J a h r e s b e r i c h t 2 0 0 0 - avt.et.tu-dresden.de · Art (vom Die, über Chip-Bauelemente...
58
Technische Universität Dresden Institut für Elektronik- Technologie Fakultät Elektrotechnik Institut für Elektronik-Technologie Zentrum für mikrotechnische Produktion J a h r e s b e r i c h t 2 0 0 0 1
Transcript of J a h r e s b e r i c h t 2 0 0 0 - avt.et.tu-dresden.de · Art (vom Die, über Chip-Bauelemente...

Technische Universität Dresden
Institut für Elektronik- Technologie
Fakultät Elektrotechnik
Institut für Elektronik-Technologie
Zentrum für mikrotechnische Produktion
J a h r e s b e r i c h t 2 0 0 0
1

Fakultät Elektrotechnik Institut für Elektronik-Technologie 01062 Dresden Telefon: +49 351 463 5409 Fax: +49 351 463 7069 URL: http://www.iet.et.tu-dresden.de Besucheradresse: Helmholzstraße 18 Barkhausen-Bau I/76 01069 Dresden Zentrum für mikrotechnische Produktion 01062 Dresden Telefon: +49 351 463 3274 Fax: +49 351 463 7069 URL: http://www.mikrotechnische-produktion.de/zmp Besucheradresse: Helmholzstraße 18 Barkhausen-Bau I/76 01069 Dresden
2

Inhalt
3
Inhalt
1 Vorwort.......................................................................................................... 5
2 Forschungsschwerpunkte .............................................................................. 6
2.1 Professur für Prozesstechnologie der Elektronik..................................... 6
2.2 Professur für Verfahrenstechnologie der Elektronik ............................... 7
3 Mitarbeiter ..................................................................................................... 8
3.1 Professur Prozesstechnologie der Elektronik .......................................... 8
3.2 Professur Verfahrenstechnologie der Elektronik..................................... 8
3.3 Zentrum für mikrotechnische Produktion................................................ 9
3.4 Auszubildende (Mikrotechnologen) ........................................................ 9
4 Lehrlingsausbildung .................................................................................... 10
5 Lehre ............................................................................................................ 11
5.1 Vorlesungen, Übungen, Praktika........................................................... 11
5.2 Diplomarbeiten ...................................................................................... 12
5.3 Studienarbeiten ...................................................................................... 13
5.4 Gaststudenten......................................................................................... 14
5.5 Gastvorlesungen..................................................................................... 14
6 Forschungsprojekte...................................................................................... 15
6.1 Vertraglich gebundene Forschung......................................................... 15
6.2 Beiträge aus der Forschungstätigkeit..................................................... 24
7 Zentrum für mikrotechnische Produktion - ZµP ......................................... 34
8 Weitere Aktivitäten...................................................................................... 36
8.1 Wissenschaftliche Veröffentlichungen und Vorträge............................ 36
8.2 Wissenschaftliche Veranstaltungen am Institut..................................... 40
8.3 Labors und Beratungsleistungen............................................................ 44
8.4 Institutionelle und persönliche Mitgliedschaften .................................. 51
8.5 Teilnahme an Konferenzen, Messen und Ausstellungen....................... 51
9 Gäste am Institut .......................................................................................... 52

4

Vorwort
1 Vorwort Auch im zehnten Jahr seines Bestehens informiert das Institut für Elektronik-Technologie erneut über seine Ergebnisse aus Forschung und Lehre, Technologietransfer und Öffentlichkeitsarbeit und möchte damit allen, die unserem Institut partnerschaftlich verbunden sind, einen umfassenden Überblick über die Tätigkeit der Mitarbeiterinnen und Mitarbeiter vermitteln. Neben den Lehrveranstaltungen Elektroniktechnologie, Gerätetechnologie, Technologische Prozesse, Fertigungstechnik, Prüftechnik, Lasertechnik, Baugruppentechnologie, Qualitätssicherung u.a., sowie dem im Sommersemester 2000 neu eingeführten und von den Studenten mit großem Engagement durchgeführten Projekt Elektronik-Technologie wurden wiederum in den Forschungsgebieten Qualität und Zuverlässigkeit technologischer Prozesse der Elektronik, Verfahrenstechnologie für die Herstellung elektronischer Baugruppen und in der Dickschicht-Hybridtechnik sowie der automatischen visuellen Inspektion und Bildverarbeitung neue Ergebnisse erzielt und in die Praxis überführt. Auch im Einwerben neuer Drittmittel erreichten die Wissenschaftlerinnen und Wissenschaftler des Instituts wiederum ein gutes Ergebnis und konnten damit Lehre und Forschung weiterhin auf hohem Niveau sichern und mehrere Arbeitsplätze erhalten. Drittmittelgeber waren in diesem Jahr die DFG, das BMBF, der Freistaat Sachsen sowie Wirtschaftsunternehmen und Stiftungen. Im Jahr 2000 wurden von den Mitarbeiterinnen und Mitarbeitern zahlreiche nationale und internationale Tagungen, Kongresse und Messen besucht, aktiv durch wissenschaftliche Beiträge mitgestaltet und einige Veranstaltungen am Institut organisiert. Dabei entstanden neue Kontakte zu in- und ausländischen Forschungseinrichtungen und Unternehmen. Diese Aktivitäten haben dazu beigetragen, den Austausch von Wissenschaftlern und Studierenden zu intensivieren, neue Kooperationen zu begründen bzw. bestehende Kontakte zu vertiefen. Regional werden diese Bemühungen im Feistaat Sachsen sehr wirkungsvoll durch den vom Institut geleiteten Sächsischen Arbeitskreis Elektronik-Technologie im VDE unterstützt. Am 5. Oktober 2000 wurde durch das Zentrum für mikrotechnische Produktion der 8. Workshop Mikrotechnische Produktion "Aufbaukonzepte und Technologien für hochintegrierte Elektronikbaugruppen" organisiert und von 60 Teilnehmern aus dem In- und Ausland besucht. Daran anschließend fand am 6. Oktober die Festveranstaltung anlässlich des zehnjährigen Bestehens des Institutes für Elektronik-Technologie statt, ebenfalls unter reger Beteiligung in- und ausländischer Gäste. Im Oktober wurde durch das Institut ein mehrtägiger Workshop zur Leiterplattenproduktion an der Technischen Universität Ulan-Bator durchgeführt; einhergehend mit der Eröffnung des ersten mongolischen Leiterplattenlabors. Diesen Rückblick auf das Jahr 2000 möchte ich traditionsgemäß zum Anlass nehmen, allen Mitarbeiterinnen und Mitarbeitern in Lehre, Forschung und Verwaltung für ihren Einsatz herzlich zu danken. Auch den vielen Mitarbeitern anderer Institute und der Verwaltung unserer Universität, von anderen Universitäten, aus der Industrie, von Ministerien und öffentlichen Einrichtungen, die die Entwicklung unseres Instituts als Freunde und Förderer oft schon seit mehreren Jahren begleiten, gebührt unser herzlichster Dank. Mögen Sie alle dem Institut für Elektronik-Technologie in anhaltend guter und erfolgreicher Zusammenarbeit auch künftig verbunden bleiben. Prof. Dr.-Ing. habil. W. Sauer Geschäftsführender Direktor
5

Forschungsschwerpunkte
2 Forschungsschwerpunkte Das Institut für Elektronik-Technologie befasst sich in Forschung und Lehre mit allen Fragen rund um die Herstellung von elektronischen Baugruppen oberhalb der Chipfertigung. Besonderes Augenmerk wird dabei auf Probleme der Schaltungsträger, der Bestückung von Bauelementen unterschiedlichster Art (vom Die, über Chip-Bauelemente bis zum BGA) auf diese Schaltungsträger und deren technologische, qualitative und logistische Beurteilung und Behandlung gelegt. Die Spezialisierung der Professuren stellt sich wie folgt dar: 2.1 Professur für Prozesstechnologie der Elektronik Prof. Dr.-Ing. habil. Wilfried Sauer Wissenschaftlicher Gegenstand: Analyse und Synthese komplexer technologischer Prozesse zur Fertigung elektronischer Baugruppen unter besonderer Berücksichtigung stochastischer Einflussgrößen in teil- und voll-automatisierten Produktionssystemen. Schwerpunkte:
• Modellierung und Optimierung komplexer technologischer Prozesse in flexibel automatisierten Fertigungseinrichtungen der Elektronik-Produktion mit Methoden der rechnergestützten prozessbegleitenden Simulation
• Theorie der Bestückgenauigkeit als qualitätsbestimmende Größe des Fertigungsprozesses unter Berücksichtigung einer großen Anzahl von stochastischen und determinierten Einflussfaktoren
• Untersuchungen zur Zuverlässigkeit von SMT-Lötstellen zur Gewinnung objektiver Kriterien für die optische Bewertung
• Qualitätsdatenerfassung und -verarbeitung einzelner und komplexer technologischer Prozesse zur Fertigung elektronischer Flachbaugruppen
• Entwurf, Simulation und Anwendung von rechnergestützten Qualitätssicherungssystemen in der Elektronikfertigung, insbesondere Anwendung der statistischen Qualitätskontrolle
• Systemtheorie für technologische Prozesse.
6

Forschungsschwerpunkte
2.2 Professur für Verfahrenstechnologie der Elektronik Prof. Dr.-Ing. habil. Klaus-Jürgen Wolter Wissenschaftlicher Gegenstand: Technologische Verfahren für die Fertigung elektronischer Baugruppen unter dem Aspekt wachsender Anforderungen an die Packungsdichte, Verdrahtungsdichte und Zuverlässigkeit sowie automatisierter Fertigungsprozesse. Schwerpunkte:
• Technologieentwicklung und Verfahrensoptimierung zur Mehrschicht- und Mehrlagentechnik unter Einbeziehung neuer Materialsysteme
• Realisierung hochgenauer Dickschichtstrukturen und speziell geformter Keramiksubstrate • Applikativ orientierte Arbeiten zum Lotpastendruck im Ultra-fine-pitch-Raster • Untersuchungen zur Lasermaterialbearbeitung in der Elektronik. Beiträge zur rechnergestützten
Bearbeitung technologischer Problemstellungen (Modellierung, Simulation, wissensbasierte Systeme)
• Applikative Untersuchungen zu neuen Leiterplattentechnologien • Rechnergestützte Untersuchungen zu Algorithmen der Bildaufnahme, -verarbeitung und
-auswertung. Anwendung der Bildverarbeitung für die automatische Inspektion von Leiterplatten, Lageerkennung von Boards und Bauelementen in technologischen Ausrüstungen der Elektronikmontage. Qualitätskontrolle von Lötstellen durch Röntgeninspektion.
7

Mitarbeiter
3 Mitarbeiter Tel.-Nr. Geschäftsführender Direktor Prof. Dr.-Ing. habil. Wilfried Sauer 5409 3.1 Professur Prozesstechnologie der Elektronik Professor Prof. Dr.-Ing. habil. Wilfried Sauer 5409 Institutssekretärin Barbara Wrann 5409 Wissenschaftliche Mitarbeiter Dr.-Ing. Reinhard Bauer (bis 31.08.2000) 6428
Dipl.-Ing. Dirk Hampel 5423 Dr.-Ing. Andreas Herenz 2079 Dipl.-Ing. Helga Hielscher (seit 01.08.2000) 2159 Dipl.-Ing. Alexander Katzung 2478 Dipl.-Ing. Martin Oppermann 5051 Dr.-Ing. Gerald Weigert 6439 Dipl.-Ing. Sebastian Werner 5051 Stipendiaten Dipl.-Ing. Evdalina Papazova-Sabeva 5423 (bis 31.08.2000) Technischer Mitarbeiter Techniker Carsten Ließ 2718 3.2 Professur Verfahrenstechnologie der Elektronik Professor Prof. Dr.-Ing. habil. Klaus-Jürgen Wolter 6345 Sekretärin Steffi Wenke 6345 Wissenschaftliche Mitarbeiter Dr.-Ing. Rolf Biedorf (seit 01.10.2000) 6594 Dipl.-Ing. Roland Heinze (seit 01.08.2000 ) 6594 Dipl.-Ing. Thomas Herzog 2086 Dipl.-Ing. Marco Luniak 2086
Dipl.-Ing. Angelika Paproth 3007 Dipl.-Ing. Lars Rebenklau 2478 Dipl.-Ing. Raul Rosenlöcher (seit 01.07.2000) 3007
Dipl.-Ing. Kai Schmieder 6334 Dr.-Ing. Peter Streubel 4476
Technische Mitarbeiter Dr.-Ing. Gerald Hielscher 6428 Dipl.-Ing. Günter Jahne 6426 Privatdozent: Dr.-Ing. habil. Hans-Jürgen Albrecht, SIEMENS AG Berlin Gastdozent: Dr.-Ing. Sergiusz Patela, TUWroclaw 3858
(seit 01.10.2000) Aspirant: Dipl.-Ing. Ireneusz Mazik 6334
8

Mitarbeiter
3.3 Zentrum für mikrotechnische Produktion Wissenschaftlicher Koordinator Dr.-Ing. Thomas Zerna 3274
Dipl.-Ing. Dietmar Daniel 2079
Dipl.-Ing. Gunter Hagen 4539 Dr.-Ing. Heinz Wohlrabe 5479
3.4 Auszubildende (Mikrotechnologen) 1. Lehrjahr
Lars Petschke 1979 Carsten Wolf 1979
2. Lehrjahr Christian Bothe 1979
Stefan Erlbeck 1979 Michael Giertz 1979 Marcell Kuckel 1979
9

Lehrlingsausbildung
4 Lehrlingsausbildung Am 1. September 2000 haben am Institut für Elektronik-Technologie wiederum zwei Auszubildende ihre Lehre als Mikrotechnologe aufgenommen, so dass zur Zeit am Institut insgesamt sechs Auszubildende lernen. Die Ausbildung dauert drei Jahre. Der Ausbildungsberuf des Mikrotechnologen orientiert sich bezüglich der berufsübergreifenden und berufsspezifischen Qualifikation und Bildungsziele an der Fertigung von mikrotechnischen Produkten der Halbleiter- und Mikrosystemtechnik sowie den dazu erforderlichen, die Produktion begleitenden Prozessen. Dazu werden die Grundlagen zu folgenden Bildungselementen vermittelt: • planen, organisieren und dokumentieren der Arbeitsabläufe • beachten und anwenden einschlägiger Normungen, Bestimmungen und Vorschriften beim
Umgang mit Chemikalien im Fertigungsprozess, einschließlich dem Umweltschutz bei der Entsorgung dieser
• Entwicklung von Qualitätsbewusstsein zur Einhaltung von Reinraumbedingungen, zum Aufzeigen kostengünstiger Lösungen und zur Sicherung der Ausbeute
• einsetzen begründeter Methoden zur Fehlersuche und Störungsbehebung, sowie ableiten von Folgerungen für die Fehlerbehebung aus der Fehlerdiagnose
• kooperieren und kommunizieren mit den Mitarbeitern des Unternehmens im Rahmen beruflichen Handelns
10

