Industrie 4.0 - produktionstechnik.at · INCONEL Typische Bauteile und Materialien •...
45
Industrie 4.0 - Die intelligente Fabrik der Zukunft Kongress 07. - 08. Mai 2014 Messe Wien
Transcript of Industrie 4.0 - produktionstechnik.at · INCONEL Typische Bauteile und Materialien •...
Industrie 4.0 -Die intelligente Fabrik der Zukunft
Kongress 07. - 08. Mai 2014Messe Wien
Bearbeitung von Stahlspritzschichten und Turboladern
Einführung
Reiben moderner Sintermetallführungen
Fräsen von Aluminiumhybridbauteilen
Bohren von Titan und Inconel
Trochoidales Fräsen schwer zerspanbarer Werkstoffe
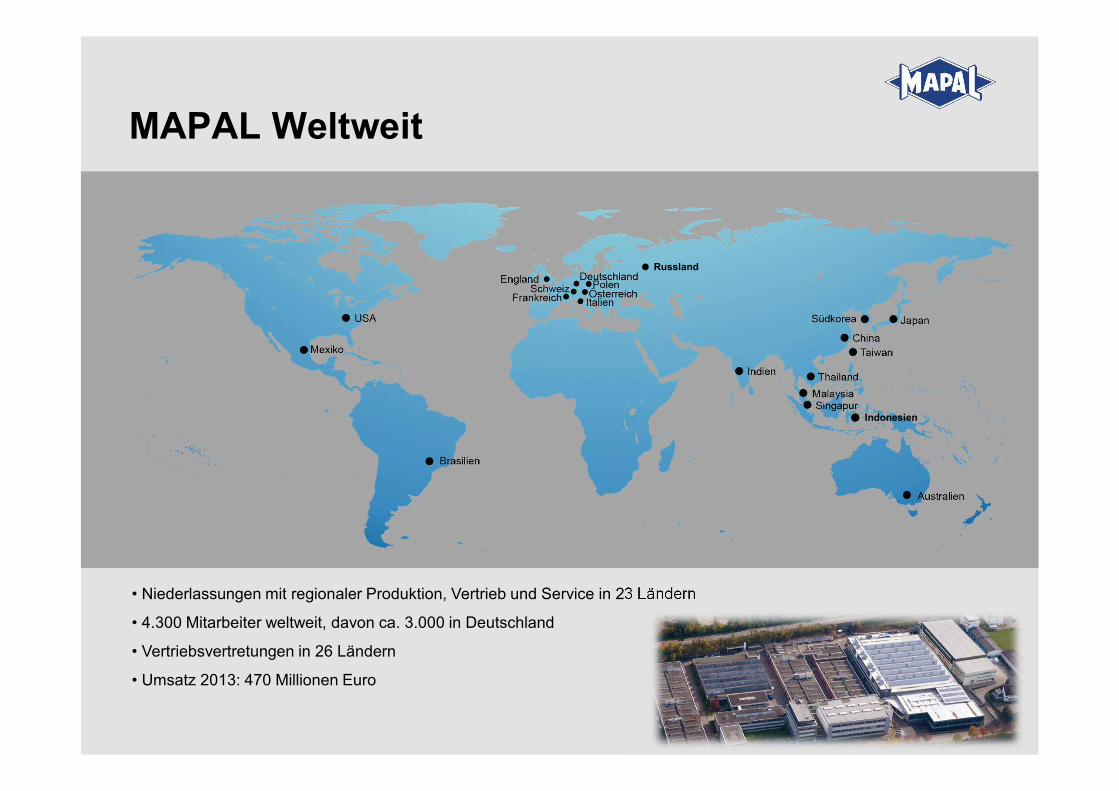
MAPAL Weltweit
• Niederlassungen mit regionaler Produktion, Vertrieb und Service in 23 Ländern
• 4.300 Mitarbeiter weltweit, davon ca. 3.000 in Deutschland
• Vertriebsvertretungen in 26 Ländern
• Umsatz 2013: 470 Millionen Euro
Russland
Indonesien

Werkzeuge mit Wendeplatten
Feste Werkzeuge
Spanntechnik Mechatronische Systeme
Services
Unsere Kompetenzen

Mitarbeiter und Maschinen Versuch & Entwicklung in Aalen
Ingenieure : 15
Techniker: 15
Fachpersonal: 6
Versuchsmaschinen: 11
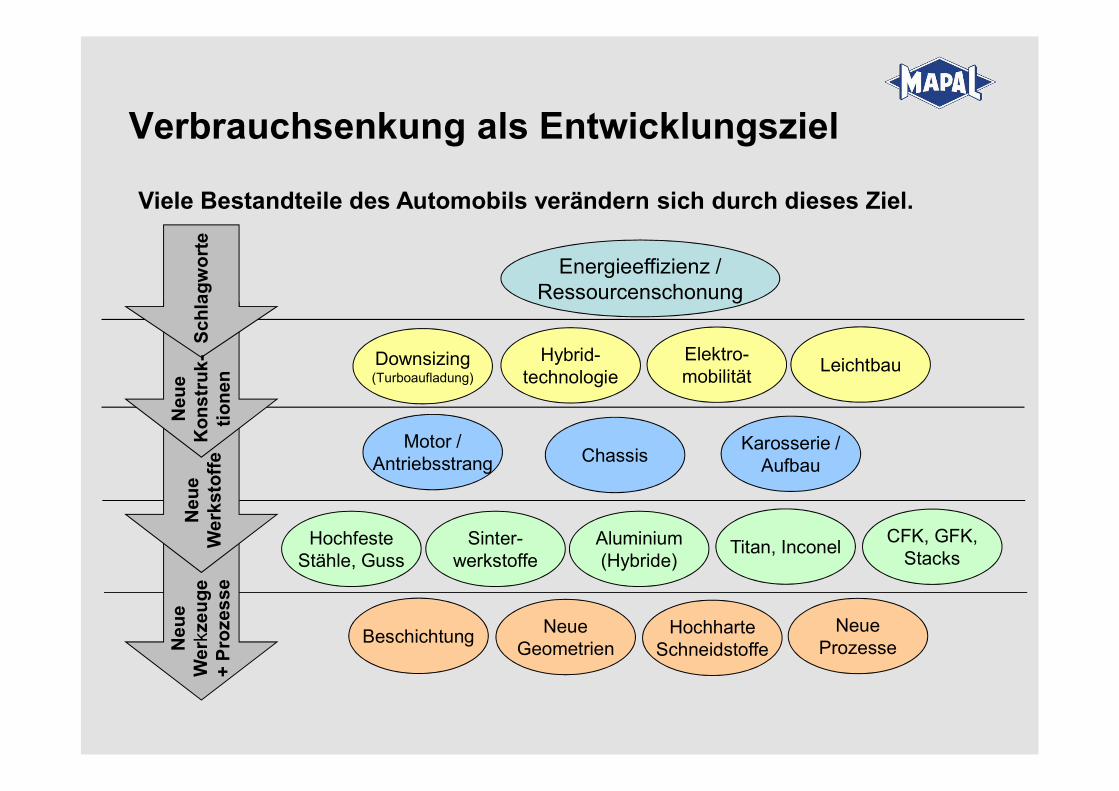
Viele Bestandteile des Automobils verändern sich durch dieses Ziel.
