
Fraunhofer-Institut für Optronik, Systemtechnik und ...Seite 3 Fraunhofer IOSB, GF Automatisierung,...
37
© Fraunhofer IOSB Seite 1 Industrie 4.0 Olaf Sauer Kloster Bronnbach, 28. September 2016 Fraunhofer-Institut für Optronik, Systemtechnik und Bildauswertung IOSB Karlsruhe Ettlingen Ilmenau Lemgo
Transcript of Fraunhofer-Institut für Optronik, Systemtechnik und ...Seite 3 Fraunhofer IOSB, GF Automatisierung,...

© Fraunhofer IOSB
Seite 1
Industrie 4.0
Olaf Sauer
Kloster Bronnbach, 28. September 2016
Fraunhofer-Institut für Optronik, Systemtechnik und Bildauswertung IOSB
Karlsruhe Ettlingen Ilmenau Lemgo

Seite 2
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
1. Das IOSB im Überblick
Kennzahlen: Betriebshaushalt 2015 44 Mio. €
Stammpersonal 449
davon Wiss./Ingenieure 332
wiss. Hilfskräfte 171
Institutsleitung: Prof. Dr.-Ing. Jürgen Beyerer
Kernkompetenzen: Optronik
Systemtechnik
Bildauswertung
Geschäftsfelder: Automatisierung
Energie, Wasser, Umwelt
Inspektion und Sichtprüfung
Verteidigung
Zivile Sicherheit
Kooperation mit: Fakultät für Informatik, Institut für Anthropomatik,
Lehrstuhl für Interaktive Echtzeitsysteme IES

Seite 3
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
1. Ausgangspunkt unserer Arbeiten zu Industrie 4.0: ProVis.Agent für
Daimler in Rohbau, Lack, Montage
Das integrierte Leit- und Auswertesystem für Daimler (Werke Bremen und Wörth) umfasst die Komponenten - ProVis.Agent® als Leitsystem, - ProVis.Visu® als Realzeit-Visualisierungssystem, - ProVis.Paula® als webbasiertes Auswertesystem. ProVis.Agent überwacht im Werk Bremen rd. 1.160 speicher-programmierbare Steuerungen (Rohbau rd. 660, Lack rd. 250, Montage rd. 250) von rd. 2.000 Anlagen vom Rohbau über Lackierung bis zur Montage (siehe http://www.iosb.fraunhofer.de/servlet/is/18350/)
Web-basiertes Auswertesystem für Produktions- und Anlagedaten auf Basis von WebGenesis®
Mengengerüst Daimler Bremen: 1 TByte Rohdaten/35d, > 3.000 Anlagen, > 1.560 Nutzer (siehe http://www.iosb.fraunhofer.de/servlet/is/18202/)
Zentrale Leitwarte der Montage in Bremen
Prozessführung eines Montageabschnitts
Beispiel für die ProVis.PAULA-Oberfläche
Seite 4
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
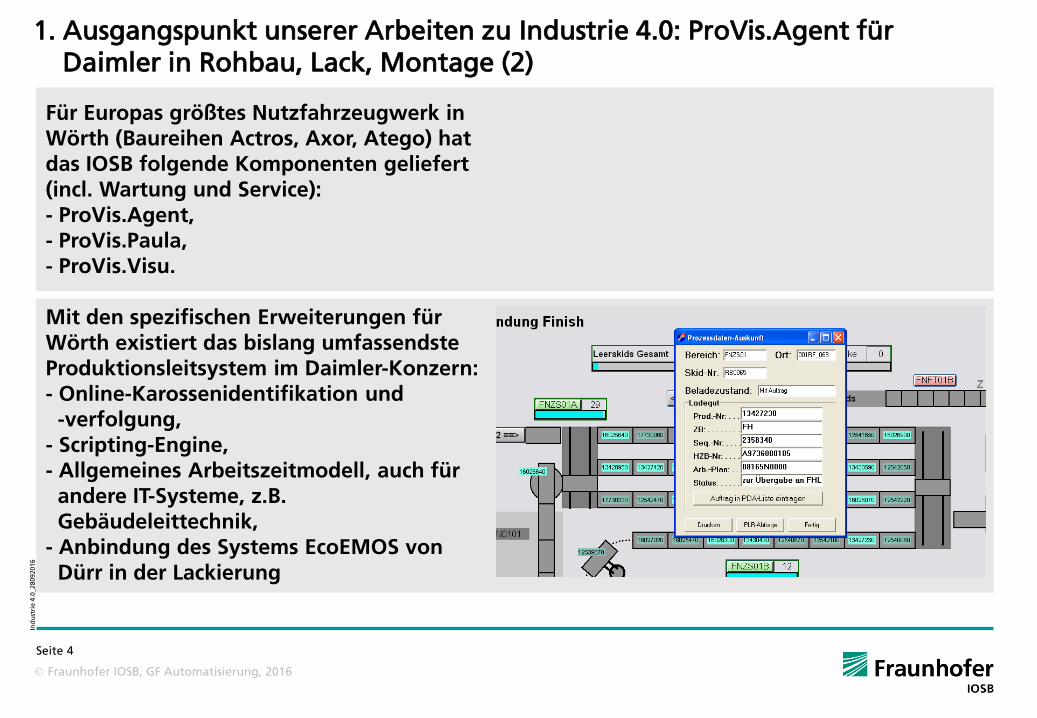
Für Europas größtes Nutzfahrzeugwerk in Wörth (Baureihen Actros, Axor, Atego) hat das IOSB folgende Komponenten geliefert (incl. Wartung und Service): - ProVis.Agent, - ProVis.Paula, - ProVis.Visu. Mit den spezifischen Erweiterungen für Wörth existiert das bislang umfassendste Produktionsleitsystem im Daimler-Konzern: - Online-Karossenidentifikation und -verfolgung, - Scripting-Engine, - Allgemeines Arbeitszeitmodell, auch für andere IT-Systeme, z.B. Gebäudeleittechnik, - Anbindung des Systems EcoEMOS von Dürr in der Lackierung
1. Ausgangspunkt unserer Arbeiten zu Industrie 4.0: ProVis.Agent für
Daimler in Rohbau, Lack, Montage (2)

