
Fronius Manual ROB5000

of 112
-
Upload
raiany-cavedini-rodolfo-cavedini -
Category
Documents
-
view
482 -
download
45
Transcript of Fronius Manual ROB5000
-
8/9/2019 Fronius Manual ROB5000
1/11242,0410,1003 042005
Instructions de service
Interface robot
Bedienungsanleitung
Roboter-InterfaceD
Operating Instructions
Robot interfaceGB
F
ROB 4000 / 5000 TIG
ROB 5000 OC TIG
-
8/9/2019 Fronius Manual ROB5000
2/112
-
8/9/2019 Fronius Manual ROB5000
3/112ud_fr_st_et_00491 012004
Sehr geehrter Leser
Wir danken Ihnen fr Ihr entgegengebrachtes Vertrauen und gratulieren Ihnen zu Ihrem
technisch hochwertigen Fronius Produkt. Die vorliegende Anleitung hilft Ihnen, sich mit
diesem vertraut zu machen. Indem Sie die Anleitung sorgfltig lesen, lernen Sie die
vielfltigen Mglichkeiten Ihres Fronius-Produktes kennen. Nur so knnen Sie seineVorteile bestmglich nutzen.
Bitte beachten Sie auch die Sicherheitsvorschriften und sorgen Sie so fr mehr Sicher-
heit am Einsatzort des Produktes. Sorgfltiger Umgang mit Ihrem Produkt untersttzt
dessen langlebige Qualitt und Zuverlssigkeit. Das sind wesentliche Voraussetzungen
fr hervorragende Ergebnisse.
Einleitung
-
8/9/2019 Fronius Manual ROB5000
4/112
-
8/9/2019 Fronius Manual ROB5000
5/112
1
Inhaltsverzeichnis
Allgemeines................................................................................................................................................... 3Sicherheit ................................................................................................................................................. 3Gertekonzept .......................................................................................................................................... 3Roboter-Interface Merkmale .................................................................................................................... 4Anwendungsbeispiel ................................................................................................................................ 4
Zusatzhinweise ........................................................................................................................................ 5
Digitale Eingangssignale (Signale vom Roboter) .......................................................................................... 5Allgemeines ............................................................................................................................................. 5Kenngren ............................................................................................................................................. 5Schweien Ein (Welding start) ................................................................................................................. 5Roboter Ready / Quick stop ..................................................................................................................... 5Betriebsbit 0-2 (Mode 0-2; ROB 5000 / ROB 5000 OC) ........................................................................... 6Gas Test ................................................................................................................................................... 9Drahtvorlauf (Wire feed) .......................................................................................................................... 9Drahtrcklauf (Wire retract) ................................................................................................................... 10Quellenstrung quittieren (Source error reset; ROB 5000 / ROB 5000 OC) .......................................... 10Job / Program Select (ROB 5000 / ROB 5000 OC) ................................................................................11
Programmnummer (Job / Program Bit 0-7; ROB 5000 / ROB 5000 OC) ............................................... 12Einstellung Puls-Bereich ........................................................................................................................ 12Jobanwahl digital (Job / Program Bit 0-7; ROB 5000 / ROB 5000 OC).................................................. 13Jobanwahl analog: Systemvoraussetzung ............................................................................................. 13Jobanwahl analog: aktivieren ................................................................................................................. 13Jobanwahl analog: Eingangssignale ...................................................................................................... 13Jobanwahl analog: Prinzip ..................................................................................................................... 14Jobanwahl analog: hchster anwhlbarer Job ....................................................................................... 14Schwei-Simulation (Welding Simulation) ............................................................................................. 14Positionssuchen (Touch sensing; ROB 5000 / ROB 5000 OC).............................................................. 15KD disable .............................................................................................................................................. 15
Analoge Eingangssignale (Signale vom Roboter) ....................................................................................... 16Allgemeines ........................................................................................................................................... 16Sollwert Hauptstrom ............................................................................................................................... 16Sollwert Externer Parameter 1 ............................................................................................................... 16Sollwert Grundstrom .............................................................................................................................. 17Sollwert Duty Cycle ................................................................................................................................ 17Analoger Eingang Externer Parameter 2 (zuknftig).............................................................................. 17(Robot welding speed; ROB 5000 / ROB 5000 OC, nicht aktiv) ............................................................ 17
Digitale Ausgangssignale (Signale zum Roboter) ....................................................................................... 18Allgemeines ........................................................................................................................................... 18Signal Lichtbogen stabil (Arc stable) .................................................................................................... 18Prozess aktiv (Process active signal; ROB 5000 / ROB 5000 OC) ........................................................ 18Haupt-Stromsignal (Main current signal; ROB 5000 / ROB 5000 OC) ................................................... 19Limitsignal (nicht aktiv) ........................................................................................................................... 19Kollisionsschutz (Collision protection) .................................................................................................... 19Stromquelle bereit (Power source ready) ............................................................................................... 20Hochfrequenz aktiv ................................................................................................................................ 20Puls High ................................................................................................................................................ 20
Analoge Ausgangssignale (Signale zum Roboter) ...................................................................................... 21Allgemeines ........................................................................................................................................... 21Istwert Schweispannung (Welding voltage, ROB 5000 / ROB 5000 OC) ............................................ 21Istwert Schweistrom (Welding current) ................................................................................................ 21Istwert Stromaufnahme Drahtantrieb (Motor current; ROB 5000 / ROB 5000 OC) ................................ 21Drahtgeschwindigkeit (Wire feeder; ROB 5000 / ROB 5000 OC) .......................................................... 22
Analoger Ausgang Arc Length (ROB 5000 / ROB 5000 OC, nicht aktiv)................................................ 22
-
8/9/2019 Fronius Manual ROB5000
6/112
2
Applikationsbeispiele ................................................................................................................................... 23Allgemeines ........................................................................................................................................... 23Basic Version Analog - ROB 4000 ......................................................................................................... 23High-End Version Analog - ROB 5000 / ROB 5000 OC ......................................................................... 23High-End Version Digital - ROB 5000 / ROB 5000 OC .......................................................................... 25
Anschlussplan ............................................................................................................................................. 27
Beschaltung der Eingnge und Ausgnge .................................................................................................. 28
Signalverlauf bei Anwahl ber Programmnummer ROB 4000 / ROB 5000................................................. 29
Signalverlauf bei Anwahl ber Job-Nummer ROB 4000 / ROB 5000 .......................................................... 30
Signalverlauf bei Anwahl ber Programmnummer ROB 5000 OC ............................................................. 31
Signalverlauf bei Anwahl ber Job-Nummer ROB 5000 OC ...................................................................... 32
Fehlerdiagnose und -behebung .................................................................................................................. 33Fehlermeldungen quittieren - ROB 5000 ................................................................................................ 33Fehlermeldungen quittieren - ROB 4000 ................................................................................................ 33Angezeigte Service-Codes ..................................................................................................................... 33
Fronius Worldwide
-
8/9/2019 Fronius Manual ROB5000
7/112
3
Allgemeines
Gertekonzept Die Roboter-Interfaces ROB 4000 / 5000 und ROB 5000 OC, nachfolgend kurz Robo-ter-Interfaces genannt, sind Automaten- und Roboter-Interfaces mit analogen unddigitalen Ein- und Ausgngen. Die Roboter-Interfaces sind fr den Einbau in einenAutomaten- oder Roboterschaltschrank ausgelegt (auch Anbau mglich).
Vorteile:
- Verbindung zur Stromquelle ber standardisierte LocalNet-Schnittstelle- Kein Umbau der Stromquelle notwendig- Zustzlich zu den digitalen Ein- und Ausgngen:
Analoge Ein- und Ausgnge fr die bertragung von ProzessgrenDadurch Unabhngigkeit von Bit-Breite der Datenverarbeitung in der vorhandenenRobotersteuerung
- Einfacher Stromquellentausch- Einfache Steckverbindungen- Geringer Verdrahtungsaufwand- Montage erfolgt mittels Hutschienen-Aufnahme
- Gehuseabmessungen (l x b x h) = 160 / 90 / 58 mm- Hohe Strsicherheit bei der Datenbertragung
Der Anschluss des Roboter-Interfaces erfolgt ber ein 10-poliges Verbindungskabel(43,0004,0459 / 0460 / 0509: 10-poliges Kabel Fernbedienung 5 / 10 / 20 m) an einen10-poligen Anschluss LocalNet der digitalen Stromquelle. Steht kein freier AnschlussLocalNet zur Verfgung, kann der Verteiler LocalNet passiv (4,100,261) verwendetwerden (z.B. zwischen Stromquelle und Verbindungsschlauchpaket).
Hinweis!Der Verteiler LocalNet passiv ist nicht in Verbindung mit einemSchweibrenner JobMaster TIG verwendbar.
Mit dem Roboter-Interface wird ein 1 m langer Kabelbaum LocalNet, inklusive 10-poliger
Anschlussbuchse, mitgeliefert. Die 10-polige Anschlussbuchse dient als Durchgangs-stck durch die Schaltschrankwand. Fr den Anschluss eines weiteren TeilnehmersLocalNet (z.B. Fernbedienung), im Bereich der Robotersteuerung, wird die OptionEinbauset ROB 5000 LocalNet (4,100,270: 10-polige Anschlussbuchse mit Kabelbaumfr das Roboter-Interface) angeboten.
Zur Verbindung der Robotersteuerung mit dem Roboter-Interface ist ein vorgefertigter,1,5 m langer Kabelbaum verfgbar (4,100,260: Kabelbaum ROB 5000; 4,100,274:Kabelbaum ROB 4000).
SicherheitWarnung!Fehlbedienung und fehlerhaft durchgefhrte Arbeiten knnenschwerwiegende Personen- und Sachschden verursachen. Die in dieser
Anleitung beschriebenen Arbeiten erst dann durchfhren, wenn Sie folgendeDokumente vollstndig gelesen und verstanden haben:- Diese Bedienungsanleitung- Die Bedienungsanleitung der Stromquelle, insbesondere das Kapitel
Sicherheitsvorschriften.
-
8/9/2019 Fronius Manual ROB5000
8/112
4
Der Kabelbaum ist interfaceseitig mit Molexsteckern anschlussfertig vorkonfektioniert.Steuerungsseitig kann der Kabelbaum an die Anschlusstechnik der Robotersteuerungangepasst werden. Die ausfhrliche Kabelbaum-Beschriftung, mit mehrfachem Aufdruckgleicher Bezeichnungen ber die gesamte Kabellnge, macht das Anschlieen ber-sichtlich.
Zur Vermeidung allflliger Strungen darf die Leitungslnge, zwischen dem Roboter-Interface und der Steuerung, 1,5 m nicht berschreiten.
