Faserverstärkte Thermoplaste in Sandwichbauweise · le wurde ein auf Polypropylen (PP)...
6
ALEXANDER ROCH ANDREAS MENRATH TIMO HUBER D ie Sandwichbauweise kombiniert den Werkstoffleichtbau mit dem Gestaltleichtbau und vereint eine im Verhältnis zum Gewicht hohe Steifig- keit und Festigkeit mit Zusatzfunktionen wie z. B. thermische Isolation und akusti- sche Dämmung. Die Deckschichten des Werkstoffverbunds nehmen Biegemo- mente als Zug- und Druckkräfte auf. Der Kern hat die Aufgabe, die beiden Deck- lagen fest und schubsteif miteinander zu verbinden. Die hierdurch mögliche Variabilität kann ein breites Spektrum an mechanischen, thermischen und akus- tischen Eigenschaften abdecken. Ein der- artiger Verbund weist spezifische Eigen- schaften auf, die durch eine monolithi- sche Bauweise nicht erreicht werden können. Wegen der hohen Herstellungs- kosten fanden strukturoptimierte Sand- wichbauteile zunächst nur Anwendung in der Luft- und Raumfahrtindustrie. Neue kostengünstigere Fertigungsverfah- ren fördern nun die industrielle Verbrei- tung von Sandwichbauweisen. Beim Thermoplast-Schaumspritzgie- ßen (TSG) wird ein Treibmittel in die Thermoplastschmelze eingearbeitet, mög- lichst homogen verteilt und gelöst. Dabei ist es immer Ziel, im aufdosierten Volu- men vor der Schneckenspitze eine einpha- sige Gas-Polymer-Lösung zu generieren, sprich das Treibmittel vollständig in der Schmelze zu lösen. Die Löslichkeit ist da- bei stark vom Systemdruck abhängig, d. h. je höher der Staudruck,desto mehr Treib- fluid kann theoretisch in der Schmelze gelöst werden. Beim Einspritzen in die Ka- vität kommt es zu einem rapiden Druck- abfall und damit zum Aufschäumen der Formmasse. Dabei bilden sich im Form- teil eine ungeschäumte geschlossene Außenhaut und ein geschäumter Kern. Vereinfacht kann die werkstoffmechani- Faserverstärkte Thermoplaste in Sandwichbauweise Leichtbauverfahren für die Großserie. Innovative Fertigungsverfahren ermöglichen die Herstellung lastorientierter Leichtbaustrukturen in Sandwich- bauweise. Das Potenzial dieser Bauweise wird durch effiziente, großserien- fähige Prozesse weiter erschlossen. 183 Kunststoffe 10/2013 www.kunststoffe.de SPRITZGIESSEN > ARTIKEL ALS PDF unter www.kunststoffe.de Dokumenten-Nummer KU111514 Bild 1. Die Wirkungsweise eines Polypropylen- Integralschaums lässt sich mit einem Sand- wichaufbau oder Doppel-T-Träger vergleichen (Bilder: Fraunhofer ICT)
Transcript of Faserverstärkte Thermoplaste in Sandwichbauweise · le wurde ein auf Polypropylen (PP)...

ALEXANDER ROCH
ANDREAS MENRATH
TIMO HUBER
Die Sandwichbauweise kombiniertden Werkstoffleichtbau mit demGestaltleichtbau und vereint eine
im Verhältnis zum Gewicht hohe Steifig-keit und Festigkeit mit Zusatzfunktionenwie z.B. thermische Isolation und akusti-sche Dämmung. Die Deckschichten desWerkstoffverbunds nehmen Biegemo-mente als Zug- und Druckkräfte auf. DerKern hat die Aufgabe, die beiden Deck-lagen fest und schubsteif miteinander zu verbinden. Die hierdurch möglicheVariabilität kann ein breites Spektrum an mechanischen, thermischen und akus-tischen Eigenschaften abdecken. Ein der-
artiger Verbund weist spezifische Eigen-schaften auf, die durch eine monolithi-sche Bauweise nicht erreicht werdenkönnen. Wegen der hohen Herstellungs-kosten fanden strukturoptimierte Sand-wichbauteile zunächst nur Anwendung in der Luft- und Raumfahrtindustrie.Neue kostengünstigere Fertigungsverfah-ren fördern nun die industrielle Verbrei-tung von Sandwichbauweisen.
Beim Thermoplast-Schaumspritzgie-ßen (TSG) wird ein Treibmittel in dieThermoplastschmelze eingearbeitet,mög-lichst homogen verteilt und gelöst. Dabeiist es immer Ziel, im aufdosierten Volu-men vor der Schneckenspitze eine einpha-sige Gas-Polymer-Lösung zu generieren,sprich das Treibmittel vollständig in derSchmelze zu lösen. Die Löslichkeit ist da-bei stark vom Systemdruck abhängig,d.h.je höher der Staudruck,desto mehr Treib-fluid kann theoretisch in der Schmelze
gelöst werden.Beim Einspritzen in die Ka-vität kommt es zu einem rapiden Druck-abfall und damit zum Aufschäumen derFormmasse. Dabei bilden sich im Form-teil eine ungeschäumte geschlosseneAußenhaut und ein geschäumter Kern.Vereinfacht kann die werkstoffmechani-
Faserverstärkte Thermoplastein SandwichbauweiseLeichtbauverfahren für die Großserie. Innovative Fertigungsverfahren
ermöglichen die Herstellung lastorientierter Leichtbaustrukturen in Sandwich-
bauweise. Das Potenzial dieser Bauweise wird durch effiziente, großserien-
fähige Prozesse weiter erschlossen.
