Innovative Ultraschallprüfung komplexer Bauteile vom Guss ... · PDF fileSLM ist ein...
30
Seminar des FA Ultraschallprüfung – Vortrag 15 1 Lizenz: http://creativecommons.org/licenses/by/3.0/de/ Innovative Ultraschallprüfung komplexer Bauteile – vom Guss bis zur additiven Fertigung Hans RIEDER 1 , Martin SPIES 1 , Joachim BAMBERG 2 1 Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP Campus E3 1, 66123 Saarbrücken 2 MTU Aero Engines AG Dachauer Straße 665, 80995 München Kurzfassung Die Ultraschallprüfung ist sowohl bei klassischen Metallverbindungen als auch bei modernen Herstellungsverfahren von großer Bedeutung. Die Prüfung komplexer Bauteile unterliegt besonderen Randbedingungen. Dazu gehören die Bauteilgeometrien und - dimensionen, Materialeigenschaften wie Anisotropie und Inhomogenität, aber auch die starke Schallschwächung in Gussbauteilen. Trotz größter Sorgfalt bei dem Gießen können Unregelmäßigkeiten nicht ausgeschlossen werden. Da Gasporositäten, Schrumpfungsfehler und metallurgische Fehler, wie Heißrisse entstehen können, sind geeignete Qualitätssicherungsverfahren notwendig. Den traditionellen Gussverfahren stehen heute moderne Herstellungsverfahren, wie das Selektive Laserschmelzen (SLM, Selective Laser Melting) gegenüber. SLM ist ein generatives Fertigungsverfahren, welches zu der Gruppe der Strahlschmelzverfahren gehört und auch als 3D-Drucken mit Metallpulver bezeichnet wird. Dieses Verfahren ist für Titan- und Inconel-Legierungen sowie verschiedene Edelstähle anwendbar. Ähnliche Verfahren sind das Elektronenstrahlschmelzen sowie das selektive Lasersintern. Auch bei SLM stehen derzeit Maßnahmen für die Qualitätssicherung im Fokus. Dies betrifft neben den offline Methoden der zerstörungsfreien Werkstoffprüfung auch Verfahrensansätze, welche während des Herstellungsprozesses mittels Monitoring den Prozess beobachten und frühzeitig Probleme anzeigen. Wir werden in diesem Beitrag die innovative Ultraschallprüfung komplexer Bauteile sowohl bei Anwendungen aus dem Bereich der klassischen Metallverbindungen (Guss, Schweißnähte) als auch bei dem Selektiven Laserschweißen vorstellen und diskutieren. More info about this article: http://www.ndt.net/?id=20951
Transcript of Innovative Ultraschallprüfung komplexer Bauteile vom Guss ... · PDF fileSLM ist ein...