Gertekonzept
(Fortsetzung)
Roboter-Interface
MerkmaleROB 4000 (4,100,239)
- Die Ansteuerung der Stromquelle erfolgt ber analoge Sollwerte (0-10 V frSchweistrom)
- Die Betriebsart muss am Bedienpanel der Stromquelle angewhlt werden.
Zusatzfunktionen ROB 5000 (4,100,255), ROB 5000 OC (4,100,474)
- Betriebsarten-Anwahl ber den Roboter- Jobanwahl ber den Roboter- Funktion Positionssuchen- Strung Quittieren- Signal Prozess aktiv- Signal Hauptstrom- Sollwerte fr Schweistrme und Drahtgeschwindigkeiten- Istwert fr Schweispannung, Stromaufnahme Drahtantrieb und Drahtgeschwindig-
keit- Zustzliche Analog-Parameter
Control
Roboter-
interface
in out
Anwendungsbei-
spiel
(11) (2) (1) (10) (4) (5)
(8)(7)
(12)
(3)(9)
Abb.1 Anwendungsbeispiel Roboter-Interface ROB 4000 / 5000
Legende:(1) Stromquelle(2) Khlgert(3) Roboter-Interface(4) Robotersteuerung(5) Schaltschrank Robotersteuerung(6) Roboter
(7) Drahtantrieb
(8) Schweibrenner(9) Verbindungsschlauchpaket(10) Verbindungskabel LocalNet(11) Verteiler LocalNet passiv (nicht in
Verbindung mit JobMaster TIG)(12) Drahtspule
(6)
-
8/9/2019 Fronius Manual ROB5000
9/112
5
HINWEIS!Solange das Roboter-Interface am LocalNet angeschlossen ist,bleibt automatisch die Betriebsart 2-Takt Betrieb angewhlt(Anzeige: Betriebsart 2-Takt Betrieb).
Nhere Informationen zu den Betriebsarten finden Sie in der BedienungsanleitungStromquelle.
Zusatzhinweise
Digitale Eingangssignale (Signale vom Roboter)
Kenngren Signalpegel:- LOW. ....... 0 - 2,5 V - HIGH ....... 18 - 30 V
Bezugspotential: GND = X7/2 bzw. X12/2
Schweien Ein
(Welding start)
Roboter Ready /Quick stop
Allgemeines Beim OPEN COLLECTOR Roboter-Interface ROB 5000 OC sind alle digitalen Eingangs-signale invertiert (Invertierte Logic).Beschaltung der digitalen Eingangssignale:- ROB 4000 / 5000 auf 24 V (High)- ROB 5000 OC auf GND (Low)
ROB 4000/5000 ROB 5000 OCSignal X2:4 HIGH LOW
Das Signal Schweien ein startet den Schweiprozess. Solange das Signal Schwei-en ein gesetzt ist, bleibt der Schweiprozess aktiv.
Ausnahme:- Das digitale Eingangssignal Roboter ready ist nicht gesetzt- Das digitale Ausgangssignal Stromquelle bereit (Power source ready) fehlt
Roboter ready ist- HIGH-aktiv bei ROB 4000/5000: 24 V = Stromquelle schweibereit- LOW-aktiv bei ROB 5000 OC: 0 V = Stromquelle schweibereit
Quick-Stop ist- LOW-aktiv bei ROB 4000/5000: 0 V = Quick-Stop ist gesetzt- HIGH-aktiv bei ROB 5000 OC: 24 V = Quick-Stop ist gesetzt
ROB 4000/5000 ROB 5000 OC
Signal X2:5 HIGH LOW
-
8/9/2019 Fronius Manual ROB5000
10/112
6
Betriebsbit 0-2
(Mode 0-2; ROB
5000 / ROB 5000
OC)
HINWEIS!Ist Quick-Stop aktiv, werden weder Befehle noch Sollwertvorgabenangenommen.
HINWEIS!Beim Roboter-Interface ROB 4000 ist die Betriebsart TIG fix ange-whlt.
ROB 4000/5000 ROB 5000 OC
MODE MODE
0 1 2 0 1 2
Jobbetrieb 0 1 0 1 0 1
Parameteranwahlintern 1 1 0 0 0 1
CC / CV 1 0 1 0 1 0
TIG 0 1 1 1 0 0
Das Signal Quick-Stop stoppt den Schweiprozess sofort- Am Bedienpanel wird die Fehlermeldung St | oP ausgegeben
HINWEIS!Aus Sicherheitsgrnden ist das Signal Quick-Stop ausschlielichals Schnellstopp fr den Maschinenschutz vorgesehen. Sofern zustzlichPersonenschutz gefordert ist, nach wie vor einen geeigneten Not-Aus Schalterverwenden.
HINWEIS!Quick-Stop beendet den Schweivorgang ohne Rckbrand.
Nach dem Einschalten der Stromquelle ist Quick-Stop sofort aktiv- Am Bedienpanel wird St | oP angezeigt.
Schweibereitschaft der Stromquelle herstellen:- Signal Quick-Stop deaktivieren ( Roboter ready setzen)- Signal Quellenstrung quittieren (Source error reset) setzen (nur bei ROB 5000 /
ROB 5000 OC)
Roboter Ready /
Quick stop
(Fortsetzung)
Signallevel wenn BIT 0 - BIT 2 gesetzt sind
ROB 4000/5000 ROB 5000 OC
Signal X2:6 (BIT 0) HIGH LOW
ROB 5000 ROB 5000 OC
Signal X8:1 (BIT 1) HIGH LOW
Signal X8:2 (BIT 2) HIGH LOW
Folgende Betriebsarten werden untersttzt:
Job-Betrieb (ROB 5000 / ROB 5000 OC)
Abruf gespeicherter Schweiparameter ber die Nummer des entsprechenden Jobs.
Parameteranwahl intern (ROB 5000 / ROB 5000 OC)
Die Auswahl von Schweiparametern ber die Programmieroberflche der Roboters-teuerung ist aufwendig. Insbesondere bei der Programmierung eines Jobs. Die Betriebs-art Parameteranwahl intern ermglicht die Auswahl der erforderlichen Schweiparame-ter ber das Bedienpanel der Stromquelle oder ber eine Fernbedienung.
-
8/9/2019 Fronius Manual ROB5000
11/112
7
Die Parameteranwahl intern kann auch whrend des Schweivorgangs erfolgen. Die frden aktuellen Schweiprozess erforderlichen Signale werden weiterhin von der Robo-tersteuerung vorgegeben.
CC / CV (Konstantstrom / Konstantspannung; ROB 5000 / ROB 5000 OC)
HINWEIS!Die Betriebsart CC / CV (Konstantstrom/Konstantspannung) wirdals Option fr das Roboter-Interface ROB 5000 / ROB 5000 OC oder den
Feldbuskoppler fr Roboteransteuerung angeboten.
Ein Betrieb der Stromquelle wahlweise mit konstanter Schweispannung oder konstan-tem Schweistrom wird ermglicht.
Einschrnkungen gegenber den brigen Betriebsarten:
Fr das linken Display knnen mit Taste Parameteranwahl nur mehr folgende Parame-ter angewhlt werden:- Schweistrom
Verfgbare Eingangssignale:
HINWEIS!Bei angewhlter Betriebsart CC / CV stehen nachfolgend aufgeli-stete Eingangssignale zur Verfgung. Die Eingangssignale nehmen gegenberden brigen Betriebsarten genderte Funktionen an.
Folgende Aufzhlung enthlt die Eingangssignale und deren Funktionen:
- Analoges Eingangssignal Hauptstrom (Welding current) ... Vorgabe des Schwei-stromes
- Analoges Eingangssignal Externer Parameter 1 (External parameter 1) ... Vorgabeder Schweispannung
- Analoges Eingangssignal Grundstrom (Base current) ... Vorgabe der Drahtge-schwindigkeit
- Digitales Eingangssignal Schweien ein (Welding start) ... Start des Schweistro-mes
- Solange das Signal gesetzt bleibt, ist der Schweistrom aktiv- Digitales Eingangssignal Drahtvorlauf (Wire feed) ... Start der Drahtfrderung mit
der vorgegebenen Drahtgeschwindigkeit- Solange das Signal gesetzt bleibt, ist die Drahtfrderung aktiv
- Digitales Eingangssignal Drahtrcklauf (Wire retract) ... Start eines Drahtrckzu-ges mit der vorgegebenen Drahtgeschwindigkeit
- Solange das Signal gesetzt bleibt, ist der Drahtrckzug aktiv
- Digitales Eingangssignal Roboter ready ... bleibt unverndert
- Digitales Eingangssignal Gas Test ... bleibt unverndert
HINWEIS! Mit dem Eingangssignal Schweien ein wird nur der Schweistromgestartet, nicht aber die Drahtfrderung.
Betriebsbit 0-2
(Mode 0-2; ROB
5000 / ROB 5000
OC)
(Fortsetzung)
-
8/9/2019 Fronius Manual ROB5000
12/112
8
Betriebsbit 0-2
(Mode 0-2; ROB
5000 / ROB 5000
OC)
(Fortsetzung)
Signalpegel fr analoge Eingangssignale:
Auch bei angewhlter Betriebsart CC / CV, betrgt der Signalpegel fr die analogenEingangssignale 0 bis 10 V.
0 V ......... z.B. minimaler Schweistrom10 V ....... z.B. maximaler Schweistrom
Vorgabe eines Sollwertes fr den Schweistrom:
- Mittels Eingangssignal Roboter ready die Schweibereitschaft der Stromquelleherstellen
- Mittels Eingangssignal Hauptstrom (Welding current) den gewnschten Schwei-strom vorgeben
- Mittels Eingangssignal Externer Parameter 1 (External parameter 1) einen Wertvorgeben, auf welchen die Schweispannung begrenzt werden soll.
Wichtig!Wird keine spezielle Begrenzung der Schweispannung gewnscht, mittelsEingangssignal Externer Parameter 1 die grtmgliche Schweispannung einstellen.
Wrde eine hhere als die eingestellte Schweispannung auftreten, kann der angewhl-te Schweistrom nicht eingehalten werden.
- Mittels Eingangssignal Grundstrom die gewnschte Drahtgeschwindigkeit einstel-len
- Mittels Eingangssignal Schweien ein den Schweistrom starten- Mittels Eingangssignal Drahtvorlauf die Drahtfrderung starten
Vorgabe eines Sollwertes fr die Schweispannung:
- Mittels Eingangssignal Roboter ready die Schweibereitschaft der Stromquelleherstellen
- Mittels Eingangssignal Externer Parameter 1 (External parameter 1) die ge-wnschte Schweispannung vorgeben
- Mittels Eingangssignal Hauptstrom (Welding Current) einen Wert vorgeben, aufwelchen der Schweistrom begrenzt werden soll
HINWEIS!Wird keine spezielle Begrenzung des Schweistromes gewnscht,mittels Eingangssignal Hauptstrom (Welding Current) den grtmglichenSchweistrom einstellen.
