
JOURNAL - klueber.com qualitativ hochwer tige Spezialschmier - stoffe – die wir in eigener...
28
Lubrication is our world JOURNAL AUSGABE 1/2007 Boston Gear erfolgreich mit Klüber Getriebeöl Einfahrschmierung für große Zahnkranzantriebe Klüber und REACH Kompressorenöl passend zum Gasstrom Forschungsprojekt zu Sintermetall-Gleitlagern
Transcript of JOURNAL - klueber.com qualitativ hochwer tige Spezialschmier - stoffe – die wir in eigener...
1Lubrication is our world
JOURNAL A U S G A B E 1 / 2 0 0 7
Boston Gear erfolgreichmit Klüber Getriebeöl
Einfahrschmierung fürgroße Zahnkranzantriebe
Klüber und REACH
Kompressorenöl passend zum Gasstrom
Forschungsprojekt zuSintermetall-Gleitlagern
Boston Gear steigert Produktivität mit Klübersynth UH1 6-460Getriebeöl mit hoher Leistungsfähigkeit und H1-Registrierungfür die Lebensmittel- und Pharmaindustrie
Entscheidend für die Lebensdauer Die Einfahrschmierung von großen Zahnkranzantrieben
Klüber und REACHDie neue europäische Chemikalienverordnung
Der Gasstrom ist entscheidendZuverlässiger Betrieb von öleingespritzten Prozessgas-Schraubenkompressoren durch die Auswahl des passendenSchmieröls
Tribologie-Optimierung an Sintermetall-GleitlagernGKN und Klüber untersuchen die Tribologie von Sinterlagern an der Westsächsischen Hochschule Zwickau
Vielseitig und langlebigFür Lagerfreiläufe, Wälzlager, Linearführungen …
Gut verträgliche Lösung Herstellung von Aluminiumverpackungen
Leserdienst
Ein Schmierstoff, viele MöglichkeitenFür sämtliche Lager in Windenergieanlagen
Effektiver Betrieb Für Nadeln und Platinen
4
7
12
13
20
24
24
25
26
27
Inhalt
GETRIEBE
REACH
KOMPRESSOREN
LAGER
NEWS, SERVICE
2 T R I B O J O U R N A L 1 / 2 0 0 7

3
„Wo liegen die Stärken von Klüber?“fragte mich vor kurzem ein Redakteurbei einem Interview. Eine Frage, dienatürlich auch für Sie, unsere Kunden,von Bedeutung ist. Deshalb möchteich Ihnen meine Antwort hier in etwawiedergeben, und es mag durchaussein, dass der ein oder andere AspektSie überrascht – auch wenn Sie unserUnternehmen kennen.
Zunächst einmal hat Klüber durchdie traditionell sehr enge Zusammenar-beit mit seinen Kunden profundes Wis-sen und Erfahrung, was auf allen Ebe-nen genutzt wird: bei der Beratungzum speziellen Anwendungsfall eben-so wie bei der Entwicklung, Prüfungund Fertigung von Schmierstoffen.Unser Know-how setzen wir ein, ummit unseren Kunden eine Win-Win-Beziehung zu pflegen. Wir verfügenüber außerordentliche Entwicklungs-und Prüfungsressourcen; bahnbre-chende Produktentwicklungen undkreative Ideen begleiten die gesamteKlüber Firmengeschichte. Und: Klüberbaut auf Qualität. Dazu zählen natürlichqualitativ hochwertige Spezialschmier-stoffe – die wir in eigener Produktion an14 Standorten weltweit auf modernenAnlagen fertigen.
Sehr geehrte Leserinnen und Leser,
Qualität beziehen wir aber gleicher-maßen auf unsere Beratungsleistung,unsere Verkaufsunterlagen und dieKompetenz unserer Mitarbeiter.
Wie Sie diese Stärken für Ihr Unter-nehmen nutzen können, davon ver-mittelt Ihnen das neue Tribojournaleinen Eindruck. Ob es um das KlüberEngagement im Zusammenhang mitREACH geht oder um unser Know-how im Bereich der Gaskompresso-ren-Schmierung, um wichtige Aspektebei der Inbetriebnahme großer offenerAntriebe oder neue Spezialschmier-stoffe: Entdecken Sie auf den kom-menden Seiten den Klüber Mehrwert.
Eine interessante Lektüre wünschtIhnen
Karsten Grünke
Dr. Karsten Grünke,Leiter Marketing und Anwendungstechnik,Klüber Lubrication München KG

4 T R I B O J O U R N A L 1 / 2 0 0 7
Ein Getriebehersteller, der im Marktfür Lebensmittelverpackungen erfolg-reich sein möchte, muss eine Vielzahlverschiedener Faktoren berücksichti-gen. Zunächst sind eine Reihe vonIndustrie- und Handelsnormen zuerfüllen, wie z. B. Hygiene- und Sicher-heitsvorschriften sowie die H1-Regis-trierung von Schmierstoffen, die fürden gelegentlichen, technisch unver-meidbaren Kontakt mit dem Lebens-mittel geeignet sind. Für Boston Gearwar die Erfüllung all dieser Kriterienunabdingbar, um in der gesamtenLebensmittelindustrie Erfolg zu haben.
Boston Gear ist in vielen Industrie-bereichen aktiv, und ein ganz wesent-licher Sektor für das Unternehmen istdie Lebensmittelindustrie einschließlichdes Verpackungs- und Maschinen-bereichs sowie des Materialtransports.Die Firma bietet eine breite Produktpa-
Boston Gear, ein weltweit agierenderführender Getriebe-
hersteller aus Quincy inMassachusetts (USA),
war auf der Suchenach einem neuen
Schmierstoff mit einemhöheren Wirkungsgrad,
der für eine Vielzahlvon Anwendungen – vor allem auch in der
Lebensmittelindustrie –geeignet sein sollte. All
diese Anforderungenerfüllte Klüber mit der
Einführung von Klüber-synth UH1 6-460,
einem der wenigenSchmierstoffe am
Markt, der die techni-schen Vorteile von
Polyalkylenglykol (PAG)mit entsprechend
hoher Leistungsfähig-keit und H1-Registrie-
rung in sich vereint.
lette von Schneckengetrieben bis hin zu Regelantrieben,Lagern, Welle-Nabe-Verbindungen und Pneumatik-Equip-ment. Da Komponenten von Boston Gear in einer Vielzahlvon Erstausrüstungen und Maschinen eingesetzt werden,müssen die für Endanwender geltenden Industrienormenunbedingt erfüllt werden.
Darüber hinaus müssen Anlagen selbstverständlich auchzuverlässig, mit hohem Wirkungsgrad und möglichst wenigStillstandszeiten zwischen den geplanten Instandhaltungs-terminen funktionieren. „Da die Anlagenbetriebskostenständig steigen, liegt für die meisten Betreiber die logischeKonsequenz darin, beim Instandhaltungspersonal und beiden Betriebskosten zu sparen“, sagt Ralph Whitley, Techni-scher Leiter bei Boston Gear. „Je weniger Instandhaltungs-personal aber in einer Anlage beschäftigt ist, desto unwahr-scheinlicher ist es, dass alle Anlagenteile mit denvorgeschriebenen Instandhaltungsintervallen ordnungsge-mäß gewartet werden. Für unsere Konstrukteure bestehtdie Herausforderung also darin, die erforderliche Instand-haltung auf ein Minimum zu beschränken und eine mög-lichst hohe Betriebsstundenzahl zwischen den Wartungs-intervallen zu erzielen.“
Getriebeöl mit hoher Leistungsfähigkeit und H1-Registrierung für dieLebensmittel- und Pharmaindustrie
Boston Gear steigert Produktivität mitKlübersynth UH1 6-460
Schneckengetriebe aus der 700er Reihe:Boston Gear setzt in diesem stabilen Hochleistungs-Industriegetriebe KlübersynthUH1 6-460 ein, um auch unter extremenAnforderungsbedingungen optimale Schmie-rung zu erreichen.

5
„Unsere Aufgabe war es, verschiedene Leistungsbereichedes Schmierstoffes auszuwerten“, so Whitley. „Die H1-Regis-trierung war hierbei nur ein Mosaikstein. Wir mussten inumfangreichen Laborversuchen auch andere Einflüsse desSchmieröls prüfen.“ Das Endergebnis zeigte, dass Klüber-synth UH1 6-460 die anderen getesteten Produkte in allenBereichen weit übertraf. „Wir sollten nur prüfen, ob derSchmierstoff unser Produkt nicht unzulässig verändert, unddabei stellten wir Verbesserungen bei den Betriebstempera-turen und beim Wirkungsgrad fest.“
Leistungsreserven inklusive
Unabhängig vom Getriebefabrikat müssen alle Getriebe-hersteller mit der Möglichkeit rechnen, dass ein Endanwen-der ein Getriebe über die vorgesehenen Einsatzgrenzen hinaus beansprucht. Boston Gear war mit Anwendungspro-blemen bei diesen Getrieben konfrontiert, die dadurch mitniedrigem Wirkungsgrad und bei höheren Temperaturen lie-fen. „Wir dachten nicht, dass wir das Problem mit diesen‚Fehlanwendungen‘ lösen könnten“, meint Whitley, „aberKlüber hat uns geholfen, einige kritische Anwendungen wie-der in den Griff zu bekommen. Wir konnten bei Getrieben,die zuvor bei erhöhten Betriebstemperaturen und niedrigemWirkungsgrad liefen, Verbesserungen erzielen. Im Vergleichmit Polyalphaolefinen (PAO) ist dieses Polyglykolöl der strah-lende Sieger: Die Getriebe laufen nun bei niedrigeren Tem-peraturen und zur Erzielung der gleichen Leistung ist einegeringere Energiezufuhr erforderlich.“
Durch die niedrigere Betriebstemperatur der Maschinensteigt die Arbeitssicherheit: Bei Berührung der Getriebege-häuse treten weitaus weniger der hier sonst häufigen leich-ten Verbrennungen auf. Zudem sinkt durch den höherenWirkungsgrad der Getriebe der Energieverbrauch und damitsinken auch die Betriebskosten.
„Die Hauptvorteile dieses Getriebeöls sind die thermischeBeständigkeit, die H1-Registrierung und der niedrige Rei-bungskoeffizient“, so Mark Crombie, Leiter der Anwen-dungstechnik bei Klüber Lubrication North America L.P.„OEMs können nun mit einem einzigen Produkt auskommenund müssen nicht mehr mehrere Schmieröle auf Lagerhaben. Klübersynth UH1 6-460 ist für eine Vielzahl vonAnwendungen geeignet.“
Abb. 1 und 2: Klübersynth UH1 6-460 funktionierthervorragend in allen Getrieben von Boston Gear,die für Anwendungen verwendet werden, wo H1-Registrierung erforderlich ist (Schmierstoffe, die für den gelegentlichen, technisch unvermeidbaren Kontakt mit dem Produkt geeignet sind)