Vorlesungen, Übungen, Praktika
5 Lehre 5.1 Vorlesungen, Übungen, Praktika
Lehrveranstaltung V / Ü / P Teilnehmer Baugruppentechnologie Prof. Dr.-Ing. habil. K.-J. Wolter
2 / 0 / 2 Studienrichtung Feinwerk- und Mikrotechnik Studienschwerpunkt Entwicklung, Konstruktion und Technologie
Elektronik-Technologie Prof. Dr.-Ing. habil. K.-J. Wolter
2 / 0 / 2 Studienrichtung Feinwerk- und Mikrotechnik
Fertigungstechnik Prof. Dr.-Ing. habil. W. Sauer, Prof. Dr.-Ing. habil. G. Gerlach (Institut für Festkörperelektronik)
2 / 0/1 Studiengang Elektrotechnik, Studiengang Wirtschaftsingenieurwesen (Fachstudium)
Hybridtechnik Prof. Dr.-Ing. habil. K.-J. Wolter, Dr.-Ing. R. Bauer
2 / 0 / 1 Studienschwerpunkt Entwicklung, Konstruktion und Technologie
Lasertechnik Prof. Dr.-Ing. habil. K.-J. Wolter
2 / 0 / 0 Studienrichtung Feinwerk- und Mikrotechnik Studienschwerpunkt Entwicklung, Konstruktion und Technologie
Projekt Elektronik-Technologie Prof. Dr.-Ing. habil. W. Sauer Prof. Dr.-Ing. habil. K.-J. Wolter
0 / 0 / 2 Studiengang Elektrotechnik
Qualitätssicherung Prof. Dr.-Ing. habil. W. Sauer
2 / 2 / 0 Studienrichtung Feinwerk- und Mikrotechnik
Technologische Prozesse Prof. Dr.-Ing. habil. W. Sauer
2 / 2 / 0 Studienschwerpunkt Entwicklung, Konstruktion und Technologie
Visuelle Inspektion Prof. Dr.-Ing. habil. K.-J. Wolter
2 / 0 / 1 Studienschwerpunkt Entwicklung, Konstruktion und Technologie
Zuverlässigkeit technologischer Prozesse Prof. Dr.-Ing. habil. W. Sauer
2 / 1/ 0 Studienrichtung Feinwerk- und Mikrotechnik
Systemtheorie der Elektronikproduktion Prof. Dr.-Ing. habil. W. Sauer, Dr.-Ing. G. Weigert
2 / 2 / 0 Studienschwerpunkt Entwicklung, Konstruktion und Technologie
Oberseminar Prof. Dr.-Ing. habil. W. Sauer, Prof. Dr.-Ing. habil. K.-J. Wolter
0 / 2 / 0 Studienschwerpunkt Entwicklung, Konstruktion und Technologie
Elektronische Gerätetechnik und Praktikum elektronische Gerätetechnik Prof. Dr.-Ing. habil. K.-J. Wolter
2 / 0 / 1 Studienrichtung Feinwerk- und Mikrotechnik, Wirtschaftsingenieure mit Nebenfach Feinwerk- und Mikrotechnik
Fertigungssysteme der Elektronik Prof. Dr.-Ing. habil. W. Sauer, Dr.-Ing. G. Weigert
2 / 1 / 1 Studienschwerpunkt Entwicklung, Konstruktion und Technologie
Völlig neu aufgebaut wurden in diesem Jahr die Lehrveranstaltungen „Fertigungssysteme der Elektronik“ und "Projekt Elektronik-Technologie"
11

Diplomarbeiten
5.2 Diplomarbeiten Sebastian Löffler Untersuchung zur Zuverlässigkeit von Lötverbindungen mit niedrig- und hochschmelzenden bleifreien Loten Gutachter: Prof. Dr.-Ing. habil. K.-J. Wolter,
PD Dr.-Ing. habil. H.-J. Albrecht, Siemens AG, Berlin Betreuer: Dr. A. Herenz Volker Strickert LTCC-Module for High Power Application Gutachter: Prof. Dr.-Ing. habil. K.-J.Wolter, Betreuer: Dr.-Ing. R. Bauer Albrecht Kleye Optimierung flussmittelfreier Lötverfahren Gutachter: Prof. Dr.-Ing. habil. K.-J. Wolter, Betreuer: Dipl.-Ing. T. Herzog Raul Rosenlöcher Entwicklung von Algorithmen für die Visualisierung von 3D-Ultraschallaufnahmen Gutachter: Prof. Dr.-Ing. habil. K.-J. Wolter, Betreuer: Dr.-Ing. A. Herenz Peter Frühauf Thema: Untersuchungen zu Reparaturtechnologien für Flip-Chip-Aufbauten Gutachter: Prof. Dr.-Ing. habil. K.-J. Wolter, Betreuer: Dr.- Ing. T Zerna Michael Schaulin Neukonzeption und Komplettierung einer Roboter-Arbeitszelle für Montageaufgaben in der Elektronikproduktion Gutachter: Prof. Dr.-Ing. habil. W. Sauer Betreuer: Dipl.-Ing. M. Oppermann, Dr.-Ing. T. Zerna
12

Studienarbeiten
5.3 Studienarbeiten Ralf Böttcher Analyse von Zielgrößen Betreuer: Dipl.-Ing. D. Hampel Ralf Buschmann Simulation und Optimierung einer Leiterplattenbohrerei Betreuer: Dr.-Ing. G. Weigert Torsten Teichmann Analyse von Simulationsergebnissen Betreuer: Dipl.-Ing. S. Werner Michael Liebsch Untersuchungen von aktivatorfreien Lotpasten Betreuer: Dipl.-Ing. T. Herzog Thomas Rosebaum Entwicklung einer Bildverarbeitungssoftware zur Kontaktwinkelmessung Betreuer: Dipl.-Ing. T. Herzog Michael Schaulin Inbetriebnahme eines Vision-Systems an einem 6-Achs-Roboter RX 90 der Fa. Stäubli und Schaffung von Softwaretools zur schnellen Einbindung des Vision-Systems in Bestückaufgaben der Baugruppenmontage in der Elektronikproduktion Betreuer: Dipl.-Ing. M. Oppermann, Dr.-Ing. T. Zerna Ralf Rieske Optimierung des Versuchsaufbaus zur M-Linien Spektroskopie Betreuer: Dipl.-Ing. K. Schmieder Stefan Schmidt Schaltungsanalyse mit dem Mentor Graphics CAD-System Betreuer: Dr.-Ing. R. Bauer
13

Gaststudenten, Gastvorlesungen
5.4 Gaststudenten Sylvain Chaumont Normierung und Bewertung von Zielgrößen bei der Simulation und Optimierung von Fertigungsprozessen Betreuer: Dipl.-Ing. S. Werner, Dr.-Ing. G. Weigert
5.5 Gastvorlesungen Dr.-Ing. R. Bauer 22.-26.5.2000 Gastvorlesungen und Seminare an der TU Kosice/ Slowakei mit dem Rahmentitel: „Aspects of Electronics Moduls for Microtechnical Application“ Förderung durch den DAAD mit Dozentenlehrauftrag im Programm SOCRATES
14

Vertraglich gebundene Forschung
6 Forschungsprojekte 6.1 Vertraglich gebundene Forschung "Innovations-, Ausbildungs- und Weiterbildungszentrum für mikrotechnische Produktion" Projektleiter: Prof. Dr.-Ing. habil. Wilfried Sauer Mitarbeiter: Dr.-Ing. Thomas Zerna (Koordination);
Dipl.-Ing. Dietmar Daniel; Dr.-Ing. Andreas Herenz; Carsten Ließ (Techniker), Dr.-Ing. Heinz Wohlrabe
Finanzierung: BMBF Laufzeit: 07/1995 - 10/2000 Beschreibung/Ergebnisse: Die Tätigkeiten des Zentrums für mikrotechnische Produktion (ZµP) wurden im Berichtszeitraum planmäßig zum Erstantrag sowie in Erweiterung der Arbeitspakete als Mitarbeit im Verbundprojekt „Vordringliche Aktion PROnova“ fortgeführt und erfolgreich beendet. Wesentliche Meilensteine im Berichtszeitraum waren der 8. Workshop Mikrotechnische Produktion , der Messestand zur SMT, ES&S, Hybrid 2000 in Nürnberg sowie die Beteiligung an den Karlsruher Arbeitsgesprächen. Insbesondere aus der Tätigkeit im Rahmen der VA PROnova wurden für die weitere Entwicklung des Kompetenznetzwerkes Schlussfolgerungen zu neuen Methoden und Werkzeugen für einen effizienten Know-how-Transfer abgeleitet (Stichworte: Multimedia, Vernetzte Zentren, Online-Seminare). Die Lehrlingsausbildung nach dem Berufsbild „Mikrotechnologe/Mikrotechnologin“ wurde fortgesetzt und erweitert.
15

Vertraglich gebundene Forschung
Verbund-Projekt "Verfahrens- und Anlagenentwicklung zum plasmagestützten Reflowlöten elektronischer Baugruppen - Erarbeiten einer plasmaverträglichen Klebetechnologie" Projektleiter: Prof. Dr.-Ing.habil. Klaus-Jürgen Wolter Mitarbeiter: Dipl.-Ing. Thomas Herzog Wissenschaftliche Zusammenarbeit: BuS Elektronik GmbH Riesa
Fraunhofer Institut Zuverlässigkeit und Mikrointegration (IZM) Berlin
SMT & Hybrid GmbH Weißig Vakuumtechnik Dresden VTD GmbH Institut für Oberflächenmodifizierung Leipzig e.V. (IOM)
Finanzierung : BMBF Projektträger : Forschungszentrum Karlsruhe Laufzeit: 10/1996 – 03/2000 Beschreibung/Ergebnisse: Die Arbeitsschwerpunkte liegen im Erarbeiten einer plasmaverträglichen Klebetechnologie, den Untersuchungen zur Auswahl plasmabeständiger Klebstoffe, der Überprüfung verschiedener Kleberauftragsverfahren und der Ermittlung plasmabedingter Einflüsse auf das Aushärteverhalten sowie die Untersuchung eventueller Oberflächenveränderungen der Kontaktwerkstoffe und die Bestimmung der Lötbeständigkeit der plasmaverträglichen Klebstoffe. Erste Entwürfe von Bauelementefixierungen für die Bauformen BGA, CSP und BC wurden erstellt. Die Ergebnisse der Untersuchungen zeigten, das keinerlei negative Auswirkungen der hier verwendeten Plasmabehandlung auf die Baugruppen, insbesondere die ausgehärteten Klebstoffreservoire festzustellen waren (siehe auch Diplomarbeit, Schönherr). Durch das bestehende Risiko bei der Entwicklung einer marktfähigen industriell nutzbaren Plasmaanlage, wurde das Projekt verlängert. Der Forschungsschwerpunkt des Institutes wurden hin zur Umsetzung des entwickelten Verfahrens, auf dieses Funktionsmuster verlagert. Die gesammelten Erfahrungen führten zur schrittweisen Optimierung der Reaktorgeometrie und der Prozessparameter. Zusätzlich wurde zur Untersuchung der erzielten Oberflächenveränderungen während der Plasmabehandlung Analyseaufträge am IOM durchgeführt. Dazu wurde ein Forschungsauftrag an das IOM erteilt. Die Ergebnisse dieser Untersuchungen wurden in einem Abschlussbericht dokumentiert.
16

Vertraglich gebundene Forschung
Verbund-Projekt "ELPROMA - Innovative Elektronikproduktion im Maschinen- und Gerätebau" Projektleiter: Prof. Dr.-Ing. habil. Wilfried Sauer Mitarbeiter: Dr.-Ing. Gerald Weigert; Dr.-Ing. Heinz Wohlrabe;
Dipl.-Ing. Dirk Hampel; Dipl.-Ing. Martin Oppermann Wissenschaftl. Zusammenarbeit: BMK electronics GmbH Augsburg;
Caradon Esser GmbH Neuss; Drägerwerk AG Kiel; Lehrstuhl für Fertigungsautomatisierung und Produktionssystematik (FAPS) an der Universität Erlangen-Nürnberg; Geb. Heller Maschinenfabrik GmbH Nürtingen; Heidelberger Druckmaschinen AG Heidelberg; Miele & Cie. GmbH Gütersloh; Schlafhorst electronics GmbH Mönchengladbach
Projektträger: Forschungszentrum Karlsruhe GmbH Finanzierung: BMBF Laufzeit: 04/1997 - 04/2000 Beschreibung/Ergebnisse: Als Bestandteil des BMBF-Rahmenprogramms "Produktion 2000" wird das Projekt ELPROMA gefördert, um Lösungen zu spezifischen Problemstellungen der Elektronikproduktion im Maschinen- und Gerätebau zu erarbeiten. Das Institut für Elektronik-Technologie ist bei zwei Arbeitspunkten eingebunden: Qualitätsmanagement in der Elektronikfertigung für Maschinen und Geräte (Federführung: Institut für Elektronik-Technologie). Im Verlaufe des Jahres wurden verschiedene Modelle zur Qualitätskostensenkung erarbeitet. Diese Modelle wurde bei den Heidelberger Druckmaschinen getestet. Dabei konnte nachgewiesen werden, dass die Anwendung dieser Modelle zu spürbaren Einsparungen von Kosten führten. Es wurden neue Methoden zur Bestimmung von Maschinen- und Prozessfähigkeitskoeffizienten in der Elektronikfertigung bei verschiedenen Projektpartnern erprobt. Bei zwei Projektpartnern wurden Lötprozesse mit Hilfe der statistischen Versuchsplanung analysiert und optimiert. Neugestaltung der Prozessketten bei der Elektronikproduktion im Maschinenbau Es wurde ein Simulationsmodell der Elektronikfertigung entwickelt auf dessen Grundlage die Optimierung des Fertigungsablaufs erfolgen soll. Dafür erfolgte in einem Betrieb eine Modellanpassung, und die Datenerfassung und -aufbereitung wurden durchgeführt.
17

Vertraglich gebundene Forschung
Verbund-Projekt "Keramische Mikrosystem-Komponenten für die Mikrofluidik" Projektleiter: Prof. Dr.-Ing. habil. Klaus-Jürgen Wolter Bearbeiter: Dipl.-Ing. Lars Rebenklau Wissenschaftl. Zusammenarbeit: GeSiM - Gesellschaft für Silizium-
Mikrosystemtechnik mbH, Rossendorf Finanzierung: GeSiM - Gesellschaft für Silizium-
Mikrosystemtechnik mbH, Rossendorf Sächsische Aufbaubank, Bereich Technologieförderung
Laufzeit: 06/1997 - 05/2000 Ergebnisse: Ziel des Vorhabens ist es, Grundlagen für die industrielle Realisierung mikrofluidischer Baugruppen, auf der Basis der Low-Temperature-Cofiring-Ceramic-Multilayer-Technologie (LTCC-ML-T.) zu schaffen. Diese sollen eine mögliche, kostengünstige Alternative zur Silizium/Glas Technik, speziell bei kleinen Stückzahlen, bieten. Unter Nutzung der LTCC-ML-Technologie werden einzelne mikrofluidische Funktionselemente im Sinne einer „fluiden Leiterplatte" realisiert. Nach einer Bestückung mit handelsüblichen Mikrofluidkomponenten wie Sensoren und Mikropumpen sind so komplexe Analysebaugruppen realisierbar. Stochastische Modelle zur Beschreibung der Oberflächenmontage Projektleiter: Prof. Dr.-Ing. habil. K.-J. Wolter Mitarbeiter: Dipl.-Ing. A. Paproth Finanzierung: DFG Laufzeit: 11/1997 bis 03/2000 Beschreibung/Ergebnisse: Untersuchung der Einflussgrößen und deren Wirkungen auf die Qualität beim Lotpastendruck
18

