Industrie 4.0 in der Praxis Durchgängige Prozesse mit TLM ... · innerhalb des Sandvik Konzerns...
27
Industrie 4.0 in der Praxis Durchgängige Prozesse mit TLM und NC Simulation zur optimalen Maschinenauslastung Expertenforum Mannlose Fertigung 16.06.2015 Liebherr Verzahntechnik Kempten Thomas Mücke [email protected]
-
Upload
truongnhan -
Category
Documents
-
view
213 -
download
0
Transcript of Industrie 4.0 in der Praxis Durchgängige Prozesse mit TLM ... · innerhalb des Sandvik Konzerns...

Industrie 4.0 in der Praxis Durchgängige Prozesse mit TLM und NC Simulation
zur optimalen Maschinenauslastung
Expertenforum Mannlose Fertigung
16.06.2015 Liebherr Verzahntechnik Kempten
Thomas Mü[email protected]
AgendaIndustrie 4.0 in der Praxis
Kurze Unternehmens-vorstellung
Industrie 4.0 Realisierung am KIT
Notwendigkeit von sicheren Prozessen
Ganzheitliche Prozessketten-betrachtung
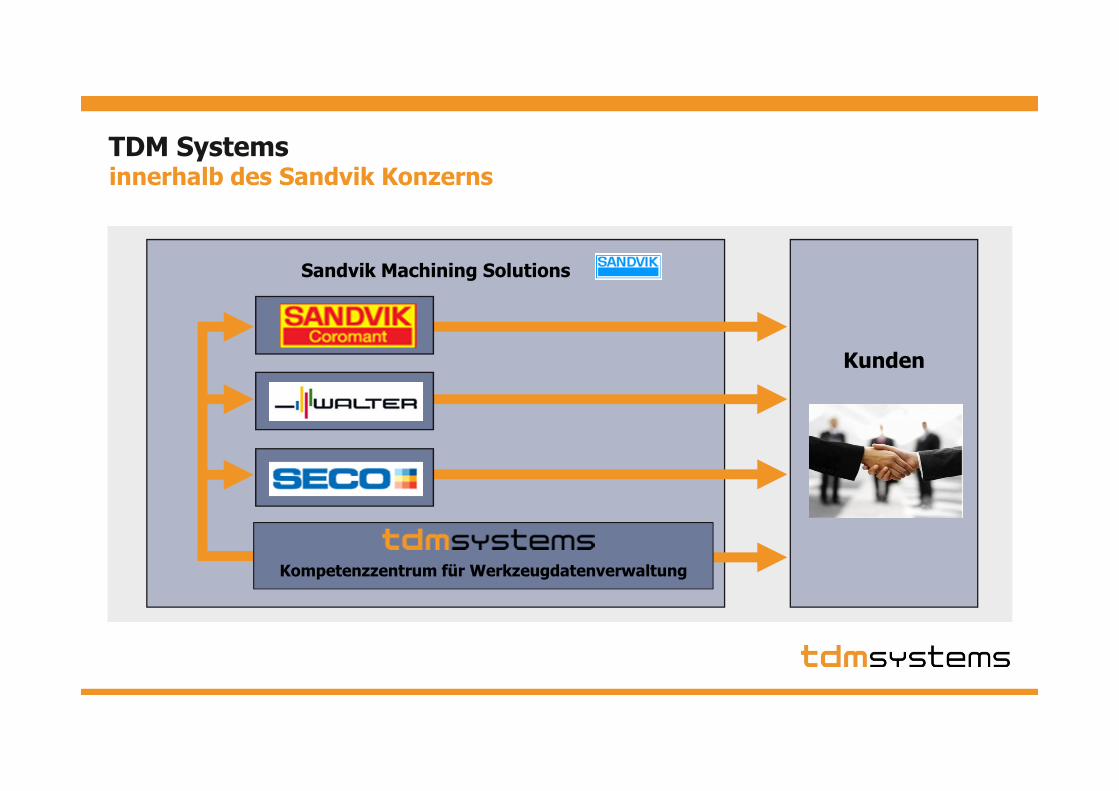
innerhalb des Sandvik KonzernsTDM Systems
Sandvik Machining Solutions
Kunden
Kompetenzzentrum für Werkzeugdatenverwaltung

Funktionen: Integrationen von TDM im ProzessGenerelle Integrationen

Die Spezialisten für ProduktivitätssteigerungTDM Systems – Überblick
� Weiterentwicklung der TDM-Software im Hinblick auf Industrie 4.0
� TDM-TLM ist die übergreifendeIT-Strategie für die Handhabung von Werkzeugenin produzierenden Unternehmen
� Das Werkzeug als Produktivitätsfaktor im Fokus
� TDM-TLM ist ein wesentlicher Bestandteil für die Digitalisierung der Prozesse

Integrationen / Szenario
Konstruktion
NC-Erstellung
Simulation
DNC
Virtuelle Welt
Planung
Reale Welt
Fertigung
Produktions-technischer
Ablauf
Technischer Ablauf
CAD / CAM
Kundenauftrag
Fertigungsauftrag
BDE / MDE
Betriebsw. Ablauf
ERP / PPS
Horizontale Integration
Quelle : ABB Ltd
VideoVertikale Integration

Verbesserungsprozess bei technischen und betriebsw. AbläufenWas bringt uns das?
