Hoher Automatisierungsgrad bei der Doppelwand- Herstellung ... · te Beton wand- und...
10
BWI – BetonWerk International – 5 | 2010 www.cpi-worldwide.com 186 BETONFERTIGTEILE Mark Küppers, CPI worldwide, Deutschland RBW ist ein Tochterunternehmen der Rohr- dorfer Baustoffgruppe, einer Unternehmens- gruppe rund um das Südbayerische Port- land-Zementwerk Gebr. Wiesböck & Co. GmbH in 83101 Rohrdorf. Die Gruppe hat sich in den letzten Jahren zu einem Bau- stoffproduzenten mit weit gespanntem Spektrum entwickelt. An zahlreichen Stand- orten in Bayern und Österreich werden heute neben Zement auch Transportbeton, Betonwaren und Betonfertigteile hergestellt sowie Kies und Felsgestein gewonnen. Die erst 2003 gegründete RBW Rohrdorfer Betonwerke GmbH & Co. KG beschäftigt in ihren fünf Werken insgesamt 220 Mitarbei- ter, etwa 130 davon sind direkt in der Pro- duktion tätig. Im neuen Doppelwandwerk Berglern sind es gerade einmal 23 Mitar- beiter, die im Zweischichtbetrieb die ge- samte Produktion abwickeln. Nachdem im Mai 2009 der Entschluss gefasst wurde, ein komplett neues Werk in Berglern zu errichten, ging alles sehr schnell. Gefragt war eine starke Lösung für eine flexible Produktion. Hierzu zählte neben einer modernen Umlaufanlage für die Wand- und Deckenproduktion auch eine vollautomatische Mattenschweißanlage für eine wirtschaftliche Produktion ohne Aus- schuss direkt vom Coil. Das Grundkonzept der Umlaufanlage wurde von den RBW- Verantwortlichen für Technik und Produk- tion eigenständig entwickelt. In einem näch- sten Schritt wurde dieses Konzept mit den Anlagenherstellern diskutiert. Ebawe und Progress konnten in enger Zusammenarbeit mit RBW die Anforderungen in das Konzept einarbeiten, weiterentwickeln und verfeinern. Infolgedessen wurden die Schwesterfirmen mit der Umsetzung der neuen Produktions- linie beauftragt. Im Werk Berglern werden ausschließlich Elementdecken und Wandsysteme herge- stellt, wobei die Wandproduktion mit einem Anteil von ca. 90 % das eigentliche Tages- geschäft darstellt. Das Liefergebiet liegt Hoher Automatisierungsgrad bei der Doppelwand- Herstellung im neuen Werk von RBW RBW Rohrdorfer Betonwerke GmbH & Co. KG, 84367 Zeilarn, Deutschland „Beton in Perfektion“, so lautet der Slogan der RBW Rohrdorfer Betonwerke GmbH & Co. KG mit Hauptsitz im bayerischen Zeilarn, Deutsch- land. An fünf Standorten, allesamt in Bayern gelegen, produziert das Unternehmen Betonfertigteile vom Keller bis zum Dach. Als größter Elementdeckenhersteller Bayerns setzt RBW selbstverständlich auf modernste Produktionsanlagen, die dem Unternehmen zudem ausrei- chende Produktionskapazitäten ermöglichen. Im Jahr 2009 wurde der Entschluss gefasst, den Standort Rosenau, an dem bisher vorgefertig- te Betonwand- und Betondeckenelemente hergestellt wurden, durch einen neuen Standort zu ersetzen. Die Entscheidung fiel zugunsten einer komplett neuen Produktionsstätte in Berglern, die für 14 Mio. € auf der grünen Wiese errichtet wurde. Gebaut wurde neben einer beste- henden modernen Betonwarenproduktion und einer direkt anliegenden Sand- und Kiesproduktion, die ebenfalls beide zur Rohrdorfer Gruppe zählen. Als Lieferanten für die in die Produktion integrierte Palettenumlaufanlage und Bewehrungstechnik zur Herstellung von Doppel- und Vollwänden wurden zwei Unternehmen der Progress Gruppe, und zwar Progress Maschinen & Automation und Ebawe Anlagentechnik, bestimmt. Rechtzeitig zu Beginn der Bausaison 2010 erfolgte die Inbetriebnahme der neuen Umlaufanlage. Heute läuft das neue Werk in Berglern auf Hochtouren und beliefert Baustellen im Umkreis von ca. 100 km. Das neue Doppelwandwerk von RBW in Berglern – die Produktionshalle wurde eigens aus Betonfertigteilen erbaut. Eingangsbereich des Verwaltungstraktes Die Kiesgrube vor der Tür und Zement aus dem eigenen Haus erlauben eine nahezu unabhängige Produktion von hochwertigen Betonen.
Transcript of Hoher Automatisierungsgrad bei der Doppelwand- Herstellung ... · te Beton wand- und...