2. Wie Industrie 4.0 organisiert ist
Seit dem 14. April 2015 wird die Plattform von zwei Ministerien koordiniert Deutsche Industrieverbände und Stakeholder sind Teil der Plattform
Plattform Industrie 4.0: http://www.plattform-i40.de/
Seite 6
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
2. Aktuelle Aktivitäten (Auswahl)
‚Spitzencluster‘,
BMBF-Förderung rd.
40 Mio. €;
Industriebeteiligung
ebenfalls rd. 40 Mio. €
BMBF-Industrie
4.0-Verbund-
projekt
+ rd. 30 weitere geförderte F&E-Projekte-Projekte (siehe http://www.produktionsforschung.de/themenfelder/UCM01_001184?TF_ID=121 oder
http://www.autonomik40.de/#&panel1-3)
+ Industrie 4.0 Initiativen der Bundesländer, um KMUs zu sensibilisieren (siehe http://www.plattform-i40.de/I40/Navigation/DE/In-der-Praxis/ProjekteInitiativen/projekte-und-initiativen.html)
+ Diverse Aktivitäten in der Industrie, um I4.0-Technologien ins eigene Portfolio
zu bringen (Online-Landkarte Industrie 4.0)
+ durch die Plattform koordinierte Arbeitsgruppen für Standards,
Referenzarchitektur, Industrie 4.0-Komponenten, Geschäftsmodelle,
Qualifikation, etc.
+ Zusammenarbeit mit dem Industrial Internet Consortium (IIC)
Seite 7
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
2. Hilfsmittel für Unternehmer (Auswahl)
Alle relevanten Publikationen („Statusreports“) zur Standardisierung www.vdi.de/digital Industrie 4.0-Readyness Studie der IMPULS-Stiftung des VDMA www.industrie40-readiness.de/
Seite 8
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
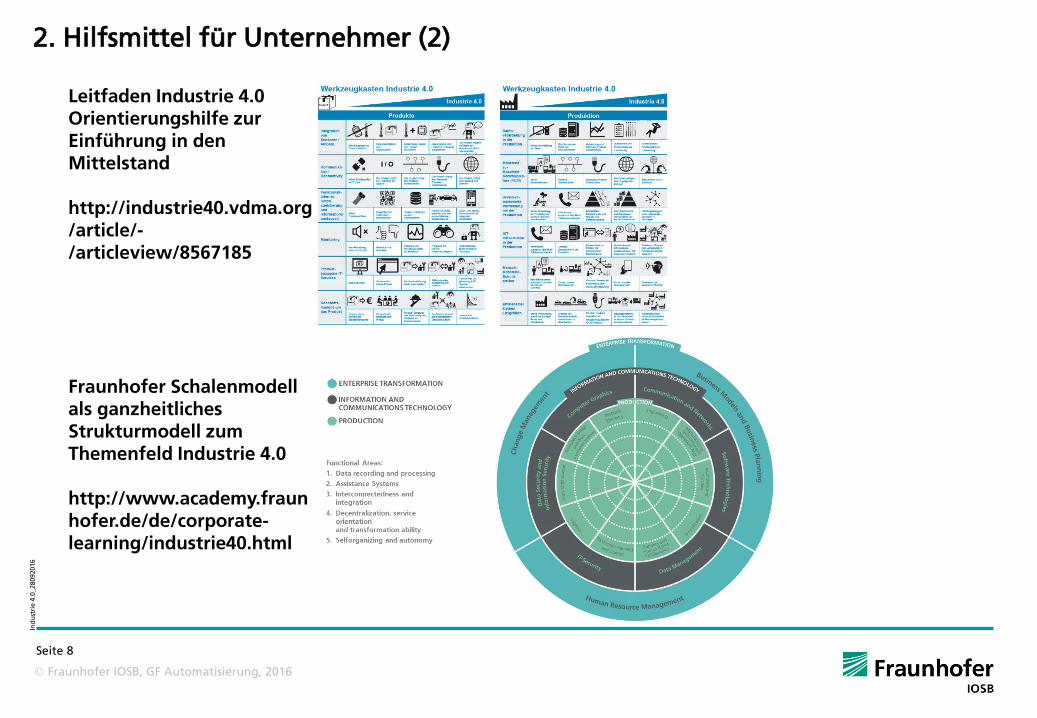
2. Hilfsmittel für Unternehmer (2)
Leitfaden Industrie 4.0 Orientierungshilfe zur Einführung in den Mittelstand http://industrie40.vdma.org/article/-/articleview/8567185 Fraunhofer Schalenmodell als ganzheitliches Strukturmodell zum Themenfeld Industrie 4.0 http://www.academy.fraunhofer.de/de/corporate-learning/industrie40.html

