Klassifikations- und Bauvorschriften II Werkstoffe und...
90
Klassifikations- und Bauvorschriften II Werkstoffe und Schweißtechnik 3 Schweißen 3 Schweißen in den verschiedenen Anwendungsgebieten Ausgabe 1999
-
Upload
nguyenthuan -
Category
Documents
-
view
218 -
download
0
Transcript of Klassifikations- und Bauvorschriften II Werkstoffe und...
Klassifikations- und Bauvorschriften II Werkstoffe und Schweißtechnik
3 Schweißen
3 Schweißen in den verschiedenen Anwendungsgebieten
Ausgabe 1999

Diese Vorschriften treten am 1. Juli 1999 in Kraft.
Änderungen gegenüber der vorherigen Ausgabe sind durch Balken am Rande des Textes angezeigt.
Germanischer Lloyd Aktiengesellschaft
Unternehmenszentrale Vorsetzen 35, 20459 Hamburg
Tel.: +49 40 36149-0 Fax: +49 40 36149-200
www.gl-group.com
Es gelten die "Allgemeinen Geschäftsbedingungen" in der jeweils gültigen Fassung (siehe Klassifikations- und Bauvorschriften, I - Schiffstechnik, Teil 0 - Klassifikation und Besichtigungen).
Nachdruck oder Vervielfältigung, auch auszugsweise, ist nur mit Genehmigung der Germanischer Lloyd Aktiengesellschaft gestattet.
Verlag: Germanischer Lloyd Aktiengesellschaft, Hamburg Druck: Gebrüder Braasch GmbH, Hamburg

Inhaltsverzeichnis
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen
A. Allgemeines ................................................................................................................................ 1- 1 B. Zulassung von Werften und Betrieben, Schweißpersonal .......................................................... 1- 1 C. Qualitätskontrolle, Verantwortlichkeit ....................................................................................... 1- 2 D. Werkstoffe, Schweißeignung ...................................................................................................... 1- 2 E. Schweißzusätze und -hilfsstoffe ................................................................................................. 1- 3 F. Schweißverfahren, Verfahrensprüfungen ................................................................................... 1- 5 G. Konstruktive Gestaltung, Bemessung ......................................................................................... 1- 24 H. Ausführung der Schweißarbeiten ............................................................................................... 1- 35 I. Prüfung der Schweißverbindungen ............................................................................................ 1- 41
Abschnitt 2 Schweißen von Dampfkesseln
A. Allgemeines ................................................................................................................................ 2- 1 B. Zulassung von Betrieben, Schweißpersonal ............................................................................... 2- 1 C. Qualitätskontrolle, Verantwortlichkeit ....................................................................................... 2- 1 D. Werkstoffe, Schweißeignung ...................................................................................................... 2- 2 E. Schweißzusätze und -hilfsstoffe ................................................................................................. 2- 2 F. Verfahrensprüfungen .................................................................................................................. 2- 3 G. Schweißtechnische Ausführung .................................................................................................. 2- 5 H. Wärmebehandlung nach dem Schweißen ................................................................................... 2- 7 I. Prüfung der geschweißten Bauteile ............................................................................................ 2- 8
Abschnitt 3 Schweißen von Druckbehältern
A. Allgemeines ................................................................................................................................ 3- 1 B. Zulassung von Betrieben, Schweißpersonal ............................................................................... 3- 1 C. Qualitätskontrolle, Verantwortlichkeit ....................................................................................... 3- 2 D. Werkstoffe, Schweißeignung ...................................................................................................... 3- 2 E. Schweißzusätze und -hilfsstoffe ................................................................................................. 3- 3 F. Verfahrsprüfungen ..................................................................................................................... 3- 3 G. Schweißtechnische Ausführung .................................................................................................. 3- 9 H. Wärmebehandlung nach dem Schweißen ................................................................................... 3- 10 I. Prüfung der geschweißten Bauteile ............................................................................................ 3- 11
Abschnitt 4 Schweißen von Rohrleitungen
A. Allgemeines ................................................................................................................................ 4- 1 B. Zulassung von Betrieben, Schweißpersonal ............................................................................... 4- 1 C. Qualitätskontrolle, Verantwortlichkeit ....................................................................................... 4- 2 D. Werkstoffe, Schweißeignung ...................................................................................................... 4- 2 E. Schweißzusätze und -hilfsstoffe ................................................................................................. 4- 3 F. Verfahrensprüfungen .................................................................................................................. 4- 3 G. Schweißtechnische Ausführung .................................................................................................. 4- 5 H. Wärmebehandlungen nach dem Kalt- oder Warmumformen und nach dem Schweißen ............ 4- 8 I. Prüfung der geschweißten Rohrleitungen ................................................................................... 4- 10
II - Teil 3 GL
Inhaltsverzeichnis Kapitel 3Seite 3
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen
A. Allgemeines ................................................................................................................................ 5- 1 B. Zulassung von Schweißbetrieben, Schweißpersonal ................................................................... 5- 1 C. Qualitätskontrolle, Verantwortlichkeit ........................................................................................ 5- 2 D. Werkstoffe, Schweißeignung ...................................................................................................... 5- 3 E. Schweißzusätze und -hilfsstoffe .................................................................................................. 5- 3 F. Verfahrensprüfungen .................................................................................................................. 5- 3 G. Konstruktive Gestaltung, Arbeitsausführung .............................................................................. 5- 8 H. Wärmebehandlung nach dem Schweißen .................................................................................... 5- 9 I. Prüfung der geschweißten Bauteile ............................................................................................. 5- 9
Kapitel 3 Seite 4
II - Teil 3GL
Abschnitt 1
Schweißen von schiffbaulichen Konstruktionen
A. Allgemeines
1. Geltungsbereich
1.1 Diese Vorschriften gelten für alle Schweiß-arbeiten am Schiffskörper einschließlich der Aufbau-ten und Deckhäuser, seinen An- und Einbauten sowie an schiffbaulichen Ausrüstungsteilen, wie beispiels-weise den Lukendeckeln, Masten, Ladepfosten oder mit dem Schiffskörper verschweißten Kranunterbau-ten. Siehe hierzu auch Kapitel 1, Abschnitt 1, A.1. und A.2.
1.2 Sie gelten sinngemäß auch für Ladetanks, die nicht Bestandteile des Schiffskörpers und nicht Druckbehälter im Sinne von Abschnitt 3 sind (z. B. prismatische Typ-A-Tanks, gemäß den Bauvorschrif-ten I – Teil 1, Kapitel 6.
2. Mitgeltende andere Vorschriften und Re-gelwerke
Für die Gestaltung und Bemessung der Schweißver-bindungen sind die Angaben in den Bauvorschriften I, Teil 1, Kapitel 1, Abschnitte 19 (Schweißverbindun-gen) und 20 (Betriebsfestigkeit) mit zu beachten, für die Arbeitsausführung diejenigen in Abschnitt 1, N. der o. g. Bauvorschriften. Über mitgeltende Normen etc. siehe Kapitel 1, Abschnitt 1, B. dieser Schweiß-vorschriften.
3. Schweißnahtwertigkeit
Schweißverbindungen in schiffbaulichen Konstruktio-nen sind so zu planen, herzustellen und zu prüfen, daß ihre Güteeigenschaften denjenigen der zu verbin-denden Grundwerkstoffe gleichwertig sind. Das heißt, daß sie nicht mehr von der vorgegebenen Form und inneren Beschaffenheit abweichen dürfen als dies nach den Nahtgütegraden gemäß Tabelle 1.9 oder nach den beim Betriebsfestigkeitsnachweis (vergl. Bauvorschriften I, Teil 1, Kapitel 1, Abschnitt 20, A.3.) bei der Kerbfallklassifizierung zugrunde geleg-ten Bewertungsgruppen zulässig ist. Dies gilt sinnge-mäß für die sonstigen Güteeigenschaften, siehe hierzu auch unter C.
B. Zulassung von Werften und Betrieben, Schweißpersonal
1. Betriebe und Betriebsteile
1.1 Unter "Betrieb" ist im folgenden die Werft oder der schweißtechnische Fertigungsbetrieb zu ver-stehen, der hinsichtlich seiner räumlichen und organi-satorischen Gegebenheiten als eigenständige Einheit anzusehen ist.
1.2 Zweig- und Zulieferbetriebe gelten somit in der Regel als "selbständige" Betriebe, die die nachste-henden Anforderungen erfüllen müssen. Insbesondere muß in jedem Betrieb eine eigene, dem Betrieb stän-dig angehörende Schweißaufsicht (vgl. Kapitel 1, Abschnitt 2) vorhanden sein.
1.3 In Betrieben tätige Fremdfirmen können als selbständige Betriebe zugelassen werden. Siehe hierzu und über Leihkräfte auch unter C.3. bzw. Kapitel 1, Abschnitt 1, F.
2. Anforderungen, Zulassungsumfang
2.1 Alle Werften und Betriebe, die Schweißarbei-ten im Geltungsbereich dieser Vorschriften ausführen wollen, müssen die betrieblichen und personellen Anforderungen gemäß Abschnitt 2 erfüllen und vom GL zugelassen sein. Die Zulassung ist von den Werf-ten und Betrieben mit den Angaben und Unterlagen gemäß Kapitel 1, Abschnitt 2, A.3. rechtzeitig vor Beginn der Schweißarbeiten zu beantragen.
2.2 Das Schweißpersonal (Schweißer, Bedienper-sonal und Schweißaufsichtspersonal) und ggfs. Prüf- bzw. Prüfaufsichtspersonal muß den Anforderungen gemäß Kapitel 1, Abschnitt 2, B.2., B.3. und B.4. genügen und vom GL anerkannt sein. Über Schwei-ßerprüfungen siehe Kapitel 1, Abschnitt 3.
2.3 Der Umfang der Zulassung richtet sich nach den betrieblichen Gegebenheiten und nach dem vorge-sehenen Anwendungsbereich (Werkstoffe, Schweiß-verfahren, Schweißpositionen usw.). Der vorgesehene Anwendungsbereich ist im Zulassungsantrag zu präzi-sieren, siehe dazu den Vordruck "Betriebsbeschrei-bung" in Anhang 2. Über die Geltungsdauer der Zu-lassung siehe Kapitel 1, Abschnitt 2, A.4. und A.5.
3. Grundzulassung, Erweiterungen
3.1 Für das Schweißen von schiffbaulichen Kon-struktionen erfolgt im allgemeinen zunächst eine
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–1
B

(Grund-)Zulassung aufgrund einer Betriebsbesichti-gung und - wenn erforderlich - aufgrund von Schwei-ßerprüfungen gemäß Kapitel 1, Abschnitt 3 (siehe auch H.2.) in der Regel für das Lichtbogen-Handschweißen (Schweißprozeß 111) und/oder für das teilmechanische Metall-Aktivgasschweißen mit Massiv- und Fülldrahtelektroden (Schweißprozesse 135 und 136) von normalfesten Schiffbaustählen A bis D sowie vergleichbaren Schmiedestählen und Stahl-gußsorten. Der Wanddickenbereich richtet sich hierbei nach dem Geltungsbereich der gültigen Schweißerprü-fungen.
3.2 Ausgenommen hiervon sind das Einseiten-schweißen und das Fallnahtschweißen mit diesen Verfahren (111, 135, 136), hierfür sind in jedem Falle Verfahrensprüfungen durchzuführen. Siehe hierzu unter F. Das Unterpulverschweißen (Schweißprozeß 12) kann aufgrund eines Nachweises nach F.1.3 in die Grundzulassung gemäß 3.1 mit einbezogen werden (für das übliche Schweißen in Lage und Gegenlage von Blechdicken 4 – 25 mm und für das Mehrlagen-schweißen bis 40 mm).
3.3 Aufgrund von Verfahrensprüfungen gemäß Kapitel 1, Abschnitt 4, (siehe auch unter F.) kann die Grundzulassung um beliebige Verfahrenszulassungen erweitert werden; in Ausnahmefällen kann jedoch - in Verbindung mit einer Betriebsbesichtigung - auch eine eingeschränkte Zulassung nur für einen bestimmten Werkstoff und/oder nur für ein bestimmtes Schweiß-verfahren erteilt werden.
C. Qualitätskontrolle, Verantwortlichkeit
1. Die Werften und Betriebe müssen durch eigene regelmäßige Qualitätskontrollen während der laufenden Fertigung und nach Abschluß der Schweiß-arbeiten sicherstellen, daß diese fachgerecht und ein-wandfrei ausgeführt werden (vergl. dazu Kapitel 1, Abschnitt 1, F.). Über die Aufgaben und Verantwor-tung der Schweißaufsicht siehe auch in EN 719/ISO 14731.
2. Die Werften und Betriebe sind dafür verant-wortlich, daß die Schweißarbeiten diesen Vorschrif-ten, den genehmigten Ausführungsunterlagen, eventu-ellen Auflagen aus den Zulassungen, guter schiffbau-licher Praxis sowie dem Stand der Schweißtechnik entsprechen. Die durch den GL-Besichtiger vorzu-nehmenden Besichtigungen und Prüfungen entbinden die Betriebe nicht von dieser Verantwortung.
3. Hinsichtlich der Qualitätskontrollen und Verantwortlichkeiten bei der Vergabe von Unterauf-trägen an selbständige Zweig- oder Zulieferbetriebe wie auch an im Betrieb tätige, selbst zugelassene oder nicht selbst zugelassene Fremdfirmen (sog. Werkver-tragsfirmen) siehe Kapitel 1, Abschnitt 1, F. Die Ver-gabe von Unteraufträgen bzw. der Einsatz von Leih-kräften ist dem GL mitzuteilen.
4. Der Umfang der notwendigen Qualitätskon-trollen richtet sich nach dem jeweiligen Bauobjekt. Es ist aber in jedem Falle sicherzustellen, daß die vorge-sehenen Werkstoffe, Schweißzusätze und -hilfsstoffe verwendet werden und Nahtvorbereitung, Zusammen-bau, Durchführung der Heft- und Schweißarbeiten sowie Maßhaltigkeit und Vollständigkeit der Schweiß-verbindungen den Anforderungen nach 2. genügen. Über die zerstörungsfreien Prüfungen der Schweiß-nahtverbindungen siehe unter I.
5. Nach betriebsseitiger Kontrolle und ggf. Nachbesserung sind die Bauteile dem Besichtiger des GL in zweckmäßigen Bauabschnitten gut zugänglich und in der Regel ungestrichen zur Überprüfung vorzu-stellen. Der Besichtiger kann unzureichend vorkon-trollierte Bauteile zurückweisen und eine erneute Vorstellung nach erfolgreicher betriebsseitiger Kon-trolle und, falls erforderlich, Nachbesserung verlan-gen.
6. Sind aufgrund unzureichender oder fehlender Angaben in den Fertigungsunterlagen (z. B. Werk-stattzeichnungen) Güte bzw. Funktionsfähigkeit eines Bauteils nicht gewährleistet oder bestehen Zweifel hieran, so kann der GL entsprechende Verbesserungen verlangen. Dies gilt sinngemäß für ergänzende oder zusätzliche Bauteile (z. B. Verstärkungen), auch wenn diese bei der Zeichnungsprüfung nicht gefordert wor-den sind oder - wegen nicht genügend detaillierter Darstellung in den "Klasseplänen" (vergl. Bauvor-schriften I, Kapitel 1, Abschnitt 1, G.) - nicht gefordert werden konnten.
7. Der GL übernimmt keine Gewähr dafür, daß die von seinen Besichtigern im vorgeschriebenen Umfang (in der Regel stichprobenweise) geprüften Bauteile bzw. Schweißverbindungen in ihrer Gesamt-heit bedingungsgemäß hergestellt worden sind und in allen Teilen den Anforderungen entsprechen. Bauteile oder Schweißverbindungen, die sich später als man-gelhaft erweisen, können trotz vorangegangener Ab-nahmeprüfung zurückgewiesen bzw. es kann ihre Nachbesserung verlangt werden.
D. Werkstoffe, Schweißeignung
1. Für Schweißkonstruktionen dürfen nur Grundwerkstoffe mit nachgewiesener Schweißeignung eingesetzt werden. Die Werkstoffe müssen den Werk-stoffvorschriften des GL (Code II/1-x5) entsprechen. Andere, vergleichbare Werkstoffe (z. B. Baustähle nach EN10025) dürfen nur nach Zustimmung des GL in jedem Einzelfall verwendet werden.
2. Bei der Verarbeitung und beim Schweißen sind etwaige Auflagen aus der Zulassung des Werk-stoffes sowie die Empfehlungen der Werkstoffherstel-ler zu beachten. Über die Werkstoffauswahl für den Schiffskörper siehe Bauvorschriften I, Kapitel 1 Teil 1, Abschnitt 2.
Kapitel 3 Seite 1–2
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
D
3. Für vom GL geprüfte normalfeste Schiffbau-stähle der Gütegrade A, B, D und E gilt die Schweiß-eignung als nachgewiesen. Beim Verschweißen dieser Stähle sind keine über diese Schweißvorschriften hinausgehenden Maßnahmen erforderlich.
4. Bei den vom GL nach den Werkstoffvor-schriften zugelassenen und geprüften höherfesten Schiffbaustählen der Gütegrade A 32 bis F 40 ist die Schweißeignung überprüft und kann bei im Schiffbau üblicher Verarbeitung vorausgesetzt werden.
5. Hochfeste (flüssigkeitsvergütete) Feinkorn-baustähle, kaltzähe Stähle, nichtrostende und andere (legierte) Baustähle müssen vom GL besonders zuge-lassen sein. Die Schweißeignung des jeweiligen Stah-les muß in Verbindung mit Schweißverfahren und Schweißzusatzstoffen nachgewiesen sein.
6. Stahlguß- und Schmiedeteile müssen den Werkstoffvorschriften entsprechen und vom GL ge-prüft sein. Der Kohlenstoffgehalt von Teilen aus Koh-lenstoff- und Kohlenstoff-Mangan-Stählen bzw. -Gußsorten für Schweißkonstruktionen darf in der Schmelze nicht mehr als 0,23 % C betragen (Stück-analyse max. 0,25 % C).
7. Leichtmetall-Legierungen müssen den Werk-stoffvorschriften entsprechen und vom GL geprüft
sein. Ihre Schweißeignung muß in Verbindung mit Schweißverfahren und Schweißzusätzen nachgewie-sen sein. Sie kann bei den in den Werkstoffvorschrif-ten genannten Legierungen im allgemeinen als gege-ben angenommen werden.
E. Schweißzusätze und -hilfsstoffe
1. Alle verwendeten Schweißzusätze und -hilfs-stoffe (z. B. Stabelektroden, Draht-Gas-Kombina-tionen, Draht-Pulver-Kombinationen usw.) müssen vom GL nach Kapitel 1, Abschnitt 5 zugelassen sein. Der erforderliche Gütegrad richtet sich nach den zu verschweißenden Grundwerkstoffen und ist - ausge-nommen für Schiffbaustähle und vergleichbare andere Baustähle, Schmiedestähle und Stahlgußsorten - den jeweiligen Tabellen in Kapitel 1, Abschnitt 5 zu ent-nehmen.
2. Die Zuordnung der für das Schweißen von Schiffbaustählen erforderlichen Gütegrade von Schweißzusätzen und -hilfsstoffen zu den Schiffbau-stahl-Gütegraden ist in Tabelle 1.1 angegeben. Die Zuordnung zu vergleichbaren anderen Baustählen, Schmiedestählen und Stahlgußsorten ist sinngemäß vorzunehmen.
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–3
E
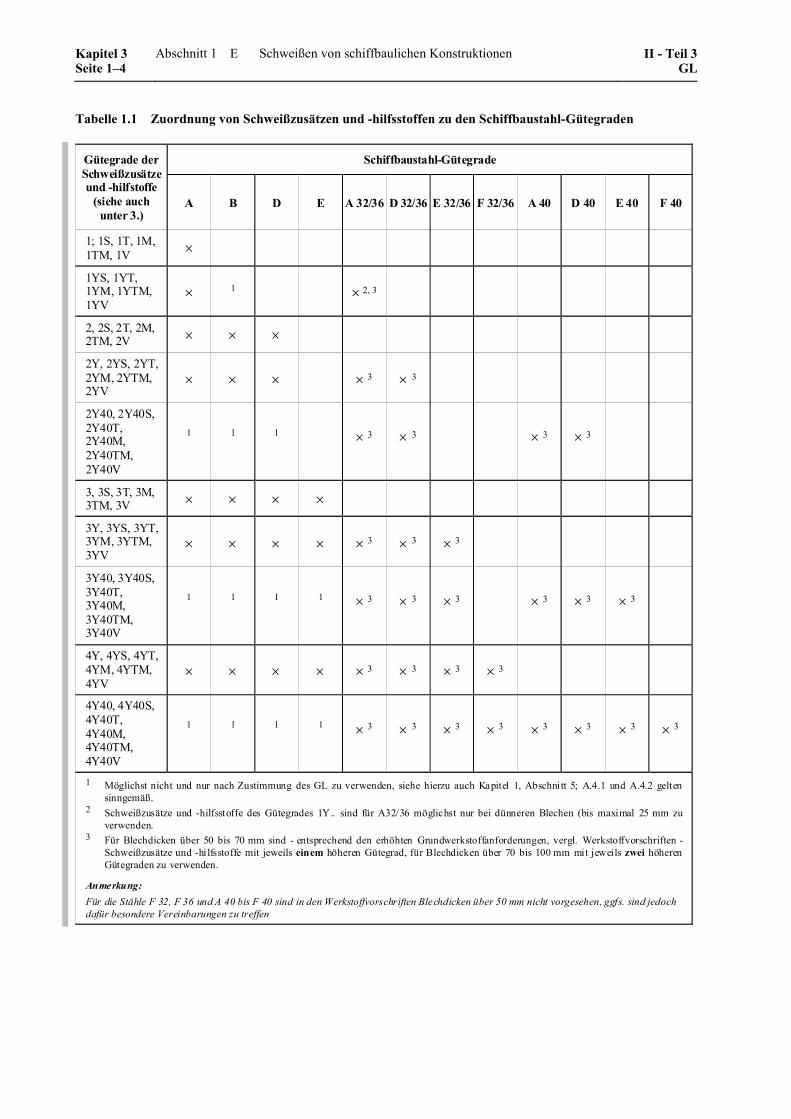
Tabelle 1.1 Zuordnung von Schweißzusätzen und -hilfsstoffen zu den Schiffbaustahl-Gütegraden
Schiffbaustahl-Gütegrade Gütegrade der Schweißzusätze und -hilfstoffe
(siehe auch unter 3.)
