Inhalt · 5 1 Kurzfassung Das Ziel des Vorhabens war die Weiterentwicklung und Validierung von...
132
Transcript of Inhalt · 5 1 Kurzfassung Das Ziel des Vorhabens war die Weiterentwicklung und Validierung von...

3
Inhalt
1 Kurzfassung 5
2 Einleitung und Ziel des Projekts 6 2.1 Einleitung 6 2.2 Ziel des Projekts 7
3 Stand der Technik 8 3.1 Strangpressen von Aluminiumwerkstoffen 8 3.2 Simulation von Strangpressprozessen 9 3.3 Charakterisierung und Modellierung von Mikrostruktur 11 3.4 Im abgeschlossenen Vorläufervorhaben (15855 N) erzielte Ergebnisse 13
4 Strangpressen von nicht axialsymmetrischen Profilen (FZS Berlin) 17 4.1 Probengeometrie 17 4.2 Indirektes Strangpressen 19 4.2.1 Gefügecharakterisierung nach Luftabkühlung 21 4.2.2 Gefügecharakterisierung nach Wasserabschreckung 24 4.3 Direktes Strangpressen 27 4.3.1 Gefügecharakterisierung nach Luftabkühlung 29 4.3.2 Gefügecharakterisierung nach Wasserabschreckung 32
5 Untersuchung des Werkstoffverhaltens unter Schubbelastung (IWM Freiburg) 35 5.1 Torsionsversuche bei hohen Temperaturen 35 5.2 Gefügeuntersuchung 44 5.3 Simulation der Torsionsversuche 53
6 Untersuchung des Reibverhaltens (IWM Feiburg) 56 6.1 Reibversuche bei hohen Temperaturen mit großer plastischer Deformation 56 6.2 Gefügeuntersuchung 61 6.2.1 Vorversuche mit unterschiedlichen Matrizengeometrien 61 6.2.2 Reibversuche mit optimierter Geometrie 65 6.3 Simulation der Reibversuche 71 6.3.1 Reibmodell 71 6.3.2 Simulationsmodelle 72
8 Simulation des Strangpressens von nicht axialsymmetrischen Profilen (IWM Freiburg) 99
8.1 FE-Modelle 99 8.2 Ergebnisse der Simulation 103 8.3 Gefügeuntersuchung 109
9 Zusammenfassung 119
10 Notwendigkeit und Angemessenheit der geleisteten Arbeit 124

4
11 Wissenschaftlich-technischer und wirtschaftlicher Nutzen der erzielten Ergebnisse für KMU, ihr innovativer Beitrag und ihre industriellen Anwendungsmöglichkeiten 125
12 Plan zum Ergebnistransfer in die Wirtschaft 126 12.1 Durchgeführte Transfermaßnahmen 126 12.2 Geplante Transfermaßnahmen 126
13 Einschätzung der Realisierbarkeit des Transferkonzepts 128
14 Veröffentlichungen im Zusammenhang mit dem Vorhaben 128
15 Förderhinweis und Danksagung 129
16 Literaturverzeichnis 130
5
1 Kurzfassung
Das Ziel des Vorhabens war die Weiterentwicklung und Validierung von numerischen Methoden zur Optimierung des Strangpressens mit Berechnung der Mikrostruktur.
In Strangpressversuchen wurden L- und U-Profile mit unterschiedlichen Wanddicken aus der Legierung AA6005A mittels indirektem und direktem Strangpressverfahren bei verschiedenen Temperaturen, Geschwindigkeiten und Abkühlbedingungen gepresst. Makroskopisch zeigten alle Stränge rekristallisierte Anteile von unterschiedlichem Ausmaß. Um die Beziehungen zwischen den Prozessparametern und der Mikrostruktur quantitativ zu beschreiben, wurden Korngrößen sowie der rekristallisierte Anteil in verschiedenen Strangpressproben durch metallographische Untersuchungen ermittelt. Simulationen der Strangpressversuche wurden mit dem Programm HyperXtrude durchgeführt.
Zur Untersuchung der Abhängigkeit des Fließverhaltens vom Spannungszustand insbesondere unter Schubbelastung wurden Torsionsversuche bei hohen Temperaturen bis zu großen Deformationen (30 Umdrehungen) bei unterschiedlichen Temperaturen und Drehgeschwindigkeiten durchgeführt und mit axialsymmetrischen Elementen mit Twist in Abaqus/Standard erfolgreich simuliert.
Außerdem wurden spezielle Reibversuche zur weiteren Untersuchung des Reibverhaltens beim Strangpressen entwickelt. Die Reibversuche wurden mit den beiden Programmen HyperXtrude und Abaqus/Explicit simuliert. Für Abaqus/Explicit wurde ein Reibmodell angepasst, das die Einflüsse der Gleitgeschwindigkeit, der Temperatur und des Spannungszustands auf die Reibvorgänge beschreiben kann.
Für die Gefügeberechnung wurde ein theoretischer Ansatz, der auf der Betrachtung von Versetzungsdichte und Subkorn- und Korngrenzen beruht, anhand der durchgeführten Experimente kalibriert und als eigenständige Postprocessing-Routine implementiert. Das eingesetzte Modell kann gegebenenfalls einschließlich der Mikrostruktur-Spannungs-Rückkopplung in vorhandene FE-Solver integriert werden.
Das Ziel des Vorhabens wurde erreicht.

6
2 Einleitung und Ziel des Projekts
2.1 Einleitung
Die zunehmenden Anforderungen an die beiden Aspekte Leichtbau und Crashsicherheit von Automobilkomponenten sprechen für einen Einsatz von stranggepressten Aluminiumprofilen, die eine hohe Festigkeit mit kontrolliertem Verformungsverhalten (Crashworthiness) und eine homogene Mikrostruktur aufweisen müssen. Da die Eigenschaften des stranggepressten Profils von zahlreichen Faktoren, wie z.B. Werkstoffzusammensetzung, Temperatur, Werkzeugform, Pressverhältnis und –geschwindigkeit, Abkühlungsgeschwindigkeit und Reibungssituationen beeinflusst werden, ist es nicht effizient und zielführend, die Pressvorgänge durch „Versuch und Irrtum“ zu optimieren. Deshalb muss ein wesentlicher Teil der neuen Technologien auf dem Einsatz von numerischen Simulationen beruhen, die die Einflüsse der Prozessparameter auf lokale Verformungen und Verfestigungen in einer stranggepressten Komponente erfassen.
Die im Rahmen des vorangegangenen AiF-Projekts (15855 N) implementierten Modelle zur Berechnung von Mikrostrukturentwicklung z.B. durch statische und dynamische Rekristallisation wurden bereits kalibriert und für die Strangpresssimulation von zylindrischen Strängen verwendet. Für Rund-Vollprofile zeigten die berechneten Ergebnisse eine relativ gute Übereinstimmung mit den Versuchsergebnissen insbesondere für das indirekte Pressen. Eine offene Frage ist, ob diese Ansätze auf die Modellierung von anderen Strangpressgeometrien bei anderen Prozessparametern übertragbar sind. Eine andere Frage ist, ob die beim direkten Strangpressen beobachteten Abweichungen zwischen Experiment und Simulation bzgl. mechanischer und mikrostruktureller Größen durch Verbesserung der numerischen Methoden insbesondere der verwendeten Werkstoffmodelle beseitigt werden können.
In den bisher verwendeten phänomenologischen Ansätzen für die Rekristallisation wurde die Subkornbildung im deformierten Gefüge nicht beschrieben. Da Subkornbildung in vielen Strangpressprozessen auftritt und die anschließende Mikrostrukturentwicklung z.B. statische Rekristallisation und die finalen Eigenschaften stark beeinflusst, muss ein auf physikalischen Modellen basierender Ansatz für Subkornbildung in die Berechnungsmodelle integriert werden. Es fehlt noch ein systematischer Vergleich zwischen den phänomenologischen und den in der Literatur vorhandenen theoretischen Ansätzen z.B. für CDRX (Continuous dynamic recrystal-lization) und GDRX (Geometric dynamic recrystallization) bezüglich deren Übertragbarkeit und Handhabung. Die Einflüsse von Ausscheidungen auf statische Rekristallisation wurden ebenfalls nicht berücksichtigt. Bei der Strangpresssimulation hängen die numerischen Ergebnisse vom verwendeten Werkstoffmodell und Reibmodell ab. Bisher fehlen Validierungen des Werkstoffmodells bei hohen Temperaturen unter großer Scherbelastung und des Reibmodells bei realen Beanspruchungen für das Strangpressen.

7
Trotz des zunehmenden Interesses der Industrie am Einsatz von Strangpresssimulation werden derzeit die Simulationen des Strangpressprozesses hauptsächlich bei Forschungsstellen durchgeführt. Ein Hindernis für die Industrieumsetzung ist die eingeschränkte Prognosefähigkeit der vorhandenen Simulationsmethoden und der mangelnde Wissenstransfer von Forschungsstellen an Industrieanwender.
2.2 Ziel des Projekts
Das Ziel des Projekts ist die Weiterentwicklung und Validierung von numerischen Methoden zur Optimierung des Strangpressens mit Berechnung der Mikrostruktur. Dafür werden verschiedene Aluminiumprofile (z.B. L-, U-Profile) mit verschiedenen Wanddicken durch das indirekte und direkte Strangpressverfahren unter Variation der Prozessparameter gepresst. Die Mikrostruktur in verschiedenen Bereichen des Pressprofils soll mit Hilfe von Metallographie und EBSD-Verfahren quantitativ untersucht werden.
Sowohl die Materialmodelle als auch das Reibmodell sollen für die Strangpresssimulation erweitert, in den FE-Code implementiert und durch spezielle Versuche kalibriert werden. Das Materialmodell soll die Abhängigkeit des Fließverhaltens vom Spannungszustand insbesondere unter Schubbelastung nachbilden. Dafür sind Torsionsversuche bei hohen Temperaturen und großen Deformationen nötig. Das neue Reibmodell soll die Einflüsse der Gleitgeschwindigkeit, der Temperatur und des Spannungszustands auf Reibvorgänge beschreiben. Die Anwendbarkeit der Modellparameter, die durch spezielle Reibversuche ermittelt wurden, soll durch weitere Reibversuche und Simulation des Strangpressens überprüft werden.
Numerische Modelle für die Berechnung der Mikrostruktur sollen um die Modellierung von Subkornbildung erweitert und durch Simulation von verschiedenen Strangpressgeometrien für unterschiedliche Prozessparameter validiert werden. Theoretische Ansätze, die auf der Betrachtung von Versetzungsdichte und Subkorn- und Korngrenzen beruhen, sollen anhand der durchgeführten Experimente kalibriert und mit den phänomenologischen Modellen verglichen werden.

8
3 Stand der Technik
3.1 Strangpressen von Aluminiumwerkstoffen
Aluminiumprofile werden industriell mittels direktem und indirektem Strangpressen hergestellt. Dabei unterscheiden sich die Strangpressverfahren hinsichtlich der Strangbewegung relativ zur Stempelbewegung. Beim direkten Strangpressen wird die eine Seite des Aufnehmers von der Matrize abgeschlossen. Von der anderen Seite her wird ein Stempel mit vorgelagerter Pressscheibe eingefahren, die den Block zunächst im Aufnehmer aufstaucht und anschließend durch die Matrize drückt. Während des direkten Strangpressens kommt es zu einem Reibkontakt zwischen Block und Aufnehmerinnenwand. Dies führt beim Pressen zu einem erhöhten Kraftbedarf [MUE03, MUE04].
Beim indirekten Strangpressen wird der Aufnehmer von der einen Seite mit einem Stempel verschlossen, während von der anderen Seite die Matrize eingeführt wird. Der Aufnehmer bewegt sich in Richtung Matrize, die sich gegen einen feststehenden Hohlstempel abstützt. Dann kommt es zunächst zu einer Aufstauchung des Blockes und durch weitere Bewegung des Aufnehmers zum Fließen des Werkstoffs durch die Matrize [MUE04]. Beim indirekten Strangpressen findet keine Relativbewegung zwischen Block und Aufnehmer statt, und somit entstehen keine Reibungskräfte an dieser Stelle. Lediglich zwischen Aufnehmer und Matrize tritt Reibung auf.
Für die mechanischen Eigenschaften sowie für die Korrosionsbeständigkeit ist das während des Strangpressens entstehende Gefüge von entscheidender Bedeutung. Aufgrund eines unterschiedlichen Fließverlaufs des Bolzenmaterials im Aufnehmer und im Werkzeug beim direkten und indirekten Strangpressen (Bild 1) hat das Strangpressverfahren einen erheblichen Einfluss auf das Profilgefüge [FIN03]. Neben dem Strangpressverfahren haben auch die Strangpressparameter wie Geschwindigkeit, Temperatur, Pressverhältnis und Abkühlgeschwindigkeit einen entscheidenden Einfluss auf das Profilgefüge.
Bild 1: Fließverlauf beim direkten (links) und indirekten (rechts) Strangpressen [FIN03]
9
Neben den prozessbedingten Größen wie Strangpressverfahren, Temperatur, Geschwindigkeit und Pressverhältnis wird das Profilgefüge auch von der Legierungszusammensetzung des Bolzenmaterials beeinflusst. Aluminiumlegierungen werden in rekristallisationsfreudige (z.B. AA6060, AA6063, AlMg-Legierungen) und rekristallisationsgehemmte Legierungen (z.B. AA6082, AA7020, AA7075, AA2024, AlMn-Legierungen, AlMgMn-Legierungen) unterschieden. Bei einigen Legierungen, wie der AA6005A, ergeben sich häufig auch Mischgefüge. Bei einer ungünstigen Wahl der Pressparameter können Strangpressfehler wie Heissrisse, Grobkornbildung, ausgeprägte Rekristallisationssäume oder Verzug die Profile unbrauchbar machen. Für eine optimale Wahl der Strangpressparameter ist daher eine genaue Kenntnis der Ausgangsmikrostruktur und der Einflüsse der einzelnen Strangpressparameter auf diese unverzichtbar. Bei komplexen, nicht axialsymmetrischen Profilen haben die Querschnittsform des Profils und der Profilumkreisdurchmesser einen großen Einfluss auf das Fließverhalten des zu verpressenden Materials. Diese Faktoren beeinflussen die Presskraft und die Strangaustrittstemperatur, und schließlich auch das Gefüge und die Eigenschaften des Pressprofils. Darüber hinaus lässt sich der Materialfluss durch die geometrische Lage einer eingefrästen Formvorkammer zum Durchbruch beeinflussen [BAU01].
3.2 Simulation von Strangpressprozessen
Eine zuverlässige Simulation eines Strangpressprozesses setzt viele Kenntnisse über Prozessablauf, Werkzeugkonstruktion, Werkstoffverhalten (Rekristallisation, Verfestigung, Versagen, Temperatur- und Dehnratenabhängigkeit), thermische Randbedingungen und die adäquate numerische Behandlung voraus. Trotz großer Komplexität des Themas wurden in den letzten Jahren viele Fortschritte bei der Simulation von Strangpressprozessen gemacht [HOR06, RIN06]. Zur Verbesserung der numerischen Stabilität bei extrem großer plastischer Verformung wurden verschiedene Techniken entwickelt, z.B. adaptive Vernetzung und ALE–Formulierung (Arbitrary Lagrangian Eulerian), die eine vom Material unabhängige Bewegung des FE-Netzs erlaubt [ABA16]. Für eine thermisch-mechanisch gekoppelte Simulation des Strangpressens stehen verschiedene spezielle Simulationsprogramme wie z.B. HyperXtrude von Altair Engineering INC., FORGE2 und FORGE3 von TRANSVALOR, DEFORM von Scientific Forming Technologies Corporation und MARC von MSC Software zur Verfügung.
Es wurde festgestellt, dass die Reibungsmodellierung gegenüber anderen Effekten, z.B. Modellierung thermischer Randbedingungen und der Kontaktbedingungen, eine dominante Rolle für die Genauigkeit von numerischen Ergebnissen spielt. Da die klassischen Reibmodelle - wie Coulombsche Reibung und Scherreibung („shear friction“) - für die Simulation des Strangpressens ungeeignet sind, wurden neue Ansätze wie nach Bingham oder nach Bay implementiert [HOR06, RIN06]. Im Gegensatz zum „shear friction“-Modell kann das Bingham-Modell eine Anfangsreibschubspannung generieren.

10
Trotz des erreichten hohen Reifegrads bei der Simulation des Strangpressens wird die Simulationsmethode selten in der Praxis eingesetzt. Das liegt einerseits an fehlenden Erfahrungen mit den numerischen Methoden und andererseits an der mangelnden Leistungsfähigkeit von vorhandenen kommerziellen Codes für die Strangpresssimulation. Die Simulationsergebnisse sind in der Regel quantitativ nicht genau genug, weil die notwendigen Werkstoffdaten und thermischen Parameter nicht vollständig vorliegen. Außerdem können die vorhandenen FE-Programme keine Aussagen über die Mikrostrukturbildung wie Korngröße und Rekristallisation und über die Gefahr der Rissbildung machen. Zur Modellierung duktiler Schädigung in Umformprozessen stehen bereits verschiedene mikromechanische Schädigungsmodelle und empirische Ansätze zur Verfügung [AND01, RIE05].
Im Rahmen des vorangegangenen AiF-Projekts (15855 N) wurde festgestellt, dass die Übereinstimmungen zwischen Experiment und Simulation beim direkten Strangpressen, wo die Reibung einen ausgeprägten Einfluss auf globale und lokale Größen hat und eine größere Scherverformung als beim indirekten Strangpressen auftritt, nicht zufriedenstellend sind. Ein wesentlicher Grund dafür ist, dass die Reibmodelle, die in den für die Strangpresssimulation häufig verwendeten FE-Programmen wie HyperXtrude und DEFORM vorhanden sind, nicht die Einflüsse der Gleitgeschwindigkeit, der Temperatur und des Spannungszustands auf die Reibvorgänge berücksichtigen. Zur Entwicklung und Kalibrierung eines Reibmodells wurden beim Fraunhofer IWM neue Reibversuche (Bild 2) mit unterschiedlichen Anteilen von hydrostatischen Spannungen entwickelt und bei unterschiedlichen Gleitgeschwindigkeiten und Temperaturen durchgeführt [SUN12]. In einem ersten Schritt wird dabei eine zylindrische Aluminiumprobe in eine ringförmige Stahlmatrize zwischen zwei Stempeln eingesetzt und bis zu einem bestimmten Spannungszustand komprimiert, der entsprechend einer beim Strangpressen vorliegenden Situation eingestellt werden kann. In einem zweiten Schritt wird die Kraft des einen Stempels (F1) konstant gehalten, während der andere Stempel (F2) - verschiebungskontrolliert gesteuert - die Probe durch die Matrize bewegt. Dieser Versuchsaufbau erlaubt eine systematische Variation von Normalspannung, Temperatur und Geschwindigkeit. Der Vorteil dieses Reibversuchs gegenüber den bei [KAR10, HOR12] entwickelten Torsions-Reibversuchen ist, dass die Spannungskomponenten und die entsprechenden Reibkoeffizienten direkt aus Messdaten ohne inverse Simulation auszuwerten sind.

11
Bild 2: a) Aufbau des Reibversuchs mit hoher hydrostatischer Spannung
b) Zeitliche Kraftverläufe der Stempelkräfte bei einem Reibversuch
Ein anderes Defizit bei der Strangpresssimulation ist, dass die verwendeten Werkstoffmodelle auf der von Mises-Fließfunktion beruhen und die Fließspannungen unter Schub überschätzen. Beim direkten Strangpressen treten große Schubdehnungen an den Kontaktstellen zwischen Bolzen und Aufnehmer auf. In Torsionsversuchen kann eine Spannungs-Dehnungskurve bis zu einer deutlich größeren Dehnung als die aus Zug- und Druckversuchen ermittelt werden. Da die Deformationsgrade beim Strangpressen sehr groß sind, werden solche Spannungs-Dehnungskurven bei Strangpresssimulationen benötigt. Bisher liegen jedoch nur einzelne experimentelle Ergebnisse von Torsionsversuchen vor [PIN11]. Eine systematische Charakterisierung und Modellierung der Beziehungen zwischen Schubspannungen und Schubdehnungen bei den relevanten Temperaturen bis zu einer ausreichenden Deformation ist zur Verbesserung der Strangpresssimulation erforderlich.
3.3 Charakterisierung und Modellierung von Mikrostruktur
Die Mikrostruktur in stranggepressten Aluminiumprofilen wird entscheidend von der chemischen Zusammensetzung und dem thermomechanischen Vorbehandlungszustand bestimmt. Während des Strangpressens kann sich das Gefüge durch große plastische Verformung, dynamische Erholung und Rekristallisation sowie statische Erholung und Rekristallisation deutlich verändern. Entsprechend dieser Prozesse der Gefügebildung sind unterschiedliche Phasen der Mikrostrukturbildung zu beobachten, wie z.B. verformtes Gefüge mit hoher Versetzungsdichte und Subkörnern durch plastische Verformung, mit polygonisierten Gebieten durch dynamische Erholung, frisch rekristallisierte Körner durch dynamische Rekristallisation und Gefüge mit neuen äquiaxialen Körnern durch statische Rekristallisation.
© Fraunhofer-Institut für Werkstoffmechanik IWM
14
Pressreibversuch mit hoher hydrostatischer Spannung
F2, u2
Ringförmige Stahl-Matrize
F1, u1
Zylindrische Stahl-Scheibe 2
Zylindrische Alu-Probe
Zylindrische Stahl-Scheibe 1
1. Anpressphase: - Verschiebung des unteren
Stempels bis zu einer Kraft F1
- Der obere Stempel wird festgehalten (u2 =0)
2. Reibphase- F1 bleibt konstant- Verschiebung des oberen
Stempels mit konstanter Geschwindigkeit Vrel
-10
-5
0
5
10
15
20
0 10 20 30 40 50
Zeit [s]
Kraf
t [kN
]
F links, 15mm, 0.1mm/s, 5kN F rechts, 15mm, 0.1mm/s, 5kN
Stempel F1
Stempel F2
12 FF ibReF
-10
-5
0
5
10
15
20
0 10 20 30 40 50
Zeit [s]
Kraf
t [kN
]
F links, 15mm, 0.1mm/s, 5kN F rechts, 15mm, 0.1mm/s, 5kN
Stempel F1
Stempel F2

12
Die Kinetik der Gefügebildung durch dynamische und statische Erholung sowie dynamische und statische Rekristallisation wird durch die Art und Konzentration der im Mischkristall gelösten Legierungs- und Begleitelemente und die Verteilung und Art der Primär- und Sekundärausscheidungen stark beeinflusst [LEH96]. Die für die mechanischen Eigenschaften einflussreichen Gefügeparameter sind Subkorngröße, Korngröße und -form sowie der rekristallisierte Anteil. Zahlreiche Untersuchungen zur Quantifizierung von Prozesseinflüssen auf die Gefügeparameter wurden durchgeführt [HAR04, DUA02, MYH12]. Zum Beispiel wurden quantitative Beziehungen zwischen der Korn-/Subkorngröße und der plastischen Vergleichsdehnung in [GÜZ12] durch Strangpressversuche und EBSD-Untersuchungen am Werkstoff EN AW-6082 ermittelt.
Theoretische und empirische Ansätze zur Berechnung von verschiedenen Gefügeparametern wurden bereits aufgestellt und zum Teil durch experimentelle Untersuchungen verifiziert [HIR06, SHE06, PEN03, GOU03, SCH08, PAR11]. Eine explizite empirische Beziehung zwischen der rekristallisierten Korngröße, der plastischen Vergleichsdehnung, der Temperatur und dem Zener-Hollomon-Parameter Z wurde in [LEH96] angegeben. Bezüglich dynamischer Rekristallisation sind die theoretischen Ansätze mit Unterscheidung von kontinuierlicher dynamischer Rekristallisation (CDRX) [GOU03] und geometrisch dynamischer Rekristallisation (GDRX) [PAR11] von besonderem Interesse. Die kontinuierliche dynamische Rekristallisation [GOU03] tritt im Wesentlichen wie folgt auf: a) Anhäufung von Versetzungen in Bereichen mit Kleinwinkel-Korngrenzen (Subkorn), b) Zunahme der Anhäufung von Versetzungen und der Missorientierung und c) Umwandlung von Kleinwinkel-Korngrenzen (LAGBs) zu Großwinkelkorngrenzen (HAGBs) bei Erreichen eines kritischen Winkels der Missorientierung z.B. bei =15°. Allerdings gab es eine dynamische Erholungstheorie von [MCQ04], die dem Modell der kontinuierlichen dynamischen Rekristallisation von [GOU03] widerspricht. Bei der geometrisch dynamischen Rekristallisation (GDRX) [PAR08, PAR11] werden ursprüngliche Körner zu Subkörnern abgeplattet und ihre Korngrenzen gezackt. Bei ausreichender Dehnung kann die ursprüngliche Korngröße auf 1 bis 2 Subkorngrößen reduziert werden. In dieser Situation kommen die ursprünglichen Korngrenzen an den Zacken in Kontakt, was zur Abschnürung von Teilen der deformierten Körner führt. Das Ergebnis beider Vorgänge (CDRX und GDRX) ist die Entstehung einer Mikrostruktur mit kleinen äqui-axialen Körnern.
Zur Berechnung von Fließspannungen auf der Basis integraler Modellierung von Rekristallisation und Kornwachstum wurden bereits Ansätze aufgestellt [GOE01, LOE02].
Ein gravierendes Problem beim Strangpressen ist die Bildung von Grobkorn in Bereichen an den Oberflächen eines Strangpressprodukts. In der Literatur [LEH96, GEE05] sind unterschiedliche Erklärungen für die Grobkornbildung zu finden. Ein Grund für die Grobkornbildung ist der Unterschied der Umformgrade am Rand und in der Mitte des Strangs. Umformgrade an den Außenzonen des Strangpresserzeugnisses liegen häufig nur wenig über dem für das Eintreten der Rekristallisation erforderlichen Mindestumformgrad. Bei der Rekristallisation können sich wegen der geringen Anzahl von rekristallisierten Keimen relativ grobe Körner bilden. Im Kern des Strangs kann die Rekristallisation wegen zu geringem Umformgrad

13
oder aus anderen Gründen ausbleiben. Dadurch entsteht die Grobkornzone am Rand, die sich recht scharf gegen den nicht rekristallisierten Kern abgrenzt. Es wurde festgestellt, dass die Reduzierung von rekristallisationshemmenden Elementen wie z.B. Cr, Mn bzw. Zr und der Anstieg der Strangpresstemperatur, des Pressverhältnisses und der Pressgeschwindigkeit zur Zunahme der Tiefe der Grobkornzone führen.
Der Umformgrad, die Dehnrate und die Temperatur über dem Querschnitt eines stranggepressten Produkts sind wegen Reibungseffekten und Selbsterwärmung durch plastische Deformation sowie thermischer und mechanischer Randbedingungen nicht gleich. Dadurch entstehen Gefügevariationen sowohl im Querschnitt als auch in der Längsrichtung. Zur Berechnung von Verteilungen der Mikrostruktur in einem Strangpressprodukt wurden nur ansatzweise einige Modelle in Anbindung an einen FE-Code für die Simulation des Strangpressens implementiert. Die Forschungsgruppe von NTNU/SINTEF in Norwegen [MAR02, HOL02] hat einen zweidimensionalen FE-Code (ALMA) auf Basis der Eulerian-Formulierung zur Modellierung von Texturbildung, Rekristallisation und Verfestigung entwickelt. Die Forschungsgruppe von Sheppard [SHE06] in der Bournemouth University England hat physikalische Modelle für die Subkornbildung und die Rekristallisation in den FE-Codes FORGE2 und FORGE3 realisiert. Da eine genaue Simulation des Strangpressens die Voraussetzung für die Gefügeberechnung ist und dies bisher aufgrund von fehlenden zuverlässigen Werkstoff- und Reibungsmodellen und fehlenden Eingangsdaten für die Simulation noch nicht erreicht ist, ist die Gefügeberechnung eines realen Strangpressprozesses noch in der Entwicklungsphase.
3.4 Im abgeschlossenen Vorläufervorhaben (15855 N) erzielte Ergebnisse
Zur Untersuchung des Rekristallisationsverhaltens der Aluminiumlegierung AA6005A und als Basis für die numerische Simulation wurden in Strangpressversuchen Aluminiumrundstäbe mittels indirektem und direktem Strangpressverfahren bei verschiedenen Pressverhältnissen, Bolzeneinsatztemperaturen und Produktgeschwindigkeiten gepresst. Zusätzlich wurden in den Strangpressversuchen die Abkühlbedingungen variiert. In einer Versuchsreihe wurde mit einer Wasserkühlung direkt hinter dem Matrizenausgang gearbeitet, um das mögliche Auftreten von statischer Rekristallisation zu vermeiden. In einer zweiten Versuchsreihe kühlten die Stränge nach dem Pressen an Luft ab. Dadurch entstanden Gefügevariationen sowohl im Querschnitt als auch in der Längsrichtung. Bild 3 zeigt das Makrogefüge in indirekt gepressten Stangen für das Pressverhältnis 60:1 in Abhängigkeit von Bolzentemperatur, Produktgeschwindigkeit und Abkühlbedingungen.
Um die Beziehungen zwischen den Prozessparametern (Umformgrad, Dehnrate, Temperatur) und der Mikrostruktur quantitativ zu beschreiben, wurden die Korngrößen für die an Luft abgekühlten Stränge sowie der rekristallisierte Anteil für beide Versuchsreihen durch metallographische Untersuchungen ermittelt. Dabei kam Lichtmikroskopie mit quantitativer Bildanalyse sowie für ausgewählte Fälle Rasterelektronenmikroskopie mit EBSD zum Einsatz (Bild 4).

14
Bild 3: Makrogefüge in indirekt gepressten Stangen aus AA6005A (Pressverhältnis 60:1) in Abhängigkeit von Bolzentemperatur, Produktgeschwindigkeit und Abkühlbedingungen
nach Wasserabschreckung
4 m/min 8 m/min 15 m/min 30 m/min
500 °C
460 °C
420 °C
nach Luftabkühlung
500 °C
460 °C
420 °C
nach Wasserabschreckung
4 m/min 8 m/min 15 m/min 30 m/min
500 °C
460 °C
420 °C
nach Luftabkühlung
500 °C
460 °C
420 °C

15
Bild 4: Korngrößenverteilung aus EBSD-Messungen für Stränge aus indirektem Strangpressen mit Pressverhältnis V=60:1 und Geschwindigkeit von 4 m/min bei T=500°C nach Wasserabschreckung und Luftabkühlung
Zunächst wurden die indirekten Strangpressversuche mit dem FE-Programm HyperXtrude simuliert. Die Einflüsse der Prozessparameter auf Stempelkraft und Temperatur wurden mit HyperXtrude in sehr guter Übereinstimmung mit den experimentellen Ergebnissen berechnet [OCK11]. Basiseingaben waren die aus Warmdruckversuchen bestimmten temperatur- und dehnratenabhängigen Fließspannungen, die Wärmeübergangszahl von 7000 W/Km2 sowie ein Reibmodell (Haftreibung).
In Simulationen der direkten Strangpressversuche mit den gleichen Modellparametern sind die berechneten Kräfte und Temperaturen zu hoch. Die beim direkten Strangpressen zusätzlich auftretende Reibung zwischen Bolzen und Aufnehmer wird durch die Annahme reiner Haftreibung überschätzt. Simulationen mit anderen in HyperXtrude verfügbaren Reibmodellen ergaben keine für alle Prozessvarianten übertragbare Verbesserung der berechneten Ergebnisse. Um das Reibverhalten des Materials in der Simulation richtig abbilden zu können, wäre es nötig, ein erweitertes Reibmodell zu implementieren, das die Einflüsse der Gleitgeschwindigkeit, der Temperatur und des Spannungszustands auf Reibvorgänge berücksichtigt. Dazu wurde das Reibverhalten von AA6005A beim Strangpressen durch neu entwickelte Reibversuche charakterisiert und die Parameter eines Reibmodells wurden aus den Versuchen bestimmt. Das neue Reibmodell steht für eine Implementierung in FE-Codes für Strangpresssimulation zur Verfügung.
Für die Gefügesimulation wurden zunächst die Parameter eines vorhandenen empirischen Modells für dynamische Rekristallisation für vier ausgewählte indirekte Strangpressversuche mit einem Pressverhältnis 60:1 und Wasserkühlung angepasst. Das Modell für dynamische Rekristallisation mit den entsprechenden Parametern wurde als User Defined Function in HyperXtrude implementiert. Zur Überprüfung der Übertragbarkeit des Modells wurden indirekte Strangpressversuche mit einem Pressverhältnis 30:1 und direkte Strangpressversuche nachgerechnet. Sowohl die berechneten Anteile der dynamisch rekristallisierten Bereiche als auch die Korngrößen stimmen größtenteils gut mit den Versuchsergebnissen überein, die vollständige Rekristallisation der direkt gepressten Stränge bei höheren Geschwindigkeiten wird allerdings nicht berechnet (Bild 5). Diese könnte aber auch aufgrund statischer Rekristallisation eingetreten sein.

16
Indirektes Strangpressen Direktes Strangpressen
Bild 5: Berechnete Korngrößenverteilungen aufgrund dynamischer Rekristallisation im Vergleich mit den Makroschliffen für verschiedene Pressbedingungen, Pressverhältnis V=30:1
Auch ein empirisches Modell für statische Rekristallisation aus der Literatur wurde untersucht. Die Modellparameter für den rekristallisierten Volumenanteil aufgrund statischer Rekristallisation wurden wieder für ausgewählte indirekte Strangpressversuche mit einem Pressverhältnis 60:1 und Luftabkühlung angepasst und dann auf andere Prozessvarianten angewendet. Die berechneten Ergebnisse stimmen gut mit den Versuchsergebnissen überein [OCK12]. Die Subkornbildung wurde im Rahmen des vorangegangenen Projekts nicht behandelt.
Korngröße [µm]
420°C 2m/min
500°C 15m/min
Korngröße [µm]
420°C 2m/min
500°C 15m/min
Korngröße [µm]
500°C 8m/min
500°C 2m/minKorngröße [µm]
500°C 8m/min
500°C 2m/min
17
4 Strangpressen von nicht axialsymmetrischen Profilen (FZS Berlin)
4.1 Probengeometrie
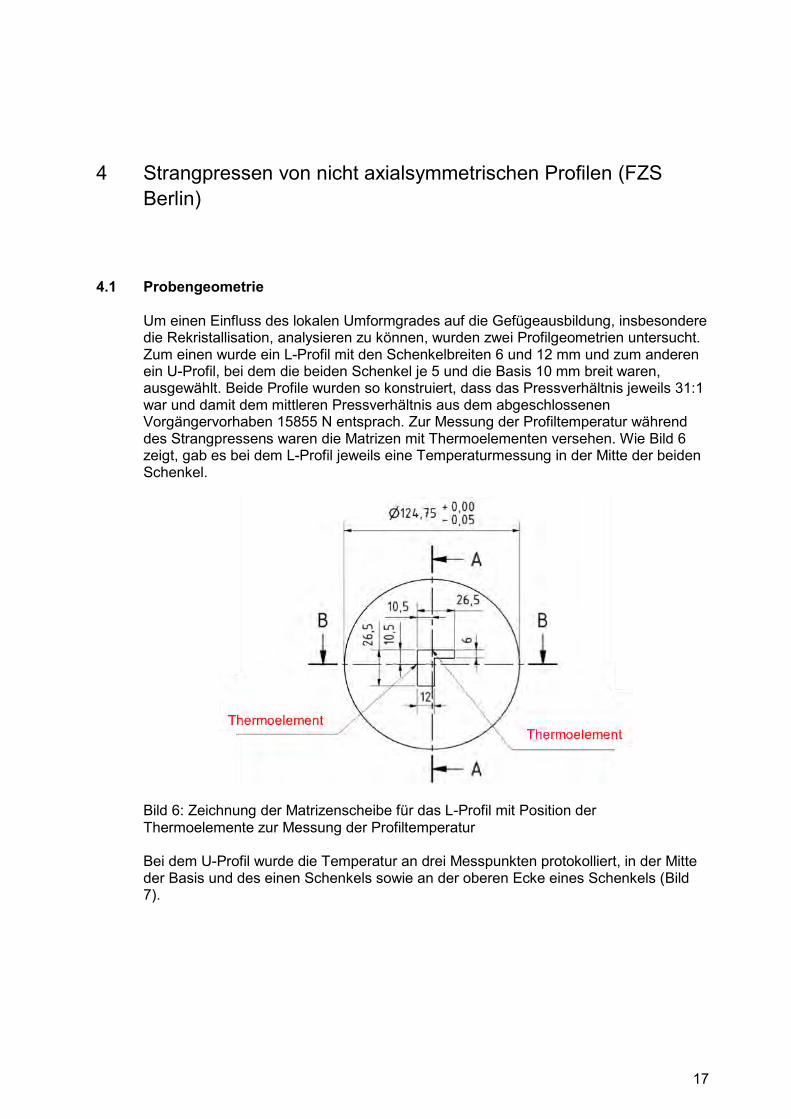
Um einen Einfluss des lokalen Umformgrades auf die Gefügeausbildung, insbesondere die Rekristallisation, analysieren zu können, wurden zwei Profilgeometrien untersucht. Zum einen wurde ein L-Profil mit den Schenkelbreiten 6 und 12 mm und zum anderen ein U-Profil, bei dem die beiden Schenkel je 5 und die Basis 10 mm breit waren, ausgewählt. Beide Profile wurden so konstruiert, dass das Pressverhältnis jeweils 31:1 war und damit dem mittleren Pressverhältnis aus dem abgeschlossenen Vorgängervorhaben 15855 N entsprach. Zur Messung der Profiltemperatur während des Strangpressens waren die Matrizen mit Thermoelementen versehen. Wie Bild 6 zeigt, gab es bei dem L-Profil jeweils eine Temperaturmessung in der Mitte der beiden Schenkel.
Bild 6: Zeichnung der Matrizenscheibe für das L-Profil mit Position der Thermoelemente zur Messung der Profiltemperatur
Bei dem U-Profil wurde die Temperatur an drei Messpunkten protokolliert, in der Mitte der Basis und des einen Schenkels sowie an der oberen Ecke eines Schenkels (Bild 7).