183Kunststoffe 10/2013 www.kunststoffe.de
SPR I T ZG I E S S EN
>
ARTIKEL ALS PDF unter www.kunststoffe.deDokumenten-Nummer KU111514
Bild 1. Die Wirkungsweise eines Polypropylen-Integralschaums lässt sich mit einem Sand-wichaufbau oder Doppel-T-Träger vergleichen(Bilder: Fraunhofer ICT)
183-189_KU111514_KU10 01.10.2013 10:12 Uhr Seite 183
Internet-PDF-Datei. Diese PDF Datei enthält das Recht zur unbeschränkten Intranet- und Internetnutzung, sowie zur Verbreitung über elektronische Verteiler. Eine Verbreitung in gedruckter Form ist mit dieser PDF-Datei nicht gestattet.
184 © Carl Hanser Verlag, München Kunststoffe 10/2013
SPR I T ZG I E S S EN
sche Wirkungsweise eines solchen Auf-baus mit der eines Sandwiches oder einesDoppel-T-Trägers verglichen werden(Bild 1).
Vorteile des Thermoplast-Schaumspritzgießens
Grundsätzlich wird beim TSG-Verfahrenzwischen chemischen und physikalischenTreibmitteln unterschieden (Infokasten).Das Treibmittel senkt die Viskosität derSchmelze merklich ab. Dadurch werdenbeim Einspritzen qualitativ geringereDrücke benötigt und es lassen sich län-gere Fließwege realisieren. Um eine Ge-wichtsersparnis gegenüber dem Kom-paktspritzgießen zu erzielen, wird die Ka-vität in der Regel teilgefüllt. Der Rest fülltsich durch den auftretenden Schaum-druck – auf diese Weise verringert sichzudem der Werkzeuginnendruck und da-mit der Schließkraftbedarf. Der Schaum-druck wirkt homogen und in allen Berei-chen der Kavität, sodass auf die Nach-druckphase völlig verzichtet werdenkann. Dies bedingt geringere Eigenspan-nungen und weniger Verzug, was dieMaßhaltigkeit des Formteils sichtlich ver-bessert.
Ohne Nachdruckphase bzw. durch denhomogenen Schaumdruck in der Kavitätkann darüber hinaus von „Dünn nachDick“ angespritzt werden. Ein Umstand,der bei einer „schaumgerechten“ Werk-zeugauslegung enorme Vorteile bietenkann. Bei dünnwandigen Bauteilen ver-kürzt sich oft die Gesamtzykluszeit,insbesondere deshalb, weil durch denSchaumdruck ein sehr guter Kontakt zurkühlenden Formnestwand besteht.
Als weitere Vorzüge sind die große Ge-staltungs- und Designfreiheit zu nennen.Bei geschäumten Spritzgussteilen könnendie Beschränkungen des „kunststoffge-rechten“ Konstruierens teilweise aufge-hoben werden. Beispielsweise lassen sichohne Einfallstellen äußerst dickwandigeBauteile (bis zu mehreren cm) oder enor-me Wanddickensprünge (z.B. 1:10) rea-lisieren.
Während die maximal mögliche Dich-tereduktion durch eine Teilfüllung starkbegrenzt ist (meist ca. 10 %), sind zweiweitere Ansätze zur Material- und Ge-wichtsersparnis äußerst vielversprechend:� Dünnwandspritzgießen: Durch die ge-
ringere Viskosität und die Möglichkeit,von „Dünn nach Dick“ zu spritzen,können viele Bauteile schlichtweg dün-ner und damit leichter gemacht wer-den.
� Negativprägen: Dem Einspritzen beikleinem Werkzeugspalt schließt sich ei-ne Vergrößerung der Kavität an. Da-
durch wird die maximal möglicheDichtereduktion stark angehoben.
Auf das enorme Leichtbaupotenzial derletztgenannten Verfahrensvariante (aliasatmendes Werkzeug, Präzisionsöffnenoder Dekompression) in Kombinationmit Lang- und Endlosfaserverstärkungwird in den folgenden Abschnitten nähereingegangen.
