Institut für Elektroprozesstechnik der Leibniz Universität ... · lassen sich anhand transient...
9
109 2-2015 elektrowärme international Folge 15 IM PROFIL IN REGELMÄSSIGER FOLGE stellen wir Ihnen an dieser Stelle die wichtigsten Institutionen, Institute, Verbände und Orga- nisationen im Bereich der elektrothermischen Prozesstechnik vor. In dieser Ausgabe im Profil: das Institut für Elektroprozess- technik der Leibniz Universität Hannover. Lesen Sie alle Beiträge dieser Rubrik kostenlos im Internet unter: WWW.ELEKTROWAERME-ONLINE.DE Institut für Elektroprozesstechnik der Leibniz Universität Hannover A m Institut für Elektroprozesstechnik (ETP), das an der Leibniz Universität Hannover der Fakultät für Elektrotechnik und Informatik zugeordnet ist, werden Forschungs- und Entwicklungsprojekte zur industriellen Elektroprozesstechnik durchgeführt. Die Forschungs- und Ent- wicklungsschwerpunkte des Institutes lie- gen auf dem Gebiet der induktiven Erwär- mung zum Schmelzen und Erwärmen und der Magnetofluiddynamik sowie auf dem Gebiet der elektromagnetischen Behand- lung von Materialien. Die Forschungsaktivitäten des Instituts sind aufgeteilt auf ■ den Bereich „Thermische Prozesse und elektromagnetische Materialbeeinflus- sung“, der von Prof. B. Nacke, und ■ den Bereich „Magnetofluiddynamische Prozesse und ressourcenschonende Energienutzung“, der von Prof. E. Baake geführt wird. Der Schwerpunkt der zurzeit durchge- führten Forschungs- und Entwicklungspro- jekte im Bereich der thermischen Prozes- se liegt auf den Gebieten des induktiven Erwärmens zum Umformen, zum Wärme- behandeln, zur Banderwärmung und zur Induktion/Laser/Hybriderwärmung. Das Arbeitsgebiet elektromagnetische Materi- albeeinflussung umfasst die Prozessierung von Materialien einschließlich der Behand- lung nichtlinearer elektrothermischer und magnetofluiddynamischer Systeme und deren Optimierung. Das Arbeitsgebiet Magnetofluiddynamische Prozesse behan- delt Projekte zur Analyse und Optimierung von industriellen magnetofluiddynami- schen Prozessen und Anlagen. Bei der elektrothermischen und mag- netofluiddynamischen Behandlung von Materialien rückten in den letzten Jahren neben den klassischen Eisen- und Nicht- eisenmetallen zunehmend Werkstoffe für Hochtechnologie-Anwendungen, wie Halbleiter-Silizium, -GaAs und -Ge, Titan- Aluminide und hochschmelzende Oxide sowie hochreine Gläser in den Vordergrund. Im Bereich der ressourcenschonenden und umweltverträglichen Energienutzung werden Untersuchungen zur rationellen Energienutzung auch im Hinblick auf pri- märenergetische und klimarelevante Aus- wirkungen des Einsatzes verschiedener Energieträger durchgeführt. Dazu gehö- ren auch die thermische Analyse sowie das Energiemanagement von Gebäuden und industriellen Anlagen. Die Analyse und Verbesserung der Energieeffizienz von Anlagen der Elektroprozesstechnik, z. B. von Schmelzanlagen für Gießereien inklusive der gesamten Gießlinie nahmen in den letzten Jahren aufgrund der aktuellen Energiediskussion stark zu. Viele der durchgeführten Projekte wer- den in enger Kooperation mit Partnern aus Industrie und Forschungseinrichtun- gen bearbeitet. Das Tätigkeitsfeld erstreckt sich von anwendungsorientierter Grund- lagenforschung bis hin zu industrienaher Entwicklung, wobei auch Untersuchungen zur rationellen, ressourcenschonenden Energienutzung in der Industrie einge- schlossen sind. Zu allen genannten Arbeitsfeldern bie- tet das Institut über die Forschungs- und Entwicklungstätigkeit hinaus Beratung und Dienstleistungen für Unternehmen und Behörden an. Die Beratung dient u. a. dem Knowhow-Transfer in technologischen Fra- gen und bei Vorhaben mit dem Ziel einer rationelleren, effizienten und nachhaltigen Energienutzung. Das Institut verfügt über vielfältige, langjährige Kontakte zu europä- ischen universitären Forschungseinrichtun- gen, die eine interdisziplinär ausgerichtete, nationale und internationale Zusammenar- beit ermöglichen. Die Aktivitäten des Instituts für Elekt- roprozesstechnik werden unterstützt und gefördert durch die Vereinigung zur För- derung des Instituts für Elektrowärme e.V. (EWH). Das Hauptanliegen des Förderver- eins ist es, die Wissenschaft und Forschung am Institut zu fördern. Dies geschieht mit- hilfe von Mitgliedsbeiträgen und zweck- gebundener Spenden. Zudem führt der Förderverein Auftragsarbeiten durch, erstellt Gutachten und berät bei elektro- thermischen, magnetofluiddynamischen und wärmetechnischen Problemen. Zu den Mitgliedern zählen vorwiegend Industrie- und Energiedienstleistungsunternehmen. Am Institut sind zusammen mit dem Förderverein derzeit neben dem Instituts- leiter und dem Akademischen Direktor 14 wissenschaftliche Mitarbeiter tätig. 40 % der Mitarbeiter werden vom Land Nieder- sachsen finanziert, 60 % der Mitarbeiter werden aus Drittmitteln bezahlt. Die Dritt- mittel kommen vom Bund, von der Euro- päischen Union und sonstigen öffentlichen Fördereinrichtungen wie z. B. der DFG, der AiF, vom BMBF oder aus der Industrie. LEHRANGEBOT Zum Lehrangebot des ETP gehören Vorle- sungen und Übungen im Umfang von 25 Semesterwochenstunden für Studierende der Elektrotechnik, der Mechatronik und für Wirtschaftsingenieure im Grundstudi- um und Hauptstudium. Im Grundstudium wird das Fach „Technische Wärmelehre“ für Elektrotechniker und Mechatroniker angeboten. Für das Hauptstudium sind die Vorlesungen „Elektrothermische Verfahren“,
Transcript of Institut für Elektroprozesstechnik der Leibniz Universität ... · lassen sich anhand transient...
1092-2015 elektrowärme international
Folge 15 IM PROFIL
IN REGELMÄSSIGER FOLGE stellen wir Ihnen an dieser Stelle die wichtigsten Institutionen, Institute, Verbände und Orga-nisationen im Bereich der elektrothermischen Prozesstechnik vor. In dieser Ausgabe im Profil: das Institut für Elektroprozess-technik der Leibniz Universität Hannover.Lesen Sie alle Beiträge dieser Rubrik kostenlos im Internet unter: WWW.ELEKTROWAERME-ONLINE.DE
Institut für Elektroprozesstechnik der Leibniz Universität Hannover
Am Institut für Elektroprozesstechnik (ETP), das an der Leibniz Universität
Hannover der Fakultät für Elektrotechnik und Informatik zugeordnet ist, werden Forschungs- und Entwicklungsprojekte zur industriellen Elektroprozesstechnik durchgeführt. Die Forschungs- und Ent-wicklungsschwerpunkte des Institutes lie-gen auf dem Gebiet der induktiven Erwär-mung zum Schmelzen und Erwärmen und der Magnetofluiddynamik sowie auf dem Gebiet der elektromagnetischen Behand-lung von Materialien.
Die Forschungsaktivitäten des Instituts sind aufgeteilt auf
■ den Bereich „Thermische Prozesse und elektromagnetische Materialbeeinflus-sung“, der von Prof. B. Nacke, und
■ den Bereich „Magnetofluiddynamische Prozesse und ressourcenschonende Energienutzung“, der von Prof. E. Baake
geführt wird.Der Schwerpunkt der zurzeit durchge-
führten Forschungs- und Entwicklungspro-jekte im Bereich der thermischen Prozes-se liegt auf den Gebieten des induktiven Erwärmens zum Umformen, zum Wärme-behandeln, zur Banderwärmung und zur Induktion/Laser/Hybriderwärmung. Das Arbeitsgebiet elektromagnetische Materi-albeeinflussung umfasst die Prozessierung von Materialien einschließlich der Behand-lung nichtlinearer elektrothermischer und magnetofluiddynamischer Systeme und deren Optimierung. Das Arbeitsgebiet Magnetofluiddynamische Prozesse behan-delt Projekte zur Analyse und Optimierung von industriellen magnetofluiddynami-schen Prozessen und Anlagen.