18
Bild 7: Zeichnung der Matrizenscheibe für das L-Profil mit Position der Thermoelemente zur Messung der Profiltemperatur
Die L- und U-Profile wurden mittels des direkten und indirekten Strangpressens auf der 8 MN Strangpresse des Forschungszentrums Strangpressen hergestellt. Neben der Temperaturmessung mittels der Thermoelemente wurden für jede Pressung auch die auftretenden Kräfte mittels in die Strangpresse integrierten Kraftmessdosen aufgezeichnet. Diese sind beim direkten Strangpressen die Stempel- oder Gesamtkraft FG, die Matrizenkraft FM sowie die Reibkraft FR. Aufgrund des Fehlens der Reibkraft beim indirekten Strangpressen treten dort nur die Stempel- bzw. Gesamtkraft sowie die Matrizenkraft auf. Die Position der Kraftmessdosen in der 8 MN Strangpresse des FZS ist in Bild 8 dargestellt.
Bild 8: Darstellung der 8 MN Strangpresse für das direkte Strangpressen; rot: Stempel- bzw. Gesamtkraft, grün: Reibkraft, blau: Matrizenkraft

19
Für die Strangpressversuche wurden Bolzen der Legierung EN AW-6005 A mit einem Durchmesser von 120 mm und einer Länge von 300 mm verwendet. Die weiteren Strangpressparameter sind der Tabelle 1 zu entnehmen.
Tabelle 1: Strangpressparameter
Aufnehmer-durchmesser
Aufnehmer-temperatur
Matrizen-temperatur
Bolzen-temperatur
Stempel-geschwindigkeit Abkühlung
125 mm 420 °C 460 °C 500 °C
420 °C 460 °C 500 °C
420 °C 460 °C 500 °C
1,1 mm/s 4,3 mm/s 8,6 mm/s
Luft Wasser
Bei der Veränderung der Prozesstemperatur waren die Aufnehmer-, Matrizen- und Bolzentemperatur jeweils gleich. Die Stempelgeschwindigkeiten von 1,1, 4,3 und 8,6 mm/s entsprechen Profilgeschwindigkeiten von 2, 8 und 15 m/min.
4.2 Indirektes Strangpressen
Es wurden insgesamt 30 Versuche zum indirekten Strangpressen der beiden Profile mit verschiedenen Parameterkombinationen durchgeführt. Für jede Profilvariante wurden je 15 Profile stranggepresst. Dabei wurden jeweils 5 Pressungen bei einer Temperatur von 500°C, 5 bei 460°C und 5 bei 420°C (Aufnehmertemperatur=Matrizentemperatur= Bolzentemperatur) vorgenommen. Innerhalb dieser 5 Pressungen wurden dann die Stempelgeschwindigkeit sowie die Abkühlbedingung variiert. Bei der Wasserabkühlung wurden Versuche mit allen drei Stempelgeschwindigkeiten 1,1, 4,3 und 8,6 mm/s durchgeführt. Da aufgrund der aus den Voruntersuchungen zu erwartenden geringen Unterschiede des Gefüges bei 4,3 und 8,6 mm/s bei langsamer Abkühlung wurden bei der Luftabkühlung nur Profile mit 1,1 und 8,6 mm/s stranggepresst. Für jeden Strangpressversuch wurden über den gesamten Versuch hinweg die auftretenden Kräfte, die Temperaturen sowie die Stempelgeschwindigkeit gemessen und protokolliert. Bild 9 zeigt beispielhaft ein aufgezeichnetes Pressdiagramm für ein indirekt stranggepresstes L-Profil.
20
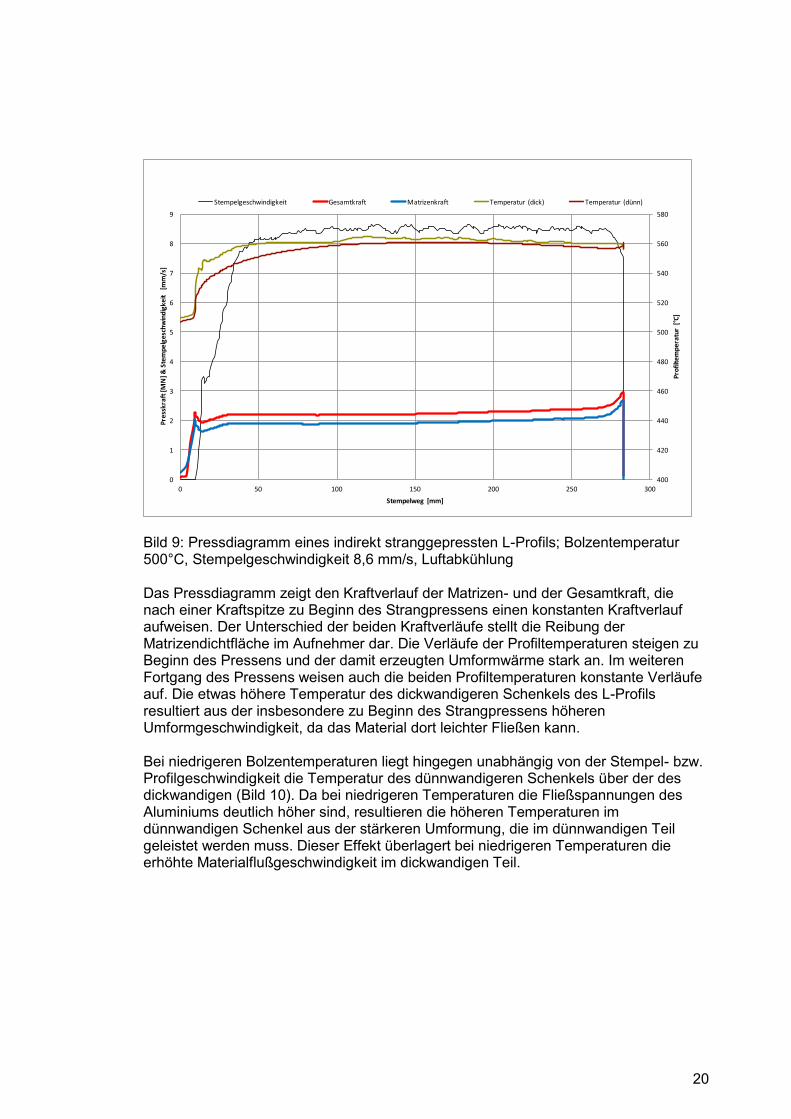
Bild 9: Pressdiagramm eines indirekt stranggepressten L-Profils; Bolzentemperatur 500°C, Stempelgeschwindigkeit 8,6 mm/s, Luftabkühlung
Das Pressdiagramm zeigt den Kraftverlauf der Matrizen- und der Gesamtkraft, die nach einer Kraftspitze zu Beginn des Strangpressens einen konstanten Kraftverlauf aufweisen. Der Unterschied der beiden Kraftverläufe stellt die Reibung der Matrizendichtfläche im Aufnehmer dar. Die Verläufe der Profiltemperaturen steigen zu Beginn des Pressens und der damit erzeugten Umformwärme stark an. Im weiteren Fortgang des Pressens weisen auch die beiden Profiltemperaturen konstante Verläufe auf. Die etwas höhere Temperatur des dickwandigeren Schenkels des L-Profils resultiert aus der insbesondere zu Beginn des Strangpressens höheren Umformgeschwindigkeit, da das Material dort leichter Fließen kann.
Bei niedrigeren Bolzentemperaturen liegt hingegen unabhängig von der Stempel- bzw. Profilgeschwindigkeit die Temperatur des dünnwandigeren Schenkels über der des dickwandigen (Bild 10). Da bei niedrigeren Temperaturen die Fließspannungen des Aluminiums deutlich höher sind, resultieren die höheren Temperaturen im dünnwandigen Schenkel aus der stärkeren Umformung, die im dünnwandigen Teil geleistet werden muss. Dieser Effekt überlagert bei niedrigeren Temperaturen die erhöhte Materialflußgeschwindigkeit im dickwandigen Teil.
400
420
440
460
480
500
520
540
560
580
0
1
2
3
4
5
6
7
8
9
0 50 100 150 200 250 300
Profiltemperatur[°C]
Presskraft[M
N]&Stempelgeschwindigkeit
[mm/s]
Stempelweg[mm]
Stempelgeschwindigkeit Gesamtkraft Matrizenkraft Temperatur(dick) Temperatur(dünn)
21
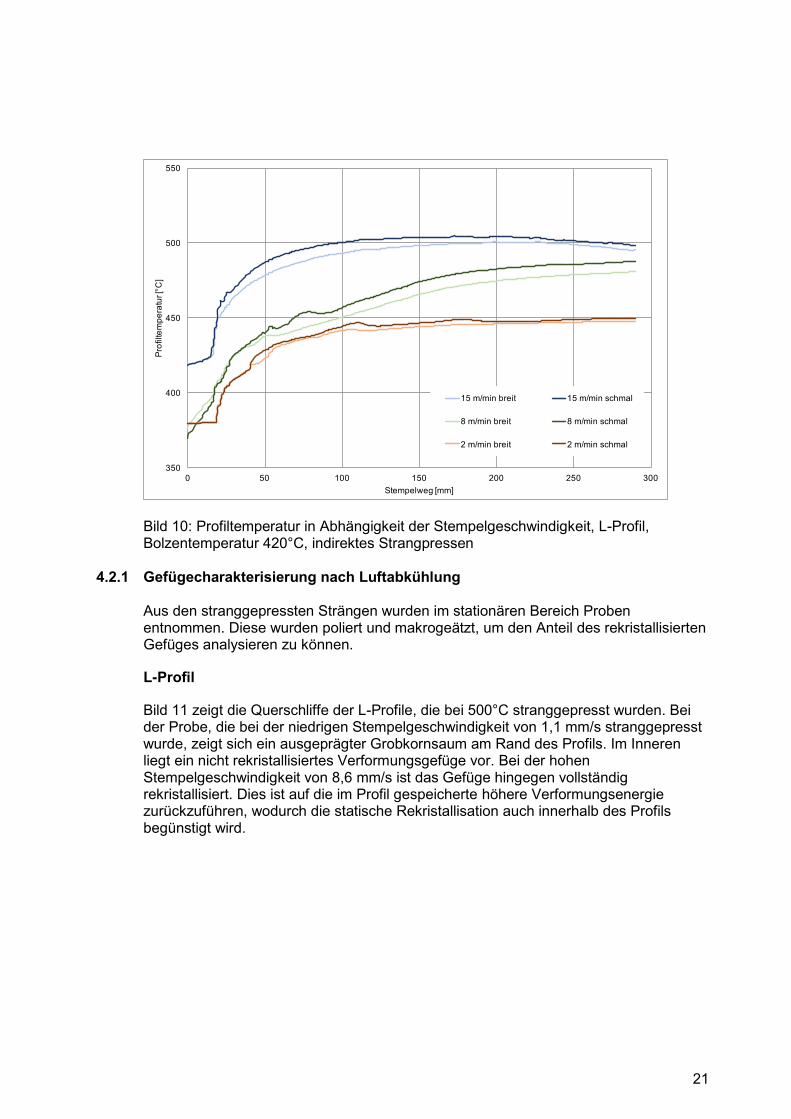
Bild 10: Profiltemperatur in Abhängigkeit der Stempelgeschwindigkeit, L-Profil, Bolzentemperatur 420°C, indirektes Strangpressen
4.2.1 Gefügecharakterisierung nach Luftabkühlung
Aus den stranggepressten Strängen wurden im stationären Bereich Proben entnommen. Diese wurden poliert und makrogeätzt, um den Anteil des rekristallisierten Gefüges analysieren zu können.
L-Profil
Bild 11 zeigt die Querschliffe der L-Profile, die bei 500°C stranggepresst wurden. Bei der Probe, die bei der niedrigen Stempelgeschwindigkeit von 1,1 mm/s stranggepresst wurde, zeigt sich ein ausgeprägter Grobkornsaum am Rand des Profils. Im Inneren liegt ein nicht rekristallisiertes Verformungsgefüge vor. Bei der hohen Stempelgeschwindigkeit von 8,6 mm/s ist das Gefüge hingegen vollständig rekristallisiert. Dies ist auf die im Profil gespeicherte höhere Verformungsenergie zurückzuführen, wodurch die statische Rekristallisation auch innerhalb des Profils begünstigt wird.
350
400
450
500
550
0 50 100 150 200 250 300
Prof
iltem
pera
tur [
°C]
Stempelweg [mm]
15 m/min breit 15 m/min schmal
8 m/min breit 8 m/min schmal
2 m/min breit 2 m/min schmal

22
Bild 11: Makrogefüge der indirekt stranggepressten L-Profile; Bolzentemperatur 500°C, Luftabkühlung links: Stempelgeschwindigkeit 8,6 mm/s; rechts: 1,1 mm/s
Auch bei einer Bolzentemperatur von 460°C zeigt sich ein vergleichbares Erscheinungsbild der beiden Proben. So weist bei der mittleren Temperatur ebenfalls nur das bei einer Stempelgeschwindigkeit von 1,1 mm/s stranggepresste L-Profil einen grobkörnig rekristallisierten Saum aus, während die Probe bei einer Stempelgeschwindigkeit von 8,6 mm/s ein vollständig rekristallisiertes Gefüge aufweist (Bild 12).
Bild 12: Makrogefüge der indirekt stranggepressten L-Profile; Bolzentemperatur 460°C, Luftabkühlung links: Stempelgeschwindigkeit 8,6 mm/s; rechts: 1,1 mm/s
Im Gegensatz zu den Profilen, die bei Bolzentemperaturen von 460 und 500°C stranggepresst wurden, zeigen die Proben, die bei einer Bolzentemperatur von 420°C stranggepresst wurden, ein von der Stempelgeschwindigkeit nahezu unabhängiges Makrogefüge. Das bei der niedrigen Stempelgeschwindigkeit von 1,1 mm/s stranggepresste L-Profil weist lediglich einen sehr schmalen Grobkornsaum auf, dieser ist aber wesentlich weniger stark ausgeprägt als bei den hohen Temperaturen. Darüber hinaus lassen sich im Inneren des bei einer Stempelgeschwindigkeit von 8,6 mm/s gepressten Profils noch teilweise nicht rekristallisierte Bereiche beobachten (Bild 13).

23
Bild 13: Makrogefüge der indirekt stranggepressten L-Profile; Bolzentemperatur 420°C, Luftabkühlung links: Stempelgeschwindigkeit 8,6 mm/s; rechts: 1,1 mm/s
U-Profil
Bei den bei 500°C und der niedrigen Stempelgeschwindigkeit von 1,1 mm/s stranggepressten U-Profilen ist im Bereich der dünnwandigen Schenkel die Umformung und damit die statische Rekristallisation so stark, dass das Gefüge nicht nur einen grobkörnigen Saum ausbildet, sondern vollständig über die gesamte Breite rekristallisiert ist. Im dickwandigen Bereich hat sich dagegen nur ein rekristallisierter Saum ausgebildet. Wie auch bei den L-Profilen ist das mit einer Stempelgeschwindigkeit von 8,6 mm/s gepresste U-Profil vollständig rekristallisiert (Bild 14).
Bild 14: Makrogefüge der indirekt stranggepressten U-Profile; Bolzentemperatur 500°C, Luftabkühlung links: Stempelgeschwindigkeit 8,6 mm/s; rechts: 1,1 mm/s
Bei der gewählten mittleren Bolzentemperatur von 460°C ist die Dicke des Rekristallisationssaums des bei einer Stempelgeschwindigkeit von 1,1 mm/s gepressten Profils geringer als bei dem bei 500°C gepressten Profil, so dass sich bei diesem Profil am Rand ein grobkörniger Saum ausbildet, während der Kern des Profils nicht rekristallisiert ist. Das bei einer Stempelgeschwindigkeit von 8,6 mm/s gepresste Profil weist auch bei einer Temperatur von 460°C ein vollständig rekristallisiertes Gefüge auf (Bild 15).

24
Bild 15: Makrogefüge der indirekt stranggepressten U-Profile; Bolzentemperatur 460°C, Luftabkühlung links: Stempelgeschwindigkeit 8,6 mm/s; rechts: 1,1 mm/s
Mit weiter abnehmender Bolzentemperatur nimmt bei der niedrigen Stempelgeschwindigkeit auch bei den U-Profilen die Dicke des Grobkornsaumes ab. So ist der Grobkornsaum bei einer Bolzentemperatur von 420°C nur noch sehr schmal, so dass das U-Profil, das bei einer Stempelgeschwindigkeit von 1,1 mm/s hergestellt wurde, nahezu über den gesamten Querschnitt ein nicht rekristallisiertes Verformungsgefüge aufweist. Auch lassen sich bei der niedrigen Bolzentemperatur noch einige nicht rekristallisierte Bereiche in dem U-Profil, das mit einer Stempelgeschwindigkeit von 8,6 mm/s gepresst wurde, erkennen (Bild 16)
Bild 16: Makrogefüge der indirekt stranggepressten U-Profile; Bolzentemperatur 420°C, Luftabkühlung links: Stempelgeschwindigkeit 8,6 mm/s; rechts: 1,1 mm/s
4.2.2 Gefügecharakterisierung nach Wasserabschreckung
L-Profil
Durch die Wasserabschreckung direkt nach der Matrize wird die statische Rekristallisation unterdrückt. Dadurch weisen die L-Profile, die bei 500°C und einer Geschwindigkeit von 1,1 mm/s stranggepresst wurden einen deutlich schmaleren grob rekristallisierten Saum aus als die langsam an Luft abgekühlten Profile. Die bei den höheren Geschwindigkeiten von 4,3 und 8,6 mm/s gepressten L-Profile weisen ein vollständig rekristallisiertes Gefüge auf, wobei die Korngröße des rekristallisierten Gefüges mit der Geschwindigkeit zunimmt (Bild 17).
25
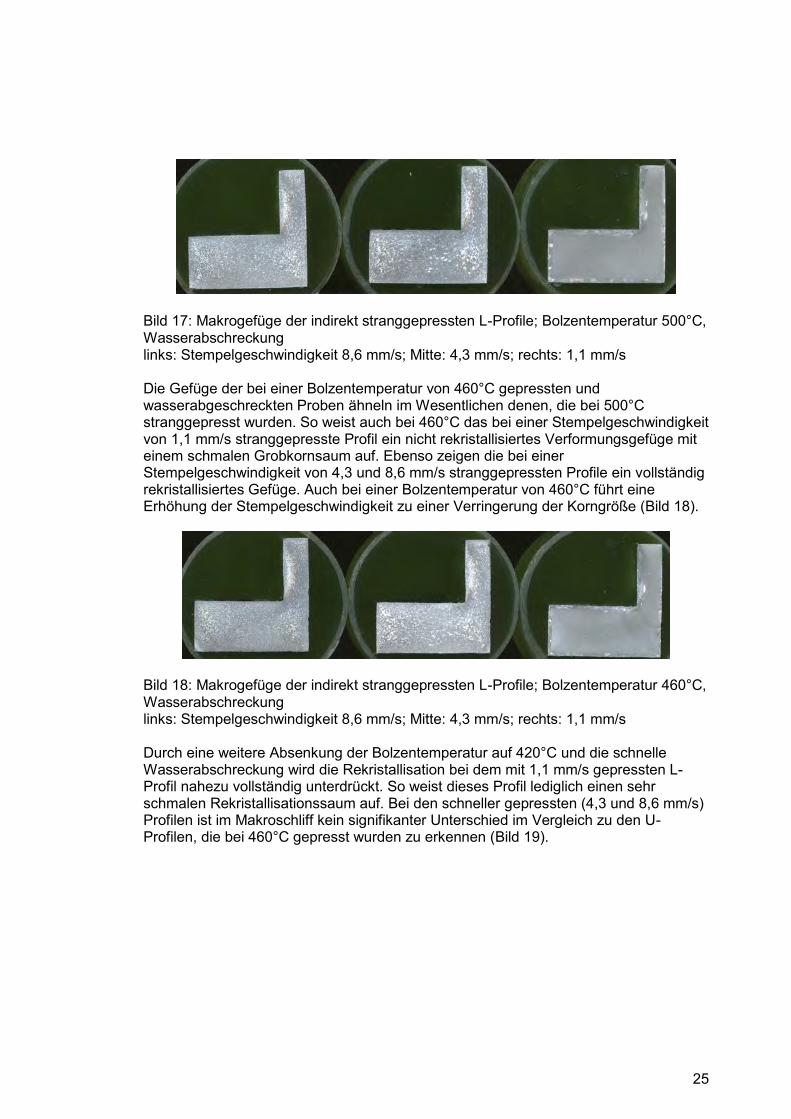
Bild 17: Makrogefüge der indirekt stranggepressten L-Profile; Bolzentemperatur 500°C, Wasserabschreckung links: Stempelgeschwindigkeit 8,6 mm/s; Mitte: 4,3 mm/s; rechts: 1,1 mm/s
Die Gefüge der bei einer Bolzentemperatur von 460°C gepressten und wasserabgeschreckten Proben ähneln im Wesentlichen denen, die bei 500°C stranggepresst wurden. So weist auch bei 460°C das bei einer Stempelgeschwindigkeit von 1,1 mm/s stranggepresste Profil ein nicht rekristallisiertes Verformungsgefüge mit einem schmalen Grobkornsaum auf. Ebenso zeigen die bei einer Stempelgeschwindigkeit von 4,3 und 8,6 mm/s stranggepressten Profile ein vollständig rekristallisiertes Gefüge. Auch bei einer Bolzentemperatur von 460°C führt eine Erhöhung der Stempelgeschwindigkeit zu einer Verringerung der Korngröße (Bild 18).
Bild 18: Makrogefüge der indirekt stranggepressten L-Profile; Bolzentemperatur 460°C, Wasserabschreckung links: Stempelgeschwindigkeit 8,6 mm/s; Mitte: 4,3 mm/s; rechts: 1,1 mm/s
Durch eine weitere Absenkung der Bolzentemperatur auf 420°C und die schnelle Wasserabschreckung wird die Rekristallisation bei dem mit 1,1 mm/s gepressten L-Profil nahezu vollständig unterdrückt. So weist dieses Profil lediglich einen sehr schmalen Rekristallisationssaum auf. Bei den schneller gepressten (4,3 und 8,6 mm/s) Profilen ist im Makroschliff kein signifikanter Unterschied im Vergleich zu den U-Profilen, die bei 460°C gepresst wurden zu erkennen (Bild 19).

26
Bild 19: Makrogefüge der indirekt stranggepressten L-Profile; Bolzentemperatur 420°C, Wasserabschreckung links: Stempelgeschwindigkeit 8,6 mm/s; Mitte: 4,3 mm/s; rechts: 1,1 mm/s
U-Profile
Wie auch bei den L-Profilen führt die Wasserabschreckung bei U-Profilen, die bei einer Bolzentemperatur von 500°C und einer Geschwindigkeit von 1,1 mm/s stranggepresst wurden, zu einer deutlichen Reduzierung des Grobkornsaumes sowie der Korngröße der in diesem Saum rekristallisierten Körner. Durch eine Erhöhung der Stempelgeschwindigkeit auf 4,3 mm/s wird ein vollständig rekristallisiertes Gefüge erzielt, welches jedoch über den Querschnitt keine homogene Korngröße aufweist. Zwar führt eine weitere Erhöhung der Stempelgeschwindigkeit auf 8,6 mm/s insgesamt zu einer Reduktion der Korngröße, es lassen sich jedoch immer noch Bereiche mit unterschiedlichen Korngrößen erkennen (Bild 20).
Bild 20: Makrogefüge der indirekt stranggepressten U-Profile; Bolzentemperatur 500°C, Wasserabschreckung links: Stempelgeschwindigkeit 8,6 mm/s; Mitte: 4,3 mm/s; rechts: 1,1 mm/s
Eine Absenkung der Bolzentemperatur auf 460°C hat auf das Gefüge der bei einer Stempelgeschwindigkeit von 1,1 mm/s gepressten U-Profile keinen signifikanten Einfluss. So weisen auch die bei 460°C gepressten Profile einen schmalen Grobkornsaum bei einem ansonsten nicht rekristallisiertem Gefüge auf. Bei den höheren Stempelgeschwindigkeiten bewirkt die Absenkung der Bolzentemperatur auf 460°C eine homogenere Korngrößenverteilung in den Profilquerschnitten (Bild 21).

27
Bild 21: Makrogefüge der indirekt stranggepressten U-Profile; Bolzentemperatur 460°C, Wasserabschreckung links: Stempelgeschwindigkeit 8,6 mm/s; Mitte: 4,3 mm/s; rechts: 1,1 mm/s
Durch eine weitere Verringerung der Bolzentemperatur auf 420°C führt die schnelle Wasserabschreckung bei einer Stempelgeschwindigkeit von 1,1 mm/s zu einer nahezu vollständigen Unterdrückung der statischen Rekristallisation. So weisen diese Profile nur noch einen sehr schmalen und nicht durchgängigen rekristallisierten Saum auf. Bei höheren Stempelgeschwindigkeiten hat die Absenkung der Bolzentemperatur auf 420°C keinen erkennbaren Einfluss auf das Makrogefüge (Bild 22).
Bild 22: Makrogefüge der indirekt stranggepressten U-Profile; Bolzentemperatur 420°C, Wasserabschreckung links: Stempelgeschwindigkeit 8,6 mm/s; Mitte: 4,3 mm/s; rechts: 1,1 mm/s
4.3 Direktes Strangpressen
Die Versuche zum direkten Strangpressen wurden mit den bereits beim indirekten Strangpressen beschriebenen Parametervariationen durchgeführt. So wurden auch beim direkten Strangpressen jeweils 15 L- und 15 U-Profile hergestellt und anschließend analysiert. Zur Bestimmung des Einflusses der Parameter auf das Strangpressverhalten der Legierung EN AW-6005 A wurden auch beim direkten Strangpressen die auftretenden Kräfte sowie die Profiltemperaturen und die Stempelgeschwindigkeit gemessen und protokolliert. Bild 23 zeigt exemplarisch das Strangpressdiagramm für das direkte Strangpressen eines U-Profils bei einer Bolzentemperatur von 500°C und einer Stempelgeschwindigkeit von 8,6 mm/s.

28
Bild 23: Pressdiagramm eines direkt stranggepressten U-Profils; Bolzentemperatur 500°C, Stempelgeschwindigkeit 8,6 mm/s, Luftabkühlung
Das Pressdiagramm zeigt den Kraftverlauf der Gesamt-, Matrizen- und Reibkraft während des Strangpressens. Da die Reibkraft diejenige Kraft ist, die benötigt wird, um die Reibung des Bolzens im Aufnehmer zu überwinden, nimmt diese mit vorschreitendem Pressvorgang und somit kürzer werdendem Bolzen ab. Wie auch beim indirekten Strangpressen bleibt die Matrizenkraft, welches die Kraft ist, die für die Umformung des Materials benötigt wird, konstant. Da die Gesamtkraft die Summe der beiden Kräfte darstellt nimmt sie daher während des Pressens ab. Aufgrund der Reibung im Aufnehmer nehmen die drei gemessenen Profiltemperaturen während des gesamten Pressvorgangs zu. Dabei ist Profiltemperatur in der Mitte des dünnwandigen Bereichs am höchsten und in der Mitte des dickwandigen Bereichs am geringsten. Die Profiltemperatur an der äußeren Ecke des dünnwandigen Bereichs liegt zwischen diesen beiden Temperaturen.
Aufgrund der auftretenden Reibung sowie der erhöhten Umformarbeit bei niedrigeren Temperaturen nähert sich die Matrizenkraft bei den höheren Bolzentemperaturen von 460 und 500°C während des Pressvorganges an. Da die Fließspannung der Legierung mit sinkender Temperatur abnimmt, ist die Matrizenkraft bei 420°C Bolzentemperatur am größten (Bild 24).
480
490
500
510
520
530
540
550
560
570
580
0
1
2
3
4
5
6
7
8
9
10
0 50 100 150 200 250 300
Profiltemperatur[°C]
Presskraft[M
N]&Stempelgeschwindigkeit
[mm/s]
Stempelweg[mml
Stempelgeschwindigkeit Gesamtkraft Matrizenkraft Reibkraft Temperatur(dünn) Temperatur(dick) Temperatur(Ecke)
29
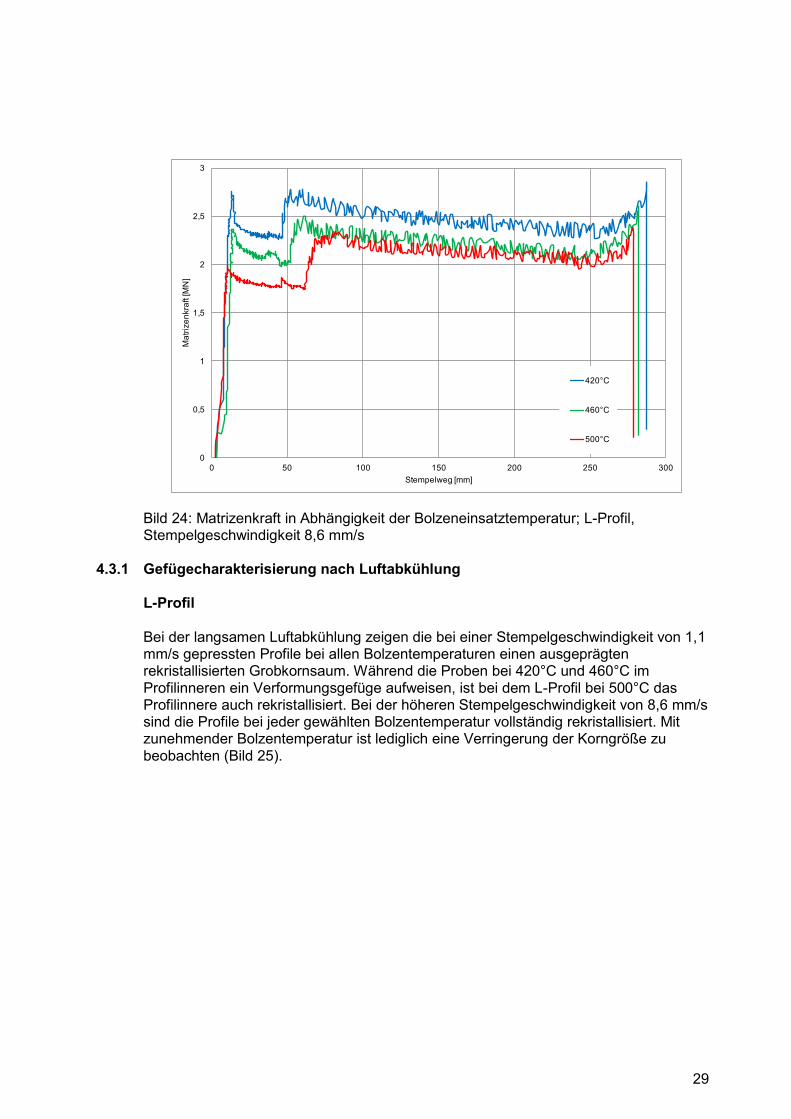
Bild 24: Matrizenkraft in Abhängigkeit der Bolzeneinsatztemperatur; L-Profil, Stempelgeschwindigkeit 8,6 mm/s
4.3.1 Gefügecharakterisierung nach Luftabkühlung
L-Profil
Bei der langsamen Luftabkühlung zeigen die bei einer Stempelgeschwindigkeit von 1,1 mm/s gepressten Profile bei allen Bolzentemperaturen einen ausgeprägten rekristallisierten Grobkornsaum. Während die Proben bei 420°C und 460°C im Profilinneren ein Verformungsgefüge aufweisen, ist bei dem L-Profil bei 500°C das Profilinnere auch rekristallisiert. Bei der höheren Stempelgeschwindigkeit von 8,6 mm/s sind die Profile bei jeder gewählten Bolzentemperatur vollständig rekristallisiert. Mit zunehmender Bolzentemperatur ist lediglich eine Verringerung der Korngröße zu beobachten (Bild 25).
0
0,5
1
1,5
2
2,5
3
0 50 100 150 200 250 300
Mat
rizen
kraf
t [M
N]
Stempelweg [mm]
420°C
460°C
500°C

30
Bild 25: Makrogefüge der direkt stranggepressten L-Profile Luftabkühlung

31
U-Profil
Bild 26: Makrogefüge der direkt stranggepressten U-Profile Luftabkühlung

32
Auch die U-Profile weisen bei einer langsamen Luftabkühlung und einer langsamen Stempelgeschwindigkeit einen Rekristallisationssaum auf. Im Gegensatz zu den L-Profilen findet bei den U-Profilen aber bereits bei 460°C eine Rekristallisation des Profilinneren statt, so dass nur das bei 420°C stranggepresste U-Profil ein Verformungsgefüge aufweist. Eine Erhöhung der Stempelgeschwindigkeit führt auch bei den U-Profilen bei jeder Bolzentemperatur zu einem vollständig rekristallisierten Gefüge (Bild 26).
4.3.2 Gefügecharakterisierung nach Wasserabschreckung
L-Profil
Durch eine schnelle Wasserabschreckung wird die Bildung eines ausgeprägten Grobkornsaumes bei allen Parametervariationen nahezu vollständig unterdrückt. So weisen lediglich die L-Profile, die mit einer Stempelgeschwindigkeit von 1,1 mm/s gepresst wurden, einen sehr schmalen und nicht durchgängigen Grobkornsaum auf. Die schnelle Wasserabschreckung unterdrückt aber nicht nur die Rekristallisation in der Randzone der Profile, sondern auch im Profilinneren. Lediglich bei einer Stempelgeschwindigkeit von 8,6 mm/s und einer Bolzentemperatur von 500°C weist das Profil ein vollständig rekristallisiertes Gefüge auf. Bei den Profilen, die mit einer geringeren Stempelgeschwindigkeit oder einer geringeren Bolzentemperatur stranggepresst wurden, lassen sich immer noch nicht rekristallisierte Bereiche beobachten (Bild 27).