6 T R I B O J O U R N A L 1 / 2 0 0 7
Das Öl ist ausgelegt für die hohen Gleitanteile in Schnecken-getrieben und empfiehlt sich für Getriebeanwendungen inallen Industriebereichen. Aufgrund seiner hervorragendenAlters- und Oxidationsbeständigkeit und seines guten Visko-sitäts-Temperatur-Verhaltens liegt die Lebensdauer diesesGetriebeöls auch weit über der von Standardölen.
Augenmerk auf den Wirkungsgrad
„Es ist wichtig, qualitativ hochwertige Schmierstoffe einzusetzen, da mit diesen bessere Wirkungsgrade in denverschiedensten Aggregaten erzielt werden können,” sagtWhitley. „Bei Schneckengetrieben mit sehr hoher Gleitrei-bung kann diese durch den Einsatz von PAG-Schmierstoffenauf ein akzeptables Niveau reduziert werden, wodurchwiederum die Betriebstemperatur und der Energieverbrauchsinken. Es sind auch weniger Ölwechsel erforderlich, was zueiner Verminderung der Betriebskosten führt.“
Da die Testergebnisse mit Klübersynth UH1 6-460 beiBoston Gear durchweg positiv ausgefallen waren,beschloss man, so viele Kunden wie möglich von diesenVorteilen profitieren zu lassen.
„Klüber hat uns mit einer Menge technischer Daten ver-sorgt und uns bei der Umstellung hervorragend unterstützt“,erklärt Whitley. „Wir wurden vorab gut geschult und dieÖlumstellung in der Fertigung lief problemlos. Auch unsereKunden sind sehr zufrieden damit, dass wir standardisierthaben. Sie finden es phantastisch, ein Produkt im Einsatz zuhaben, das so viele Vorteile in sich vereint. Und wir habendamit unsere Position am Markt gestärkt: Boston Gear istinnovativ und nutzt die Vorteile neuer Technologien.“
Unterstützung für Kunden
Bereits zwei bis drei Monate vor der Getriebeölumstellungbegann Boston Gear mit einer Informationskampagne beiden Kunden: Man verschickte Informationsblätter, in denendie Merkmale und Vorteile von Klübersynth UH1 6-460erläutert wurden. Ab März 2006 wurde der neue Schmier-stoff eingesetzt und seither haben ca. 85 Prozent aller Kun-den umgestellt.
Auf allen Getrieben von Boston Gear ist ein Etikett ange-bracht, auf dem darauf hingewiesen wird, dass die Nach-schmierung mit demselben Produkt zu erfolgen hat. Als zusätzlichen Service für die Kunden wird Boston GearKlübersynth UH1 6-460 auch in auf die Anwendung abge-stimmten Gebinden anbieten.
Boston Gear erreicht seine Ziele als führender Anbieter inder Antriebstechnik: „Unsere Umsätze im Bereich derLebensmittelindustrie wachsen zusehends“, meint Whitley.Dieser Erfolg beruht nicht zuletzt auf dem qualitativ hoch-wertigen Schmierstoff, der in den Getrieben von BostonGear zum Einsatz kommt, und der regelmäßigen Wartungder Antriebe. „Wir werden weiterhin engen Kontakt zu Klüberhalten“, so Whitley weiter. „Wir möchten ebenso innovativwie Klüber sein und an den Neuentwicklungen unseresSchmierstofflieferanten teilhaben.“
Mark Crombie
Application Engineering
Klüber Lubrication North America L.P.

Die durch den Einfahrvorgangerzeugte Veränderung der Oberflä-chenrauheit beeinflusst unmittelbar diefür einen zuverlässigen Betrieb erfor-derliche Schmierfilmdicke. AnerkannteMessgröße hierfür ist der sog. Lamb-da-Wert, der den Vergleich von rech-nerischer Schmierfilmdicke zu derSumme der gemittelten Rauhtiefen derbeiden Zahnräder beschreibt. Wäh-rend bei einem Lambda > 2 die Zahn-flanken vollkommen durch denSchmierfilm getrennt sind, liegt beiLambda 0,7 – 2 Mischreibung vor, eskann eine metallische Berührung derZahnflankenoberflächen erfolgen.Praxiserfahrungen zeigen, dass derLambda-Wert nach einer Einfahr-schmierung bis zu 10fach höher liegt
Das gezielte Einfahren neuer Zahnkranzantriebe baut vor-rangig Oberflächenrauigkeiten ab und verbessert den Trag-anteil der lasttragenden Zahnflanken. Eine spezielle Additi-vierung des Einfahrschmierstoffes sorgt dabei für einenkontrollierten, chemisch-korrosiven oder physikalisch-mechanischen Minimalverschleiß auf den Zahnflanken. Die-ser Verschleiß ist gewollt und lässt sich durch die Schmier-stoffmenge und die Einwirkdauer steuern.
Im Verlauf des Einfahrvorgangs werden die Zahnflanken-oberflächen eingeglättet. Das ist eine unabdingbare Voraus-setzung, um Pitting und sonstige Schäden im späterenBetrieb zu vermeiden. Eine spezielle EP-Additivierung senktaußerdem die mögliche Fressgefahr bei der Inbetriebnahmedes Antriebs, ausgelöst durch partiell erhöhte Flankenpres-sungen, auf ein Minimum. Einschlägige Erfahrungen bele-gen, dass die verminderte Flankenrauigkeit und die Vergrö-ßerung des effektiven Traganteils entscheidend zurErhöhung der Dauerwälzfestigkeit und Fresstragfähigkeit derVerzahnung beitragen.
Große Zahnkranzantrie-be haben in der Prozess-technik der Zement-herstellung eineSchlüsselrolle. Aus die-sem Grund fallen dieForderungen an dieseAntriebe bezüglich Ver-fügbarkeit und Zuver-lässigkeit besondershoch aus. Hierbei kommt insbesondere auch derAntriebsschmierung einebedeutende Rolle zu,wobei man konstruktiveGegebenheiten und diespeziellen Betriebs-bedingungen und Umgebungseinflüssejedes Anwendungsfalleszu berücksichtigen hat.Vor der eigentlichenInbetriebnahme desZahnkranzantriebeserfolgt eine Einfahr-schmierung, das giltsowohl für gerade alsauch für schrägverzahn-te Antriebe, unabhängigvon der genutztenSchmiermethode. Verlauf und Ergebnis dieses Einfahrvorgangesnehmen entscheidendenEinfluss auf dasBetriebsverhalten undsomit die Lebensdauerdes Antriebs.
Entscheidend für die LebensdauerDie Einfahrschmierung von großen Zahnkranzantrieben
7
8 T R I B O J O U R N A L 1 / 2 0 0 7
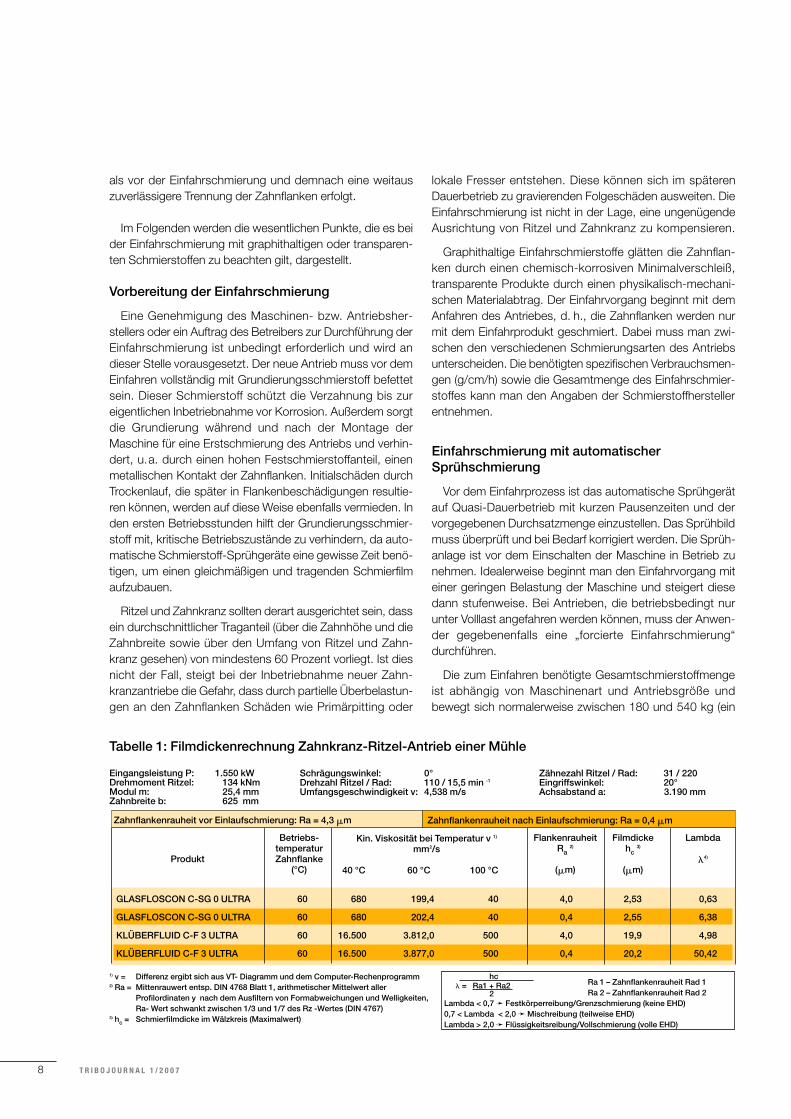
Tabelle 1: Filmdickenrechnung Zahnkranz-Ritzel-Antrieb einer Mühle
als vor der Einfahrschmierung und demnach eine weitauszuverlässigere Trennung der Zahnflanken erfolgt.
Im Folgenden werden die wesentlichen Punkte, die es beider Einfahrschmierung mit graphithaltigen oder transparen-ten Schmierstoffen zu beachten gilt, dargestellt.
Vorbereitung der Einfahrschmierung
Eine Genehmigung des Maschinen- bzw. Antriebsher-stellers oder ein Auftrag des Betreibers zur Durchführung derEinfahrschmierung ist unbedingt erforderlich und wird andieser Stelle vorausgesetzt. Der neue Antrieb muss vor demEinfahren vollständig mit Grundierungsschmierstoff befettetsein. Dieser Schmierstoff schützt die Verzahnung bis zureigentlichen Inbetriebnahme vor Korrosion. Außerdem sorgtdie Grundierung während und nach der Montage derMaschine für eine Erstschmierung des Antriebs und verhin-dert, u.a. durch einen hohen Festschmierstoffanteil, einenmetallischen Kontakt der Zahnflanken. Initialschäden durchTrockenlauf, die später in Flankenbeschädigungen resultie-ren können, werden auf diese Weise ebenfalls vermieden. Inden ersten Betriebsstunden hilft der Grundierungsschmier-stoff mit, kritische Betriebszustände zu verhindern, da auto-matische Schmierstoff-Sprühgeräte eine gewisse Zeit benö-tigen, um einen gleichmäßigen und tragenden Schmierfilmaufzubauen.
Ritzel und Zahnkranz sollten derart ausgerichtet sein, dassein durchschnittlicher Traganteil (über die Zahnhöhe und dieZahnbreite sowie über den Umfang von Ritzel und Zahn-kranz gesehen) von mindestens 60 Prozent vorliegt. Ist diesnicht der Fall, steigt bei der Inbetriebnahme neuer Zahn-kranzantriebe die Gefahr, dass durch partielle Überbelastun-gen an den Zahnflanken Schäden wie Primärpitting oder
lokale Fresser entstehen. Diese können sich im späterenDauerbetrieb zu gravierenden Folgeschäden ausweiten. DieEinfahrschmierung ist nicht in der Lage, eine ungenügendeAusrichtung von Ritzel und Zahnkranz zu kompensieren.
Graphithaltige Einfahrschmierstoffe glätten die Zahnflan-ken durch einen chemisch-korrosiven Minimalverschleiß,transparente Produkte durch einen physikalisch-mechani-schen Materialabtrag. Der Einfahrvorgang beginnt mit demAnfahren des Antriebes, d. h., die Zahnflanken werden nurmit dem Einfahrprodukt geschmiert. Dabei muss man zwi-schen den verschiedenen Schmierungsarten des Antriebsunterscheiden. Die benötigten spezifischen Verbrauchsmen-gen (g/cm/h) sowie die Gesamtmenge des Einfahrschmier-stoffes kann man den Angaben der Schmierstoffherstellerentnehmen.
Einfahrschmierung mit automatischer Sprühschmierung
Vor dem Einfahrprozess ist das automatische Sprühgerätauf Quasi-Dauerbetrieb mit kurzen Pausenzeiten und dervorgegebenen Durchsatzmenge einzustellen. Das Sprühbildmuss überprüft und bei Bedarf korrigiert werden. Die Sprüh-anlage ist vor dem Einschalten der Maschine in Betrieb zunehmen. Idealerweise beginnt man den Einfahrvorgang miteiner geringen Belastung der Maschine und steigert diesedann stufenweise. Bei Antrieben, die betriebsbedingt nurunter Volllast angefahren werden können, muss der Anwen-der gegebenenfalls eine „forcierte Einfahrschmierung“durchführen.
Die zum Einfahren benötigte Gesamtschmierstoffmengeist abhängig von Maschinenart und Antriebsgröße undbewegt sich normalerweise zwischen 180 und 540 kg (ein
GLASFLOSCON C-SG 0 ULTRA 60 680 199,4 40 4,0 2,53 0,63
GLASFLOSCON C-SG 0 ULTRA 60 680 202,4 40 0,4 2,55 6,38
KLÜBERFLUID C-F 3 ULTRA 60 16.500 3.812,0 500 4,0 19,9 4,98
KLÜBERFLUID C-F 3 ULTRA 60 16.500 3.877,0 500 0,4 20,2 50,42
Eingangsleistung P: 1.550 kWDrehmoment Ritzel: 134 kNmModul m: 25,4 mmZahnbreite b: 625 mm
1) v = Differenz ergibt sich aus VT- Diagramm und dem Computer-Rechenprogramm2) Ra = Mittenrauwert entsp. DIN 4768 Blatt 1, arithmetischer Mittelwert aller
Profilordinaten y nach dem Ausfiltern von Formabweichungen und Welligkeiten, Ra- Wert schwankt zwischen 1/3 und 1/7 des Rz -Wertes (DIN 4767)
3) hc = Schmierfilmdicke im Wälzkreis (Maximalwert)
Ra 1 – Zahnflankenrauheit Rad 1Ra 2 – Zahnflankenrauheit Rad 2
Lambda < 0,7 Û Festkörperreibung/Grenzschmierung (keine EHD)0,7 < Lambda < 2,0 Û Mischreibung (teilweise EHD)Lambda > 2,0 Û Flüssigkeitsreibung/Vollschmierung (volle EHD)
Schrägungswinkel: 0°Drehzahl Ritzel / Rad: 110 / 15,5 min -1
Umfangsgeschwindigkeit v: 4,538 m/s
Zähnezahl Ritzel / Rad: 31 / 220Eingriffswinkel: 20°Achsabstand a: 3.190 mm
Kin. Viskosität bei Temperatur v 1)
mm2/s
40 °C 60 °C 100 °C Produkt
Betriebs-temperaturZahnflanke
(°C)
FlankenrauheitRa
2)
(mm)
Filmdickehc
3)
(mm)
Lambda
l4)
hcl = Ra1 + Ra2
2
Zahnflankenrauheit vor Einlaufschmierung: Ra = 4,3 mm Zahnflankenrauheit nach Einlaufschmierung: Ra = 0,4 mm

