Evolution of Die Wear and Sheared Edge Parameters …/media/Files/Autosteel/Great...Effects of Tool...
30
GDIS2017 Evolution of Die Wear and Sheared Edge Parameters in Trimming of DP980 Steel Sergey Golovashchenko – Oakland University Raj Sohmshetty – Ford Motor Company
Transcript of Evolution of Die Wear and Sheared Edge Parameters …/media/Files/Autosteel/Great...Effects of Tool...
GDIS2017
Evolution of Die Wear and Sheared Edge
Parameters in Trimming of DP980 Steel
Sergey Golovashchenko – Oakland University
Raj Sohmshetty – Ford Motor Company

#GDIS | #SteelMatters 2
Acknowledgements • Research Team at Oakland University
Saeid Nasheralahkami
Weitian Zhou
Scott Dawson
Daniel Kowalsky
Elizabeth Lekarczyk
Nan Wang
Sergey Golovashchenko
• Research Team at Ford
Lloyd Mason
Constantin Chiriac
Darryl Young
Raj Sohmshetty
• Research Team at US Steel
Brandon Hance
Ming Shi
• Research Team at AK Steel
Matt Folkner
Kavesary Raghavan
Yu-Wei Wang
• Research Team at PNNL
Guang Cheng
Kyoo Sil Choi
Xiaohua Hu
Xin Sun
• Sponsors: Ford, DOE VTO, FCA, NSF
#GDIS | #SteelMatters 3
Outline
• Introduction
• Traditional Trends in Trimming and Punching
• Mechanism of Fracture in Trimming of DP980
• Sheared Edge Stretchability for DP980 vs. DP600
• Die Wear Trend for Trimming of DP980
• Effect of Die Wear on Sheared Edge Stretchability
• Conclusions
#GDIS | #SteelMatters 4
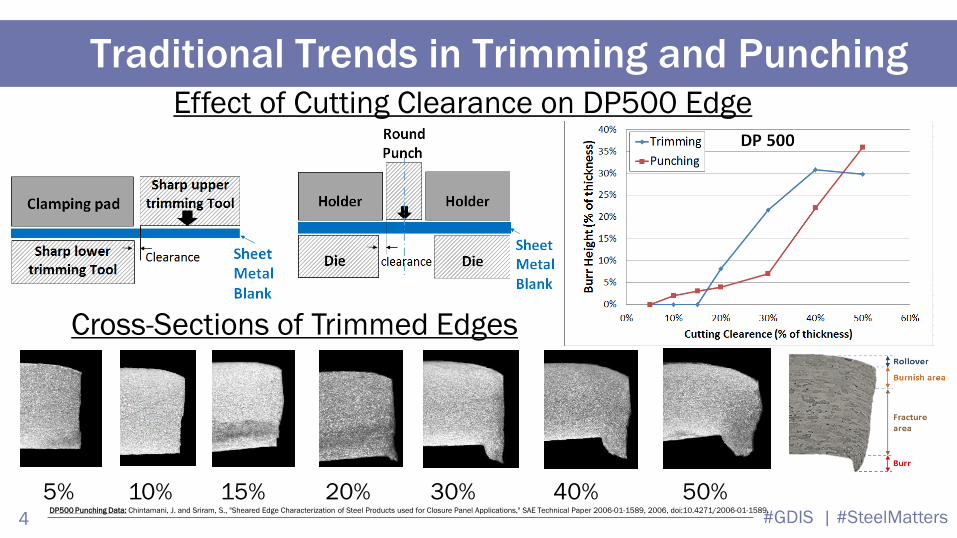
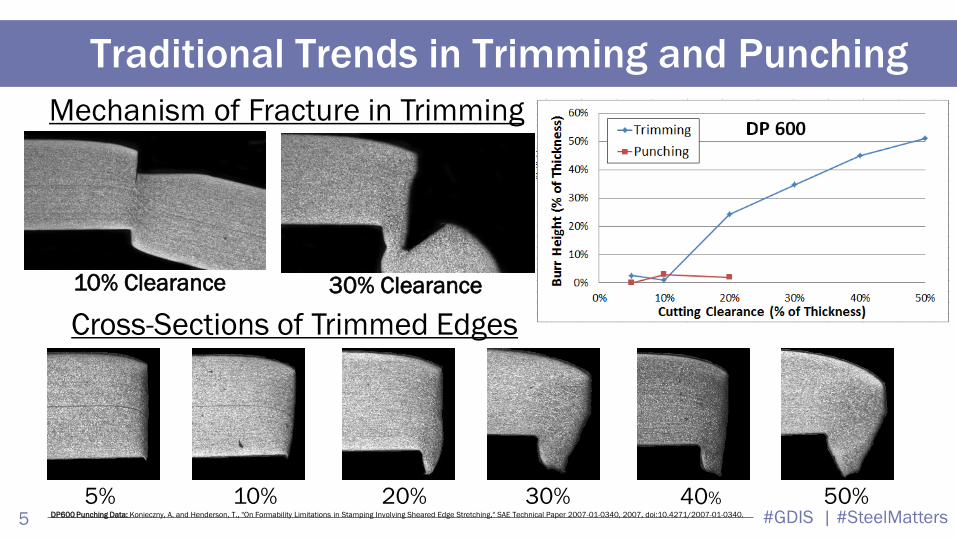
Traditional Trends in Trimming and Punching
5% 10% 15% 20% 30% 40% 50%
Effect of Cutting Clearance on DP500 Edge
Cross-Sections of Trimmed Edges
DP500 Punching Data: Chintamani, J. and Sriram, S., "Sheared Edge Characterization of Steel Products used for Closure Panel Applications," SAE Technical Paper 2006-01-1589, 2006, doi:10.4271/2006-01-1589.
