Sicherheitshinweise Inbetriebnahme Wartungshinweise...
50
______________________________________________________________________________________________________________ 141222_Bedienungsanleitung_TLM_1000_V7.docx 1 Bedienungsanleitung Sicherheitshinweise Inbetriebnahme Wartungshinweise Werkstückträgersystem TLM 1000
Transcript of Sicherheitshinweise Inbetriebnahme Wartungshinweise...
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 1
Bedienungsanleitung
Sicherheitshinweise Inbetriebnahme
Wartungshinweise
Werkstückträgersystem TLM 1000
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 2
Inhaltsverzeichnis: 1 SICHERHEITSHINWEISE ............................................................................... 5
1.1 Wichtige Hinweise ........................................................................................ 5
1.2 Allgemeine Informationen .............................................................................. 61.2.1 Anwendbare Normen ............................................................................ 6 1.2.2 Zertifizierungen .................................................................................... 6
1.2.3 Anwendungen ...................................................................................... 61.2.4 Empfohlene Umgebungsbedingungen ....................................................... 6
1.2.5 Ergänzende Informationen ..................................................................... 71.2.6 Allgemeine Sicherheitsvorschriften und Sicherheitsrichtlinien ....................... 7
1.2.7 Besondere Sicherheitsvorschriften/Sicherheitshinweise ............................. 7
1.3 Technische Beschreibung ............................................................................ 101.3.1 Antriebe für Transferstrecken mit Flachgurten ........................................ 10
1.3.2 Antriebe für Transferstrecken mit Zahnriemen ........................................ 101.3.3 Druckluftversorgung und Anforderungen ................................................ 11
1.3.4 Gewichte .......................................................................................... 11
2 INBETRIEBNAHME ....................................................................................... 12
2.1 Übernahme der Lieferung ............................................................................ 12
2.2 Sicherheitsvorschriften .............................................................................. 12
2.3 Aufbau der Transfer-Elemente ..................................................................... 132.3.1 Ablauf .............................................................................................. 13
2.3.2 Details zu Antriebseinheiten ................................................................. 132.3.2.1 Ziehende Antriebseinheiten.................................................... 13 2.3.2.2 Schiebende Antriebseinheiten. ............................................... 13
2.3.3 Stopper ............................................................................................ 14
2.3.4 Standard-Indexierung .......................................................................... 142.3.5 Weichenbetätigungen und Kurven ......................................................... 14
2.3.6 Werkstückträger ............................................................................... 15
3 WARTUNGSHANDBUCH ............................................................................. 16
3.1 Vorbeugende Maßnahmen ........................................................................... 163.1.1 Regelmäßige Reinigung des gesamten Transfersystems ........................... 163.1.2 Beobachtung ..................................................................................... 16
3.1.3 Energiezuführungen und Steuerleitung ................................................... 16
3.2 Wartungsintervalle TLM 1000 .................................................................... 17
3.3 Detailbeschreibungen ................................................................................. 183.3.1 Antriebe ........................................................................................... 18
3.3.1.1 Verschleiß der Gurte ............................................................ 183.3.1.2 Gleitführungen ..................................................................... 18
3.3.2 Werkstückträger ............................................................................... 193.3.2.1 Führungsstifte ..................................................................... 193.3.2.2 Indexierbuchsen ................................................................... 193.3.2.3 Schaltstreifen ...................................................................... 193.3.2.4 Stoßdämpfer ....................................................................... 19
3.3.3 90°Weichen ..................................................................................... 203.3.3.1 Visuelle Kontrolle ................................................................. 203.3.3.2 Funktionsprüfung ................................................................. 20
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 3
3.3.3.3 Wartung ............................................................................ 203.3.4 Weichenbetätigung ............................................................................ 21
3.3.4.1 Visuelle Kontrolle ................................................................. 213.3.4.2 Funktionsprüfung ................................................................. 213.3.4.3 Wartung ............................................................................ 21
3.3.5 U- und L-Antriebseinheiten und 180° Kurven .......................................... 223.3.5.1 Visuelle Kontrolle ................................................................. 223.3.5.2 Funktionsprüfung ................................................................. 223.3.5.3 Wartung ............................................................................ 223.3.5.4 Kegelradwartung ................................................................. 22
3.3.6 Standard Stopper ............................................................................... 233.3.6.1 Visuelle Kontrolle ................................................................. 233.3.6.2 Funktionsprüfung ................................................................. 233.3.6.3 Wartung ............................................................................ 23
3.3.7 gedämpfter Stopper TT-14-36452-D28-202 .......................................... 243.3.7.1 Visuelle Kontrolle ................................................................. 243.3.7.2 Funktionsprüfung ................................................................. 243.3.7.3 Wartung ............................................................................ 24
3.3.8 Standard Indexierung .......................................................................... 253.3.8.1 Visuelle Kontrolle ................................................................. 253.3.8.2 Funktionsprüfung ................................................................. 253.3.8.3 Wartung ............................................................................ 25
3.3.9 Indexeinheit mit gedämpfter Stopper TT-14-36452-D28-104 .................... 263.3.9.1 Visuelle Kontrolle (Stoppermodul der Indexeinheit) ..................... 263.3.9.2 Funktionsprüfung (Stoppermodul der Indexeinheit) ..................... 263.3.9.3 Wartung (Stoppermodul der Indexeinheit) ................................ 26
3.3.10 Schwere Indexierung ........................................................................... 273.3.10.1 Visuelle Kontrolle ................................................................. 273.3.10.2 Funktionsprüfung ................................................................. 273.3.10.3 Wartung ............................................................................ 27
3.3.11 Hubdreheinheit 90°/180° ................................................................... 283.3.11.1 Visuelle Kontrolle ................................................................. 283.3.11.2 Funktionsprüfung ................................................................. 283.3.11.3 Wartung ............................................................................ 28
3.3.12 Drehmodul 90° .................................................................................. 293.3.12.1 Visuelle Kontrolle ................................................................. 293.3.12.2 Funktionsprüfung ................................................................. 293.3.12.3 Wartung ............................................................................ 29
3.3.13 Lifte ................................................................................................. 303.3.13.1 Visuelle Kontrolle (Liftrahmen + Hubantrieb + Führungen) ........... 303.3.13.2 Funktionsprüfung (Liftrahmen + Hubantrieb + Führungen) ........... 303.3.13.3 Wartung (Liftrahmen + Hubantrieb + Führungen) ...................... 31
4 Reparaturhinweise ........................................................................................ 32
4.1 Antriebsmotor ........................................................................................... 324.1.1 Austausch des Motors ........................................................................ 32
4.1.2 Einbau des neuen Motors. ................................................................... 34
4.2 Austausch der Gurte .................................................................................. 354.2.1 Bandwechsel Flachriemen Klebeverfahren .............................................. 35
4.2.1.1 Berechnung der benötigten Länge des Gurtes .......................... 354.2.1.2 Schneiden der benötigten Länge des Gurtes ............................. 354.2.1.3 Ausschärfen des Gurtes ....................................................... 354.2.1.4 Einziehen des Gurtes ............................................................ 364.2.1.5 Spannen ............................................................................. 36
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 4
4.2.1.6 Kleben ............................................................................... 374.2.1.7 Abkühlen ............................................................................ 374.2.1.8 Prüfung .............................................................................. 37
4.2.2 Bandwechsel Flachriemen Flexproof - Schweissverfahren .......................... 384.2.2.1 Berechnung der benötigten Länge des Gurtes .......................... 384.2.2.2 Stanzen der Z-Verbindung entsprechend der benötigten
Gurtlänge ........................................................................... 384.2.2.3 Funktionsweise des Stanzgerätes ........................................... 384.2.2.4 Bandmaterial vorbereiten (bei offenem Rollenmaterial) ............... 394.2.2.5 Erstes Bandende stanzen ...................................................... 404.2.2.6 Zweites Bandende stanzen .................................................... 414.2.2.7 Einziehen des neuen Gurtes in die Bandstrecke ......................... 424.2.2.8 Spannen ............................................................................. 424.2.2.9 Schweißen .......................................................................... 434.2.2.10 Demontage der Spannvorrichtung .......................................... 444.2.2.11 Prüfung .............................................................................. 44
4.2.3 Austausch der Zahnriemen .................................................................. 45
4.3 Schwere Indexierung .................................................................................. 464.3.1 Demontage der Indexierplatte .............................................................. 46
4.3.2 Schmieren des Schiebers (innen und außen) ........................................... 464.3.3 Austausch der Stifte (Locating/Zentriereinrichtung). ............................... 47
4.4 Standard Indexierung ................................................................................. 474.4.1 Demontage der Indexierplatte .............................................................. 474.4.2 Überprüfung und Schmierung .............................................................. 47
4.4.3 Indexierstifte ..................................................................................... 48
5 Haftung .......................................................................................................... 49
6 Anhänge ......................................................................................................... 50
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 5
1 SICHERHEITSHINWEISE Alle sicherheitsrelevanten Punkte der Dokumentation sind mit nachstehendem Kennzeichen versehen. Schon vor der Aufstellung und Inbetriebnahme sind diese Hinweise zu lesen und zu befolgen. Das Personal welches Aufstellung, Inbetriebnahme und Wartung der Anlagen vornimmt, muss die gesamte Dokumentation gelesen haben. Für Bedienpersonal an den Förderstrecken ist es ausreichend, den Teil 2. Allgemeine Information und die darin enthaltenen Sicherheitsbestim-mungen gelesen zu haben. Diese Dokumentation muss an einem für das Bedienpersonal gut zugänglichen Ort in der Nähe des Förderers aufbewahrt werden. Dem Wartungs- u. Bedienungspersonal ist der Aufbewah-rungsort mitzuteilen. Die Dokumentation muss immer vollständig und gut lesbar vorliegen.
1.1 Wichtige Hinweise Die folgenden Anweisungen dienen dem Hersteller der fertigen Maschine als technische Doku-mentation. elcom ist der Lieferant der Transfersystem-Untereinheit TLM 1000. Der Hersteller der fertigen Maschine muss sich vergewissern, dass die Sicherheitsausrüstun-gen vorgesehen und betriebsbereit sind, regelmäßige Überprüfungen durchgeführt werden, die von den beweglichen Teilen ausgehende Gefahren (Gefahr des Einklemmens, Gefahren durch Scherkräfte, etc.) unter Kontrolle stehen und die Dokumentation vollständig vorhanden ist.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 6
1.2 Allgemeine Informationen
1.2.1 Anwendbare Normen Die Maschine, in die die Untereinheit eingebaut wird, darf erst in Betrieb genommen werden, wenn sämtliche, in der Richtlinie 2006/42/EG festgelegte Vorschriften erfüllt sind. Gemäß der europäischen Richtlinie 2006/42/EG gelten die Transferanlagen von Elcom als unvollständige Maschine. Sie unterliegen keiner CE-Konformitätserklärung. Die Konzipierung der elcom Transferanlagen beruht auf den folgenden Normen:
- Maschinenrichtlinie 2006/42/EG - Niederspannungsrichtlinie 73/23/EWG
Die in den Transferanlagen enthaltenen Gurtförderer werden nach DIN EN 619 konzipiert und gebaut.
1.2.2 Zertifizierungen Die Firma elcom sorgt für eine Qualität und einen Kundendienst ihrer Produkte, die durch die Zertifizierung nach ISO 9001 anerkannt sind. Zum Schutz der Umwelt hat die Firma elcom ebenfalls die Zertifizierung nach ISO 14001 erhal-ten.
1.2.3 Anwendungen Das Transfersystem TLM 1000 ist vorgesehen, um Werkstückträger durch eine Fertigungs-/ Montagelinie zu befördern. Dabei liegen die Werkstückträger auf den Transferstrecken auf. Geführt werden die Werkstückträger durch Stifte an der Unterseite und entsprechende Füh-rungsnuten in der Transferstrecke. Die Transfersysteme TLM 1000 werden in der Regel in die Linie des Kunden integriert.
Jedes Transfersystem wurde für einen bestimmten Gebrauch spezifiziert und gebaut. Bitte nehmen Sie bei einer Änderung der Anwendung Kontakt mit uns auf. Grundsätz-lich ist die Betriebssicherheit nur bei bestimmungsgemäßer Verwendung gewährleis-
tet.
1.2.4 Empfohlene Umgebungsbedingungen Die Elemente des Transfersystems TLM 1000 sind für eine Verwendung in normaler, trocke-ner Industrieumgebung vom Typ Montageraum oder vergleichbaren Bereichen vorgesehen. Es werden daher die nachstehenden Rahmenbedingungen angenommen, sofern keine speziellen Rahmenbedingungen schriftlich akzeptiert wurden:
- Betriebstemperatur zwischen 10 und 50°C - Keine dauerhafte UV-Strahlung / Sonneneinstrahlung - Keine korrosive Umgebung - Keine dauerfeuchte Umgebung - Keine Anhäufung von scharfkantigen Gegenständen auf dem Förderergurten oder deren
direkter Umgebung - Keine Anforderung das eine explosionsgeschützte Umgebung gewährleistet werden
muss - Keine Rauch- oder staubbelastete Umgebung - Keine petroleumhaltigen oder ähnliche entflammbare oder brennbare Flüssigkeiten im
direkten Einflussbereich des Transfersystems - Keine chlorhaltigen Flüssigkeiten
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 7
1.2.5 Ergänzende Informationen Mit diesen Anweisungen sollen die Sicherheit der Personen und der reibungslose Betrieb des Transfersystems gewährleistet werden. Wir erteilen gerne Auskunft, wenn das Transfersystem unter anderen Bedingungen eingesetzt werden soll. Weitere Informationselemente können in der Rubrik "Dokumentation" auf der Website von el-com verfügbar sein. http://www.elcom.fr/transferts/documentation
1.2.6 Allgemeine Sicherheitsvorschriften und Sicherheitsrichtli-nien
Die nachstehend aufgeführten Sicherheitsrichtlinien, Sicherheitshinweise und Vorschriften sind unbedingt zu befolgen:
- VDE-Richtlinien - Geltenden Arbeits-, Gesundheits- und Brandschutzvorschriften - VDI-Richtlinien - VDMA Richtlinien - Die jeweils am Einsatzort geltenden Vorschriften und Gesetze. - Die nachstehend besonderen Sicherheitsrichtlinien unter Punkt 2.5; 2.6 und folgende. - Unfallverhütungsvorschriften der Berufsgenossenschaften.
o UVV 10.0 Beheben von Störungen im Arbeitsablauf o VBG 1 Allgemeine Vorschriften o VBG 4 Elektrische Anlagen o VBG 5 Unfallverhütungsvorschriften o VBG 8 Hub- und Zuggeräte / Winden o VBG 9a Lastaufnahmeeinrichtungen o VBG 121 Lärmschutz o VBG 15 Schweißen, Schneiden und artverwandte Verfahren.
1.2.7 Besondere Sicherheitsvorschriften/Sicherheitshinweise Die Sicherheitsregeln bezüglich des Transfersystems, insbesondere bzgl. der elektri-schen Ausrüstung, müssen während allen Benutzungsphasen befolgt werden: Mon-tage, Transport, Inbetriebnahme, Produktion, Reparatur und Wartung. Das Nichtbe-
folgen dieser Regeln würde als eine Fehlbedienung der Maschine gewertet werden.
Eine Verwendung des Transfersystems in explosiver Umgebung ist strengstens un-tersagt. Ausnahmen sind nur bei Vorliegen einer schriftlichen Freigabe für die jeweili-gen spezifischen Umgebungsbedingungen zulässig.
Wartungsarbeiten dürfen niemals alleine ausgeführt werden: Eine zweite Person muss zwingend anwesend sein, um bei Bedarf entsprechend erste Hilfe leisten zu können oder Unterstützung während der Arbeiten (Montage, Demontage…) leisten zu
können.
Bei alle Arbeiten an den Transfersystemen müssen diese zuvor von jeder Energiequel-le getrennt werden. Dies gilt insbesondere für den Gurtwechsel, Kettenwechsel oder direkten Arbeiten am Antrieb.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 8
Bei allen Arbeiten an pneumatisch betriebenen Elementen (wie Stoppern, Weichen, Indexie-rungen, Hub-Indexierungen und Hub-Dreheinheiten etc.) müssen diese von der Druckluftversor-gung getrennt werden. Bei allen Arbeiten an elektrisch betriebenen Elementen (wie Sensoren, Antrieben, Frequenz-umrichter etc.) müssen diese von der Spannungsversorgung getrennt werden.
Lifte, Standard-Indexeinheiten, Hub-Indexierungen, Brückenindexierungen, Hubdrehsta-tionen etc. besitzen bewegliche, von pneumatischen Zylindern oder elektrischen Hubelelementen gesteuerte Elemente. Von diesen geht ein hohes Verletzungsrisiko
aus. Diese Maschinenelemente dürfen nur betrieben werden, wenn diese durch geeignete Schutzmaßnahmen vom Bedienpersonal getrennt sind.
Transferstrecken weisen bauartbedingt freiliegende Gurte auf. Hierdurch ist es in seltenen Fällen denkbar, dass lose Teile
Bei jeglicher Handhabung der im Betrieb befindlichen Transferanlage muss zur Vermeidung von Unfällen darauf geachtet werden, dass
in den Gurtrücklauf gezo-gen werden oder mit dem Gurt mitgerissen werden können. Risiken für die Transfer-
strecke und für die Mitarbeiter sind durch den Anlagenbetreiber einzeln zu bewerten und durch geeignete Maßnahmen zu reduzieren oder ganz abzustellen.