Wrde ein hherer als der eingestellte Schweistrom auftreten, kann die angewhlteSchweispannung nicht eingehalten werden.
- Mittels Eingangssignal Grundstrom (Base current) die gewnschte Drahtgeschwin-digkeit einstellen
- Mittels Eingangssignal Schweien ein den Schweistrom starten- Mittels Eingangssignal Drahtvorlauf die Drahtfrderung starten
TIG
Verfahren WIG-Schweien ist angewhlt. Die Schweistrom-Vorgabe erfolgt mittelsanalogem Eingangssignal Sollwert Hauptstrom.
-
8/9/2019 Fronius Manual ROB5000
13/112
9
Gas Test
Drahtvorlauf
(Wire feed)
Das Signal Gas Test aktiviert die Funktion Gasprfen (wie die Taste Gasprfen). Diebentigte Gasmenge kann am Druckminderer an der Gasflasche eingestellt werden.
Der Gastest kann fr eine zustzliche Gasvorstrmung whrend der Positionierung
verwendet werden.
Wichtig!Solange der Schweiprozess aktiv ist, wird die Gasvor- und Gas-Nachstrm-zeit von der Stromquelle gesteuert, es ist daher nicht notwendig, das Signal Gas Testwhrend des Schweiprozesses zu setzen!
ROB 4000/5000 ROB 5000 OC
Signal X2:7 HIGH LOW
ROB 4000/5000 ROB 5000 OC
Signal X2:11 HIGH LOW
Das Signal Drahtvorlauf ermglicht ein strom- und gasloses Einfdeln des Schwei-drahtes in das Schlauchpaket (wie die Taste Drahteinfdeln).
Die Einfdelgeschwindigkeit ist von der entsprechenden Einstellung im Setup-Men derStromquelle abhngig.
HINWEIS!Das Eingangssignal Drahtvorlauf hat Prioritt gegenber demSignal Drahtrcklauf. Sind beide Signale gleichzeitig gesetzt, erfolgt eine
Fortsetzung des Drahtvorlaufes.
Wichtig! Zur Erleichterung einer exakten Positionierung des Schweidrahtes, ergibt sichbeim Setzen des Signals Drahtvorlauf folgender Ablauf:
WARNUNG!Verletzungsgefahr durch austretenden Schweidraht, Schwei-brenner von Gesicht und Krper weghalten.
Drahtgeschwindigkeit
(m/min oder ipm)
t (s)
1 2 3 4 52,5
1
Fdi
(z.B. 22)
Signal Drahtvorlauf
- Signal verbleibt bis zu einer Sekunde... Unabhngig von dem eingestelltenWert, verbleibt die Drahtgeschwindig-keit whrend der ersten Sekunde auf1 m/min oder 39.37 ipm.
- Signal verbleibt bis zu 2,5 Sekunden... Nach Ablauf einer Sekunde, erhhtsich die Drahtgeschwindigkeit inner-
halb der nchsten 1,5 Sekundengleichmig.
- Signal verbleibt lnger als 2,5 Se-kunden... Nach insgesamt 2,5Sekunden erfolgt eine konstanteDrahtfrderung entsprechend der frden Parameter Fdi eingestelltenDrahtgeschwindigkeit.
Abb.2 Zeitlicher Verlauf der Drahtgeschwindigkeit
beim Setzen des digitalen Eingangssignals
Drahtvorlauf
Wichtig!Ist zustzlich das digitale Eingangssignal KD disable gesetzt, gilt fr denVorlauf nicht Fdi, sondern das analoge Ausgangssignal Drahtgeschwindigkeit. Dabeistartet das digitale Eingangssignal Drahtvorlauf den Vorlauf sofort mit dem analogen
Sollwert fr die Drahtgeschwindigkeit. In diesem Fall trifft Abb.2 nicht zu.
-
8/9/2019 Fronius Manual ROB5000
14/112
10
HINWEIS!Fr eine erfolgreiche Fehlerquittierung muss das Signal Quellenst-rung quittieren mindestens 10 ms gesetzt bleiben.
Tritt an der Stromquelle eine Fehlermeldung (Quellenstrung) auf, wird der Fehler berdas Signal Quellenstrung quittieren zurckgesetzt. Zuvor ist jedoch die Fehlerursachezu beheben.
Besitzt die Robotersteuerung kein digitales Signal zur Quittierung, Signal Quellenst-rung quittieren immer legen auf- ROB 4000/5000: 24 VDC (High)- ROB 5000 OC: GND (Low)Der Fehler wird dann sofort nach Behebung der Ursache zurckgesetzt.
HINWEIS!Solange das Signal Quellenstrung quittieren gesetzt ist, erfolgtkeine Anzeige eines mglichen Servicecodes.
ROB 4000/5000 ROB 5000 OC
Signal X8:5 HIGH LOW
Das Signal Drahtrcklauf erwirkt ein Zurckziehen des Drahtes. Die Drahtgeschwindig-keit ist von der entsprechenden Einstellung im Setup-Men der Stromquelle abhngig.
HINWEIS!Den Draht nur um geringe Lngen zurckziehen lassen, da der
Draht beim Rcklauf nicht auf die Drahtspule aufgewickelt wird.
Wichtig! Zur Erleichterung einer exakten Positionierung des Schweidrahtes, ergibt sichbeim Setzen des Signals Drahtrcklauf folgender Ablauf:
ROB 4000/5000 ROB 5000 OC
Signal X14:6 HIGH LOW
Drahtgeschwindigkeit
(m/min oder ipm)
t (s)
1 2 3 4 52,5
1
Fdi
(z.B. 22)
Signal Drahtvorlauf
- Signal verbleibt bis zu einer Sekunde... Unabhngig von dem eingestelltenWert, verbleibt die Drahtgeschwindig-keit whrend der ersten Sekunde auf1 m/min oder 39.37 ipm.
- Signal verbleibt bis zu 2,5 Sekunden... Nach Ablauf einer Sekunde, erhhtsich die Drahtgeschwindigkeit inner-halb der nchsten 1,5 Sekundengleichmig.
- Signal verbleibt lnger als 2,5 Se-kunden... Nach insgesamt 2,5Sekunden erfolgt eine konstanteDrahtfrderung entsprechend der frden Parameter Fdi eingestelltenDrahtgeschwindigkeit.
Abb.3 Zeitlicher Verlauf der Drahtgeschwindigkeit
beim Setzen des digitalen Eingangssignals
Drahtrcklauf
Wichtig!Ist zustzlich das digitale Eingangssignal KD disable gesetzt, gilt fr dieRcklaufgeschwindigkeit nicht Fdi, sondern das analoge Ausgangssignal Drahtge-schwindigkeit. Dabei startet das digitale Eingangssignal Drahtrcklauf den Rcklauf
sofort mit dem analogen Sollwert fr die Drahtgeschwindigkeit. In diesem Fall trifft Abb.3nicht zu.
Drahtrcklauf
(Wire retract)
Quellenstrung
quittieren (Sour-
ce error reset;
ROB 5000 / ROB
5000 OC)
-
8/9/2019 Fronius Manual ROB5000
15/112
11
WARNUNG!Gefahr von Personen- und Sachschden durch berraschendstartenden Schweiprozess. Ist das Signal Quellenstrung quittieren immerauf- 24 V ROB 4000/5000 (High)- GND ROB 5000 OC (Low),darf das Signal Schweien ein (Welding start) whrend der Fehlerbehebungnicht gesetzt sein, sonst wird unmittelbar nach der Fehlerbehebung derSchweiprozess gestartet.
Beispiel: Besteht die Gefahr fehlender Khlflssigkeit, kommt es bei gesetztem Signalzu keiner Anzeige des Servicecodes No | H2O. In dem Fall kann eine Beschdigungdes wassergekhlten Schweibrenners die Folge sein.
Abhilfe: Das Signal Quellenstrung quittieren nur als kurzen Impuls zur Quittierungausfhren.
Quellenstrung
quittieren (Sour-
ce error reset;
ROB 5000 / ROB
5000 OC)
(Fortsetzung)
Das Signal Job / Program Select ermglicht eine unterschiedliche Verwendung derSignale Programmnummer (Job/Program Bit 0-7, siehe folgende Seite)
Im Jobbetrieb, bei Job / Program Select auf- LOW (ROB 5000)- HIGH (ROB 5000 OC),erfolgt mittels Job/Program Bit 0 - 7 eine digitale Anwahl des gewnschten Jobs. DenJobbetrieb mittels Betriebsbit 0-2 anwhlen.
Wichtig!Im Jobbetrieb (Betriebsbit 0-2), bei Job / Program Select auf
- HIGH (ROB 5000)- LOW (ROB 5000 OC),besteht zustzlich die Mglichkeit der analogen Jobanwahl. Nheres dazu entnehmenSie bitte den Abschnitten fr die Jobanwahl analog..
Bei Parameteranwahl intern oder TIG erfolgt mittels Job/Program Bit 0-7 eine Auswahldes Verfahrens (siehe folgenden Abschnitt Programmnummer). Die Parameteranwahlintern oder TIG mittels Betriebsbit 0-2 anwhlen.
Job / Program
Select (ROB 5000/ ROB 5000 OC)
ROB 5000 ROB 5000 OC
Signal X8:6 HIGH LOW
-
8/9/2019 Fronius Manual ROB5000
16/112
12
Einstellung Puls-
BereichX11/5 Puls Range, Puls-Bereich erste Stelle
X11/6 Puls Range, Puls-Bereich zweite Stelle
X11/7 Puls Range, Puls-Bereich dritte Stelle
000 Puls-Bereich an der Stromquelle einstellen
001 Einstel lung Puls-Bereich deaktivier t
010 0,2 - 2 Hz
011 2 - 20 Hz
100 20 - 200 Hz
101 200 - 2000 Hz
Beispiel ROB 5000:- X11/5 ist nicht gesetzt (= 0)- X11/6 ist nicht gesetzt (= 0)- X11/7 ist gesetzt (= 1)
- Frequenzbereich von 20 - 200 Hz istangewhlt
Beispiel ROB 5000 OC:- X11/5 ist nicht gesetzt (= 1)- X11/6 ist nicht gesetzt (= 1)- X11/7 ist gesetzt (= 0)
- Frequenzbereich von 20 - 200 Hz istangewhlt
Programmnum-
mer (Job / Pro-
gram Bit 0-7;
ROB 5000 / ROB
5000 OC)
HINWEIS!Die Belegung ist identisch mit der Funktion Job-Nummer (siehefolgenden Abschnitt). Die Auswahl zwischen den Funktionen Programmnum-mer und Job-Nummer erfolgt mit den Betriebsbits 0-2.