Bei der elektrothermischen und mag-netofluiddynamischen Behandlung von Materialien rückten in den letzten Jahren
neben den klassischen Eisen- und Nicht-eisenmetallen zunehmend Werkstoffe für Hochtechnologie-Anwendungen, wie Halbleiter-Silizium, -GaAs und -Ge, Titan-Aluminide und hochschmelzende Oxide sowie hochreine Gläser in den Vordergrund.
Im Bereich der ressourcenschonenden und umweltverträglichen Energienutzung werden Untersuchungen zur rationellen Energienutzung auch im Hinblick auf pri-märenergetische und klimarelevante Aus-wirkungen des Einsatzes verschiedener Energieträger durchgeführt. Dazu gehö-ren auch die thermische Analyse sowie das Energiemanagement von Gebäuden und industriellen Anlagen. Die Analyse und Verbesserung der Energieeffizienz von Anlagen der Elektroprozesstechnik, z. B. von Schmelzanlagen für Gießereien inklusive der gesamten Gießlinie nahmen in den letzten Jahren aufgrund der aktuellen Energiediskussion stark zu.
Viele der durchgeführten Projekte wer-den in enger Kooperation mit Partnern aus Industrie und Forschungseinrichtun-gen bearbeitet. Das Tätigkeitsfeld erstreckt sich von anwendungsorientierter Grund-lagenforschung bis hin zu industrienaher Entwicklung, wobei auch Untersuchungen zur rationellen, ressourcenschonenden Energienutzung in der Industrie einge-schlossen sind.
Zu allen genannten Arbeitsfeldern bie-tet das Institut über die Forschungs- und Entwicklungstätigkeit hinaus Beratung und Dienstleistungen für Unternehmen und Behörden an. Die Beratung dient u. a. dem Knowhow-Transfer in technologischen Fra-gen und bei Vorhaben mit dem Ziel einer rationelleren, effizienten und nachhaltigen Energienutzung. Das Institut verfügt über vielfältige, langjährige Kontakte zu europä-
ischen universitären Forschungseinrichtun-gen, die eine interdisziplinär ausgerichtete, nationale und internationale Zusammenar-beit ermöglichen.
Die Aktivitäten des Instituts für Elekt-roprozesstechnik werden unterstützt und gefördert durch die Vereinigung zur För-derung des Instituts für Elektrowärme e.V. (EWH). Das Hauptanliegen des Förderver-eins ist es, die Wissenschaft und Forschung am Institut zu fördern. Dies geschieht mit-hilfe von Mitgliedsbeiträgen und zweck-gebundener Spenden. Zudem führt der Förderverein Auftragsarbeiten durch, erstellt Gutachten und berät bei elektro-thermischen, magnetofluiddynamischen und wärmetechnischen Problemen. Zu den Mitgliedern zählen vorwiegend Industrie- und Energiedienstleistungsunternehmen.
Am Institut sind zusammen mit dem Förderverein derzeit neben dem Instituts-leiter und dem Akademischen Direktor 14 wissenschaftliche Mitarbeiter tätig. 40 % der Mitarbeiter werden vom Land Nieder-sachsen finanziert, 60 % der Mitarbeiter werden aus Drittmitteln bezahlt. Die Dritt-mittel kommen vom Bund, von der Euro-päischen Union und sonstigen öffentlichen Fördereinrichtungen wie z. B. der DFG, der AiF, vom BMBF oder aus der Industrie.
LEHRANGEBOTZum Lehrangebot des ETP gehören Vorle-sungen und Übungen im Umfang von 25 Semesterwochenstunden für Studierende der Elektrotechnik, der Mechatronik und für Wirtschaftsingenieure im Grundstudi-um und Hauptstudium. Im Grundstudium wird das Fach „Technische Wärmelehre“ für Elektrotechniker und Mechatroniker angeboten. Für das Hauptstudium sind die Vorlesungen „Elektrothermische Verfahren“,
110 elektrowärme international 2-2015
IM PROFIL Folge 15
Industrielle Elektrowärme, Modellierung elektrothermischer Prozesse, Erwärmung und Kühlung in der Elektrotechnik von Prof. Nacke sowie die Vorlesung Magnetofluid-dynamik von Prof. Baake vorgesehen. Von Lehrbeauftragten werden die Vorlesungen „Nutzung solarer Energien“ (Dr. Kleiss, Solar-world) und „Innovationsmanagement für Ingenieure“ (Prof. Fricke, Nconsult) gehalten.
Das weitere Lehrangebot besteht aus Oberstufenlaboratorien für Temperatur-messtechnik und Elektrowärmeverfahren, einer Projektarbeit zum Thema „Model-lierung in der Energietechnik“ sowie der Betreuung von Studien-, Diplom-, Bachelor- und Masterarbeiten. Als Exportleistungen bietet das Institut die Vorlesung „Theorie der elektromagnetischen Felder“ an der TU Clausthal (Prof. Baake) sowie die Vor-lesung „Elektrothermische Verfahren in Recycling-Prozessen“ an der TU Darmstadt (Prof. Nacke) an.
FORSCHUNGSGEBIETEIm Bereich der elektrothermischen Prozess-technik bildet das induktive Erwärmen, das induktive Randschichthärten sowie Ver-fahren zur induktiven Unterstützung von Laserschweißprozessen, im Bereich der
Magnetofluiddynamik die Simulation von Schmelzenströmungen in induktiv beheiz-ten Schmelzöfen den Schwerpunkt der Forschungs- und Entwicklungsaktivitäten (Bild 1). Dabei rückten neben den klassi-schen Eisen- und Nichteisenmetallen in den letzten Jahren zunehmend Werkstoffe für Hochtechnologie-Anwendungen, wie Halbleiter-Silizium, Titan-Aluminide, hoch-schmelzende Oxide und Gläser in den Blick-punkt des Interesses.
Im Bereich der ressourcenschonenden und umweltverträglichen Energienutzung werden Untersuchungen zur rationellen Energienutzung auch im Hinblick auf pri-märenergetische und klimarelevante Aus-wirkungen des Einsatzes verschiedener Energieträger durchgeführt. Die thermische Analyse sowie das Management des Ener-giebedarfs von Gebäuden und industriellen Anlagen zur Erzeugung von Prozesswärme gehören ebenfalls zu diesem Bereich. Im Folgenden wird zu einigen ausgewählten Arbeiten aus den Tätigkeitsschwerpunkten berichtet.
Wärme- und Stofftransport in der Schmelze von InduktionsanlagenDie verfahrenstechnische Entwicklung,
Auslegung und Optimierung von Induk-tionsanlagen zum Schmelzen und Gießen gehört seit Jahren zu den Forschungs-schwerpunkten des Instituts. Zur numeri-schen Simulation und Analyse der komple-xen instationären turbulenten Schmelzen-strömungen und Temperaturverteilungen sowie des Wärme- und Stofftransports in der Schmelze von Induktionsanlagen werden am ETP dreidimensionale expe-rimentell verifizierte Turbulenzmodel-le, wie beispielsweise das Large-Eddy-Simulation(LES)-Verfahren eingesetzt, wobei die Resultate in sehr guter Überstim-mung mit entsprechenden Ergebnissen aus der Praxis sind. Anwendungsbeispiele für das LES-Verfahren in industrienahen For-schungs- und Entwicklungsprojekten sind Induktionstiegel- und -rinnenöfen für den Eisen- und Nichteisenbereich, Kaltwand-Induktionstiegelöfen zum Schmelzen und Gießen von TiAl-Legierungen, Schmelz- und Verzinkungsanlagen mit angeflansch-ten Tiegel- oder Rinneninduktoren sowie Einrichtungen zum elektromagnetischen Schwebeschmelzen.