Körperteile
(Hände, Haare etc.), Bekleidung, Schmuck oder ähnliches nicht in den Einflussbereich des Gurtes (d.h. nicht zwischen Gurt und Werk-stückträger, nicht in die Umlenkungen, nicht zwischen Gurt und Gleitleiste bzw. nicht in den Rücklauf etc.) geraten. Innerhalb einer Schulung durch den Betreiber müssen diese Maßnah-men an das Bedienpersonal vermittelt werden.
Es ist unbedingt darauf zu achten, dass Transfersysteme nicht durch Bedienpersonal überklettert oder betreten werden. Weiterhin ist es untersagt, Transfersysteme in irgendeiner Form als Abstützung zu nutzen. Es dürfen keine Arbeiten unterhalb der
Bandstrecke durchführen, solange das Transfersystem in Betrieb. Im abgeschalteten Zustand muss darüber hinaus sichergestellt sein, dass keine Werkstückträger in diesem Bereich sind (Herabfallen der WT oder der Werkstücke,… etc.).
Rotierende Maschinenteile wie Antriebs-, Umlenk- und Spannrollen erzeugen grund-sätzlich eine Gefahr. Somit dürfen keine Gegenstände auf den Fördergurt oder die Rollen gelegt werden, die nicht bestimmungsgemäß für den Anwendungsfall vorgese-
hen sind. Insbesondere gilt dies für z.B. Schnüre, Gewebestücke…etc.
Durch unsachgemäße Bedienung der Werkstückträger im Transfersystem (z.B. Manipulationen des Werkstückträgers, Zurückschieben des WT, Anstoßen des Werk-stückträgers etc.) ist nicht zulässig.
Aus der Nichtbeachtung entstehende Risiken sind bauartbedingt nicht abzustellen. Mitarbeiter müssen somit geeignete Sicherheitsbekleidung (Sicherheitsschuhe…etc.) tragen und die be-schriebenen Sicherheitsvorkehrungen zwingend einhalten.
Vor jedem Einschalten der Anlage ist zu überprüfen, ob es zu Beschädigungen am Transfersystem oder dessen Zuleitungen gekommen ist. Beschädigungen sind umge-hend mindestens jedoch vor erneuter Inbetriebnahme abzustellen. Ein beschädigtes
Transfersystem oder ein Transfersystem dessen Zuleitungen beschädigt sind, darf nicht betrie-ben werden.
Die Stromversorgung ist so auszuführen, dass die Anlage nicht unbeabsichtigt starten kann. Hierbei ist insbesondere die Situation eines Spannungsabfalls zu berücksichti-gen. Ein unkontrolliertes Anfahren des Transfersystems kann zu schweren Verletzun-
gen und zu Maschinenschäden führen.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 9
Beim Auftreten von Störungen oder drohender Gefahr ist die Anlage unmittelbar still zu setzen (durch Betätigung des nächsten Not-Aus-, Hauptschalters, Ziehen des Netzsteckers etc.)
Achtung, ein Überschreiten der angegebenen Nutzlasten, Arbeitsdrücke der Luftver-sorgung, elektrischen Spannungen oder Frequenzen kann
- einen vorzeitigen Verschleiß auslösen - eine Beschädigung des Transfersystems und deren Einzelelemente bewirken - ein Sicherheitsrisiko darstellen.
Mit diesen Anweisungen soll die Sicherheit der Personen und das reibungslose Be-trieb der Transfersysteme gewährleistet werden. Die gegebenen Hinweise zielen auf den Lieferumfang der elcom Deutschland GmbH ab, müssen jedoch durch die Sicher-
heitshinweise der weiteren Projektbeteiligten (Planer, Soft-und Hardware Planer, Sonderma-schinenbauer, Roboterhersteller,… etc.) ergänzt werden.
Bei Demontage von einzelnen Baugruppen oder gesamten Transfersystem sind ge-schlossene langärmlige Arbeitskleidung und schnittfeste Handschuhe zu tragen. Es dürfen keine Werkzeuge oder sonstigen Metallgegenstände verwendet werden, um Signalgeber (Initiatoren) zu schalten. Hierdurch kann es zu unerwartetem Anlaufen von Transferstrecken oder Bewegung von Indexeinheiten und Stoppern kommen.
Bei Verwendung von Reinigungs- und Schmiermitteln unbedingt deren Sicherheitshin-weise beachten.
Weitere Informationselemente sind gegebenenfalls auf der Website von Elcom verfügbar. http://www.elcom-automation.de/dokumente
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 10
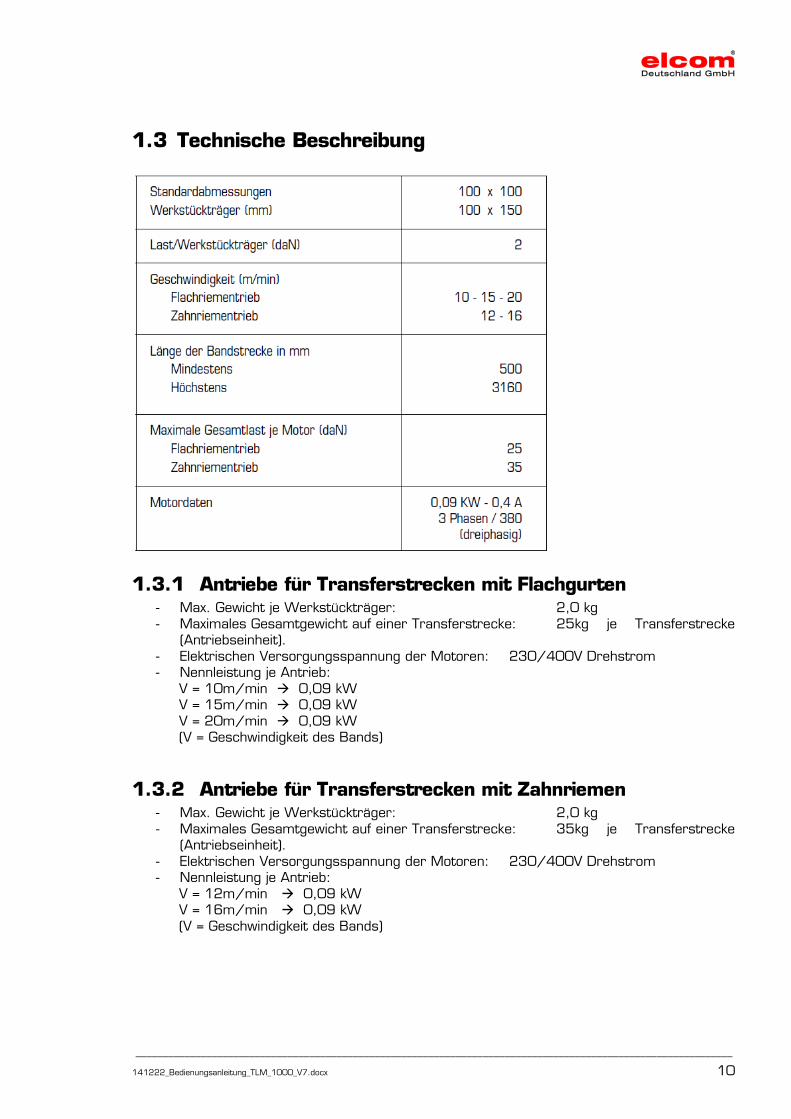
1.3 Technische Beschreibung
1.3.1 Antriebe für Transferstrecken mit Flachgurten - Max. Gewicht je Werkstückträger: 2,0 kg - Maximales Gesamtgewicht auf einer Transferstrecke: 25kg je Transferstrecke
(Antriebseinheit). - Elektrischen Versorgungsspannung der Motoren: 230/400V Drehstrom - Nennleistung je Antrieb:
V = 10m/min 0,09 kW V = 15m/min 0,09 kW V = 20m/min 0,09 kW (V = Geschwindigkeit des Bands)
1.3.2 Antriebe für Transferstrecken mit Zahnriemen - Max. Gewicht je Werkstückträger: 2,0 kg - Maximales Gesamtgewicht auf einer Transferstrecke: 35kg je Transferstrecke
(Antriebseinheit). - Elektrischen Versorgungsspannung der Motoren: 230/400V Drehstrom - Nennleistung je Antrieb:
V = 12m/min 0,09 kW V = 16m/min 0,09 kW
(V = Geschwindigkeit des Bands)
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 11
1.3.3 Druckluftversorgung und Anforderungen
• Nenndruck 6 bar (Abweichungen sind mit dem technischen Büro der elcom abzustim-men)
• In den Wartungseinheiten sind mit Langsambefülleinrichtungen zu benutzen. Darüber hinaus sind in den Wartungseinheiten Druckwächter und Ein-Ausschaltventile vorzuse-hen.
• In den Lifteinheiten sind entsperrbare Rückschlagventile oder alternativ in der Ventilinsel als Leistungsventile 5/3 Wege Ventile mit Sperrmittelstellung vorzusehen. Dadurch wird bei Druckabfall ein unkontrolliertes Absenken vermieden.
• Die Luftqualität für die Pneumatik-Komponenten ist mittels Filtern und Wasserabschei-dern zu gewährleisten (Anforderungen s. www.festo.com)
• Zur Minimierung des Anlagenverschleißes und der Schallemission sollen alle
Pneumatikzylinder mit Drosselrückschlagventilen ausgestattet werden.
• Die Abluft soll gedrosselt werden.
• Bei einfachwirkenden Stoppern ist die Zuluft zu drosseln.
• Schalldämpfer an den Auslassseiten der Ventile vorzusehen.
• Bezüglich des kompletten Betriebes der Pneumatik-Komponenten sind die Hinweise des Herstellers einzuhalten.
• Bezüglich des Ölens der Druckluft wird empfohlen sich für eine Betriebsart, d.h. geölte oder nicht geölte Druckluftzufuhr vor dem Erstbetrieb zu entscheiden und keinen Mischbetrieb zu erlauben, da dieser zu Problemen führen kann.
1.3.4 Gewichte Die Gewichte der Elemente stehen in unseren Katalogunterlagen frei zur Verfügung. Die Daten entnehmen Sie bitte unseren gedruckten Katalogen oder dem Internet unter: http://www.elcom-automation.de/dokumente
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 12
2 INBETRIEBNAHME
2.1 Übernahme der Lieferung Überprüfen Sie bei Anlieferung, dass an der Verpackung keine Schäden festzustellen sind. Nach Entfernen des Verpackungsmaterials sind die Komponenten auf Schäden zu untersuchen (Sichtprüfung). Abschließend muss die Vollständigkeit der Lieferung und das Vorliegen der Dokumentation ge-prüft werden. Je nach Umfang werden Anlagen vollständig montiert oder als Einzelsegmente geliefert.
2.2 Sicherheitsvorschriften Die Installation des Transfersystems muss von entsprechend qualifiziertem Personal durchge-führt werden. Alle elektrischen und pneumatischen Anschlüsse sind von Fachpersonal durchzu-führen. Beachten sie sämtliche Sicherheitsvorschriften und tragen sie die erforderliche Schutz-ausrüstung.
• Eingriffe in die Elektrik, Pneumatik und Mechanik des Transfersystems (Inbe-triebnahme-, Reparatur- und Wartungsarbeiten) dürfen nur durch geschul-tes und kompetentes Fachpersonal (Betriebselektriker / Betriebsmecha-niker) unter Berücksichtigung der hier genannten Vorschriften durchgeführt werden.
• Während Installations-, Reparatur und Wartungsarbeiten ist das Transfer-system vom Stromnetz zu trennen.
• Während der Arbeiten ist darauf zu achten, dass Dritte nicht verletzt wer-den können (z.B. durch herabfallende Teile, Annäherung in den Gefahrenbe-reich bei Maschinenarbeiten etc.). Hierzu sind geeignete Maßnahmen zu treffen.
• Vor Inbetriebnahme müssen alle Anschlussarbeiten auf Übereinstimmung mit den relevanten Vorschriften inkl. der vorliegenden Betriebsanleitung überprüft werden.
• Während der Inbetriebnahme muss die Anlage durch geeignetes Fachper-sonal beobachtet werden. Erst wenn sich das das Fachpersonal vom ein-wandfreien Zustand der Anlage überzeugt hat, darf das Transfersystem für den Betrieb freigegeben werden.
• Fremdkörper, wie lose Schrauben, Werkzeug etc. müssen aus dem Ar-beitsbereich entfernt werden. Insbesondere dürfen diese nicht auf oder un-ter dem Fördergurt liegen.
• Alle vorgesehenen Schutzumhausungen und Sicherheitseinrichtungen müssen vor der Inbetriebnahme angebracht und überprüft worden sein.
• Während des Transportes sind die gesetzlichen Bestimmungen einzuhal-ten.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 13
2.3 Aufbau der Transfer-Elemente
2.3.1 Ablauf Ergreifen Sie alle erforderlichen Vorsichtsmaßnahmen, um beim Handling der Elemente Stöße und Beschädigungen zu verhindern. 1. Realisieren Sie den Zusammenbau der Elemente gemäß des Aufstellungsplans mit den da-
für vorgesehenen und geeigneten Befestigungselementen. 2. Die Transferstrecken auf eine Ebene ausrichten und überprüfen, dass die Bänder auf der
Bandführung aufliegen. 3. Vergewissern Sie sich, dass die Baugruppe ordnungsgemäß am Boden und/oder im Ma-
schinenrahmen befestigt ist. 4. Die Vorschubrichtung des Transfersystems ohne Werkstückträger überprüfen. 5. Den Reibungslosen Transport eines Werkstückträger mit Hilfe einer Palette überprüfen und
einstellen. 6. Die korrekte Position der Endschalter mit Hilfe eines Werkstückträgers überprüfen und
entsprechend einstellen („ Palettendetektion“). 7. Das Gesamtsystem mit allen Paletten in Betrieb nehmen und die Gesamtfunktion prüfen. Details zur Prüfung der einzelnen Transfermodule sind den nachfolgenden Abschnitten zu ent-nehmen.