33
Bild 27: Makrogefüge der direkt stranggepressten L-Profile Wasserabschreckung
U-Profil
Aufgrund der größeren Wandstärke in der Basis der U-Profile weisen trotz einer schnellen Wasserabschreckung alle bei einer Bolzentemperatur von 500°C stranggepressten Profile ein vollständig rekristallisiertes Gefüge auf. Bei den niedrigeren Bolzentemperaturen von 460 und 420°C nimmt der Anteil des rekristallisierten Gefüges mit steigender Stempelgeschwindigkeit zu (Bild 28).

34
Bild 28: Makrogefüge der direkt stranggepressten U-Profile Wasserabschreckung

35
5 Untersuchung des Werkstoffverhaltens unter Schubbelastung (IWM Freiburg)
5.1 Torsionsversuche bei hohen Temperaturen
Warme Torsionsproben können ohne Instabilität wie Einschnürung oder Trommelbildung wie bei Zug- und Druckversuchen bis zu einer Dehnung bis 100 gedreht werden. Damit können die Torsionsversuche einen wesentlichen Beitrag für die Bestimmung des Werkstoffmodells zur Modellierung des Strangpressens liefern, weil lokale Dehnungen während eines Strangpressens von Aluminiumwerkstoffen in dieser Größenordnung liegen. Aus diesem Grund wurden Probengeometrie und Versuchsaufbau für warme Torsionsversuche optimiert und Versuche an Proben aus dem Projektwerkstoff AA6005A durchgeführt. Im Versuchsprogramm wurden die Prüftemperatur und die Drehgeschwindigkeit variiert. Es wurden sowohl Vollproben als auch Hohlproben getestet.
Die Torsionsproben wurden aus einem dem IWM zur Verfügung gestellten Strangpressbolzen aus dem Projektwerkstoff AA6005A entnommen. Der Bolzen wurde vor Probenentnahme in Teilstücke zersägt und 245 min bei 577°C homogenisiert.
Versuchsaufbau und Untersuchungsprogramm
Der Versuchsaufbau des Torsionsversuchs wird in Bild 29 dargestellt.
Die Temperatur der Torsionsprobe wird über einen 1-Zonen Widerstandsofen eingebracht. Zur Verifizierung der Temperatur wurden in einem Vorversuch 4 Thermoelemente angebracht (Bild 30) und die Temperaturen gemessen. Nach Erreichen der Temperatur wird über den oberen Rotationsantrieb die Torsion aufgebracht. Dies hat zur Folge, dass sich die Thermoelemente im Bereich Mitte und oben bewegen und dadurch die Temperaturmessung durch zusätzliche Reibung erheblich beeinflusst wird (Überlagerung von Bewegung und Reibung). Deshalb wird auf die Darstellung der Temperatur in den Grafiken verzichtet. Auch bei den Proben mit Bohrung kommt es während des Versuches zur Verbindung der Thermoelemente mit der Probe. Deshalb wurden feste Thermoelemente angebracht. (Bohrung im Schaft, Befestigung der Thermoelemente). Damit konnte beim Aufheizen die Temperatur im Probeninneren gemessen werden.
Die Geometrie der Torsionsprobe wird in Bild 30 angegeben. Der Durchmesser des Prüfbereichs beträgt 12 mm und des Einspannbereichs 16 mm. Die gesamte Probenlänge ist 150mm. Als Alternative wurden einige Torsionsproben mit einer Bohrung gefertigt. Diese Torsionsproben wurden auf 6 mm oder 9 mm aufgebohrt. Die Außengeometrie der aufgebohrten Proben ist identisch wie die der Vollproben.

36
Die Torsionsversuche wurden bei 400°C, 450°C und 500°C durchgeführt. Die vier Drehgeschwindigkeiten 1,8°/s, 18°/s, 180°/ und 720°/s wurden realisiert. Während des Torsionsversuchs wird die axiale Position fixiert. Dadurch werden mögliche axiale Verschiebungen verhindert. Vor Versuchsbeginn wird die Kraft auf Null eingestellt. Dieses Verfahren gilt für alle Versuche. Während eines Torsionsversuchs werden der Torsionsmoment, der Drehwinkel und die Temperatur gemessen.
Bild 29: Aufbau des Torsionsversuchs bei hohen Temperaturen
Bild 30: Torsionsproben vor und nach Versuch mit vier Thermoelementen an unterschiedlichen Stellen

37
Bild 31: Geometrie der Torsionsprobe
Ergebnisse der Torsionsversuche
Bild 32 und Bild 33 zeigen die Ergebnisse der Torsionsversuche, die bei den unterschiedlichen Temperaturen (400°C, 450°C, 500°C) und Drehgeschwindigkeiten (180°/s und 720°/s) durchgeführt wurden. Die Torsionsproben enthalten keine Bohrung. Mit zunehmender Temperatur nimmt der Drehmoment bei gleicher Drehgeschwindigkeit deutlich ab. Vergleicht man die Ergebnisse in den beiden Bildern, ist ein klarer Dehnratenverfestigungseffekt zu erkennen. Die Drehmomente bei allen drei Prüftemperaturen sind bei der Drehgeschwindigkeit 720°/s deutlich höher als die bei 180°/s.
Bild 32:Gemessene Drehmomente als Funktion der Umdrehung bei drei Temperaturen (400°C, 450°C, 500°C) mit einer Drehgeschwindigkeit von 180°/s
Bild 33:Gemessene Drehmomente als Funktion der Umdrehung bei drei Temperaturen (400°C, 450°C, 500°C) mit einer Drehgeschwindigkeit von 720°/s

38
Zur Analyse des Materialverhaltens unter Schubbelastung wurden die von Mises Vergleichsspannung bzw. die Vergleichsdehnung an der Probenoberfläche aus dem in den Versuchen gemessenen Drehmoment M bzw. der Anzahl der Umdrehungen N berechnet [DIE86, MEH15]:
32
)3(3
r
d
dMM
l
Nr
3
2
mit r: Radius des Prüfquerschnitts l: Prüflänge : Drehwinkel (2N) N: Umdrehung M: Drehmoment. Bei der Ableitung der Scherspannung in Torsionsproben mit großer plastischen Dehnung geht man davon aus, dass das Verhältnis der Scherspannung zum Radius nicht mehr konstant ist und die maximale Scherspannung an der Oberfläche nicht mehr proportional zum Drehmoment betrachtet werden kann. In [DIE86] wurde die Methode zur Bestimmung der Scherspannung im plastischen Bereich ausführlich dargestellt, dabei eine Drehmoment-Drehwinkelkurve benötigt wird. Da der zweite Term mit der Ableitung des Drehmoments in der Gleich für die Spannungsberechnung einen geringfügigen Beitrag liefert, wurde er bei der Auswertung vernachlässigt. Zur Berechnung der Vergleichsdehnung wird die Länge des parallelen Bereichs (8 mm) der Proben eingesetzt. Da der Übergangsbereich zwischen dem Prüfquerschnitt mit einem Durchmesser von 12 mm und dem Einspannquerschnitt mit einem Durchmesser von 16 mm auch einen Beitrag zu Verformung liefert, sollte die ausgewertete Vergleichsdehnung als eine Näherung betrachtet werden. Bild 34 und Bild 35 zeigen die ausgewerteten Vergleichsspannungs-Vergleichsdehnungskurven für die Torsionsversuche bei 400°C, 450°C, 500°C mit zwei unterschiedlichen Drehgeschwindigkeiten (180°/s und 720°/s). Die Einflüsse der Temperatur und der Drehgeschwindigkeit auf die Fließspannung sind deutlich zu erkennen. Die Dehnrate der Torsionsversuche beträgt 1,35/s bzw. 5,4/s für die Drehgeschwindigkeit 180°/s bzw. 720°/s.

39
Bild 34:Vergleichsspannung-Vergleichsdehnungskurven aus Torsionsversuchen bei drei Temperaturen (400°C, 450°C, 500°C) mit einer Drehgeschwindigkeit von 180°/s
Bild 35: Vergleichsspannung-Vergleichsdehnungskurven aus Torsionsversuchen bei drei Temperaturen (400°C, 450°C, 500°C) mit einer Drehgeschwindigkeit von 720°/s
Bild 36 und Bild 37 vergleichen die Torsionsproben für die Versuche bei 400°C, 450°C und 500°C bei Drehgeschwindigkeit von 180°/s vor und nach dem Versuch. Die deformierten Torsionsproben wurden um 31 Umdrehungen gedreht. Kein Versagen ist bei diesen Proben aufgetreten. Die Ausgangslänge des Prüfbereichs ist 15,7 mm. Nach dem Versuch liegt die Länge des Prüfbereichs zwischen 15,36 mm und 15,54 mm. Der Ausgangdurchmesser des Prüfquerschnitts beträgt 11,95 mm. Nach dem Versuch ist der Durchmesser zwischen 12,10 mm und 12,24 mm. Das bedeutet, dass die Torsionsversuche zu einer geringfügigen Verkürzung der Probenlänge und einer geringfügigen Zunahme des Durchmessers geführt haben.
Bild 36:Torsionsproben vor und nach dem Versuch bei drei Temperaturen mit einer Drehgeschwindigkeit von 180°/s
Bild 37: Vergleich des Prüfbereichs der Torsionsproben vor und nach dem Versuch bei drei Temperaturen mit einer Drehgeschwindigkeit von 180°/s
Es ist aus Bild 36 und Bild 37 zu erkennen, dass die geprüften Torsionsproben eine ausgeprägte raue Oberfläche haben. Dies liegt an der starken Verformung und teilweiser Schädigung an der Probenoberfläche. Metallographische Untersuchungen am Probenquerschnitt zeigen, dass viele Poren und Mikrorisse an Korngrenzen in den geprüften Torsionsproben gebildet wurden (siehe Abschnitt 5.2). Bild 38 und Bild 39 zeigen die Torsionsproben für die Versuche bei 400°C, 450°C und 500°C bei Drehgeschwindigkeit von 720°/s vor und nach dem Versuch. Die Torsionsproben wurden während des Versuchs um 31 Umdrehungen gedreht. Ähnlich wie bei den Torsionsproben von Drehgeschwindigkeit von 180°/s sind die Bildung von rauen Probenoberflächen und geringfügige Geometrieänderung festzustellen. Auch bei diesen Proben ist kein Versagen aufgetreten.

40
Bild 38: Torsionsproben vor und nach dem Versuch bei drei Temperaturen mit einer Drehgeschwindigkeit von 720°/s
Bild 39: Vergleich des Prüfbereichs der Torsionsproben vor und nach dem Versuch bei drei Temperaturen mit einer Drehgeschwindigkeit von 720°/s
Da sich die Scherspannung im elastischen Bereich linear von Null in der Probenmitte bis zum maximalen Wert am Rand entwickelt, ist es vorteilhaft, dünnwandige Hohlproben zu testen. In einer Hohltorsionsprobe kann eine homogene Scherspannung näherungsweise über dem Querschnitt erreicht werden. In dieser Arbeit wurden neben den Vollproben Hohlproben mit inneren Radien von 6 mm und 9 mm verwendet. Bild 40 und Bild 41 zeigen die Torsionsproben mit einer inneren Bohrung mit einem Durchmesser von 6 mm bzw. 9 mm vor und nach dem Versuch bei 450°C mit einer Drehgeschwindigkeit von 180°/s. Während die Torsionsprobe mit der kleinen Bohrung (6 mm) erst nach 22 Umdrehungen gebrochen ist, versagt die Torsionsprobe mit der großen Bohrung (9 mm) bereits nach 3 Umdrehungen. Die entsprechenden Bruchflächen der beiden Torsionsproben werden in Bild 42 in dargestellt. Auf den Bruchflächen der beiden Proben ist eine starke Scherverformung zu erkennen. Im Gegensatz zu den Torsionsproben mit einer inneren Bohrung ist kein Versagen bei den Volltorsionsproben aufgetreten. Dies könnte darauf zurückzuführen sein, dass die Torsionsproben mit einer inneren Bohrung empfindlich gegenüber Änderungen der Einspannbedingungen reagieren. Während des Torsionsversuchs entsteht eine geringe Zugbelastung wegen der Fixierung der Probeneinspannposition. Die Wanddicke der Torsionsprobe mit der inneren Bohrung eines Durchmessers von 9 mm beträgt ca. 1,5 mm. In diesem Fall kann eine kleine Zugbelastung zu einer bemerkbaren Erhöhung der Mehrachsigkeit (Scherzug) und deswegen zu einem frühzeitigen Versagen führen.

41
Bild 40: Torsionsprobe mit einer inneren Bohrung (Durchmesser von 6 mm) vor und nach dem Versuch bei 450°C mit einer Drehgeschwindigkeit von 180°/s
Bild 41: Torsionsprobe mit einer inneren Bohrung (Durchmesser von 9 mm) vor und nach dem Versuch bei 450°C mit einer Drehgeschwindigkeit von 180°/s
Bild 42: Bruchflächen der Torsionsproben mit einer inneren Bohrung (Durchmesser von 6 mm bzw. 9 mm) nach dem Versuch bei 450°C mit einer Drehgeschwindigkeit von 180°/s

42
Die gemessenen Drehmoment-Umdrehungskurven von Torsionsproben mit einem inneren Bohrungsdurchmesser von 6 bzw. 9 mm, die bei 450°C mit einer Drehgeschwindigkeit von 180°/s geprüft wurden, werden in Bild 43 dargestellt. Wie bereits erwähnt, beginnt die Schädigung in der Probe mit dem Bohrungsdurchmesser von 9 mm deutlich früher als in der Probe mit dem Bohrungsdurchmesser von 6 mm und als Konsequenz nimmt der Drehmoment der Torsionsprobe nach dem maximalen Wert schneller als bei der Probe mit dem kleineren Bohrungsdurchmesser ab.
Bild 43: Gemessene Drehmoment-Umdrehungskurven von Torsionsproben mit einem inneren Bohrungsdurchmesser von 6 bzw. 9 mm bei 450°C und Drehgeschwindigkeit von 180°/s
Bild 44: Vergleichsspannung-Vergleichs-dehnungskurven von Torsionsproben mit einem inneren Bohrungsdurchmesser von 6 bzw. 9 mm bei 450°C und Drehgeschwindigkeit von 180°/s
Die Vergleichsspannung am äußeren Rand der Torsionsprobe mit innerer Bohrung kann in Analogie zu der Gleichung für Vollproben mit der folgenden Gleichung berechnet werden:
)rr(
Mr
i
442
33
mit r: Radius des Prüfquerschnitts ri:Radius der inneren Bohrung N: Umdrehung M: Drehmoment. Die Vergleichsdehnung in der aufgebohrten Torsionsprobe wurde mit der gleichen Formel wie für eine Vollprobe abgeschätzt. Bild 44 vergleicht die ausgewerteten Vergleichsspannungs-Vergleichsdehnungskurven von den Torsionsproben mit einem inneren Bohrungsdurchmesser von 6 bzw. 9 mm bei 450°C mit einer Drehgeschwindigkeit von 180°/s, wobei die Ergebnisse einer Vollprobe auch eingezeichnet sind. Die maximale Spannung der Torsionsprobe mit einem Bohrungsdurchmesser von 6 mm beträgt 36 MPa und ist nur geringfügig kleiner als der Wert 37,5 MPa aus der Vollprobe. Die Torsionsprobe mit einem Bohrungsdurchmesser von 9 mm liefert eine niedrigere maximale Spannung (32,5 MPa). Dies könnte durch

43
den relativ größeren Zugspannungsanteil auf der dünneren Wand und frühzeitige Schädigung verursacht werden. Diese Probengeometrie kann aufgrund der Empfindlichkeit zur Einspannsituation nicht für weitere Anwendung insbesondere für große Verformung empfohlen werden. Zur Bestimmung der Einflüsse der Dehnrate und Temperatur auf die Vergleichsspannung-Vergleichsdehnungskurven werden die Ergebnisse der Torsionsversuche an Vollproben in Bild 45 für den gesamten Dehnungsbereich und Bild 46 für den Anfangsbereich bis zur Dehnung von 1,5 zusammengestellt. Dabei variiert die Dehnrate von 0.013/s bis 5,4/s und die Temperatur von 400°C bis 500°C. Sowohl Dehnrate als auch Temperatur haben einen großen Einfluss auf das Fließverhalten. Wie erwartet, steigt die Fließspannung mit zunehmender Dehnrate oder abnehmender Temperatur deutlich an.
Bild 45: Einflüsse der Dehnrate und Temperatur auf die Vergleichsspannung-Vergleichsdehnungskurven aus den Torsionsversuchen an Vollproben
Bild 46: Anfangsbereich der ermittelten Vergleichsspannung-Vergleichsdehnungskurven aus den Torsionsversuchen an Vollproben
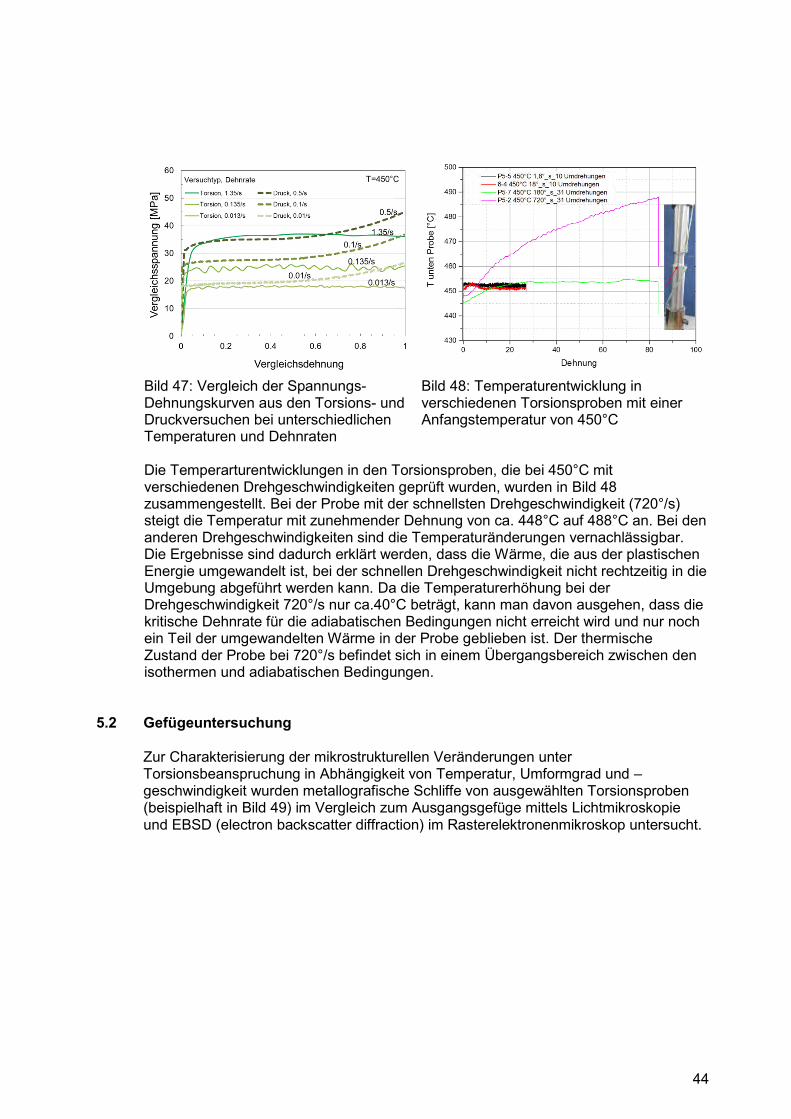
Bild 47 vergleicht die aus Torsionsversuchen ermittelten Spannungs-Dehnungskurven mit den Ergebnissen aus den Druckversuchen bei 450°C, die in [SUN11] dargestellt wurden. Die Spannungsniveaus aus den beiden Versuchstypen sind für vergleichbare Dehnraten ähnlich. Nach einer Dehnung von ca. 0,6 steigen die Spannungs-Dehnungskurven der Druckversuche leicht an. Das könnte auf den zunehmenden Einfluss der Reibung zwischen dem Stempel und der Probe zurückzuführen sein. Nach der Trommelbildung der Druckprobe ist der Spannungszustand nicht mehr einachsig. Bei einer Dehnung größer als 0,6 sind die Ergebnisse von Torsionsversuche zuverlässiger.
44
Bild 47: Vergleich der Spannungs-Dehnungskurven aus den Torsions- und Druckversuchen bei unterschiedlichen Temperaturen und Dehnraten
Bild 48: Temperaturentwicklung in verschiedenen Torsionsproben mit einer Anfangstemperatur von 450°C
Die Temperarturentwicklungen in den Torsionsproben, die bei 450°C mit verschiedenen Drehgeschwindigkeiten geprüft wurden, wurden in Bild 48 zusammengestellt. Bei der Probe mit der schnellsten Drehgeschwindigkeit (720°/s) steigt die Temperatur mit zunehmender Dehnung von ca. 448°C auf 488°C an. Bei den anderen Drehgeschwindigkeiten sind die Temperaturänderungen vernachlässigbar. Die Ergebnisse sind dadurch erklärt werden, dass die Wärme, die aus der plastischen Energie umgewandelt ist, bei der schnellen Drehgeschwindigkeit nicht rechtzeitig in die Umgebung abgeführt werden kann. Da die Temperaturerhöhung bei der Drehgeschwindigkeit 720°/s nur ca.40°C beträgt, kann man davon ausgehen, dass die kritische Dehnrate für die adiabatischen Bedingungen nicht erreicht wird und nur noch ein Teil der umgewandelten Wärme in der Probe geblieben ist. Der thermische Zustand der Probe bei 720°/s befindet sich in einem Übergangsbereich zwischen den isothermen und adiabatischen Bedingungen.
5.2 Gefügeuntersuchung
Zur Charakterisierung der mikrostrukturellen Veränderungen unter Torsionsbeanspruchung in Abhängigkeit von Temperatur, Umformgrad und –geschwindigkeit wurden metallografische Schliffe von ausgewählten Torsionsproben (beispielhaft in Bild 49) im Vergleich zum Ausgangsgefüge mittels Lichtmikroskopie und EBSD (electron backscatter diffraction) im Rasterelektronenmikroskop untersucht.

45
Bild 49: Schliffpositionen und Übersichtsaufnahme des geätzten Längs- und Querschliffs für eine Torsionprobe (belastet unter 500 °C, Drehwinkel 180°/s, 31 Umdrehungen)
Die torsionsartige Verformung des Gefüges ist besonders an den Übersichtsaufnahmen der geätzten Schliffe an Hand der spiral- bzw. gewindeartig angeordneten Seigerungen erkennbar (Bild 50 und Bild 51 c bis e). Die in Bild 51 angegebenen Korngrößen stammen aus EBSD-Messungen, welche an denselben Proben durchgeführt wurden. Die in Teilbild a) angegebene Korngröße (88 µm) dient bei weiteren Vergleichen als Referenzkorngröße für das nicht verformte Gefüge.
Bild 50: Übersichtsaufnahme des tordierten Gefüges im Längsschliff (belastet unter 500 °C, Drehwinkel 180°/s, 31 Umdrehungen)
46
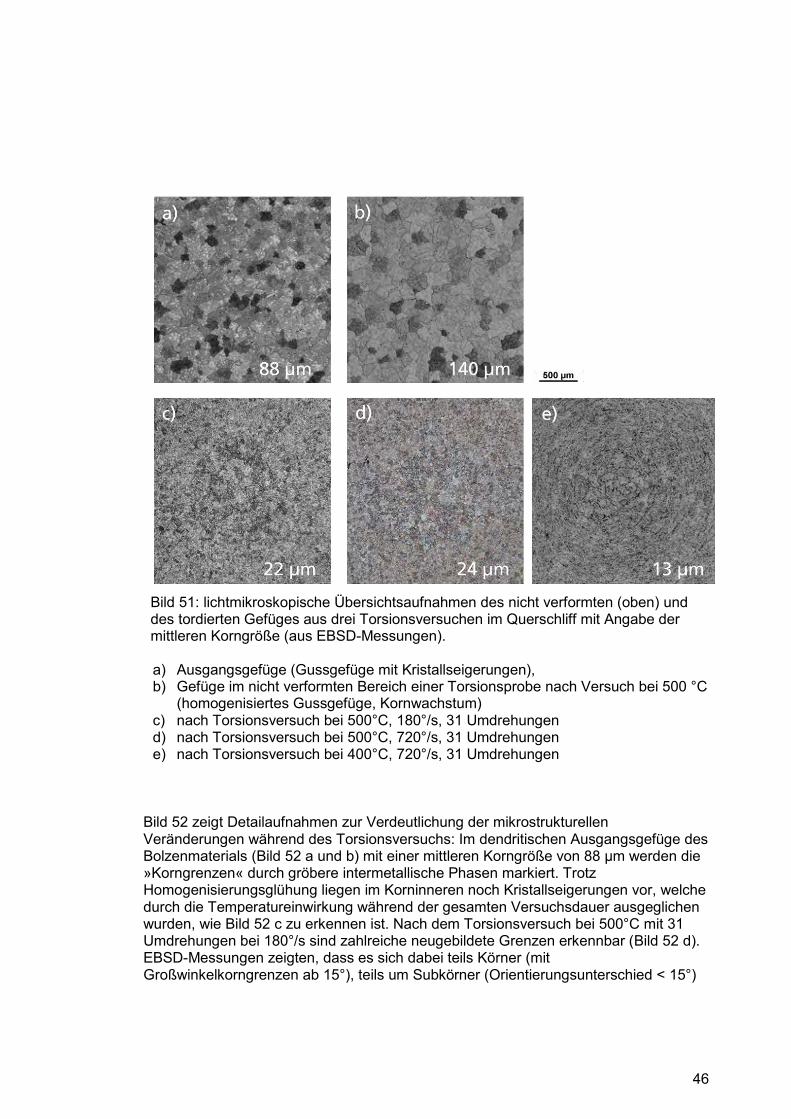
Bild 51: lichtmikroskopische Übersichtsaufnahmen des nicht verformten (oben) und des tordierten Gefüges aus drei Torsionsversuchen im Querschliff mit Angabe der mittleren Korngröße (aus EBSD-Messungen).
a) Ausgangsgefüge (Gussgefüge mit Kristallseigerungen), b) Gefüge im nicht verformten Bereich einer Torsionsprobe nach Versuch bei 500 °C
(homogenisiertes Gussgefüge, Kornwachstum) c) nach Torsionsversuch bei 500°C, 180°/s, 31 Umdrehungen d) nach Torsionsversuch bei 500°C, 720°/s, 31 Umdrehungen e) nach Torsionsversuch bei 400°C, 720°/s, 31 Umdrehungen
Bild 52 zeigt Detailaufnahmen zur Verdeutlichung der mikrostrukturellen Veränderungen während des Torsionsversuchs: Im dendritischen Ausgangsgefüge des Bolzenmaterials (Bild 52 a und b) mit einer mittleren Korngröße von 88 µm werden die »Korngrenzen« durch gröbere intermetallische Phasen markiert. Trotz Homogenisierungsglühung liegen im Korninneren noch Kristallseigerungen vor, welche durch die Temperatureinwirkung während der gesamten Versuchsdauer ausgeglichen wurden, wie Bild 52 c zu erkennen ist. Nach dem Torsionsversuch bei 500°C mit 31 Umdrehungen bei 180°/s sind zahlreiche neugebildete Grenzen erkennbar (Bild 52 d). EBSD-Messungen zeigten, dass es sich dabei teils Körner (mit Großwinkelkorngrenzen ab 15°), teils um Subkörner (Orientierungsunterschied < 15°)

47
handelt, Bild 53. Der hier untersuchte Gefügebereich lag nahe der Probenmitte (bzgl. des Probendurchmessers), wo der Umformgrad und damit die Triebkraft für Rekristallisation am geringsten war.
Bild 52: lichtmikroskopische Detailaufnahmen des Ausgangsgefüges (a und b) sowie des nicht verformten (c) und verformten Gefüges (d) einer Torsionsprobe im Querschliff.
a) Ausgangsgefüge, ungeätzt: grobe interdendritische Ausscheidungen (hellgrau) und Poren (schwarz) sind erkennbar,
b) Ausgangsgefüge, geätzt: zusätzlich sind Kristallseigerungen erkennbar, c) Ausgangsgefüge nach Temperatureinwirkung (500°C) vor, während und nach
Torsionsversuch: Abbau der Kristallseigerungen erkennbar, d) nach Torsionsversuch bei 500°C, 180°/s, 31 Umdrehungen (Probenmitte): neu
gebildete Körner oder Subkörner sind erkennbar

48
Bild 53: EBSD-Scan (Größe 150x150 µm², Schrittweite 0,5 µm) am Querschliff einer Torsionsprobe (500°C, 180°/s, 31 Umdrehungen) nahe der Probenmitte (links) im Vergleich mit lichtmikroskopischer Aufnahme (rechts): innerhalb der ursprünglichen Gusskörner neugebildete polygonale Körner, z.T. Subkörner
Etwas größere EBSD-Scans (1,5 x 1,5 mm²), mit entsprechend geringerer Auflösung (Schrittweite 3 µm) wurden für die beiden Torsionsproben mit höherem Drehwinkel (720°/s, 31 Umdrehungen, bei 400°C bzw. 500°C) durchgeführt, Bild 54 bis Bild 57. Aus ihnen wird ersichtlich, dass unmittelbar im Zentrum vorwiegend Kleinwinkelkorngrenzen (< 15°) innerhalb der ursprünglichen Körner vorliegen, wogegen mit zunehmendem radialen Abstand neue Körner, die deutlich kleiner sind als die des Ausgangsgefüges, entstanden sind, also ein rekristallisiertes Gefüge vorliegt. Die mittlere Korngröße der 500° C -Probe – liegt deutlich über der der 400°C- Probe. Da die 500° C-Probe vor Versuchsbeginn einer deutlich längeren Temperatureinwirkung als die 400° C- Probe ausgesetzt war, muss davon ausgegangen werden, dass hier schon vor der Torsionsbelastung ein gröberes Ausgangsgefüge vorlag.

49
Bild 54: Orientierungsverteilungen aus EBSD-Scans (Größe 1,5x1,5 mm², Schrittweite 3 µm) am Ausgangsfüge sowie am Gefüge nach Torsionsversuchen (720°/s, 31 Umdrehungen) bei 400 °C und 500 °C. Die unter den Teilbildern angegebenen mittleren Korngrößen beziehen sich auf Großwinkelkorngrenzen (ab 15°)
Bild 55: Verteilung der Korn-/Subkorngrenzen aus EBSD-Scan (Größe 1,5x1,5 mm², Schrittweite 3 µm) am Ausgangsfüge (passend zum linken Teilbild in Bild 54)

50
Bild 56: Verteilung der Korn-/Subkorngrenzen aus EBSD-Scan (Größe 1,5x1,5 mm², Schrittweite 3 µm) nach Torsionsversuch (720°/s, 31 Umdrehungen) bei 400 °C im Bereich der Probenmitte (links der Bildmitte), passend zum mittleren Teilbild in Bild 54
Bild 57: Verteilung der Korn-/Subkorngrenzen aus EBSD-Scan (Größe 1,5x1,5 mm², Schrittweite 3 µm) nach Torsionsversuch (720°/s, 31 Umdrehungen) bei 500 °C im Bereich der Probenmitte, passend zum rechten Teilbild in Bild 54

51
Lichtmikroskopische Detailaufnahmen des Gefüges nach Torsion werden am Beispiel einer Probe (500°C, 720°/s, 31 Umdrehungen, entspricht der Probe zu Bild 51 d) für unterschiedliche Stellen bezüglich des Probenquerschnitts (Rand/ halber Radius/ Mitte) in Bild 58 bis Bild 60 gezeigt. Hier ist zu erkennen, dass während des Versuchs eine deutliche Kornfeinung gegenüber dem Ausgangsgefüge stattgefunden hat. Dabei nimmt die durchschnittliche Korngröße von der Mitte zum Rand hin, also mit zunehmendem Umformgrad, ab. (Anmerkung: Die hier angegebenen Korngrößen wurden an den lichtmikroskopischen Aufnahmen mittels Linienschnittverfahren abgeschätzt. Abweichungen von entsprechenden in EBSD-Messungen ermittelten Korngrößen ergeben sich naturgemäß aus Unterschieden in der Art der Abbildung, Größe und Position der analysierten Messfelder, Auswerteverfahren usw.).
Bild 58: lichtmikroskopische Aufnahme des tordierten Gefüges nach Torsionsversuch bei 500°C, 720°/s, 31 Umdrehungen in Randnähe (Querschliff), mittlere Korngröße: 14 µm. Am Rand (links) ist die starke Aufrauhung der Probenoberfläche in Folge der Torsionsbelastung zu erkennen.

52
Bild 59: lichtmikroskopische Aufnahme des tordierten Gefüges nach Torsionsversuch bei 500°C, 720°/s, 31 Umdrehungen an Position ½ Radius (Querschliff), mittlere Korngröße: 15 µm
Bild 60: lichtmikroskopische Aufnahme des tordierten Gefüges nach Torsionsversuch bei 500°C, 360°/s, 31 Umdrehungen in Probenmitte (Querschliff), mittlere Korngröße: 18 µm

53
5.3 Simulation der Torsionsversuche
Die Torsionsversuche an der Vollprobe wurden mit dem FE-Programm Abaqus simuliert. Eine Modellierung mit Elementen mit der üblichen Lagrange-Formulierung, bei der sich das FE-Netz mit dem Material verformt, war wegen der großen plastischen Deformation der Proben im Torsionsbereich nicht möglich. Deshalb wurden FE-Modelle für reine Eulerformulierung, bei der sich das Material durch ein feststehendes Netz bewegt und keine Elementdeformation stattfindet, sowie für ALE (Arbitrary Langrangian Eulerian)-Formulierung, einer Kombination aus Euler- und Lagrange-Formulierung, für Abaqus/Explicit erstellt. Diese beiden Modellierungstechniken sind im Prinzip für die Simulation der Torsionsversuche geeignet.
Als am vorteilhaftesten hinsichtlich des Modellierungs- und Rechenaufwands erwies sich jedoch eine dritte Modellierungstechnik mit 2D axialsymmetrischen Elementen mit Twist in Abaqus/Standard [ABA16]. Dieser Elementtyp hat neben der radialen und axialen Verschiebung einen zusätzlichen Freiheitsgrad für den Drehwinkel. Das zweidimensionale undeformierte FE-Netz ist in Bild 61a dargestellt. Bild 61b zeigt das deformierte Netz nach drei Umdrehungen.
Bild 61: a) Berechnete Verteilung der plastischen Vergleichsdehnung auf undeformiertem Netz, b) berechnete Verteilung der von Mises Vergleichsspannung auf deformiertem Netz jeweils nach 3 Umdrehungen für Temperatur 450 °C und Drehgeschwindigkeit 180°/s

54
Da das für die Simulationen mit HyperXtrude verwendete Materialmodell (vgl. Abschnitt 8.1) in dieser Form nicht in Abaqus/Standard zur Verfügung steht, wurden die an Warmdruckversuche angepassten dehnraten- und temperaturabhängigen Fließspannungen aus dem Vorläufervorhaben in tabellarischer Form in ein dort vorhandenes Modell übernommen (Keyword: *rate dependent, type=yield ratio). Die Simulationen wurden zunächst thermisch-mechanisch gekoppelt durchgeführt. Ein Vergleich von gemessenen und berechneten Drehmomenten (über Anzahl Umdrehungen) für verschiedene Temperaturen bei einer Drehgeschwindigkeit von 180°/s ist in Bild 62 dargestellt. Dabei sind die durchgezogenen Linien die experimentellen Ergebnisse und die gepunkteten Linien die Ergebnisse der thermisch-mechanisch gekoppelten Rechnungen. Der Fließbeginn wird von den Simulationen außer für die Temperatur von 400°C in guter Übereinstimmung mit den Experimenten wiedergegeben. Für die Anpassung der Fließkurven lag für diese Temperatur nur ein Warmdruckversuch bei einer Dehnrate von 0,01/s vor (Bild 120). Wahrscheinlich wird die Dehnratenverfestigung durch die Anpassung über ein analytisches Modell (Gleichungen (6) und (7) in Abschnitt 8.1) im Bereich niedrigerer Temperaturen unterschätzt. Der Abfall der Drehmomente nach dem Maximum wird thermisch-mechanisch gekoppelt jedoch nicht ausreichend berechnet. Hier ist wegen Berücksichtigung der Wärmeleitung die berechnete Temperaturerhöhung durch plastische Arbeit zu gering, um den in den Versuchen beobachteten Abfall der Drehmomente zu bewirken. Eine mögliche Ursache für die Überschätzung des Drehmoments liegt in der Vernachlässigung der Schädigung (Aufrauhung) an der Probenoberfläche in der Simulation (Bild 58).
Zur Nachbildung des gemessenen Globalverhaltens wurde versucht, die Wirkung der thermischen Effekte durch Annahme von adiabatischen Bedingungen zu verstärken. Bei Berechnungen ohne Berücksichtigung der Wärmeleitung (gestrichelte Linien in Bild 62) wird der Abfall der Drehmomente im Anfangsbereich der Kurven gut wiedergegeben, würde sich aber abweichend vom Experiment im weiteren Verlauf in den Berechnungen in gleichem Maße fortsetzen. Dies deutet darauf hin, dass sich bei längerer Versuchsdauer ein stabilisierter Zustand einstellt, bei dem Wärmeleitung zunehmend eine Rolle spielt. Der Vergleich der Drehmomente aus Experimenten und (adiabatischen) Simulationen für verschiedene Drehgeschwindigkeiten bei einer Temperatur 450 ºC in Bild 63 zeigt ebenfalls eine zufriedenstellende Übereinstimmung für verschiedene Dehnraten.