#GDIS | #SteelMatters 5
Traditional Trends in Trimming and Punching
5% 10% 20% 30% 40% 50%
10% Clearance 30% Clearance
Cross-Sections of Trimmed Edges
Mechanism of Fracture in Trimming
DP600 Punching Data: Konieczny, A. and Henderson, T., "On Formability Limitations in Stamping Involving Sheared Edge Stretching," SAE Technical Paper 2007-01-0340, 2007, doi:10.4271/2007-01-0340.

#GDIS | #SteelMatters 6
Experimental Setup at Oakland University
Decoiler Straightener and
Automatic Feeder
65 ton Minster
Mechanical Press
Equipment Utilized During Experimentation
#GDIS | #SteelMatters 7
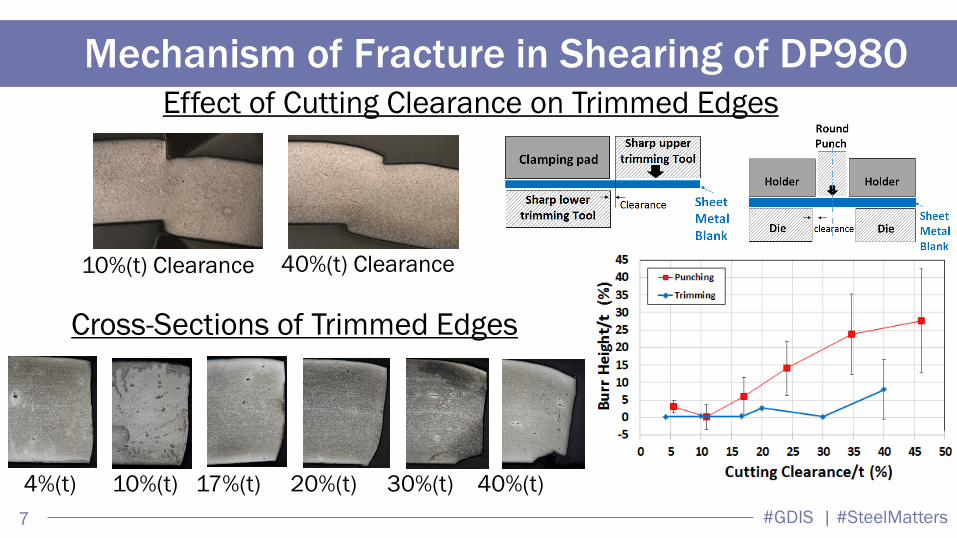
Mechanism of Fracture in Shearing of DP980
4%(t) 10%(t) 17%(t) 20%(t) 30%(t) 40%(t)
Effect of Cutting Clearance on Trimmed Edges
10%(t) Clearance 40%(t) Clearance
Cross-Sections of Trimmed Edges
#GDIS | #SteelMatters 8
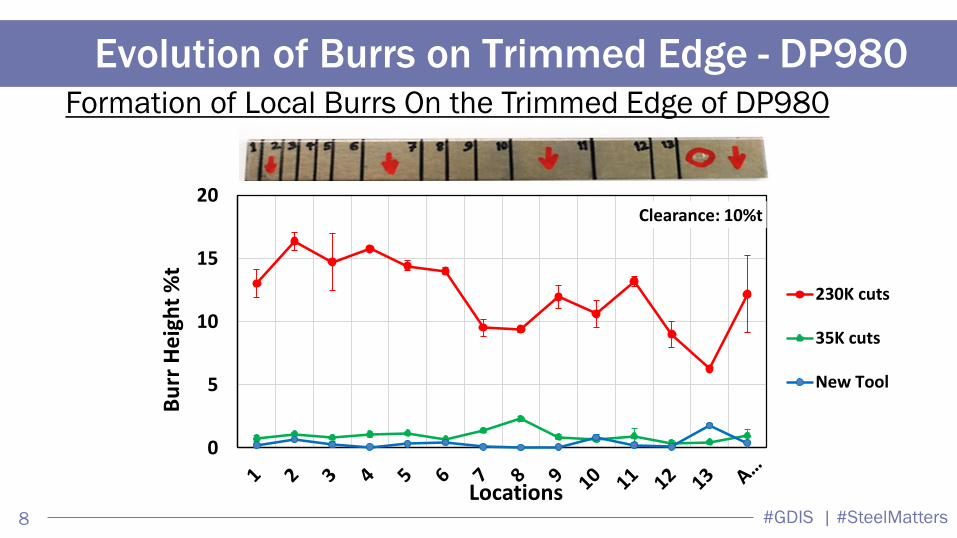