Vertraglich gebundene Forschung
Optimierung von Fertigungsverfahren der Elektronik-Technologie durch evolutionstheoretische Methoden Projektleiter: Prof. Dr.-Ing. habil. Wilfried Sauer Mitarbeiter: Dipl.-Ing. Gunter Hagen,
Dipl.-Ing. Alexander Katzung Finanzierung: Stiftung Industrieforschung Laufzeit: 01/1998 - 04/2000 Beschreibung/Ergebnisse: Ziel des Projektes war es, evolutionäre Optimierungsmethoden so aufzubereiten, dass sie für Industrieanwendungen im Bereich der elektronischen Produktion mit minimalen Aufwand anwendbar sind. Dazu wurde eine Software entwickelt, mit der ein breites Spektrum von Optimierungsaufgaben lösbar ist. Mit dieser Software wurden und werden eine Reihe von praxisrelevanten Optimierungsaufgaben gelöst. Die Ergebnisse dieses Projektes sollen vor allem kleinen und mittelständischen Unternehmen nutzbar gemacht werden. Analyse zur Technologie planarer Verdrahtungsträger Projektleiter: Dr.-Ing. R. Bauer Mitarbeiter: Dr.-Ing. R. Bauer Wissenschaftl. Zusammenarbeit: Hella KG Hueck & Co Finanzierung: Forschungsauftrag der Industrie Laufzeit: 01/1999 bis 06/2000 Beschreibung/Ergebnisse: Inhalt des Projektes sind Untersuchungen zum Einsatz von Dickschichtpasten für die Realisierung von elektronischen Baugruppen, insbesondere für die Verdrahtung und unter Einbeziehung von Aufgaben der Sensorik. In einer aktuellen Recherche des Pastenangebotes und von Neuentwicklungen auf dem internationalen Markt werden die Möglichkeiten für unterschiedliche Anwendungsanforderungen analysiert. Mit ausgewählten Materialien wird eine Technologieerprobung durchgeführt und eine Bewertung an Testsubstraten für eine Eingrenzung der Material- und Technologieauswahl vorgenommen.
19

Vertraglich gebundene Forschung
Chip-on-Flex (COF), COB-Linie Projektleiter: Prof.Dr-Ing.habil. K.-J Wolter Mitarbeiter: Dr.-Ing. G. Hielscher, Dipl-Ing. A. Paproth,
Dipl.-Ing. M. Luniak, Dr.-Ing. P. Streubel
Wissenschaft. Zusammenarbeit: Fa. Mühlbauer Finanzierung: SAB Laufzeit: 01/1999 - 12/2000 Beschreibung/Ergebnisse: Abschlussbericht Verbundvorhaben „Reflowlöten ohne ionogene Rückstände“, Teilthema Prüfung und Analyse der Lötverbindungen und Lötbaugruppen Projektleiter: Prof.Dr.-Ing. habil. K.-J. Wolter Mitarbeiter: Dipl.-Ing. Th. Herzog Wissenschaftl. Zusammenarbeit: SMT & Hybrid GmbH , Forschungsinstitut für
Nichteisenmetalle Freiberg, FHG IZM Chemnitz, Finanzierung: SMWA Laufzeit: 01.03.1999 – 28.02.2001 Beschreibung/Ergebnisse: Entwicklungen von aktivatorfreien Lotpasten für das Reflowlöten ohne ionogene Rückstände. Erprobung und Erarbeiten von plasmagestützten Technologien zur Verwendung für den SMT-Montageprozess. Untersuchungen zur Herstellung optischer Verbindungen auf der Basis typischer PCB-Technologien Projektleiter: Prof. Dr.-Ing. habil. Klaus-Jürgen Wolter Mitarbeiter: Dipl.-Ing. Kai Schmieder Wissenschaftl. Zusammenarbeit: Fraunhofer Institut Zuverlässigkeit und Mikro-
integration Finanzierung: FhG IZM Laufzeit: 07/1999 – 06/2000
20

Vertraglich gebundene Forschung
Erprobungs -und Beratungszentren (EBZ)-Sächsisches Kompetenzzentrum Laserbearbeitung -Teilvorhaben: EBZ TU Dresden im Sächsischen Kompetenzzentrum Laserbearbeitung Projektleiter: Prof. Dr.-Ing.habil. K.-J. Wolter Mitarbeiter: Dipl.-Ing. G. Jahne Dipl.-Ing. Luniak Dipl.-Ing. Rebenklau Wissenschaftl. Zusammenarbeit: Hochschule Mittweida, Laserapplikationszentrum
Fraunhofer-Institut für Werkstoff- und Strahltechnik, Dresden ITW e.V. Chemnitz ZEBRAS e.V. Chemnitz LASERline Teschauer GmbH; Chemnitz LASERVORM GbR; Mittweida TU Chemnitz, Institut für Fertigungstechnik/Schweiß-technik (IFS)
Finanzierung: BMBF Laufzeit: 07/1999 bis 06/2002 Beschreibung/Ergebnisse: Durchführung von Beratungen und Erprobungen auf dem Gebiet der Laseranwendung für kleine und mittlere Unternehmen. Sichere Produktionsverfahren für hochintegrierte elektronische Systeme mit hoher Zuverlässigkeit Kurztitel: HDI-Baugruppe Projektleiter: Prof.Dr.-Ing.habil. K. Wolter Mitarbeiter: Dipl.-Ing. D. Daniel, Dipl.-Ing. G. Hagen, Herr Ließ,
Dipl.-Ing. A. Paproth, Dr.-Ing. H. Wohlrabe, Dr.-Ing. T. Zerna
Wissenschaftl. Zusammenarbeit: Alcatel SEL AG, AMI Doduco GmbH, EADS
Deutschland GmbH, DaimlerChrysler AG, Heidelberg Instruments GmbH, Multek GmbH, Robert Bosch GmbH, Siemens AG, Temic GmbH
Finanzierung: BMBF-Verbundprojekt Laufzeit: 10/1999 – 03/2002 Beschreibung/Ergebnisse: Das Kernziel des Projektes ist die Beherrschung weltweit wettbewerbsfähiger Produktionsprozesse für innovative Komponenten, Module und Baugruppen.
21

Vertraglich gebundene Forschung
Hierzu gehören Prozesse für extreme Miniaturisierung, erweiterte Funktionalität bei erhöhten Zuverlässigkeits- und Umweltanforderungen sowie umweltgerechte Produktion mit Bezug auf wesentliche deutsche Produktbranchen (wie Telekommunikationssysteme, Automotive, Avionik und Industrieelektronik). Die Hauptarbeitspakete sind:
Produktionstechniken für die HDI-Leiterplatten- und Baugruppenherstellung Technologieentwicklung für neues Produktionsequipment Sicherstellung der Produktzuverlässigkeit und Prozesssicherheit elektronischer Systeme Aus- und Weiterbildung auf den Gebieten der Elektronikproduktion
Damit die deutsche Industrie, vor allem klein- und mittelständische Unternehmen an den Projektergebnissen partizipieren können, enthält das Projekt auch den sehr wichtigen Teil des Ergebnis-Transfers über entsprechende Verbände und Transferzentren. Analyse der Entwicklungs- und Fertigungsprozesse für Flacheingabetastaturen Projektleiter: Prof. Dr.-Ing. habil. Wilfried Sauer Mitarbeiter: Dipl.-Ing. Martin Oppermann Wissenschaftl. Zusammenarbeit: Heidelberger Druckmaschinen AG, BU EP
RAFI GmbH & Co. Elektrotechnische Spezialfabrik Finanzierung: Heidelberger Druckmaschinen AG Laufzeit: 12/1999 bis 02/2000 Beschreibung/Ergebnisse: Das Projekt dient der Analyse und dem Aufzeigen von Verbesserungspotential im Entwicklungs- und Fertigungsprozess elektronischer und elektromechanischer Baugruppen exemplarisch an der Entwicklung und Fertigung von Flacheingabetastaturen. Simulationsgestützte Fertigungsplanung in der Automatenbestückung Projektleiter: Dr.-Ing. G. Weigert Mitarbeiter: Dipl.-Ing. S. Werner Wissenschaftl. Zusammenarbeit: Diehl Controls Nürnberg GmbH & Co. KG Finanzierung: Diehl Controls Nürnberg GmbH & Co. KG Laufzeit: 01.04.2001 – 30.06.2000 Beschreibung/Ergebnisse: Die Auftragsplanung erfolgt bei Diehl Controls allgemein über SAP. Für die tägliche Feinplanung im Fertigungsbereich ist dagegen ein Werkzeug erforderlich, das die Abläufe genauer als herkömmliche PPS-Systeme abbildet. Mit ROSI steht ein ereignisdiskretes Simulationssystem zur Verfügung, das genau die Anforderungen hinsichtlich Genauigkeit und Schnelligkeit erfüllt. Seit Mitte des vergangenen Jahres ist das System BOFOS (Bedarfsoptimierte Fertigungsoptimierung durch
22

Vertraglich gebundene Forschung
Simulation) in Betrieb, dessen Kern das Simulationssystem ROSI ist. Vorhersagen über wesentliche Parameter des Fertigungsablaufs sind dadurch ebenso wie die Vorausberechnung der Fertigungstermine möglich. Die Anwendung in anderen Fertigungsbereichen ist Gegenstand von Folgeprojekten. Dabei wird der Verkettung der einzelnen Bereiche eine besondere Bedeutung zukommen. Entwicklung, Anpassung und Einführung von neuen Methoden der Qualitäts- und Prozesssicherung in die Elektronikfertigung der BU MG der Heidelberger Druckmaschinen AG Projektleiter: Prof. Dr.-Ing. habil. Wilfried Sauer Mitarbeiter: Dipl.-Ing. Martin Oppermann Dr.-Ing. Heinz Wohlrabe Wissenschaftl. Zusammenarbeit: Heidelberger Druckmaschinen AG, BU EP Finanzierung: Heidelberger Druckmaschinen AG Laufzeit: 05/2000 bis 02/2001 Beschreibung/Ergebnisse: Im Rahmen dieses Projekts wurden beim Projektpartner neue und angepasste Methoden der Qualitätssicherung vorgestellt und eingeführt. Dazu gehört insbesondere der Methodenapparat der Statistischen Prozesskontrolle (SPC), deren Nutzung in der Elektronikindustrie bislang nicht verbreitet ist. Es wurden Modelle zur Optimierung und Dynamisierung der Prüf- und Rückweiseprozesse entwickelt, deren Inhalte den Mitarbeitern durch Schulungen vorgestellt wurden.
23

Beiträge aus der Forschungstätigkeit
6.2 Beiträge aus der Forschungstätigkeit
QUALITY COST MODELS AND THE METHOD “STATISTICAL PROCESS CONTROL”
M. Oppermann, G. Kaiser*, W. Sauer and H. Wohlrabe
Dresden University of Technology Department of Electrical Engineering Electronics Technology Laboratory
D - 01062 Dresden *Heidelberger Druckmaschinen AG, BU Manufacturing, Operations MGE
Gutenbergstrasse D – 69168 Wiesloch
GERMANY
ABSTRACT The main goal of quality management in all industries is customer satisfaction, the radical reduction of defect rates and also of quality costs. Controlled technological processes are the most important way to reach this goal. These principles are standard in mechanical engineering and are in use with great success. The properties in electronics production are different from the properties in mechanical engineering. The processes are difficult and many environmental influences act on these processes. These influences are very strong, especially in production of small batches of assemblies (solder paste printing, placement and soldering process). Processes could be uncontrolled and the defect rates are not low enough to use SPC-methods. What can we do with these processes? A 100% test of processed PCBs must be carried out after such a difficult process. But what about the quality costs? Is it sensible to do this test from the economical point of view? To answer these questions new simple and powerful quality cost models have been developed. Last year at SMTA International in San Jose we presented the basic elements of our thinking and the basic quality cost models we have developed. These models compare the costs with and without a test after a technological (manufacturing) step. Our current work is to integrate the Statistical Process Control (SPC) in our models and to do a comparison of the costs of no inspection, 100% inspection and the use of SPC . In order to be able to apply these models, we have developed software tools which can give a decision aid in test process organization. With the help of these tools it is possible to simulate different inspection strategies and to look for different arrangements of technological and inspection processes with the focus to the costs. The arrangement of the inspection processes will be fixed dependent on the quality costs and the defect rates of the technological processes. Like the development of the basic quality cost models, the new investigations were made in cooperation with the electronics production of the Heidelberger Druckmaschinen AG (BU MG, Operations MGE). We present results of the practical use of these models in the electronic production of this company.
A SHORT REVIEW At last SMTA-I in San Jose we presented our paper, “ANALYSIS AND OPTIMIZATION OF MANUFACTURING AND TEST PROCESS ARRANGEMENTS WITH NEW COST MODELS”. We described the basic quality cost model, its extensions and the influences of the faults of the inspection processes. Now we will repeat the fundamentals of the basic quality cost model:
At first we look for a chain of technological processes, for instance an SMT production line as in Figure 1.
p
p
p
p
p - defect rate
Figure 1. A typical SMT production line with a critical process (solder paste printing)
The SMT line consists of a PCB transport system, a solder paste printer, a chip shooter, a pick-and-place machine and a reflow oven. In our example the process of solder paste printing is not well controlled and so there are some poorly printed PCBs. These PCBs are represented by the defect rate p. What can we do with this uncontrolled process? We locate a test and a repair process behind this uncontrolled technological process (in our example the solder paste printing process). This is shown in Figure 2. But is it sensible to do this in the context of quality costs? To find the answer we use quality cost models. The basic model is described in this chapter.
24