Stecker X11/2 Job / Programm Bit 1 Verfahren
ROB 5000 ROB 5000 OC
0 V 24 V DC -
24 V 0 V DC +
Stecker X11/3 Job / Programm Bit 2 Verfahren
ROB 5000 ROB 5000 OC
0 V 24 V keine Kalottenbildung
24 V 0 V Kalottenbildung aktiviert
Stecker X11/4 Job / Programm Bit 3 Verfahren
ROB 5000 ROB 5000 OC
0 V 24 V Puls OFF
24 V 0 V Puls ON
Stecker X11/1 Job / Programm Bit 0 Verfahren
ROB 5000 ROB 5000 OC
0 V 24 V DC
24 V 0 V AC
-
8/9/2019 Fronius Manual ROB5000
17/112
13
Jobanwahl
analog: aktivie-
ren
Die Jobanwahl analog wie folgt aktivieren:1. - ROB 5000: Job / Program Select auf HIGH
- ROB 5000 OC: Job / Program Select auf LOW2. Betriebsbits 0-2 auf 2 = Jobbetrieb
Jobanwahl digital
(Job / Program
Bit 0-7; ROB 5000
/ ROB 5000 OC)
HINWEIS!Die Belegung ist identisch mit der Funktion Programmnummer. DieAuswahl zwischen den Funktionen Job-Nummer und Programmnummererfolgt mit den Betriebsbits 0-2.
Die Funktion Job-Nummer steht zur Verfgung, wenn mit den Betriebsbits 0-2 Jobbe-trieb ausgewhlt wurde.
Mit der Funktion Job-Nummer erfolgt ein Abruf gespeicherter Schweiparameter berdie Nummer des entsprechenden Jobs.
Fr die Jobanwahl analog gelten folgende Systemvoraussetzungen:- ROB 5000 / ROB 5000 OC- Software-Version ROB 5000 / ROB 5000 OC: 1.50.00- Software-Version Stromquelle: 3.24.70- Software-Version Fernbedienung RCU 5000i: 1.07.34
Jobanwahl
analog: System-
voraussetzung
Stecker Signal ROB 5000 Signal ROB 5000 OC Programm-Bit
X11/1 24 V 0 V 0
X11/2 24 V 0 V 1
X11/3 24 V 0 V 2
X11/4 24 V 0 V 3
X11/5 24 V 0 V 4
X11/6 24 V 0 V 5X11/7 24 V 0 V 6
X11/8 24 V 0 V 7
Die Jobanwahl analog ermglicht die Anwahl von Jobnummern mit folgenden analogenEingangssignalen:1. Grundstrom2. Duty Cycle
Diese beiden Eingangssignale werden im Jobbetrieb nicht fr ihre eigentliche Funktionbentigt. Im Jobbetrieb erfllen sie daher eine Zweitfunktion fr die analoge Jobanwahl.
Wichtig!Nhere Informationen zu den beiden oben angefhrten Eingangssignalenentnehmen Sie dem Kapitel Analoge Eingangssignale.
Jobanwahl
analog: Ein-
gangssignale
-
8/9/2019 Fronius Manual ROB5000
18/112
14
Beide analogen Eingangssignale- Dienen dem Generieren eines Zahlenwertes fr den entsprechenden Job- Verfgen ber einen Bereich von 0-10 V- Unterteilen den Bereich in 16 Stufen zu jeweils 0,625 V
A: Teilwert 1 fr Eingangssignal Grundstrom:
1. Stufe = Spannungswert (V) / 0,625 V2. Teilwert 1 = Stufe * 16
Beispiel:1. Stufe = 6,25 V / 0,625 V = 102. Teilwert 1 = 10 * 16 = 160
B: Teilwert 2 fr Eingangssignal Duty Cycle:
3. Stufe = Spannungswert (V) / 0,625 V4. Teilwert 2 = StufeBeispiel:3. Stufe = 6,25 V / 0,625 V = 104. Teilwert 2 = 10
C: Angewhlter Job:
5. Job = Teilwert 1 (A) + Teilwert 2 (B)Beispiel:5. 160 (A) + 10 (B) = 170
Jobanwahl
analog: Prinzip
Jobanwahl
analog: hchster
anwhlbarer Job
Wichtig! Beide analogen Eingangssignale- Verwenden die hchste Stufe 16 fr die Signalerkennung- Nutzen daher statt 0 - 10 V einen effektiven Bereich von 0 - 9,375 V
Daher betrgt der hchste anwhlbare Job:A: 9,375 V / 0,625 V = 15, 15 * 16 = 240
B: 9,375 V / 0,625 V = 15C: 240 + 15 = 255
Schwei-Simula-
tion (Welding
Simulation)
Das Signal Schwei-Simulation ermglicht das Abfahren einer programmiertenSchweibahn ohne Lichtbogen, Drahtfrderung und Schutzgas. Die digitalen Ausgangs-signale Lichtbogen stabil, Haupt-Stromsignal und Prozess aktiv werden wie beieinem reellen Schweiprozess gesetzt.
ROB 4000/5000 ROB 5000 OC
Signal X14:2 HIGH LOW
-
8/9/2019 Fronius Manual ROB5000
19/112
15
Mittels Signal Positionssuchen kann eine Berhrung der Wolframelektrode mit demWerkstck festgestellt werden (Kurzschluss zwischen Werkstck und Wolframelektro-de).
Wird das Signal Positionssuchen gesetzt, zeigt das Bedienpanel der Stromquelletouch an. An der Wolframelektrode wird eine Spannung von 30 V (Strom auf 3 Abegrenzt) angelegt.
Das Auftreten des Kurzschlusses wird ber das Signal Lichtbogen stabil (siehe KapitelDigitale Ausgangssignale) an die Robotersteuerung bermittelt.
HINWEIS!Die Ausgabe des Signales Lichtbogen stabil erfolgt um 0,2 s lngerals die Dauer des Kurzschluss-Stromes.
Solange das Signal Positionssuchen gesetzt bleibt, kann kein Schweivorgang stattfin-den. Setzt die Robotersteuerung das Signal Positionssuchen whrend des Schwei-
ens, wird der Schweivorgang abgebrochen nach Ablauf der Freibrandzeit (einstellbarim Setup-Men Stromquelle). Die Positionserkennung kann ausgefhrt werden.
Das Signal KD disable ermglicht ein Umschalten von interner Ansteuerung desKaltdraht-Vorschubs auf externe Ansteuerung:- KD disable nicht gesetzt = KD enable:
Interne Ansteuerung des Kaltdraht-Vorschubs ber die Stromquelle
- KD disable gesetzt:Externe Ansteuerung des Kaltdraht-Vorschubs ber das Roboter-Interface
Externe oder interne Ansteuerung des Kaltdraht-Vorschubs betrifft folgende Funktionen:- Drahtvorlauf (Wire feed)- Drahtrcklauf (Wire retract)
Positionssuchen
(Touch sensing;
ROB 5000 / ROB
5000 OC)
KD disable
ROB 5000 ROB 5000 OC
Signal X8:7 HIGH LOW
ROB 4000 / 5000 ROB 5000 OC
Signal X14:5 HIGH LOW
-
8/9/2019 Fronius Manual ROB5000
20/112
16
Analoge Eingangssignale (Signale vom Roboter)
Allgemeines Die analogen Differenzverstrker-Eingnge am Roboter-Interface gewhrleisten einegalvanische Trennung des Roboter-Interfaces von den analogen Ausgngen der Robo-tersteuerung. Jeder Eingang am Roboter-Interface verfgt ber ein eigenes negativesPotential.
Besitzt die Robotersteuerung nur einen gemeinsamen GND fr ihre analogen Aus-gangssignale, mssen die negativen Potentiale, der Eingnge am Roboter-Interface,miteinander verbunden werden!
Die nachfolgend beschriebenen analogen Eingnge sind bei Spannungen von 0-10 Vaktiv. Bleiben einzelne analoge Eingnge unbelegt werden die an der Stromquelleeingestellten Werte bernommen.
Sollwert Haupt-
strom
Stecker X2/1........................Analog in + 0 bis + 10 VStecker X2/8 ........................Analog in - (Minus)
Der Sollwert Hauptstrom wird mit einer Spannung von 0 - 10 V vorgegeben.
0 V........ Minimaler Hauptstrom10 V ...... Maximaler Hauptstrom
Ein Vorgeben des Sollwertes Hauptstrom ist im Job-Betrieb nicht mglich.
Sollwert ExternerParameter 1
Stecker X2/2........................Analog in + 0 bis + 10 VStecker X2/9 ........................Analog in - (Minus)
Der Externe Parameter 1 wird mit einer Spannung von 0 - 10 V vorgegeben.
0V ......... Externer Parameter 1 - Minimalwert10V ....... Externer Parameter 1 - Maximalwert
Wichtig!Die genaue Beschreibung des externen Parameters entnehmen Sie bitte derBedienungsanleitung Stromquelle. Dort finden Sie auch die verfgbaren Funktionen, mitdenen dieser belegt werden kann.
-
8/9/2019 Fronius Manual ROB5000
21/112
17
Sollwert Grund-
strom
Stecker X14/3 ............Analog in + 0 bis + 10 VStecker X14/11 ..........Analog in - (Minus)
Der Sollwert Grundstrom wird mit einer Spannung von 0 - 10 V vorgegeben.
0 V........ Minimaler Grundstrom10 V ...... Maximaler Grundstrom
Sollwert Duty
CycleStecker X5/1 ........................Analog in + 0 bis + 10 VStecker X5/8 ........................Analog in - (Minus)
Der Sollwert Duty Cycle wird mit einer Spannung von 0 - 10 V vorgegeben.
0 V ........ Minimaler Duty Cycle10 V ...... Maximaler Duty Cycle
Analoger Ein-gang Externer
Parameter 2
(zuknftig)
(Robot welding
speed; ROB 5000
/ ROB 5000 OC,
nicht aktiv)
Stecker X5/2 ........................Analog in + 0 bis + 10 VStecker X5/9 ........................Analog in - (Minus)
Gilt in Verbindung mit einem Kaltdraht-Vorschub: Der analoge Eingang fr den ExternenParameter 2 dient derzeit nur der Vorgabe eines Wertes fr die Drahtgeschwindigkeit.
Der Sollwert fr die Drahtgeschwindigkeit wird mit einer Spannung von 0 - 10 V vorgege-ben.