A B D E A 32/36 D 32/36 E 32/36 F 32/36 A 40 D 40 E 40 F 40
1; 1S, 1T, 1M, 1TM, 1V ×
1YS, 1YT, 1YM, 1YTM, 1YV
× 1 × 2, 3
2, 2S, 2T, 2M, 2TM, 2V × × ×
2Y, 2YS, 2YT, 2YM, 2YTM, 2YV
× × × × 3 × 3
2Y40, 2Y40S, 2Y40T, 2Y40M, 2Y40TM, 2Y40V
1 1 1 × 3 × 3 × 3 × 3
3, 3S, 3T, 3M, 3TM, 3V × × × ×
3Y, 3YS, 3YT, 3YM, 3YTM, 3YV
× × × × × 3 × 3 × 3
3Y40, 3Y40S, 3Y40T, 3Y40M, 3Y40TM, 3Y40V
1 1 1 1 × 3 × 3 × 3 × 3 × 3 × 3
4Y, 4YS, 4YT, 4YM, 4YTM, 4YV
× × × × × 3 × 3 × 3 × 3
4Y40, 4Y40S, 4Y40T, 4Y40M, 4Y40TM, 4Y40V
1 1 1 1 × 3 × 3 × 3 × 3 × 3 × 3 × 3 × 3
1 Möglichst nicht und nur nach Zustimmung des GL zu verwenden, siehe hierzu auch Kapitel 1, Abschnitt 5; A.4.1 und A.4.2 gelten sinngemäß.
2 Schweißzusätze und -hilfsstoffe des Gütegrades 1Y.. sind für A32/36 möglichst nur bei dünneren Blechen (bis maximal 25 mm zu verwenden.
3 Für Blechdicken über 50 bis 70 mm sind - entsprechend den erhöhten Grundwerkstoffanforderungen, vergl. Werkstoffvorschriften - Schweißzusätze und -hilfsstoffe mit jeweils einem höheren Gütegrad, für Blechdicken über 70 bis 100 mm mit jeweils zwei höheren Gütegraden zu verwenden.
Anmerkung: Für die Stähle F 32, F 36 und A 40 bis F 40 sind in den Werkstoffvorschriften Blechdicken über 50 mm nicht vorgesehen, ggfs. sind jedoch dafür besondere Vereinbarungen zu treffen
Kapitel 3 Seite 1–4
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
E

3. Für das Verschweißen unterschiedlicher Schiffbaustahl-Gütegrade sollen Schweißzusätze und -hilfsstoffe nach ihren Gütegraden und Zusatzzeichen den Stählen wie folgt zugeordnet werden:
a) normalfeste Schiffbaustähle unterschiedlicher Gütegrade:
Schweißzusätze und -hilfsstoffe wie für den jeweils höhergradigen (zäheren) Schiffbaustahl, z. B. A mit D: Gütegrad 2.....
b) höherfeste Schiffbaustähle gleicher Festigkeit jedoch unterschiedlichen Gütegraden:
Schweißzusätze und -hilfsstoffe wie für den jeweils höhergradigen (zäheren) Schiffbaustahl, z. B.: A 36 mit E 36: Gütegrad 3 Y.....
c) normalfeste mit höherfesten Schiffbaustählen vergleichbarer Gütegrade:
Schweißzusätze und -hilfsstoffe wie für den betreffenden normalfesten Schiffbaustahl-Gütegrad, z. B.: D mit D 36: Gütegrad 2..... (ohne Zusatzzeichen Y)
d) normalfeste mit höherfesten Schiffbaustählen nicht vergleichbarer Gütegrade:
Schweißzusätze und -hilfsstoffe mit einem Gü-tegrad wie für den höhergradigen (zäheren) Schiffbaustahl, jedoch der Festigkeit wie für den normalfesten Stahl, z. B. A mit D 36: Güte-grad 2..... (ohne Zusatzzeichen Y).
4. Für das Verschweißen sehr dickwandiger (ab etwa 30 mm), steifer Bauteile sowie von Schmiede- und Stahlgußstücken sind nach Möglichkeit wasser-stoffkontrollierte Schweißzusätze und -hilfsstoffe mit Gütegrad 3 H15(H), bei höherfesten Stählen mit Gü-tegrad 3Y H10(HH), einzusetzen.
5. Es empfiehlt sich, wasserstoffkontrollierte Schweißzusätze und -hilfsstoffe für das Schweißen der höherfesten Schiffbaustähle untereinander (und mit Stählen niedrigerer Festigkeit) einzusetzen, wenn deren Kohlenstoffäquivalent über 0,41 % liegt. Siehe hierzu auch unter H.5.
6. Wasserstoffkontrollierte Schweißzusätze und -hilfsstoffe sollten auch dann eingesetzt werden, wenn Bauteile unmittelbar nach dem Schweißen voll bean-sprucht werden (z.B. bei Hebeaugen oder durch Druckproben) oder wenn aufgrund der Steifigkeit der Konstruktion und ggf. einer hohen Streckgrenze bzw. Festigkeit mit einem hohen Eigenspannungsniveau gerechnet werden muß.
7. Für das Verschweißen hochfester (flüssig-keitsvergüteter) Feinkornbaustähle wie auch der kalt-zähen Stähle sind in jedem Falle wasserstoffkontrol-lierte Schweißzusätze und -hilfsstoffe einzusetzen, vergleiche hierzu auch Kapitel 1, Abschnitt 5, F.4. Für die Stähle mit Streck- oder 0,2%-Dehngrenzen bis zu 500 N/mm2 sollten Schweißzusätze und -hilfsstoffe
mit höchstens dem Zusatzzeichen H 10 (HH), für Stähle mit Streck- oder 0,2%-Dehngrenzen über 500 N/mm2 nur noch solche mit höchstens dem Zusatzzei-chen H 5 (HHH) eingesetzt werden.
8. Für das Verschweißen nichtrostender austeni-tischer Stähle miteinander und mit Schiffbaustählen sind Schweißzusätze und -hilfsstoffe unter Berück-sichtigung der Korrosions- und Festigkeitsanforderun-gen sowie der Schweißmetallurgie (u.a. der Heißrißsi-cherheit) nach den Tabellen 5.23 bis 5.25 in Kapitel 1, Abschnitt 5 und nach den Empfehlungen der Herstel-ler auszuwählen und in dem zur Genehmigung vorzu-legenden Schweißplan zu spezifizieren.
9. Für das Schweißen der Aluminiumlegierun-gen sind die Schweißzusätze und -hilfsstoffe je nach Werkstoffart und -zustand (vgl. Werkstoffvorschrif-ten, II/1/3) unter Berücksichtigung der Festigkeitsan-forderungen an die Schweißverbindungen (vgl. Bau-vorschriften I, Teil 1, Kapitel 1, Abschnitt 19, C.2.8) nach Tabelle 5.28 aus Abschnitt 5 in Kapitel 1 auszu-wählen und in den zur Genehmigung vorzulegenden Fertigungsunterlagen anzugeben.
10. In einer Betriebs- oder Verfahrenszulassung (vgl. F.) mit Hersteller- und/oder Markennamen ange-gebene Schweißzusätze und -hilfsstoffe dürfen nur dann durch andere gleichwertige, mit entsprechendem Gütegrad vom GL zugelassene ersetzt werden, wenn dies in der jeweiligen Zulassung ausdrücklich ver-merkt wurde. Anderenfalls ist hierüber eine Abstim-mung mit dem GL herbeizuführen.
11. Die Schweißzusätze und -hilfsstoffe dürfen nur in den zugelassenen Schweißpositionen eingesetzt werden. Die Empfehlungen und Hinweise der Herstel-ler für das Verschweißen (z. B. Stromart und -polung) sind zu beachten.
12. Die Schweißzusätze und -hilfsstoffe (insbe-sondere die wasserstoffkontrollierten, basisch umhüll-ten Stabelektroden und basischen Schweißpulver) sind vor dem Gebrauch entsprechend den Herstellervor-schriften rückzutrocknen (Maximaltrockenzeit beach-ten!) und am Arbeitsplatz trocken (in beheizten Kö-chern o. ä.) aufzubewahren.
Hinweis:
Detaillierte Hinweise hierzu enthalten auch das Merkblatt DVS 0504 "Transport, Lagerung und Rück-trocknung umhüllter Stabelektroden" und die Richtli-nie DVS 0914 "Verarbeitung und Lagerung von Schweißpulvern für das Unterpulver- und das Elektro-schlackeschweißen" des Deutschen Verbandes für Schweißtechnik e.V.
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–5
E
F. Schweißverfahren, Verfahrensprüfungen
1. Allgemeines
1.1 Es dürfen nur solche Schweißverfahren ein-gesetzt werden, deren Eignung für den jeweiligen Anwendungszweck aufgrund allgemeiner Erfahrungen gegeben oder in einer Verfahrensprüfung nach Kapi-tel 1, Abschnitt 4 sowie den folgenden Bestimmungen nachgewiesen worden ist. Eine Übersicht über die erforderlichen Nachweise gibt Tabelle 4.1 in Kapitel 1, Abschnitt 4. Die Schweißverfahren müssen - im Rahmen der Betriebszulassung - vom GL für den jeweiligen Schweißbetrieb (siehe hierzu auch unter B.) zugelassen worden sein.
Hinweis:
Grundsätzlich erkennt der GL alle Schweißverfahren an, für die obenstehende Bedingungen erfüllt sind. Generelle Vorbehalte gibt es nur insoweit, als durch praktische Erfahrungen deren betriebssichere Hand-habung und unter Fertigungsbedingungen erreichbare Güte in Frage gestellt bzw. widerlegt wurde. So wer-den z. B. wegen der Gefahr von Flankenbindefehlern derzeit keine Zulassungen für das teilmechanische Schutzgas-Fallnahtschweißen mit Massivdrahtelekt-roden unter Mischgasen mit CO2-Anteilen von weni-ger als etwa 30 % erteilt. Ausnahmen von dieser Regel sind allenfalls beim Roboterschweißen denkbar, bei dem die Schweißparameter und die Brennerführung so präzise vorgegeben und eingehalten werden können, daß nachweislich innerhalb des engen, "sicheren" Bereichs mit gutem Einbrand geschweißt wird.
1.2 Der GL kann bestimmte Schweißverfahren, wie beispielsweise das Fallnahtschweißen, das Auf-tragsschweißen auf Ruderschäften oder das Unterwas-sernaßschweißen (vergl. H.13.3), zulassen, deren Anwendung jedoch von einer Genehmigung, z. B. nach Prüfung der Beanspruchungsbedingungen, in jedem Einzelfall abhängig machen. Der GL kann darüber hinaus bei solchen Schweißverfahren oder Anwendungen Einschränkungen beim Betrieb des Schiffes (z. B. beim Fahrgebiet) vorschreiben.
1.3 Verfahrensprüfungen unter Aufsicht des GL zum Nachweis einwandfreier betrieblicher Handha-bung und eines störungsfreien Verfahrensablaufs so-wie ausreichender Gütewerte der unter Fertigungsbe-dingungen im Anwenderbetrieb hergestellten Schweißverbindungen sind in der Regel erforderlich für:
– andere Werkstoffe 1 als die schweißtechnisch "einfachen" Schiffbaustähle A bis D und ver-gleichbare Baustähle, Schmiedestähle und Stahl-gußsorten sowie für Verbundwerkstoffe,
–––––––––––––– 1 Siehe auch Merkblatt DVS 0504 und Richtlinie DVS 0914 des
Deutschen Verbandes für Schweißtechnik e.V.
– andere Schweißverfahren 2 als die in B.3. ge-nannten, durch allgemeine Erfahrungen, Schweißerprüfungen und zugelassene Schweiß-zusätze ausreichend abgedeckten Verfahren,
– das Einseitenschweißen auf Keramik-, Pulver- oder ähnlichen Badsicherungsunterlagen,
– das Schweißen in Fallnahtposition.
1.4 Für das übliche, beidseitige, Eindraht-Unterpulver-Stumpfnahtschweißen mit Massivdraht-elektroden von normalfesten Schiffbaustählen A bis D, vergleichbaren Baustählen, Schmiedestählen und Stahlgußsorten genügt vor dessen erstmaligem Einsatz der Nachweis betriebssicherer und schweißtechnisch einwandfreier Anwendung mittels Probeschweißungen und zerstörungsfreien Prüfungen (z. B. Durchstrah-lungsprüfungen) nach Angabe des Besichtigers. Die Schweißzusätze und -hilfsstoffe dafür müssen vom GL zugelassen sein.
1.5 Der GL kann über die obigen Forderungen hinaus Verfahrensprüfungen auch für bestimmte (schwierige) Bauteilgeometrien oder für Werkstoff-kombinationen, Umgebungsbedingungen (z. B. das Unterwasserschweißen), besondere Nahtformen, Ver-fahrensvarianten oder -kombinationen sowie für be-sondere Schweißzusätze und -hilfsstoffe verlangen. Dies gilt sinngemäß auch für andere Fügeverfahren oder (Oberflächen-) Bearbeitungsverfahren wie bei-spielsweise das thermische Schneiden oder das Flammrichten.
1.6 Die vor- und nachstehenden Angaben, insbe-sondere diejenigen über die Prüfstücke, Probenfor-men, Prüfungen und Anforderungen gelten für die derzeit im Schiffbau eingesetzten, üblichen Werkstof-fe, Schweißverfahren und Nahtformen, deren Verhal-ten unter Betriebsbedingungen durch Erfahrungen und/oder Versuchsergebnisse belegt ist. Der GL kann im Zweifelsfalle zusätzliche und/oder andere Prüfstü-cke, Probenformen, Prüfungen zum Nachweis ausrei-chender Gebrauchseignung verlangen.
1.7 Bei Schweißverfahren, die aufgrund ihrer Eigenart zu erheblich anderen als den durch Erfahrun-gen und/oder Versuchsergebnissen belegten Nahtfor-men (z. B. solchen mit starker Kerbwirkung) führen, kann zusätzlich zu den geforderten Prüfungen eine Untersuchung des Einflusses der Nahtform auf das Betriebsfestigkeitsverhalten der Schweißverbindungen verlangt werden. Dies gilt sinngemäß auch für andere Eigenschaften der Schweißverbindungen wie z. B. die Korrosionsbeständigkeit.
–––––––––––––– 2 Werkstoffe: Normalfeste Schiffbaustähle E und F, höherfeste Schiffbau-
stähle und vergleichbare Schmiedestähle bzw. Stahlgußsorten, hochfeste (flüssigkeitsvergütete) Feinkornbaustähle, kaltzähe Stähle, nichtrostende und plattierte Stähle, Aluminiumlegie-rungen und anderer Nichteisenmetalle.
Kapitel 3 Seite 1–6
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
F

2. Prüfumfang, Prüfprogramm, Anwen-dungsgrenzen
2.1 Prüfprogramm, Einzelheiten der Prüfung
2.1.1 Der Umfang der Verfahrensprüfungen (Prüf-stücke, Proben, Prüfungen etc.) ist gemäß Kapitel 1, Abschnitt 4, B.1. in einem rechtzeitig vor den Prüfun-gen zur Genehmigung vorzulegenden Prüfprogramm festzulegen. Je nach Art und Anwendungsbereich eines Schweißverfahrens sind die in Kapitel 1, Abschnitt 4, B.1.1 genannten Verfahrenseinzelheiten zu spezifizieren und bei den Prüfungen zu berücksich-tigen. Soweit im folgenden keine weiteren Angaben zu den Verfahrensprüfungen gemacht werden, gelten diejenigen in Kapitel 1, Abschnitt 4. bzw. in den Normen der Reihe EN 288/ISO 9956.
Hinweis:
Die folgenden Vorschriften für die Verfahrensprüfun-gen lehnen sich an die Normen der Reihe EN 288/ISO 9956 an, übernehmen diese teilweise oder verweisen auf diese. Gegenüber den vorigen Ausgaben dieser Schweißvorschriften sind dementsprechend alle diejenigen Einzelheiten der Verfahrensprüfungen, die in den Normen aus schiffbaulicher Sicht zufriedenstel-lend geregelt sind, hier nicht mehr oder nur noch per Verweis auf diese Normen, insbesondere auf EN 288-3/ISO 9956-3 "Verfahrensprüfungen ..... Stähle" und EN 288-4/ISO 9956-4 "Verfahrensprüfungen ....... Aluminiumlegierungen" enthalten.
Schiffbauspezifische Einzelheiten, wie beispielsweise die Werkstoffgruppierungen, das Einseitenschweißen oder die Ein- und Ausschlüsse bei den Schweißpositi-onen (Fallnahtschweißen), bei denen spezielle, eigene Erfahrungen und bewährte Handhabungen vorliegen, die in den Normen nur unzureichend berücksichtigt wurden, werden im folgenden abweichend von den Normen geregelt. Im Sinne der auch in anderen An-wendungsbereichen (z. B. bei Druckgeräten) gültigen Regelung gelten die Vorschriften des GL für den Schiffbau als das übergeordnete Anwendungsregel-werk.
2.1.2 Der GL kann im Einzelfall - je nach Eigenart des Grundwerkstoffes oder dem Einfluß der Verfah-renseigenschaften - über die Festlegungen in diesen Vorschriften oder in den Normen hinausgehende bzw. von diesen abweichende Vorgaben machen und ande-re oder ergänzende Prüfungen verlangen, Anforderun-gen festlegen bzw. Geltungsbereiche abwandeln. Der GL behält sich auch die diesbezügliche Interpretation der Normen vor. Wo die Normen von diesen Vor-schriften abweichende oder widersprüchliche Aussa-gen enthalten, gelten vorrangig diese Vorschriften.
2.2 Grundwerkstoffe, Werkstoffgruppen
2.2.1 Die Verfahrensprüfung ist grundsätzlich an den Grundwerkstoffen zu schweißen, für die die Zu-lassung beantragt wurde. Ausgenommen bei Schiff-baustählen und den austenitisch-ferritischen Duplex-
stählen können die Grundwerkstoffe für die Verfah-rensprüfungen zu Werkstoffgruppen gemäß den Nor-men der Reihe EN 288/ISO 9956 zusammengefaßt und die Prüfung an charakteristischen Werkstoffen dieser Gruppe durchgeführt werden. Für Schiffbaustähle gelten die nachstehenden Festlegungen, Duplexstähle gelten als eigenständige Werkstoffgruppe und sind nicht durch die Gruppe der austenitischen, nichtros-tenden Stähle mit erfaßt.
Hinweis:
In der Vornorm DIN V 1738, der deutschen Fassung des CEN-Berichtes CR 12187 (demnächst in einer überarbeiteten Fassung als europäische Norm CR TR 15608 bzw. als ISO-Norm verfügbar) werden schweiß-geeignete Werkstoffe - anwendungsübergreifend - in Gruppen mit vergleichbaren, sie kennzeichnenden Eigenschaften eingeteilt. Um auch besondere Eigen-schaften, wie beispielsweise das Verhalten bei einer Wärmebehandlung, zu erfassen, sind diese Gruppen fein gestuft.
So werden z.B. austenitische, nichtrostende Stähle und austenitisch-ferritische, nichtrostende Stähle in ver-schiedene Gruppen eingeteilt. Es empfiehlt sich daher, statt der gröberen Einteilung gemäß den Normen der Reihe EN 288/ISO 9956 (gilt sinngemäß auch für die Schweißerprüfungen nach EN 287/ISO 9606), diejeni-ge des CEN-Berichtes 12187 bzw. der zu erwartenden Nachfolgenormen anzuwenden, der GL kann dies fordern.
2.2.2 Soll eine Verfahrensprüfung für mehrere Grundwerkstoffe gleichzeitig erfolgen, so sind für die Prüfung - unter Berücksichtigung der Wanddicken - bei den Schiffbaustählen die Gütegrade so auszuwäh-len, daß sowohl die verschiedenen Festigkeitsgruppen (...-, ...32, ...36, ...40) als auch die verschiedenen Zä-higkeitsgrade (A/A..., B, D/D..., E/E..., F...) abgedeckt werden. Bei anderen Werkstoffen ist sinngemäß zu verfahren.