2.3.2 Details zu Antriebseinheiten
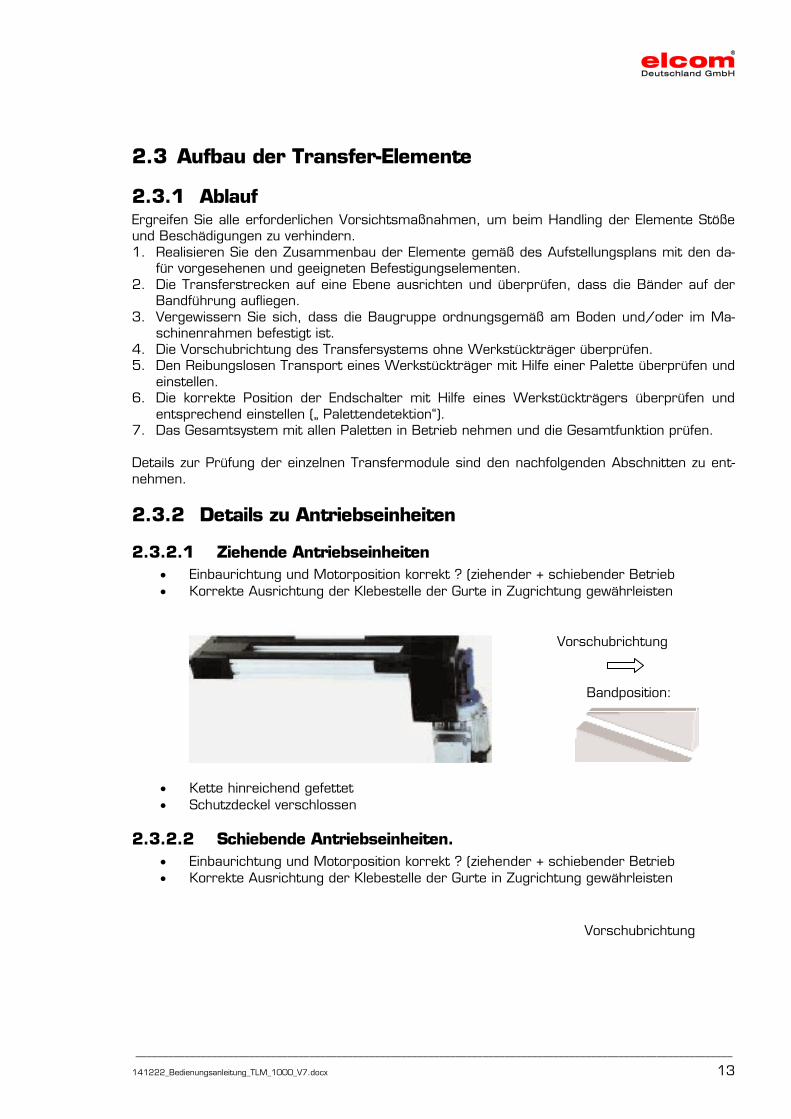
2.3.2.1 Ziehende Antriebseinheiten • Einbaurichtung und Motorposition korrekt ? (ziehender + schiebender Betrieb • Korrekte Ausrichtung der Klebestelle der Gurte in Zugrichtung gewährleisten
• Kette hinreichend gefettet • Schutzdeckel verschlossen
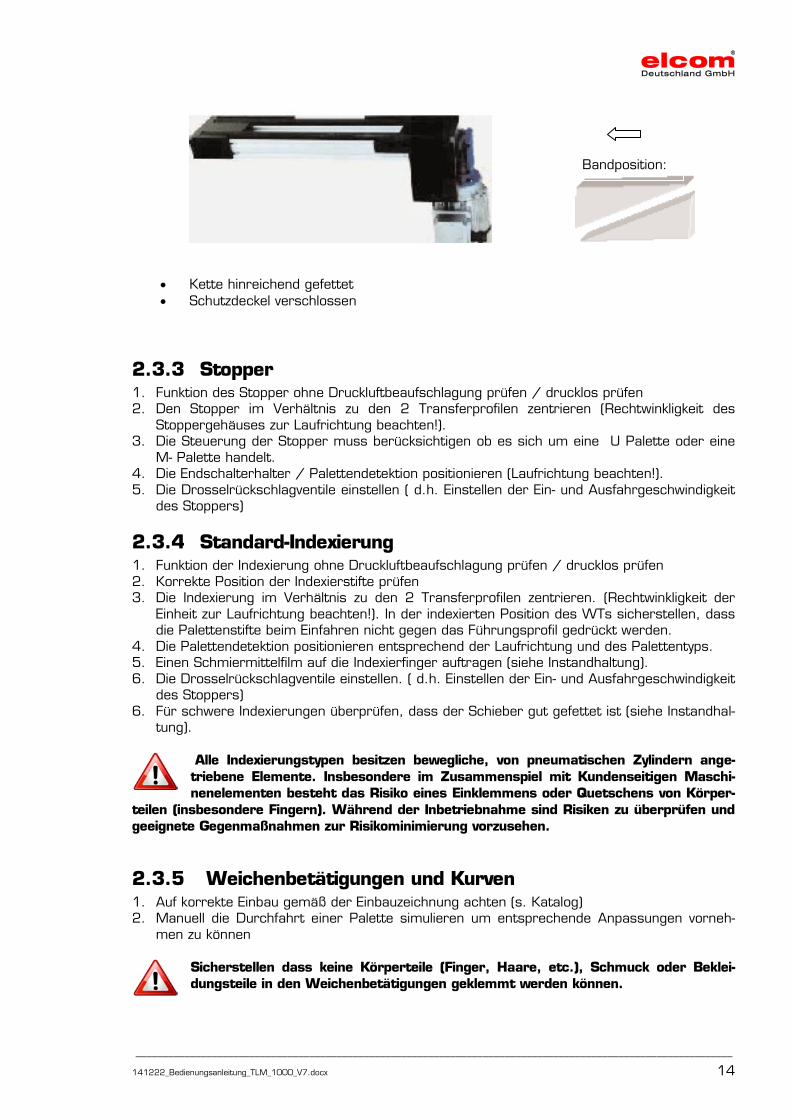
2.3.2.2 Schiebende Antriebseinheiten. • Einbaurichtung und Motorposition korrekt ? (ziehender + schiebender Betrieb • Korrekte Ausrichtung der Klebestelle der Gurte in Zugrichtung gewährleisten
Bandposition:
Vorschubrichtung
Vorschubrichtung
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 14
• Kette hinreichend gefettet • Schutzdeckel verschlossen
2.3.3 Stopper 1. Funktion des Stopper ohne Druckluftbeaufschlagung prüfen / drucklos prüfen 2. Den Stopper im Verhältnis zu den 2 Transferprofilen zentrieren (Rechtwinkligkeit des
Stoppergehäuses zur Laufrichtung beachten!). 3. Die Steuerung der Stopper muss berücksichtigen ob es sich um eine U Palette oder eine
M- Palette handelt. 4. Die Endschalterhalter / Palettendetektion positionieren (Laufrichtung beachten!). 5. Die Drosselrückschlagventile einstellen ( d.h. Einstellen der Ein- und Ausfahrgeschwindigkeit
des Stoppers)
2.3.4 Standard-Indexierung 1. Funktion der Indexierung ohne Druckluftbeaufschlagung prüfen / drucklos prüfen 2. Korrekte Position der Indexierstifte prüfen 3. Die Indexierung im Verhältnis zu den 2 Transferprofilen zentrieren. (Rechtwinkligkeit der
Einheit zur Laufrichtung beachten!). In der indexierten Position des WTs sicherstellen, dass die Palettenstifte beim Einfahren nicht gegen das Führungsprofil gedrückt werden.
4. Die Palettendetektion positionieren entsprechend der Laufrichtung und des Palettentyps. 5. Einen Schmiermittelfilm auf die Indexierfinger auftragen (siehe Instandhaltung). 6. Die Drosselrückschlagventile einstellen. ( d.h. Einstellen der Ein- und Ausfahrgeschwindigkeit
des Stoppers) 6. Für schwere Indexierungen überprüfen, dass der Schieber gut gefettet ist (siehe Instandhal-
tung).
Alle Indexierungstypen besitzen bewegliche, von pneumatischen Zylindern ange-triebene Elemente. Insbesondere im Zusammenspiel mit Kundenseitigen Maschi-nenelementen besteht das Risiko eines Einklemmens oder Quetschens von Körper-
teilen (insbesondere Fingern). Während der Inbetriebnahme sind Risiken zu überprüfen und geeignete Gegenmaßnahmen zur Risikominimierung vorzusehen.
2.3.5 Weichenbetätigungen und Kurven 1. Auf korrekte Einbau gemäß der Einbauzeichnung achten (s. Katalog) 2. Manuell die Durchfahrt einer Palette simulieren um entsprechende Anpassungen vorneh-
men zu können
Sicherstellen dass keine Körperteile (Finger, Haare, etc.), Schmuck oder Beklei-dungsteile in den Weichenbetätigungen geklemmt werden können.
Bandposition:
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 15
2.3.6 Werkstückträger 1. Die ordnungsgemäße Funktion der federgelagerten Stifte unter der Palette überprüfen. 2. Den ordnungsgemäßen Sitz der Erkennungsstreifen und der Buchsen für das Indexieren der
Palette überprüfen 3. Die korrekte Orientierung der Werkstückträger beim Aufsetzen auf die Transferstrecke
überprüfen. 4. Sicherstellen, dass Werkstücke und Werkstückaufnahme im Transfersystem (im Staube-
trieb, beim Durchfahren des Transfers, etc.) nicht zu Kollisionen führen. Sofern auf der Palette spezifische Produkthalter montiert werden ist sicherzustellen, dass diese keinen negativen Einfluss auf das Funktionieren des Gesamtsystems haben (Stabilität, Kurven-fahrt, Staubetrieb, Störkanten, Belastbarkeit des Gesamtsystems etc.)
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 16
3 WARTUNGSHANDBUCH
3.1 Vorbeugende Maßnahmen
3.1.1 Regelmäßige Reinigung des gesamten Transfersystems Um unnötigen Verschleiß zu vermeiden und eine korrekte visuelle Inspektion des Transfersys-tems möglich zu machen, ist das gesamte Transfersystem regelmäßig von Verunreinigungen (Schmutz, Staub, etc.) zu befreien. Bei starken Verunreinigungen ist eine Reinigung mittels eines geeigneten Kunststoffreiniger vorzunehmen. Hierzu dürfen keine aggressiven Reiniger eingesetzt werden. Zu verwenden ist unser Reinigungsmittel Art.-Nr. 800 00 003 (Polish Plastique Air Industry 2101).
3.1.2 Beobachtung Aus dem beobachteten Verschleiß sind gegebenenfalls Rückschlüsse auf die Erfordernis von verkürzten Wartungsintervallen zu ziehen.
3.1.3 Energiezuführungen und Steuerleitung Sämtliche Energiezuführungen und Steuerleitung sind auf Beschädigungen und korrekte Lage zu prüfen
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 17
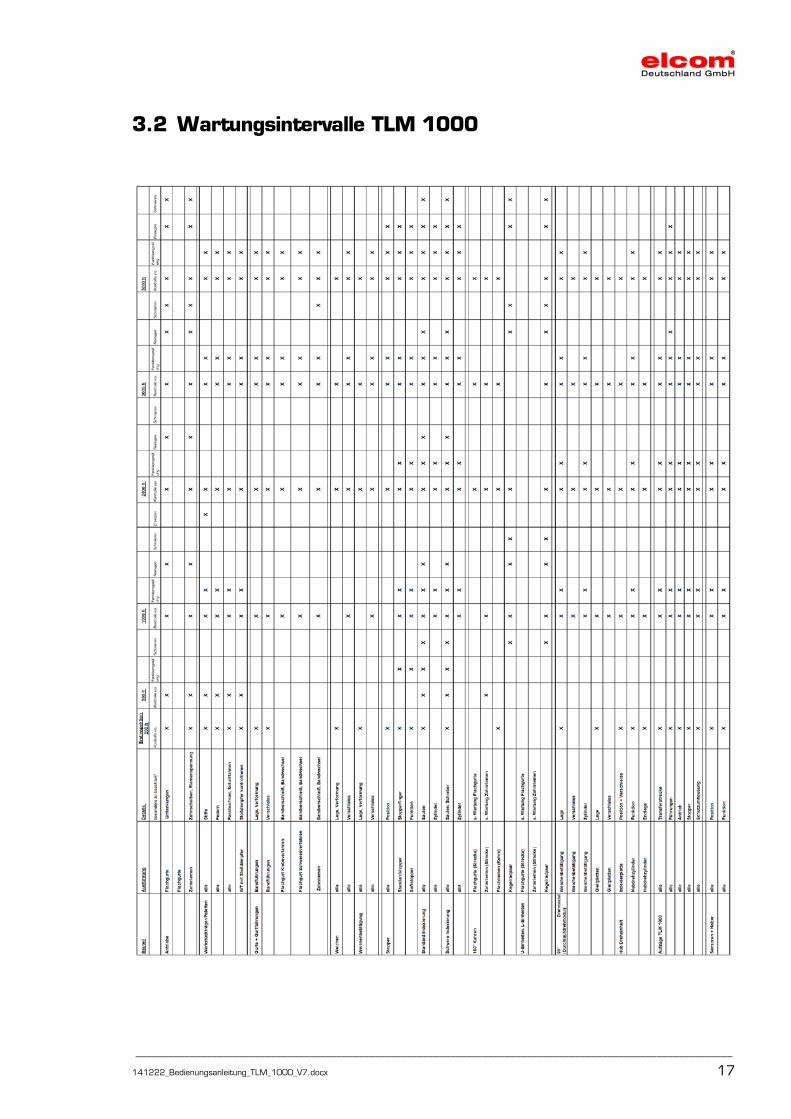
3.2 Wartungsintervalle TLM 1000
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 18
3.3 Detailbeschreibungen
3.3.1 Antriebe
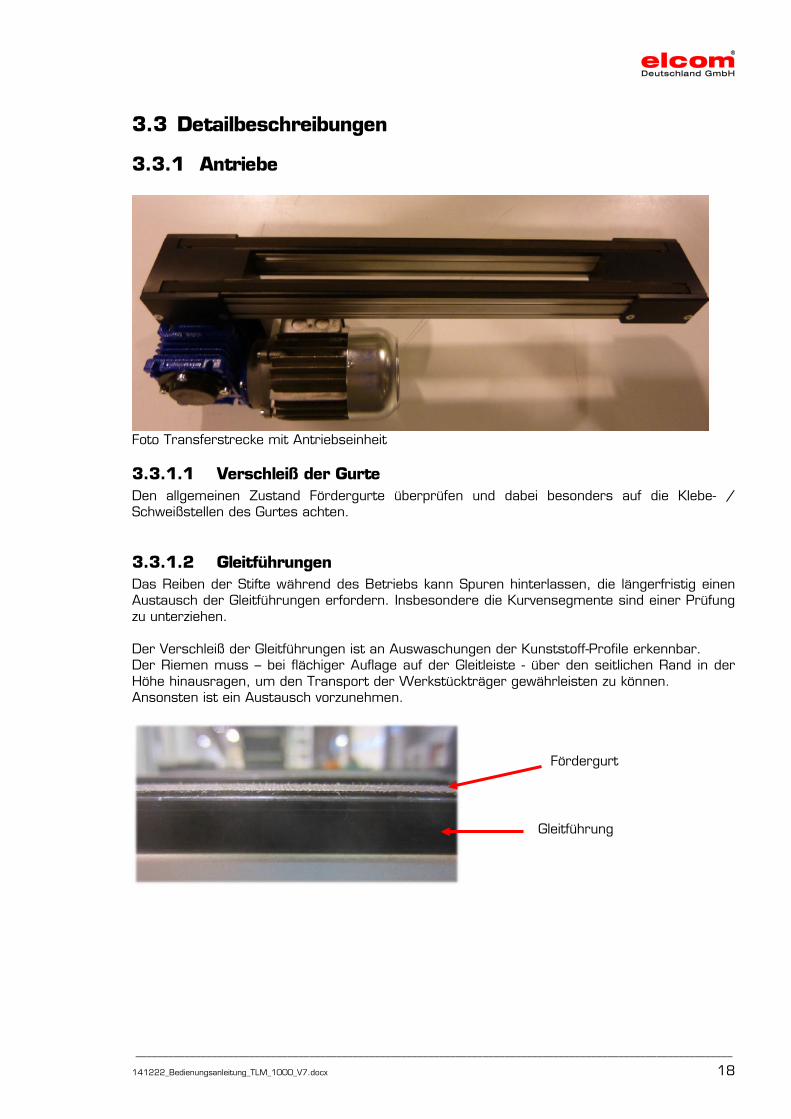
Foto Transferstrecke mit Antriebseinheit
3.3.1.1 Verschleiß der Gurte Den allgemeinen Zustand Fördergurte überprüfen und dabei besonders auf die Klebe- / Schweißstellen des Gurtes achten.
3.3.1.2 Gleitführungen Das Reiben der Stifte während des Betriebs kann Spuren hinterlassen, die längerfristig einen Austausch der Gleitführungen erfordern. Insbesondere die Kurvensegmente sind einer Prüfung zu unterziehen. Der Verschleiß der Gleitführungen ist an Auswaschungen der Kunststoff-Profile erkennbar. Der Riemen muss – bei flächiger Auflage auf der Gleitleiste - über den seitlichen Rand in der Höhe hinausragen, um den Transport der Werkstückträger gewährleisten zu können. Ansonsten ist ein Austausch vorzunehmen.
Fördergurt
Gleitführung

______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 19
3.3.2 Werkstückträger
Foto Unterseite U Palette
3.3.2.1 Führungsstifte Die Führungsstifte sind besonders bei hohen Werkstückträgerlasten erhöhtem Verschleiß un-terworfen. Der Verschleiß macht sich durch die Unterbrechung der Werkstückträgerbewegung auf den Transferstrecken bemerkbar. Insbesondere innerhalb der Kurven- und Weichenseg-mente ist ein Stocken der Werkstückträgerbewegung zu erkennen. s. Tabelle Wartungsintervalle
3.3.2.2 Indexierbuchsen Die Indexierbuchsen sind in Abhängigkeit von der Anzahl der Indexiervorgänge einem entspre-chenden Verschleiß unterworfen. Es muss kontrolliert werden ob der korrekte Durchmesser der Buchsen vorhanden ist, damit es nicht zu einem Verlust von Präzision beim Indexieren kommt (z.B. durch verschlissene („aus-gewaschene“) Buchsen) s. Tabelle Wartungsintervalle
3.3.2.3 Schaltstreifen Die korrekte Befestigung der Schaltstreifen an der Palettenaussenseite muss regelmäßig über-prüft werden. s. Tabelle Wartungsintervalle
3.3.2.4 Stoßdämpfer Bei Paletten in T Ausführung sind die Dämpfungselemente auf Verschleiß und korrekten Sitz zu kontrollieren. Die Standard-Dämpfungselemente sind eingepresst und sind nicht einzukleben.