Reduzierung
� Rüstzeit
� Kapitalbindung
� Maschinenstillstände
Vermeidung
� mehrfache Datenpflegen
� Daten-Redundanzen
Technische Optimierung
� Schnittwerte
� Rückführung von Produktverbesserungen an der Maschine
Beispiel
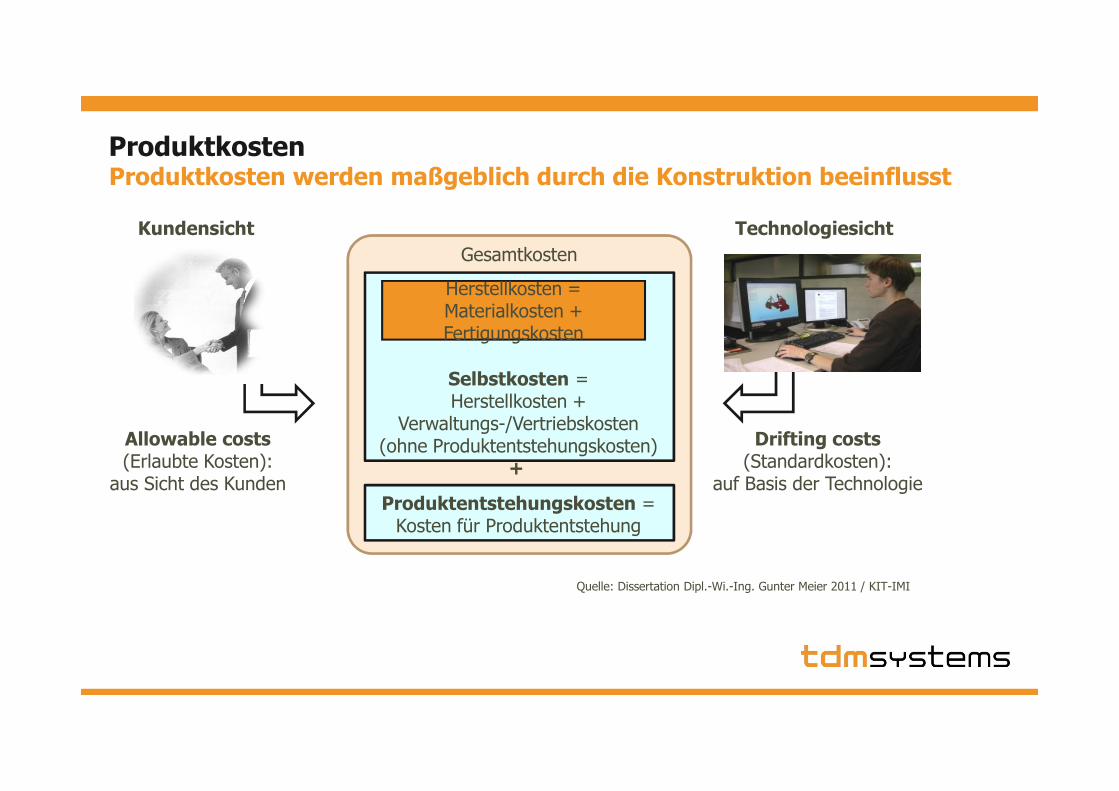
Produktkosten werden maßgeblich durch die Konstruktion beeinflusstProduktkosten
Quelle: Dissertation Dipl.-Wi.-Ing. Gunter Meier 2011 / KIT-IMI
Gesamtkosten
Selbstkosten =Herstellkosten +
Verwaltungs-/Vertriebskosten(ohne Produktentstehungskosten)
Herstellkosten =Materialkosten +Fertigungskosten
Produktentstehungskosten =Kosten für Produktentstehung
Kundensicht Technologiesicht
+