Energieeffizienz /Ressourcenschonung
Downsizing(Turboaufladung)
Hybrid-technologie
Elektro-mobilität
Sinter-werkstoffe
HochfesteStähle, Guss
CFK, GFK,StacksTitan, InconelAluminium
(Hybride)
Motor /Antriebsstrang
Karosserie /AufbauChassis
HochharteSchneidstoffe
Beschichtung NeueGeometrien
NeueProzesse
Leichtbau
Schl
agw
orte
Neu
eK
onst
ruk-
tione
nN
eue
Wer
ksto
ffe
Neu
eW
erkz
euge
+ Pr
ozes
se
Verbrauchsenkung als Entwicklungsziel
Bearbeitung von Stahlspritzschichten und Turboladern
Einführung
Reiben moderner Sintermetallführungen
Fräsen von Aluminiumhybridbauteilen
Bohren von Titan und Inconel
Trochoidales Fräsen schwer zerspanbarer Werkstoffe

Technologie für zukünftige Verbrennungsmotoren
• Strukturieren der Zylinderfläche im Aluminium vor dem Lichtbogen-Draht-Spritzen
• Gute Schichthaftung durch Verkrallen der Schicht• Feinbearbeitung der harten LDS-Schicht• Hohe Anforderung durch inhomogenen Schichtaufbau
MAPAL Werkzeugsysteme für LDS / PVA-Schichten

Aktivierung der Oberfläche
Strukturierverfahren für LDS-Schichten
Abdrücke von strukturierten Oberflächen
Luft
Aluminium
Luft
Aluminium
Luft
Aluminium
Reibschneide
Strukturschneide
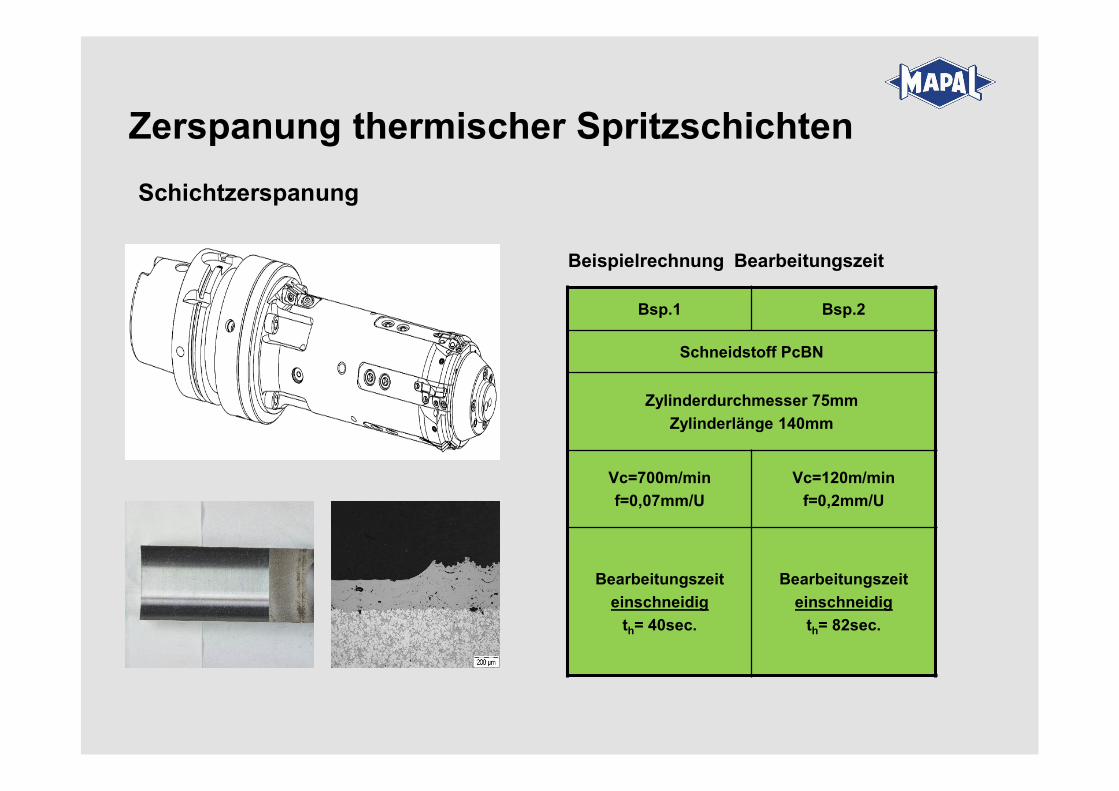
Schichtzerspanung
Zerspanung thermischer Spritzschichten
Beispielrechnung Bearbeitungszeit
Bsp.1 Bsp.2
Schneidstoff PcBN
Zylinderdurchmesser 75mmZylinderlänge 140mm
Vc=700m/minf=0,07mm/U
Vc=120m/minf=0,2mm/U
Bearbeitungszeiteinschneidig
th= 40sec.
Bearbeitungszeiteinschneidig
th= 82sec.
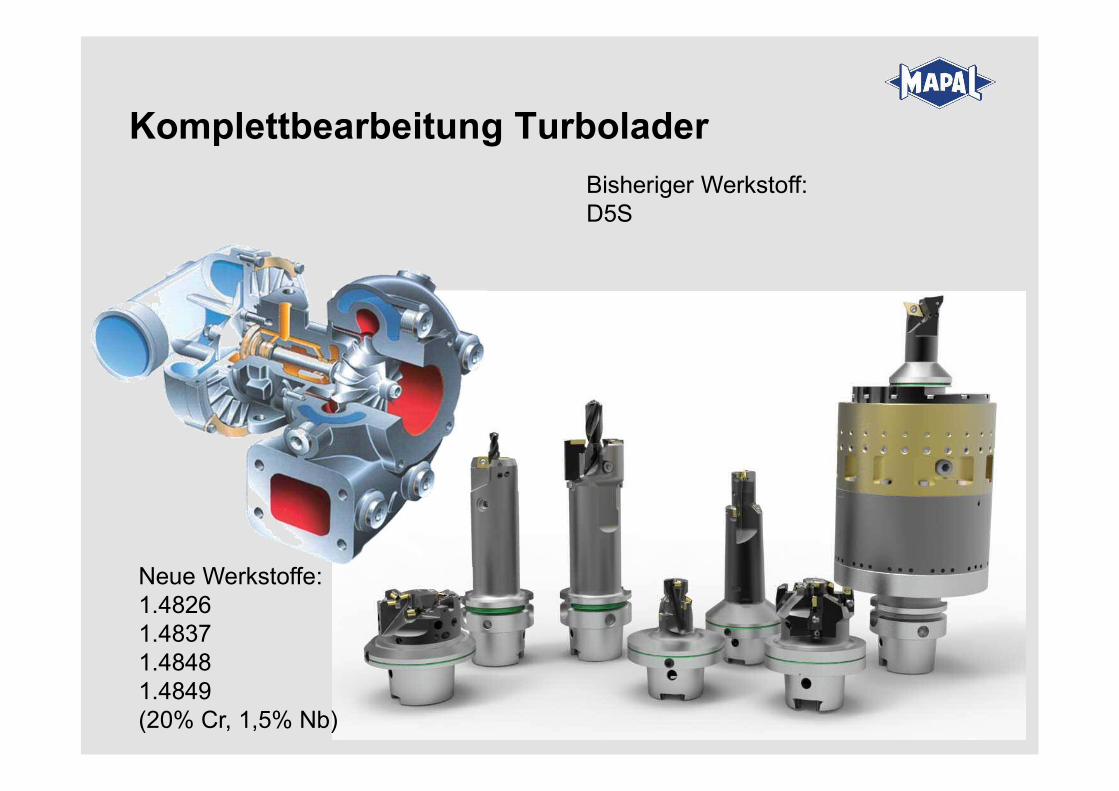
Komplettbearbeitung TurboladerBisheriger Werkstoff:D5S
Neue Werkstoffe:1.48261.48371.48481.4849(20% Cr, 1,5% Nb)

Bearbeitung Turbolader Steuerbohrung
30270430
Bohren: Standzeit 350 Teilevc: 65 m/min
n: 1370 U/min
f: 0,16 mm/U
Reiben: Standzeit 1700 Teilevc: 45 m/min
n: 945 U/min
fz: 0,15 mm/Zahn
f: 1,2 mm/U
Werkstoff:1.4849
MEGA-SPEED-DRILL
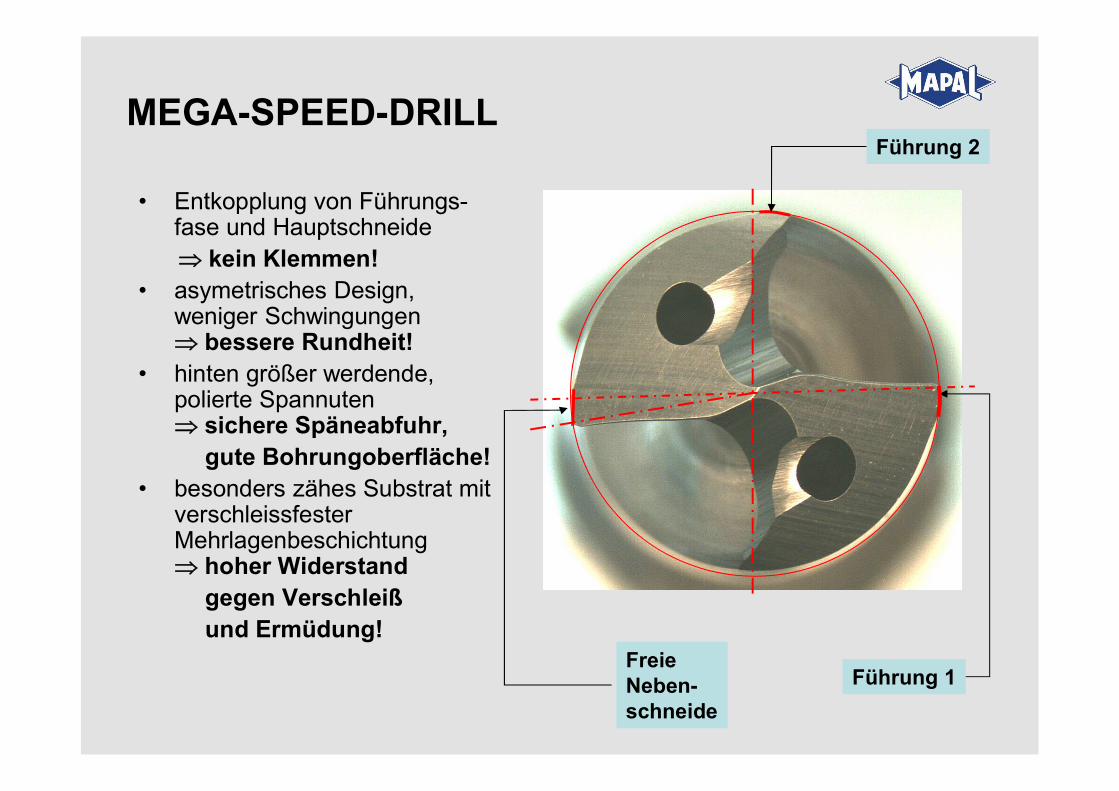
MEGA-SPEED-DRILL
• Entkopplung von Führungs-fase und Hauptschneide kein Klemmen!