Bei vielen Schmelzprozessen sind der Transport und die instationäre Verteilung von verschiedenen Bestandteilen, z.B. in Form von Partikeln in der Schmelze von großer Bedeutung. Dabei können die parti-kelförmigen Teilchen sehr unterschiedliche Dichte und Korngröße haben. Vor diesem Hintergrund wurden vom ETP in Koopera-tion mit der Universität Lettlands in Riga Simulationsmodelle zur Nachbildung und Visualisierung des Partikeltransports im instationären Strömungsfeld von Schmel-zen entwickelt und erfolgreich getestet. Die Durchmischung und der Teilchentransport lassen sich anhand transient berechneter Bahnkurven von Masseteilchen (particle tracing) dreidimensional simulieren und anschaulich darstellen. Es können auch elektrische leitende oder nicht leitende Teil-chen simuliert werden, um z. B. den Einfluss der elektromagnetischen Kraftwirkung auf die Teilchen, gezielt zu untersuchen.
Im Rahmen eines Forschungsvorha-bens ist es vor einigen Jahren erstmals gelungen, das LES-Verfahren erfolgreich zur Berechnung der instationären Schmel-zenströmung und Temperaturverteilung
Induktive Schmelztechnik und Erwärmung von Metallen
Induktive Banderwärmung
Induktive Schmelztechnik für Keramiken und Gläser
Thermische Behandlung von Werkstoffen, induktives Randschichthärten
Elektromagnetisch beeinflusste Züchtung von Kristallen für Halbleiter und Solarzellen
Elektromagnetische Beeinflussung von Werkstoffen
Entwicklung und Optimierung von elektrothermischen Prozessen und Anlagen für:
Energiemanagement von Gebäuden und industriellen Anlagen
Energiebedarf und CO2-Emission von Prozesswärmeverfahren
Solarenergiesysteme (Photovoltaik, Solarthermie)
Infrarot-Thermografie, EMV-Messung, Energieflussmessung
Ressourcen- und umweltschonende Energienutzung:
Numerische Modellierung und Prozesssimulation von gekoppelten elektromagnetischen, thermischen und fluid- dynamischen Effekten
Experimentelle Untersuchungen an Versuchs- und Industrieanlagen
Entwicklung neuer Messsysteme
Beratung von Anlagenherstellern und Anwendern elektrothermischer Verfahren sowie von Energieversorgern
Problemlösung durch:
Forschung, Entwicklung, Beratung und Service
Bild 1: Forschungsschwerpunkte des Instituts für Elektroprozesstechnik der Leibniz Universität Hannover (ETP)
1112-2015 elektrowärme international
Folge 15 IM PROFIL
im Induktions-Rinnenofen einzusetzen. Hierbei konnte der Energietransport aus der Rinne in den Ofenkessel durch tran-siente dreidimensionale Simulationen nachgebildet werden. Somit ist es mithilfe des LES-Verfahrens beispielsweise mög-lich, die Schmelzenströmung und damit den Wärme- und Stofftransport in Induk-tions-Rinnenöfen durch Anpassung der Rinnengeometrie gezielt zu beeinflussen. Hierdurch können Zustände, die bekann-termaßen eine Ansatzbildung fördern, ver-mindert werden. Weiterhin können die Aus-wirkungen konstruktiver Änderungen auf den Wärme- und Stofftransport untersucht werden, um so die Leistung der Induktoren optimal anpassen zu können.
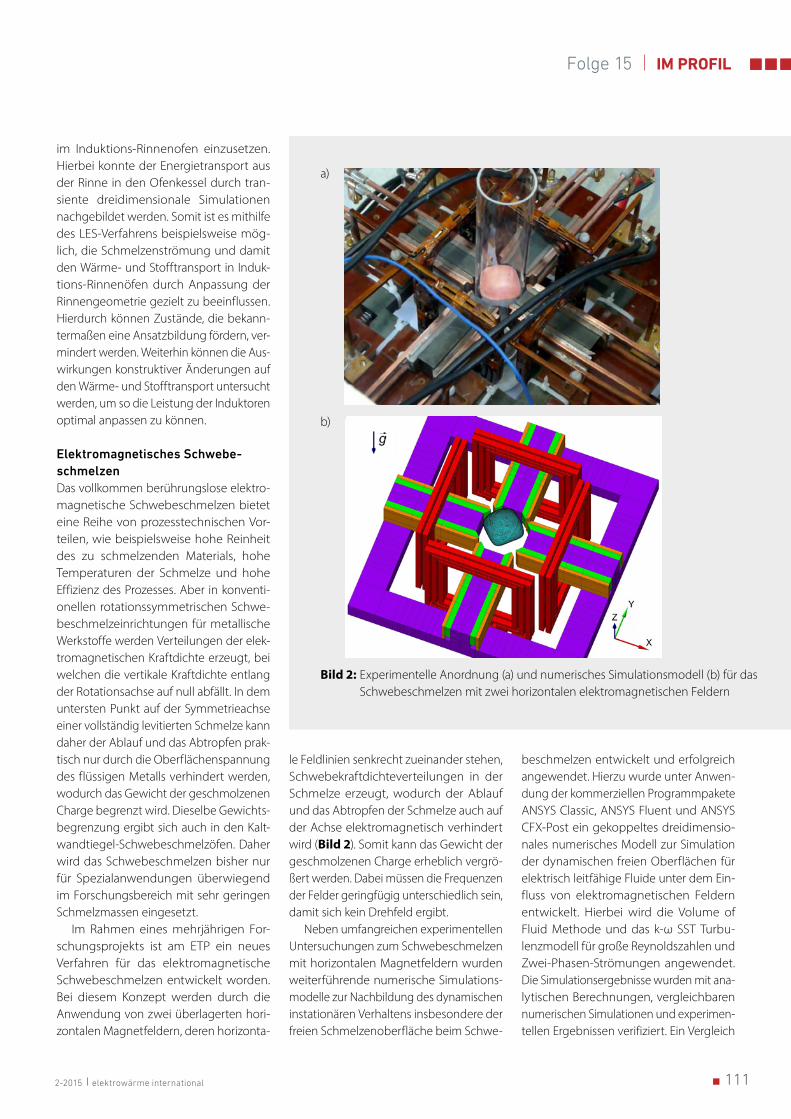
Elektromagnetisches Schwebe-schmelzenDas vollkommen berührungslose elektro-magnetische Schwebeschmelzen bietet eine Reihe von prozesstechnischen Vor-teilen, wie beispielsweise hohe Reinheit des zu schmelzenden Materials, hohe Temperaturen der Schmelze und hohe Effizienz des Prozesses. Aber in konventi-onellen rotationssymmetrischen Schwe-beschmelzeinrichtungen für metallische Werkstoffe werden Verteilungen der elek-tromagnetischen Kraftdichte erzeugt, bei welchen die vertikale Kraftdichte entlang der Rotationsachse auf null abfällt. In dem untersten Punkt auf der Symmetrieachse einer vollständig levitierten Schmelze kann daher der Ablauf und das Abtropfen prak-tisch nur durch die Oberflächenspannung des flüssigen Metalls verhindert werden, wodurch das Gewicht der geschmolzenen Charge begrenzt wird. Dieselbe Gewichts-begrenzung ergibt sich auch in den Kalt-wandtiegel-Schwebeschmelzöfen. Daher wird das Schwebeschmelzen bisher nur für Spezialanwendungen überwiegend im Forschungsbereich mit sehr geringen Schmelzmassen eingesetzt.
Im Rahmen eines mehrjährigen For-schungsprojekts ist am ETP ein neues Verfahren für das elektromagnetische Schwebeschmelzen entwickelt worden. Bei diesem Konzept werden durch die Anwendung von zwei überlagerten hori-zontalen Magnetfeldern, deren horizonta-
le Feldlinien senkrecht zueinander stehen, Schwebekraftdichteverteilungen in der Schmelze erzeugt, wodurch der Ablauf und das Abtropfen der Schmelze auch auf der Achse elektromagnetisch verhindert wird (Bild 2). Somit kann das Gewicht der geschmolzenen Charge erheblich vergrö-ßert werden. Dabei müssen die Frequenzen der Felder geringfügig unterschiedlich sein, damit sich kein Drehfeld ergibt.