Fr jeden der angefhrten Bereiche gilt:0 V ........ Minimale Drahtgeschwindigkeit10 V ...... Maximale Drahtgeschwindigkeit
-
8/9/2019 Fronius Manual ROB5000
22/112
18
Allgemeines
Digitale Ausgangssignale (Signale zum Roboter)
Lichtbogen stabil
(Arc stable)
Prozess aktiv
(Process active
signal; ROB 5000
/ ROB 5000 OC)
HINWEIS!Ist die Verbindung zwischen Stromquelle und Roboter-Interfaceunterbrochen, werden alle digitalen / analogen Ausgangssignale am Roboter-
Interface auf 0 gesetzt.
Im Roboter-Interface ist die Versorgungsspannung Stromquelle (24 V SECONDARY)verfgbar.
24 V SECONDARY ist mit galvanischer Trennung zum LocalNet ausgefhrt. EineSchutzbeschaltung begrenzt unzulssige Spannungspegel auf 100 V.
Am Stecker X14/1 auswhlen, welche Spannung an die digitalen Ausgnge des Roboter-Interfaces geschaltet wird.
- Externe Spannung Robotersteuerung (24 V):An Pin X14/1 die externe Spannungder Digital-Ausgangskarte Robotersteuerung anlegen.
- Versorgungsspannung Stromquelle (24 V SECONDARY):Einen Bgel zwischenX14/1 und X14/7 anbringen.
Stecker X2/12 ......................Signal 24 VStecker X7/2 bzw. X12/2 .....GND
Das Signal Lichtbogen stabil wird gesetzt, sobald nach Beginn der Lichtbogenzndungein stabiler Lichtbogen besteht.
Stecker X8/10 ......................Signal 24 VStecker X7/2 bzw. X12/2 .....GND
Setzt die Robotersteuerung das digitale Eingangssignal Schweien ein, beginnt derSchweiprozess mit der Gasvorstrmung, gefolgt vom eigentlichen Schweivorgangund der Gasnachstrmung.
Vom Beginn der Gasvorstrmung bis zum Ende der Gasnachstrmung setzt die Strom-quelle das Signal Prozess aktiv (Abb.4).
Mit Hilfe des Signales Prozess aktiv kann ein optimaler Gasschutz sichergestelltwerden- Durch ausreichende Verweilzeit des Roboters- Am Anfang und am Ende der Schweinaht
-
8/9/2019 Fronius Manual ROB5000
23/112
19
Haupt-Stromsig-
nal (Main current
signal; ROB 5000
/ ROB 5000 OC)
Limitsignal (nicht
aktiv)
Kollisionsschutz
(Collision protec-
tion)
Stecker X8/9 ........................Signal 24 VStecker X7/2 bzw. X12/2 .....GND
HINWEIS!Solange das Roboter-Interface am LocalNet angeschlossen ist,bleibt automatisch die Betriebsart 2-Takt Betrieb angewhlt (Anzeige: Be-triebsart 2-Takt Betrieb).
Im Setup-Men der Stromquelle wird definiert:
- Start-Stromphase mit Startstrom (I-S), Startstromdauer (t-S) und Slope (SL)- End-Stromphase mit Endstrom (I-E), Endstromdauer (t-E) und Slope (SL)
Zwischen der Startstrom- und der Endstrom-Phase wird das Haupt-Stromsignal gesetzt(Abb.4).
Wichtig!Nhere Informationen finden Sie in der Bedienungsanleitung Stromquelle.
Stecker X14/10.................... Signal 24 VStecker X7/2 bzw. X12/2 .....GND
Abb.4 Digitale Ausgangssignale Prozess aktiv und Haupt-Stromsignal
Stecker X2/13 ......................Signal 24 VStecker X7/2 bzw. X12/2 .....GND
Meist verfgt der Roboter-Schweibrenner ber eine Abschaltdose. Im Falle einerKollision ffnet der Kontakt in der Abschaltdose und lst das LOW-aktive Signal Kollisi-onsschutz aus.
Die Robotersteuerung muss den sofortigen Stillstand des Roboters einleiten und denSchweiprozess ber das Eingangssignal Quick-Stop unterbrechen.
I
t
Schwe
istrom
Gas-Vorstrmze
it(GPr)
Startstro
m(I-S)
Slo
pe(SL)
Endstro
m(I-E)
Slo
pe(SL)
Prozess aktiv
Haupt-Stromsignal
Gas-Nachst
rmzeit
(GPo)
-
8/9/2019 Fronius Manual ROB5000
24/112
20
Stromquelle
bereit (Power
source ready)
Stecker X2/14 ......................Signal 24 VStecker X7/2 bzw. X12/2 .....GND
Das Signal Stromquelle bereit bleibt gesetzt, solange die Stromquelle schweibereitist.
Das Signal Stromquelle bereit liegt nicht mehr an, sobald an der Stromquelle eineFehlermeldung auftritt oder von der Robotersteuerung das Signal Quick-Stop gesetzt
wird.
ber das Signal Stromquelle bereit knnen daher sowohl stromquelleninterne als auchroboterseitige Fehler erfasst werden.
Hochfrequenz
aktiv
Stecker X5/15 ......................Signal 24 VStecker X7/2 bzw. X12/2 .....GND
Das Signal Hochfrequenz aktiv bleibt gesetzt, solange die Hochfrequenz aktiv ist.
Puls High Stecker X5/16 ......................Signal 24 VStecker X7/2 bzw. X12/2 .....GND
Das Signal PULS-HIGH ist bei Betriebsart Puls (fPuls
< 5 Hz) bei jedem Impuls HIGHaktiv.
PULS-HIGH PULS-HIGH
t
I
Abb.5 Signal PULS HIGH aktiv
-
8/9/2019 Fronius Manual ROB5000
25/112
21
Stecker X5/7 ........................Analog out + 0 bis + 10 VStecker X5/14 ...................... Analog out - (Minus)
Der Istwert Motorstrom wird mit einer Spannung von 0 - 10 V an den analogen Aus-
gang bertragen- 1 V am analogen Ausgang entsprechen 0,5 A Stromaufnahme- Bereich fr Istwert Stromaufnahme Drahtantrieb .... 0 - 5 A
Wichtig!Der Istwert Motorstrom gibt Aufschluss ber den Zustand des Drahtfrdersy-stems.
Analoge Ausgangssignale (Signale zum Roboter)
Allgemeines
Istwert Schwei-
spannung (Wel-
ding voltage,
ROB 5000 / ROB
5000 OC)
Istwert Schwei-
strom (Welding
current)
HINWEIS!Ist die Verbindung zwischen Stromquelle und Roboter-Interfaceunterbrochen, werden alle digitalen / analogen Ausgangssignale am Roboter-Interface auf 0 gesetzt.
Die analogen Ausgnge am Roboter-Interface stehen fr die Einrichtung des Roboterssowie fr Anzeige- und Dokumentation von Prozessparametern zur Verfgung.
Stecker X2/3 ........................Analog out + 0 bis +10 VStecker X2/10......................Analog out - (Minus)
Der Istwert Schweistrom wird mit einer Spannung von 0 - 10 V an den analogenAusgang bertragen
- 1 V am analogen Ausgang entsprechen 100 A Schweistrom- Bereich fr Istwert Schweistrom .... 0 - 1000 A
HINWEIS!Im Ruhezustand der Stromquelle wird der Sollwert Schweistrombertragen, unmittelbar nach dem Schweivorgang der HOLD-Wert.
Stecker X5/4 ........................Analog out + 0 bis + 10 VStecker X5/11 ......................Analog out - (Minus)
Der Istwert Schweispannung wird mit einer Spannung von 0 - 10 V an den analogenAusgang bertragen- 1 V am analogen Ausgang entspricht 10 V Schweispannung
- Bereich fr Istwert Schweispannung .... 0 - 100 V
HINWEIS!Im Ruhezustand der Stromquelle wird der Sollwert Schweispan-nung bertragen, unmittelbar nach dem Schweivorgang der HOLD-Wert.
Istwert Stromauf-
nahme Drahtan-
trieb (Motor
current; ROB
5000 / ROB 5000OC)
-
8/9/2019 Fronius Manual ROB5000
26/112
22
Analoger Aus-
gang Arc Length(ROB 5000 / ROB
5000 OC, nicht
aktiv)
Drahtgeschwin-
digkeit (Wire
feeder; ROB 5000
/ ROB 5000 OC)
Stecker X5/6........................Analog out + 0 bis + 10 VStecker X5/13......................Analog out - (Minus)
Die Drahtgeschwindigkeit wird mit einer Spannung von 0 - 10 V an den analogenAusgang bertragen- Bereich fr Istwert Drahtgeschwindigkeit .... 0 - maximale Drahtgeschwindigkeit
HINWEIS!Im Ruhezustand der Stromquelle wird die Drahtgeschwindigkeit
bertragen, unmittelbar nach dem Schweivorgang der HOLD-Wert.
Wichtig!Die Drahtgeschwindigkeit wird aus der Motordrehzahl des Drahtantriebesermittelt.
Die bertragene Drahtgeschwindigkeit kann von der reellen Drahtgeschwindigkeitabweichen- Aufgrund von mglichem Schlupf an den Frderrollen des Drahtantriebes
Stecker X5/ 5 .......................Analog out + 0 bis + 10 V
Stecker X5/12 ......................Analog out - (Minus)
Der analoge Ausgang Arc Length (AVC) dient zur externen Anbindung einer AVC-Rege-lung (automatic voltage control).
-
8/9/2019 Fronius Manual ROB5000
27/112
23
Applikationsbeispiele
Basic Version
Analog - ROB
4000
Allgemeines Je nach Anforderung an die Roboteranwendung, brauchen nicht alle Eingangs- undAusgangssignale (Befehle) gentzt werden, die das Roboter-Interface zur Verfgungstellt. In den nachfolgend angefhrten Beispielen, zur Verknpfung des Roboter-Inter-faces mit der Robotersteuerung, werden die unterschiedlichen Befehlsumfnge derRoboter-Interfaces behandelt. Dabei stellen die jeweils fett gedruckten Eingangs- undAusgangssignale das Mindestma an anzuwenden Befehlen dar.
Beispiel fr die wichtigsten analogen und digitalen Befehle bei Ansteuerung der Strom-quelle ber analoge Sollwerte- 0 - 10 V fr Schweistrom 1 und 2- Anwahl des Verfahrens am Bedienpanel der Stromquelle
Fehlermeldungen quittieren - ROB 4000:
Im Gegensatz zu ROB 5000 / ROB 5000 OC, erlaubt das Roboter-Interface ROB 4000keine Fehlerquittierung mittels SignalQuellenstrung quittieren (Source error reset).Fehlermeldungen an der Stromquelle werden sofort nach der Fehlerbehebung selbstt-tig quittiert.
WARNUNG!Gefahr von Personen- und Sachschden durch berraschendstartenden Schweiprozess. Whrend der Fehlerbehebung darf das SignalSchweien ein nicht gesetzt sein, sonst startet unmittelbar nach Behebungdes Fehlers der Schweiprozess.