Verschleißzone der Führungsstifte
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 20
3.3.3 90°Weichen
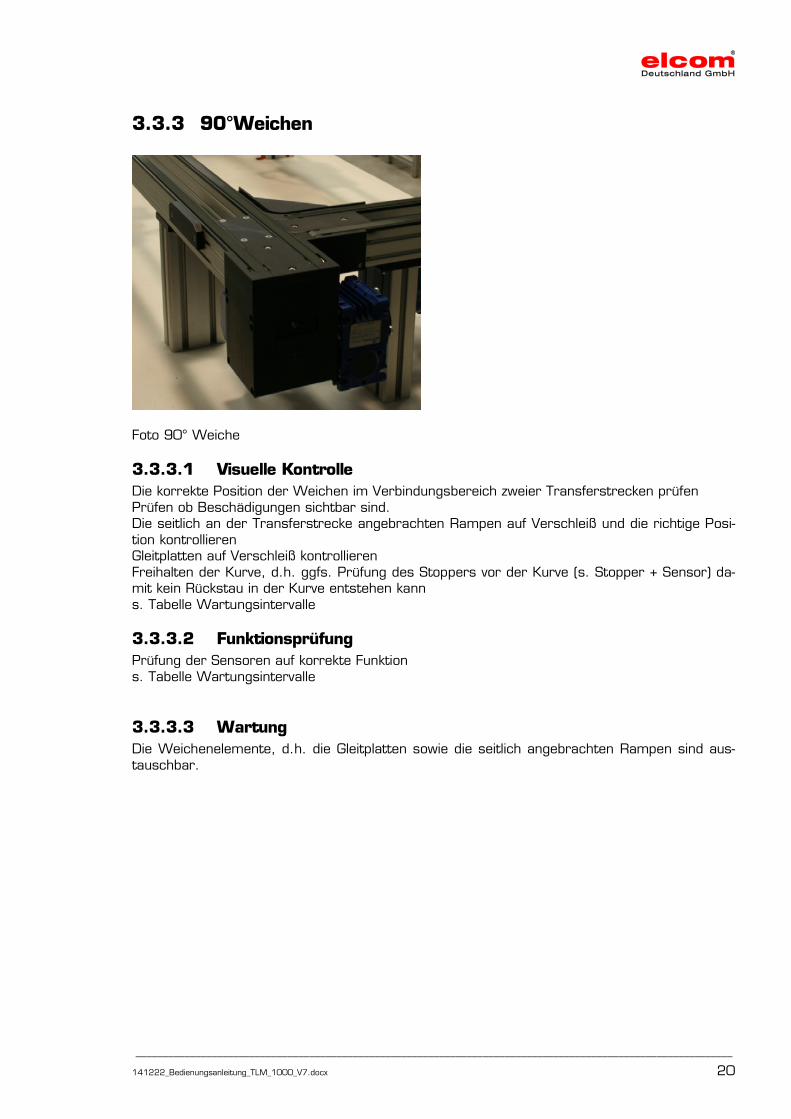
Foto 90° Weiche
3.3.3.1 Visuelle Kontrolle Die korrekte Position der Weichen im Verbindungsbereich zweier Transferstrecken prüfen Prüfen ob Beschädigungen sichtbar sind. Die seitlich an der Transferstrecke angebrachten Rampen auf Verschleiß und die richtige Posi-tion kontrollieren Gleitplatten auf Verschleiß kontrollieren Freihalten der Kurve, d.h. ggfs. Prüfung des Stoppers vor der Kurve (s. Stopper + Sensor) da-mit kein Rückstau in der Kurve entstehen kann s. Tabelle Wartungsintervalle
3.3.3.2 Funktionsprüfung Prüfung der Sensoren auf korrekte Funktion s. Tabelle Wartungsintervalle
3.3.3.3 Wartung Die Weichenelemente, d.h. die Gleitplatten sowie die seitlich angebrachten Rampen sind aus-tauschbar.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 21
3.3.4 Weichenbetätigung
3.3.4.1 Visuelle Kontrolle Die korrekte Position der Weichenbetätigung im Verbindungsbereich zweier Transferstrecken prüfen Prüfen ob Beschädigungen sichtbar sind. Arbeitsbereich der Weichenbetätigung muss frei sein (Verschmutzungen etc.) Weichenbetätigung auf Verschleiß kontrollieren Gleitplatten auf Verschleiß und die richtige Position kontrollieren Die seitlich an der Transferstrecke angebrachten Rampen auf Verschleiß und die richtige Posi-tion kontrollieren Prüfung der Sensoren auf Beschädigungen s. Tabelle Wartungsintervalle
3.3.4.2 Funktionsprüfung Prüfung der Sensoren auf korrekte Funktion Weichenbetätigung auf Funktion prüfen Kontrolle der Zylinder s. Tabelle Wartungsintervalle
3.3.4.3 Wartung Die Kunstoffkufen der Weichenbetätigungen und die Gleitplatten sowie die seitlich angebrachten Rampen sind austauschbar. Die Hubzylinder der Weichenbetätigungen können ebenfalls ausgetauscht werden.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 22
3.3.5 U- und L-Antriebseinheiten und 180° Kurven
3.3.5.1 Visuelle Kontrolle Die korrekte Position der U-+L-Antriebseinheiten überprüfen Prüfen ob Beschädigungen sichtbar sind. Grundsätzlich sind die o.g. Einheiten Kombinationen von Weichen mit Antriebseinheiten, es sind die entsprechenden Wartungshinweise der Einzelkomponenten zu befolgen. s. Tabelle Wartungsintervalle
3.3.5.2 Funktionsprüfung Wie vor s. Tabelle Wartungsintervalle
3.3.5.3 Wartung Wie vor s. Tabelle Wartungsintervalle
3.3.5.4 Kegelradwartung Sofern Module mit Kegelradpaaren verwendet werden (180°Kurve, L Antrieb mit einem Motor, U-Antrieb mit einem Motor, etc.), sind diese mit ausreichend Fetten zu versehen. Diese Maß-nahme muss grundsätzlich entsprechend der Tabelle Wartungsintervalle durchgeführt werden. Das Schmierfett Art.-Nr. 800 00 009 ist zu verwenden.

______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 23
3.3.6 Standard Stopper Der Standard Stopper dient der Vereinzelung der Werkstückträger und der Kontrolle des Werkstückträgerflusses.
3.3.6.1 Visuelle Kontrolle Prüfen ob Beschädigungen auf der Stopperfingerspitze sichtbar sind. Prüfen ob die Platte auf der sich der Stopper bewegt frei von Schmutz ist. Prüfen auf Beschädigungen und Austausch der beschädigten Bauteile s. Tabelle Wartungsintervalle
3.3.6.2 Funktionsprüfung Prüfen ob die Rückholfeder volle Funktion hat s. Tabelle Wartungsintervalle
3.3.6.3 Wartung Die Stopper sind mit den zwei Schrauben an der Unterseite demontierbar. Nach Ausschrauben der Schraube den Stopper zur Demontage aus dem System schieben, reinigen und schmieren

______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 24
3.3.7 gedämpfter Stopper TT-14-36452-D28-202 Der pneumatisch gedämpfte Stopper dient der Vereinzelung der Werkstückträger und der Kon-trolle des Werkstückträgerflusses.
3.3.7.1 Visuelle Kontrolle Prüfen ob Beschädigungen auf der Stopperfingerspitze sichtbar sind. Prüfen auf Beschädigungen und Austausch der beschädigten Bauteile s. Tabelle Wartungsintervalle
3.3.7.2 Funktionsprüfung Prüfen ob der Stopper volle Funktion hat (Einfahren des Stopperfingers und Absenken) Prüfen ob der Stopper auf die zu stoppenden Gewichte korrekt eingestellt ist. s. Tabelle Wartungsintervalle
3.3.7.3 Wartung Die Stopper sind mit den zwei Schrauben an der Unterseite demontierbar. Nach Ausschrauben der Schrauben den Stopper zur Demontage aus dem System heben, ggfs. reinigen und schmieren bzw. ersetzen.
Einstellschraube Stopper Dämpfung
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 25
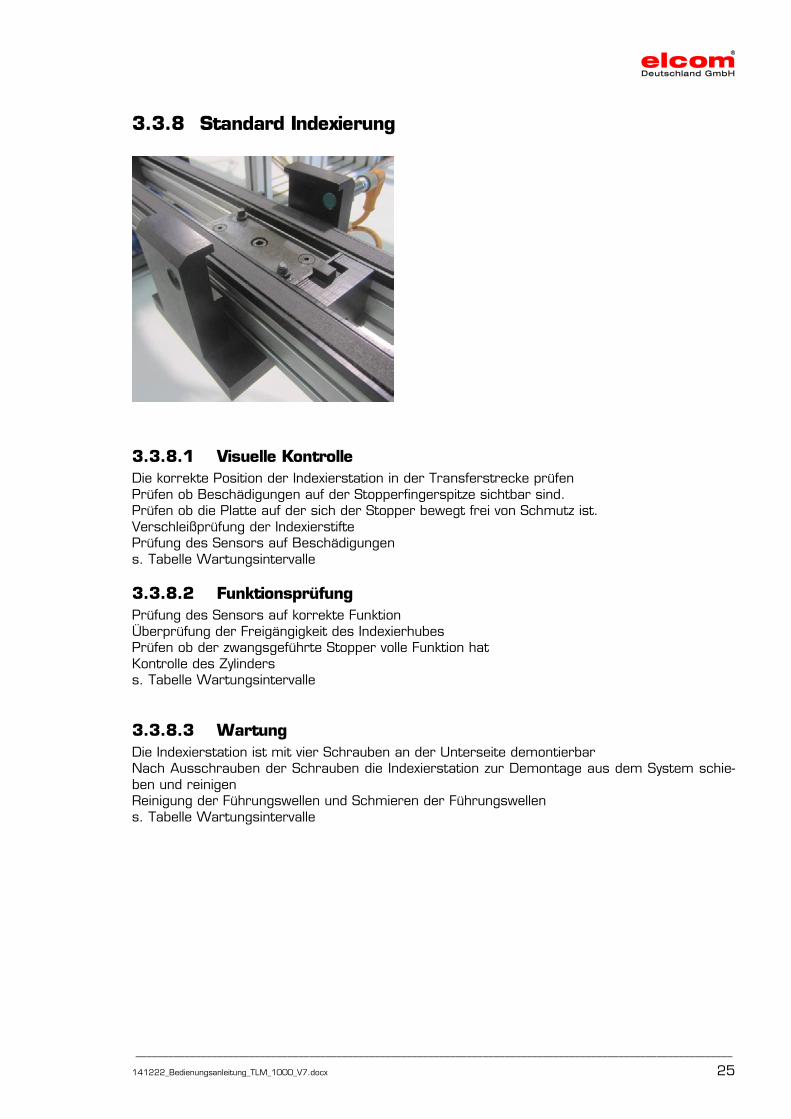
3.3.8 Standard Indexierung
3.3.8.1 Visuelle Kontrolle Die korrekte Position der Indexierstation in der Transferstrecke prüfen Prüfen ob Beschädigungen auf der Stopperfingerspitze sichtbar sind. Prüfen ob die Platte auf der sich der Stopper bewegt frei von Schmutz ist. Verschleißprüfung der Indexierstifte Prüfung des Sensors auf Beschädigungen s. Tabelle Wartungsintervalle
3.3.8.2 Funktionsprüfung Prüfung des Sensors auf korrekte Funktion Überprüfung der Freigängigkeit des Indexierhubes Prüfen ob der zwangsgeführte Stopper volle Funktion hat Kontrolle des Zylinders s. Tabelle Wartungsintervalle
3.3.8.3 Wartung Die Indexierstation ist mit vier Schrauben an der Unterseite demontierbar Nach Ausschrauben der Schrauben die Indexierstation zur Demontage aus dem System schie-ben und reinigen Reinigung der Führungswellen und Schmieren der Führungswellen s. Tabelle Wartungsintervalle
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 26
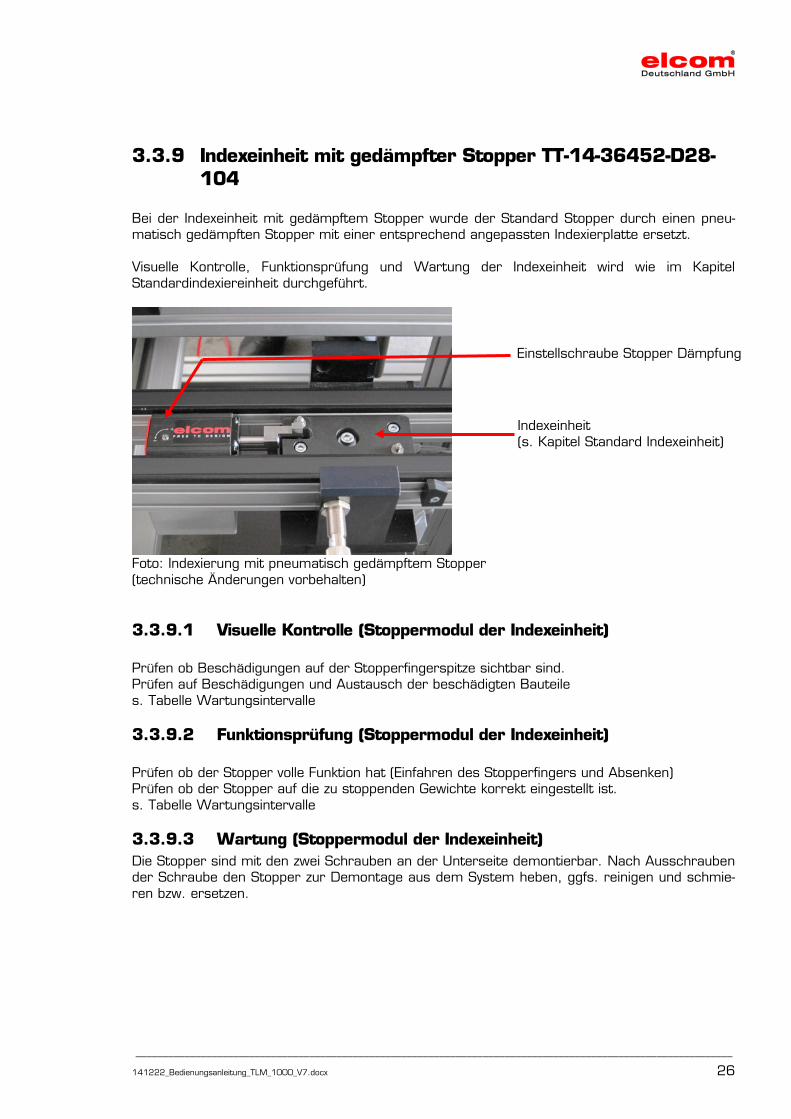
3.3.9 Indexeinheit mit gedämpfter Stopper TT-14-36452-D28-104
Bei der Indexeinheit mit gedämpftem Stopper wurde der Standard Stopper durch einen pneu-matisch gedämpften Stopper mit einer entsprechend angepassten Indexierplatte ersetzt. Visuelle Kontrolle, Funktionsprüfung und Wartung der Indexeinheit wird wie im Kapitel Standardindexiereinheit durchgeführt.
Foto: Indexierung mit pneumatisch gedämpftem Stopper (technische Änderungen vorbehalten)
3.3.9.1 Visuelle Kontrolle (Stoppermodul der Indexeinheit) Prüfen ob Beschädigungen auf der Stopperfingerspitze sichtbar sind. Prüfen auf Beschädigungen und Austausch der beschädigten Bauteile s. Tabelle Wartungsintervalle
3.3.9.2 Funktionsprüfung (Stoppermodul der Indexeinheit) Prüfen ob der Stopper volle Funktion hat (Einfahren des Stopperfingers und Absenken) Prüfen ob der Stopper auf die zu stoppenden Gewichte korrekt eingestellt ist. s. Tabelle Wartungsintervalle
3.3.9.3 Wartung (Stoppermodul der Indexeinheit) Die Stopper sind mit den zwei Schrauben an der Unterseite demontierbar. Nach Ausschrauben der Schraube den Stopper zur Demontage aus dem System heben, ggfs. reinigen und schmie-ren bzw. ersetzen.
Einstellschraube Stopper Dämpfung
Indexeinheit (s. Kapitel Standard Indexeinheit)
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 27
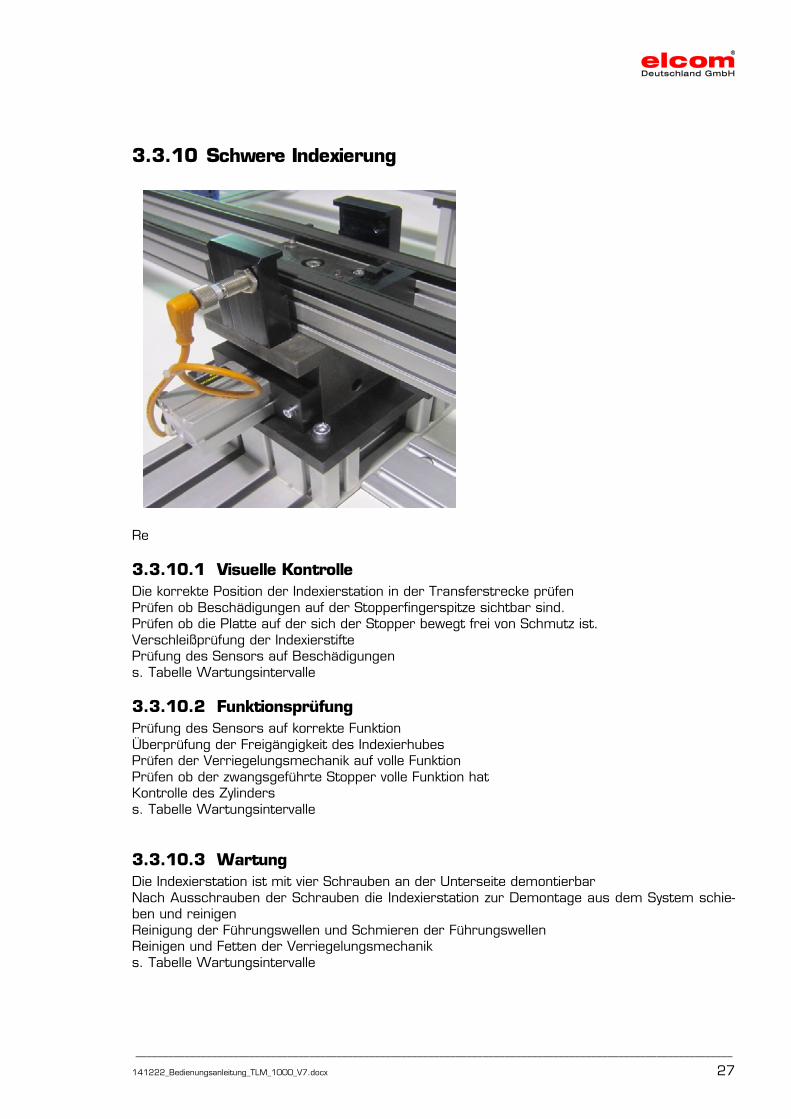
3.3.10 Schwere Indexierung
Re
3.3.10.1 Visuelle Kontrolle Die korrekte Position der Indexierstation in der Transferstrecke prüfen Prüfen ob Beschädigungen auf der Stopperfingerspitze sichtbar sind. Prüfen ob die Platte auf der sich der Stopper bewegt frei von Schmutz ist. Verschleißprüfung der Indexierstifte Prüfung des Sensors auf Beschädigungen s. Tabelle Wartungsintervalle
3.3.10.2 Funktionsprüfung Prüfung des Sensors auf korrekte Funktion Überprüfung der Freigängigkeit des Indexierhubes Prüfen der Verriegelungsmechanik auf volle Funktion Prüfen ob der zwangsgeführte Stopper volle Funktion hat Kontrolle des Zylinders s. Tabelle Wartungsintervalle
3.3.10.3 Wartung Die Indexierstation ist mit vier Schrauben an der Unterseite demontierbar Nach Ausschrauben der Schrauben die Indexierstation zur Demontage aus dem System schie-ben und reinigen Reinigung der Führungswellen und Schmieren der Führungswellen Reinigen und Fetten der Verriegelungsmechanik s. Tabelle Wartungsintervalle
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 28
3.3.11 Hubdreheinheit 90°/180° Funktion Rotation der Werkstückträger um den gewünschten Drehwinkel ( 90° oder 180°) durch Aus-heben und Drehen des Werkstückträgers im ausgehobenen Zustand. Anschließend wird der WT wieder abgesenkt und kann weitertransportiert werden.