Allowable costs(Erlaubte Kosten):
aus Sicht des Kunden
Drifting costs(Standardkosten):
auf Basis der Technologie
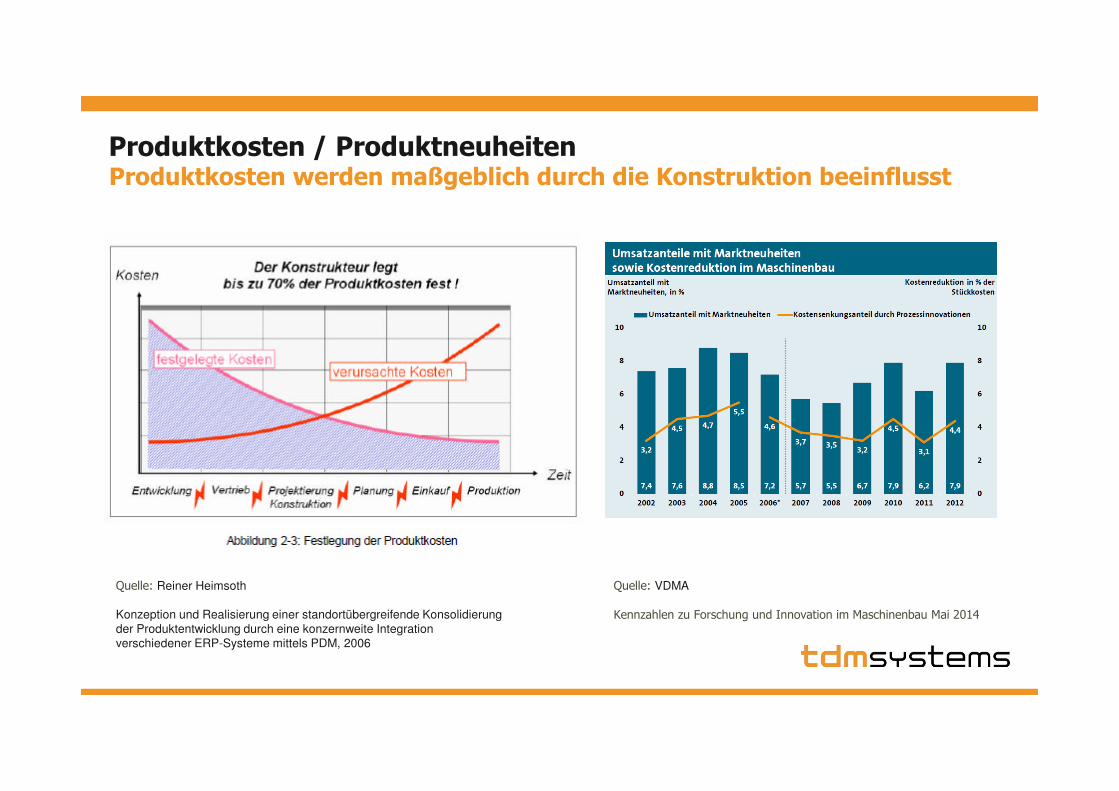
Produktkosten werden maßgeblich durch die Konstruktion beeinflusstProduktkosten / Produktneuheiten
Quelle: Reiner Heimsoth
Konzeption und Realisierung einer standortübergreifende Konsolidierung
der Produktentwicklung durch eine konzernweite Integration
verschiedener ERP-Systeme mittels PDM, 2006
Quelle: VDMA
Kennzahlen zu Forschung und Innovation im Maschinenbau Mai 2014
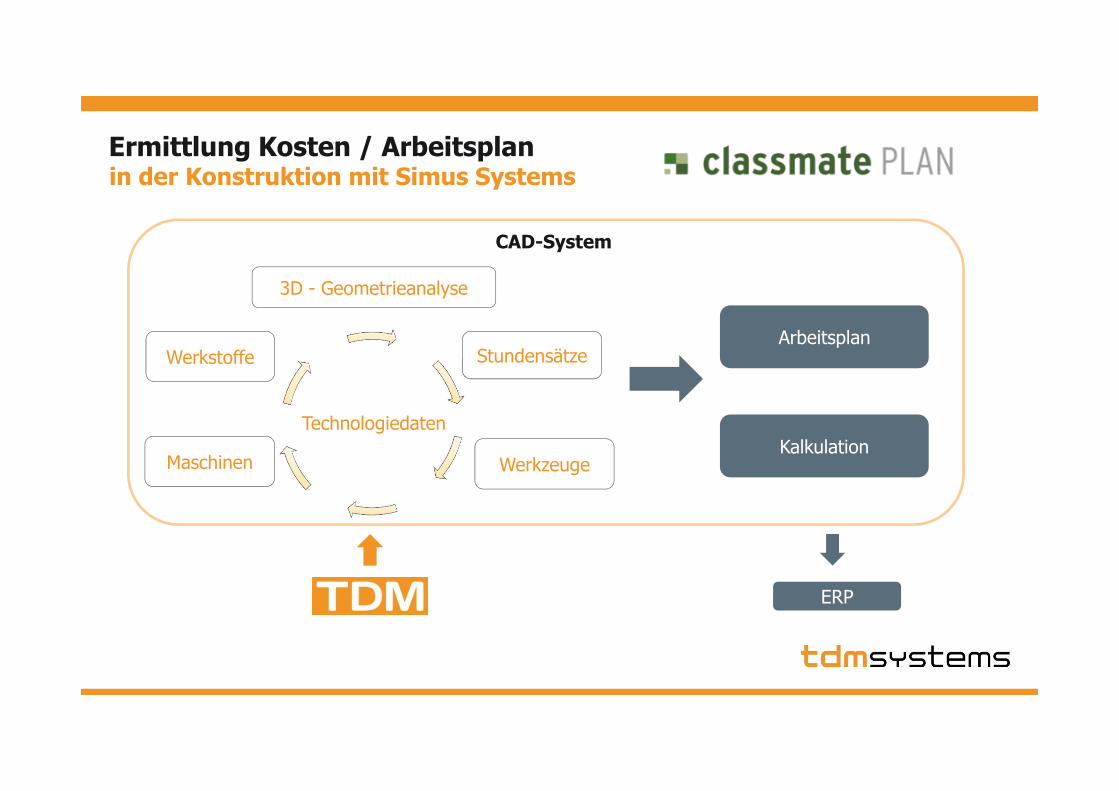
in der Konstruktion mit Simus SystemsErmittlung Kosten / Arbeitsplan
3D - Geometrieanalyse