• asymetrisches Design, weniger Schwingungen bessere Rundheit!
• hinten größer werdende, polierte Spannuten sichere Späneabfuhr,
gute Bohrungoberfläche!• besonders zähes Substrat mit
verschleissfesterMehrlagenbeschichtung hoher Widerstand
gegen Verschleiß und Ermüdung!
Führung 2
Führung 1Freie Neben-schneide

Bearbeitung Turbolader Abgasseite-Vorbearbeitung
T103-OP10 / Mat. Nr. 30522371WP Präzisions-Aufbohrwerkzeug
Schnittdaten: • Ø49/70,5/73/90mm: vc = 70m/min
Fase 10° f = 0,4mm/U
Bearbeitung von Stahlspritzschichten und Turboladern
Einführung
Reiben moderner Sintermetallführungen
Fräsen von Aluminiumhybridbauteilen
Bohren von Titan und Inconel
Trochoidales Fräsen schwer zerspanbarer Werkstoffe

• Extrem harte Sinterwerkstoffe • Neue Anforderungen
durch hohe Verdichtung, Turboaufladung, Gasmotoren • Winkeltoleranzen an der Dichtfase• Kleinere Durchmesser in Ventilsitz und -führung• Koaxialität von Führung und Sitz• Verfügbare Maschinen und Personal• Produzierte Stückzahlen• Ein- oder Mehrspindelmaschinen
Auslöser sind neue Treibstoffe und kleinere Abmessungen
Zylinderkopftechnologie ändert sich
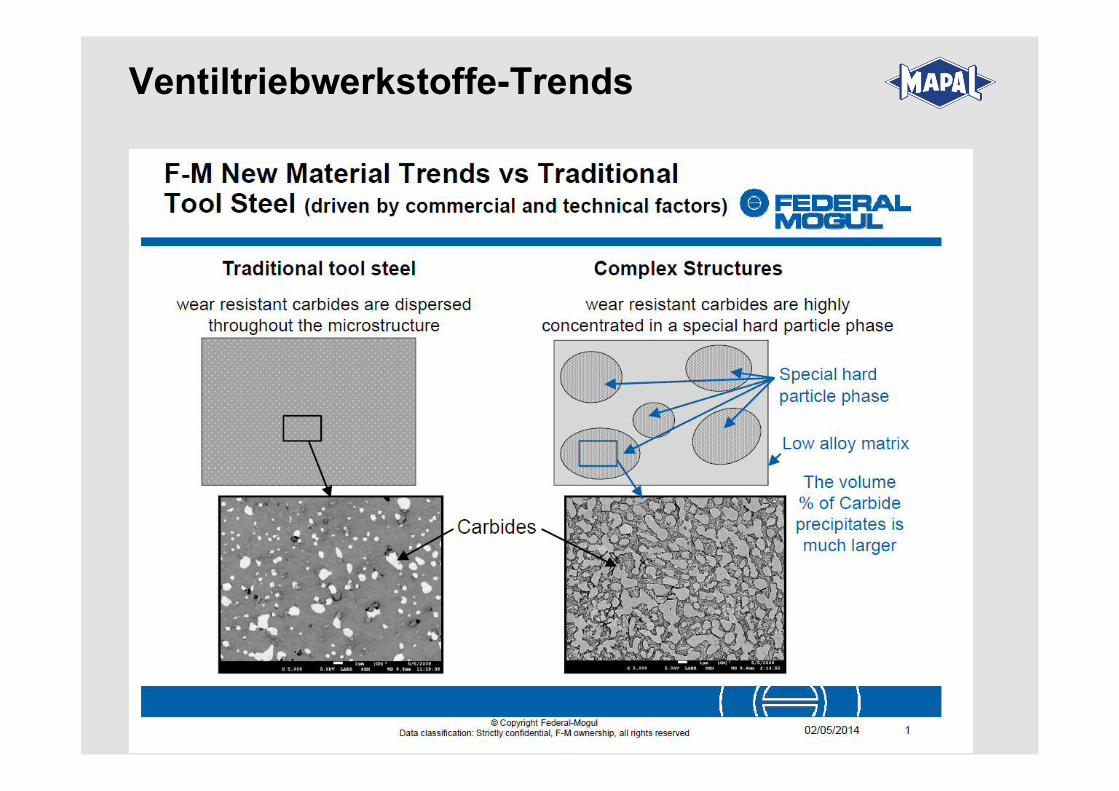
Ventiltriebwerkstoffe-Trends
Vertraulich© MAHLE
PKW-Otto- und Dieselmotoren
Motorenentwicklung Erhöhte spezifische Leistung durch Downsizing Erhöhte Anforderungen durch Umsetzung der Abgasvorschriften (Euro 6, RDE, WLTP), insbesondere bezüglich CO2-
Emissionen:
Extreme thermische Beanspruchung, z.B. durch Umsetzung von Lambda-1 zur Erzielung einer optimierten Verbrennung (Ottomotoren)
Vermehrter Einsatz von alternative Kraftstoffen (Alkohol E10-E85, LPG, CNG) bei Ottomotoren
Vermehrter Einsatz von zweistufige Aufladung, erhöhter Spitzendruck bei Dieselmotoren
Erhöhter Einsatz von Abgasrückführung über das gesamte Motorenkennfeld bei Dieselmotoren
Saubere Verbrennung, d.h. reduzierte Schmierwirkung von Verbrennungsprodukten bei Dieselmotoren
Entwicklungen Ventilsitzring & Ventilführung Hochverschleißfeste Werkstoffkonzepte, die auch unter reduzierten Schmierbedingungen (reduzierte
Verbrennungsprodukte) ausreichende Verschleißbeständigkeit aufweisen
Einlass VSR: kostenoptimierter, pulvermetallurgisch hergestellte VSR ohne Cu-Infiltration, erhöhter Co-Anteil zur Erhöhung der Festigkeit und Verringerung der Adhäsionsneigung sowie speziellen Hartphasen zur Verbesserung des Verschleißverhaltens → hohe Anforderungen an Bearbeitbarkeit aufgrund durch Sinterporen unterbrochenem Schnitt