2.2.3 Aufgrund der chemischen Zusammensetzung (Verhalten beim Schweißen) und der Festigkeitseigen-schaften können dabei die verschiedenen Schiffbau-stähle in folgende drei (Festigkeits-) Kategorien einge-teilt bzw. zusammengefaßt werden:
– normalfeste Schiffbaustähle A, B, D und E (schließt vergleichbare, allgemeine Baustähle, Schmiedestähle und Stahlgußsorten mit Min-deststreckgrenzen bis 280 N/mm2 mit ein)
– höherfeste Schiffbaustähle A 32, D 32, E 32, F 32, A 36, D 36, E 36 und F 36 (schließt ver-gleichbare, allgemeine Baustähle mit Mindest-streckgrenzen über 280 N/mm2 bis einschließ-lich 355 N/mm2 mit ein)
– höherfeste Schiffbaustähle A 40, D 40, E 40, F 40 (schließt vergleichbare, allgemeine Bau-stähle mit Mindeststreckgrenzen über 355 N/mm2 bis einschließlich 390 N/mm2 mit ein)
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–7
F

2.2.4 Soweit im Einzelfall nichts anderes festgelegt wurde (z. B. bei Schweißverfahren mit sehr hoher Wärmeeinbringung wie dem Elektrogas- oder Elektro-schlackeschweißen), gelten für die Werkstoffauswahl außerdem folgende Bedingungen:
– innerhalb jeder der drei Festigkeitsgruppen gemäß 2.4 schließt eine erfolgreich an einem höheren Zähigkeitsgrad durchgeführte Verfah-rensprüfung auch einen niedrigeren Zähigkeits-grad mit ein
– innerhalb gleicher Zähigkeitsgrade (z. B. A, A 32, A 36, A 40) schließt eine erfolgreiche Verfahrensprüfung an einem Stahl höherer Fes-tigkeit auch einen Stahl niedrigerer Festigkeit mit ein.
2.2.5 Erstreckt sich der Anwendungsbereich eines Schweißverfahrens über mehrere Stähle einer Festig-keitsgruppe bzw. einer Gruppe von Zähigkeitsgraden, so sind von jeder Festigkeitsgruppe bzw. jedem Zä-higkeitsgrad mindestens zwei Stähle zu schweißen. Davon soll einer der niedrigsten Gruppe bzw. dem niedrigsten Grad und einer der höchsten Gruppe bzw. dem höchsten Grad entsprechen.
2.2.6 Der GL kann jedoch - bei gleichzeitiger Prü-fung mehrerer Grundwerkstoffe - auf die Prüfung bestimmter Stähle verzichten, wenn deren Einfluß auf die Güte der Schweißverbindungen durch die Prüfung der übrigen Stähle (ggf. in Kombination mit den ver-schiedenen Prüfstückdicken) in ausreichendem Maße mit erfaßt wird. Einige Beispiele für die Auswahl von Schiffbaustählen (ohne Berücksichtigung spezieller Verfahrenseigenschaften oder Werkstoff-Lieferzu-stände) gibt Tabelle 1.2 wieder.
2.2.7 Haben die Verfahrenseigenschaften oder die Grundwerkstoffe aufgrund der Prüfstück- bzw. Pro-benformen sowie der durchzuführenden Prüfungen keinen nennenswerten Einfluß auf die Prüfergebnisse, so kann der GL der Beschränkung auf weniger oder nur einen Grundwerkstoff zustimmen. Ein Beispiel hierfür ist die Prüfung von Kehlnahtschweißverfahren mittels Kreuzzugproben, Makroschliffen und Härte-messungen: hier genügt die Prüfung an einem Stahl der höchsten, zur Anwendung vorgesehenen Festig-keitsgruppe mit dem höchstmöglichen Kohlenstoff-äquivalent.
Tabelle 1.2 Grundwerkstoffgruppen (Schiffbaustähle, Beispiele)
Anwendungsbereich Grundwerkstoff
Gütegrad A und BGütegrad A bis DGütegrad A bis E
A oder BA und DA und E
Gütegrad A 32 bis D 36Gütegrad A 32 bis E 36Gütegrad A 32 bis F 36
A 36 und D 36A 36 und E 36A 36 und F 36
Gütegrad A 40 bis D 40Gütegrad A 40 bis E 40Gütegrad A 40 bis F 40
A 40 und D 40A 40 und E 40A 40 und F 40
Gütegrad A bis Dund A 32 bis D 36
A, D und D 36oder
A, A 36 und D 36
Gütegrad A bis Dund A 32 bis E 36
A, D und E 36oder
A, E und E 36oder
A, A 36 und E 36
2.3 Prüfstückdicken, Wanddickenbereich
2.3.1 Die Prüfstückdicken sind je nach Anwen-dungsbereich und Schweißverfahren so zu wählen, daß die Bedingungen der Tabelle 1.3 eingehalten werden. In der Regel sind für jeden Anwendungsbe-reich gemäß Tabelle 1.2 (jede Grundwerkstoffgruppe) mindestens zwei verschiedene Blechdicken zu schweißen und zu prüfen. Für das Fallnahtschweißen ist als Prüfstückdicke die obere Grenzdicke des vorge-sehenen Anwendungsbereichs zu wählen.
2.3.2 Die Kehlnahtdicken "a" sind - in Verbindung mit den Prüfstückdicken gemäß 2.9 (vgl. auch 3.2) - so festzulegen, daß der Zulassungsbereich von "0,75a" bis "1,5a" den gewünschten Anwendungsbereich ab-deckt. Die Kehlnahtdicken für das Prüfstück sind dabei so zu wählen, daß das a-Maß in etwa der halben Prüfstückdicke entspricht, bei ungleichen Blechdicken der halben Dicke des dünneren Bleches. Bei Kehl-nahtdicken (am Prüfstück) von 10 mm oder mehr gilt ein Anwendungsbereich von a ≥ 10 mm.
Kapitel 3 Seite 1–8
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
F

Tabelle 1.3 Prüfstückdicken
Anwendungsbereich 2, 3
Prüfstücke t 1 Einlagiges Schweißen (Einzelraupe) und Schweißen in Lage und
Gegenlage (Two-run-technique) Mehrlagiges Schweißen
t ≤ 3 3 < t ≤ 12
12 < t ≤ 100 t > 100
0,8 t bis 1,1 t 0,8 t bis 1,1 t 0,8 t bis 1,1 t 0,8 t bis 1,1 t
t bis 2 t 3 mm bis 2 t
0,5 bis 2 t, max. 150 mm 0,5 t bis 1,5 t
1 Sind besondere Abkühlungsbedingungen einzuhalten oder besonderer Nahtformen vorgegeben, so sind diese bei der Wahl der Prüfstückdicke zu berücksichtigen, siehe hierzu auch Kapitel 1, Abschnit t 4, 4.
2 Bei ungleichen Blechdicken kann wie folgt verfahren werden: Bei Stumpfstößen ist das Mittel der beiden Blechdicken im Nahtbereich ≈ Nahtdicke maßgebend. Bei Kehlnahtverbindungen ist die
untere Grenze des Anwendungsbereichs das 0,8-fache der geringeren Prüfstückdicke t1 (z. B. Stegdicke) und die obere Grenze das 1,1-fache der größeren Prüfstückdicke t2 (z. B. Gurtdicke) maßgebend, wobei das Verhältnis der Blechdicken t2 zu t1 den Wert 3 nicht übersteigen soll.
3 Für das Fallnahtschweißen gilt in jedem Falle die Prüfstückdicke t als obere Grenze des Anwendungsbereichs..
2.3.3 Falls bei der späteren Anwendung verhält-nismäßig dünne Kehlnähte an sehr dicken Bauteilen geschweißt werden sollen (siehe auch G.10.3.3), sind entsprechende Prüfstücke zu schweißen und auf die Entstehung von Warm-, Unternaht- oder Härterissen zu überprüfen. Das gilt besonders für höher- und hochfeste Stähle und Stahlgußsorten.
2.3.4 Über die Verminderung der vorgeschriebenen Kehlnahtdicken bei Nachweis eines besonders tiefen Einbrandes siehe G.10.3.5. Über die Vergrößerung des a-Maßes bei besonders porenverursachenden, über-schweißbaren Fertigungsbeschichtungen oder Verfah-ren mit ungenügendem Wurzeleinbrand siehe G.10.3.6.
2.3.5 Soll ein Kehlnahtschweißverfahren an Ble-chen oder Profilen angewendet werden, die mit einer überschweißbaren Fertigungsbeschichtung (Shop Primer) konserviert sind, so müssen bei der Verfah-rensprüfung für die Kehlnahtprüfstücke in gleicher Weise beschichtete Bleche verwendet werden. Die Art und Schichtdicke der Fertigungsbeschichtung ist im Protokoll anzugeben.
3. Prüfstücke, Abmessungen, Walzrichtung, Schweißpositionen
3.1 Form und Größe der Prüfstücke, Walz-richtung
3.1.1 Form und Größe der Prüfstücke können - soweit nachstehend nichts anderes bestimmt wird - nach den Normen der Reihe EN 288 /ISO 9956 ge-wählt werden. Die Länge der Prüfstücke ist dem Schweißverfahren und der Probenzahl anzupassen. Es sind - soweit für das jeweilige Schweißverfahren in der Fertigung vorgesehen - sowohl Stumpfnaht- als auch Kehlnahtprüfstücke zu schweißen. Die Walzrich-
tung der Bleche für die Prüfstücke soll parallel zur Nahtrichtung liegen.
3.1.2 Die Länge von Prüfstücken (Nahtlänge) für Hand- und teilmechanische Schweißverfahren (vgl. F.1.2) 2, soll 350 mm nicht unterschreiten, bei voll-mechanischen und/oder automatischen Schweißver-fahren soll die Länge des Prüfstücks der in der späte-ren Fertigung zu schweißenden Nahtlänge entspre-chen, jedoch mindestens 1000 mm betragen.
3.1.3 Für das Schweißen in (Spann-)Vorrichtungen ist die Größe des Prüfstücks der Vorrichtung anzupas-sen. Bei Einseitenschweißverfahren und beim vollme-chanischen und/oder automatischen Doppelkehlnaht-schweißen (z. B. von Steifen auf Beplattungen) soll die Prüfstücklänge mindestens 3.000 mm betragen.
3.1.4 Für Senkrechtschweißverfahren ist die Prüf-stücklänge (Schweißnahtlänge) der in der Fertigung einzusetzenden Vorrichtung, bei solchen mit ab-schmelzender Drahtführungselektrode der Länge der Drahtführungselektrode bzw. der Höhe der zu schwei-ßenden Bauteile anzupassen. Besonderheiten bei der Anwendung dieser Verfahren (z. B. Schweißen durch das Deck hindurch) sind bei der Prüfstückform zu berücksichtigen.
3.1.5 Werden, insbesondere bei vollmechanischen und/oder automatischen Schweißverfahren, zur Er-mittlung der mechanisch-technologischen Eigenschaf-ten der Schweißverbindungen Prüfstücklängen ge-wählt, die wesentlich unter den in der späteren Fer-tigung zu schweißenden Nahtlängen liegen, so sind die ersten Fertigungsschweißungen in die Verfahrens-prüfungen mit einzubeziehen und mindestens durch visuelle Beobachtung und zerstörungsfreie Prüfungen auf störungsfreien Ablauf des Schweißens und auf
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–9
F
Unregelmäßigkeiten in der Schweißnaht zu untersu-chen.
3.2 Kehlnahtprüfstücke (T- und/oder Doppel-T- (Kreuz-) Prüfstücke)
3.2.1 Kehlnahtprüfstücke (T- und/oder Doppel-T- (Kreuz-) Prüfstücke) sind, mit Luftspalten von nicht mehr als 0,5 mm zusammenzuschweißen, je nach späterer Arbeitsweise sind Heftstellen in die Prüfung mit einzubeziehen (und ggf. zu überschweißen). Die Kehlnahtdicken sollen denjenigen in der späteren Fertigung entsprechen, jedoch das 0,5fache der Blech-dicke nicht übersteigen (siehe auch 2.3.2 bis 2.3.4). Über Shop Primer siehe unter 2.3.5.
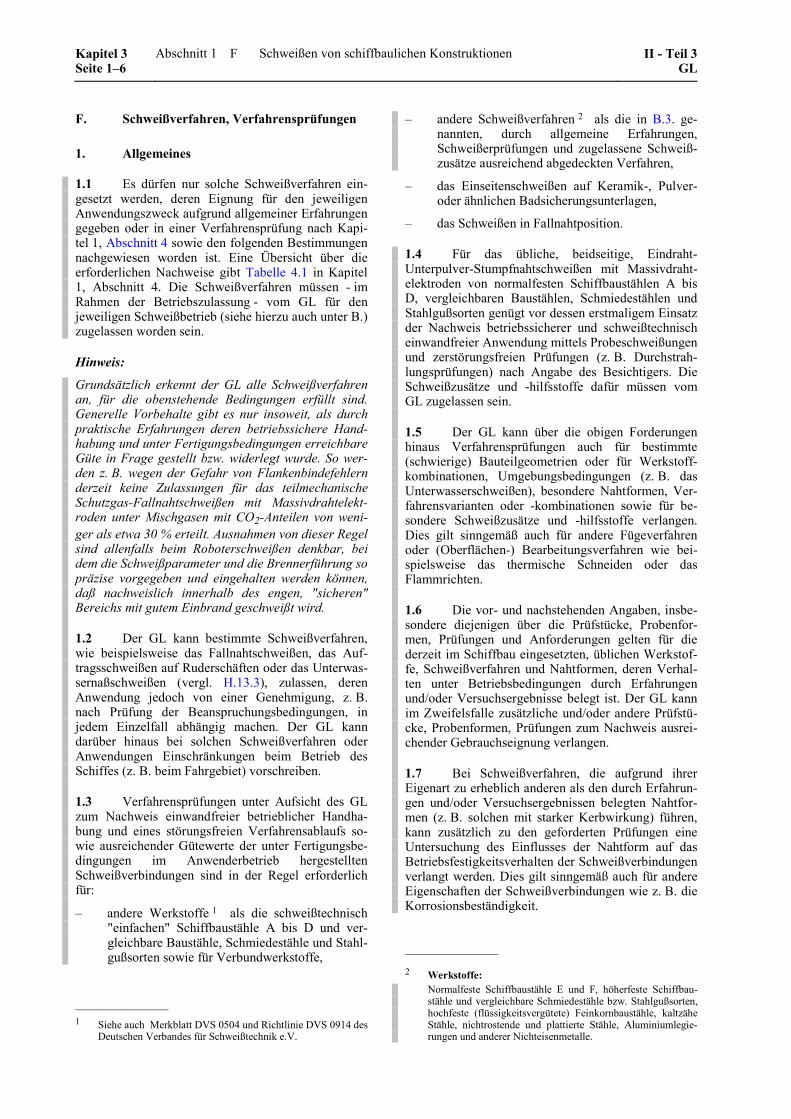
3.2.2 Doppel-T-Prüfstücke gemäß Abb. 1.1 oder Abb. 1.2 (Kreuzprüfstücke) sind in jedem Fall bei Verfahrensprüfungen für das Fallnahtschweißen sowie für das Schweißen hochfester Stähle mit Mindest-streckgrenzen über 460 N/mm2, plattierten Blechen und Nichteisenmetallen vorzusehen. Der GL kann Doppel-T- (Kreuz-) Prüfstücke auch bei anderen Ver-fahren und/oder Werkstoffen fordern.
����������� �������
����
�
�����
�����
�����
��������������������������������������� !���������"
Abb. 1.1 Doppel-T-(Kreuz-) Prüfstück für hand- und teilmechanische Schweißverfahren
����������� �������
����
�
�������
��
�����
��� ��
����
"
����� ��������������������������������������� !���������"
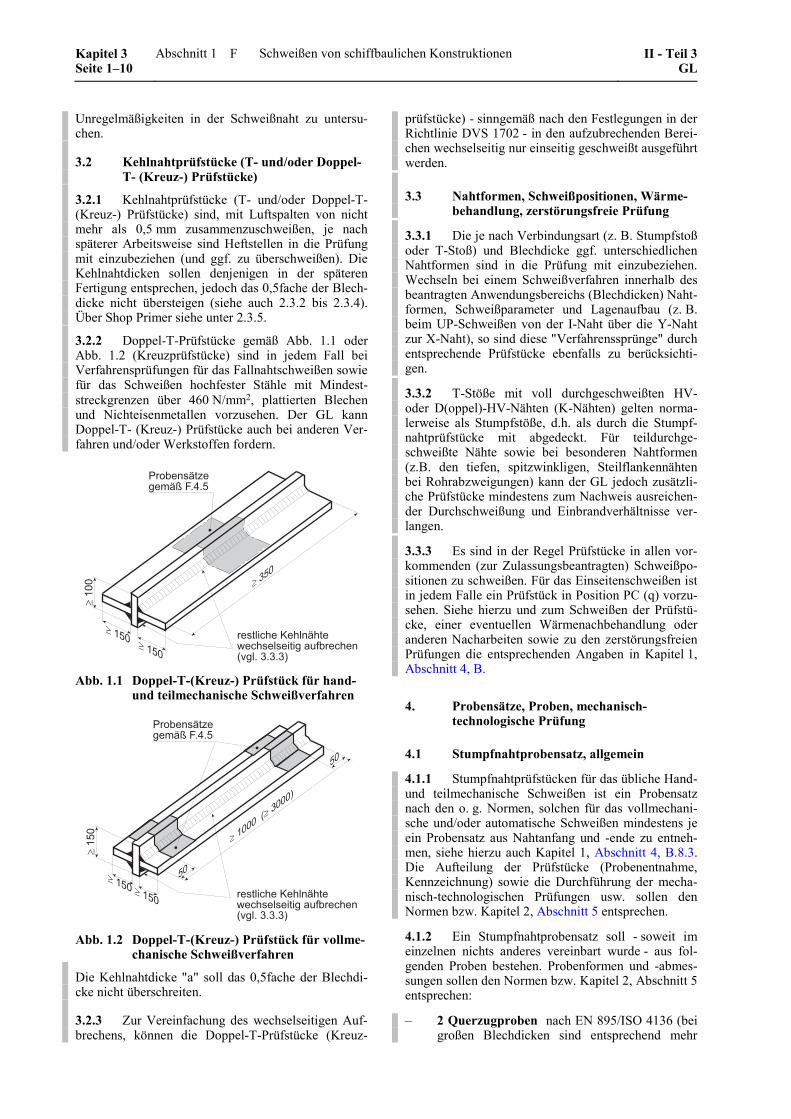
Abb. 1.2 Doppel-T-(Kreuz-) Prüfstück für vollme-chanische Schweißverfahren
Die Kehlnahtdicke "a" soll das 0,5fache der Blechdi-cke nicht überschreiten.
3.2.3 Zur Vereinfachung des wechselseitigen Auf-brechens, können die Doppel-T-Prüfstücke (Kreuz-
prüfstücke) - sinngemäß nach den Festlegungen in der Richtlinie DVS 1702 - in den aufzubrechenden Berei-chen wechselseitig nur einseitig geschweißt ausgeführt werden.
3.3 Nahtformen, Schweißpositionen, Wärme-behandlung, zerstörungsfreie Prüfung
3.3.1 Die je nach Verbindungsart (z. B. Stumpfstoß oder T-Stoß) und Blechdicke ggf. unterschiedlichen Nahtformen sind in die Prüfung mit einzubeziehen. Wechseln bei einem Schweißverfahren innerhalb des beantragten Anwendungsbereichs (Blechdicken) Naht-formen, Schweißparameter und Lagenaufbau (z. B. beim UP-Schweißen von der I-Naht über die Y-Naht zur X-Naht), so sind diese "Verfahrenssprünge" durch entsprechende Prüfstücke ebenfalls zu berücksichti-gen.
3.3.2 T-Stöße mit voll durchgeschweißten HV- oder D(oppel)-HV-Nähten (K-Nähten) gelten norma-lerweise als Stumpfstöße, d.h. als durch die Stumpf-nahtprüfstücke mit abgedeckt. Für teildurchge-schweißte Nähte sowie bei besonderen Nahtformen (z.B. den tiefen, spitzwinkligen, Steilflankennähten bei Rohrabzweigungen) kann der GL jedoch zusätzli-che Prüfstücke mindestens zum Nachweis ausreichen-der Durchschweißung und Einbrandverhältnisse ver-langen.
3.3.3 Es sind in der Regel Prüfstücke in allen vor-kommenden (zur Zulassungsbeantragten) Schweißpo-sitionen zu schweißen. Für das Einseitenschweißen ist in jedem Falle ein Prüfstück in Position PC (q) vorzu-sehen. Siehe hierzu und zum Schweißen der Prüfstü-cke, einer eventuellen Wärmenachbehandlung oder anderen Nacharbeiten sowie zu den zerstörungsfreien Prüfungen die entsprechenden Angaben in Kapitel 1, Abschnitt 4, B.
4. Probensätze, Proben, mechanisch-technologische Prüfung
4.1 Stumpfnahtprobensatz, allgemein
4.1.1 Stumpfnahtprüfstücken für das übliche Hand- und teilmechanische Schweißen ist ein Probensatz nach den o. g. Normen, solchen für das vollmechani-sche und/oder automatische Schweißen mindestens je ein Probensatz aus Nahtanfang und -ende zu entneh-men, siehe hierzu auch Kapitel 1, Abschnitt 4, B.8.3. Die Aufteilung der Prüfstücke (Probenentnahme, Kennzeichnung) sowie die Durchführung der mecha-nisch-technologischen Prüfungen usw. sollen den Normen bzw. Kapitel 2, Abschnitt 5 entsprechen.
4.1.2 Ein Stumpfnahtprobensatz soll - soweit im einzelnen nichts anderes vereinbart wurde - aus fol-genden Proben bestehen. Probenformen und -abmes-sungen sollen den Normen bzw. Kapitel 2, Abschnitt 5 entsprechen:
– 2 Querzugproben nach EN 895/ISO 4136 (bei großen Blechdicken sind entsprechend mehr
Kapitel 3 Seite 1–10
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
F
Proben vorzusehen um den vollen Querschnitt abzudecken),
– 1 Rundzugprobe sinngemäß nach Kapitel 1, Abschnitt 5, B.2.3 (Abb. 5.1 und 5.2) längs aus dem Schweißgut, wenn vom GL nicht zugelas-sene Schweißzusätze und -hilfsstoffe verwendet werden sollen (vgl. Kapitel 1, Abschnitt 4, B.3.2) oder wenn durch die Eigenart des Verfah-rens eine stärkere Beeinflussung des Schweiß-gutes selbst zu erwarten ist.