Seite 9
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
Data &
Service
Integration
Integration
with IoT Services
for distributed
systems
Connection with
Industrial standard
(OPC Unified
Architecture, AutomationML)
Plug
&
Work
Security for authorized
partners
Factory A Factory B NEW
New shared resources
2. IIC Smart Factory Web Testbed

Bitte nicht vergessen… …es gibt kein ‚Big Picture‘! …Abschreibungszeiten! …Qualität – Zeit – Kosten! aber…
Beispiele aus Projekten

3.1 MES-Leitfrage für produzierende Unternehmen
Produzierende Unternehmen mit mehr als einem Standort stellen in unseren Projekten die Frage: Gibt es ein MES mit einem Kern von MES-Funktionen, der für alle Business Units im Konzern gleich ist und spezifische Funktionen je Unit, die an den Kern nahtlos ‚angeflanscht‘ werden können? Idealerweise ist dieser Kern so aufgebaut, dass die IT-Abteilung eigene Applikationen auf Basis einer Plattform selbst entwickeln kann.
Spezielle MES-Funktionen für
BU 2
Spezielle MES-Funktionen für
BU n
Spezielle MES- Funktionen für
BU 1 Gemeinsamer
Kern von MES-
Funktionen
Basis: zukunftsorientierte Referenzarchitektur und/oder Middleware

3.1 Funktionen werden zu Services
Manufacturing Service Bus
Maschinen, Anlagen, Komponenten, CPS
Integrationsservices
MES-Services
APPs
Seite 14
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
OPC UA Server S7-1500
Umform-pressen
OPC UA Server S7-1500
Faserablage VRA
OPC UA Server S7-1500
3D Beschnitt
OPC UA Server S7-1500
Pressen/Abkühlen
OPC UA Server S7-1500
BAZ (Endkontur)
OPC UA Server S7-1500
Waschen
OPC UA Server S7-1500
Montage
OPC UA Server S7-1500
Verkettung
Profinet
Ethernet
MES
OPC UA Client
AML XML FileA
ML
Inte
rfa
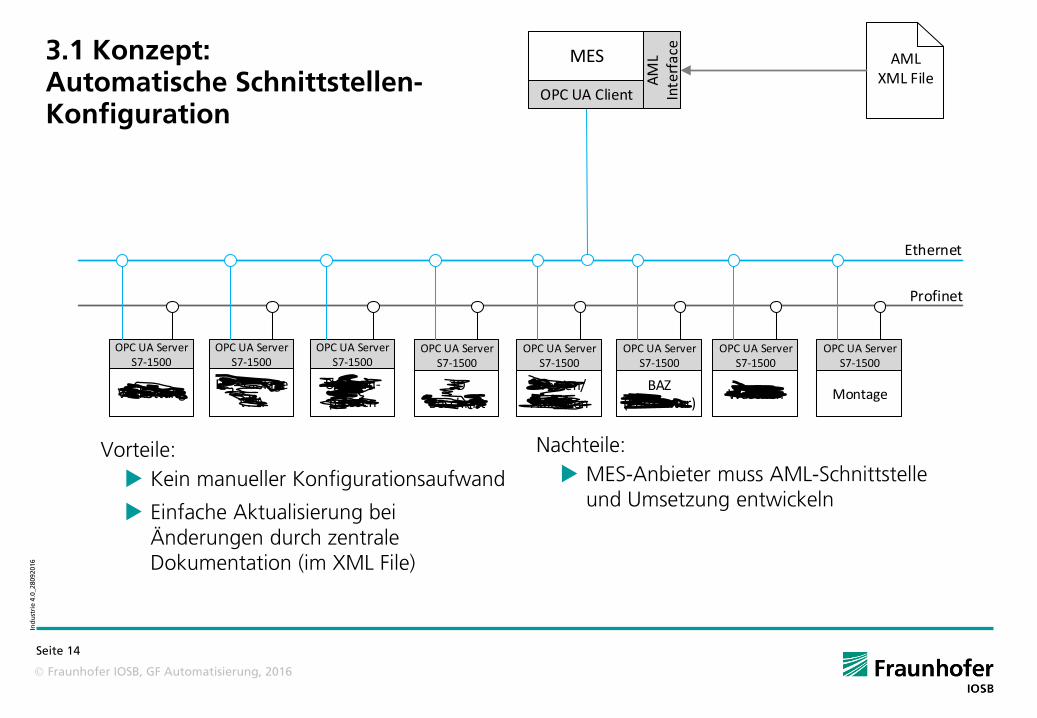
ce3.1 Konzept: Automatische Schnittstellen- Konfiguration
Vorteile:
Kein manueller Konfigurationsaufwand
Einfache Aktualisierung bei
Änderungen durch zentrale
Dokumentation (im XML File)
Nachteile:
MES-Anbieter muss AML-Schnittstelle
und Umsetzung entwickeln