BWI – BetonWerk International – 5 | 2010 www.cpi-worldwide.com186
BETONFERTIGTEILE
Mark Küppers, CPI worldwide, Deutschland
RBW ist ein Tochterunternehmen der Rohr -dorfer Baustoffgruppe, einer Unterneh mens -gruppe rund um das Südbayerische Port -land-Zementwerk Gebr. Wiesböck & Co.GmbH in 83101 Rohrdorf. Die Gruppe hatsich in den letzten Jahren zu einem Bau -stoffproduzenten mit weit gespanntemSpek trum entwickelt. An zahlreichen Stand -orten in Bayern und Österreich werdenheute neben Zement auch Transportbeton,
Betonwaren und Betonfertigteile hergestelltsowie Kies und Felsgestein gewonnen.Die erst 2003 gegründete RBW RohrdorferBetonwerke GmbH & Co. KG beschäftigt inihren fünf Werken insgesamt 220 Mitar bei -ter, etwa 130 davon sind direkt in der Pro -duktion tätig. Im neuen DoppelwandwerkBerglern sind es gerade einmal 23 Mitar -beiter, die im Zweischichtbetrieb die ge -samte Produktion abwickeln. Nachdem im Mai 2009 der Entschlussgefasst wurde, ein komplett neues Werk in
Berglern zu errichten, ging alles sehrschnell. Gefragt war eine starke Lösung füreine flexible Produktion. Hierzu zählte ne beneiner modernen Umlaufanlage für dieWand- und Deckenproduktion auch einevollautomatische Mattenschweiß an lage füreine wirtschaftliche Produktion ohne Aus -schuss direkt vom Coil. Das Grundkonzeptder Umlaufanlage wurde von den RBW-Verantwortlichen für Technik und Produk -tion eigenständig entwickelt. In einem näch-sten Schritt wurde dieses Konzept mit denAnlagenherstellern diskutiert. Ebawe undProgress konnten in enger Zusammenarbeitmit RBW die Anforderun gen in das Konzepteinarbeiten, weiterentwickeln und verfeinern.Infolgedessen wurden die Schwesterfirmenmit der Umsetzung der neuen Produk tions -linie beauftragt.
Im Werk Berglern werden ausschließlichElementdecken und Wandsysteme herge-stellt, wobei die Wandproduktion mit einemAnteil von ca. 90 % das eigentliche Tages -geschäft darstellt. Das Liefergebiet liegt
Hoher Automatisierungsgrad bei der Doppelwand-Herstellung im neuen Werk von RBW
RBW Rohrdorfer Betonwerke GmbH & Co. KG, 84367 Zeilarn, Deutschland
„Beton in Perfektion“, so lautet der Slogan der RBW Rohrdorfer Betonwerke GmbH & Co. KG mit Hauptsitz im bayerischen Zeilarn, Deutsch -land. An fünf Standorten, allesamt in Bayern gelegen, produziert das Unternehmen Betonfertigteile vom Keller bis zum Dach. Als größterElement decken hersteller Bayerns setzt RBW selbstverständlich auf modernste Produktionsanlagen, die dem Unternehmen zudem ausrei-chende Pro duk tions kapazitäten ermöglichen. Im Jahr 2009 wurde der Entschluss gefasst, den Standort Rosenau, an dem bisher vorgefertig-te Beton wand- und Betondeckenelemente hergestellt wurden, durch einen neuen Standort zu ersetzen. Die Entscheidung fiel zugunsten einerkomplett neuen Produktionsstätte in Berglern, die für 14 Mio. € auf der grünen Wiese errichtet wurde. Gebaut wurde neben einer beste-henden modernen Betonwarenproduktion und einer direkt anliegenden Sand- und Kiesproduktion, die ebenfalls beide zur Rohrdorfer Gruppezählen. Als Lieferan ten für die in die Produktion integrierte Palettenumlaufanlage und Bewehrungstechnik zur Herstellung von Doppel- undVollwänden wurden zwei Unternehmen der Progress Gruppe, und zwar Progress Maschinen & Automation und Ebawe Anlagentechnik,bestimmt. Rechtzeitig zu Beginn der Bausaison 2010 erfolgte die Inbetriebnahme der neuen Umlaufanlage. Heute läuft das neue Werk inBerglern auf Hochtouren und beliefert Baustellen im Umkreis von ca. 100 km.
Das neue Doppelwandwerk von RBW in Berglern – die Produktionshalle wurde eigens ausBetonfertigteilen erbaut.
Eingangsbereich des Verwaltungstraktes Die Kiesgrube vor der Tür und Zement aus dem eigenen Hauserlauben eine nahezu unabhängige Produktion von hochwertigenBetonen.
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 186

www.cpi-worldwide.com BWI – BetonWerk International – 5 | 2010 187
BETONFERTIGTEILE
haupt sächlich im Umkreis von etwa 100 kmund die Auslieferung erfolgt ausschließlichüber Speditionen. Beliefert werden sowohlprivate, gewerbliche als auch öffentlicheBauvorhaben. Eines der momentan popu-lärsten Projekte ist das neue Museumsdepotin München mit speziellen Einbauteilen inunterschiedlichen Größen.
Aus der Region für die Region
Im Juli 2009 erfolgte die Auftragsvergabefür den Bau der Produktionshalle mit kon-struktiven Betonfertigteilen an die Firma Ber -ger aus Passau. Kurz vor Weihnachten warder Rohbau der Werkshalle fertig gestellt.Das entstandene Gebäude mit einer Hallen-länge von knapp 200 m, einer Breite von30 m und einer Firsthöhe von 11 m bot denoptimalen Rahmen für einen durchdachten,unbeengten Anlagenbau in Verbindung mitgroßzügigen Platzver hält nissen für den spä-teren Betrieb.Die Betonproduktion erfolgt im Mischturm,der an die Produktionshalle angeschlossenist. Die verschiedenen Gesteinskörnungen, ins-gesamt drei (Sand 0/4, Kies 4/8 und Kies
8/16), werden in der angrenzenden Kies -grube – getreu dem Firmen-Motto „aus derRegion für die Region“ – gewonnen und inden Aufgabebunker abgeschüttet. Von hiererfolgt der Transport über die Förderein -richtung zu den über dem Mischer ange-ordneten Vorratssilos. Geliefert wurde dasSystem, einschließlich der gesamten Dosie -rung und Feuchtemesstechnik, von Dou - brava. Zum Lieferumfang zählten auchzwei über 30 m hohe Zementsilos.