Technologiedaten
WerkzeugeMaschinen
Werkstoffe StundensätzeArbeitsplan
Kalkulation
CAD-System
ERP
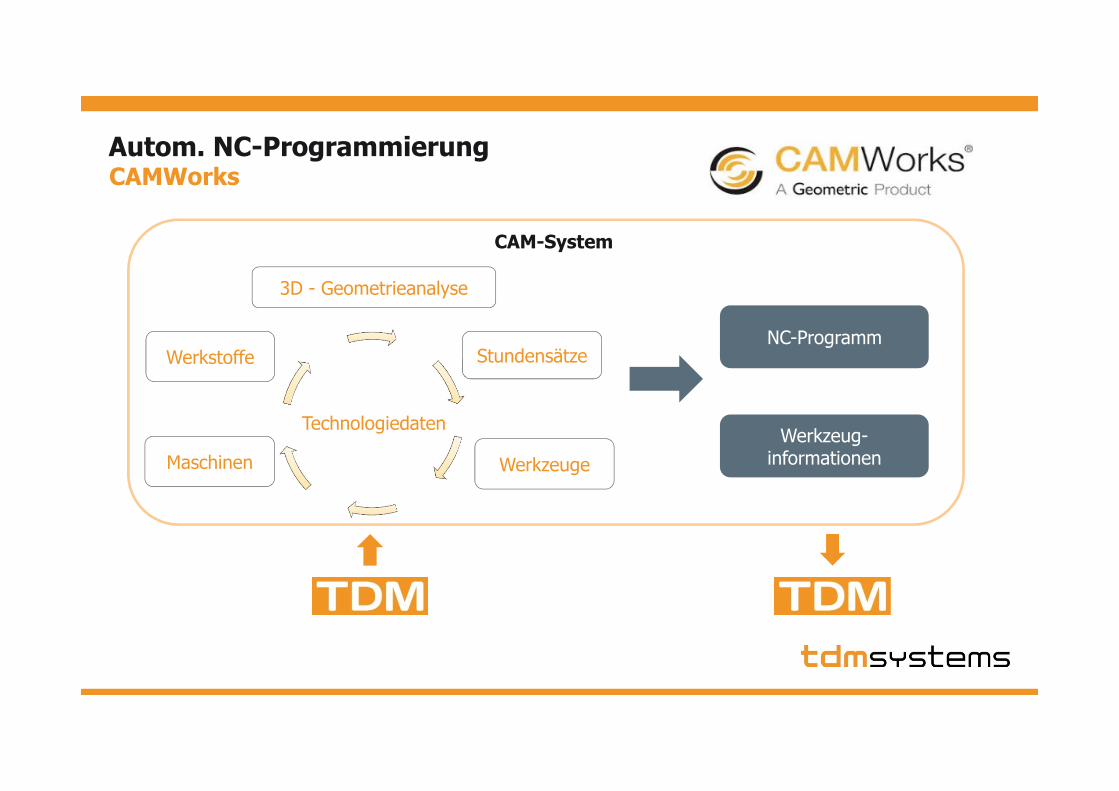
CAMWorksAutom. NC-Programmierung
3D - Geometrieanalyse
Technologiedaten
WerkzeugeMaschinen
Werkstoffe StundensätzeNC-Programm
Werkzeug-informationen
CAM-System
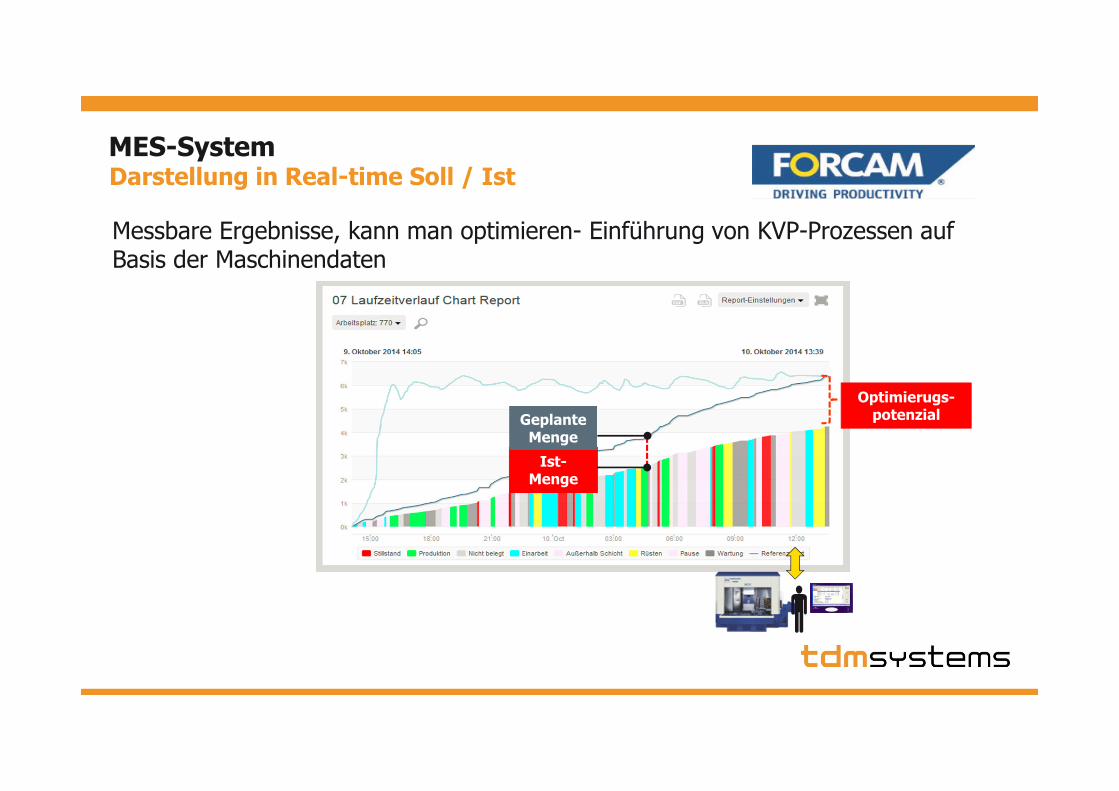
Darstellung in Real-time Soll / IstMES-System
Messbare Ergebnisse, kann man optimieren- Einführung von KVP-Prozessen auf Basis der Maschinendaten
Optimierugs-potenzial
�
Ist-Menge
Geplante Menge
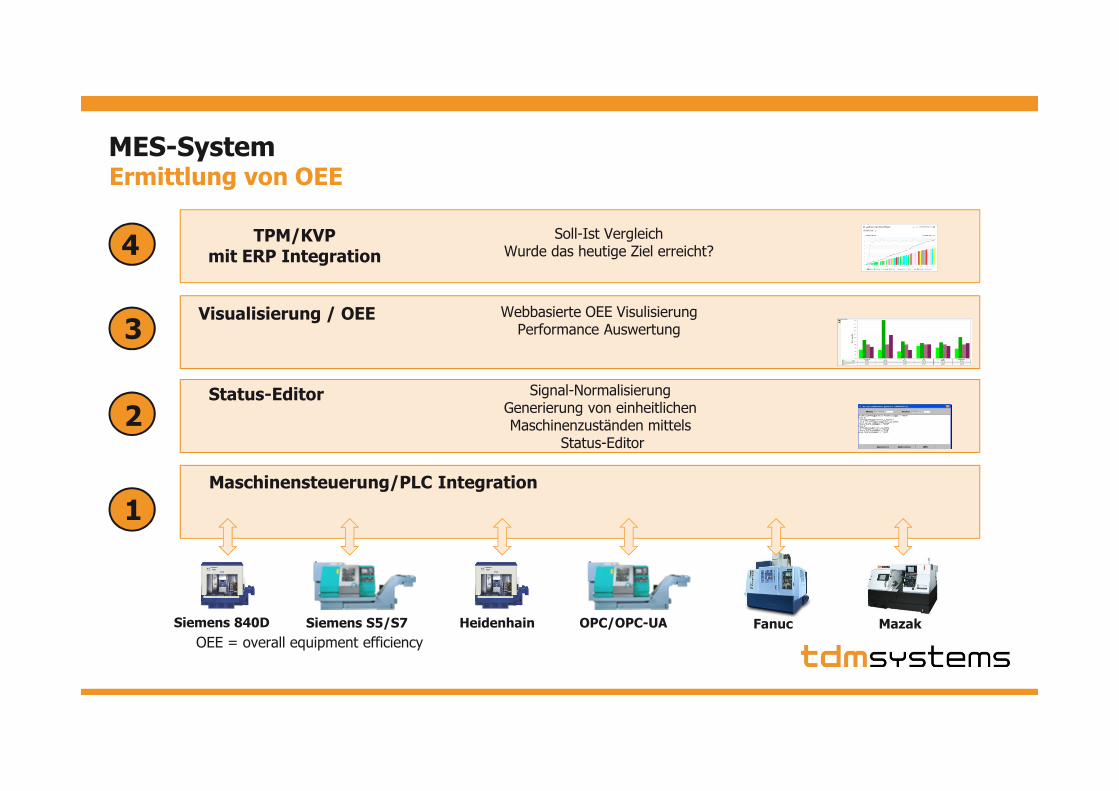
Ermittlung von OEEMES-System
2
3
4
1
Soll-Ist VergleichWurde das heutige Ziel erreicht?