Beiträge aus der Forschungstätigkeit
p
pp
100% inspection
p
repair process
Figure 2. SMT line with inspection and repair process
Figure 3 shows the abstraction of one technological process with and without an inspection (and repair) process.
Technological process with inspection and repair process:
T Q
T P R
also:
Technological process without inspection process (with a defect subsequentprocess):
Legend: T - Technology
P - Inspection processR - Repair process
p
p
p
p - Defect rate
Q - Quality process
T
Figure 3. Abstraction for one technological process
F - Defect subsequent process
Fk0
no inspection
The technological process T in Figure 3 has a defect rate p. In the first case a quality process Q (consists of the inspection process P [100% inspection of the PCBs] and the repair process R) is added to detect and to eliminate these defects. The inspection and repair processes cause quality costs. In the second case there is no quality process to detect and to remove the defects behind the technological process. But there is also a defect rate p≠0 and the defects will be processed. It means, the defects also cause quality costs, but later in the technological line. With the view to these quality costs, we say there is a virtual process called defect subsequent process F. And now we know the question: Which case is cheaper – with or without a quality process directly behind the technological process? To answer the question we have to make the following assumptions: all of the produced PCBs are inspected (100% test), all PCBs with defects are identified and repaired, after the last technological process in the line there is a 100% test of the PCBs (for example an ICT) and the quality costs are calculated as costs per unit (for example per PCB).
To describe the quality costs of the two cases the following equations are used: • Costs without an inspection behind T: (1) FT kpkk ⋅+=0
• Costs with an inspection behind T: (2) RPT kpkkk ⋅++=1with: kT – costs of the technological process T per part kF – defect subsequent costs per part kP – inspection costs per part kR – repair costs per part p – defect rate of T. It is valid, that the technological costs kT are the same with and without the quality process Q and so they are not a necessary part of the calculation. If the defect subsequent costs kF are higher than the sum of inspection and repair costs (kP + kR), a point of intersection of the two lines (the graphs of the equations (1) and (2)) exists. This point (so- called break even point) is described by a defect rate p* and the costs k*. The equation of p* is:
RF
P
kkkp−
=* (3)
with: if . *
*10
pp
kkk
=
==RPF kkk +>
defect rate p 10p*
p* - break even point
k1kF
k*
kP
costs k
kR
100% inspection
Figure 4. Costs with and without the quality process For low values of p (see Figure 4 - left side from p*) the use of a quality process Q is more expensive than on the right side. With this simple model it is possible to design a technological chain (with technological and quality processes) dependent on the defect rate p, if the quality costs are known. The extensions of this quality cost model for more than one technological process and for the influences of the inspection processes are shown in [1].
The first use of the quality cost models was at the electronics production of the Heidelberger Druckmaschinen AG (HDM) in Wiesloch (Germany). Together we adapted the models and we analyzed the quality data of complex assembled PCBs with relatively high defect rates. After this analysis two products were selected and the quality processes of these boards were optimized. Figure 5 shows the result for one visual inspection step.
25

Beiträge aus der Forschungstätigkeit
defect rate p 10
costs k
k1 = costs with inspection after T n
Figure 5. Practical result of using quality cost models
k0 = costs without inspection after T n
F
F
F - Defect subsequent process
What does Figure 5 mean? For every value of the defect rate of the considered board it is cheaper to have no inspection behind the technology Tn. After that statement the electronics production of HDM renounced the considered inspection process and saved about 250thousand DM in the first year. But what is the disadvantage of this model? It is a static quality cost model. To use this model it is necessary to have quality data of the considered product over a long time. With these data it is possible to calculate the costs and to create an inspection strategy. This model is not usable for new products, because of missing quality data. In this case the only usable strategy is 100%-inspection – or a new quality method will be used, the Statistical Process Control (SPC). A QUALITY COST MODEL WITH SPC The Adapted Cost Model More and more the quality methods of mechanical engineering are important in electronics production. Statistical Process Control (SPC) is such a method. At first, SPC is not a method of quality control, it is a method to watch the process. But the necessary tools are the same as in quality control. Controlled and capable production processes are necessary to use this tool. So it is possible to use sampling inspection instead of a 100%-inspection.
Statistical Process Control
on batch level on board level
Figure 6. SPC levels
There are 2 levels of SPC – the board level and the batch level (see Figure 6). The considerations made in this paper are related to the SPC on batch level. The most important task of such a sample inspection is to make a decision about the quality parameters of the batch. The batch will be rejected, if the defined quality parameters are not reached. The acceptance criterion is normally a maximum number of defect products in the sample. If the number of defective products in the sample is higher than the acceptance criterion, the sample has to be rejected and a 100%-inspection of the whole batch has to be carried out. The detected defect products have to be analyzed to find out the causes of the faults. These causes are the source data of the process control. Figure 7 shows the abstraction of the processes.
Technological process with SPC:
T
Q
T
P R
also:
p
p
Legend: T - Technology
P - Inspection processR - Repair process
p - Defect rate
Q - Quality process
Figure 7. The abstraction of a process with SPC The following data, values and equations are necessary to develop a quality cost model including SPC: • Pa - probability of acceptance of the
sample •
Nn
=ν - relative sample size
with: n - sample size N - batch size
• kF - defect subsequent costs per unit • kP - inspection costs per unit • kR - rejection costs per unit
(repair or sort out) • - defect rate in the ρ⋅= ppSa accepted sample
with: ρ - reduction coefficient of the defect rate (ρ<1).
The equations of the inspection costs and the rejection costs in the accepted sample are:
ν⋅⋅= Nkk PPSa (4)
ρ⋅⋅ν⋅⋅= pNkk RRSa (5).
26

Beiträge aus der Forschungstätigkeit
)
The defect subsequent costs kFsa for an accepted sample are:
( ) ( ν⋅ρ−⋅⋅⋅=ν⋅ρ⋅⋅−⋅⋅= 1pNkpNpNkk FFFSa (6) with: - the whole number of defects in the batch pN ⋅ - number of repaired products in the sample.
ν⋅ρ⋅⋅ pN
The summary costs of an accepted sample are:
( )( )ν⋅ρ−⋅⋅+ν⋅ρ⋅⋅+ν⋅⋅⋅= 1pkpkkPNk FRPaGesSa (7). A 100%-inspection will be carried out, if the sample was rejected. The costs in this case are:
( ) ( RPaGesSna kpkNPk ⋅+⋅⋅−= 1 )
)
(8). The summary costs per unit by using a sampling plan can be described as:
( ) ( ) ([ ]ν−⋅−ρ⋅ν−⋅−⋅⋅+⋅+= 11 PRFaRPS kkkpPkpkk(9). There exists a dependence of equation (9) from the probability of acceptance Pa. Figure 8 shows a possible cost function in comparison to the cost functions of the base model.
defect rate p
10p*
p* - break even point
k1kF
k*
kP
cost k
kR
kRS
Figure 8. Cost functions for “no inspection” k0, 100%-inspection k1 and sampling inspection kS
k0
kF
k0
kS
k2
This function has two typical points:
• starting point (p=0) – there are only costs (kRs) for the inspection of the sample
• the end point (p=1) – the costs are the same as at 100%-inspection.
The sampling inspection causes always higher costs in comparison to the other inspection strategies (“no inspection” or 100%-inspection) if the defect rate p is known. This shows Figure 9.
100%-inspection
k1 kR
kP
p*0;100%
k*
0 1defect rate pp*SPC;100%
ν⋅kP
SPC
Figure 9. Distribution of the inspection strategies But normally this defect rate is unknown. The actual inspection strategy can be determined on the basis of the result of the sampling inspection. The equation (9) can be simplified, because today normally sampling plans with the acceptance number Ac=0 were used (ρ=0). But the probability of acceptance Pa is unknown. To calculate Pa a sampling plan has to be created. Creating a Sampling Plan to Determine the Probability of Acceptance Pa and to calculate the Q-costs The first step in using SPC is to create a sampling plan for the considered technological process. It is helpful to use standards like ISO 2859 (or DIN 40080) to do this. The following example based on real data: A SMD-PCB will be produced with 500 pads. The batch size is N=400. The investigations refer to the solder paste printing process. The aim of this process is a Q98-production (AQL=2 => allowed number of defect boards M=8). The used sampling plan based on DIN 40080 with a number of inspected boards n=50 and an acceptance number Ac=2. With these values it is possible to calculate the probability of acceptance Pa. Normally the use of the Hypergeometric Distribution is necessary. But it is valid N ≈0.1n, and so it is possible to use the Binomial Distribution to calculate the probability of acceptance Pa. The common equation of the Binomial Distribution is
kknk pp
kn
p −−
= )1( (10).
The probability of acceptance Pa is calculated as
∑=
=+++=Ac
kkAca ppppP
010 ... (11).
The result for the probability of acceptance of the example is Pa=0,921=92,1%. The reduction coefficient ρ is the only unknown value to calculate equation (9).
27

Beiträge aus der Forschungstätigkeit
But known values are: • the average defect rate of the process p=2% • the average defect rate in the accepted sample
1,6%0,016921,0742,0
501
n1p
0
0Sa ==⋅=
⋅⋅=
∑
∑
=
=Ac
kk
Ac
kk
p
pk
(12). Now ρ can be calculated as
8,002,0
016,0===ρ
ppSa (13).
By using the cost values kP, kR and kF (caused by the company’s structure and costs) it is possible to calculate kS and k1 to get p*SPC;100%. Now it is possible to give a statement about the best inspection strategy by a view to the costs. USING SIMULATION TOOLS TO DETERMINE QUALITY COSTS At SMTA International 1999 we presented first ideas and first results in using the simulation software “ROSI” (developed at the Electronics Technology Laboratory – see also [5], [6] and at our www-site “http://www.iet.et.tu-dresden.de/ROSI/main.htm”). “ROSI” is short for “ReihenfolgeOptimierung durch SImulation” (in English language: “Sequence Optimization by Simulation”). We used this software to simulate quality processes and their costs by using the basic quality cost model (the “static” model). Figure 10 shows a screenshot of a running simulation.
Figure 10. Screenshot of a running simulation with “ROSI” We developed technological models at first for two products and simulated with our partner’s statistical data the quality costs depending on the defect rate p. A special software tool rated the simulated data and calculated the quality costs. One result screen shows Figure 11. This tool was written in the script language Tcl-Tk.
Figure 11. Simulated quality costs
Experiments, to simulate the SPC-process with “ROSI”, are in progress. A special challenge is to train students or employees in the fields of quality management, statistics and especially in the science of “Statistical Process Control”. To make this field of interest more transparent, a program was developed at our laboratory (Figure 12).
Figure 12. Screenshot of running simulation with the program “SPC Quality Simulation” This program simulates the deviation of a placement process for a QFP-device and stores the data. It is possible to give statistical statements about the simulated process (for example the distribution of the placement position and cp-values). Figure 13 shows the options menu of the program.
28

Beiträge aus der Forschungstätigkeit
Figure 13. The options menu of “SPC Quality Simulation” The program is very helpful in education and training to explain the statistical methods. CONCLUSION The work of the last two years has shown the usability of the presented quality cost models. If there are solid technological processes and a deep quality data base it is possible to use the “static” models. For new products or products with small batch sizes (30 to 50 PCBs) it is better to use the SPC method. To decide the inspection strategy, the use of the SPC cost model is possible. The next steps in this work are:
• training in SPC for the employees • implementing the models into the management
software • developing design rules for a dynamic test strategy. To reach the presented results we have had a very good partnership with our colleagues at the business unit MG, operations MGE of the Heidelberger Druckmaschinen AG. Special thanks to Mr. Manfred Schippl and. Dr. Stefan Martini from MGE.
REFERENCES: [1] Oppermann, Sauer, Wohlrabe, Analysis and
Optimization of Manufacturing and Test Process Arrangements with New Cost Models, Proceedings SMTA-I 1999, San Jose (USA), 1999.
[2] Masing, Handbuch der Qualitätssicherung, Carl Hanser Verlag München Wien, 1999.
[3] Juran, Quality Control Handbook, McGraw-Hill Book Company, New York, 1974.
[4] Schmidt, Entwicklung eines Kostenrechnungsmodells für die Qualitätssicherung, Shaker Verlag, Aachen, 1996.
[5] Weigert, Werner, Hampel, Simulation and Optimization of Manufacturing Processes, Proceedings of ISSE’99 in Dresden (Germany), 1999.
[6] Weigert, Werner, Hampel, Heinrich, Sauer, Multi Objective Decision Making – Solutions for the Optimization of Manufacturing Processes, Proceedings of FAIM 2000 in Washington (USA), 2000.
[7] Kaiser, Oppermann, Sauer, Schippl, Wohlrabe, Optimization of Manufacturing and Test Process Arrangements with New Quality Cost Models and Focus to SPC, Proceedings of the congress at SMT ES&S Hybrid in Nuremberg (Germany), 2000.
29

Beiträge aus der Forschungstätigkeit
Efficient Technologies for Board-Level Optical Interconnections
K. Schmieder1), K.-J. Wolter1), D. Krabe2), W. Scheel2), S. Patela3)
1) Electronics Technology Laboratory, Dresden University of Technology,
Dresden, Germany
2) Fraunhofer-Institute for Reliability and Microintegration, Berlin, Germany
3) Institute of Microsystems Technology, Wroclaw University of Technology, Wroclaw, Poland
ABSTRACT
The printed circuit board (PCB) for higher off-chip clock speeds will be a hybrid carrier which combines electrical and optical circuitry to elude the interconnections bottleneck. This paper will introduce two suitable technologies to generate multimode waveguides on standard base materials like FR4. More relaxed requirements are advantageous considering the tolerances of board and surface mounting. It should be mentioned that all essential manufacturing steps of technology number two are realized by using standard PCB processes.
INTRODUCTION Different methods enable the generation of optical waveguides. Low losses for these have been reported.1,2 But each technology has also its weak points. Specific examples are the many process steps at reactive ion etched waveguides or the size-limitations of the stamping tool at hot embossed structures. Up to now there doesn’t exist an economical solution to integrate polymeric light guides in conventional printed wiring boards. That encouraged us to add our contributions which are based on low cost solutions. The basic idea behind our optical waveguide concept is that channels or tubs are realized with comparatively rough surface – far from optical smoothness. A thin polymeric coat compensates widely the unevenness. Following a short outline of the used processing sequences should be given. We’ve selected a commercially available negative acting, epoxy based resist especially designed for thick applications at variant
number one. The resist layer with a thickness of 100 µm respectively is deposited by spin coating. Patterning is achieved using standard photolithographic process. A coating with a thin transparent polymeric layer compensates remaining surface roughness of the resist. Afterwards the created grooves with a channel width of 250 µm are filled with polymer of higher index. The planar surface of the resist layer with the buried waveguides allows the formation of a further electrical layer onto the optical one. The main focus of the second variant lies on the copper layer. Etched grooves in copper show the typical tub-shape representing the channels for the light waveguides. These grooves then were covered with a cladding material of lower refractive index and filled with a higher index material similar to variant one. Finally an upper cladding seals off the optical waveguides.
DESCRIPTION OF THE LITHOGRAPHIC VARIANT
The SU-8-50 is a negative acting epoxy based resist system. Thicknesses from couple of tens up to hundreds of micrometers are achievable during one spin-coating step. Its appropriate mechanical and thermal performance combined with an outstanding aspect ratio of more than 10 makes it attractive for microelectro-mechanical applications.3
A simplified processing flow is depicted in figure 1. Why did we decided on an additional processing step like shown in figure 1a? The main task of the intermediate film is the partly assimilation of thermal induced tensions and the widely avoidance of the UV-light backscattering under exposure.
30