Die Rundzugprobe ist in jedem Falle vorzusehen (außer bei Aluminiumlegierungen), wenn ein Schweißgut mit geringerer Festigkeit als derje-nigen des Grundwerkstoffes eingesetzt wird (z. B. bei hochfesten Stählen). Der Durchmesser "d0" der Probe soll so groß wie möglich (jedoch nicht mehr als 10 mm) gewählt werden, die Meßlänge "L0" soll 5 × d0 betragen. Die Be-stimmungen in Kapitel 1, Abschnitt 5, B.2. sind sinngemäß anzuwenden.
– 4 Querbiegeproben nach EN 910/(ISO 5173), von denen jeweils zwei mit der Decklage auf Zug (FBB) und zwei mit der Wurzellage auf Zug (RBB) zu biegen sind
oder
– 2 Querbiegeproben wie zuvor und
– 2 Seitenbiegeproben quer zur Stumpfnaht (SBB) nach EN 910/(ISO 5173) bei Prüfstück-dicken über 12 mm
oder:
– 4 Seitenbiegeproben (SBB) bei Prüfstückdi-cken über 20 mm und bei Schweißverfahren, die zu Steigerungen, Erstarrungsrißbildung, Binde-fehlern o. ä. im Nahtinneren neigen (z. B. Ein-seitenschweißen oder Fallnahtschweißen).
Anmerkung:
Bei Werkstoffpaarungen unterschiedlicher Fes-tigkeit kann es zweckmäßig sein, anstelle von Stumpfnaht-Querbiegeproben Stumpfnaht-Längsbiegeproben (FBB und RBB) nach EN 910/(ISO 5173) mit der Naht in Probenmitte zu wählen. Siehe hierzu auch Kapitel 2, Abschnitt 5. Die Einzelheiten dieser Prüfung wie auch die Anforderungen (in der Regel eine qualitative Beurteilung des Biegeverhaltens) sind von Fall zu Fall zu vereinbaren.
– Je 3 Kerbschlagbiegeproben, Charpy V-Proben, Kerb senkrecht zur Blechoberfläche, nach EN 875/ISO 9016 aus Mitte der Schweiß-naht (VWT 0/1), Schmelzlinie/Bindezone) (VHT 0/1) und Wärmeeinflußzone (VHT 2/1). Die Kerbschlagbiegeproben sind aus der zuletzt geschweißten Seite, bei größeren Blechdicken aus beiden Seiten zu entnehmen. Bei sehr gro-ßen Blechdicken oder Schweißverfahren, die zur Mittenseigerung neigen, sind zusätzlich je 3 Kerbschlagbiegeproben aus denselben Berei-chen in Blechdickenmitte zu entnehmen.
Das Maß "a" (siehe EN 875/ISO 9016) soll so gewählt werden, daß der Schnittpunkt von Pro-benachse und Kerbmitte im Grobkornbereich der Wärmeeinflußzone liegt, im allgemeinen können dafür 2 mm angenommen werden. Bei Verfahrensprüfungen an kaltzähen Stählen sind - soweit im einzelnen nichts anderes gefordert wurde - Proben mit den Kerblagen a = 1 mm, a = 3 mm und a = 5 mm vorzusehen.
Je nach Grundwerkstoff und Schweißverfahren können weitere Kerbschlagbiegeproben aus an-deren Bereichen gefordert werden. Auf Kerb-schlagbiegeproben kann teilweise oder ganz ver-zichtet werden, wenn die Aussage dieser Versu-che bei bestimmten Werkstoffen (z. B. austeniti-schen, nichtrostenden Stählen oder Al-Legierun-gen, (ausgenommen für den Tieftemperaturein-satz) im Zusammenhang mit der Anwendung ei-nes Schweißverfahrens von geringerer Bedeu-tung ist.
– 2 Makroschliffe zur Gefügebeurteilung, erfor-derlichenfalls Mikroschliffe.
– Härteprüfungen (Vickers HV 5 oder HV 10) gemäß EN 1043-1 (beim Laserstrahlschweißen gemäß EN 1043-2) sind durchzuführen, wenn je nach Grundwerkstoff und Schweißverfahren ei-ne, die Zähigkeits- oder die Festigkeitseigen-schaften der Schweißverbindung beeinträchti-gende, Beeinflussung der Härtewerte durch die Höhe der Vorwärmung und/oder die Wärmefüh-rung beim Schweißen nicht ausgeschlossen werden kann. Härteprüfungen sind in jedem Fal-le durchzuführen bei höherfesten Schiffbaustäh-len und bei hochfesten (vergüteten) Feinkorn-baustählen mit Mindeststreckgrenzen über 355 N/mm2.
4.2 Stumpfnahtprobensatz für Einseiten-schweißverfahren
4.2.1 Stumpfnahtprüfstücken für Einseitenschweiß-verfahren (z. B. Hand- oder teilmechanisches Schwei-ßen auf Keramik-Badsicherungsunterlagen oder Un-terpulverschweißen auf Pulver-Badsicherungen) sind Probensätze gemäß 4.1.1 und 4.1.2, jedoch mit fol-genden Abweichungen, zu entnehmen:
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–11
F
– 2 Querzugproben, siehe hierzu auch unter 4.1.2
– 1 Rundzugprobe längs aus dem Schweißgut auch dann, wenn zusätzliche Schweißzusatzstof-fe (z. B. in Form von Eisenpulver o. ä.) zugege-ben werden oder eine metallurgische Reaktion des Schweißgutes mit der Badsicherungsunter-lage nicht auszuschließen ist. Siehe hierzu auch 4.1.2.
– 2 Querbiegeproben (1FBB und 1RBB) und 2 Seitenbiegeproben (SBB), siehe hierzu auch unter 4.1.2
– Je 3 Kerbschlagbiegeproben zusätzlich aus dem Wurzelbereich: aus Mitte der Schweißnaht (VWT 0/t-1), Schmelzlinie/Bindezone (VHT 0/t-1) und Wärmeeinflußzone (VHT 2/t-1) Siehe hierzu auch unter 4.1.2
– 2 Makroschliffe, wovon bei Hand- und teilme-chanischen Schweißverfahren mindestens einer durch eine Ansatzstelle gehen muß. Siehe hierzu auch unter 4.1.2
– Härteprüfungen, siehe auch hierzu unter 4.1.2.
4.2.2 Stumpfnahtprüfstücken, die mit bereits für den jeweiligen Anwendungsbereich (Grundwerkstof-fe, Schweißpositionen) vom GL zugelassenen Hand- oder teilmechanischen Schweißverfahren nur zur Er-weiterung dieser Zulassung auf das Einseitenschwei-ßen auf Badsicherungsunterlagen geschweißt wurden, sind sinngemäß nach 4.2.1 folgende Proben zu ent-nehmen:
– 2 Querbiegeproben, Wurzellage auf Zug (RBB) und 2 Seitenbiegeproben (SBB), siehe hierzu auch unter 4.1.2
– Je 3 Kerbschlagbiegeproben nur aus dem Wurzelbereich: aus Mitte der Schweißnaht (VWT 0/t-1), Schmelzlinie/Bindezone (VHT 0/t-1) und Wärmeeinflußzone (VHT 2/t-1) Siehe hierzu auch unter 4.1.2, wenn normalfester Schiffbaustahl Grad E und/oder höherfeste Schiffbaustähle geschweißt werden sollen oder wenn für andere Werkstoffe gefordert. Siehe hierzu auch unter 4.1.2.
– 2 Makroschliffe, wovon bei Hand- und teilme-chanischen Schweißverfahren mindestens einer durch eine Ansatzstelle gehen muß. Siehe hierzu auch unter 4.1.2
– Härteprüfungen, siehe auch hierzu unter 4.1.2.
4.3 Stumpfnahtprobensatz für Senkrecht-schweißverfahren
Stumpfnahtprüfstücken für Senkrechtschweißverfah-ren (z. B. Elektrogas- oder Elektroschlackeschweißen) sind gemäß Kapitel 1, Abschnitt 4, B.8.3 ein oder mehrere Probensätze nach 4.1.1 bzw. 4.1.2 wie folgt zu entnehmen:
– 2 Querzugproben, siehe hierzu auch unter 4.1.2
– 1 Rundzugprobe längs aus dem Schweißgut auch dann, wenn zusätzliche Schweißzusatzstof-fe (z. B. in Form von Eisenpulver o. ä.) zugege-ben werden. Siehe hierzu auch unter 4.1.2.
– 2 Querbiegeproben (1FBB und 1RBB) und 2 Seitenbiegeproben (SBB). Siehe hierzu auch unter 4.1.2
– Je 3 Kerbschlagbiegeproben aus Mitte der Schweißnaht (VWT 0/2), Rand der Schweißnaht (VWT a/2), Schmelzlinie/Bindezone) (VHT 0/2) und Wärmeeinflußzone (VHT 2/2). Das Maß "a" ist so zu wählen, daß der Kerb im Grobkornbe-reich des Schweißgutes liegt, in der Regel etwa 2 – 3 mm. Bei sehr großen Blechdicken oder Schweißverfahren, die zur Mittenseigerung nei-gen, sind zusätzlich je 4 Kerbschlagbiegeproben aus denselben Bereichen in Blechdickenmitte zu entnehmen. Siehe hierzu auch unter 4.1.2
– 2 Makroschliffe, wovon einer durch eine An-satzstelle gehen sollte. Siehe hierzu auch unter 4.1.2
– Härteprüfungen, siehe auch hierzu unter 4.1.2.
4.4 Kehlnahtprobensatz (T-Probensatz)
4.4.1 Vereinfachten Kehlnahtprüfstücken (T-Prüfstücken) nach EN 288/ISO 9956 sind sinngemäß nach 4.1.1 je nach Prüfstücklänge 2 oder mehrere Makroschliffe zur Beurteilung der Einbrandverhält-nisse, etwaiger Unregelmäßigkeiten und des Gefüges zu entnehmen. Erforderlichenfalls (vergl. 4.1.2) sind Härtemessungen gemäß EN 1043-1 bzw. -2 durchzu-führen, siehe auch hierzu unter 4.1.2.
4.4.2 Der Rest der Prüfstücke ist in handliche Ab-schnitte zu unterteilen und nach dem Entfernen jeweils einer Schweißnaht wechselseitig zur Bruchbeurtei-lung aufzubrechen, siehe hierzu auch EN 1320.
4.5 Kehlnahtprobensatz (Doppel-T- (Kreuz-) Probensatz)
4.5.1 Doppel-T-Prüfstücken (Kreuzprüfstücken) nach den Abb. 1.1 und 1.2 sind gemäß 4.1.1 je nach Prüfstücklänge ein oder mehrere Probensätze nach Abb. 1.3 zu entnehmen. Probenentnahme, Kennzeich-nung, Durchführung der mechanisch-technologischen Prüfungen usw. sollen Kapitel 2, Abschnitt 5 entspre-chen.
4.5.2 Ein Doppel-T- (Kreuz-) Probensatz gemäß 4.5.1 soll aus folgenden Proben bestehen. Probenfor-men und -abmessungen sollen Kapitel 2, Abschnitt 5 entsprechen:
Kapitel 3 Seite 1–12
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
F
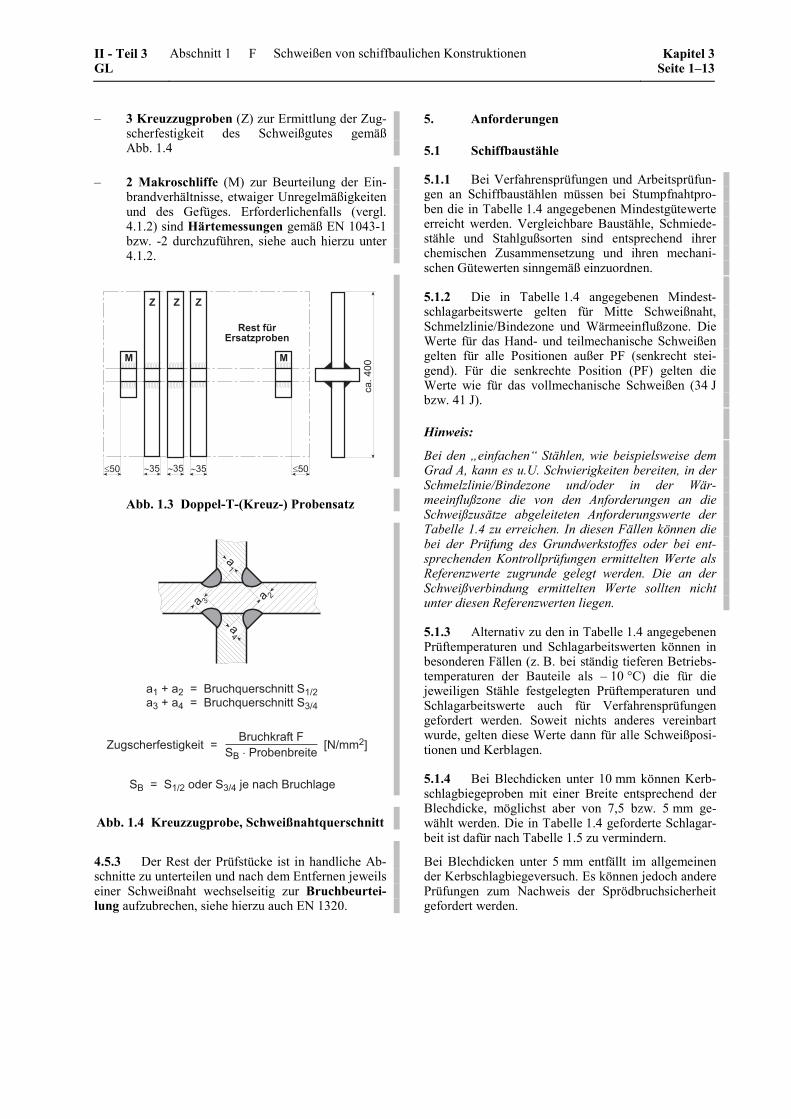
– 3 Kreuzzugproben (Z) zur Ermittlung der Zug-scherfestigkeit des Schweißgutes gemäß Abb. 1.4
– 2 Makroschliffe (M) zur Beurteilung der Ein-brandverhältnisse, etwaiger Unregelmäßigkeiten und des Gefüges. Erforderlichenfalls (vergl. 4.1.2) sind Härtemessungen gemäß EN 1043-1 bzw. -2 durchzuführen, siehe auch hierzu unter 4.1.2.
� � �
���������� �����
�����
��
������������ ���
� �
Abb. 1.3 Doppel-T-(Kreuz-) Probensatz
��
��
� � � #
��������������� ���������������������������� �������������
�������������������������������������������������������������������
����� !"��"����
������������!#�������$����������%���
Abb. 1.4 Kreuzzugprobe, Schweißnahtquerschnitt
4.5.3 Der Rest der Prüfstücke ist in handliche Ab-schnitte zu unterteilen und nach dem Entfernen jeweils einer Schweißnaht wechselseitig zur Bruchbeurtei-lung aufzubrechen, siehe hierzu auch EN 1320.
5. Anforderungen
5.1 Schiffbaustähle
5.1.1 Bei Verfahrensprüfungen und Arbeitsprüfun-gen an Schiffbaustählen müssen bei Stumpfnahtpro-ben die in Tabelle 1.4 angegebenen Mindestgütewerte erreicht werden. Vergleichbare Baustähle, Schmiede-stähle und Stahlgußsorten sind entsprechend ihrer chemischen Zusammensetzung und ihren mechani-schen Gütewerten sinngemäß einzuordnen.
5.1.2 Die in Tabelle 1.4 angegebenen Mindest-schlagarbeitswerte gelten für Mitte Schweißnaht, Schmelzlinie/Bindezone und Wärmeeinflußzone. Die Werte für das Hand- und teilmechanische Schweißen gelten für alle Positionen außer PF (senkrecht stei-gend). Für die senkrechte Position (PF) gelten die Werte wie für das vollmechanische Schweißen (34 J bzw. 41 J).
Hinweis:
Bei den „einfachen“ Stählen, wie beispielsweise dem Grad A, kann es u.U. Schwierigkeiten bereiten, in der Schmelzlinie/Bindezone und/oder in der Wär-meeinflußzone die von den Anforderungen an die Schweißzusätze abgeleiteten Anforderungswerte der Tabelle 1.4 zu erreichen. In diesen Fällen können die bei der Prüfung des Grundwerkstoffes oder bei ent-sprechenden Kontrollprüfungen ermittelten Werte als Referenzwerte zugrunde gelegt werden. Die an der Schweißverbindung ermittelten Werte sollten nicht unter diesen Referenzwerten liegen.
5.1.3 Alternativ zu den in Tabelle 1.4 angegebenen Prüftemperaturen und Schlagarbeitswerten können in besonderen Fällen (z. B. bei ständig tieferen Betriebs-temperaturen der Bauteile als – 10 °C) die für die jeweiligen Stähle festgelegten Prüftemperaturen und Schlagarbeitswerte auch für Verfahrensprüfungen gefordert werden. Soweit nichts anderes vereinbart wurde, gelten diese Werte dann für alle Schweißposi-tionen und Kerblagen.
5.1.4 Bei Blechdicken unter 10 mm können Kerb-schlagbiegeproben mit einer Breite entsprechend der Blechdicke, möglichst aber von 7,5 bzw. 5 mm ge-wählt werden. Die in Tabelle 1.4 geforderte Schlagar-beit ist dafür nach Tabelle 1.5 zu vermindern.
Bei Blechdicken unter 5 mm entfällt im allgemeinen der Kerbschlagbiegeversuch. Es können jedoch andere Prüfungen zum Nachweis der Sprödbruchsicherheit gefordert werden.
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–13
F

Tabelle 1.4 Anforderungen bei Schiffbaustählen
Schlagarbeit 1 [J] Güte-
grad
Streck-grenze
(Schweißgut)
[N/mm2]
Zugfestigkei
[N/mm2]
Bruch-dehnung
(Schweißgut L0 = 5 d0)
[%] Hand- und teilmech. vollmech. Temp.
[°C]
Biegewinkel (D = 3 t) 2
Biege- dehnung
Meßstrecke2 LS 3 [%]
A/B + 20
D ± 0
E
305 400 22 47 34
– 20
180° 22
A 32 + 20
D 32 ± 0
E 32 – 20
F 32
335 440 22 47 34
– 40
180° 22
A 36 + 20
D 36 ± 0
E 36 – 20
F 36
375 490 22 47 34
– 40
180° 22
A 40 + 20
D 40 ± 0
E 40 – 20
F 40
400 510 22 47 41
– 40
180° 22
1 Charpy-V-Probe, Mittelwert aus 3 Proben. Über kleinste Einzelwerte und Ersatzproben siehe Kapitel 1, Abschnitt 4, C.2.3. Zur Kerblage und zu den Schweißpositionen siehe 5.1.2.
2 Der GL kann einem Dorndurchmesser von D = 4 × t zustimmen, wenn dadurch die Aussagefähigkeit der Prüfung nicht beeinträchtigt wird. Über die Biegewinkel siehe 5.1.5.
3 Meßlänge (L0) = Nahtbreite (LS) + jeweils halbe Blechdicke (a/2) auf jeder Seite neben der Naht, vergl. hierzu auch EN 910/(ISO 5173).
Tabelle 1.5 Schlagarbeitsanforderungen bei ver-
ringerter Probenbreite
Probenquerschnitt[mm × mm]
Bruchteil dergeforderten
Mindestschlagarbeit
10 × 7,5 5/6
10 × 5,0 2/3
5.1.5 Die Biegeversuche sind mit einem Dorn-durchmesser von 3 × Probendicke durchzuführen. Der GL kann alternativ einem Dorndurchmesser von D = 4 × t zustimmen, wenn dadurch die Aussagefähigkeit der Prüfungen nicht beeinträchtigt wird. Der geforder-te Biegewinkel von 180° gilt unter den Versuchsbe-dingungen von EN 910 als erreicht, wenn die Probe mit der Mindestlänge nach dieser Norm zwischen den Stützrollen durchgedrückt worden ist. Die geforderte
Biegedehnung muß bis zum ersten Anriß erreicht werden. Geringfügige Porenaufbrüche o. ä. bis max. 3 mm Länge können toleriert werden. Bei gebroche-nen Proben sind die Bruchflächen zu beurteilen.
5.1.6 Bei den Kreuzzugproben soll die Mindest-zugfestigkeit (Zugscherfestigkeit) im Schweißnaht-querschnitt (Bruchquerschnitt gemäß Abb. 1.4) den Anforderungen nach Tabelle 1.6 genügen
Tabelle 1.6 Anforderungen an Kreuzzugproben
Gütegrade Zugscherfestigkeit[N/mm2]
A – E 350
A 32 – F 36 430
A 40 – F 40 450
Kapitel 3 Seite 1–14
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
F
5.2 Hochfeste (vergütete) Feinkornbaustähle
5.2.1 Bei Verfahrensprüfungen und Arbeitsprüfun-gen an hochfesten (vergüteten) Feinkornbaustählen müssen bei Stumpfnahtproben die in Kapitel 1, Abschnitt 5, F. für die Prüfung der Schweißzusätze und -hilfsstoffe angegebenen Mindestgütewerte er-reicht werden. Für die Biegeversuche ist - soweit im einzelnen nichts anderes vereinbart wurde - ein Biege-dorn-∅ von 4 × Probendicke zu wählen. Für den Kerbschlagbiegeversuch sind Prüftemperaturen von - 20 °C oder niedriger zu wählen.