Evolution of Burrs on Trimmed Edge - DP980 Formation of Local Burrs On the Trimmed Edge of DP980
0
5
10
15
20B
urr
He
igh
t %
t
Locations
Clearance: 10%t
230K cuts
35K cuts
New Tool
#GDIS | #SteelMatters 9
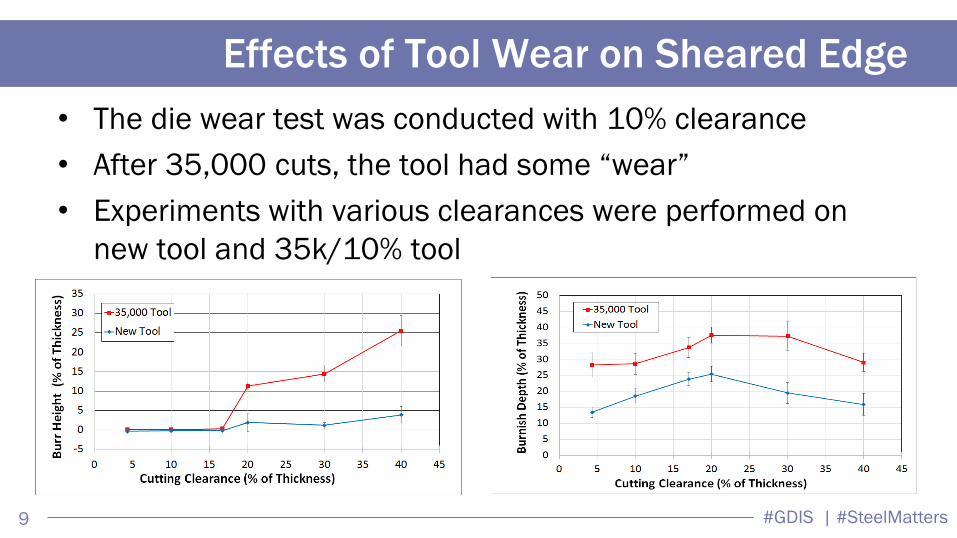
Effects of Tool Wear on Sheared Edge
• The die wear test was conducted with 10% clearance
• After 35,000 cuts, the tool had some “wear”
• Experiments with various clearances were performed on
new tool and 35k/10% tool
#GDIS | #SteelMatters 10
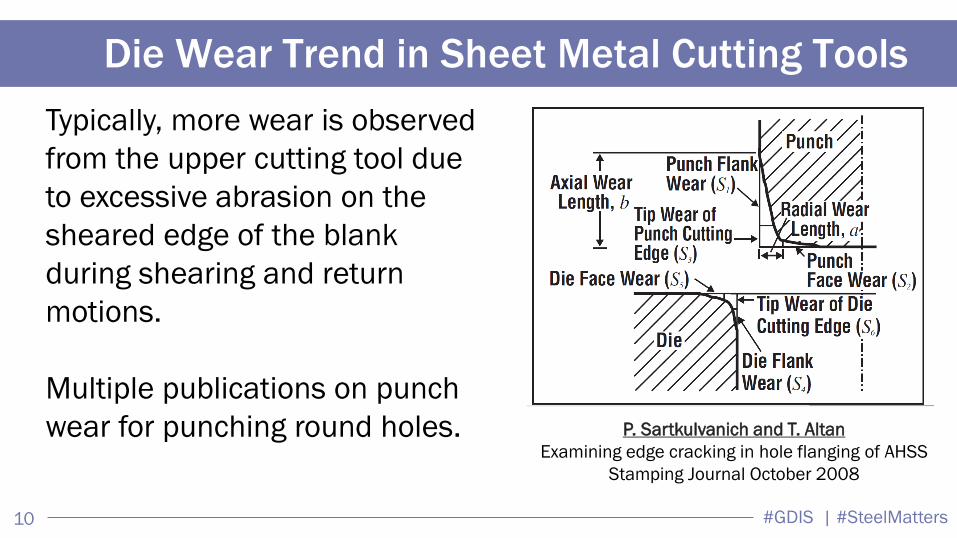
Die Wear Trend in Sheet Metal Cutting Tools
P. Sartkulvanich and T. Altan
Examining edge cracking in hole flanging of AHSS
Stamping Journal October 2008
Typically, more wear is observed
from the upper cutting tool due
to excessive abrasion on the
sheared edge of the blank
during shearing and return
motions.
Multiple publications on punch
wear for punching round holes.