Auslass VSR: erhöhter Anteil von pulvermetallurgisch hergestellten VSR mit Cu-Infiltration auf Basis neuartiger Tool-Steels mit speziellen intermetallischen Phasen und Festschmierstoffen mit erhöhter Härte und Warmdruckfestigkeit → hohe Anforderungen an Bearbeitbarkeit aufgrund von inhomogener Gefügestruktur
Ein- & Auslass VF: neuartiges VF-Konzept mit bainitischem Gefüge sowie verschleißmindernder Hartphase sowie verbesserten Notlaufeigenschaften unter Mangelschmierung; erhöhte Warmfestigkeit im Verglich zu konventionellen VF-Werkstoffen
MAHLE Ventiltrieb GmbH, EEV80ST, Heiko Heckendorn, 02. Mai 2014
Vertraulich© MAHLE
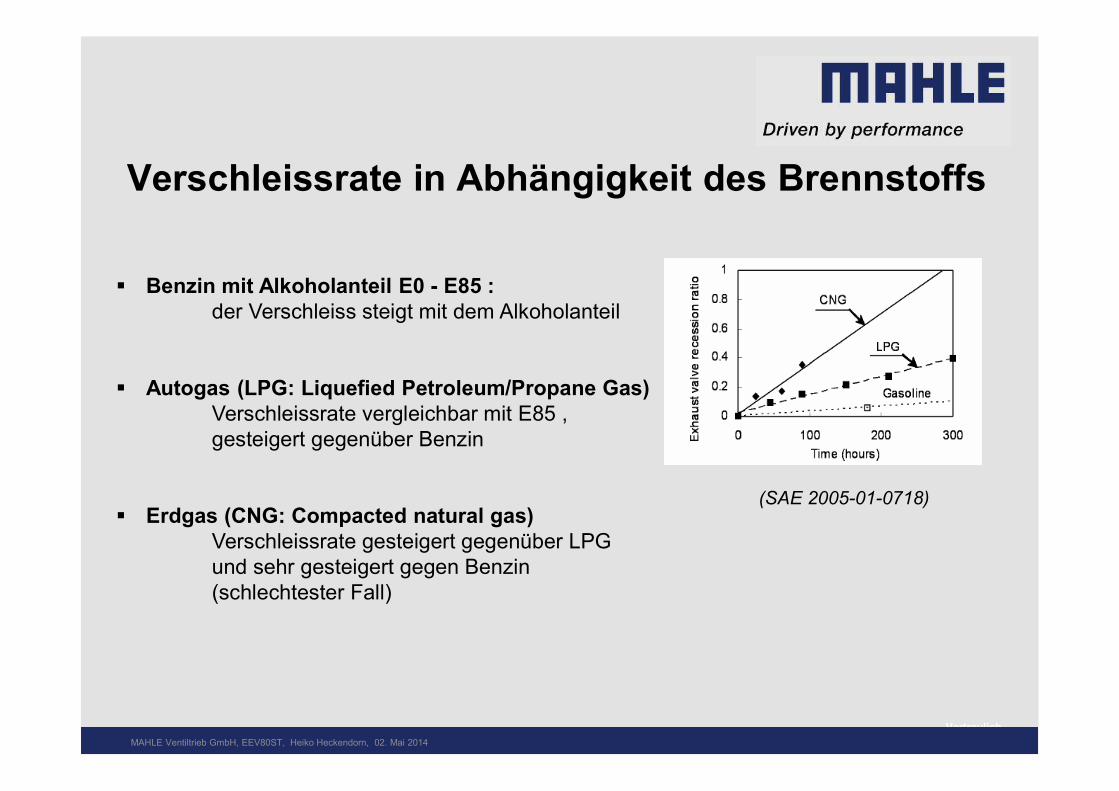
Verschleissrate in Abhängigkeit des Brennstoffs
(SAE 2005-01-0718)
Benzin mit Alkoholanteil E0 - E85 : der Verschleiss steigt mit dem Alkoholanteil
Autogas (LPG: Liquefied Petroleum/Propane Gas) Verschleissrate vergleichbar mit E85 , gesteigert gegenüber Benzin
Erdgas (CNG: Compacted natural gas)Verschleissrate gesteigert gegenüber LPG und sehr gesteigert gegen Benzin(schlechtester Fall)
MAHLE Ventiltrieb GmbH, EEV80ST, Heiko Heckendorn, 02. Mai 2014
Vertraulich© MAHLE
NFZ-Motoren
Motorenentwicklung Nach Einführung von Euro 6 in 2013 sind keine weiteren Emissionsanpassung geplant (Änderungen in Europa
erwartet, z.B. mögliche CO2-Begrenzung)
Total Cost of Ownership (TCO) wird zukünftig der Haupttreiber für Entwicklungen sein
Trends:
Erhöhter Mitteldruck bis zu 28-30 bar und erhöhte spezifische Auslastung
Vermehrter Einsatz von alternative Kraftstoffen, z.B. Biogas, LNG, CNG
Entwicklungen Ventilsitzring & Ventilführung Hochverschleißfeste Werkstoffkonzepte mit erhöhter thermischer Beständigkeit und Eignung für alternative Kraftstoffe,
d.h. ausreichende Verschleißbeständigkeit unter reduzierten Schmierbedingungen
Einlass VSR: Verschleißfeste, hochlegierte martenitische Werkstoffe auf FE-Basis mit hoher Warmfestigkeit und Warmhärte (50-60 HRC); auch: erhöhte Relaxationsbeständigkeit
Auslass VSR: Vermehrter Einsatz von hochverschleißfesten Sonderlegierungen auf Co-Basis, hergestellt über pulvermetallurgische Verfahren, mit optimierter Bearbeitbarkeit gegenüber äquivalenter konventioneller Gusswerkstoffe; Härte 45-55 HRC, extrem hohe Warmdruckfestigkeit (Anm. diese Werkstoffkonzepte werden z.T. auch im Einlass benötigt)
Ein- & Auslass VF: neuartiges VF-Konzept mit bainitischem Gefüge sowie verschleißmindernder Hartphase sowie verbesserten Notlaufeigenschaften unter Mangelschmierung; erhöhte Warmfestigkeit im Vergleich zu konventionellen VF-Werkstoffen = Pkw-Otto- und Dieselmotoren
MAHLE Ventiltrieb GmbH, EEV80ST, Heiko Heckendorn, 02. Mai 2014
