- Wie kann man die Reststufen nach CMP minimieren?- Ist das Layout der Matrix für CMP geeignet? Wenn nicht, welche Änderungen sind am Layout
notwendig, um es für CMP zu optimieren?- Können Planarisierungswirkung und der Einfluß von Layoutänderungen simuliert werden?- Wie groß sind die Defekte und Partikelzahlen nach CMP und Reinigung?- Wirkt sich das CMP nachteilig auf die elektrischen Parameter der Schaltung aus?- Wie stark bilden sich neue Stufen an Stoplayern aus und durch welche Maßnahmen kann man
diese Stufen gering halten?- An welchen Stellen müssen spezielle Meßfenster zur Prozeßkontrolle integriert werden?- Kann die In-Situ Abtragsratenmeßeinrichtung der CMP-Anlage für die Endpunktdetektion
genutzt werden? Wie müssen dabei die Parameter eingestellt werden?
BB
55,5
mm
27,5 mm
AD
DDDDDD
DD
AA
AD
DDDDDDD
DDDDDDD
D
DDDDDDD
C
CCCC
CCCCCCC
CCCC
B B B B
BB
Ritzrahmen mit PATMOS
Y-Justiermarken
X-Justier-marken
Matrix
Gebiet
A
B
C
D
Patternfaktor
30
nachMet.1
nachMet.2
37
34
58
31
81
76
88

3.3 Prozeßkontrolle
51
3.3 Prozeßkontrolle
Die Prozeßkontrolle spielt beim CMP eine entscheidende Rolle. Dabei werden die verwendetenMeß- und Kontrollverfahren um so anspruchsvoller, je komplizierter die Topographie und gerin-ger die Strukturweiten sind. Die Vielzahl der auf das CMP anwendbaren Prozeßkontrolleinrich-tungen zeigt Abb. 3.11. Die wichtigsten zu kontrollierenden Parameter sind die lokaleSchichtdicke, Schichtdickenhomogenität und die Stufenhöhe. In der Matrixtechnologie wird mitSiliziumnitrid als Stoplayer zum Erreichen bestimmter Oxiddicken gearbeitet. Es dürfen keineOxidreste über dem Si-Nitrid stehenbleiben aber auch an besonders schnell polierenden Stellendarf das Si-Nitrid noch nicht durchpoliert sein. Da die Si-Nitridschicht als Hilfsschicht möglichstdünn gewählt wird, ergibt sich ein kleines Prozeßfenster (Abb. 3.12). Dieses zu ermitteln, ist eineAufgabe der Prozeßkontrollmaßnahmen.
Abbildung 3.11: Prozeßkontrolleinrichtungen für das CMP
Abbildung 3.12: Prozeßfenster für Oxidpolieren mit Si3N4 als Stopschicht
Die Haupteinrichtung zum Messen von Oxidschichtdicken ist das spektrale Reflektometer vomTyp „LEITZ MPV-SP“. In einem optischen Frequenzband von 400 nm bis 800 nm wird die rela-tive Intensität des an den Materialübergängen reflektierten Lichts gemessen und mit einer theore-tisch ermittelten Kurve überlagert. Anschließend werden die Parameter des theoretischen Modellsan die praktisch ermittelte Kurve angenähert und so die Schichtdicken auf dem Wafer ermittelt.
CMP
spektrales Reflektometer
Vierspitzenmeßplatz
Oberflächeninspektionsgerät
spektrales Ellipsometer
Profilometer
Rasterkraftmikroskop
TXRF-Analyse
Raster-Elektronen-Mikroskop
optisches Mikroskop
SchräglichtplatzInSitu Abtragsmessung
Abt
rag
durc
h C
MP
PE-TEOS
Si3N4
PE-TEOS
Zeit
Prozeßfenster
minCMP
maxCMP
klein groß
Patternfaktoren

3 Bildgebende Mikrosysteme
52
Der Meßbereich des spektralen Reflektometers liegt zwischen wenigen Nanometern und mehre-ren Mikrometern. An dicken Schichten wird die Anzahl der Perioden des reflektierten Signalsgezählt und so die Dicke ermittelt. Bei ganz dünnen Schichten erreicht man keine volle Periodeund die Schichtdicken müssen über den Anstieg des Signals ermittelt werden. Die Größe desMeßflecks des spektralen Reflektometers kann je nach Vergrößerung des Objektivs zwischen 100
x 100 µm2 und 10 x 10 µm2 liegen. Bei dem kleinen Meßfenster ist die reflektierte Lichtmengesehr klein, so daß die Auswertung des Signals oftmals ungenau ist. Mit dem spektralen Reflekto-meter ist es möglich, Schichtstapel bestehend aus maximal zwei Schichten zu messen. Bekanntsein muß dafür der Brechungsindex der Materialien und die Schichtdicke des unteren Materials.Der Brechungsindex von Oxid liegt im betrachteten Wellenlängenbereich zwischen n = 1,454 undn = 1,468 und der von Si3N4 liegt zwischen n = 2,01 und n = 2,07. Eine Messung dauert etwa 5 s je Meßpunkt und ist damit eine schnelle und komfortable Methodeflächendeckende Dickenmessungen mit mehr als 50 Punkten über den Wafer durchzuführen. Fürdie Messungen müssen in das Schaltungsdesign spezielle Meßfenster eingefügt werden. Für ein-fache und genaue Messungen sollten diese nur Oxidschichten über Silizium besitzen. Im Pixelge-biet ist es nicht möglich, Meßfenster einzufügen. Deshalb befinden sich alle Meßfenster in denRandgebieten und im Ritzrahmen. Die Anordnung und Anzahl ist in Kapitel 5 beschrieben. Aufdie Schichtdicken im Matrixgebiet läßt sich mit einer Stufenmessung von den Meßfenstern ausins Pixelgebiet folgern. Dazu braucht man Kenntnis von den darunterliegenden Schichtdicken derOxide, des Polysiliziums und der ersten Metallebene. Stufenhöhen können mit dem Profilometer oder dem Rasterkraftmikroskop (AFM) gemessenwerden. Für Standardmessungen wird das Profilometer angewendet. Es kann Stufen von bis zu 1 mm Höhe messen und hat eine maximale wiederholbare Auflösungvon 0,75 nm. Das Meßergebnis hängt beim Profilometer von dem Nadelradius, dem Öffnungs-winkel der Nadel, der Scangeschwindigkeit und der Auflagekraft ab. An dem im FhG IMS eingesetzten Profilometer „Dektak V200SI“ wird für Standardanwendun-gen eine Nadel von 2,5 µm Radius mit einem Öffnungswinkel von 60° eingesetzt. Mit dieserNadel lassen sich bei für das CMP üblichen Anfangsstufenhöhen von 1000 nm nach Gleichung 35minimal l = 4,0 µm breite Gräben messen. Ein Stufenscan von 100 µm Länge dauert etwa 30 s. Jelänger die Scanzeit wird, um so höher wird die laterale Auflösung. Die Auflagekraft wurde mit147 mN gewählt. Bei hoher Auflagekraft in weichen Materialien wie Aluminium kann die NadelKratzer hinterlassen. Deshalb kann die Auflagekraft bis minimal 4,9 mN reduziert werden.
für h < 0,5r (35)
Abbildung 3.13: Eindringtiefe der Profilometernadel in den Graben
Für Stufenscans in schmaleren Gräben als 4 µm wird das AFM eingesetzt. Beim AFM werden dieatomaren Anziehungskräfte zwischen Materialoberfläche und der Meßnadel gemessen. Es erlaubthöhere horizontale und vertikale Auflösungen als das Profilometer. Mit dem AFM lassen sich
r
α
l
Oxid mitStufe
Meßspitze
h
2α
h r12--- 4r
2l2
––=
3.3 Prozeßkontrolle
53
Flächenscans durchführen, so daß dreidimensionale Aufnahmen möglich werden. AFM Aufnah-men dauern länger und sind deshalb auch teurer. Für die Messung von Oberflächenrauheiten vorund nach CMP wird das AFM genutzt. Der Einsatz des AFM zur Prozeßkontrolle beim CMP istin den Artikeln [50], [51] und [52] beschrieben. Ein wichtiges Instrument der Prozeßkontrolle beim CMP ist die Insitu1-Abtragsmessung. Dabeikann direkt während des Polierens die Höhe des Abtrags festgestellt und beim gewünschten Ziel-wert gestoppt werden. Bisher wurden viele Meßprinzipien zur Insitu-Abtragsratenmessung ent-wickelt. Einige beruhen auf dem Erfassen von Parameteränderungen beim Erreichen einesanderen Materials. Zu diesen Verfahren gehören die chemischen Sensoren oder die Motorstrom-messung, bei der der Motorstrom des Platens gemessen und dessen Änderung ausgewertet wird.Die chemischen Sensoren detektieren die Veränderung der Ionenkonzentration im Abwasserbeim Übergang zu einem anderen Material. In die CMP-Anlage von Applied Materials ist ein interferometrisches Abtragsratenmeßinstrumentintegriert. Der Vorteil gegenüber den vorher beschriebenen Meßverfahren liegt in der Detektie-rung von Abträgen in beliebigen Schichtstapeln, die nur für Infrarotlicht durchlässig sein müssen[53]. Den Aufbau und die Funktionsweise des Endpunkterkennungssystems zeigt Abb. 3.14. Indem unter dem Polierkopf rotierenden Platen befindet sich ein Meßfenster. Der Start der Messung wird durch die Position des Platens getriggert und beginnt mit Eintritt desFensters unter den Kopf. Das gewonnene Signal ist dann ein Summensignal aus einer relativ gro-ßen Fläche unter dem Wafer. Der eingesetzte Laser hat eine Wellenlänge von λ = 680 nm. Damitentsteht an einem unstrukturierten Wafer ein periodisches Signal, dessen volle Periode (dpeak-
peak) nach Gleichung 36 einem Abtrag im Oxid (n = 1,46) von δh = 233 nm entspricht. Es wirdeine Messung pro Umdrehung durchgeführt. Für die Auswertung der Signale steht ein eigener Rechner zur Verfügung. Mit Hilfe der Nachbe-arbeitung des Signals wie Filtern, Glätten und Mitteln kann das Signal in eine auswertbare Formgebracht werden. Als Endpunktkriterien können Anstiege, Absolutwerte, Maxima und Minimaund die Kombination daraus genutzt werden. In Abb. 3.14 ist das Endpunktsignal eines Schicht-stapels aus Oxid, Siliziumnitrid und Aluminium gezeigt. In dem Diagramm ist in den ersten 250 sdeutlich der Abtrag des Oxides zu sehen. Um die volle Schicht abzutragen, hat das Signal alsovier volle Perioden durchlaufen. Somit hatte die abgetragene Oxidschicht etwa eine Dicke von930 nm und die durchschnittliche Abtragsrate beträgt 233 nm/min.
(36)
Der Reflexionsgrad von Siliziumnitrid ist geringer als der von Oxid. Deshalb sinkt auch dieAmplitude des Signals mit Eintritt ins Siliziumnitrid. Nach einer Polierzeit von 50 s und einemAbtrag von 150 nm erfolgt der Eintritt ins Aluminium. Dieses Material zeichnet sich durch einenhohen Reflexionsgrad aus. Weiterhin kann das Laserlicht nicht ins Aluminium eindringen unddas Signal befindet sich auf einer konstanten, sehr hohen relativen Intensität. Nach Aufnahme einer solchen Kurve und entsprechenden Kontrollmessungen kann die Softwareauf einen bestimmten Endpunkt hin angelernt werden, indem das Ende des Polierens an eine ganzbestimmte Stelle der Kurve gelegt wird.
1. Insitu...während der Bearbeitung, Echtzeitdatenverarbeitung
dpeak peak–λ
2n------=

3 Bildgebende Mikrosysteme
54
Abbildung 3.14: In Situ-Abtragsratenermittlung mit dem Endpunkterkennungssystem
Die Sichtkontrolle spielt eine wichtige Rolle nach dem CMP. An den Farben des Oxides imWeißlicht läßt sich seine Dicke abschätzen. Das Polierergebnis an strukturierten Wafern kannsofort qualitativ beurteilt werden. So erkennt man z.B. freigelegtes Metall unter einer TiN Schichtan dem silbernen Glänzen. Partikelkontrollen sind im Schräglichtplatz möglich. Im Lichtmikro-skop lassen sich dann die Strukturen genauer untersuchen.Partikel lassen sich mit dem Oberflächeninspektionsgerät (OIG) zählen und klassifizieren. Dasam Institut vorhandene OIG kann allerdings die Partikel nur an unstrukturierten Wafern messen.Ein weiteres Kontrollgerät ist das Raster-Elektronen-Mikroskop „SEM525M/EDX“ der FirmaPhilips. Mit ihm läßt sich durch Brechen der Wafer etwas über die Schichtstapel der Schaltungenerfahren.Eine Übersicht über die einzelnen Prozeßkontrollverfahren mit ihren technischen Daten und ihrenEinsatzgebieten zeigt Tabelle 3.2.
Meß
ber
eich
Platen
Kopf
Meßsystem an der „MIRRA“
Meßfenster
Aluminium
Laser-licht
opt.Detektor
Oxid Si3N4 Aluminium Erzeugung der Phasenverschiebungen
Pad
Oxid
SiN
Platen

3.3 Prozeßkontrolle
55
Tabelle 3.2: Einsatzgebiete der Prozeßkontrolleinrichtungen beim CMP
Der Ablauf des Planarisierungskomplexes hinsichtlich der Prozeßkontrollvorgänge ist in Abb.3.15 dargestellt (siehe auch [54]). Vor dem CMP werden bereits Vormessungen von Schichtdik-ken und Stufen durchgeführt. Während des CMP erfolgt eine Echtzeitauswertung der gesammel-ten Abtragsdaten. Mit diesen Daten kann der Zeitpunkt des Polierstops ermittelt werden. Nach derauf das CMP folgenden Reinigung werden erneute Stufen- und Schichtdickenmessungen durch-geführt. Ist die Solldicke noch nicht erreicht, müssen die Wafer noch einmal poliert werden, istsie überschritten, muß erneut eine Schicht abgeschieden und anschließend noch einmal poliertwerden. Auf diesen Daten basierend werden das aktuelle Polierrezept und Endpunktprogrammangepaßt. Hinsichtlich der Partikelzahlen werden regelmäßig Kontrollen durchgeführt, an denender Reinigungsprozeß überprüft wird.
Prozeßkontroll-einrichtung
Typ vorCMP
beiCMP
nachCMP
Meß-bereich
max. Auf-lösung / MF Bemerkungen
spektrales Reflektometer
Leitz
MPV-SP
x x 10 nm - 50 µm
1% für
MB>100 nm
min. Meßfleck: 10 x 10 µm2, spektr. Bereich: 400nm - 800 nm
Profilometer Dektak
V200Si
x x 1mm 2,5 nm
AFM Veeco/Nano-
scope III
x x 6 µm < 0,1 nm max. Bildfeld 512 x 512 µm2,
Sichtkontrolle Schräg-lichtplatz
x x - - dickenabhängige Farben des Oxids, Homogenitäten, Partikel
Licht
Mikroskop
Nikon/Opti-
phot200
x x - - 50 - 1000 fache Vergrößerung
Vierspitzen-meßplatz
Tencor/Omnimap
RS35
x 5 MΩ/square
< 1% Bestimmung spez. Widerstand, Bestimmung von Schichtdicken über den Widerstand ist möglich
Oberflächenin-spektionsgerät
Tencor/Surf-
scan400
x 0,36µm2-
256µm2*
0,015µm2 Partikelzählung, Klassifizierung der Partikelgrößen in 8 Klassen,
* Lichtstreuquerschnitt
REM Philips
SEM525/EDX
x x
-
20 nm bei 1µm Bild-
breite
visuelle Kontrolle
TXRF-Analyse - x - - Analyse auf Metallkontamination
InSitu-Abtrags-messung
AMAT
MIRRA
x - 1nm Kontrolle des Abtrags während des Polierens
Ellipsometer Sopra/ES4G
x x 0 - 30µm MF ≤ 1% spektr. Bereich: 270nm - 800nm,
near Infrarot (NIR): 800-1800 nm

3 Bildgebende Mikrosysteme
56
Abbildung 3.15: Standardprozeßablauf beim Chemisch Mechanischen Polieren
3.4 Prozeßequipment
Für die Polierversuche und die Prozeßentwicklung stand die CMP-Anlage „Mirra“ der Firma„Applied Materials“ zur Verfügung [56]. Die „Mirra“ hat einen maximalen Durchsatz von 60Wafern/Stunde, bei einem mittleren Abtrag von 600 nm PE-CVD-Oxid je Wafer. Diese Anlagebesitzt drei 20 inch große Polierteller (Platen) und vier Polierköpfe (Heads). Die vier Polierköpfesind an einem Drehkreuz befestigt, so daß jeder Kopf über jeden Polierteller gedreht werdenkann. Anstelle des vierten Poliertellers ist eine Station zum Be- und Entladen der Wafer an denPolierkopf eingebaut. Jeder Polierteller besitzt einen Padconditioner, mit dem während des Polie-rens das Polierpad aufgerauht werden kann. Schematisch ist die Anlage in Abb. 3.16 dargestellt.Die „Mirra“ ist eine „dry in“ und „wet out“ Anlage. Mit den drei Poliertellern kann ein Dreistu-fenpolieren in einem Arbeitsgang erfolgen. In der Praxis wird der dritte Polierteller für eine Rei-nigung der Wafer, das „Buffing“ genutzt. Auf diesem Polierteller wird der Wafer mit Wasserpoliert, das unter hohem Druck auf das Polierpad gesprüht wird. Die Anlage kann mit 150 mmund 200 mm Wafern betrieben werden. Im vorderen Teil der Anlage befindet sich ein Wasserbek-ken, in dem bis zu vier Kassetten untergebracht werden können. Die Ladestation erlaubt das Be-und Entladen des Wafers, während die anderen Wafer poliert werden. Um das Polierpad besserauszunutzen, können die Köpfe beim Polieren zusätzlich eine lineare Bewegung ausführen. Die CMP- Anlage wurde reinraumkompatibel konstruiert. Im FhG IMS Dresden ist sie in einer„Through the wall“ Technologie eingebaut, so daß die Bedienung und Bestückung der Anlagevom Reinraum aus erfolgt, die Köpfe und Polierteller sich aber im Servicebereich befinden. DieAnlage besitzt ein ISRM1. Es erlaubt eine Echtzeit Prozeßkontrolle auf strukturierten Wafern. Esenthält digitale Filter, um den Signal-Rauschabstand zu vergrößern. In der Software läßt sich einbestimmter Sollabtrag einstellen. In Versuchen wurde der Endpunkt wiederholbar mit einerGenauigkeit von <20 nm erreicht. Die Bediensoftware erlaubt die universelle Programmierung von Polierrezepten. Während desPolierens werden die eingestellten und aktuellen Parameter der Maschine angezeigt. Die Kasset-
1. ISRM... insitu removal monitor, Endpunkterkennungssystem
Dicken-,Stufen- und
nach CMPmessungen
EingangPlanarisierungs-komplex Dicken- und
Stufen-
vor CMPmessungen CMP
Insitu-Abtrags-messung
Bürsten-reinigung
Datenrücklauf AusgangPlanarisierungs-komplex
Partikel
Datenrücklauf
Schicht zu dick = erneutes Polieren
Schicht zu dünn =erneutes Beschichten

3.4 Prozeßequipment
57
ten lassen sich universell bestücken. Die Anlage ist aufgrund ihrer Kompaktheit, der drei Polier-teller, ihrer Korrosionsbeständigkeit gegenüber Metallslurries und der umfangreichenEinstellmöglichkeiten in der Software gut für den Einsatz in der Forschung und Entwicklunggeeignet.
Abbildung 3.16: Schematischer Aufbau des CMP-Systems „Mirra“ im FhG IMS Dresden
Eine besondere Bedeutung hinsichtlich der Polierergebnisse haben die Polierköpfe. In Abb. 3.17ist der schematische Aufbau eines Polierkopfs dargestellt. Der Polierdruck wird durch eine mitLuft unter Druck gesetzte Gummimembran erzeugt. Gegen seitliches Verrutschen des Wafersbeim Polieren schützt der Retaining-Ring. Er drückt direkt auf das Pad. Da das Pad kompressibelist, kann der Wafer bei zu geringem Retaining-Ring-Druck seitlich unter dem Kopf hervorgleiten.Der Retaining-Ring-Druck ist konstruktionsbedingt vom Membrandruck abhängig. Die Abhän-gigkeit des Retaining-Ring-Drucks vom Membrandruck ist vom Anlagenhersteller vorgegebenund in Gleichung 37 dargestellt. Deshalb müssen Restriktionen für das Verhältnis zwischenMembrandruck PMembran und dem wirkenden Retaining-Ring-Druck PRRact eingehalten werden.Das Verhältnis zwischen diesen beiden Größen (ratio) sollte nie kleiner als 0,44 werden (Glei-chung 38). PRRappl ist der angelegte Retaining-Ring-Druck.
Abbildung 3.17: Vereinfachter schematischer Aufbau des Polierkopfs
(37)
Polierteller
Polierkopf
Padconditioner
Drehkreuz
Schiene für
Be-/Entlade-station
Kassettenbecken
WafertransportRoboter
Reinraumwand
LinearbewegungSlurry-versorgung
Pad
Gummimembran
Balg
Durchführung
Retaining-Ring
Wafer
PRRappl
PMembran
PRRact
PRRact 1 188 PRRappl× 1 4023 PMembran×,( )–,=

3 Bildgebende Mikrosysteme
58
(38)
Zur Reinigung der Wafer nach dem CMP hat sich die mechanische Bürstenreinigung durchge-setzt. Im FhG IMS Dresden steht ein doppelseitiger Bürstenreiniger „DSS-200“1 der FirmaOntrak zur Verfügung [57]-[59]. Der Bürstenreiniger (Scrubber) besteht aus der Eingabestation, zwei Reinigungstationen (BrushStation), einer Sprüh- und Trockenschleuderstation und der Ausgabestation (siehe Abb. 3.18).Die Eingabestation wird manuell bestückt und die Waferkassetten sofort mit Wasser besprüht.Mit Beginn der Programmabarbeitung durchlaufen die Wafer die zwei Bürstenreinigungen. Wäh-rend die Vorder- und Rückseite gereinigt werden, kann eine Lösung (NH4OH) hinzugegebenwerden. Das erhöht besonders die Reinigungswirkung von hydrophoben Oberflächen. In dernächsten Station erfolgt eine Spülung mit ultraschallmoduliertem Wasser (Megasonic). Bereitshier wird der Wafer nur noch an den Kanten gehalten, um eine Kontamination an Vorder- undRückseite auszuschließen. Nun wird der Wafer mit einer voreinstellbaren Schleuderdrehzahl trok-kengeschleudert. Mit Hilfe eines Roboterarms wird der Wafer dann in die Ausgangskassettegestellt. An hydrophilen Oberflächen läßt sich mit DI-Wasser eine gute Reinigungswirkung erreichen. Beihydrophoben Oberflächen neigen die Bürsten dazu, die im Bürstenmaterial festgesetzten Partikelan die Waferoberfläche abzugeben. Durch Zugabe von 0,5 - 4% NH4OH können auch hydro-phobe Oberflächen, wie Silizium, gereinigt werden. Die Partikelzahlen von neuen, unprozessier-ten Wafern befinden sich auch nach der Reinigung, mit etwa 10-20 Partikel >0,2 µm, auf demNiveau neuer Wafer. Weiterführende Artikel zur Reinigung nach dem CMP befinden sich in [57]-[65].
Abbildung 3.18: schematischer Aufbau des DSS-200
1. DSS...Double Sided Scrubber
ratioPRRact
PMembran----------------------=
Kassetten-eingabe
Brush 1 Brush 2 Sprüh- undSchleuderstation
Kassetten-ausgabe
Bedienung
4.1 Statistische Versuchspläne
59
4 Untersuchungen zum Planarisierungskomplex
In diesem Kapitel werden die Abhängigkeiten der Polierergebnisse anhand von praktischen Ver-suchen nachgewiesen. An unstrukturierten Wafern werden die Einflüsse der Anlagenparameterauf die Abtragsrate und die Inhomogenität spezifiziert. Die Aufgabe ist, einen möglichst stabilenund reproduzierbaren Prozeß mit hohen Abtragsraten und geringer Inhomogenität zu erreichen.Unter Nutzung der Ergebnisse aus den Tests an unstrukturierten Wafern werden die Planarisie-rungseigenschaften von strukturierten Wafern untersucht. Dazu wurde ein hinsichtlich der Aus-wertbarkeit optimiertes Testfeld erstellt. Bei den Planarisierungseigenschaften interessieren besonders die Einebnung von Stufen und derGesamtabtrag nach vollständiger Planarisierung in Abhängigkeit von der Topographie. Die Aus-bildung von neuen Stufen an Stopschichten wird anschließend an zwei verschiedenen Polierpadsuntersucht. Der Vergleich läßt generelle Aussagen zu den Vor- und Nachteilen weicher und harterPads zu. Für die Versuche mit verschiedenen Polierpads wurde ein anderes Testfeld in Kooperation mitSimec Dresden entwickelt. Die Versuche an den unstrukturierten Wafern und an den Stopschicht-wafern wurden mit Hilfe von statistischen Versuchsplänen geplant und ausgewertet. Dazu mußteein statistisches Modell gefunden werden, das die realen Polierergebnisse gut beschreibt. Einlineares Modell kann diese Anforderungen nicht erfüllen, so daß ein quadratisches Modellgewählt wurde.
4.1 Statistische Versuchspläne
Zum besseren Verständnis des Einflusses von Maschinenparametern auf das Polierergebnis wer-den statistische Versuchspläne, die man als DOE bezeichnet, aufgestellt. In diesen Versuchsplä-nen wird mit einer relativ kleinen Anzahl von Versuchen eine bestmögliche Quantifizierung derEinflüsse der Polierparameter erreicht. Auf diese Weise werden die Zielgrößen Abtrag und Inho-mogenität an unstrukturierten Wafern sowie die Ausbildung von Stufen an Stoplayern, Dishing,Erosion und die Planarisierungswirkung an strukturierten Wafern untersucht. Die Eingangspara-meter sind Kopfdrehzahlen, Platendrehzahlen und Membrandruck. Weiterhin wird der Einflußverschiedener Padmaterialien auf die oben genannten Punkte untersucht. Dazu standen ein wei-ches „SubaIV“ und ein hartes „IC1000/SubaIV“ Pad zur Verfügung. An einen solchen Versuchsplan sind nach [24] folgende Anforderungen zu stellen:
- Die Anzahl der durchzuführenden Versuche soll möglichst gering sein.- Die Berechnung der Koeffizienten bzw. Parameter des postulierten mathematischen Modells
muß möglich sein.- Die Berechnung der Koeffizienten soll möglichst einfach sein.- Der Versuchsplan soll so aufgebaut sein, daß ein hoher Grad der Adäquatheit gewährleistet wird
und somit nur geringe Modellfehler entstehen.- Alle Variablen sollen gleichberechtigt sein (Drehbarkeit der Pläne).