#GDIS | #SteelMatters 11
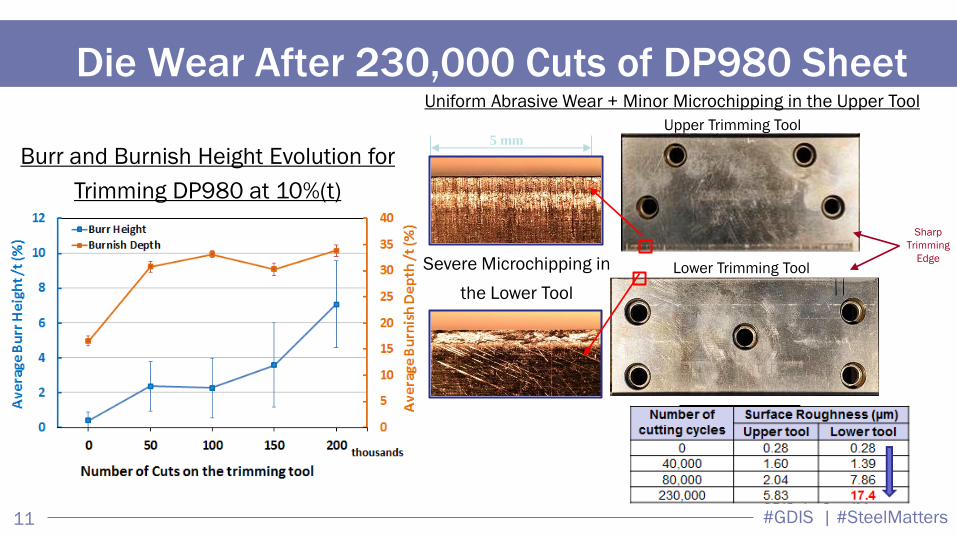
Die Wear After 230,000 Cuts of DP980 Sheet
5 mm Upper Trimming Tool
Sharp
Trimming
Edge
Uniform Abrasive Wear + Minor Microchipping in the Upper Tool
Severe Microchipping in
the Lower Tool
Burr and Burnish Height Evolution for
Trimming DP980 at 10%(t)
Lower Trimming Tool
#GDIS | #SteelMatters 12
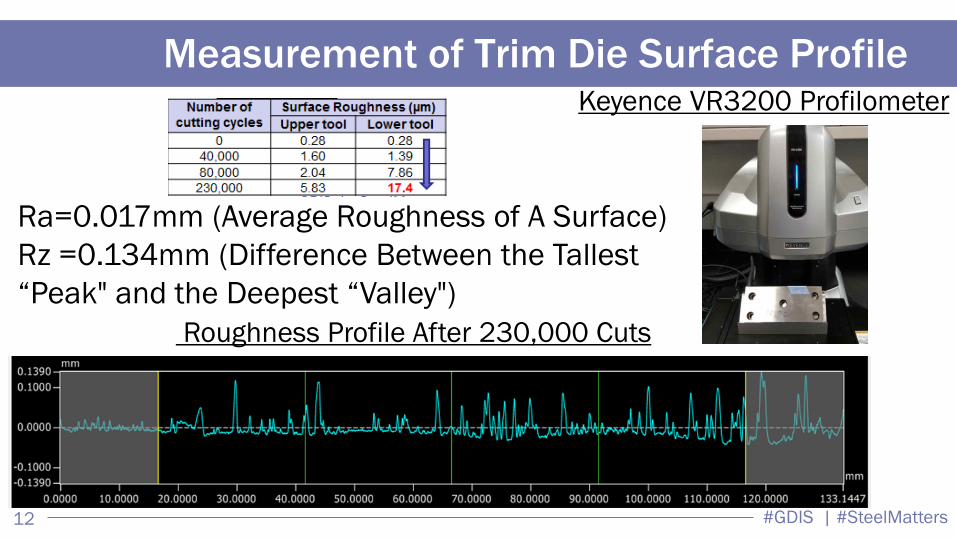
Measurement of Trim Die Surface Profile
Roughness Profile After 230,000 Cuts
Material ratio curve
Ra=0.017mm (Average Roughness of A Surface)
Rz =0.134mm (Difference Between the Tallest
“Peak" and the Deepest “Valley")
Keyence VR3200 Profilometer

#GDIS | #SteelMatters 13
Correlation of Burrs and Chippings on Lower Die
Excellent correlation of local burrs on the trimmed sample with
the local chippings sites on the lower trimming tool
DP980 sheet
Lower D2 trim die

#GDIS | #SteelMatters 14
Methods for Sheared Edge Stretchability Study
• Hole Expansion
Test (ISO 16630)
• Tensile Test of
Samples with One
Sheared Edge
• Side-Bending Test
½ Dog Bone Strip

#GDIS | #SteelMatters 15
Hole Punching DP980 - 7% Clearance
Sheared edge after
hole punching