High-End Version
Analog - ROB
5000 / ROB 5000
OC
Beispiel fr die Anwendung des Befehlsumfanges ROB 5000 bei Ansteuerung derStromquelle ber analoge Sollwerte- 0 - 10 V fr Schweistrom
-
8/9/2019 Fronius Manual ROB5000
28/112
24
Verfgbar sind die digitalen Zusatzfunktionen ROB 5000 / ROB 5000 OC- Strung quittieren- Anwahl von Verfahren und Betriebsart ber den Roboter- Funktion Positionssuchen- Signal Prozess aktiv und Hauptstrom-Signal- Externer Parameter- Signale Gas Test, Drahtvorlauf, Drahtrcklauf, Sollwert-Umschaltung
Fehlermeldungen quittieren - ROB 5000/ ROB 5000 OC:Fehlermeldungen an der Stromquelle werden ber das Signal Quellenstrung quittie-ren (Source error reset) zurckgesetzt. Zuvor ist jedoch die Fehlerursache zu behe-ben.
High-End Version
Analog - ROB
5000 / ROB 5000
OC
(Fortsetzung)
ROB 5000 ROB 5000 OC
MODE MODE
0 1 2 0 1 2
Jobbetrieb 0 1 0 1 0 1
Parameteranwahl
intern 1 1 0 0 0 1CC / CV 1 0 1 0 1 0
TIG 0 1 1 1 0 0
WARNUNG!Gefahr von Personen- und Sachschden durch berraschendstartenden Schweiprozess. Ist das Signal Quellenstrung quittieren (Sourceerror reset) immer auf- 24 V ROB 4000/5000 (High)- GND ROB 5000 OC (Low),darf das Signal Schweien ein whrend der Fehlerbehebung nicht gesetzt
sein, sonst startet unmittelbar nach Behebung des Fehlers der Schweipro-zess.
*
Tabelle fr Jobanwahl ber den Roboter:
-
8/9/2019 Fronius Manual ROB5000
29/112
25
High-End Version
Analog - ROB
5000 / ROB 5000
OC
(Fortsetzung)
HINWEIS!Beim Roboter-Interface ROB 5000 OC (Open Collector) sind alledigitalen Eingnge invertiert.
Applikationsbeispiel MODE 2 und QUICK STOP bei ROB 5000 OC
*
Beispiel fr die wichtigsten analogen und digitalen Befehle:- Anwahl von Betriebsart und Verfahren ber den Roboter- Jobanwahl ber den Roboter- 0 - 10 V fr Hauptstrom- 0 - 10 V fr Externen Parameter 1
- 0 - 10 V fr Grundstrom- 0 - 10 V fr Duty Cycle
Tabelle fr Jobanwahl ber den Roboter:
High-End Version
Digital - ROB
5000 / ROB 5000
OC
ROB 5000 ROB 5000 OC
MODE MODE
0 1 2 0 1 2
Jobbetrieb 0 1 0 1 0 1
Parameteranwahlintern 1 1 0 0 0 1
CC / CV 1 0 1 0 1 0TIG 0 1 1 1 0 0
-
8/9/2019 Fronius Manual ROB5000
30/112
26
High-End Version
Digital - ROB
5000 / ROB 5000
OC
(Fortsetzung)
Verfgbar sind die digitalen Zusatzfunktionen ROB 5000 / ROB 5000 OC- Strung quittieren- Funktion Positionssuchen- Signal Prozess aktiv- Signale Gas Test, Drahtvorlauf, Drahtrcklauf
Fehlermeldungen quittieren - ROB 5000 / ROB 5000 OC:
Fehlermeldungen an der Stromquelle werden ber das Signal Quellenstrung quittie-
ren (Source error reset) zurckgesetzt. Zuvor ist jedoch die Fehlerursache zu behe-ben.
WARNUNG!Gefahr von Personen- und Sachschden durch berraschendstartenden Schweiprozess. Ist das Signal Quellenstrung quittieren (Sourceerror reset) immer auf- 24 V ROB 4000/5000 (High)- GND ROB 5000 OC (Low),darf das Signal Schweien ein whrend der Fehlerbehebung nicht gesetztsein, sonst startet unmittelbar nach Behebung des Fehlers der Schweipro-zess.
-
8/9/2019 Fronius Manual ROB5000
31/112
27
Anschlussplan
-
8/9/2019 Fronius Manual ROB5000
32/112
28
Beschaltung der Eingnge und Ausgnge
Abb.6 Beschaltung eines digitalen Ausganges
Abb.7 Beschaltung eines digitalen Einganges ROB
4000 / 5000
Abb.8 Beschaltung eines analogen Ausganges
Abb.9 Beschaltung eines analogen Einganges
Abb.7.1Beschaltung eines digitalen Einganges ROB
5000 OC
RoboterOpen Collektor
Ausgang
InterfaceEingang + 5V
HIGH: 0V ... 2,5VLOW: 18V ... 30 V
2K7
OR 10K
-
8/9/2019 Fronius Manual ROB5000
33/112
29
Roboter ready
Schweien ein(Welding start)
Stromquelle bereit
(Power source ready)
Signalverlauf bei Anwahl ber Programmnummer
ROB 4000 / ROB 5000
Schweistrom
Quellenstrung quittieren
(Source error reset)
Haupt-Stromsignal
(Main current signal)
Lichtbogen stabil(Arc stable)
Prozess aktiv(Process active signal)
Endstrom Gas-NachstrmzeitStartstromGas-Vorstrmzeit
Sollwert Hauptstrom
(Welding current)
Sollwert ExternerParameter 1
(External parameter)
Sollwert Grundstrom
(Base current)
Sollwert Duty Cycle
Betriebsart (AC / DC /Kalottenbildung)
(Job / Program Bit0-7)
10 V
0 V
1
0
10 V
0 V
10 V
0 V
10 V
0 V
1
0
1
0
1
0
1
0
1
0
1
0
1
0
-
8/9/2019 Fronius Manual ROB5000
34/112
30
Signalverlauf bei Anwahl ber Job-Nummer ROB
4000 / ROB 5000
Roboter ready
Schweien ein(Welding start)
Stromquelle bereit(Power source ready)
Job-Nummer(Job / Program Bit
0-7)
Quellenstrung quittieren(Source error reset)
Haupt-Stromsignal(Main current signal)
Lichtbogen stabil(Arc stable)
Prozess aktiv
(Process active signal)
Betriebsbit 1 (Mode 1)(Jobbetrieb)
Schweistrom Endstrom Gas-NachstrmzeitStartstromGas-Vorstrmzeit
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
-
8/9/2019 Fronius Manual ROB5000
35/112
31
Signalverlauf bei Anwahl ber Programmnummer
ROB 5000 OC
Wichtig!Smtliche Signalzustnde beziehen sich auf den Interface-Eingang, nicht auf die Robotersteuerung.
Roboter ready
Schweien ein
(Welding start)
Stromquelle bereit(Power source ready)
Schweistrom
Quellenstrung quittieren(Source error reset)
Haupt-Stromsignal(Main current signal)
Lichtbogen stabil(Arc stable)
Prozess aktiv(Process active signal)
Endstrom Gas-NachstrmzeitStartstromGas-Vorstrmzeit
Sollwert Hauptstrom(Welding current)
Sollwert ExternerParameter 1
(External parameter)
Sollwert Grundstrom(Base current)
Sollwert Duty Cycle
Betriebsart (AC / DC /
Kalottenbildung)
(Job / Program Bit0-7)
10 V
0 V
1
0
10 V
0 V
10 V
0 V
10 V
0 V
1
0
1
0
1
0
1
0
1
0
1
0
1
0
-
8/9/2019 Fronius Manual ROB5000
36/112
32
Signalverlauf bei Anwahl ber Job-Nummer ROB
5000 OC
Roboter ready
Schweien ein
(Welding start)
Stromquelle bereit
(Power source ready)
Job-Nummer
(Job / Program Bit
0-7)
Quellenstrung quittieren
(Source error reset)
Haupt-Stromsignal
(Main current signal)
Lichtbogen stabil(Arc stable)
Prozess aktiv
(Process active signal)
Betriebsbit 1 (Mode 1)
(Jobbetrieb)
Schweistrom Endstrom Gas-NachstrmzeitStartstromGas-Vorstrmzeit
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
Wichtig!Smtliche Signalzustnde beziehen sich auf den Interface-Eingang, nicht auf die Robotersteuerung.
-
8/9/2019 Fronius Manual ROB5000
37/112
33
Fehlerdiagnose und -behebung
Fehlermeldungen an der Stromquelle werden ber das Signal Quellenstrung quittie-ren (Source error reset; auf dieser Seite nicht abgebildet) zurckgesetzt. Zuvor istjedoch die Fehlerursache zu beheben.
Fehlermeldungen
quittieren - ROB
5000
Fehlermeldungen
quittieren - ROB
4000
WARNUNG!Gefahr von Personen- und Sachschden durch berraschendstartenden Schweiprozess. Whrend der Fehlerbehebung darf das SignalSchweien ein nicht gesetzt sein, sonst startet unmittelbar nach Behebungdes Fehlers der Schweiprozess.
Im Gegensatz zu ROB 5000 / ROB 5000 OC, erlaubt das Roboter-Interface ROB 4000keine Fehlerquittierung mittels SignalQuellenstrung quittieren (Source error reset).Fehlermeldungen an der Stromquelle werden sofort nach der Fehlerbehebung selbstt-tig quittiert.
Eine detaillierte Beschreibung der angezeigten Service-Codes finden Sie im KapitelFehlerdiagnose und Behebung der Bedienungsanleitung Ihrer Stromquelle.
Angezeigte
Service-Codes
WARNUNG!Gefahr von Personen- und Sachschden durch berraschendstartenden Schweiprozess. Ist das Signal Quellenstrung quittieren (Sourceerror reset) immer auf- 24 V ROB 4000/5000 (High)- GND ROB 5000 OC (Low),darf das Signal Schweien ein whrend der Fehlerbehebung nicht gesetztsein, sonst startet unmittelbar nach Behebung des Fehlers der Schweipro-zess.
-
8/9/2019 Fronius Manual ROB5000
38/112
34
-
8/9/2019 Fronius Manual ROB5000
39/112ud_fr_st_et_00493 012004
Dear Reader
Thank you for choosing Fronius - and congratulations on your new, technically high-
grade Fronius product! This instruction manual will help you get to know your new
machine. Read the manual carefully and you will soon be familiar with all the many
great features of your new Fronius product. This really is the best way to get the mostout of all the advantages that your machine has to offer.