Neben umfangreichen experimentellen Untersuchungen zum Schwebeschmelzen mit horizontalen Magnetfeldern wurden weiterführende numerische Simulations-modelle zur Nachbildung des dynamischen instationären Verhaltens insbesondere der freien Schmelzenoberfläche beim Schwe-
beschmelzen entwickelt und erfolgreich angewendet. Hierzu wurde unter Anwen-dung der kommerziellen Programmpakete ANSYS Classic, ANSYS Fluent und ANSYS CFX-Post ein gekoppeltes dreidimensio-nales numerisches Modell zur Simulation der dynamischen freien Oberflächen für elektrisch leitfähige Fluide unter dem Ein-fluss von elektromagnetischen Feldern entwickelt. Hierbei wird die Volume of Fluid Methode und das k-ω SST Turbu-lenzmodell für große Reynoldszahlen und Zwei-Phasen-Strömungen angewendet. Die Simulationsergebnisse wurden mit ana-lytischen Berechnungen, vergleichbaren numerischen Simulationen und experimen-tellen Ergebnissen verifiziert. Ein Vergleich
Bild 2: Experimentelle Anordnung (a) und numerisches Simulationsmodell (b) für das Schwebeschmelzen mit zwei horizontalen elektromagnetischen Feldern
a)
b)
112 elektrowärme international 2-2015
IM PROFIL Folge 15
hinsichtlich Form und Position der aufge-schmolzenen Probe zwischen der numeri-schen 3D-Simulation und dem Experiment hat eine gute Übereinstimmung ergeben.
Aufbauend auf den Ergebnissen der numerischen Simulationen wird eine deutlich vergrößerte Zweifrequenz-Schwebeschmelz-Versuchsanlage am ETP aufgebaut. Bei den durchzufüh-renden Versuchen sollen insbesondere experimentelle Erkenntnisse hinsichtlich des dynamischen Verhaltens der auf-geschmolzenen levitierten Proben und der Prozessstabilität gewonnen werden. Danach erfolgt eine Bewertung der mög-lichen Praxistauglichkeit im industriellen Maßstab der neu entwickelten Methode zum abtropffreien Schwebeschmelzen größerer Massen.
Entwicklung und Untersuchung flexibler Querfeld-BanderwärmerViele Produktionslinien in der Halbzeugin-dustrie beinhalten als wichtigen Prozess-schritt das Erwärmen von dünnen metal-lischen Bändern im Durchlaufbetrieb. Für die Erwärmung gibt es vielfältigste Anwen-dungen, die von Trocknungsaufgaben nach dem Beschichten und Lackieren, dem Gal-vanisieren, über die Wärmebehandlung (z. B. Anlassen oder Rekristallisationsglühen) bis hin zum Erwärmen zum Warmumfor-men reichen. Für diese Aufgaben werden vornehmlich gas- oder elektrisch wider-standsbeheizte Öfen eingesetzt. Diese arbeiten nach dem Prinzip der indirekten Wärmeübertragung. Die Energie wird dem zu erwärmenden Material durch Konvek-tion und Wärmestrahlung über dessen
Oberfläche zugeführt. Hierdurch bestehen Einschränkungen und Nachteile, wie z. B. die begrenzte erreichbare Leistungsdichte, der erhöhte Zunderanfall sowie Kornver-größerung aufgrund der langen Verweil-zeiten in den Öfen. Aber auch die betrieb-lichen Merkmale wie großer Platzbedarf, hohe Wärmeverluste und lange Auf- und Abkühlzeiten durch die großvolumigen Ofenräume sowie die eingeschränkte Fle-xibilität dieser Anlagen sind für moderne Produktionsprozesse sehr nachteilig.
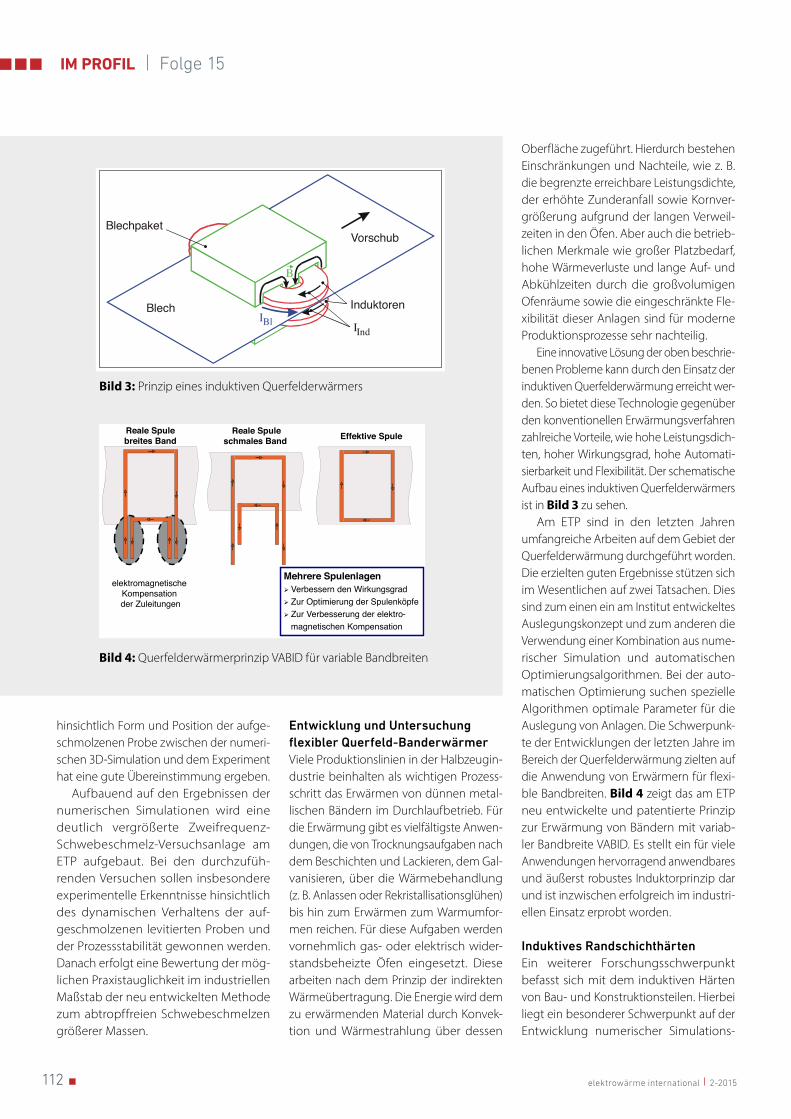
Eine innovative Lösung der oben beschrie-benen Probleme kann durch den Einsatz der induktiven Querfelderwärmung erreicht wer-den. So bietet diese Technologie gegenüber den konventionellen Erwärmungsverfahren zahlreiche Vorteile, wie hohe Leistungsdich-ten, hoher Wirkungsgrad, hohe Automati-sierbarkeit und Flexibilität. Der schematische Aufbau eines induktiven Querfelderwärmers ist in Bild 3 zu sehen.
Am ETP sind in den letzten Jahren umfangreiche Arbeiten auf dem Gebiet der Querfelderwärmung durchgeführt worden. Die erzielten guten Ergebnisse stützen sich im Wesentlichen auf zwei Tatsachen. Dies sind zum einen ein am Institut entwickeltes Auslegungskonzept und zum anderen die Verwendung einer Kombination aus nume-rischer Simulation und automatischen Optimierungsalgorithmen. Bei der auto-matischen Optimierung suchen spezielle Algorithmen optimale Parameter für die Auslegung von Anlagen. Die Schwerpunk-te der Entwicklungen der letzten Jahre im Bereich der Querfelderwärmung zielten auf die Anwendung von Erwärmern für flexi-ble Bandbreiten. Bild 4 zeigt das am ETP neu entwickelte und patentierte Prinzip zur Erwärmung von Bändern mit variab-ler Bandbreite VABID. Es stellt ein für viele Anwendungen hervorragend anwendbares und äußerst robustes Induktorprinzip dar und ist inzwischen erfolgreich im industri-ellen Einsatz erprobt worden.