55
Bild 62: Vergleich der Drehmomente aus Experiment und Simulation für verschiedene Temperaturen (Drehgeschwindigkeit 180°/s)
Bild 63: Vergleich der Drehmomente aus Experiment und Simulation für verschiedene Drehgeschwindigkeiten (Temperatur 450 ºC)

56
6 Untersuchung des Reibverhaltens (IWM Feiburg)
6.1 Reibversuche bei hohen Temperaturen mit großer plastischer Deformation
Zur Validierung von Reibmodellen wurden neue Reibversuche mit der Möglichkeit für große plastische Verformungen konzipiert und realisiert. Dabei wurden zwei Varianten des Versuchsaufbaus untersucht. Sie unterscheiden sich hauptsächlich durch die Probengröße und das Pressverhältnis. Reibversuche mit dem ersten Aufbau Beim ersten Versuchsaufbau wurde eine ringförmige Aluminiumprobe zwischen einem Dorn und einer ringförmigen Matrize, deren Innenraum aus drei Bereichen (paralleler, kegelförmiger und paralleler Teil) besteht, eingelegt und durch einen Stahlhohlstempel von oben nach unten gedrückt. Bild 64 zeigt die schematische Darstellung und Bild 65a die CAD-Zeichnung des ersten Reibversuchs. Diese Reibversuche sind im Prinzip kleine Direktstrangpressversuche. Aufgrund der kleinen Dimensionen und Verwendung von Standardteilen sind die Reibversuche kostengünstig. Während des Versuchs wurden die Presskraft und die Kraft am Dorn und der Matrize sowie die Verschiebung des Stahlstempels gemessen und das Verformungsbild des Probenquerschnitts wurde nach Reibversuch dokumentiert und analysiert. Die Reibversuche wurden bei 420°C, 460°C und 500°C mit Pressgeschwindigkeiten von 0,1 mm/min bzw. 0,2 mm/min durchgeführt. Die Reibproben wurden aus einem dem IWM zur Verfügung gestellten Strangpressbolzen aus dem Projektwerkstoff AA6005A entnommen. Der Bolzen wurde vor Probenentnahme in Teilstücke zersägt und 245 min bei 577°C homogenisiert.
Bild 64: Schematische Darstellung des ersten Reibversuchs mit großer plastischer Verformung bei hohen hydrostatischen Spannungen
Bild 65: a) erster und b) optimierter Versuchsaufbau des Reibversuchs
a) b)
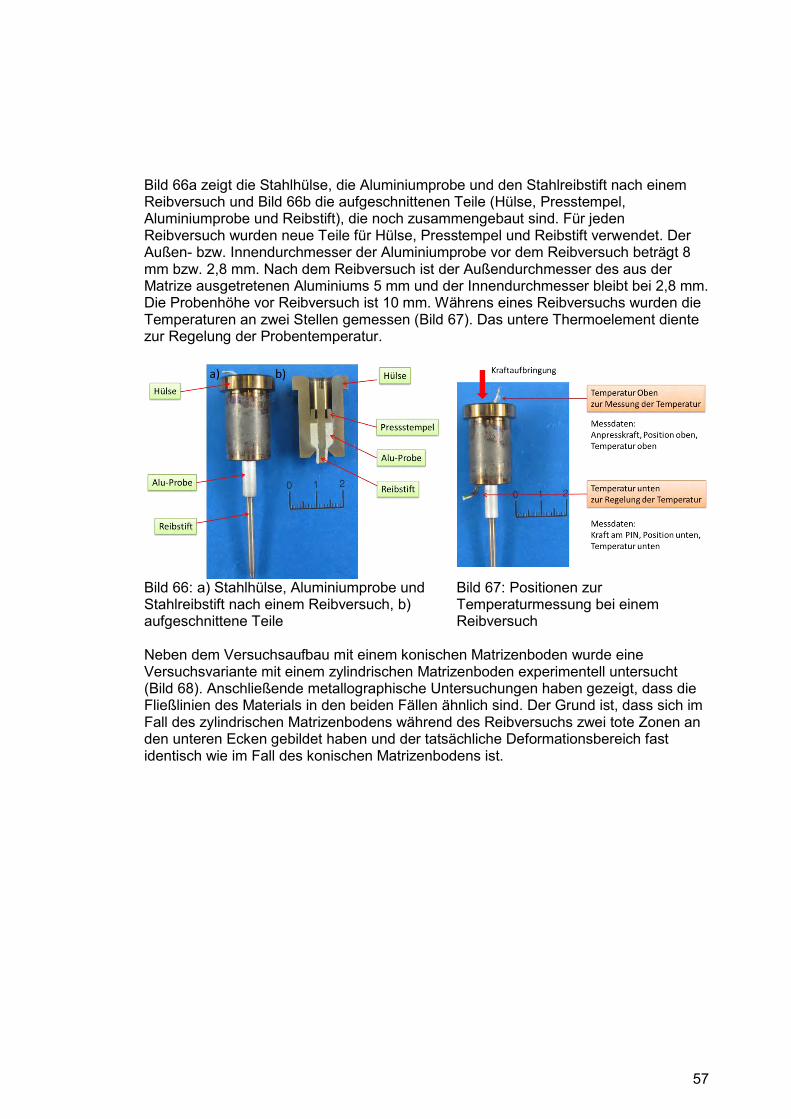
57
Bild 66a zeigt die Stahlhülse, die Aluminiumprobe und den Stahlreibstift nach einem Reibversuch und Bild 66b die aufgeschnittenen Teile (Hülse, Presstempel, Aluminiumprobe und Reibstift), die noch zusammengebaut sind. Für jeden Reibversuch wurden neue Teile für Hülse, Presstempel und Reibstift verwendet. Der Außen- bzw. Innendurchmesser der Aluminiumprobe vor dem Reibversuch beträgt 8 mm bzw. 2,8 mm. Nach dem Reibversuch ist der Außendurchmesser des aus der Matrize ausgetretenen Aluminiums 5 mm und der Innendurchmesser bleibt bei 2,8 mm. Die Probenhöhe vor Reibversuch ist 10 mm. Währens eines Reibversuchs wurden die Temperaturen an zwei Stellen gemessen (Bild 67). Das untere Thermoelement diente zur Regelung der Probentemperatur.
Bild 66: a) Stahlhülse, Aluminiumprobe und Stahlreibstift nach einem Reibversuch, b) aufgeschnittene Teile
Bild 67: Positionen zur Temperaturmessung bei einem Reibversuch
Neben dem Versuchsaufbau mit einem konischen Matrizenboden wurde eine Versuchsvariante mit einem zylindrischen Matrizenboden experimentell untersucht (Bild 68). Anschließende metallographische Untersuchungen haben gezeigt, dass die Fließlinien des Materials in den beiden Fällen ähnlich sind. Der Grund ist, dass sich im Fall des zylindrischen Matrizenbodens während des Reibversuchs zwei tote Zonen an den unteren Ecken gebildet haben und der tatsächliche Deformationsbereich fast identisch wie im Fall des konischen Matrizenbodens ist.
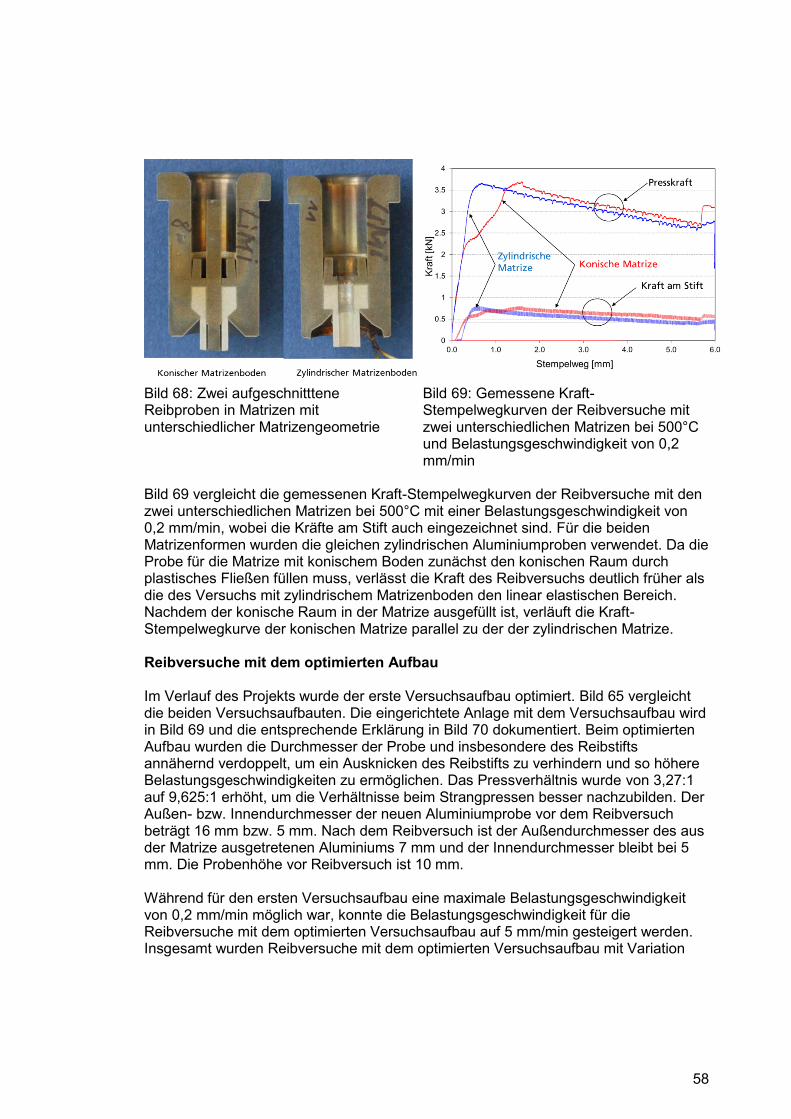
58
Bild 68: Zwei aufgeschnitttene Reibproben in Matrizen mit unterschiedlicher Matrizengeometrie
Bild 69: Gemessene Kraft-Stempelwegkurven der Reibversuche mit zwei unterschiedlichen Matrizen bei 500°C und Belastungsgeschwindigkeit von 0,2 mm/min
Bild 69 vergleicht die gemessenen Kraft-Stempelwegkurven der Reibversuche mit den zwei unterschiedlichen Matrizen bei 500°C mit einer Belastungsgeschwindigkeit von 0,2 mm/min, wobei die Kräfte am Stift auch eingezeichnet sind. Für die beiden Matrizenformen wurden die gleichen zylindrischen Aluminiumproben verwendet. Da die Probe für die Matrize mit konischem Boden zunächst den konischen Raum durch plastisches Fließen füllen muss, verlässt die Kraft des Reibversuchs deutlich früher als die des Versuchs mit zylindrischem Matrizenboden den linear elastischen Bereich. Nachdem der konische Raum in der Matrize ausgefüllt ist, verläuft die Kraft-Stempelwegkurve der konischen Matrize parallel zu der der zylindrischen Matrize. Reibversuche mit dem optimierten Aufbau Im Verlauf des Projekts wurde der erste Versuchsaufbau optimiert. Bild 65 vergleicht die beiden Versuchsaufbauten. Die eingerichtete Anlage mit dem Versuchsaufbau wird in Bild 69 und die entsprechende Erklärung in Bild 70 dokumentiert. Beim optimierten Aufbau wurden die Durchmesser der Probe und insbesondere des Reibstifts annähernd verdoppelt, um ein Ausknicken des Reibstifts zu verhindern und so höhere Belastungsgeschwindigkeiten zu ermöglichen. Das Pressverhältnis wurde von 3,27:1 auf 9,625:1 erhöht, um die Verhältnisse beim Strangpressen besser nachzubilden. Der Außen- bzw. Innendurchmesser der neuen Aluminiumprobe vor dem Reibversuch beträgt 16 mm bzw. 5 mm. Nach dem Reibversuch ist der Außendurchmesser des aus der Matrize ausgetretenen Aluminiums 7 mm und der Innendurchmesser bleibt bei 5 mm. Die Probenhöhe vor Reibversuch ist 10 mm. Während für den ersten Versuchsaufbau eine maximale Belastungsgeschwindigkeit von 0,2 mm/min möglich war, konnte die Belastungsgeschwindigkeit für die Reibversuche mit dem optimierten Versuchsaufbau auf 5 mm/min gesteigert werden. Insgesamt wurden Reibversuche mit dem optimierten Versuchsaufbau mit Variation

59
der Temperatur bei 420, 460 und 500°C und Variation der Pressgeschwindigkeit (0,2, 1, 2 und 5 mm/min) durchgeführt.
Bild 70: Anlage mit dem Versuchsaufbau
Bild 71: Darstellung des optimierten Versuchsaufbaus für Reibversuche
Bild 72 zeigt die gemessene Presskraft und Kraft am Stift als Funktion des Stempelwegs bei 420°C, 460°C und 500°C mit Pressgeschwindigkeit von 0,2 mm/min. Die Kraft-Stempelwegkurven für unterschiedliche Temperaturen haben eine ähnliche Form. Mit zunehmender Temperatur nehmen die Presskraft und die Kraft am Stift deutlich ab.
Bild 72: Gemessene Press- und Reibkraft als Funktion des Stempelwegs bei 420°C, 460°C und 500°C mit Pressgeschwindigkeit von 0,2 mm/min
Bild 73: Gemessene Press- und Reibkraft als Funktion des Stempelwegs bei 420°C, 460°C und 500°C mit Pressgeschwindigkeit zunächst von 1 mm/min und dann 2 mm/min

60
In weiteren Versuchen wurde die Pressgeschwindigkeit zweistufig aufgebracht, um zu prüfen, ob der Reibstift jeweils bei höherer Geschwindigkeit nicht ausknickt. Bild 73 zeigt die gemessene Presskraft und Kraft am Stift als Funktion des Stempelwegs bei 420°C, 460°C und 500°C mit Pressgeschwindigkeit zunächst von 1 mm/min und dann 2 mm/min. Bild 74 zeigt die entsprechenden Ergebnisse mit Pressgeschwindigkeit zunächst von 2 mm/min und dann 5 mm/min. Bei allen drei Pressgeschwindigkeiten wurde ein ausgeprägter Einfluss der Temperatur auf die Presskraft festgestellt. Vergleicht man die Ergebnisse in Bild 72, Bild 73 und Bild 74, ist auch ein starker Einfluss der Belastungsgeschwindigkeit auf die Presskraft zu erkennen.
Bild 74: Gemessene Press- und Reibkraft als Funktion des Stempelwegs bei 420°C, 460°C und 500°C mit Pressgeschwindigkeit zunächst von 2 mm/min und dann 5 mm/min
Bild 75: Gemessene Press- und Reibkraft als Funktion des Stempelwegs bei 420°C mit unterschiedlichen Pressgeschwindigkeiten
Zur Verdeutlichung des Effekts der Pressgeschwindigkeit werden die Ergebnisse der Reibversuche jeweils für eine konstante Temperatur in Bild 75, Bild 76 und Bild 77 dargestellt. Der Einfluss der Pressgeschwindigkeit auf die Presskraft ist vergleichbar mit dem Einfluss der Prüftemperatur.
Bild 76: Gemessene Press- und Reibkraft als Funktion des Stempelwegs bei 460°C mit unterschiedlichen Geschwindigkeiten
Bild 77: Gemessene Press- und Reibkraft als Funktion des Stempelwegs bei 500°C mit unterschiedlichen Geschwindigkeiten

61
6.2 Gefügeuntersuchung
6.2.1 Vorversuche mit unterschiedlichen Matrizengeometrien
Nach den Reibversuchen wurden jeweils zwei Schliffe erstellt, um lichtmikroskopische Untersuchungen sowie EBSD-Analysen durchzuführen. Dazu wurden die Proben aufgetrennt (Bild 78) und metallographische Schliffe präpariert.
Bild 78: Probenentnahme für Gefügeuntersuchungen zu Reibversuchen
Am geätzten Schliff sind im Lichtmikroskop Fließlinien in den verformten Materialbereichen vor der Matrize erkennbar (Bild 80, Bild 81 oben). Diese bestehen aus Seigerungen, die sich durch das Strangpressen in die Länge ziehen (Bild 80, Bild 81 unten links). In den Seigerungszonen liegt eine unterschiedliche Ausscheidungsdichte vor (Bild 80, Bild 81 unten rechts). Die Ergebnisse der EBSD-Messungen sind in Bild 82 bis Bild 84 dargestellt.
Bild 79: Makrofotos nach Ätzung

62
Bild 80: Lichtmikroskopische Übersichtsaufnahme zylindrischer Matrizenboden (oben) und Detailbilder (unten), NaOH-Ätzung
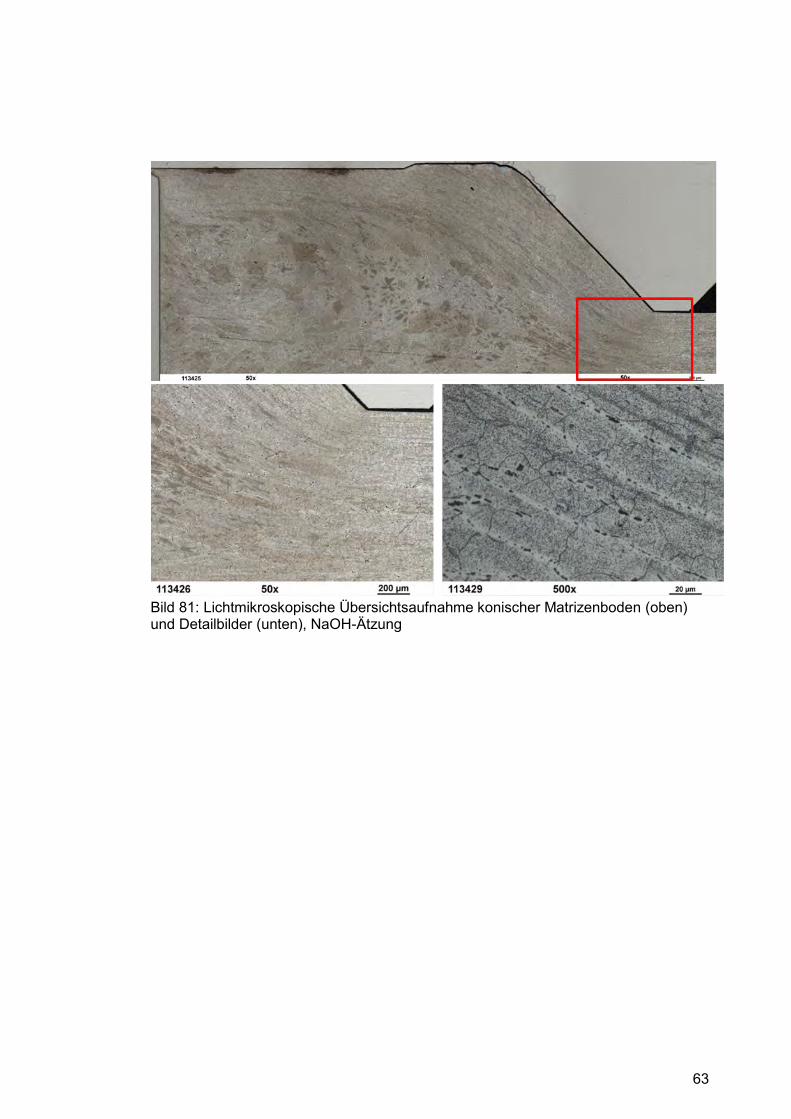
63
Bild 81: Lichtmikroskopische Übersichtsaufnahme konischer Matrizenboden (oben) und Detailbilder (unten), NaOH-Ätzung

64
Bild 82: Orientierungsverteilung im Aluminium (links) mit qualitativen Texturplots (rechts) für zylindrischen Matrizenboden vor und nach der Matrize (Pressrichtung hier von oben nach unten)
Bild 83: Orientierungsverteilung im Aluminium (links) mit qualitativen Texturplots (rechts) für konischen Matrizenboden vor und nach der Matrize (Pressrichtung hier von oben nach unten)
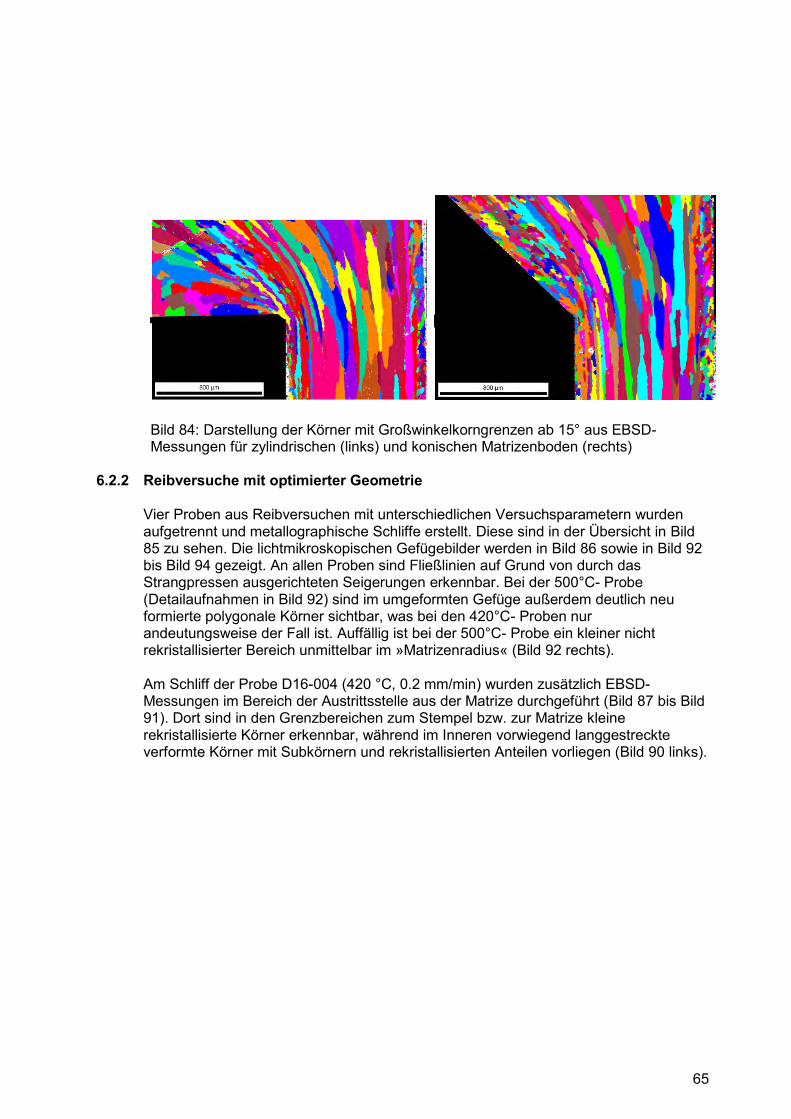
65
Bild 84: Darstellung der Körner mit Großwinkelkorngrenzen ab 15° aus EBSD-Messungen für zylindrischen (links) und konischen Matrizenboden (rechts)
6.2.2 Reibversuche mit optimierter Geometrie
Vier Proben aus Reibversuchen mit unterschiedlichen Versuchsparametern wurden aufgetrennt und metallographische Schliffe erstellt. Diese sind in der Übersicht in Bild 85 zu sehen. Die lichtmikroskopischen Gefügebilder werden in Bild 86 sowie in Bild 92 bis Bild 94 gezeigt. An allen Proben sind Fließlinien auf Grund von durch das Strangpressen ausgerichteten Seigerungen erkennbar. Bei der 500°C- Probe (Detailaufnahmen in Bild 92) sind im umgeformten Gefüge außerdem deutlich neu formierte polygonale Körner sichtbar, was bei den 420°C- Proben nur andeutungsweise der Fall ist. Auffällig ist bei der 500°C- Probe ein kleiner nicht rekristallisierter Bereich unmittelbar im »Matrizenradius« (Bild 92 rechts).
Am Schliff der Probe D16-004 (420 °C, 0.2 mm/min) wurden zusätzlich EBSD-Messungen im Bereich der Austrittsstelle aus der Matrize durchgeführt (Bild 87 bis Bild 91). Dort sind in den Grenzbereichen zum Stempel bzw. zur Matrize kleine rekristallisierte Körner erkennbar, während im Inneren vorwiegend langgestreckte verformte Körner mit Subkörnern und rekristallisierten Anteilen vorliegen (Bild 90 links).

66
Bild 85: Übersichtsaufnahmen der geätzten Schliffe mit Angabe der Versuchsnummer und –parameter (Temperatur, Geschwindigkeit)

67
Bild 86: geätzter Schliff von Probe D16-004 (420 °C, 0.2 mm/min), stereomikroskopische Übersichtsaufnahmen (links) und lichtmikroskopische Detailbilder
Bild 87: EBSD-Messungen an Probe D16-004 (420 °C, 0.2 mm/min), Bandkontrast-Karten, Übersichts- und Detailscan, Pressrichtung von links nach rechts

68
Bild 88: EBSD-Messungen an Probe D16-004 (420 °C, 0.2 mm/min), Orientierungsverteilung (inverse Polfigur), Übersichts- und Detailscan, Pressrichtung von links nach rechts
Bild 89: Orientierungsverteilung im Aluminium (links) mit qualitativen Texturplots (rechts) vor und nach der Matrize (Pressrichtung hier von links nach rechts)

69
Bild 90: EBSD-Messungen an Probe D16-004 (420 °C, 0.2 mm/min), Darstellung der Korngrenzen im Aluminium, Übersichtsscan (links) und Detailscan (rechts), Pressrichtung von links nach rechts
Bild 91: EBSD-Messungen an Probe D16-004 (420 °C, 0.2 mm/min), Darstellung der Körner mit Großwinkelkorngrenzen ab 15°, Übersichtsscan, Pressrichtung von links nach rechts

70
Bild 92: geätzter Schliff von Probe D16-005 (500 °C, 1 mm/min + 2 mm/min), stereomikroskopische Übersichtsaufnahmen (links) und lichtmikroskopische Detailbilder
Bild 93: geätzter Schliff von Probe D16-006 (420 °C, 1 mm/min + 2 mm/min), stereomikroskopische Übersichtsaufnahmen (links) und lichtmikroskopische Detailbilder