Seminar des FA Ultraschallprüfung – Vortrag 15
1 Lizenz: http://creativecommons.org/licenses/by/3.0/de/
Innovative Ultraschallprüfung komplexer Bauteile – vom Guss bis zur additiven
Fertigung
Hans RIEDER 1, Martin SPIES 1, Joachim BAMBERG 2 1 Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP Campus E3 1, 66123
Saarbrücken 2 MTU Aero Engines AG Dachauer Straße 665, 80995 München
Kurzfassung
Die Ultraschallprüfung ist sowohl bei klassischen Metallverbindungen als auch bei modernen Herstellungsverfahren von großer Bedeutung. Die Prüfung komplexer Bauteile unterliegt besonderen Randbedingungen. Dazu gehören die Bauteilgeometrien und -dimensionen, Materialeigenschaften wie Anisotropie und Inhomogenität, aber auch die starke Schallschwächung in Gussbauteilen. Trotz größter Sorgfalt bei dem Gießen können Unregelmäßigkeiten nicht ausgeschlossen werden. Da Gasporositäten, Schrumpfungsfehler und metallurgische Fehler, wie Heißrisse entstehen können, sind geeignete Qualitätssicherungsverfahren notwendig. Den traditionellen Gussverfahren stehen heute moderne Herstellungsverfahren, wie das Selektive Laserschmelzen (SLM, Selective Laser Melting) gegenüber. SLM ist ein generatives Fertigungsverfahren, welches zu der Gruppe der Strahlschmelzverfahren gehört und auch als 3D-Drucken mit Metallpulver bezeichnet wird. Dieses Verfahren ist für Titan- und Inconel-Legierungen sowie verschiedene Edelstähle anwendbar. Ähnliche Verfahren sind das Elektronenstrahlschmelzen sowie das selektive Lasersintern. Auch bei SLM stehen derzeit Maßnahmen für die Qualitätssicherung im Fokus. Dies betrifft neben den offline Methoden der zerstörungsfreien Werkstoffprüfung auch Verfahrensansätze, welche während des Herstellungsprozesses mittels Monitoring den Prozess beobachten und frühzeitig Probleme anzeigen. Wir werden in diesem Beitrag die innovative Ultraschallprüfung komplexer Bauteile sowohl bei Anwendungen aus dem Bereich der klassischen Metallverbindungen (Guss, Schweißnähte) als auch bei dem Selektiven Laserschweißen vorstellen und diskutieren.
Mor
e in
fo a
bout
this
art
icle
: ht
tp://
ww
w.n
dt.n
et/?
id=
2095
1
© Fraunhofer
Innovative Ultraschallprüfung komplexer Bauteile –vom Guss bis zur additiven Fertigung
Seminar des FA Ultraschallprüfung
Saarbrücken, 3.-4. November 2015
Hans Rieder*, Martin Spies*Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP, Campus E3 1, 66123 Saarbrücken
Joachim BambergMTU Aero Engines AG, Dachauer Strasse 665, 80995 München
*Teile der vorgestellten Ergebnisse entstanden am Fraunhofer ITWM, Kaiserslautern
© Fraunhofer
Innovative Ultraschallprüfung komplexer Bauteile –vom Guss bis zur additiven Fertigung
Metallverbindungen klassisch
Schweißnähte
Stähle (Ferrit, Austenit)
Gusswerkstoffe
Moderne Fertigung
Selective Laser-Melting
Titan- und Inconel-Legierungen
verschiedene Stähle
Ultraschall-Prüfverfahren: mechanisiert
Sensoren: konventionell, Phased Array, EMAT
Signal- und Datenverarbeitung, Algorithmik
Ausblick
2

© Fraunhofer
Ultraschallprüfung von Schweißnähten in Bronzegussbauteilen
© Fraunhofer
Vor-Ort-Inspektion eines geschweißten Festpropellers
3

© Fraunhofer
Belastungszonen von Low-Skew/High-Skew Propellern
Quelle: Germanischer Lloyd, Hamburg (heute DNV-GL)
Low Skew High Skew
© Fraunhofer
Ermittlung der zulässigen Fehlergrößen
Quelle: Germanischer Lloyd, Hamburg (heute DNV-GL)
8.6 mm
6.4 mm
4 mm
2.5 mm
Beispiel: Kreisscheibendurchmesser
Kantenbereiche
4
© Fraunhofer
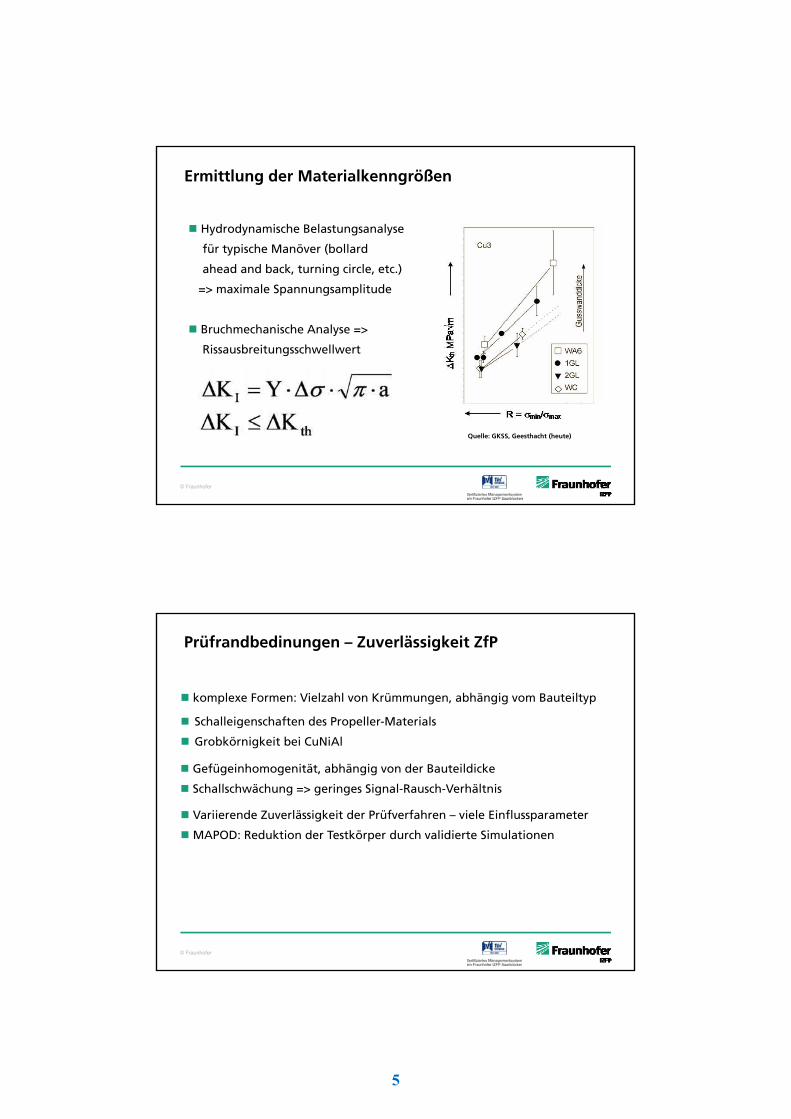
Ermittlung der Materialkenngrößen
Hydrodynamische Belastungsanalyse
für typische Manöver (bollard
ahead and back, turning circle, etc.)
=> maximale Spannungsamplitude
Bruchmechanische Analyse =>
Rissausbreitungsschwellwert
Quelle: GKSS, Geesthacht (heute)
© Fraunhofer
Prüfrandbedinungen – Zuverlässigkeit ZfP
komplexe Formen: Vielzahl von Krümmungen, abhängig vom Bauteiltyp
Gefügeinhomogenität, abhängig von der Bauteildicke
Schallschwächung => geringes Signal-Rausch-Verhältnis
Schalleigenschaften des Propeller-Materials
Grobkörnigkeit bei CuNiAl
Variierende Zuverlässigkeit der Prüfverfahren – viele Einflussparameter
MAPOD: Reduktion der Testkörper durch validierte Simulationen
5