Die Dosierung der Zuschlagskörnungenerfolgt in einem über dem Mischer ange-ordneten Trichter, der mit Verschleiß schutz -matten ausgekleidet ist. Eingesetzt werdenin Berglern Rohrdorfer Zement des TypsCEM II/ A-S 42,5R und Fließmittel von Sika.
�
Blick in die Produktionshalle von RBW –eine nahezu vollautomatische Produktionvon Doppelwand- und Deckenelementen.
In der Leitstelle wird der gesamte Betonherstellungsprozess einschließlich der einzelnenFüllstände der Vorratsbehälter und Silos am Monitor abgebildet.
Der Doppelwellen-Chargenmischer von BHS Sonthofen hat einen Nenninhalt von 2,25 m³.
Der neue Mischturm im Werk Berglern,rechts im Bild die Recycling-Anlage vonDoubrava.
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 187

BWI – BetonWerk International – 5 | 2010 www.cpi-worldwide.com188
BETONFERTIGTEILE
Der von BHS Sonthofen gelieferte Doppel -wellen-Chargenmischer hat einen Nenn -inhalt von 2,25 m³ und ermöglicht einestündliche Betonproduktion von ca. 100m³. Der Mischer ist mit einem integriertenReinigungssystem von Walter ausgestattet,das mit der automatischen Hochdruck -reinigung für eine einfache, gründlicheReinigung sorgt. Für eventuell anfallendenRestbeton steht direkt beim Mischturm eineBetonrecycling-Anlage zur Verfügung, dieebenfalls von Doubrava geliefert wurde.Die recycelten Betonbestandteile werdendann wieder der Produktion zugeführt.Die angestrebte Produktion von 20.000 m³Beton im Jahr kann die Anlage lockerbewältigen. Die Kiesgrube vor der Tür undZement aus dem eigenen Haus erlaubeneine nahezu unabhängige Produktion vonhochwertigen Betonen.
Palettenumlauf zur Herstellungvon Doppel-, Massivwänden undElementdecken
Im Werk Berglern können Fertigteilele -mente mit den Mindestgrößen 60 x 60 cmund den maximalen Abmessungen von12,00 x 3,70 m bei einer durchschnittlichenTaktzeit von 10 Minuten hergestellt werden.Während das maximale Maß von 3,70 mimmer öfter verlangt wird, hat das Durch -schnittselement, das auf einer der 65 imUmlauf befindlichen Paletten im Werk pro-duziert wird, Abmessungen von etwa 5,00x 3,00 m. Geplant werden die Bauteile mitAllplan von Nemetschek. Die Parameterfließen automatisch in die Produktion ein.
Form-Master-Schalungsroboter
Mit dem Schalungsroboter Progress FormMaster werden Schalungen mit integriertenMagneten vollautomatisch und durchCAD/CAM-Daten gesteuert maßgenau aufdie Schalungspalette gesetzt. Dabei kom-men ausschließlich Schalungen von Rateczum Einsatz. Nachdem die Schalung posi-tioniert wurde, aktiviert der Schalungs -roboter durch Knopfdruck, bei Stößen über-greifend, das Magnetsystem.
Der Form-Master-Schalungsroboter vonProgress ist in einer stabilen Brücken kons -truktion ausgeführt. Durch seine kurze z-Achse ist er sehr präzise im Setzen derSchalungen. Das System ist schwingungs-arm und spielfrei in seinen Drehbe we -gungen.
Progress M-System Evolution – hochflexible Bewehrungsmatten-Schweiß anlage. Die Haspeln sind in zwei 4er-Gruppen angeordnet.Sicherheitstechnisch wird dadurch ein Coilwechsel bei laufenderMaschine ermöglicht, sofern auf der zweiten Haspel desselbenDurchmessers noch Restmaterial verfügbar ist. Maschinenstillständedurch Coilwechsel werden so auf ein Minimum reduziert.
Mit Hilfe des Verlege- und Wendeautomats werden die Matten kurz-zeitig gelagert, gewendet und automatisch auf die Schalfläche derPalette gesetzt.
Ein programmgesteuerter Längsstabwagen mit Längsaufnahmen tak- tet unter dem Drahtauslaufbalken durch und nimmt die Längs stäbeentsprechend der späteren Position in der Matte automatisch auf.
Die Gitterträger werden bei RBW nicht selbst hergestellt, sondernzugekauft und in das Aktivlagersystem EHG von Progress integriert.