Drei Varianten für LFT-Schäume
In umfangreichen Untersuchungen habenForscher am Fraunhofer-Institut für Che-mische Technologie (ICT), Pfinztal, lang-faserverstärkte thermoplastische Schäu-me (LFT-Schäume) hergestellt und cha-rakterisiert.Durch Negativprägen wurdenProbekörper aus PP-LGF30 angefertigt,die bei gleichem Gewicht durch Variationder Wanddicke unterschiedliche Dichte-grade aufweisen (Bild 2). D.h. es wurde im-mer die gleiche Menge an langfaserver-stärkter Schmelze in das Tauchkanten-
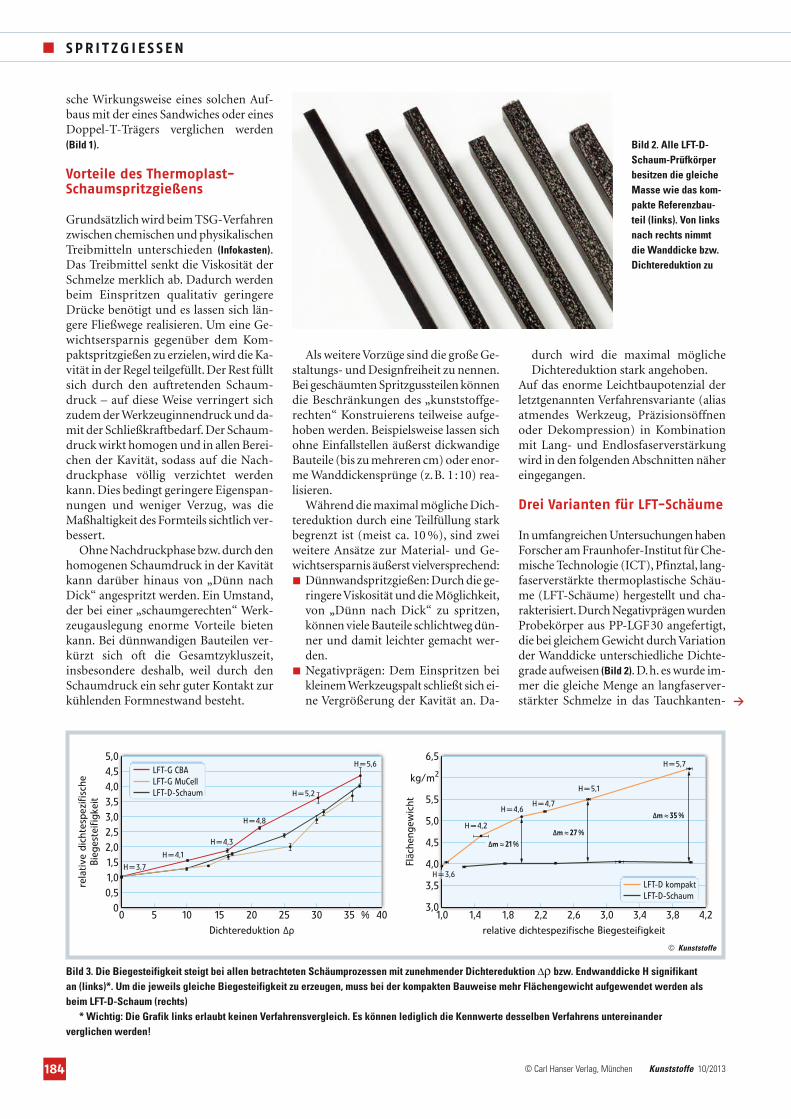
Bild 2. Alle LFT-D-Schaum-Prüfkörperbesitzen die gleicheMasse wie das kom-pakte Referenzbau-teil (links). Von linksnach rechts nimmtdie Wanddicke bzw.Dichtereduktion zu
Dichtereduktion Δρ
5,04,54,03,53,02,52,01,51,00,5
00
rela
tive
dich
tesp
ezifi
sche
Bieg
este
ifigk
eit
5
H = 3,7
H = 4,1
H = 4,3
H = 4,8
H = 5,2H = 5,1
H = 4,7H = 4,6
H = 4,2
Δm ≈21%Δm ≈27 %
Δm ≈35 %
H = 3,6
H = 5,6 H = 5,7
10 15 20 25 30 35 % 40relative dichtespezifische Biegesteifigkeit
6,5
kg/m2
5,5
5,0
4,5
4,0
3,5
3,01,0
Fläc
heng
ewic
ht
1,4 1,8 2,2 2,6 3,0 3,4 3,8 4,2
LFT-G CBALFT-G MuCellLFT-D-Schaum
LFT-D kompaktLFT-D-Schaum
Bild 3. Die Biegesteifigkeit steigt bei allen betrachteten Schäumprozessen mit zunehmender Dichtereduktion Δρ bzw. Endwanddicke H signifikant an (links)*. Um die jeweils gleiche Biegesteifigkeit zu erzeugen, muss bei der kompakten Bauweise mehr Flächengewicht aufgewendet werden alsbeim LFT-D-Schaum (rechts)
* Wichtig: Die Grafik links erlaubt keinen Verfahrensvergleich. Es können lediglich die Kennwerte desselben Verfahrens untereinander verglichen werden!
© Kunststoffe
>
183-189_KU111514_KU10 01.10.2013 10:12 Uhr Seite 184
Internet-PDF-Datei. Diese PDF Datei enthält das Recht zur unbeschränkten Intranet- und Internetnutzung, sowie zur Verbreitung über elektronische Verteiler. Eine Verbreitung in gedruckter Form ist mit dieser PDF-Datei nicht gestattet.
186 © Carl Hanser Verlag, München Kunststoffe 10/2013
SPR I T ZG I E S S EN
werkzeug eingespritzt und die Kavitätanschließend vergrößert. Der Schaum-druck ließ die Schmelze gemeinsam mitdem Expansionshub des Werkzeugs aufdas gewünschte Endmaß expandieren.Dabei kamen drei verschiedene Schäum-prozesse zum Einsatz:� Langfasergranulate (LFT-G) mit einem
chemischen Treibmittel (CBA) undLGF-Schnecke (105 mm);
� Langfasergranulate (LFT-G) im Mu-Cell-Verfahren mit LGF-Schnecke(80 mm) und Stickstoff (N2) als Treib-mittel;
� LFT-D-Schäum-Verfahren mit einemSpritzgieß-Compounder (InjectionMolding Compounder, IMC) undStickstoff (N2) als Treibmittel.