Induktives RandschichthärtenEin weiterer Forschungsschwerpunkt befasst sich mit dem induktiven Härten von Bau- und Konstruktionsteilen. Hierbei liegt ein besonderer Schwerpunkt auf der Entwicklung numerischer Simulations-
B
Induktoren
Blechpaket
Blech
Vorschub
IIndI Bl
Bild 3: Prinzip eines induktiven Querfelderwärmers
Mehrere Spulenlagen Verbessern den Wirkungsgrad Zur Optimierung der Spulenköpfe Zur Verbesserung der elektro-
magnetischen Kompensation
elektromagnetische Kompensation der Zuleitungen
Reale Spule breites Band
Reale Spule schmales Band Effektive Spule
Bild 4: Querfelderwärmerprinzip VABID für variable Bandbreiten

1132-2015 elektrowärme international
Folge 15 IM PROFIL
werkzeuge, die den dreidimensionalen transienten induktiven Erwärmungsvor-gang präzise nachbilden können. Parallel werden experimentelle Untersuchungen durchgeführt, die zur Verifizierung des numerischen Modells dienen und den Praxisbezug herstellen.
Die Auslegung der Härteanlagen, insbe-sondere die Gestaltung der Induktorgeo-metrie und die Einstellung der Härtepara-meter wie beispielsweise die Frequenz des Induktorstroms oder die Einsatzleistung, erfolgt basierend auf Erfahrungswerten überwiegend experimentell. Hier sind bis-her gerade bei komplizierten Härteaufga-ben für diffizile Werkstückgeometrien dem induktiven Härteverfahren Grenzen gesetzt.
Die numerische Simulation induktiver Erwärmungsprozesse kann einen entschei-denden Beitrag zur Auslegung von Härte-anlagen für komplizierte Härteaufgaben leisten. Am ETP wurde ein Berechnungs-modell entwickelt, das den dreidimensi-onalen transienten Erwärmungsprozess erfolgreich simuliert. Somit können Härte-parameter variiert und deren Einfluss auf das Erwärmungsprofil untersucht werden.
Das Simulationsmodell berücksichtigt alle für den induktiven Erwärmungspro-zess verantwortlichen Phänomene. Die Materialgrößen des zu erwärmenden Gutes, die in der Regel eine starke Tem-
peraturabhängigkeit aufweisen, besitzen einen großen Einfluss auf den Erwärmungs- und Härtevorgang. Deshalb wurden die elektrischen und thermischen Material-parameter als Funktion der Temperatur implementiert. Des Weiteren wurde eine Kopplung von elektromagnetischem und thermischem Feld realisiert, da sich beide gegenseitig beeinflussen. Handelt es sich bei der Härteanordnung um einen rota-tionssymmetrischen Aufbau, so kann die Werkstückrotation ebenfalls berücksich-tigt werden. Somit steht am ETP ein uni-verselles Simulationstool zur Verfügung, das den transienten Erwärmungsvorgang induktiver Erwärmungsprozesse komplexer dreidimensionaler Werkstückgeometrien erfolgreich nachbilden kann.
Das numerische Modell wurde bereits für eine Reihe von unterschiedlichen Här-teanwendungen, wie z. B. für das Rand-schichthärten von Getriebeschnecken, grobverzahnten Zahnrädern, Kurbelwel-len und großen Lagerringen erfolgreich eingesetzt. Dabei kann in vielen Fällen die Temperaturverteilung am Ende des Erwär-mungsprozesses als Maß für die Härtever-teilung übernommen werden. Vergleiche von Temperaturprofilen mit den entspre-chenden Härteprofilen haben diese Gül-tigkeit bestätigt, wenn die Abschreckung des Werkstücks optimal abläuft und keine
großen Einhärtetiefen vorliegen.In Anwendungsfällen mit großen Einhär-
tetiefen, reduzierter Abschreckintensität oder, wenn Zeitverzögerungen zwischen dem Erwärmungs- und Abkühlvorgang auftreten, haben sich jedoch Abweichungen zwischen dem simulierten Temperaturprofil und der endgültigen Härteverteilung ergeben.
Daher wurde das elektromagnetisch/thermische Modell in den letzten Jah-ren um ein neues Modul zur Simulation der Materialumwandlung während des Abschreckvorgangs erweitert. Das Modul erlaubt die Bestimmung des Martensi-tanteils nach der Abschreckung unter Berücksichtigung der Abschreckintensität, des Abschreckbeginns oder auch bei gro-ßen Einhärtetiefen, bei denen die inneren Bereiche des Werkstücks weniger intensiv abgeschreckt werden.
Bild 5 zeigt den Vergleich der Tempe-raturverteilung aus der rein elektromag-netisch/thermischen Berechnung (a) mit dem experimentell ermittelten Härteprofil (b) sowie mit dem mittels des neu entwi-ckelten Simulationsmoduls berechneten Martensitanteil (c) für einen Anwendungs-fall mit großer Einhärtetiefe. Für diesen Fall ergibt sich eine erhebliche Abweichung des reinen Temperaturprofils vom expe-rimentell ermittelten Härteprofil, während die berechnete Martensitverteilung sehr
a) b) c)
Bild 5: Berechnetes Temperaturprofil (a), experimentell ermitteltes Härteprofil (b) und berechnetes Härteprofil (c)
114 elektrowärme international 2-2015
IM PROFIL Folge 15
gut mit dem Härteprofil übereinstimmt. Das neu entwickelte Modul zur verbesser-ten Bestimmung des Härteprofils wurde bereits für verschiedene Anwendungsfälle erfolgreich eingesetzt.
Induktiv unterstütztes LaserschweißenIn der stahlverarbeitenden Industrie werden Laser mittlerweile für vielfältige Schweiß-aufgaben eingesetzt. Der Laser bietet den Vorteil einer sehr konzentrierten Energieein-bringung, wodurch lediglich eine gezielte Erwärmung der Schweißnaht erfolgt, ohne andere Bereiche in Mitleidenschaft zu zie-hen. Dieser Vorteil ist aber gleichzeitig auch wieder ein Nachteil, da sehr hohe Tem-peraturgradienten entstehen. Besonders bei Stählen mit hohem Kohlenstoffanteil kommt es aus diesem Grund zu signifikan-ten Nahtaufhärtungen. Deshalb bietet es sich an, eine induktive Nacherwärmung einzusetzen, um das Material für eine Gefü-geverbesserung anzulassen.
Auch durch eine induktive Vorerwärmung kann ein Prozessvorteil entstehen. Die Anhe-bung des Materials auf ein erhöhtes Tempe-raturniveau führt zu einer Reduzierung der benötigen Laserstrahlenergie, wodurch sich die Prozessgeschwindigkeit erhöhen lässt.
In verschiedenen Projekten, die zusam-men mit dem Laserzentrum Hannover (LZH) durchgeführt wurden, wurde der kombinierte Einsatz von Induktions- und Lasererwärmung untersucht und es wurden erfolgversprechende Lösungen erarbeitet. Zu den ersten Anwendungen
gehörte das Laserstrahlschweißen von ver-zinkten höherfesten Stählen, für das das ETP einen Induktor zur Nacherwärmung optimal ausgelegt hat.