3.3.11.1 Visuelle Kontrolle Die korrekte Position der Hubdreheinheit in der Transferstrecke prüfen Prüfen ob Beschädigungen sichtbar sind. Prüfen ob Beschädigungen auf der Stopperfingerspitze sichtbar sind. Prüfen ob die Platte auf der der Werkstückträger ausgehoben wird frei von Schmutz ist. Verschleißprüfung der Indexierstifte Prüfung des Sensors auf Beschädigungen Anschläge für die Drehbewegung kontrollieren s. Tabelle Wartungsintervalle
3.3.11.2 Funktionsprüfung Prüfung des Sensors auf korrekte Funktion Überprüfung der Freigängigkeit des Hubes Überprüfung der Freigängigkeit der Drehung Prüfen ob der Stopper volle Funktion hat Kontrolle des Zylinders s. Tabelle Wartungsintervalle
3.3.11.3 Wartung Die Hub-Dreheinheit ist mit vier Schrauben an der Unterseite demontierbar Nach Ausschrauben der Schrauben die Hub-Dreheinheit zur Demontage aus dem System schieben und reinigen Der Hub-Drehmechanismus kann nur als komplettes Bauteil ausgetauscht werden. s. Tabelle Wartungsintervalle
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 29
3.3.12 Drehmodul 90° Funktion Rotation der Werkstückträger um 90° beim Vorbeifahren des WT an dem Drehmodul. Dies geschieht durch Einrasten der Stifte auf der Seite des Drehpunktes und Versenken der Stifte auf der Drehpunktfernen Seite. Der Werkstückträger wird nicht angehoben sondern dreht in der Verfahrebene. Durch Hintereinander Anordnen von 2 Drehmodulen 90° kann eine Drehung um 180° erreicht werden oder die vorangegangene Drehung wiederaufgehoben werden.
3.3.12.1 Visuelle Kontrolle Die korrekte Position des Drehmoduls in der Transferstrecke prüfen Prüfen ob Beschädigungen sichtbar sind. Arbeitsbereich der Anschlagsbetätigungen muss frei sein (Verschmutzungen etc.) Anschlagsbetätigung auf Verschleiß kontrollieren (Einleitung der Drehbewegung) Gleitplatten auf Verschleiß kontrollieren Prüfung der Sensoren auf Beschädigungen s. Tabelle Wartungsintervalle
3.3.12.2 Funktionsprüfung Prüfung der Sensoren auf korrekte Funktion Anschlagsbetätigung auf Funktion prüfen (Einleitung der Drehbewegung) Kontrolle der Zylinder s. Tabelle Wartungsintervalle
3.3.12.3 Wartung Die Kunstoffkufen der Anschlagsbetätigungen und die Gleitplatten sowie die Führungen im Be-reich des Drehmoduls sind austauschbar. Die Hubzylinder der Anschlagsbetätigung können ebenfalls ausgetauscht werden.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 30
3.3.13 Lifte
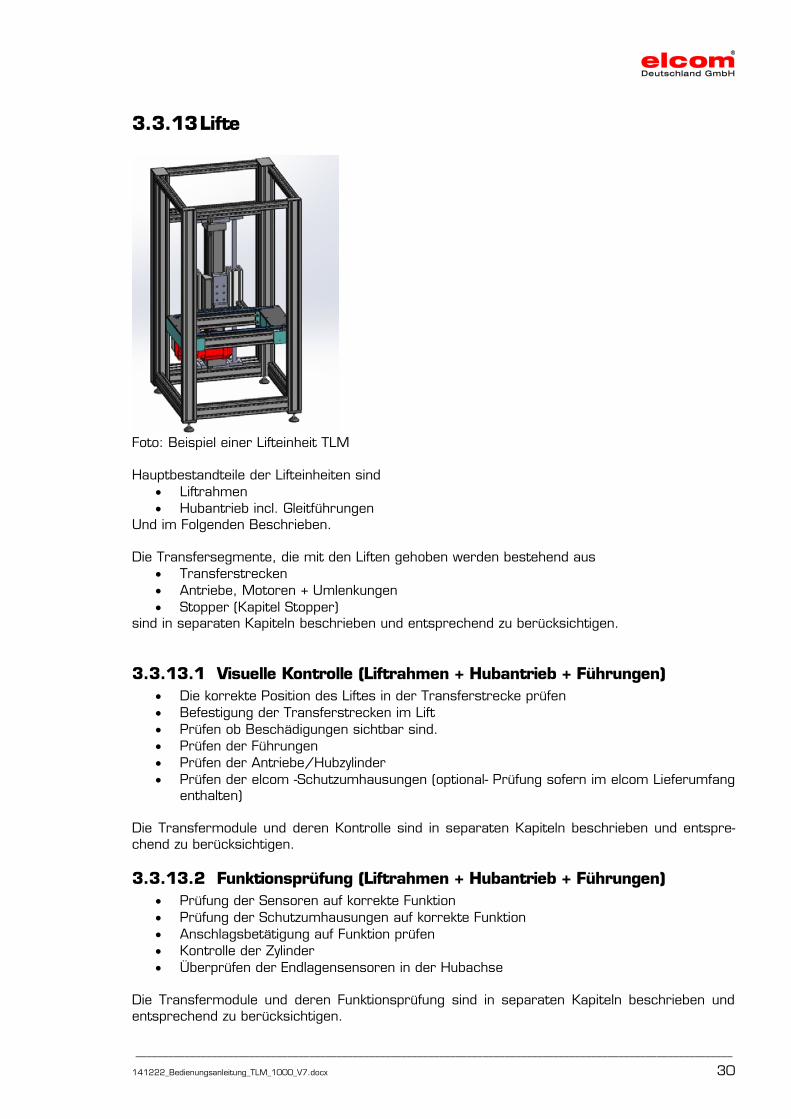
Foto: Beispiel einer Lifteinheit TLM Hauptbestandteile der Lifteinheiten sind
• Liftrahmen • Hubantrieb incl. Gleitführungen
Und im Folgenden Beschrieben. Die Transfersegmente, die mit den Liften gehoben werden bestehend aus
• Transferstrecken • Antriebe, Motoren + Umlenkungen • Stopper (Kapitel Stopper)
sind in separaten Kapiteln beschrieben und entsprechend zu berücksichtigen.
3.3.13.1 Visuelle Kontrolle (Liftrahmen + Hubantrieb + Führungen) • Die korrekte Position des Liftes in der Transferstrecke prüfen • Befestigung der Transferstrecken im Lift • Prüfen ob Beschädigungen sichtbar sind. • Prüfen der Führungen • Prüfen der Antriebe/Hubzylinder • Prüfen der elcom -Schutzumhausungen (optional- Prüfung sofern im elcom Lieferumfang
enthalten) Die Transfermodule und deren Kontrolle sind in separaten Kapiteln beschrieben und entspre-chend zu berücksichtigen.
3.3.13.2 Funktionsprüfung (Liftrahmen + Hubantrieb + Führungen) • Prüfung der Sensoren auf korrekte Funktion • Prüfung der Schutzumhausungen auf korrekte Funktion • Anschlagsbetätigung auf Funktion prüfen • Kontrolle der Zylinder • Überprüfen der Endlagensensoren in der Hubachse
Die Transfermodule und deren Funktionsprüfung sind in separaten Kapiteln beschrieben und entsprechend zu berücksichtigen.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 31
3.3.13.3 Wartung (Liftrahmen + Hubantrieb + Führungen) Die Führungen sind entsprechend zu reinigen und zu schmieren. Die Kugelumlaufbüchsen sind nicht nachschmierbar und müssen gemäß der Angaben des Her-stellers (s. www.item24.de) ausgetauscht werden. Die Transfermodule und deren Kontrolle sind in separaten Kapiteln beschrieben und entspre-chend zu berücksichtigen.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 32
4 Reparaturhinweise
4.1 Antriebsmotor
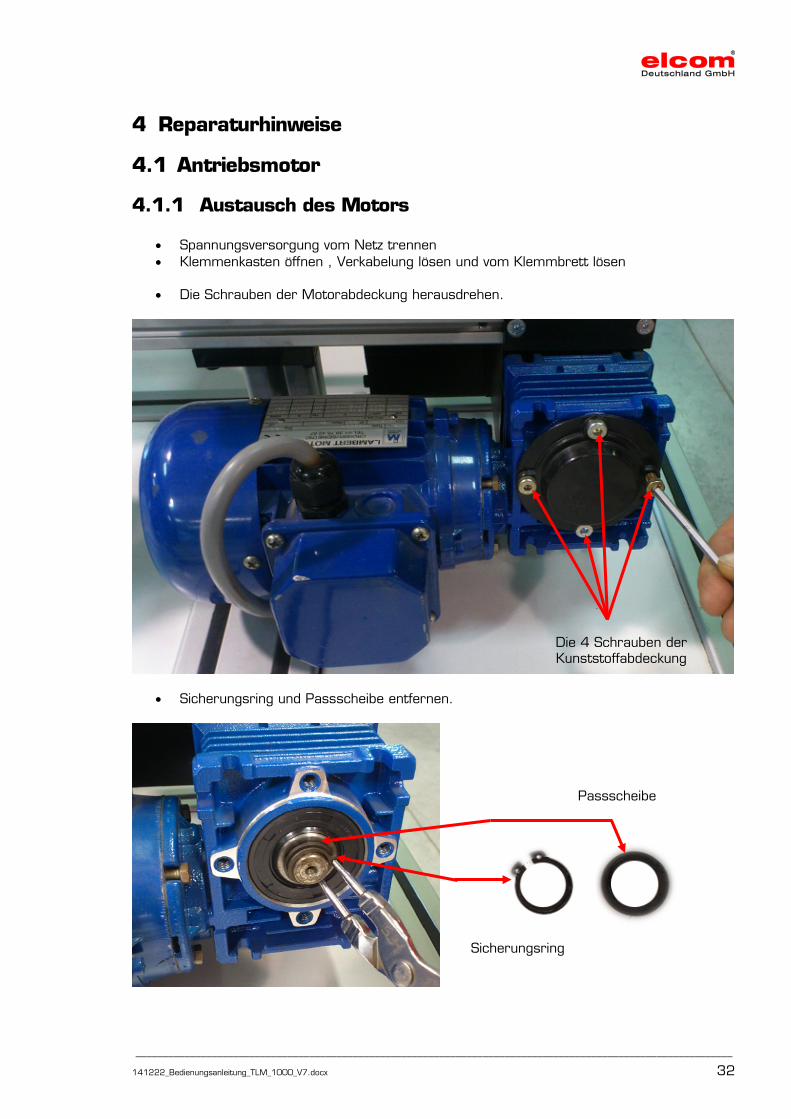
4.1.1 Austausch des Motors
• Spannungsversorgung vom Netz trennen • Klemmenkasten öffnen , Verkabelung lösen und vom Klemmbrett lösen
• Die Schrauben der Motorabdeckung herausdrehen.
• Sicherungsring und Passscheibe entfernen.
Die 4 Schrauben der Kunststoffabdeckung
Sicherungsring
Passscheibe

______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 33
• Den Motor von der Welle ziehen.
• Den Bolzen der Drehmomentstütze aus dem Getriebe entfernen
Im Umlenkungsgehäuse befindet sich auf jeder Seite eine Fräsung, in die der Schraubenkopf, der als Drehmomentstütze dient, positioniert werden muss.
Bolzen Drehmomentstütze
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 34
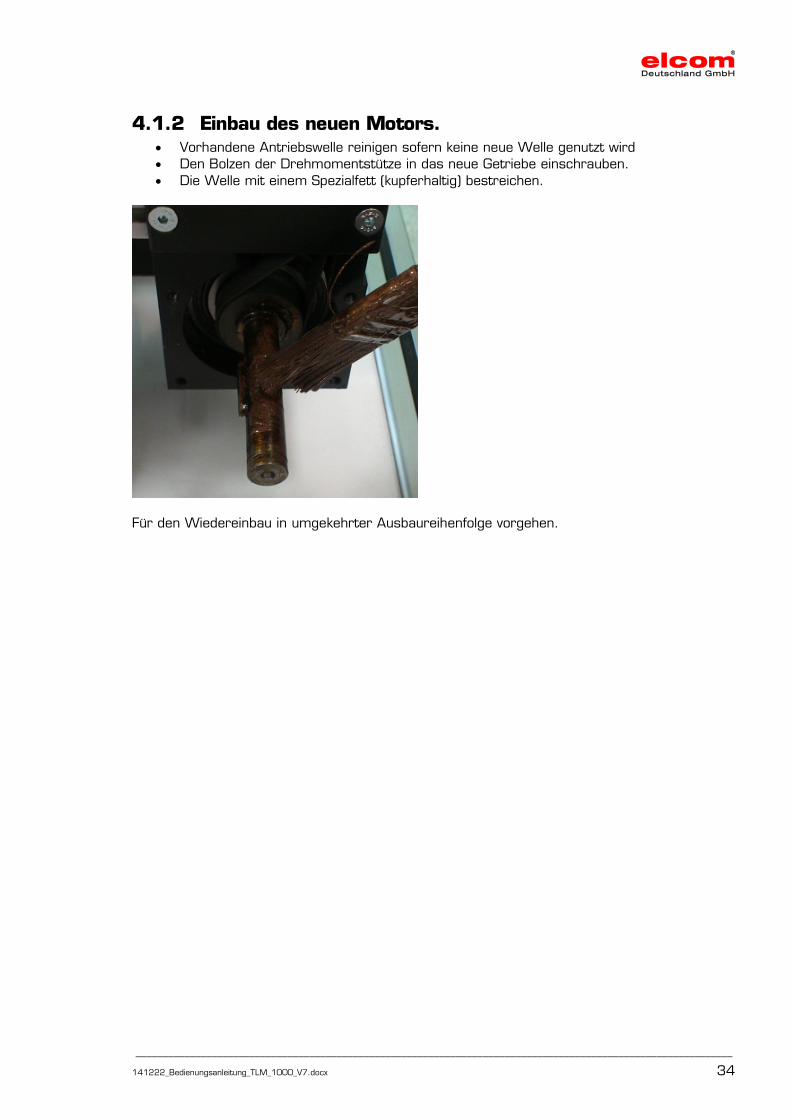
4.1.2 Einbau des neuen Motors. • Vorhandene Antriebswelle reinigen sofern keine neue Welle genutzt wird • Den Bolzen der Drehmomentstütze in das neue Getriebe einschrauben. • Die Welle mit einem Spezialfett (kupferhaltig) bestreichen.