Seite 16
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
3.1 Best practice-Beispiel TRUMPF-Werkzeugmaschinen
Trumpf entwickelt und erprobt seit vielen Jahren IKT für seine Maschinen. In der letzten Zeit hat sich Trumpf durch Akquisitionen und Beteiligungen Know-how gesichert, das sie benötigen, um zielgerichtet datengetrieben Dienste rund um ihre Maschinen aufzubauen:
Cloud-Plattform, um Dienste für ihre Kunden anzubieten, z.B. Remote Monitoring (Gründung)
MES-Haus, das maschinennahe Applikationen für die Axoom-Plattform entwickelt, z.B. OEE-Berechnung (Beteiligung)
Anbieter von Geräten (‚Gateways‘), um auf Sensor- und Maschinendaten zuzugreifen (Beteiligung)
Trumpf arbeitet aktiv in diesem Labor mit, um Erfahrungen mit neuen Methoden der Datensammlung und –auswertung zu gewinnen (Kooperation)

Botschaft 1: Der Markt für Produktions-IT ändert sich massiv

Video siehe www.plugandwork.fraunhofer.de
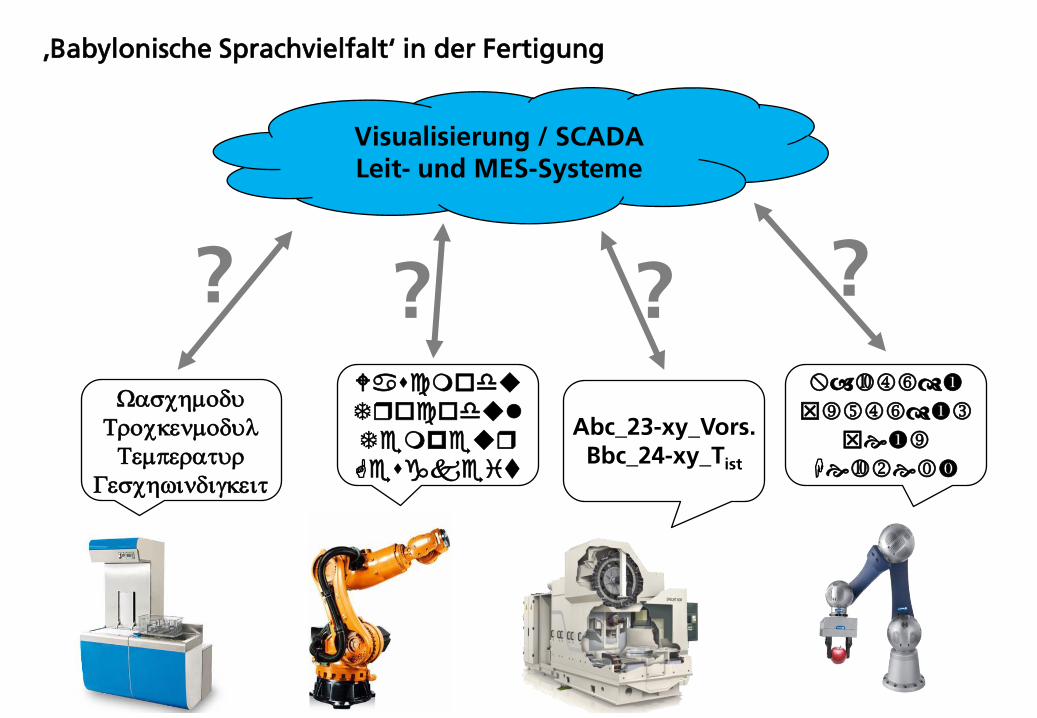