4 Untersuchungen zum Planarisierungskomplex
60
- Der Versuchsplan soll gestatten, auch diejenige Kombination der Einflußgrößen zu bestimmen, bei der die zu untersuchende Antwortfunktion Extremwerte annimmt.
- Das Modell soll möglichst genau die Erscheinungen in der Nähe dieser Extremwerte abbilden.
Die DOE‘s wurden auf eine quadratische Genauigkeit ausgelegt, das heißt, die Zusammenhängesind durch Funktionen 2. Ordnung beschrieben. Da bei den Ergebnisgrößen nicht von einer linea-ren Antwortfunktion ausgegangen werden kann, stellen solche Versuchspläne den besten Kom-promiß zwischen Genauigkeit und vertretbarem Aufwand dar (Abb. 4.1).
Abbildung 4.1: Grafische Darstellung der Versuchspläne mit a) IC1000 und b) SubaIV
Während man bei den Ergebnisgrößen Inhomogenität und Polierrate möglichst genaue Ergeb-nisse erhalten möchte, sollen die Wechselwirkungen zwischen den Eingangsparametern geringbleiben.
Mathematisch beschreiben läßt sich der Ansatz für die Wirkungsfläche allgemein durch einRegressionspolynom 2. Grades
mit i < j (39)
und im speziellen vorliegenden Fall mit k = 3 durch die Gleichung 40.
(40)
mit a0, a1, a2,..., a33 als zu schätzende Koeffizienten und x1, x2, x3 als Eingangsparameter.Man findet nach Bestimmung der Koeffizienten das Extremum der Funktion, indem man dieFunktion differenziert und die erste Ableitung gleich Null setzt. Man muß nun so viele partielleAbleitungen bilden, wie das Polynom Unbekannte enthält. Die Anzahl der entstehenden Glei-
x1
x2
-1 1-1
1
-1
1
Einheitsmatrix des stat. Versuchsplanes Einheitsmatrix des stat. Versuchsplanes
Typ: Quadratic Design mit 13 VersuchenTyp: Orthogonal in Sphere mit 15 Versuchen
x1
x3 x2
-1 1-1
1
-1
1x3
0
00
mit „IC1000“ mit „SubaIV“a) b)
y a0 aixi aijxixj aiixi2
i 1=
k
∑+
j
k
∑i
k 1–
∑+
i 1=
k
∑+=
y a0 a1x1 a2x2 a3x3 a12x1x2 a13x1x3 a23x2x3 a+ + + + + 11x12
a22x22
a33x32
+ + + +=

4.1 Statistische Versuchspläne
61
chungen ist gleich der Anzahl der Unbekannten (Faktoren). Für das Polynom 2. Grades mit 3Unbekannten (Faktoren) ergibt sich:
(41)
Analog dazu erfolgt die Ermittlung der Nullstellen für x2 und x3. Aus den so ermittelten Nullstellen lassen sich die x1, x2 und x3 Werte für das Extremum errech-nen.Voraussetzung für eine sinnvolle Lösung ist, daß das reale Maximum innerhalb des untersuchtenBereichs liegt. Es gibt nicht immer sinnvolle Extremwerte, interessant ist auch der prinzipielleVerlauf der Wirkungsfläche.
Wird ein Faktor x variiert (dx), kann sich die Antwortgröße y um einen bestimmten Betrag (dy)ändern, der ein Maß für Größe und Richtung der Wirkung ist. Dieser vorzeichenbehaftete Betragwird durch die Koeffizienten a beschrieben. Sie sind dann dimensionslos, wenn auch y dimensi-onslos ist und beziehen sich auf die Einheitsmatrix der unabhängigen Versuche (Abb. 4.1). Fürden Praktiker ist der Koeffizient erst von einer bestimmten Antwortgröße an interessant. Manspricht dann von der kleinsten relevanten Antwortgrößendifferenz [24].Wird in linearen und in symmetrischen, orthogonalen quadratischen Versuchsplänen ein Koeffizi-ent nur durch den Einfluß einer einzigen Variablen xi hervorgerufen, handelt es sich um einenlinearen Hauptkoeffizienten ai . Der Koeffizient a1 wird durch Änderungen des Faktors x1 verur-sacht. Der quantitative Ausdruck ist die Differenz zwischen dem Mittelwert aller Antworten aufder oberen Stufe von x1 und dem Mittelwert aller Antworten auf der unteren Stufe von x1 (Glei-chung 42).
(42)
Die Anzahl der Versuche auf der oberen Stufe (xi = 1) in Abb. 4.1b ist dieselbe wie die auf derunteren Stufe (xi = -1), da dieser Versuchsplan symmetrisch ist. In den Mittelpunktsversuchen (xi = 0) wird der Ausdruck (xi∗y = 0). Somit haben die Mittel-punktsversuche keinen Einfluß auf die Koeffizienten ai. Die Sternpunkte der Einheitsmatrix inAbb. 4.1a wirken sich auf die Werte der Hauptkoeffizienten aus. Analog dazu werden die Haupt-effekte HE2 und HE3 berechnet. Da hier mehrere Wechselwirkungsgrößen vorhanden sind, können auch Wechselwirkungseffekte(WE) entstehen. Dabei handelt es sich um kombinierte Einflüsse auf die Antwortgröße, die genauwie die Haupteinflüsse Ursache für Effekte sein können und sich in der Änderung des Versuchs-ergebnisses widerspiegeln. Ein Wechselwirkungseffekt tritt nur dann auf, wenn die Haupteffektenicht additiv sind, d.h., wenn der Effekt bei gleichzeitiger Änderung zweier Faktoren nicht gleichder Summe aus HE1 und HE2 ist, oder anders ausgedrückt, wenn der Effekt eines Faktors von derStufe eines anderen Faktors abhängt. Bei gleichzeitiger Änderung von x1 und x2 kann der beobachtete Effekt sowohl größer als auchkleiner als die Summe der Haupteffekte sein. Der Wechselwirkungseffekt kann somit positiv als
x1∂∂y
a1 a12x2 a13x3 2a11x1 0=+ + +=
ai xi y xi2∑( )⁄⋅∑=
4 Untersuchungen zum Planarisierungskomplex
62
auch negativ sein. Er ist symmetrisch. Ist beispielsweise ein negativer Wechselwirkungseffektgefunden worden, sind zwei gleichberechtigte Aussagen möglich:
- Der Faktor x1 erzeugt auf der unteren Stufe des Faktors x2 einen größeren Effekt als auf der obe-ren Stufe von x2.
- Der Faktor x2 erzeugt auf der unteren Stufe des Faktors x1 einen größeren Effekt als auf der obe-ren Stufe von x1.
Als quantitative Aussage gilt: Der WE12 ist die halbe Differenz zwischen dem Effekt 1 auf deroberen Stufe von x2 und dem Effekt 1 auf der unteren Stufe von x2 (auch die symmetrische Aus-sage ist möglich).Wechselwirkungseffekte:
(43)
Bei einem guten Design sollten die 2-Faktor-Wechselwirkungseffekte merklich kleiner sein alsdie wesentlichen Haupteffekte. Weiterführendes dazu ist in [24] nachzulesen.In den hier verwendeten Versuchsplänen sind 3-5 Centerpoints vorhanden. Dieses System istüberbestimmt. Die Koeffizienten der quadratischen Komponenten a11, a22 und a33 können, wiedie anderen Koeffizienten übrigens auch, am einfachsten rechentechnisch durch Minimierung der
Summe der Abweichungsquadrate (S2) ermittelt werden (Gleichung 44). Ein Verfahren dazu vonCholeski ist in [26] beschrieben.
(44)
Die Koeffizienten der Matrix sind ermittelt, wenn S2 minimal wird. Die Antwortgrößen yber undygem sind die berechneten und die gemessenen Antwortwerte. Anhand der Abweichungsquadrateläßt sich die Güte des Modells allgemein und die Genauigkeit der berechneten Einzelwertebestimmen.
aij xixjy∑( ) xixj( )2∑⁄=
S2
yber ygem–( )2∑=

4.2 Abtragsmechanismen an unstrukturierten Wafern
63
4.2 Abtragsmechanismen an unstrukturierten Wafern
4.2.1 Analytische Beschreibung des Abtrags an unstrukturierten Wafern
Es wird das Polieren von unstrukturierten Wafern mit Oxidoberfläche betrachtet. Die wesentli-chen Ergebnisgrößen für das Polieren an unstrukturierten Wafern sind die Polierrate und die Inho-mogenität. Des weiteren ist das Randverhalten von großer Bedeutung für die Ausnutzung derWaferoberfläche und somit der Ausbeute [68].Für das Polieren von Glas hat Preston [25] die bereits in Kapitel 2.3 vorgestellte Gleichung 7
aufgestellt. Der Prestonkoeffizient Kp beinhaltet materialspezifische Parameter.Dieser Ansatz ist ein makroskopischer rein mechanischer linearer Ansatz. Die Gleichungbeschreibt die Abtragsrate für Oxid-CMP bei mittleren Drehzahlen und Drücken recht genau.Ungenauigkeiten entstehen erst bei sehr geringen Drücken und hohen Drehzahlen. Der Anstiegder Abtragsrate nimmt bei hohen Drehzahlen ab, wie auch anhand der folgenden experimentellenUntersuchungen gezeigt. Dieser Effekt ist auf ein Hydroplaning (s. Kap. 2.3) zwischen Wafer undPadmaterial zurückzuführen. Der mechanische Abtrag wird geringer und es wirkt hauptsächlichdie chemische Komponente. Diese ist allerdings beim Oxidpolieren vernachlässigbar klein.
4.2.2 Polieren unstrukturierter Wafer
Zum Kennenlernen der Einflüsse von Änderungen an Polierdruck, Kopf- und Platendrehzahlensowie des Retaining-Ringes auf Abtrag und Inhomogenität eignen sich am besten unstrukturierteoxidbeschichtete Wafer. Ein stabiler, qualitativ guter und schneller Prozeß ist Voraussetzung zurEntwicklung einer Planarisierungstechnologie. Um mit möglichst wenigen Versuchen umfangrei-che Aussagen über das Polierverhalten der Maschine machen zu können, wurde der in Kapitel 4.1beschriebene statistische Versuchsplan aus Abb. 4.1a) angewendet. Als veränderliche Größenwurden die Platendrehzahl, der Membrandruck, die Kopfdrehzahl und der Retaining-Ring-Druckfestgelegt. Das genaue Design und die Ergebnisse des statistischen Versuchsplanes sind inAnlage B tabellarisch dargestellt. Zur besseren Polierpadausnutzung führt der Polierkopf währenddes Polierens eine Sweepbewegung aus.Vorbereitend wurden die Wafer mit 2000 nm PE-TEOS Oxid beschichtet. Diese Oxiddicke reichtaus, um bei der gewählten Polierzeit ein Polieren bis ins Silizium zuverlässig zu vermeiden. DieAusgangsinhomogenitäten der Schichtdicke innerhalb der Wafer sind mit σ < 2,0 % (54 Punkte-Messung) akzeptabel. Das Polierpad ist ein „IC1000/SUBAIV“ Pad. Es ist ein relativ hartes, fürOxid-CMP angewendetes Standardpad. Als Slurry wurde die „SS12“ der Firma Cabot genutzt.Die Polierzeit beträgt bei allen Versuchen einheitlich 240 s.
RR∆h∆t------- KpP
∆s∆t------= =
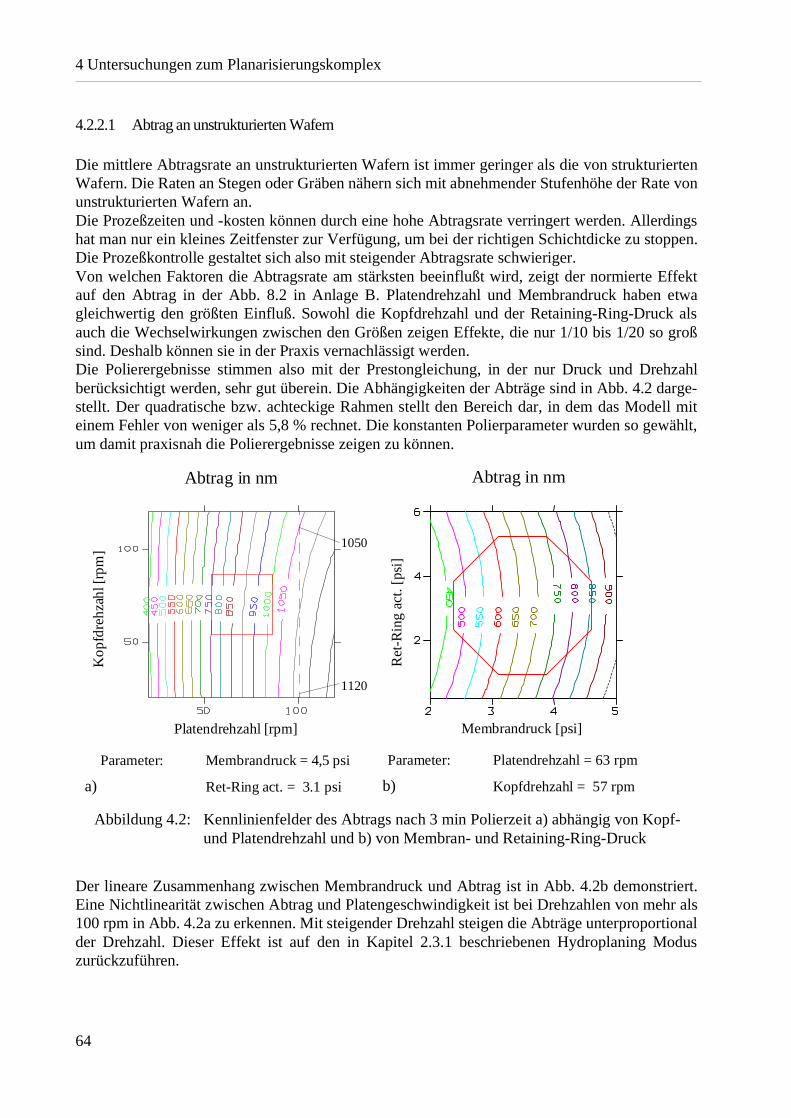
4 Untersuchungen zum Planarisierungskomplex
64
4.2.2.1 Abtrag an unstrukturierten Wafern
Die mittlere Abtragsrate an unstrukturierten Wafern ist immer geringer als die von strukturiertenWafern. Die Raten an Stegen oder Gräben nähern sich mit abnehmender Stufenhöhe der Rate vonunstrukturierten Wafern an.Die Prozeßzeiten und -kosten können durch eine hohe Abtragsrate verringert werden. Allerdingshat man nur ein kleines Zeitfenster zur Verfügung, um bei der richtigen Schichtdicke zu stoppen.Die Prozeßkontrolle gestaltet sich also mit steigender Abtragsrate schwieriger. Von welchen Faktoren die Abtragsrate am stärksten beeinflußt wird, zeigt der normierte Effektauf den Abtrag in der Abb. 8.2 in Anlage B. Platendrehzahl und Membrandruck haben etwagleichwertig den größten Einfluß. Sowohl die Kopfdrehzahl und der Retaining-Ring-Druck alsauch die Wechselwirkungen zwischen den Größen zeigen Effekte, die nur 1/10 bis 1/20 so großsind. Deshalb können sie in der Praxis vernachlässigt werden. Die Polierergebnisse stimmen also mit der Prestongleichung, in der nur Druck und Drehzahlberücksichtigt werden, sehr gut überein. Die Abhängigkeiten der Abträge sind in Abb. 4.2 darge-stellt. Der quadratische bzw. achteckige Rahmen stellt den Bereich dar, in dem das Modell miteinem Fehler von weniger als 5,8 % rechnet. Die konstanten Polierparameter wurden so gewählt,um damit praxisnah die Polierergebnisse zeigen zu können.
Abbildung 4.2: Kennlinienfelder des Abtrags nach 3 min Polierzeit a) abhängig von Kopf- und Platendrehzahl und b) von Membran- und Retaining-Ring-Druck
Der lineare Zusammenhang zwischen Membrandruck und Abtrag ist in Abb. 4.2b demonstriert.Eine Nichtlinearität zwischen Abtrag und Platengeschwindigkeit ist bei Drehzahlen von mehr als100 rpm in Abb. 4.2a zu erkennen. Mit steigender Drehzahl steigen die Abträge unterproportionalder Drehzahl. Dieser Effekt ist auf den in Kapitel 2.3.1 beschriebenen Hydroplaning Moduszurückzuführen.
Ret-Ring act. = 3.1 psi
Abtrag in nm
Platendrehzahl [rpm]
Kop
fdre
hzah
l [rp
m]
Parameter: Membrandruck = 4,5 psi
a)
1120
1050
Kopfdrehzahl = 57 rpm
Membrandruck [psi]
Parameter: Platendrehzahl = 63 rpm
Ret
-Rin
g ac
t. [p
si]
Abtrag in nm
b)

4.2 Abtragsmechanismen an unstrukturierten Wafern
65
Bei hohen Geschwindigkeiten beginnt der Wafer zunehmend zu schwimmen und die Abtragsratesteigt langsamer. In Abb. 4.2a ist ein um rund 70 nm geringerer Abtrag bei hohen Kopfdrehzahlenals bei geringen Kopfdrehzahlen und konstanten Platendrehzahlen von 100 rpm zu beobachten.Zusätzliche Untersuchungen zeigten, daß dieser Sachverhalt als Modellfehler zu betrachten ist.Bei tatsächlichen Polierversuchen stieg der Abtrag mit steigenden Kopfdrehzahlen leicht an.
4.2.2.2 Inhomogenitäten an unstrukturierten Wafern
Noch wichtiger als eine stabile Abtragsrate sind geringe Inhomogenitäten in der Abtragsrate. DieKennlinienfelder für die Inhomogenitäten sind in den Abb. 4.3 bis Abb. 4.5 dargestellt. Um dasRandverhalten charakterisieren zu können, ist der Randausschluß nur mit 2,5 mm gewählt wor-den. Das erklärt auch die relativ großen Werte der Inhomogenitäten. Bei größeren Randausschlüs-sen von 5 bis 8 mm werden Inhomogenitäten der Abtragsrate kleiner als 3 % erreicht. Die 20Punkte-Messungen erfolgten über den Radius des Wafers parallel zum Flat.In Abb. 4.3 wurde mit geringen Kopf- und Platendrehzahlen gearbeitet. Die niedrigste Inhomoge-nität von σ < 5,4 % stellt sich bei Membrandrücken über 4,0 psi und Retaining-Ring-Drückenunter PRRact = 3,8 psi ein. Die hohen Membrandrücke können aber die Gummimembran zerstö-ren. Die absolute Obergrenze für 6 Zoll Wafer liegt bei PMembran = 5 psi. Bei geringen Retaining-Ring-Drücken, besonders in Verbindung mit hohen Membrandrücken,besteht die Gefahr, daß der Wafer unter dem Kopf hervorgleitet (siehe auch Kapitel 3.4). Hierergibt sich ein unzuverlässiges Prozeßfenster mit relativ starken Gradienten. Abb. 4.4 zeigt dasKennlinienfeld bei mittleren Drehzahlen. Hier wird die niedrige Inhomogenität von σ < 5,6 % beihohen Retaining-Ring-Drücken in einem weiten Bereich des Membrandrucks erreicht. Sehr hoheRetaining-Ring-Drücke können aber den Slurrytransport unter den Wafer vermindern. Die Pro-zeßsicherheit ist groß, weil keine für die Maschine kritischen Parameter eingestellt werden müs-sen. Auch das Prozeßfenster ist relativ groß, weil im Arbeitsbereich mittlerer Drehzahlen dieGradienten relativ gering sind. Bei höheren Drehzahlen wird die Homogenität bei ansonsten gleichen Parametern schlechter(Abb. 4.5). Für mittlere bis hohe Geschwindigkeiten gilt: Sowohl die Drücke als auch dieGeschwindigkeiten können um ±10 % variieren, ohne daß sich die Homogenität merklich ändert.In Anlage B, Abb. 8.3 sind die normierten Effekte auf die Homogenität dargestellt. Es gibt keinenParameter, der einen besonders großen Effekt hervorruft. Am größten sind die Effekte von Kopf-drehzahl, Retaining-Ring-Druck und Platendrehzahl. Die anhand des Statistikmodells errechnetenWerte stimmen mit den gemessenen annähernd überein, wie Tabelle 8.1 in Anlage B zeigt. DieFehler liegen größtenteils unter 7 %. Allerdings sind auch 3 Ausreißer mit Fehlern von mehr als20 % zu sehen.

4 Untersuchungen zum Planarisierungskomplex
66
Abbildung 4.3: Kennlinienfeld bei geringen Drehzahlen mit kleinem Prozeßfenster bei
kritischen Parametern
Abbildung 4.4: Kennlinienfeld mit großem Prozeßfenster bei mittleren Drehzahlen und
geringen Inhomogenitäten
Abbildung 4.5: Kennlinienfeld mit Prozeßfenster bei hohen Retaining-Ring-Drücken und
hohen Drehzahlen
B erech netes K en nlin ien feld
M e m b ran d ruc k [p si]
Ret
aini
ngri
ngdr
uck
[psi
] 4 ,64 ,85 ,05 ,25 ,45 ,65 ,86 ,06 ,26 ,46 ,66 ,87 ,07 ,2
5 ,0
6 ,0
7 ,0
4 ,6
5 ,2
5 ,4
5 ,6
5 ,86 ,2
2 2 ,5 3 3 ,5 4 4 ,5 5
00 ,5
11 ,5
22 ,5
33 ,5
44 ,5
55 ,5
6
6 ,8
K o p fge sc h w in d ig ke it : 3 5 rp m P laten g esc h w in d igk eit: 4 0 rp m
In ho m o g . in %
Berechnetes Kennlinienfeld
Membrandruck [psi]
Ret
aini
ngring
druc
k [p
si]
Uniformität5,45,65,86,06,26,46,66,87,07,27,47,67,88,0
6,0
7,08,0
5,6
5,4
5,8
6,4
2 2,5 3 3,5 4 4,5 5
00,5
11,5
22,5
33,5
44,5
55,5
6
6,8
Kopfgeschwindigkeit : 57 rpm Platengeschwindigkeit: 63 rpm
Inhomog. in %
Berechnetes Kennlinienfeld
Membrandruck [psi]
Ret
aini
ngring
druc
k [ps
i]
5,65,86,06,26,46,66,87,07,27,47,67,88,08,2
6,0
7,08,0
5,6
2 2,5 3 3,5 4 4,5 5
00,5
11,5
22,5
33,5
44,5
55,5
6
Kopfgeschwindigkeit: 70 rpm Platengeschwindigkeit: 70 rpm
UniformitätInhomog. in %
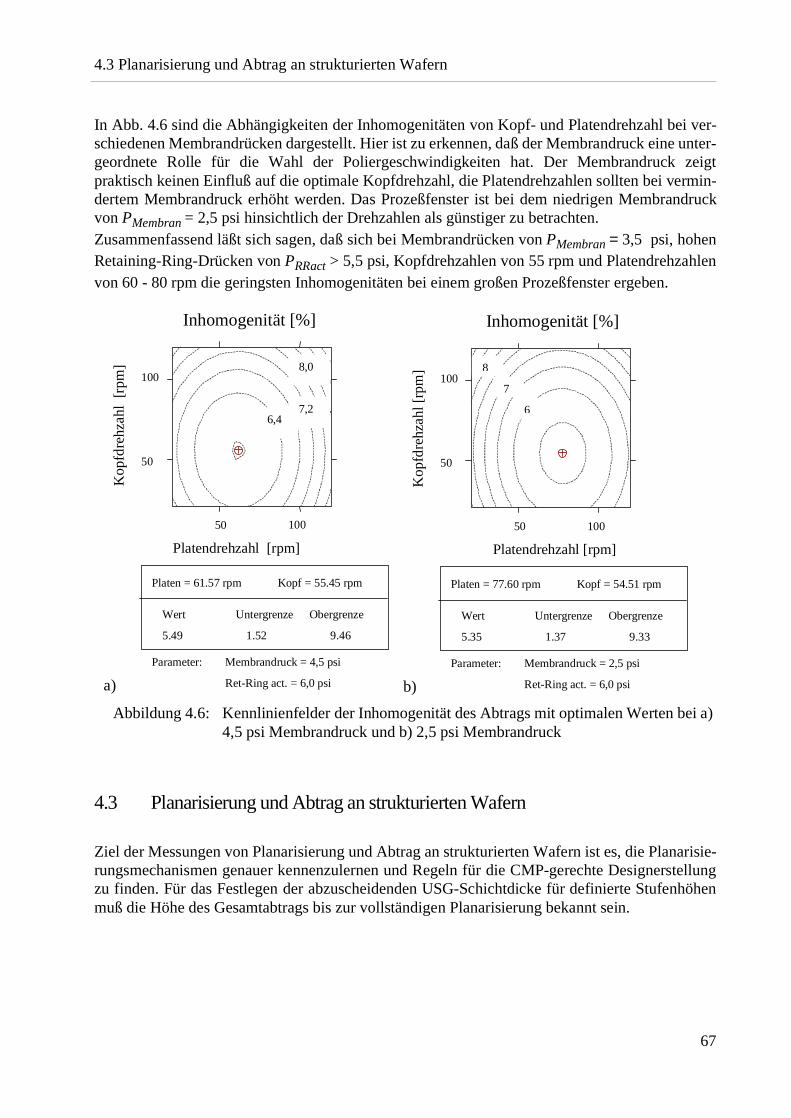
4.3 Planarisierung und Abtrag an strukturierten Wafern
67
In Abb. 4.6 sind die Abhängigkeiten der Inhomogenitäten von Kopf- und Platendrehzahl bei ver-schiedenen Membrandrücken dargestellt. Hier ist zu erkennen, daß der Membrandruck eine unter-geordnete Rolle für die Wahl der Poliergeschwindigkeiten hat. Der Membrandruck zeigtpraktisch keinen Einfluß auf die optimale Kopfdrehzahl, die Platendrehzahlen sollten bei vermin-dertem Membrandruck erhöht werden. Das Prozeßfenster ist bei dem niedrigen Membrandruckvon PMembran = 2,5 psi hinsichtlich der Drehzahlen als günstiger zu betrachten.Zusammenfassend läßt sich sagen, daß sich bei Membrandrücken von PMembran = 3,5 psi, hohenRetaining-Ring-Drücken von PRRact > 5,5 psi, Kopfdrehzahlen von 55 rpm und Platendrehzahlenvon 60 - 80 rpm die geringsten Inhomogenitäten bei einem großen Prozeßfenster ergeben.
Abbildung 4.6: Kennlinienfelder der Inhomogenität des Abtrags mit optimalen Werten bei a) 4,5 psi Membrandruck und b) 2,5 psi Membrandruck
4.3 Planarisierung und Abtrag an strukturierten Wafern
Ziel der Messungen von Planarisierung und Abtrag an strukturierten Wafern ist es, die Planarisie-rungsmechanismen genauer kennenzulernen und Regeln für die CMP-gerechte Designerstellungzu finden. Für das Festlegen der abzuscheidenden USG-Schichtdicke für definierte Stufenhöhenmuß die Höhe des Gesamtabtrags bis zur vollständigen Planarisierung bekannt sein.
Wert Untergrenze Obergrenze
5.49 1.52 9.46
Platen = 61.57 rpm Kopf = 55.45 rpm
Inhomogenität [%]
Platendrehzahl [rpm]
50 100
50
100
Kop
fdre
hzah
l [r
pm]
6,47,2
8,0
Parameter: Membrandruck = 4,5 psi
Ret-Ring act. = 6,0 psia)
6
7
8
Inhomogenität [%]
100
50
Kop
fdre
hzah
l [rp
m]
50 100
Wert Untergrenze Obergrenze
5.35 1.37 9.33
Platen = 77.60 rpm Kopf = 54.51 rpm
Parameter: Membrandruck = 2,5 psi
Ret-Ring act. = 6,0 psi
Platendrehzahl [rpm]
b)

4 Untersuchungen zum Planarisierungskomplex
68
Die normierte Planarisierung1 ist abhängig von den Patternfaktoren und den Grabenbreiten. Die Stufenhöhen sind ein weiteres Kriterium zur Festlegung der Dicke des abzuscheidenden Oxi-des. Bei abzuscheidenden Oxiddicken von mehr als 2 µm ist zu überlegen, ob ein Zweistufenpro-zeß mit zweimaligem Abscheiden und Polieren günstiger ist. Da im Planarisierungsprozeß derLichtventilmatrix nur USG-Oxidstufen planarisiert werden, sind auch die Untersuchungen beson-ders auf dieses Material ausgerichtet. Abhängig von den Patternfaktoren in einem gemischtenLayout sind unterschiedliche Gesamtabträge zu erwarten. Meist wird jedoch eine konstanteSchichtdicke über den Chip und weiterführend über den gesamten Wafer verlangt. Diese kann nurdurch ein CMP-gerechtes Design erreicht werden. Untersuchungen zum mittleren Gesamtabtragsollen helfen, Layoutoptimierungen an der großen Lichtventilmatrix vorzunehmen.
4.3.1 Testfeld zur Ermittlung der Planarisierungseigenschaften
Zur Optimierung des Polierverhaltens von komplexen Schaltungen ist es notwendig, das Che-misch Mechanische Polieren bereits im Vorfeld an von den Poliereigenschaften ähnlichen, leichtund billig herzustellenden Testscheiben durchzuführen. Die Kombination von verschiedenen Stu-fenhöhen sollte möglich sein, wie sie zum Beispiel bei den Ebenen Polysilizium und Metall 1 auf-treten. Damit können layoutspezifische Schwächen bereits im Vorfeld aufgedeckt, analysiert undbeseitigt werden. Um neue Verbrauchsmaterialien wie hochselektive Slurries oder neue Pads mitbesseren Planarisierungseigenschaften einführen zu können, muß ein vergleichbarer Testalgorith-mus erstellt werden. Desweiteren muß an der CMP-Anlage in regelmäßigen Abständen die Konstanz der Polierpara-meter und Ergebnisse überprüft werden. Dazu bieten sich klar strukturierte Testscheiben und einfest definierter Testalgorithmus an.
An ein zu entwickelndes Testfeld sind folgende Ansprüche zu stellen:
- universelle Einsetzbarkeit im ILD- STI- oder Polyprozeß- Ermittlung von strukturabhängiger Uniformity, Abtrag und Planarisierung- geringe bis keine gegenseitige Beeinflussung benachbarter Testblöcke- Meß- und Auswertbarkeit der Stufen vor und nach Planarisierung- Meß- und Auswertbarkeit der Oxiddicken vor und nach Planarisierung- Möglichkeit der Herstellung großer Flächen mit gleichen Patternfaktoren oder Grabenbreiten mit
dem Waferstepper- mindestens 4 verschiedene Grabenbreiten mit je 4 verschiedenen Patternfaktoren (besser 5), zur
sinnvollen Darstellung von Kurven
- Ausnutzung des maximalen Bildfeldes von 17,5*17,5 mm2 des Wafersteppers
1. Die normierte Planarisierung ist die normierte Reststufenhöhe nach Abtrag der Ausgangsstufenhöhe am Steg. Bei idealer Planarisierung würde der Wert Null, ohne Planarisierung Eins werden.