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 188
www.cpi-worldwide.com BWI – BetonWerk International – 5 | 2010
BETONFERTIGTEILE
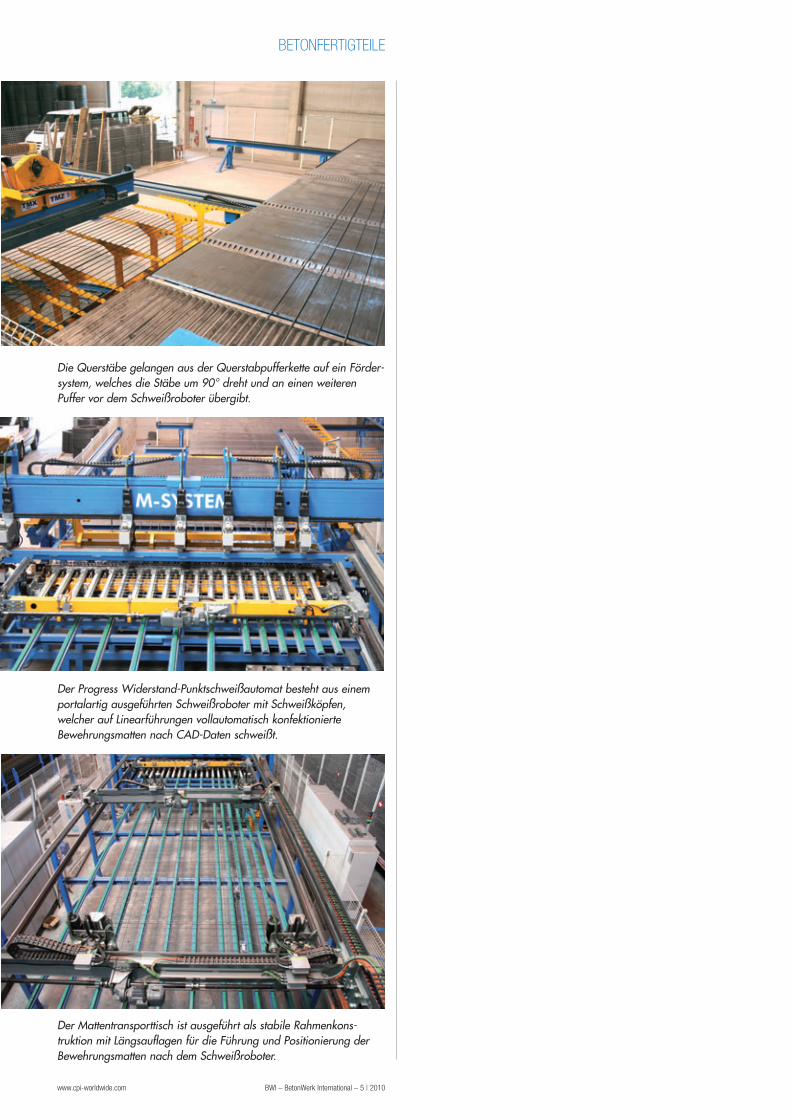
Der Mattentransporttisch ist ausgeführt als stabile Rahmenkons -truktion mit Längsauflagen für die Führung und Positionierung derBewehrungsmatten nach dem Schweißroboter.
Der Progress Widerstand-Punktschweißautomat besteht aus einemportalartig ausgeführten Schweißroboter mit Schweißköpfen,welcher auf Linearführungen vollautomatisch konfektionierteBewehrungsmatten nach CAD-Daten schweißt.
Die Querstäbe gelangen aus der Querstabpufferkette auf ein Förder -system, welches die Stäbe um 90° dreht und an einen weiterenPuffer vor dem Schweißroboter übergibt.
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 189

BWI – BetonWerk International – 5 | 2010 www.cpi-worldwide.com190
BETONFERTIGTEILE
Die Plotterbaugruppe dient zum Zeichnender Elementkonturen auf die Schalflächeder Palette. Die Spritzdüse zeichnet dabeidie Konturen der herzustellenden Betonele -mente als gestrichelte Linien. Auch weitereInformationen, wie z. B. die Position vonEin bau teilen usw. werden auf der Scha -lungs palette angezeigt.
Automatischer Styroporzuschnitt Der Leitrechner überträgt dem Schalungs -roboter die notwendigen Informationen fürdas zu schalende Element. Auf dieserGrundlage wird der Schalprozess vomScha lungsroboter in Bezug auf verfügbareSchalungslängen/Typen und erforderlicheSchalungsergänzungen durch automati-schen Styroporzuschnitt optimiert und aus-geführt. Die Styroporergänzungen werdenvom Personal in der entsprechenden Po -sition auf der Palette positioniert. Als Fixier -system dient ein spezieller Magnethalter,welcher das Styroporstück mittels ausge-schnittenen Lochs auf der Palette befestigt.
Nach dem Verlassen der Schalstation wirddie entsprechende Bewehrung unter Ver -wen dung von Abstandhaltern eingelegt.Sind in dem Element beispielsweise Aus -sparungen für Türen vorgesehen, werdendie in der angrenzenden Schreinerei indivi-duell hergestellten Holzschalungen auf derPalette befestigt. Die Holzschalungen habendie Höhe der späteren Wandstärke undverbleiben nach dem Ausschalen bis zumEinbau auf der Baustelle in den Aus spa -rungen.
Etwa jedes zweite Wandelement wird mitEinbauteilen wie Stromdosen ausgestattet.Zum Einsatz kommt hier ausschließlich dasBetonbauprogramm von Kaiser. Die Laser -anlage von SL-Laser projiziert dabei konti-nuierlich die richtigen Einbaupositionensämtlicher Teile auf die Palettenoberfläche.
M-System Evolution – hochflexibleBewehrungsmatten-Schweißanlage
Die Progress M-System Evolution ist dieneueste Generation von Maschinen zurvoll automatischen Herstellung von flexiblen
Stahlmatten. Die Produktion erfolgt vollau-tomatisch vom Coil, nach CAD-CAM-Vorgabe über ein Netzlaufwerk. Die Längs-und Querstäbe werden der Schweißanlagevollautomatisch zugeführt. Sämtliche aufder Maschine verfügbaren Drahtdurch -messer von 6 mm bis 16 mm können beiLängsstäben und Querstäben frei miteinan-der kombiniert und mit dem Progress-Widerstand-Punktschweißautomaten ver-schweißt werden.
ProduktionsablaufDie vollautomatische Drahtricht- und Ab -schneidemaschine MMR 16/2x4 richtetund schneidet Betonstahl in der Parallel -produktion vom Coil für die Quer- undLängs stäbe in den erforderlichen Draht -durch messern, Längen und Stückzahlen.Die Rotor-Richttechnik gewährleistet die fürden störungsfreien Ablauf der Gesamtan -lage erforderliche kontinuierliche Richtge -nau igkeit.