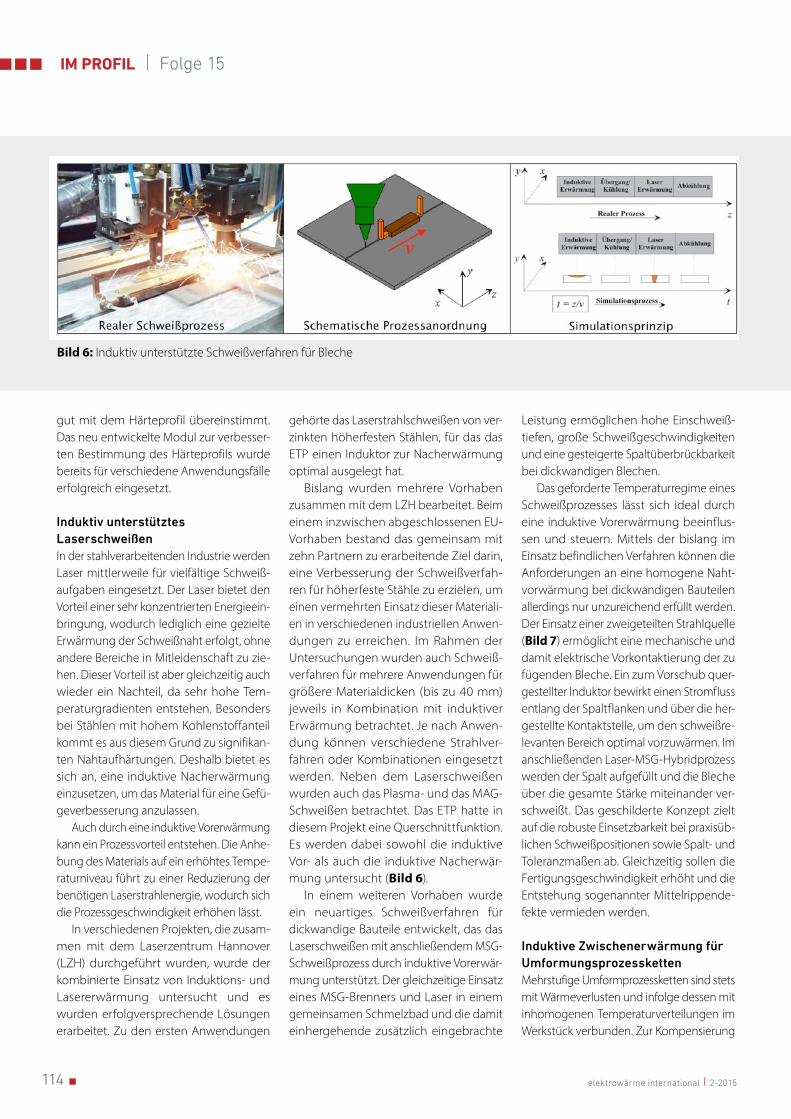
Bislang wurden mehrere Vorhaben zusammen mit dem LZH bearbeitet. Beim einem inzwischen abgeschlossenen EU-Vorhaben bestand das gemeinsam mit zehn Partnern zu erarbeitende Ziel darin, eine Verbesserung der Schweißverfah-ren für höherfeste Stähle zu erzielen, um einen vermehrten Einsatz dieser Materiali-en in verschiedenen industriellen Anwen-dungen zu erreichen. Im Rahmen der Untersuchungen wurden auch Schweiß-verfahren für mehrere Anwendungen für größere Materialdicken (bis zu 40 mm) jeweils in Kombination mit induktiver Erwärmung betrachtet. Je nach Anwen-dung können verschiedene Strahlver-fahren oder Kombinationen eingesetzt werden. Neben dem Laserschweißen wurden auch das Plasma- und das MAG-Schweißen betrachtet. Das ETP hatte in diesem Projekt eine Querschnittfunktion. Es werden dabei sowohl die induktive Vor- als auch die induktive Nacherwär-mung untersucht (Bild 6).
In einem weiteren Vorhaben wurde ein neuartiges Schweißverfahren für dickwandige Bauteile entwickelt, das das Laserschweißen mit anschließendem MSG-Schweißprozess durch induktive Vorerwär-mung unterstützt. Der gleichzeitige Einsatz eines MSG-Brenners und Laser in einem gemeinsamen Schmelzbad und die damit einhergehende zusätzlich eingebrachte
Leistung ermöglichen hohe Einschweiß-tiefen, große Schweißgeschwindigkeiten und eine gesteigerte Spaltüberbrückbarkeit bei dickwandigen Blechen.
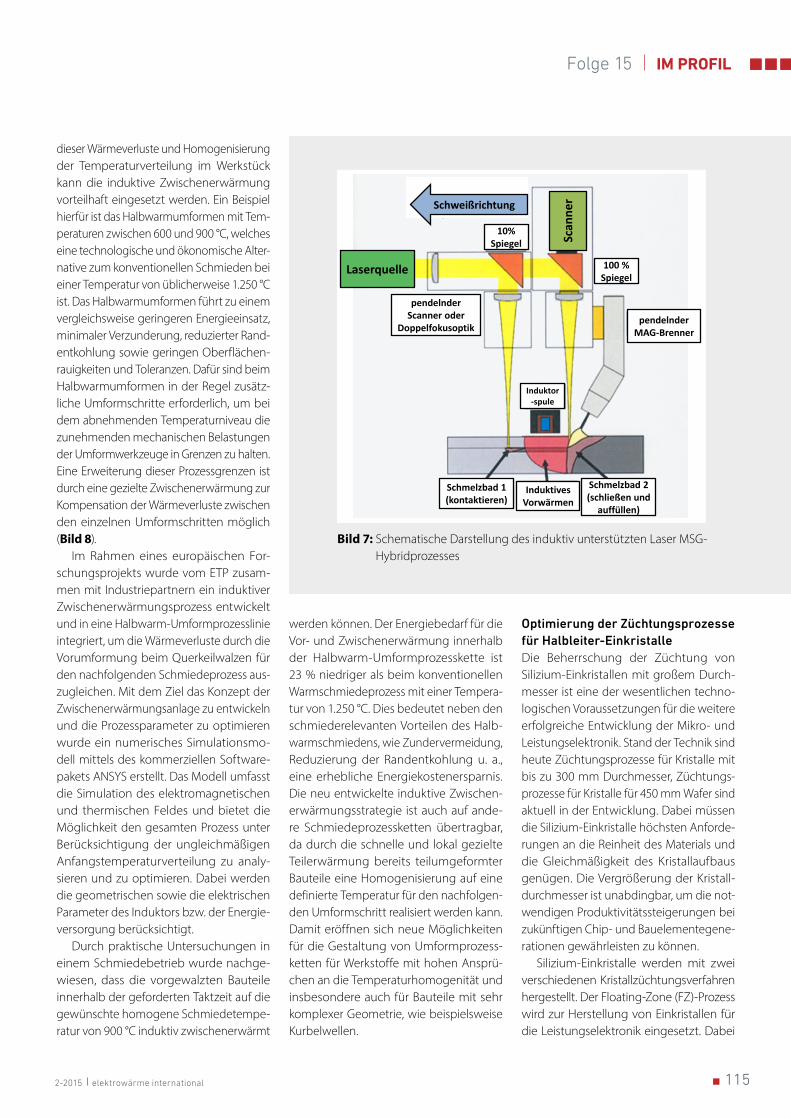
Das geforderte Temperaturregime eines Schweißprozesses lässt sich ideal durch eine induktive Vorerwärmung beeinflus-sen und steuern. Mittels der bislang im Einsatz befindlichen Verfahren können die Anforderungen an eine homogene Naht-vorwärmung bei dickwandigen Bauteilen allerdings nur unzureichend erfüllt werden. Der Einsatz einer zweigeteilten Strahlquelle (Bild 7) ermöglicht eine mechanische und damit elektrische Vorkontaktierung der zu fügenden Bleche. Ein zum Vorschub quer-gestellter Induktor bewirkt einen Stromfluss entlang der Spaltflanken und über die her-gestellte Kontaktstelle, um den schweißre-levanten Bereich optimal vorzuwärmen. Im anschließenden Laser-MSG-Hybridprozess werden der Spalt aufgefüllt und die Bleche über die gesamte Stärke miteinander ver-schweißt. Das geschilderte Konzept zielt auf die robuste Einsetzbarkeit bei praxisüb-lichen Schweißpositionen sowie Spalt- und Toleranzmaßen ab. Gleichzeitig sollen die Fertigungsgeschwindigkeit erhöht und die Entstehung sogenannter Mittelrippende-fekte vermieden werden.