4.3 Planarisierung und Abtrag an strukturierten Wafern
69
Das unter Berücksichtigung der oben genannten Anforderungen entwickelte Testfeld, dargestelltin Abb. 4.7, hat folgende Eigenschaften und Merkmale:
- jeden von 4 Patternfaktoren gibt es mit mindestens 4 Grabenbreiten (siehe Tabelle 4.1)- jeden von 4 Patternfaktoren gibt es mit mindestens 4 Stegbreiten- jede von 4 Grabenbreiten gibt es mit mindestens 4 Stegbreiten und eine Grabenbreite mit 3 Steg-
breiten- die Meßfenster von 50 µm x 50 µm für Oxiddickenmessungen (spektrales Reflektometer mit 50
facher Vergrößerung) sind in die Blöcke integriert- außer den 1,7 µm breiten Gräben (3 Stk.) sind alle Stufen mit dem Profilometer meßbar- zur Vereinfachung bei ausreichender Genauigkeit wurden die kleinsten Stege und Gräben zu
1,7 µm statt 1,67 µm (5/3µm) definiert- die einzelnen Blöcke sind zu größeren Flächen zusammenstepbar, deshalb können beliebige
Waferlayouts erstellt werden- geringe gegenseitige Beeinflussung benachbarter Testblöcke durch breite Stege (200 µm)- Ordnung von kleinen Steg- und Grabenbreiten zu großen Steg- und Grabenbreiten von links
oben nach rechts unten, um Blöcke mit ähnlichen Poliereigenschaften in einem Bereich zu haben
- von einer Blockzeile / -spalte zur nächsten werden maximal 2 Grabenbreiten übersprungen- die Zeilen wurden mit konstanten Grabenbreiten und die Spalten mit konstanten Patternfaktoren
belegt- Anordnung der Meßfenster genau in der Mitte der Blöcke im Graben- Justiermarken zur Retikel- und Chipjustage bei Mehrebenenbelichtung
Abbildung 4.7: Maske mit Design des Testfeldes (alle Maße in µm)
1 2 3 4
A
B
C
D
E
Meßfenster
Block
1,7/1,7 5/1,7 15/1,7
1,7/5 5/5 15/5 45/5
5/15 15/15 45/15 135/15
5/45
15/45 45/45 135/45 405/45
15/13545/135 135/135 405/135
Steg/Graben
17200
17400
Chromstege
Dunkelmaske mit Teststrukturen
Justiermarken
900
2
4100 x 3200 µm2
50 x 50 µm

4 Untersuchungen zum Planarisierungskomplex
70
Tabelle 4.1: Stegbreite in Abhängigkeit von Grabenbreite und Patternfaktor (alle Maße in µm)
4.3.2 Abtragsmechanismen in Topographien
Das in Kapitel 4.3.1 vorgestellte Testfeld wurde zu Planarisierungsexperimenten verwendet. DieAusgangsstufen betragen 700 nm. Die Abträge sind an den Stegen größer als im Graben. Nurdadurch kommt eine planarisierende Wirkung zustande. Die Gesamtabträge nach vollständigerPlanarisierung bei unterschiedlichen Polierdrücken an Stegen und Gräben sind in den Abb. 4.8und Abb. 4.9 dargestellt. Die zeitliche Entwicklung des Abtrags als Funktion von verschiedenenPatternfaktoren und Polierdrücken ist in Anlage C in Abb. 8.6 und Abb. 8.7 dargestellt. In Abb.4.8 zeigt sich der Abtrag völlig unabhängig von den Steg- und Grabenbreiten bei konstantem Pat-ternfaktor, da bei jedem Patternfaktor mehrere Kombinationen aus Steg- und Grabenbreiten aus-gewertet wurden. Der Abtrag ist nur abhängig vom Patternfaktor. Während in den Gräben derGesamtabtrag bei einem Patternfaktor von 0,1 und 4,5 psi Polierdruck nach 240 s etwa 450 nmbeträgt, ist er bei Patternfaktoren von 0,9 nur etwa 180 nm. Geht man nach dieser Polierzeit vonvollständig planarisierten Stufen aus, haben sich zwischen den Blöcken mit minimalem undmaximalem Patternfaktor Höhenunterschiede von 270 nm herausgebildet. Die Abträge sind im betrachteten Gebiet annähernd linear abhängig vom Patternfaktor. Das zei-gen auch die linearen Trendlinien in Abb. 4.8. Diese Höhenunterschiede zwischen Gebieten mitgleichen Abtragseigenschaften sind beim Planarisieren von komplexen Strukturen ein zentralesProblem und werden sich auch beim Planarisieren der Lichtventilmatrix wiederfinden. Ein Wegzur Minimierung der Höhenunterschiede zwischen Gebieten mit extremen Unterschieden im Fül-lungsgrad ist die Minimierung des Polierdrucks. Bei vergleichbaren Reduzierungen der Stufenhöhe (hier Polieren bis zur vollständigen Beseiti-gung der Stufen) reduzieren sich die Höhenunterschiede bei einem Polierdruck von 1,5 psi aufetwa die Hälfte, nämlich 500 nm-360 nm = 140 nm. Die Reduzierung des Polierdrucks auf einDrittel hat aber einen entscheidenden Nachteil. Die Polierzeiten und die Prozeßkosten erhöhensich auf das Dreifache. In der Forschung und Entwicklung sind solche Polierzeiten vertretbar, inder Produktion ist der Kostenfaktor das wichtigere Entscheidungskriterium. Die beschriebenenHöhenunterschiede sind selbst bei geringen Polierdrücken noch zu groß, um eine optisch homo-gene Oberfläche an der Lichtventilmatrix zu erhalten. Aus den Abbildungen geht noch eine weitere Möglichkeit der Schichtdickenangleichung hervor.Schränkt man sich bei der Gestaltung des Schaltungsdesigns auf einen engen Bereich von Pattern-faktoren ein, werden die Höhenunterschiede minimiert. In welchem Bereich der Patternfaktoren
Graben/PF 0,9 0,75 0,5 0,25 0,1
1,7 1,7 5 15
5 1,7 5 15 45
15 5 15 45 135
45 5 15 45 135 405
135 15 45 135 405
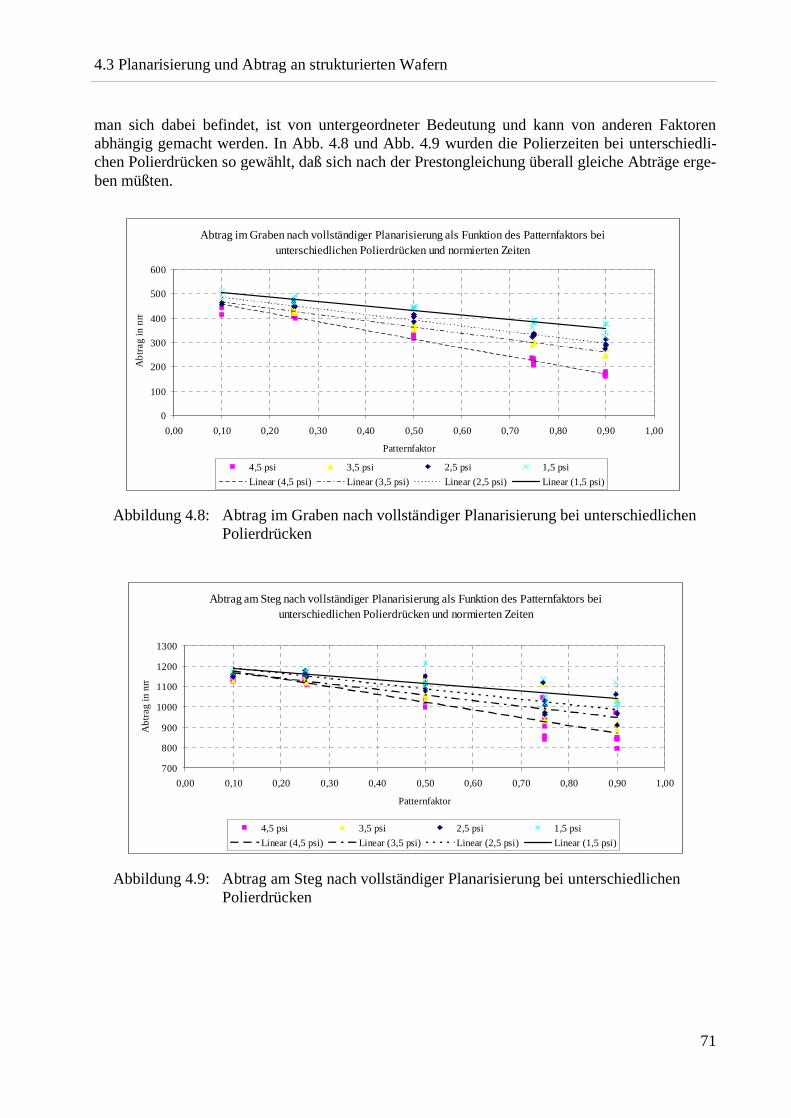
4.3 Planarisierung und Abtrag an strukturierten Wafern
71
man sich dabei befindet, ist von untergeordneter Bedeutung und kann von anderen Faktorenabhängig gemacht werden. In Abb. 4.8 und Abb. 4.9 wurden die Polierzeiten bei unterschiedli-chen Polierdrücken so gewählt, daß sich nach der Prestongleichung überall gleiche Abträge erge-ben müßten.
Abbildung 4.8: Abtrag im Graben nach vollständiger Planarisierung bei unterschiedlichen Polierdrücken
Abbildung 4.9: Abtrag am Steg nach vollständiger Planarisierung bei unterschiedlichen Polierdrücken
Abtrag im Graben nach vollständiger Planarisierung als Funktion des Patternfaktors bei unterschiedlichen Polierdrücken und normierten Zeiten
0
100
200
300
400
500
600
0,00 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00
Patternfaktor
Abt
rag
in n
m
4,5 psi 3,5 psi 2,5 psi 1,5 psi
Linear (4,5 psi) Linear (3,5 psi) Linear (2,5 psi) Linear (1,5 psi)
Abtrag am Steg nach vollständiger Planarisierung als Funktion des Patternfaktors bei unterschiedlichen Polierdrücken und normierten Zeiten
700
800
900
1000
1100
1200
1300
0,00 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00
Patternfaktor
Abt
rag
in n
m
4,5 psi 3,5 psi 2,5 psi 1,5 psi
Linear (4,5 psi) Linear (3,5 psi) Linear (2,5 psi) Linear (1,5 psi)

4 Untersuchungen zum Planarisierungskomplex
72
In Abb. 4.10 und Abb. 4.11 sind die zeitlichen Abhängigkeiten der Abtragsraten gezeigt. Wäh-rend bei kleinen Patternfaktoren am Steg anfangs sehr hohe Abtragsraten auftreten, die dannschnell nachlassen, ist bei großen Patternfaktoren von 0,75 und 0,9 selbst zu Beginn des Polierensnur eine geringe Erhöhung zu sehen. Alle Abtragsraten an den Stegen und in den Gräben nähernsich nach ausreichend langer Zeit der Polierrate von unstrukturiertem Oxid. Diese liegt hier beietwa 170 - 180 nm/min. Bei kleinen Patternfaktoren ist der Flächenanteil an hochliegenden Gebieten klein und die durchden Druck des Polierkopfes auf diese Flächen wirkenden Kräfte werden betragsmäßig groß. Des-halb treten bei kleinen Patternfaktoren hohe Abträge auf, die zu einer schnellen Reduzierung derStufen führen. Im Block A1 ist die Abtragsrate bereits nach 100 s sowohl im Graben als auch amSteg konstant, woraus ein vollständiger Abbau der Stufen geschlußfolgert werden kann. Je größerder Patternfaktor ist, um so geringer sind die Anfangsabtragsraten am Steg und um so länger blei-ben sie relativ hoch. Im Bereich zwischen 30 s und 60 s ist ein Ansteigen der Abtragsraten am Steg zu beobachten.Dieser Anstieg ist durch das Hochlaufen der Drehzahlen und Drücke der Anlage bedingt. DieAnlaufphase der Maschine kann bis zu 50 s betragen. Das Polierpad muß in dieser Zeit vollstän-dig mit Slurry benetzt werden, um konstante Polierraten zu erhalten.
Abbildung 4.10: momentane Abtragsraten bei verschieden Patternfaktoren am Steg und einem Polierdruck von 4,5 psi
Im Graben ist genau die gegenläufige Tendenz zum Polierverhalten am Steg zu beobachten (Abb.4.11). In den Blöcken mit kleinen Patternfaktoren ist von Beginn an die Polierrate relativ hoch,weil der größte Flächenanteil im Graben liegt. Die Polierrate nähert sich dann auch schon nachkurzer Zeit (100 s) einer konstanten Rate. Bei großen Patternfaktoren erfolgt die Annäherung derPolierrate an einen konstanten Betrag sehr viel langsamer. Nach den hier gezeigten 180 s Polier-zeit haben sich alle Polierraten dem konstanten Wert angenähert. Die Gesamtabträge h am Stegund im Graben lassen sich zeitabhängig analytisch durch die Gleichung 45 beschreiben, wobeidie momentane Abtragsrate RRmom von der Zeit abhängt.
Entwicklung der Abtragsraten bei verschiedenen Patternfaktoren am Steg
0
200
400
600
800
1000
1200
0 20 40 60 80 100 120 140 160 180 200
Zeit in s
Abt
rags
rate
in n
m/m
in
BlockA1, 5/45, PD=0,1 BlockB3, 15/5, PD=0,75 BlockB4, 45/5, PD=0,9
BlockC1, 5/15, PD=0,25 Block C2, 15/15, PD=0,5

4.3 Planarisierung und Abtrag an strukturierten Wafern
73
mit RRmom = f(t) (45)
Abbildung 4.11: momentane Abtragsraten bei verschieden Patternfaktoren im Graben und einem Polierdruck von 4,5 psi
Aus dem Vergleich von Abb. 4.10 und Abb. 4.11 kann man schlußfolgern, daß die Planarisierun-gen, abhängig vom Patternfaktor, auf unterschiedliche Arten erfolgen. Bei kleinen Patternfakto-ren gibt es sehr hohe Ausgangspolierratenunterschiede ∆RR zwischen Steg und Graben (hier beiPD = 0,1; ∆RR = 900 nm/min), die sich aber bereits nach kurzer Zeit (hier t = 100 s) angleichen. Bei großen Patternfaktoren sind die Polierratenunterschiede geringer (PD = 0,9; ∆RR = 250 nm/min), verringern sich aber über einen langen Zeitraum (t = 180 s). Beides führt zu dem gewünsch-ten Planarisierungseffekt. Aus produktionstechnischer Sicht sind allerdings Strukturen mit kleinem Patternfaktor zu bevor-zugen, da man mit wesentlich kürzeren Polierzeiten auskommt. Bei Betrachtung der Abtragsratenlassen sich nicht direkt Aussagen zu den tatsächlichen Stufenentwicklungen machen. Die bisheri-gen Angaben zu Stufenentwicklungen werden durch die Planarisierungsversuche in Kapitel 4.3.3bestätigt. Wendet man CMP an, so sollen danach nicht nur die Stufen planarisiert sein, sondern man willauch bei einer ganz bestimmten Zieldicke den Poliervorgang stoppen. Dazu sind die über diegesamte Zeit gemittelten Abtragsraten, dargestellt in Abb. 4.12, besser als die in den Abb. 4.10und Abb. 4.11 geeignet. Sie werden durch die lineare Beziehung RRmittel = dhges/dtges berechnet.Anhand der mittleren Abtragsrate läßt sich zu jeder beliebigen Zeit sofort der Gesamtabtrag anden Stufen oder Gräben bestimmen. Die Prozeßkontrolle wird durch diese Darstellungsweise ver-einfacht.
h RRmom t( ) td
t0
t1
∫=
Abtragsratenentwicklung am Graben
0
20
40
60
80
100
120
140
160
180
200
0 20 40 60 80 100 120 140 160 180 200
Zeit in s
Abt
rags
rate
in n
m/m
in
BlockA1, 5/45, PD=0,1 BlockB3, 15/5, PD=0,75 BlockB4, 45/5, PD=0,9
BlockC1, 5/15, PD=0,25 Block C2, 15/15, PD=0,5

4 Untersuchungen zum Planarisierungskomplex
74
Abbildung 4.12: mittlere Abtragsraten in Abhängigkeit von der Polierzeit
Wie dick muß nun die Oxidschicht gewählt werden, um eine komplette Planarisierung zu gewähr-leisten? Dazu betrachtet man den Abtrag im Graben bis zur vollständigen Planarisierung der Stu-fen. Die Gesamtdicke hgesamt des abzuscheidenden Oxides ergibt sich aus der Addition derStufenhöhe h, der Zieloxiddicke d und dem Abtrag bis zur kompletten Planarisierung δhplanar
(Abb. 4.13). Die abzuscheidende Oxiddicke ist eine Funktion der Grabenbreite und des Pattern-faktors. Je schmaler die Gräben werden, um so geringer sind die notwendigen Ausgangsdicken.An Grabenbreiten <5 µm tritt unabhängig vom Patternfaktor allerdings keine Verringerung dernotwendigen Oxiddicke mehr auf. An Gräben von 10 µm aufwärts steigt die Abhängigkeit derOxiddicken vom Patternfaktor.
Abbildung 4.13: Darstellung der Ausgangsoxiddicke, die zur völligen Planarisierung der
Stufen notwendig ist
Entwicklung der Abtragsraten bei verschiedenen Patternfaktoren an Steg und Graben
0
200
400
600
800
1000
1200
0 20 40 60 80 100 120 140 160 180 200
Zeit in s
Abt
rags
rate
in n
m/m
in
A1, 5/45, PD=0,1 C2, 15/15, PD=0,5 B4, 45/5, PD=0,9
A1, 5/45, PD=0,1 C2, 15/15, PD=0,5 B4, 45/5, PD=0,9Steg:
Graben:
h
d
δhplanarhgesamt
hgesamt = h + d + δhplanar
notwendige Oxiddicken zur vollständigen Planarisierung von Stufen, Polierdruck = 4,5 psi, Ausgangsstufen = 700 nm
0,5
0,90,5
0,9
0,25
0,1
0,25
0,1
0,25
0,75
0
50
100
150
200
250
300
350
400
450
1 10 100 1000
Grabenbreite in µm
nö
tige
Oxi
dd
icke
hp
lana
r
Parameter: Patternfaktor
in n
mnö
tige
Oxi
ddi
cke
δhp
lana
r in
nm
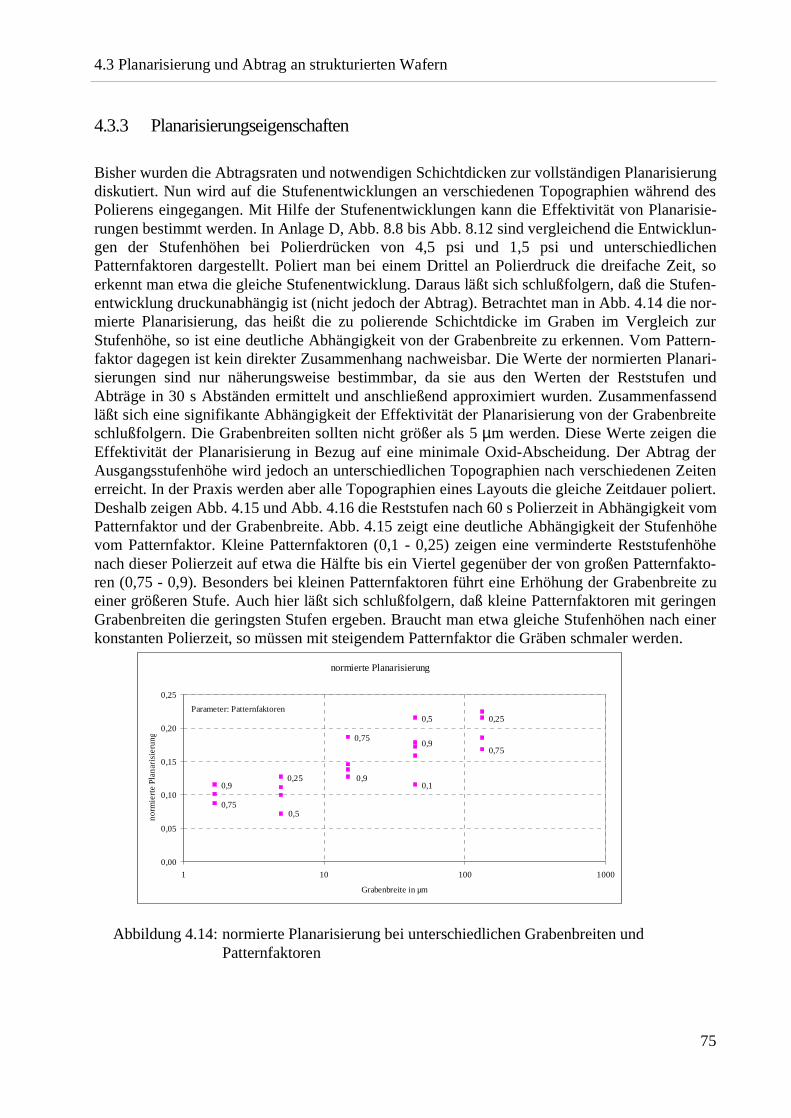
4.3 Planarisierung und Abtrag an strukturierten Wafern
75
4.3.3 Planarisierungseigenschaften
Bisher wurden die Abtragsraten und notwendigen Schichtdicken zur vollständigen Planarisierungdiskutiert. Nun wird auf die Stufenentwicklungen an verschiedenen Topographien während desPolierens eingegangen. Mit Hilfe der Stufenentwicklungen kann die Effektivität von Planarisie-rungen bestimmt werden. In Anlage D, Abb. 8.8 bis Abb. 8.12 sind vergleichend die Entwicklun-gen der Stufenhöhen bei Polierdrücken von 4,5 psi und 1,5 psi und unterschiedlichenPatternfaktoren dargestellt. Poliert man bei einem Drittel an Polierdruck die dreifache Zeit, soerkennt man etwa die gleiche Stufenentwicklung. Daraus läßt sich schlußfolgern, daß die Stufen-entwicklung druckunabhängig ist (nicht jedoch der Abtrag). Betrachtet man in Abb. 4.14 die nor-mierte Planarisierung, das heißt die zu polierende Schichtdicke im Graben im Vergleich zurStufenhöhe, so ist eine deutliche Abhängigkeit von der Grabenbreite zu erkennen. Vom Pattern-faktor dagegen ist kein direkter Zusammenhang nachweisbar. Die Werte der normierten Planari-sierungen sind nur näherungsweise bestimmbar, da sie aus den Werten der Reststufen undAbträge in 30 s Abständen ermittelt und anschließend approximiert wurden. Zusammenfassendläßt sich eine signifikante Abhängigkeit der Effektivität der Planarisierung von der Grabenbreiteschlußfolgern. Die Grabenbreiten sollten nicht größer als 5 µm werden. Diese Werte zeigen dieEffektivität der Planarisierung in Bezug auf eine minimale Oxid-Abscheidung. Der Abtrag derAusgangsstufenhöhe wird jedoch an unterschiedlichen Topographien nach verschiedenen Zeitenerreicht. In der Praxis werden aber alle Topographien eines Layouts die gleiche Zeitdauer poliert.Deshalb zeigen Abb. 4.15 und Abb. 4.16 die Reststufen nach 60 s Polierzeit in Abhängigkeit vomPatternfaktor und der Grabenbreite. Abb. 4.15 zeigt eine deutliche Abhängigkeit der Stufenhöhevom Patternfaktor. Kleine Patternfaktoren (0,1 - 0,25) zeigen eine verminderte Reststufenhöhenach dieser Polierzeit auf etwa die Hälfte bis ein Viertel gegenüber der von großen Patternfakto-ren (0,75 - 0,9). Besonders bei kleinen Patternfaktoren führt eine Erhöhung der Grabenbreite zueiner größeren Stufe. Auch hier läßt sich schlußfolgern, daß kleine Patternfaktoren mit geringenGrabenbreiten die geringsten Stufen ergeben. Braucht man etwa gleiche Stufenhöhen nach einerkonstanten Polierzeit, so müssen mit steigendem Patternfaktor die Gräben schmaler werden.
Abbildung 4.14: normierte Planarisierung bei unterschiedlichen Grabenbreiten und
Patternfaktoren
normierte Planarisierung
0,25
0,75
0,9
0,75
0,9
0,75
0,25
0,5
0,5
0,9
0,1
0,00
0,05
0,10
0,15
0,20
0,25
1 10 100 1000
Grabenbreite in µm
nor
mie
rte
Plan
aris
ieru
ng
Parameter: Patternfaktoren

4 Untersuchungen zum Planarisierungskomplex
76
Abbildung 4.15: Stufenhöhen als Funktion des Patternfaktors nach 60 s Polierzeit
In Abb. 4.16 ergibt sich ein Minimum in den Stufen bei konstanten Patternfaktoren an Graben-breiten zwischen 5 µm (PD = 0,5) und 15 µm (PD = 0,9). Die Ursache für dieses Minimum liegtallerdings nicht im Planarisierungsverhalten der CMP-Anlage. Beim Ätzen der Stufen mit Fluß-säure (HF) entstehen in schmalen Gräben tiefere Stufen als in breiten. Die geätzten Stufen in den1,7 µm breiten Gräben sind etwa 800 nm tief, während die restlichen nur 700 nm tief sind. Dieunterschiedlichen Ausgangsstufenhöhen spiegeln sich in den Höhen nach einer Minute Polierzeitwieder. Arbeitet man beim Strukturieren von Gräben ohne Ätzstop, ist es günstig Grabenbreitenvon 5 bis 15 µm zu wählen. Meist sind die Stufenhöhen in den Topographien einer Schaltung vor-gegeben. Dann gilt wieder möglichst kleine Grabenbreiten zu wählen.
Abbildung 4.16: Stufenhöhen als Funktion der Grabenbreiten nach 60 s Polierzeit bei konstanten Patternfaktoren
Entwicklung der Stufenhöhen 60s, 4,5 psi
405/45
15/1,7
15/5405/135
5/5
135/135
15/135
5/45 1,7/5
5/15
15/45
45/135
0
50
100
150
200
250
300
350
400
450
500
0,00 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00
Patternfaktor
Stu
fen
hö
he
in nm
4,5 psi
Entwicklung der Stufenhöhen nach 60s Polierzeit und 4,5 psi Polierdruck
0,1
0,25
0,5
0,75
0,1
0,25
0,5
0,750,9
0,25
0,5
0,750,9
0,25
0,5
0,75
0,9
0,5
0,75
0,9
0
50
100
150
200
250
300
350
400
450
500
1 10 100 1000
Grabenbreite in µm
Stu
fen
hö
he
in nm
4,5 psi
Parameter: Patternfaktor

4.4 Entwicklung der Stufen an Stopschichten
77
4.4 Entwicklung der Stufen an Stopschichten
Zur Gewährleistung homogener Schichtdicken über den gesamten Wafer und definierter Dickennach Polierstop eignet sich der Einsatz von Stoplayern. In Kooperation mit der Firma Simec Dresden wurden Untersuchungen zur Ausbildung von Stufenan Stoplayern durchgeführt. Ziel dieser Versuche war es, bis zur Ausbildung sich in der Höhenicht mehr ändernder Stufen an Stoplayern zu polieren und anschließend deren Höhe zu bestim-men (Abb. 4.17). Aus der Höhe der entstehenden Stufen kann man auf die geometrischen Struktu-ren mit der geringsten Stufenausbildung bei Erreichen eines Stoplayers schließen und darausfolgend neue Regeln für das Chipdesign aufstellen. Poliert wurde CVD-Oxid mit Stufenhöhen von 700 nm. Die Stufen wurden vollständig planari-siert und anschließend erst das Ausbilden neuer Stufen an einer Si3N4 Schicht beobachtet. Da dieHersteller in der Regel Selektivitäten von Slurries für ebene Flächen angeben, ist es notwendigdie patternabhängige Selektivität zu bestimmen. Die Abnahme der Selektivität an kleinen Struk-turen ist als Problem bekannt.
Abbildung 4.17: Ausbildung von Stufen an Stopschichten
Der Versuchsplan der Experimente wurde mit Hilfe der Software ECHIP erstellt. Dieser Ver-suchsplan ist die Ausgangsbasis für die folgenden Auswertungen und Optimierungen der Polier-vorgänge hinsichtlich der Minimierung der sich ausbildenden Stufen. Die Auswertung derPolierergebnisse erfolgte mit Excel. In den Experimenten wurden ein hartes geschichtetesIC1000/SUBAIV Polierpad und ein weiches SUBAIV Pad verglichen, um zu ermitteln, welchesPadmaterial besser zum Polieren an Stopschichten geeignet ist.Für diese Versuche wurde in Zusammenarbeit mit Simec Dresden ein Testfeld entwickelt.
CMP bis zum Stoplayer
CVD-Oxid Si3N4 Silizium
Steg Graben
Pitch
Erosion
Dishing
KantenverrundungmaximaleStufe

4 Untersuchungen zum Planarisierungskomplex
78
4.4.1 Testfeld
Das Retikel zur Erzeugung von Teststrukturen ist in zwei Bereiche untergliedert. Der Hauptteildes Retikels beinhaltet Teststrukturen zur Untersuchung der CMP-Planarisierungseigenschaften.Teststrukturen zur Endpunkterkennung befinden sich am oberen und unteren Retikelrand. Das Testfeld für die Planarisierungsuntersuchungen (Abb. 4.18) untergliedert sich in einenBereich zur Untersuchung der "long distance planarity" (Treppenstrukturen) und in einen Bereichmit Blöcken unterschiedlicher Pattern Density (PD) zur Untersuchung der "short distance plana-rity". Die Teststrukturen zur Untersuchung der Planarisierungseigenschaften sind hauptsächlichfür Oxid- und Si-Nitrid-CMP-Prozesse vorgesehen. Das Retikel ist für eine Lithographie unterVerwendung eines positiv wirkenden Photoresists bestimmt.Zur Untersuchung der "long distance planarity" wurden die Treppenstrukturen als "up area" mitbenachbarten großflächigen rechteckigen "up areas" gewählt [66]. Der Abstand zwischen denbenachbarten "up areas" variiert aufgrund der Treppenform von 0,5 mm bis max. 4,5 mm. DieRelaxationslängen harter Polierpads werden in dieser Größenordnung erwartet [67]. Die auf demRetikel enthaltenen Strukturen werden durch eine geschickte Wahl des Abstandes einzelnerbelichteter Bildfelder auf dem Wafer periodisch fortgesetzt. Hierbei kann das "up area" zwischenden Bildfeldern beliebig in der Breite variiert werden (Abb. 4.19).Die Strukturen zur Untersuchung der "short distance planarity" bestehen aus in Blöcken angeord-neten Stegen und Gräben (lines and spaces). Um Wechselwirkungen zwischen den einzelnenBlöcken auszuschließen, wurden Abstände von 1,8 mm zwischen den einzelnen Blöcken gewählt.Der große Abstand zwischen den Blöcken begrenzt ihre Gesamtanzahl aufgrund der beschränkten
Retikelfläche. Es stehen insgesamt 15 Blöcke (1,64 x 1,64 mm2) zur Verfügung. In den Untersu-chungen an Stopschichten wurde nur die „short distance planarity“ berücksichtigt, da diese Struk-turen besonders dem Layout der Lichtventilmatrix entsprechen."lines and spaces" werden als Teststrukturen gewählt, da sie sich zum einen sehr einfach vermes-sen lassen, zum anderen haben andere CMP Testretikel gezeigt, daß bei gleichen geometrischenAbmessungen (Breite und Abstand) keine Unterschiede zwischen "lines" oder "squares" im CMPPlanarisierungsverhalten zu beobachten sind.Im Wesentlichen variiert die PD (up/(up+down)) in den drei Stufungen 0.5, 0.25, 0.125 bei ver-schiedenen "up area" Ausdehnungen (0.5, 1, 5, 20, 100, 250 µm). Einige mögliche Kombinatio-nen sind, da sie als nicht produktrelevant eingeschätzt wurden, weggelassen worden. Zusätzlichwurde dreimal die PD 5/6 gewählt. Diese Grabenstruktur entspricht eher Anforderungen vonMetall CMP Prozessen.