Ein programmgesteuerter Längsstabwagenmit Längsaufnahmen taktet unter demDrahtauslaufbalken durch und nimmt dieLängsstäbe entsprechend der späterenPosition in der Matte automatisch auf. An -schließend fährt dieser in die Ausgangs -position zurück und stellt so die Längsstäbefür den Schweißprozess bereit.
Die Querstäbe gelangen in eine Puffer -kette, danach auf ein Fördersystem, werdenum 90° gedreht und an einen weiterenPuffer vor dem Schweißroboter übergeben.Eine Zuführvorrichtung stellt bei jedemSchweißtakt den erforderlichen Querstabfür den Schweißvorgang bereit. Die Längs -stäbe werden von einer linear verfahrbarenEinzugvorrichtung übernommen und vor denSchweißroboter positioniert. Dies geschieht
Mit dem Schalungsroboter Progress Form Master werden Abstellermit integrierten Magneten vollautomatisch, durch CAD/CAM-Datengesteuert, maßgenau auf die Schalungspalette gesetzt.
Automatischer Styroporzuschnitt
Der Schalungsroboter Progress Form Masterentnimmt einen Absteller mit integriertenMagneten aus der automatischen Zuführungdes Magazins.
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 190

www.cpi-worldwide.com BWI – BetonWerk International – 5 | 2010
BETONFERTIGTEILE
Während die zweite Schale der späteren Doppelwand nochbetoniert wird, erfolgt zeitgleich die Vorbereitung der ersten Schale.
während bereits die nächste Matte ge schweißt wird. Bei jedem Taktwird ein Querstab mit den Längsstäben automatisch verschweißt.Ein Optimierungsprogramm sorgt dafür, dass nur die Mindestanzahlan Schweißknoten ausgeführt wird und verhindert Stromverbrauchs -spitzen durch das Versetzen der Schweißzeiten.An der Bewehrungsmatten-Abhebeposition werden die geschweiß-ten Matten oder eine gesamte Bewehrungseinheit (alle Matten einerSchalungspalette) von einem Verlege- und Wendeautomaten auto-matisch abgenom men. Die Bewehrungseinheiten werden in einemBewehrungsmattenpuffer zwischen gelagert, der die Mattenschweiß -an lage von der restlichen Produktion entkoppelt.
Der vollautomatische Betonverteiler mit Schneckenaustrag ermöglichtdas gleich mäßige Einbringen des Betons in den einge schaltenBereich der Palette.
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 191

BWI – BetonWerk International – 5 | 2010 www.cpi-worldwide.com192
BETONFERTIGTEILE
Zum Verlegen der Matten entnimmt derautomatisch gesteuerte Verlege- und Wen -de automat den gesamten Inhalt aus einemPufferfach und setzt diesen automatisch nachCAD-CAM-Vorgabe auf die Schalungs - palette der Umlaufanlage am Bewehrungs -taktplatz ab.Der voraussichtliche jährliche Verbrauchvon Coil-Stahl wird im Werk Berglern beica. 2.350 t liegen.
Verarbeiten von Gitterträgernaus Fixlängen
Die Gitterträger werden bei RBW nichtselbst hergestellt, sondern zugekauft und indas Aktivlagersystem EHG von Progressgegeben. Zwei komplette Pakete könnenjeweils in eines der 15 Fächer eingelagertund verarbeitet werden. Die Fachteilungwird durch einfaches Umlegen eines He -bels durch das Bedienpersonal geöffnet,sobald das obere Paket aufgebraucht ist.Die Fächer sind auf die Paketbreite einstell-bar. Der durchschnittliche Bedarf an Gitter -
trägern wird bei etwa 720 t liegen. DieGitter träger werden von den Firmen Ba di -sche Drahtwerke und Filigran Trägersys -teme geliefert.
Die Vereinzelungstraverse des Gitterträger-Aktivlagersystems bringt den erforderlichenGitterträger aus dem Aktivlager und setztdiesen auf eine freie Einlaufbahn ab. DieHandlingstraverse wird brückenartig aufSchie nen geführt und ist mit heb- und senk-baren Greifern ausgestattet. Die Handlings -traverse wird automatisch auf die vomCAD- CAM vorgesehene Position verfahren.Die Greifer werden gesenkt, erkennen me -chanisch den Obergurt des Gitterträgers,schließen die Greifzangen, heben und ver-einzeln zugleich den gewählten Gitter -träger und transportieren diesen auf die Ein -laufbahn des automatisch querverfahrbarenPositionierwagens.
Der Positionierwagen verfügt über 6 Gitter -träger-Einlaufbahnen als Puffer- und Bereit -stellungsmagazin. Fünf Einlaufbahnen die-
nen als Reststückepuffer, eine Einlaufbahndient als Bearbeitungslinie. Die Nutzlängeder Einlaufbahnen beträgt 15.000 mm.Diese ergibt sich aus der Gitterträger werk -länge von 14.000 mm sowie einem Rest -stückmaß von ca. 1.000 mm, welches nichtmehr manipulierbar ist und einen Schweiß -vor gang automatisch auslöst.
Nachdem ein Gitterträger durch die Ver -einzelungstraverse automatisch in eine freieEinlaufbahn abgesetzt wurde und derSchneide zyklus begonnen hat, wird sofortder nächste Gitterträger automatisch aus-gelagert und ohne Zeitverlust für den nächs-ten Zyklus bereitgestellt.