9
bis drei Fass). Auf keinen Fall sollte der Einfahrvorgang vor-zeitig abgebrochen werden, etwa aufgrund von zur Neigegehendem Einfahrschmierstoff. Es empfiehlt sich,besonders für die Sprühschmierung, grundsätzlich drei Fasstransparenten bzw. zwei Fass graphithaltigen Einfahr-schmierstoff bereitzustellen. Die Einfahrschmierung ist been-det, wenn die Zahnflanken glatt sind und der Traganteil aus-reichend ist. Klüber Lubrication bietet für die Sprühschmierungdas graphithaltige (schwarze) GRAFLOSCON B-SG 00 Ultrasowie das transparente Klüberfluid B-F 2 Ultra an. Letzteresist ebenso für die im Folgenden beschriebene Tauchbad-Einfahrschmierung geeignet.
Einfahrvorgang bei Tauchbadschmierung
Zuerst füllt der Anwender ausreichend Schmierstoff ein,bis die in den Schmierstoff eintauchenden Zähne bzw. diePaddelelemente voll bedeckt sind. Nach dem Start derMaschine ist das Schmierstoffniveau regelmäßig zu kontrol-lieren: Es senkt sich in der Regel erheblich ab, da sich einegroße Menge des Schmierstoffs auf den Zahnflanken imUmlauf befindet. Um eine Mangelschmierung zu vermeiden,muss das Tauchbadniveau durch Nachfüllen von Einfahr-schmierstoff wieder angehoben werden. Das richtigeBetriebsniveau liegt vor, wenn die in den Schmierstoff ein-tauchenden Zähne bis maximal halbe Zahnhöhe bzw. diePaddelelemente ganz bedeckt sind.
Verluste während des Einfahrvorganges sollten entwedermit Einfahrschmierstoff oder mit dem späteren Betriebs-schmierstoff – sofern beide Schmierstoffe verträglich sind –aufgefüllt werden. Die Entscheidung hängt vom bis dahinerzielten Ergebnis des Einfahrvorganges ab. Sind die Flan-
Klüber! Egal ob Sie Hersteller oder Betreiber von Wind-kraftanlagen sind: Klüber ist Ihnen weltweit ein verlässlicherPartner. Das Ergebnis unserer intensiven Forschung undEntwicklung kann sich sehen lassen: Für jede Anforderungbietet Klüber den passenden Schmierstoff, natürlich ingewohnter Qualität. Das bedeutet maximale Zuverlässigkeit.Geringere Reibung sorgt für weniger Verschleiß, einenhöheren Wirkungsgrad, längere Lebensdauer der Kompo-nenten und damit geringere Betriebskosten.Wenn auch Sie den richtigen Schmierstoff wollen, fragenSie uns. Wir beraten Sie gerne.
Siehe auch Beitrag auf Seite 26
Maximale Zuverlässigkeit beireduzierten Kosten: Wer bietet das?

10 T R I B O J O U R N A L 1 / 2 0 0 7
ken bereits gut eingefahren (metallisch blank und glänzend),kann mit Betriebsschmierstoff aufgefüllt werden. Sind nochBearbeitungsmarken zu sehen und die Einglättung ist nochnicht zufriedenstellend, sollte man die Verluste weiter mitdem bislang genutzten Einfahrschmierstoff auffüllen. Derkomplette Austausch des Einfahrschmierstoffes gegen denBetriebsschmierstoff muss nach maximal 7.000 Betriebs-stunden erfolgen. Was die Schmierstoffmenge betrifft, sowerden im Falle einer Tauchbadschmierung eine Tauchbad-füllung des Einfahrschmierstoffes und die entsprechendeNachfüllmenge (mindestens ein 180-kg-Fass) benötigt. Ausdem Klüber Programm bietet sich für den Einfahrvorgang beiTauchbadschmierung das graphithaltige Klüberfluid B-F 1Ultra oder das transparente Klüberfluid B-F 2 Ultra an.
Einfahren unter Lastabstufung
Der Anwender sollte, wie bereits erwähnt, wegen desanfangs meist zu niedrigen Traganteils vermeiden, neueZahnkranzantriebe unter Volllast anzufahren. Idealerweiseläuft das Einfahren nach einem bestimmten Last-Zeit-Sche-ma stufenweise ab, wobei der Übergang auf die nächsthö-here Laststufe erst dann erfolgt, wenn ein der Laststufe ent-sprechender Traganteil erreicht wurde. Eine verbindlicheFestlegung der Lastabstufung kann nur in Übereinstimmungmit den Betriebsvorschriften des Antriebsherstellers und denVorgaben des Anlagenherstellers erfolgen. Der Einfahrvor-gang kann als beendet betrachtet werden, wenn nach einerLaststeigerung auf 90 bis 100 Prozent eine ausreichendeEinglättung der Zahnflanken und ein für den Dauer-Volllast-betrieb erforderlicher Traganteil erzielt wurden. Bei Antriebenmit bereits von Anfang an guter Oberflächenqualität derZahnflanken sowie hohem Traganteil und guter Lastvertei-lung kann das Einfahren auch ohne Lastabstufung erfolgen.
Bewertung der erzielten Zahnflanken-Einglättung
Die erzielte Einglättung der Zahnflanken hat entscheiden-den Einfluss auf das spätere Betriebsverhalten und die
Abb. 4: Mechanismus der Schmierung beiÖlen mit Additiven
A – Hydrodynamische Schmierung
B – Schmierung durch hydrodynamisch adsorbierte Schichten
C – Schmierung durch chemische Reaktionsschichten
A
B
C
Abb. 3: Ritzelflanke eingefahren, Modul 25 mm,Rt = 6,8 mm, RA = 0,4 mm(Vergrößerung 160fach)
Abb. 2: Ritzelflanke neu, Modul 25 mm, Rt = 44 mm, RA = 4,3mm (Vergrößerung 50fach)

11
Lebensdauer eines Antriebes, da gut eingeglättete Zahn-flanken eine weit geringere Schmierfilmdicke zur totalenTrennung der Oberflächen benötigen als schlecht eingefah-rene Zahnflanken. Dieses Phänomen ist bekannt vom Mikro-skopieren: Die Objektträger sind aufgrund ihrer äußerst glat-ten Oberfläche durch nur einen Wassertropfen völligvoneinander getrennt. Zur Bewertung der Einglättung ver-gleicht man die Rauigkeit vor dem Einfahren und nach demEinfahren miteinander. Es erfolgen aber keine Messungen,sondern der Anwender führt eine visuelle Inspektion durch,flankiert von dem Fingernageltest o.ä. Hilfsmitteln. Hier kannauch der RUGO-Test herangezogen werden, bei dem Refe-renzrauheiten im Vergleich mit den Rauheiten der Zahnflan-ken zur Bewertung genutzt werden. Dem geübten Augegelingt auf diese Weise eine zutreffende Einschätzung überden Fortschritt der Einglättung und den Zeitpunkt, ab demder Einfahrvorgang als beendet betrachtet werden kann.Ausgehend von einer Restrauigkeit vor dem Einfahren vonetwa Ra 4 bis 6 mm kann eine Einglättung auf ca. Ra 0,5 bis2 mm erzielt werden, d.h., es ist lediglich eine sehr geringfü-gige Flankenkorrektur in einem Bereich von insgesamt ca.Ra 10 mm möglich. Hohe Rauigkeitswerte, hervorgerufendurch Bearbeitungstoleranzen, lassen sich daher nur inner-halb dieser engen Grenzen korrigieren.
Bewertung des Gesamtergebnisses
Der Einfahrvorgang ist immer ergebnisorientiert, d. h., dieInspektoren bestimmen den Zeitpunkt, wann der Vorgangbeendet ist. Regelmäßige Temperaturmessung und Schwin-gungsmessung sowie Kontrollen durch erfahrene Inspekto-ren sollten den Einfahrvorgang begleiten. Um eine ungleich-mäßige Lastverteilung auf den Zahnflanken zu identifizieren,hat sich das berührungslose Messen der Ritzelflankentem-peratur während des Betriebes unter Last mittels Infrarot-Thermometer hervorragend bewährt. Ein Temperaturunter-schied von über 5 K, von Stirnseite zu Stirnseite über diegesamte Zahnflankenbreite gemessen, weist auf eineungleichmäßige Lastverteilung hin, so dass eventuell Nach-arbeiten am Antrieb wie z. B. Nachrichten des Antriebesanfallen können. Wenn die Temperaturverteilung eine Tem-peraturdifferenz von unter 5 K, wieder über die Flankenbrei-te gemessen, erreicht hat, ist dies ein klarer Hinweis einergleichmäßigen axialen Lastverteilung. Der Traganteil über dieBreite der Zahnflanke ist dann ausreichend gut.
Der Traganteil über die Höhe lässt sich nur visuell bewer-ten, da eine Temperaturmessung über die Zahnhöhe mitdem Infrarotthermometer während des Betriebes nicht mög-lich ist. Sinkt die Intensität der gemessenen Schwingungenz. B. an Stehlagern eines Rohrmühlenritzels, deutet dies dar-auf hin, dass die Zahnflanken über die Reduzierung der Rau-igkeit gut eingeglättet und damit zunehmend besser vonein-ander getrennt sind. In Abhängigkeit von den
Dipl.-Ing. Wolfgang Gerhold
IndustriegruppenmanagerKlüber Lubrication München KG
Inspektionsresultaten kann der Einfahrvorgang beendet wer-den. Die Schwingungsmessung an den Stehlagern der Rit-zelwelle von Ofenantrieben ist meist nicht möglich, da dieseSchwinggeschwindigkeiten sehr gering sind (unter 1 mm/s)und der Messbereich der Instrumente diese Werte meistnicht mehr erfassen kann.
Zusammenfassung
Von dem Ergebnis des Einfahrvorgangs bei neuen Groß-antrieben hängen in erheblichem Maße die spätere Lebens-dauer und das Betriebsverhalten ab. Nur ein sehr gut aus-gerichteter Großantrieb mit einem Traganteil von über 60Prozent bietet bestmögliche Voraussetzungen für einenerfolgreichen Einfahrprozess. Dieser kann in engen Grenzenden Traganteil durch einen gewollten Verschleiß geringerDimension auf den angestrebten Wert von 80 bis 85 Prozenterhöhen.