Beiträge aus der Forschungstätigkeit
Figure 1a-e: Lithographic waveguide fabrication process
a) adding of an intermediate layer b) lithographic resist patterning c) varnishing of grooves d) filling of grooves with higher index
polymeric material e) covering with upper cladding material
Now, the PCB-specimens can be coated by the resist. The subsequent pre-exposure bake at 95 °C serves to remove solvent from the resist film. Exposure to UV-light is the prerequisite for the crosslinking reaction. The exposed areas contain a photoacid which acts as a catalyst.4 The exposure step was performed in contact at typical light intensities in the range of 300 mJ/cm2. The main part of crosslinking takes places during the so-called post-exposure bake in the presence of the above mentioned catalysts. A negative image of the mask can be formed by the SU-8 developer. The exposed and crosslinked areas of the resist are insoluble in organic solvents (compare figure 1b). The polymerization continues at the subsequent hardbake. A rise of the resist’s glass transition temperature follows from that. Channel Filling First of all, we turn our attention to the selection of a suitable material combination. The polymer has to be robust enough to prevent a damage during the soldering process. This
a)
b)
c)
d)
e)
demand becomes more critical with the settled prohibition of lead containing solders. The melting point of the new solder alloys amounts approximately 35°C above the conventional one. Other desired features are a low optical absorption, a good adhesion and a high environmental stability. Table 1 shows some material properties of three selected transparent polymers of high thermal stability which we have checked for use as cladding material. The acronym TOPAS stands for Thermoplastic Olefin-Polymer of Amorphous Structure. That material was dissolved in a suitable solvent, aiming for a comparatively low cinematic viscosity. An homogeneous film remains after evaporation of the volatile parts. A proper compensation for the uneveness of the resist’s sidewalls could be achieved at only a few microns thick cladding films. The other mentioned polymer types in table 1 are a high thermo-stable polycarbonate (APECHT)and a polymethylmethacrylate with an imide-ring (PMMI). The channels were filled up by “stencil printing”. The patterned resist layer together with the cladding-coat, is meant with the term stencil.
TOPAS
6017 APECHT
9371 PMMI 8817
refractive index
1.53
1.56
1.53
transmission
[%]
92
90
90
coeff. of therm. expansion
[ppm / K]
60
70
45
glass transition temperature
[°C]
180
205
172
water uptake
[%]
→ 0
0.4
→ 0
Table 1: Properties of selected transparent polymers 5-7
The NOA81, an optical adhesive with refractive index of 1.56, has been selected for the waveguide layer. It cures under UV light to a tough, but not brittle polymer. It should be
31

Beiträge aus der Forschungstätigkeit
mentioned that a higher thermal stability would be desirable. A top cladding was realized by dipping the concerned area of the printed wiring board into a low viscous, lower index polymer reservoir. Test Pattern Different structures have been designed for the test masks. Bent Channels with curvatures between 1 and 8 mm as well as arrays of straight lines (width: 100 up to 250 µm) cover the main part, completed by 45° mirror walls and cascaded Y-branchings. The test vehicle also contains waveguide crosses at 45°, 70° and 90° - which is unthinkable in electrical wiring design. Figure 2 shows such a section.8 Figure 2: Crossed channels SU-8 Based Waveguides The relative high index of refraction of the resist (nSU-8 = 1.67)9 together with a sufficient transparency makes the resist itself attractive for use as waveguide core material. The interlayer between the copper surface and the striped waveguides is designed as lower cladding layer. This technology reduces the number of needed processing steps.
Figure 3: Waveguide
bifurcation (SU-8 resist)
WAVEGUIDE-IN-COPPER TECHNOLOGY
The waveguide-in-copper technology enables the integration of optical waveguides in printed wiring boards with low effort through use of standard PCB manufacturing steps. Tubs are generated into the copper-layer during a single etching step. Base material with a thick copper cladding (210 µm) on both sides is just right. An etch speed of 2...3 times in the depth in comparison to the side etch rate gives a cross section as illustrated in figure 4. Now, the alkali
soluble photoresist will be removed in a stripping solution.
32
Figure 4: Etched channel
Roughness Compensation The copper surface is far from optical flatness. There are differences in altitude up to 15 µm. But its possible to smooth this rough surface by a polymeric overcoat (see figure 5). A significant decrease of roughness was observed with a laser scan profiler (Rhodenstock). In addition, its advisable to use a suitable transparent material which can be utilized as lower cladding.
Figure 5: Partly coated copper tub
Shape of the Waveguide Core The copper grooves are filled up in the same manner like shown in variant number one.
Figure 6: Cross section
Figure 6 presents one of our first specimen. The result is anything but satisfactory. Due to

Beiträge aus der Forschungstätigkeit
the mismatch of mode structures (coupling to a crescent shape waveguide) laser light will easily be lost. So next steps are focused on improvement of the cross section. That means, a semi-circular shape would better meet the coupling requirements.
CONCLUSION
Novel concepts of printed wiring boards enlarged by an optical layer are presented. The variant number two is entirely compatible with conventional PCB manufacturing process. The first characterizations encouraged us to pursue the presented technologies. We checked the guiding of light through the waveguides inside of the resist and the copper layer. Losses measurements will be carried out after further improvement of quality. The most important point for the waveguide-in-copper grooves lies on the mentioned change of the cross section.
ACKNOWLEDGMENT
The authors would like to thank Andreas Jahn at the department of Semiconductor and Microsystems Technology for carrying out the lithographic steps We express our gratitude to Fraunhofer-Institut for Reliability and Microintegration (FhG IZM) for the permission to use and publish the material combination TOPAS – NOA. The presented concept of the waveguide-in-copper technology we worked on is part of a R&D contract between FhG IZM and TUD. Lastly, our thanks to the suppliers of the utilized polymeric materials (TICONA GmbH: TOPAS; Bayer AG: APECHT) and the PCB base materials (ISOLA AG: UNIVER).
REFERENCES
1. Bristow, J. et al, “Progress and Status of Guided Wave Optical Interconnect Technology”, Proc., SPIE, Optical Interconnect II, Vol. 1849, 1993, pp. 1626 –1627.
2. Fischer, D. et al, “Multimode Polymeric Waveguide Devices Fabricated by Two-Component Injection Moulding”, Electr. Lett., Vol. 33, No. 19 (1997), pp. 4-10.
3. Shaw, J. M. et al, “Negative Photoresists for Optical Lithography”, IBM R&D, Vol. 41, (1995), pp. 81-94.
4. MicroChem, “SU-8 Mechanism”, HYPERLINK http://www.microchem.com/su8_detail1.cfm?ID=20
5. Ticona AG, “TOPAS( (COC),” product pamphlet, 1999.
6. Zahradnik, F., Hochtemperatur-Thermoplaste, VDI-Verlag (Düsseldorf, 1993), pp. 75-89 & pp. 158-170.
7. Röhm GmbH, “Pleximid - Eigenschaften und Verarbeitung”, product pamphlet.
8. Schmieder, K., Wolter, K.-J., Electro-Optical Printed Circuit Board (EOPCB), Proc. 50th Electronic Components and Technology Conf., Las Vegas, Nevada, May 2000, CD-ROM; ISBN 0569-5503.
9. Micro Resist Technology, “NanoSU-8 Resist”, HYPERLINK http://www.snafu.de/~microresist/SU-8_en.htm
AUTHORS
Kai Schmieder received the M.Sc. degree in electrical engineering from Technical University of Dresden, in 1996. He is presently pursuing the Ph.D. degree in the same subject. His primary interest is the integration of optical waveguides in PCBs.
Electronics Technology Lab., Dresden UT, D-01062 Dresden, Germany e-mail: [email protected]
Klaus-Jürgen Wolter was Professor for Procedure Technology of Electronics with the Institute of Electronics Technology in 1992. He is involved with packaging techniques.
e-mail: [email protected]
Detlef Krabe received the Ph.D. degree from the Humboldt-University, Berlin. He joined the Fraunhofer Institute for Reliability and Microintegration (IZM), Berlin in 1997 where he is Head of the group “Optoelectronic Interconnection Technology”.
e-mail: [email protected] Wolfgang Scheel was Professor for Electronics Technology with the Faculty of Electronics in 1979. Since 1992, he has been Head of the Training Center for Interconnection Technologies (ZVE) in Oberpfaffenhofen. He joined the Fraunhofer Institute IZM, Berlin in 1994 where he is Head of the Department “Reliability of Electronic Components and Interconnection Technology”.
e-mail: [email protected]
Sergiusz Patela received the Ph.D. degree from the technical University of Wroclaw, Poland, in 1985. He has been adjunct professor at the Institute of Microsystems Technology, Wroclaw UT. His research interest lies on technology and measurements of nonlinear integrated optic structures.
e-mail: [email protected]
33

Zentrum für mikrotechnische Produktion - ZµP
7 Zentrum für mikrotechnische Produktion - ZµP
Leiter: Prof. Dr.-Ing.habil. Wilfried Sauer
Stellvertreter: Prof.Dr.-Ing.habil. Klaus-Jürgen Wolter
Wissenschaftlicher Koordinator: Dr.-Ing. Thomas Zerna
Telefon: 03 51 / 4 63 32 74 | 2079 Fax: 03 51 / 4 63 70 69 e-Mail: [email protected]
www: http://www.mikrotechnische-produktion.de/zmp/
Adresse: TU Dresden Zentrum für mikrotechnische Produktion c/o Institut für Elektronik-Technologie 01062 Dresden
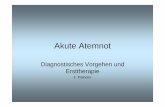
Das Zentrum für mikrotechnische Produktion hat gemeinsam mit inzwischen vier anderen Transferzentren in Berlin, Erlangen, Karlsruhe und Izehoe in bisher sechsjähriger Arbeit ein Erfahrungs- und Kompetenzniveau sowohl zu fachlichen Inhalten als auch zum „Know-How über den Transfer“ erreicht, das Verbundprojekten unter dem Schirm „Mikrotechnische Produktion“ einen effektiven und effizienten Anlauf in den Bereichen Öffentlichkeitsarbeit und Transferaktivitäten ermöglicht. Besonders die in den bisherigen Aktivitäten aufgebaute Marketing-Kompetenz ermöglicht dem Netzwerk die wirkungsvolle Umsetzung der Transfermaßnahmen. Dieser wichtige Vorteil gegenüber neu aufzubauenden Transferaktivitäten innerhalb neuer Verbundkonsortien umfasst dabei sowohl die fachlichen Inhalte wie auch das Vorhandensein strategischen Wissens um den schnellen, zielorientierten Ergebnistransfer. Durch Erschließung neuer Formen und Methoden des Transfers und der Öffentlichkeitsarbeit sowie durch Einbeziehung aller Projekte zur „Mikrotechnischen Produktion“ wird eine absolut größere Breitenwirksamkeit schnell und bereits mit einem „Markenzeichen“ versehen und damit bereits mit einem nicht unerheblichen Bekanntheitsgrad erreicht und umgesetzt. Das gemeinsam zwischen Industrieunternehmen, Forschungsinstituten und Hochschuleinrichtungen im Rahmenkonzept „Produktion 2000“ entwickelte und in der VA-Phase weiter qualifizierte Transferkonzept (siehe Abb.) wird für alle unter dem Schirm versammelten Verbundprojekte mit Leben erfüllt.
34

Zentrum für mikrotechnische Produktion - ZµP
Groß-industrieGroß-
industrieHuman
RessourcesHuman
Ressources
BildungsstättenTransferstellen
BildungsstättenTransferstellen
KMUKMU
Know-HowTransfer
Know-HowTransfer
Technologie- u.Prozeß-EntwicklungTechnologie- u.
Prozeß-Entwicklung
Aus- und Weiterbildung
Aus- und Weiterbildung
QualifizierteMitarbeiter
QualifizierteMitarbeiter
QualifizierteMitarbeiter
QualifizierteMitarbeiter
Know-HowTransfer
Know-HowTransfer
Know-HowTransfer
Know-HowTransfer
Verfahrens- u.Produkt-Entwicklung
Verfahrens- u.Produkt-Entwicklung
Verfahrens- u.Produkt-Entwicklung
Verfahrens- u.Produkt-Entwicklung
GewerblicheAusbildung
GewerblicheAusbildung
Abb.: Transferkonzept
Durch einen erfolgreichen Know-How- und Ergebnistransfer entsprechend dieses Konzeptes werden gemäß dem Ziel des Förderers „... eine breite Anwendung von Forschungsergebnissen in kleinen und mittleren Unternehmen ... unterstützt und deren Fähigkeit zur Zusammenarbeit in Unternehmensnetzen erhöht“ sowie „... Anstöße zur Anpassung der beruflichen Aus- und Weiterbildung an zukünftige Anforderungen an die Fachkräfte im Industrieunternehmen gegeben.“ Neben der direkten Wirksamkeit der Transferzentren für die geförderten Verbundprojekte wirkt jede der Einrichtungen durch die enge Anbindung an die jeweilige Träger-Institution auch unterstützend für diese. Im Falle des ZµP manifestierte sich dieser Umstand in der Übernahme des Zentrums als zentrale wissenschaftliche Einrichtung der Fakultät Elektrotechnik der TU Dresden im März 1999.
35

Wissenschaftliche Veröffentlichungen und Vorträge
36
8 Weitere Aktivitäten 8.1 Wissenschaftliche Veröffentlichungen und Vorträge Bauer, R.; Dziedzic, A. ; Golonka, L.: Investigation for Miniaturization of Thick Film Resistors by Application of a Postpatterning Thick Film System IMAPS-Europe 2000, Prague, 18-20. June 2000 Bauer, R.; Strickert, V.: Integrated Liquid Cooling System for the Thermal Management in LTCC Multilayer 5th Pan Pacific Microelectronics Symposium, January 2000, Maui Becker, R.; Bauer, R.; Hamann, R., Weckend, F., Zorn, H.: An Image Scanning Photo Camera and Its Application in the Flexicon Scanflex Equipment for the Production of Electronic Construction Units Mechatronics 2000, Warschawa, 21.-23. September 2000 Detert, M.; Herzog, Th.; Wolter, K.-J. ; Zerna,Th.: Screen Printing, Placement And Joining Technologies with Lead-free Joining Materials ECTC 2000 in Las Vegas 21. – 24. Mai Detert, M.; Herzog, T.; Wolter, K.-J; Zerna, T.: Joining Technologies with Lead-free Connecting Materials SMT 2000 in Nürnberg, 27. – 29. Juni, Herenz, A.; Daniel, D.; Kühn, H.: Zerstörungsfreie Inspektion mittels Ultraschall- und Röntgenmikroskopie zur Detektion von Schädigungen durch thermischen Stress EITI- Fachtagung Thermisches Design, TU-Dresden, 10.02.2000 Herenz, A. ; Daniel, D.; Wolter, K.-J.: Röntgen- und Ultraschallmikroskopie zur Qualitätsbewertung in der Baugruppentechnologie SMT&Hybrid Nürnberg Herenz, A.; Daniel,D.: 3D-Ultrasonicmicroscopie for the Insprction in the Electronics Proceedings 23. ISSE, Mai 2000, Ungarn Herzog, Th.; Wolter, K.-J.; Zerna, Th.: Reliability of lead free solder joints on manufacturing conditions SMTA International in Chicago 24. – 28. September Illyefalvi-Vitez,Zs.; Drozd, Z.; Golonka, L. J.; Kikineshi, A., Kosec, M.; Mach, P.; Nicolocs, J.; Sauer, W.; Shoikova, E.; Svasta, P.: International Local Network of Electronics Packaging Education Proceedings 23. ISSE, Mai 2000, Ungarn Kaiser, G.; Oppermann, M.; Wohlrabe, H.:

Wissenschaftliche Veröffentlichungen und Vorträge,
„Einsparungspotenziale bei Qualitätskosten“, Vortrag und Proceedings im Rahmen des 7. µTP Workshops „ELPROMA – Elektronikproduktion im Umfeld des Maschinenbaus, 05. April 2000 in Erlangen. Leonescu, D.; Svasta, P; Bauer, R.; Sauer, W.: SPICE Simulation of a Thermoelectric Module Proceedings 23. ISSE, Mai 2000, Ungarn Oppermann, M.; Kaiser, G.; Sauer, W.; Schippl, M.; Wohlrabe, H.: „Optimization of Manufacturing and Test Process Arrangements with New Quality Cost Models and Focus to SPC“, Vortrag und Proceedings im der „SMT ES&S Hybrid – Messe und Kongress“, 27.-29. Juni 2000 in Nürnberg Oppermann, M.; Kaiser, G.; Sauer, W.; Wohlrabe, H.: „Quality Cost Models and the Method Statistical Process Control“, Vortrag und Proceedings im Rahmen der „SMTA International“, 24.-28.09.2000 in Chicago Paproth,A; Wolter, K.-J..: Model of Process Capability of Solder Paste Printing Poster und Paper auf der ISSE 2000 in Balatonfüred/Ungarn im Mai 2000 Patela, S.; Wozniczka, G.; Smolen, R.; Lokiec, T.; Schmieder, K.; Wrobel, M.; Wiesztort, R.: Optical interconnection possibilities for printed circuit boards: selected problems. Proceedings of the 23rd International Spring Seminar on Electronics Technology (ISSE’2000). Balatonfuered (Hungary), May, 2000. pp. 461-464. Petricova, A.; Urbancik, J.; Bauer, R. u.a. Methane Sensor Based on Organometallic Thick Film 23th International Spring Seminar on Electronics Technology, ISSE 2000, Balatonfüred, May 2000 Rebenklau, L.; Wolter, K.-J.; Bauer, R.: „Technologische und werkstofftechnische Aspekte bei der Herstellung von mikrotechnischen Baugruppen mit der LTCC - Multilayer - Technologie“ Symposium: „LTCC-Module: Eine neue Integrationsstufe in der Elektronik und Sensorik“ 24./25. Januar 2000 in Dresden am Fraunhofer IKTS Veranstaltet durch den Gemeinschaftsausschuss Hochleistungskeramik der Deutschen Keramischen Gesellschaft e.V. (DKG) Rebenklau,L; Wolter, K.-J.; Howitz, S.: “Realization of Hybrid Microfluidic Systems Using Standard LTCC Process” 50. „Electronic Components and Technology Conference“ 21.-24. Mai 2000 Las Vegas Rebenklau,L; Wolter, K.-J.; Howitz, S.: Realization of microfluidic modules using LTCC XXIV INTERNATIONAL CONFERENCE IMAPS - POLAND 2000 Rytro, 25 - 29 September 2000 Sauer, W.; Oppermann, M; Wohlrabe, H.: „How to get Cost-optimal Decisions about Test Strategies in Electronics Production“, Poster und Proceedings im Rahmen der 23. ISSE, Mai 2000 in Ungarn. Sauer, W.; Becker, R.; Zerna, T.:
37

Wissenschaftliche Veröffentlichungen und Vorträge
38
The "Center of Microtechnical Manufacturing" (CMM) an ist fundamentals for production in electronic technologies an ist contributions for mechatronics International Conference MECHTRONICS 2000, 21. - 23. September 2000, Warschau Sauer, W.; Wolter, K.-J.; Bauer, R.: Project Electronics Technology - A New Lecture for All Students of Electrical Engeneering at Dresden University of Technology Proceedings 23. ISSE, Mai 2000, Ungarn Schmieder, K.; Wolter, K.-J.: Passive optische Komponenten für die Datenübertragung in der Sensorik. In G. Gerlach (Hrsg): Forschungsergebnisse des Graduiertenkollegs, w.e.b., 2000, S. 185 – 199. Schmieder, K., Wolter, K.-J.: Electro-optical printed circuit board (EOPCB), Proc. 50th Electronic Components and Technology Conf., Las Vegas, N.V. (USA), May 2000, CD-ROM; ISBN 0569-5503. Schmieder, K.; Wolter, K.-J; Jahn, A.: Generation of optical waveguides on PCBs using printed wiring board Technologies. Proc. of the Optoelectronics Workshop. Dresden, July 2000. Schmieder, K.; Wolter, K.-J.; Krabe, D.; Scheel, W.; Patela, S.: Efficient technologies for board-level optical interconnections. Proceedings of the International Conference on Plastic Optical Fibers (POF’2000). Cambridge, M.A. (USA), September 2000. pp. ..... Schmieder, K.; Wolter, K.-J.; Krabe, D.; Scheel, W.; Patela, S.: Effiziente Herstellungs-technologien für optische Wellenleiter auf Leiterplatten. 9. Treffen der ITG-FG 5.4.1 – Optische Polymerfasern, Posterpräsentation. Potsdam, Oktober 2000. Schmieder, K.; Wolter, K.-J.; Krabe, D.; Scheel, W.; Patela, S.: Low-Cost-Technologies for Board-Level Optical Interconnections 2. Szkoly Fotoniki i Mikrosystemow, Szklarska Poreba, Polen, Oktober 2000. Schmieder, K.: Effiziente Technologien für optische Verbindungen auf der Leiter-platte Präsentationsvortrag bei TEMIC, Nürnberg, November 2000. Schmieder, K.: “Optische Verbindungen auf der Leiterplatte“. Präsentationsvortrag bei Siemens AG, Berlin, Dezember 2000. Slosarcik, S.; Bauer, R.; Bansky, J.; Kalita, W.; Kokula, R.; Modransky, M.: Sensors Structures Based on LTCC Ceramics 4th International Symposium on Microelectronics Technology and Microsystems, Zwickau, 26./27.10.2000 Weigert, G.; Werner, S.; Hampel, D.: ROSI – Ein Programmsystem zur Simulation und Optimierung von Fertigungsprozessen

Wissenschaftliche Veröffentlichungen und Vorträge,
9. ASIM-Fachtagung Berlin, März 2000 Tagungsband S. 463-472 ISBN 3-8167-5537-2 Weigert, G.; Werner, S.; Hampel, D.; Heinrich, H.; Sauer, W.: Multi Objective Decision Making - Solutions for the Optimization of Manufacturing Processes FAIM 2000 (International Conference on Flexible Automation and Intelligent Manufacturing) University of Maryland at Collage Park, Collage Park, Maryland, USA, June 26-28, 2000. Proceedings, Vol. 1, p. 487-496 ISBN 0-9701053-0-4 Wohlrabe, H.: Bestimmung der Qualitätsfähigkeit in der Baugruppenfertigung am Beispiel des automatischen Bestückens Aufbau- und Verbindungstechnik, Heft Oktober 2000 Wohlrabe, H: Maschinen- und Prozessfähigkeit von Bestückungsausrüstungen der SMT Verlag Dr. Markus A. Detert, 2000 Wolter, K.-J.; Rebenklau, L. “Realization of Microfluidic Devices using LTCC” 3rd International Conference on Next Generation of Microelectronic Systems Packaging Education and Research Atlanta, Georgia, March 8-10, 2000 Wozniczka, G.; Wrobel, M.; Schmieder, K.; Patela, S.: Fabrication of optical waveguides with large cross section. Proc. of the Optoelectronics Workshop. Dresden, July 2000.
39

Wissenschaftliche Veranstaltungen am Institut
8.2 Wissenschaftliche Veranstaltungen am Institut Abschlussworkshop des von der Stiftung Industrieforschung geförderten Forschungsprojektes "Optimierung von Fertigungsverfahren der Elektronik-Technologie durch evolutionstheoretische Methoden" am 28.03.2000 Auf dieser Veranstaltung wurde ein Überblick über die während der mehr als zweijährigen Projektlaufzeit durchgeführten Arbeiten gegeben und die am Institut sowie bei den Industriepartnern realisierten und noch geplanten Anwendungen der "evolutionären" Optimierung" vorgestellt und diskutiert. Es wurden folgende Vorträge gehalten: • Projektstand und erreichte Ergebnisse
Dipl.-Ing. G. Hagen, IET • Anwendung des evolutionären Optimierungsverfahrens beim Schablonendruck
Dr.-Ing. M. Detert, Stöllger Elektronik GmbH, Berlin • Anwendung des evolutionären Optimierungsverfahrens bei der Lotpastenentwicklung
Dipl.-Ing. T. Fritzsch, Forschungsinstitut für Nichteisenmetalle Freiberg GmbH • Anwendung des evolutionären Optimierungsverfahrens bei der vergleichenden Bewertung von
Lotpasten Dipl.-Ing. A. Paproth, IET
• Anwendbarkeit des evolutionären Optimierungsverfahrens aus der Sicht eines KMU Dipl.-Ing. F. Hattenhauer, TQ-Systems gmbH, Seefeld
• Prozessoptimierung bei der Flip-Chip-Kontaktierung Dr.-Ing. H.-P. Monser, Mühlbauer AG, ASEM Präzisionsautomaten GmbH, Dresden
• Weiterentwicklung der verwendeten evolutionären Algorithmen im Rahmen einer mathematischen Diplomarbeit E. Pfaffenberger, TU Dresden, Institut für numerische Mathematik
• Ausblick Dipl.-Ing. A. Katzung, IET
8. Workshop Mikrotechnische Produktion "Aufbaukonzepte und Technologien für hochintegrierte Elektronikbaugruppen" Am 5.10.2000 fand der 8. Workshop Mikrotechnische Produktion, ausgerichtet vom Zentrum für Mikrotechnische Produktion statt. Es nahmen ca. 60 Besucher teil. Folgende Vorträge wurden gehalten: • Verbundprojekte und Ergebnistransfer im Forschungsfeld "Mikrotechnische Produktion" ab 1995
Herr S.Liese, Projektträgerschaft Produktion und Fertigungstechnologien Karlsruhe • Oberflächenbehandlung in der Elektroniktechnologie
Herr Prof. K.Wolter, TU Dresden • Grundlagenuntersuchungen zur Reinigung von Lötoberflächen mittels Plasmabehandlung
Herr Dr. M.Nowottnick, FhG IZM Berlin • Verfahrensentwicklung und -optimierung des plasmagestützten Reflowlötens
Herr T.Herzog, TU Dresden
40

Wissenschaftliche Veranstaltungen am Institut
• Testboardentwicklung und Zuverlässigkeitstests im Projekt PLASLÖT
Herr Dr. G.Schubert, SMT & Hybrid GmbH Weißig • Charakterisierung plasmabehandelter Oberflächen vor und nach dem Reflowlötprozess
Herr Dr. R.Deltschew, IOM e.V. Leipzig • Zukünftige HDI-Leiterplatten mit Feinstleiterzügen und Mehrfachmikrovialagen
Herr R.Kohler, Multek Europe GmbH Böblingen • High-Density-Interconnection - Demonstratorkonzept für die Montagetechnik mittelformatiger
Flachbaugruppen Herr M.Jeremias, EADS Deutschland GmbH Ulm
• Konzepte zur Zuverlässigkeitsbewertung von HDI-Baugruppen Herr Dr. R.Luchs, Temic GmbH Nürnberg
Im Rahmen des 8. Workshops fand die Abschlusspräsentation des Projektes "Verfahrens- und Anlagenentwicklung zum plasmagestützten Reflowlöten elektronischer Baugruppen" statt. Der Projektbericht erschien im der Themenreihe "Elektronik-Technologie in Forschung und Praxis", die von Herrn Professor Sauer und Herrn Professor Wolter herausgegeben wird.
Herr Professor Wolter während seines Vortrags zum 8. Workshop Mikrotechnische Produktion
41

Wissenschaftliche Veranstaltungen am Institut
Festveranstaltung zum 10jährigen Bestehen des Instituts für Elektronik-Technologie am 6. Oktober 2000 Im Jahre 1990 wurde mit der Neustrukturierung der Fakultät Elektrotechnik an der Technischen Universität Dresden auch das Institut für Elektronik-Technologie gegründet. Aufbauend auf einer guten Tradition in Lehre und Forschung zur Prozess- und Baugruppentechnologie entwickelten sich die Kontakte und Kooperationen mit der Industrie und den Universitäten sowohl national als auch international in den letzten zehn Jahren stürmisch und erfolgreich. Aus Anlass dieses Jahrestages fand am Freitag, dem 6. Oktober 2000 eine Festveranstaltung mit wissenschaftlichem Vortragsprogramm statt. Es sprachen Prof. W. Sauer, Institut für Elektronik-Technologie; Prof. K-H. Gonschorek, Dekan der Fakultät Elektrotechnik der TU Dresden; Dr. B.Diegner ZVEI e.V. Frankfurt/M.; Prof. H.Reichl, FhG IZM Berlin; Prof. J.Nicolics, TU Wien, Österreich; Prof. J.Kivilahti, TU Helsinki, Finnland; Prof. Z.Illyefalvi-Vitez, TU Budapest, Ungarn; Prof. P.Svasta, TU Bukarest, Rumänien; Prof. B.Licznerski, TU Wroclaw, Polen; Prof. J.Morris, SUNY Binghamton, USA. Am Vorabend wurde das 10jährige Bestehen mit einem festlichen Empfang mit Mitarbeitern, Partnern und Freunden des Instituts begangen.
Herr Schubert SMT & Hybrid GmbH gratuliert dem IET zum 10-jährigen Bestehen
42

Wissenschaftliche Veranstaltungen am Institut
Herr Professor Gonschorek, Dekan der Fakultät Elektrotechnik, während seines Festvortrags zum 10-jährigen Bestehen des IET Veranstaltungen des Sächsischen Arbeitskreises Elektronik-Technologie (VDE/VDI) 23. Treffen am 16.03.2000 Fraunhofer Institut für Zerstörungsfreie Prüfverfahren EADQ Dresden Zerstörungsfreie Prüfung elektronischer Baugruppen und Werkstoffcharakterisierung 24. Treffen am 15.06.2000 KSG Leiterplatten GmbH Gornsdorf Neue Herausforderungen an die Leiterplattentechnik 25. Treffen am 14.09.2000 COOPER TOOLS GmbH Besigheim (Das Treffen fand in Burgstädt statt) Reparaturtechnik in der Elektronikfertigung 26. Treffen am 30.11.2000 Stöllger Elektronik GmbH Berlin Verarbeitung flexibler Leiterplatten
43