71
Bild 94: geätzter Schliff von Probe D16-006 (420 °C, 1 mm/min + 2 mm/min), stereomikroskopische Übersichtsaufnahmen (links) und lichtmikroskopische Detailbilder
6.3 Simulation der Reibversuche
Eine praxisrelevante Simulation von Strangpressprozessen zur Herstellung komplexer Profilquerschnitte setzt neben der genauen Beschreibung des Materialverhaltens auch eine detaillierte Abbildung des Reibverhaltens voraus.
Bei der Anpassung der Modellparameter an die experimentell ermittelten Kraft-Verschiebungskurven des Stempels haben sowohl das plastische Deformations- als auch das Reibverhalten dominanten Einfluss. Beide Einflüsse sind bei dem hier verwendeten prozessnahen Experiment kaum voneinander zu separieren, weshalb eine möglichst genaue Ermittlung der Materialparameter aus dem Torsionsversuch die Basis bei der Bestimmung der Einflussgrößen (Parameter) des Reibmodells darstellt. Aus der genauen Kenntnis des Deformationsverhaltens können dann die Einflüsse des Reibverhaltens für den verwendeten prozessnahen Reibversuch identifiziert sowie ein für die Simulation adäquates Reibmodell abgeleitet bzw. entwickelt werden.
6.3.1 Reibmodell
Das verwendete Reibmodell spielt für die Prozesssimulation beim Strangpressen eine zentrale Rolle. Üblicherweise wird hierfür ein Coulomb’scher Ansatz verwendet, der den Kontaktdruck p über eine Proportionalitätskonstante, den sogenannten
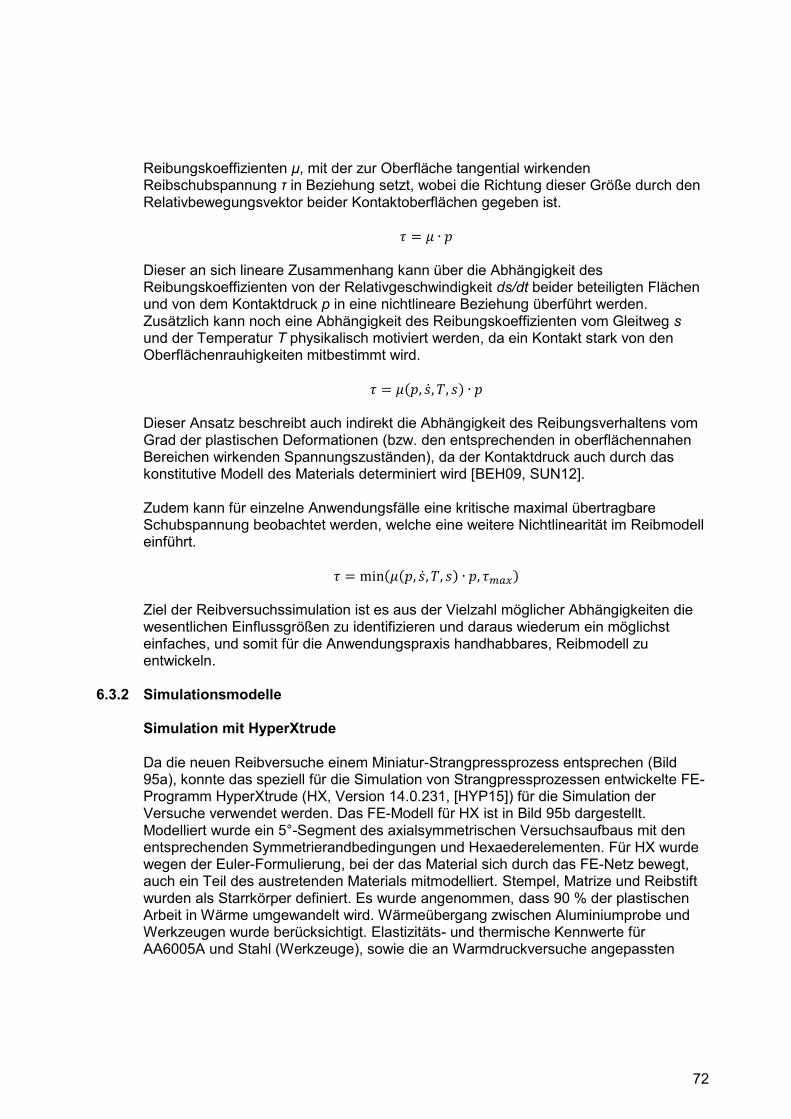
72
Reibungskoeffizienten μ, mit der zur Oberfläche tangential wirkenden Reibschubspannung τ in Beziehung setzt, wobei die Richtung dieser Größe durch den Relativbewegungsvektor beider Kontaktoberflächen gegeben ist.
𝜏 = 𝜇 ∙ 𝑝
Dieser an sich lineare Zusammenhang kann über die Abhängigkeit des Reibungskoeffizienten von der Relativgeschwindigkeit ds/dt beider beteiligten Flächen und von dem Kontaktdruck p in eine nichtlineare Beziehung überführt werden. Zusätzlich kann noch eine Abhängigkeit des Reibungskoeffizienten vom Gleitweg s und der Temperatur T physikalisch motiviert werden, da ein Kontakt stark von den Oberflächenrauhigkeiten mitbestimmt wird.
𝜏 = 𝜇(𝑝, �̇�, 𝑇, 𝑠) ∙ 𝑝
Dieser Ansatz beschreibt auch indirekt die Abhängigkeit des Reibungsverhaltens vom Grad der plastischen Deformationen (bzw. den entsprechenden in oberflächennahen Bereichen wirkenden Spannungszuständen), da der Kontaktdruck auch durch das konstitutive Modell des Materials determiniert wird [BEH09, SUN12].
Zudem kann für einzelne Anwendungsfälle eine kritische maximal übertragbare Schubspannung beobachtet werden, welche eine weitere Nichtlinearität im Reibmodell einführt.
𝜏 = min(𝜇(𝑝, �̇�, 𝑇, 𝑠) ∙ 𝑝, 𝜏𝑚𝑎𝑥)
Ziel der Reibversuchssimulation ist es aus der Vielzahl möglicher Abhängigkeiten die wesentlichen Einflussgrößen zu identifizieren und daraus wiederum ein möglichst einfaches, und somit für die Anwendungspraxis handhabbares, Reibmodell zu entwickeln.
6.3.2 Simulationsmodelle
Simulation mit HyperXtrude
Da die neuen Reibversuche einem Miniatur-Strangpressprozess entsprechen (Bild 95a), konnte das speziell für die Simulation von Strangpressprozessen entwickelte FE-Programm HyperXtrude (HX, Version 14.0.231, [HYP15]) für die Simulation der Versuche verwendet werden. Das FE-Modell für HX ist in Bild 95b dargestellt. Modelliert wurde ein 5°-Segment des axialsymmetrischen Versuchsaufbaus mit den entsprechenden Symmetrierandbedingungen und Hexaederelementen. Für HX wurde wegen der Euler-Formulierung, bei der das Material sich durch das FE-Netz bewegt, auch ein Teil des austretenden Materials mitmodelliert. Stempel, Matrize und Reibstift wurden als Starrkörper definiert. Es wurde angenommen, dass 90 % der plastischen Arbeit in Wärme umgewandelt wird. Wärmeübergang zwischen Aluminiumprobe und Werkzeugen wurde berücksichtigt. Elastizitäts- und thermische Kennwerte für AA6005A und Stahl (Werkzeuge), sowie die an Warmdruckversuche angepassten
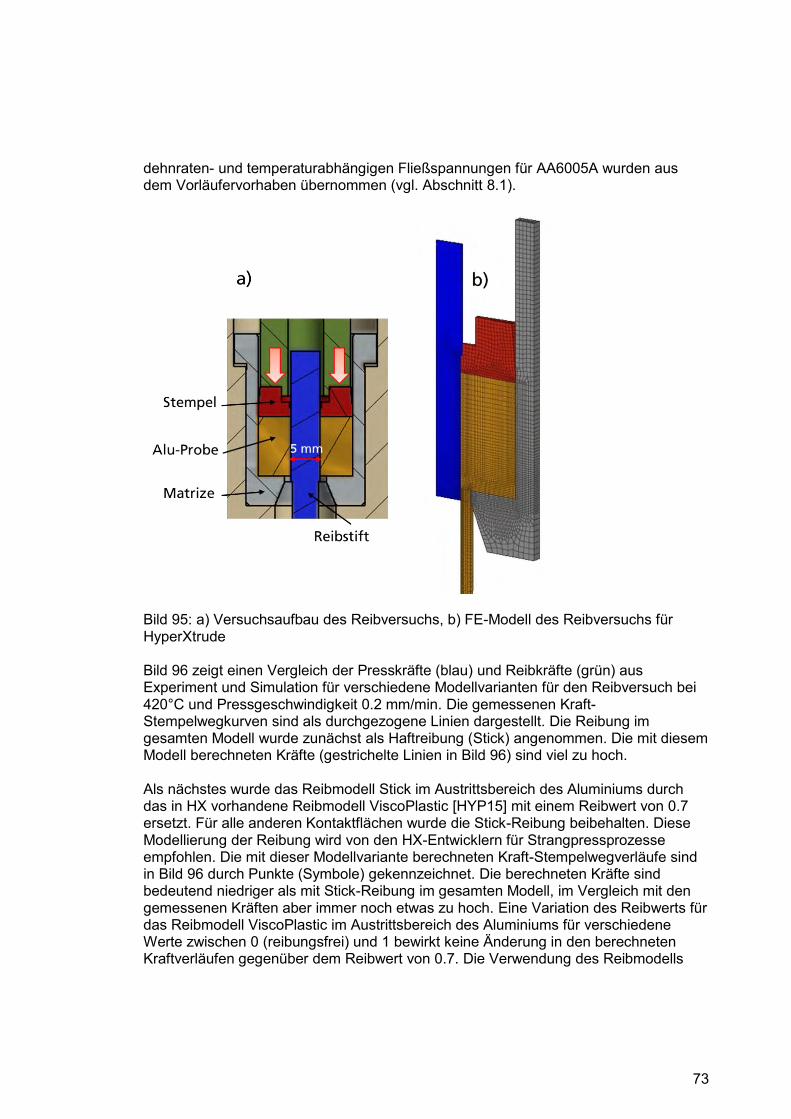
73
dehnraten- und temperaturabhängigen Fließspannungen für AA6005A wurden aus dem Vorläufervorhaben übernommen (vgl. Abschnitt 8.1).
Bild 95: a) Versuchsaufbau des Reibversuchs, b) FE-Modell des Reibversuchs für HyperXtrude
Bild 96 zeigt einen Vergleich der Presskräfte (blau) und Reibkräfte (grün) aus Experiment und Simulation für verschiedene Modellvarianten für den Reibversuch bei 420°C und Pressgeschwindigkeit 0.2 mm/min. Die gemessenen Kraft-Stempelwegkurven sind als durchgezogene Linien dargestellt. Die Reibung im gesamten Modell wurde zunächst als Haftreibung (Stick) angenommen. Die mit diesem Modell berechneten Kräfte (gestrichelte Linien in Bild 96) sind viel zu hoch.
Als nächstes wurde das Reibmodell Stick im Austrittsbereich des Aluminiums durch das in HX vorhandene Reibmodell ViscoPlastic [HYP15] mit einem Reibwert von 0.7 ersetzt. Für alle anderen Kontaktflächen wurde die Stick-Reibung beibehalten. Diese Modellierung der Reibung wird von den HX-Entwicklern für Strangpressprozesse empfohlen. Die mit dieser Modellvariante berechneten Kraft-Stempelwegverläufe sind in Bild 96 durch Punkte (Symbole) gekennzeichnet. Die berechneten Kräfte sind bedeutend niedriger als mit Stick-Reibung im gesamten Modell, im Vergleich mit den gemessenen Kräften aber immer noch etwas zu hoch. Eine Variation des Reibwerts für das Reibmodell ViscoPlastic im Austrittsbereich des Aluminiums für verschiedene Werte zwischen 0 (reibungsfrei) und 1 bewirkt keine Änderung in den berechneten Kraftverläufen gegenüber dem Reibwert von 0.7. Die Verwendung des Reibmodells
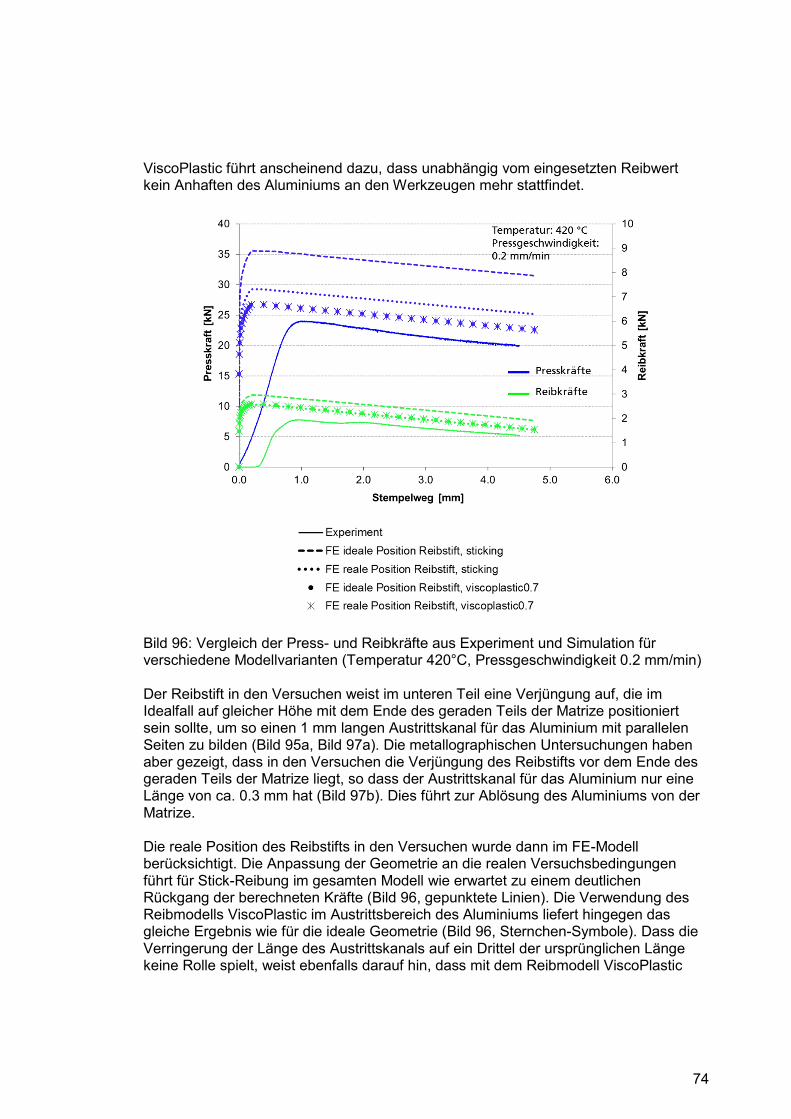
74
ViscoPlastic führt anscheinend dazu, dass unabhängig vom eingesetzten Reibwert kein Anhaften des Aluminiums an den Werkzeugen mehr stattfindet.
Bild 96: Vergleich der Press- und Reibkräfte aus Experiment und Simulation für verschiedene Modellvarianten (Temperatur 420°C, Pressgeschwindigkeit 0.2 mm/min)
Der Reibstift in den Versuchen weist im unteren Teil eine Verjüngung auf, die im Idealfall auf gleicher Höhe mit dem Ende des geraden Teils der Matrize positioniert sein sollte, um so einen 1 mm langen Austrittskanal für das Aluminium mit parallelen Seiten zu bilden (Bild 95a, Bild 97a). Die metallographischen Untersuchungen haben aber gezeigt, dass in den Versuchen die Verjüngung des Reibstifts vor dem Ende des geraden Teils der Matrize liegt, so dass der Austrittskanal für das Aluminium nur eine Länge von ca. 0.3 mm hat (Bild 97b). Dies führt zur Ablösung des Aluminiums von der Matrize.
Die reale Position des Reibstifts in den Versuchen wurde dann im FE-Modell berücksichtigt. Die Anpassung der Geometrie an die realen Versuchsbedingungen führt für Stick-Reibung im gesamten Modell wie erwartet zu einem deutlichen Rückgang der berechneten Kräfte (Bild 96, gepunktete Linien). Die Verwendung des Reibmodells ViscoPlastic im Austrittsbereich des Aluminiums liefert hingegen das gleiche Ergebnis wie für die ideale Geometrie (Bild 96, Sternchen-Symbole). Dass die Verringerung der Länge des Austrittskanals auf ein Drittel der ursprünglichen Länge keine Rolle spielt, weist ebenfalls darauf hin, dass mit dem Reibmodell ViscoPlastic

75
kein Anhaften des Aluminiums berechnet wird und der hergestellte Kontakt reibungsfrei ist. In einer Sensitivitätsstudie wurden in [REG13] die außer Stick in HX vorhandenen Reibmodelle ViscoPlastic, Coulomb und SlipVelocity in der Simulation eines Strangpressprozesses gegeneinander getestet. Die Modelle ViscoPlastic, Coulomb und SlipVelocity liefern darin übereinstimmende Ergebnisse, nur mit Stick-Reibung wird ein davon abweichendes Ergebnis erzielt. Die Möglichkeiten der Anpassung der berechneten an die gemessenen Kraft-Wegkurven über die Verwendung unterschiedlicher vorhandener Reibmodelle und Reibwerte sind in HX begrenzt. Eine Schnittstelle zur Implementierung eines benutzerdefinierten Reibmodells ist in HX nicht vorhanden.
Bild 97: Problem beim Versuchsaufbau
Bild 98 zeigt den Vergleich der berechneten Dehnungsverteilung mit einer Aufnahme der Probe im Stereomikroskop für Temperatur 420°C und Pressgeschwindigkeit 0.2 mm/min. Die berechnete Dehnungsverteilung gibt den Fließverlauf des Aluminiums in der Probe (verformtes Gefüge) in guter Übereinstimmung wieder.

76
Bild 98: Vergleich der mit HX berechneten Dehnungsverteilung mit einer Aufnahme der Probe im Stereomikroskop für Temperatur 420°C und Pressgeschwindigkeit 0.2 mm/min
Bild 99 zeigt den Vergleich von mit Reibmodell ViscoPlastic berechneten und gemessenen Kraft-Wegkurven für Versuche bei verschiedenen Temperaturen und Pressgeschwindigkeiten. Für den Versuch bei 500°C und einer Pressgeschwindigkeit von 0.2 mm/min ist die Übereinstimmung im Kraftniveau zwischen Experiment und Simulation sehr gut. Mit abnehmender Temperatur und zunehmender Geschwindigkeit, also mit zunehmender Verfestigung des Materials, werden die Kräfte in der Simulation zunehmend überschätzt.
Für alle Versuche verlaufen die berechneten Kurven im Anfangsbereich wesentlich steiler als die gemessenen Kurven. Auch der in den Experimenten beobachtete Versatz zwischen dem Anstieg der Reibkräfte und dem Anstieg der Presskräfte wird von den Simulationen nicht wiedergegeben. In den Versuchen findet zuerst eine Füllphase statt, während der das am Anfang vorhandene Spiel zwischen Aluminiumprobe und Matrize und der Austrittskanal mit Material gefüllt werden. Erst danach wird die maximale Kraft erreicht. HX basiert auf einer Euler-Formulierung, bei der sich das Material durch das FE-Netz bewegt, wobei jedoch das gesamte modellierte Volumen durchströmt wird. Es gibt keine Volumenfraktion in den Elementen. Aus diesem Grund können mit HX keine Formabweichungen und Füllphasen nachgerechnet werden. Deshalb wurden die Reibversuche auch mit Euler-Formulierung in Abaqus/Explicit simuliert, mit der sich diese Effekte in der Simulation abbilden lassen.

77
Bild 99: Vergleich der Press- und Reibkräfte aus Experiment und Simulation mit HX für verschiedene Temperaturen und Pressgeschwindigkeiten
Simulation mit Abaqus/Explicit
Ein alternatives Simulationsmodell wurde mit ABAQUS 2016 [ABA16] erstellt. Dieses Modell baut ebenfalls auf einer Eulerschen Beschreibung mit einer raumfesten Diskretisierung auf. Im Gegensatz zu HyperXtrude sind die Euler-Elemente in Abaqus nicht immer zu 100% mit Material gefüllt und können teilweise oder ganz leer sein. Die Materialgrenze wird in jedem Zeitinkrement neu berechnet und fällt normalerweise nicht mit Elementgrenzen zusammen. Deshalb können mit den Euler-Elementen in Abaqus auch Füllvorgänge, das sukzessive Austreten des Materials sowie eventuelle Formabweichungen nachgerechnet werden (Bild 101).
Aufgrund der axialen Rotationssymmetrie des Reibversuchs wurde nur ein Segment mit 15° modelliert, was zu einer signifikanten Effizienzsteigerung und in weiterer Folge zu deutlich geringeren Rechenzeiten führt. Zur Modellierung der Rotationssymmetrie des Modells sind keine Verschiebungskomponenten in Umfangsrichtung möglich, was durch entsprechende und sich auf ein Zylinderkoordinatensystem beziehende Randbedingungen abgebildet wird (Verschiebungen in axialer uax und radialer ur Richtung sind möglich und Deformationsbehinderung in Umfangsrichtung uφ=0).
Die Modellierung der Werkzeuge erfolgte mit herkömmlicher Lagrange’scher Beschreibung, wobei diese wiederum durch mechanischen und thermischen (Wärmeübergang) Kontakt mit dem zylindrischen Prüfkörper in Euler’scher Darstellung

78
interagieren können. Das so erstellte Modell (Bild 100) ermöglicht damit eine effiziente Beschreibung der extremen plastischen Deformationen ohne rechenintensive Neuvernetzungen während der Simulation.
Bild 100: Euler-Lagrange’sches FEM Gesamtmodell (Bild links) mit Werkzeugen in Lagrange’scher (Bild mittig; Stift: rot, Matrize mit Container: dunkelblau; Stempel: grau) und strangzupressenden Zylinder in Euler’scher Beschreibung (Bild rechts; Eulerraum: transparentes grau mit Zylindersegment in Ausgansposition: hellblau). Verwendete Zylinderkoordinatensysteme zur Abbildung der Axialsymmetrie in Gelb.
79
Bild 101: Simulation des austretenden Materials mit Euler-Elementen in Abaqus/Explicit
Wie bei der Simulation der Torsionsversuche wurden die an Warmdruckversuche angepassten dehnraten- und temperaturabhängigen Fließspannungen aus dem Vorläufervorhaben (vgl. Abschnitt 8.1) in tabellarischer Form in ein in Abaqus vorhandenes Materialmodell übernommen (Keyword: *rate dependent, type=yield ratio). Für die in thermische Energie plastisch dissipierte Arbeit wurde ein konstanter Taylor-Quinney-Koeffizient von 0.9 angenommen, was für metallische Werkstoffe einen in der Literatur üblichen und weitverbreiteten Wert darstellt.
In Analogie zu den Simulationen mit HyperXtrude wurde die Reibung zwischen Aluminiumprobe und Werkzeugen zunächst als Haftreibung (Stick) angenommen und im Austrittsbereich des Aluminiums das Coulomb-Reibmodell mit einem Reibwert von 0,7 verwendet. Die mit diesem Modell berechneten Kräfte waren viel zu hoch. Mit Abaqus/Explicit kann jedoch durch Variation des Reibwerts eine Anpassung an die gemessenen Kraftverläufe erreicht werden. Hierzu wurden von der Gleitgeschwindigkeit abhängige Reibwerte bestimmt, die in Tabelle 2 angegeben sind. Das Coulomb-Modell mit diesen Reibwerten wurde im gesamten Modell verwendet.
Tabelle 2: Coulomb-Reibwert in Abhängigkeit von der Gleitgeschwindigkeit
Bild 102 zeigt den Vergleich von mit dem von der Gleitgeschwindigkeit abhängigen Coulomb-Reibmodell berechneten und gemessenen Kraft-Wegkurven für Versuche bei verschiedenen Temperaturen und Pressgeschwindigkeiten. Für alle Versuche ist die Übereinstimmung im Kraftniveau sowohl für die Press- als auch für die Reibkräfte zwischen Experiment und Simulation sehr gut.
Da mit den Euler-Elementen in Abaqus/Explicit auch die Füllphase in den Versuchen, während der das am Anfang vorhandene Spiel zwischen Aluminiumprobe und Matrize und der Austrittskanal mit Material gefüllt werden, simuliert werden kann, stimmen gemessene und berechnete Kurven auch im Anfangsbereich gut überein und auch der in den Experimenten beobachtete Versatz zwischen dem Anstieg der Reibkräfte und dem Anstieg der Presskräfte wird von den Simulationen annähernd wiedergegeben.
Gleitgeschwindigkeit [mm/s] Coulomb-Reibwert
0 0.14
0.3 0.14
0.4 0.24
10 0.24

80
Bild 102: Vergleich der Press- und Reibkräfte aus Experiment und Simulation mit Abaqus/Explicit für verschiedene Temperaturen und Pressgeschwindigkeiten
Bild 103 zeigt den Vergleich der berechneten Dehnungsverteilung mit einer Aufnahme der Probe im Stereomikroskop für Temperatur 420°C und Pressgeschwindigkeit 0.2 mm/min. Die berechnete Dehnungsverteilung gibt den Fließverlauf des Aluminiums in der Probe (verformtes Gefüge) in guter Übereinstimmung wieder. Auch die in den Versuchen auftretende Ablösung des Aluminiums von der Matrize wird in den Simulationen mit Abaqus/Explicit berechnet (für HyperXtrude vgl. auch Bild 98). Die Ursache für die in Wandnähe stark differierenden plastischen Dehnungsfelder, ist durch die unterschiedlichen Reibmodelle gegeben, welche bei HyperXtrude durch eine idealisierte Wandhaftung und bei ABAQUS/Explicit durch ein Slip-Rate abhängiges Reibmodell gegeben ist.

81
Bild 103: Vergleich der mit Abaqus/Explicit berechneten Dehnungsverteilung mit einer Aufnahme der Probe im Stereomikroskop für Temperatur 420°C und Pressgeschwindigkeit 0.2 mm/min

82
7 Physikalisch basierte Modellierung der Mikrostrukturentwicklung beim Strangpressprozess (IWM Freiburg)
7.1 Ziel der Mikrostrukturmodellierung
Beim Strangpressvorgang stellt sich aufgrund der typischen Prozesstemperaturen und der hohen plastischen Umformgrade im Werkstoff eine neue Mikrostruktur ein. Diese ist für die optischen oder mechanischen Eigenschaften des Werkstücks von großer Bedeutung. Ein Teilziel des Projekts bestand darin, ein physikalisch motiviertes Modell zu nutzen, um die im Strangpressprozess eingestellte Mikrostruktur in Abhängigkeit der gewählten Prozessparameter rechnergestützt vorherzusagen. Hierdurch sollte dem Ausführenden die Möglichkeit an die Hand gegeben werden, seine stranggepressten Produkte bereits in der Prozessauslegungsphase bezüglich der genannten Eigenschaften positiv zu beeinflussen.
7.2 Modellwahl
Für die Berechnung der während des Strangpressprozesses entwickelten Mikrostruktur wurde ein in der Literatur neu vorgestelltes Modell mit einem physikalisch motivierten Ansatz gewählt [LE14]. Wichtige Merkmale des Modellansatzes sind:
dessen thermodynamisch konsistente Herleitung, die Verwendung physikalischer innerer Variablen, verhältnismäßig einfach zu lösende Bestimmungsgleichungen sowie die Möglichkeit, die Rückkopplung der mechanisch wirksamen Mikrostruktur auf
die lokale Festigkeit berücksichtigen zu können.
In dem Modell sind mit den inneren Variablen der mobilen Versetzungsdichte 𝜌 und des mechanisch wirksamen effektiven mittleren Korndurchmessers 𝛿 zudem zwei physikalische Größen explizit berücksichtigt, die einen entscheidenden Einfluss auf die Werkstoffverfestigung haben.
Bild 104: Ablauf der Modellierung und Berechnung der Mikrostruktur-Entwicklung.
Das gewählte Modell ist darüber hinaus auch unterschiedlich anwendbar. So kann es wie im vorliegenden Projekt als Nachlaufrechnung (das häufig auch als »postproces-sing« bezeichnet wird) eingesetzt werden. Darüber hinaus ist es mit etwas höherem Aufwand aber auch möglich, das Modell in kommerzielle FE-Solver, beispielsweise in Abaqus über dessen (V)UHARD-Schnittstellen, zu integrieren. Der Vorteil der zweiten Vorgehensweise ist, dass in Prozesssimulationen die Änderung der Mikrostruktur ortsaufgelöst bestimmt und mittels der bekannten Mikrostruktur-Eigenschafts-Abhängigkeit ihr Einfluss auf die lokale Werkstofffestigkeit berücksichtigt werden kann.

83
7.2.1 Beschreibung des Modells
Für das Verständnis der gewählten Optimierungsstrategie und der Berechnungsergeb-nisse ist ein Überblick über die Bestimmungsgleichungen mit den darin enthaltenen Parametern hilfreich. Im folgenden Abschnitt werden die Modellgleichungen vorgestellt und wichtige Eigenschaften benannt. Die Herleitung der Bestimmungsgleichungen ist physikalisch motiviert und erfolgte thermodynamisch konsistent. Für Details zur Herleitung wird auf die Quelle verwiesen [LE14]. Für das genutzte Ergebnis ist hier aber entscheidend, dass die volumenspezifische innere Energie 𝑈 in zwei Anteile 𝑈0(휀𝑖𝑗
𝑒 , 𝑆) und 𝑈m(𝜌, 𝛿) additiv zerlegt wird. Dabei ist 𝑈0 die gespeicherte innere Energie infolge der elastischen Gitterverzerrung sowie des kalorischen Anteils, weswegen die innere Energie eine Funktion des elastischen Anteils des Verzerrungstensors 휀𝑖𝑗
𝑒 und der Entropie 𝑆 ist. Der Anteil 𝑈m enthält die in der Versetzungs- und Kornstruktur gespeicherte innere Energie und ist somit eine Funktion der physikalischen Zustandsgrößen der Versetzungsdichte und des Korndurchmessers. Unter Berücksichtigung weiterer Annahmen ist es nach [LE14] möglich, zwei Bestimmungs-gleichungen (1) und (2) aufzustellen, deren innere Variablen diese physikalischen Zustandsgrößen der mobilen Versetzungsdichte 𝜌 und des mechanisch wirksamen effektiven mittleren Korndurchmessers 𝛿 sind:
�̇� = − 𝜂11 𝜕𝑈m
𝜕𝜌 − 𝜂12
𝜕𝑈m
𝜕𝛿 + (
𝜕𝑈m
𝜕𝜌)
−1𝜅 𝜏𝑦 �̇�𝑝 (1)
�̇� = − 𝜂12 𝜕𝑈m
𝜕𝜌 − 𝜂22
𝜕𝑈m
𝜕𝛿 (2)
Darin sind 𝜅 ein Modellparameter, der die in der Mikrostruktur gespeicherte Energie infolge der lokal verrichteten plastischen Arbeit berücksichtigt, 𝜏𝑦 die auf die Gleitebene bezogene kritische Schubspannung zur Aktivierung mobiler Versetzungen und �̇�𝑝 die effektive plastische Scherrate aufgrund der akkumulierten Versetzungsbewegung. Die Gleichungen besagen, dass die Änderungsraten der Versetzungsdichte �̇� bzw. des mittleren Korndurchmessers �̇� Funktionen der Versetzungsdichte und des Korndurchmessers sind. Darüber hinaus wird durch den Summanden der rechten Seite in Gleichung (1) explizit die Wechselwirkung von der am System verrichteten plastischen Arbeit mit der zeitlichen Änderung der inneren Variablen berücksichtigt. Die darin enthaltene auf die Gleitebene bezogene kritische Schubspannung zur Aktivierung mobiler Versetzungen 𝜏𝑦 (im Folgenden als Aktivierungsspannung bezeichnet) ist von der Versetzungsdichte und dem Korndurchmesser abhängig [TAY34,HAL51,PET53]:
𝜏𝑦 = 𝜏0 + µ 𝑏 √𝜌 + 𝜆
𝛿 . (3)
Darin sind 𝜏0 die initiale Aktivierungsspannung der Versetzungen auf dem betrachteten Gleitsystem, 𝑏 der Burgers-Vektor, µ der temperaturabhängige Schubmodul sowie 𝜆 ein mikrostrukturabhängiger Modellparameter. Der Zusammenhang zwischen der makroskopischen Fließspannung 𝜎𝑦 und der Aktivierungsspannung 𝜏𝑦 ist durch den als Taylor-Faktor 𝑀T bezeichneten Proportionalitätsfaktor gegeben, mit 𝑀T = 𝜎𝑦/𝜏𝑦. Dieser ist bei der Parameteridentifikation mit Hilfe makroskopischer Stauchversuche zu

84
berücksichtigen und wurde hier als konstant und mit dem für kubisch-flächenzentrierte Werkstoffe typischen Wert von 𝑀T,fcc ≈ 3,06 angesetzt.
Die Gleichungen (1) und (2) gelten für den allgemeinen Lastfall. Bei einem statischen Lastfall wird infolge der äußeren Belastung keine plastische Arbeit am System verrichtet. Die effektive plastische Scherrate �̇�𝑝 ist demzufolge Null und Gleichung (1) vereinfacht sich daher zu:
�̇� = − 𝜂11 𝜕𝑈m
𝜕𝜌 − 𝜂12
𝜕𝑈m
𝜕𝛿 . (4)
Bei den Gleichungen (1) und (2) ist darauf zu achten, dass die Parameter vom Modell wie beispielsweise der Schubmodul µ in Tabelle 3 in Abhängigkeit von der Temperatur zu bestimmen sind oder als Funktion der Temperatur formuliert werden müssen. Die physikalischen Dimensionen der Parameter werden für eine leichtere Umrechnung im Folgenden in SI-Einheiten angegeben.
Parameter Schubmodul µ in N/m2
250°C 26,876·109 300°C 26,148·109
350°C 25,488·109
400°C 24,829·109
Tabelle 3: Schubmodul von Aluminium in Abhängigkeit von der Temperatur [GER69].
Die additive Zerlegung 𝑈m = 𝑈d(𝜌) + 𝑈g(𝛿) der in der Mikrostruktur gespeicherten inneren Energie 𝑈m wurde aus [LE14] übernommen, mit
𝑈m = µ 𝑘 ln (1
1−𝜌
𝜌s ) + 𝑚
𝛾𝑠
𝛿 . (5)
Darin sind 𝑚 und 𝑘 mikrostrukturabhängige Modellparameter, 𝜌s der Sättigungswert der mobilen Versetzungsdichte sowie 𝛾𝑠 die Oberflächenenergiedichte. Die zu bestimmenden Parameter in den Bestimmungsgleichungen (1) und (2) sind die Koeffizienten 𝜂𝑖𝑗 sowie die unbekannten Mikrostruktur- und freien Modellparameter.
Das Modell wurde wie hier vorgestellt im Rahmen des Vorhabens sowohl in Mathematica umgesetzt als auch in Form einer eigenständigen Berechnungsroutine für Nachlaufrechnungen implementiert. Als nächstes war es erforderlich, Modellparameter zu bestimmen, die für die Fragestellung geeignet sind oder mit denen die Leistungsfähigkeit des Modells untersucht bzw. nachgewiesen werden konnte.

85
7.3 Parameterbestimmung und Vergleich mit experimentellen Daten
7.3.1 Vorgehen für die Parameteranpassung
Um mit dem Mikrostrukturmodell verlässliche Aussagen über die Entwicklung der Mikrostruktur bei einem Strangpressprozess treffen zu können, sind aus experimentell bestimmten Daten geeignete Modellparameter abzuleiten. Hierzu sind im vorliegenden Fall erforderlich:
1. Daten von Auslagerungsversuchen, 2. Warmfließkurven bei unterschiedlichen Dehnraten und Temperaturen sowie 3. Mikrostrukturdaten aus Laborversuchen (z.B. Stauchversuchen) bzw. realen
Strangpressprozessen (in beiden Fällen sind unterbrochene Versuche mit Mikrostrukturanalytik erforderlich).
Die Modellparameter sind materialspezifisch, d.h. sie müssen an die experimentellen Daten des betrachteten Werkstoffs angepasst werden. Sollten keine oder nicht ausreichend experimentelle Daten zur Verfügung stehen, kann bzw. muss alternativ auf Literaturdaten zurückgegriffen werden. Die Parameter dienen in diesem Fall als Näherungs- oder Anfangsschätzwerte für die gesuchten Parameter.
Mit dem vorliegenden Modell können zwei unterschiedliche Lastfälle (LF) betrachtet werden:
LF1 (statisch): bei diesem läuft wie bspw. bei der isothermen Auslagerung die statische Rekristallisation ohne plastische Umformung ab. Die Unbekannten der Koeffizienten 𝜂𝑖𝑗 und der freien Modellparameter 𝑘 und 𝑚 in den Gleichungen (2) und (5) können in diesem Fall von Rekristallisationsdaten abgeleitet werden, die in isothermen Auslagerungsversuchen bestimmt werden können.
LF2 (dynamisch): bei dem die statische Rekristallisation abläuft bei zugleich hoher plastischer Umformung. Die für den Lastfall LF1 für eine konstante Temperatur bestimmten Koeffizienten und Modellparameter sind vom Belastungstyp unabhängig und behalten somit im Lastfall LF2 ihre Gültigkeit. Hinzu kommen allerdings die verbliebenen freien Modellparameter in Gleichung (1). Diese Parameter können an Warmfließkurven angepasst werden, die in isothermen Stauchversuchen bestimmt wurden. Im vorliegenden Fall dienten hierzu Stauchversuche mit der Legierung AA6005A für Dehnraten im Bereich von 10-2 bis 2/s und Temperaturen von 400°C bis 540°C.
Die Anpassung von Modellparametern erfolgte im multi-dimensionalen Parameterraum mit einer eigens in Python realisierten neuen Softwarelösung. Deren Ablauf ist in Bild 105 für eine bessere Übersichtlichkeit vereinfacht dargestellt. Die Lösung kombiniert einen binär implementierten DGL-Solver aus der »Gnu Scientific Library« (GSL) mit einem genetischen Lösungsalgorithmus »ISRES« [RUN05] aus dem Optimierungs-Framework »NLOpt«. Der gewählte GSL-Solver weist eine hohe Performance sowie eine große Robustheit auf und steht für die wissenschaftliche Anwendung frei zur Verfügung. Bei der Implementierung des Lösungsalgorithmus wurde darauf geachtet, dass bei dessen Anwendung die Möglichkeit besteht, dass die Optimierung in einem einzelnen Rechenschritt gleichzeitig bezüglich unterschiedlicher Zielfunktionen, wie zum Beispiel experimentell bestimmten Mikrostrukturdaten sowie gemessenen Kraft-Zeit-Verläufen und zugleich den Spannungs-Dehnungs-Kurven aus Stauchversuchen,
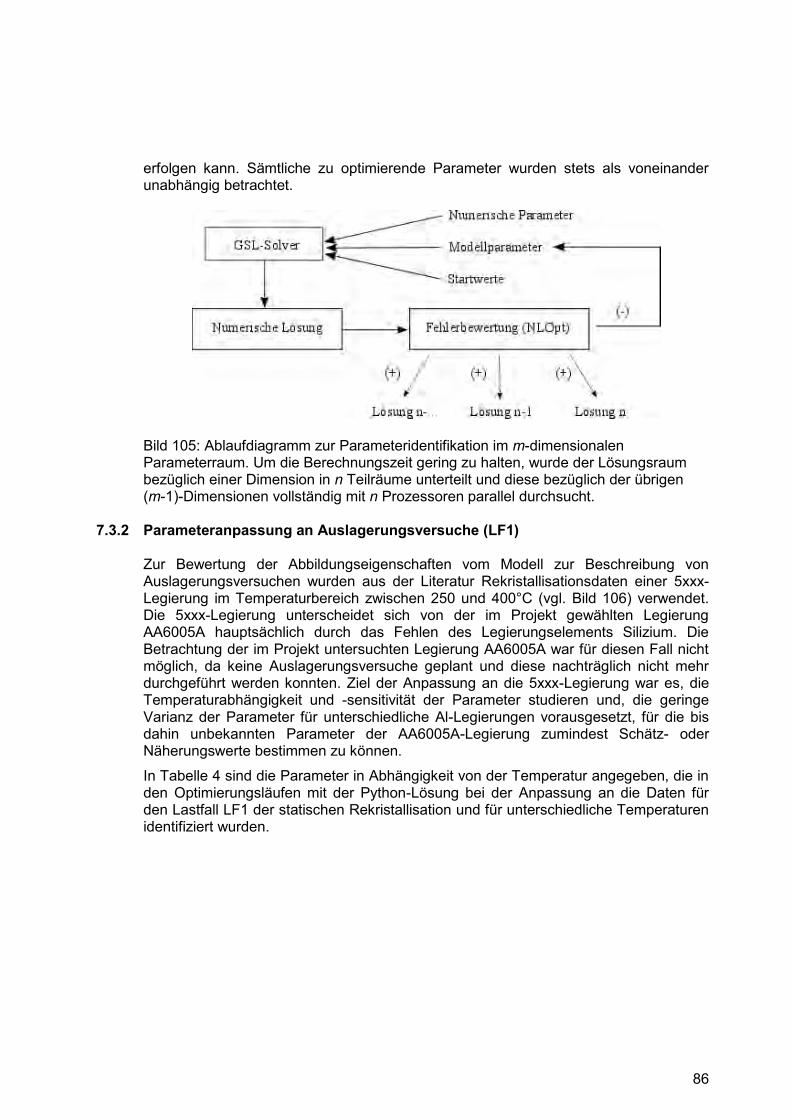
86
erfolgen kann. Sämtliche zu optimierende Parameter wurden stets als voneinander unabhängig betrachtet.
Bild 105: Ablaufdiagramm zur Parameteridentifikation im m-dimensionalen Parameterraum. Um die Berechnungszeit gering zu halten, wurde der Lösungsraum bezüglich einer Dimension in n Teilräume unterteilt und diese bezüglich der übrigen (m-1)-Dimensionen vollständig mit n Prozessoren parallel durchsucht.
7.3.2 Parameteranpassung an Auslagerungsversuche (LF1)
Zur Bewertung der Abbildungseigenschaften vom Modell zur Beschreibung von Auslagerungsversuchen wurden aus der Literatur Rekristallisationsdaten einer 5xxx-Legierung im Temperaturbereich zwischen 250 und 400°C (vgl. Bild 106) verwendet. Die 5xxx-Legierung unterscheidet sich von der im Projekt gewählten Legierung AA6005A hauptsächlich durch das Fehlen des Legierungselements Silizium. Die Betrachtung der im Projekt untersuchten Legierung AA6005A war für diesen Fall nicht möglich, da keine Auslagerungsversuche geplant und diese nachträglich nicht mehr durchgeführt werden konnten. Ziel der Anpassung an die 5xxx-Legierung war es, die Temperaturabhängigkeit und -sensitivität der Parameter studieren und, die geringe Varianz der Parameter für unterschiedliche Al-Legierungen vorausgesetzt, für die bis dahin unbekannten Parameter der AA6005A-Legierung zumindest Schätz- oder Näherungswerte bestimmen zu können.
In Tabelle 4 sind die Parameter in Abhängigkeit von der Temperatur angegeben, die in den Optimierungsläufen mit der Python-Lösung bei der Anpassung an die Daten für den Lastfall LF1 der statischen Rekristallisation und für unterschiedliche Temperaturen identifiziert wurden.