4.4 Entwicklung der Stufen an Stopschichten
79
Abbildung 4.18: Design des Testfeldes für die DOE’s auf SubaIV und IC1000/SubaIV
Abbildung 4.19: Darstellung der Variation der Blockabstände zur Einstellung beliebiger Stegbreiten
4.4.2 Experimentelle Ergebnisse zur Ausbildung von Stufen an Stopschichten
Stoplayer dienen der Verbesserung der Schichtdickenhomogenität über den gesamten Wafer. Siesind hilfreich zum Stoppen des Poliervorgangs bei einer bestimmten Schichtdicke. An Stoplayerntreten die in Kapitel 2.2.2 diskutierten Effekte wie Dishing und Erosion auf. An bereits planaren Oberflächen bilden sich am Stoplayer neue Stufen, die mit steigender Über-polierzeit sich einem konstanten Wert nähern. Diese Stufenhöhe kann als Maß für die Eignungder Topographien und Polierparameter für eine möglichst geringe Ausbildung von Stufen genom-men werden.
up / down in µm
1/1 5/5 20/20 100/100 5/1
1/3 5/15 20/60 100/300 20/4
1/7 5/35 0,5/0,5 250/250 100/20
18
17,21,8
1,8
1,64
1,64
0,5
alle anderen Maße in mm

4 Untersuchungen zum Planarisierungskomplex
80
Ziel der Untersuchungen des Polierverhaltens an Stoplayern ist, die Stufenentwicklung beimErreichen dieses Layers voraussagen zu können. In zwei statistischen Versuchsplänen mit ver-schiedenen Padmaterialien wird die Eignung der Polierpads hinsichtlich der Ausbildung von Stu-fen untersucht und bewertet. Zum Einsatz kam das in Kapitel 4.4.1 beschriebene Testfeld. DieStufenhöhen betrugen 700 nm. Poliert wurde ein TEOS CVD-Oxid. Als Stopschicht diente einLayer aus LP-Si3N4. SUBAIV ist ein relativ weiches Padmaterial. IC1000/SUBAIV ist dagegeneine Sandwichbauform mit dem weichen Unterpad SUBAIV und dem oberen harten Pad IC1000.Mit dem Padstapel sollen die Vorteile der beiden Padtypen verbunden werden. Das IC1000 Pad planarisiert schneller, während SUBAIV die geringeren globalen Inhomogenitä-ten liefert. Einen Vergleich der vollständig ausgebildeten Stufen am Stoplayer zeigen Abb. 4.20und Abb. 4.21. Während in Abb. 4.20 die Stufen am IC1000 Pad, abhängig von der Grabenbreite,mit Werten zwischen 70 nm und 165 nm doppelt so groß sind wie die von SUBAIV, haben sie inAbb. 4.21 die gleiche Größenordnung mit Höhen zwischen 40 nm und 90 nm. Die Polierrezeptein dieser Abbildung unterscheiden sich in den Drehzahlen des Kopfes und des Platens. In denAbbildungen wurden tatsächliche, aus den Versuchsplänen entnommene Antwortwerte abgebil-det. Die Versuche hatten nicht dasselbe Design. Daß diese Werte aber trotzdem vergleichbar sind,wird an späterer Stelle diskutiert. Die Diagramme lassen die Schlußfolgerung zu, daß die Ent-wicklung der Stufenhöhen ein dynamischer Prozeß, abhängig von den Platen- und Kopfdrehzah-len ist. Die Stufenhöhen in Abhängigkeit von der Grabenbreite verhalten sich so, wie es schon in denPlanarisierungsversuchen im letzten Kapitel beschrieben wurde. Mit steigender Grabenbreite stei-gen auch die Stufen logarithmisch an. Ab 60 µm Grabenbreite flacht die Kurve etwas ab.
Abbildung 4.20: Stufenbildung am Stoplayer als Funktion von Padmaterial und Grabenbreite
Vergleich der Stufenhöhen zwischen IC1000 und SUBAIV
0
20
40
60
80
100
120
140
160
180
200
1 10 100 1000
Grabenbreite in µm
Stu
fen
höh
e in
nm
IC1000 SUBAIV
Kopfdrehzahl: 70rpmPlatendrehzahl: 70 rpmMembrandruck: 3,5 psi
nm

4.4 Entwicklung der Stufen an Stopschichten
81
Abbildung 4.21: Stufenbildung am Stoplayer als Funktion von Padmaterial und Grabenbreite
Als nächstes wurden die Abhängigkeiten der Stufen vom Patternfaktor untersucht. Setzt man kon-stante Grabenbreiten voraus (z.B. 20 µm), so ist keine Abhängigkeit der Stufenhöhen von denPatternfaktoren zu erkennen (Abb. 4.22).
Abbildung 4.22: Stufenbildung am Stoplayer als Funktion des Patternfaktors bei konstanten Polierparametern
Vergleich der Stufenhöhen zwischen IC1000 und SUBAIV
0
10
20
30
40
50
60
70
80
90
100
1 10 100 1000
Grabenbreite in nm
Stu
fen
hö
he
in nm
IC1000 SUBAIV
IC1000 SUBAIVKopfdrehzahl: 40 rpm 20 rpmPlatendrehzahl: 100 rpm 70 rpmKopfdruck: 4,5 psi 5,0 psi
µm
Stufe als Funktion der PD
100
15
300
4
35
250
60
20 20
0
20
40
60
80
100
120
140
160
180
0 0,2 0,4 0,6 0,8 1
Patternfaktor
Stu
fenh
öhe
in n
m
Stufenhöhen
Parameter. Grabenbreite Pad: IC1000
Kopfdrehzahl: 70rpm Membrandruck: 3,5 psiPlatendrehzahl: 70 rpm

4 Untersuchungen zum Planarisierungskomplex
82
Bisher wurden die Stufen in Abhängigkeit von den Teststrukturen betrachtet. Die Anlagenpara-meter spielen aber auch eine wesentliche Rolle bei der Ausbildung von Stufen. Wie Abb. 4.23zeigt, steigt die sich ausbildende Stufenhöhe mit sinkendem Polierdruck. Dies ist mit einer starknichtlinearen Kompressibilität des Polierpads zu erklären. In Abb. 4.24 ist die prinzipielle Kennli-nie der Paddeformation als Funktion des Druckes dargestellt. Mit zunehmendem Druck wird derAnstieg der Verformung geringer. Wird vorausgesetzt, daß sich bereits vollständige Stufen amStoplayer ausgebildet haben, sind die Polierraten im SiO2 und Si3N4 gleich groß (im Beispiel 50nm/min und 150 nm/min). Die Polierraten sind proportional zum wirkenden Druck. In Abb. 4.24ist zu erkennen, daß die sich ausbildenden Stufen bei hohen Polierdrücken durchaus geringer seinkönnen, als bei geringen Polierdrücken.Zusätzlich ist eine Abhängigkeit der Stufen von den Kopf- und Platendrehzahlen vorhanden. DieEntwicklung von Stufen an Stoplayern ist ein dynamischer Prozeß. Die Abb. 4.25 zeigt dieAbhängigkeiten der sich maximal einstellenden Stufen von den Kopfdrehzahlen, Platendrehzah-len und vom Druck, ermittelt mit dem in Kapitel 4.1 vorgestellten statistischen Modell. Dienumerischen Parameter und Ergebnisse von Block 4 (100 µm Grabenbreite, 100 µm Stegbreite)sind in Tabelle 4.2 dargestellt. Block 4 wurde als Kompromiß zwischen üblichen Leiterbreitenund für CMP-relevante Relaxationslängen für die Untersuchungen gewählt.
Abbildung 4.23: Stufenbildung am Stoplayer als Funktion des Membrandrucks bei konstanten
Polierparametern
Stufen als Funktion von Grabenbreite und Membrandruck
0
20
40
60
80
100
120
140
160
180
1 10 100 1000
Grabenbreite in µm
Stu
fen
hö
he
in nm
2,0psi 3,5 psi 5,0psiMembrandruck:
Pad: IC1000

4.4 Entwicklung der Stufen an Stopschichten
83
Abbildung 4.24: Padverformung und Stufenbildung an Stopschichten als Funktion des Druckes und der Abtragsraten verschiedener Materialien (Prinzipdarstellung)
Abbildung 4.25: Abhängigkeiten der Stufenentwicklung von den Maschinenparametern beim Pad IC1000
In der Abb. 4.25 ist eine deutliche Erhöhung in der Ausbildung von Stufen bei Verringerung desPolierdruckes zu sehen. Bei geringen Polierdrücken (2 psi) bilden sich Stufen zwischen 110 nmund 150 nm, während sich die Kopfdrehzahlen kaum auf die Stufenhöhen auswirken. Bei hohenPolierdrücken ergibt sich eine starke Abhängigkeit der Stufenhöhen von den Kopfdrehzahlen mit40 nm bis 110 nm, während die Platendrehzahlen keine nennenswerten Änderungen hervorrufen.Bei mittleren Polierdrücken von 3,5 psi läßt sich gleichmäßig eine Änderung der Stufenhöhen alsFunktion von Platendrehzahlen und Kopfdrehzahlen im Bereich von 100 nm bis 150 nm nachwei-sen.Die Auswertung der Abbildungen zeigt eine Änderung der Wichtung der Einflußvariablen mitsteigenden Polierdrücken. Die geringsten Stufen beim Polieren von Stopschichten mit demIC1000 Pad ergeben sich bei hohen Drücken in Verbindung mit geringen Kopfdrehzahlen. Die
Padverformung als Funktion des Druckes
0
1
2
3
4
5
6
0 50 100 150 200 250 300 350 400 450 500
Padverformung in nm
Pol
ierd
ruck
in p
s
0
50
100
150
200
250
300
Abt
rags
rate
SiO
2 in
nm
dx1 dx2
Abt
rags
rate
Si 3
N4
in n
m
25
50
75
100
125
150
i
(prinzipieller Verlauf)
Pad
unve
rfor
mt
dx
Si 3
N4
Si 3
N4
SiO2
Si-Wafer
Arbitrary Units
255075
100125150175
Stu
fe in
nm
Stufenhöhe im Nitrid nach CMP in Block 4
(Kopfdruck= 2,0 psi)
Kopfdrehzahl
20
20120
120
Platendrehzahl
Pad: IC1000
255075
100125150175
Stu
fe in
nm
Stufenhöhe im Nitrid nach CMP in Block 4
(Kopfdruck= 3,5 psi)
Kopfdrehzahl
20
20120
120
Platendrehzahl
Pad: IC1000
255075
100125150175
Stu
fe in
nm
Stufenhöhe im Nitrid nach CMP in Block 4
(Kopfdruck= 5,0 psi)
Kopfdrehzahl
20
20120
120
Platendrehzahl
Pad: IC1000

4 Untersuchungen zum Planarisierungskomplex
84
Abweichungen zwischen den quadratischen geschätzten und den gemessenen Werten liegenimmer unter 10,4 %.
Tabelle 4.2: Design und Ergebnisse des IC1000/SUBAIV Versuchsplans am Beispiel von Block 4 mit 100µm Steg- und 100µm Grabenbreite
Vergleichend zu dem bisherigen Untersuchungen wurden Versuche mit dem relativ weichenPolierpad SUBAIV durchgeführt. Generell läßt sich bei Betrachtung der in Abb. 4.26 dargestell-ten Kennlinienfelder eine geringere Abhängigkeit der Polierergebnisse von den Anlagenparame-tern erkennen als beim IC1000 Pad. Beim SUBAIV Pad ist keine eindeutige Abhängigkeit derStufenhöhen vom Druck zu erkennen. Die geringsten Stufenhöhen stellen sich bei mittlerenDrücken und hohen Kopfdrehzahlen bei 60 nm ein. Ein Einfluß der Platendrehzahl ist nur beihohen Polierdrücken im Bereich von 80 nm bis 130 nm und ein Einfluß der Kopfdrehzahlen beigeringen Polierdrücken mit Werten zwischen 70 nm und 110 nm nachweisbar. Die Abweichungder Schätzung dieses statistischen Modells liegt insgesamt höher als beim IC1000 Pad underreicht Beträge von 13,6 %. Am SUBAIV Pad sind die von den Maschinenparametern abhängigen Änderungen in der Stufen-höhe nicht so ausgeprägt wie beim IC1000 Pad. Die günstigsten Stufenhöhen an den Versuchs-strukturen mit 100 µm Steg- und 100 µm Grabenbreite ergeben sich bei einem mittlerenPolierdruck von 3,5 psi und hohen Kopfdrehzahlen.
Ver
such
Pla
tend
rehz
ahl
in r
pm
Kop
fdre
hzah
l in
rpm
Mem
bran
druc
k in
psi
Stu
fe I
stB
lock
4 in
nm
Stu
fe b
erec
hnet
Blo
ck 4
in n
m
Feh
ler
Stu
fe a
bsol
utB
lock
4 in
nm
Feh
ler
Stu
fe
Blo
ck 4
in %
1 70 70 3,5 145 140 5 -3,4
2 100 100 2,5 158 159 -1 1,0
3 100 40 4,5 74 76 -2 2,4
4 40 100 4,5 104 106 -2 2,3
5 100 100 4,5 142 130 12 -8,2
6 100 40 2,5 164 156 12 -4,8
7 40 40 2,5 102 108 -6 5,9
8 40 40 4,5 70 63 7 -10,3
9 40 100 2,5 108 100 8 -6,8
10 23 70 3,5 112 113 -1 1,2
11 117 70 3,5 162 170 -8 4,8
12 70 23 3,5 72 74 -2 2,8
13 70 117 3,5 104 111 -7 6,7
14 70 70 2 145 147 -2 1,6
15 70 70 5 82 89 -7 8,3
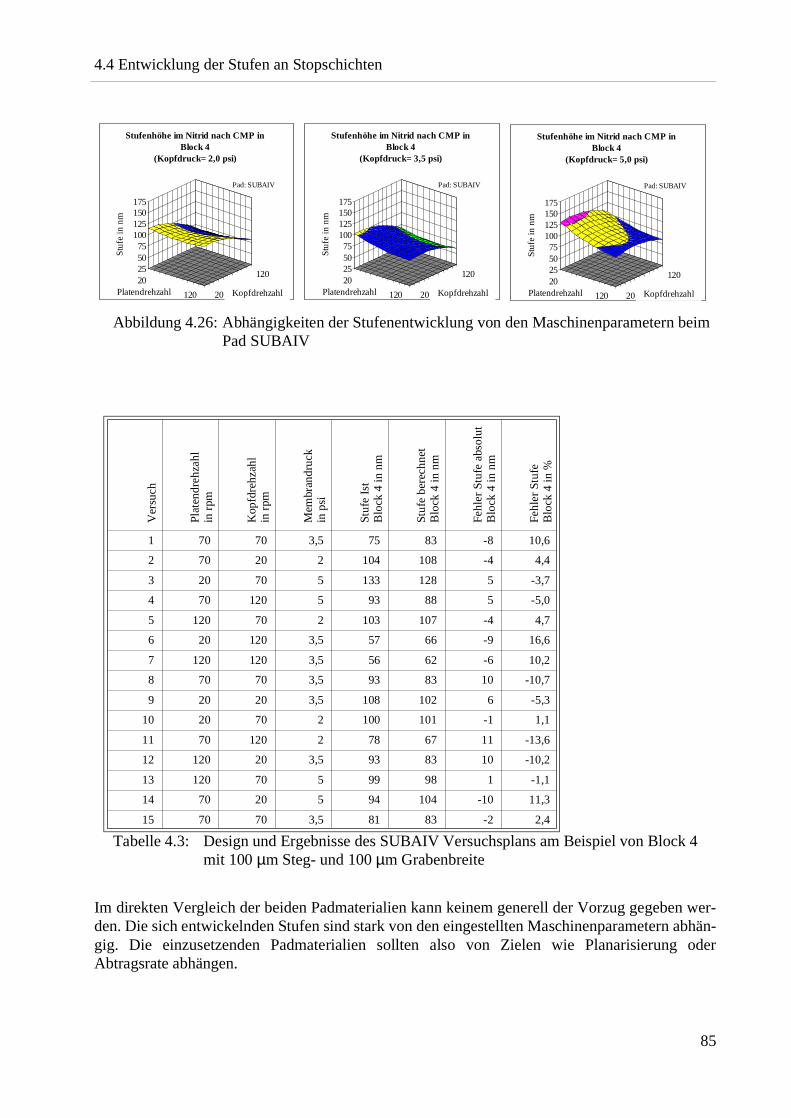
4.4 Entwicklung der Stufen an Stopschichten
85
Abbildung 4.26: Abhängigkeiten der Stufenentwicklung von den Maschinenparametern beim Pad SUBAIV
Tabelle 4.3: Design und Ergebnisse des SUBAIV Versuchsplans am Beispiel von Block 4 mit 100 µm Steg- und 100 µm Grabenbreite
Im direkten Vergleich der beiden Padmaterialien kann keinem generell der Vorzug gegeben wer-den. Die sich entwickelnden Stufen sind stark von den eingestellten Maschinenparametern abhän-gig. Die einzusetzenden Padmaterialien sollten also von Zielen wie Planarisierung oderAbtragsrate abhängen.
Ver
such
Plat
endr
ehza
hl
in r
pm
Kop
fdre
hzah
l in
rpm
Mem
bran
druc
k in
psi
Stuf
e Is
tB
lock
4 in
nm
Stuf
e be
rech
net
Blo
ck 4
in n
m
Fehl
er S
tufe
abs
olut
Blo
ck 4
in n
m
Fehl
er S
tufe
B
lock
4 in
%1 70 70 3,5 75 83 -8 10,6
2 70 20 2 104 108 -4 4,4
3 20 70 5 133 128 5 -3,7
4 70 120 5 93 88 5 -5,0
5 120 70 2 103 107 -4 4,7
6 20 120 3,5 57 66 -9 16,6
7 120 120 3,5 56 62 -6 10,2
8 70 70 3,5 93 83 10 -10,7
9 20 20 3,5 108 102 6 -5,3
10 20 70 2 100 101 -1 1,1
11 70 120 2 78 67 11 -13,6
12 120 20 3,5 93 83 10 -10,2
13 120 70 5 99 98 1 -1,1
14 70 20 5 94 104 -10 11,3
15 70 70 3,5 81 83 -2 2,4
255075
100125150175
Stu
fe in
nm
Stufenhöhe im Nitrid nach CMP in Block 4
(Kopfdruck= 2,0 psi)
Kopfdrehzahl20
20120
120
Platendrehzahl
Pad: SUBAIV
255075
100125150175
Stu
fe in
nm
Stufenhöhe im Nitrid nach CMP in Block 4
(Kopfdruck= 3,5 psi)
Kopfdrehzahl20
20120
120
Platendrehzahl
Pad: SUBAIV
255075
100125150175
Stu
fe in
nm
Stufenhöhe im Nitrid nach CMP in Block 4
(Kopfdruck= 5,0 psi)
Kopfdrehzahl20
20120
120
Platendrehzahl
Pad: SUBAIV

4 Untersuchungen zum Planarisierungskomplex
86
5.1 Einführung und Zielstellung
87
5 Prozeßintegration der Planarisierung
5.1 Einführung und Zielstellung
Die Realisierung bildgebender Mikrosysteme auf Elastomer-Basis stellt hohe Anforderungen andie Planarität der darunterliegenden CMOS-Schaltung.Bedingt durch das Funktionsprinzip müssen alle Steuerelektroden der Bildpixel (Metall2) in einerEbene liegen und an der Oberfläche völlig planar sein (optische Planarität). Die Funktion derLichtventilmatrizen beruht auf der gezielten Veränderung elektrostatischer Kräfte in einer Kon-densatoranordnung. Unterschiedliche Dicken des jeweiligen Dielektrikums würden zu unter-schiedlichen Auslenkungen zwischen den einzelnen Pixeln und somit zu Verzerrungen derOberfläche führen.Die Freiheitsgrade zum Erreichen dieser idealen Oberflächen sind allerdings begrenzt. DieAnordnung von maximal sechs Matrizen auf dem Wafer ist aus Platz- und Kostengründen festge-legt (Anlage A, Abb. 8.1). Ungünstig aus Sicht der CMP-Planarisierung ist das Zusammenfallenvon vier Chipecken in der Mitte des Wafers, da die Randgebiete andere Poliereigenschaften auf-weisen als das eigentliche Matrixgebiet. Die Meßfenster zur Bestimmung der Oxiddicken könnennur in die Randelektronik oder in die Ritzrahmen integriert werden. Deshalb ist die Bestimmungder Schichtdicken im Pixelgebiet nur über Stufenmessungen über einen langen lateralen Weg vonmehreren Millimetern möglich. Bei der Herstellung extrem planarer Chips mit Größen von 14
cm2 kann sich die Waferkrümmung auf die CMP-Ergebnisse auswirken und muß, wenn möglich,kompensiert werden.
5.1.1 Allgemeine Anforderungen
Die USG-Abscheidung zur Planarisierung nach Metall1 und Metall2 erfolgt mit anschließendemArgon-Rücksputtern zur Verhinderung von Voidbildungen an kleinen Strukturen.Bisher kam eine Planarisierung mit Boroxid zum Einsatz. Dieses Planarisierungsverfahren erwiessich jedoch nicht als geeignet, da lokal Reststufen größer 100 nm blieben, global keine Planarisie-rung erfolgte und Probleme mit Partikeln auftraten.Mit der Integration des CMP-Verfahrens in die Technologie für die große Lichtventilmatrix sol-len gute globale Planaritäten erzielt und Verunreinigungen durch Partikel vermindert werden.Zusätzlich bietet sich die Möglichkeit der Einbeziehung der interferometrischen Endpunkterken-nung bei der Verwendung von Polierprozessen mit Stopschicht, wodurch die Prozeßstabilität undReproduzierbarkeit verbessert werden.Die starke Strukturabhängigkeit des CMP-Prozesses, die sich beispielsweise in strukturspezifi-schen Erscheinungen wie Dishing und Schichtdickeninhomogenitäten äußert, erfordert jedoch einCMP-kompatibles Design. Deshalb müssen in der Polysilizium-, Metall1- und Metall2-EbeneOptimierungen der Patternkonfigurationen erfolgen.Zur Entwicklung des Planarisierungsverfahrens für die große Lichtventilmatrix wurde ein spezi-elles Testlos (V3381) präpariert, bei dem nur die Schritte durchgeführt wurden, die zur Topogra-

5 Prozeßintegration der Planarisierung
88
phiebildung beitragen. Ziel des Testloses war die Anpassung des CMP-Prozesses an diesekonkrete Oberflächenstruktur und die Optimierung der für CMP abzuscheidenden Schichtstapelüber Metall1 und Metall2.Die Trennung der Prozeßentwicklung in Metall1- und Metall2-CMP ist der Übersichtlichkeitwegen vorgenommen, da in der Realität die Metall2-CMP auf den Ergebnissen der Metall1-CMPaufbaut.
5.1.2 Anforderungen an die Planarität des ILD
Die Topographie der Metall1-Ebene weist zwischen dem Aktivgebiet und den höchsten Metall1-Strukturen (auf dem Bondpad) Höhenunterschiede von 1500 nm (Recessed LOCOS) und 1600nm (Standard LOCOS) auf. Das Viaoxid ist global zu planarisieren, da es die Unterlage der Elek-trodenebene (Metall2) darstellt. Die für die Isolation ausreichende Oxiddicke liegt bei 900 nmüber den höchsten Metall1-Strukturen. Der maximale Unterschied in der Oxiddicke über Metall1sollte nicht mehr als 200 nm betragen.Die Meßfenster zur Kontrolle der Oxiddicke befinden sich über Feldoxid, d.h. die maximale zuplanarisierende Stufe wird rechnerisch durch Addition der Bondpad-FOX-Stufe mit der FOX-GOX-Stufe ermittelt (Abb. 5.1).
Abbildung 5.1: Prinzipbild der Topographie der Metall1-Ebene
Die Optimierung der Schichtdickenhomogenitäten soll durch Überarbeitung mehrerer Technolo-gieschritte erfolgen (Abb. 5.2). Zur Angleichung der Abtragsraten zwischen Pixelgebiet und Randelektronik sowie dem nichtbelegten Waferrandgebiet wird eine Optimierung der Patternkonfigurationen durchgeführt. Einspeziell auf das Matrixdesign abgestimmtes Polierrezept dient der Feinabstimmung der Polierra-ten über den Waferdurchmesser. Durch spezielle Schichtstapelfolgen können die abzuscheiden-den Oxidschichtdicken verringert und unter Nutzung von Stoplayern die Homogenitäten derSchichtdicken verbessert werden. Zur Beseitigung von Reststufen, die beim Polieren mit Stoplay-ern entstehen, wird der Einsatz eines zweiten Polierschrittes nach der Beseitigung der Si-Nitrid-schicht untersucht.
Metall Poly-SiPE-CVD-Oxid
FOX
Ziel nach CMP
Ziel nach Cureoxid-Abscheidung
Bondpad
maximaleStufe
gemessene Stufe Bondpad-FOX
900+/-100 nmViaoxid 500 nm
400 nm
gemessene StufeFOX-GOX
Down area (GOX) Down area (FOX)
Thermisches Oxid

5.1 Einführung und Zielstellung
89
Abbildung 5.2: Ziele und Maßnahmen zur Verbesserung der Schichtdickenhomogenitäten nach Metall1 Planarisierung
5.1.3 Anforderungen an die Planarität nach Metall2
Nach der Strukturierung von Metall2 liegt im Gegensatz zur Topographie der Metall1-Ebene nureine zu planarisierende Stufe über dem gesamten Wafer vor, deren Höhe etwa 1200 nm beträgt.Bei der Planarisierung nach der Metall2-Strukturierung geht es darum, bei bestmöglicher Planari-tät über dem Metall2 keinen Isolator stehenzulassen, da sonst zusammen mit dem Elastomer eingeschichtetes Dielektrikum entsteht (in den Oxid- oder Si-Nitridresten können sich Ladungensammeln, die nicht mehr abfließen, Metall2 wird abgeschirmt). Andererseits darf das Metall2aber auch nicht anpoliert werden, da dann die Oberfläche sehr rauh wird (bis zu 140 nm), waseine erhöhte Anfälligkeit für Korrosion zur Folge hat, weil keine zusätzliche Passivierung vorge-sehen ist. Das bedeutet, idealerweise soll das als Antireflexionsschicht auf dem Metall2 dienende40 nm dicke TiN beim Polieren freigelegt werden, um eine ebene Unterlage für den Elastomer zuschaffen. Am freipolierten TiN ergeben sich nur bis zu 8 nm Höhenunterschiede in der Oberflä-che (Rauheit). Die Ansprüche an die Planarisierung nach der Metall2-Planarisierung können ana-log zur ersten Planarisierung formuliert werden. Abweichend zur ersten Metallebene wird hiereine zusätzliche, zu Metall2 inverse Maske, entwickelt. Mit Hilfe dieser Maske können Struktu-ren mit definierten Tiefen geätzt und somit eine Angleichung der Schichtdicken zwischen Pixel-gebiet und Randgebiet erreicht werden.
Abbildung 5.3: Ziele und Maßnahmen zur Verbesserung der Schichtdickenhomogenitäten nach Metall2 Planarisierung
Ausgangszustand:
Höhenunterschiede
1200 nm
Stufen im
Ziel:
zwischen Waferrand und Chips: Matrixbereich:
200 nm
< 200 nm 0 nm
Maßnahmen zum Erreichen des Ziels:
OptimierungPatternkonfiguration
OptimierungPolierrezept
OptimierungSchichtstapel
OptimierungRückätzen und2. Polierschritt
Ausgangszustand:
Höhenunterschiede
abhängig von Metall1 CMP
Stufen im
Ziel:
zwischen Waferrand und Chips: Matrixbereich:
100 nm
< 200 nm 0 nm
Maßnahmen zum Erreichen des Ziels:
OptimierungPatternkonfiguration
OptimierungPolierrezept
OptimierungSchichtstapel
Optimierung des Ätzensmit zu Metall2inverser Maske
QualifizierungEndpunkterkennung

5 Prozeßintegration der Planarisierung
90
5.2 Optimierung der Patternkonfiguration für CMP
Die Optimierung der Patternkonfiguration erfolgt in beiden Metallebenen. Ziel ist es, die mittle-ren Polierraten im Pixelgebiet, in der Randelektronik und im Waferrandgebiet anzugleichen, umüber den gesamten Wafer gleichmäßige Abträge und konstante Restschichtdicken zu erhalten. Mit den Erkenntnissen aus Kapitel 4 und den Ergebnissen des Versuchsloses VC727, ohne Rand-und Dummystrukturen, erfolgte eine Layoutoptimierung der großen Lichtventilmatrix in beidenMetallisierungsebenen. Es zeigte sich, daß es zur Gewährleistung der Homogenität über dengesamten Wafer nach der ILD-Planarisierung notwendig ist, die Verteilung der Strukturen überden Wafer so zu optimieren, daß die Flächenbelegung (Patternfaktoren) überall etwa gleich ist.Dann ergeben sich in den Down areas gleiche Abträge nach kompletter Planarisierung (siehe auchKap. 4.3, Abb. 4.8). Für die Matrix bedeutet das, die weniger dicht belegten Chipränder sowie den Waferrand mitHilfe von eingefügten Dummystrukturen an die dicht belegten Pixelgebiete anzupassen, da dieseTeile als eigentliches Matrixgebiet nicht oder nur geringfügig verändert werden können.Den Aufbau der Füllstrukturen in der Polysilizium-, Metall1- und Metall2-Ebene zeigt die Abb.5.4. Um keine Vorzugsrichtung beim Polieren zu erhalten, wurden quadratische Füllelemente mitFenstern gewählt. Die Kantenlänge mit 20 µm entspricht der der Pixel im Matrixgebiet und dieGröße der Fenster mit 6,4 µm bis 14 µm liegt in dem Bereich, der mit vertretbaren Oxiddickenvollständig planarisierbar ist (Kap. 4.3, Abb. 4.13). Der Matrixchip wurde in A-, B-, C- und D-Teile unterteilt (siehe Anlage A, Abb. 8.1). Die Teileunterscheiden sich durch ihre topographische Beschaffenheit und somit durch ihr Polierverhalten.Die A-Teile bilden die Ecken der Matrix, in denen sich die Ansteuerelektronik befindet. Die B-und C-Teile bilden die Spalten- und Zeilentreiber und der D-Teil bildet das Pixelgebiet. An denÜbergängen der Pixelgebiete zu der Randelektronik waren erhebliche Schichtdickenabfälle zuverzeichnen, da in den Chiprandgebieten im Verhältnis zum Pixelgebiet relativ wenig Strukturenvorhanden waren. In den vorher voll belegten Waferrand werden zusätzlich Dummystrukturen mit den Patternfakto-ren (Füllungsgraden) der D-Teile geätzt. Die Anordnung der Dummystrukturen im Waferrandge-biet ist Abb. 8.1 in Anlage A zu entnehmen.
Abbildung 5.4: Aufbau und Lage der Füllstrukturen zueinander
x
20 µm
Poly-Si
Metall1
l

5.2 Optimierung der Patternkonfiguration für CMP
91
Die Größen der Fenster (x Werte) zur Erlangung der in Tabelle 5.1 gezeigten Füllungsgrade sind:
in Polysilizium: x = 13µm => 57 %in Metall1: x = 14µm => 51 %
x = 6,4µm => 90 %in Metall2: x = 7,2µm => 87 %
Der Versatz der Fenster zwischen Polysilizium und Metall1 nach Abb. 5.4 beträgt in den A, Bund C-Teilen, l = 10 µm (Abb. 5.4). Die Lage der Füllstrukturen der Metall2-Ebene bezüglichPolysilizium und Metall1 hat keine besondere Bedeutung, da das ILD nach Metall1 zu dieser Zeitbereits planarisiert ist.Als Restriktionen zum Einfügen der Füllstrukturen wurden 20 µm Abstand zu Metall- und Polysi-liziumstrukturen und 40 µm Abstand zum Rand von A- und B-Gebieten gewählt, um während desTests der Schaltung, Kurzschlüsse beim Kontaktieren der Bondpads mit den Waferprobernadelnzuverlässig zu vermeiden. Zur Kontrolle der mit dem Planarisierungskomplex erreichten Schichtdicken wurden Meßfensterin alle Ebenen eingefügt. Zwei Meßfenster von 200 µm x 200 µm Größe befinden sich in jedemA-Teil, ein weiteres Meßfenster von 150 µm x 100 µm Größe befindet sich im B-Teil (Abb. 5.5a,d). Weitere Meßfenster sind im Ritzrahmen vorhanden. Die A-D-Teile des Chips haben unterschiedliche mittlere Ausgangsfüllungsgrade. Im B-Teil wer-den zusätzlich noch drei Bereiche unterschiedlicher Ausgangsfüllungsgrade unterschieden.Tabelle 5.1 zeigt die Ausgangsstrukturbelegungen, die eingefügten und erreichten Füllungsgrade.Im Ausgangszustand sind die Unterschiede im Füllungsgrad zwischen den A-D-Teilen relativhoch. Nach Einfügen der Füllstrukturen sind nur noch minimale Unterschiede in den Füllungsgra-den erkennbar. Die maximalen Unterschiede in der Metall1-Ebene von 17 % bis 58 % vor derAuffüllung reduzieren sich auf 34 % bis 52 % nach der Auffüllung. Im Pixelgebiet (D-Teile)wurde die Strukturdichte reduziert. Bessere Angleichungen sind nicht erreichbar, da die obengenannten Restriktionen eingehalten werden sollen. Auch sind innerhalb der Teile Unterschiedein der Flächenbelegung vorhanden, so daß ein zu hoher Füllungsgrad neue partielle Unterschiedeinnerhalb des entsprechenden Teils erzeugen würde.Als Bezugsfüllungsgrad diente immer die Belegung im Pixelgebiet (D-Teile), da dort die wenig-sten Änderungen möglich waren. Die Füllungsgrade der A- bis C- Teile konnten nicht genauangeglichen werden. Deshalb sind auch nach der Layoutoptimierung noch Schichtdickenunter-schiede durch Polieren zu erwarten. Die Ergebnisse der Designanpassung sind in den nächsten Abschnitten beschrieben. Die globalenHomogenitäten wurden durch diese Maßnahmen verbessert, sind aber für die geforderten Ansprü-che noch nicht ausreichend. In der Metall2-Ebene sind die Füllungsgrade im Pixelgebiet mit 88 %sehr hoch. Bei der konformen Oxid-Abscheidung über Metall2 füllen sich die 1 µm schmalenGräben auf, so das der Füllungsgrad zusätzlich ansteigt. Diese hohen Füllungsgrade sind imRandbereich der Matrix nicht zu erreichen, so daß dadurch zusätzliche Polierratenunterschiedeauftreten. Weitere Verbesserungen der Homogenität können durch Polieren bis zu Stoplayernerreicht werden. Das Einfügen von Stoplayern ist in Kapitel 5.3 und Kapitel 5.4 beschrieben. Abbildung 5.5a-f zeigt die verschiedenen Teile der Matrix mit ihren jeweiligen Füllstrukturen.