Labors und Beratungsleistungen
8.3 Labors und Beratungsleistungen Nachfolgend finden Sie eine Auflistung der am Institut für Elektronik-Technologie etablierten Labors und der dort verfügbaren Geräte und Anlagen sowie der Themenschwerpunkte, zu denen Wissenschaftler des IET Sie kompetent beraten können. Bitte wenden Sie sich direkt an die jeweils genannten Ansprechpartner. Labors SMT-Labor Verfahrens- und Prozesstechnologie in der Elektronikfertigung, Messungen und Untersuchungen zum Schablonendruck, zur Fine-Pitch-und Flip-Chip-Bestückung, verschiedene Lötverfahren, Montage von SMD-Baugruppen und -ausrüstungen. Diagnoselabor Zerstörungsfreie Prüfung von Baugruppen und Bauelementen durch Ultraschallmikroskopie sowie Röntgeninspektion mit feinfokussierbarer Durchstrahlröntgenanlage. Dickschicht-Hybrid-Labor Entwicklung und Fertigung von Hybrid-, Sensor und Aktuatorbaugruppen sowie Multichipmodulen in Dickschicht-und LTCC-Multilayer-Technik einschließlich der Montage von SMD und Nacktchip. Bildverarbeitungslabor Bildaufnahme, -verarbeitung und -auswertung und deren Anwendung für die automatische visuelle Inspektion in der Elektronikfertigung. Entwurfs- und Simulationslabor Leiterplattenentwurf, FEM-Simulation und Simulation und Optimierung von Fertigungsprozessen. Das Labor ist mit hochwertigen Bildschirmarbeitsplätzen ausgestattet. Laserlabor Lasermaterialbearbeitung, Bearbeitung von Keramiksubstraten und Metallfolien, sowie Laserlöten und Laserwiderstandsabgleich. Beratung von KMU zur Laseranwendung. Leiterplattenlabor Leiterplattentechnik; Applikationen auf den Gebieten der Mehrlagen-Leiterplatten, SMD-bestückbarer Boards und Metallschablonen.
44

Labors und Beratungsleistungen
Prüflabor Elektrische Prüfung von be- und unbestückten Verdrahtungsträgern mit Baugruppentester und Flying Probe. Beratungsleistungen Ultraschallmikroskopie Ausrüstung: Ultraschallmikroskop SONOSCAN D 6000 auswechselbare Transducer mit folgenden Frequenzen und lateralen Auflösungen: 10 MHz 250 µm 15 MHz 175 µm 20 MHz 125 µm 30 MHz 75 µm 100 MHz 25 µm 230 MHz 10 µm Eindringtiefe frequenz- und materialabhängig bis zu mehreren Millimetern frei wählbare schichtweise Abrasterung des Inneren der Probe (C-Scan, Q-BAM, THRU-Scan) 3D - Darstellung möglich Koppelmedium: deionisiertes Wasser Leistungen: zerstörungsfreie Inspektion von Musterserien und Stichproben von gehäusten Bauelementen und Baugruppen sowie Leiterplatten schichtweise Detektion nach Fehlern, wie Delaminationen, Gaseinschlüssen und Rissen insbesondere Laminaten und großflächigen Verklebungen (z.B. Heatsinks) Ultraschall-Scans als Datei oder Colorprints lieferbar Kontakt: Dipl.-Ing. Dietmar Daniel Tel: 0351 / 463 86 25 Fax: 0351 / 463 60 78 oder / 463 70 69 E-Mail: [email protected] Röntgenmikroskopie Ausrüstung: Röntgenmikroskop FXS 160/32 feinfocus Beschleunigungsspannung 10 ... 160 kV Strahlstrom 5 ... 60 µA Wolframanode Durchstrahlung bis 26 mm Stahläquivalent Fokusdurchmesser minimal 5 µm Geometrische Direktvergrößerung 3,4 ... 290-fach
45

Labors und Beratungsleistungen
Probenmanipulation [mm] X: 460, Y: 610, Z: 155 Digitales Bildformat 512 x 512 Pixel, 256 Graustufen Probenabmessung für bildfüllende Abbildung [mm] 1,5 x1,0 ... 70 x 47 Leistungen: zerstörungsfreie Inspektion von Bauelementen und Baugruppen besonders mit kontrastierenden Materialien (Lotwerkstoffe, Metallisierungen) Analyse bestimmter Fehlerbilder und Erstellung von Bildauswertealgorithmen für spezielle Problemstellungen zerstörungsfreie Inspektion von Musterserien aus der Entwicklung und der Produktion Bilder als Datei oder s/w-Prints lieferbar Kontakt: Dipl.-Ing. Dietmar Daniel Tel: 0351 / 463 86 25 Fax: 0351 / 463 60 78 oder / 463 70 69 E-Mail: [email protected] Laserbearbeitung Ausrüstung: CO2-Materialbearbeitungslaser BLS 120 (Carl Baasel Lasertechnik GmbH). Anlage mit NC gesteuertem X-, Y- Tisch zur Bearbeitung von gesinterten bzw. ungesinterten Keramiken, Kunststoffen und dünnen Metallfolien. Online-Kopplung zum Personalcomputer. Laser-Widerstandstrimmanlage BLS 610 (Carl Baasel Lasertechnik GmbH). Automatisch arbeitende Laser-Widerstandstrimmanlage zum Messen, Trimmen und Funktionsabgleich von Dickschicht-Hybrid-Schaltungen mit zwei verfahrbaren Nadeln zur Widerstandskontaktierung in Vierdrahtmesstechnik und einem Zweikoordinatentisch. Laser-Widerstandstrimmanlage BOC 102 (BOC Industrial Power Beams). Manuell bedienbare Anlage mit steuerbarem X-,Y-Tisch zum Abgleich von Dickschicht-Widerständen, sowie für einfache Bohr- und Schneidarbeiten. Nd-YAG-Materialbearbeitungsanlage LSS (Carl Baasel Lasertechnik GmbH). Programmgesteuerte Laserbearbeitungsanlage mit Zweikoordinatentisch und zusätzlicher X-,Y-Galvanometer-Strahlablenkung. Laserlötanlage ILS 7210 (Vanzetti Systems, Inc.) Gestattet das programmgesteuerte Löten von SMT-Lötstellen. Ein interner Computer steuert die Positionierung des X-,Y-Tisches und die Funktionen des Lasers, sowie die Ausgabe von Protokollen. Schweißlaser LSW 4001 ist ein Komplettgerät mit dem alle geeigneten Metalle und Metall-Legierungen punktgeschweißt werden können. Hauptanwendungsgebiet ist das Punktschweißen von feinwerktechnischen Kleinteilen. Leistungen:
46

Labors und Beratungsleistungen
Bohren, Schneiden von Keramiken, Kunststoffen und Metallfolien Trimmen von Dickschichtwiderständen Funktionsabgleich Beschriften und Markieren verschiedener Materialien Laserlöten von SMT-Bauelementen Laserpunktschweißen von Kleinteilen Kontakt: Dipl.-Ing. Günther Jahne Tel: 0351 / 463 64 26 Fax: 0351 / 463 70 35 E-Mail: [email protected] Dickschicht-Hybridtechnik Labortechnische Ausstattung: Komplette Laborstrecke zur Fertigung von Baugruppen in Ein- und Mehrebenentechnologie Maskenherstellung - Fotoplotter (Gerber-Format) - Siebe mit Kapillaremulsion (Edelstahl- und Polyestergewebe, Standard/Fein) - Kupferschablonen (doppelseitig geätzt) - Edelstahlschablonen (lasergeschnitten) Lasertechnik - Bohren von Vias in Keramiksubstrate und Polymerfolien - Schneiden und Ritzen von Konturen zum Trennen der Nutzen - Widerstandsabgleich Siebdrucktechnik - Baccini A2 (manuell) - MPM – Typ SPM (halbautomatisch mit Vision System) Sintertechnik - Programmierbarer Muffelofen Linn (bis 1000°C, max. Substratgröße 120x150 mm²) - 8 Zonen-Durchlaufofen Watkins-Johnson (bis 1100°C, Gurtbreite 100 mm) Verwendete Materialsysteme: CERMET-Dickschichttechnik auf Al2O3-Keramiken (DuPont, Heraeus) Low Temperature Cofired Ceramic Technology – LTCC (DuPont, Heraeus) Polymerdickschichttechnik auf flexiblen organischen Trägern Leistungsangebot: Erprobung neuer Materialien und Entwicklung neuer Technologien Prototyping und Labormusterfertigung, Charakterisierung von Dickschicht-Komponenten und Schichtsystemen, Schulungen von Entwicklungs- und Fertigungspersonal in Laboren des Instituts. Kontakt: Dr.-Ing. P.Streubel, Dipl.-Ing. M.Luniak,
47

Labors und Beratungsleistungen
Dipl.-Ing. L.Rebenklau Tel.: (0351) 463 4476 / 2086 / 2478 Fax: (0351) 463 7035 Analyse und Simulation von Fertigungsprozessen Beratungsleistung: Analyse von Fertigungsprozessen optimale Gestaltung von Fertigungsabläufen, speziell in der Elektronikproduktion Einsatz von Simulationsmethoden für die Fertigungssteuerung Lehrgänge oder Praktikum zur Theorie und Anwendung von Simulationsmethoden Diskretes, ereignisorientiertes Simulationssystem ROSI (Eigenentwicklung) für die Simulation von Fertigungsabläufen in vernetzten flexiblen Fertigungssystemen Einsatzmöglichkeiten in Verbindung mit PPS-Systemen oder Systemen zur Werkstattsteuerung Programmiersprache C++ & TCL/TK Betriebssystemumgebung UNIX (HP-UX, SOLARIS, LINUX), MS-Windows (9x, NT, 2000) integrierte Reihenfolgeoptimierung prozessbegleitende Simulation möglich http://www.iet.et.tu-dresden.de/ROSI/ Kontakt: Dr.-Ing. Gerald Weigert Dipl.-Ing. Dirk Hampel Dipl.-Ing. Sebastian Werner Tel: 0351 / 463 6439 Fax: 0351 / 463 7069 E-Mail: [email protected] Prototyping und Reparatur von BG Ausrüstung: Ausrüstungen zur Herstellung und Reparatur von Baugruppen (zweiseitig bestückt) der Elektronik SMD-Bestückautomat UNIVERSAL GSM 1 Bestückautomat SIPLACE 80 F 4 IR-Reflow-Lötofen SEHO 4135 Vollkonvektions-Reflow-Lötofen SEHO 6340 IR-N2-Batchofen NGB 300 Dampfphasenlöteinrichtung IBL Vakuumlötanlage VT 6130, Fa. Kendro Siebdruck-Halbautomat MPM-SPM-AV SMD-Reparaturarbeitsplatz von Weller BGA-Bestück- und Reparaturplatz von Systems 2000 Kontakt:
48

Labors und Beratungsleistungen
Dr.-Ing. Heinz Wohlrabe Dr.-Ing. Thomas Zerna Dipl.-Ing. Martin Oppermann Dipl.-Ing. Michael Schaulin Tel: 0351 / 463 5479 Fax: 0351 / 463 7069 E-Mail: [email protected] Oberflächenanalyse Ausrüstung: 3D-Topographie-Meßplatz Rodenstock RM 600 (Laserprofilometer, besonders zum Ausmessung von Oberflächenstrukturen) Zwei-Koordinaten-Messmikroskop ZKM 01-250C (Carl Zeiss) Messmikroskop VMG 460 (Ausmessung von Leiterplatten u.ä.) Kontakt: Dr.-Ing. Heinz Wohlrabe Tel: 0351 / 463 5479 Fax: 0351 / 463 7069 E-Mail: [email protected] Prototyping von Leiterplatten und Drucksieben Ausrüstung: Ausrüstungen für die Leiterplatten- und Siebherstellung: PC gesteuerter Fräs-Bohrplotter Fa. Bungard CCD, max. Drehzahl 60.000U/min, Bohrdurchmesser 0.3-4mm Einseitenbürstmaschine, Fa. Bungard, oszillierende Bürstwalze Kleingalvanikanlage Compakta für Tentingtechnik, Fa. Bungard, max. Zuschnittgröße 300x400mm² Labordurchlaufsprühätze, Fa. Bungard, Ätzmedium: saures Kupfer-II-Chlorid, Strippküvette, Stripper Natriumhydroxid 2 Festresistlaminatoren (Hot rol), Fa. Bungard, 1. phot. Ätzresist 40µm, Breite 300mm, 2. phot. Lotstopp 65µm, Breite 400mm, Doppelseitenbelichtungsmaschine, Fa. Bungard EXP 2000, Lampenleistung max. 4000W UV- Strahler, Sprühentwicklungsmaschine, Fa. Bungard, Entwicklungsmedium: Natriumkarbonat Multilayerpresse MLP 20 Kontakt: Dr.-Ing. Gerald Hielscher Dipl.-Ing. Helga Hielscher Tel: 0351 / 463 6428
49

Labors und Beratungsleistungen
Fax: 0351 / 463 7035 E-Mail: [email protected] Plasmabehandlung Ausrüstung: Plasmareinigungs- und -aktivierungsanlage DREVA CLEAN 450 Rezipientengröße: 450 mm x 450 mm x 480 mm, HF-Leistung: max. 600 W, Druckbereich: 0,20 ... 0,50 mBar, Behandlungszeiten: 2 ...15 min (je nach Oberflächenbeschaffenheit), max. Probengröße: 260 mm x 300 mm, Gase: Luft, O2, Ar, CF4, Losgröße: max. 10 Substrate Leistungen: Reinigung bzw. Aktivierung von Bondkontaktoberflächen Plasmareinigung von Klebkontaktflächen von organischen Verunreinigungen (Cu, Au, etc.) Oberflächenaktivierung und anschließende Passivierung zum flussmittelfreien Reflowlöten an Festlotdepot-Substraten (Löten vor Ort möglich) Kontakt: Dipl.-Ing. Thomas Herzog Tel: 0351 / 463 20 86 Fax: 0351 / 463 70 35 E-Mail: [email protected]
50

Institutionelle und persönliche Mitgliedschaften, Teilnahme an Konferenzen, Messen und Ausstellungen
8.4 Institutionelle und persönliche Mitgliedschaften ASIM Arbeitsgemeinschaft Simulation in der Gesellschaft für Informatik
DHV Deutscher Hochschulverband
DVM Deutscher Verband für Materialforschung und -prüfung e. V.
DGQ Deutsche Gesellschaft für Qualität e. V.
EITI European Interconnect Technology Initiative
GMM VDE/VDI Gesellschaft für Mikroelektronik, Mikro- und Feinwerktechnik
IEEE-CPMT Institut of Electrical and Electronic Engineers-Components Packaging and Manufacturing Technology Society
IEEE-LEOS Institut of Electrical and Electronic Engineers-Components
IMAPS Deutschland The International Microelectronics And Packaging Society
IMAPS USA The International Microelectronics And Packaging Society
IPC The Institute for Interconnecting and Packaging Electronic Circuits
REFA Verband für Arbeitsstudien und Betriebsorganisation e. V.
SIMPLE ++ACADEMIC e.V.
SMTA Surface Mount Technology Association
VDE Verband der Elektrotechnik Elektronik Informationstechnik e.V.
VDI Verband Deutscher Ingenieure
8.5 Teilnahme an Konferenzen, Messen und Ausstellungen CeBIT
Aussteller: ROSI – Simulation und Optimierung von Fertigungsprozessen 24.2. – 1.3.2000, Hannover Karlsruher Arbeitsgespräche 2000
Aussteller: Messestand des Kompetenznetzwerkes Mikrotechnische Produktion 2. und 3. März 2000, Karlsruhe SMT, ES&S,Hybrid Nürnberg
Aussteller: Präsentation HDI/ZµP auf Messestand Mikrotechnische Produktion 27. - 29. Juni 2000, Nürnberg Industriefachmesse 2000
Organisation, Leitung sowie Einführungsvortrag des Tutorials "Trends in der Elektronik-Technologie" Oktober 2000, Dresden
51