Mit allen Prozessen konnte die Dichteproblemlos um bis zu 37 % reduziertwerden. Als Referenzen dienen jeweilskompakte, ungeschäumte Prüfkörper.Das Negativprägen bietet vor allem beiflächigen Bauteilen Vorteile: Die Biege-steifigkeit steigt bei allen betrachtetenSchäumprozessen mit zunehmenderDichtereduktion Δρ bzw. EndwanddickeH signifikant an (Bild 3 links). Bei einerEndwanddicke von beispielsweiseH = 5,6 mm besitzt die mit chemischenTreibmitteln geschäumte Variante etwadie 4,3-fach größere Biegesteifigkeit alsdas kompakte Referenzteil. Dieser An-stieg lässt sich auf die Geometrieabhän-gigkeit des Flächenträgheitsmomentszurückführen, das sich mit der drittenPotenz der Wanddicke erhöht.
Die Gegenüberstellung mit dem LFT-D-Kompaktspritzgießen verdeutlicht dasGewichteinsparpotenzial der LFT-D-Schäume (Bild 3 rechts): Um die jeweils glei-che Biegesteifigkeit zu erzeugen, muss bei
der kompakten Bauweise mehr Flächen-gewicht aufgewendet werden als beimSchäumen. Um diesen Leichtbaueffektweiter zu erhöhen, kann zum Beispiel beinoch kleinerem Anfangsvolumen der Ka-vität eingespritzt und/oder das Kavitäts-volumen weiter bis zum Erreichen dermaximal möglichen Endwanddicke (ma-terial- und prozessabhängig) vergrößertwerden.
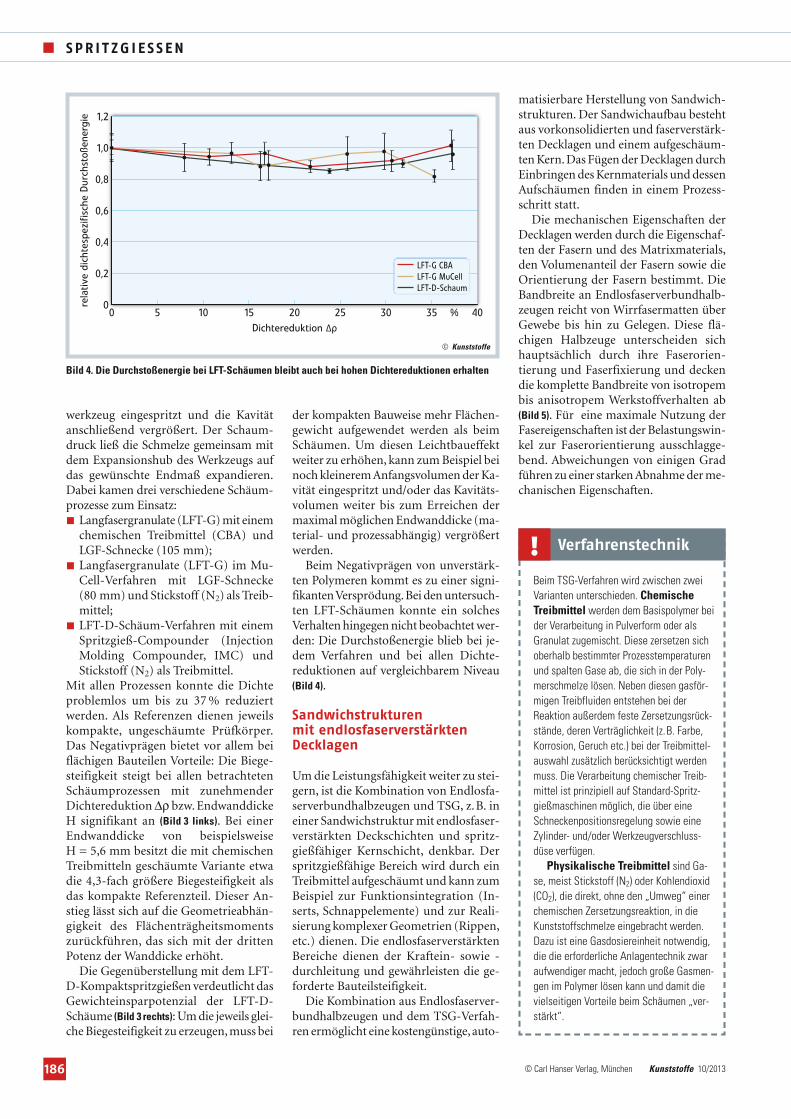
Beim Negativprägen von unverstärk-ten Polymeren kommt es zu einer signi-fikanten Versprödung.Bei den untersuch-ten LFT-Schäumen konnte ein solchesVerhalten hingegen nicht beobachtet wer-den: Die Durchstoßenergie blieb bei je-dem Verfahren und bei allen Dichte-reduktionen auf vergleichbarem Niveau(Bild 4).
Sandwichstrukturen mit endlosfaserverstärktenDecklagen
Um die Leistungsfähigkeit weiter zu stei-gern, ist die Kombination von Endlosfa-serverbundhalbzeugen und TSG, z.B. ineiner Sandwichstruktur mit endlosfaser-verstärkten Deckschichten und spritz-gießfähiger Kernschicht, denkbar. Derspritzgießfähige Bereich wird durch einTreibmittel aufgeschäumt und kann zumBeispiel zur Funktionsintegration (In-serts, Schnappelemente) und zur Reali-sierung komplexer Geometrien (Rippen,etc.) dienen. Die endlosfaserverstärktenBereiche dienen der Kraftein- sowie -durchleitung und gewährleisten die ge-forderte Bauteilsteifigkeit.
Die Kombination aus Endlosfaserver-bundhalbzeugen und dem TSG-Verfah-ren ermöglicht eine kostengünstige, auto-
matisierbare Herstellung von Sandwich-strukturen. Der Sandwichaufbau bestehtaus vorkonsolidierten und faserverstärk-ten Decklagen und einem aufgeschäum-ten Kern. Das Fügen der Decklagen durchEinbringen des Kernmaterials und dessenAufschäumen finden in einem Prozess-schritt statt.