© Fraunhofer
© Fraunhofer
Probability of Detection POD
WA2
310 x 285 x 50 mm3
Schallschwächung 1.4 dB/cm (Long-Welle, 2 MHz)
FBB von 3 mm bis 8 mm
MessdatenSimulierte Daten
6

© Fraunhofer
EMAT und Phased Array - Ergebnisse
© Fraunhofer
Geschweißte Probe mit Modellfehlern
Testkörper No. 1
V-Naht, 40 mm
3mm Querbohrung in Schweißnahtflanke
3mm/4mm Nut in Schweißnahtwurzel
7

© Fraunhofer
Ergebnisse der verschiedenen Prüfungen
Ergebnis: 3D-SAFT-Rekonstruktion
Ergebnis: Phased-Array
Querbohrung
Nut
NutQuerbohrung
© Fraunhofer
Testkörper No. 2
V-Naht, 49 mm
3 mm Querbohrung in Schweißnahtflanke
3 mm / 4 mm Nut in Schweißnahtwurzel mittig
3 mm / 4 mm Nut in Wärmeinflusszone
3 mm Durchgangbohrung in Schweißnaht
Geschweißte Probe mit Modellfehlern
8

© Fraunhofer
Ergebnis: 3D-SAFT-Rekonstruktion
Ergebnis: Phased-Array
Nuten
Querbohrung
Durchgangsbohrung
Durchgangsbohrung
Nuten
Querbohrung
Ergebnisse der verschiedenen Prüfungen
© Fraunhofer
EMAT-Sensor und Frontend-Einheit
Vier-Element EMAT-Array
30° bis 60° SH-Wellen
Frequenz 680 kHz
EMAT-Frontend-Einheit
9

© Fraunhofer
EMUS – SAFT-Ergebnisse (neu)
© Fraunhofer
Vor-Ort-Ultraschallprüfung T-Fitting
10