Induktive Zwischenerwärmung für UmformungsprozesskettenMehrstufige Umformprozessketten sind stets mit Wärmeverlusten und infolge dessen mit inhomogenen Temperaturverteilungen im Werkstück verbunden. Zur Kompensierung
Bild 6: Induktiv unterstützte Schweißverfahren für Bleche
1152-2015 elektrowärme international
Folge 15 IM PROFIL
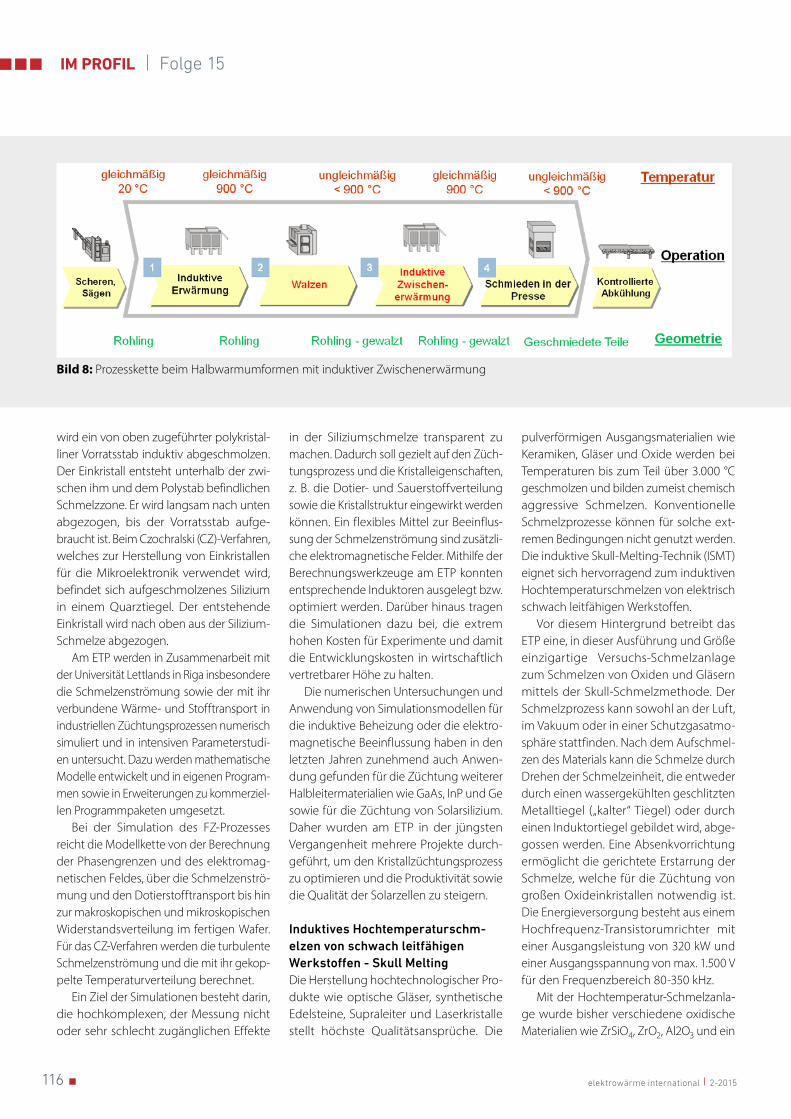
dieser Wärmeverluste und Homogenisierung der Temperaturverteilung im Werkstück kann die induktive Zwischenerwärmung vorteilhaft eingesetzt werden. Ein Beispiel hierfür ist das Halbwarmumformen mit Tem-peraturen zwischen 600 und 900 °C, welches eine technologische und ökonomische Alter-native zum konventionellen Schmieden bei einer Temperatur von üblicherweise 1.250 °C ist. Das Halbwarmumformen führt zu einem vergleichsweise geringeren Energieeinsatz, minimaler Verzunderung, reduzierter Rand-entkohlung sowie geringen Oberflächen-rauigkeiten und Toleranzen. Dafür sind beim Halbwarmumformen in der Regel zusätz-liche Umformschritte erforderlich, um bei dem abnehmenden Temperaturniveau die zunehmenden mechanischen Belastungen der Umformwerkzeuge in Grenzen zu halten. Eine Erweiterung dieser Prozessgrenzen ist durch eine gezielte Zwischenerwärmung zur Kompensation der Wärmeverluste zwischen den einzelnen Umformschritten möglich (Bild 8).
Im Rahmen eines europäischen For-schungsprojekts wurde vom ETP zusam-men mit Industriepartnern ein induktiver Zwischenerwärmungsprozess entwickelt und in eine Halbwarm-Umformprozesslinie integriert, um die Wärmeverluste durch die Vorumformung beim Querkeilwalzen für den nachfolgenden Schmiedeprozess aus-zugleichen. Mit dem Ziel das Konzept der Zwischenerwärmungsanlage zu entwickeln und die Prozessparameter zu optimieren wurde ein numerisches Simulationsmo-dell mittels des kommerziellen Software-pakets ANSYS erstellt. Das Modell umfasst die Simulation des elektromagnetischen und thermischen Feldes und bietet die Möglichkeit den gesamten Prozess unter Berücksichtigung der ungleichmäßigen Anfangstemperaturverteilung zu analy-sieren und zu optimieren. Dabei werden die geometrischen sowie die elektrischen Parameter des Induktors bzw. der Energie-versorgung berücksichtigt.
Durch praktische Untersuchungen in einem Schmiedebetrieb wurde nachge-wiesen, dass die vorgewalzten Bauteile innerhalb der geforderten Taktzeit auf die gewünschte homogene Schmiedetempe-ratur von 900 °C induktiv zwischenerwärmt
werden können. Der Energiebedarf für die Vor- und Zwischenerwärmung innerhalb der Halbwarm-Umformprozesskette ist 23 % niedriger als beim konventionellen Warmschmiedeprozess mit einer Tempera-tur von 1.250 °C. Dies bedeutet neben den schmiederelevanten Vorteilen des Halb-warmschmiedens, wie Zundervermeidung, Reduzierung der Randentkohlung u. a., eine erhebliche Energiekostenersparnis. Die neu entwickelte induktive Zwischen-erwärmungsstrategie ist auch auf ande-re Schmiedeprozessketten übertragbar, da durch die schnelle und lokal gezielte Teilerwärmung bereits teilumgeformter Bauteile eine Homogenisierung auf eine definierte Temperatur für den nachfolgen-den Umformschritt realisiert werden kann. Damit eröffnen sich neue Möglichkeiten für die Gestaltung von Umformprozess-ketten für Werkstoffe mit hohen Ansprü-chen an die Temperaturhomogenität und insbesondere auch für Bauteile mit sehr komplexer Geometrie, wie beispielsweise Kurbelwellen.
Optimierung der Züchtungsprozesse für Halbleiter-EinkristalleDie Beherrschung der Züchtung von Silizium-Einkristallen mit großem Durch-messer ist eine der wesentlichen techno-logischen Voraussetzungen für die weitere erfolgreiche Entwicklung der Mikro- und Leistungselektronik. Stand der Technik sind heute Züchtungsprozesse für Kristalle mit bis zu 300 mm Durchmesser, Züchtungs-prozesse für Kristalle für 450 mm Wafer sind aktuell in der Entwicklung. Dabei müssen die Silizium-Einkristalle höchsten Anforde-rungen an die Reinheit des Materials und die Gleichmäßigkeit des Kristallaufbaus genügen. Die Vergrößerung der Kristall-durchmesser ist unabdingbar, um die not-wendigen Produktivitätssteigerungen bei zukünftigen Chip- und Bauelementegene-rationen gewährleisten zu können.
Silizium-Einkristalle werden mit zwei verschiedenen Kristallzüchtungsverfahren hergestellt. Der Floating-Zone (FZ)-Prozess wird zur Herstellung von Einkristallen für die Leistungselektronik eingesetzt. Dabei
Schweißrichtung
Scan
ner
Laserquelle
10% Spiegel
100 % Spiegel
pendelnder Scanner oder
Doppelfokusoptik
Induktor-spule
pendelnder MAG-Brenner
Schmelzbad 1 (kontaktieren)
Induktives Vorwärmen
Schmelzbad 2 (schließen und
auffüllen)
Bild 7: Schematische Darstellung des induktiv unterstützten Laser MSG-Hybridprozesses
116 elektrowärme international 2-2015
IM PROFIL Folge 15
wird ein von oben zugeführter polykristal-liner Vorratsstab induktiv abgeschmolzen. Der Einkristall entsteht unterhalb der zwi-schen ihm und dem Polystab befindlichen Schmelzzone. Er wird langsam nach unten abgezogen, bis der Vorratsstab aufge-braucht ist. Beim Czochralski (CZ)-Verfahren, welches zur Herstellung von Einkristallen für die Mikroelektronik verwendet wird, befindet sich aufgeschmolzenes Silizium in einem Quarztiegel. Der entstehende Einkristall wird nach oben aus der Silizium-Schmelze abgezogen.