12 T R I B O J O U R N A L 1 / 2 0 0 7
Mineralölunternehmen (UNITI) undvielen anderen Organisationen.
Die Implementierung von REACHbearbeiten unsere Experten im interna-tionalen Netzwerk und in engerZusammenarbeit mit unseren Kundenund Lieferanten.
Nach heutigem Kenntnisstand
z gehen wir davon aus, dass alleunsere Rohstoffe vorregistriert werden und
z verwenden wir keine besorgnis-erregenden Stoffe, die unter dieAutorisierung fallen werden.
Unser Ziel ist es, dass alle Verwendun-gen unserer Schmierstoffe registriertwerden.
Weitere Informationen zu Klüber undREACH finden Sie auf unserer Websiteunter dem Menüpunkt „Service“ sowiein einem Info-Folder, den wir Ihnengern zuschicken.
Falls Sie konkrete Fragen zu REACHim Zusammenhang mit KlüberSchmierstoffen haben, stehen Ihnenauch unsere MCM-Spezialisten gernzur Verfügung. Schicken Sie einfacheine E-Mail an [email protected].
Was die Vorbereitungen auf REACHbetrifft, so kann Klüber Lubrication aufeinen großen Erfahrungsschatz zu-rückgreifen. Der Konformität unsererSchmierstoffe, sowohl mit gesetz-lichen Bestimmungen als auch mitKundenanforderungen, misst dasUnternehmen von jeher größteBedeutung bei. Vor zehn Jahrenwurde mit „Material ComplianceManagement“ (MCM) eine eigeneAbteilung für diese komplexe Materiegeschaffen. Die MCM-Spezialistenhaben Erfahrung in der Registrierungnach internationalen Rechtsvorschrif-ten und arbeiten seit sechs Jahrenauch zum Thema REACH. Unteranderem ist Klüber aktiv an REACH-Arbeitsgruppen für Schmierstoffebeteiligt, zum Beispiel bei ELGI, demEuropean Lubricating Grease Institu-te, bei ATIEL, der Technical Associa-tion of the European Lubricants Indu-stry, im VSI, dem VerbandSchmierstoff-Industrie e. V., imBundesverband Mittelständischer
Klüber und REACH
Die neue europäische Chemikalienverordnung REACH, die zum 1. Juni 2007 in Kraft trat, regelt die Stoffpolitik in Europa grundle-gend neu. Die Auswirkungen von REACH betreffen nicht nur dieChemiewirtschaft, sondern weite Bereiche von Industrie, Handelund Dienstleistern. Noch besteht vielfach Unsicherheit über dieFolgen von REACH, über neue Aufgaben und Herausforderungen.
Chemikalien und chemikalischeZubereitungen sind von REACHbetroffen.
Dr. Luciana Husfeld, Leiterin der Abteilung MCM, engagiert sich bei zahlreichen Veranstaltungen zum Thema Schmierstoffe und REACH.

13
Zuverlässiger Betrieb von öleingespritzten Prozessgas-Schrauben-kompressoren durch die Auswahl des passenden Schmieröls
Der Gasstrom ist entscheidend
Die Auswahl desSchmieröls beeinflusstnicht nur die Funktionvon Prozessgas-Schraubenkompresso-ren, sondern wirkt sichsogar auf die Wert-schöpfung der kom-pletten Prozessanlageaus. Häufig auftretendeProbleme wie hoherVerschleiß, Ablagerun-gen, Schlammbildungoder Korrosion könnenzu ungeplanten Still-ständen und hohenAusfallkosten dergesamten Prozessanla-ge führen. Der folgendeBeitrag benennt dieentscheidenden Krite-rien für die Wahl despassenden Schmieröls.
Welches Schmieröl ist am besten geeignet? Was passiert,wenn Prozessgas und Schmieröl im Kompressor zu-sammentreffen? Diese und weitere entscheidende Fragenergeben sich immer wieder, wenn Prozessgas-Schrauben-kompressoren in Betrieb genommen und erstmals ge-schmiert werden sollen oder in Betrieb befindliche Kompres-soren aufgrund eines Problems ausgefallen sind. Diefolgenden Beispiele aus der Praxis zeigen, dass zur Beant-wortung dieser Fragen ein hohes Maß an chemischem Ver-ständnis und praktischen Erfahrungen notwendig ist.
Öleingespritzte Schraubenkompressoren
Prozessgaskompressoren existieren in vielen Industriebe-reichen in den unterschiedlichsten Bauformen – je nach den
Anforderungen an Volumenstrom undDruck des jeweiligen Prozesses. Tur-boverdichter, Kolbenkompressorenund Schraubenkompressoren sind inder Industrie am weitesten verbreitet.Ihre Einsatzbereiche liegen vorwiegendin der Öl- und Gasindustrie sowie inder chemischen und petrochemischenIndustrie – überall dort, wo Prozessga-se verdichtet und verarbeitet werden.
Die Unterschiede bezüglich derSchmierung der einzelnen Bauartensind groß. Bei Turbokompressorendient das Schmieröl allein zur Lager-schmierung und kommt mit dem Pro-
13

14 T R I B O J O U R N A L 1 / 2 0 0 7
zessgas nicht oder nur geringfügig inKontakt. Anspruchsvoller ist dieSchmierung bei öleingespritztenSchrauben- und Kolbenkompressoren.Dort wird das Schmieröl direkt in denVerdichtungsraum eingespritzt undmuss Kolben oder Rotoren schmieren,abdichten und vor allem kühlen – unterteilweise extremen Betriebsbedingun-gen. Speziell bei Schraubenkompres-soren hat das Schmieröl intensivenKontakt mit dem Prozessgas, da auf-grund der Umlaufschmierung – im Ver-gleich zur Verlustschmierung am Kol-benkompressor – auch langeÖlstandzeiten erzielt werden sollen.Aufgrund dieser Herausforderung wirddaher im Folgenden ausschließlich auföleingespritzte Schraubenkompresso-ren eingegangen.
Die Würze liegt im Gasstrom
Druckluftkompressoren verdichten neben den individuel-len Verunreinigungen in der Luft stets einen bekannten Gas-strom – nämlich Umgebungsluft. Bei Gaskompressorendagegen können die unterschiedlichsten Gase und Gasge-mische auftreten: von inerten Gasen wie Wasserstoff, Stickstoff und Helium über reaktive Gase wie Ammoniak,Methylchlorid und Schwefelwasserstoff bis hin zu Kohlen-wasserstoffgasen wie Methan, Propan und Heptan. AuchFeuchtigkeit sowie saure Begleitelemente wie zum BeispielChlor- oder Schwefelwasserstoff kommen teilweise imGemisch vor.
Diese individuellen und stets unterschiedlichen Gasströ-me erschweren die Schmierölauswahl. Während bei Druck-luftkompressoren die Oxidation des Schmieröls durch Luft-sauerstoff die wesentliche Rolle spielt, können beiProzessgaskompressoren deutlich komplexere und schwe-rer vorhersehbare Reaktionen auftreten. Neben chemischenReaktionen zwischen dem Gas und dem Schmieröl, Versäu-erung des Öls, Korrosion und Schlammbildung ist auch vorallem die Löslichkeit von Gasen in Schmierölen zu beach-ten, denn dadurch kann die Viskosität des Öls im Betriebdeutlich reduziert werden.
Die aus diesen Reaktionen resultierenden möglichen Pro-bleme für den Betreiber sind vielfältig: Schäden an Lagernund Rotoren, Korrosion, feste oder schlammartige Ablage-rungen, kurze Ölwechselintervalle, hoher Ölverbrauch,Schaumbildung bis hin zur Schädigung des nachgeschalte-ten Prozesskatalysators. Dazu kommen in vielen Fällen lang-wierige Stillstände des Kompressors und damit kosteninten-sive Ausfallzeiten der gesamten Prozessanlage.
Soweit zur Problematik. Aber was ist nun im Einzelnen zubeachten, wenn man einen vorgegebenen Gasstrom zu ver-dichten hat und dafür ein passendes Schmieröl benötigt?
Abb. 1: Schraubenkompressor in Schall-schutzgehäuse in einer Raffinerie
Ihr Vorteil:
z zuverlässiger Betrieb der Prozessgas-Kompressorendurch hohe Expertise bei der Schmierstoffauswahl undleistungsstarke Kompressorenöle
z Verfügbarkeit der Anlagen – schmierstoffbedingte ungeplante Stillstände werden vermieden
z Katalysatoren arbeiten lange Zeit effektiv und wirt-schaftlich, da die Klüber Schmieröle auf die Katalysa-tormaterialien abgestimmt sind
z verlängerte Ölwechselfristen, dadurch Kosten-einsparung im Wartungsbereich

15
Typische Probleme und Lösungsansätze
A. Bauteilverschleiß durch ViskositätsabfallBestimmte Gase können sich unter Druck in Schmierölen
lösen und die Viskosität des Öls herabsetzen. Dies kann zuVerschleiß an Lagern und Rotoren des Kompressors führen.
Ein typisches Beispiel verdeutlicht diesen Effekt genauer:Ebenso wie sich Kohlensäure unter Druck in einem Bier löstund nach Entspannung bei Druckverlust – also nach Öffnender Flasche – durch Aufschäumen aus dem Getränk austritt,lösen sich die Prozessgase unter Druck im Schmieröl desKompressors. Sie treten wieder aus, sobald der Druck sinkt –meist ist dies durch Schaumbildung deutlich sichtbar.
Dabei gilt: je höher die Löslichkeit, umso stärker der Visko-sitätsabfall des Öls. Die Löslichkeit eines bestimmten Gasesin einem Schmieröl hängt im Wesentlichen von folgendenFaktoren ab.
Druck: Je höher der Verdichtungsenddruck ist, umso grö-ßer fällt die Löslichkeit des Gases im Schmieröl aus.
Temperatur: Mit steigender Verdichtungsendtemperaturnimmt die Löslichkeit des Gases im Schmieröl ab.
Polarität des Öls und des Gases: Grundsätzlich sind pola-re Gase besser in polaren Schmierölen löslich als in unpola-ren Ölen. Dieses Prinzip gilt auch umgekehrt: Unpolare Gaselösen sich besser in unpolaren Ölen als in polaren Ölen.
Molekülgewicht des Gases: Je höher das Molekülgewichtdes Gases, umso leichter ist es im Schmieröl löslich undumso deutlicher sinkt die Viskosität des Öls. So lösen sichzum Beispiel „schwerere“ Kohlenwasserstoffe wie Toluol
C7H8 besser als „leichtere“ Kohlenwas-serstoffe wie Methan CH4 oder PropanC3H8.
Zur besseren Verständlichkeit dieserZusammenhänge folgt nun ein prakti-sches Beispiel. Folgender Gasstromsoll verdichtet werden (Angaben inMol-%):
20,0 % Methan CH49,0 % Ethan C2H6
22,0 % Butan C426,0 % Propan C3H8
Bei dem hierbei verwendeten Kom-pressor handelt es sich um einen ölein-gespritzten Schraubenkompressor. Erverdichtet das Gasgemisch von 0,5 auf6,0 bar bei etwa 95 °C. Die Mindest-viskosität an den Lagern bei 70 °CÖltemperatur muss laut Hersteller 10 mm2/s betragen, an den Rotorenbei 95 °C Öltemperatur mindestens8,5 mm2/s. Die Umgebungstemperaturliegt zwischen 0 °C und 45 °C. Wel-ches Schmieröl eignet sich für diesenGasstrom? Und welche Viskosität hatdieses Öl unter Betriebsbedingungen,wenn sich das Gas darin gelöst hat?Reicht die verbleibende Viskosität aus,um die zuverlässige Funktion desKompressors langfristig zu gewährleis-ten?
13,0 % C55,5 % C64,0 % C70,5 % C8+
Abb. 2: Schematischer Viskositätsverlauf
eines Polyglykolöls im Vergleich zu
einem Mineralöl bei der Verdichtung eines
Kohlenwasserstoffgasgemisches
Vis
kosi
tät
Laufstunden des Kompressors
ISO VG 150
Mineralöl ISO VG 150Hoher Viskositätsabfall, Viskosität außerhalb der Spezifikation
Polyglykolöl ISO VG 150Geringer Viskositätsabfall, Viskosität innerhalb der Spezifikation
Viskosität zu niedrig - drohender Lagerschaden am Kompressor!
Stetige Verdünnung desMineralöls
Stabile Viskosität nachanfänglicher Verdünnung
Empfohlener Viskositätsbereich