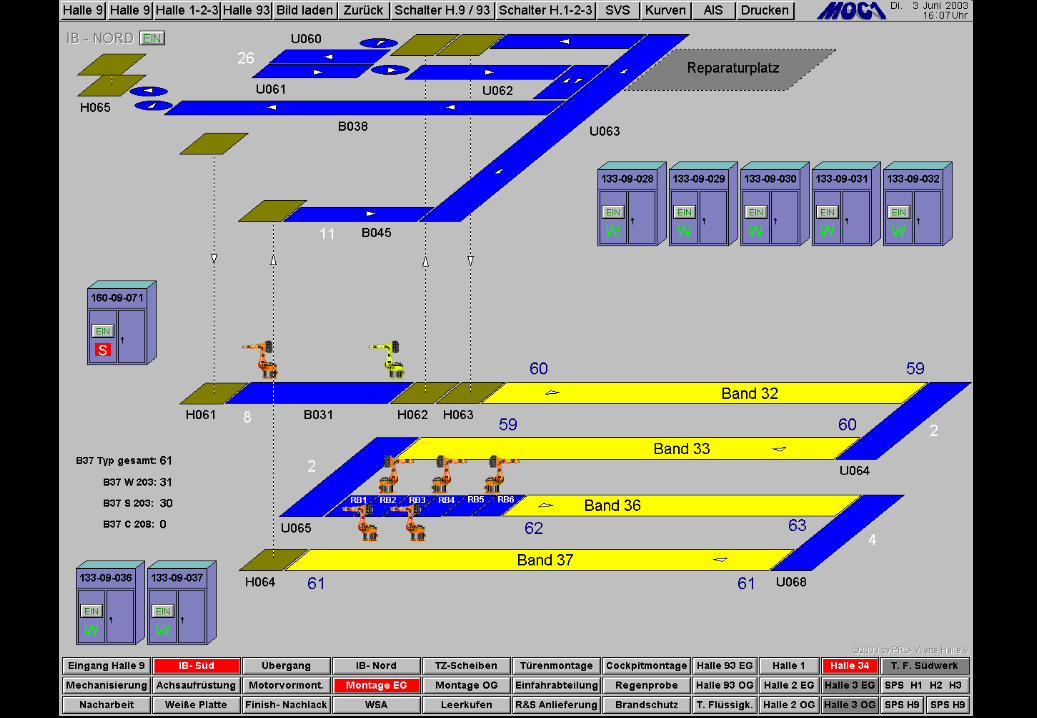
‚Babylonische Sprachvielfalt‘ in der Fertigung
Visualisierung / SCADA Leit- und MES-Systeme
Wascmodu
Trocodul
Tempeur
Gesgkeit
Waschmodu
Trockenmodul
Temperatur
Geschwindigkeit
Wasmodu
Trnmodul
Teur
Geskeit
Abc_23-xy_Vors. Bbc_24-xy_Tist
? ? ? ?
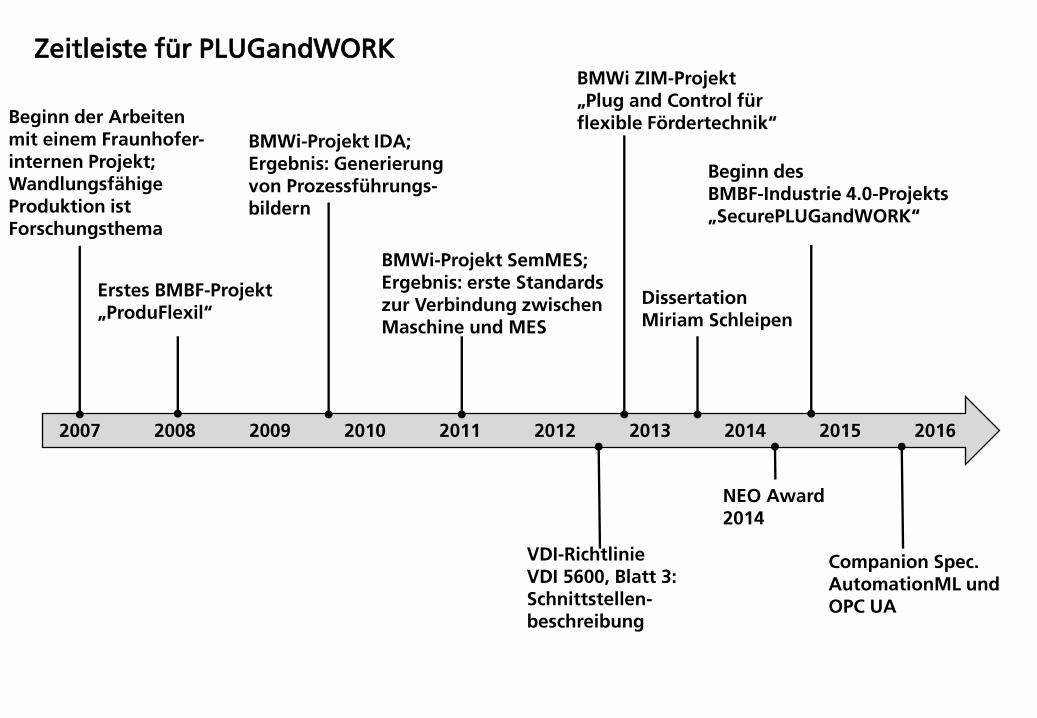
Zeitleiste für PLUGandWORK
2007 2008 2009 2010 2011 2012 2013 2014 2015 2016
Beginn der Arbeiten mit einem Fraunhofer- internen Projekt; Wandlungsfähige Produktion ist Forschungsthema
Beginn des BMBF-Industrie 4.0-Projekts „SecurePLUGandWORK“
Erstes BMBF-Projekt „ProduFlexil“
BMWi-Projekt IDA; Ergebnis: Generierung von Prozessführungs- bildern
BMWi-Projekt SemMES; Ergebnis: erste Standards zur Verbindung zwischen Maschine und MES
Dissertation Miriam Schleipen
VDI-Richtlinie VDI 5600, Blatt 3: Schnittstellen- beschreibung
Companion Spec. AutomationML und OPC UA
NEO Award 2014
BMWi ZIM-Projekt „Plug and Control für flexible Fördertechnik“