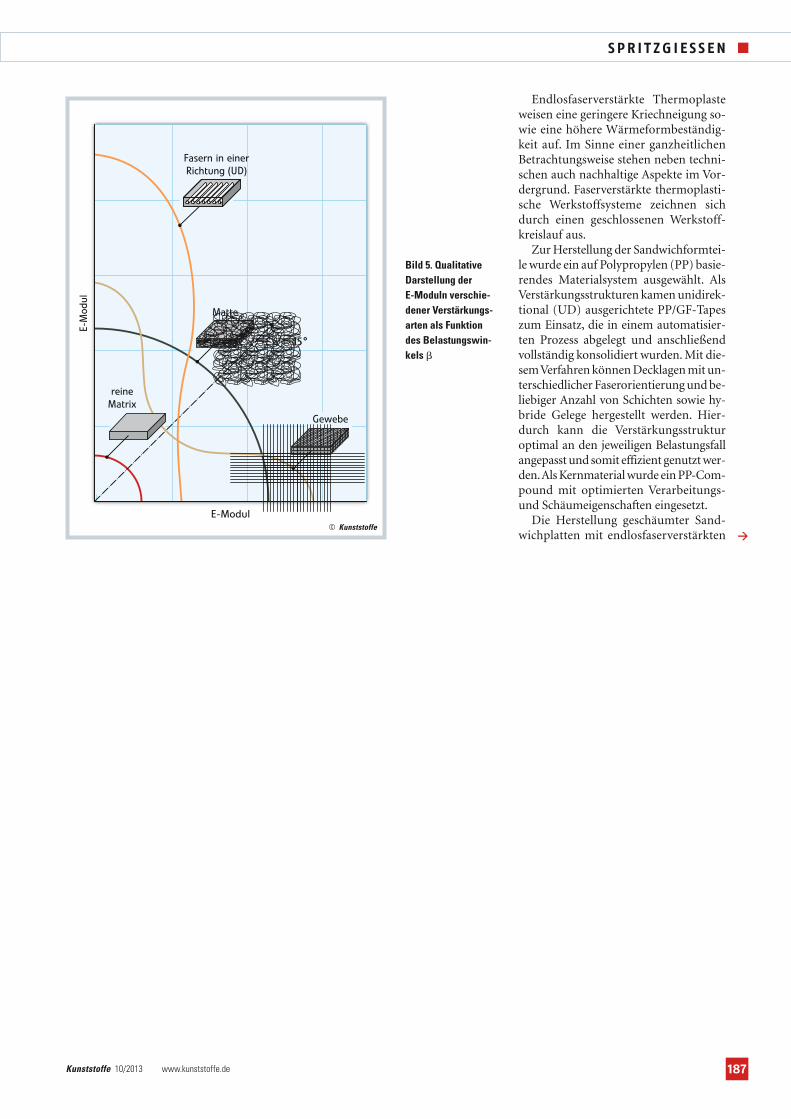
Die mechanischen Eigenschaften derDecklagen werden durch die Eigenschaf-ten der Fasern und des Matrixmaterials,den Volumenanteil der Fasern sowie dieOrientierung der Fasern bestimmt. DieBandbreite an Endlosfaserverbundhalb-zeugen reicht von Wirrfasermatten überGewebe bis hin zu Gelegen. Diese flä-chigen Halbzeuge unterscheiden sichhauptsächlich durch ihre Faserorien-tierung und Faserfixierung und deckendie komplette Bandbreite von isotropembis anisotropem Werkstoffverhalten ab(Bild 5). Für eine maximale Nutzung derFasereigenschaften ist der Belastungswin-kel zur Faserorientierung ausschlagge-bend. Abweichungen von einigen Gradführen zu einer starken Abnahme der me-chanischen Eigenschaften.
Beim TSG-Verfahren wird zwischen zweiVarianten unterschieden. ChemischeTreibmittel werden dem Basispolymer beider Verarbeitung in Pulverform oder alsGranulat zugemischt. Diese zersetzen sichoberhalb bestimmter Prozesstemperaturenund spalten Gase ab, die sich in der Poly-merschmelze lösen. Neben diesen gasför-migen Treibfluiden entstehen bei derReaktion außerdem feste Zersetzungsrück-stände, deren Verträglichkeit (z.B. Farbe,Korrosion, Geruch etc.) bei der Treibmittel-auswahl zusätzlich berücksichtigt werdenmuss. Die Verarbeitung chemischer Treib-mittel ist prinzipiell auf Standard-Spritz-gießmaschinen möglich, die über eineSchneckenpositionsregelung sowie eineZylinder- und/oder Werkzeugverschluss-düse verfügen.
Physikalische Treibmittel sind Ga-se, meist Stickstoff (N2) oder Kohlendioxid(CO2), die direkt, ohne den „Umweg“ einerchemischen Zersetzungsreaktion, in dieKunststoffschmelze eingebracht werden.Dazu ist eine Gasdosiereinheit notwendig,die die erforderliche Anlagentechnik zwaraufwendiger macht, jedoch große Gasmen-gen im Polymer lösen kann und damit dievielseitigen Vorteile beim Schäumen „ver-stärkt“.
Verfahrenstechnik!