5.2.2 Bei den Kreuzzugproben (vergl. 3.2.2) soll die Mindestzugfestigkeit (Zugscherfestigkeit) im Schweißnahtquerschnitt (Bruchquerschnitt gemäß Abb. 1.4) den Anforderungen nach Kapitel 1, Ab-schnitt 5, F. an die Schweißverbindung genügen.
5.3 Nichtrostende, austenitische (plattierte) und austenitisch-ferritische (Duplex-) Stähle
5.3.1 Bei Verfahrensprüfungen und Arbeitsprüfun-gen an nichtrostenden, austenitischen (plattierten) und austenitisch-ferritischen (Duplex-) Stählen müssen bei Stumpfnahtproben die in Kapitel 1, Abschnitt 5, I. für die Prüfung der Schweißzusätze und -hilfsstoffe ange-gebenen Mindestgütewerte erreicht werden. Bei Mischverbindungen sind die Festigkeitswerte des Grundwerkstoffes mit der niedrigeren Festigkeit zu-grunde zu legen.
5.3.2 Soweit im einzelnen nichts anderes vereinbart wurde, kann für die Biegeversuche ein Biegedorn-Ø
von 3 × Probendicke und als Prüftemperatur beim Kerbschlagbiegeversuch an den nichtrostenden, auste-nitischen Stählen + 20 °C gewählt werden. Die auste-nitisch-ferritischen (Duplex-) Stähle sind bei – 30 °C zu prüfen.
5.3.3 Bei den Kreuzzugproben (vergl. 3.2.2) soll die Mindestzugfestigkeit (Zugscherfestigkeit) im Schweißnahtquerschnitt (Bruchquerschnitt gemäß Abb. 1.4) den Anforderungen nach Kapitel 1, Ab-schnitt 5, I. an die Schweißverbindung genügen. Bei plattierten Blechen ist dazu die Kehlnahtdicke so zu wählen (≤ 0,5 × Blechdicke), daß der Bruch auf jeden Fall in der Schweißnaht erfolgt.
5.4 Aluminiumlegierungen
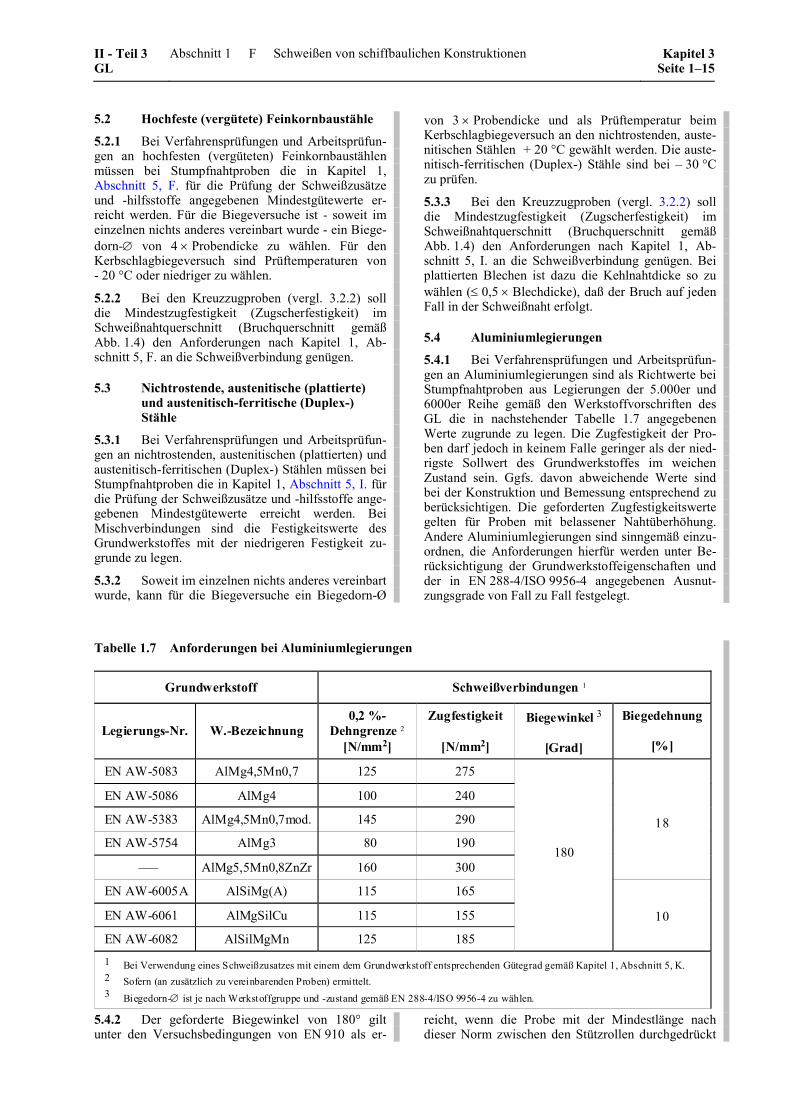
5.4.1 Bei Verfahrensprüfungen und Arbeitsprüfun-gen an Aluminiumlegierungen sind als Richtwerte bei Stumpfnahtproben aus Legierungen der 5.000er und 6000er Reihe gemäß den Werkstoffvorschriften des GL die in nachstehender Tabelle 1.7 angegebenen Werte zugrunde zu legen. Die Zugfestigkeit der Pro-ben darf jedoch in keinem Falle geringer als der nied-rigste Sollwert des Grundwerkstoffes im weichen Zustand sein. Ggfs. davon abweichende Werte sind bei der Konstruktion und Bemessung entsprechend zu berücksichtigen. Die geforderten Zugfestigkeitswerte gelten für Proben mit belassener Nahtüberhöhung. Andere Aluminiumlegierungen sind sinngemäß einzu-ordnen, die Anforderungen hierfür werden unter Be-rücksichtigung der Grundwerkstoffeigenschaften und der in EN 288-4/ISO 9956-4 angegebenen Ausnut-zungsgrade von Fall zu Fall festgelegt.
Tabelle 1.7 Anforderungen bei Aluminiumlegierungen
Grundwerkstoff Schweißverbindungen 1
Legierungs-Nr.
W.-Bezeichnung
0,2 %-Dehngrenze 2
[N/mm2]
Zugfestigkeit
[N/mm2]
Biegewinkel 3
[Grad]
Biegedehnung
[%]
EN AW-5083 AlMg4,5Mn0,7 125 275
EN AW-5086 AlMg4 100 240
EN AW-5383 AlMg4,5Mn0,7mod. 145 290
EN AW-5754 AlMg3 80 190
––– AlMg5,5Mn0,8ZnZr 160 300
18
EN AW-6005A AlSiMg(A) 115 165
EN AW-6061 AlMgSilCu 115 155
EN AW-6082 AlSilMgMn 125 185
180
10
1 Bei Verwendung eines Schweißzusatzes mit einem dem Grundwerkstoff entsprechenden Gütegrad gemäß Kapitel 1, Abschnitt 5, K. 2 Sofern (an zusätzlich zu vereinbarenden Proben) ermittelt. 3 Biegedorn-∅ ist je nach Werkstoffgruppe und -zustand gemäß EN 288-4/ISO 9956-4 zu wählen.
5.4.2 Der geforderte Biegewinkel von 180° gilt unter den Versuchsbedingungen von EN 910 als er-
reicht, wenn die Probe mit der Mindestlänge nach dieser Norm zwischen den Stützrollen durchgedrückt
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–15
F
worden ist. Die geforderte Biegedehnung muß bis zum ersten Anriß erreicht werden. Geringfügige Porenauf-brüche o. ä. bis max. 3 mm Länge können toleriert werden. Bei gebrochenen Proben sind die Bruchflä-chen zu beurteilen.
5.4.3 Bei den Kreuzzugproben soll die Mindest-zugscherfestigkeit im Schweißnahtquerschnitt (Bruch-querschnitt gemäß Abb. 1.4) im allgemeinen nicht weniger als 60 % der geforderten Zugfestigkeit betra-gen. Über die ggf. erforderlichen Zuschläge (wenn dieser Wert nicht erreicht wird) bei der Bemessung der Kehlnahtverbindungen siehe G.10.3.2.
5.4.4 Sofern im Einzelfalle nichts anderes gefordert wurde, kann bei Verfahrens- und Arbeitsprüfungen an Aluminiumlegierungen für schiffbauliche Konstrukti-onen auf die Prüfung der Kerbschlagzähigkeit verzich-tet werden. Die Anforderungen für den Einsatz bei tiefen Temperaturen werden gesondert festgelegt.
5.5 Andere Werkstoffe
Die Anforderungen bei anderen Werkstoffen oder anderen Prüfmethoden werden sinngemäß wie bei den zuvor behandelten Werkstoffen unter Zugrundelegung der chemischen Zusammensetzung, mechanischen Gütewerte und sonstigen Eigenschaften der Grund-werkstoffe sowie unter Berücksichtigung der zu er-wartenden Beanspruchungsbedingungen, wie bei-spielsweise der niedrigsten zu erwartenden Betriebs-temperatur (Entwurfstemperatur), von Fall zu Fall festgelegt.
G. Konstruktive Gestaltung, Bemessung
Vorbemerkung:
Der Inhalt dieses Abschnittes ist weitgehend identisch mit den Angaben in den Klassifikations- und Bauvor-schriften I, Teil 1 – Seeschiffe, Kapitel 1 – Schiffs-körper, Abschnitt 19 "Schweißverbindungen". Durch zeitlich verschiedene Neuausgaben dieser Vorschrif-ten und der vorliegenden Schweißvorschriften kann es vorübergehend zu unterschiedlichen Aussagen in den jeweiligen Vorschriften kommen. In diesem Falle gilt die jeweils neuere Vorschrift.
1. Allgemeines
1.1 Die in Kapitel 2, Abschnitt 1 beschriebenen, allgemeinen Gestaltungsgrundsätze sind zu beachten.
1.2 Bei der Gestaltung der Schweißverbindungen ist sicherzustellen, daß die vorgesehene Nahtart und -güte, z. B. voll durchschweißte Wurzel bei HV- oder D(oppel)HV-Nähten (K-Nähten), unter den gegebenen Fertigungsbedingungen einwandfrei ausgeführt wer-den kann. Andernfalls sind entsprechend einfacher herzustellende Nahtarten vorzusehen und deren (evtl. geringere) Tragfähigkeit bei der Bemessung zu be-rücksichtigen.
1.3 Hoch beanspruchte - und damit im allgemei-nen prüfpflichtige - Schweißverbindungen sind so zu gestalten, daß das zum Fehlernachweis jeweils geeig-netste Prüfverfahren (Durchstrahlungs-, Ultraschall- und/oder Oberflächenrißprüfverfahren) ohne Ein-schränkungen eingesetzt werden kann und damit aus-sagefähige Prüfungen durchführbar sind.
2. Werkstoffabhängige Besonderheiten Kor-rosion
2.1 Werkstoffabhängige Besonderheiten, wie beispielsweise die (geringere) Beanspruchbarkeit von Walzerzeugnissen in Dickenrichtung (siehe hierzu unter 7.) oder die Erweichung kalt verfestigter Alumi-niumlegierungen beim Schweißen, sind bei Konstruk-tion und Bemessung der Bauteile bzw. der Schweiß-verbindungen zu berücksichtigen.
2.2 Plattierte Bleche können bei nachgewiesener ausreichender Haftfestigkeit der Verbindung zwischen Träger- und Auflagewerkstoff im allgemeinen (bis zu mittleren Blechdicken mit überwiegend Kehlnahtver-bindungen) wie massive Bleche eingesetzt werden.
2.3 Bei temperaturbeanspruchten Verbundkon-struktionen aus unterschiedlichen Werkstoffen (z. B. Schiffbaustählen und nichtrostenden Stählen bei Tankheizungen) sind die unterschiedlichen Wärme-leitfähigkeiten und vor allem Wärmedehnungen der verschiedenen Stähle zu beachten.
2.4 Bei dem Seewasser oder anderen Elektrolyten ausgesetzten Paarungen verschiedenartiger Werkstof-fe, wie beispielsweise Schweißverbindungen zwischen unlegierten und nichtrostenden Stählen bei Ver-schleißschutzauskleidungen in Düsenrudern oder bei Auftragsschweißungen auf Ruderschäften, ist die infolge unterschiedlicher Potentiale verstärkte Korro-sionsneigung, insbesondere im Schweißnahtbereich, zu beachten.
2.5 Lassen sich solche Schweißverbindungen nicht vermeiden, so sind diese nach Möglichkeit in weniger korrosionsgefährdete Bereiche (z. B. außer-halb von Tanks) zu legen, oder es sind besondere Korrosionsschutzmaßnahmen (z. B. Beschichtung und/oder kathodischer Schutz) zu treffen.
3. Kraftfluß, Übergänge
3.1 Alle Schweißverbindungen an Hauptver-bandsteilen sind so auszubilden, daß ein möglichst ungestörter Kraftfluß ohne größere innere oder äußere Kerben, Steifigkeitssprünge und ohne Dehnungsbe-hinderung erreicht wird (siehe hierzu auch Bauvor-schriften für Seeschiffe, Kapitel 1, Abschnitt 3, H.).
3.2 Dies gilt sinngemäß für das Anschweißen untergeordneter Bauteile an Hauptverbandsteile, deren freiliegende Platten- oder Gurtkanten von Kerbwir-kungen durch Schweißanschlüsse möglichst freizuhal-ten sind. Über die Unzulässigkeit von Schweißungen an Oberkante Scheergang, siehe Bauvorschriften für
Kapitel 3 Seite 1–16
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
G
Seeschiffe, Kapitel 1, Abschnitt 6, C.3.4. Dies gilt sinngemäß für Schweißungen an der Oberkante durch-laufender Lukenlängssülle.
3.3 Stöße in längeren oder durchgehenden An-bauten wie Schlingerkielen, Scheuerleisten, Schmutz-wassersüllen, Kranschienen, Lukendeckellaufschienen oder Dichtleisten usw. an Hauptverbandsteilen sind dementsprechend über den vollen Querschnitt zu ver-schweißen. Deren Enden sind sinngemäß wie die Dopplungsenden (vergl. 6.4) mit „weichen“ Übergän-gen zum darunterliegenden Bauteil auszubilden.
3.4 Schweißstöße in Trägern und Profilen (insbe-sondere Montagestöße) sind möglichst nicht im Be-reich hoher Biegebeanspruchungen anzuordnen. Schweißstöße an Knickstellen von Trägergurtungen sind möglichst zu vermeiden. Voll durchgeschweißte Dreiblechnähte auf Knickaussteifungen mit zusätzli-chen Kehlnähten von der Rückseite sinngemäß nach Abb. 1.18 sind im allgemeinen zulässig.
3.5 Unterschiedliche Bauteilabmessungen sind mit "weichen" Übergängen allmählich ineinander überzuführen. Bei ungleichen Steghöhen von Trägern oder Profilen sind die Gurte bzw. Wulste durch Ab-schrägen bzw. durch Aufschlitzen und Spreizen oder Zusammendrücken des Steges so auf gleiche Höhe zu bringen, daß die Gurte bzw. Wulste einwandfrei mit-einander verschweißt werden können. Der Übergang soll mindestens doppelt so lang wie der Höhenunter-schied sein.
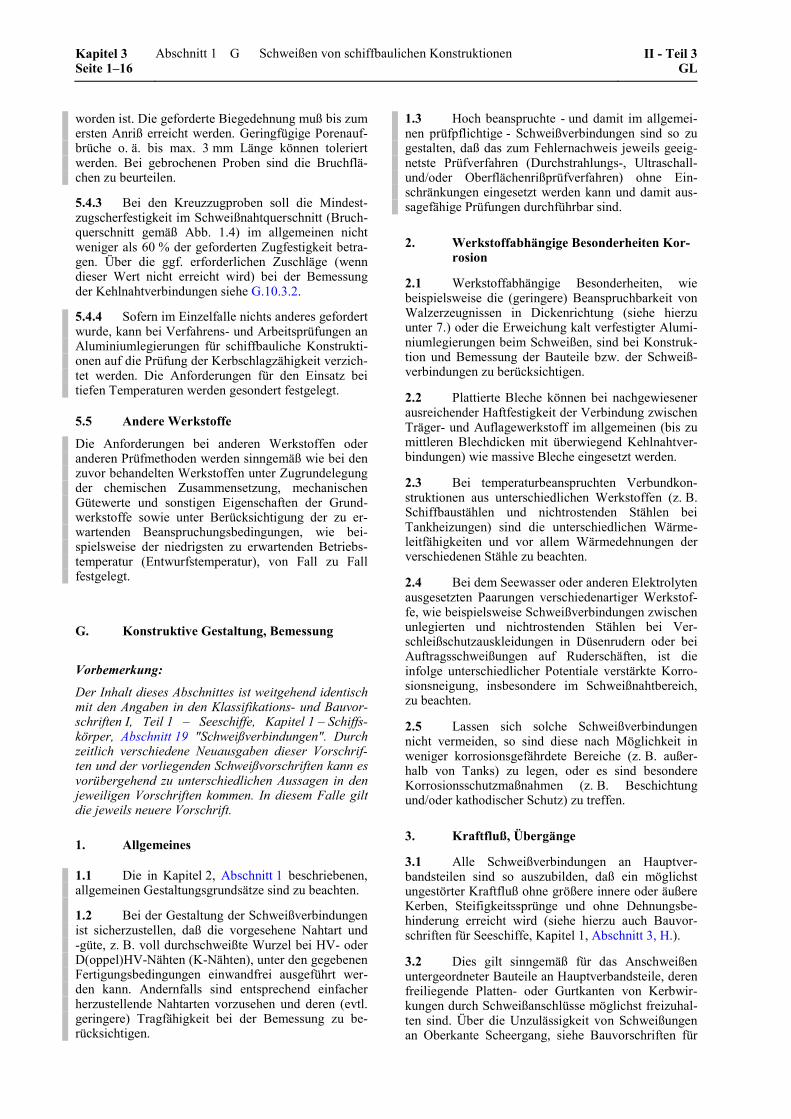
3.6 Wechselt an Stößen quer zur Hauptbeanspru-chungsrichtung die Blechdicke, so müssen Dickenun-terschiede über 4 mm, bei Blechdicken des dünneren Bleches unter 10 mm über 3 mm, gemäß Abb. 1.5 durch Abschrägen der überstehenden Kante mindes-tens im Verhältnis 1 : 3 oder je nach Kerbfall flacher (vgl. Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 20, Tabelle 20.3) ausgeglichen werden. Dickenunterschiede bis zu den oben genannten Wer-ten dürfen in der Naht ausgeglichen werden.
3.7 Stahlguß- und Schmiedeteile sollen für den Anschluß von Blechen oder anderen relativ dünnwan-digen Teilen gemäß Abb. 1.6 mit entsprechenden Verjüngungen oder angegossenen bzw. angeschmiede-ten Schweißflanschen versehen werden. Ersatzweise kann der GL einem entsprechend dickeren, über den vollen Querschnitt mit dem Stahlguß- bzw. Schmiede-teil verschweißten Übergangsstückes sinngemäß wie bei den Wellenböcken (vergl. Abb. 1.24 und 1.25) bzw. wie bei den waagerechten Kupplungsflanschen von Rudern (vergl. Abb. 1.26) zustimmen.
�$
���� �"
���%�
Abb. 1.5 Ausgleiche von Dickenunterschieden
&
����'
Abb. 1.6 Schweißflansch an Stahlguß oder Schmiedestücken
3.8 Zur Verbindung von Wellenbockarmen mit Nabe und Außenhaut siehe 13. und Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 13, D.1.; zur Ver-bindung waagerechter Kupplungsflansche mit dem Ruderkörper siehe 14. Über den erforderlichen ver-dickten Bund an Ruderschäften bei Auftragsschwei-ßungen oder für den Anschluß des Kupplungsflan-sches siehe unter 9. bzw. 14. sowie in den Bauvor-schriften für Seeschiffe, Kapitel 1, Abschnitt 14, D.2.4. Die Verbindung Ruderschaft - Kupplung muß über den vollen Querschnitt durchgeschweißt werden.