16 T R I B O J O U R N A L 1 / 2 0 0 7
Hilfe per Software
Eine Antwort auf all diese Fragen gibtzum Beispiel ein spezielles Berech-nungsprogramm, mit dem sich die Lös-lichkeit jedes einzelnen im Gasstromenthaltenen Gases im Schmieröl ermit-teln lässt. Der Nutzen ist eine genaueVorhersage der Viskosität unterBetriebsbedingungen und dadurch einstabiler Schmierfilm sowie für den Ver-antwortlichen ein gutes Gefühl bei Inbe-triebnahme und Betrieb des Kompres-sors. Klüber Lubrication verfügt übereine Software für diese Berechnungs-aufgabe, sie basiert auf jahrelangenErfahrungen, umfangreichen Berech-nungen und vielen Online-Viskositäts-messungen an laufenden Gaskom-pressoren.
Für unser Praxisbeispiel ergab sich,dass ein Polyglykolöl mit einer Visko-sität von ISO VG 150 erforderlich ist.Die Viskosität fällt im Betrieb von 150 mm2/s auf etwa 62 mm2/s bei 40°C ab. Die dadurch im Betriebspunktauftretende Viskosität reicht aus, umden Kompressor zuverlässig zuschmieren. Zudem sollte der Kompres-sor bei einer Verdichtungsendtempera-tur von über 80 °C betrieben werden,um die Kondensation von schwererenKohlenwasserstoffen wie zum BeispielC6+ zu unterbinden.
Würde man in dieser Applikation ein Mineralöl mit einerISO VG 150 verwenden, hätte man vermutlich schnell einProblem. Abbildung 2 zeigt den entscheidenden Unter-schied. Für den zu verdichtenden Gasstrom ist der Viskosi-tätsverlauf eines Polyglykolöls im Vergleich zu einem Mine-ralöl aufgezeichnet. Da Mineralöle unpolar sind und unpolareKohlenwasserstoffgase gut lösen, fällt die Viskosität schnel-ler und deutlich weiter ab im Vergleich zu einem polarenPolyglykolöl. Zudem gibt es keinen Sättigungspunkt desGases im Öl. Die Viskosität fällt im Betrieb immer weiter undlandet schließlich unter den vorgegebenen Viskositätsanfor-derungen. Ein ausreichender Verschleißschutz ist nicht mehrgegeben, Lagerschäden am Kompressor oder sogar Schä-den an den Rotoren können auftreten. Stillstand des Kom-pressors und oftmals der gesamten Prozesskette mit hohenProduktionsausfällen sind die Folgen.
Die Berechnung der Viskosität unter Betriebsbedingungenist bei jedem Gasstrom eine wichtige Auslegungsgröße undGrundlage für einen auf lange Sicht zuverlässigen Betriebdes Kompressors. Daher sollte das erforderliche Fachwis-sen eines Schmierstoffspezialisten bei der Schmierölaus-wahl herangezogen werden.
B. Hoher Ölverbrauch des Kompressors
Oft erzeugen öleingespritzte Schraubenkompressoreneinen relativ hohen Ölverbrauch. Dies zeigt sich vor allem anhohen Ölnachfüllraten, die neben dem erhöhten Wartungs-aufwand auch für steigende Betriebskosten sorgen. Zudemkann ein hoher Ölwurf des Kompressors dazu führen, dasssich das Öl in nachgeschalteten Bauteilen absetzt, Rück-stände bildet oder die Prozesskatalysatoren beschädigt.
In vielen Prozessen steigen zudem die Anforderungen anden maximalen Ölgehalt in dem Prozessgas, was bereits beider Ölauswahl mit berücksichtigt werden sollte.
Die Ursache für einen relativ hohen Ölverbrauch liegt näm-lich oftmals im Öl selbst: Wird das Schmieröl zur Schmie-rung in den Schraubenkompressor eingespritzt, dient esneben der eigentlichen Schmierung hauptsächlich auch zurKühlung des Gasstromes. Unter den im Kompressor herr-schenden Temperaturen von oft über 90 °C könnenSchmieröle verdampfen. Der Öldampf wird mit dem Gas-strom mitgeführt und – im Gegensatz zu den Öltröpfchen imGasstrom – nicht durch den Ölabscheider zurückgehalten.Dadurch entsteht der Ölverbrauch, der unter anderem vonder Verdampfungsstabilität des Schmieröls abhängt. Her-kömmliche Mineralöle haben im Vergleich zu synthetischenGrundölen einen höheren Dampfdruck – sie verdampfenleichter – und erzeugen somit einen höheren Ölverbrauch.
Neben der Verdampfung des Öls spielt auch die Absorp-tion des Öls im Gasstrom eine Rolle. Ölmoleküle könnendurch das verdichtete Gas absorbiert und so mit dem Gas-
17
strom mitgerissen werden. Hier ist es genauso wie bei derLöslichkeit: Unpolare Gase absorbieren unpolare Öle deut-lich besser als polare Öle und umgekehrt. Hat der GasstromÖlanteile absorbiert, lassen sich diese durch den Ölabschei-der auch nicht mehr zurückhalten.
Betrachtet man die Effekte von Absorption und Verdamp-fung, dann zeigt sich, dass der Ölverbrauch des Kompressorsdurch die Auswahl des Grundöls beeinflusst werden kann.
Für viele Betreiber von Prozessgaskompressoren ist wich-tig, welche Menge an Öl man auf dem Kompressor nachfül-len muss. Viele Anwender interessieren sich mehr für dieHöhe des Ölgehaltes im verdichteten Gasstrom. Zwei ver-schiedene Interessen – jedoch mit gleicher Ursache, wie imfolgenden Abschnitt erläutert wird.
C. Hoher Öldampfgehalt im GasstromViele Prozesse in der Industrie – speziell die Verdichtung
von Helium und Stickstoff – stellen sehr hohe Anforderun-gen bezüglich eines möglichst geringen Ölanteils im verdich-teten Gasstrom. Neben der Effektivität des Ölabscheidersspielt hier die Verdampfungsneigung des Schmieröls einebesondere Rolle. In der Praxis bedeutet ein hoher Ölver-brauch des Kompressors auch einen hohen Öleintrag in denGasstrom.
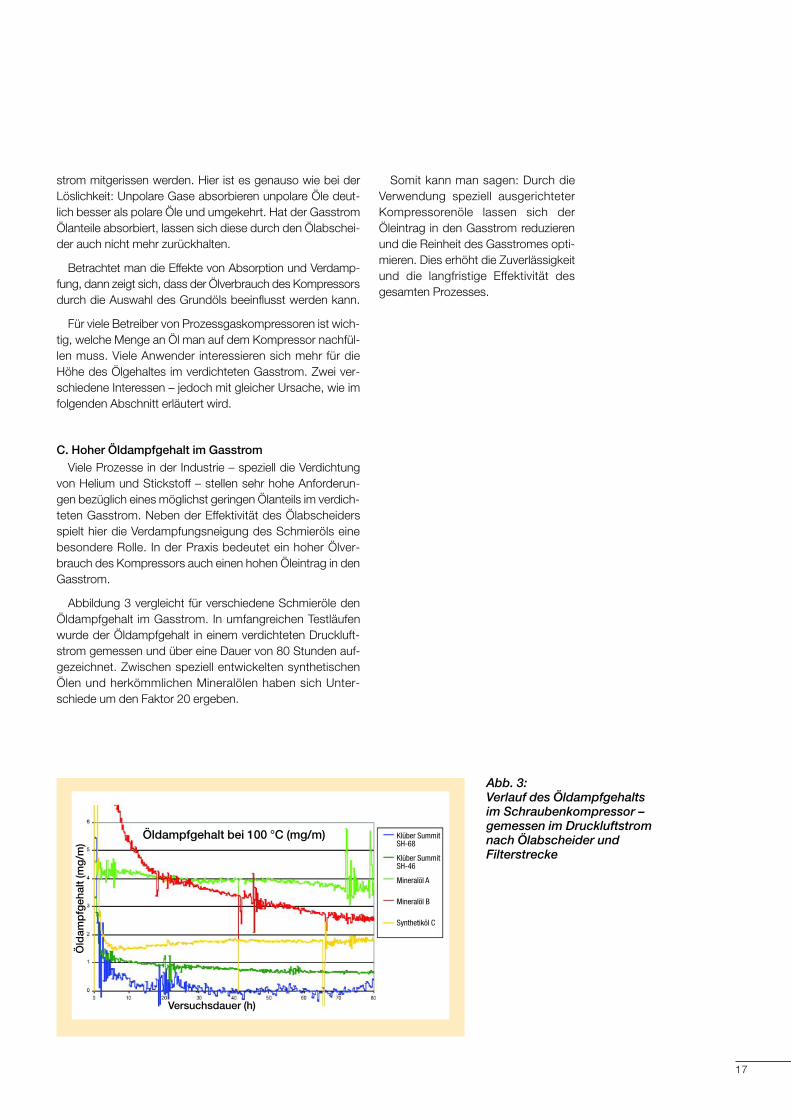
Abbildung 3 vergleicht für verschiedene Schmieröle denÖldampfgehalt im Gasstrom. In umfangreichen Testläufenwurde der Öldampfgehalt in einem verdichteten Druckluft-strom gemessen und über eine Dauer von 80 Stunden auf-gezeichnet. Zwischen speziell entwickelten synthetischenÖlen und herkömmlichen Mineralölen haben sich Unter-schiede um den Faktor 20 ergeben.
Abb. 3: Verlauf des Öldampfgehalts im Schraubenkompressor – gemessen im Druckluftstrom nach Ölabscheider und Filterstrecke
Öld
amp
fgeh
alt (
mg
/m)
Öldampfgehalt bei 100 °C (mg/m)
Versuchsdauer (h)
Klüber SummitSH-68
Klüber SummitSH-46
Mineralöl A
Mineralöl B
Synthetiköl C
Somit kann man sagen: Durch dieVerwendung speziell ausgerichteterKompressorenöle lassen sich derÖleintrag in den Gasstrom reduzierenund die Reinheit des Gasstromes opti-mieren. Dies erhöht die Zuverlässigkeitund die langfristige Effektivität desgesamten Prozesses.

18 T R I B O J O U R N A L 1 / 2 0 0 7
D. Schädigungen am Prozesskatalysator
In vielen Prozessen sind hinter demKompressor Prozesskatalysatorennachgeschaltet. Diese Katalysatorenspielen bei der weiteren Verarbeitungder Prozessgase eine wesentlicheRolle. Sind in dem verdichteten Gas-strom Anteile von Kompressorenöl ent-halten, kann dieser Ölanteil den Pro-zesskatalysator in seiner Wirksamkeitmindern oder ihn sogar zerstören. Manspricht hierbei auch von „Catalyst Poi-soning“.
Um diesen Effekt zu vermeiden, muss man den Öleintragin den Gasstrom möglichst gering halten sowie besonderenWert auf die Formulierung des Öls legen. Mineralöle zumBeispiel enthalten Anteile an ungesättigten Kohlenwasser-stoffen sowie Schwefelverbindungen, die die Materialien inden Katalysatoren beschädigen können. Auch bestimmteAdditive können negative Reaktionen hervorrufen, die lang-fristig zu Schäden führen.
Um auf der sicheren Seite zu sein, empfiehlt es sich, spe-zielle Schmieröle einzusetzen, die im Idealfall auch noch vonnamhaften Prozesskatalysatorherstellern – zum Beispiel UOP –freigegeben sind. Klüber Lubrication führt solche Öle im Pro-gramm. Die Grundöle und Additive dieser Schmierstoffe sindspeziell auf die Katalysatormaterialien abgestimmt. Sie sor-gen für zuverlässige Prozesse und dafür, dass der Katalysatorlange Zeit effektiv und wirtschaftlich arbeitet.
E. Ablagerungen im KompressorWie eingangs bereits erwähnt finden sich in Prozessgasen
die unterschiedlichsten Gasgemische. Die einzelnenBestandteile des Gemisches kommen im Kompressor inintensiven Kontakt mit dem Schmieröl, das in den Verdich-tungsraum eingespritzt wird. Neben den verschiedenenGasgemischen gibt es nun auch unterschiedliche Grundöl-typen und vielfältige Additive in Schmierölen. Schmieröl,Additive und Gasstrom zusammen ergeben eine bunteMischung verschiedenster chemischer Elemente. Daherspielt die Ölauswahl auch in Bezug auf unerwünschte Abla-gerungen eine ganz besondere Rolle.
An einem Praxisbeispiel wird deutlich, welche extremenAuswirkungen dies haben kann: In einem öleingespritztenProzessgas-Schraubenkompressor wurde ein für den Gas-strom unpassendes Öl eingesetzt. In den ersten 500Betriebsstunden färbte sich das Öl grünlich. Dann ließ sichder Kompressor plötzlich nicht mehr steuern – das „SlideValve“ für die Volumenstromregulierung saß fest. Kurze Zeitspäter stieg die Stromaufnahme des Antriebsmotors an undder Kompressor schaltete ab.
Nach dem Öffnen des Ölbehälters wurde schnell klar,warum der Kompressor nicht mehr arbeitete: Die Rotorenund das komplette Ölsystem waren belegt mit grünlichemSchlamm. Dies führte dazu, dass der Kompressor ausge-baut und an den Hersteller geschickt werden musste, umihn manuell reinigen und instand setzen zu lassen. Wie mansich vorstellen kann, ergaben sich durch diese Aktionbeträchtliche Ausfallkosten für den Betreiber. Was lässt sichtun, um Ablagerungen möglichst zu vermeiden? Dazu ist vielErfahrung vonnöten und umfangreiches, chemisches Detail-wissen gefordert. Reaktive Gase können mit Additiven odersogar ungesättigten Kohlenwasserstoffen in Mineralölen rea-gieren und zu den unterschiedlichsten Reaktionsproduktenführen. Versäuerung des Öls, Ausfällungen, Schlammbil-
Abb. 4: Ölbehälter eines Prozessgaskompressors, belegt mit grünlichemSchlamm durch Reaktionen zwischen Schmieröl und Prozessgas