5 Prozeßintegration der Planarisierung
92
Tabelle 5.1: Änderung der Füllungsgrade durch Einfügen von Füllstrukturen
A-Gebiet
B-Gebiet oben
B-Gebiet mitte
B-Gebiet unten
C-Gebiet
D-Gebiet
Waferrand
Bemerkungen
POLY-Si
vor Füllung
in %
7,3 17 26 57 18 57 0 B-Gesamt=22 %
Füllgrad
in %
57 57 0 0 57** 0 57 B-mitte und C keine Füll-strukturen möglich
** nur am Rand
nach Füllung
in %
47 28 26 57 26 57 57
METALL1
vor Füllung 30 17 45 49 34 58 0 B-Gesamt=37 %
Füllgrad
in %
51 90 0 0 49** * 49 * Metall1-Flächen wurden im D-Teil reduziert
** nur am Rand
nach Füllung
in %
52 37 45 49 41 49 49
METALL2
vor Füllung
in %
31 64 91 88 76 88 0 B-Gesamt=81 %
Füllgrad
in %
87 87 0 0 87** 0 88 ** nur am Rand
nach Füllung
in %
71 72 91 88 85 88 88

5.2 Optimierung der Patternkonfiguration für CMP
93
a) (50 fach) b) (500 fach)
c) (100 fach) d) (100 fach)
e) (200 fach) f) (1000 fach)
Abbildung 5.5: Aufnahmen mit Füllstrukturen nach Metall1 im a) A-Teil mit Meßfenster, b) A-Teil mit Transistor, c) B-Teil (oben bis mitte), d) B-Teil (mitte bis unten) mit Meßfenster e) C-Teil mit Meßfenster, f) D-Teil

5 Prozeßintegration der Planarisierung
94
5.3 Planarisierungskomplex der ersten Metallebene
5.3.1 Entwicklung der ILD-Planarisierung nach Metall1 mit CMP
5.3.1.1 Optimierung des Polierrezeptes
Mit dem Polierrezept läßt sich das Mitte-Randverhalten der Polierraten über den Wafer einstellen.Die Strukturweiten im Pixelgebiet sind fest vorgegeben, so daß diese nicht auf ein hinsichtlich derPlanarisierungseigenschaften von Stufen optimiertes Rezept angeglichen werden können. DieWahl des Polierrezeptes hängt in hohem Maße von der Strukturbelegung des Wafers ab.Bei den ersten Planarisierungen wurde mit einem Polierrezept (Rezept 1) gearbeitet, das anunstrukturierten Wafern gute Homogenitäten über den Wafer mit hohen Polierraten verband. DieAnlagenparameter liegen in einem sicheren und zuverlässigen Bereich und die Planarisierungsei-genschaften von Topographien sind gut. Die Parameter des Rezeptes 1 sind in Tabelle 5.2 darge-stellt. Mit diesem Polierrezept wurden die Wafer 1 - 17 des Versuchsloses VC727 poliert. An diesen Scheiben war jedoch ein enormer Anstieg der Schichtdicke von der Wafermitte zumScheibenrand hin (bis zu 1100nm) zu erkennen. Am Scheibenrand wurde das Zwischenoxid,Polysilizium und Metall1 mit 100% Flächenbedeckung abgeschieden.Bei den Wafern 18 - 24 waren an den Chiprändern Füllstrukturen in die Metall1-Ebene eingefügt,sowie am Scheibenrand großflächig Dummystrukturen ins Oxid geätzt. Die Polysiliziumebenewurde an den Scheibenrändern mit 100% Flächenbelegung abgeschieden. Da sich auch jetzt nochnach der Planarisierung zum Scheibenrand hin ein Anstieg der Oxiddicken zeigte, wurde einanderes Polierrezept (Rezept 2), mit zum Scheibenrand hin stärkerem Abtrag, gewählt. Dieseskonnte mit Hilfe der in Kap. 4.2.2 durchgeführten Versuche speziell auf das existierende Wafer-layout des Loses VC727 abgestimmt werden. Einen Vergleich der Abtragsraten über den Wafer-durchmesser zeigt Abb. 5.6.
Abbildung 5.6: Vergleich der Abträge zwischen Mitte und Rand mit verschiedenen Polierrezepten
normierter Abtrag bei verschiedenen Polierrezepten
100
105
110
115
120
125
0 10 20 30 40 50 60 70
Waferradius in mm
Abt
rag
in %
.
Rezept1 Rezept 2
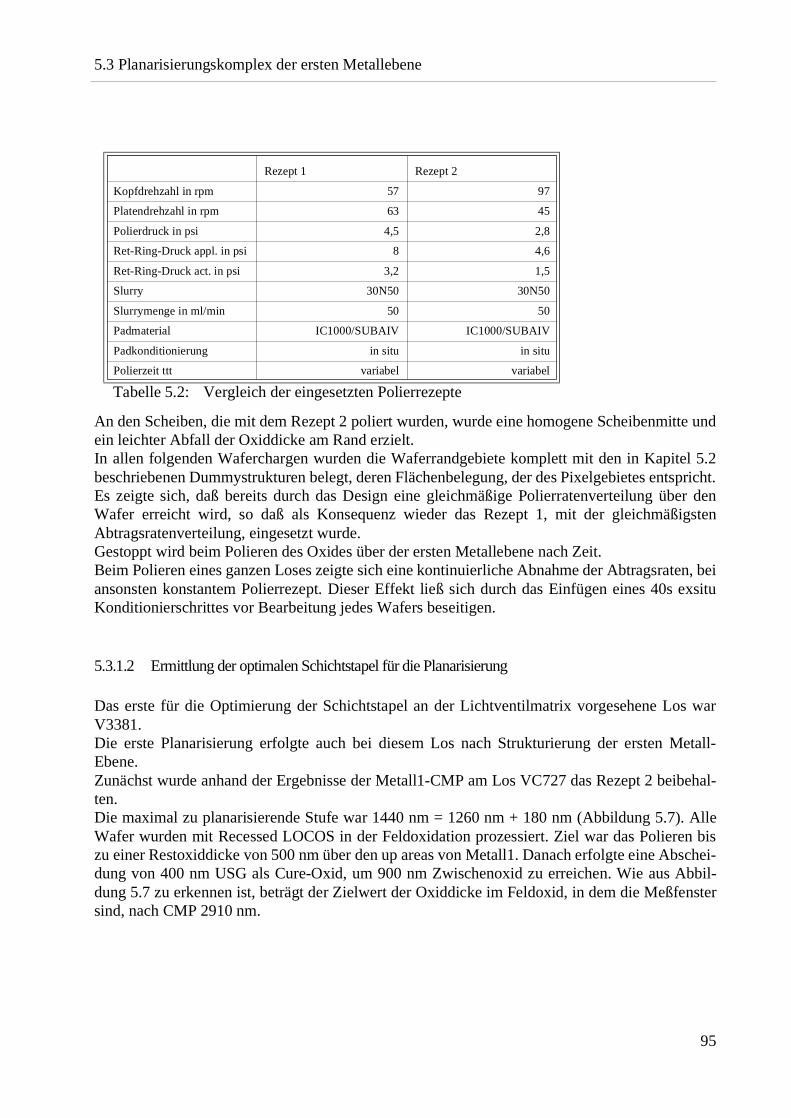
5.3 Planarisierungskomplex der ersten Metallebene
95
Tabelle 5.2: Vergleich der eingesetzten Polierrezepte
An den Scheiben, die mit dem Rezept 2 poliert wurden, wurde eine homogene Scheibenmitte undein leichter Abfall der Oxiddicke am Rand erzielt.In allen folgenden Waferchargen wurden die Waferrandgebiete komplett mit den in Kapitel 5.2beschriebenen Dummystrukturen belegt, deren Flächenbelegung, der des Pixelgebietes entspricht.Es zeigte sich, daß bereits durch das Design eine gleichmäßige Polierratenverteilung über denWafer erreicht wird, so daß als Konsequenz wieder das Rezept 1, mit der gleichmäßigstenAbtragsratenverteilung, eingesetzt wurde. Gestoppt wird beim Polieren des Oxides über der ersten Metallebene nach Zeit.Beim Polieren eines ganzen Loses zeigte sich eine kontinuierliche Abnahme der Abtragsraten, beiansonsten konstantem Polierrezept. Dieser Effekt ließ sich durch das Einfügen eines 40s exsituKonditionierschrittes vor Bearbeitung jedes Wafers beseitigen.
5.3.1.2 Ermittlung der optimalen Schichtstapel für die Planarisierung
Das erste für die Optimierung der Schichtstapel an der Lichtventilmatrix vorgesehene Los warV3381.Die erste Planarisierung erfolgte auch bei diesem Los nach Strukturierung der ersten Metall-Ebene.Zunächst wurde anhand der Ergebnisse der Metall1-CMP am Los VC727 das Rezept 2 beibehal-ten. Die maximal zu planarisierende Stufe war 1440 nm = 1260 nm + 180 nm (Abbildung 5.7). AlleWafer wurden mit Recessed LOCOS in der Feldoxidation prozessiert. Ziel war das Polieren biszu einer Restoxiddicke von 500 nm über den up areas von Metall1. Danach erfolgte eine Abschei-dung von 400 nm USG als Cure-Oxid, um 900 nm Zwischenoxid zu erreichen. Wie aus Abbil-dung 5.7 zu erkennen ist, beträgt der Zielwert der Oxiddicke im Feldoxid, in dem die Meßfenstersind, nach CMP 2910 nm.
Rezept 1 Rezept 2
Kopfdrehzahl in rpm 57 97
Platendrehzahl in rpm 63 45
Polierdruck in psi 4,5 2,8
Ret-Ring-Druck appl. in psi 8 4,6
Ret-Ring-Druck act. in psi 3,2 1,5
Slurry 30N50 30N50
Slurrymenge in ml/min 50 50
Padmaterial IC1000/SUBAIV IC1000/SUBAIV
Padkonditionierung in situ in situ
Polierzeit ttt variabel variabel
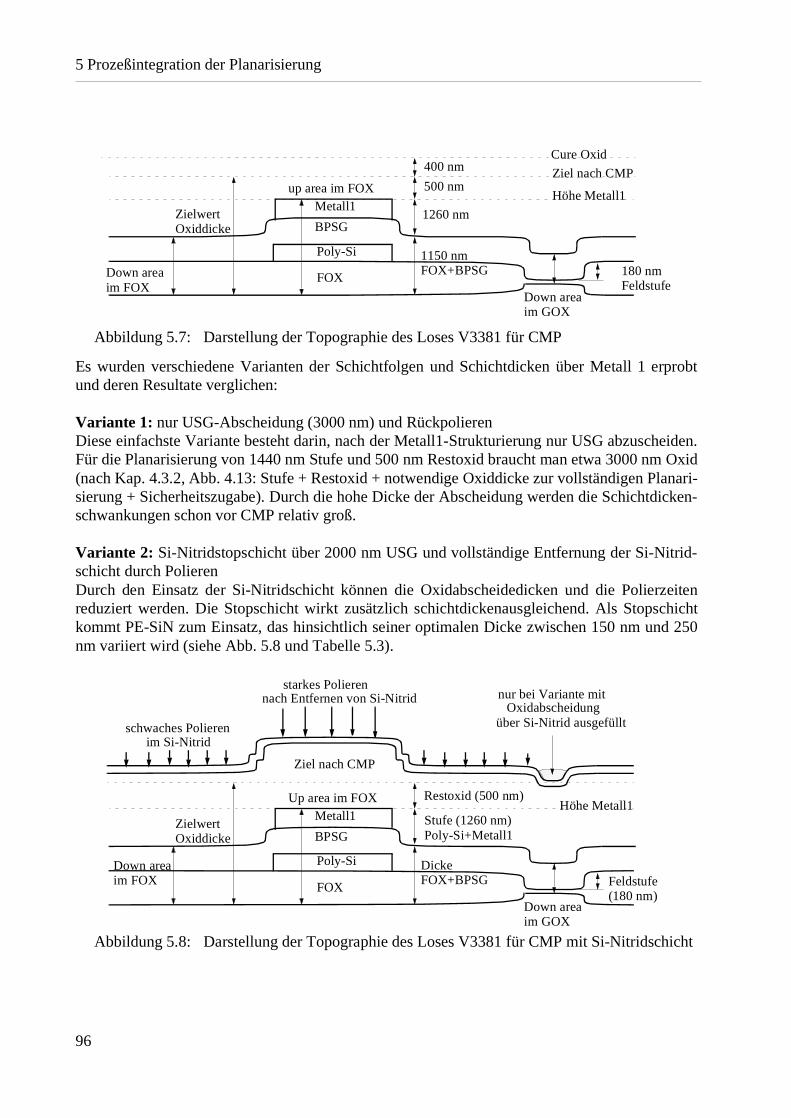
5 Prozeßintegration der Planarisierung
96
Abbildung 5.7: Darstellung der Topographie des Loses V3381 für CMP
Es wurden verschiedene Varianten der Schichtfolgen und Schichtdicken über Metall 1 erprobtund deren Resultate verglichen:
Variante 1: nur USG-Abscheidung (3000 nm) und RückpolierenDiese einfachste Variante besteht darin, nach der Metall1-Strukturierung nur USG abzuscheiden.Für die Planarisierung von 1440 nm Stufe und 500 nm Restoxid braucht man etwa 3000 nm Oxid(nach Kap. 4.3.2, Abb. 4.13: Stufe + Restoxid + notwendige Oxiddicke zur vollständigen Planari-sierung + Sicherheitszugabe). Durch die hohe Dicke der Abscheidung werden die Schichtdicken-schwankungen schon vor CMP relativ groß. Variante 2: Si-Nitridstopschicht über 2000 nm USG und vollständige Entfernung der Si-Nitrid-schicht durch PolierenDurch den Einsatz der Si-Nitridschicht können die Oxidabscheidedicken und die Polierzeitenreduziert werden. Die Stopschicht wirkt zusätzlich schichtdickenausgleichend. Als Stopschichtkommt PE-SiN zum Einsatz, das hinsichtlich seiner optimalen Dicke zwischen 150 nm und 250nm variiert wird (siehe Abb. 5.8 und Tabelle 5.3).
Abbildung 5.8: Darstellung der Topographie des Loses V3381 für CMP mit Si-Nitridschicht
Ziel nach CMP500 nm
1260 nmBPSG
Metall1
Poly-Si
180 nm 1150 nm
Zielwert
up area im FOX
Down area
Down areaim FOX
Oxiddicke
FOX
im GOX
FeldstufeFOX+BPSG
Cure Oxid
Höhe Metall1
400 nm
Ziel nach CMP
Restoxid (500 nm)
Stufe (1260 nm)BPSG
Metall1
Poly-Si Dicke
Zielwert
Up area im FOX
Down area
Down area
im FOX
Oxiddicke
FOX
im GOX
FOX+BPSG
Höhe Metall1
Poly-Si+Metall1
Feldstufe
starkes Polierennach Entfernen von Si-Nitrid
schwaches Polierenim Si-Nitrid
(180 nm)
nur bei Variante mit
über Si-Nitrid ausgefülltOxidabscheidung

5.3 Planarisierungskomplex der ersten Metallebene
97
Variante 3: Si-Nitridstopschicht über 2000 nm USG und Stoppen in der Si-Nitridschicht,anschließend wird das Si-Nitrid weggeätzt (siehe Abb. 5.8 und Tabelle 5.3)Wesentlich bessere Homogenitäten nach der Planarisierung läßt das Stoppen in den down areasder Si-Nitridschicht erwarten. Die Oxidabscheidedicken und die Polierzeiten können gegenüberVariante 1 reduziert werden. Die Stopschicht wirkt zusätzlich schichtdickenausgleichend. AlsStopschicht kommt wieder PE-SiN mit einer Dicke von 150 nm zum Einsatz.
Variante 4: SiN-Schicht über 2000 nm USG und Stoppen in der Si-Nitridschicht, anschließendwird das SiN weggeätzt und ein zweites Mal die Reststufen noch einmal poliert (siehe Abb. 5.8)Zusätzlich zu den in Variante 3 beschriebenen Eigenschaften werden die durch Dishing undRückätzen entstandenen Stufen planarisiert.
Variante 5: Si-Nitridstopschicht über 2000 nm USG und zusätzliche Oxidschicht über der Si-Nitridschicht, Polierstop in der Si-Nitridschicht, anschließend wird das SiN weggeätzt und einzweites Mal die Reststufen noch einmal poliert (siehe Abb. 5.8)Zusätzlich zu den in Variante 3 und 4 beschriebenen Eigenschaften werden die tiefsten Stellendes Designs (nur Oxid über Gateoxid) mit ausgefüllt.
Die Scheiben der Variante 1 hatten nach dem Polieren die schlechtesten Schichtdickenhomogeni-täten (siehe Tabelle 5.3). Die absoluten Ausgangsinhomogenitäten werden durch die notwendigeAbscheidung von 3000 nm Oxid schon sehr hoch. Durch die zusätzlich entstehenden Schichtdik-keninhomogenitäten durch das CMP werden die Ergebnisse insgesamt schlecht. Die Wafer wiesen nach CMP keine Stufen mehr auf.
In den Varianten 2 - 4 mit Si-Nitridstoplayer wird nur soviel Oxid abgeschieden, daß in den downareas im GOX die Zieldicke erreicht wird (hier: 2000 nm ~ 1260 nm + 180 nm + 500 nm, sieheAbbildung 5.8), jetzt müssen nur noch die Stufen abgetragen werden. Die Selektivität von Oxid zu PE-SiN mit der Slurry Klebosol 30N50 ist etwa 2,75. Das bedeutet,daß Oxid rund 2,75 mal so schnell poliert wird wie PE-Nitrid. Zu Beginn des Polierens wird erst das PE-SiN in den up areas abgetragen (dort ist der Druckhöher), dann das Oxid in den up areas mit hoher Rate, während in den down areas immer nochlangsam polierendes Si-Nitrid vorhanden ist. Die Si-Nitridschicht hat eine optimale Dicke, wenngleichzeitig die Si-Nitridstopschicht in den down areas und die maximalen Ausgangsstufen besei-tigt sind. Bei einer zu dicken Si-Nitridschicht ist folgendes zu erwarten: Wenn die Oxidstufe wegpoliert istund im down area noch SiN vorhanden ist, dann wird Oxid mit der höheren Rate weiterpoliertund man erhält inverse Stufen (siehe Kapitel 4.4).Zur Ermittlung der optimalen Dicke wurden in Variante 2 drei verschiedene Si-Nitriddicken aus-gewählt: 150 nm, 200 nm und 250 nm (Varianten 2.1 bis 2.3). Die Si-Nitridschicht von 250 nmDicke erwies sich als zu dick, da beim Polieren der Stopschicht inverse Stufen entstanden (-20 nmbis - 60 nm), ebenso bei 200 nm SiN mit Stufen von (-30 nm bis -50 nm).Bei den Scheiben (der Variante 2.1) mit 150 nm PE-SiN wurde das SiN vollständig wegpoliertund es ergaben sich Reststufen in Höhe von -10 nm bis -15 nm.

5 Prozeßintegration der Planarisierung
98
Die Resultate der Varianten 1 und 2 zeigt die Tabelle 5.3:
Tabelle 5.3: Vergleich der Polierergebnisse der Varianten 1 und 2 am Los V3381
Zusammenfassend läßt sich zu Variante 1 und 2 sagen, daß die Variante mit Stopschicht gegen-über der mit ausschließlich Oxid eine bessere Homogenität und geringere Standardabweichungenliefert und zu kürzeren Polierzeiten führt, da nur die Stufen wegpoliert werden müssen. In diesemLos wurden die Si-Nitridschichten vollständig wegpoliert. SiN über den Meßfenstern wirkt sich störend auf Schichtdickenmessungen nach der Oxid-CMPüber Metall1 aus und behindert gleichzeitig die Vor- und Nachmessungen für die Metall2-CMP.Diese Messungen sind für die weitere Prozessierung aber unabdingbar. Das angestrebte Ziel, dieHomogenität durch einen Stoplayer zu steigern, wurde erreicht. Die Verbesserung in der Homo-genität in Variante 2 resultiert hauptsächlich aus der geringeren Abscheidedicke des Oxides undden damit verringerten Ausgangsinhomogenitäten von 4,3 % auf 2,4 %. Mit einer Deckschichtvon 150 nm Si-Nitrid und vollständigem Durchpolieren des Si-Nitrids werden geringe Reststu-fenhöhen nach CMP bei gleichzeitig guten Homogenitäten und kurzen Polierzeiten erreicht.Die maximalen Stufen und die Homogenitäten sind in diesem Los noch nicht zufriedenstellend.Die Verbesserung der Homogenitäten ist hauptsächlich auf die geringeren Abscheidedicken desOxides zurückzuführen. Deshalb wurde im nächsten Los VC748, aufbauend auf den Erfahrungen des Testloses V3381,die Technologie verändert. In Variante 3 wurden, aufbauend auf den Ergebnissen der Varianten 1 und 2, 2000 nm USG und150 nm PE-Si-Nitrid abgeschieden. Diesmal wurde jedoch das Polieren im Si-Nitrid gestoppt. Inden hochliegenden Oxidgebieten wird mit hoher Rate poliert. Erst bei Angleichung des Höhenni-veaus an die Si-Nitridschicht im down area verlangsamt sich der Polierprozeß und es erfolgt einSchichtdickenausgleich über den gesamten Wafer. Dazu wurde die Polierzeit von 480 s auf 320 sverringert. Das Kriterium zum Beenden des Polierens ist eine minimale Stufenausbildung an denSiN- Oxidübergängen. Nach der genannten Polierzeit betragen die Stufen im Matrixrandbereich -30 nm bis -40 nm. Die auf dem Oxid noch vorhandenen Si-Nitridschichten stören die weiterenSchichtdickenmessungen. Da sich nicht genau vorhersagen läßt, ob im ILD eingeschlossenes Si-Nitrid negative Auswirkungen auf die elektrischen Parameter hat, wurde das Si-Nitrid selektivzum Oxid mittels Plasmaätzen entfernt.Zu diesem Zweck wurde ein RIE-Ätzprozeß entwickelt, bei dem die Wafer erst mit hoher Ätzrateund geringer Selektivität zwischen Si-Nitrid und Oxid (Schritt 1) und anschließend mit kleinerÄtzrate und „hoher“ Selektivität (Schritt 2) im Split-Power-Mode in der Triode geätzt werden. In
Variante1 Variante2.1 Variante2.2 Variante2.3
abgeschiedene Oxiddicke in nm 3000 2000 2000 2000
abgeschiedene SiN-Dicke in nm - 150 200 250
Ausgangsinhomogenität USG in % 4,3 2,4 2,4 2,4
Zieldicke nach CMP in nm 2900 2900 2900 2900
mittlere Oxiddicke nach CMP in nm (MW) 2957 2939 3013 2988
Standardabweichung in % 2,85 2,50 2,67 2,7
∆ (max-min) in nm 328 273,5 295 322
Inhomogenität in % 5,5 4,6 4,9 5,4
Reststufenhöhe in nm 0 -10 bis -15 -30 bis -50 -20 bis -60
mittlere Polierzeiten in s 750 480 510 600

5.3 Planarisierungskomplex der ersten Metallebene
99
Schritt 1 wird eine Selektivität von Oxid zu Si-Nitrid von 325 nm / 250 nm erreicht. Im Schritt 2beträgt die Selektivität 12 nm / 30 nm auf unstrukturierten Wafern. Durch die Aufteilung in zweiSchritte können die Ätzzeiten gering gehalten und trotzdem das restliche Si-Nitrid sicher entferntwerden. Durch das selektive Si-Nitridätzen können die entstehenden Stufen um 10 nm bis 15 nmverringert werden.
Tabelle 5.4: Ergebnisse des Loses VC748 mit Polierstop im Si-Nitrid und anschließendem Rückätzen
Wie die Werte in Tabelle 5.4 zeigen, hat sich der Einsatz einer PE-Si3N4-Stopschicht und derenEntfernung durch selektives Ätzen grundsätzlich bewährt. Die maximalen Unterschiede in derOxiddicke über den Wafer liegen deutlich unter 200 nm. Die Homogenität ist im Mittel 2,7 %.Beim Durchpolieren der Stopschicht im vorhergehenden Versuch ergaben sich 4,6 %. Da sowohlbei den Abscheidungen, als auch beim Polieren Ratenschwankungen auftreten, sollte das Rückät-zen möglichst jedesmal auf die Restnitriddicken abgestimmt werden.
Die ILD-Planarisierung am Los VC748 läßt folgende Schlüsse zu:Die beste Homogenität wird durch Stoppen des CMP-Prozesses im PE-Si3N4 und anschließen-dem selektiven Rückätzen des PE-Si3N4 erreicht.Die Si-Nitridreste könnten über Metall 1 stehenbleiben und der Ätzschritt entfallen, wenn:
- die Si-Nitridreste keinen störenden Einfluß auf die elektrischen Parameter ausüben (das kann nur durch vergleichende elektrische Messungen ermittelt werden) und
- der CMP-Prozeß so optimiert und stabilisiert abläuft, daß eine Kontrolle der Oxiddicke nach dem Polieren über Metall1 sowie bei der Metall2 CMP nicht mehr notwendig ist.
Dies ist aber im derzeitigen Stadium der Entwicklung der Lichtventilmatrix nicht der Fall, so daßauf alle Fälle die Si-Nitridrückätzung stattfinden muß.Bei diesem kombinierten Verfahren von CMP und Rückätzen bleibt trotz der besseren Homoge-nität immer noch eine Differenz der Oxiddicke von 140 nm - 200 nm über den Wafer (Maximumin Wafermitte, Minimum am Rand) und Reststufen in der Randelektronik von -40 nm bis 15 nm. Da die Oxiddickendifferenz bei der Cure-Oxid-Abscheidung noch verstärkt werden kann, sollteversucht werden, die Differenz durch Variation des Polierrezeptes zu minimieren.Betrachtet man noch einmal die Auswahlkriterien für das Polierrezept 2 (siehe oben), so wirddeutlich, daß dieses Rezept wegen des Mitte-Rand-Anstiegs beim Los VC727 gewählt wurde.Konkret heißt das, das Rezept 2 poliert am Waferrand stärker als in der Mitte und ist für das inallen Ebenen optimierte Layout nicht mehr das optimale Polierrezept.Folglich wurde im nächsten Los VC826 wieder zum Standardrezept 1 übergegangen (sieheTabelle 5.2 und Abb. 5.6).Mit diesen Polierergebnissen hätte man die Entwicklung des Planarisierungskomplexes über derMetall1-Ebene abschließen können.
Mittelwert der Oxiddicke in nm
Standard-abweichung in%
max-minin nm
Inhomogenität in%
Reststufen im Randgebiet in nm
3198 1,29 170 2,7 -40 bis 15
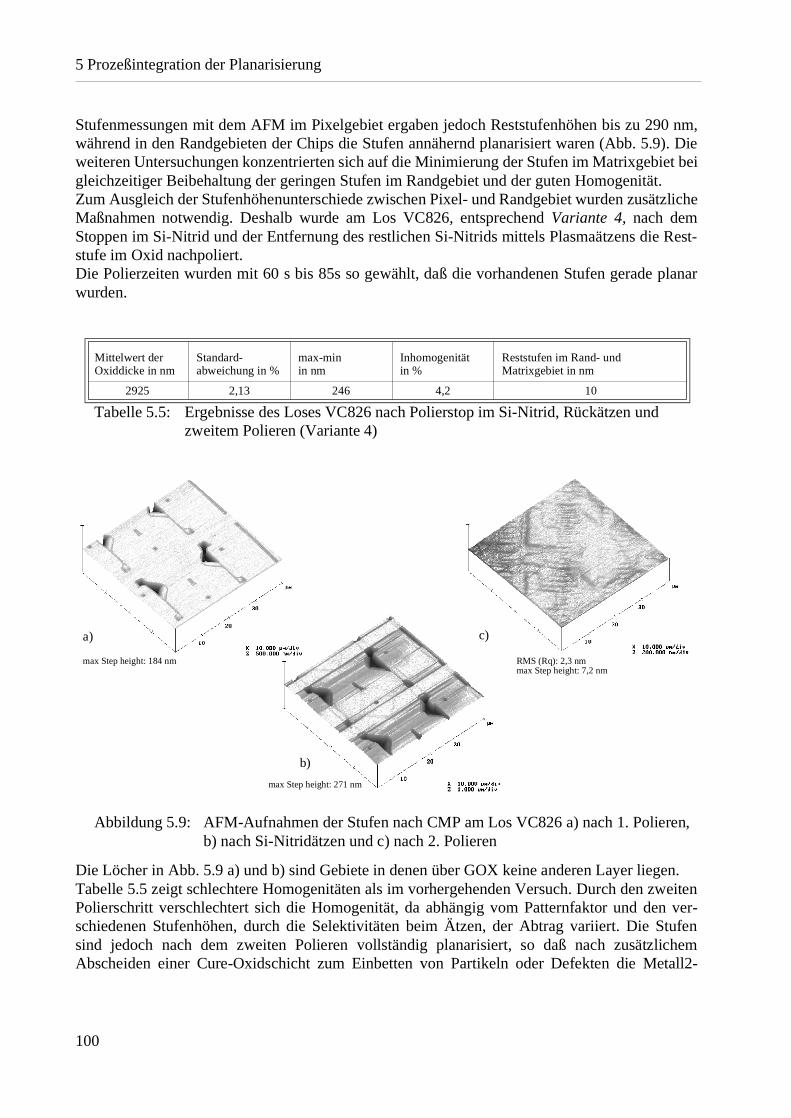
5 Prozeßintegration der Planarisierung
100
Stufenmessungen mit dem AFM im Pixelgebiet ergaben jedoch Reststufenhöhen bis zu 290 nm,während in den Randgebieten der Chips die Stufen annähernd planarisiert waren (Abb. 5.9). Dieweiteren Untersuchungen konzentrierten sich auf die Minimierung der Stufen im Matrixgebiet beigleichzeitiger Beibehaltung der geringen Stufen im Randgebiet und der guten Homogenität. Zum Ausgleich der Stufenhöhenunterschiede zwischen Pixel- und Randgebiet wurden zusätzlicheMaßnahmen notwendig. Deshalb wurde am Los VC826, entsprechend Variante 4, nach demStoppen im Si-Nitrid und der Entfernung des restlichen Si-Nitrids mittels Plasmaätzens die Rest-stufe im Oxid nachpoliert.Die Polierzeiten wurden mit 60 s bis 85s so gewählt, daß die vorhandenen Stufen gerade planarwurden.
Tabelle 5.5: Ergebnisse des Loses VC826 nach Polierstop im Si-Nitrid, Rückätzen und zweitem Polieren (Variante 4)
Abbildung 5.9: AFM-Aufnahmen der Stufen nach CMP am Los VC826 a) nach 1. Polieren, b) nach Si-Nitridätzen und c) nach 2. Polieren
Die Löcher in Abb. 5.9 a) und b) sind Gebiete in denen über GOX keine anderen Layer liegen.Tabelle 5.5 zeigt schlechtere Homogenitäten als im vorhergehenden Versuch. Durch den zweitenPolierschritt verschlechtert sich die Homogenität, da abhängig vom Patternfaktor und den ver-schiedenen Stufenhöhen, durch die Selektivitäten beim Ätzen, der Abtrag variiert. Die Stufensind jedoch nach dem zweiten Polieren vollständig planarisiert, so daß nach zusätzlichemAbscheiden einer Cure-Oxidschicht zum Einbetten von Partikeln oder Defekten die Metall2-
Mittelwert der Oxiddicke in nm
Standard-abweichung in %
max-minin nm
Inhomogenität in %
Reststufen im Rand- und Matrixgebiet in nm
2925 2,13 246 4,2 10
max Step height: 184 nm
max Step height: 271 nm
RMS (Rq): 2,3 nmmax Step height: 7,2 nm
a)
b)
c)