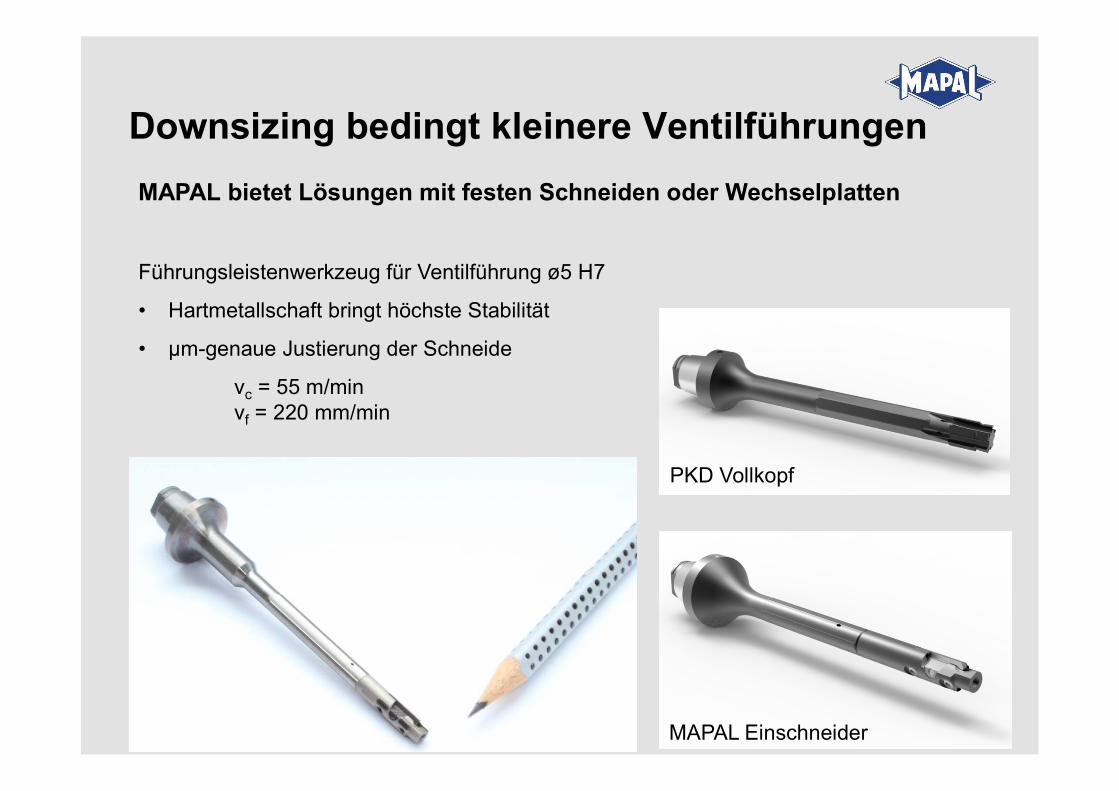
MAPAL bietet Lösungen mit festen Schneiden oder Wechselplatten
Führungsleistenwerkzeug für Ventilführung ø5 H7
• Hartmetallschaft bringt höchste Stabilität
• µm-genaue Justierung der Schneide
vc = 55 m/minvf = 220 mm/min
MAPAL Einschneider
PKD Vollkopf
Downsizing bedingt kleinere Ventilführungen
Bearbeitung von Stahlspritzschichten und Turboladern
Einführung
Reiben moderner Sintermetallführungen
Fräsen von Aluminiumhybridbauteilen
Bohren von Titan und Inconel
Trochoidales Fräsen schwer zerspanbarer Werkstoffe

HP-FaceMill Ø 125mm ; z = 22; R=0,6mm
HP-FaceMill Ø125 ; z = 22; R=0,6mm
n = 230 1/minvc = 90 m/minfz = 0,10 mmvf = 500 mm/min
Ergebnis: Rz < 8 µm
Geforderte Ebenheit und Parallelität werden problemlos erreichtStandzeit: 6000 Teile
Problemlösung:Durch geringe vc, PKD, positiven Spanwinkel
und Emulsion
Mischbearbeitung

Bedplate (Kurbelwellenträger) AlSi9 / Sint D30Planfräsen mit Oberflächenqualität Rz < 4 µmEckmesserkopf mit Durchmesser 160 mm
KSS: Minimalmengenschmierung
Problem:Aufbauschneidenbildung durch
Si und C führt zu Riefen
Bi-Metall Fräsen mit MMS
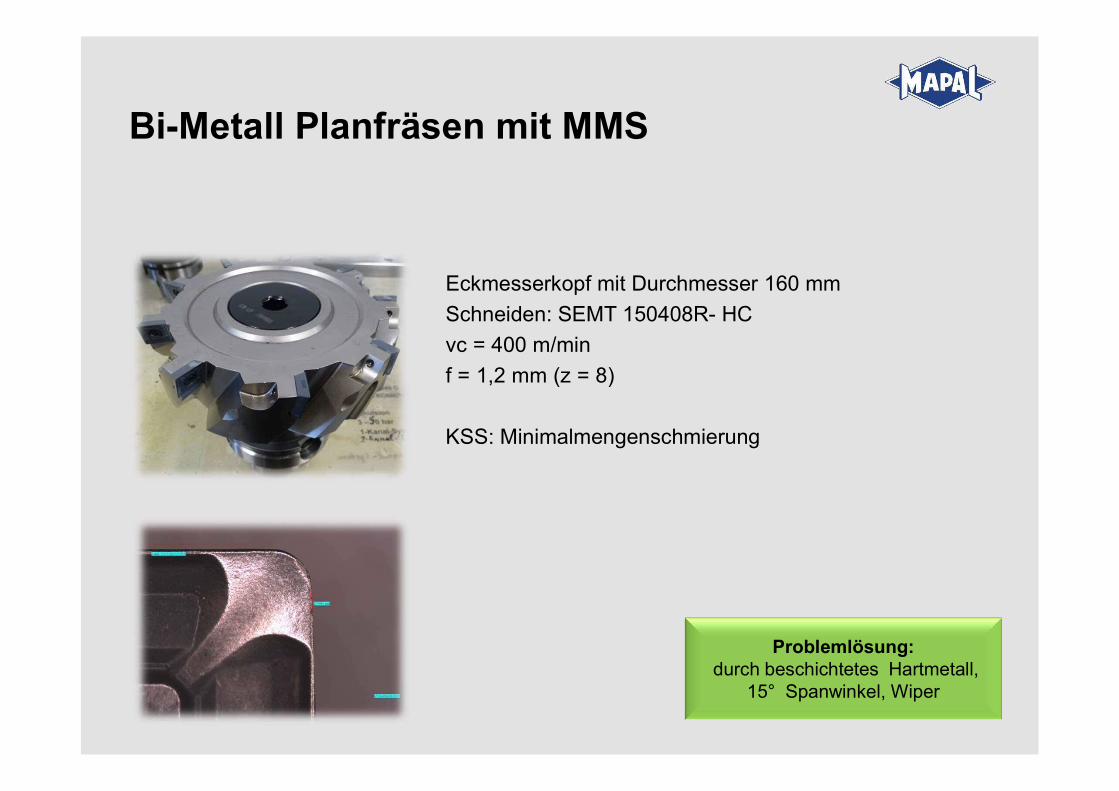
Eckmesserkopf mit Durchmesser 160 mmSchneiden: SEMT 150408R- HCvc = 400 m/min f = 1,2 mm (z = 8)
KSS: Minimalmengenschmierung
Problemlösung:durch beschichtetes Hartmetall,
15° Spanwinkel, Wiper
Bi-Metall Planfräsen mit MMS
Bearbeitung von Stahlspritzschichten und Turboladern
Einführung
Reiben moderner Sintermetallführungen
Fräsen von Aluminiumhybridbauteilen
Bohren von Titan und Inconel
Trochoidales Fräsen schwer zerspanbarer Werkstoffe
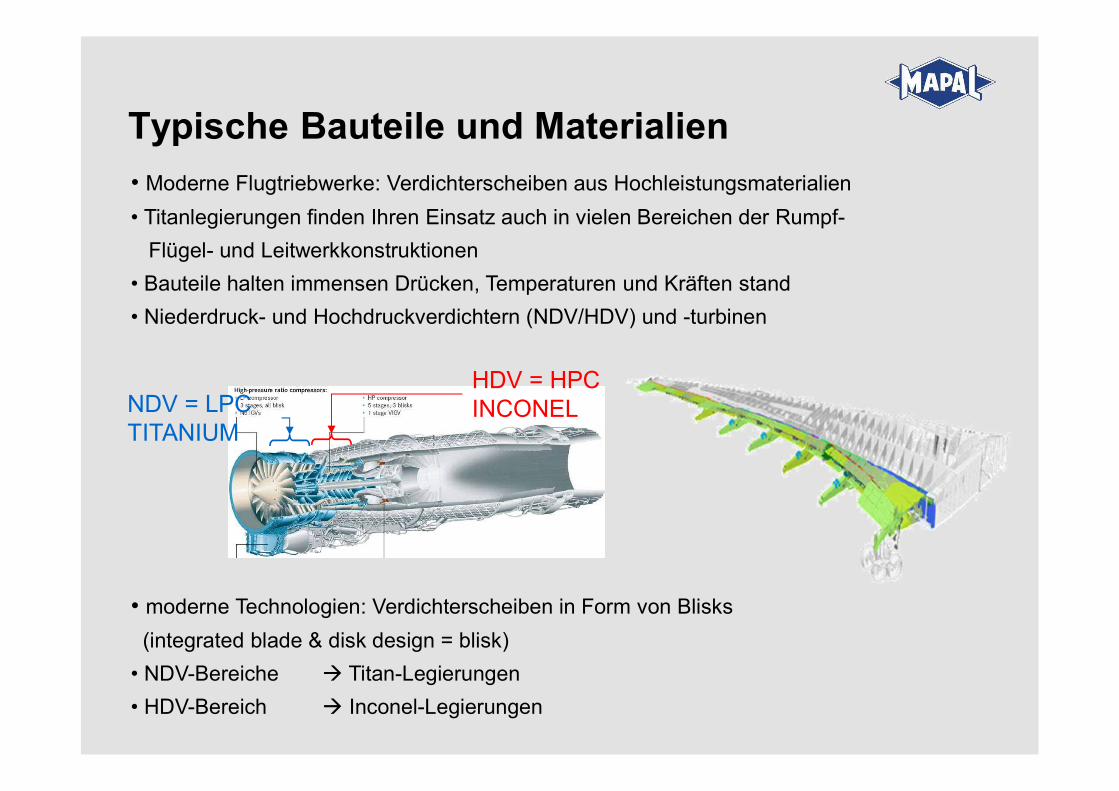
• Moderne Flugtriebwerke: Verdichterscheiben aus Hochleistungsmaterialien • Titanlegierungen finden Ihren Einsatz auch in vielen Bereichen der Rumpf-
Flügel- und Leitwerkkonstruktionen • Bauteile halten immensen Drücken, Temperaturen und Kräften stand• Niederdruck- und Hochdruckverdichtern (NDV/HDV) und -turbinen
• moderne Technologien: Verdichterscheiben in Form von Blisks(integrated blade & disk design = blisk)
• NDV-Bereiche Titan-Legierungen• HDV-Bereich Inconel-Legierungen
NDV = LPCTITANIUM
HDV = HPCINCONEL
Typische Bauteile und Materialien
• Inconelwerkstoffe (600, 617, 625, 718 etc.) sind Nickelbasislegierungen, bestehend aus Ni (50.. 70%), Cr (14.. 24%), Co (..15%), Mo (.. 10%), Nb (.. 5%)
hohe Oxidations-, Korrosions- und Temperaturbeständigkeit
hohe Zugfestigkeiten bis max. 1200 N/mm² und Zähigkeit bei relativ geringerHärte (max. 300 HV30).