Visualisierung / OEE Webbasierte OEE VisulisierungPerformance Auswertung
Signal-Normalisierung Generierung von einheitlichen Maschinenzuständen mittels
Status-Editor
Status-Editor
Maschinensteuerung/PLC Integration
TPM/KVPmit ERP Integration
OEE = overall equipment efficiency
Siemens 840D Siemens S5/S7 Heidenhain OPC/OPC-UA Fanuc Mazak
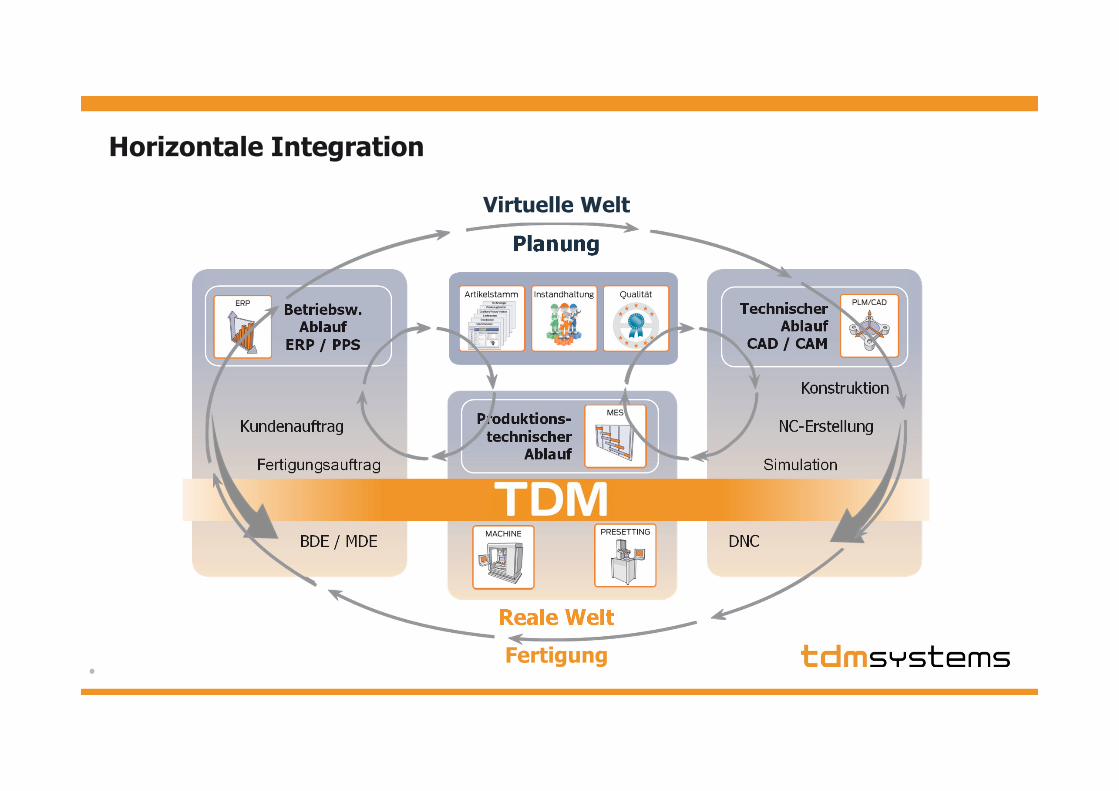
Horizontale Integration
Konstruktion
NC-Erstellung
Simulation
DNC
Virtuelle Welt
Planung
Reale Welt
Fertigung
Produktions-technischer
Ablauf
Technischer Ablauf
CAD / CAM
Kundenauftrag
Fertigungsauftrag
BDE / MDE
Betriebsw. Ablauf
ERP / PPS
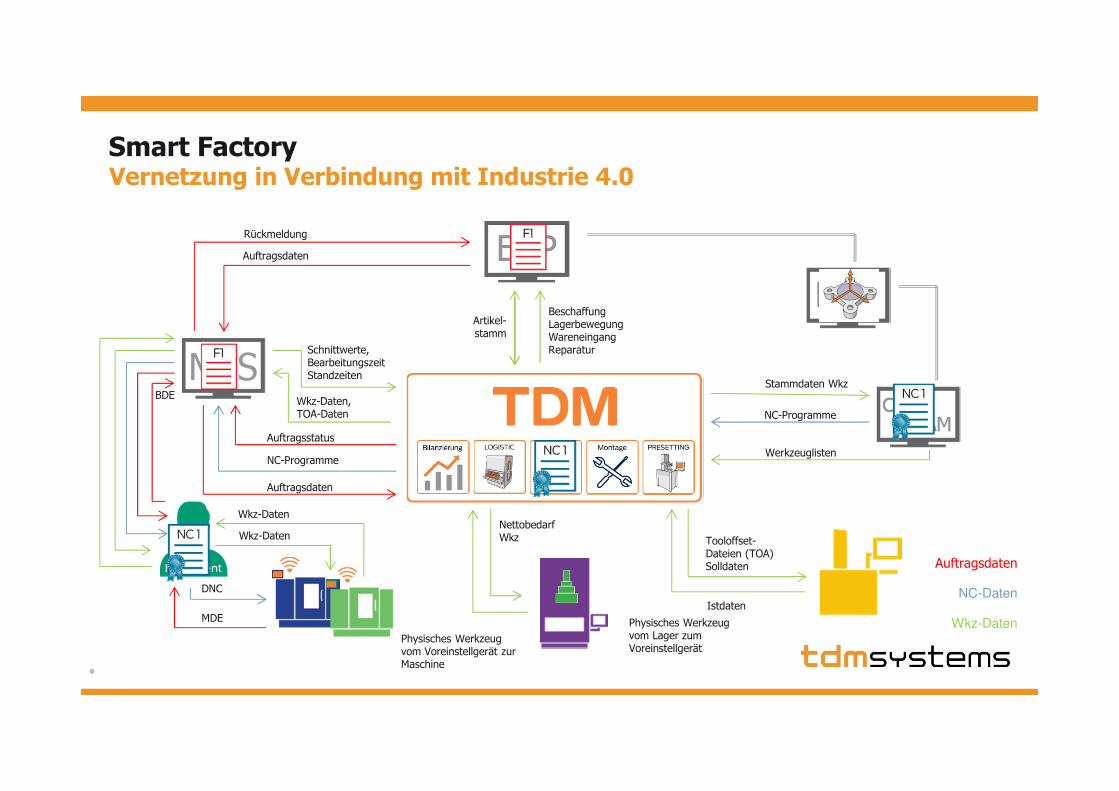
Vernetzung in Verbindung mit Industrie 4.0Smart Factory
Auftragsdaten
Auftragsdaten
NC-Programme
Auftragsstatus
Wkz-Daten,TOA-Daten
Schnittwerte, BearbeitungszeitStandzeiten
DNC
Wkz-Daten
NC-Programme
Werkzeuglisten
Stammdaten Wkz
Nettobedarf Wkz
Rückmeldung
Tooloffset-Dateien (TOA)Solldaten
BeschaffungLagerbewegungWareneingangReparatur
Artikel-stamm