87
Bild 106: Messdaten von Auslagerungsversuchen an einer Al-Mg-Legierung [HUA00]. Die Al-Mg-Proben wurden in den Experimenten vor ihrer Auslagerung bis 30% plastisch verformt. Dies wurde in den Modellrechnungen berücksichtigt, indem der Startwert der Versetzungsdichte 𝜌0 mit 60% der Sättigungsdichte 𝜌s (im Vergleich zu 0,1% in [LE14]) höher gewählt wurde.
Anhand der Ergebnisse in der Tabelle 4 ist zu sehen, dass bei dem Koeffizient 𝜂22 in dem untersuchten Temperaturbereich die verhältnismäßig größte Varianz auftrat, während die anderen Koeffizienten 𝜂12 und 𝜂11 um weniger als eine Größenordnung variieren bzw. sich die freien Modellparameter 𝑘 und 𝑚 in sehr guter Näherung als temperaturunabhängig erwiesen. Der Koeffizient 𝜂22 in Gleichung (2) ist ein Maß für die Mobilität der Korngrenze, die mit steigender Temperatur gemäß der Arrhenius-Gleichung für thermisch-aktivierte Vorgänge, zu denen unter anderem auch die Korngrenzbewegung zählt, exponentiell zunimmt. Die Erwartungshaltung, dass die Lösung der Gleichungen (1) und (2) im Lastfall LF1 der statischen Rekristallisation primär vom Parameter 𝜂22 abhängt, wird durch diese Ergebnisse bestätigt.
Parameter 250°C 300°C 350°C 400°C
𝜂11 in N/m2 (3,96539·1012) 2,4759·1015 1,8796·1015 2,2062·1015 1,9998·1015 𝜂12 in m/N (3,56805·10-5) 1,6447·10-4 9,4622·10-5 6,6429·10-5 3,0001·10-5
𝜂22 in m2/N (5,61842·10-22) 8,8706·10-23 1,0281·10-22 5,9037·10-22 1,1225·10-21
𝑘 (3,8·10-4) 9,8386·10-4 9,8386·10-4 9,8386·10-4 9,8386·10-4
𝑚 (2,64) 1,6121 1,6121 1,6306 1,6306
Tabelle 4: Modellparameter in Abhängigkeit der Auslagerungstemperatur, die mittels der Optimierungsroutine für die Auslagerungsdaten in [HUA00] bestimmt wurden. Zum Vergleich sind in Klammern die Literaturangaben aus [LE14] aufgeführt.
In Bild 107 ist gezeigt, dass es mit dem Modell und den Modellparametern in Tabelle 4 sehr gut möglich ist, über den gesamten Temperatur- und Zeitbereich die für die Al-Mg-Legierung experimentell ermittelten Auslagerungsdaten abzubilden und somit den mittleren Korndurchmesser 𝛿 infolge der statischen Rekristallisation für den Lastfall LF1 und den zugrunde gelegten Werkstoff vorherzusagen.

88
Bild 107: Vergleich der Literaturdaten mit den Modellvorhersagen, die mit dem in Bild 106 dargestellten Berechnungsablauf bestimmten Modellparametern in Tabelle 4 berechnet wurden.
7.3.3 Parameteranpassung an isotherme Stauchversuche (LF2)
Zur Bestimmung der Parameter 𝜅, 𝜏0 und 𝜆 (vgl. Gleichungen (1) und (3)) anhand von Warmfließkurven des AA6005A bei 400°C wurden die zuvor für die 5xxx-Legierung bestimmten Parameter 𝜂𝑖𝑗, 𝑘 und 𝑚 in Tabelle 4 zuerst einmal als grobe Schätzwerte für Al-Legierungswerkstoffe beibehalten, und die Parameteranpassung analog zum LF1 an die Daten der Legierung des Vorgängerprojekts (15855N) durchgeführt.
Bild 108: Stationärer Wert der makroskopischen Fließspannung bei der AA6005A-Legierung für Temperaturen von 400 bis 540°C und Dehnraten von 10-2 bis 2/s (links) und die bei der Anpassung berücksichtigten Aktivierungsspannungen (rechts).
1.0E-06
1.5E-06
2.0E-06
2.5E-06
0 100000 200000 300000
Mit
tler
er K
orn
du
rch
mes
ser
in m
Zeit in Sekunden
400 Degree Celsius, Experiment
Anpassung für T=400
350 Degree Celsius, Experiment
Anpassung für T=350
300 Degree Celsius, Experiment
Anpassung für T=300
250 Degree Celsius, Experiment
Anpassung für T=250
0
5
10
15
0.0 0.2 0.4 0.6 0.8
y in
MP
a
Plastische Dehnung
Dehnrate 0,01/s
Dehnrate 0,10/s
Bereich el.-pl. Verformungen
geom. Verfestigung

89
Die AA6005A-Warmfließkurven des Vorgängerprojekts weisen bei den untersuchten Temperaturen bis 10% Dehnung einen elastisch-plastischen Verformungsbereich auf, der bei der Parameteranpassung nicht berücksichtigt wurde. Diesem Bereich folgt bis rund 50% der plastischen Verformung ein deutlich ausgeprägtes Fließspannungsplateau. Darüber hinaus wird bei der weiteren Verformungszunahme der Einfluss der Probengeometrie allerdings wegen des Ausbauchens der Stauchprobe auf die Spannung so groß, dass die konventionelle Auswertung keine verlässlichen Aussagen über die Spannungswerte mehr liefern kann. Der deutlich erkennbare Spannungsanstieg infolge des Ausbauchens der Proben wurde daher, wie auch schon im Vorgängerprojekt geschehen, bei der Parameteranpassung vernachlässigt, sodass schlussendlich die Optimierung der Parameter 𝜅, 𝜏0 und 𝜆 anhand des Fließspannungs-Plateaus im plastischen Dehnungsbereich von 10% bis maximal 50% erfolgen musste.
Bild 109: Vergleich zwischen dem Modell mit den an die Aktivierungsspannungen (vgl. Bild 108, rechts) angepassten Parametern in Tabelle 5 und den mit dem Taylor-Faktor korrigierten Spannungsdaten des Vorgängerprojekts.
Der mittlere Korndurchmesser 𝛿 muss sehr kleine Werte annehmen, damit der Parameter 𝜆 in Gleichung (3) einen erkennbaren Einfluss auf die Aktivierungsspannung hat. Dies zeigte sich in den Durchläufen zur Parameteroptimierung dadurch, dass das Ergebnis des Parameters 𝜆 stark und alternierend streute. Wegen seines geringen Einflusses wurde der Parameter 𝜆 bei der Anpassung an die Stauchversuche in den finalen Läufen daher mit seinem ursprünglichen Literaturwert beibehalten. Bei der numerischen Parameteroptimierung wurde sich folglich auf die zwei Parameter 𝜅 und 𝜏0 beschränkt. Das Ergebnis der Anpassung für 400°C und den Lastfall LF2 zeigt Bild 109. Die zugehörigen Modellparameter sind in Tabelle 5 angegeben.
Bei der Durchführung der Optimierungsläufe zeigte sich, dass die Qualität der Anpassung hauptsächlich vom Parameter 𝜏0 abhängt. Dagegen wurden mehrere geeignete Lösungen bestimmt, die den gleichen Parameter 𝜅 von 1,650·10-1 aufwiesen. Der Grund für die beobachtete Dehnratenabhängigkeit von 𝜏0 ist die in Gleichung (1)
0
5
10
15
0.0 0.2 0.4 0.6 0.8
Span
nu
ng
in M
Pa
Plastische Dehnung
Dehnrate 0,01/s
Modell: Dehnrate 0,10/s
Dehnrate 0,10/s
Modell: Dehnrate 0,01/s
Anpassungsbereich
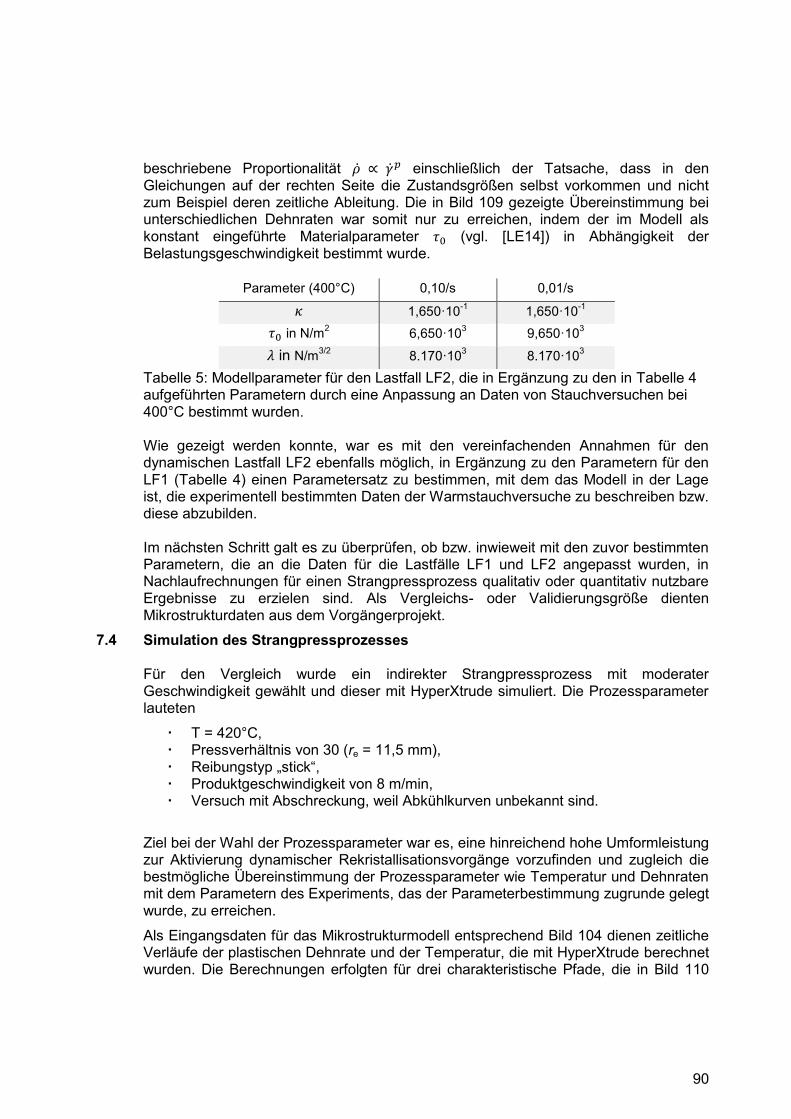
90
beschriebene Proportionalität �̇� ∝ �̇�𝑝 einschließlich der Tatsache, dass in den Gleichungen auf der rechten Seite die Zustandsgrößen selbst vorkommen und nicht zum Beispiel deren zeitliche Ableitung. Die in Bild 109 gezeigte Übereinstimmung bei unterschiedlichen Dehnraten war somit nur zu erreichen, indem der im Modell als konstant eingeführte Materialparameter 𝜏0 (vgl. [LE14]) in Abhängigkeit der Belastungsgeschwindigkeit bestimmt wurde.
Parameter (400°C) 0,10/s 0,01/s
𝜅 1,650·10-1 1,650·10-1 𝜏0 in N/m2 6,650·103 9,650·103
𝜆 in N/m3/2 8.170·103 8.170·103
Tabelle 5: Modellparameter für den Lastfall LF2, die in Ergänzung zu den in Tabelle 4 aufgeführten Parametern durch eine Anpassung an Daten von Stauchversuchen bei 400°C bestimmt wurden.
Wie gezeigt werden konnte, war es mit den vereinfachenden Annahmen für den dynamischen Lastfall LF2 ebenfalls möglich, in Ergänzung zu den Parametern für den LF1 (Tabelle 4) einen Parametersatz zu bestimmen, mit dem das Modell in der Lage ist, die experimentell bestimmten Daten der Warmstauchversuche zu beschreiben bzw. diese abzubilden.
Im nächsten Schritt galt es zu überprüfen, ob bzw. inwieweit mit den zuvor bestimmten Parametern, die an die Daten für die Lastfälle LF1 und LF2 angepasst wurden, in Nachlaufrechnungen für einen Strangpressprozess qualitativ oder quantitativ nutzbare Ergebnisse zu erzielen sind. Als Vergleichs- oder Validierungsgröße dienten Mikrostrukturdaten aus dem Vorgängerprojekt.
7.4 Simulation des Strangpressprozesses
Für den Vergleich wurde ein indirekter Strangpressprozess mit moderater Geschwindigkeit gewählt und dieser mit HyperXtrude simuliert. Die Prozessparameter lauteten
T = 420°C, Pressverhältnis von 30 (re = 11,5 mm), Reibungstyp „stick“, Produktgeschwindigkeit von 8 m/min, Versuch mit Abschreckung, weil Abkühlkurven unbekannt sind.
Ziel bei der Wahl der Prozessparameter war es, eine hinreichend hohe Umformleistung zur Aktivierung dynamischer Rekristallisationsvorgänge vorzufinden und zugleich die bestmögliche Übereinstimmung der Prozessparameter wie Temperatur und Dehnraten mit dem Parametern des Experiments, das der Parameterbestimmung zugrunde gelegt wurde, zu erreichen.
Als Eingangsdaten für das Mikrostrukturmodell entsprechend Bild 104 dienen zeitliche Verläufe der plastischen Dehnrate und der Temperatur, die mit HyperXtrude berechnet wurden. Die Berechnungen erfolgten für drei charakteristische Pfade, die in Bild 110

91
dargestellt sind und sich voneinander in ihrer Belastungsgeschichte und folglich auch der prozessinduzierten Mikrostruktur unterscheiden. Die Pfade liegen nahe der Zylinderwand, nahe der Zylinderachse sowie zwischen den beiden Genannten und werden im Folgenden mit »Rand«, »Mitte« bzw. »Rand/Mitte« bezeichnet.
Bild 110: Darstellung der drei charakteristischen Auswertepfade, entlang derer die Berechnung der Eingangsdaten für das Mikrostrukturmodell mit HyperXtrude erfolgen.
Die Ergebnisse der HyperXtrude-Simulationen sind in Bild 111 und Bild 112 dargestellt. In den Dehnratenkurven in Bild 111 ist zu sehen, dass die erwartungsgemäß maximale Umformleistung entlang des Rand-Pfades auftritt, wohingegen sich die Belastungsgeschichten der Pfade »Mitte« und »Rand/Mitte« in ihren berechneten Verläufen nur geringfügig voneinander unterscheiden. Der zeitliche Versatz der Extrema markiert die voneinander abweichenden Zeitpunkte, zu denen die drei Punkte wegen ihrer unterschiedlichen Weglängen und Geschwindigkeiten die Austrittsöffnung passieren.
Bild 111: Mit HyperXtrude berechnete zeitliche Verläufe der plastischen Dehnrate entlang der charakteristischen Pfade.
0
5
10
15
20
25
30
35
40
0 10 20 30 40 50 60 70
Deh
nra
te
Zeit [s]
Rand
RandMitte
Mitte
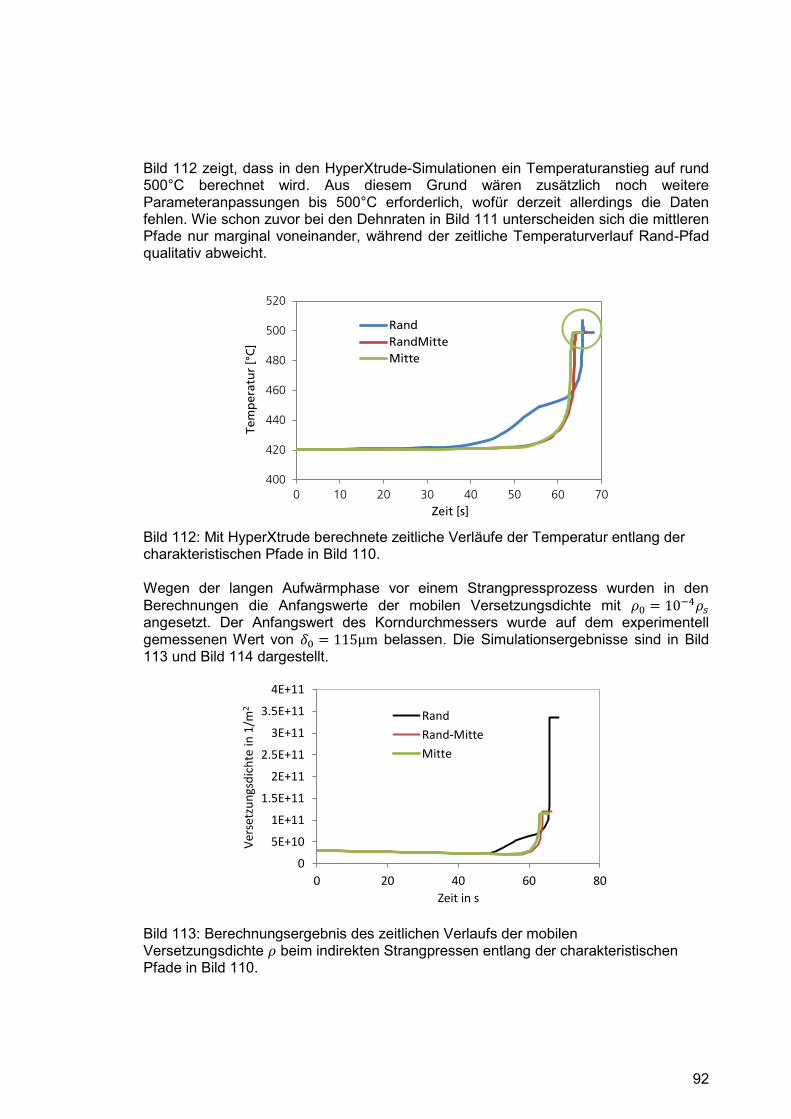
92
Bild 112 zeigt, dass in den HyperXtrude-Simulationen ein Temperaturanstieg auf rund 500°C berechnet wird. Aus diesem Grund wären zusätzlich noch weitere Parameteranpassungen bis 500°C erforderlich, wofür derzeit allerdings die Daten fehlen. Wie schon zuvor bei den Dehnraten in Bild 111 unterscheiden sich die mittleren Pfade nur marginal voneinander, während der zeitliche Temperaturverlauf Rand-Pfad qualitativ abweicht.
Bild 112: Mit HyperXtrude berechnete zeitliche Verläufe der Temperatur entlang der charakteristischen Pfade in Bild 110.
Wegen der langen Aufwärmphase vor einem Strangpressprozess wurden in den Berechnungen die Anfangswerte der mobilen Versetzungsdichte mit 𝜌0 = 10−4𝜌𝑠 angesetzt. Der Anfangswert des Korndurchmessers wurde auf dem experimentell gemessenen Wert von 𝛿0 = 115µm belassen. Die Simulationsergebnisse sind in Bild 113 und Bild 114 dargestellt.
Bild 113: Berechnungsergebnis des zeitlichen Verlaufs der mobilen Versetzungsdichte 𝜌 beim indirekten Strangpressen entlang der charakteristischen Pfade in Bild 110.
400
420
440
460
480
500
520
0 10 20 30 40 50 60 70
Te
mp
era
tur
[°C
]
Zeit [s]
Rand
RandMitte
Mitte
0
5E+10
1E+11
1.5E+11
2E+11
2.5E+11
3E+11
3.5E+11
4E+11
0 20 40 60 80
Ver
setz
un
gsd
ich
te in
1/m
2
Zeit in s
Rand
Rand-Mitte
Mitte
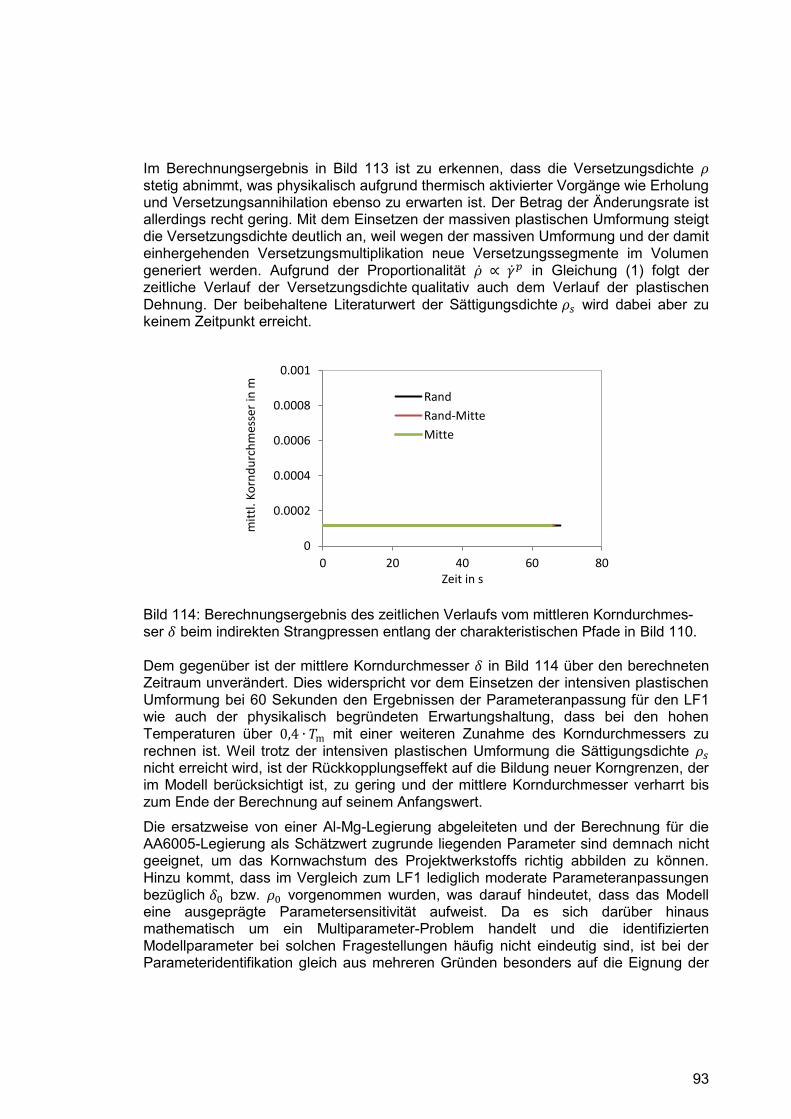
93
Im Berechnungsergebnis in Bild 113 ist zu erkennen, dass die Versetzungsdichte 𝜌 stetig abnimmt, was physikalisch aufgrund thermisch aktivierter Vorgänge wie Erholung und Versetzungsannihilation ebenso zu erwarten ist. Der Betrag der Änderungsrate ist allerdings recht gering. Mit dem Einsetzen der massiven plastischen Umformung steigt die Versetzungsdichte deutlich an, weil wegen der massiven Umformung und der damit einhergehenden Versetzungsmultiplikation neue Versetzungssegmente im Volumen generiert werden. Aufgrund der Proportionalität �̇� ∝ �̇�𝑝 in Gleichung (1) folgt der zeitliche Verlauf der Versetzungsdichte qualitativ auch dem Verlauf der plastischen Dehnung. Der beibehaltene Literaturwert der Sättigungsdichte 𝜌𝑠 wird dabei aber zu keinem Zeitpunkt erreicht.
Bild 114: Berechnungsergebnis des zeitlichen Verlaufs vom mittleren Korndurchmes-ser 𝛿 beim indirekten Strangpressen entlang der charakteristischen Pfade in Bild 110.
Dem gegenüber ist der mittlere Korndurchmesser 𝛿 in Bild 114 über den berechneten Zeitraum unverändert. Dies widerspricht vor dem Einsetzen der intensiven plastischen Umformung bei 60 Sekunden den Ergebnissen der Parameteranpassung für den LF1 wie auch der physikalisch begründeten Erwartungshaltung, dass bei den hohen Temperaturen über 0,4 ∙ 𝑇m mit einer weiteren Zunahme des Korndurchmessers zu rechnen ist. Weil trotz der intensiven plastischen Umformung die Sättigungsdichte 𝜌𝑠 nicht erreicht wird, ist der Rückkopplungseffekt auf die Bildung neuer Korngrenzen, der im Modell berücksichtigt ist, zu gering und der mittlere Korndurchmesser verharrt bis zum Ende der Berechnung auf seinem Anfangswert.
Die ersatzweise von einer Al-Mg-Legierung abgeleiteten und der Berechnung für die AA6005-Legierung als Schätzwert zugrunde liegenden Parameter sind demnach nicht geeignet, um das Kornwachstum des Projektwerkstoffs richtig abbilden zu können. Hinzu kommt, dass im Vergleich zum LF1 lediglich moderate Parameteranpassungen bezüglich 𝛿0 bzw. 𝜌0 vorgenommen wurden, was darauf hindeutet, dass das Modell eine ausgeprägte Parametersensitivität aufweist. Da es sich darüber hinaus mathematisch um ein Multiparameter-Problem handelt und die identifizierten Modellparameter bei solchen Fragestellungen häufig nicht eindeutig sind, ist bei der Parameteridentifikation gleich aus mehreren Gründen besonders auf die Eignung der
0
0.0002
0.0004
0.0006
0.0008
0.001
0 20 40 60 80
mit
tl. K
orn
du
rch
mes
ser
in m
Zeit in s
Rand
Rand-Mitte
Mitte

94
Modellparameter für Strangpresssimulation mit dem zu untersuchenden Werkstoff zu achten. Um eine hinreichende Eignung der Parameter zu erreichen, sind deswegen umfangreiche experimentelle Daten bezüglich der lokalen Belastungsgeschichte und der im Prozess entwickelten Mikrostruktur von realen Strangpressprozessen (gestoppte Versuche zzgl. einer Mikrostrukturanalyse) mindestens hilfreich wenn nicht sogar unerlässlich.
Über die Simulationsergebnisse mit den grob angepassten Näherungswerten für die Modellparameter ließ sich zu diesem Zeitpunkt zusammenfassend sagen, dass der zeitliche Verlauf der Versetzungsdichte 𝜌(𝑡) qualitativ richtig abgebildet wurde, während die Effekte des thermisch bedingten Versetzungsabbaus �̇�(𝑇) und der Änderung der Versetzungsdichte aufgrund der plastischen Umformung �̇�( �̇�𝑝) unterschätzt werden, weswegen in den Simulationen zu keinem Zeitpunkt die Sättigungsdichte erreicht wird. Darüber hinaus stellten sich die Antriebskräfte auf das Kornwachstum als zu gering heraus, was in Summe zur Folge hatte, dass der mittlere Korndurchmesser auf dem Startwert verharrt.
Die Kenntnisse bezüglich der mathematischen Wirkung der Gleichungsparameter 𝜂𝑖𝑗 in den Gleichungen (1) und (2) wurden im Folgenden genutzt, um mit weiterführenden Modell- und Parameterstudien die Leistungsfähigkeit des gewählten Modellansatzes in Bezug auf die zu untersuchende Fragestellung zu analysieren und die Erwartungshaltung an das Modell bestätigen oder ggfs. widerlegen zu können.
7.5 Weiterführende Modell- und Parameterstudien
Um zu analysieren, ob eine bessere Vorhersage der Mikrostruktur für den Strangpressvorgang erreicht werden kann, wurden die Gleichungsparameter 𝜂𝑖𝑗 in den Gleichungen (1) und (2) systematisch variiert, so dass die Abbildung der unterschätzten physikalischen Effekte iterativ verbessert wurde. Im Anschluss daran wurde mit HyperXtrude-Daten ein vollständiger Strangpressprozess einschließlich einer vorgelagerten Aufheizphase berechnet und das Ergebnis des mittleren Korndurchmessers mit den Experimentdaten des Vorgängerprojekts in Bild 114 verglichen.
Für die qualitativ und auch quantitativ hinreichende Abbildung der Rekristallisation sind die Modellparameter 𝜂𝑖𝑗 bzw. deren genaue Bestimmung von großer Bedeutung. Dabei lässt sich in Gleichung (1) und (2) erkennen, dass, bei hinreichend kleinen Werten von 𝜂12, der Parameter 𝜂22 für die Entwicklung der inneren Variablen 𝛿 entscheidend und somit für das zu geringe Kornwachstum primär verantwortlich ist. Aus diesem Grund wurde in Variationsstudien zuerst der Wert von 𝜂22 und anschließend auch die weiteren Parameter 𝜂12 und 𝜂11 systematisch variiert bzw. iteriert, bis die Ergebnisse des Korndurchmessers für den untersuchten Lastfall in der Größenordnung richtig wiedergegeben wurden.
In den Berechnungen erfolgte die Belastung in drei Schritten:
1. Phase 1: Aufheizphase über 5h (18 000s), 2. Phase 2: plastische Umformung gemäß der Prozessgeschwindigkeit und 3. Phase 3: anschließende Abkühlung über 1h (3 600s).

95
Die Belastungsgeschichte für die in Bild 110 dargestellten Pfade »Rand« und »Mitte« wurde wie auch schon zuvor aus HyperXtrude-Simulationen übernommen. Die auf diese Weise an die Experimentdaten in Bild 115, die von Strangpressexperimenten aus dem Vorgängerprojekt stammen, angepassten Parameter sind in Tabelle 6 aufgeführt.
Bild 115: Experimentelles Ergebnis des mittleren Korndurchmessers 𝛿 für den mit HyperXtrude simulierten indirekten Strangpressprozess bei 420 °C.
In den Ergebnissen mit den iterativ angepassten Parametern in Bild 116 ist zu sehen, dass die Versetzungsdichte, wie es aufgrund physikalischer Umordnungsvorgänge zu erwarten ist, abgebaut wird. Infolge der massiv plastischen Umformung steigt in der Phase 2 die Versetzungsdichte signifikant an, wobei nur die höhere plastische Umformung entlang des Randpfades zum Erreichen der Sättigungsdichte führt. In Phase 3 setzt sich der Vorgang des Versetzungsabbaus fort, wegen der höheren Versetzungsdichte hier jedoch mit einer höheren Abbaurate.
Parameter Wert Abweichung zu Tab. 1
𝜂11 in N/m2 1,050 ∙ 1015 ≈ 𝜂11(LF1, 400°C) 100 𝜂12 in m/N 8,000 ∙ 10−2 ≈ 𝜂12(LF1, 400°C) 103
𝜂22 in m2/N 8,300 ∙ 10−15 ≈ 𝜂22(LF1, 400°C) 106
Tabelle 6: An die Messung der Mikrostruktur angepasste Parameter 𝜂𝑖𝑗. Die Angaben der „Korrektur“-Faktoren beziehen sich auf die zuvor bestimmten optimalen Parameter für die Prozess- und Versuchstemperatur von 400 °C.
In Bild 117 sind für die gleichen Pfade die berechneten zeitlichen Verläufe des mittleren Korndurchmessers dargestellt. Wie darin zu sehen ist, wird durch das Modell mit den an die Mikrostrukturdaten angepassten Parametern nun die erwartete deutliche Zunahme des Durchmessers abgebildet. Beide Pfadkurven unterscheiden sich erst ab dem Zeitpunkt, an dem die Belastung einsetzt, signifikant voneinander: entlang des Randpfades ist eine schlagartig einsetzende Änderung des mittleren
640
500
260 280 220
100
0
100
200
300
400
500
600
700
0 2 4 6 8 10 12
mit
tler
e K
orn
grö
ße
in m
m
Entfernung von Profilmitte in mm
Vprod=8m/min
Vprod=15m/min
»Mitte« »Rand«

96
Korndurchmessers zu finden, wohingegen der Korndurchmesser entlang des axialen Pfades nahezu unverändert aufgrund der statischen Rekristallisation ansteigt.
Bild 116: Berechnungsergebnis der zeitlichen Entwicklung der mobilen Versetzungsdichte 𝜌 mit den an die Mikrostrukturdaten angepassten Parametern.
Bild 117: Berechnungsergebnis der zeitlichen Entwicklung des mittleren Korndurchmessers 𝛿 mit den an die Mikrostrukturdaten angepassten Parametern.
0.0E+00
1.0E+14
2.0E+14
3.0E+14
4.0E+14
0 5000 10000 15000 20000 25000
mo
bile
Ver
setz
un
gsd
ich
te in
m-2
Zeit in Sekunden
Rand
MitteEinstellen der Sättigungsdichte
0
200
400
600
800
0 5000 10000 15000 20000 25000
mit
tler
er K
orn
du
rch
mes
ser
in µ
m
Zeit in Sekunden
Rand
Mitte
Phase 1
Phase 2
Phase 3
Phase 1
Einsetzen der Belastung (Beginn Phase 2)
233µm
731µm
Phase 3

97
Der Grund für die signifikante Änderung des mittleren Korndurchmessers entlang des Randpfades ist das Erreichen des Sättigungswerts der Versetzungsdichte: dies hat zur Folge, dass das Material die infolge der aufgebrachten plastischen Umformarbeit weiter zugeführte Energie nur noch in Form von Korngrenzenergie aufnehmen bzw. als solche speichern kann.
Infolge der Parameteranpassung an die Experimentdaten in Bild 115 werden die darin angegebenen Werte 𝛿Mitte = 640µm und 𝛿Rand = 260µm vom Modell mit 731µm bzw. 233µm gut berechnet, womit die große Bedeutung von Mikrostrukturdaten, und folglich auch die Notwendigkeit zur Messung solcher (vgl. Versuchsumfang in Abschnitt 7.3.1), für die Identifikation geeigneter Parameter bestätigt wird.
7.6 Zusammenfassung und Ausblick
Wie in den vorigen Abschnitten gezeigt werden konnte, liegen die Stärken des gewählten neuen Modells in der Kombination seiner Eigenschaften. Dies sind:
die mathematisch einfache Form der Bestimmungsgleichungen, die physikalischen inneren Variablen bezüglich der Mikrostruktur und die Kopplung der inneren Variablen mit den makroskopisch mechanischen
Eigenschaften.
Darüber hinaus kann das Modell als eigenständige Routine für Nachlaufrechnungen zum Einsatz kommen oder aber wegen seiner mathematischen Form ebenso direkt in kommerzielle FE-Solver integriert werden. Des Weiteren ist das Modell trotz seiner schlichten mathematischen Form in der Lage, die komplexen physikalischen Zusammenhänge von Mikrostruktur, Belastungsgeschichte und makroskopischen mechanischen Eigenschaften qualitativ gut abzubilden (vgl. Abschnitt 7.5). Das Modell ist somit zur zeit- und ressourceneffizienten Vorhersagen der beim Strangpressen entwickelten Mikrostruktur einsetzbar und daher unter anderem und vor allem für die Anwendung bei der Prozessauslegung sehr gut geeignet.
Wie die Ergebnisse in den Abschnitten 7.2 bis 7.4 allerdings zeigten, ist das Modell sensitiv gegenüber den verwendeten Modellparametern. Aus diesem Grund ist die Strategie zur Bestimmung geeigneter Modellparameter ein zentraler Aspekt bei der Modellanwendung. Der im Vorhaben zur Parameterbestimmung implementierte Algorithmus lieferte zwar jeweils gute Ergebnisse. Für die Bestimmung von Modellparametern, die über weite Prozess- und Temperaturbereiche zuverlässige Vorhersagen ermöglichen, ist jedoch eine konsistente und deutlich breitere Datenbasis erforderlich, als sie zum aktuellen Zeitpunkt für die AA6005A-Legierung des Projekts vorliegt. Eine solche Datenbasis kann für zu berechnende Werkstoffe aber zukünftig durch neu zu planende Experimente in Form von:
isothermen Auslagerungsversuchen, Warmfließkurven bei unterschiedlichen Dehnraten und Temperaturen und Mikrostrukturdaten aus Laborversuchen bzw. realen Strangpressprozessen,
mit im Anschluss durchgeführter und in ihrem Umfang hinreichender Mikrostruktur-analytik, bereitgestellt werden.