Dichtereduktion Δρ
1,2
1,0
0,8
0,6
0,4
0,2
00
rela
tive
dich
tesp
ezifi
sche
Dur
chst
oßen
ergi
e
5 10 15 20 25 30 35 % 40
LFT-G CBALFT-G MuCellLFT-D-Schaum
Bild 4. Die Durchstoßenergie bei LFT-Schäumen bleibt auch bei hohen Dichtereduktionen erhalten
© Kunststoffe
183-189_KU111514_KU10 01.10.2013 10:12 Uhr Seite 186
Internet-PDF-Datei. Diese PDF Datei enthält das Recht zur unbeschränkten Intranet- und Internetnutzung, sowie zur Verbreitung über elektronische Verteiler. Eine Verbreitung in gedruckter Form ist mit dieser PDF-Datei nicht gestattet.
187Kunststoffe 10/2013 www.kunststoffe.de
SPR I T ZG I E S S EN
>
Endlosfaserverstärkte Thermoplasteweisen eine geringere Kriechneigung so-wie eine höhere Wärmeformbeständig-keit auf. Im Sinne einer ganzheitlichenBetrachtungsweise stehen neben techni-schen auch nachhaltige Aspekte im Vor-dergrund. Faserverstärkte thermoplasti-sche Werkstoffsysteme zeichnen sichdurch einen geschlossenen Werkstoff-kreislauf aus.
Zur Herstellung der Sandwichformtei-le wurde ein auf Polypropylen (PP) basie-rendes Materialsystem ausgewählt. AlsVerstärkungsstrukturen kamen unidirek-tional (UD) ausgerichtete PP/GF-Tapeszum Einsatz, die in einem automatisier-ten Prozess abgelegt und anschließendvollständig konsolidiert wurden. Mit die-sem Verfahren können Decklagen mit un-terschiedlicher Faserorientierung und be-liebiger Anzahl von Schichten sowie hy-bride Gelege hergestellt werden. Hier-durch kann die Verstärkungsstrukturoptimal an den jeweiligen Belastungsfallangepasst und somit effizient genutzt wer-den.Als Kernmaterial wurde ein PP-Com-pound mit optimierten Verarbeitungs-und Schäumeigenschaften eingesetzt.
Die Herstellung geschäumter Sand-wichplatten mit endlosfaserverstärkten
E-Modul
E-M
odul
Matte
Gewebe
reineMatrix
β = 45°
Fasern in einerRichtung (UD)
Bild 5. QualitativeDarstellung der E-Moduln verschie-dener Verstärkungs-arten als Funktiondes Belastungswin-kels �
© Kunststoffe
SD_K_Anz_175x122_RZ_0913.indd 1 09.09.13 13:02
183-189_KU111514_KU10 01.10.2013 10:12 Uhr Seite 187
Internet-PDF-Datei. Diese PDF Datei enthält das Recht zur unbeschränkten Intranet- und Internetnutzung, sowie zur Verbreitung über elektronische Verteiler. Eine Verbreitung in gedruckter Form ist mit dieser PDF-Datei nicht gestattet.
188 © Carl Hanser Verlag, München Kunststoffe 10/2013
SPR I T ZG I E S S EN
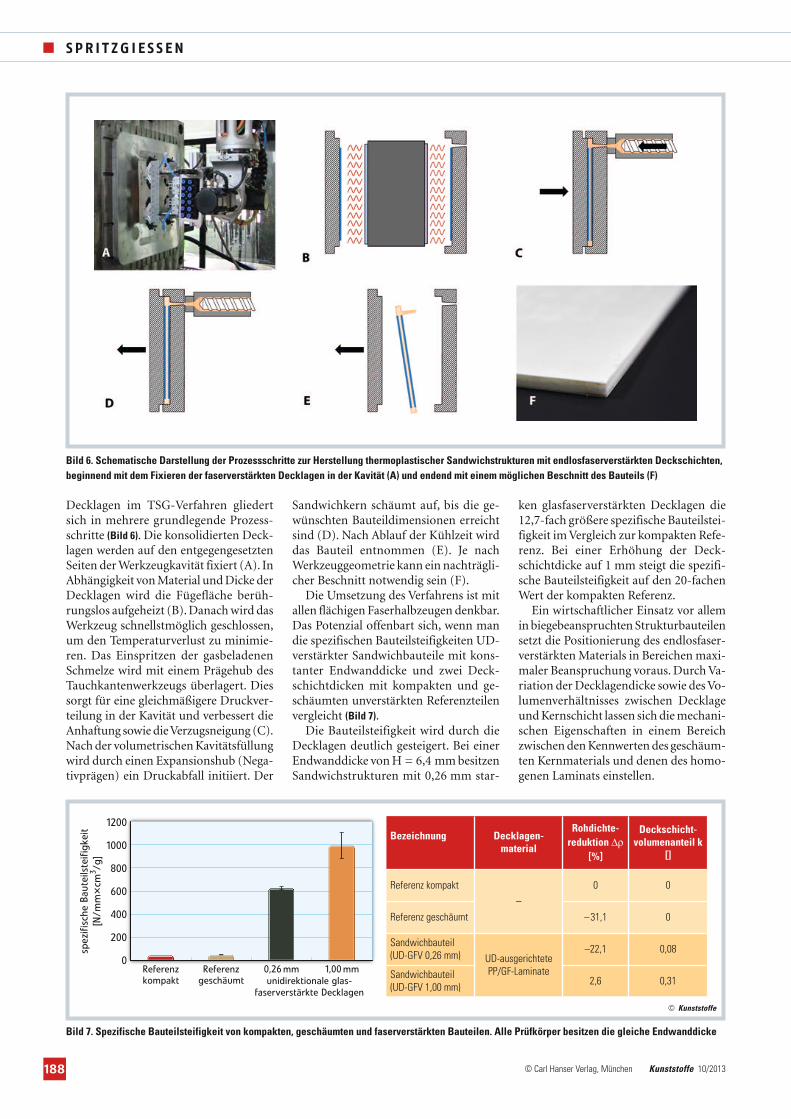
Decklagen im TSG-Verfahren gliedertsich in mehrere grundlegende Prozess-schritte (Bild 6). Die konsolidierten Deck-lagen werden auf den entgegengesetztenSeiten der Werkzeugkavität fixiert (A). InAbhängigkeit von Material und Dicke derDecklagen wird die Fügefläche berüh-rungslos aufgeheizt (B). Danach wird dasWerkzeug schnellstmöglich geschlossen,um den Temperaturverlust zu minimie-ren. Das Einspritzen der gasbeladenenSchmelze wird mit einem Prägehub desTauchkantenwerkzeugs überlagert. Diessorgt für eine gleichmäßigere Druckver-teilung in der Kavität und verbessert dieAnhaftung sowie die Verzugsneigung (C).Nach der volumetrischen Kavitätsfüllungwird durch einen Expansionshub (Nega-tivprägen) ein Druckabfall initiiert. Der
Sandwichkern schäumt auf, bis die ge-wünschten Bauteildimensionen erreichtsind (D). Nach Ablauf der Kühlzeit wirddas Bauteil entnommen (E). Je nachWerkzeuggeometrie kann ein nachträgli-cher Beschnitt notwendig sein (F).