19
Dipl.-Ing. (FH) Holger Körber
Technische Beratung und VerkaufInternational
Leiter Global Expert TeamGaskompressoren
Klüber Lubrication München KG
dung bis hin zum Verkleben von Ventilen und Bauteilen sinddie möglichen Folgen.
Daher ist es wichtig, mögliche Reaktionen bereits dannvorauszusehen, wenn man für einen Gasstrom ein Schmier-öl auswählt. Oftmals sind aggressive Bestandteile im Gas-strom einfach vorgegeben und man muss die potenziellenGefahren vorher ein- und abschätzen. Was kann passieren,wie könnte sich das auswirken und was lässt sich unterneh-men, um während des Betriebes des Kompressors denZustand zu kontrollieren? Dieses Vorgehen stellt zwar einenKompromiss dar, ohne den es in manchen Anwendungenjedoch nicht geht: Im Zweifelsfall bleiben dem Betreiber böseÜberraschungen und damit viel Ärger sowie Ausfall- undReparaturkosten erspart. Speziell in solchen Fällen sind diepraktischen Erfahrungen des Schmierstofflieferanten sehrwichtig, ohne die eine fundierte Aussage kaum zu treffen ist.
Fazit
Bei der Schmierung von öleingespritzten Prozessgas-Schraubenkompressoren sind die Zuverlässigkeit und dieWertschöpfung der gesamten Prozessanlage in hohemMaße abhängig von der Auswahl des richtigen Schmieröls.Vom Schmierstofflieferanten sollte daher heute mehr erwar-tet werden als allein die Lieferung des Schmieröls. Umfang-reiches chemisches Detailwissen, eine große Portion prakti-scher Erfahrungen sowie speziell abgestimmte Schmieröleermöglichen es einem Spezialisten, die Auswirkungen desGasstroms auf das Schmieröl zu prüfen und vorherzusagen.Die Kosten für ein individuelles Leistungspaket mit fundierterBeratung, Gasstromanalysen, Vor-Ort-Betreuung und demrichtigen Schmieröl haben sich für den Betreiber bereitsdann amortisiert, wenn dadurch auch nur ein einziger kur-zer, ungeplanter Stillstand vermieden wird. Über einen län-geren Zeitraum betrachtet bietet eine solche Partnerschaftzwischen OEM, Betreiber und Schmierstoffspezialist in vie-len Fällen ein beträchtliches Potenzial zur Steigerung derProduktivität der gesamten Prozessanlage.
Klar – mit leistungsstarken transparenten Haftschmierstoffen
von KlüberMit den Haftschmierstoffen der Klüberfluid C-F Ultra Reihe wird
der Umgang mit offenen Großantrieben zur sauberen Sache: Die
graphitfreien, transparenten Spezialschmierstoffe sorgen für
einfaches Handling und ermöglichen Ihnen Flankenkontrollen
auch im Betrieb. Durch geringe Verbrauchsmengen senken Sie
die Entsorgungs- und Lagerhaltungskosten, Reinigungsarbeiten
zur Inspektion entfallen und der Wartungsaufwand wird geringer.
Wenn Sie also sauber sparen wollen, rufen Sie uns einfach an.
Siehe auch Beitrag auf Seite 7

Moderne Antriebslösungen erfor-dern Maschinenelemente höchsterPräzision, die ein weites Temperatur-spektrum abdecken und dabei nebenniedriger Geräuschentwicklung auchgeringe Reibwerte mit sich bringen.Lange Lebensdauer und Wartungsfrei-heit bei zuverlässiger Funktion desBauteils sind maßgebliche Hauptanfor-derungen an die einzelnen Komponen-ten, die z. B. im Automotive-Bereicheingesetzt werden. Je nach Verwen-dung des Bauteils, beispielsweise inFensterheber- und Scheibenwischer-motoren oder Lüftern, ergibt sich eindifferierendes Beanspruchungsprofilmit sehr hohen oder auch sehr niedri-gen Drehzahlen. Zusätzlich sind teil-weise alternierende oder oszillierendeLagerbewegungen zu bewältigen. Umalle geforderten Parameter abzudecken,hat sich eine über Jahre erprobte, auf-einander abgestimmte Konstruktion,
bestehend aus Lager und Welle in Kombination mit einemleistungsfähigen Schmierstoff, als erfolgreicher Weg erwie-sen. Sintermetall-Gleitlager aus unterschiedlichen Grund-stoffen, Dichte und Porenstruktur ermöglichen die Tränkungmit einem für die Anforderungen geeigneten Schmierstoffund bieten somit für zahlreiche Anwendungen in technischersowie wirtschaftlicher Hinsicht die passende Lösung.
1 Hintergründe der Zusammenarbeit
Um präzisere tribologische Erkenntnisse für Sinterlageran-wendungen zu gewinnen, als derzeit vorliegen, beschlossendie beiden Unternehmen GKN Sinter Metals und KlüberLubrication München KG, ein Gemeinschaftsprojekt mit derWestsächsischen Hochschule Zwickau durchzuführen. DasZiel des Vorhabens war die tribologische Optimierung derLaufeigenschaften durch systematische Analyse derSystemkomponenten, mit dem Hintergrund, die Ergebnisseauf Anwendungen unter Serienbedingungen übertragen zukönnen. Dazu mussten zunächst die Einsatzgrenzen in typi-schen Anwendungen unter Berücksichtigung der in der Pra-xis vorliegenden Betriebsbedingungen wie Last, Temperatur,Drehzahl, geforderte Laufzeit etc. auf dem Prüfstand reali-
GKN und Klüber untersuchen die Tribologie von Sinterlagern an der Westsächsischen Hochschule Zwickau
Tribologie-Optimierung an Sintermetall-Gleitlagern
Aufgrund ihrer Vorzügefinden Sintermetall-Gleitlager in zahlrei-
chen Applikationen mitden unterschiedlichs-
ten Betriebsbedingun-gen Verwendung. Umhierbei die geforderte
Funktion zuverlässig zugewährleisten und eine
hohe Lebensdauersowie Wartungsfreiheit
zu erreichen, kommtneben der konstrukti-
ven Auslegung derTränkung der Lager mithochwertigen Schmier-stoffen entscheidendeBedeutung zu. Die tri-bologischen Erkennt-
nisse fußen bislang pri-mär auf Erfahrung undKnow-how der in die-
sem Feld aktivenUnternehmen. Um
diese Erkenntnisse zuerweitern, schlossen
sich die beiden Unter-nehmen GKN Sinter
Metals und KlüberLubrication in einem
Gemeinschaftsprojektmit der Westsächsi-
schen HochschuleZwickau zusammen.Erste Forschungser-
gebnisse zur Optimie-rung der Lager-Laufei-
genschaften liegeninzwischen vor.
20 T R I B O J O U R N A L 1 / 2 0 0 7
21
siert werden. Die Randparameter wurden in der Folge suk-zessive ausgeweitet, um die möglichen Grenzwerte näher zuerforschen. Hierbei nahm man experimentelle Untersuchun-gen am Tribosystem Sinterlager/Welle vor. Der jeweils ver-wendete Schmierstofftyp, dessen Grundölviskosität, Additi-vierung sowie das zugrundeliegende Schmierstoffkonzept,etwa Tränköl oder Tränkfluid, beeinflussten die Laufergeb-nisse dabei maßgeblich.
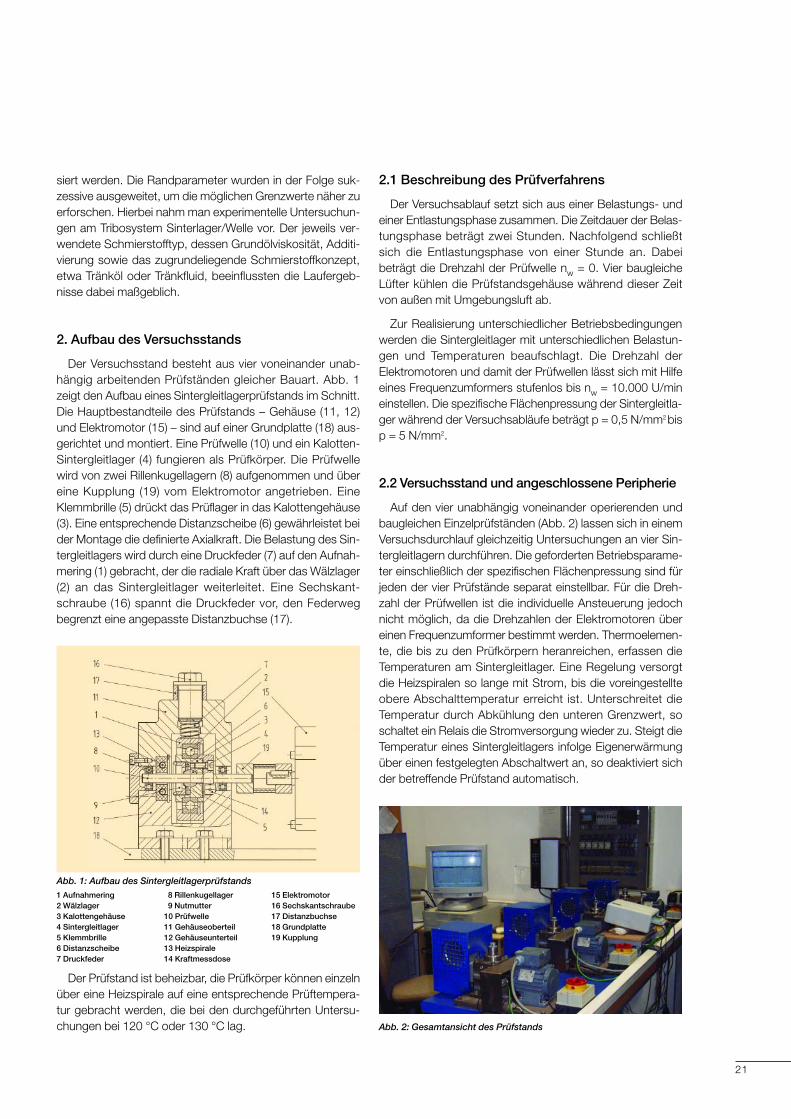
2. Aufbau des Versuchsstands
Der Versuchsstand besteht aus vier voneinander unab-hängig arbeitenden Prüfständen gleicher Bauart. Abb. 1zeigt den Aufbau eines Sintergleitlagerprüfstands im Schnitt.Die Hauptbestandteile des Prüfstands – Gehäuse (11, 12)und Elektromotor (15) – sind auf einer Grundplatte (18) aus-gerichtet und montiert. Eine Prüfwelle (10) und ein Kalotten-Sintergleitlager (4) fungieren als Prüfkörper. Die Prüfwellewird von zwei Rillenkugellagern (8) aufgenommen und übereine Kupplung (19) vom Elektromotor angetrieben. EineKlemmbrille (5) drückt das Prüflager in das Kalottengehäuse(3). Eine entsprechende Distanzscheibe (6) gewährleistet beider Montage die definierte Axialkraft. Die Belastung des Sin-tergleitlagers wird durch eine Druckfeder (7) auf den Aufnah-mering (1) gebracht, der die radiale Kraft über das Wälzlager(2) an das Sintergleitlager weiterleitet. Eine Sechskant-schraube (16) spannt die Druckfeder vor, den Federwegbegrenzt eine angepasste Distanzbuchse (17).
Der Prüfstand ist beheizbar, die Prüfkörper können einzelnüber eine Heizspirale auf eine entsprechende Prüftempera-tur gebracht werden, die bei den durchgeführten Untersu-chungen bei 120 °C oder 130 °C lag.
2.1 Beschreibung des Prüfverfahrens
Der Versuchsablauf setzt sich aus einer Belastungs- undeiner Entlastungsphase zusammen. Die Zeitdauer der Belas-tungsphase beträgt zwei Stunden. Nachfolgend schließtsich die Entlastungsphase von einer Stunde an. Dabeibeträgt die Drehzahl der Prüfwelle nw = 0. Vier baugleicheLüfter kühlen die Prüfstandsgehäuse während dieser Zeitvon außen mit Umgebungsluft ab.
Zur Realisierung unterschiedlicher Betriebsbedingungenwerden die Sintergleitlager mit unterschiedlichen Belastun-gen und Temperaturen beaufschlagt. Die Drehzahl derElektromotoren und damit der Prüfwellen lässt sich mit Hilfeeines Frequenzumformers stufenlos bis nw = 10.000 U/mineinstellen. Die spezifische Flächenpressung der Sintergleitla-ger während der Versuchsabläufe beträgt p = 0,5 N/mm2 bisp = 5 N/mm2.
2.2 Versuchsstand und angeschlossene Peripherie
Auf den vier unabhängig voneinander operierenden undbaugleichen Einzelprüfständen (Abb. 2) lassen sich in einemVersuchsdurchlauf gleichzeitig Untersuchungen an vier Sin-tergleitlagern durchführen. Die geforderten Betriebsparame-ter einschließlich der spezifischen Flächenpressung sind fürjeden der vier Prüfstände separat einstellbar. Für die Dreh-zahl der Prüfwellen ist die individuelle Ansteuerung jedochnicht möglich, da die Drehzahlen der Elektromotoren übereinen Frequenzumformer bestimmt werden. Thermoelemen-te, die bis zu den Prüfkörpern heranreichen, erfassen dieTemperaturen am Sintergleitlager. Eine Regelung versorgtdie Heizspiralen so lange mit Strom, bis die voreingestellteobere Abschalttemperatur erreicht ist. Unterschreitet dieTemperatur durch Abkühlung den unteren Grenzwert, soschaltet ein Relais die Stromversorgung wieder zu. Steigt dieTemperatur eines Sintergleitlagers infolge Eigenerwärmungüber einen festgelegten Abschaltwert an, so deaktiviert sichder betreffende Prüfstand automatisch.
1 Aufnahmering2 Wälzlager3 Kalottengehäuse4 Sintergleitlager5 Klemmbrille6 Distanzscheibe7 Druckfeder
8 Rillenkugellager9 Nutmutter
10 Prüfwelle11 Gehäuseoberteil12 Gehäuseunterteil13 Heizspirale14 Kraftmessdose
15 Elektromotor16 Sechskantschraube17 Distanzbuchse18 Grundplatte19 Kupplung
Abb. 1: Aufbau des Sintergleitlagerprüfstands
Abb. 2: Gesamtansicht des Prüfstands