IstdatenMDE
BDE
Physisches Werkzeug vom Lager zum Voreinstellgerät
Wkz-Daten
Physisches Werkzeug vom Voreinstellgerät zur Maschine
Auftragsdaten
NC-Daten
Wkz-Daten

Auftragsdaten
Auftragsdaten
NC-Programme
Auftragsstatus
Wkz-Daten,TOA-Daten
Schnittwerte, Bearbeitungszeit
DNC
Wkz-Daten
NC-Programme
Werkzeuglisten
Stammdaten Wkz
Nettobedarf Wkz
Rückmeldung
Tooloffset-Dateien (TOA)Solldaten
BeschaffungLagerbewegungWareneingang
Reparatur
Material-stamm
IstdatenMDE
BDE
Physisches Werkzeug vom Lager zum Voreinstellgerät
Wkz-Daten
Physisches Werkzeug vom Voreinstellgerät zur Maschine
Vernetzung in Verbindung mit Industrie 4.0Smart Factory
Auftragsdaten
NC-Daten
Wkz-Daten
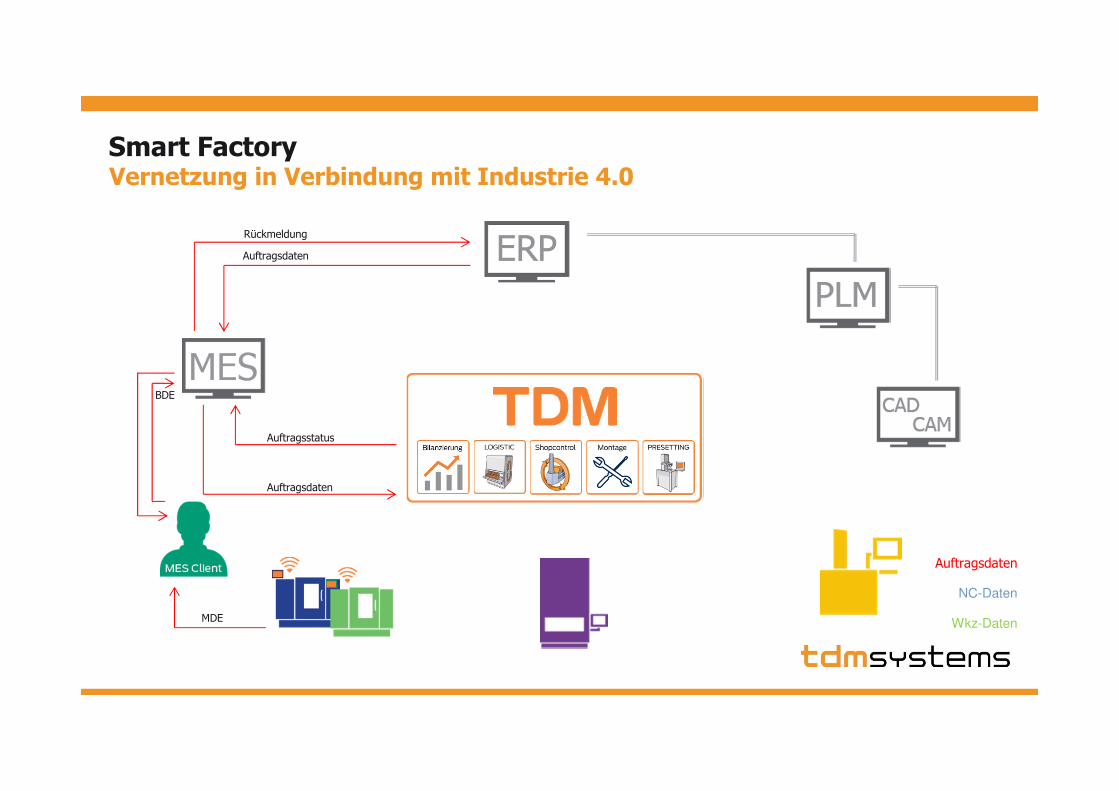
Auftragsdaten
Auftragsdaten
Auftragsstatus
Rückmeldung
MDE
BDE
Vernetzung in Verbindung mit Industrie 4.0Smart Factory
Auftragsdaten
NC-Daten
Wkz-Daten
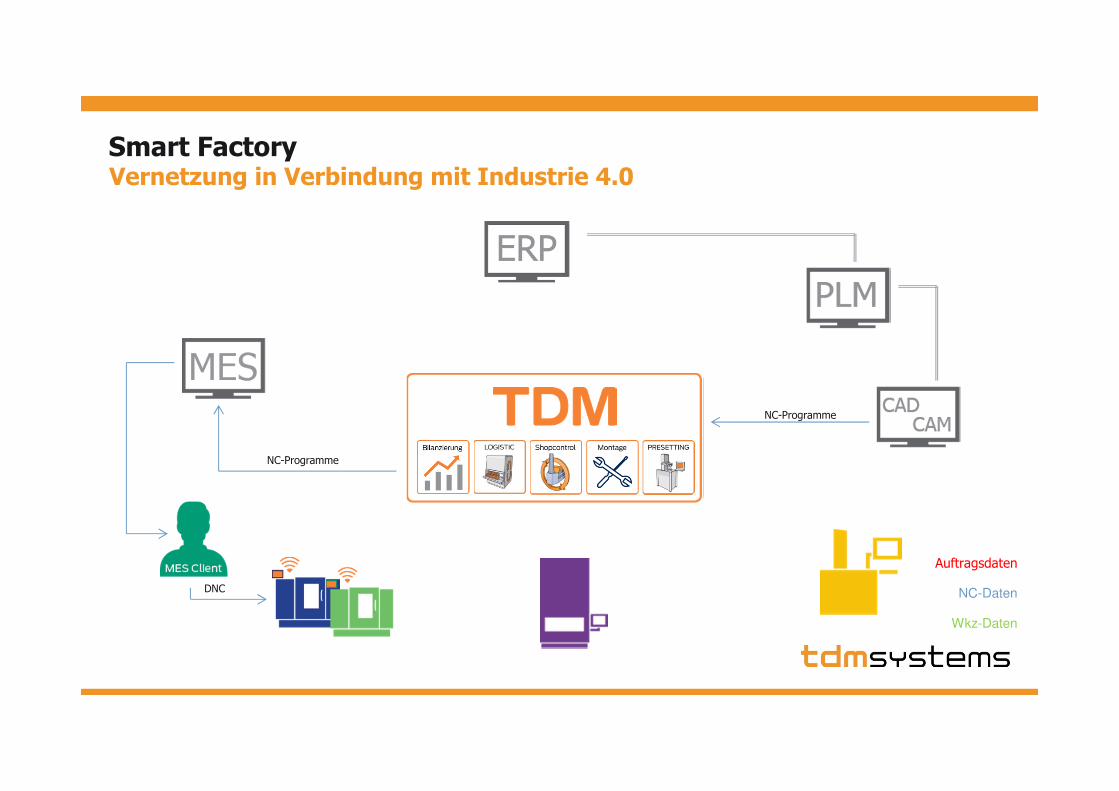
NC-Programme
DNC
NC-Programme
Vernetzung in Verbindung mit Industrie 4.0Smart Factory
Auftragsdaten