Vollautomatischer Betonverteilermit Schneckenaustrag
Nachdem die Palette mit der entsprechen-den Bewehrung, Abstandhaltern und sonsti-gen Einbauteilen fertig präpariert wurde,fährt sie dann zur Betonierstation. Der voll-automatische Betonverteiler mit Schnecken -
Das Wenden der Palette mit der Oberplatte um 180 ° erfolgt dabeinicht über der frischen Unterplatte, damit keine Betonreste in denfrischen Beton fallen können.
Nach der Verdichtung werden die Niederhalter, die die Oberschalebeim Wendeprozess gehalten und fixiert haben, entfernt und dieWendeeinheit hebt die obere Palette vorsichtig ab.
Die leere Palette wird wieder um 180° gedreht und der Entschal -station sowie der Palettenreinigungseinrichtung übergeben.
Die fertige Doppelwand wird an die Hubschiebebühne übergeben,die die Palette in das entsprechende Fach der Härtekammer bringt.
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 192
BWI – BetonWerk International – 5 | 2010 www.cpi-worldwide.com
BETONFERTIGTEILE
aus trag ermöglicht das gleichmäßige Ein bringen des Betons in deneingeschalten Bereich der Palette. Entsprechend der über denLeitrechner vorgegebenen Element kon turen und der erforderlichenBetondicke wird mit Stillstand der Palette der automatischeBetoneintrag gestartet.
Die Schneckenkammern werden mittels Klappen geöffnet bzw.geschlossen. Durch die Drehbewegung der Austragsschnecke unddas entsprechende Öffnen des Ver schlusses wird der Beton ausdem Kübel befördert. Die Beschickung des Betonver teilers erfolgtüber eine Kübelbahn von Kübat, die die kurze Distanz zwischenMischer und Produktionshalle vollautomatisch überbrückt. Die erfor-derliche Beton menge und Betonrezeptur für die folgendePalettenbelegung wird durch den Leit rechner automatisch an dieMischanlage gesendet und entsprechend bestellt. DerBetonverteiler ist für einen gefahrlosen Be trieb mit sämtlichen übli-chen Sicherheits vorrichtungen ausgestattet.
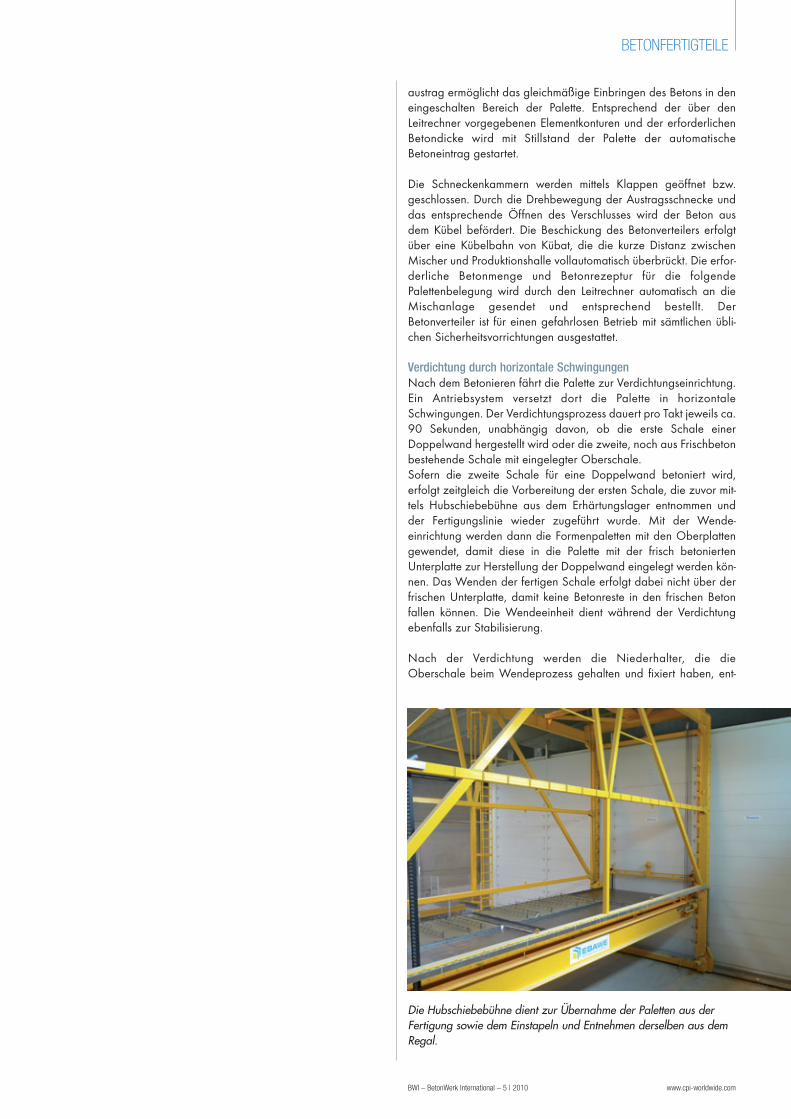
Verdichtung durch horizontale SchwingungenNach dem Betonieren fährt die Palette zur Verdichtungseinrichtung.Ein Antriebsystem versetzt dort die Palette in horizontaleSchwingungen. Der Verdichtungsprozess dauert pro Takt jeweils ca.90 Sekunden, unabhängig davon, ob die erste Schale einerDoppelwand hergestellt wird oder die zweite, noch aus Frischbetonbestehende Schale mit eingelegter Oberschale. Sofern die zweite Schale für eine Doppel wand betoniert wird,erfolgt zeitgleich die Vorbereitung der ersten Schale, die zuvor mit-tels Hubschiebebühne aus dem Erhär tungs lager entnommen undder Fertigungs linie wieder zugeführt wurde. Mit der Wende -einrichtung werden dann die For men paletten mit den Oberplattengewendet, damit diese in die Palette mit der frisch betoniertenUnterplatte zur Herstellung der Doppelwand eingelegt werden kön-nen. Das Wenden der fertigen Schale erfolgt dabei nicht über derfrischen Unterplatte, damit keine Betonreste in den frischen Betonfallen können. Die Wendeeinheit dient während der Verdichtungebenfalls zur Stabilisierung.