22 T R I B O J O U R N A L 1 / 2 0 0 7
Um die Reibungskräfte während der Versuche aufzuneh-men, nutzt man Miniatur-Druckkraftsensoren. Ähnlich demAbschaltkriterium für die Temperaturregelung wird auch hierdie Größe der Reibungskräfte mit dem Grenzwert verglichenund bei Überschreitung der jeweilige Prüfstand gestoppt.Alle erfassten Kraft- und Temperaturmesswerte werden mitdem verwendeten Almemo-Messgerät und der SoftwareAMR WinControl für die weitere Verarbeitung am PC vorbe-reitet. Nach Beendigung der Versuche findet die anschlie-ßende Auswertung mit Microsoft Excel statt. Die Resultateder Auswertungsprozedur werden in Diagrammen darge-stellt, in denen die Reibkräfte, die Reibungszahlen und Tem-peraturen als Funktionen der Zeit aufgetragen sind.
3 Auswertung
Die Betriebsparameter wurden generell an die obere ther-mische und mechanische Belastungsgrenze gelegt, umdurch den dadurch verursachten Zeitraffereffekt in der kür-zest möglichen Zeit Ergebnisse zu erhalten. Ebenfalls zurVerschärfung der äußeren Bedingungen wurden die Tests imStart/Stopp-Betrieb durchführt. Bei „günstigeren“ Betriebs-bedingungen waren Laufzeiten von mehreren Tausend Stun-den zu erwarten; diese wurden bei einigen Versuchen trotzder extremen Bedingungen erreicht.
Als Ausfallkriterium definierte man das Überschreiten deroberen Temperaturgrenze von 145 °C. Für die Obergrenzeder Reibkraft legte man einen Wert von 48 N fest. Damitwurde verhindert, dass bei übermäßigem Anstieg der Reib-kraft die Lager blockieren und die Messzelle beschädigen.
Als Testlager diente eine Kalottenform mit Innendurch-messer 8 mm, Kugeldurchmesser 16 mm und einer Lager-länge von 11 mm. Die eingesetzten Werkstoffe waren Sin-terbronze (Sint-B50) und Sinterstahl (Sint-B10). Diesewurden mit den Klüber Schmierstoffen CONSTANT OY 68,Klübersynth DB 2-68, Klüberalfa DH 3-100 und CONSTANTGLY 2100 getränkt; alle vier genannten Produkte sind in derAutomobilindustrie bereits erprobt.
Insgesamt führte das Untersuchungsteam 21 Versuchemit unterschiedlichen Betriebsbedingungen durch. Mit denanfangs gewählten Parametern für die spezifische Belastung(1 bzw. 2 N/mm2) sowie einer Drehzahl von 3.000 U/minergaben sich durchwegs Laufzeiten von über 1.000 Stun-den, woraufhin man die Versuche abbrach. Diese Bedingun-gen entsprechen einem pv-Wert von 1,26 bzw. 2,52 N/mm2
x m/s. In diesem Belastungsbereich ist der Großteil der Sin-tergleitlager-Anwendungen in der Automobilindustrie ange-siedelt (Lüfter- und Stellmotoren, Fensterheber- und Schei-benwischermotoren). Bei normaler Umgebungstemperaturwäre dieses Ergebnis daher auch zu erwarten; die Tests fan-den jedoch unter erschwerten Bedingungen statt – eineTemperatur von 120 °C wurde am Prüfstand eingestellt –,und dennoch ergaben fast alle Versuche eine hohe Laufzeit.
Um die Versuchszeiten zu reduzieren, wurde die Drehzahlauf 6.000 bzw. 8.000 U/min erhöht sowie die spezifischeBelastung bis auf 4 N/mm2 heraufgesetzt. Im Extremfallergeben diese Bedingungen einen pv-Wert von über 13N/mm2 x m/s, was weit über dem üblichen Einsatzbereichvon Sintergleitlagern liegt. Damit konnte die Lebensdauerder Lager zwar deutlich unter 1.000 Stunden reduziert wer-den, jedoch ergaben sich dabei sehr hohe Schwankungen(von 10 bis einigen 100 Stunden), so dass eine Aussagebezüglich Vergleichbarkeit der verwendeten Schmierstoffenicht mehr möglich war.
Nach dem Ausfall analysierte das Team die Lager mit dendazugehörigen Wellen. Dabei ergaben sich verschiedeneAusfallursachen: Die Additive waren teilweise verbraucht, eswurde teilweise Oxidation des Schmierstoffes nachgewie-sen, außerdem wurden vereinzelt Ölverkokungen festge-stellt. Diese Ursachen führten in der Folge zu Verschleiß, Rie-fenbildung und schlussendlich zum Ausfall derüberbeanspruchten Lager.
Constant GLY 2100 - aus Sinterlager flüssigConstant GLY 2100 Vergleichsspektrum flüssig
Abb. 3: Vergleich eines frischen und einesgebrauchten Sinterlager-Tränkfluids

23
5 Zusammenfassung
Sintermetall-Gleitlager, die mit unterschiedlichen Tränkölenund Tränkfluids imprägniert wurden, erzielten abhängig vomBeanspruchungsprofil Lebensdauern, die unter praxisrele-vanten Betriebsbedingungen ähnliche Systemlaufzeitenergeben. Zusätzlich haben die Versuche bestätigt, dass sichdurch die Verwendung von alterungsstabilen Tränkölen dieLebensdauer von Sinterlagern erhöht. Positiv wirkt sich auchdie Imprägnierung mit Tränkfluids, wie z.B. CONSTANT GLY2100, auf die Lebensdauer des Sinterlagers aus. NiedrigeReibungswerte, die durch Schmierstoffe mit gutem Visko-sitäts-Temperatur-Verhalten erzielt werden, verbessern dasVerschleißschutzverhalten und ermöglichen somit längereBauteilgebrauchsdauern. Die visuelle Beurteilung der Lager-laufbahnen sowie der Prüfwellen deckt sich mit den Ergeb-nissen der Gebrauchtschmierstoff-Untersuchungen. Die aufdem Prüfstand erzielten Laufergebnisse bestätigen langjäh-rige Praxiserfahrungen. Sie bieten eine fundierte Grundlagefür die weitere Entwicklungsarbeit zur Optimierung von Tri-bosystemen, beispielsweise für die immer weiter steigendenAnforderungen und verschärften Betriebsbedingungen inder Automotive-Industrie.
4 Analyse eines gebrauchten Sinterlageröls
4.1 ÖluntersuchungDie Veränderung bzw. der Abbau der Additive in einem
Sinterlager-Tränköl lässt sich detektieren, indem man das imSinterlager befindliche Öl mittels Infrarotspektroskopie ana-lysiert. Hierzu muss das Lager zunächst mit einem geeigne-ten Lösungsmittel extrahiert werden, das anschließend wie-der mit einem Rotationsverdampfer entfernt wird. Nun wirddas extrahierte Öl mit einer FTIR(Fourier Transform Infrared)-Analyse untersucht. Hierbei lässt sich das Vorhandenseinvon Additiven ebenso feststellen wie das von Verunreinigun-gen.
Bei dem in Abb. 3 dargestellten Vergleich der beidenSpektren von CONSTANT GLY 2100, einem Tränkfluid aufBasis eines synthetischen Kohlenwasserstoffs, das einenAnteil an Lithiumseifenverdicker enthält (frisch = rot,gebraucht = schwarz), kann man folgende Unterschiedeerkennen: Die zusätzliche Bande mit dem Peakmaximumbei 1.737 cm-1 lässt auf eine deutliche Verunreinigung miteiner Esterölkomponente schließen. Das Fehlen der beidenBanden bei 1.580 und 1.560 cm-1 weist darauf hin, dasskeine Lithiumseife in dem analysierten Schmierstoff mehrvorhanden ist. Das Fehlen der beiden Banden bei 1.609 und1.518 cm-1 deutet darauf hin, dass das in diesem Produktverwendete Antioxidans vollständig abgebaut ist und somitdie Oxidationsbeständigkeit des untersuchten Schmierstoffssehr stark eingeschränkt ist.
4.2 Bauteiluntersuchung
Die Welle aus Abb. 4 zeigt eine deutliche Reaktionsschichtvon Additiven auf der Oberfläche, die aus dem verwendetenTränkfluid CONSTANT GLY 2100 stammen. Dabei könnte essich beispielsweise um Korrosionsschutzadditive handeln,die durch die hohe Drehzahl von 8.000 U/min nach längeremBetrieb abgebaut werden und sich auf der Oberfläche derWelle ablagern.
In Abb. 5 zeigt die Welle kaum Reaktionsschichten, wasverglichen zu Abb. 4 auf die Tränkung des Sinterlagers miteinem anderen Schmierstoff (Klübersynth DB 2-68) und diewesentlich reduzierte Drehzahl (3.000 U/min), zurückzufüh-ren ist.
Abb. 4: Sinterlager mit zugehörigerWelle nach dem Versuchslauf V20
Abb. 5: Lager mit zugehörigerWelle nach dem Versuchslauf V19
Prof. Eberhard Hänel,
Professor für Tribotechnik und Konstruktionstechnik
Westsächsische Hochschule Zwickau
Karl Dieter Schuster,
Account Manager in der BusinessUnit Bearing Technology
Klüber Lubrication München KG
Wolfgang Pahl,
Leiter der FuE-Abteilung für Sintergleitlager
GKN
Emil Haspinger,
Anwendungs-Ingenieur für Sintergleitlager
GKN