Please also take special note of the safety rules - and observe them! In this way, you
will help to ensure more safety at your product location. And of course, if you treat your
product carefully, this definitely helps to prolong its enduring quality and reliability - things
which are both essential prerequisites for getting outstanding results.
Introduction
-
8/9/2019 Fronius Manual ROB5000
40/112
-
8/9/2019 Fronius Manual ROB5000
41/112
1
Table of contents
General remarks ........................................................................................................................................... 3
Safety ....................................................................................................................................................... 3
Machine concept ...................................................................................................................................... 3
Robot interface features........................................................................................................................... 4
Application example ................................................................................................................................. 4
For your information ................................................................................................................................. 5
Digital input signals (signals from robot) ....................................................................................................... 5
General remarks ...................................................................................................................................... 5
Parameters .............................................................................................................................................. 5
Welding start ............................................................................................................................................ 5
Robot ready/Quick stop............................................................................................................................ 5
Mode bit 0-2 (ROB 5000/ROB 5000 OC) ................................................................................................. 6
Gas test .................................................................................................................................................... 9
Wire feed ................................................................................................................................................. 9
Wire retract ............................................................................................................................................ 10
Source error reset; ROB 5000/ROB 5000 OC ....................................................................................... 10
Job/program select (ROB 5000/ROB 5000 OC) .....................................................................................11
Program number (Job/program bit 0-7; ROB 5000/ROB 5000 OC) ....................................................... 12Pulse range settings ............................................................................................................................... 12
Job selection digital (Job/program bit 0-7; ROB 5000/ROB 5000 OC) .................................................. 13
Analog job selection: System requirements ........................................................................................... 13
Analog job selection: activate ................................................................................................................. 13
Analog job selection: Input signals ......................................................................................................... 13
Analog job selection: Principle ............................................................................................................... 14
Analog job selection: highest selectable job ........................................................................................... 14
Welding simulation ................................................................................................................................. 14
TouchSensing (ROB 5000/ROB 5000 OC) ............................................................................................ 15
KD disable .............................................................................................................................................. 15
Analog input signals (signals from robot) .................................................................................................... 16
General remarks .................................................................................................................................... 16
Welding current command value ........................................................................................................... 16
External parameter 1 command value ................................................................................................... 16
Base current command value ................................................................................................................ 17
Duty cycle command value .................................................................................................................... 17
External parameter 2 analog input (under development) ....................................................................... 17
(Robot welding speed; ROB 5000 / ROB 5000 OC, not active) ............................................................. 17
Digital output signals (signals to robot) ....................................................................................................... 18
General remarks .................................................................................................................................... 18
Arc stable ............................................................................................................................................... 18
Process active signal; ROB 5000/ROB 5000 OC................................................................................... 18
Main current signal (ROB 5000/ROB 5000 OC)..................................................................................... 19
Limit signal (not active) .......................................................................................................................... 19
Collision protection ................................................................................................................................. 19
Power source ready ............................................................................................................................... 20
High frequency active............................................................................................................................. 20
Pulse high .............................................................................................................................................. 20
Analog output signals (signals to robot) ...................................................................................................... 21
General remarks .................................................................................................................................... 21
Welding voltage actual value, ROB 5000/ROB 5000 OC ....................................................................... 21
Welding current ...................................................................................................................................... 21
Actual value of wire drive current (motor current; ROB 5000/ROB 5000 OC) ....................................... 21
Wire feeder; ROB 5000/ROB 5000 OC ................................................................................................. 22
Arc length analog output (ROB 5000/ROB 5000 OC, not active) ........................................................... 22
-
8/9/2019 Fronius Manual ROB5000
42/112
2
Application examples .................................................................................................................................. 23
General remarks .................................................................................................................................... 23
Basic Version Analog - ROB 4000 ......................................................................................................... 23
High-End Version Analog - ROB 5000/ROB 5000 OC ........................................................................... 23
High-End Version Digital - ROB 5000/ROB 5000 OC ............................................................................ 25
High-End Version Digital - ROB 5000/ROB 5000 OC ............................................................................ 26
Wiring diagram ............................................................................................................................................ 27
Input and output wiring diagrams ................................................................................................................ 28
Signal waveform when selecting program number ROB 4000/ROB 5000 .................................................. 29
Signal waveform when selecting via job number (ROB 4000/ROB 5000) ................................................... 30
Signal waveform when selecting program number ROB 5000 OC ............................................................. 31
Signal waveform when selecting via job number (ROB 5000 OC) .............................................................. 32
Troubleshooting ........................................................................................................................................... 33
Reset error messages - ROB 5000........................................................................................................ 33
Reset error messages - ROB 4000........................................................................................................ 33
Displayed service codes ........................................................................................................................ 33
Fronius Worldwide
-
8/9/2019 Fronius Manual ROB5000
43/112
3
General remarks
Machine concept The robot interfaces ROB 4000/5000 and ROB 5000 OC, hereafter referred to as robot
interfaces, are designed for automatic welders and have analog and digital inputs and
outputs. The robot interfaces are to be installed in an automatic welder and robot control
cubicle (can also be surface-mounted).
Advantages:
- connection to power source via a standard LocalNet interface
- no modification to power source necessary
- in addition to the digital inputs and outputs:
analog inputs and outputs for the transfer of process variables
Therefore independent of the bit width employed in the existing robot control
- simple replacement of power source
- simple plug-in connections
- very little wiring required
- installed on DIN rail
- housing dimensions (l x w x h) = 160 x 90 x 58 mm
- high degree of interference immunity during data transmission
The robot interface is connected using a 10-pin cable (43,0004,0459 / 0460 / 0509: 10-
pin remote control cable 5/10/20 m) to a 10-pin LocalNet interface on the digital power
source. If no LocalNet interface ports are available, the LocalNet passive distributor
(4,100,261) can be used (e.g. between the power source and interconnecting hose-
pack).
NOTE!The LocalNet passive distributor cannot be used with a JobMaster TIG
welding torch.
A 1 m long LocalNet cable harness, including a 10-pin socket, is supplied with the robot
interface. The 10-pin socket is used as a bushing through the side of the control cubicle.
The ROB 5000 LocalNet installation set option (4,100,270: 10-pin connection socketwith cable harness for the robot interface) is available if an additional LocalNet node
(e.g. remote control) needs to be connected to the robot control.
A made-up, 1.5m long cable harness is available for connecting the robot control to the
robot interface (4,100,260: cable harness ROB 5000; 4,100,274: cable harness ROB
4000).
SafetyWARNING!Operator error and shoddy workmanship can cause serious injury
and material damage. Do not carry out any of the operations described in this
manual until you have completely read and understood the following docu-ments:
- these operating instructions
- the power source operating instructions, particularly the chapter entitled
Safety rules.
-
8/9/2019 Fronius Manual ROB5000
44/112
4
The cable harness on the interface side is terminated with Molex plugs and is already
made-up. The cable harness on the control side can be modified to match the terminati-
on system used on the robot control. The comprehensive labelling of the cable harness,
with each identifier printed at several locations along the cable, simplifies the connection
procedure.
To prevent faults, the length of the cable between the robot interface and the control
must not exceed 1.5 m.
Machine concept
(continued)
ROB 4000 (4,100,239)
- The power source is controlled by analog command values (0-10 V for welding
current)
- The operating mode must be selected on the power source control panel.
Additional functions ROB 5000 (4,100,255), ROB 5000 OC (4,100,474)
- Operating mode selected via the robot
- Job selected via the robot
- Touch sensing function
- Reset error - Process active signal
- Main current signal
- Command values for welding currents and wirefeed speeds
- Actual value for welding voltage, motor current input and wirefeed speed
- Additional analog parameters
Control
Robot
interface
in out
(11) (2) (1) (10) (4) (5)
(8)(7)
(12)
(3)(9)
Fig. 1 ROB 4000/5000 robot interface application example
Legend:
(1) Power source
(2) Cooling unit
(3) Robot interface
(4) Robot control
(5) Robot control cubicle
(6) Robot
(7) Motor
(8) Welding torch
(9) Interconnecting hosepack
(10) LocalNet cable
(11) LocalNet passive distributor (not with
JobMaster TIG)
(12) Wirespool
(6)
Robot interface
features
Application
example
-
8/9/2019 Fronius Manual ROB5000
45/112
5
NOTE!While the robot interface is connected to the LocalNet, 2-step mode
remains selected
(display: 2-step mode).
More information about operating modes can be found in the power source operating
instructions.
For your informa-
tion
Digital input signals (signals from robot)
Parameters Signal level:
- LOW........ 0 - 2.5 V
- HIGH ....... 18 - 30 V
Ground: GND = X7/2 or X12/2
Welding start
Robot ready/
Quick stop
General remarks On the OPEN COLLECTOR ROB 5000 OC robot interface, all digital input signals are
inverted (inverse logic).
Wiring of the digital input signals:
- ROB 4000/5000 to 24 V (High)
- ROB 5000 OC to GND (Low)
ROB 4000/5000 ROB 5000 OC
Signal X2:4 HIGH LOW
The Welding start signal starts the welding process. The welding process continues
until Welding start is reset.
Exception:
- The digital input signal Robot ready is not set
- The digital output signal Power source ready is missing
Robot ready is
- HIGH active on ROB 4000/5000: 24 V = power source ready for welding
- LOW active on ROB 5000 OC: 0 V = power source ready for welding
Quick stop is
- LOW active on ROB 4000/5000: 0 V = Quick stop is set
- HIGH active on ROB 5000 OC: 24 V = Quick stop is set
ROB 4000/5000 ROB 5000 OC
Signal X2:5 HIGH LOW
-
8/9/2019 Fronius Manual ROB5000
46/112
6
Mode bit 0-2
(ROB 5000/ROB
5000 OC)
NOTE!Commands and command values are not accepted when Quick stop
is active.
NOTE!TIG mode is permanently selected on the ROB 4000 robot interface.
ROB 4000/5000 ROB 5000 OC
MODE MODE
0 1 2 0 1 2
Job mode 0 1 0 1 0 1
Parameter selection
internal 1 1 0 0 0 1
CC/CV 1 0 1 0 1 0
TIG 0 1 1 1 0 0
The Quick stop signal stops the welding process immediately
- The St | oP error message appears on the control panel
NOTE!The Quick stop signal is intended to be used solely as a way of protec-
ting the machine by shutting it down immediately. If additional personal protec-
tion is required, a suitable Emergency Stop button should be provided.
NOTE!Quick stop ends the welding process without burn-back.
Quick stop is active as soon as the power source is switched on
- St | oP appears on the control panel.