#GDIS | #SteelMatters 16
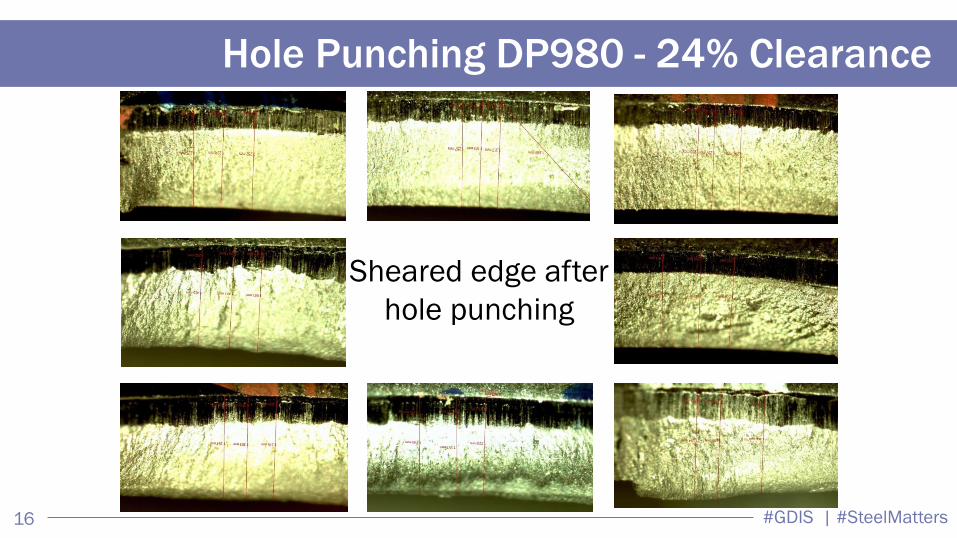
Sheared edge after
hole punching
Hole Punching DP980 - 24% Clearance
#GDIS | #SteelMatters 17
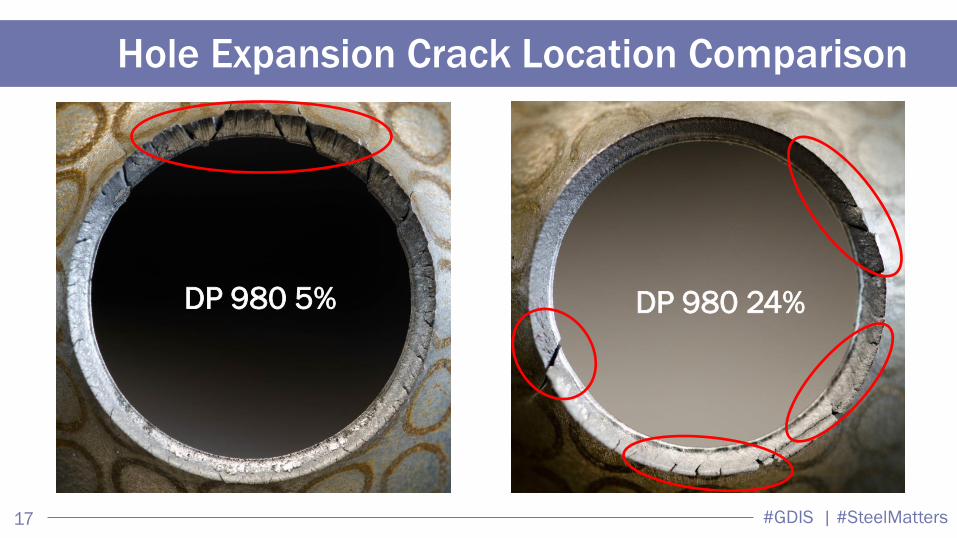
Hole Expansion Crack Location Comparison
DP 980 5% DP 980 24%
#GDIS | #SteelMatters 18
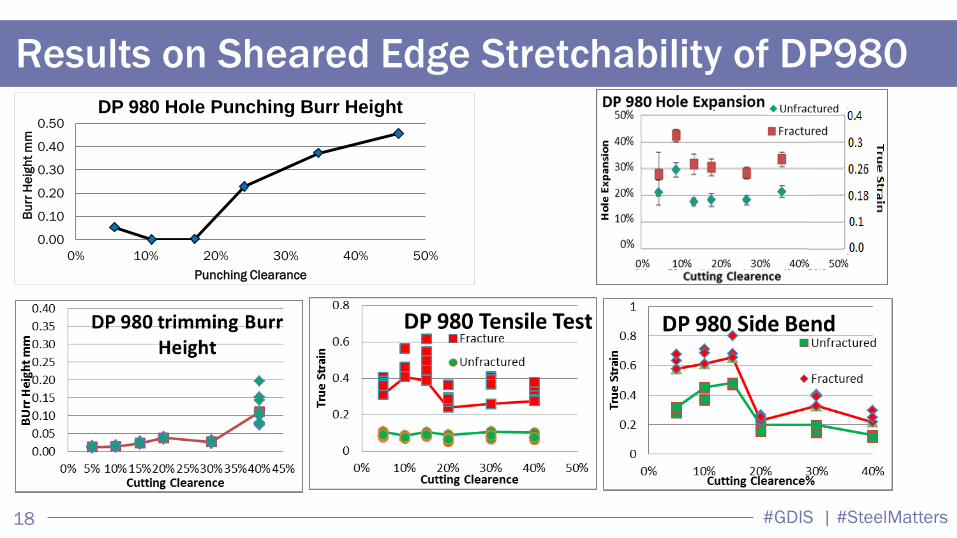
Results on Sheared Edge Stretchability of DP980
0.00
0.10
0.20
0.30
0.40
0.50
0% 10% 20% 30% 40% 50%
Bu
rr H
eig
ht
mm
Punching Clearance
DP 980 Hole Punching Burr Height
#GDIS | #SteelMatters 19
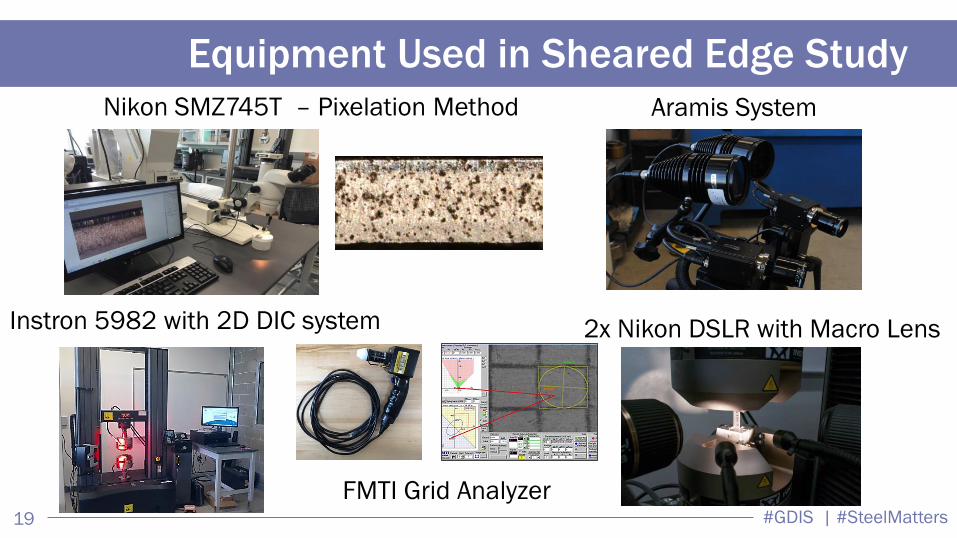
Equipment Used in Sheared Edge Study
Nikon SMZ745T – Pixelation Method
FMTI Grid Analyzer
Instron 5982 with 2D DIC system 2x Nikon DSLR with Macro Lens
Aramis System
#GDIS | #SteelMatters 20
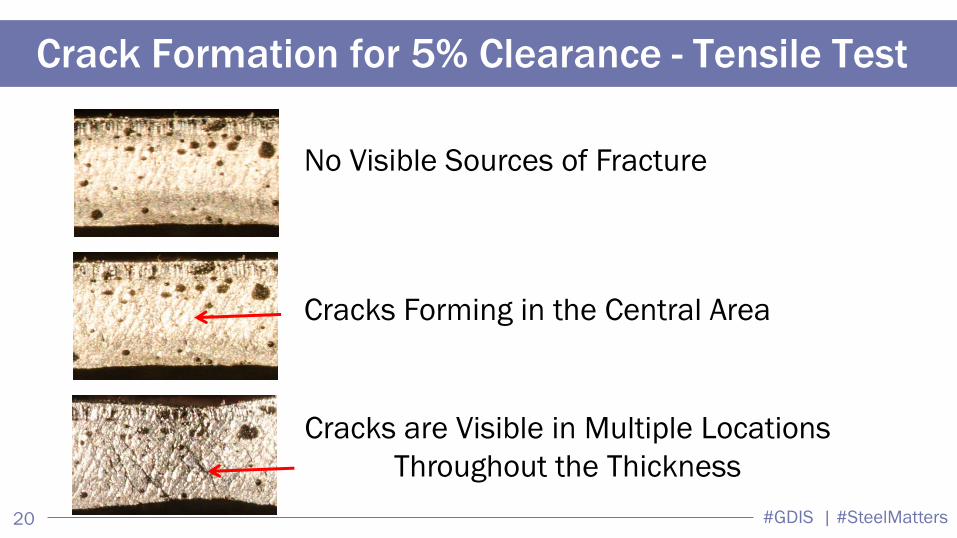
Crack Formation for 5% Clearance - Tensile Test
No Visible Sources of Fracture
Cracks Forming in the Central Area
Cracks are Visible in Multiple Locations
Throughout the Thickness
#GDIS | #SteelMatters 21
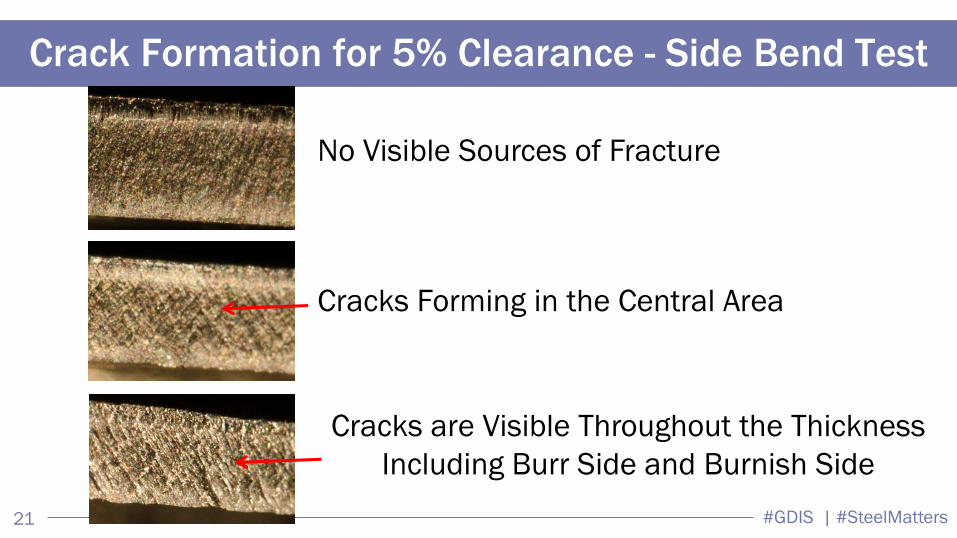
Crack Formation for 5% Clearance - Side Bend Test
No Visible Sources of Fracture
Cracks Forming in the Central Area