Materialeigenschaften Inconelwerkstoffe
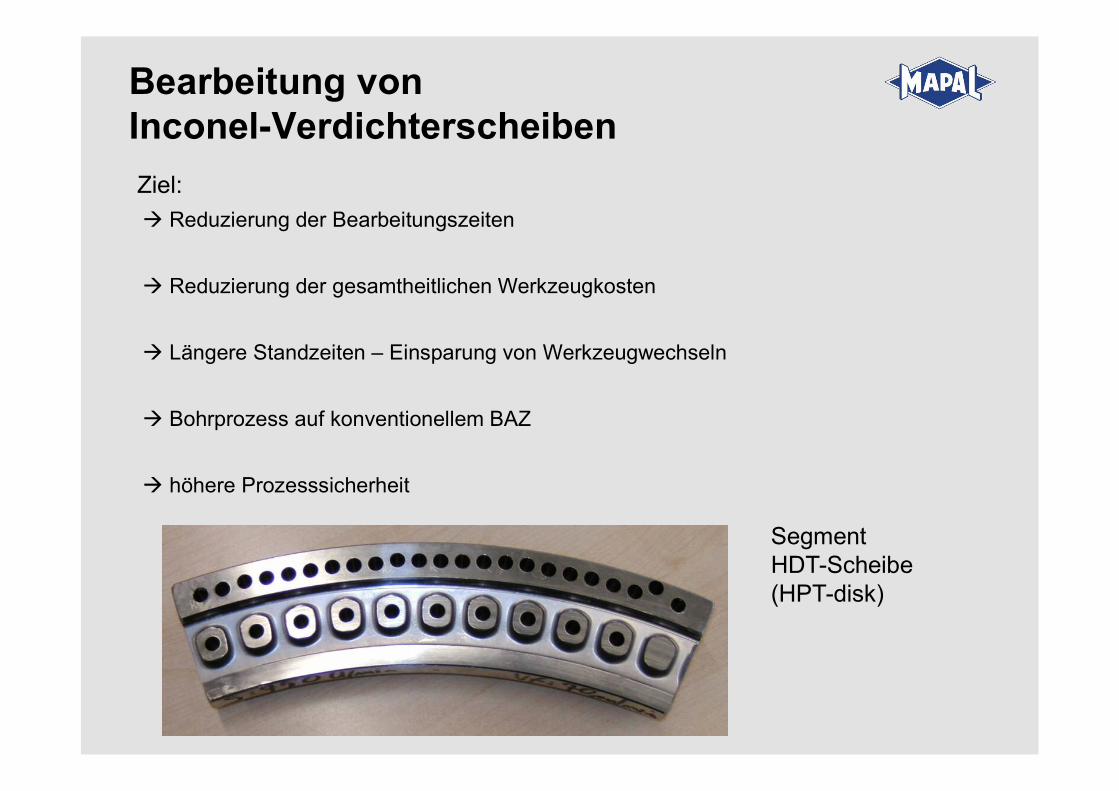
Ziel: Reduzierung der Bearbeitungszeiten
Reduzierung der gesamtheitlichen Werkzeugkosten
Längere Standzeiten – Einsparung von Werkzeugwechseln
Bohrprozess auf konventionellem BAZ
höhere Prozesssicherheit
Segment HDT-Scheibe(HPT-disk)
Bearbeitung von Inconel-Verdichterscheiben
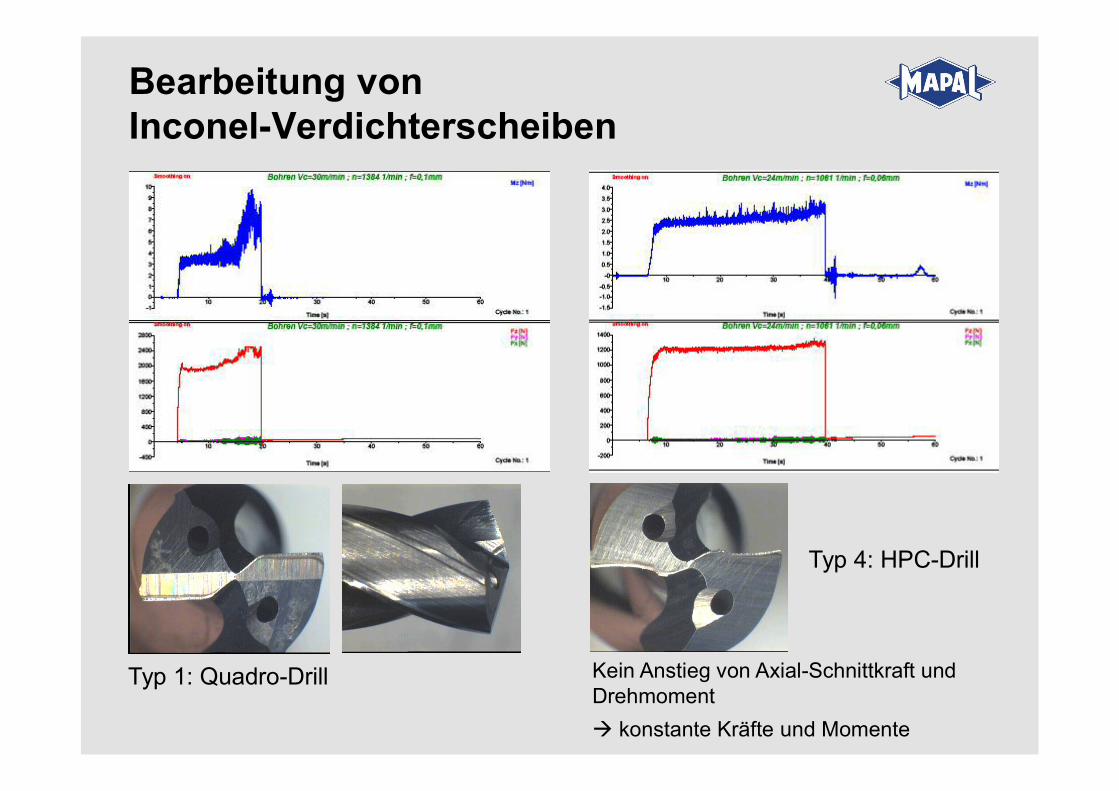
Typ 1: Quadro-Drill
Typ 4: HPC-Drill
Kein Anstieg von Axial-Schnittkraft und Drehmoment konstante Kräfte und Momente
Bearbeitung von Inconel-Verdichterscheiben
• Ti-Legierungen ( z.B. TiAl6V4) enthalten neben Titan hauptsächlich Aluminiumund Vanadium hohe Korrosionsbeständigkeit, hohe Zähigkeit, hohe Zugfestigkeit (~1200 N/mm²) bei geringer Dichte und Härte
• Inconel- und Ti-Legierungen sind infolge der hohen Zähigkeiten bei gleichzeitighohen Festigkeitswerten schwer zerspanbar
schlechte Spanbildung (Aufbauschneide, lange Wickelspäne) hohe Wärmeentwicklung (Schneidendeformation)
Materialeigenschaften Ti-Legierungen
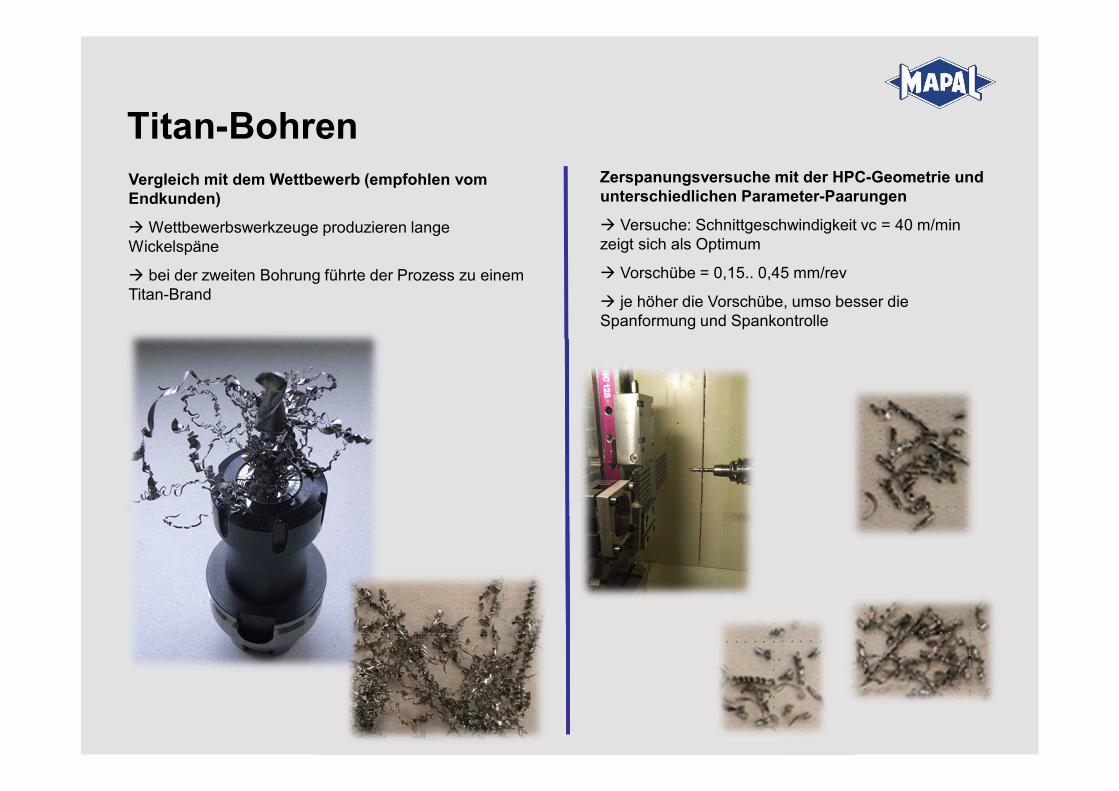
Vergleich mit dem Wettbewerb (empfohlen vom Endkunden)
Wettbewerbswerkzeuge produzieren lange Wickelspäne
bei der zweiten Bohrung führte der Prozess zu einem Titan-Brand
Zerspanungsversuche mit der HPC-Geometrie und unterschiedlichen Parameter-Paarungen
Versuche: Schnittgeschwindigkeit vc = 40 m/min zeigt sich als Optimum
Vorschübe = 0,15.. 0,45 mm/rev
je höher die Vorschübe, umso besser die Spanformung und Spankontrolle
Titan-Bohren
Bearbeitung von Stahlspritzschichten und Turboladern
Einführung
Reiben moderner Sintermetallführungen
Fräsen von Aluminiumhybridbauteilen
Bohren von Titan und Inconel
Trochoidales Fräsen schwer zerspanbarer Werkstoffe
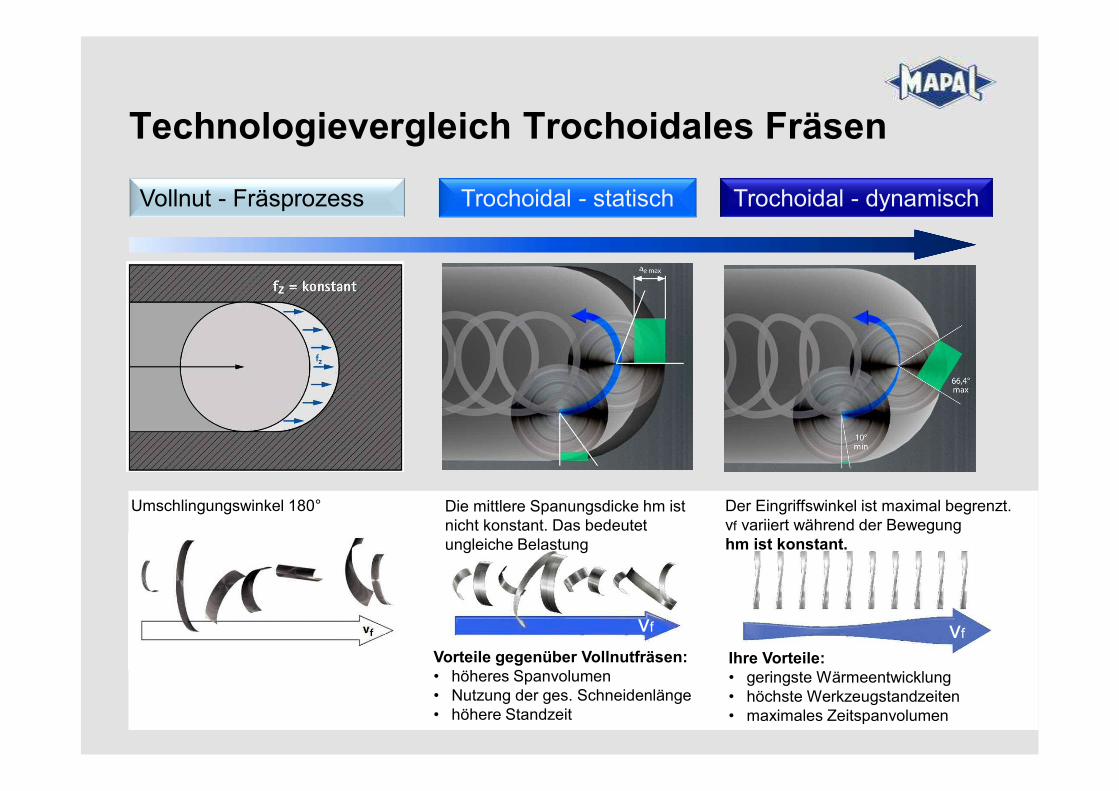
Vollnut - Fräsprozess Trochoidal - statisch Trochoidal - dynamisch
Technologievergleich Trochoidales Fräsen
Die mittlere Spanungsdicke hm ist nicht konstant. Das bedeutet ungleiche Belastung
Vorteile gegenüber Vollnutfräsen:• höheres Spanvolumen• Nutzung der ges. Schneidenlänge• höhere Standzeit
Umschlingungswinkel 180° Der Eingriffswinkel ist maximal begrenzt. vf variiert während der Bewegung hm ist konstant.