Nach der Verdichtung werden die Nieder halter, die dieOberschale beim Wende prozess gehalten und fixiert haben, ent-
Die Hubschiebebühne dient zur Übernahme der Paletten aus derFertigung sowie dem Einstapeln und Entnehmen derselben aus demRegal.
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 194

www.cpi-worldwide.com BWI – BetonWerk International – 5 | 2010
BETONFERTIGTEILE
fernt und die Wendeeinheit hebt die obere Palette vorsichtig ab. Dienun leere Palette wird wieder um 180° gedreht und derEntschalstation sowie der Palettenreini gungs ein richtung übergeben.
Mit Erdwärme beheiztes Erhärtungslager
Die betonierten und verdichteten Massiv wände, Elementdecken,ersten Schalen einer Doppelwand oder kompletten Doppel wändewerden anschließend von der Hubschiebebühne aus derFertigungs linie übernommen und automatisch in eine definiertePosition im Stapelregal des Er härtungslagers übergeben. FürMassiv wände, die mit etwa zwei Paletten pro Schicht eine unterge-ordnete Rolle spielen, steht in der 2. Ebene noch eine Glättstationbereit, die ebenfalls von der Schiebebühne bedient wird. DasStapelregal des Aushär tungslagers ist mit Sandwich-Bauelementenverkleidet und durch Schiebetorsegmente für die Hubschiebebühnezugänglich. Die Härte kammer wird in Berglern umweltfreundlich mitErdwärme beheizt. Die durchschnittliche Temperatur im Inneren liegtbei 40° C bei einer relativen Luftfeuchtigkeit von 45-55 %. Die ausgehärteten Betondecken und -wän de werden nach ca. 8Stunden aus dem Stapelregal gefahren und für den Abtrans port insAußenlager vorbereitet. Mit Hilfe der Kippeinrichtung werden dieFormenpa letten zur Entnahme der entschalten Wand elemente ineine vertikale Lage gebracht. Fertige Elementdecken werden mittelsKran bahn mit 4 Seilzügen direkt von der Palette genommen. DerAbtransport ins Außen lager erfolgt dann mittels Ausfahr wagen, derdie entschalten Decken- bzw. Wand ele mente, gelagert in Rahmen,entsprechend aufnimmt.
Form Master Entschalroboter
Nachdem die Elemente abgehoben worden, gelangt die Palette aufden Taktplatz „Entschalen“. Die Palettenoberfläche wird mittelsLaser gescannt. Dadurch wird die aktuelle Position der Schalungenauf der Palettenoberfläche ermittelt. Diese Infor matio nen werden anden Entschalroboter übermittelt, welcher die Absteller von derPalettenoberfläche abnimmt und diese auf dasSchalungstransportband zum Scha lungs reiniger setzt. DasDeaktivieren der Magnete durch Lösen der Knöpfe erfolgt ebenfalls
Doppelwandelemente werden durch die Kippeinrichtung in einevertikale Lage gebracht und können so entsprechend ihrer Einbau -lage transportoptimiert entnommen werden. Eine verfahrbare Leitererleichtert den Prozess für den Bediener.
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 195
BWI – BetonWerk International – 5 | 2010 www.cpi-worldwide.com196
BETONFERTIGTEILE
vollautomatisch.Die gereinigten Elemente gelangen nunwieder in das Schalungslager. Hier stehendie erforderlichen Schalungen in unter-schiedlichen Längen bereit. Der in X- und Z-Richtung verfahrbare Lagerroboter verwal-tet systematisch das Depot. GereinigteScha lungen werden vom Schalungstrans -portband abgenommen und im Aktivlagereingelagert sowie entsprechend dem Be -darf durch den Leitrechner angefordert,automatisch ausgelagert und auf dasSchalungsbereitstellungsband für denneuen Produktionszyklus gesetzt.Nach der vollautomatischen Reinigung mitSpachteln und Bürsten wird die Palette inder Palettenöleinrichtung durch erneutenTrenn mittelauftrag für den nächsten Produk -tionszyklus vorbereitet.