Gäste am Institut
9 Gäste am Institut Zu Gast waren Firma/Institution
Herr Asmus Qualifizierungszentrum Region Riesa GmbH
Herr Dr. Arnhold
Herr Barthold Orbotech-Schuh GmbH & Co. KG
Herr Prof. Bauer HTW Dresden
Herr Prof. Becker HTW Dresden
Herr Bell rehm Anlagenbau GmbH
Herr Bellini PIERGIACOMI, Monteprandone, Italien
Herr Benzler Bosch
Herr Billenstein Diehl Controls Nürnberg GmbH & Co. KG
Herr Boyens
Herr Bujwan LAMINA Semiconductors International Ltd Piaseczno
Herr Nergui Chuluunbaatar TU Ulan Bator
Herr Dr. Didosyan TU Wien
Herr Eppinger Orbotech-Schuh GmbH & Co. KG
Herr Eyring Siemens AG
Herr Dr. Ferrari Micro Nord, Bolzano, Italien
Herr Feuerstein Universität Erlangen, FAPS
Herr Frenzel CutOS Software GmbH
Herr Fritzsch Forschungsinstitut für Nichteisenmetalle Freiberg GmbH
Herr Dr. Ganz AMI Doduco
Herr Härtel FNE Forschungsinstitut für Nichteisen-Metalle Freiberg
Herr Dr. Halser Fraunhofer IZM
Herr F. Hattenhauer, TQ-Systems gmbH, Seefeld
Herr Haupt Phoenix/X-Ray Systems und Services GmbH, Wunstorf
Herr Heydenreich KomSa Kommunikationstechnik GmbH Sachsen, Hartmannsdorf
Herr Heyl Heidelberg Instruments GmbH
Herr Dr. Hopf KSW Microtec GmbH Dresden
Herr Dr. Howitz GeSiM Gesellschaft für Silizium Mikrosysteme mbH
Herr Jeremias EADS
Herr Kaiser Heidelberger Druckmaschinen AG, Heidelberg
Herr Kaminski Siemens AG
52

Gäste am Institut
Herr Keil Cybertron, Bärnsdorf
Herr Kellner Diehl Controls Nürnberg GmbH & Co. KG
Herr Dr. Kempe Infineon Dresden
Herr Kempe DaimlerChrysler
Herr Kohler Multec Herr Dr. Detlef Krabe Fraunhofer Institut für Zuverlässigkeit und
Mikrointegration, Berlin
Herr Dr. Kropp Infineon Technologies, Berlin
Herr Krusche AMTEC GmbH Chemnitz
Herr Dr. Küster Alcatel SEL
Herr Dr. Kunath Fraunhofer Institut Mikroelektronische Schaltungen und Systeme
Herr Lässig Qualifizierungszentrum Region Riesa GmbH
Herr Dr. Lehnberger Andus Electronic, Berlin
Frau Leuterer Zentrum für Weiterbildung der TU Dresden
Herr Liese Forschungszentrum Karlsruhe, PFT
Herr Dr. Lodahl TUDIAS
Herr Dr. Luchs TEMIC, Nürnberg
Herr Mederer Institut für Optoelektronik, TU Ulm
Frau Medger BUS-Elektronik Riesa
Herr Dr. Meyer Radermacher & Partner, München
Herr Meding Elfema-Elektronik Fertigung und Entwicklung Mittweida GmbH
Herr Dr. Monser, Mühlbauer AG, ASEM Präzisionsautomaten GmbH, Dresden
Herr Müller-Greiner IBMG Heilbronn
Herr Müller Heidelberger Druckmaschinen AG, Wiesloch
Herr Dr. Müller alltrotec GmbH
Frau Nasan Ochir TU Ulan Bator
Herr Pritzke GEMAC Gesellschaft für Mikroelektronikanwendung Chemnitz
Herr Polzer DuPont Deutschland GmbH Bad Homburg
HerrPopp Institut für Mikrotechnik, Mainz
Herr Dr. Reichelt Technolab Berlin
Herr Rehm rehm Anlagenbau GmbH
Herr Richter Diehl Controls Nürnberg GmbH & Co. KG
Herr Rodler Siemens AG
Herr Rudolph Eltromat Polygraph GmbH, Zwenkau
Herr Schenk Diehl Controls Nürnberg GmbH & Co. KG
53

Gäste am Institut
Herr Schippl Heidelberger Druckmaschinen AG, Heidelberg
Herr Schlake Eltromat Polygraph GmbH, Zwenkau
Herr Dr. Schubert, SMT&Hybrid GmbH, Weißig
Herr Prof. Slosarcik TU Kosice
Mr. Vern Solberg Tessera Inc., USA
Frau M. Sergizzarea Siemens AG München
Herr Strickert Infineon Technologies Dresden
Herr Dr. Ullmann Industrieberatung und Systemlösung GmbH
Herr Vogt Alcatel
Herr Wagner Alcatel
Herr Wegener Siemens AG Berlin
Paul Wesling Compaq Computer Corp., USA
Herr Dr. Weigl ESLA Solutions Wien
Herr Winkler Fa. Creavac
Herr Prof. Wiesmeth Fakultät Wirtschaftswissenschaften
Frau Wolf Sächsische Zeitung
Frau Zander HTW Dresden
Teilnehmer des 5th International Scientific Seminar „Computer-Aided Measurement Systems“ September 18 - 29, 2000 der Hochschule für Technik und Wirtschaft Dresden (FH)
- Mr. Peter Balazowic (Slovakian Republic)
Mr. Jan Kovanda (Czech Republic)
Mr. Tomas Marsik (Czech Republic)
Mr. Artur Grochowski (Poland)
Mr. Remigius Mieskalski (Poland)
Mr. Hubert Spurtacz (Poland)
Mr. Konrad Zajac (Poland)
Mr. Gergely Ballun (Hungary)
Mr. Roland Acs (Hungary)
Mr. Zsolt Harasztosi (Hungary)
Teilnehmer des 8. Workshops Mikrotechnische Produktion
Herr Dr. Thomas Ahrens Fraunhofer-Institut ISiT
54

Gäste am Institut
Herr Robert M. Hartung centrotherm
Herr Rolf G. Hartung centrotherm
Herr Dipl.-Ing. Jacob BuS ELEKTRONIK GmbH
Herr Michael Jeremias EADS GmbH
Herr Siegfried Liese Forschungszentrum Karlsruhe GmbH Herr Dipl.-Ing. Lothar
Herr Oberender ANDUS Electronic GmbH
Herr Wilhelm Wagner ALCATEL SEL AG
Herr Dr. Klaus Halser Fraunhofer-Institut IZM
Herr Dr. Nowottnick Fraunhofer-Institut IZM
Herr Pape Fraunhofer-Institut IZM
Herr Dr. P. Lange Hella KG Hueck & Co.
Herr Breuer Infineon Technologies Dresden AG
Herr Dr. R. Deltschew Institut für Oberflächenmodifizierung e.V.
Herr Dr.-Ing. Bechtloff KSG Leiterplatten GmbH
Herr W. Schneider MPD GmbH
Herr Rohland Kohler Multek GmbH
Herr Dr.-Ing. O. Hansen PeP Modular Computers GmbH
Prof.Dr. P. Svasta Politehnica University of Bucharest
Herr U. Heller PRETTL Elektronik Radeberg GmbH
Herr Gerhard Schmidl SIEMENS AG
Herr Andreas Friese SMT & Hybrid GmbH
Herr Dr. Gerhard Schubert SMT & Hybrid GmbH
Herr Dr.-Ing. M. Detert Stöllger Elektronik GmbH
Herr Dr.-Ing. Ralf Luchs TEMIC GmbH
Herr Dr. Hermann Schmid TePla AG
Herr Dipl.-Ing. R. Feuerstein Universität Erlangen-Nürnberg
Herr Alexander Benk VDO Luftfahrtgeräte Werk GmbH
Herr Frank-Peter Kriesch VDO Luftfahrtgeräte Werk GmbH
Herr Dr. K. Walther VOGT electronic
Herr B. Klausnitzer VOGT electronic
Prof.Dr. B. Licznerski Wroclaw University of Technology
Teilnehmer der Abendveranstaltung anlässlich des zehnjährigen Bestehens des IET
Herr Dr. Thomas Ahrens Fraunhofer-Institut ISiT
55

Gäste am Institut
Herr Dr. Albrecht SIEMENS AG
Herr Prof.Dr.-Ing. R. Bauer HTW Dresden
Herr Dr.-Ing. Bechtloff KSG Leiterplatten GmbH
Herr Prof.Dr.-Ing.habil. R. Becker HTW Dresden
Herr V. Brod Mühlbauer AG
Frau S. Clobes BMBF Referat Produktionssysteme und -technologien
Herr Joseph Denzel ALCATEL SEL AG
Herr Dr. R. Deltschew Institut für Oberflächenmodifizierung e.V.
Herr Dr.-Ing. M. Detert Stöllger Elektronik GmbH
Herr Dr. B. Diegner ZVEI
Herr Dr. Essa
Herr Kurt Eyring SIEMENS AG
Herr Dipl.-Ing. R. Feuerstein Universität Erlangen-Nürnberg
Herr Dr. B. Freund
Herr Dr. Galuschki SIEMENS AG
Herr Dipl.-Ing. P. Goerigk AMD Saxony Manufacturing GmbH
Herr Dipl.-Ing. Toralf Güldner AMD Saxony Manufacturing GmbH
Herr Dr. Klaus Halser Fraunhofer-Institut IZM
Herr Dr.-Ing. O. Hansen PeP Modular Computers GmbH
Herr Dipl.-Ing. Heiko Haupt Cybertron Gesellschaft für Automation und Qualitätsanalyse mbH
Herr Dipl.-Ing. Jacob BuS ELEKTRONIK GmbH
Herr Michael Jeremias EADS GmbH
Herr Gerhard Kaiser Heidelberger Druckmaschinen AG
Herr Dr.-Ing. Mathias Keil Cybertron Gesellschaft für Automation und Qualitätsanalyse mbH
Prof.D.Sc. J. Kivilahti Helsinki University of Technology
Frau Dipl.-Ing. K. Künzelmann KSW Microtec GmbH
Herr Dr.-Ing. H. Kühn TU Dresden
Prof.Dr. B. Licznerski Wroclaw University of Technology
Herr Siegfried Liese Forschungszentrum Karlsruhe PFT
Herr Ludewig MPD GmbH
Herr Prof.Dr. E. Meusel TU Dresden
Prof. J. Morris State University of New York
Herr Prof.Dr.techn. J. Nicolics TU Wien
56

Gäste am Institut
Herr Manfred Schippl Heidelberger Druckmaschinen AG
Herr Dr. Gerhard Schubert SMT & Hybrid GmbH
Herr Dr. Stauros Smernos ALCATEL SEL AG
Prof. Dr. P. Svasta Politehnica University of Bucharest
Frau Heide Tamm Universal Instruments GmbH
Herr R. Theobald GMM
Herr Eckehard Thuß Vogt electronic FUBA GmbH
Herr Wilhelm Wagner ALCATEL SEL AG
Herr A. Wollanke Infineon Technologies Dresden AG
Herr Dipl.-Ing. A. Zschiedrich PRETTL Elektronik Radeberg Teilnehmer an der Festveranstaltung anlässlich des zehnjährigen Bestehens des IET
Herr Dr. B. Freund
Herr Joseph Denzel ALCATEL SEL AG
Herr Wilhelm Wagner ALCATEL SEL AG
Herr Dr. Stauros Smernos ALCATEL SEL AG
Frau S. Clobes BMBF Referat Produktionssysteme und -technologien
Prof.Dr. Z. Illyefalvi-Vitez Budapest University of Technology
Herr Dipl.-Ing. Heiko Haupt Cybertron Gesellschaft für Automation und Qualitätsanalyse mbH
Herr Dr.-Ing. Mathias Keil Cybertron Gesellschaft für Automationund Qualitätsanalyse mbH
Herr Michael Jeremias EADS GmbH
Herr Siegfried Liese Forschungszentrum Karlsruhe
Herr Dr. Uwe Krause Forschungszentrum Karlsruhe
Herr Dr. Thomas Ahrens Fraunhofer-Institut
Herr Prof.Dr.Dr. H. Reichl Fraunhofer-Institut IZM
Herr Dr. Klaus Halser Fraunhofer-Institut IZM
Herr R. Theobald GMM
Herr Dr. Martin GWT mbH
Herr Gerhard Kaiser Heidelberger Druckmaschinen AG
Herr Manfred Schippl Heidelberger Druckmaschinen AG
Prof.D.Sc. J. Kivilahti Helsinki University of Technology Lab of Electronics Production
Herr Prof.Dr.-Ing. R. Bauer HTW Dresden
Herr Prof.Dr.-Ing.habil. R. Becker HTW Dresden
Herr A. Wollanke Infineon Technologies Dresden AG
57

Gäste am Institut
Herr Dr. R. Deltschew Institut für Oberflächenmodifizierung e.V.
Herr Dr.-Ing. Bechtloff KSG Leiterplatten GmbH
Frau Dipl.-Ing. K. Künzelmann KSW Microtec GmbH
Herr Ludewig MPD GmbH
Herr V. Brod Mühlbauer AG
Prof.Dr. P. Svasta Politehnica University of Bucharest
Herr Dr. Galuschki SIEMENS AG
Herr Dr. Albrecht SIEMENS AG
Herr Kurt Eyring SIEMENS AG
Herr Dr. Gerhard Schubert SMT & Hybrid GmbH
Prof. J. Morris State University of New York
Herr Dr.-Ing. M. Detert Stöllger Elektronik GmbH
Frau Dr.-Ing. I. Witte TU Dresden
Herr Prof.Dr.-Ing. K. Gonschorek TU Dresden
Herr Prof.Dr.-Ing. G. Röhrs TU Dresden
Herr Prof.Dr.techn. J. Nicolics TU Wien
Herr Dipl.-Ing. R. Feuerstein Universität Erlangen-Nürnberg
Prof.Dr. B. Licznerski Wroclaw University of Technology
Herr Dr. B. Diegner ZVEI Zentralverband der elektrotechnischen Industrie
58