© Fraunhofer
Mechanisierte Prüfung der Längsschweißnaht
© Fraunhofer
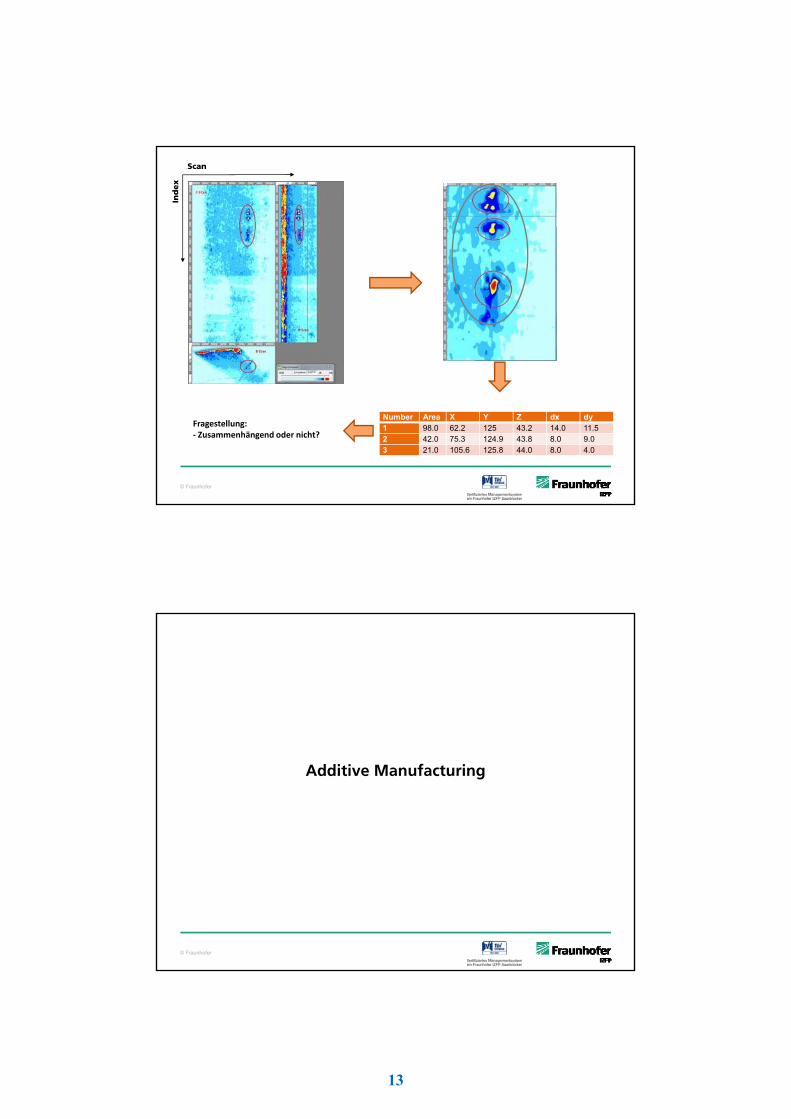
Prüfrandbedingungen und Prüfablauf
- Mechanisierte Ultraschallprüfung, verschiedenen Sonden und Frequenzen- Koppelmittel: Öl- Inspektionswinkel : + 45 °, -45 °, 60 °, -60 ° (optimale Prüffrequenz: 2 MHz) - Inspektion beidseitig der SW- Datenerfassung und Speicherung- Nachbearbeitung durch das Rekonstruktionsverfahren SAFT ++ für gekrümmte
Geometrien- Scan-Index-Auflösung: 0,33 mm x 1 mm
11
© Fraunhofer
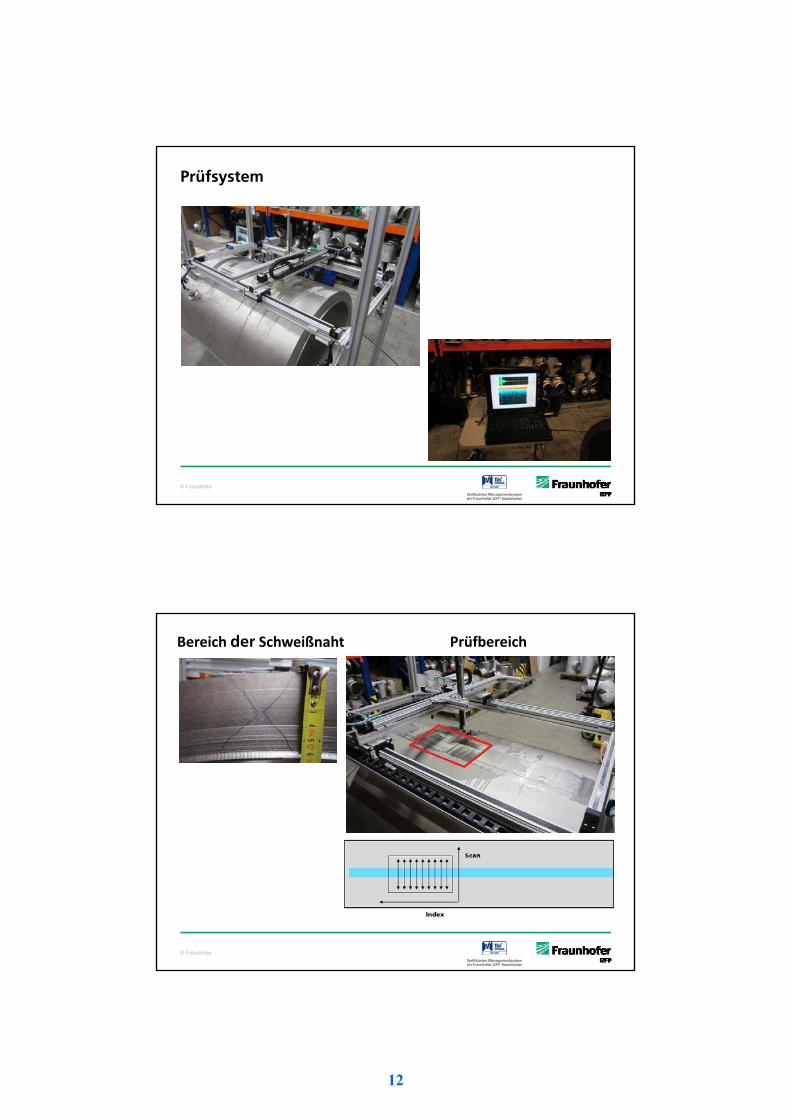
Prüfsystem
© Fraunhofer
Bereich der Schweißnaht Prüfbereich
12
© Fraunhofer
Number Area X Y Z dx dy1 98.0 62.2 125 43.2 14.0 11.52 42.0 75.3 124.9 43.8 8.0 9.03 21.0 105.6 125.8 44.0 8.0 4.0
Ind
ex
Scan
Fragestellung:
‐ Zusammenhängend oder nicht?
© Fraunhofer
Additive Manufacturing
13