Ihre Vorteile:• geringste Wärmeentwicklung• höchste Werkzeugstandzeiten• maximales Zeitspanvolumen
vf vf
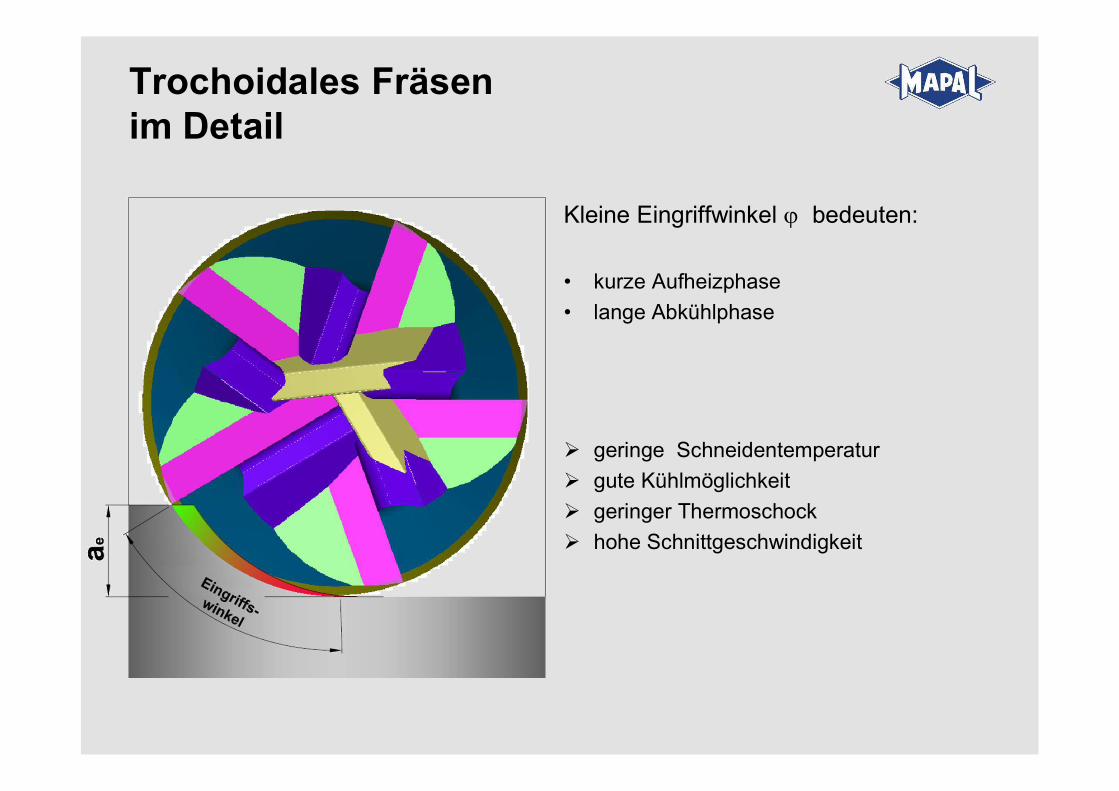
Kleine Eingriffwinkel bedeuten:
• kurze Aufheizphase• lange Abkühlphase
geringe Schneidentemperatur gute Kühlmöglichkeit geringer Thermoschock hohe Schnittgeschwindigkeit
Trochoidales Fräsen im Detail
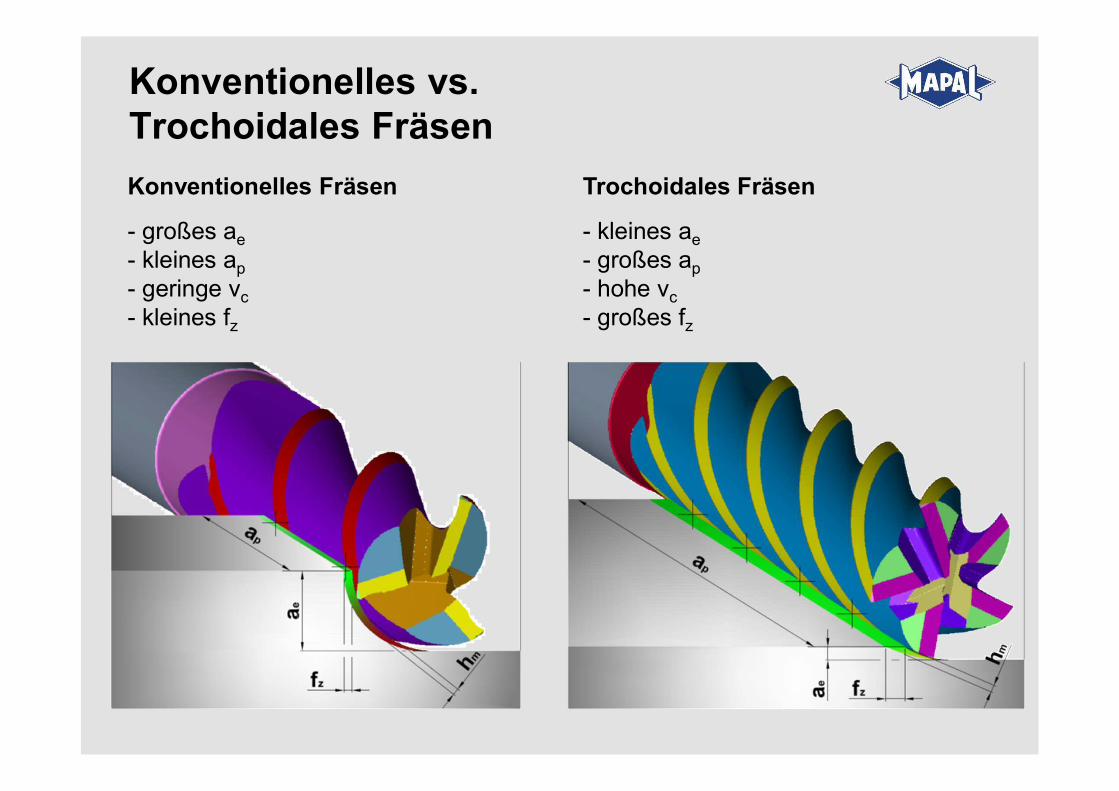
Konventionelles Fräsen
- großes ae- kleines ap - geringe vc - kleines fz
Trochoidales Fräsen
- kleines ae- großes ap - hohe vc - großes fz
Konventionelles vs. Trochoidales Fräsen
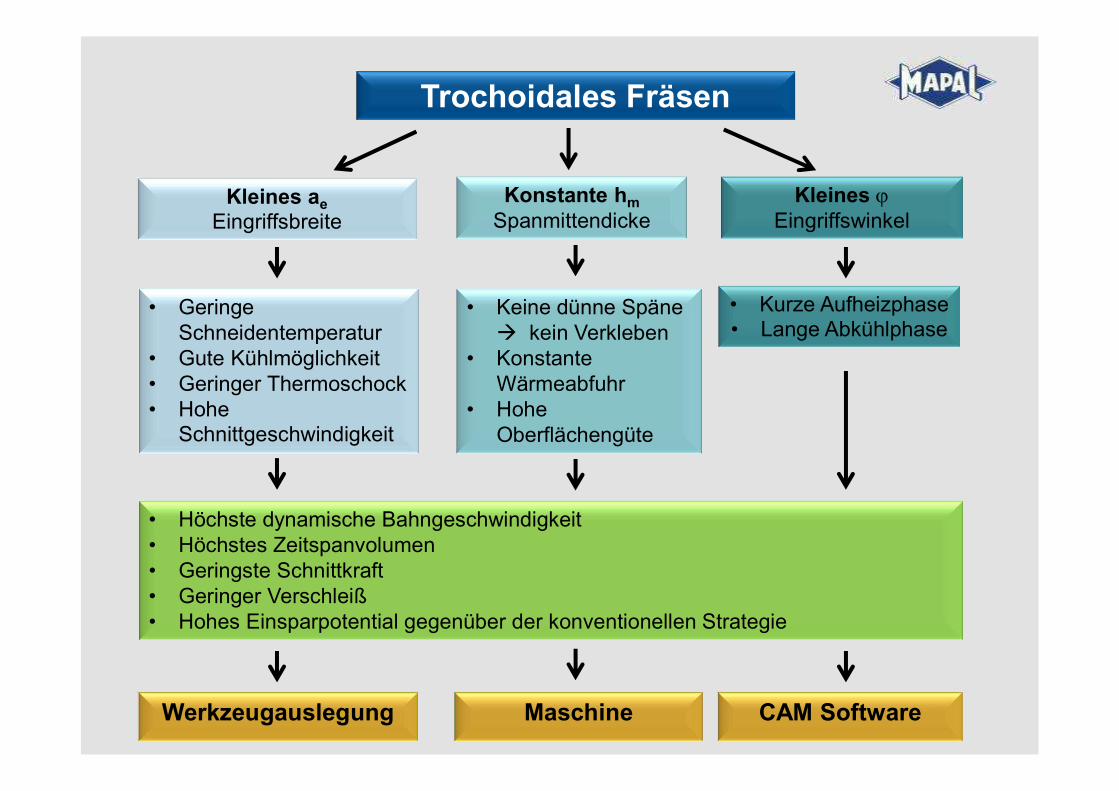
Trochoidales Fräsen
Konstante hmSpanmittendicke
Kleines Eingriffswinkel
Kleines aeEingriffsbreite
• Geringe Schneidentemperatur
• Gute Kühlmöglichkeit• Geringer Thermoschock• Hohe
Schnittgeschwindigkeit
• Keine dünne Späne kein Verkleben
• Konstante Wärmeabfuhr
• Hohe Oberflächengüte
• Kurze Aufheizphase• Lange Abkühlphase
• Höchste dynamische Bahngeschwindigkeit• Höchstes Zeitspanvolumen• Geringste Schnittkraft• Geringer Verschleiß• Hohes Einsparpotential gegenüber der konventionellen Strategie
Werkzeugauslegung CAM SoftwareMaschine
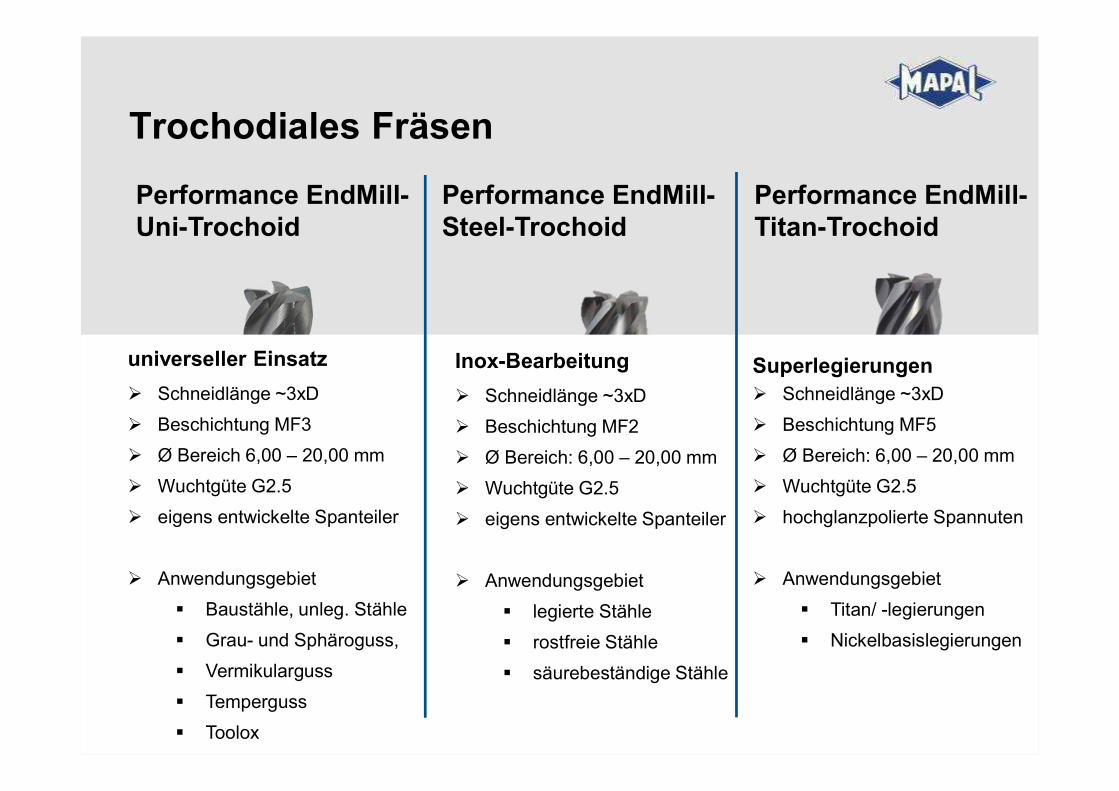
Performance EndMill-Uni-Trochoid
Performance EndMill-Steel-Trochoid
Performance EndMill-Titan-Trochoid
universeller Einsatz Schneidlänge ~3xD Beschichtung MF3 Ø Bereich 6,00 – 20,00 mm Wuchtgüte G2.5 eigens entwickelte Spanteiler
Anwendungsgebiet Baustähle, unleg. Stähle Grau- und Sphäroguss, Vermikularguss Temperguss Toolox