5.3 Planarisierungskomplex der ersten Metallebene
101
Ebene aufgebracht werden kann. Die schlechteren Homogenitäten werden zu Gunsten der gerin-geren Stufenhöhen in Kauf genommen.
In Variante 5, bei der über dem Si-Nitrid noch eine zusätzliche 300 nm dicke Oxidschicht abge-schieden wurde, wurde an einigen Wafern des Loses V3381 die Planarisierung getestet. Gestopptwurde der Polierprozeß, genau wie bei der Variante 3, 500 nm über Metall1. Der Vorteil dieserzusätzlichen Oxidabscheidung liegt in dem Ausfüllen der down areas über GOX (siehe Abb. 5.8und Abb. 5.9). Da keine Rückätzung des Si-Nitrides erfolgte, konnte die Homogenität nach CMPnur noch durch Tiefenmessung der Kontaktlöcher (Vias) bis zum Metall1 mit dem AFM über-prüft werden. Oxiddickenmessungen waren nach CMP nicht möglich, da für die Messung desSchichtstapels Oxid-SiN-Oxid kein praktikables Verfahren zur Verfügung stand. Die Viatiefenschwankten um 137 nm bis 178 nm bei einer Gesamttiefe von 1100 nm. Vergleichende Messun-gen am Los VC826 ohne zusätzliche Oxidschicht ergaben Viatiefenschwankungen um 77 nm bis112 nm. Aus diesen Messungen läßt sich schlußfolgern, daß mit der zusätzlichen Oxidschichtkeine Verbesserung der Homogenität erreicht werden kann. Die Prozeßkontrollmaßnahmen wer-den durch die eingebettete Si-Nitridschicht aber erheblich erschwert. Deshalb wurde diese Plana-risierungsvariante nicht weiter verfolgt.
Mit der Überführung der CMOS-Technologie vom IMS Duisburg an das IMS Dresden ändertesich die Herstellung des Feldoxides. In Duisburg wurde die Feldisolation mittels Recessed-LOCOS hergestellt, in Dresden wird Standard-LOCOS verwendet.Dadurch erhöhte sich die Feldoxidstufe von 180 nm auf 280 nm. Das Planarisierungsverfahrenwurde an die erhöhten Feldoxidstufen angepaßt. Dazu wurde das Los VC857 in zwei Teile mitund ohne Recessed-LOCOS gesplittet. Die Planarisierung erfolgte wieder nach Variante 4 durchAbscheiden von 2000 nm CVD-Oxid, 150 nm PE-Si3N4, Polieren nach dem Rezept 1 undanschließendem Rückätzen der restlichen Si-Nitridschicht. Die vergleichenden Ergebnisse sindTabelle 5.6 zu entnehmen. Die schlechten Homogenitäten resultieren teilweise aus dem Überpo-lieren (vollständige Entfernung des Si-Nitrids an einigen Stellen) der Wafer. Das Polieren aus-schließlich nach Zeit gestaltet sich schwierig und kann nur durch die Einhaltung enger Grenzen inden Maschinenparametern erreicht werden. Die mit Standard-LOCOS hergestellten Wafer habenkeine schlechteren Homogenitäten als die mit Recessed-LOCOS hergestellten, streuen aber stär-ker. Die Homogenitätenverteilung der Oxiddicken über ein Los stellt die Abbildung 5.10 dar.
Tabelle 5.6: Ergebnisse des Loses VC857 mit Standard- und Recessed-LOCOS nach Polierstop im Si-Nitrid, Rückätzen und zweitem Polieren
VarianteMittelwert der Oxiddicke in nm
Standard-abweichung in %
max-minin nm
Inomo-genität in %
Reststufen im Rand- und Matrixgebiet in nm
Recessed-LOCOS 2994 2,25 265 4,4 0
Standard-LOCOS 3066 2,28 288 4,7 0

5 Prozeßintegration der Planarisierung
102
Abbildung 5.10: Vergleich der Homogenitäten zwischen Standard- und Recessed-LOCOS für Los VC857
Das insitu-Endpunktsystem konnte in diesem Prozeßschritt nicht genutzt werden, da das gewon-nene Signal aufgrund der ungleichmäßigen Flächenbelegung bei den großen Lichtventilmatrizenkeine einheitlichen Merkmale hatte. Das beschriebene Planarisierungsverfahren, entsprechend Variante 4, erwies sich als geeignet fürdie Metall1-Planarisierung und wurde deshalb als Teilschritt „CMP-Prozesse“ in die Fertigungübernommen.
5.3.2 Zusammenfassung zum Planarisierungskomplex der Metall1-Ebene
Für die Planarisierung nach Metall 1 wurden 5 Varianten getestet (Tabelle 5.7):
- (1) nur USG-Abscheidung und Polieren,- (2) USG mit Si-Nitridstopschicht, die durch Polieren wieder vollständig entfernt wird,- (3) USG mit Si-Nitridstopschicht in der beim Polieren gestoppt wird und das Si-Nitrid anschlie-
ßend weggeätzt wird,- (4) USG mit Si-Nitridstopschicht in der beim Polieren gestoppt wird, das Si-Nitrid weggeätzt
und anschließend die Reststufen wegpoliert werden,- (5) USG mit eingebetteter Si-Nitridstopschicht, wobei die Stopschicht über den Aktivgebieten
nicht entfernt wird.In Variante 1 ergeben sich im Vergleich die schlechtesten Homogenitäten. Die Vorteile von Vari-ante 2 gegenüber 1 ergeben sich nur durch die geringeren Dicken der Oxidabscheidung und dendaraus resultierenden besseren Homogenitäten. In der Variante 3 waren zwar die Oxiddicken-schwankungen über den Wafer am geringsten, aber im Matrixgebiet waren noch Stufen von biszu 300 nm vorhanden. Ein direkter Vergleich von Variante 5 mit den restlichen Varianten anhand von Messungen mitdem spektralen Reflektometer ist wegen des eingebetteten Si-Nitrids nicht möglich. Der Ver-gleich der Viatiefen und der Streuung der Viatiefe über den Wafer zeigte keine signifikanten
Homogenitätenverteilung über das Los VC857
0
10
20
30
40
50
60
70
80
90
0,5 1,5 2,5 3,5 4,5 5,5 6,5 7,5 8,5Homogenität in %
proz
entu
ale
Wah
rsch
einl
ichk
eit
Recessed-LOCOS Standard-LOCOS

5.3 Planarisierungskomplex der ersten Metallebene
103
Unterschiede. Da aber für diese Variante durch statistische Versuche erst noch zu zeigen ist, daßdie elektrischen Parameter durch das eingebettete Si3N4 nicht nachteilig beeinflußt werden undeine einfache Prozeßkontrolle nicht gewährleistet ist, wird die Variante 5 zunächst nicht weiter-verfolgt, obwohl dabei die Restnitridentfernung entfallen würde. Das heißt, daß für die ILD-Pla-narisierung nach Metall1 die Variante 4 favorisiert wird. Zur Entfernung der Si-Nitridreste wirdein Si-Nitridätzprogramm benutzt, dessen Zeiten für die beiden Ätzschritte noch einmal mittelseines Versuchsplanes optimiert werden sollten. Mögliche Varianten sind Schritt 1: 20 s / Schritt2: 60 s bzw. 40 s / 0 s. Bei Verwendung des Ätzprozesses 40 s / 0 s erfolgt ein Oxidabtrag > 100nm in nitridfreien Gebieten. Dieser Abtrag muß bei der USG-Abscheidung vor CMP berücksich-tigt werden. Betrachtet man die Schwankungen der Oxiddicken (max-min) über den Wafer, ergibt sich bei denWafern mit Standard-LOCOS-Feldoxid ein Bereich von 228 nm bis 357 nm. Die Ausgangsdik-kenschwankungen lagen bei 160 nm bis 180 nm. Durch das CMP sind also zusätzliche Dicken-schwankungen in Höhe von 70 nm bis 180 nm entstanden. Bessere Werte ließen sich mitZunahmen der Dickenschwankungen von maximal 60 nm im Los VC748 nur durch Einsparen deszweiten Polierschrittes erzeugen. Die Anzahl der Meßstellen für Stufen und Oxiddicken konnte von anfänglich 22 auf je 5 reduziertwerden. Die Lage der Meßpunkte zeigt Abb. 8.1 in Anlage A.
Tabelle 5.7: Vergleich der Planarisierungsvarianten im Metall1-Komplex
Los V3381 V3381 VC748 VC826 VC857
Variante 1
nur Oxid
2
durchpolieren von Si-Nitrid
3
Stop im Si-Nitrid +Ätzen
4
Stop im Si-Nitrid, Ätzen+2.Polieren
4
wie VC826 aber mit Standard-LOCOS
Stufe Poly-Si/Met1-FOX 1260 nm 126 nm 1190 nm 1230 nm 1300 nm
Stufe FOX-GOX 180 nm 180 nm 180 nm 180 nm 28 nm
Dicke: FOX+BPSG 1150 nm 1150 nm 1249 nm 1270 nm 1210 nm
Ziel Oxid über Met.1 500 nm 500 nm 500 nm 500 nm 500 nm
abzuscheidende Oxiddicke über Met1 vor CMP
3000 nm 2000 nm 2000 nm 2050 nm 2270 nm
PE-Si-Nitriddicke vor CMP - 150 nm 150 nm 136 nm (150 nm) 150 nm
Inhomogenität vor CMP 4,3 % 2,4 % 2,4 % 2,3 % 2,5 %
max-min vor CMP 350 nm-375 nm 150 nm-160 nm 150 nm-160 nm 135 nm-170 nm 160 nm-180 nm
Polierrezept 1. Polieren Rezept 2 Rezept 2 Rezept 2 Rezept 1 Rezept 1
mittlere Abtragsrate 250 nm/min 255 nm/min 146 nm/min 250 nm/min 248 nm/min
Rest-SiN - - auf 20 von 22 MP auf 19 von 22 MP auf 4 von 22 MP
Entfernung SiN - wegpoliert Ätzen 20 s / 60 s Ätzen Duisbg. Ätzen 6 s / 120 s
Polierrezept 2. Polieren - - - Rezept 1 (85 s) Rezept 1 (85 s)
Restoxid über Met.1 430 nm-605 nm 510 nm-555 nm 750 nm-764 nm 410 nm-450 nm 40 nm-511 nm
Mittelwert Oxid über FOX 2957 nm 2939 nm 3198 nm 2925 nm 3066 nm
max-min nach CMP 283 nm-400 nm 256 nm-304 nm 140 nm-217 nm 180 nm-308 nm 228 nm-357 nm
Inhomogenität nach CMP 5,5 % 4,6 % 2,7 % 4,2 % 4,7 %
Stufe Poly-Si/Met1-FOX (Rand)
0 nm 0 nm -40 nm bis 15 nm 0 nm 0 nm
Stufe in Pixelgebiet nicht gemessen nicht gemessen nicht gemessen 0 nm 0 nm

5 Prozeßintegration der Planarisierung
104
5.3.3 Festlegung der Arbeits- und Prüfschritte der ersten Metallebene
Ausgehend von den beschriebenen Untersuchungen lassen sich folgende Festlegungen für denArbeitsablauf zur Planarisierung des ILD-Oxides über Metall1 treffen:
1. Allgemeines:Pad: IC1000/SubaIV mit Rillen (k-grooves)Slurry: Klebosol 30N50Polieranlage: MIRRA
Vor dem Polieren ist sicherzustellen, daß die aktuelle Polierrate bekannt ist. Diese muß an einemMonitorwafer bestimmt worden sein, vor dem ein exsitu Konditionieren durchgeführt wurde. Ausder aktuellen Polierrate, actRate, ist ein Umrechnungsfaktor F zu bestimmen (Gleichung 46).
(46)
Die Polierschritte sind zeitgesteuert.Alle Oxiddicken- und Stufenmessungen sind an 5 Punkten des Wafers durchzuführen.Der Planarisierungskomplex beginnt nach der Strukturierung von Metall1.
2. Vormessungen:Höhe der Stufe:Feldoxid - Gateoxid (der Laufkarte entnehmen)Höhe der Stufe:Poly-Si /Met1 - Feldoxid (mit Profilometer)Oxiddicke: Feldoxid + BPSG (mit spektralem Reflektometer)
3. Abscheidungen:Zur Ermittlung der notwendigen Dicke der USG-Abscheidung werden herangezogen:
a = 720 nm USG und 120 nm Ar-Sputterätzenb = Höhe Stufe FOX - GOXc = Höhe Stufe Poly-Si /Met1 - FOX d = Restoxid nach CMP über Met1/Poly-Si /FOXe = durch Oxidabtrag im Si-Nitridätzschritt erforderliche Zugabe
Die Dicke der Abscheidung berechnet sich dann zu:
3.1 Abscheidung USG mitGesamtdicke = b + c + d + e - a3.2 Abscheidung von 150 nm PE-Si-Nitrid
4. Messung:an ausgewählten Wafern Messungen der Oxiddicke an 5 Punkten (mit spektralem Reflektometer)
5. erstes Polieren:Rezept: Rezept 1 mit 40 s exsitu Konditionieren vor dem PolierenStandard LOCOS: Polierzeit = F x 210 sRecessed LOCOS: Polierzeit = F x 200 s
F 250nmmin---------
actRate( )⁄=
5.3 Planarisierungskomplex der ersten Metallebene
105
Der Polierzeit entsprechend wird das Polierrezept angegeben. Es sind am ersten polierten Waferdie Oxidhöhe und die Reststufe zu messen und die Polierzeit gegebenenfalls zu korrigieren.
6. Entfernung des Rest-SiN:Anlage: Triode 384TÄtzzeiten: 40 s RIE (Ätzraten: Oxid : Si-Nitrid; 325 nm/min : 250 nm/min)
7. zweites Polieren:Rezept: Rezept 1 mit 40 s exsitu Konditionieren vor dem Polieren
Polierzeit = F x 60 s
Der Polierzeit entsprechend wird das Polierrezept angegeben. Es sind am ersten polierten Waferdie Oxidhöhe und die Reststufe zu messen und die Polierzeit gegebenenfalls zu korrigieren.Ziele: - Es soll eine Oxiddicke von 500 nm über Metall1/Poly-Si /FOX erreicht werden.- Die Reststufen müssen kleiner ±15 nm sein
8. Nachmessungen Die Nachmessungen erfolgen an ausgewählten Wafern.
Höhe der Stufe:Poly-Si /Met1 - Feldoxid (5 Punkte mit Profilometer im Randbereich)Oxiddicke: Feldoxid + BPSG (5 Punkte mit spektralem Reflektometer)

5 Prozeßintegration der Planarisierung
106
5.4 Planarisierungskomplex der zweiten Metallebene
5.4.1 Entwicklung der Planarisierung nach Metall2 mit CMP
Nach Abschluß der Planarisierung über der ersten Metallebene und einer 400 nm dicken Cure-oxid-Abscheidung wird von einer ideal ebenen Oberfläche für die Metall2-Prozesse ausgegangen.Im nächsten Schritt werden die Kontaktlöcher (Vias) geätzt. Anschließend folgt die Metall2-Abscheidung und Strukturierung. Die neu entstehenden Stufen resultieren nur aus den Viatiefenund den Stufen des strukturierten Metall2. Die zweite Metallebene ist 1000 nm dick. Auf derMetallschicht befindet sich eine 40 nm dicke TiN-Antireflexionsschicht für die Fotolithographie.Die neu entstehenden Stufen haben also Höhen von etwa 1000 nm. Die Kontakte zwischen derersten und zweiten Metallebene werden zusammen mit der Aluminium-Abscheidung hergestellt.Durch die designoptimierenden Maßnahmen wurden bereits die Füllungsgrade der MatrixgebieteA bis D angeglichen (siehe Kapitel 5.2). Eine schematische Darstellung der Schichtfolgen zeigtAbbildung 5.11.
Abbildung 5.11: schematische Darstellung der Topographie nach der Metall2-Abscheidung
Ziel der Planarisierung ist es, das TiN freizulegen, ohne jedoch Metall2 anzupolieren. Um das zurealisieren, ist es notwendig, die unterschiedlichen Selektivitäten der über Metall2 liegendenMaterialien auszunutzen. Das Ende des Polierprozesses wird im Gegensatz zu der Planarisierungnach Metall1 nicht über die Rate und die Polierzeit bestimmt. Nur mit dem Einsatz der interfero-metrischen Endpunkterkennung ist es möglich, direkt auf der über Metall2 liegenden Schicht zustoppen (da 88% der Fläche mit Metall2 belegt sind). Die Kontrolle, ob nach dem Polieren dieTiN-Schicht über Metall2 freigelegt ist, kann nur durch Sichtkontrolle erfolgen.Wie bereits in Kapitel 5.1.3 beschrieben, wirken sich Oxidreste über der zweiten Metallschichtauf das Auslenkverhalten der fertigen Spiegel aus. Wird in das Aluminium hineinpoliert, entstehteine rauhe Oberfläche mit Kratzern. Deshalb muß die Zielhöhe über Metall2 genau erreicht wer-den. Es wurden verschiedene Varianten von Stopschichten über Metall2 und Slurries mit unterschied-lichen Selektivitäten getestet.
Höhe nach CMP1
BPSG
Metall1
Poly-Si
FOX
Höhe Metall1
Metall2Höhe Metall2
USGViatiefe
Dicke
USG
Metall2
TiN Ziel nach CMP2

5.4 Planarisierungskomplex der zweiten Metallebene
107
Aufbauend auf den Ergebnissen der Metall1-CMP wurden folgende Varianten untersucht:
Variante 1: USG-Abscheidung (2µm) über Metall2/TiN und Rückpolieren mit hochselektiverSTI-Slurry. Dafür wurde eine STI-Slurry eingesetzt, die eine Selektivität von Oxid zuSi3N4 von 200 hat.
Variante 2: USG-Abscheidung in Höhe der Stufe (1000 nm), anschließend 150 nm PE-Si-Nitrid-abscheidung und Polieren mit herkömmlicher Slurry (Klebosol 30N50).In Variante 1 soll die 40 nm dicke TiN-Schicht als Polierstop dienen. Aufgrund der hohen erwar-teten Selektivitäten könnte diese Schichtdicke bereits ausreichen.
Variante 3: PE-Si3N4-Abscheidung (100 nm), dann USG-Abscheidung (2 µm) über Metall2/TiNund Rückpolieren mit hochselektiver STI-Slurry.
Variante 4: PE-Si3N4-Abscheidung (100 nm - 150 nm), dann USG-Abscheidung in Höhe derStufe (1000 nm), anschließend 150 nm PE-Si-Nitridabscheidung und Polieren mit herkömmlicherSlurry (Klebosol 30N50), (Abb. 5.13) und Rückätzen des Rest-SiN
In Variante 1 soll die 40 nm dicke TiN-Schicht als Polierstop dienen. Aufgrund der hohen erwar-teten Selektivitäten könnte diese Schichtdicke bereits ausreichen.Wegen der 150 nm PE-Si3N4 in Variante 2 kann die abzuscheidende Oxiddicke reduziert werden,woraus eine bessere Ausgangshomogenität resultiert. Der Flächenanteil an PE-Si3N4 beträgt inden down areas im Matrixgebiet theoretisch 22%, praktisch wachsen die schmalen Gräben wäh-rend der USG-Abscheidung zu, so daß das Si-Nitrid kaum noch seine Funktion als Stopschicht inHöhe Metall2 erfüllen kann (Abb. 5.12c).Sowohl in Variante 1 als auch in Variante 2 konnten die Zielwerte des Polierstops im TiN nichterreicht werden. Entweder wurde ins Aluminium poliert oder es blieb noch Oxid über dem TiNstehen. Die Stufen wurden in beiden Varianten vollständig planarisiert. Kontrollierende AFM-Untersu-chungen zeigten Rauhigkeiten von 140 nm im anpolierten AlSiCu. Ergänzende AFM-Messungenergaben schon vor dem Polieren Ausgangsrauhigkeiten im AlSiCu (Korngrößen) von 70 nm(Abb. 5.12 a und b), die größer als die TiN-Schichtdicke sind. Diese Varianten wurden nicht weiterverfolgt.
Aus den vorliegenden Ergebnissen lassen sich folgende Schlußfolgerungen ziehen:Die Standard TiN-Schichtdicke ist zu dünn, um als Stopschicht dienen zu können, da die Oberflä-che von TiN aufgrund der Rauhigkeit stellenweise tiefer als die AlSiCu-Oberfläche liegt.Die Schichtdickenhomogenität ist in Variante 1 schlechter als in Variante 2. Das ist auf die grö-ßeren Ausgangsinhomogenitäten, bedingt durch die Abscheidung größerer Oxiddicken, zurück-zuführen. Die Selektivität zwischen Oxid und TiN der hochselektiven STI-Slurry ist bei strukturiertenWafern geringer als bei unstrukturierten Wafern und 40 nm TiN reichen auch hier aufgrund derOberflächenrauhigkeit nicht als Stopschicht. Das heißt, die direkt über Metall2 liegende Stop-schicht muß verstärkt werden. Zu diesem Zweck wird in den Varianten 3 und 4 nach der Metall2-

5 Prozeßintegration der Planarisierung
108
Strukturierung eine 100 nm dicke PE-Si-Nitrid-Schicht abgeschieden. Der Aufbau darüber wurdewie in den ersten beiden Varianten gesplittet (siehe oben).
Abbildung 5.12: AFM Aufnahmen a) einer AlSiCu-Oberfläche b) einer polierten AlSiCu-Oberfläche c) Stufen nach Oxidabscheidung im Pixelgebiet
Abbildung 5.13: Schichtstapel der Variante 4
Nach dem Polieren von Variante 3 war an vielen Stellen Metall2 anpoliert. Die Reststufen betru-gen 30 nm bis 60 nm. Im Pixelgebiet war noch Oxid über dem Metall. Die hochselektive Slurrylieferte keine besseren Ergebnisse als die herkömmliche Slurry. Variante 4 ergab die besserenHomogenitäten im Pixelgebiet. Deshalb wurden zur Wahrung der Prozeßkompatibilität mit demCMP der ersten Metallebene die weiteren Untersuchungen mit der Slurry Klebosol 30N50 durch-geführt. Das Rückätzen des Rest-SiN erfolgt wie beim Metall1 mittels Plasmaätzen.
Die Ergebnisse der bisherigen Versuche sind für die Herstellung der Lichtventilmatrizen nochnicht zufriedenstellend. Über dem Pixelgebiet bleibt nach CMP noch Oxid über dem Si-Nitrid
RMS (Rq): 18,8 nm
Rmax : 201 nmmax Step height: 511 nm
Rmax : 136 nm
RMS (Rq): 10,9 nm
a)
b)
c)
Metall1
Metall2
Höhe Metall2
USG USG
TiN
Ziel nach CMP2PE-Si-Nitrid
USG

5.4 Planarisierungskomplex der zweiten Metallebene
109
stehen, während in der Randelektronik zum Teil schon Metall2 anpoliert wird. Durch das Zurück-ätzen entstehen wieder neue Stufen. Um eine Aussage über die nach CMP noch vorhandeneOxiddicke über dem Pixelgebiet zu erhalten, wurde Wafer 10 des Loses V3381 (Variante 2) amREM untersucht. Die Aufnahme (Abb. 5.14) zeigt, daß über dem direkt über Metall2 liegendenSi-Nitrid noch 150 nm USG liegen.Um den Grund für das langsame Polieren über dem Pixelgebiet gegenüber der Randelektronik zufinden, wurde eine AFM-Messung der Gräben im Pixelgebiet vor CMP vorgenommen. Es zeigtesich, daß die Gräben nach der Oxidabscheidung im Pixelgebiet nur 500 nm tief sind (Abb. 5.12 c).Schon nach kurzer Polierzeit liegt über dem Pixelgebiet eine geschlossene Oxidschicht, die dem-entsprechend langsam abgetragen wird.
Abbildung 5.14: Schichtaufbau der LVM-Pixel am Wafer 10, V3381, nach Polieren der Metall2-Ebene
Durch Layoutänderungen ist der Dickenunterschied zwischen Pixelgebiet und Randelektroniknicht mehr zu beheben, da eine Erhöhung des Füllungsgrades im Randgebiet oder eine Verringe-rung des Füllungsgrades im Pixelgebiet nicht mehr möglich ist.Mit Hilfe von Stopschichten läßt sich eine homogenere Oberfläche innerhalb der Matrixchipsnicht erreichen. In den Randgebieten A bis C ist ein Abfall der Oxiddicke bis zu 200 nm gegen-über dem Pixelgebiet zu beobachten. Das gleichmäßige Stoppen im PE-Si-Nitrid über Metall2erwies sich mit dem derzeitigen Design als nicht machbar. Teilweise wurde ins Metall hineinpo-liert und teilweise bereits im Oxid gestoppt.
Auf die Optimierung einer homogenen Oxiddickenverteilung und ein zielgenaues Stoppen kon-zentrieren sich die weiteren Untersuchungen.Zur Verbesserung der Homogenität wurde eine zusätzliche Maske für das Pixelgebiet entwickelt.Dazu wurde das Layout der vorhandenen Maske der Metall2-Strukturierung invertiert. Mit dieserMaske werden Stufen in die Oxidschicht im Pixelgebiet über Metall2 geätzt. Die Vorteile dieserTechnologie zeigt die Abbildung 5.15.
GOXPoly-Si
Substrat
BPSG
USG
Cure-Oxid
Metall 2PE-Si3N4
USG
CMP-Met. 1
CMP-Met. 2
FOX
Fotolack