© Fraunhofer
Additive Manufacturing
Rapid Prototyping: seit etwa 25 Jahren in Forschung und Entwicklung
Additive Manufacturing (AM) für die Herstellung metallischer Bauteile:
seit ca. 10 Jahren
Getriebegehäuse
Quelle: FIT AG, Lupburg – www.pro-fit.de
©FIT AG 2015
© Fraunhofer
Motorradrahmen
Quelle: FIT AG, Lupburg – www.pro-fit.de
©FIT AG 2015
14

© Fraunhofer
Herausforderungen
Treibstoffreduktion
Gewichtsreduktion
Kostenreduktion
© Fraunhofer
Herangehensweise
Innovatives Design ‚Fast rotating turbine‘
Innovatives Material TiAl-Schaufeln
Innovative Produktion Additive Manufacturing
15

© Fraunhofer
Boroskop-Auge - erstes MTU-Serienbauteil
Plattform mit 16 Boroskop-Augen und Zugproben
© Fraunhofer
Additive Manufacturing AM –Verfahren und Qualitätssicherung
16
© Fraunhofer
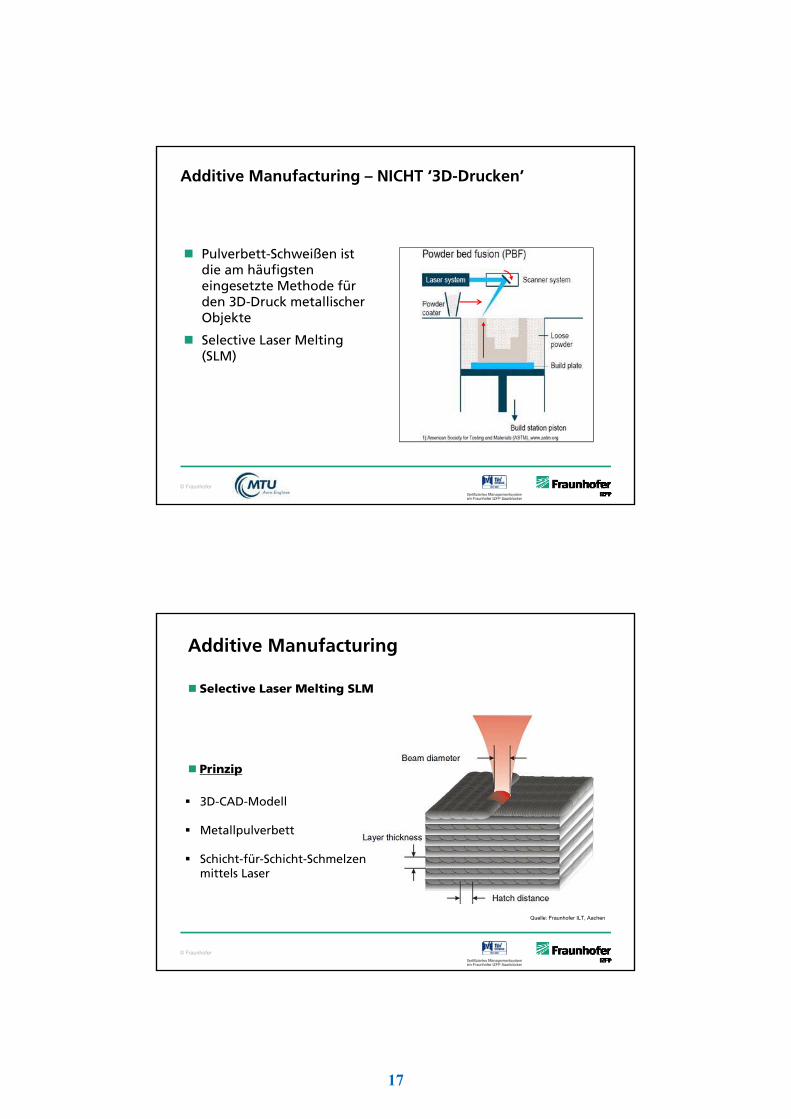
Additive Manufacturing – NICHT ‘3D-Drucken’
Pulverbett-Schweißen ist die am häufigsten eingesetzte Methode für den 3D-Druck metallischer Objekte
Selective Laser Melting (SLM)
© Fraunhofer
Selective Laser Melting SLM
Prinzip
Additive Manufacturing
Quelle: Fraunhofer ILT, Aachen
3D-CAD-Modell
Metallpulverbett
Schicht-für-Schicht-Schmelzen mittels Laser
17