NC-Daten
Wkz-Daten

Auftragsstatus
Wkz-Daten,TOA-Daten
Schnittwerte, Bearbeitungszeit
Wkz-Daten
Werkzeuglisten
Stammdaten Wkz
Nettobedarf Wkz Tooloffset-
DateienSolldaten
BeschaffungLagerbewegungWareneingang
Reparatur
Material-stamm
Istdaten
Wkz-Daten
Vernetzung in Verbindung mit Industrie 4.0Smart Factory
Auftragsdaten
NC-Daten
Wkz-Daten
Realisierung Industrie 4.0 Collaboration LAB beim KITPartnerverbund
Stand März 2015
gemeinsamer Praxis-Tag mit Live-Demo am 23.06.2015 beim KIT
in Karlsruhe
Konzept beim KIT - Grundlage für eine effektive ProduktionVoraussetzungen für mannlose Fertigung
� Konstruktion
� fertigungsgerechte Bauteile
� Sicherstellung, dass die Bauteile auch kostengünstig hergestellt werden können
� NC-Programmierung
� Verwendung von praxiserprobten Schnittwerten
� Sichere und gute technologische Erfahrungswerte
� NC- Simulation
� Möglichkeit zur Simulation mit der realen Bestückung des Werkzeugmagazins
>> möglich aufgrund der Integrationen, wie im Gesamtkonzept dargestellt.