Für den Wiedereinbau in umgekehrter Ausbaureihenfolge vorgehen.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 35
4.2 Austausch der Gurte
4.2.1 Bandwechsel Flachriemen Klebeverfahren
4.2.1.1 Berechnung der benötigten Länge des Gurtes Berechnung der erforderlichen Bandlänge für eine Standardtransfereinheit: [(L-160) x 2 + 490] x 0,97 L = Gesamtlänge der Transferstrecke einschließlich Umlenkung Berechnung der erforderlichen Bandlänge für eine U-förmige-oder L-förmige Transfereinheit sind dem Katalog zu entnehmen
4.2.1.2 Schneiden der benötigten Länge des Gurtes Gemäß der berechneten Länge zur Gurtlängskante sauber abschneiden
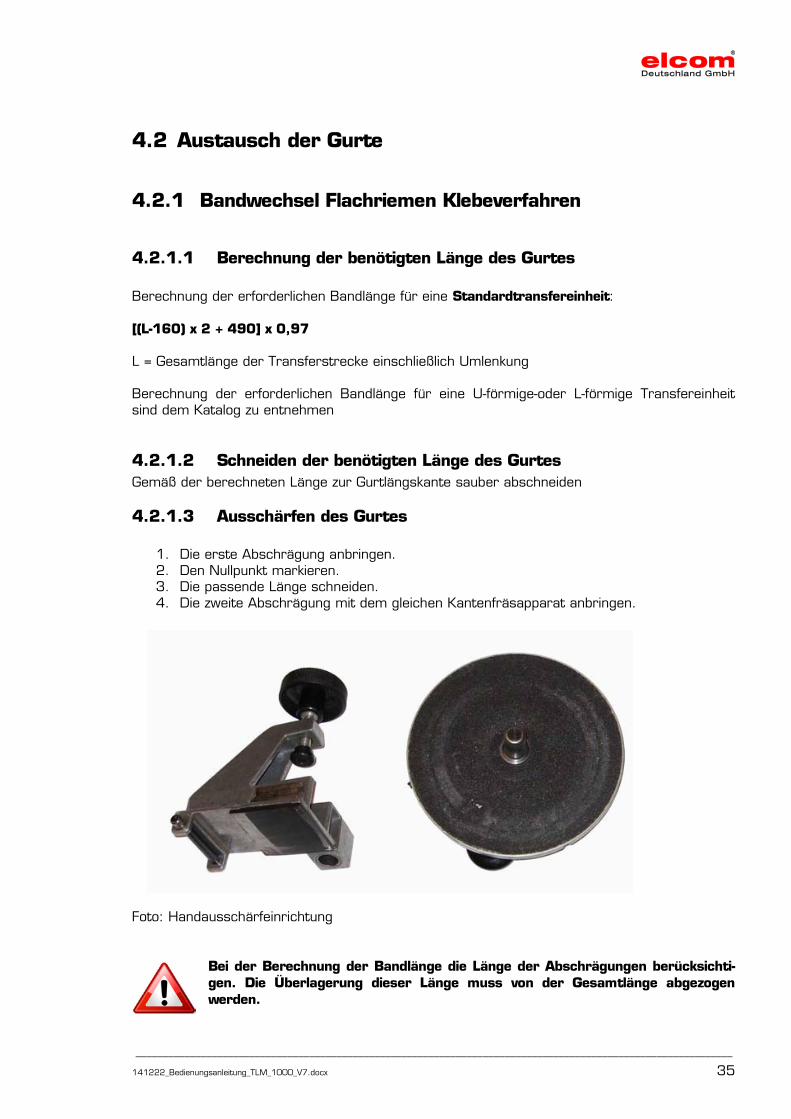
4.2.1.3 Ausschärfen des Gurtes
1. Die erste Abschrägung anbringen. 2. Den Nullpunkt markieren. 3. Die passende Länge schneiden. 4. Die zweite Abschrägung mit dem gleichen Kantenfräsapparat anbringen.
Foto: Handausschärfeinrichtung
Bei der Berechnung der Bandlänge die Länge der Abschrägungen berücksichti-gen. Die Überlagerung dieser Länge muss von der Gesamtlänge abgezogen werden.

______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 36
4.2.1.4 Einziehen des Gurtes
5. Das vorbereitete Band in das Bandstreckenprofil einziehen.
a) Ziehen
b) Schieben
4.2.1.5 Spannen 6. Das Band auf der Führungsleiste des Transfersystems so platzieren, dass man die Gur-
tenden sauber in die Spannvorrichtung einlegen kann. 7. Das Band bis zur Überlagerung der beiden Abschrägungen spannen. 8. Die beiden Abschrägungen mit Aceton reinigen.
Foto: Spannvorrichtung
Bandposition:
Bandposition:
Vorschubrichtung
Vorschubrichtung

______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 37
4.2.1.6 Kleben
9. Die beiden Abschrägungen dünn mit Kleber bestreichen. (Haltbarkeit des Klebstoffs = 1 Monat nach Öffnung, das Öffnungsdatum auf die Dose schreiben (eine abgelaufenen Kleber auf keinen Fall verwenden!).
10. Die Heizpresse im Verhältnis zum Band präzise ausrichten und anbringen. 11. Den Gurt auf der Presse arretieren. 12. Zwei kurze Stücke Bandmaterial zur optimalen Positionierung der beiden Abschrägun-
gen in der Presse rechts und links neben der Verklebungsstelle in die Presse einlegen. 13. Die Presse schließen und 25 Minuten lang bei 120°C heizen lassen.
Abbildung Heizpresse Klebeverfahren
4.2.1.7 Abkühlen 14. Die Presse 25 Minuten bei abgezogenem Netzstecker abkühlen lassen. 15. Presse öffnen und Gurte vorsichtig herausnehmen 16. Eventuellen Klebstoffüberschuss mit Schmirgelpapier entfernen.
4.2.1.8 Prüfung Vor Inbetriebnahme der Transferstrecke ist zu prüfen, ob die Klebeverbindung sauber ausge-führt wurde. Bei Bedarf ist diese mit einem feinen Schleifpapier vorsichtig nachzuarbeiten. Zum Abschluss ist zu prüfen, ob der Gurt korrekt in den Führungen und auf den Rollen läuft.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 38
4.2.2 Bandwechsel Flachriemen Flexproof - Schweissverfahren
4.2.2.1 Berechnung der benötigten Länge des Gurtes Vor dem Zuschnitt des Gurtmaterials ist die Bauart des Transfersystem-Antriebs zu berück-sichtigen
TLM 1000 Direktantrieb- Flexlink- und Flexproofverbindungen
[(L-160) x 2 + 490] x 0,97 „L“ ist die Länge der gesamten Bandstreckeneinheit.
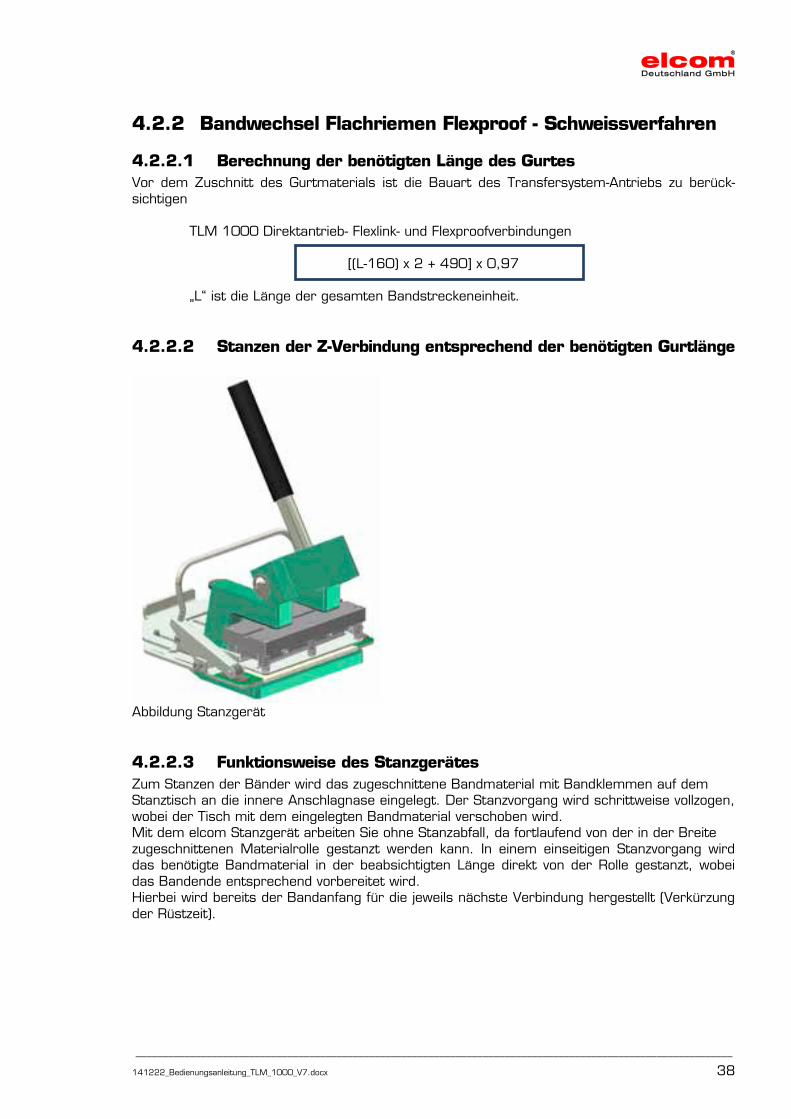
4.2.2.2 Stanzen der Z-Verbindung entsprechend der benötigten Gurtlänge
Abbildung Stanzgerät
4.2.2.3 Funktionsweise des Stanzgerätes Zum Stanzen der Bänder wird das zugeschnittene Bandmaterial mit Bandklemmen auf dem Stanztisch an die innere Anschlagnase eingelegt. Der Stanzvorgang wird schrittweise vollzogen, wobei der Tisch mit dem eingelegten Bandmaterial verschoben wird. Mit dem elcom Stanzgerät arbeiten Sie ohne Stanzabfall, da fortlaufend von der in der Breite zugeschnittenen Materialrolle gestanzt werden kann. In einem einseitigen Stanzvorgang wird das benötigte Bandmaterial in der beabsichtigten Länge direkt von der Rolle gestanzt, wobei das Bandende entsprechend vorbereitet wird. Hierbei wird bereits der Bandanfang für die jeweils nächste Verbindung hergestellt (Verkürzung der Rüstzeit).
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 39
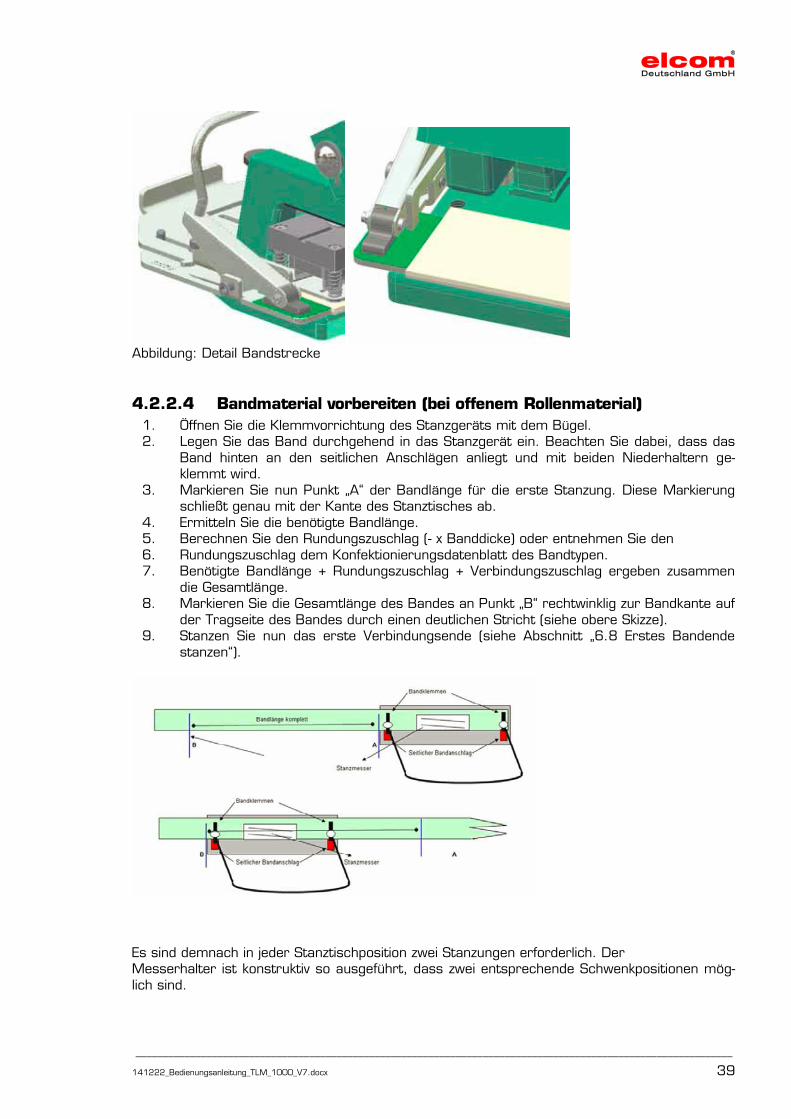
Abbildung: Detail Bandstrecke
4.2.2.4 Bandmaterial vorbereiten (bei offenem Rollenmaterial) 1. Öffnen Sie die Klemmvorrichtung des Stanzgeräts mit dem Bügel. 2. Legen Sie das Band durchgehend in das Stanzgerät ein. Beachten Sie dabei, dass das
Band hinten an den seitlichen Anschlägen anliegt und mit beiden Niederhaltern ge-klemmt wird.
3. Markieren Sie nun Punkt „A“ der Bandlänge für die erste Stanzung. Diese Markierung schließt genau mit der Kante des Stanztisches ab.
4. Ermitteln Sie die benötigte Bandlänge. 5. Berechnen Sie den Rundungszuschlag (- x Banddicke) oder entnehmen Sie den 6. Rundungszuschlag dem Konfektionierungsdatenblatt des Bandtypen. 7. Benötigte Bandlänge + Rundungszuschlag + Verbindungszuschlag ergeben zusammen
die Gesamtlänge. 8. Markieren Sie die Gesamtlänge des Bandes an Punkt „B“ rechtwinklig zur Bandkante auf
der Tragseite des Bandes durch einen deutlichen Stricht (siehe obere Skizze). 9. Stanzen Sie nun das erste Verbindungsende (siehe Abschnitt „6.8 Erstes Bandende
stanzen“).
Es sind demnach in jeder Stanztischposition zwei Stanzungen erforderlich. Der Messerhalter ist konstruktiv so ausgeführt, dass zwei entsprechende Schwenkpositionen mög-lich sind.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 40
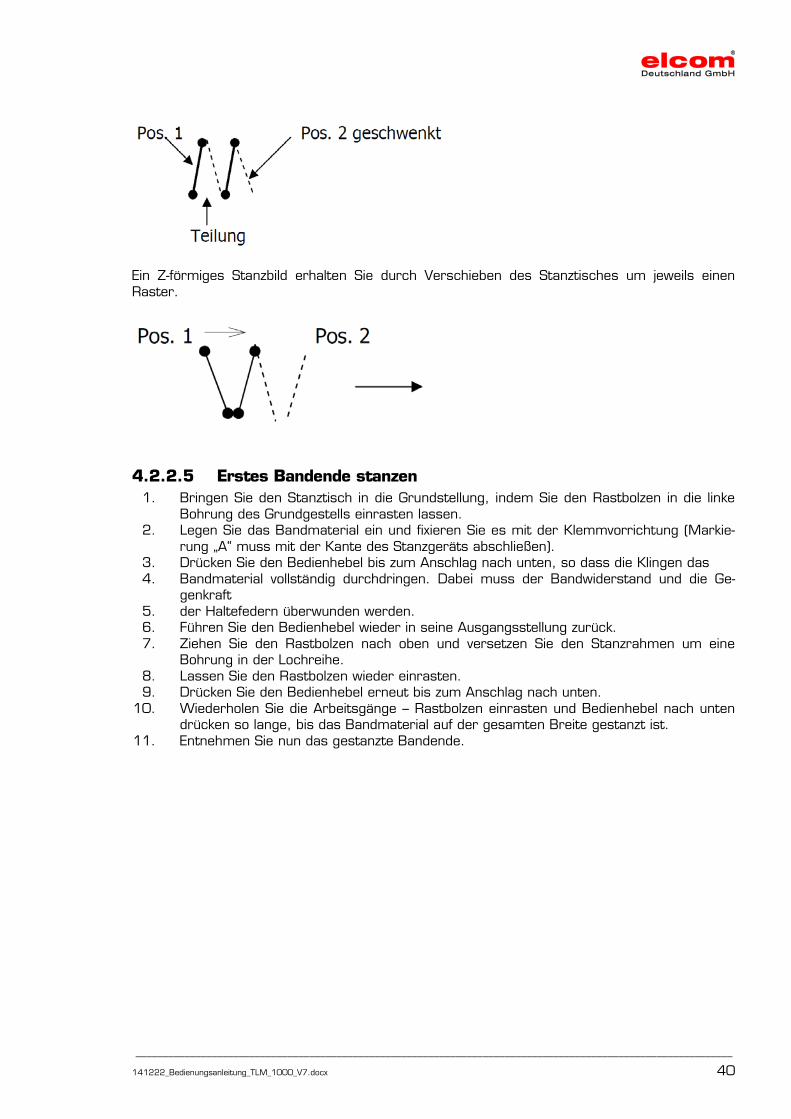
Ein Z-förmiges Stanzbild erhalten Sie durch Verschieben des Stanztisches um jeweils einen Raster.