© Fraunhofer
Selective Laser Melting
IN718-Bauteil auf der Plattform
© Fraunhofer
Qualitätssicherung der kompletten Prozesskette
vorher
Pulver
Maschine
währendProzessparameter
Ultraschall-MonitoringOptische Tomographie
nachher
MetrologieRöntgen & FPI
Materialprüfung
18
© Fraunhofer
Ultraschall-Monitoring
© Fraunhofer
Monitoring-Ansatz
nur ‚on-line‘ während des Prozesses möglich!
Ultraschall-Monitoring während des Herstellungsprozesses
Einschallung von der Unterseite der Bauplattform
Ziele: Beobachtung/Kontrolle/Detektion
der Dynamik des Schichtaufbaus
der Interface-Anbindung
der lokalen Materialeigenschaften
von Eigenspannungen
von Porosität
19
© Fraunhofer
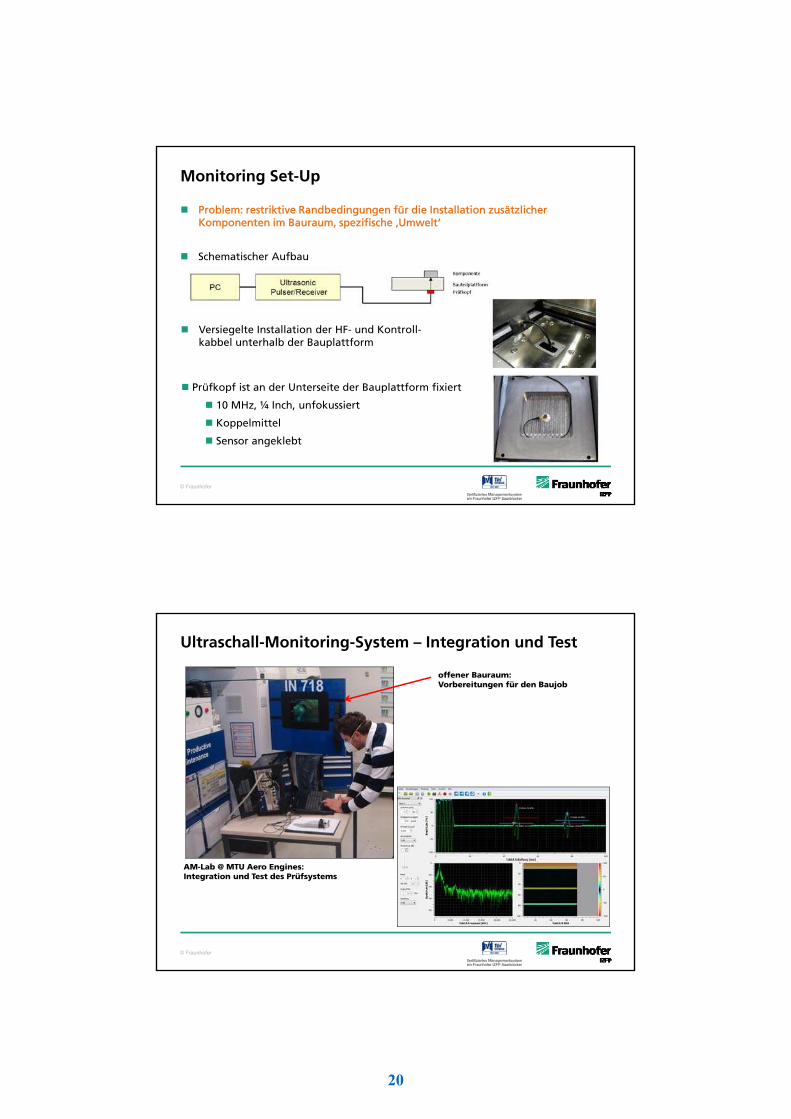
Monitoring Set-Up
Schematischer Aufbau
Versiegelte Installation der HF- und Kontroll-kabbel unterhalb der Bauplattform
Prüfkopf ist an der Unterseite der Bauplattform fixiert
10 MHz, ¼ Inch, unfokussiert
Koppelmittel
Sensor angeklebt
Problem: restriktive Randbedingungen für die Installation zusätzlicher Komponenten im Bauraum, spezifische ‚Umwelt‘
© Fraunhofer
Ultraschall-Monitoring-System – Integration und Test
AM-Lab @ MTU Aero Engines:Integration und Test des Prüfsystems
offener Bauraum:Vorbereitungen für den Baujob
20