Seite 23
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
Anlage1 Anlage2 Anlagen Digitale Fabrik
Encoder Encoder Encoder Encoder
Plug-and-work „Middleware“ (Lösung über CAEX und OPC-UA)
MES 1 MES 2 MES m
Decoder
Decoder
Decoder
3.2 Bisherige Vorarbeiten zum Thema Wandlungsfähigkeit

Seite 24
Ind
ust
rie 4
.0 M
ES 2
1092016
Fraunhofer IOSB, GF Automatisierung, 2016
WinCC
ProVis.Visu
Gebhardt-Visu
Aus STEP-Dateien und Topologie-Beschreibungen
3.2 Modulare Materialflusssysteme generieren ihre Visualisierung online/zur
Laufzeit
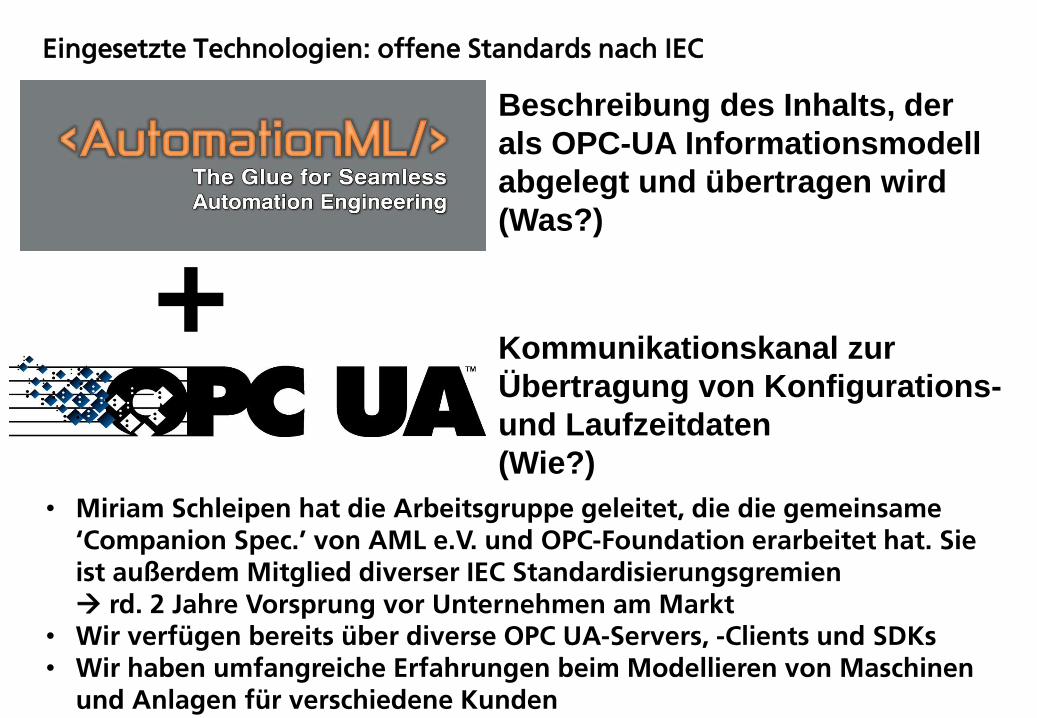
Kommunikationskanal zur
Übertragung von Konfigurations-
und Laufzeitdaten
(Wie?)
Beschreibung des Inhalts, der
als OPC-UA Informationsmodell
abgelegt und übertragen wird
(Was?)
+
Eingesetzte Technologien: offene Standards nach IEC
• Miriam Schleipen hat die Arbeitsgruppe geleitet, die die gemeinsame ‘Companion Spec.’ von AML e.V. und OPC-Foundation erarbeitet hat. Sie ist außerdem Mitglied diverser IEC Standardisierungsgremien rd. 2 Jahre Vorsprung vor Unternehmen am Markt
• Wir verfügen bereits über diverse OPC UA-Servers, -Clients und SDKs • Wir haben umfangreiche Erfahrungen beim Modellieren von Maschinen
und Anlagen für verschiedene Kunden
Seite 26
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_M
ES 2
1092016
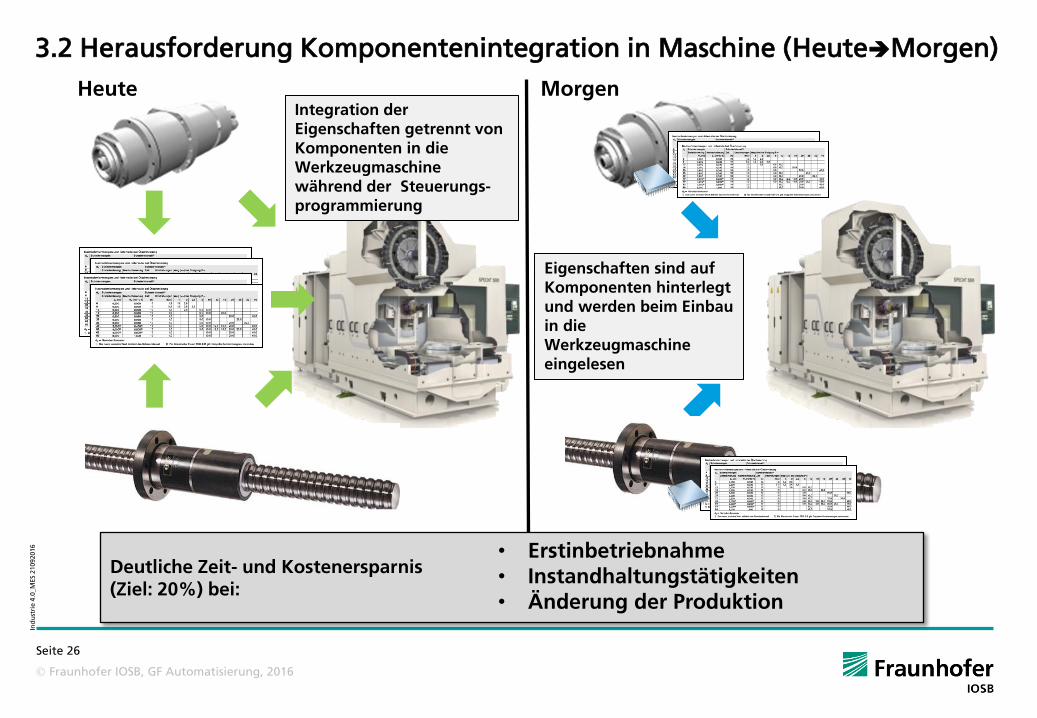
3.2 Herausforderung Komponentenintegration in Maschine (HeuteMorgen)
Integration der Eigenschaften getrennt von Komponenten in die Werkzeugmaschine während der Steuerungs-programmierung
Eigenschaften sind auf Komponenten hinterlegt und werden beim Einbau in die Werkzeugmaschine eingelesen
Heute Morgen
Deutliche Zeit- und Kostenersparnis (Ziel: 20%) bei:
• Erstinbetriebnahme • Instandhaltungstätigkeiten • Änderung der Produktion