5 Prozeßintegration der Planarisierung
110
Abbildung 5.15: Darstellung der Wirkungsweise einer inversen Maske
Der durch die inverse Maske hergestellte Stufenverlauf läßt sich, wie in den Untersuchungen inKapitel 4.3.2 und Kapitel 4.3.3 herausgefunden, mit geringem Oxidabtrag in den down areasplanarisieren. Die inverse Matrix wird im gesamten Pixelgebiet belichtet. Gewählt wurde eineÄtztiefe von 500 nm, um die nach der Oxidabscheidung vorhandenen Stufen und die Oxiddicken-schwankungen zwischen Matrix- und Randgebiet vollständig auszugleichen.Zum sicheren Stoppen im Si-Nitrid wurden die Nitriddicken über Metall2 und Oxid auf 150 nmerhöht. Der vollständig entwickelte Planarisierungsprozeß setzt sich somit entsprechend Variante 4 ausfolgenden Schritten zusammen:1. 150 nm PE-Si-Nitrid-Abscheidung2. USG-Abscheidung (Dicke = maximale Stufe - 150 nm)3. 150 nm PE-Si-Nitrid-Abscheidung4. Lithographie und Dummystrukturätzung mit inverser Metall2-Maske5. Polieren bis zur unteren Si-Nitridschicht mit Endpunkterkennung mit der Slurry Klebosol30N506. Ätzen der TiN- und Si-Nitridreste
Im folgenden wird auf den Einsatz des insitu Endpunkterkennungssystems eingegangen. Die mitdiesem Endpunkterkennungssystem aufgenommenen Kurven sind reproduzierbar, wie die Abbil-dung 5.16 zeigt.
Abbildung 5.16: Darstellung der Reproduzierbarkeit der Endpunktkurve am Beispiel der
Wafer 6 (VC857) und Wafer 17(V3381)
Metall2
Maske
Metall2
Metall2
USG
Metall2
USG
inverse MaskeMetall2
Lithographieund Ätzen
Lack
Lithographie nach Ätzen
Lack
USG-Absch. Ätzen
VC857 #6
t/s
V3381 #17
t/s
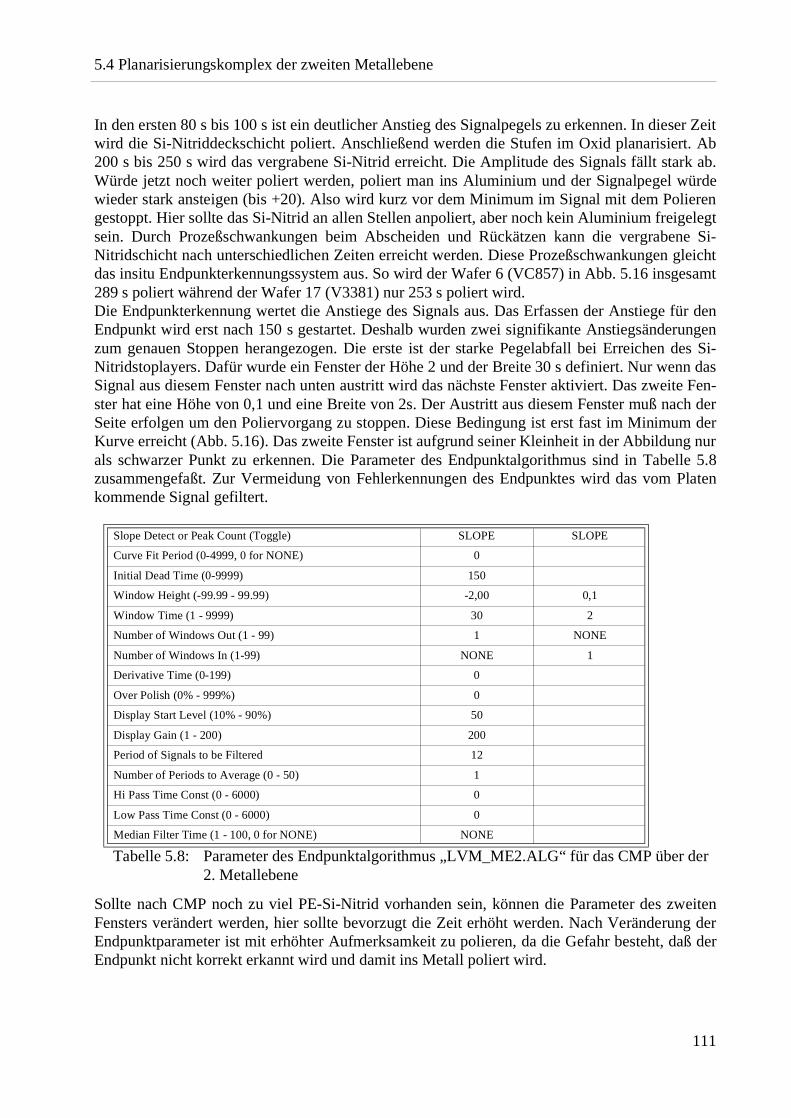
5.4 Planarisierungskomplex der zweiten Metallebene
111
In den ersten 80 s bis 100 s ist ein deutlicher Anstieg des Signalpegels zu erkennen. In dieser Zeitwird die Si-Nitriddeckschicht poliert. Anschließend werden die Stufen im Oxid planarisiert. Ab200 s bis 250 s wird das vergrabene Si-Nitrid erreicht. Die Amplitude des Signals fällt stark ab.Würde jetzt noch weiter poliert werden, poliert man ins Aluminium und der Signalpegel würdewieder stark ansteigen (bis +20). Also wird kurz vor dem Minimum im Signal mit dem Polierengestoppt. Hier sollte das Si-Nitrid an allen Stellen anpoliert, aber noch kein Aluminium freigelegtsein. Durch Prozeßschwankungen beim Abscheiden und Rückätzen kann die vergrabene Si-Nitridschicht nach unterschiedlichen Zeiten erreicht werden. Diese Prozeßschwankungen gleichtdas insitu Endpunkterkennungssystem aus. So wird der Wafer 6 (VC857) in Abb. 5.16 insgesamt289 s poliert während der Wafer 17 (V3381) nur 253 s poliert wird. Die Endpunkterkennung wertet die Anstiege des Signals aus. Das Erfassen der Anstiege für denEndpunkt wird erst nach 150 s gestartet. Deshalb wurden zwei signifikante Anstiegsänderungenzum genauen Stoppen herangezogen. Die erste ist der starke Pegelabfall bei Erreichen des Si-Nitridstoplayers. Dafür wurde ein Fenster der Höhe 2 und der Breite 30 s definiert. Nur wenn dasSignal aus diesem Fenster nach unten austritt wird das nächste Fenster aktiviert. Das zweite Fen-ster hat eine Höhe von 0,1 und eine Breite von 2s. Der Austritt aus diesem Fenster muß nach derSeite erfolgen um den Poliervorgang zu stoppen. Diese Bedingung ist erst fast im Minimum derKurve erreicht (Abb. 5.16). Das zweite Fenster ist aufgrund seiner Kleinheit in der Abbildung nurals schwarzer Punkt zu erkennen. Die Parameter des Endpunktalgorithmus sind in Tabelle 5.8zusammengefaßt. Zur Vermeidung von Fehlerkennungen des Endpunktes wird das vom Platenkommende Signal gefiltert.
Tabelle 5.8: Parameter des Endpunktalgorithmus „LVM_ME2.ALG“ für das CMP über der 2. Metallebene
Sollte nach CMP noch zu viel PE-Si-Nitrid vorhanden sein, können die Parameter des zweitenFensters verändert werden, hier sollte bevorzugt die Zeit erhöht werden. Nach Veränderung derEndpunktparameter ist mit erhöhter Aufmerksamkeit zu polieren, da die Gefahr besteht, daß derEndpunkt nicht korrekt erkannt wird und damit ins Metall poliert wird.
Slope Detect or Peak Count (Toggle) SLOPE SLOPE
Curve Fit Period (0-4999, 0 for NONE) 0
Initial Dead Time (0-9999) 150
Window Height (-99.99 - 99.99) -2,00 0,1
Window Time (1 - 9999) 30 2
Number of Windows Out (1 - 99) 1 NONE
Number of Windows In (1-99) NONE 1
Derivative Time (0-199) 0
Over Polish (0% - 999%) 0
Display Start Level (10% - 90%) 50
Display Gain (1 - 200) 200
Period of Signals to be Filtered 12
Number of Periods to Average (0 - 50) 1
Hi Pass Time Const (0 - 6000) 0
Low Pass Time Const (0 - 6000) 0
Median Filter Time (1 - 100, 0 for NONE) NONE
5 Prozeßintegration der Planarisierung
112
Aus den mit dieser Prozeßfolge prozessierten Wafern lassen sich folgende Ergebnisse ermittelnund Schlußfolgerungen ableiten:
Die Dummystrukturätzung mit der Maske MI (inverse Strukturen zur Metall2-Ebene) in denSchichtstapel über dem Pixelgebiet hat sich zur Angleichung der Oxidhöhen über dem Pixelge-biet gegenüber der Randelektronik bewährt. Die Ergebnisse des Loses V3381 zeigen, daß mit einer Ätztiefe von 500 nm beim Polierprozeßdie Si3N4-Schicht über dem Pixelgebiet etwas eher als über der Randelektronik erreicht wird. Daes genügt, lediglich über dem Pixelgebiet und nicht über der Randelektronik das Si3N4 freizule-gen, das heißt ein gleichzeitiges Erreichen des TiN über Pixelgebiet und Randelektronik nichtzwingend erforderlich ist, kann die Tiefe der Opferstrukturen von 500 nm beibehalten werden.Die Homogenität im Matrixgebiet ist mit Höhenunterschieden von weniger als 100 nm sehr gut.Das interferometrische Endpunktsignal zeigt erwartungsgemäß zuerst einen Abfall vom oberenPE-Si-Nitrid, dann eine sinusähnliche Kurve, die man für Oxid erwartet und etwa bei 250 s wie-der einen starken Abfall, der anzeigt, daß die untere Si-Nitridschicht poliert wird. Es erweist sichals geeignet, den Polierprozeß zu stoppen.
5.4.2 Zusammenfassung zum Planarisierungskomplex der Metall2-Ebene
Für die Planarisierung nach Metall2 ist unbedingt eine Stopschicht direkt über Metall2 erforder-lich. Diese muß nach dem Polieren über dem Pixelgebiet wieder restlos entfernt werden. Deshalbwurde zur Planarisierung die Variante 4 eingesetzt. Über der Randelektronik der Chips bzw. im Ritzrahmen und Scheibenrandbereich können Si-Nitridreste stehenbleiben. Die Si-Nitridreste im Pixelgebiet werden durch einen Ätzschritt nachdem Polieren entfernt. Weiterhin ist es zum Ausgleich der Polierraten über Pixelgebiet und Randelektronik notwendig,vor dem Polieren Opferstrukturen in den Schichtstapel über dem Pixelgebiet zu ätzen. Dafür hatsich eine zur Metall2 Ebene inverse Maske als geeignet erwiesen. Um keine abrupten Übergängezu erhalten, werden diese inversen Strukturen sowohl in den D-Teil, als auch in die an die D-Teileangrenzenden A-, B- und C-Teile geätzt.In Tabelle 5.9 sind die Ergebnisse der Metall2 CMP noch einmal zusammengefaßt. Die Varianten1, 2 und 3, ohne Dummystrukturätzung, sind hier nicht berücksichtigt, da diese Varianten keinereproduzierbaren Ergebnisse lieferten. Das Polieren mit automatischem Polierende durch die interferometrische Endpunkterkennung hatsich über mehrere Lose als stabil und gut reproduzierbar erwiesen. Das ließ sich durch die Sicht-kontrolle nach dem Polieren bestätigen. Es gibt aber zwischen den einzelnen Wafern Unter-schiede im Flächenanteil des freigelegten Si3N4/TiN. Das kommt jedoch durch dieProzeßschwankungen, denen die Wafer schon bei der Schichtabscheidung nach der Metall2-Strukturierung unterliegen. Gerade das automatische Stoppen des Polierprozesses garantiert einenoptimalen Ausgleich dieser Schwankungen.

5.4 Planarisierungskomplex der zweiten Metallebene
113
Tabelle 5.9: Vergleich der Planarisierungsvarianten und Reproduzierbarkeit im Metall2-Komplex
Ein Vergleich der erzielten Planarität nach dem kombinierten Verfahren von Opferstrukturätzungmit inverser Maske, Polieren und Si-Nitridätzung über mehrere Lose gestaltet sich schwierig, dadie Si-Nitridätzung zur Entfernung der Stopschichtreste ein Prozeß ist, der stark von den Aus-gangsbedingungen (Dicke der Si-Nitridreste) abhängt. Da aber die Dicke der Si-Nitridreste aufMetall nicht gemessen werden kann, wird eine mittlere Ätzzeit vorgegeben und über Sichtkon-trolle und Stufenmessung das Ergebnis überprüft. In Abbildung 5.17 ist die bis zum TiN polierte Oberfläche dargestellt. In den hellen Bereichen istdie Schichtdicke über Metall2 sehr gering. Metall2 ist aber in keinem Fall anpoliert. Die Reststu-fen nach dem selektiven Rückätzen bis zu Metall 2 zeigt die AFM-Aufnahme.
Abbildung 5.17: Aufnahmen im Pixelgebiet a) Oberfläche nach CMP mit TiN Stoplayer (1000
fach), b) AFM-Aufnahme der Stufen nach CMP und Rückätzen
LosVC748#2-7
VC748#11-24
VC826#1-24
V3381#17-20
VC857#1-8, 20-24
Variante 4 4 4 4 4
Stufe Metall2 1060 nm 1060 nm 1210 nm 1180 nm 1270 nm
1.PE-Si-Nitridabscheidung 150 nm 150 nm 150 nm 150 nm 150 nm
USG-Abscheidung 1000 nm 1000 nm 1033nm 1030 nm 1137nm
2. PE-Si-Nitridabscheidung 100 nm 150 nm 150 nm 150 nm 150 nm
Opferstrukturätzung 60 s / 0 s Ätzen Duisbg. (80 s)71 s / 0 s 75 s / 0 s 75 s / 0 s
Tiefe der Ätzung 474 nm - 490 nm 400 nm - 510 nm 610 nm bei 80 s 560 nm - 630 nm 520 nm - 554 nm
Polierrezept Rezept 1 mit End-punkt
Rezept 1 mit End-punkt
Rezept 1 mit End-punkt
Rezept 1 mit EP und Exsitu-Kond.
Rezept 1 mit EP und Exsitu-Kond.
Polierzeit 351 s - 413 s 249 s - 284 s 293 s - 325 s 259 s - 295 s 290 s - 330 s
mittlere Abtragsrate 200 - 180 nm/min 240 nm/min 215 nm/min 221 nm/min 221 nm/min
Entfernung Si-Nitrid #2-4: 0 s / 120 s
#5-7: 6 s / 120 s
0 s / 120 s 6 s / 120 s - 0 s / 90 s
Stufe in Matrix nach Ätzen 60 nm 80 nm 105 nm 19 nm planar
Ergebnis der Sichtkontrolle in Wafermitte Aluminium teil-weise anpoliert
homogen im Matrixgebiet
in Wafermitte Aluminium teil-weise anpoliert
homogen im Matrixgebiet
homogen im Matrixgebiet
a)max Step height: 41,8 nm
b)

5 Prozeßintegration der Planarisierung
114
5.4.3 Festlegung der Arbeits- und Prüfschritte der zweiten Metallebene
Ausgehend von den beschriebenen Untersuchungen lassen sich folgende Festlegungen für denArbeitsablauf zur Planarisierung Oxides über Metall2 treffen:
1. Allgemeines:Pad: IC1000/SubaIV mit Rillen (k-grooves)Slurry: Klebosol 30N50Polieranlage: MIRRA
Vor dem Polieren ist sicherzustellen, daß die aktuelle Polierrate konstant ist und das Endpunkter-kennungssystem eingeschaltet ist.Die Polierschritte sind endpunktgesteuert. Es ist das Slope-Menü des Endpunktalgorithmus„LVM_ME2.ALG“ (Tabelle 5.8) zu verwenden.Alle Oxiddicken- und Stufenmessungen sind an 5 Punkten des Wafers durchzuführen.Der Planarisierungskomplex beginnt nach der Strukturierung von Metall2.
2. Vormessungen:Höhe der Stufe im Metall2 (mit Profilometer)
3. Abscheidungen:3.1 Abscheidung von 150 nm PE-Si-Nitrid
Zur Ermittlung der Gesamtdicke der USG-Abscheidung werden herangezogen:a = 720 nm USG und 120 nm Ar-Sputterätzenb = Höhe der maximalen Stufe im Metall2c = Dicke des unteren PE-Si-Nitrids
Die Gesamtdicke der USG-Abscheidung berechnet sich dann zu:3.2 Abscheidung USG mitGesamtdicke: h = b - c - a
3.3 Abscheidung von 150 nm PE-Si-Nitrid
4. Opferstrukturätzung:Anlage: Triode 384TÄtzzeiten: 90 s RIE (Ätzraten: Oxid : Si-Nitrid; 325 nm/min : 250 nm/min)Zieltiefe: 500 nm bis 600 nm
5. Messung:an ausgewählten Wafern Messungen der Oxiddicke an 5 Punkten (mit spektralem Reflektometer)
6. erstes Polieren:Rezept: icx480ea.pol (wie Rezept 1, aber mit 40 s exsitu Konditionieren vor dem
Polieren und automatischem Polierstop bei Erreichen der Si3N4-Schicht)
Ziel ist es, PE-Si-Nitriddicken von 0 nm - 150 nm im Matrixgebiet zu haben.

5.4 Planarisierungskomplex der zweiten Metallebene
115
Aluminium darf nur leicht anpoliert sein.
7. Entfernung des Rest-SiN:Anlage: Triode 384TÄtzzeiten: 90 s (Ätzraten: Oxid : Si-Nitrid; 12 nm/min : 30 nm/min)Ziel: vollständige Entfernung des Si3N4
8. Nachmessungen Höhe der Stufe Metall2 im Matrixgebiet (2 Stellen an einem Wafer mit AFM)

5 Prozeßintegration der Planarisierung
116

117
6 Zusammenfassung
Diese Arbeit beschäftigt sich mit der Entwicklung eines Planarisierungsverfahrens für bildge-bende Mikrosysteme.
Die besondere Herausforderung ist die gleichmäßige und globale Planarisierung von Chips mit
einer Grundfläche von 14 cm2, welche großflächige Bereiche mit unterschiedlichen Abtrags- undPlanarisierungseigenschaften besitzen. Zusätzlich erschwerend kommt hinzu, daß die elektri-schen Isolationseigenschaften für eine Hochvolt-CMOS-Technologie gewährleistet sein müssen.Die geforderte Planarität ist höher als bei Logikanwendungen, da dort nur die elektrischen Para-meter eingehalten werden müssen, während hier die optischen Eigenschaften der über der Topo-graphie liegenden Schichten exzellent und die Verformung der Spiegelpixel über die gesamteMatrix gleichmäßig sein muß. Dementsprechend homogen muß auch der Matrixunterbau sein. Esist also notwendig, nach der Strukturierung jeder Metallebene die Stufen und Inhomogenitäten inden Oxiddicken zu beseitigen. Die mit der bisher durchgeführten BSG-Planarisierung aufgetrete-nen Schwierigkeiten und erreichten Ergebnisse wurden diskutiert. Der Aufwand zum Erreichenvon lokalen Planarisierungen war sehr groß und schlecht reproduzierbar. Globale Planarisierun-gen konnten überhaupt nicht erreicht werden. Die BSG-Planarisierung erforderte einen hohenMeßaufwand an jedem Wafer. Die Inhomogenitäten wurden aufgrund der sehr dicken abzuschei-denden Oxide und komplizierten Prozeßführung hoch.
Die umfangreichen experimentellen Untersuchungen zum Abtrags- und Planarisierungsverhaltenin Abhängigkeit von den Maschinenparametern wurden mit Hilfe von statistischen Versuchsplä-nen vorbereitet, durchgeführt und ausgewertet. Der Abtrag an unstrukturierten Wafern ist hauptsächlich von der Platendrehzahl und dem Polier-kopfdruck abhängig und nimmt im Arbeitsbereich der Maschine linear zu. Der optimale Arbeits-bereich der CMP-Anlage wurde diskutiert und mit den Polierparametern für optimaleProzeßergebnisse abgeglichen.Die Uniformität an unstrukturierten Wafern wird durch dynamische Vorgänge bestimmt. DieWechselwirkungen zwischen Kopf- und Platendrehzahlen sowie den Membran- und Retaining-Ring-Drücken sind im Vergleich zu den Hauptwirkungen relativ hoch. Die besten Uniformitätenbei gleichzeitig stabilen Prozeßbedingungen an unstrukturierten Wafern werden bei mittlerenDrehzahlen, mittleren Polierdrücken und hohen Retaining-Ring-Drücken erreicht.
Weitere Untersuchungen beschäftigten sich mit dem Planarisierungsverhalten an Topographien.Der Abtrag in den down areas bestimmt im wesentlichen die Schichtdickenhomogenität in Topo-graphien nach dem Planarisierungskomplex. Dabei sind besonders solche Strukturanordnungenvon Bedeutung, bei denen trotz verschiedener Patternfaktoren und Grabenbreiten die gleichenGesamtabträge in den down areas auftreten. Die Gesamtabträge in den down areas werden hauptsächlich durch die Größe der Patternfaktorenbestimmt.Es stellte sich heraus, daß an Layouts mit kleinen Patternfaktoren und geringen Grabenbreiten diegeringsten Ausgangsdicken an Oxid abgeschieden werden müssen, um eine vollständige Planari-sierung zu erreichen. Zeitlich lassen sich solche Strukturen am schnellsten planarisieren. Durch
6 Zusammenfassung
118
Verringerung des Polierdrucks werden die topographiebedingten Schichtdickeninhomogenitätenin den down areas bei vollständiger Planarisierung vermindert. Allerdings muß dafür eine Ver-vielfachung der Polierzeit in Kauf genommen werden.
Werden die Ansprüche an die Homogenitäten noch größer oder können in Schaltungsdesignsnicht immer konstante Füllgrade realisiert werden, muß man zum Polierstop langsamabtragendeLayer (Stoplayer) verwenden. An diesen verringern sich vorher vorhandene Schichtdicken-schwankungen. In den Versuchen wurde PE-Siliziumnitrid als Stoplayer verwendet. An zweiPadtypen, einem harten und einem weichen, wurden Untersuchungen zur Ausbildung neuer Stu-fen bei Erreichen des Stoplayers durchgeführt. Mit beiden Pads konnten Stufenausbildungen in der gleichen Größenordnung beobachtet werden.Die Ausbildung der Stufen ist jedoch sehr stark vom verwendeten Polierrezept abhängig. DiePadauswahl konnte deshalb nach den Kriterien der Planarisierungswirkung an Stufen erfolgen.Die Ausbildung von Stufen an Stoplayern ist layoutabhängig. Für CMP vorteilhafte Designshaben schmale Oxidgebiete zwischen den Si-Nitridstoplayern.
Die Erfahrungen aus den Versuchen zu Planarisierungswirkungen und Stufenausbildungen anStoplayern wurden für die Entwicklung des Planarisierungskomplexes der Matrix eingesetzt.
Über der ersten Metallisierungsebene wird eine maximal erreichbare homogene Oxiddickenver-teilung im Matrixgebiet gefordert, da damit die Voraussetzungen für die Ebenheit über der zwei-ten Metallebene geschaffen werden. Die Inhomogenität der Schichtdicken über den Wafer darfnicht höher werden als die im Chip. Diese Anforderungen ließen sich nur durch Eingriffe in dasLayout der Matrix erzielen. Das Layout der Chips wurde CMP-gerecht überarbeitet, indem die Füllungsgrade mittels Dum-mystrukturen in der Poly- und Metall1-Ebene soweit wie möglich angeglichen wurden. In dieWaferrandgebiete wurden zusätzlich Dummystrukturen integriert. Dadurch konnten Oxiddicken-anstiege zum Waferrand hin vermieden werden. Durch die sinnvolle Anordnung eines PE-Siliziumnitrid Layers als Polierstop im Oxid konntendie Inhomogenitäten nach der Planarisierung über der ersten Metallebene noch einmal verringertwerden. Trotz der hohen Anforderungen sollte die Kompatibilität zum CMOS-Prozeß gewahrtwerden und einfache Prozeßkontrollen möglich bleiben. Deshalb wurde nach dem Polieren dieStopschicht wieder entfernt. Die dabei entstehenden Stufen werden in einem zweiten CMP-Schritt planarisiert. Mit diesem zweiten CMP-Schritt wurden Schichtdickenschwankungen überden Wafer von 200 nm erreicht.
Für die Planarisierung der zweiten Metallebene mußte deren Design überarbeitet werden. In dieRandgebiete der Chips wurden zur Angleichung der Füllgrade Dummystrukturen eingefügt unddie Waferrandgebiete wurden mit Teilen der Metall2 Maske belegt. Die Planarisierung nachStrukturierung von Metall2 erfolgt mit einem Schichtstapel aus 3 Schichten (PE-Siliziumnitrid,USG, PE-Siliziumnitrid). Aufgrund des ungleichen Polierverhaltens im Chip ist vor dem Poliereneine Dummystrukturätzung in den Schichtstapel über dem Pixelgebiet notwendig. Zum Ätzen derOxidschicht über dem Pixelgebiet wurde eine zu Metall2 inverse Maske entwickelt. Durch den Einsatz eines endpunktgesteuerten Polierprozesses werden die Zieldicken gut reprodu-zierbar erreicht. Gestoppt wird in den oben liegenden Gebieten der unteren Si-Nitridschicht.Anschließend werden die Si-Nitridreste durch Plasmaätzen entfernt. Mit dem Planarisierungs-

119
komplex der zweiten Metallebene konnten homogene, für die Herstellung der Lichtventilmatrixgeeignete Oberflächen im Pixelgebiet erreicht werden.
Entsprechend der Zielstellung dieser Entwicklung wurden die oben beschriebenen Planarisie-rungsverfahren in die Technologie zur Herstellung der Lichtventilmatrix eingeführt.
Mit Einsatz des Chemisch Mechanischen Polierens in der Technologie der Herstellung von bild-gebenden Mikrosystemen konnte ein Teilschritt der Gesamttechnologie qualitativ verbessert wer-den. Der Aufwand zum Erreichen planarer Oberflächen hat sich um ein Vielfaches vermindert.

6 Zusammenfassung
120
Ausblick:
Der Planarisierungskomplex der Lichtventilmatrix läßt sich weiter optimieren. Dazu müßtenallerdings neue Wege gegangen werden, deren Aufwand aber nur lohnt, wenn die mit dieserArbeit erreichten Ergebnisse nicht den Anforderungen der Technologie entsprechen. Im Folgen-den werden mögliche Wege zur Verbesserung der Ergebnisse des Planarisierungskomplexes auf-gezeigt.
Weitere Verbesserungen könnten sich mit neuen Verbrauchsmaterialien wie Slurries mit höherenSelektivitäten oder Pads mit besseren Homogenitäten und schnellerer Planarisierung in Verbin-dung mit der Optimierung der Anlagenparameter erreichen lassen.
Zur Zeit wird eine FEM-Simulation, speziell für die Voraussage der Abträge und Stufenentwick-lungen mit dem Simulationstool ANSYS, entwickelt. Mit diesem soll es möglich sein, die Höheder abzuscheidenden Schichtdicken und die durch das Chemisch Mechanische Polieren zu erwar-tenden Inhomogenitäten zu bestimmen.Die FEM-Simulation soll unter Berücksichtigung des Kopfdruckes und der Drehzahlen des Pla-tens, also unter Berücksichtigung der mechanischen Abtragsmechanismen durchgeführt werdenund läßt sich so sehr gut an die tatsächlichen Polierverhältnisse beim Oxidpolieren annähern.
Bei Überarbeitung der Technologie zur Herstellung der CMOS-Schaltung würde der Übergang zuvergrabenem LOCOS (Recessed-LOCOS) zu einer Ausgangsstufenreduzierung von 100 nm füh-ren und somit die Bedingungen für das anschließende CMP verbessert werden.
Könnte man die insitu Abtragsratenmeßeinrichtung der CMP-Anlage für die Endpunktdetektionder ersten Metallebene nutzen, wäre ein Stoppen des Polierprozesses über Metall1 in engerenGenzen möglich, so daß die Nachkontrollen und das Nachpolieren unnötig werden und somit dieProzeßkosten verringert würden. Der Einsatz der automatischen Endpunkterkennung könntedurch eine gleichmäßigere Verteilung der Strukturen über den Wafer möglich werden.
Die Notwendigkeit für den zweiten CMP Schritt in der ersten Metallebene ergibt sich aus denrelativ kleinen tiefliegenden Gebieten (Löchern) im Pixelgebiet. In diesen sind über dem Gate-oxid keine Polysilizium oder Metall1 Strukturen vorhanden. Sie sind also die am tiefsten liegen-den Gebiete des Chips. Zur Zeit erfolgt eine nochmalige Layoutoptimierung der Metall1 Maske,bei der diese Löcher mit Metall1 bedeckt werden. Dabei muß beachtet werden, daß sich derGesamtfüllfaktor nicht ändern darf. Um die Poliereigenschaften konstant zu halten, wird dasMetall1 an anderer Stelle reduziert. Änderungen im Polysilizium und Metall1-Layer könnten dieelektrischen Eigenschaften der Transistoren verändern, so daß zusätzliche Simulationen zumTransistorverhalten notwendig werden. Mit den Änderungen würde der zweite Polierschritt über Metall1 unnötig werden und die Homo-genität im Chip weiter verbessert werden. Prinzipiell ist das CMP über Metall1 auch ohne anschließendes Ätzen der Si-Nitridschicht mög-lich. Der Vorteil würde in einer exzellenten Schichtdickenhomogenität nach CMP liegen. Aller-dings müßten dann die Einflüsse des Restnitrids auf die elektrischen Eigenschaften der Schaltung

121
neu überprüft werden und das Problem der Meßbarkeit in den darauffolgenden Schichten gelöstwerden.
Für den Metall2-Komplex bietet sich eine Damascene Technologie an, die allerdings wiedereinen hohen Entwicklungsaufwand bedeuten würde. Für Aluminium-CMP gestaltet sich die Pro-zeßentwicklung jedoch schwierig, da sich Aluminium-Slurries im Entwicklungsstadium befin-den. Sie müssen gleichzeitig die harte Aluminiumoxidschicht entfernen können und dürfen imfreigelegten Aluminium jedoch keine Kratzer erzeugen. Die Entwicklung einer Damascene Tech-nologie könnte auch für andere Anwendungen genutzt werden.