© Fraunhofer
Demo: Baujob und Ultraschallsignale
© Fraunhofer
• Zylinder mit innenliegendem Fehler:
– 20 mm Durchmesser
– 10 mm Höhe
– Pore (sphärisch, 2 mm Ø)
• Baujob:
– 40 μm Schichtdicke
– 250 Schichten
– 90 Minuten Bauzeit
Aufgebauter Testkörper
21

© Fraunhofer
Ergebnisse
Auflösung der einzelnen Schweißlage,
Aufbau wird kontinuierlich aufgezeichnet
Ermittlung der lokalen
Schallgeschwindigkeit
Echtzeit-Detektion künstlicher Fehler
40 µmLauf
zeit
Scha
llges
chw
indi
gkei
t
Bauzeit
Bauhöhe
Time
© Fraunhofer
A*-Scan = Mittelung aller A-Scans des Baujobs
- Rauschreduktion
- nur statische Objektewerden sichtbar(Interface-Echo, Defekte)
- Rückwandechos mittelsich weg
- Pore im A-Scan schlecht sichtbarwg. Ausrichtung des Prüfkopfes
IE
Pore 2. IE
A-Scan-Darstellung
22

© Fraunhofer
Off-line Validierung nach Ende des Baujobs
Immersionsprüfung: C-Scan
10 MHz, 3 Inch Fokus
Fehlerabbildung
keine weiteren Anzeigen
© Fraunhofer
Metallographie Pore
23