3.2 Laufende Arbeiten: Selbstbeschreibung und
Kommunikationsfähigkeit… (2)
… auf Komponentenebene
Hauptspindel, Fa. Franz Kessler
Powerball Light Weight Arm, Fa. Schunk
Winkelkopf, Fa. ROMAI Robert Maier
Kugelgewindetrieb, Fa. Steinmeyer Mechatronik
… auf Maschinen-/Anlagenebene (Demonstratoren)
Industriewaschmaschine, Fa. MOC Danner
Bearbeitungszentrum, Fa. MAG IAS
Demofabriken, Fraunhofer IOSB, Karlsruhe u. Lemgo
Seite 28
Ind
ust
rie 4
.0 M
ES 2
1092016
Fraunhofer IOSB, GF Automatisierung, 2016
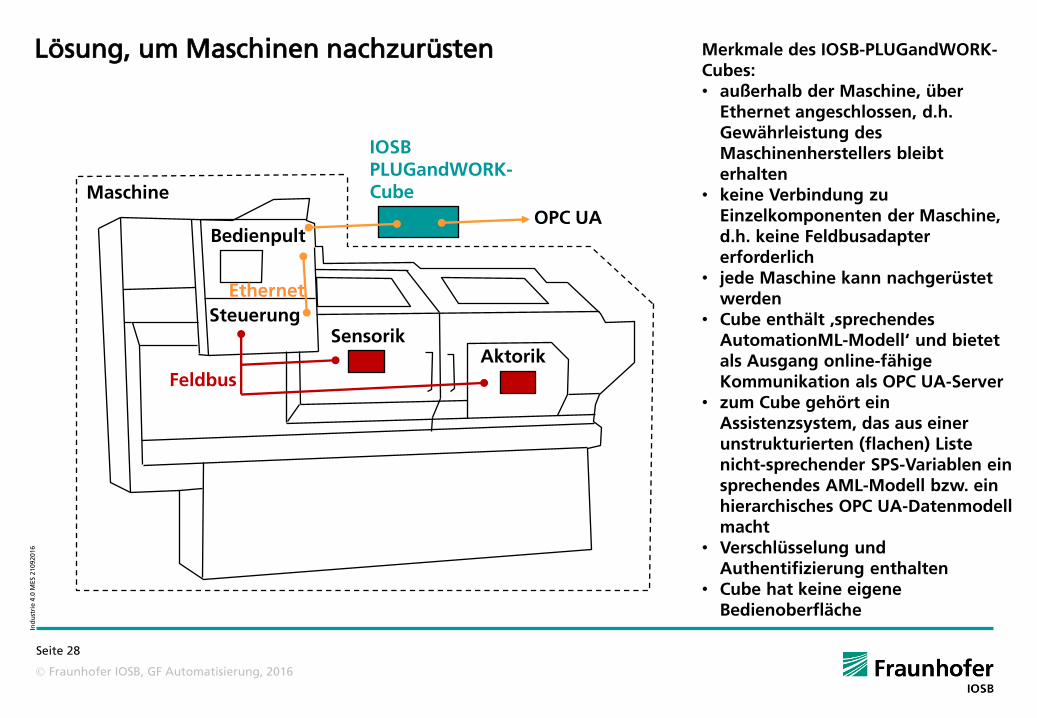
Lösung, um Maschinen nachzurüsten
Maschine
Bedienpult
Steuerung Sensorik
Aktorik Feldbus
Ethernet
IOSB PLUGandWORK- Cube
Merkmale des IOSB-PLUGandWORK-Cubes: • außerhalb der Maschine, über
Ethernet angeschlossen, d.h. Gewährleistung des Maschinenherstellers bleibt erhalten
• keine Verbindung zu Einzelkomponenten der Maschine, d.h. keine Feldbusadapter erforderlich
• jede Maschine kann nachgerüstet werden
• Cube enthält ‚sprechendes AutomationML-Modell‘ und bietet als Ausgang online-fähige Kommunikation als OPC UA-Server
• zum Cube gehört ein Assistenzsystem, das aus einer unstrukturierten (flachen) Liste nicht-sprechender SPS-Variablen ein sprechendes AML-Modell bzw. ein hierarchisches OPC UA-Datenmodell macht
• Verschlüsselung und Authentifizierung enthalten
• Cube hat keine eigene Bedienoberfläche
OPC UA