98
In Abschnitt 7.5 dienten die im Experiment gemessenen Mikrostrukturdaten eines Strangpressprozesses als Zielgröße für die Parameteranpassung. Wie gezeigt werden konnte ist es hierdurch möglich, auf der Basis von Mikrostrukturdaten die Genauigkeit der Modellvorhersagen deutlich zu verbessern.
Das vorgestellte Modell weist aus heutiger Sicht mit den für isotherme Bedingungen bestimmten Parametern und dem als konstant angesetzten Parameter 𝜏0 zur Zeit noch Möglichkeiten für seine zukünftige Verbesserung auf. Dies ist möglich, indem die bisher diskret enthaltenen Parameter, wie zum Beispiel die temperaturabhängigen Koeffizienten 𝜂22 oder die Dehnratenabhängigkeit des Parameters 𝜏0, durch physikalisch begründete funktionale Zusammenhänge ersetzt werden. Hierdurch wird darüber hinaus auch eine weitere Reduktion von Modellparametern möglich. Die Notwendigkeit für eine breitere Datenbasis für deren Bestimmung ist allerdings auch in diesem Fall weiter gegeben.

99
8 Simulation des Strangpressens von nicht axialsymmetrischen Profilen (IWM Freiburg)
8.1 FE-Modelle
FE-Modelle für HyperXtrude
Für die Simulationen der Strangpressversuche von L- und U-Profilen wurde das speziell für die Simulation von Strangpressprozessen entwickelte FE-Programm HyperXtrude (HX, Version 14.0.231, [HYP15]) verwendet. HX basiert auf einer Euler-Formulierung, bei der sich das Material durch das FE-Netz bewegt, wobei jedoch das gesamte modellierte Volumen durchströmt wird. Es gibt keine Volumenfraktion in den Elementen. Aus diesem Grund muss für HX eine Negativ-Form des Matrizenhohlraums und ein Teil des austretenden Profils mitmodelliert werden. Bild 118 zeigt die drei erstellten FE-Modelle aus Hexaederelementen. In den FE-Modellen sind auch die Werkzeuge als Starrkörper vorhanden. Die Werkzeuge sind jedoch in Bild 118 nicht dargestellt, um einen besseren Überblick über den inneren Aufbau der Matrizen zu geben. Die für das Strangpressen der L- und U-Profile verwendeten Matrizen haben jeweils zwei Vorkammern (orange und grau dargestellt in Bild 118) vor dem eigentlichen Matrizendurchbruch (hellblau in Bild 118), der die Profilgeometrie bestimmt. Bei den Indirektmatrizen sind die Vorkammern wesentlich länger als für die Direktmatrizen und außerdem nicht konzentrisch zum Außendurchmesser. Wegen der Symmetrie der U-Profile musste nur eine Hälfte des Modells mit den entsprechenden Symmetrierandbedingungen generiert werden. Dies verringert die Rechenzeiten gegenüber dem L-Profil-Modell, bei dem keine Symmetrie vorhanden ist. Wegen der langen Rechenzeiten wurde auf die Erstellung eines FE-Modells für das indirekte Pressen der L-Profile verzichtet.

100
Bild 118: FE-Modelle von L- und U-Profilen für HyperXtrude
FE-Modelle für Abaqus/Explicit
Alternative Simulationsmodelle für L- und U-Profil (direktes Pressen) wurden mit ABAQUS 2016 [ABA16] erstellt. Diese Modelle bauen ebenfalls auf einer Eulerschen Beschreibung mit einer raumfesten Diskretisierung auf. Im Gegensatz zu HyperXtrude sind die Euler-Elemente in Abaqus nicht immer zu 100% mit Material gefüllt und können teilweise oder ganz leer sein. Die Materialgrenze wird in jedem Zeitinkrement neu berechnet und fällt normalerweise nicht mit Elementgrenzen zusammen. Ein Euler-Netz dieser Art besteht normalerweise aus einfachen rechtwinkligen Elementen und geht über die Materialgrenzen hinaus, wie in Bild 119 für das U-Profil-Modell dargestellt (farbige Teile).
Die Modellierung der Werkzeuge erfolgte mit herkömmlicher Lagrange’scher Beschreibung (weiße Teile in Bild 119), wobei diese wiederum durch mechanischen und thermischen (Wärmeübergang) Kontakt mit dem in Euler’scher Darstellung modellierten Aluminiummaterial interagieren können.
Die Farben in Bild 119 bezeichnen den Füllgrad der Euler-Elemente. Rot bedeutet 100% mit Material gefüllt, blau leer und Zwischenfarben teilweise gefüllt. In Bild 119 ist zu erkennen, wie sich das Aluminiummaterial vom Beginn der Simulation (links) bis zum Ende (rechts) in der Euler-Domäne ausbreitet. Bei der Diskretisierung wurde darauf geachtet, dass im Bereich der beiden Kammern und des Matrizenausgangs
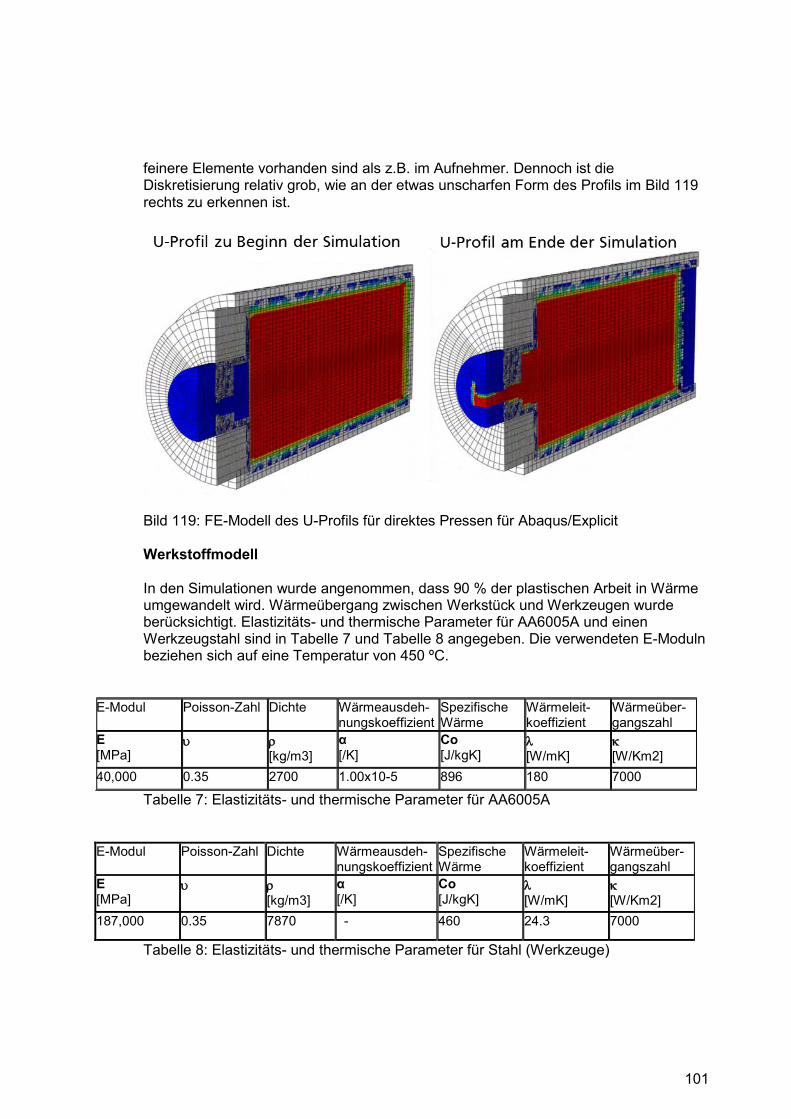
101
feinere Elemente vorhanden sind als z.B. im Aufnehmer. Dennoch ist die Diskretisierung relativ grob, wie an der etwas unscharfen Form des Profils im Bild 119 rechts zu erkennen ist.
Bild 119: FE-Modell des U-Profils für direktes Pressen für Abaqus/Explicit
Werkstoffmodell
In den Simulationen wurde angenommen, dass 90 % der plastischen Arbeit in Wärme umgewandelt wird. Wärmeübergang zwischen Werkstück und Werkzeugen wurde berücksichtigt. Elastizitäts- und thermische Parameter für AA6005A und einen Werkzeugstahl sind in Tabelle 7 und Tabelle 8 angegeben. Die verwendeten E-Moduln beziehen sich auf eine Temperatur von 450 ºC.
E-Modul Poisson-Zahl Dichte Wärmeausdeh-
nungskoeffizient Spezifische Wärme
Wärmeleit-koeffizient
Wärmeüber-gangszahl
E [MPa]
[kg/m3]
α [/K]
Co [J/kgK]
[W/mK]
[W/Km2]
40,000 0.35 2700 1.00x10-5 896 180 7000
Tabelle 7: Elastizitäts- und thermische Parameter für AA6005A
E-Modul Poisson-Zahl Dichte Wärmeausdeh-
nungskoeffizient Spezifische Wärme
Wärmeleit-koeffizient
Wärmeüber-gangszahl
E [MPa]
[kg/m3]
α [/K]
Co [J/kgK]
[W/mK]
[W/Km2]
187,000 0.35 7870 - 460 24.3 7000
Tabelle 8: Elastizitäts- und thermische Parameter für Stahl (Werkzeuge)

102
Die Temperatur- und Dehnratenabhängigkeit des Fließverhaltens für AA6005A wurde im Vorläufervorhaben mit Hilfe eines in HyperXtrude vorhandenen Ansatzes (Gleichung (6) und Gleichung (7)) durch Anpassung an die Ergebnisse von Warmdruckversuchen vom FZS ermittelt. Bild 120 vergleicht die Fließspannungen aus Warmdruckversuchen bei 50 % Dehnung und die Daten aus der Anpassung.
(6)
(7)
Bild 120: Temperatur- und Dehnratenabhängigkeit der Fließspannungen von AA6005A aus Warmdruckversuchen und Materialmodell mit angepassten Parametern
In Tabelle 9 sind die für die temperatur- und dehnratenabhängigen Fließspannungen von AA6005A angepassten Parameter in Gleichung (1) und Gleichung (2) angegeben.
n A [s-1] H [J/mol] α [Pa-1]
5.000 7.55454e+10 177500 3.96e-08 Tabelle 9: Angepasste Parameter in Gleichung (6) und Gleichung (7) für die temperatur- und dehnratenabhängigen Fließspannungen von AA6005A
0
10
20
30
40
50
60
400 450 500 550
Temperatur [°C]
[M
Pa]
2 /s, SHI model
1.0 /s, SHI model
0.43/s, SHI
0.1 /s, SHI model
0.01/s, SHI model
2 /s, exp FZS
1 /s, exp FZS
0.1 /s, exp FZS
0.43 /s, exp IWM
0.09 /s, exp IWM
0.01 /s, exp IWM
0.431
0.1
0.01
2 ]s[ 1 Symbole: Warmdruckversuche
Kurven: Modellanpassung
)RT/Hexp(Z
,1
/1
1
n
A
ZSinh

103
8.2 Ergebnisse der Simulation
Simulationen mit HyperXtrude
Bild 121 zeigt einen Vergleich von Simulationsergebnissen mit gemessenen Kräften und Temperaturen für ein bei 460°C mit 1,1 mm/s Stempelgeschwindigkeit direkt gepresstes L-Profil. Die während der Strangpressversuche aufgezeichneten Messwerte Gesamtkraft, Matrizenkraft und Reibkraft sowie Temperaturen an zwei Stellen im Presskanal sind als durchgezogene Linien dargestellt. Die Reibung im gesamten Modell wurde in der Simulation als Haftreibung (Stick) definiert. Die mit diesem Modell berechneten Kräfte (gestrichelte Linien in Bild 121) sind viel zu hoch, auch die berechneten Temperaturen (ebenfalls gestrichelt) sind etwas zu hoch. Die Simulation wurde nach einer sehr langen Rechenzeit abgebrochen und reicht deshalb nur bis zu einem Stempelweg von 40 mm.
Als nächstes wurde das Reibmodell Stick im Austrittsbereich des Aluminiums durch das in HX vorhandene Reibmodell ViscoPlastic [HYP15] mit einem Reibwert von 0,7 ersetzt. Für alle anderen Kontaktflächen wurde die Stick-Reibung beibehalten. Diese Modellierung der Reibung wird von den HX-Entwicklern für Strangpressprozesse empfohlen. Die mit dieser Modellvariante berechneten Kraft- bzw. Temperatur-Stempelwegverläufe sind in Bild 122 im Vergleich mit den gemessenen Kurven dargestellt. Die berechneten Kräfte sind bedeutend niedriger als mit Stick-Reibung im gesamten Modell (Bild 121), im Vergleich mit den gemessenen Kräften aber immer noch etwas zu hoch, die berechneten Temperaturen stimmen jedoch gut mit den gemessenen überein.
Die Abweichungen der Kraftkurven sind teilweise darauf zurückzuführen, dass im Experiment zunächst eine Aufstauchung des Bolzens (Ausgangsdurchmesser 120 mm) im Aufnehmer (Durchmesser 125 mm) stattfindet und zwischen Bolzen und Aufnehmer zunächst kein direkter Kontakt und keine Reibung vorhanden ist. Bei der Simulation mit HX kann dieser Effekt nicht berücksichtigt werden, da das Spiel zwischen Bolzen und Aufnehmer nicht modelliert werden kann und von Anfang an ideale Wandhaftung (Stick-Reibung) vorliegt. Bis der Bolzen den Aufnehmer vollständig ausfüllt, ist der Bolzen durch die Aufstauchung aber um ca. 25 mm kürzer, was zu einer Reduzierung der Reibkraft führt.
In Bild 121 und Bild 122 sind auch die mit den beiden Modellvarianten berechneten Dehnungsverteilungen beim Stempelweg von 40 mm zu sehen. Mit Stick-Reibung im gesamten Modell werden im Austrittsbereich des Aluminiums unrealistisch hohe maximale Dehnungen von 103,6 erreicht, die mit der zweiten Modellvariante auf immerhin 25,2 reduziert werden.

104
Bild 121: Berechnete Dehnungsverteilung bei Stempelweg 40 mm und Vergleich der Simulationsergebnisse mit gemessener Kraft und Temperaturen für L-Profil, direkt, 460°C, 1,1 mm/s mit Reibmodell Stick
Bild 122: Berechnete Dehnungsverteilung bei Stempelweg 40 mm und Vergleich der Simulationsergebnisse mit gemessener Kraft und Temperaturen für L-Profil, direkt, 460°C, 1,1 mm/s mit Reibmodell Stick und ViscoPlastic 0,7

105
Für die beiden im Folgenden dargestellten Simulationsergebnisse wurden das Reibmodell ViscoPlastic mit einem Reibwert von 0,7 im Austrittsbereich des Aluminiums und das Reibmodell Stick für alle anderen Kontaktflächen im Aufnehmer beibehalten. Bild 123 zeigt ein Ergebnis für ein bei 500°C mit 8,6 mm/s Stempelgeschwindigkeit direkt gepresstes U-Profil. Auch hier sind die berechnete Gesamtkraft und Matrizenkraft im Vergleich zu den gemessenen Kräften zu hoch, die Reibkräfte aus Simulation und Versuch stimmen jedoch gut überein. Die berechneten Temperaturen sind in diesem Fall allerdings zu niedrig und zeigen nicht den im Experiment gemessenen Anstieg der Kurven und die Temperaturunterschiede zwischen den verschiedenen Messorten.
In Bild 124 ist ein Ergebnis für ein indirekt gepresstes U-Profil dargestellt (500°C, 8,6 mm/s). Hier gilt das Gleiche wie für das Beispiel in Bild 123, wobei die Reibkraft für das indirekte Pressen nicht gemessen wird, weil keine Relativbewegung zwischen Bolzen und Aufnehmer stattfindet. Diese Simulation wurde auch mit einem Reibwert von 0,3 anstelle von 0,7 für das Reibmodell ViscoPlastic und mit dem Coulomb-Modell und einem Reibwert von 0 (reibungsfrei) wiederholt. Die Änderung des Reibwerts bzw. des Reibmodells bewirkt wie bei der Simulation der Reibversuche (vgl. Abschnitt 6.3) keine Änderung in den berechneten Kräften und Temperaturen.
Bild 123: Berechnete Dehnungsverteilung bei Stempelweg 150 mm und Vergleich der Simulationsergebnisse mit gemessener Kraft und Temperaturen für U-Profil, direkt, 500°C, 8,6 mm/s mit Reibmodell Stick und ViscoPlastic 0,7

106
Bild 124: Berechnete Dehnungsverteilung bei Stempelweg 150 mm und Vergleich der Simulationsergebnisse mit gemessener Kraft und Temperaturen für U-Profil, indirekt, 500°C, 8,6 mm/s mit Reibmodell Stick und ViscoPlastic 0,7
Eine mögliche Ursache für die zu hohen Kräfte in den Simulationen könnte in der komplexen Matrizengeometrie mit zwei Vorkammern liegen. Die Reibung im Presskanal ist dabei sicher nicht annähernd konstant wie im Fall einer Flachmatrize. Wahrscheinlich ist die verwendete Modellierung des Werkzeugkontaktes mit einem einheitlichen Reibmodell und Reibwert im gesamten Presskanal zu stark vereinfacht. Bei der Simulation eines am FZS durchgeführten Vorversuchs zum indirekten Strangpressen eines U-Profils, bei dem noch eine Flachmatrize verwendet wurde, wurde mit dem gleichen Materialmodell und ähnlichen Randbedingungen eine gute Übereinstimmung zwischen berechneter und gemessener Kraft erzielt (Bild 125).

107
Bild 125: Berechnete Temperaturverteilung bei Stempelweg 190 mm und Vergleich der Simulationsergebnisse mit gemessener Kraft für ein mit Flachmatrize gepresstes U-Profil, indirekt, 420°C, 7,5 mm/s, Pressverhältnis 33,45:1 mit Reibmodell Stick und ViscoPlastic 0,7
Simulationen mit Abaqus/Explicit
Bild 126 zeigt einen Vergleich von Simulationsergebnissen mit der gemessenen Gesamtkraft (rot) für ein bei 460°C mit 1,1 mm/s Stempelgeschwindigkeit direkt gepresstes L-Profil (links) und ein U-Profil bei 500°C und 8,6 mm/s (rechts). Das für die Reibversuche angepasste von der Gleitgeschwindigkeit abhängige Reibmodell (Tabelle 2) und die Materialdaten aus dem Vorläufervorhaben (Bild 120) in tabellarischer Form wurden für die ersten Simulationen verwendet. Die mit diesem Modell berechneten Kräfte (graue Linien in Bild 126) sind viel zu hoch. Durch Variation des Reibmodells konnte für die Profile keine zufriedenstellende Übereinstimmung mit den gemessenen Kräften erreicht werden.
Die Dehnraten im Matrizendurchbruch der Profile liegen bei bis zu 10/s. Die Warmdruckversuche zur Bestimmung des Fließverhaltens wurden nur bis zu einer Dehnrate von 2/s durchgeführt (Bild 120). Möglicherweise wird die Dehnratenverfestigung durch das analytische Materialmodell (Gleichungen (1) und (2) in Abschnitt 8.1) überschätzt. Im tabellarischen Materialmodell in Abaqus wurden daher die Fließspannungen für höhere Dehnraten versuchsweise herabgesetzt und weitere Simulationen durchgeführt. Die Ergebnisse dieser Simulationen sind in Bild 126 als schwarze Linien eingezeichnet und stimmen recht gut mit den gemessenen Kräften überein.
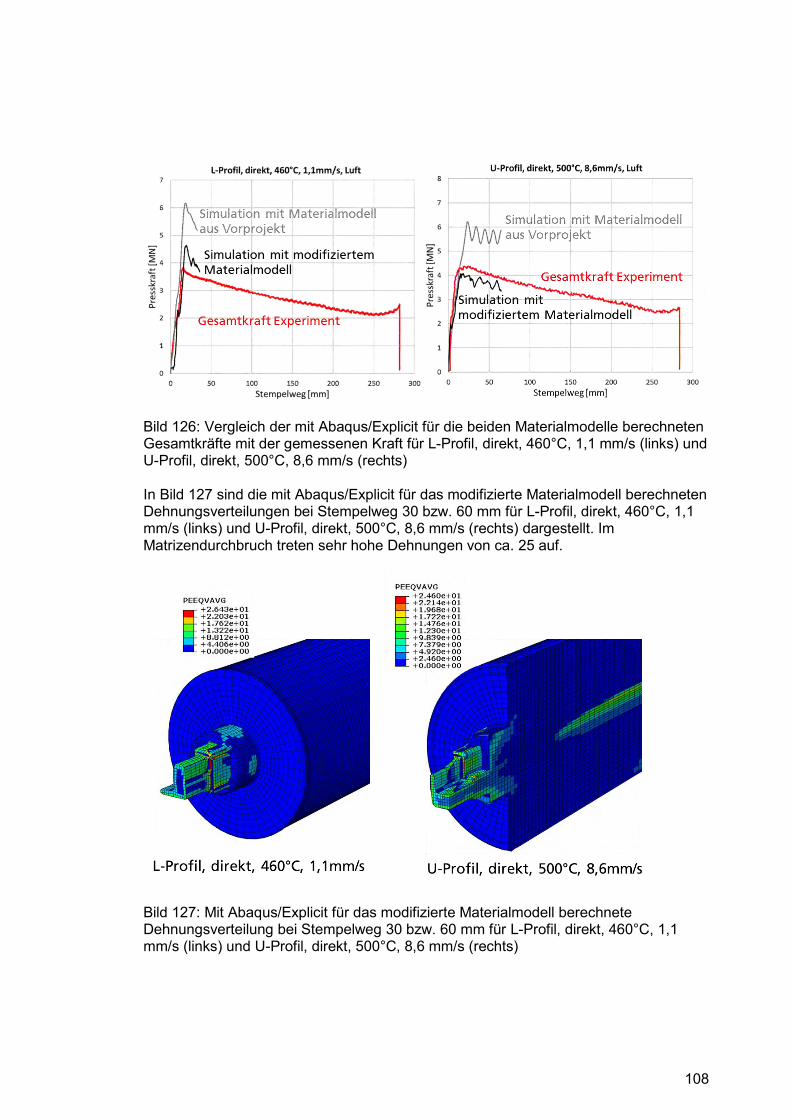
108
Bild 126: Vergleich der mit Abaqus/Explicit für die beiden Materialmodelle berechneten Gesamtkräfte mit der gemessenen Kraft für L-Profil, direkt, 460°C, 1,1 mm/s (links) und U-Profil, direkt, 500°C, 8,6 mm/s (rechts)
In Bild 127 sind die mit Abaqus/Explicit für das modifizierte Materialmodell berechneten Dehnungsverteilungen bei Stempelweg 30 bzw. 60 mm für L-Profil, direkt, 460°C, 1,1 mm/s (links) und U-Profil, direkt, 500°C, 8,6 mm/s (rechts) dargestellt. Im Matrizendurchbruch treten sehr hohe Dehnungen von ca. 25 auf.
Bild 127: Mit Abaqus/Explicit für das modifizierte Materialmodell berechnete Dehnungsverteilung bei Stempelweg 30 bzw. 60 mm für L-Profil, direkt, 460°C, 1,1 mm/s (links) und U-Profil, direkt, 500°C, 8,6 mm/s (rechts)

109
Abschließend kann bzgl. der ergänzenden Simulationen mit ABAQUS/Explicit angemerkt werden, dass die Kraftverläufe tendenziell im Vergleich mit HyperXtrude moderat zu höheren Werten hin verschoben sind. Eine Hauptursache hierfür ist in einer deutlich gröberen Diskretisierung gegeben, welche für die vergleichenden Simulationen gewählt wurde. Da bei expliziten FE-Methoden das kritische Zeitinkrement auch durch die kleinsten Elementkantenlängen gegeben ist, wurde eine gröbere Diskretisierung verwendet, um die Extrusionssimulation sehr effizient in relativ kurzen Rechenzeiten durchführen zu können. Wenngleich die integralen Kraft-Verschiebungskurven im Vergleich zu HyperXtrude etwas höher liegen, so kann grundsätzlich für beide Modelle festgehalten werden, dass eine exakte Berechnung der Presskräfte sehr wahrscheinlich nur durch eine Reduktion des plastischen Fließverhaltens bei den entsprechend höheren Dehnratenbereichen möglich ist. Da die Messdaten für große Deformationsgeschwindigkeiten bzw. Dehnraten nicht ganz so vollständig vorliegen wie für niedrigere Niveaus, wären hierfür weitere experimentelle Untersuchungen wünschenswert. Ein wesentlicher Vorteil bei der Simualtion mit ABAQUS/Explicit besteht hauptsächlich darin, dass auch transiente Deformationsprozesse, wie diese hauptsächlich zu Beginn von Extrusionsprozessen vorliegen, modellierbar sind. Darunter fällt bspw. das Auffüllen des Bolzens bis zum ersten Wandkontakt mit dem Container oder aber auch das Auffüllen der Matrizenform beim initial plastischen Durchfließen des Materials durch die vorgesehenen Taschen vor und am Profilaustritt. Diese Vorgänge beeinflussen den initialen Presskraftverlauf signifikant, weshalb eine detaillierte Kenntnis der zu Beginn sich einstellenden Deformationsvorgänge ein wichtiges Element zur simulationsgestützten Analyse und damit der Prozessoptimierung darstellt. In dem hier vorgestellten Modell wurde gezeigt, dass diese hochnichtlinearen Prozesse prinzipiell simuliert werden können.
8.3 Gefügeuntersuchung
Direkt und indirekt gepresste U-Profile
Die zur Gefügecharakterisierung ausgewählten U-Profile sind in Tabelle 10 angegeben, die Übersichtsaufnahmen der Querschliffe zeigt Bild 128.
Probennr. Verfahren Blocktemperatur Stempelgeschw. Abkühlung °C mm/s
1 direkt 500 8.6 Luft 2 direkt 500 1.1 Luft 5 direkt 500 1.1 Wasser 12 direkt 420 1.1 Luft 16 indirekt 500 8.6 Luft 17 indirekt 500 1.1 Luft 20 indirekt 500 1.1 Wasser 27 indirekt 420 1.1 Luft
Tabelle 10: Übersicht über die metallographisch untersuchten U-Profile

110
Bild 128: Übersichtsaufnahmen der Querschliffe aus den metallographisch untersuchten U-Profilen
Auffällig ist, dass direkt und indirekt gepresste Profile nicht exakt die gleiche Geometrie aufweisen, die indirekt gepressten Profile haben eine etwas größere Querschnittsfläche, wie am Beispiel zweier Proben in Bild 129 zu erkennen ist. Dadurch sind die maßgeblich das Gefüge beeinflussenden Abkühlverhältnisse für direktes und indirektes Pressen nicht identisch, wodurch der unmittelbare Vergleich beider Verfahren eingeschränkt wird.
Bild 129: Übersichtsaufnahmen zweier Querschliffe aus direkt und indirekt gepresstem U-Profil

111
Zur Abschätzung des Anteils an vollständig rekristallisiertem Gefüge wurde zunächst jeweils am unteren Außenrand der Profile am geätzten Querschliff die Tiefe der Grobkornzone gemessen wie beispielhaft in Bild 130 links gezeigt. Bei den Profilen 1 und 16 (500°C, hohe Geschwindigkeit, Luftabkühlung) liegt über den gesamten Querschnitt ein teilweise rekristallisiertes Gefüge vor. Für diese Proben wurde die Größe der lichtmikroskopisch ermittelten Tiefe lokal durch EBSD-Messungen bestätigt (Bild 131). Zudem wurde versucht, den Anteil der in den Makroaufnahmen der geätzten Querschliffe visuell abgrenzbaren Grobkornbereiche am Gesamtquerschnitt abzuschätzen (Bild 130 rechts). Die Ergebnisse sind in Tabelle 11 dargestellt.
Die ausgedehntesten vollständig rekristallisierten Anteile (»Grobkorn«) weisen demnach die luftabgekühlten Profile Nr. 2 und Nr. 17 mit hoher Blocktemperatur (500°C) und langsamer Stempelgeschwindigkeit (1,1 mm/s) auf. Bei Wasserabschreckung (Profile 5 und 20) fallen diese deutlich geringer aus. Eine niedrigere Blocktemperatur (420°C) hat bei gleicher Stempelgeschwindigkeit (1,1 mm/s) und gleichem Abschreckmedium (Luft) ebenfalls eine schmalere Grobkornzone zur Folge. Die geringste statisch rekristallisierte Randzone weisen die mit hoher Stempelgeschwindigkeit (8,6 mm/s) gepressten Profile Nr. 1 und 16 auf. Diese Proben zeigen aber über den gesamten Querschnitt ein teilrekristallisiertes Gefüge, das Umformgefüge weist bei diesen beiden Proben ein deutlich gröberes Korn als die langsamer umgeformten Profile auf (vgl. Kerngefüge). Der Einfluss des Verfahrens (direktes/indirektes Pressen) kann aufgrund unterschiedlicher Profilgeometrien (vgl. Bild 129) nicht unmittelbar verglichen werden.
Bild 130: Beispiel für die Vermessung der rekristallisierten Randzone am geätzten Schliff im Lichtmikroskop (linkes Teilbild) und Abschätzung des vollständig rekristallisierten Anteils an der Querschnittsfläche (rechtes Teilbild)

112
Bild 131: lichtmikroskopische Aufnahmen der Randbereiche für die Proben 1 und 16 mit EBSD-Orientierungskarten
Probe Verfahren Blocktemp. vStempel Abkühlung Breite vollst. rekrist.
Anteil vollst. rekrist.
[°C] [mm/s] [mm] [%] 1 direkt 500 8.6 Luft 0.2 5.0 2 direkt 500 1.1 Luft 1.60 60.2 5 direkt 500 1.1 Wasser 0.65 21.6 12 direkt 420 1.1 Luft 0.75 27.1 16 indirekt 500 8.6 Luft 0.09 n.b.* 17 indirekt 500 1.1 Luft 2.35 70.3 20 indirekt 500 1.1 Wasser 0.74 23.9 27 indirekt 420 1.1 Luft 0.59 14.7
Tabelle 11: Größe bzw. Anteil der Bereiche vollständig rekristallisierten Gefüges (* für Probe 16 nicht bestimmbar)

113
Bild 132: Breite der vollständig rekristallisierten Randbereiche aus lokalen Messungen (vgl. Bild 130 links)

114
Bild 133: Anteil des vollständig rekristallisierten Gefüges am Profilquerschnitt (Abschätzung, vgl. Bild 130 links), dieser konnte an Probe 16 nicht ermittelt werden.
Zur Charakterisierung des Kerngefüges wurden an den Querschliffen EBSD-Messungen durchgeführt. Die Messfeldgröße betrug 1,5 x 1,5 mm², die Schrittweite 3 µm. Bild 134 zeigt die ungefähre Position der gescannten Bereiche. Die Ergebnisse sind in Bild 135 bis Bild 137 dargestellt. Nach dem Umformen liegen in den U-Profilen ausgeprägte Texturen vor (Bild 135, Bild 136), die naturgemäß komplexer sind als die im Vorgängerprojekt an den Profilen mit kreisförmigem Querschnitt gefundenen Fasertexturen [SUN11]. Das Gefüge der bei niedrigerer Temperatur (420°C) umgeformten Profile (12 und 17) ist feinkörniger als das der 500°- Proben. Bei den mit hoher Stempelgeschwindigkeit (8,6 mm/s) gepressten Profilen (1 und 16) liegt ein deutlich gröberes Korn vor (Bild 137).

115
Bild 134: Position der EBSD-Messungen am Kerngefüge (beispielhaft)
Bild 135: Orientierungskarten (Inverse Polfigur [001]) aus EBSD-Messungen am Kerngefüge

116
Bild 136: qualitative Texturplots (Polfiguren) aus EBSD-Messungen am Kerngefüge
Bild 137: farbkodierte Darstellung der Körner ab 15° Orientierungsunterschied aus EBSD-Messungen am Kerngefüge mit Angabe der mittleren Korngröße (für Probe 1 und 16 kann diese nicht angegeben werden, da die Korngrößenverteilung zu heterogen und das Messfeld im Verhältnis zur Korngröße zu klein ist)
L-Profile (direkt)
Die Querschliffe von zwei L-Profilen (500°C, 1,1 mm/s ) werden in Bild 138 und Bild 139 gezeigt. Das luftabgekühlte weist im Vergleich zur wasserabgeschreckten Profil einen deutlich größeren Anteil an vollständig rekristallisiertem Gefüge auf.

117
Bild 138: Querschliff von Probe 2.2A (Luftabkühlung), Übersicht und Randdetail
Bild 139: Querschliff von Probe 5.2A (Wasserabkühlung), Übersicht und Randdetail
Das Kerngefüge wurde mittels EBSD- Messungen (Scangröße 550x550 µm², Schrittweite 2,5 µm) charakterisiert, siehe Bild 140. Es liegen ähnliche Korngrößen und Texturen wie in den entsprechenden U-Profilen vor.