4. Örtliche Häufung von Schweißungen, Mindestabstände, Einschweißteile
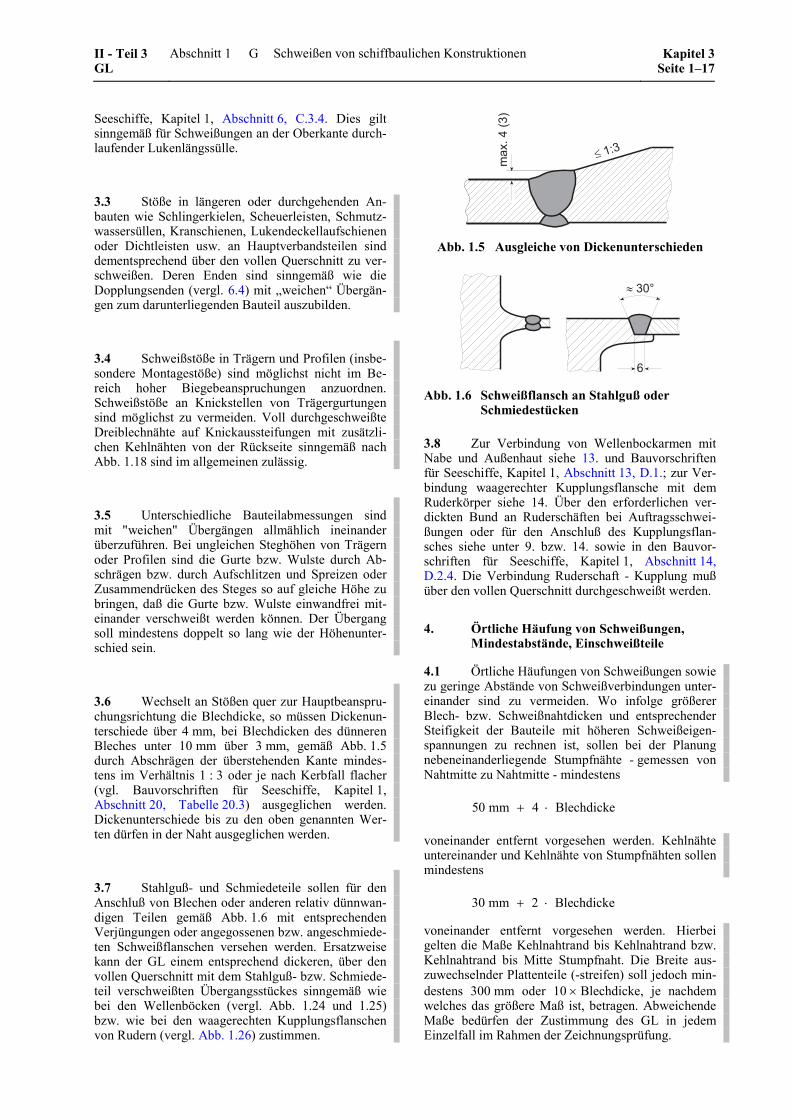
4.1 Örtliche Häufungen von Schweißungen sowie zu geringe Abstände von Schweißverbindungen unter-einander sind zu vermeiden. Wo infolge größerer Blech- bzw. Schweißnahtdicken und entsprechender Steifigkeit der Bauteile mit höheren Schweißeigen-spannungen zu rechnen ist, sollen bei der Planung nebeneinanderliegende Stumpfnähte - gemessen von Nahtmitte zu Nahtmitte - mindestens
50 4mm Blechdicke+ ⋅
voneinander entfernt vorgesehen werden. Kehlnähte untereinander und Kehlnähte von Stumpfnähten sollen mindestens
30 2mm Blechdicke+ ⋅
voneinander entfernt vorgesehen werden. Hierbei gelten die Maße Kehlnahtrand bis Kehlnahtrand bzw. Kehlnahtrand bis Mitte Stumpfnaht. Die Breite aus-zuwechselnder Plattenteile (-streifen) soll jedoch min-destens 300 mm oder 10 × Blechdicke, je nachdem welches das größere Maß ist, betragen. Abweichende Maße bedürfen der Zustimmung des GL in jedem Einzelfall im Rahmen der Zeichnungsprüfung.
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–17
G

Hinweis:
In besonderen Fällen, z.B. wenn Beplattungen, insbe-sondere im unteren Blechdickenbereich (bis etwa 20 mm), in ihrem Verlauf abknicken (z.B. Innenboden im Vorschiffsbereich oder Seitenlängsschotte im Vor- und Hinterschiffsbereich), so kann es zur besseren Knickaussteifung zweckmäßig sein, die oben genann-ten Abstände zu verringern oder auch - bei nicht zu großen Nahtdicken (bis etwa 5 mm) - das den Knick aussteifende Profil oder dergl. direkt auf die den Knick bildende Schweißnaht im Blech zu setzen.
Durch die zusätzlichen Kehlnähte auf dem Stumpfstoß ist zwar eine weitere Anhäufung von Schweißungen und somit von Schweißeigenspannungen gegeben, diese fällt jedoch im Vergleich zu den bei größeren Blechdicken und entsprechend vermehrter Lagenzahl entstehenden Schweißeigenspannungen relativ gering aus und kann daher zugunsten der festigkeitsmäßig günstigeren Gestaltung in Kauf genommen werden. Über zulässige Toleranzen siehe unter H.3.
4.2 In Beplattungen eingeschweißte Verstär-kungsplatten, Schweißflansche, Ablaßverschraubun-gen, Halterungen oder ähnliche Bauteile sollen fol-gende Mindestgrößen haben:
D t mmmin = + − ≥170 3 10 170β γ
D = Durchmesser runder oder Seitenlänge eckiger Einschweißteile in [mm]
t = Beplattungsdicke in [mm]
Bei eckigen Einschweißteilen sollen die Eckradien mindestens 50 mm betragen, oder es sind die "Längs-nähte" über die "Querstöße" hinaus zu verlängern. Einschweißteile sind über den vollen Querschnitt mit der umgebenden Beplattung zu verschweißen. Bezüg-lich der Spannungserhöhung infolge evtl. unterschied-licher Dicken siehe in den Bauvorschriften für See-schiffe, Kapitel 1, Abschnitt 20, B.1.3.
5. Durchschweißlöcher
5.1 Durchschweißlöcher für das (nachträgliche) Schweißen von Stumpf- oder Kehlnähten nach An-bringung kreuzender Bauteile sollen ausgerundet (Mindestradius 25 mm oder 2 x Blechdicke, je nach-dem, welches das größere Maß ist) und (insbesondere bei überwiegend dynamischer Beanspruchung) mit "weichen" Ausläufen und entsprechend kerbfreien stirnseitigen Umschweißungen gemäß Abb. 1.7 verse-hen werden.
()
()
����#����#
����#����#
Abb. 1.7 Durchschweißlöcher
5.2 Bei vor dem Aufsetzen kreuzender Bauteile fertig geschweißten Nähten sind keine Durchschweiß-löcher erforderlich. Eventuell vorhandene Nahtüber-höhungen sind vor dem Aufsetzen abzuarbeiten, oder es sind die aufzusetzenden Bauteile entsprechend auszuklinken.
6. Örtliche Verstärkungen, Dopplungen
6.1 Bei örtlich erhöhter Beanspruchung von Be-plattungen (auch Träger- oder Rohrwandungen) sind möglichst dickere Bleche anstelle von Dopplungen vorzusehen. Lagerbuchsen, Naben usw. sind grund-sätzlich in Form von eingeschweißten, dickeren Ble-chen auszubilden, siehe hierzu auch 4.2.
6.2 Lassen sich Dopplungen nicht vermeiden, so sollen diese nicht dicker als 2 × Beplattungsdicke sein. Dopplungen mit größerer Breite als etwa 30facher Dopplungsdicke sind in Abständen von höchstens 30facher Dopplungsdicke mit Lochschweißung gemäß 10.5 mit der darunterliegenden Beplattung zu ver-schweißen.
� ����#
����#
*��+����,#
Abb. 1.8 Schweißung an den Enden von Dopp-lungen
6.3 Dopplungen sind an den (Längs-)Kanten mit durchlaufenden Kehlnähten mit einer Nahtdicke a = 0,3 × Dopplungsdicke anzuschweißen. An den Enden von Dopplungen gemäß Abb. 1.8 soll an den Stirnkan-ten die Nahtdicke a = 0,5 × Dopplungsdicke t, jedoch nicht mehr als Beplattungsdicke betragen.
Kapitel 3 Seite 1–18
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
G

6.4 Die Nahtübergänge von den Stirnkanten zur Beplattung sollen unter einem Winkel von 45° oder flacher mit "weichen" Übergängen zur Beplattung verlaufen. Bei gefordertem Betriebsfestigkeits-nachweis (siehe Bauvorschriften für Seeschiffe, Kapi-tel 1, Abschnitt 20) muß die Ausbildung des Dopp-lungsendes der gewählten Detailkategorie entspre-chen.
6.5 Dopplungen sind in Tanks für entzündbare Flüssigkeiten oder Gase sowie Chemikalien nicht zulässig.
7. Kreuzende Bauteile, Beanspruchung in Dickenrichtung
7.1 Werden bei sich kreuzenden Bauteilen Ble-che oder andere Walzerzeugnisse durch Schweißei-gen- und/oder Lastspannungen in Dickenrichtung beansprucht, so sind geeignete konstruktive und ferti-gungstechnische Vorkehrungen gegen lammellares Aufreißen (Terrassenbrüche) infolge der Anisotropie der Walzerzeugnisse zu treffen.
7.2 Dies sind u. a. die Wahl günstiger Nahtfor-men mit geringstmöglichem Nahtvolumen und einer sinnvollen Schweißfolge zur Verminderung der Quer-schrumpfung, die Verteilung der Spannungen auf einen größeren Bereich der Blechoberfläche über eine Auftragsschweißung oder die "Anbindung mehrerer Schichten" des in Dickenrichtung belasteten Bauteils, wie beispielsweise für die Deckstringer-Scheergang-Verbindung in Abb. 1.17 dargestellt.
7.3 Bei sehr hohen Beanspruchungen in Dicken-richtung (z. B. infolge der Addition von Schrumpf-spannungen großvolumiger HV- oder D(oppel)HV-Naht-(K-Naht)-Verbindungen mit hohen Lastspan-nungen) sind Bleche mit gewährleisteter Beanspruch-barkeit in Dickenrichtung einzusetzen (verbesserter Reinheitsgrad, gewährleistete Mindest-Bruchein-schnürungswerte ≥ 20 % von Zugproben in Dicken-richtung 3).
7.4 Quer zur Kraftrichtung angeordnete, zwi-schengelegte Flachstähle (z.B. als Badsicherungsun-terlagen bei Lochschweißung oder als Ausgleich bei zu großen Luftspalten) sind bei sich kreuzenden Bau-teilen nicht zulässig.
–––––––––––––– 3 Siehe Werkstoff- und Schweißtechnik-Vorschriften, Teil 1,
Metallische Werkstoffe, Kapitel 2, Abschnitt 1, M. sowie Stahl-Eisen-Lieferbedingungen 096 "Blech, Band und Breit-flachstahl mit verbesserten Eigenschaften für Beanspruchun-gen senkrecht zur Erzeugnisfläche" des Vereins Deutscher Eisenhüttenleute.
8. Schweißen in kaltgeformten Bereichen, Biegeradien
8.1 An Baustählen mit Neigung zur Reckalterung ist das Schweißen in kaltgeformten Bereichen mit mehr als 5 % bleibender Dehnung 4 sowie in den angrenzenden Bereichen von 5 × Blechdicke mög-lichst zu vermeiden. Im Zweifelsfalle kann der GL den Nachweis (z.B. mittels Kerbschlagbiegeversuchen) fordern, daß Kaltverformung und nachfolgendes Schweißen nicht zu einer unzulässigen Verminderung der Zähigkeitseigenschaften geführt haben.
8.2 An Schiffbaustählen und vergleichbaren Baustählen (z. B. Gütegruppen S....J.... oder S....K.... nach EN 10025) darf in kaltgeformten Bereichen und den angrenzenden Bereichen geschweißt werden, wenn die Mindestbiegeradien nach Tabelle 1.8 nicht unterschritten werden.
Tabelle 1.8 Mindestbiegeradien für das Schwei-ßen in kaltgeformten Bereichen
Blechdicke t Mindest-Biegeradius r(innen)
bis 4 mm bis 8 mm bis 12 mm bis 24 mm über 24 mm
1 × t1,5 × t2 × t3 × t5 × t
Hinweis:
Aus Gründen der Abkantbarkeit kann u. U. ein größe-rer Biegeradius erforderlich sein.
8.3 Für andere Stähle oder ggf. andere Werkstof-fe ist der erforderliche Mindestbiegeradius im Zwei-felsfalle durch Versuche zu ermitteln. Bei Stählen mit Mindeststreckgrenzen über 355 N/mm2 und Blechdi-cken ab 30 mm kann bei Kaltumformungen mit 2 % oder mehr bleibender Dehnung ein Nachweis ausrei-chender Zähigkeit nach dem Schweißen verlangt wer-den.
9. Auftragsschweißungen an Ruderschäften und Fingerlingen
9.1 Verschleißfeste und/oder korrosionsbeständi-ge Auftragsschweißungen von Lagerlaufflächen auf Ruderschäften, Fingerlingen usw. sind auf einem
–––––––––––––– 4 Dehnung ε in der äußeren Zugzone:
[ ]100%
1 2 r tε =
+
r = innerer Biegeradius in [mm] t = Blechdicke in [mm]
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–19
G

gegenüber dem benachbarten Schaftteil um mindes-tens 20 mm im Durchmesser verdickten Bund auszu-führen.
9.2 Läßt sich aus konstruktiven Gründen ein verdickter Bund nicht ausführen, so kann die Auf-tragsschweißung auch auf dem glatten Schaft erfolgen, wenn (bei ausreichendem Restdurchmesser) eine Hin-terdrehung gemäß 9.3 möglich ist.
9.3 Die Übergänge zum nicht aufgeschweißten Schaftteil sind gemäß Abb. 1.9 nach dem Schweißen mit großen Radien auszuarbeiten, um eventuelle Ver-änderungen des Grundwerkstoffgefüges (durch das Schweißen) im Bereich der Hohlkehlen zu beseitigen und eine räumliche Trennung von geometrischer und "metallurgischer" Kerbe zu erzielen.
-������������!��.��/� �0��.
1�������������.� 2������������.�����
��%��
�.����������
Abb. 1.9 Auftragsschweißen an Ruderschäften,
Fingerlingen
9.4 Soll im Reparaturfall, mit besonderer Zu-stimmung des GL, ausnahmsweise eine Auftrags-schweißung auf dem glatten Schaft, ohne Hinterdre-hung erfolgen, so ist diese - genügend weit über den Bereich der größten Biegebeanspruchung hinaus - im Sinne von 9.3 nach Abb. 1.10 so auszuführen, daß im glatten Schaftteil, nach der Bearbeitung mindestens 2 Lagen Schweißgut verbleiben. Der Übergang Auf-tragsschweißung - Schaft muß sauber kerbfrei bearbei-tet werden.
�����.� �2����������.����� 3,�
��.����
���%�
Abb. 1.10 Auftragsschweißen im Reparaturfall
9.5 Das Auftragsschweißen darf nur mit einem vom GL zugelassenen, vollmechanischen Verfahren (z. B. 12, Unterpulverschweißen) auf einer Drehvor-richtung in Umfangsrichtung erfolgen.
10. Schweißnahtformen und -abmessungen
10.1 Stumpfstöße
10.1.1 Stumpfstöße sind je nach Blechdicke, Schweißverfahren und -position z.B. als I-, V- oder D(oppel)-V-Nähte (X-Nähte) entsprechend den Nor-men (z. B. EN 22553, EN 29629, DIN 8551 Teil 4, DIN 8552 oder DIN 8553) vorzusehen. Die Nahtfor-
men sind in den Zeichnungen oder sonstigen Ferti-gungsunterlagen mit den genormten Symbolen darzu-stellen.
10.1.2 Werden andere Nahtformen als diejenigen nach den Normen vorgesehen, so sind sie in den Zeichnungen besonders darzustellen. Nahtformen für besondere Schweißverfahren (z. B. für das UP-, Ein-seiten- oder Elektro-Gas- bzw. Elektroschlacke-schweißen) müssen im Zusammenhang mit einer Ver-fahrensprüfung überprüft und genehmigt worden sein.
10.1.3 Stumpfstöße sind grundsätzlich mit Ausarbei-tung von der Gegenseite und mit mindestens einer Gegenlage (Kapplage) vorzusehen. Ausnahmen hier-von, z. B. beim Unterpulverschweißen oder bei den in 10.1.1 genannten Verfahren, bedürfen ebenfalls der Überprüfung und Genehmigung im Zusammenhang mit einer Verfahrensprüfung.
10.1.4 Lassen sich die zuvor genannten Bedingun-gen nicht erfüllen (z. B. bei nur einseitig zugänglichen Nähten), so sind Steilflankennähte mit hintergelegter oder angearbeiteter bzw. angegossener bleibender Badsicherung und geöffneter Wurzel gemäß Abb. 1.11 vorzusehen.
&
����'
&
����'
Abb. 1.11 Einseitige Schweißungen auf bleibenden Badsicherungsunterlagen
10.1.5 Als rechnerische Nahtdicke von Stumpfnäh-ten gilt die Blechdicke, im Falle unterschiedlicher Blechdicken die geringere Blechdicke. Bei geforder-tem Betriebsfestigkeitsnachweis (siehe 15.3) richtet sich die Detailkategorie nach der Nahtausführung (Nahtgeometrie und Nahtgüte).
10.1.6 Für das Schweißen plattierter Bleche sind die Nahtformen gemäß Abb. 1.12 zu verwenden. Für Eckstöße sowie für die Verbindung plattierter Bleche mit (un- bzw. niedriglegierten) Schiffbaustählen sind diese Nahtformen sinngemäß anzuwenden.
Kapitel 3 Seite 1–20
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
G
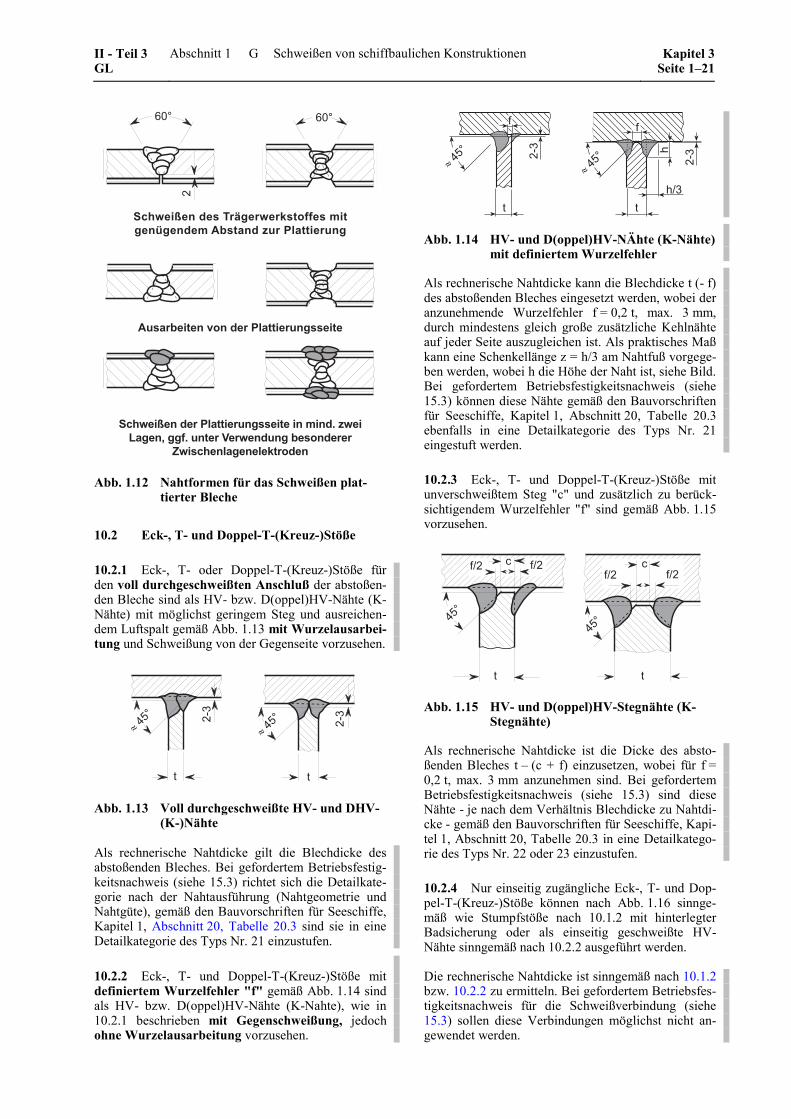
�������������������������������������������������� �!"����� ��
#
&�' &�'
� ���������#������!"����� ��������
�������������!"����� ����������������$� ���%����&����$� ����'����� �����������
��������"�����"�������
Abb. 1.12 Nahtformen für das Schweißen plat-tierter Bleche
10.2 Eck-, T- und Doppel-T-(Kreuz-)Stöße
10.2.1 Eck-, T- oder Doppel-T-(Kreuz-)Stöße für den voll durchgeschweißten Anschluß der abstoßen-den Bleche sind als HV- bzw. D(oppel)HV-Nähte (K-Nähte) mit möglichst geringem Steg und ausreichen-dem Luftspalt gemäß Abb. 1.13 mit Wurzelausarbei-tung und Schweißung von der Gegenseite vorzusehen.
����' #4
�
#4�
����'
Abb. 1.13 Voll durchgeschweißte HV- und DHV-(K-)Nähte
Als rechnerische Nahtdicke gilt die Blechdicke des abstoßenden Bleches. Bei gefordertem Betriebsfestig-keitsnachweis (siehe 15.3) richtet sich die Detailkate-gorie nach der Nahtausführung (Nahtgeometrie und Nahtgüte), gemäß den Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 20, Tabelle 20.3 sind sie in eine Detailkategorie des Typs Nr. 21 einzustufen.
10.2.2 Eck-, T- und Doppel-T-(Kreuz-)Stöße mit definiertem Wurzelfehler "f" gemäß Abb. 1.14 sind als HV- bzw. D(oppel)HV-Nähte (K-Nahte), wie in 10.2.1 beschrieben mit Gegenschweißung, jedoch ohne Wurzelausarbeitung vorzusehen.