4.2.2.5 Erstes Bandende stanzen 1. Bringen Sie den Stanztisch in die Grundstellung, indem Sie den Rastbolzen in die linke
Bohrung des Grundgestells einrasten lassen. 2. Legen Sie das Bandmaterial ein und fixieren Sie es mit der Klemmvorrichtung (Markie-
rung „A“ muss mit der Kante des Stanzgeräts abschließen). 3. Drücken Sie den Bedienhebel bis zum Anschlag nach unten, so dass die Klingen das 4. Bandmaterial vollständig durchdringen. Dabei muss der Bandwiderstand und die Ge-
genkraft 5. der Haltefedern überwunden werden. 6. Führen Sie den Bedienhebel wieder in seine Ausgangsstellung zurück. 7. Ziehen Sie den Rastbolzen nach oben und versetzen Sie den Stanzrahmen um eine
Bohrung in der Lochreihe. 8. Lassen Sie den Rastbolzen wieder einrasten. 9. Drücken Sie den Bedienhebel erneut bis zum Anschlag nach unten.
10. Wiederholen Sie die Arbeitsgänge – Rastbolzen einrasten und Bedienhebel nach unten drücken so lange, bis das Bandmaterial auf der gesamten Breite gestanzt ist.
11. Entnehmen Sie nun das gestanzte Bandende.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 41
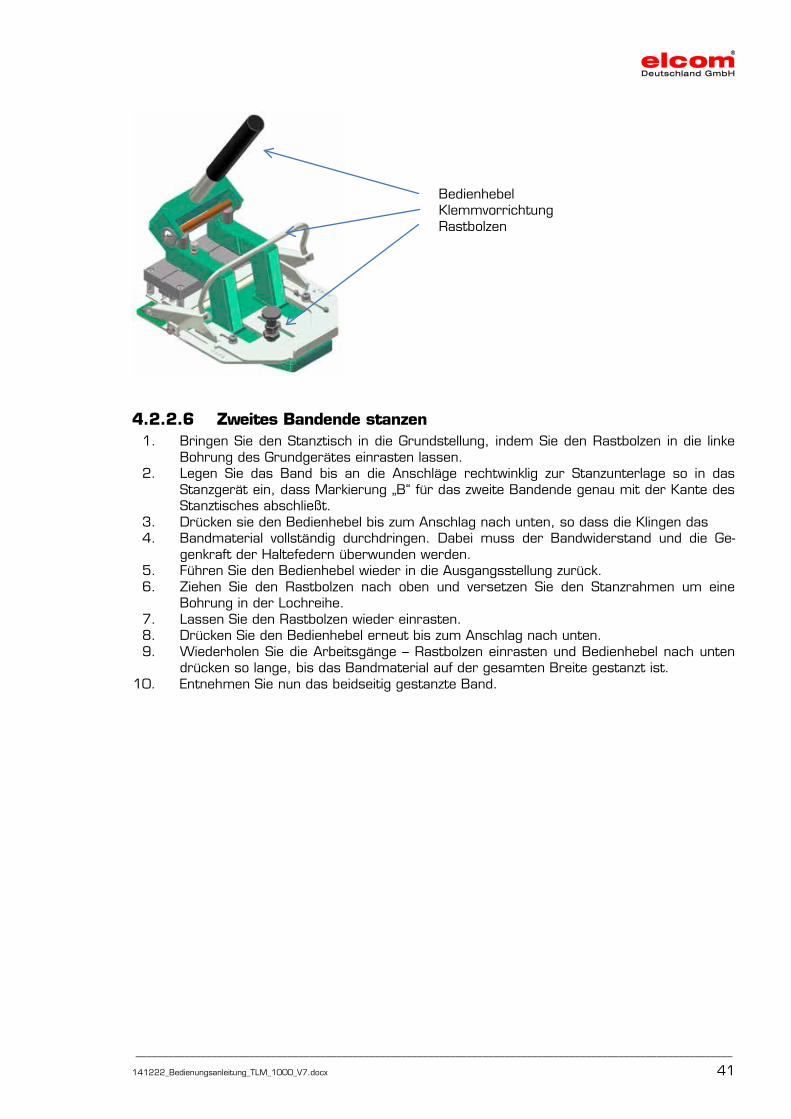
4.2.2.6 Zweites Bandende stanzen 1. Bringen Sie den Stanztisch in die Grundstellung, indem Sie den Rastbolzen in die linke
Bohrung des Grundgerätes einrasten lassen. 2. Legen Sie das Band bis an die Anschläge rechtwinklig zur Stanzunterlage so in das
Stanzgerät ein, dass Markierung „B“ für das zweite Bandende genau mit der Kante des Stanztisches abschließt.
3. Drücken sie den Bedienhebel bis zum Anschlag nach unten, so dass die Klingen das 4. Bandmaterial vollständig durchdringen. Dabei muss der Bandwiderstand und die Ge-
genkraft der Haltefedern überwunden werden. 5. Führen Sie den Bedienhebel wieder in die Ausgangsstellung zurück. 6. Ziehen Sie den Rastbolzen nach oben und versetzen Sie den Stanzrahmen um eine
Bohrung in der Lochreihe. 7. Lassen Sie den Rastbolzen wieder einrasten. 8. Drücken Sie den Bedienhebel erneut bis zum Anschlag nach unten. 9. Wiederholen Sie die Arbeitsgänge – Rastbolzen einrasten und Bedienhebel nach unten
drücken so lange, bis das Bandmaterial auf der gesamten Breite gestanzt ist. 10. Entnehmen Sie nun das beidseitig gestanzte Band.
Bedienhebel Klemmvorrichtung Rastbolzen
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 42
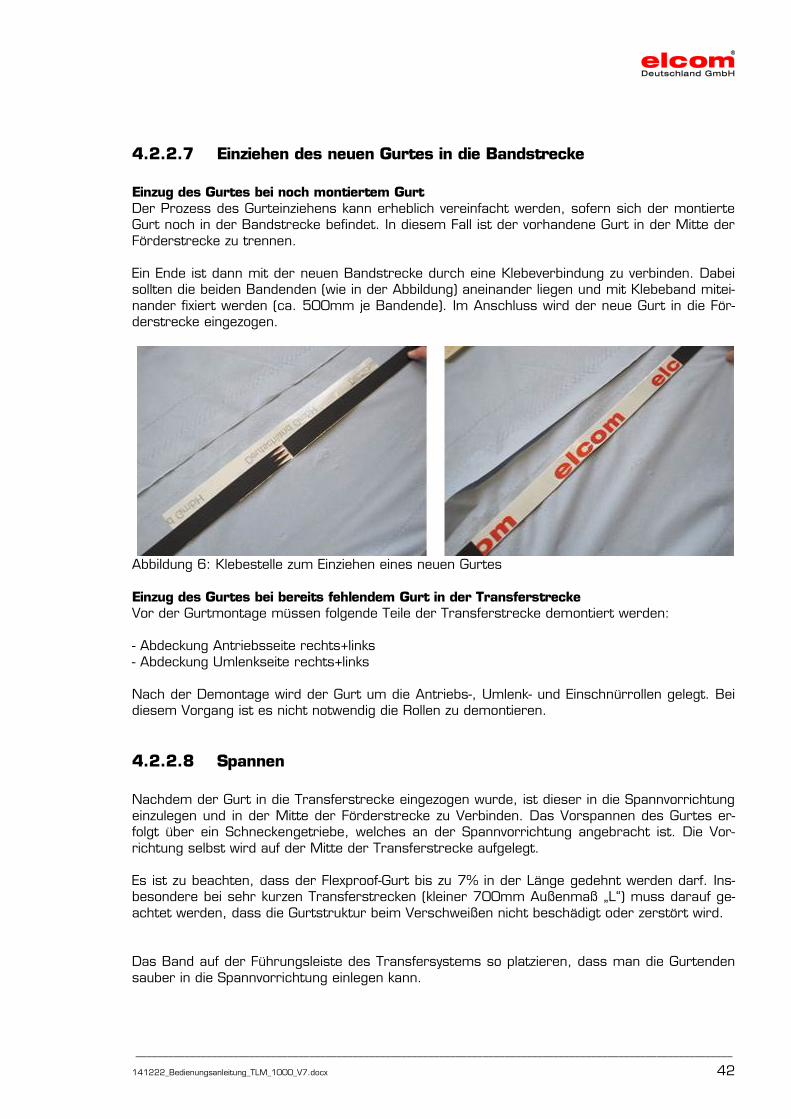
4.2.2.7 Einziehen des neuen Gurtes in die Bandstrecke
Einzug des Gurtes bei noch montiertem Gurt Der Prozess des Gurteinziehens kann erheblich vereinfacht werden, sofern sich der montierte Gurt noch in der Bandstrecke befindet. In diesem Fall ist der vorhandene Gurt in der Mitte der Förderstrecke zu trennen. Ein Ende ist dann mit der neuen Bandstrecke durch eine Klebeverbindung zu verbinden. Dabei sollten die beiden Bandenden (wie in der Abbildung) aneinander liegen und mit Klebeband mitei-nander fixiert werden (ca. 500mm je Bandende). Im Anschluss wird der neue Gurt in die För-derstrecke eingezogen.
Abbildung 6: Klebestelle zum Einziehen eines neuen Gurtes Einzug des Gurtes bei bereits fehlendem Gurt in der Transferstrecke Vor der Gurtmontage müssen folgende Teile der Transferstrecke demontiert werden: - Abdeckung Antriebsseite rechts+links - Abdeckung Umlenkseite rechts+links Nach der Demontage wird der Gurt um die Antriebs-, Umlenk- und Einschnürrollen gelegt. Bei diesem Vorgang ist es nicht notwendig die Rollen zu demontieren.
4.2.2.8 Spannen Nachdem der Gurt in die Transferstrecke eingezogen wurde, ist dieser in die Spannvorrichtung einzulegen und in der Mitte der Förderstrecke zu Verbinden. Das Vorspannen des Gurtes er-folgt über ein Schneckengetriebe, welches an der Spannvorrichtung angebracht ist. Die Vor-richtung selbst wird auf der Mitte der Transferstrecke aufgelegt. Es ist zu beachten, dass der Flexproof-Gurt bis zu 7% in der Länge gedehnt werden darf. Ins-besondere bei sehr kurzen Transferstrecken (kleiner 700mm Außenmaß „L“) muss darauf ge-achtet werden, dass die Gurtstruktur beim Verschweißen nicht beschädigt oder zerstört wird. Das Band auf der Führungsleiste des Transfersystems so platzieren, dass man die Gurtenden sauber in die Spannvorrichtung einlegen kann.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 43
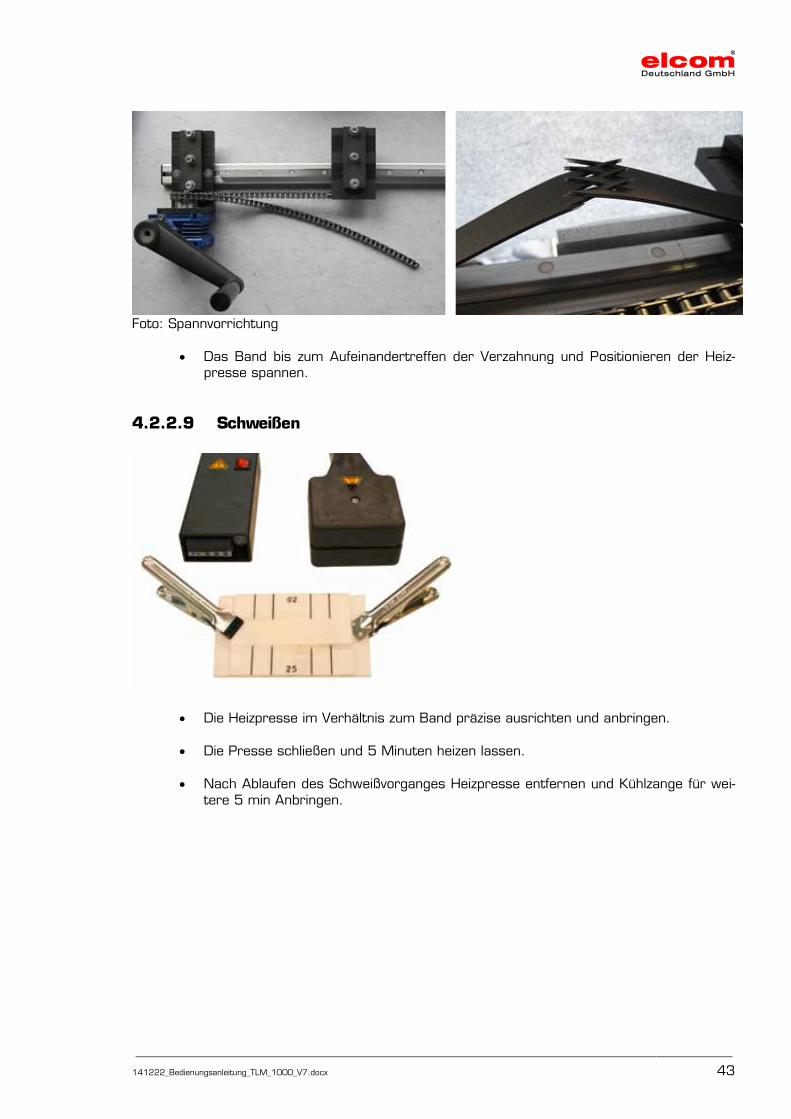
Foto: Spannvorrichtung
• Das Band bis zum Aufeinandertreffen der Verzahnung und Positionieren der Heiz-presse spannen.
4.2.2.9 Schweißen
• Die Heizpresse im Verhältnis zum Band präzise ausrichten und anbringen.
• Die Presse schließen und 5 Minuten heizen lassen.
• Nach Ablaufen des Schweißvorganges Heizpresse entfernen und Kühlzange für wei-tere 5 min Anbringen.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 44
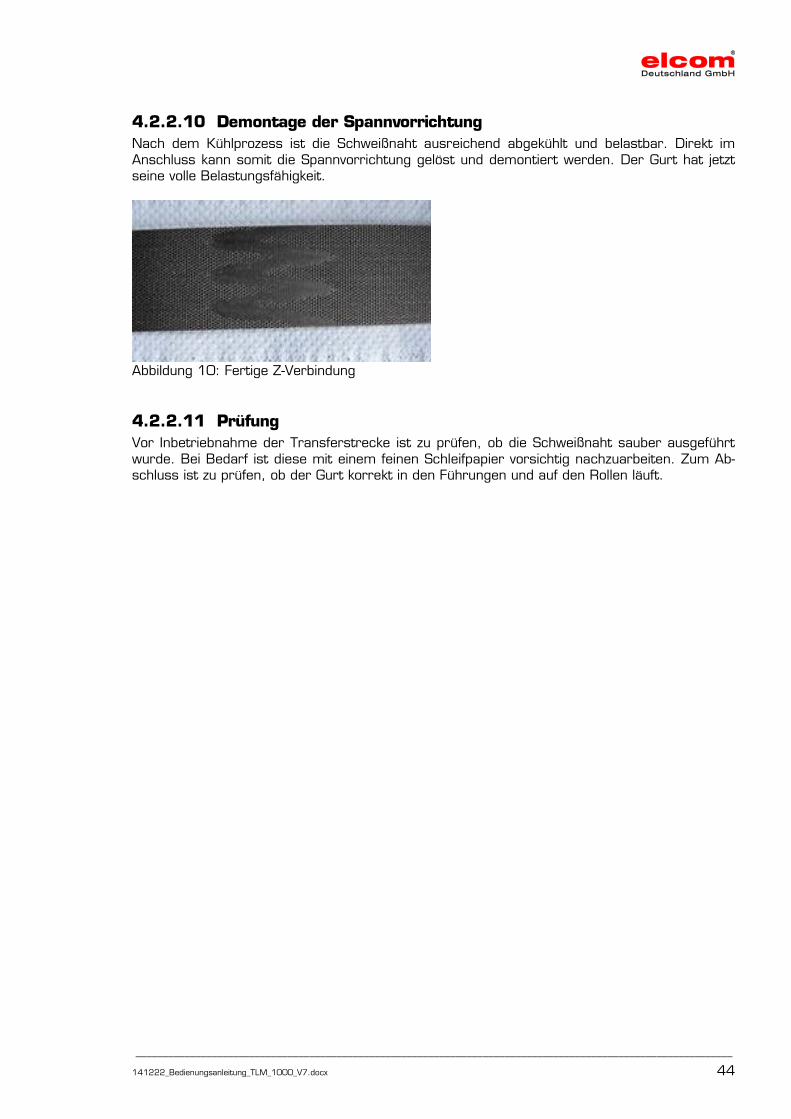
4.2.2.10 Demontage der Spannvorrichtung Nach dem Kühlprozess ist die Schweißnaht ausreichend abgekühlt und belastbar. Direkt im Anschluss kann somit die Spannvorrichtung gelöst und demontiert werden. Der Gurt hat jetzt seine volle Belastungsfähigkeit.
Abbildung 10: Fertige Z-Verbindung
4.2.2.11 Prüfung Vor Inbetriebnahme der Transferstrecke ist zu prüfen, ob die Schweißnaht sauber ausgeführt wurde. Bei Bedarf ist diese mit einem feinen Schleifpapier vorsichtig nachzuarbeiten. Zum Ab-schluss ist zu prüfen, ob der Gurt korrekt in den Führungen und auf den Rollen läuft.