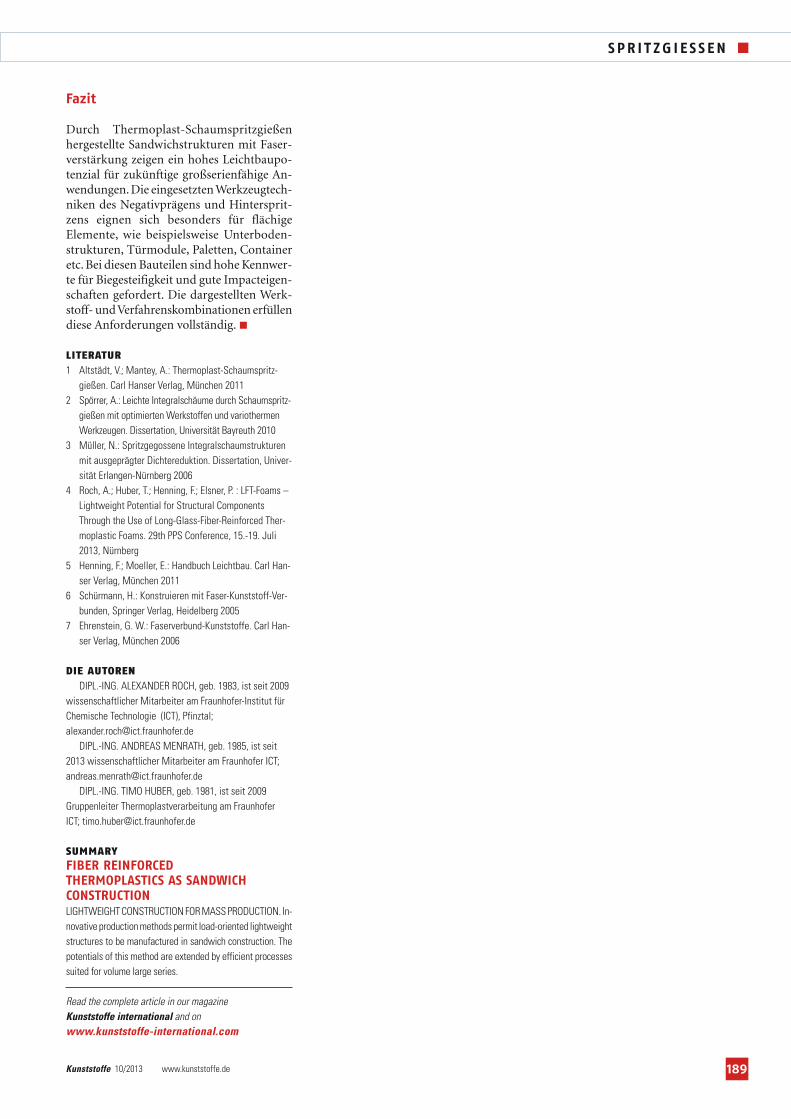
Die Umsetzung des Verfahrens ist mitallen flächigen Faserhalbzeugen denkbar.Das Potenzial offenbart sich, wenn mandie spezifischen Bauteilsteifigkeiten UD-verstärkter Sandwichbauteile mit kons-tanter Endwanddicke und zwei Deck-schichtdicken mit kompakten und ge-schäumten unverstärkten Referenzteilenvergleicht (Bild 7).
Die Bauteilsteifigkeit wird durch dieDecklagen deutlich gesteigert. Bei einerEndwanddicke von H = 6,4 mm besitzenSandwichstrukturen mit 0,26 mm star-
ken glasfaserverstärkten Decklagen die12,7-fach größere spezifische Bauteilstei-figkeit im Vergleich zur kompakten Refe-renz. Bei einer Erhöhung der Deck-schichtdicke auf 1 mm steigt die spezifi-sche Bauteilsteifigkeit auf den 20-fachenWert der kompakten Referenz.