TDMWerkzeugliste
Tool Manager
Spezifischer STEP-File
VERICUT TDMAuswahl
Werkzeugliste
1
3
2Geometrieparameter &
Technologiedatender notwendigen Werkzeuge
autom. Umwandlung in internes Format
AblaufSimulation TDM - VERICUT
� Unterstützung aller gängigen Werkzeuge fürs Bohren, Fräsen und Drehen
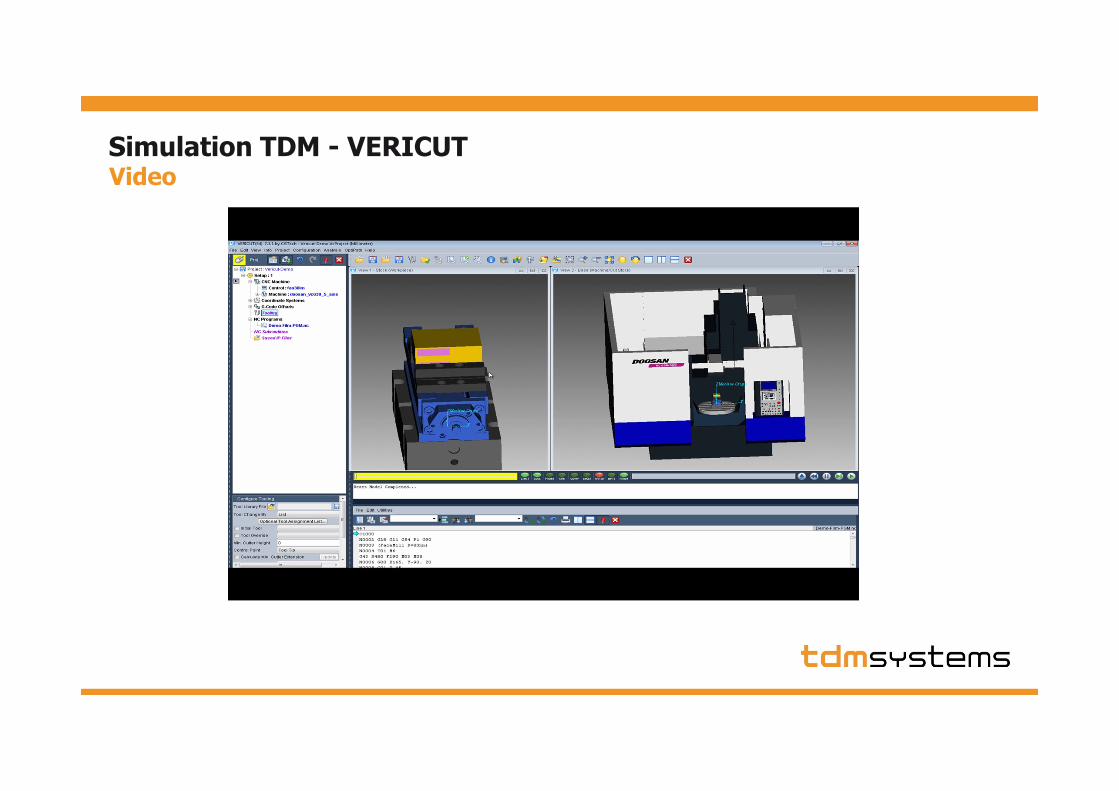
VideoSimulation TDM - VERICUT

NC-Simulation mit realem Abbild der Steuerung
� Simulation auf Basis des NC-Programmes während der Planung
� Simulation auf Basis des NC-Programmes vor Produktionsstart
TDMWerkzeugliste
Keine Kollision
NC-Simulation
TDMWerkzeugliste
Kollision
NC-Simulation
Auslesen des aktuellen
Werkzeugmagazins
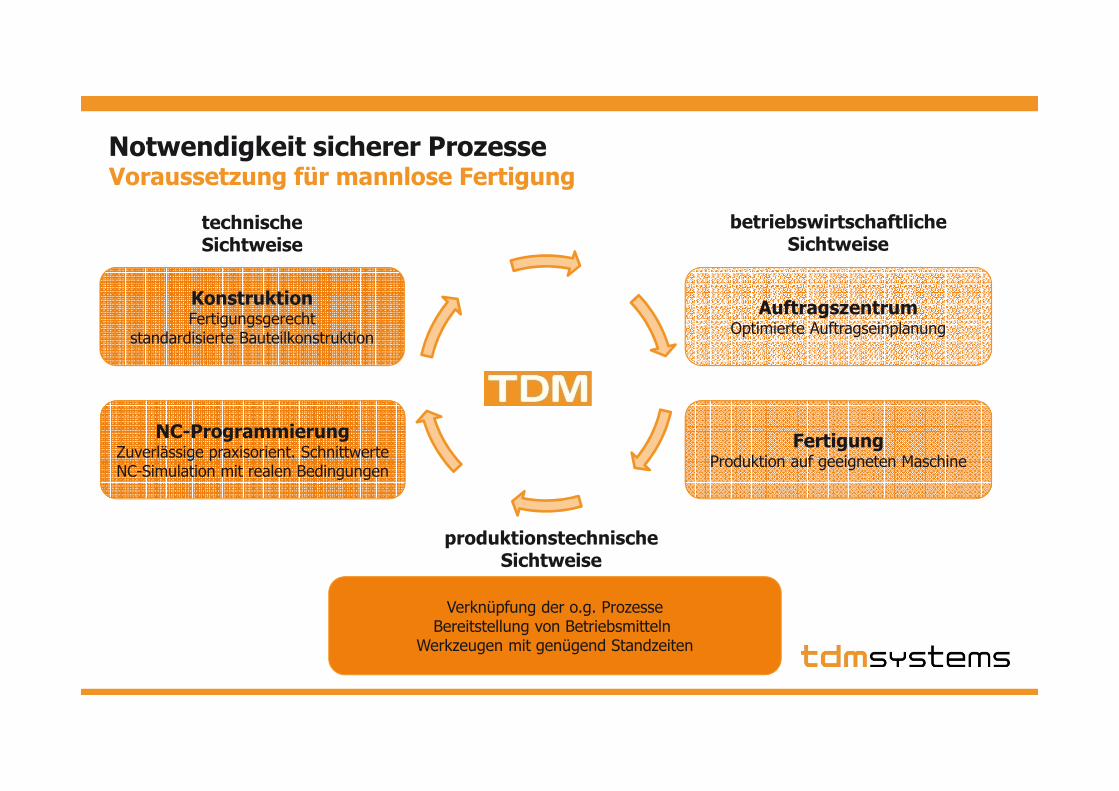
Voraussetzung für mannlose FertigungNotwendigkeit sicherer Prozesse
technische Sichtweise
betriebswirtschaftliche Sichtweise
Verknüpfung der o.g. ProzesseBereitstellung von Betriebsmitteln
Werkzeugen mit genügend Standzeiten
KonstruktionFertigungsgerecht
standardisierte Bauteilkonstruktion
NC-ProgrammierungZuverlässige praxisorient. SchnittwerteNC-Simulation mit realen Bedingungen
AuftragszentrumOptimierte Auftragseinplanung
produktionstechnische Sichtweise
FertigungProduktion auf geeigneten Maschine
zu durchgängigen Prozessen mit TLM und NC SimulationVielen Dank für Ihre Aufmerksamkeit
www.tdmsystems.com