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 45
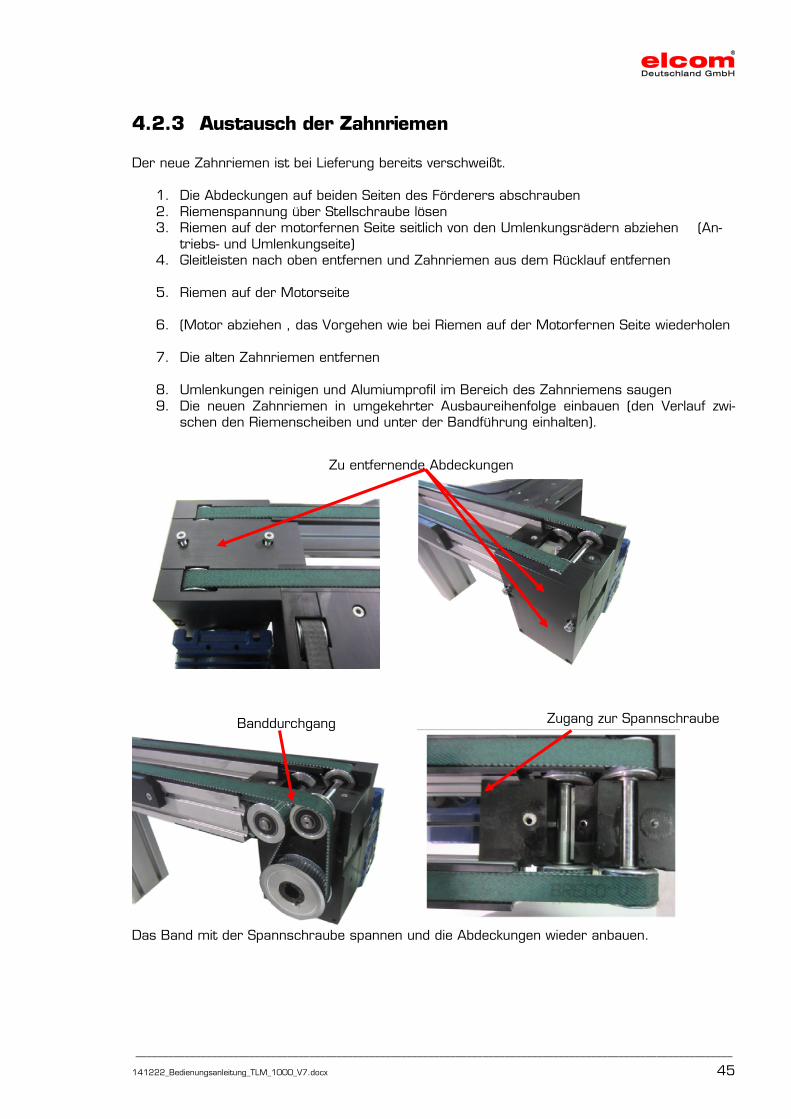
4.2.3 Austausch der Zahnriemen Der neue Zahnriemen ist bei Lieferung bereits verschweißt.
1. Die Abdeckungen auf beiden Seiten des Förderers abschrauben 2. Riemenspannung über Stellschraube lösen 3. Riemen auf der motorfernen Seite seitlich von den Umlenkungsrädern abziehen (An-
triebs- und Umlenkungseite) 4. Gleitleisten nach oben entfernen und Zahnriemen aus dem Rücklauf entfernen
5. Riemen auf der Motorseite
6. (Motor abziehen , das Vorgehen wie bei Riemen auf der Motorfernen Seite wiederholen
7. Die alten Zahnriemen entfernen
8. Umlenkungen reinigen und Alumiumprofil im Bereich des Zahnriemens saugen 9. Die neuen Zahnriemen in umgekehrter Ausbaureihenfolge einbauen (den Verlauf zwi-
schen den Riemenscheiben und unter der Bandführung einhalten).
Das Band mit der Spannschraube spannen und die Abdeckungen wieder anbauen.
Zu entfernende Abdeckungen
Banddurchgang Zugang zur Spannschraube
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 46
4.3 Schwere Indexierung
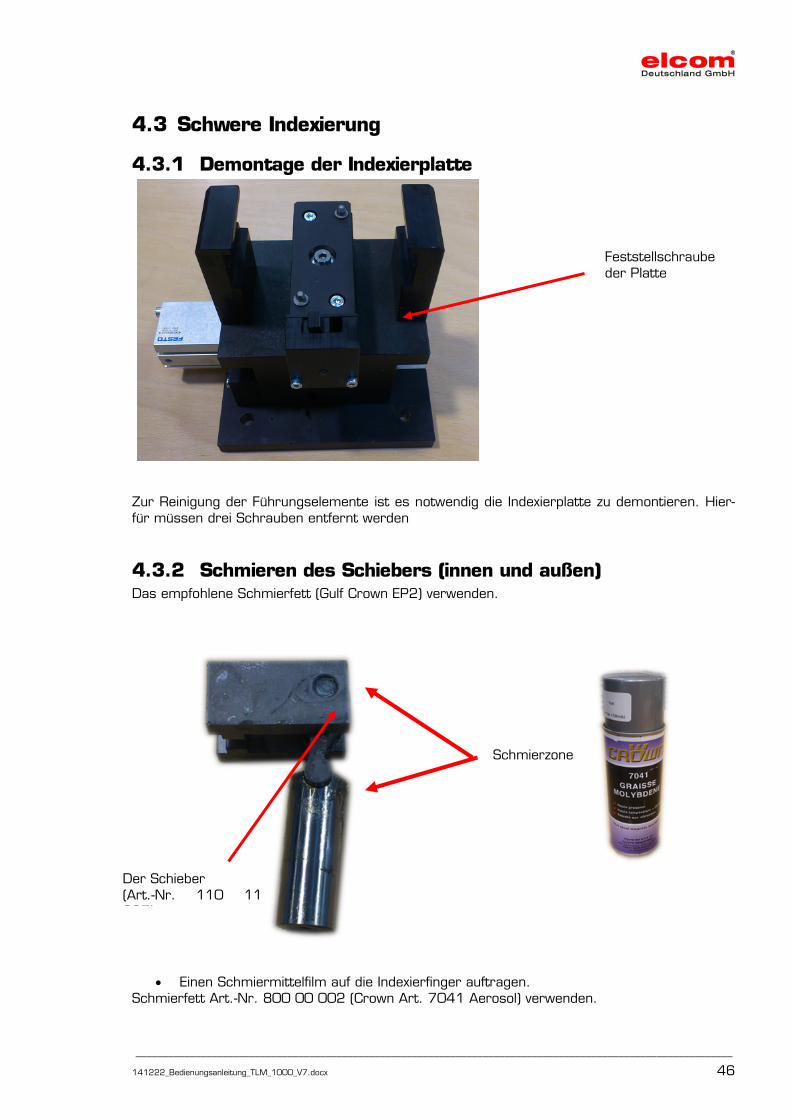
4.3.1 Demontage der Indexierplatte
Zur Reinigung der Führungselemente ist es notwendig die Indexierplatte zu demontieren. Hier-für müssen drei Schrauben entfernt werden
4.3.2 Schmieren des Schiebers (innen und außen) Das empfohlene Schmierfett (Gulf Crown EP2) verwenden.
• Einen Schmiermittelfilm auf die Indexierfinger auftragen. Schmierfett Art.-Nr. 800 00 002 (Crown Art. 7041 Aerosol) verwenden.
Der Schieber (Art.-Nr. 110 11 007)
Schmierzone
Feststellschraube der Platte
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 47
4.3.3 Austausch der Stifte (Locating/Zentriereinrichtung). • Die alten Stifte von der Presse entfernen. • Die neuen Stifte unter Verwendung eines Palettenrohrs als Auflage an der Presse an-
bringen (den Stift in das Rohr einführen, dann beide auf der Indexierplatte positionie-ren).
• Für den Wiedereinbau in umgekehrter Montagereihenfolge vorgehen.
4.4 Standard Indexierung
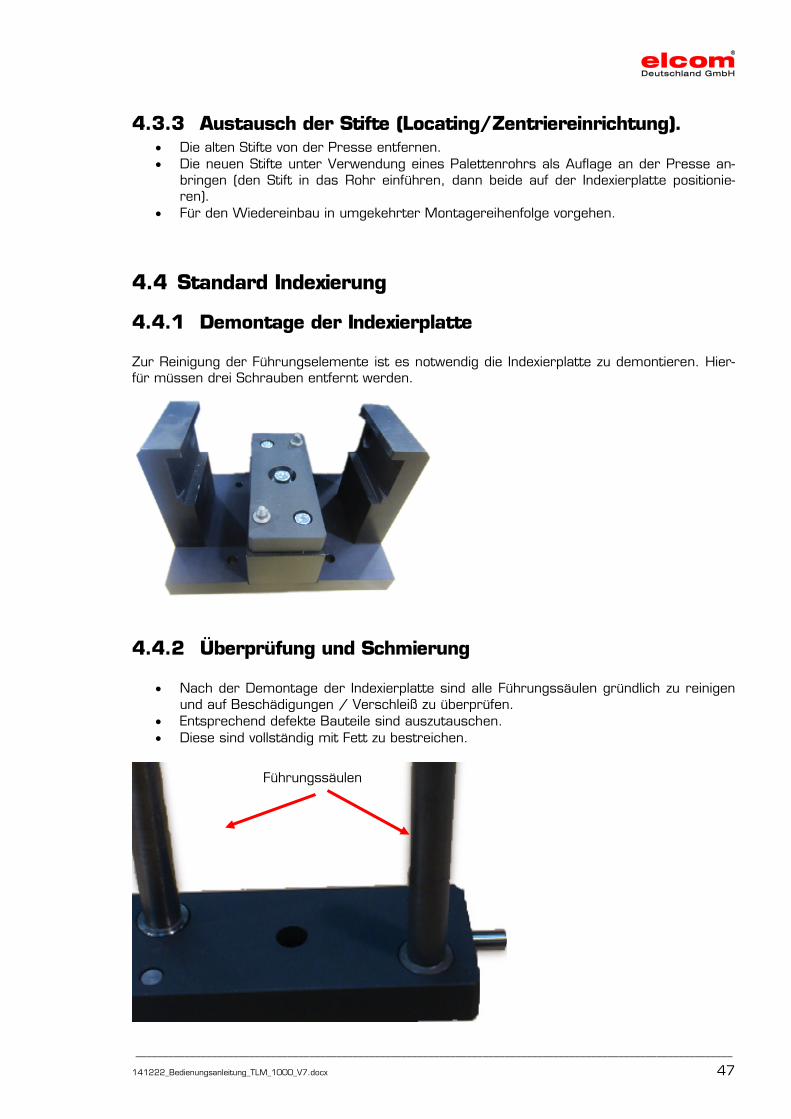
4.4.1 Demontage der Indexierplatte Zur Reinigung der Führungselemente ist es notwendig die Indexierplatte zu demontieren. Hier-für müssen drei Schrauben entfernt werden.
4.4.2 Überprüfung und Schmierung
• Nach der Demontage der Indexierplatte sind alle Führungssäulen gründlich zu reinigen und auf Beschädigungen / Verschleiß zu überprüfen.
• Entsprechend defekte Bauteile sind auszutauschen. • Diese sind vollständig mit Fett zu bestreichen.
Führungssäulen
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 48
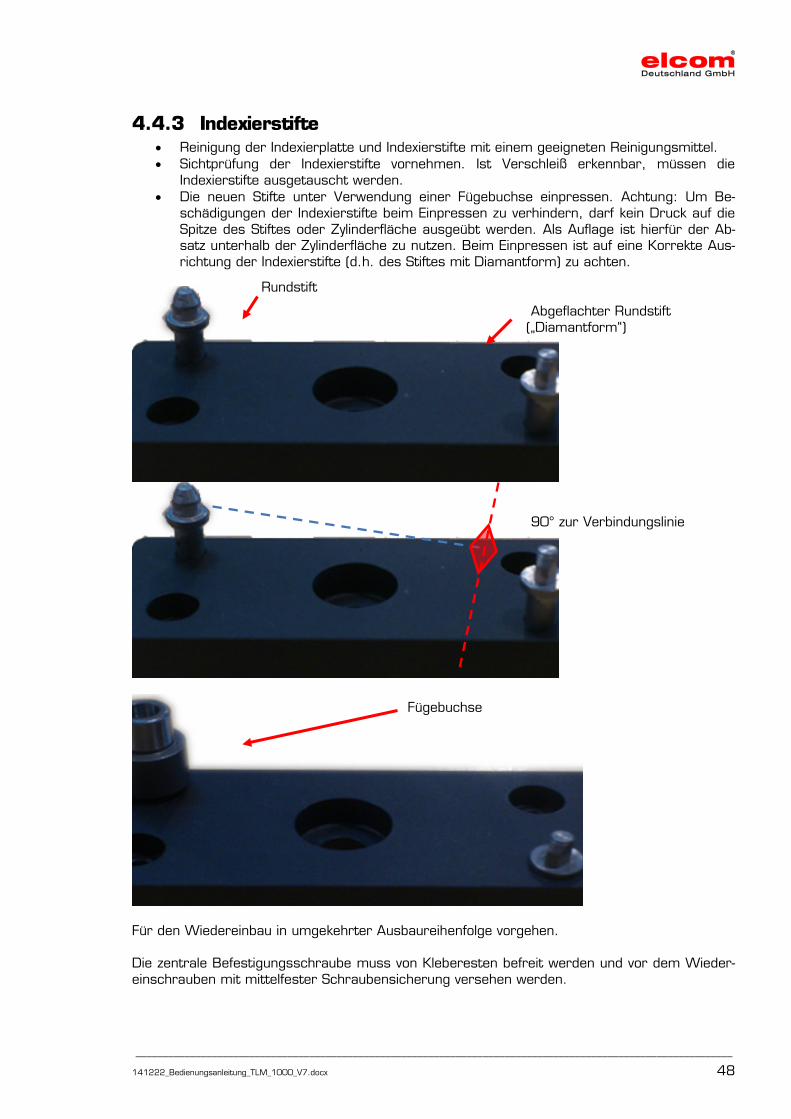
4.4.3 Indexierstifte • Reinigung der Indexierplatte und Indexierstifte mit einem geeigneten Reinigungsmittel. • Sichtprüfung der Indexierstifte vornehmen. Ist Verschleiß erkennbar, müssen die
Indexierstifte ausgetauscht werden. • Die neuen Stifte unter Verwendung einer Fügebuchse einpressen. Achtung: Um Be-
schädigungen der Indexierstifte beim Einpressen zu verhindern, darf kein Druck auf die Spitze des Stiftes oder Zylinderfläche ausgeübt werden. Als Auflage ist hierfür der Ab-satz unterhalb der Zylinderfläche zu nutzen. Beim Einpressen ist auf eine Korrekte Aus-richtung der Indexierstifte (d.h. des Stiftes mit Diamantform) zu achten.
Für den Wiedereinbau in umgekehrter Ausbaureihenfolge vorgehen. Die zentrale Befestigungsschraube muss von Kleberesten befreit werden und vor dem Wieder-einschrauben mit mittelfester Schraubensicherung versehen werden.
Rundstift
Fügebuchse
Abgeflachter Rundstift („Diamantform“)
90° zur Verbindungslinie
______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 49
5 Haftung Die Firma Elcom haftet nicht für Schäden, die auf nicht genehmigte Veränderungen an Bautei-len, insbesondere der Sicherheitsvorrichtungen, zurückzuführen sind. Grundsätzlich gelten unsere allgemeinen Verkaufs- und Lieferbedingungen nach VDMA. Gewähr-leistungs- und Haftungsansprüche bei Personen- und Sachschäden sind ausgeschlossen, wenn sie auf eine oder mehrere der folgenden Ursachen zurückzuführen sind:
• Nicht bestimmungsgemäße Verwendung des Bandsystems • Unsachgemäßes Aufstellen, Inbetriebnahme und Warten des Bandsystems • Betreiben der Förderer bei defekten Sicherheitseinrichtungen oder nicht ordnungsge-
mäß angebrachten, nicht funktionsfähigen Sicherheits- und Schutzvorrichtungen • Nichtbeachtung der Hinweis in der Betriebsanleitung • Eigenmächtige bauliche Veränderung an der Bandstrecke • Mangelhafte Überwachung von Bauteilen, die einem Verschleiß unterliegen • Unsachgemäß durchgeführte Wartungs- oder Reparaturarbeiten
Für die Wartung und die Reparatur dürfen ausschließlich Original-Bauteile verwendet werden. Es gelten die Verkaufs- und Lieferbedingungen der elcom Deutschland GmbH. Elcom behält sich das Recht vor, ohne vorherige Benachrichtigung technische Verbesserungen und Änderungen durchzuführen. Kundendienst Bei Problemen mit einem Elcom Bandförderer können Sie sich gerne an uns wenden. Wir wer-den alles daran setzen, Ihnen zu helfen. Telefon: + 49 2173-2757300 E-Mail: [email protected] Adresse: elcom Deutschland GmbH Winkelsweg 178-180 40764 Langenfeld Bitte notieren Sie vor einer Kontaktaufnahme die Seriennummer auf dem Etikett Ihrer Förderan-lage.

______________________________________________________________________________________________________________
141222_Bedienungsanleitung_TLM_1000_V7.docx 50
6 Anhänge