����' #4
�
�
����' #4
�
�
�
�,�
Abb. 1.14 HV- und D(oppel)HV-NÄhte (K-Nähte) mit definiertem Wurzelfehler
Als rechnerische Nahtdicke kann die Blechdicke t (- f) des abstoßenden Bleches eingesetzt werden, wobei der anzunehmende Wurzelfehler f = 0,2 t, max. 3 mm, durch mindestens gleich große zusätzliche Kehlnähte auf jeder Seite auszugleichen ist. Als praktisches Maß kann eine Schenkellänge z = h/3 am Nahtfuß vorgege-ben werden, wobei h die Höhe der Naht ist, siehe Bild. Bei gefordertem Betriebsfestigkeitsnachweis (siehe 15.3) können diese Nähte gemäß den Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 20, Tabelle 20.3 ebenfalls in eine Detailkategorie des Typs Nr. 21 eingestuft werden.
10.2.3 Eck-, T- und Doppel-T-(Kreuz-)Stöße mit unverschweißtem Steg "c" und zusätzlich zu berück-sichtigendem Wurzelfehler "f" sind gemäß Abb. 1.15 vorzusehen.
���'���
'
��,# ��,#�,#
�,#
Abb. 1.15 HV- und D(oppel)HV-Stegnähte (K-Stegnähte)
Als rechnerische Nahtdicke ist die Dicke des absto-ßenden Bleches t – (c + f) einzusetzen, wobei für f = 0,2 t, max. 3 mm anzunehmen sind. Bei gefordertem Betriebsfestigkeitsnachweis (siehe 15.3) sind diese Nähte - je nach dem Verhältnis Blechdicke zu Nahtdi-cke - gemäß den Bauvorschriften für Seeschiffe, Kapi-tel 1, Abschnitt 20, Tabelle 20.3 in eine Detailkatego-rie des Typs Nr. 22 oder 23 einzustufen.
10.2.4 Nur einseitig zugängliche Eck-, T- und Dop-pel-T-(Kreuz-)Stöße können nach Abb. 1.16 sinnge-mäß wie Stumpfstöße nach 10.1.2 mit hinterlegter Badsicherung oder als einseitig geschweißte HV-Nähte sinngemäß nach 10.2.2 ausgeführt werden.
Die rechnerische Nahtdicke ist sinngemäß nach 10.1.2 bzw. 10.2.2 zu ermitteln. Bei gefordertem Betriebsfes-tigkeitsnachweis für die Schweißverbindung (siehe 15.3) sollen diese Verbindungen möglichst nicht an-gewendet werden.
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–21
G
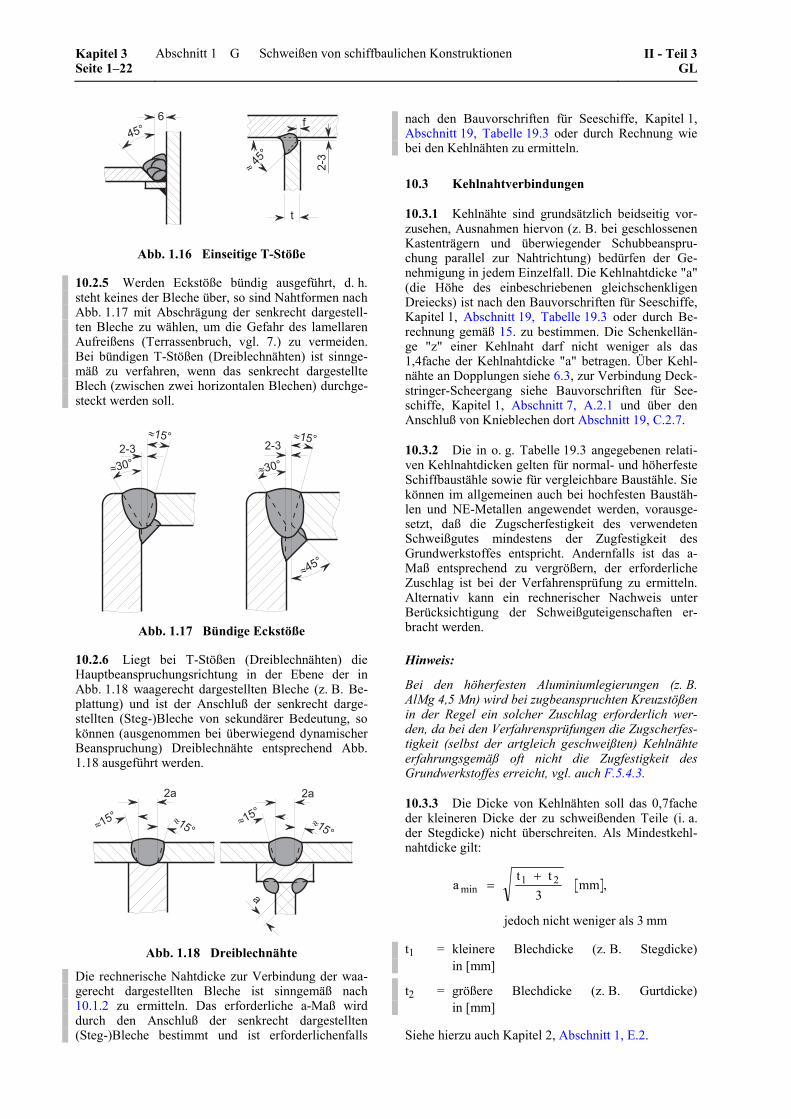
����'
�
#4�
��'&
Abb. 1.16 Einseitige T-Stöße
10.2.5 Werden Eckstöße bündig ausgeführt, d. h. steht keines der Bleche über, so sind Nahtformen nach Abb. 1.17 mit Abschrägung der senkrecht dargestell-ten Bleche zu wählen, um die Gefahr des lamellaren Aufreißens (Terrassenbruch, vgl. 7.) zu vermeiden. Bei bündigen T-Stößen (Dreiblechnähten) ist sinnge-mäß zu verfahren, wenn das senkrecht dargestellte Blech (zwischen zwei horizontalen Blechen) durchge-steckt werden soll.
#4�
���'
���'#4�
���'
���'
���'
Abb. 1.17 Bündige Eckstöße
10.2.6 Liegt bei T-Stößen (Dreiblechnähten) die Hauptbeanspruchungsrichtung in der Ebene der in Abb. 1.18 waagerecht dargestellten Bleche (z. B. Be-plattung) und ist der Anschluß der senkrecht darge-stellten (Steg-)Bleche von sekundärer Bedeutung, so können (ausgenommen bei überwiegend dynamischer Beanspruchung) Dreiblechnähte entsprechend Abb. 1.18 ausgeführt werden.
#�
���'
#�
���'���'
�
���'
Abb. 1.18 Dreiblechnähte
Die rechnerische Nahtdicke zur Verbindung der waa-gerecht dargestellten Bleche ist sinngemäß nach 10.1.2 zu ermitteln. Das erforderliche a-Maß wird durch den Anschluß der senkrecht dargestellten (Steg-)Bleche bestimmt und ist erforderlichenfalls
nach den Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 19, Tabelle 19.3 oder durch Rechnung wie bei den Kehlnähten zu ermitteln.
10.3 Kehlnahtverbindungen
10.3.1 Kehlnähte sind grundsätzlich beidseitig vor-zusehen, Ausnahmen hiervon (z. B. bei geschlossenen Kastenträgern und überwiegender Schubbeanspru-chung parallel zur Nahtrichtung) bedürfen der Ge-nehmigung in jedem Einzelfall. Die Kehlnahtdicke "a" (die Höhe des einbeschriebenen gleichschenkligen Dreiecks) ist nach den Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 19, Tabelle 19.3 oder durch Be-rechnung gemäß 15. zu bestimmen. Die Schenkellän-ge "z" einer Kehlnaht darf nicht weniger als das 1,4fache der Kehlnahtdicke "a" betragen. Über Kehl-nähte an Dopplungen siehe 6.3, zur Verbindung Deck-stringer-Scheergang siehe Bauvorschriften für See-schiffe, Kapitel 1, Abschnitt 7, A.2.1 und über den Anschluß von Knieblechen dort Abschnitt 19, C.2.7.
10.3.2 Die in o. g. Tabelle 19.3 angegebenen relati-ven Kehlnahtdicken gelten für normal- und höherfeste Schiffbaustähle sowie für vergleichbare Baustähle. Sie können im allgemeinen auch bei hochfesten Baustäh-len und NE-Metallen angewendet werden, vorausge-setzt, daß die Zugscherfestigkeit des verwendeten Schweißgutes mindestens der Zugfestigkeit des Grundwerkstoffes entspricht. Andernfalls ist das a-Maß entsprechend zu vergrößern, der erforderliche Zuschlag ist bei der Verfahrensprüfung zu ermitteln. Alternativ kann ein rechnerischer Nachweis unter Berücksichtigung der Schweißguteigenschaften er-bracht werden.
Hinweis:
Bei den höherfesten Aluminiumlegierungen (z. B. AlMg 4,5 Mn) wird bei zugbeanspruchten Kreuzstößen in der Regel ein solcher Zuschlag erforderlich wer-den, da bei den Verfahrensprüfungen die Zugscherfes-tigkeit (selbst der artgleich geschweißten) Kehlnähte erfahrungsgemäß oft nicht die Zugfestigkeit des Grundwerkstoffes erreicht, vgl. auch F.5.4.3.
10.3.3 Die Dicke von Kehlnähten soll das 0,7fache der kleineren Dicke der zu schweißenden Teile (i. a. der Stegdicke) nicht überschreiten. Als Mindestkehl-nahtdicke gilt:
a
t tmmmin ,=
+1 23
jedoch nicht weniger als 3 mm
t1 = kleinere Blechdicke (z. B. Stegdicke) in [mm]
t2 = größere Blechdicke (z. B. Gurtdicke) in [mm]
Siehe hierzu auch Kapitel 2, Abschnitt 1, E.2.
Kapitel 3 Seite 1–22
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
G

10.3.4 Als Kehlnahtquerschnitt ist eine gleich-schenklige Flachnaht mit guten Übergängen zum Grundwerkstoff anzustreben. Bei gefordertem Be-triebsfestigkeitsnachweis (siehe 15.3) kann je nach Detailkategorie ein Nacharbeiten (kerbfrei schleifen) erforderlich werden. Die Naht soll mindestens bis dicht an den theoretischen Wurzelpunkt (vgl. Abb. 1.19 heranreichen.
10.3.5 Bei der Anwendung von mechanischen Schweißverfahren, die einen über den theoretischen Wurzelpunkt wesentlich hinausgehenden, auch unter Fertigungsbedingungen gleichmäßig und sicher ein-haltbaren, tieferen Einbrand haben, kann die Berück-sichtigung des tieferen Einbrands bei der Bestimmung der Kehlnahtdicke genehmigt werden. Das rechneri-sche Maß
a ae
mmtief = +2
3min
ist anhand der in Abb. 1.19 dargestellten Verhältnisse und des für jedes Schweißverfahren in einer Verfah-rensprüfung zu ermittelnden "min e" zu bestimmen. Die Mindestkehlnahtdicke, bezogen auf den theoreti-schen Wurzelpunkt, darf nicht unterschritten werden.
��
����
��
�����5�����6��/
Abb. 1.19 Kehlnähte mit tieferem Einbrand
Anmerkung:
Bei Schweißverfahren mit einem besonders tiefen, schmalen Einbrand, wie beispielsweise dem Laser-strahlschweißen ohne Schweißzusatz, bei denen keine nennenswerte Kehlnaht entsteht, sondern der gesamte Schweißanschluß praktisch nach "innen" verlegt wird, kann die Erfüllung der obigen Forderung nach einer bestimmten Mindestkehlnahtdicke schwierig oder unmöglich werden. In solchen Fällen ist - unter Be-rücksichtigung eventueller Betriebsfestigkeitsanforde-rungen - abzuwägen und/oder in der Verfahrensprü-fung nachzuweisen, ob und wie weit diese Nahtform Einfluß auf die Eigenschaften (z. B. Rißsicherheit, Festigkeit) der Schweißverbindung hat. Die Einzelhei-ten hierzu sind mit dem GL von Fall zu Fall abzu-stimmen.
10.3.6 Beim Überschweißen besonders porenverur-sachender Fertigungsbeschichtungen kann je nach Schweißverfahren eine Vergrößerung des a-Maßes um bis zu 1 mm gefordert werden. Dies gilt vor allem bei Anwendung der Mindestkehlnahtdicken. Das Maß der Vergrößerung wird unter Berücksichtigung von Bean-spruchungsart und -höhe nach den Ergebnissen bei der Überprüfung der Fertigungsbeschichtung gemäß Kapi-tel 1, Abschnitt 6 oder bei den Verfahrensprüfungen bzw. Arbeitsprüfungen von Fall zu Fall festgelegt.
Dies gilt sinngemäß bei Schweißverfahren, bei denen mit ungenügendem Wurzeleinbrand gerechnet werden muß.
10.3.7 Verstärkte, beidseitig durchlaufende Kehl-nähte sind im Bereich hoher dynamischer Beanspru-chungen (z. B. für die Verbindung der Maschinenfun-dament-Längs- und -Querträger mit den Topplatten im Bereich von Fundamentbolzen, vgl. Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 8, C.3.2.5 und Abschnitt 19, Tabelle 19.3) vorzusehen, sofern dort nicht HV- oder D(oppel)HV-Nähte (K-Nähte) vorge-sehen werden müssen. Die Kehlnahtdicke "a" soll in diesem Bereich das 0,7fache der kleineren Dicke der zu schweißenden Teile betragen.
10.3.8 Unterbrochene Kehlnähte können entspre-chend den Angaben in den Bauvorschriften für See-schiffe, Kapitel 1, Tabelle 19.3 gegenüberliegend (Kettenschweißung, ggf. mit Ausschnitten) oder ver-setzt (Zickzackschweißung) ausgeführt werden, vergl. Abb. 1.20. Bei sehr kleinen Profilen können andere Ausschnittformen und -abmessungen vereinbart wer-den.
() �
�
�
��7���8
����#�
���������� ��9�
��7���8
��
Abb. 1.20 Ausschnitt-, Ketten-, und Zickzack-
schweißungen
In Wasser- und Ladetanks, im Bodenbereich von Brennstofftanks und von Räumen, wo Schwitz- oder Spritzwasser stehen kann, sowie in korrosionsgefähr-deten Hohlkörpern (z. B. Rudern) sollen nur durchlau-fende Kehlnähte oder Ausschnittschweißungen vorge-sehen werden. Dies gilt sinngemäß für Bereiche, Bau-teile oder Räume, die extremen Witterungseinflüssen oder korrosiver Ladung ausgesetzt sind.
Bei starker örtlicher Beanspruchung der Beplattung (z. B. im Vorschiff-Bodenbereich) dürfen keine Aus-schnitte angeordnet werden, bei überwiegend dynami-scher Beanspruchung ist durchlaufende Schweißung vorzuziehen.
10.3.9 Die Dicke "au" von unterbrochenen Kehlnäh-ten ist in Abhängigkeit vom gewählten Teilungsver-hältnis b/l nach folgender Formel zu ermitteln:
a a b mmu = ⋅ ⋅ 11,
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–23
G

a = erforderliche Kehlnahtdicke in [mm] bei durchlaufender Schweißung nach den Bau-vorschriften für Seeschiffe, Kapitel 1, Ab-schnitt 19, Tabelle 19.3 oder gemäß Berech-nung
b = Teilung = e + in [mm]
e = Abstand zwischen den Schweißungen in [mm]
= Kehlnahtlänge in [mm]
Das Teilungsverhältnis b/ soll nicht größer als 5 sein.
Die größte ungeschweißte Länge (b – bei Aus-
schnitt- bzw. Kettenschweißung oder b/2 – bei Zick-zackschweißung) soll das 25fache der geringeren Dicke der zu schweißenden Teile nicht übersteigen. Die Länge der Ausschnitte soll jedoch 150 mm nicht überschreiten.
10.4 Überlappstöße
10.4.1 Überlappstöße quer zur Hauptbeanspru-chungsrichtung sind möglichst zu vermeiden und dürfen bei hochbeanspruchten Bauteilen nicht ange-wendet werden. Bei niedrig beanspruchten Bauteilen (nicht jedoch an Tanks für Chemikalien, brennbare Flüssigkeiten oder Gase) kann Überlappstößen zuge-stimmt werden, wenn sie vorzugsweise parallel zur Hauptbeanspruchungsrichtung verlaufen.
10.4.1.1 Die Überlappungsbreite soll 1,5 t + 15 mm (t = Dicke des dünneren Bleches) betragen. Die Kehl-nahtdicke "a" soll, sofern sich aus der Berechnung kein anderer Wert ergibt, das 0,4fache der dünneren Blechdicke betragen, jedoch nicht geringer als die Mindestkehlnahtdicke nach 10.3.3 sein. Die Kehlnaht-schweißung muß beiderseits durchlaufend und rundum geschlossen sein.
10.5 Lochschweißung
10.5.1 Bei Lochschweißung sollen vorzugsweise Langlöcher in Richtung der Hauptbeanspruchung angeordnet werden. Lochabstand und Lochlänge kön-nen entsprechend der Teilung "b" und der Kehlnaht-länge " " bei unterbrochener Schweißung sinngemäß nach 10.3.8 festgelegt werden, die Kehlnahtdicke "au" nach 10.3.9.
10.5.2 Die Lochbreite soll mindestens gleich der doppelten Blechdicke, jedoch nicht geringer als 15 mm sein. Die Lochenden sind halbkreisförmig auszuarbeiten.
10.5.3 Unterlegte Bleche oder Profile sollen mindes-tens die Dicke des gelochten Bleches haben und nach beiden Seiten 1,5 × Blechdicke, jedoch nicht mehr als 20 mm überstehen. Nach Möglichkeit sollen nur die erforderlichen Kehlnähte geschweißt und der bleiben-de Hohlraum mit einem geeigneten Spachtelmaterial ausgefüllt werden.
10.5.4 Zapfenschweißung ist nicht zulässig.
11. Schweißung an Träger- und Steifenenden
11.1 An Träger- und Steifenenden ist bei unterbro-chener Schweißung gemäß Abb. 1.21 der Steg auf einer Mindestlänge gleich der Träger- bzw. Steifenhö-he "h", max. 300 mm, durchlaufend mit der Beplat-tung ggf. der Gurtung zu verschweißen. Über die im allgemeinen auf 0,15 der Spannweite an den Enden verstärkte Schweißung siehe Bauvorschriften für See-schiffe, Kapitel 1, Abschnitt 19, Tabelle 19.3.
� ��
� �
�
�+9��
#�
/����-��������
Abb. 1.21 Schweißung an Träger- und Steifenen-
den
11.2 Im Bereich von Knieblechen soll auf einer Mindestlänge gleich der Knieblechlänge durchlaufend geschweißt werden. Ausschnitte dürfen gemäß Abb. 1.21 erst ab einer als Verlängerung der freien Knieblechkante gedachten Linie angeordnet werden.
11.3 Freie Steifenenden sind möglichst an die kreuzenden Beplattungen, Träger- oder Profilstege heranzuführen, um punktförmige Beanspruchungen der Beplattung zu vermeiden. Andernfalls sind die Steifen abzuschrägen und gemäß Abb. 1.21 auf einer Mindestlänge von 1,7 h, max. 300 mm, durchlaufend zu schweißen. Bei sehr kleinen Profilen können ande-re Abmessungen vereinbart werden.
11.4 Bei Schweißstößen in Gurtungen soll der Gurt beiderseits des Stoßes auf einer Länge „b“ min-destens gleich der Gurtbreite durchlaufend mit dem Steg verschweißt werden.
11.5 Bei Trägerkreuzungen, z. B. gemäß Abb. 1.21 oder bei Profildurchführungen ist die Schweißung sinngemäß nach 11.1 auch an dem in der Abbildung geschnitten dargestellten Träger beiderseits des Kreuzungspunktes durchlaufend auszuführen.
12. Verbindungen zwischen Profilenden und Blechen
12.1 Schweißverbindungen zwischen Profilenden und Blechen (z. B. Spantfußanschlüsse) können in
Kapitel 3 Seite 1–24
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
G
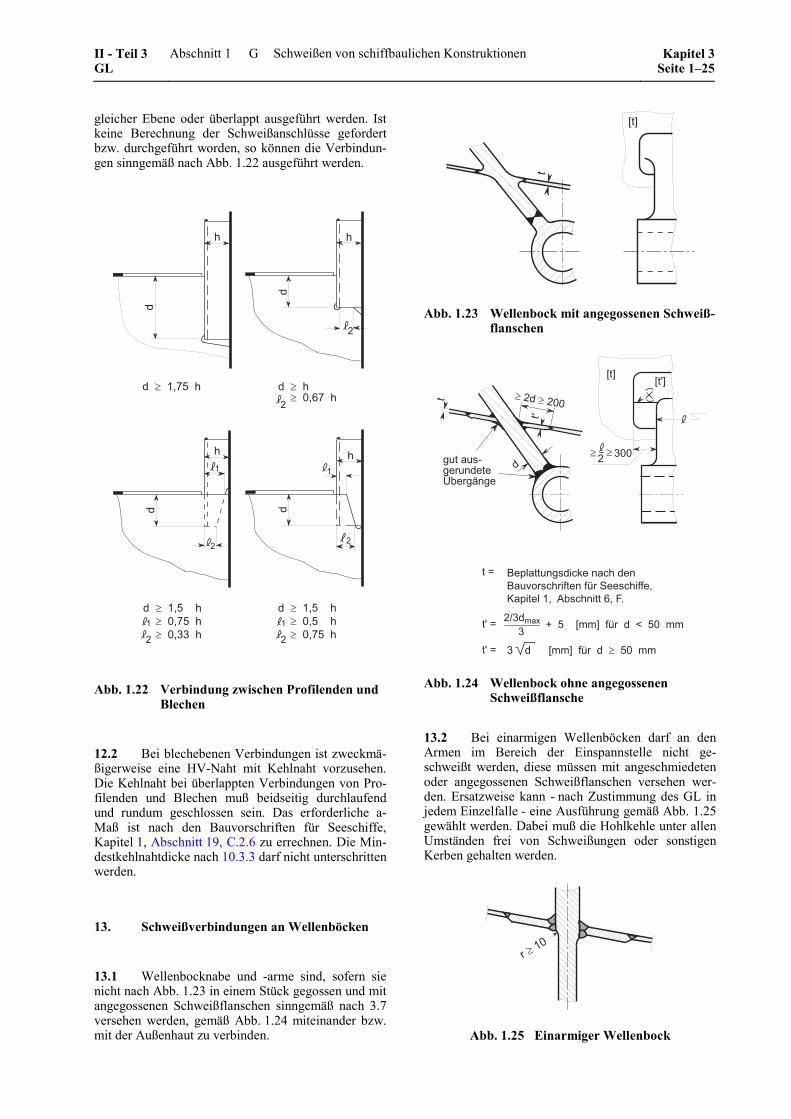
gleicher Ebene oder überlappt ausgeführt werden. Ist keine Berechnung der Schweißanschlüsse gefordert bzw. durchgeführt worden, so können die Verbindun-gen sinngemäß nach Abb. 1.22 ausgeführt werden.