Prepare the power source for welding:
- Reset the Quick stop signal (set Robot ready)
- Set the Source error reset signal (ROB 5000/ROB 5000 OC only)
Robot ready/
Quick stop
(continued)
Signal level when BIT 0 - BIT 2 are set
ROB 4000/5000 ROB 5000 OC
Signal X2:6 (BIT 0) HIGH LOW
ROB 5000 ROB 5000 OC
Signal X8:1 (BIT 1) HIGH LOW
Signal X8:2 (BIT 2) HIGH LOW
The following operating modes are supported:
Job mode (ROB 5000/ROB 5000 OC)
Call up saved welding parameters using the corresponding job number.
Internal parameter selection (ROB 5000/ROB 5000 OC)
Selecting welding parameters via the robot control programming interface is time-
consuming, especially when programming a job. The Internal parameter selection
mode enables the required welding parameters to be selected from the power source
control panel or via a remote control unit.
-
8/9/2019 Fronius Manual ROB5000
47/112
7
Internal parameter selection can also take place while welding is in progress. The
signals required for the current welding operation continue to be sent from the robot
control.
CC/CV (constant current/constant voltage; ROB 5000/ROB 5000 OC)
NOTE!CC/CV (constant current/constant voltage) mode is available as an
option for the ROB 5000/ROB 5000 OC robot interface or the robot control field
bus coupler.
The power source can be operated with either a constant welding current or a constant
welding voltage.
Restrictions compared to other operating modes:
The following parameters can be selected for the left-hand display using the Parameter
selection key:
- welding current
Available input signals:
NOTE!The input signals listed below will be present when CC/CV mode is
selected. These input signals assume different functions in this mode compared
with other modes.
The input signals and their functions:
- Analog input signal Welding current ... Specifies the welding current
- Analog input signal External parameter 1 ... Specifies the welding voltage
- Analog input signal Base current ... Specifies the wirefeed speed
- Digital input signal Welding start ... Starts the welding current
- The welding current remains on for as long as the signal is set
- Digital input signal Wire feed ... Starts the wire feed at the specified speed
- The wire feed remains on for as long as the signal is set
- Digital input signal Wire retract ... Starts a wire retract at the specified speed
- The wire retract remains on for as long as the signal is set
- Digital input signal Robot ready ... remains unchanged
- Digital input signal Gas test ... remains unchanged
NOTE! The Welding start input signal only starts the welding current; the
wirefeed is not started.
Mode bit 0-2
(ROB 5000/ROB
5000 OC)
(continued)
-
8/9/2019 Fronius Manual ROB5000
48/112
8
Mode bit 0-2
(ROB 5000/ROB
5000 OC)
(continued)
Signal level for analog input signals:
Even if CC/CV mode is selected, the signal level for the analog input signals is 0 to 10 V.
0 V ......... e.g. minimum welding current
10 V ....... e.g. maximum welding current
Specifying a command value for the welding current:
- Use the Robot ready input signal to set up the power source for welding
- Use the Welding current input signal to specify the required welding current
- Use the External parameter 1 input signal to enter a value that the welding voltage
is not to exceed.
Important!If no maximum welding voltage is required, use the External Parameter 1
input signal to specify the highest possible welding voltage.
Should a voltage occur that is higher than the specified welding voltage, it will not be
possible to maintain the selected welding current.
- Set the required wirefeed speed using the Base current input signal
- Use the Welding start input signal to start the welding current
- Start the wire feed with the Wire feed input signal
Specifying a command value for the welding voltage:
- Use the Robot ready input signal to set up the power source for welding
- Use the External parameter 1 input signal to enter the required welding voltage
- Use the Welding current input signal to enter a value that the welding current is not
to exceed.
NOTE!If no maximum welding current is required, use the Welding current
input signal to specify the highest possible welding current.
Should a current occur that is higher than the specified welding current, it will not be
possible to maintain the selected welding voltage.
- Set the required wirefeed speed using the Base current input signal
- Use the Welding start input signal to start the welding current
- Start the wire feed with the Wire feed input signal
TIG
TIG welding is selected. The required welding current is obtained from the analog
Welding current input signal.
-
8/9/2019 Fronius Manual ROB5000
49/112
9
Gas test
Wire feed
The Gas test signal starts the Gas test function (as does the Gas test key). The
required gas flow can be set on the pressure regulator on the gas cylinder.
The gas test can be used to create an additional gas pre-flow during positioning.
Important!If welding is in progress, the gas pre-flow and post-flow times are controlled
by the power source. It is therefore not necessary to set the Gas test signal when
welding!
ROB 4000/5000 ROB 5000 OC
Signal X2:7 HIGH LOW
ROB 4000/5000 ROB 5000 OC
Signal X2:11 HIGH LOW
The Wire inching signal enables the filler wire to be fed into the hosepack without the
use of current or gas (as does the Feeder inching key).
The feeder inching speed is determined by the corresponding setting in the power
source setup menu.
NOTE!The wire feed input signal has priority over the wire retract signal. If
both signals are present at the same time, the wire feed continues.
Important! To facilitate the exact positioning of the filler wire, the following procedure is
executed when the wire inching signal is set:
WARNING!Risk of injury from filler wire emerging, keep welding torch away
from face and body.
Wire speed(m/min or ipm)
t (s)
1 2 3 4 52,5
1
Fdi
(e.g. 22)
Wire inching signal
- Signal remains for up to one second
... Irrespective of the value that has
been set, the wire speed remains at 1
m/min or 39.37 ipm for the first
second.
- Signal remains for up to 2.5 seconds
... After one second, the wire speed
increases at a uniform rate over the
next 1.5 seconds.
- Signal remains for more than 2.5
seconds... After a total of 2.5 se-conds, the wire starts to be fed at a
constant rate equal to the speed set
for the parameter Fdi.Fig. 2 Time-path of the wire speed when the digital
input signal Wire inching is set
Important!If the digital input signal Cold wire disable is also set, then the analog
output signal wire speed applies, rather than Fdi. The digital input signal wire in-
ching starts immediately with the analog command value for the wire speed. In this
case, Fig. 2 does not apply.
-
8/9/2019 Fronius Manual ROB5000
50/112
10
Source error
reset; ROB 5000/
ROB 5000 OC
NOTE!To reset an error, the Source error reset signal must be on for at least
10 ms.
Any error messages (Source error) that appear on the power source are reset using
the Source error reset signal. However, the cause of the error must first be eliminated.
If the robot control has no digital signal for resetting, always set the Source error reset
signal to
- ROB 4000/5000: 24 VDC (High)
- ROB 5000 OC: GND (Low)
The error is then reset immediately after the cause has been rectified.
NOTE!Any Service Codes that are output will not be displayed while the Sour-
ce error reset signal is set.
ROB 4000/5000 ROB 5000 OC
Signal X8:5 HIGH LOW
- Signal remains for up to one second
... Irrespective of the value that has
been set, the wire speed remains at 1
m/min or 39.37 ipm for the first
second.
- Signal remains for up to 2.5 seconds
... After one second, the wire speed
increases at a uniform rate over thenext 1.5 seconds.
- Signal remains for more than 2.5
seconds... After a total of 2.5 se-
conds, the wire starts to be fed at a
constant rate equal to the speed set
for the parameter Fdi.
Important!If the digital input signal Cold wire disable is also set, then the analog
output signal wire speed applies to the retract speed, rather than Fdi. The digital input
signal wire retract starts retracting the wire immediately with the analog command
value for the wire speed. In this case, Fig. 3 does not apply.
Wire retract
The Wire retract signal causes the wire to be retracted. The wire speed is determined
by the corresponding setting in the power source setup menu.
NOTE!Do not allow long lengths of wire to be retracted, as the wire is not
wound onto the wirespool.
Important! To facilitate the exact positioning of the filler wire, the following procedure is
executed when the wire retract signal is set:
ROB 4000/5000 ROB 5000 OC
Signal X14:6 HIGH LOW
Wire speed
(m/min or ipm)
t (s)
1 2 3 4 52,5
1
Fdi
(e.g. 22)
Wire retract signal
Fig. 3 Time-path of the wire speed when the digital
input signal Wire retract is set
-
8/9/2019 Fronius Manual ROB5000
51/112
11
The Job/program select signal allows the Program number signals to be used in
different ways (Job/program bit 0 -7, see next page)
In job mode, if Job/Program Select is
- LOW (ROB 5000)
- HIGH (ROB 5000 OC),
the required job is digitally selected by means of Job/Program bit 0 - 7. Select Job
mode using mode bit 0-2.
Important!In job mode (mode bit 0-2), if Job/Program Select is
- HIGH (ROB 5000)
- LOW (ROB 5000 OC),
there is also the analog job selection option. Refer to the paragraphs on Analog job
selection for more information.
In the case of internal parameter selection or TIG, Job/program bit 0 -7 is used to
select the process (see the following section Program number). Select internal para-
meter selection or TIG with mode bit 0-2.
Job/program
select (ROB 5000/
ROB 5000 OC)
WARNING!Risk of injury and damage if welding starts unexpectedly. If the
Source error reset signal is still
- 24 V ROB 4000/5000 (High)- GND ROB 5000 OC (Low),
the Welding start signal must not be set while the error is being rectified,
otherwise welding will start as soon as the error is fixed.
ROB 5000 ROB 5000 OC
Signal X8:6 HIGH LOW
Example: if there is not enough coolant, the No | H2O Service code will not be display-
ed if the signal is set. This can result in damage to the water-cooled welding torch.
Remedies: Only use the Source error reset signal as a short pulse to reset the error.
-
8/9/2019 Fronius Manual ROB5000
52/112
12
Program number
(Job/program bit
0-7; ROB 5000/
ROB 5000 OC)
NOTE!The allocations are identical to those in the Job number function (see
next section). The choice between the program number and job number
functions is made using mode bits 0 -2.
Pin X11/2 Job/program bit 1 Process
ROB 5000 ROB 5000 OC
0 V 24 V DC -
24 V 0 V DC +
Pin X11/3 Job/program bit 2 Process
ROB 5000 ROB 5000 OC
0 V 24 V No cap-shaping
24 V 0 V Cap-shaping activated
Pin X11/4 Job/program bit 3 Process
ROB 5000 ROB 5000 OC
0 V 24 V Pulse OFF
24 V 0 V Pulse ON
Pulse range
settingsX11/5 Pulse range, fi rst d ig it
X11/6 Pulse range, second digi t














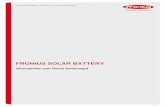


![Fronius IG [42,0410,0827]/downloads/Solar Energy... · FRONIUS IG 15 / 20 / 30 / 40 / 50 / 60 / 60 HV 42,0410,0827 009-16092015. ud_fr_st_et_00491 01/2012 DE Sehr geehrter Leser Wir](https://static.fdokument.com/doc/165x107/608965b4ed0b38757d61e5fc/fronius-ig-4204100827-downloadssolar-energy-fronius-ig-15-20-30-.jpg)