Botschaft 2: Ohne Semantik (auf Basis offener Standards) keine Industrie 4.0

Seite 40
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
Bosch Software Innovations GmbH

Botschaft 3: Suchen Sie sich (einen) Partner Produktionstechnik und IT müssen zusammenwachsen

(Source: BMW Group)
Interaktion über Gesten ohne Tastatur und Maus

3. Interaktion über Zeigegesten (2)

Botschaft 4: Wählen Sie konkrete Anwendungsfälle!

5. IOSB-Mitgliedschaft in Gremien und Organisationen im Industrie 4.0- und
MES-Umfeld
Leitung Fachbereich IT in der GPP FA Digitale Fabrik FA 5.15 „Agentensysteme“ FA 5.23 „XML in der Automation“ FA 6.12 „Durchgängiges Engineering von Leitsystemen“ FA 7.21 „Industrie 4.0“ FA 140 „MES“ FA 146 „MES-AG 2 Energiemanagement mit MES“ VDI-GPL - Fachbereich A5 „Modellierung und Simulation“
CIRP, Mitarbeit im STC-O
OPC hat sich als der Komm.-standard in der Industrie etabliert (IEC 62541) Industriegetriebes Konsortium,
CAEX (IEC 62424) als Dachformat
K941.0.2 AutomationML
Mitarbeit in Industrie 4.0-Arbeitsgruppen des VDI und der Plattform; IOSB auf der Landkarte Industrie 4.0
Mitarbeit in der UMCM-Arbeitsgruppe
Das IOSB zählt zu den 100 führenden Orten für Industrie 4.0
Working group 9 of SC 65E AutomationML
NA 060-30-05-04 (Normenausschuss Maschinenbau, NAM)
Testbed mit KETI (Südkorea); Testbed working group Smart factory working group

Seite 61
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
Elektromobilität
Energiespeicher- und
Elektromotoren-
produktion
Industrialisierung unreifer Prozesse
Industrie 4.0
Wandlungsfähigkeit,
Plug-and-Work,
Big Data Synergien Synergien
Konzept der Karlsruher Forschungsfabrik
Leichtbau
mit Fokus auf
Systemeffizienz des
Produkts
► Technologietransfer ► Existenzgründung ► Industrieansiedlung
► Industry-on-Campus ► Living Lab ► Qualifikation und Lehre

Seite 62
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
NEU: Karlsruher Forschungsfabrik
Karlsruher Forschungsfabrik

Seite 65
Fraunhofer IOSB, GF Automatisierung, 2016
Ind
ust
rie 4
.0_28092016
Kontakt
Dr.-Ing. Olaf Sauer
www.mes.fraunhofer.de
www.klkblog.de
Tel.: +49-721-6091-477





![Konzeption Web-UIS 3 - LUBW · WebGenesis [9] wird seit 2004 zusammen mit dem Fraunhofer IOSB und dem Karlsruher Institut für Technologie (KIT) in bedarfs- und finanzorientierten](https://static.fdokument.com/doc/165x107/60b520383feb8e412a5a9324/konzeption-web-uis-3-lubw-webgenesis-9-wird-seit-2004-zusammen-mit-dem-fraunhofer.jpg)