Cracks are Visible Throughout the Thickness
Including Burr Side and Burnish Side

#GDIS | #SteelMatters 22
Hairline Cracks Seen in Burr Zone
Macro Cracks Propagating from the Burr Zone
Crack Formation for 20% Clearance - Tensile Test
No Visible Sources of Fracture
#GDIS | #SteelMatters 23
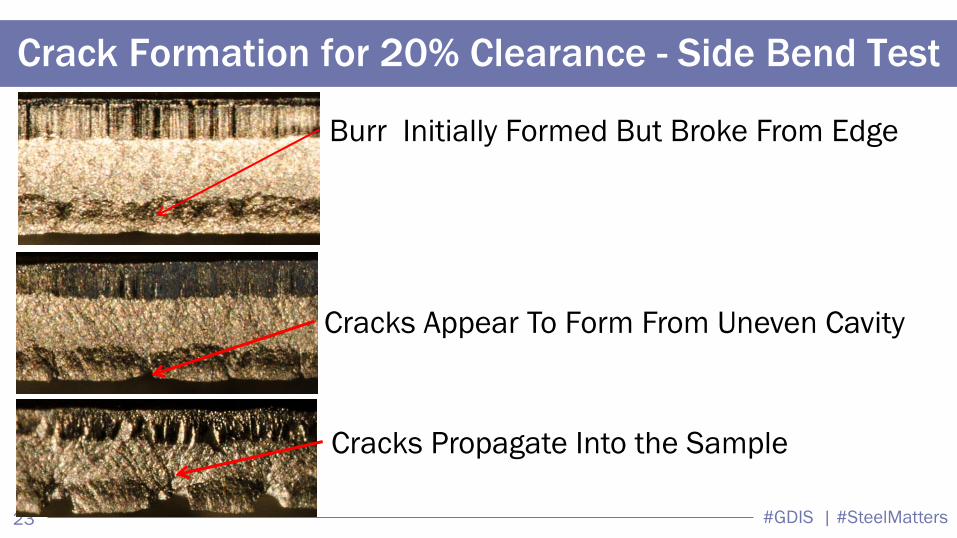
Burr Initially Formed But Broke From Edge
Cracks Appear To Form From Uneven Cavity
Cracks Propagate Into the Sample
Crack Formation for 20% Clearance - Side Bend Test
#GDIS | #SteelMatters 24
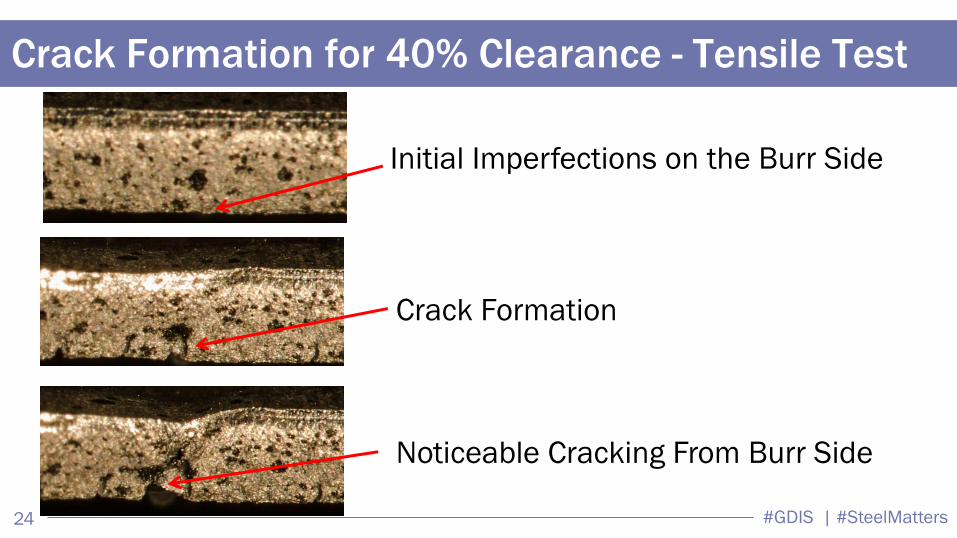
Initial Imperfections on the Burr Side
Crack Formation
Noticeable Cracking From Burr Side
Crack Formation for 40% Clearance - Tensile Test
#GDIS | #SteelMatters 25
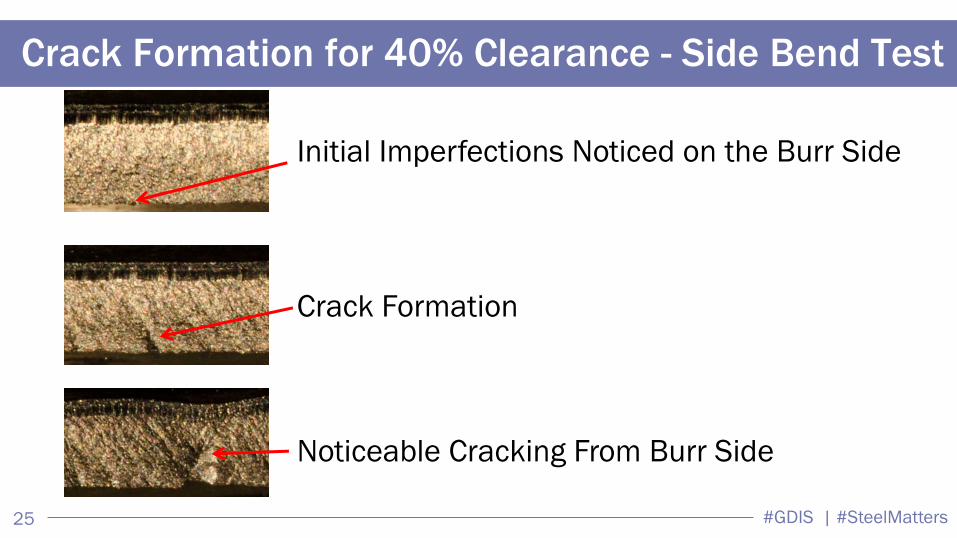
Initial Imperfections Noticed on the Burr Side
Crack Formation
Noticeable Cracking From Burr Side
Crack Formation for 40% Clearance - Side Bend Test
#GDIS | #SteelMatters 26
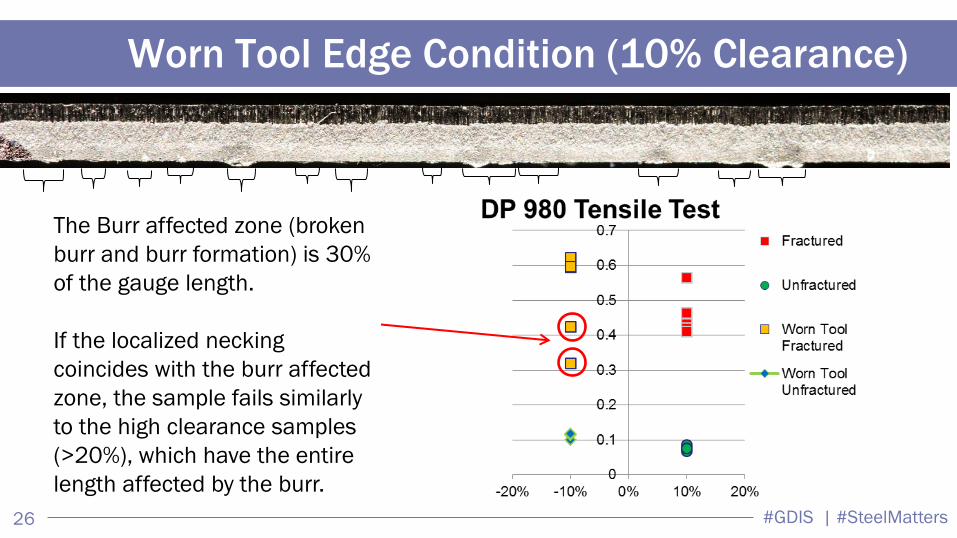
Worn Tool Edge Condition (10% Clearance)
The Burr affected zone (broken
burr and burr formation) is 30%
of the gauge length.
If the localized necking
coincides with the burr affected