© Fraunhofer
Metallographie Halbkugel - Kreisscheibenreflektor
© Fraunhofer
Untersuchung des Einflusses der Laser-Leistung auf die Ausbildung der Mikrostruktur
24
© Fraunhofer
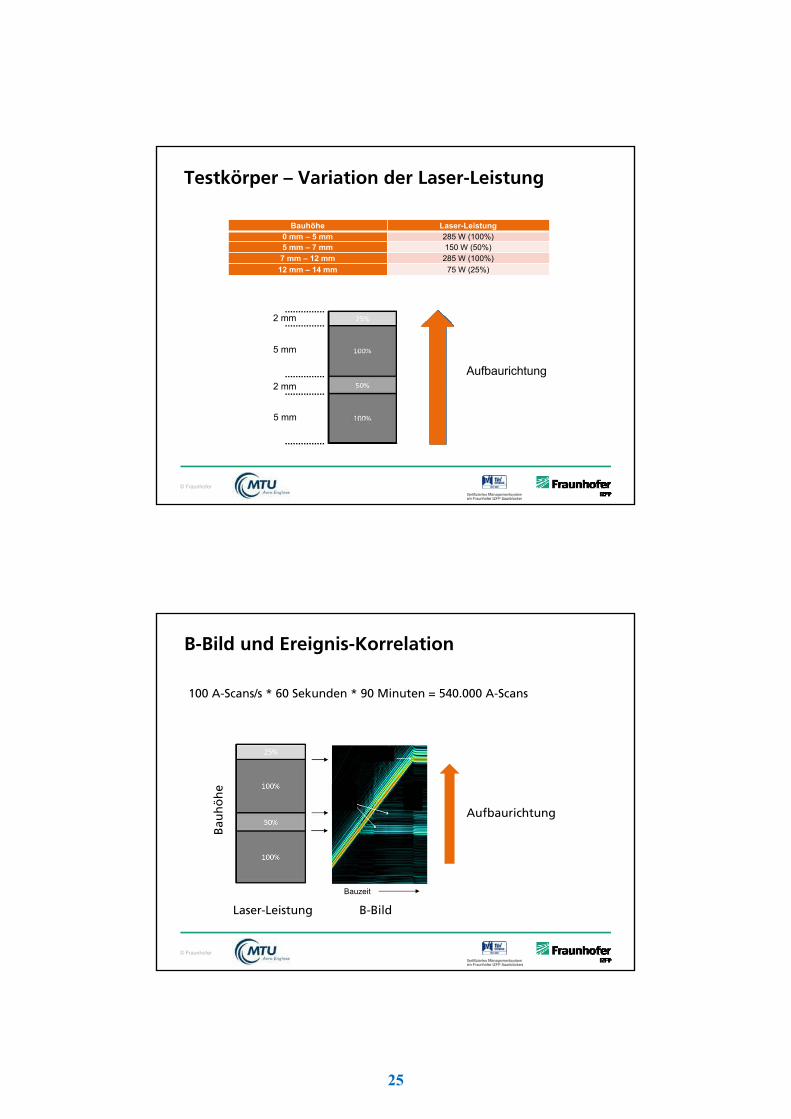
Testkörper – Variation der Laser-Leistung
Bauhöhe Laser-Leistung0 mm – 5 mm 285 W (100%)5 mm – 7 mm 150 W (50%)7 mm – 12 mm 285 W (100%)
12 mm – 14 mm 75 W (25%)
Aufbaurichtung
5 mm
5 mm
2 mm
2 mm
© Fraunhofer
B-Bild und Ereignis-Korrelation
100 A-Scans/s * 60 Sekunden * 90 Minuten = 540.000 A-Scans
Aufbaurichtung
Laser-Leistung B-Bild
Ba
uh
öh
e
Bauzeit
25

© Fraunhofer
Validierung
Untersuchte Proben nach Abtrennung von der Plattform
Metallographie
Röntgen-CT
© Fraunhofer
Validierung II
50%
25%
B-Bild
100%
100%
starkePorosität(30%)
geringe Porosität(3%)
Laser-Leistung Röntgen-CT-Bild
Ultraschall-Online-Detektion von geringer Porosität (< 3%) ist möglich
26

© Fraunhofer
Metallographie - ungeätzt
© Fraunhofer
Metallographie - ungeätzt
27

© Fraunhofer
Validierung III
Bezug zu metallographischen und Röntgen-CT Untersuchungsergebnissen
Künstliche Fehler: < 3 mm²
Porosität (metallo): < 3 %
Porosität (Rö-CT): < 100 μm axialeAuflösung in Aufbaurichtung
© Fraunhofer
Wie geht es weiter?
28

© Fraunhofer
SLM-Testblock mit Halbkugelreflektoren
Aufb
auric
htun
g
Sensor
© Fraunhofer
Smart SLM-Testblock
Online-Prüfung
permante Messung der Schallgeschwindigkeit /Ermittlung der inkrementellen
Schallgeschwindigkeit
Rückschlüsse auf lokale Mikroporosität
Messung der Ersatzreflektor-Amplituden (Selbstreferenzierung an aktueller
Rückwand!)
Rückschlüsse auf Homogenität des Gefüges
Offline-Prüfung (mit Linear-Array)
Sektorscan -> Rückschlüsse auf Anisotropie und Textur
Erweiterung: zweiachsiger Testblock -> Rückschlüsse auf volle 3D-Textur
29

© Fraunhofer
Zusammenfassung
ganzheitlicher Ansatz bei der Schweißnahtprüfung bei hochbelasteten Bauteilen
Material, Prüfrandbedingungen, Zuverlässigkeit (POD)
Signal- und Datenverarbeitung, Algorithmik (inkl. Simulation)
Laser-Schmelzen als neuer Fertigungsprozess
Übertragung der Erfahrungen für das Online-Monitoring mit Ultraschall durch die Bauplattform ist machbar
Ausblick speziell für AM
Ultraschall-Monitoring als Kontroll- und Referenzmethode
Charakterisierung der Materialeigenschaften
Überwachung mittels Kontrollkörpern
Bauraumkontrolle!
30