24 T R I B O J O U R N A L 1 / 2 0 0 7
Präzision und Wiederholgenauigkeit, Tragfähigkeit undStoßbelastung, Verschleißfreiheit, Medienresistenz, geringerWartungsaufwand – moderne Linearführungssysteme müs-sen viele Erwartungen erfüllen. Hier sind Schmierungslösun-gen mit verbesserten Leistungsmerkmalen gefragt. Dasneue Klübersynth BM 44-42 wurde eigens für Linearführun-gen, Lagerfreiläufe und Wälzlager mit diesen hohen Anfor-derungen entwickelt.
Gute Haftfähigkeit an der Schmierstelle prädestiniert dasSpezialfett für eine Langzeitschmierung, insbesondere auchbei offenen Lagerstellen oder sich drehendem Außenring,und reduziert dadurch den Wartungsaufwand beträchtlich.Das niedrige Anlaufmoment sorgt für einen störungsfreienBetrieb und Energieeinsparung auch bei tiefen Temperatu-
ren. Die optimierte Ölabgabe sowie spezielle Verschleiß-schutzadditive versprechen zudem eine verlängerte Bauteil-lebensdauer.
Gute Verträglichkeit mit Dichtungswerkstoffen und ande-ren Schmierstoffen sowie ein weiter Gebrauchstemperatur-bereich von –40 bis +140 °C, kurzzeitig bis +180 °C, ermög-lichen die vielseitige Anwendung von Klübersynth BM 44-42,auch wenn es auf die zuverlässige Lebensdauerschmierungankommt. Neben der Lineartechnik eröffnen sich zahlreicheMöglichkeiten z. B. für die Automobilindustrie – überall dort,wo ein verschleißarmer Leerlaufbetrieb und zuverlässigesSchaltverhalten von Freiläufen und Überholkupplungen inKombination mit Wälzlagern gefordert sind, etwa in Brem-sen und generell in der Drive-by-wire-Technologie.
Klübersynth BM 44-42 sorgt langfristig für verschleißarmen Betrieb bei höchster
Präzision.
Bei der Herstellung von Lebens-mittelverpackungen aus Aluminium-folie durch Walzen und Tiefziehenkommt dem Schmierstoff eine wichti-ge Funktion zu. Zur Abfuhr der bei derUmformung erzeugten Wärme undzum Schutz der Folienoberfläche nutztman spezielle Walzöle. Diese habenzusätzlich die Aufgabe, die dünne Folieam Zusammenkleben zu hindern,nachdem sie auf ein Coil aufgerolltwurde. Vor dem Tiefziehen der eigent-lichen Verpackung muss dieser
Gut verträgliche Lösung
Schmierstoff restlos von der Folie ent-fernt werden, um einen Lebensmittel-kontakt auszuschließen, was einen auf-wändigen und teuren Prozessschrittdarstellt. Mit PARALIQ P 68 und PARA-LIQ 91 bietet Klüber Lubrication Spezial-schmierstoffe an, die diesen Waschvor-gang überflüssig machen können: Zumeinen erfüllen sie bereits in geringerDosierung, bzw. verdünnt, die genann-ten unterschiedlichen Funktionen,zusätzlich sind sie für den gelegentlichenKontakt mit Lebensmitteln zugelassen.
PARALIQ P 68 ist in zahlreichenölgeschmierten Reibstellen in derLebensmittel- und Pharmaindustriebewährt, z.B. für Getriebe, Lager, Ket-ten, Spindeln und Gelenke. PARALIQ91 wurde speziell für die Verwendungals Back- und Formtrennmittel in derBack- und Süßwarenherstellung ent-wickelt. Beide Öle entsprechen derDIN V 10517 „LebensmitteltechnischeSchmierstoffe“ und sind nach NSF H1registriert, PARALIQ 91 ist zusätzlich3H-zugelassen. NSF-H1- und 3H-regis-trierte Schmierstoffe sind für den gele-gentlichen, prozessbedingten Lebens-mittelkontakt geeignet, geruchlich undgeschmacklich neutral sowie vommenschlichen Organismus ohne Rük-kstand abzubauen.
Schmieren und Trennenin einem – das bietet Einsparpotenzial beigleichzeitiger Steigerungder Prozesssicherheit.
Vielseitig und langlebig

25
LeserdienstAbsender:
Name
Firma
Abteilung
Straße
Ort
Telefon
Fax
zz Ja, ich möchte das Tribojournal bei Neuauflage beziehen.
Kosten entstehen mir nicht, ich kann das Abonnement jederzeit widerrufen.
Bitte senden Sie mir die deutsche englische spanische französische Ausgabe.
Der angekreuzte Artikel interessiert mich, bitte schicken Sie mir Informationen über
entsprechende Klüber Spezialschmierstoffe bzw. Serviceangebote zu:
Einfach kopieren, ausfüllen und faxen an
Fax +49 (0)89-78 76 90504oder elektronisch bestellen aufwww.klueber.com > Service > Broschürenbestellung
zz Boston Gear steigert Produktivität mit
Klübersynth UH1 6-460
zz Einfahrschmierung von großen
Zahnkranzantrieben
zz Der Gasstrom ist entscheidend
zz Tribologie-Optimierung an
Sintermetall-Gleitlagern
zz Klüber und REACH
zz Klübersynth BM 44-42 für Lagerfreiläufe,
Wälzlager, Linearführungen
zz PARALIQ P68, PARALIQ 91 zur Herstellung
von Aluminiumverpackungenzz
zz Klüberplex BEM 41-141 für sämtliche Lager
in Windenergieanlagen
zz Nadel- und Platinenöle
26 T R I B O J O U R N A L 1 / 2 0 0 7
Für sämtliche Lager in Windenergieanlagen
Ein Schmierstoff, viele Möglichkeiten
Bislang griffen die Hersteller von Windkraftanlagen (WKA)auf mehrere Fette, oft sogar von verschiedenen Herstellern,zurück, um die speziellen Anforderungen der einzelnenLagerstellen zu erfüllen. Unterschiedliche Drehzahlen, Belas-tungen, Baugrößen und Funktionen von Haupt-, Generator-,Azimut- und Blattlager machten dies notwendig. Für dieBetreiber resultierte daraus ein hoher finanzieller Aufwand fürLagerhaltung und Fettentsorgung sowie die ständig präsen-te Gefahr von Verwechslungen. Jetzt lassen sich die differie-renden Anforderungen der einzelnen Lager-Schmierstellenmit einem einzigen Produkt bedienen. Klüberplex BEM 41-141, ein Spezialschmierstoff für hoch belastete Wälz- undGleitlager, ist ausgelegt für
z Hauptlager, die mit ihren niedrigen Drehzahlen einerhohen Belastung und Vibration ausgesetzt sind,
z Generatorenlager, die hohe Drehzahlen und hohe Temperaturen bewältigen müssen,
z Blatt- und Azimutlager, die neben hoher Belastung auchoszillierenden Bewegungen und Vibration ausgesetzt sind.
„Klüberplex BEM 41-141 stellt keinen Kompromiss dar.Das Spezialfett erfüllt und übertrifft alle aktuellen Anforderun-gen der Lager- und WKA-OEMs und der Betreiber“, erklärtPeter Mages, der zuständige Industriegruppenmanager beiKlüber Lubrication.
Der weite Gebrauchstemperaturbereich, gute Förder- undDosierbarkeit in Zentralschmiersystemen und die ebenfallsgute Fettverteilung und Ölabgabe sorgen für einen stö-rungsfreien Betrieb der WKA. Hoher Verschleißschutz selbstbei Vibrationen erhöht die Lebensdauer der Lager. Klüber-plex BEM 41-141 vermeidet auch die kostspieligen Still-standschäden. Insgesamt gesehen vermindert sich die Zahlnotwendiger Stillstände, so dass die Produktivität merklichsteigt. Außerdem reduzieren sich die Reparatur- und Ersatz-teilkosten für den Betreiber ebenso wie die Kosten für dieEntsorgung gebrauchter Fette. Das neue Spezialfett ist gutverträglich mit gängigen Dichtungsmaterialien, mischt sichhervorragend mit anderen Fetten und erleichtert auf dieseWeise die Schmierstoffumstellung.
Klüberplex BEM 41-141 bedient sämtli-che Lagerschmier-stellen einer WKA,vermeidet Still-standschäden undsorgt durch geringe-re Ausfallzeiten fürmehr Produktivität.

27
Tribojournal
Herausgeber und CopyrightKlüber Lubrication München KG Geisenhausenerstraße 7 81379 München – Deutschland Tel. +49 (0)89-78 76 0 Fax +49 (0)89-78 76 333E-Mail: [email protected]
Ausgabe 07.07
Nachdruck, auch auszugsweise, beiQuellenangabe und Zusendung einesBelegexemplars nur nach Absprache mitKlüber Lubrication München gestattet.
Die Angaben in diesen Fachartikeln basie-ren auf unseren allgemeinen Erfahrungenund Kenntnissen bei Drucklegung. DieInhalte der Artikel dienen lediglich allge-meinen Informationszwecken und ersetzenkeine fachliche Beratung. Daher überneh-men wir keine Haftung für Schäden, die beider Anwendung/Umsetzung von Informa-tionen aus diesen Fachartikeln entstehen.Eventuell enthaltene Informationen zu Klüber Produkten beinhalten keine Zusiche-rung von Eigenschaften oder Garantie derEignung des Produkts für den Einzelfall.Wir unterstützen Sie gerne mit schmier-stofftechnischer Beratung durch unserekompetenten Mitarbeiter und stellen aufWunsch und nach Möglichkeit auch gerneProben für Tests zur Verfügung.
Amtsgericht MünchenHRA 46624
Impressum
Effektiver Betrieb für Nadeln und Platinen
Das Klüber Programm der leistungsstarken Nadel- undPlatinenöle für alle Arten von Rund-, Flach- und Strumpf-strickmaschinen wurde ergänzt: Die neu entwickelte Madol-Supreme-Reihe wird künftig Klüber Kunden weltweit ausregionaler Produktion zu Verfügung stehen.
Die Spezialöle tragen zum zuverlässigen Betrieb der Strik-kmaschinen bei, auch unter schwierigen Umgebungs- undBetriebsbedingungen wie hoher oder niedriger Luftfeuchtig-keit, Temperatur oder Geschwindigkeit.
Sie verringern die Reibung und somit die Temperatur amZylinder, die Folge ist eine längere Lebensdauer der Maschi-nenelemente. Dabei verhalten sie sich schonend gegenüberden Werkstoffen, mit denen sie in Berührung kommen –Garne und Strickwaren wie auch Kunststoffe und Anstricheder Maschinen. Die Spezialöle bieten guten Verschleiß- undKorrosionsschutz. So lassen sich längere Standzeiten derMaschinenbauteile erzielen, die Wartungskosten könnengesenkt werden.
Zahlreiche Strickmaschinen-OEMs nutzen Klüber Nadel-und Platinenöle zur Erstbefüllung und haben entsprechendeFreigaben und Empfehlungen in ihren Schmierplänen doku-mentiert.
Mit leistungsstarkenNadel- und Platinen-ölen lassen sich dieWartungskosten fürStrickmaschinensenken.



