6 Zusammenfassung
122

123
7 Literaturverzeichnis
[1] P.L. Pai, C.H. Ting and W.G. Oldham, A Framework for Multilevel Interconnection Tech-nology, June 13-14, 1988, Proc. 5th VMIC IEEE, Santa Clara, CA, Cat. No. 88CH2624-5, IEEE (1988), p.108, NY
[2] Wallace T. Tang, Daniel H. Ahn et al, Actively Controlled Chemical Mechanical Polishing Planarization („acCMP“) Process, June 8-9, 1993 VMIC Conference, 1993 ISMIC-102/93/0208
[3] Rahul Jairath, Anil Pant et al, Linear planarization for CMP, Solid State Technology, Octo-ber 1996
[4] J.W. Jansen, R.J.Hanestad, Extension of Polish Pad Lifetime Using Wafer Backpressure, Semiconductor International, June 1997, pp. 147
[5] Sudipto R. Roy, Raj Shah et al, Postchemical-Mechanical Planarization Cleanup Process for Interlayer Dielectric Films, J. Electrochem Soc., Vol. 142, No. 1, January 1995
[6] Rahul Jairath, Janos Farkas et al, Chemical-mechanical polishing: Process manufacturabi-lity, Solid State Technology, july 1994, pp. 71
[7] William J. Patrick et al, Application of Chemical Mechanical Polishing to the Fabrication of VLSI Circuit Interconnections, J. Electrochem. Soc., Vol 138, No. 6, June 1991 pp. 1778
[8] John Curry, Integrating Solutions for the Challenges of CMP, Semiconductor Fabtech, 1998, pp. 223
[9] Joseph M. Steigerwald, Shyam P. Murarka, Ronald J. Gutmann, Chemical Mechanical Pla-narization of Microelectronic Materials, John Wiley & Sons, Inc. , 1996
[10] Mansour Moinpour, CMP Productivity Improvements: A User‘s Perspective, Semiconduc-tor Fabtech, 1998, pp. 235
[11] John M. de Larios et al., Evaluating chemical mechanical cleaning technology for post CMP applications, Micro, May 1997, pp. 61
[12] Debrah Scherber et al., Chemical and Mechanical Aspects of Consumables Used in CMP, Semicon West, 1994, pp. 36
[13] Matt Stell et al., Planarization Ability of Chemical Mechanical Planarization (CMP) Pro-cesses, Mat. Res. Soc. Symp. Proc.Vol. 337, 1994, Materials Research Society

7 Literaturverzeichnis
124
[14] D. Widmann, H. Mader, H. Friedrich, Technologie hochintegrierter Schaltungen, 2. Auf-lage, Springerverlag, 1996
[15] Iqbal Ali, Sudipto R. Roy, Gregg Shinn, Chemical-mechanical polishing of interlayer diel-ectric: A review, Solid State Technology October 1994, pp. 63
[16] Joseph M. Steigerwald, A Fundamental Study of Chemical Mechanical Polishing of Copper Thin Films, Doctoral Dissertation, SRC Technical Report No. T95028, Contract No. 95-IC-508, February 1995
[17] P.C. Fazan et al., A Highly Manufacturable Trench Isolation Process for Deep Submicron DRAMs, IEDM 1993, pp. 57,
[18] A. Bryant et al., Caracteristics of CMOS Device Isolation for the ULSI age, IEDM 1994, pp. 671
[19] H. Inokawa et al., Ultranarrow Trench Isolated 0,2 CMOS and its Application to Ultralow-power Frequency Dividers, IEDM, 1993, pp. 887
[20] B. S. Doyle et al., Comparison of Shallow Trench and LOCOS Isolation for Hot Carrier Resistance, IEEE Electron Device Letters, 12 (1991), pp. 673
[21] Vivek Rao et al., Chemical mechanical polish of TEOS oxide-filled shallow trenches for 0,25µm process integration, June10-12, 1997 VMIC Conference, 1997 ISMIC-107/97/0145(c), pp. 145
[22] Konstantin Smekalin, CMP dishing effects in shallow trench isolation, Solid State Techno-logy, July 1997, pp. 187
[23] Somnath Nag, Amitava Chatterjee, Shallow trench isolation for sub-0,25µm IC technolo-gies, Solid State Technology, September 1997, pp. 129
[24] E. Scheffler, Einführung in die Praxis der statistischen Versuchsplanung, 2. Auflage, VEB Deutscher Verlag für Grundstoffindustrie, Leipzig, 1986
[25] F. W. Preston, The Theory and Design of Plate Glass Polishing Machines, Journal of the Society of Glass Technology, 1918, pp. 214
[26] H. Bandemer, W. Näther, Theorie und Anwendung der optimalen Versuchsplanung II, Aka-demie-Verlag Berlin 1980, S. 94 ff
[27] K. Ohe et al., CMOS with n+-Polysilicium Gate, IEEE Trans, on Electron Devices 36 (1989) 6, pp. 1110
[28] H.Nojo et al., Slurry engineering for self-stopping dishing free SIO2-CMP, IEDM96-349, IEEE 1996, pp. 14.1.1-14.1.4

125
[29] Greg C Lee et al., An in-depth characterization of dishing and erosion during tungsten CMP, June10-12, 1997 VMIC Conference, 1997 ISMIC-107/97/0304(c), pp. 304
[30] Vortrag IBM, Planarization Technology: Chemical Mechanical Polishing, Semicon West, 1994, pp. 14 ff
[31] Matthew Rutten et al., Pattern Density Effects in Tungsten CMP, Semiconductor Internatio-nal, September 1995, pp. 123
[32] C.Yu, P. C. Fazan, et al., Dishing effects in a chemical mechanical polishing planarization process for advanced trench isolation, Appl. Phys. Lett. 61 (11), 14 September 1992, pp. 1344
[33] Srinivasan Sivaram, Hubert Bath, et al., Planarization Interlevel Dielectrics by Chemical-Mechanical Polishing, Solid State Technology, May 1992, pp 87
[34] Zvezdalina Stavreva, Untersuchungen zum Chemisch Mechanischen Polieren (CMP) von Cu-Schichten auf Si-Wafern, Diplomarbeit, TU Dresden, 12.10.1994
[35] Peter Singer, Making the Move to Dual Damascene Processing, Semiconductor Internatio-nal, August 1997, pp. 79
[36] Bruce Roberts, Alain Harrus, Robert L. Jackson, Interconnect metallization for future device generations, Solid State Technology, February 1995, pp. 69
[37] Jiun-Fang Wang, Anantha R. Sethuran et al., Chemical Mechanical Polishing of Dual Damascene Aluminium Interconnect Structures, Semiconductor International, October 1995, pp 117
[38] L. M. Cook, et al., Theoretical and Practical Aspects of Dielectric and Metal CMP, Semi-conductor International, November 1995, pp 141
[39] L. M. Cook, Chemical Processes in Glass Polishing, Journal of Non-Crystalline Solids, No. 120, 1990, pp 152-172
[40] N.J. Brown, P.C. Baker, R.T.Maney, Proc. SPIE 306, 42 (1981)
[41] Rahul Jairath, et al., Consumables for the Chemical Mechanical Polishing (CMP) of Dielec-trics and Conductors, Advanced Metallization for Devices and Circuits Science Technology Manufactury Symposium, Proceedings, Vol 337, 1994, San Francisco, Calif., pp.121
[42] J. A. Trogolo, K. Rajan, Near surface modification of silica structure induced by chemical/mechanical polishing, Journal of Materials Science 29, February 1994, pp. 4554-4558
[43] Bin Zhao, Frank G. Shi, Threshold Pressure and Its Influence in Chemical Mechanical Poli-shing for IC Fabrication, IEEE, 1998, IEDM 98-341, pp. 12.7.1
7 Literaturverzeichnis
126
[44] A. Gehner, Entwicklung hochauflösender Flächenlichtmodulatoren mit deformierbaren Spiegelanordnungen für die maskenlose Mikrolithographie, Dissertation, Shaker Verlag, 1997
[45] H. Kück, M. Bollerott, W. Doleschal, et al., New system for fast submicron laser direct wri-ting, Proc. SPIE, Vol. 2440 Optical/Laser Microlithographie VIII, Feb. 1995
[46] H. Kück, W. Doleschal, et al., Deformable micromirror devices as phase-modulating high-resolution light valves, Sensors and Actuators A54, 1996, pp. 536-541
[47] W. Doleschal, A. Gehner, et al., Mikrospiegelanordnungen in CMOS kompatibler Oberflä-chenmikromechanik, Fraunhofer Institut für Mikroelektronische Schaltungen und Systeme, Jahresbericht, 1995, S. 45-47
[48] T. Tanneberger, Statische und dynamische Untersuchungen an Mikrospiegelarrays, Diplomarbeit, Hochschule für Technik und Wirtschaft Mittweida (FH), 1998
[49] M.Bollerott et.al., Ein neues System für eine schnelle, maskenlose optische Mikrolithogra-fie, Fraunhofer Institut für Mikroelektronische Schaltunngen und Systeme, Tätigkeitsbe-richt 1994, S. 108-112
[50] George J. Collins, Gary Williams, Controlling CMP with atomic force microscopy, Solid State Technology, March 1996, pp. 99
[51] Yale E. Strausser, Atomic Force Microscopy Enhances Chemical Mechanical Polishing, Semiconductor International, December 1996, pp 81
[52] Yale Strausser, Dale L. Hetherington, Atomic Force Microscopy Measurements in Support of Chemical Mechanical Polishing (CMP), Internet: http://www.digmbh.de/Appnotes/CMP/CMPmain.html
[53] M. Sun, H.-M. Tzeng, et al., In situ detection of thickness removal during CMP of oxide and metal layers, CMP-MIC Conference, February 22-23, 1996 ISMIC, pp. 256
[54] W.Lee Smith, et al., Film thickness measurements for chemical mechanical planarization, Solid State technology, January 1996, pp. 77
[55] Rainer Bartelt, Oberflächenrauheit richtig messen, Carl Hanser Verlag München, F&M 105 (1997) 7-8, S. 504-506
[56] Eric Worthington, New CMP architecture adresses key process issues, Solid State Techno-logy, January 1996, pp. 61
[57] Wilbur C. Krusell, Igor Malik, et al., The resurgence of mechanical brush scrubbing III, Ultra clean processing of silicon surfaces (UCPSS ’94), September 19-21, 1994, Bruges, Belgium

127
[58] John M. de Larios, Mike Ravkin, et al., Post-CMP Cleaning for Oxide and Tungsten Appli-cations, Semiconductor International, May 1996, pp. 121
[59] Wilbur C. Krusell, John M. de Larios, Jackie Zhang, Mechanical brush scrubbing for post-CMP clean, Solid State Technology, June 1995, pp. 109
[60] Jim Schlueter, Controlling contamination during CMP processes, Solid State Technology, May 1996, pp. 8
[61] J. Zhang et al., Double Sided Scrubbing: An Effective Method For Multiple Cleaning Applications, Semicon Korea 1995, January 1995,
[62] Y. Gobil et al., Characterization and cleaning of CMP induced defects, Conference Procee-dings ULSI-X 1995 Materials Research Society, pp. 181
[63] D. L. Hetherington, The Effects Of Double-Sided Scrubbing On Removal Of Particles And Metal Contamination From Chemical-Mechanical Polishing, February 21-22, 1995 DUMIC Conference 1995, 1995 ISMIC - 101D/95/0156, pp. 156
[64] Youhei Yamada, Particle reduction process for Oxide CMP, June 10-12, 1997 VMIC Con-ference, 1997 ISMIC-107/97/0131(c), pp.131
[65] T.L. Myers, Post-tungsten CMP cleaning: Issues and solutions, Solid State Technology, October 1995, pp. 59
[66] Peter Burke et al, MRS - CMP Dielectric Planarization, 10/96
[67] Peter Burke et al, AVS ICMCTF Conference, 4/1995
[68] A. Richard Baker, The Origin of the Edge Effect in Chemical Mechanical Planarization, ECS 1996 Fall meeting San Antonio, TX, 7 October 1996
[69] B. Lawn and R. Wilshaw, J.Mater Sci.10 (1997) 1049
[70] Gerd Nanz, Lawrence E. Camilletti, Modeling of Chemical-Mechanical Polishing: A Review, IEEE Transactions on Semiconductor Manufacturing, Vol 8, No. 4, November 1995
[71] Tat-Kwan Yu, Chris Yu, Marius Orlowski, Modeling of Chemical-Mechanical Polishing Process, Advanced Metalization for ULSI Applications Symposium, 1994, Austin Texas, pp. 187
[72] J. Warnock, A Two-Dimensional Process Model for Chemimechanical Polish Planariza-tion, J. Electrochem. Soc., Vol138, No.8, August 1991, pp. 2398
7 Literaturverzeichnis
128
[73] Peter A. Burke, Semi-Empirical Modeling of SiO2 Chemical-Mechanical Polishing Planari-zationVMIC Conference, 1991, June 11-12, IEEE, pp. 379
[74] Chi-Wen Liu, et al, Modeling of the Wear Mechanism during Chemical-Mechanical Poli-shing, J. Electrochem. Soc., Vol. 143, No.2, February 1996, pp. 716
[75] Scott R. Runnels, Feature-Scale Fluid-Based Erosion Modeling for Chemical-Mechanical Polishing, J. Electrochem. Soc., Vol. 141, No.7, July 1994
[76] Scott R. Runnels, Modeling the Effect of Polish Pad Deformation on Wafer Surface Stress Distributions during Chemical-Mechanical Polishing, Electrochem. Soc. 1993, 93-25
[77] A. Richard Baker, The Origin of the Edge Effect in Chemical Mechanical Planarization, ECS 1996 Fall meeting San Antonio, TX
[78] Dar-Zen Chen and Bor-Shin Lee, Pattern Planarization Model of Chemical Mechanical Polishing, Journal of the Electrochemical Society, 146(2)744-748 (1999)

8.1 Anlage A
129
8 Anlagen
8.1 Anlage A
Abbildung 8.1: Waferlayout für große aktive Elastomermatrix:
D
AC
CC
CCCCCCCCCCCCC
Waferrandbelegungmit D-Teilen
X-Justiermarken
Y-Justiermarken
DDDDD
D
DDD
DDD
DD
DDDDDD
DDDDDDDDDD
D
AA
AC
CC
CCCCCCCCCCCCC
B BBBBBBB
B BBBBBBB
D
AC
CC
CCCCCCCCCCCCC
DDDDD
D
DDD
DDD
DD
DDDDDD
DDDDDDDDDD
D
AC
CC
CCCCCCCCCCCCC
B BBBBBBB
B BBBBBBB
D
AC
CC
CCCCCCCCCCCCC
DDDDD
D
DDD
DDD
DD
DDDDDD
DDDDDDDDDD
D
AC
CC
CCCCCCCCCCCCC
B BBBBBBB
B BBBBBBB
D
AC
CC
CCCCCCCCCCCCC
DDDDD
D
DDD
DDD
DD
DDDDDD
DDDDDDDDDD
D
AC
CC
CCCCCCCCCCCCC
B BBBBBBB
B BBBBBBB
D
AC
CC
CCCCCCCCCCCCC
DDDDD
D
DDD
DDD
DD
DDDDDD
DDDDDDDDDD
D
AC
CC
CCCCCCCCCCCCC
B BBBBBBB
B BBBBBBB
AAAA
A A A A
D
AC
CC
CCCCCCCCCCCCC
DDDDD
D
DDD
DDD
DD
DDDDDD
DDDDDDDDDD
D
AC
CC
CCCCCCCCCCCCC
B BBBBBBB
B BBBBBBB
ReflektometermeßpunkteProfilometermeßpunkte
AA
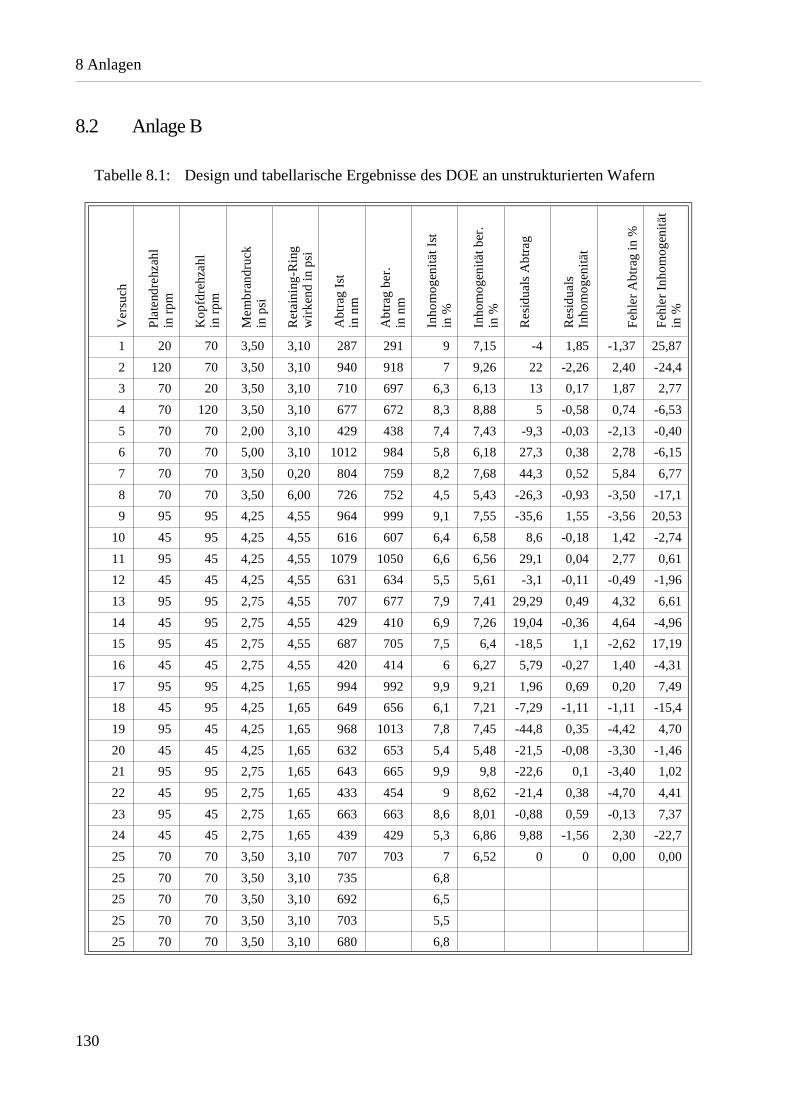
8 Anlagen
130
8.2 Anlage B
Tabelle 8.1: Design und tabellarische Ergebnisse des DOE an unstrukturierten Wafern
Ver
such
Pla
tend
rehz
ahl
in r
pm
Kop
fdre
hzah
lin
rpm
Mem
bran
druc
k in
psi
Ret
aini
ng-R
ing
wir
kend
in p
si
Abt
rag
Ist
in n
m
Abt
rag
ber.
in n
m
Inho
mog
enit
ät
Ist
in %
Inh
om
og
enitä
t b
er.
in %
Re
sid
ua
ls A
btr
ag
Re
sid
ua
ls
Inh
om
og
enitä
t
Feh
ler
Ab
trag
in %
Feh
ler
Inh
om
og
enitä
tin
%
1 20 70 3,50 3,10 287 291 9 7,15 -4 1,85 -1,37 25,87
2 120 70 3,50 3,10 940 918 7 9,26 22 -2,26 2,40 -24,4
3 70 20 3,50 3,10 710 697 6,3 6,13 13 0,17 1,87 2,77
4 70 120 3,50 3,10 677 672 8,3 8,88 5 -0,58 0,74 -6,53
5 70 70 2,00 3,10 429 438 7,4 7,43 -9,3 -0,03 -2,13 -0,40
6 70 70 5,00 3,10 1012 984 5,8 6,18 27,3 0,38 2,78 -6,15
7 70 70 3,50 0,20 804 759 8,2 7,68 44,3 0,52 5,84 6,77
8 70 70 3,50 6,00 726 752 4,5 5,43 -26,3 -0,93 -3,50 -17,1
9 95 95 4,25 4,55 964 999 9,1 7,55 -35,6 1,55 -3,56 20,53
10 45 95 4,25 4,55 616 607 6,4 6,58 8,6 -0,18 1,42 -2,74
11 95 45 4,25 4,55 1079 1050 6,6 6,56 29,1 0,04 2,77 0,61
12 45 45 4,25 4,55 631 634 5,5 5,61 -3,1 -0,11 -0,49 -1,96
13 95 95 2,75 4,55 707 677 7,9 7,41 29,29 0,49 4,32 6,61
14 45 95 2,75 4,55 429 410 6,9 7,26 19,04 -0,36 4,64 -4,96
15 95 45 2,75 4,55 687 705 7,5 6,4 -18,5 1,1 -2,62 17,19
16 45 45 2,75 4,55 420 414 6 6,27 5,79 -0,27 1,40 -4,31
17 95 95 4,25 1,65 994 992 9,9 9,21 1,96 0,69 0,20 7,49
18 45 95 4,25 1,65 649 656 6,1 7,21 -7,29 -1,11 -1,11 -15,4
19 95 45 4,25 1,65 968 1013 7,8 7,45 -44,8 0,35 -4,42 4,70
20 45 45 4,25 1,65 632 653 5,4 5,48 -21,5 -0,08 -3,30 -1,46
21 95 95 2,75 1,65 643 665 9,9 9,8 -22,6 0,1 -3,40 1,02
22 45 95 2,75 1,65 433 454 9 8,62 -21,4 0,38 -4,70 4,41
23 95 45 2,75 1,65 663 663 8,6 8,01 -0,88 0,59 -0,13 7,37
24 45 45 2,75 1,65 439 429 5,3 6,86 9,88 -1,56 2,30 -22,7
25 70 70 3,50 3,10 707 703 7 6,52 0 0 0,00 0,00
25 70 70 3,50 3,10 735 6,8
25 70 70 3,50 3,10 692 6,5
25 70 70 3,50 3,10 703 5,5
25 70 70 3,50 3,10 680 6,8

8.2 Anlage B
131
Versuchsbedingungen:
Designcharakteristik: OrthogonalAnzahl der Faktoren: 4Anzahl der Antworten: 2Anzahl der Versuche: 29Mittelpunkte: 4
Faktoren Min Max Einheit fortlaufend
Platendrehzahl 20 120 rpm jaKopfdrehzahl 20 120 rpm jaMembrandruck 2 5 psi jaRet.-Ring-Druck 0,2 6 psi ja
Antwortgrößen:Abtrag [nm]Inhomogenität [%]
Pad: IC 1000/SUBAIVSlurry: SS12 Polierrezept: siehe TabelleEndpunkt: Zeit; 240sKopfsweep: sinusförmig, 5 Sweeps/min, Sweepbereich: 4,2 - 5,8 inch von der Padmitte Konditionierrezept: benutzerdefiniert, 5 Sweeps/min, 1,5 - 9 inch

8 Anlagen
132
Abbildung 8.2: Normierter Effekt auf den Abtrag an unstrukturierten Wafern
Abbildung 8.3: Normierter Effekt auf die Inhomogenität an unstrukturierten Wafern
Normierter Effekt auf den Abtrag
Normierter Effekt
0 5 10 15 20 25
CDD:Ret_ring
CCBCABBBBD
B:KopfADDDACAA
C:MembrandruckA:Platen
Normierter Effekt auf die Uniformität
Normierter Effekt0 0,5 1 1,5 2 2,5 3
BCABDDCCCDBDACADBB
C:Membrandr.AA
A:PlatenD:Ret_ring
B:Kopf
Inhomogenität
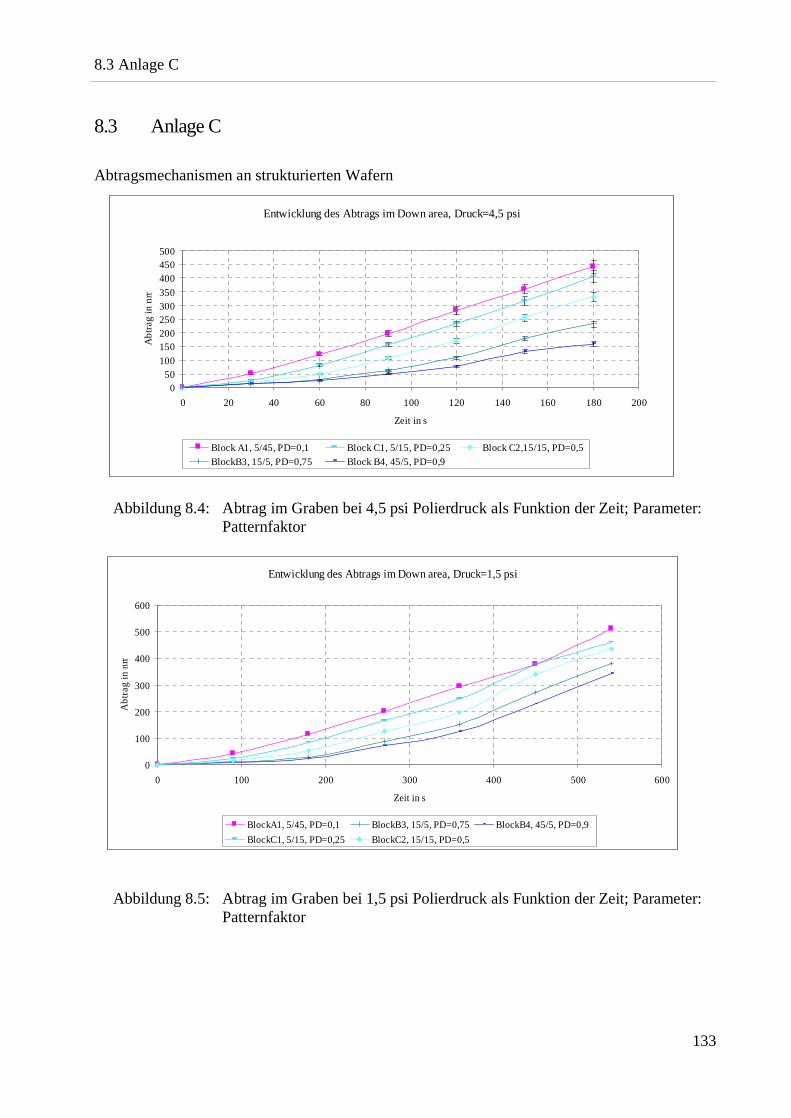
8.3 Anlage C
133
8.3 Anlage C
Abtragsmechanismen an strukturierten Wafern
Abbildung 8.4: Abtrag im Graben bei 4,5 psi Polierdruck als Funktion der Zeit; Parameter: Patternfaktor
Abbildung 8.5: Abtrag im Graben bei 1,5 psi Polierdruck als Funktion der Zeit; Parameter: Patternfaktor
Entwicklung des Abtrags im Down area, Druck=4,5 psi
050
100
150200250300350
400450500
0 20 40 60 80 100 120 140 160 180 200
Zeit in s
Abt
rag
in n
m
Block A1, 5/45, PD=0,1 Block C1, 5/15, PD=0,25 Block C2,15/15, PD=0,5
BlockB3, 15/5, PD=0,75 Block B4, 45/5, PD=0,9
Entwicklung des Abtrags im Down area, Druck=1,5 psi
0
100
200
300
400
500
600
0 100 200 300 400 500 600
Zeit in s
Abt
rag
in n
m
BlockA1, 5/45, PD=0,1 BlockB3, 15/5, PD=0,75 BlockB4, 45/5, PD=0,9
BlockC1, 5/15, PD=0,25 BlockC2, 15/15, PD=0,5

8 Anlagen
134
Abbildung 8.6: Abtrag im up area bei 4,5 psi Polierdruck als Funktion der Zeit; Parameter: Patternfaktor
Abbildung 8.7: Abtrag im up area bei 1,5 psi Polierdruck als Funktion der Zeit; Parameter: Patternfaktor
Entwicklung des Abtrags im up area, Druck=4,5 psi
0
200
400
600
800
1000
1200
0 20 40 60 80 100 120 140 160 180 200
Zeit in s
Abt
rag
in n
m
Block A1, 5/45, PD=0,1 BlockB3, 15/5, PD=0,75 Block B4, 45/5, PD=0,9
Block C1, 5/15, PD=0,25 Block C2,15/15, PD=0,5
Entwicklung des Abtrags im up area, Druck 1,5psi
0
200
400
600
800
1000
1200
1400
0 100 200 300 400 500 600
Zeit in s
Abt
rag
in n
m
BlockA1, 5/45, PD=0,1 BlockB3, 15/5, PD=0,75 BlockB4, 45/5, PD=0,9
BlockC1, 5/15, PD=0,25 BlockC2, 15/15, PD=0,5

8.4 Anlage D
135
8.4 Anlage D
Planarisierungseigenschaften an Topologien
Abbildung 8.8: Entwicklung der Stufenhöhen als Funktion der Zeit bei einem Polierdruck von 4,5 psi
Abbildung 8.9: Entwicklung der Stufenhöhen als Funktion der Zeit bei einem Polierdruck von 1,5 psi
Entwicklung der Stufenhöhen bei unterschiedlichen Patternfaktoren, Polierdruck=4,5 psi
0
100
200
300
400
500
600
700
800
0 20 40 60 80 100 120 140 160 180 200
Zeit in s
Stu
fen
hö
he
in nm
"Block A1, 5/45, PD=0,1" Block B3, 15/5, PD=0,75 Block B4, 45/5, PD=0,9
Block C1, 5/15, PD=0,25 Block C2, 15/15, PD=0,5
Entwicklung der Stufenhöhen bei unterschiedlichen Patternfaktoren, Polierdruck=1,5 psi
0
100
200
300
400
500
600
700
800
0 100 200 300 400 500 600
Zeit in s
Stu
fen
hö
he
in nm
BlockA1, 5/45, PD=0,1 BlockB3, 15/5, PD=0,75 BlockB4, 45/5, PD=0,9
BlockC1, 5/15, PD=0,25 BlockC2, 15/15, PD=0,5

8 Anlagen
136
Abbildung 8.10: Stufenentwicklung an Strukturen mit kleinem Patternfaktor (0,1)
Abbildung 8.11: Stufenentwicklung an Strukturen mit mittlerem Patternfaktor (0,5)
0s30s60s
90s120s
150s
0s
30s
60s
90s
120s
150s
180s
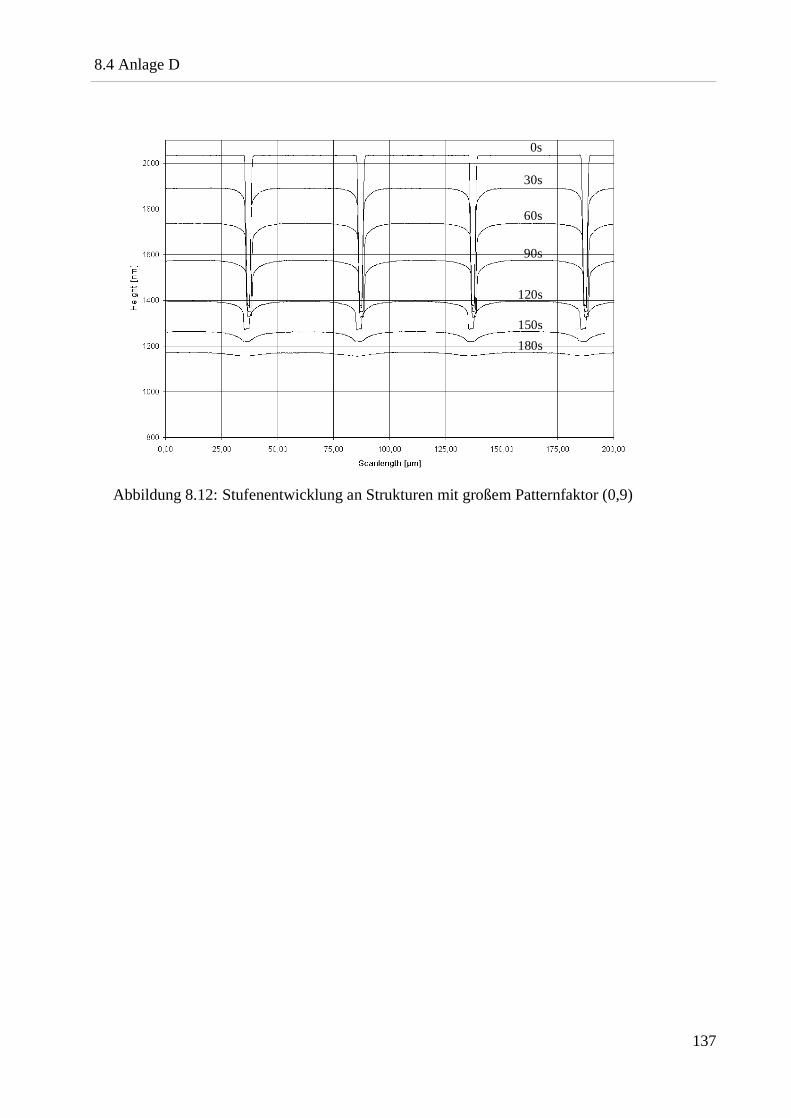
8.4 Anlage D
137
Abbildung 8.12: Stufenentwicklung an Strukturen mit großem Patternfaktor (0,9)
0s
30s
60s
90s
120s
150s
180s

8 Anlagen
138

![STD-11 WB(2013) - KERALA · c Xbm-dm-¡nbXv sh_v-sskäv Cþsa-bn H¶mw ]-Xn-¸v : 2014, c-mw ]-Xn-¸v : 2016, aq¶mw ]-Xn-¸v : 2018 A-¡m-Z-an-Iv tImþHm-Un-t\äÀ Un.än.]n I-hÀ](https://static.fdokument.com/doc/165x107/611e7cc31cd7d2145f277a80/std-11-wb2013-kerala-c-xbm-dm-nbxv-shv-sskv-csa-bn-hmw-xn-v-.jpg)