Am ETP werden in Zusammenarbeit mit der Universität Lettlands in Riga insbesondere die Schmelzenströmung sowie der mit ihr verbundene Wärme- und Stofftransport in industriellen Züchtungsprozessen numerisch simuliert und in intensiven Parameterstudi-en untersucht. Dazu werden mathematische Modelle entwickelt und in eigenen Program-men sowie in Erweiterungen zu kommerziel-len Programmpaketen umgesetzt.
Bei der Simulation des FZ-Prozesses reicht die Modellkette von der Berechnung der Phasengrenzen und des elektromag-netischen Feldes, über die Schmelzenströ-mung und den Dotierstofftransport bis hin zur makroskopischen und mikroskopischen Widerstandsverteilung im fertigen Wafer. Für das CZ-Verfahren werden die turbulente Schmelzenströmung und die mit ihr gekop-pelte Temperaturverteilung berechnet.
Ein Ziel der Simulationen besteht darin, die hochkomplexen, der Messung nicht oder sehr schlecht zugänglichen Effekte
in der Siliziumschmelze transparent zu machen. Dadurch soll gezielt auf den Züch-tungsprozess und die Kristalleigenschaften, z. B. die Dotier- und Sauerstoffverteilung sowie die Kristallstruktur eingewirkt werden können. Ein flexibles Mittel zur Beeinflus-sung der Schmelzenströmung sind zusätzli-che elektromagnetische Felder. Mithilfe der Berechnungswerkzeuge am ETP konnten entsprechende Induktoren ausgelegt bzw. optimiert werden. Darüber hinaus tragen die Simulationen dazu bei, die extrem hohen Kosten für Experimente und damit die Entwicklungskosten in wirtschaftlich vertretbarer Höhe zu halten.
Die numerischen Untersuchungen und Anwendung von Simulationsmodellen für die induktive Beheizung oder die elektro-magnetische Beeinflussung haben in den letzten Jahren zunehmend auch Anwen-dung gefunden für die Züchtung weiterer Halbleitermaterialien wie GaAs, InP und Ge sowie für die Züchtung von Solarsilizium. Daher wurden am ETP in der jüngsten Vergangenheit mehrere Projekte durch-geführt, um den Kristallzüchtungsprozess zu optimieren und die Produktivität sowie die Qualität der Solarzellen zu steigern.
Induktives Hochtemperaturschm-elzen von schwach leitfähigen Werkstoffen - Skull MeltingDie Herstellung hochtechnologischer Pro-dukte wie optische Gläser, synthetische Edelsteine, Supraleiter und Laserkristalle stellt höchste Qualitätsansprüche. Die
pulverförmigen Ausgangsmaterialien wie Keramiken, Gläser und Oxide werden bei Temperaturen bis zum Teil über 3.000 °C geschmolzen und bilden zumeist chemisch aggressive Schmelzen. Konventionelle Schmelzprozesse können für solche ext-remen Bedingungen nicht genutzt werden. Die induktive Skull-Melting-Technik (ISMT) eignet sich hervorragend zum induktiven Hochtemperaturschmelzen von elektrisch schwach leitfähigen Werkstoffen.
Vor diesem Hintergrund betreibt das ETP eine, in dieser Ausführung und Größe einzigartige Versuchs-Schmelzanlage zum Schmelzen von Oxiden und Gläsern mittels der Skull-Schmelzmethode. Der Schmelzprozess kann sowohl an der Luft, im Vakuum oder in einer Schutzgasatmo-sphäre stattfinden. Nach dem Aufschmel-zen des Materials kann die Schmelze durch Drehen der Schmelzeinheit, die entweder durch einen wassergekühlten geschlitzten Metalltiegel („kalter“ Tiegel) oder durch einen Induktortiegel gebildet wird, abge-gossen werden. Eine Absenkvorrichtung ermöglicht die gerichtete Erstarrung der Schmelze, welche für die Züchtung von großen Oxideinkristallen notwendig ist. Die Energieversorgung besteht aus einem Hochfrequenz-Transistorumrichter mit einer Ausgangsleistung von 320 kW und einer Ausgangsspannung von max. 1.500 V für den Frequenzbereich 80-350 kHz.
Mit der Hochtemperatur-Schmelzanla-ge wurde bisher verschiedene oxidische Materialien wie ZrSiO4, ZrO2, Al2O3 und ein
Bild 8: Prozesskette beim Halbwarmumformen mit induktiver Zwischenerwärmung

1172-2015 elektrowärme international
Folge 15 IM PROFIL
Supraleitermaterial sowie diverse Gläser geschmolzen und teilweise daraus Kris-talle gezüchtet. Neben dem Interesse am Aufschmelzen der oxidischen Materialien stand bei Mischoxiden die Untersuchung des sogenannten „Miscibility Gap“-Phäno-mens im Vordergrund. Hierbei handelt es sich um eine Erscheinung, bei der sich in einem bestimmten Temperaturbereich im schmelzflüssigen Zustand die zuvor noch vollständig vermischten Oxide trennen. Dieser Zustand ist vergleichbar mit der Zweiphasenbildung von beispielsweise Wasser und Öl. Die gezielte Nutzung dieses Phänomens kann zu neuen verbesserten Eigenschaften derartiger Mischoxide, ver-gleichbar mit dem Härten von Stahl, führen.
SEMINARE ZUR ELEKTRO-THERMISCHEN PROZESS-TECHNIKIn Zusammenarbeit mit der Forschungs-vereinigung Industrieofenbau e.V. (FOGI) führt das Institut jährlich das Seminar „Elektrothermische Prozesstechnik“ durch. In den Beiträgen präsentierten die inter-nen und externen Referenten Grundlagen, aktuelle praxisnahe Anwendungen und innovative Entwicklungen elektrother-mischer Prozesstechnik. In dem Seminar vermitteln Referenten aus der Industrie
ausgewählte physikalische Grundlagen, zahlreiche Anwendungsgebiete und Anla-genkonzepte für den wirtschaftlichen, effi-zienten Einsatz von Elektroprozesswärme. Vertiefend werden gezielte Kenntnisse zur Anlagenauslegung und Prozessoptimie-rung sowie Bewertung von konkurrieren-den elektrischen und brennstoffbeheizten Prozesswärmeverfahren betrachtet.
Darüber hinaus veranstaltet das ETP zusammen mit der Fachzeitschrift ewi – elektrowärme international des Vulkan Verlags in Essen seit mehreren Jahren erfolgreich jährlich zwei Praxisseminare zum „Induktiven Schmelzen und Gießen von Eisen- und Nichteisenmetallen“ sowie zum Thema „Elektrothermische Prozesse zum Wärmebehandeln und Umformen“. Diese Seminare vermitteln neben anwen-dungsbezogenen Grundlagen, aktuelle Anlagen- und Prozessentwicklungen, die durch zahlreiche Referenten aus der Indus-trie praxisnah präsentiert werden.
AUSBLICKDas Institut für Elektroprozesstechnik in Hannover sieht seine Lehr- und For-schungsschwerpunkte auch in Zukunft in der Entwicklung elektrothermischer und elektromagnetischer Verfahren sowie in der Behandlung von Themen der rationellen,
ressourcenschonenden Energienutzung in der Industrie. Insbesondere für die Herstel-lung neuer Materialien und neuer Produkte bieten elektrothermische und elektroma-gnetische Verfahren neue Entwicklungs-potentiale und ermöglichen heute noch nicht sichtbare innovative Lösungen. Die vielfältigen Kontakte zu Anlagenherstellern, zu den Anwendern und den Energieversor-gern sichern die Praxisnähe der Arbeiten. Über die enge Bindung zur industriellen Praxis wird auch die Lehrtätigkeit stets auf dem aktuellen Stand von Wissenschaft und Technik ausgerichtet sein. Insbesondere die Einbindung der Studierenden und wissen-schaftlichen Mitarbeiter in die industriena-he Forschung stellt die wichtige Verknüp-fung zwischen Lehre und Praxis sicher.
Autoren:Prof. Dr.-Ing. Bernard NackeProf. Dr. Ing. Egbert Baake
Kontakt:Institut für ElektroprozesstechnikLeibniz Universität HannoverWilhelm-Busch-Str. 430167 HannoverTel.: 0511 / 762 [email protected]
THERMPROCESS 2015
Besuchen Sie das Team der ewi – elektrowärme international
in Halle 9 / Stand A24MESSE DÜSSELDORF 16. – 20. J u ni 2015