zone, the sample fails similarly
to the high clearance samples
(>20%), which have the entire
length affected by the burr.
#GDIS | #SteelMatters 27
Conclusions
• DP980 shows lower tendency to form burrs in
trimming due to breaking them off at the end of the
trimming process;
• Chipping of the lower die prevails as a die wear
mechanism for D2 inserts in trimming of DP980; and
• Avoiding burr formation helps to maintain sheared
edge stretchability of DP980 throughout the life of the
tool.
#GDIS | #SteelMatters 28
Conclusions - Continued
• Among reviewed methods to measure sheared
edge stretchability, in-plane side bending of the
strip with the sheared edge seems to have high
potential for industrial applications.
#GDIS | #SteelMatters 29
References
1. Chintamani, J. and Sriram, S., "Sheared Edge Characterization of Steel Products used for Closure Panel Applications,"
SAE Technical Paper 2006-01-1589, 2006, doi:10.4271/2006-01-1589.
2. Konieczny, A. and Henderson, T., "On Formability Limitations in Stamping Involving Sheared Edge Stretching," SAE
Technical Paper 2007-01-0340, 2007, doi:10.4271/2007-01-0340.
3. Coryell, J.J. “Edge Fracture in Mixed Microstructure Steels,” GDIS 2016
4. Zhou, D., Du, C., Hsiung, G., and Schmid, K. “Lessons Learned from Ultra High-Strength Steel Blanking,” GDIS 2015.
5. Golovashchenko, S.F. and Ilinich A.M., Analysis of trimming processes for stamped body panels, GDIS 2008.
6. Le, Q.B., deVries, J.A., Golovashchenko, S.F., and Bonnen, J.J.F., “Analysis of sheared edge formability of aluminum,“
Journal of Materials Processing Technology 214 (2014) 876– 891.
7. Nasheralahkami, S., Golovashchenko, S.F., Malek,C., Rugh, E., Kowalsky, D. and Zhou, W., “Sheared Edge Stretchability
of Steels Suitable for Automotive Applications,” SAE Paper 2017-01-1708.
8. Nasheralahkami, S., Golovashchenko, S.F., Dawson, S.A., Sohmshetty, R. “Analysis of Tool Wear for Trimming of DP980
Sheet Metal Blanks,” 2017 SAE International doi:10.4271/2017-01-0302.
9. Nasheralahkami, S., Golovashchenko, S., Pan, K., Brown, L. et al., "Characterization of Trimmed Edge of Advanced High
Strength Steel," SAE Paper 2016-01-0358, 2016, doi:10.4271/2016-01-0358
#GDIS | #SteelMatters 30
For More Information
Raj Sohmshetty
Ford Motor Company
313.317.9035
Sergey Golovashchenko
Oakland University
248.370.4051