Neu entwickelter Leitrechnervervollständigt das Umlaufkonzept
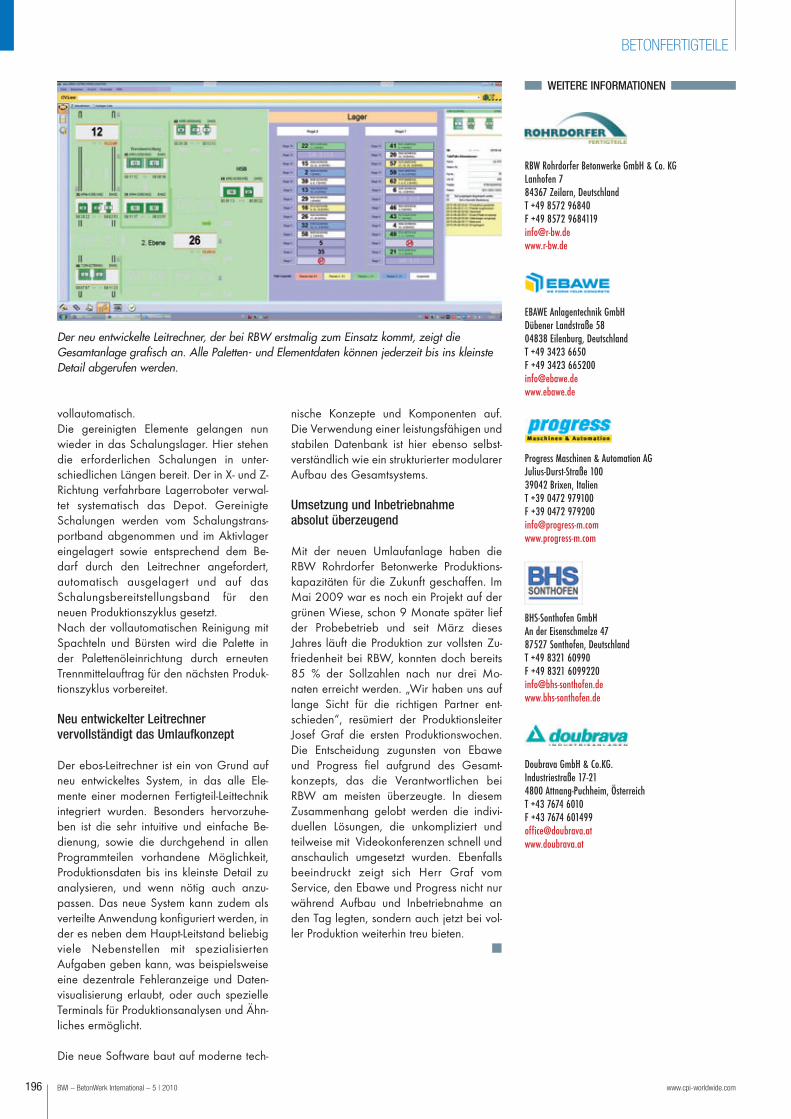
Der ebos-Leitrechner ist ein von Grund aufneu entwickeltes System, in das alle Ele -mente einer modernen Fertigteil-Leittechnikintegriert wurden. Besonders hervorzuhe-ben ist die sehr intuitive und einfache Be -dienung, sowie die durchgehend in allenProgrammteilen vorhandene Möglichkeit,Produktionsdaten bis ins kleinste Detail zuanalysieren, und wenn nötig auch anzu-passen. Das neue System kann zudem alsverteilte Anwendung konfiguriert werden, inder es neben dem Haupt-Leitstand beliebigviele Nebenstellen mit spezialisiertenAufgaben geben kann, was beispielsweiseeine dezentrale Fehleranzeige und Daten -visualisierung erlaubt, oder auch spezielleTerminals für Produktionsanalysen und Ähn -liches ermöglicht.
Die neue Software baut auf moderne tech-
nische Konzepte und Komponenten auf.Die Verwendung einer leistungsfähigen undstabilen Datenbank ist hier ebenso selbst-verständlich wie ein strukturierter modularerAufbau des Gesamtsystems.
Umsetzung und Inbetriebnahmeabsolut überzeugend
Mit der neuen Umlaufanlage haben dieRBW Rohrdorfer Betonwerke Produktions -kapa zitäten für die Zukunft geschaffen. ImMai 2009 war es noch ein Projekt auf dergrünen Wiese, schon 9 Monate später liefder Probebetrieb und seit März diesesJahres läuft die Produktion zur vollsten Zu -friedenheit bei RBW, konnten doch bereits85 % der Sollzahlen nach nur drei Mo -naten erreicht werden. „Wir haben uns auflange Sicht für die richtigen Partner ent-schieden“, resümiert der ProduktionsleiterJosef Graf die ersten Produktionswochen.Die Entscheidung zugunsten von Ebaweund Progress fiel aufgrund des Gesamt -konzepts, das die Verantwortlichen beiRBW am meisten überzeugte. In diesemZusammenhang gelobt werden die indivi-duellen Lösungen, die unkompliziert undteilweise mit Videokonferenzen schnell undanschaulich umgesetzt wurden. Ebenfallsbeeindruckt zeigt sich Herr Graf vomService, den Ebawe und Progress nicht nurwährend Aufbau und Inbetriebnahme anden Tag legten, sondern auch jetzt bei vol-ler Produktion weiterhin treu bieten.
�
Der neu entwickelte Leitrechner, der bei RBW erstmalig zum Einsatz kommt, zeigt dieGesamt anlage grafisch an. Alle Paletten- und Elementdaten können jederzeit bis ins kleinsteDetail abgerufen werden.
WEITERE INFORMATIONEN
RBW Rohrdorfer Betonwerke GmbH & Co. KGLanhofen 784367 Zeilarn, DeutschlandT +49 8572 96840F +49 8572 [email protected]
EBAWE Anlagentechnik GmbHDübener Landstraße 5804838 Eilenburg, DeutschlandT +49 3423 6650F +49 3423 [email protected]
Progress Maschinen & Automation AGJulius-Durst-Straße 10039042 Brixen, ItalienT +39 0472 979100F +39 0472 [email protected]
BHS-Sonthofen GmbHAn der Eisenschmelze 4787527 Sonthofen, DeutschlandT +49 8321 60990F +49 8321 [email protected] www.bhs-sonthofen.de
Doubrava GmbH & Co.KG.Industriestraße 17-214800 Attnang-Puchheim, ÖsterreichT +43 7674 6010F +43 7674 601499 [email protected]
06a-Fertigteile_150-203_de.qxp:Layout 1 08.09.2010 11:50 Uhr Seite 196