Inox-Bearbeitung Schneidlänge ~3xD Beschichtung MF2 Ø Bereich: 6,00 – 20,00 mm Wuchtgüte G2.5 eigens entwickelte Spanteiler
Anwendungsgebiet legierte Stähle rostfreie Stähle säurebeständige Stähle
Superlegierungen Schneidlänge ~3xD Beschichtung MF5 Ø Bereich: 6,00 – 20,00 mm Wuchtgüte G2.5 hochglanzpolierte Spannuten
Anwendungsgebiet Titan/ -legierungen Nickelbasislegierungen
Trochodiales Fräsen

• Höchste Drehmomentübertragung• Sehr hohe Radialsteifigkeit• Beste Dämpfungseigenschaften• Rundlaufgenauigkeit < 3µm• Verbesserte Thermostabilität
MAPAL beherrscht den GesamtprozessSpannfutter HighTorque Chuck HTC

Material: V2A (1.4301)
Kühlmittel: Luft 6 bar
Werkzeug: PerformanceEndMill-Steel-Trochoid
Schnittdaten Kontur:vc: 250 m/min.
n: 6632 min-1
Spanmittendicke hm: 0,05 mm
vf: ≈ 6000 mm/min
ap: 34 mm
Zeitstudie Vgl. zum Kon. Fräsen:Konventionelles Fräsen: ca. 45-60 minTrochoidales Fräsen: 7,75 minZeitspanvolumen bei konventionellen Fräsen: 7,3 cm³/minZeitspanvolumen bei trochoidalem Fräsen: 49 cm³/min
Trochoidales Fräsen V2A

Material: Ti6Al4V
Kühlmittel: Emulsion
Werkzeug: PerformanceEndMill-Titan-Trochoid
Schnittdaten Kontur:vc: 180 m/min.
n: 4774 min-1
Spanmittendicke hm: 0,07 mm
vf: 2920 mm/min
ap: 34 mm
Trochoidales Fräsen Ti6Al4V

Material: Inconel 718
Kühlmittel: Emulsion
Werkzeug: PerformanceEndMill-Titan-Trochoid
Schnittdaten Kontur:vc: 105 m/min.
n: 2785 min-1
Spanmittendicke hm: 0,08 mm
vf: 2887 mm/min
ap: 34 mm
Trochoidales Fräsen Inconel 718

Trochodiales FräsenBearbeitung MAPAL Baum