Ein wirtschaftlicher Einsatz vor allemin biegebeanspruchten Strukturbauteilensetzt die Positionierung des endlosfaser-verstärkten Materials in Bereichen maxi-maler Beanspruchung voraus. Durch Va-riation der Decklagendicke sowie des Vo-lumenverhältnisses zwischen Decklageund Kernschicht lassen sich die mechani-schen Eigenschaften in einem Bereichzwischen den Kennwerten des geschäum-ten Kernmaterials und denen des homo-genen Laminats einstellen.
1200
1000
800
600
400
200
0Referenzkompakt
Referenzgeschäumt
0,26 mm 1,00 mmunidirektionale glas-
faserverstärkte Decklagen
spez
ifisc
he B
aute
ilste
ifigk
eit
[N/m
m×
cm3 /g
]
Bild 7. Spezifische Bauteilsteifigkeit von kompakten, geschäumten und faserverstärkten Bauteilen. Alle Prüfkörper besitzen die gleiche Endwanddicke
© Kunststoffe
Bezeichnung Decklagen-material
Rohdichte-reduktion Δρ
[%]
Deckschicht-volumenanteil k
[]
Referenz kompakt
–
0 0
Referenz geschäumt –31,1 0
Sandwichbauteil(UD-GFV 0,26 mm) UD-ausgerichtete
PP/GF-Laminate
–22,1 0,08
Sandwichbauteil(UD-GFV 1,00 mm)
2,6 0,31
Bild 6. Schematische Darstellung der Prozessschritte zur Herstellung thermoplastischer Sandwichstrukturen mit endlosfaserverstärkten Deckschichten,beginnend mit dem Fixieren der faserverstärkten Decklagen in der Kavität (A) und endend mit einem möglichen Beschnitt des Bauteils (F)
183-189_KU111514_KU10 01.10.2013 10:12 Uhr Seite 188
Internet-PDF-Datei. Diese PDF Datei enthält das Recht zur unbeschränkten Intranet- und Internetnutzung, sowie zur Verbreitung über elektronische Verteiler. Eine Verbreitung in gedruckter Form ist mit dieser PDF-Datei nicht gestattet.
189Kunststoffe 10/2013 www.kunststoffe.de
SPR I T ZG I E S S EN
Fazit
Durch Thermoplast-Schaumspritzgießenhergestellte Sandwichstrukturen mit Faser-verstärkung zeigen ein hohes Leichtbaupo-tenzial für zukünftige großserienfähige An-wendungen. Die eingesetzten Werkzeugtech-niken des Negativprägens und Hintersprit-zens eignen sich besonders für flächigeElemente, wie beispielsweise Unterboden-strukturen, Türmodule, Paletten, Containeretc. Bei diesen Bauteilen sind hohe Kennwer-te für Biegesteifigkeit und gute Impacteigen-schaften gefordert. Die dargestellten Werk-stoff- und Verfahrenskombinationen erfüllendiese Anforderungen vollständig.�
LITERATUR
1 Altstädt, V.; Mantey, A.: Thermoplast-Schaumspritz-gießen. Carl Hanser Verlag, München 2011
2 Spörrer, A.: Leichte Integralschäume durch Schaumspritz-gießen mit optimierten Werkstoffen und variothermenWerkzeugen. Dissertation, Universität Bayreuth 2010
3 Müller, N.: Spritzgegossene Integralschaumstrukturenmit ausgeprägter Dichtereduktion. Dissertation, Univer-sität Erlangen-Nürnberg 2006
4 Roch, A.; Huber, T.; Henning, F.; Elsner, P. : LFT-Foams –Lightweight Potential for Structural ComponentsThrough the Use of Long-Glass-Fiber-Reinforced Ther-moplastic Foams. 29th PPS Conference, 15.-19. Juli2013, Nürnberg
5 Henning, F.; Moeller, E.: Handbuch Leichtbau. Carl Han-ser Verlag, München 2011
6 Schürmann, H.: Konstruieren mit Faser-Kunststoff-Ver-bunden, Springer Verlag, Heidelberg 2005
7 Ehrenstein, G. W.: Faserverbund-Kunststoffe. Carl Han-ser Verlag, München 2006
DIE AUTOREN
DIPL.-ING. ALEXANDER ROCH, geb. 1983, ist seit 2009wissenschaftlicher Mitarbeiter am Fraunhofer-Institut fürChemische Technologie (ICT), Pfinztal;[email protected]
DIPL.-ING. ANDREAS MENRATH, geb. 1985, ist seit2013 wissenschaftlicher Mitarbeiter am Fraunhofer ICT;[email protected]
DIPL.-ING. TIMO HUBER, geb. 1981, ist seit 2009Gruppenleiter Thermoplastverarbeitung am Fraunhofer ICT; [email protected]
SUMMARY
FIBER REINFORCED THERMOPLASTICS AS SANDWICH CONSTRUCTIONLIGHTWEIGHT CONSTRUCTION FOR MASS PRODUCTION. In-novative production methods permit load-oriented lightweightstructures to be manufactured in sandwich construction. Thepotentials of this method are extended by efficient processessuited for volume large series.
Read the complete article in our magazine Kunststoffe international and on www.kunststoffe-international.com
183-189_KU111514_KU10 01.10.2013 10:12 Uhr Seite 189
Internet-PDF-Datei. Diese PDF Datei enthält das Recht zur unbeschränkten Intranet- und Internetnutzung, sowie zur Verbreitung über elektronische Verteiler. Eine Verbreitung in gedruckter Form ist mit dieser PDF-Datei nicht gestattet.