118
Bild 140: Ergebnisse der EBSD-Messungen an luft- (oben) und wasserabgekühltem L-Profil (unten): Orientierungskarte (inverse [001]-Polfigur), Körner mit Großwinkelgrenzen ab 15° und mittlere Korngröße, qualitative Texturplots (Polfiguren)
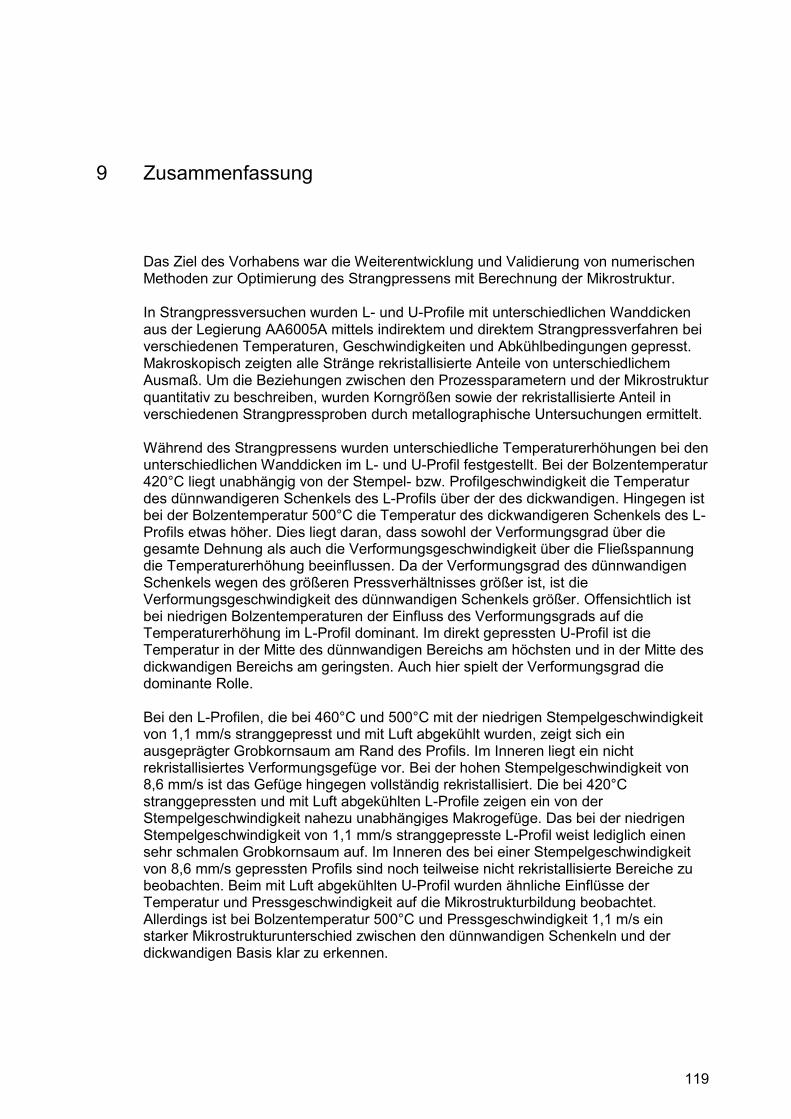
119
9 Zusammenfassung
Das Ziel des Vorhabens war die Weiterentwicklung und Validierung von numerischen Methoden zur Optimierung des Strangpressens mit Berechnung der Mikrostruktur.
In Strangpressversuchen wurden L- und U-Profile mit unterschiedlichen Wanddicken aus der Legierung AA6005A mittels indirektem und direktem Strangpressverfahren bei verschiedenen Temperaturen, Geschwindigkeiten und Abkühlbedingungen gepresst. Makroskopisch zeigten alle Stränge rekristallisierte Anteile von unterschiedlichem Ausmaß. Um die Beziehungen zwischen den Prozessparametern und der Mikrostruktur quantitativ zu beschreiben, wurden Korngrößen sowie der rekristallisierte Anteil in verschiedenen Strangpressproben durch metallographische Untersuchungen ermittelt.
Während des Strangpressens wurden unterschiedliche Temperaturerhöhungen bei den unterschiedlichen Wanddicken im L- und U-Profil festgestellt. Bei der Bolzentemperatur 420°C liegt unabhängig von der Stempel- bzw. Profilgeschwindigkeit die Temperatur des dünnwandigeren Schenkels des L-Profils über der des dickwandigen. Hingegen ist bei der Bolzentemperatur 500°C die Temperatur des dickwandigeren Schenkels des L-Profils etwas höher. Dies liegt daran, dass sowohl der Verformungsgrad über die gesamte Dehnung als auch die Verformungsgeschwindigkeit über die Fließspannung die Temperaturerhöhung beeinflussen. Da der Verformungsgrad des dünnwandigen Schenkels wegen des größeren Pressverhältnisses größer ist, ist die Verformungsgeschwindigkeit des dünnwandigen Schenkels größer. Offensichtlich ist bei niedrigen Bolzentemperaturen der Einfluss des Verformungsgrads auf die Temperaturerhöhung im L-Profil dominant. Im direkt gepressten U-Profil ist die Temperatur in der Mitte des dünnwandigen Bereichs am höchsten und in der Mitte des dickwandigen Bereichs am geringsten. Auch hier spielt der Verformungsgrad die dominante Rolle.
Bei den L-Profilen, die bei 460°C und 500°C mit der niedrigen Stempelgeschwindigkeit von 1,1 mm/s stranggepresst und mit Luft abgekühlt wurden, zeigt sich ein ausgeprägter Grobkornsaum am Rand des Profils. Im Inneren liegt ein nicht rekristallisiertes Verformungsgefüge vor. Bei der hohen Stempelgeschwindigkeit von 8,6 mm/s ist das Gefüge hingegen vollständig rekristallisiert. Die bei 420°C stranggepressten und mit Luft abgekühlten L-Profile zeigen ein von der Stempelgeschwindigkeit nahezu unabhängiges Makrogefüge. Das bei der niedrigen Stempelgeschwindigkeit von 1,1 mm/s stranggepresste L-Profil weist lediglich einen sehr schmalen Grobkornsaum auf. Im Inneren des bei einer Stempelgeschwindigkeit von 8,6 mm/s gepressten Profils sind noch teilweise nicht rekristallisierte Bereiche zu beobachten. Beim mit Luft abgekühlten U-Profil wurden ähnliche Einflüsse der Temperatur und Pressgeschwindigkeit auf die Mikrostrukturbildung beobachtet. Allerdings ist bei Bolzentemperatur 500°C und Pressgeschwindigkeit 1,1 m/s ein starker Mikrostrukturunterschied zwischen den dünnwandigen Schenkeln und der dickwandigen Basis klar zu erkennen.

120
Durch die Wasserabschreckung direkt nach der Matrize wurde die statische Rekristallisation unterdrückt. Die bei 500°C und einer Geschwindigkeit von 1,1 mm/s stranggepressten L-Profile weisen einen deutlich schmaleren grob rekristallisierten Saum aus als die langsam an Luft abgekühlten Profile. Die bei den höheren Geschwindigkeiten von 4,3 und 8,6 mm/s gepressten L-Profile weisen ein vollständig rekristallisiertes Gefüge auf, wobei die Korngröße des rekristallisierten Gefüges mit der Geschwindigkeit zunimmt. Es ist klar zu erkennen, dass die Reduzierung der Temperatur zur Unterdrückung der Rekristallisation und die Erhöhung der Pressgeschwindigkeit zu Begünstigung der Rekristallisation geführt haben.
Zur Ermittlung des Materialverhaltens bei großer Dehnung wurden warme Torsionsproben bei unterschiedlichen Temperaturen (400°C, 450°C und 500°C) und Drehgeschwindigkeiten (1,8°/s, 18°/s, 180°/s und 720°/s) durchgeführt. Die erreichte Dehnrate variiert von 0,013/s bis 5,4/s. Der Vorteil der Torsionsversuche ist, dass die Proben ohne Instabilität wie Einschnürung oder Trommelbildung wie bei Zug- und Druckversuchen bis zu einer Dehnung bis 100 gedreht werden könnten. Damit liefern die Torsionsversuche einen wesentlichen Beitrag für die Bestimmung des Werkstoffmodells zur Modellierung des Strangpressens, weil lokale Dehnungen beim Strangpressen von Aluminiumwerkstoffen in dieser Größenordnung liegen.
Es wurde festgestellt, dass ein Versagen der Hohlproben im Gegensatz zu den Vollproben aufgetreten ist. Dies könnte durch den relativ größeren Zugspannungsanteil auf der dünneren Wand und frühzeitige Schädigung verursacht werden. Die Geometrien der untersuchten Hohlproben können nicht für weitere Anwendung empfohlen werden. Auf Basis der Ergebnisse der Vollproben wurden Vergleichsspannungs-Vergleichsdehnungskurven des Werkstoffs AA6005A bis ca. 100 für unterschiedliche Temperaturen und Dehnraten bestimmt. Die Anfangsbereiche der aus den Torsionsversuchen ermittelten Spannungs-Dehnungskurven stimmen mit den Ergebnissen der warmen Druckversuche gut überein.
Zur Charakterisierung der mikrostrukturellen Veränderungen unter Torsionsbeanspruchung in Abhängigkeit von Temperatur, Umformgrad und –geschwindigkeit wurden metallographische Schliffe von ausgewählten Torsionsproben im Vergleich zum Ausgangsgefüge mittels Lichtmikroskopie und EBSD im Rasterelektronenmikroskop untersucht. Eine torsionsartige Verformung des Gefüges ist in Übersichtsaufnahmen der geätzten Schliffe an Hand von spiral- bzw. gewindeartig angeordneten Seigerungen erkennbar. Aus EBSD-Scans wird ersichtlich, dass unmittelbar im Zentrum der Proben vorwiegend Kleinwinkelkorngrenzen (< 15°) innerhalb der ursprünglichen Körner vorliegen, wogegen mit zunehmendem radialen Abstand neue Körner, die deutlich kleiner sind als die des Ausgangsgefüges, entstanden sind, also ein rekristallisiertes Gefüge vorliegt.
Die Torsionsversuche wurden mit 2D axialsymmetrischen Elementen mit Twist in Abaqus/Standard erfolgreich simuliert. Dieser Elementtyp hat neben der radialen und axialen Verschiebung einen zusätzlichen Freiheitsgrad für den Drehwinkel. Mit dem an Warmdruckversuche angepassten dehnraten- und temperaturabhängigen Materialmodell aus dem Vorläufervorhaben und unter Berücksichtigung von adiabatischer Erwärmung (keine Wärmeleitung) wird der Fließbeginn und der Abfall der

121
Drehmomente im Anfangsbereich der Torsionsbelastung von den Simulationen in guter Übereinstimmung mit den Experimenten wiedergegeben.
Zur Validierung von Reibmodellen wurden neue Reibversuche mit der Möglichkeit für große plastische Verformungen konzipiert und realisiert. Dabei wurden zwei Varianten des Versuchsaufbaus untersucht. Sie unterscheiden sich hauptsächlich durch die Probengröße und das Pressverhältnis. Diese Reibversuche sind im Prinzip kleine Direktstrangpressversuche. Aufgrund der kleinen Dimensionen und Verwendung von Standardteilen sind die Reibversuche kostengünstig. Mit dem optimierten Versuchsaufbau wurden Reibversuche mit Variation der Temperatur bei 420, 460 und 500°C und Variation der Pressgeschwindigkeit (0,2, 1, 2 und 5 mm/min) durchgeführt. Sowohl die Presskraft als auch die Kraft am Dorn werden während des Reibversuchs ermittelt. Ein vergleichbar starker Einfluss der Prüftemperatur und der Pressgeschwindigkeit auf die Presskraft wurde festgestellt.
Ausgewählte Proben aus Reibversuchen mit unterschiedlichen Versuchsparametern wurden aufgetrennt und metallographische Schliffe erstellt. An allen Proben sind Fließlinien auf Grund von durch den Pressvorgang ausgerichteten Seigerungen erkennbar. Für eine Probe wurden zusätzlich EBSD-Messungen im Bereich der Austrittsstelle aus der Matrize durchgeführt. Dort sind in den Grenzbereichen zum Stempel bzw. zur Matrize kleine rekristallisierte Körner erkennbar, während im Inneren vorwiegend langgestreckte verformte Körner mit Subkörnern und rekristallisierten Anteilen vorliegen.
Die Reibversuche wurden mit den beiden Programmen HyperXtrude (HX) und Abaqus/Explicit mit Euler-Formulierung simuliert. Für die Simulationen mit beiden Programmen wurde das an Warmdruckversuche angepasste dehnraten- und temperaturabhängige Materialmodell aus dem Vorläufervorhaben verwendet.
Für die Simulationen mit HX wurde im Austrittsbereich des Aluminiums das in HX vorhandene Reibmodell ViscoPlastic mit einem Reibwert von 0,7 und für alle anderen Kontaktflächen Stick-Reibung eingesetzt, wie von den HX-Entwicklern für Strangpressprozesse empfohlen. Für einen Versuch bei 500°C und einer Pressgeschwindigkeit von 0.2 mm/min ist die Übereinstimmung im Kraftniveau zwischen Experiment und Simulation sehr gut. Mit abnehmender Temperatur und zunehmender Geschwindigkeit, also mit zunehmender Verfestigung des Materials, werden die Kräfte in der Simulation jedoch zunehmend überschätzt. Simulationen mit anderen in HX verfügbaren Reibmodellen bzw. eine Variation der Reibwerte ergaben keine Änderung der berechneten Ergebnisse.
Für Abaqus/Explicit konnte dagegen ein Reibmodell angepasst werden, das die Einflüsse der Gleitgeschwindigkeit, der Temperatur und des Spannungszustands auf die Reibvorgänge beschreiben kann und für verschiedene Temperaturen und Pressgeschwindigkeiten zu einer guten Übereinstimmung der berechneten und gemessenen Kräfte führt.
Für die Gefügeberechnung wurde ein theoretischer Ansatz, der auf der Betrachtung von Versetzungsdichte und Subkorn- und Korngrenzen beruht, anhand der
122
durchgeführten Experimente kalibriert und als eigenständige Routine für Nachlaufrechnungen implementiert. Das eingesetzte Modell kann gegebenenfalls einschließlich der Mikrostruktur-Spannungs-Rückkopplung in vorhandene FE-Solver integriert werden. Das Modell ist in der Lage, die komplexen physikalischen Zusammenhänge von Mikrostruktur, Belastungsgeschichte und makroskopischen mechanischen Eigenschaften qualitativ gut abzubilden, und ist somit zur zeit- und ressourceneffizienten Vorhersage der beim Strangpressen entwickelten Mikrostruktur einsetzbar.
Allerdings ist die Strategie zur Bestimmung geeigneter Modellparameter ein zentraler Aspekt bei der Modellanwendung. Der im Vorhaben zur Parameterbestimmung implementierte Algorithmus lieferte zwar jeweils gute Ergebnisse. Für die Bestimmung von Modellparametern, die über weite Prozess- und Temperaturbereiche zuverlässige Vorhersagen ermöglichen, ist jedoch eine konsistente und deutlich breitere Datenbasis erforderlich, als sie zum aktuellen Zeitpunkt für die AA6005A-Legierung des Projekts vorliegt. Eine solche Datenbasis kann für zu berechnende Werkstoffe aber zukünftig durch neu zu planende Experimente in Form von:
isothermen Auslagerungsversuchen, Warmfließkurven bei unterschiedlichen Dehnraten und Temperaturen und Mikrostrukturdaten aus Laborversuchen bzw. realen Strangpressprozessen,
mit im Anschluss durchgeführter und in ihrem Umfang hinreichender Mikrostruktur-analytik, bereitgestellt werden.
Simulationen der beim FZS durchgeführten Strangpressversuche von L- und U-Profilen wurden mit den Programmen HyperXtrude (HX) und mit Abaqus/Explicit mit Euler-Formulierung durchgeführt. Für die Simulationen mit beiden Programmen wurde wieder das an Warmdruckversuche angepasste dehnraten- und temperaturabhängige Materialmodell aus dem Vorläufervorhaben verwendet.
Für die Simulationen mit HX wurde wie bei der Simulation der Reibversuche die von den HX-Entwicklern für Strangpressprozesse empfohlene Reibungsmodellierung (Reibmodell ViscoPlastic mit einem Reibwert von 0,7 im Austrittsbereich des Aluminiums, für alle anderen Kontaktflächen Stick-Reibung) eingesetzt. Die gemessenen Kräfte werden in allen Fällen von den Simulationen überschätzt, die ebenfalls während der Strangpressversuche aufgezeichneten Temperaturen im Presskanal eher unterschätzt. Die Änderung des Reibwerts bzw. des Reibmodells bewirkt wie bei der Simulation der Reibversuche keine Änderung in den berechneten Kräften und Temperaturen.
Die Abweichungen der Kraftkurven sind teilweise darauf zurückzuführen, dass im Experiment zunächst eine Aufstauchung des Bolzens (Ausgangsdurchmesser 120 mm) im Aufnehmer (Durchmesser 125 mm) stattfindet und zwischen Bolzen und Aufnehmer zunächst kein direkter Kontakt und keine Reibung vorhanden ist. Bei der Simulation mit HX kann dieser Effekt nicht berücksichtigt werden, da das Spiel zwischen Bolzen und Aufnehmer nicht modelliert werden kann und von Anfang an ideale Wandhaftung (Stick-Reibung) vorliegt.

123
Eine weitere mögliche Ursache für die Abweichungen der Simulationsergebnisse von den Messergebnissen könnte in der komplexen Matrizengeometrie mit zwei Vorkammern liegen. Die Reibung im Presskanal ist dabei sicher nicht annähernd konstant wie im Fall einer Flachmatrize. Wahrscheinlich ist die verwendete Modellierung des Werkzeugkontaktes mit einem einheitlichen Reibmodell und Reibwert im gesamten Presskanal zu stark vereinfacht. Bei der Simulation eines am FZS durchgeführten Vorversuchs zum indirekten Strangpressen eines U-Profils, bei dem noch eine Flachmatrize verwendet wurde, wurde mit dem gleichen Materialmodell und ähnlichen Randbedingungen eine gute Übereinstimmung zwischen berechneter und gemessener Kraft erzielt.
Für die Simulationen mit Abaqus/Explicit wurden das für die Reibversuche angepasste von der Gleitgeschwindigkeit abhängige Reibmodell und die Materialdaten aus dem Vorläufervorhaben in tabellarischer Form verwendet. Dieses Modell führte für die Reibversuche zu einer guten Übereinstimmung von berechneten und gemessenen Kräften. In den Simulationen der L- und U-Profile sind die berechneten Kräfte dagegen viel zu hoch. Durch Variation des Reibmodells konnte für die Profile keine zufriedenstellende Übereinstimmung mit den gemessenen Kräften erreicht werden.
Die Dehnraten im Matrizendurchbruch der Profile liegen bei bis zu 10/s, während die Reibversuche im niedrigen Dehnratenbereich liegen. Die Warmdruckversuche zur Bestimmung des Fließverhaltens wurden nur bis zu einer Dehnrate von 2/s durchgeführt. Möglicherweise wird die Dehnratenverfestigung durch das analytische Materialmodell überschätzt. Im tabellarischen Materialmodell in Abaqus wurden daher die Fließspannungen für höhere Dehnraten versuchsweise herabgesetzt und weitere Simulationen durchgeführt. Die Ergebnisse dieser Simulationen stimmen recht gut mit den gemessenen Kräften überein.

124
10 Notwendigkeit und Angemessenheit der geleisteten Arbeit
Zur Bearbeitung des Projektes wurden insgesamt 32,26 Personenmonate (IWM Freiburg) und 26 Personenmonate (FZS Berlin) wissenschaftlich-technisches Personal (A1) eingesetzt. Die Arbeiten wurden gemäß dem Forschungsantrag durchgeführt. Die für das Forschungsprojekt geleisteten Arbeiten waren angemessen und zur Erreichung des Forschungszieles notwendig.
Es wurden keine Geräte beschafft und keine Leistungen Dritter herangezogen.
125
11 Wissenschaftlich-technischer und wirtschaftlicher Nutzen der erzielten Ergebnisse für KMU, ihr innovativer Beitrag und ihre industriellen Anwendungsmöglichkeiten
Die erzielten Forschungsergebnisse liefern einen wichtigen Beitrag für die durchgängige Modellierung und Simulation der gesamten Prozesskette von der Herstellung bis zum Einsatz von stranggepressten Aluminiumprofilen. Die durchgängige Simulation des Strangpressens mit Berechnung von der Mikrostruktur ermöglicht eine optimale Prozesssteuerung (Temperatur, Geschwindigkeit, Werkzeuggeometrie) und eine kontrollierte Qualität des Strangpressprodukts (Homogenität des Gefüges, Subkorn- und Korngröße, rekristallisierter Anteil). Der Einsatz der hier entwickelten numerischen Methode in der Aluminiumindustrie wird unmittelbar zur deutlichen Verkürzung der Entwicklungsprozesse eines neuen Strangpressprofils führen. Dadurch kann man die Herstellungskosten bei komplexen Profilen erheblich reduzieren.
Die Vorausberechnung von Verteilungen der Mikrostruktur in einem stranggepressten Profil, die mechanische Eigenschaften maßgeblich bestimmt, liefert einen wichtigen Beitrag für die virtuelle Entwicklung von Strukturkomponenten, die insbesondere für die Automobilindustrie für die Verkürzung der Entwicklungszeit zwingend erforderlich ist. Die Anwendung der neuen numerischen Methode einschließlich der Werkstoff- und Reibmodelle und die Ermittlung von Modellparametern wird die Qualität virtueller Entwicklungen deutlich verbessern. Davon werden nicht nur die Hersteller von Aluminiumprofilen sondern auch Fahrzeughersteller und Dienstleistungsgruppen für Konstruktion und Softwareentwicklung stark profitieren.
Der innovative Beitrag dieser Forschungsergebnisse besteht in der Kopplung thermisch-mechanischer FE-Rechnungen mit Mikrostrukturberechnungen und der Erweiterung und Kalibrierung von Werkstoff- und Reibmodellen für die Strangpresssimulation. Dadurch werden neue Möglichkeiten für die Produktentwicklung eröffnet.
Die deutschen Hersteller von Aluminiumprofilen stehen zunehmend unter einem weltweiten Wettbewerbsdruck. Die Einführung einer neuen Methode zur Entwicklung von maßgeschneiderten Produkten, zur Effizienzsteigerung und Kostenreduzierung ist für die Bewahrung bzw. den Ausbau der bisher führenden Position von substanzieller Bedeutung.

126
12 Plan zum Ergebnistransfer in die Wirtschaft
12.1 Durchgeführte Transfermaßnahmen
Zeitraum Maßnahme Ziel/Bemerkung 24.09.2014 Mettmann
Präsentation im Arbeitskreis Forschung des FA- Strangpressen der DGM
Vorstellung des Projekts, Diskussion, Abstimmung, Festlegungen, Maßnahmen
24.09.2014 Mettmann
Treffen des projektbegleitenden Ausschusses
Beratung, Fortschrittsbericht, Diskussion, Abstimmung, Festlegungen, Maßnahmen
08.05.2015 FZS Berlin
Treffen des projektbegleitenden Ausschusses
Beratung, Fortschrittsbericht, Diskussion, Abstimmung, Festlegungen, Maßnahmen
12.-16.05. 2015 Florenz
Vortrag bei der Fachkonferenz Aluminium 2000 - ICEB 2015
Vermittlung von neuen Kenntnissen und numerischen Methoden
15.09.2015 Dresden
Vortrag bei der Fachkonferenz Werkstoffwoche 2015
Vermittlung von neuen Kenntnissen und numerischen Methoden
02.-06.05. 2016 Chicago
Vortrag bei der Strangpresskonferenz ET’16
Vermittlung von neuen Kenntnissen und numerischen Methoden
02.06.2016 FZS Berlin
Treffen des projektbegleitenden Ausschusses
Beratung, Fortschrittsbericht, Diskussion, Abstimmung, Festlegungen, Maßnahmen
28.09.2016 FZS Berlin
Treffen des projektbegleitenden Ausschusses
Beratung, Fortschrittsbericht, Diskussion, Abstimmung, Festlegungen, Maßnahmen
04.05.2017 FZS Berlin
Treffen des projektbegleitenden Ausschusses
Beratung, Fortschrittsbericht, Diskussion, Abstimmung, Festlegungen, Maßnahmen
20.-22.09. 2017 Arnstein
Abschlusspräsentation bei der Jahrestagung des FA Strangpressen der DGM
Ergebnistransfer in Wirtschaft und Wissenschaft
12.2 Geplante Transfermaßnahmen
Zeitraum Maßnahme Ziel/Bemerkung Ende 2017 Veröffentlichung
Abschlussbericht auf der Institutshomepage
Bereitstellung von Ergebnissen und numerischen Methoden für Anwendungen in der Wirtschaft
2018 Veröffentlichung in Wissenschaftliche Publikation der

127
Fachzeitschrift Ergebnisse 2018 Übergabe von neuen Modellen
an Softwarefirmen Bereitstellung von neuen numerischen Methoden für die Anwendung in der Industrie
2018 Vortrag bei einer Aluminiumtagung
Vermittlung von neuen Kenntnissen und numerischen Methoden

128
13 Einschätzung der Realisierbarkeit des Transferkonzepts
Viele Presswerke, Hersteller von Presswerkzeugen sowie Software-Firmen für Strangpresssimulation sind im projektbegleitenden Ausschuss vertreten und können kurz nach Projektende die neuen Ergebnisse umsetzen. Andere Firmen werden durch Präsentationen und Veröffentlichungen bei Konferenzen und in Zeitschriften über die Ergebnisse informiert. Der Abschlussbericht zum Forschungsvorhaben wird in die Technische Informationsbibliothek der TU Hannover eingestellt und ist damit der gesamten Fachwelt zugänglich. Zusätzlich wird der Schlussbericht auf der Homepage beider Forschungsinstitute veröffentlicht und ist so für die interessierte Öffentlichkeit verfügbar. Die im Projekt entwickelten Werkstoff-, Reib- und Mikrostrukturmodelle sowie die Versuchsdaten werden über den FA Strangpressen/ AK Forschung der DGM und Veröffentlichungen für weitere Anwendungen zur Verfügung gestellt. Weder wirtschaftliche noch technische Gründe sprechen gegen eine sofortige Berücksichtigung der Erkenntnisse in Konstruktion und Fertigung.
14 Veröffentlichungen im Zusammenhang mit dem Vorhaben
D.-Z. Sun, A. Ockewitz, F. Andrieux, Characterization and modeling of friction behavior for simulation of extrusion processes, Aluminium Two Thousand World Congress and International Conference on Extrusion and Benchmark ICEB 2015, 12.-16.05.2015, Florenz
D.-Z. Sun, A. Ockewitz, S. Müller, Entwicklung einer numerischen Methode zur Gefügesimulation stranggepresster Aluminiumprofile, Werkstoffwoche, 14.-17.09.2015, Dresden
D.-Z. Sun, A. Ockewitz, F. Andrieux, Experimental and Numerical Investigation on Friction Behavior for Simulation of Extrusion Processes, Proceedings of the 11th International Aluminum Extrusion Technology Seminar, Chicago, 2016

129
15 Förderhinweis und Danksagung
Das IGF-Vorhaben „Verbesserte Simulation des Strangpressens von Aluminiumprofilen mit Gefügeberechnung“, IGF-Vorhaben Nr. 18276 N, der Forschungsvereinigung Stifterverband Metalle e.V. wurde über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Für diese Förderung sei gedankt.
Weiterhin danken wir den im projektbegleitenden Ausschuss vertretenen Unternehmen für ihre fachliche Unterstützung.
130
16 Literaturverzeichnis
[ABA16] Abaqus Analysis User’s Guide; Abaqus 2016, Dassault Systemes Simulia
[AND01] F. Andrieux, S. Oeser, J.G. Blauel, D.-Z. Sun, R. Böschen, The Use of micro-mechanical material laws to describe the deformation and failure behaviour of aluminium weld joints Part I and II”, Aluminium 77, 1/2, 3, 2001.
[BAU01] M. Bauser, G. Sauer, K. Siegert; Strangpressen (Aluminium Fachbuchreihe), Aluminium-Verlag Düsseldorf, 2001, 2. Auflage, ISBN 3-87017-249-5.
[BEH09] B.-A. Behrens, M. Alasti, A. Bouguecha, T. Hadifi, J. Mielke, F. Schäfer, Proceedings of the 12th ESAFORM Conference on Material Forming, Enschede (Netherlands), 27–29 April 2009, Hrsg.: A.H. van den Boogaard and R. Akkermann, University of Twente.
[DIE86] G. E. Dieter. Mechanical Metallurgy. 3rd ed., Mc Graw-Hill Book Co., New York 1986.
[DUA02] X. Duan, T. Sheppard, Simulation and control of microstructure evolution during hot extrusion of hard aluminium alloys, Materials Science and Engineering A351 (2003) 282-292.
[FIN03] W.-D. Finkelnburg, Aluminiumwerkstoffe – vom Gussbarren zum Profil, in: Müller, K. u.a., Grundlagen des Strangpressens, Expert Verlag, Renningen, 2003, 186-212.
[GEE05] W.H.Van Geertruyden, H. M. Browne, W. Z. Misiolek, P.T. Wang, Evolution of surface recrystallization during indirect extrusion of 6xxx aluminium alloys, Mettllurgical and Materials Transactions A, Vol. 36A, April 2005.
[GER69] D. Gerlich, E.S. Fisher, The high temperature elastic moduli of Aluminium, J. Phys. Chem. Solids, Vol. 30, pp. 1197-1205, 1969.
[GOE01] M. Goerdeler, G. Gottstein, Dislocation based flow stress modelling – A necessity for integrative modelling of recrystalization and grain growth, Proc. of the 1st Joint inter. Conference (2001), ed. by G. Gottstein, D. Molodov, Springer Verlag, 987.
[GOU03] S. Gourdet, F. Montheillet, A model of continuous dynamic recrystallization, Acta Materialia 51 (2003) 2685-2699.
[GÜZ12] A. Güzel, A. Jäger, F. Parvizian, H.-G. Lambers, A. E. Tekkaya, B. Svendsen, H. J. Maier, A new method for determining dynamic grain structure evolution during hot aluminum extrusion, Journal of Materials Processing Technology 212 (2012) 323-330.
[HAL51] E.O. Hall, The deformation and ageing of mild steel, Proc. Phys. Soc., B64: pp. 742–753, (1951).
[HAR04] C. Harris, Q.Li, M.R. Jolly, Prediction of extruded microstructures using experimental and numerical modelling techniques, la metallurgia italiana, 3/2004, 31-35.

131
[HIR06] J. Hirsch, Virtual Fabrication of Aluminium Products, Microstructural Modeling in Industrial Aluminium Fabrication Processes, WILEY-VCH Verlag GmbH & Co. KGaA, 2006.
[HOL02] B. Holmedal, Ø. Ryen, P. Van Houtte, E. Nes, Modelling work hardening and microstructure, ALUMINIUM 78. Jahrgang 2002 10, 923-926.
[HOR06] P. Hora, C. Karadogan, L. Tong, Neue Entwicklung im Bereich der virtuellen Abbildung von Strangpressprozessen, Strangpressen, Tagungsband des Symposiums Strangpressen des Fachausschusses Strangpressen der DGM, Hrsg. H. Gers, Wiley-VCH Verlag, 2007, 117-127.
[HOR12] P. Hora, M. Gorji, J. Maier, Analyzing the Tribological Phenomena in Hot Extrusion Processes by Using New Torsion-Tribo Test, in: Proceedings of the 10th International Aluminum Extrusion Technology Seminar Vol. 1, Miami, (2012) 471-479.
[HUA00] Y. Huang, F.J. Humphreys, Subgrain growth and low angle boundary mobility in aluminium crystals of orientation {110}<001>, In Acta Materialia, Vol. 48, Issue 8, pp. 2017-2030, 2000.
[HYP15] HyperXtrude 14.0 User’s Guide, Altair Engineering Inc., 2015.
[KAR10] C. Karadogan, R. Grueebler, P. Hora, A new cone-friction test for evaluating friction phenomena in extrusion processes, Key Engineering Materials, Vol. 424 (2010), 161-166.
[LE14] K.C. Le, P. Junker, A thermodynamically consistent model of static and dynamic recrystallization, Archive of Applied Mechanics, vol. 84: pp. 1441–1451, (2014).
[LEH96] W. Lehnert, et al., Aluminium-Taschenbuch, Band 2: Umformen von Aluminium-Teilen, Oberflächenbehandlung von Aluminium, Recycling und Ökologie, Aluminium-Verlag, 1996.
[LOE02] L. Löchte, G. Gottstein, Novel approaches to microstructure modelling of non heat-treatable aluminium alloys – microchemistry aspects, ALUMINIUM 78. Jahrgang 2002 10, 873-877.
[MCQ04] H.J. McQueen, M.E. Kassner, Comments on `a model of continuous dynamic recrystallization´ proposed for aluminium. Scripta Materialia 51 (5), 461-465.
[MAR02] A. Marthinsen, S. Abtahi, E. Nes, B. Holmedal, A through process modelling approach to the modellig of extrusion of aluminium alloys, ALUMINIUM 78. Jahrgang 2002 10, 869-873.
[MEH15] M. El Mehtedi, S. Spigarelli, F. Gabrielli, L. Donati, Comparison study of constitutive models in predicting the hot deformation behavior of AA6060 and AA6063 Aluminium alloys, Aluminium Two Thousand World Congress and International Conference on Extrusion and Benchmark ICEB 2015, Materials Today: Proceedings 2 ( 2015 ) 4732 – 4739.
[MUE03] Müller, K. u.a., Grundlagen des Strangpressens, Expert Verlag, Renningen, 2003, 1-55.
[MUE04] Müller, K. et al., Fundamentals of Extrusion Technology, Giesel Verlag, Isernhagen, 2004, 13-59.

132
[MYH12] O. R. Myhr, T. Furu, O. J. Emmerhoff, I. Skauvik, O. Engler, Through Process Modeling (TPM) of Grain Structure Evolution in 6xxx Series Aluminum Extrusions, in: Proceedings of the 10th International Aluminum Extrusion Technology Seminar Vol. 1, Miami, (2012) 611-631.
[OCK11] A. Ockewitz, D.-Z. Sun, F. Andrieux, S. Müller, Simulation of Hot Extrusion of an Aluminum Alloy with Modeling of Microstructure, Key Engineering Materials, Vol. 491 (2012), 257-264.
[OCK12] A. Ockewitz, D.-Z. Sun, F. Andrieux, S. Müller, Development of a Numerical Method for Simulation of Aluminum Extrusion Processes with Modeling of Microstructure, in: Proceedings of the 10th International Aluminum Extrusion Technology Seminar Vol. 1, Miami, (2012) 583-593.
[PET53] N.J. Petch, The cleavage strength of polycrystals, J. Iron Steel Instl., 174: pp. 25–28, (1953).
[PIN11] T. Pinter, M. El Mehtedi, Constitutive Equations for Hot Extrusion of AA6005A, AA6063 and AA7020 Alloys, Key Engineering Materials, Vol. 491 (2012), 43-50.
[PEN03] Z. Peng, T. Sheppard, Prediction of static recrystallisation during extrusion of aluminium alloy AA2024, Proceedings 15th European Simulation Syposium, Eds. A. Verbraeck, V. Hlupic, SCS Europe BVBA, 2003.
[PAR08] L. De Pari Jr., W. Z. Misiolek, Theoretical predictions and experimental verification of surface grain structure evolution for AA6061 during hot rolling, Acta Materialia 56 (2008) 6174-6185.
[PAR11] F. Parvizian, A. Güzel, A. Jäger, H.-G. Lambers, B. Svendsen, A. E. Tekkaya, H. J. Maier, Modeling of dynamic microstructure evolution of EN AW-6082 alloy during hot forward extrusion, Computational Materials Science 50 (2011) 1520-1525.
[REG13] B. Reggiani, A. Segatori, L. Donati, L. Tomesani, Prediction of charge welds in hollow profiles extrusion by FEM simulations and experimental validation, Int. J. Adv. Manuf. Technol. (2013) 69:1855-1872
[RIE05] H. Riedel, F. Andrieux, D.-Z. Sun, T. Walde, Verbesserte konstitutive Modelle zur beschreibung von Umformprozessen – Numerische Implementierung, Experimente und Anwendungen, Abschlussbericht zum DFG SPP 1074, R. Kopp, Hrsg., Deutsche Forschungsgemeinschaft, Bonn, 2005, 13-22.
[RIN06] D. Ringhand, Einsatz der Prozesssimulation beim Strangpressen von Schwermetallen, Strangpressen, Tagungsband des Symposiums Strangpressen des Fachausschusses Strangpressen der DGM, Hrsg. H. Gers, Wiley-VCH Verlag, 2007, 128-141.
[RUN05] T.P. Runarsson, X Yao: Search biases in constrained eccolutionary optimization, Systems, Man and Cybernetics, Part C: Applications and Reviews, IEEE Transactions on, 35, 233-243, 2005.
[SCH08] M. Schikorra, L. Donati, L. Tomesani, A.E. Tekkaya, Microstructure analysis of aluminum extrusion: Prediction of microstructure on AA6060 alloy, Journal of Materials Processing Technology 201 (2008),156-162.

133
[SEG13] A. Segatori, B. Reggiani, L. Donati, L. Tomesani, Prediction of grain shape evolution during extrusion and annealing of 6XXX alloy, Aluminium Two Thousand 8th World Congress, Milano, 14.-18. May 2013.
[SHE06] T. Sheppard, Prediction of structure during shaped extrusion and subsequent static recrystallisation during the solution soaking operation, Journal of Materials Processing Technology 177 (2006), 26-35.
[SUN11] D.-Z. Sun, S. Müller, Entwicklung einer numerischen Methode zur Gefügesimulation stranggepresster Aluminiumprofile, Schlussbericht zum IGF-Vorhaben 15855N, 2011.
[SUN12] D.-Z. Sun, A. Kailer, F. Andrieux, A. Ockewitz, Determination of Friction Behavior in Extrusion Processes with a New Experimental Method, in: Proceedings of the 10th International Aluminum Extrusion Technology Seminar Vol. 1, Miami, (2012) 471-479.
[TAY34] G.I. Taylor, The mechanism of plastic deformation of crystals, Proc. R. Soc. Lond., A145: pp. 362–387, (1934).
[VAT13] H.E. Vatne, T. Furu, R. Orsund, E. Nes, Modelling recrystallization after hot deformation of aluminium, Acta Materialia, 44 (1996), 4463-4473.