.������+9���� .��������������+&9���#
.������+��������������+9������������+�����#
�
.������+��������������+��������������+9����#
�
.
�
.
�
#
.
�
#
�
.
��
#
Abb. 1.22 Verbindung zwischen Profilenden und Blechen
12.2 Bei blechebenen Verbindungen ist zweckmä-ßigerweise eine HV-Naht mit Kehlnaht vorzusehen. Die Kehlnaht bei überlappten Verbindungen von Pro-filenden und Blechen muß beidseitig durchlaufend und rundum geschlossen sein. Das erforderliche a-Maß ist nach den Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 19, C.2.6 zu errechnen. Die Min-destkehlnahtdicke nach 10.3.3 darf nicht unterschritten werden.
13. Schweißverbindungen an Wellenböcken
13.1 Wellenbocknabe und -arme sind, sofern sie nicht nach Abb. 1.23 in einem Stück gegossen und mit angegossenen Schweißflanschen sinngemäß nach 3.7 versehen werden, gemäß Abb. 1.24 miteinander bzw. mit der Außenhaut zu verbinden.
()
Abb. 1.23 Wellenbock mit angegossenen Schweiß-flanschen
()(:)
� � ���#
:
��#.���#��
.������4�����.��1�������
�7
:�7
:�7
0�6������.��/�������.��0��!������������;��2���������+��6�����+��-�������&+���
�������������8�������( )���;���.��<������
�����.������( )���;���.���������
#,�. �$�
Abb. 1.24 Wellenbock ohne angegossenen Schweißflansche
13.2 Bei einarmigen Wellenböcken darf an den Armen im Bereich der Einspannstelle nicht ge-schweißt werden, diese müssen mit angeschmiedeten oder angegossenen Schweißflanschen versehen wer-den. Ersatzweise kann - nach Zustimmung des GL in jedem Einzelfalle - eine Ausführung gemäß Abb. 1.25 gewählt werden. Dabei muß die Hohlkehle unter allen Umständen frei von Schweißungen oder sonstigen Kerben gehalten werden.
������
Abb. 1.25 Einarmiger Wellenbock
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–25
G
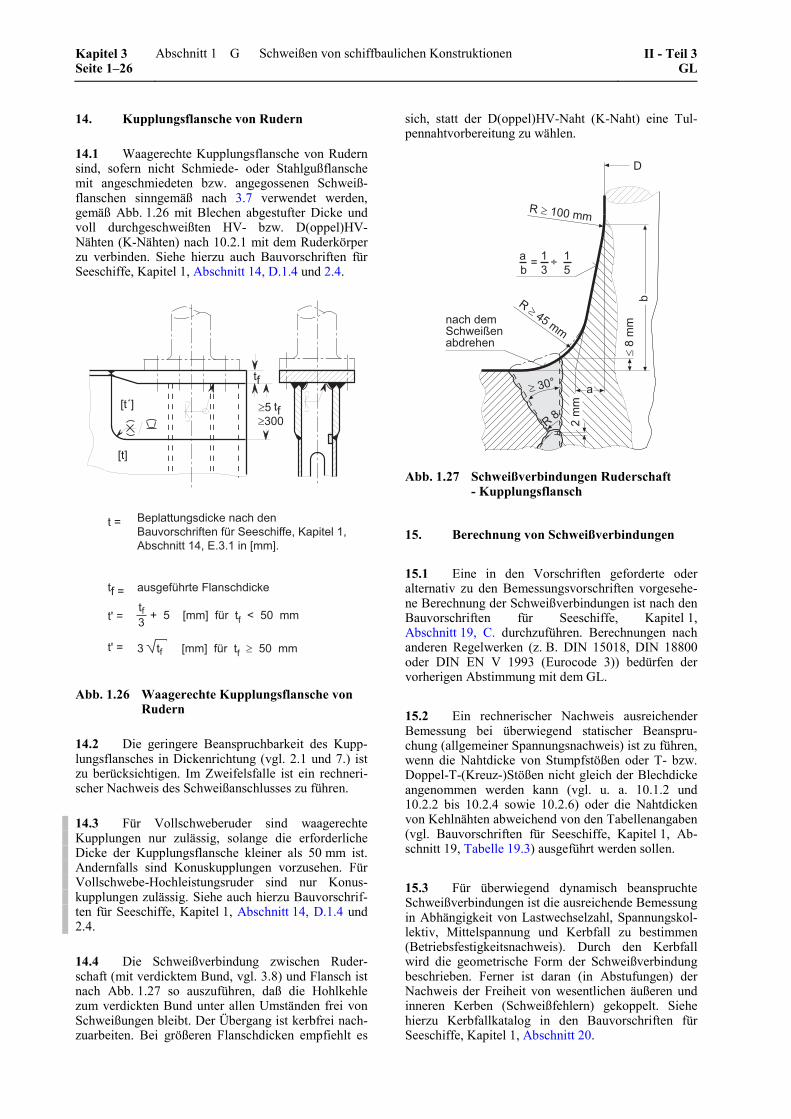
14. Kupplungsflansche von Rudern
14.1 Waagerechte Kupplungsflansche von Rudern sind, sofern nicht Schmiede- oder Stahlgußflansche mit angeschmiedeten bzw. angegossenen Schweiß-flanschen sinngemäß nach 3.7 verwendet werden, gemäß Abb. 1.26 mit Blechen abgestufter Dicke und voll durchgeschweißten HV- bzw. D(oppel)HV-Nähten (K-Nähten) nach 10.2.1 mit dem Ruderkörper zu verbinden. Siehe hierzu auch Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 14, D.1.4 und 2.4.
()
(=)
�
������
�
�7
:�7
:�7
0�6������.��/�������.��0��!������������;��2���������+���6�����+-���������+�>��������( )�
������;�����������.��/�
����8�������( )���;������<������
������������( )���;�������������
��7��
Abb. 1.26 Waagerechte Kupplungsflansche von Rudern
14.2 Die geringere Beanspruchbarkeit des Kupp-lungsflansches in Dickenrichtung (vgl. 2.1 und 7.) ist zu berücksichtigen. Im Zweifelsfalle ist ein rechneri-scher Nachweis des Schweißanschlusses zu führen.
14.3 Für Vollschweberuder sind waagerechte Kupplungen nur zulässig, solange die erforderliche Dicke der Kupplungsflansche kleiner als 50 mm ist. Andernfalls sind Konuskupplungen vorzusehen. Für Vollschwebe-Hochleistungsruder sind nur Konus-kupplungen zulässig. Siehe auch hierzu Bauvorschrif-ten für Seeschiffe, Kapitel 1, Abschnitt 14, D.1.4 und 2.4.
14.4 Die Schweißverbindung zwischen Ruder-schaft (mit verdicktem Bund, vgl. 3.8) und Flansch ist nach Abb. 1.27 so auszuführen, daß die Hohlkehle zum verdickten Bund unter allen Umständen frei von Schweißungen bleibt. Der Übergang ist kerbfrei nach-zuarbeiten. Bei größeren Flanschdicken empfiehlt es
sich, statt der D(oppel)HV-Naht (K-Naht) eine Tul-pennahtvorbereitung zu wählen.
����'
?�������
���@
� �����.�
2����������.�����
�
?������
�#�
?�@
��
7 A ��
��
��
3
Abb. 1.27 Schweißverbindungen Ruderschaft - Kupplungsflansch
15. Berechnung von Schweißverbindungen
15.1 Eine in den Vorschriften geforderte oder alternativ zu den Bemessungsvorschriften vorgesehe-ne Berechnung der Schweißverbindungen ist nach den Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 19, C. durchzuführen. Berechnungen nach anderen Regelwerken (z. B. DIN 15018, DIN 18800 oder DIN EN V 1993 (Eurocode 3)) bedürfen der vorherigen Abstimmung mit dem GL.
15.2 Ein rechnerischer Nachweis ausreichender Bemessung bei überwiegend statischer Beanspru-chung (allgemeiner Spannungsnachweis) ist zu führen, wenn die Nahtdicke von Stumpfstößen oder T- bzw. Doppel-T-(Kreuz-)Stößen nicht gleich der Blechdicke angenommen werden kann (vgl. u. a. 10.1.2 und 10.2.2 bis 10.2.4 sowie 10.2.6) oder die Nahtdicken von Kehlnähten abweichend von den Tabellenangaben (vgl. Bauvorschriften für Seeschiffe, Kapitel 1, Ab-schnitt 19, Tabelle 19.3) ausgeführt werden sollen.
15.3 Für überwiegend dynamisch beanspruchte Schweißverbindungen ist die ausreichende Bemessung in Abhängigkeit von Lastwechselzahl, Spannungskol-lektiv, Mittelspannung und Kerbfall zu bestimmen (Betriebsfestigkeitsnachweis). Durch den Kerbfall wird die geometrische Form der Schweißverbindung beschrieben. Ferner ist daran (in Abstufungen) der Nachweis der Freiheit von wesentlichen äußeren und inneren Kerben (Schweißfehlern) gekoppelt. Siehe hierzu Kerbfallkatalog in den Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 20.
Kapitel 3 Seite 1–26
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
G
H. Ausführung der Schweißarbeiten
1. Allgemeines
1.1 Die in Kapitel 2, Abschnitt 2 für die Ausfüh-rung von Schweißarbeiten vorgeschriebenen allge-meinen Regeln und die dort gegebenen Hinweise sind zu beachten.
1.2 Über die erforderlichen Zulassungen und Prüfungen der Betriebe, Schweißer, Schweißverfah-ren, Schweißzusätze und -hilfsstoffe, überschweißba-ren Fertigungsbeschichtungen (Shop Primer) usw. siehe in den jeweiligen Abschnitten sowie auch unter A. bis F. in diesem Abschnitt.
2. Schweißer, Schweißaufsicht
2.1 Schweißarbeiten an Bauteilen, die diesen Vorschriften unterliegen, dürfen nur von geprüften und vom GL anerkannten Schweißern mit gültigen Prüfungsbescheinigungen ausgeführt werden. Schwei-ßer- und Bedienungspersonal (vgl. 2.4) sollen über ausreichende Übung und Erfahrungen verfügen.
2.2 Schweißer für das manuelle und teilmechani-sche Schweißen von normalfesten Schiffbaustählen müssen nach Kapitel 1, Abschnitt 3 mit dem jeweili-gen Schweißverfahren und in den jeweiligen Schweißpositionen sowohl an Stumpfnähten wie auch an Kehlnähten geprüft sein. Schweißer, die Fallnähte schweißen sollen, müssen auch in dieser Position geprüft sein.
2.3 Schweißer für den Einsatz an höherfesten Schiffbaustählen, Sonderbaustählen, nichtrostenden Stählen oder Aluminiumlegierungen müssen sinnge-mäß nach Kapitel 1, Abschnitt 3 an diesen Werkstof-fen geprüft sein.
2.4 Das Bedienungspersonal für vollmechanische und automatische Schweißeinrichtungen muß an der Einrichtung ausgebildet und eingewiesen sowie gemäß Kapitel 1, Abschnitt 3, A.1.3 geprüft sein. Der GL kann einer Überprüfung des Bedienungspersonals im Rahmen der Verfahrensprüfung (siehe Kapitel 1, Abschnitt 4) oder mittels Arbeitsprüfungen während der laufenden Fertigung zustimmen.
2.5 Jeder Betrieb, der Schweißarbeiten ausführt, muß über eine dem Betrieb angehörende Schweißauf-sichtsperson verfügen, deren fachliche Qualifikation nachzuweisen ist (siehe dazu auch Kapitel 1, Abschnitt 2). Veränderungen beim Schweißaufsichts-personal sind dem GL unaufgefordert mitzuteilen.
2.6 Die Schweißaufsicht hat Vorbereitung und Ausführung der Schweißarbeiten verantwortlich zu überwachen (vgl. dazu C.) und bei allen Abweichun-gen von den vor- und nachstehend genannten Voraus-setzungen, Anforderungen etc. in Abstimmung mit
dem GL Maßnahmen zu treffen, die eine gleichblei-bende und ausreichende Güte der Schweißverbindun-gen sicherstellen.
3. Nahtvorbereitung und Zusammenbau
3.1 Überschweißbare Fertigungsbeschichtungen
3.1.1 Es dürfen nur solche überschweißbaren Ferti-gungsbeschichtungsstoffe eingesetzt werden, für die aufgrund einer Prüfung der Neigung zur Porenbildung eine Unbedenklichkeitsbestätigung des GL vorliegt. Siehe hierzu Kapitel 1, Abschnitt 6 sowie die Liste der vom GL zugelassenen Schweißzusätze und -hilfsstoffe, Teil II.
3.1.2 Die verarbeitenden Betriebe haben durch geeignete Kontrollen während der laufenden Fertigung (z. B. Schichtdickenmessungen, Arbeitsprüfungen) dafür zu sorgen, daß die Anwendungsbedingungen der Unbedenklichkeitsbestätigung eingehalten werden und keine übermäßige, den Verwendungszweck beein-trächtigende Porenbildung beim Schweißen von Kehl-nähten auftritt. Siehe auch hierzu Kapitel 1, Ab-schnitt 6 (Hinweise).
3.2 Nahtformen, Stegabstände (Luftspalte)
3.2.1 Beim Vorbereiten und Zusammenpassen der Bauteile ist darauf zu achten, daß die in den Ausfüh-rungsunterlagen angegebenen Nahtformen und Steg-abstände (Luftspalte) eingehalten werden. Insbesonde-re bei HV- und D(oppel)HV-Nähten (K-Nähten) ist auf ausreichenden Stegabstand zur Erzielung ausrei-chender Wurzeldurchschweißung (vgl. G.10.2.1 und 10.2.2) zu achten.
3.2.2 Der Stegabstand soll das Doppelte des vorge-gebenen Abstandes nicht überschreiten. Bei begrenz-ter, örtlicher Überschreitung des hiernach zulässigen Abstands darf dieser - nach Zustimmung des Besichti-gers - durch Auftragsschweißung an den Nahtflanken vermindert werden. Bei Kehlnähten ist das a-Maß entsprechend zu vergrößern oder - bei größeren Luft-spalten - eine HV- oder D(oppel)HV-Naht (K-Naht) vorzusehen. Siehe hierzu auch Hinweis unter 3.3.2.
3.2.3 Größere Lücken dürfen - mit Einverständnis des Besichtigers - durch Einsetzen eines Plattenstrei-fens mit einer Breite von mindestens 10 × Blechdicke oder 300 mm, je nachdem welches das größere Maß ist, geschlossen werden. Siehe hierzu auch G.4.
3.3 Fluchten der Bauteile, Kantenversatz
3.3.1 Zu stoßende Bauteile sind möglichst genau fluchtend auszurichten. An Beplattungen ange-schweißte Profile usw. sind dazu an den Enden lose zu lassen. Besondere Beachtung ist dem Fluchten von durch querliegende Bauteile unterbrochenen (absto-ßenden) Trägern usw. zu schenken. Erforderlichenfalls sind Kontrollbohrungen im querliegenden Bauteil anzubringen und später wieder dichtzuschweißen.
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–27
H
3.3.2 Der zulässige Kantenversatz richtet sich nach der Bedeutung und Beanspruchung des jeweiligen Bauteils (Nahtgütegrad, vgl. I.6.1). Bei hochbean-spruchten Nähten (Nahtgütegrad 1) quer zur Haupt-beanspruchungsrichtung soll der Kantenversatz bei Stumpfstößen nicht mehr als 10 % der Blech- oder Profildicke, maximal 3 mm, betragen.
Hinweis:
Einen brauchbaren Anhalt über zulässige Fertigtole-ranzen geben die Normen EN 25817/ISO 5817 (An-hang F) für Stahl und EN 10042/ISO 30042 (An-hang G) für Aluminium sowie der IACS „Shipbuilding and Repair Quality Standard“ und der "Fertigungs-standard des Deutschen Schiffbaus". Bei den Normen bedarf es einer beanspruchungsgerechten Zuordnung der jeweils anzuwendenden Bewertungsgruppe oder einzelner Bewertungsmerkmale zu den Bauteilen bzw. Schweißverbindungen, siehe dazu Tabelle 1.9. Zur Auswahl der Bewertungsgruppen, insbesondere bei dynamischer Beanspruchung, siehe auch Merkblatt DVS 0705.
Dem "Fertigungsstandard" hat der GL mit dem Vor-behalt zugestimmt, im Einzelfall, beispielsweise bei wichtigen, hochbeanspruchten Bauteilen oder bei der Häufung von Abweichungen vom Sollmaß, auch ab-weichend vom Fertigungsstandard, zu entscheiden und eine Nachbesserung zu verlangen. Soweit also der GL keine Einwände macht, können die Festlegungen im Fertigungsstandard als maximal zulässige Ober-grenzen der Abweichungen vom Sollmaß zugrunde gelegt werden.
3.4 Heften, Hilfsmaterial
3.4.1 Heftschweißungen sind möglichst sparsam von geschultem Personal auszuführen. Wenn ihre Güte nicht den Anforderungen an die auszuführende Schweißverbindung entspricht, so sind sie vor dem Fertigschweißen sorgfältig zu entfernen. Gerissene Heftstellen dürfen keinesfalls überschweißt werden.
3.4.2 Spannbleche, Heftriegel, Ausrichtbolzen usw. müssen aus gut schweißbarem Stahl (Schiffbaustahl) sein und sollen nicht mehr als notwendig angewendet werden. Sie sind nach dem Verschweißen der Bauteile vorsichtig zu entfernen, so daß eine Beschädigung der Bauteiloberflächen vermieden wird.
3.4.3 An besonders hoch beanspruchten Bauteilen (z. B. Lukenecken) sowie an Gurtkanten und insbe-sondere an Oberkante Scheergang und Oberkante durchlaufender Lukenlängssülle, dürfen Spannbleche, Heftriegel, Ausrichtbolzen usw. nicht angeschweißt werden. Dies gilt sinngemäß für das Anschweißen von Transportaugen und sonstigen Hilfseinrichtungen.
3.4.4 Vor allem beim mechanisierten Schweißen und immer dann, wenn Endkrater und Fehlstellen an Nahtanfang und -ende vermieden werden müssen, sind Vorschweiß- bzw. Auslaufbleche mit genügendem
Querschnitt an den Bauteilen anzubringen und nach dem Schweißen wieder sauber zu entfernen.
4. Witterungsschutz, Schweißen bei niedri-gen Temperaturen
4.1 Der Arbeitsbereich des Schweißers ist - ins-besondere bei Arbeiten im Freien - vor Wind, Nässe und Kälte zu schützen. Vor allem beim Schutzgas-schweißen ist auf ausreichende Abschirmung gegen Zugluft zu achten. Es empfiehlt sich, die Nahtkanten bei Arbeiten im Freien unter ungünstigen Witterungs-bedingungen auf jeden Fall trockenzuwärmen.
4.2 Bei niedrigen Temperaturen (unter 5 °C) ist durch geeignete Maßnahmen (z. B. Abdecken der Bauteile, großflächiges Anwärmen, Vorwärmen ins-besondere beim Schweißen mit relativ geringer Wär-meeinbringung, z. B. von dünnen Kehlnähten oder an dickwandigen Teilen) für eine einwandfreie Ausfüh-rung der Schweißungen zu sorgen. Bei Temperaturen unter – 10 °C soll möglichst nicht mehr geschweißt werden.
5. Vorwärmung
5.1 Die Notwendigkeit und Höhe einer Vorwär-mung zum Schweißen, siehe hierzu auch Kapitel 2, Abschnitt 3, D., wird von einer Reihe von Faktoren bestimmt. In ihrer Wirkung unterscheiden sich diese Faktoren in der in Kapitel 2, Abschnitt 3, D.2.5 (Tabelle 3.4) angegebenen Weise, d. h., sie verschie-ben die notwendige Vorwärmtemperatur zu niedrige-ren oder höheren Werten. Über das Messen der Vor-wärmtemperatur und die einzuhaltenden Zwischenla-gentemperaturen siehe ebenfalls in Kapitel 2, Abschnitt 3, D.
5.2 Normalfeste Schiffbaustähle brauchen, abge-sehen von den Maßnahmen nach 4.1 und 4.2, im all-gemeinen nicht vorgewärmt zu werden. Es empfiehlt sich jedoch, bei großen Querschnitten, z. B. bei Stahl-guß- oder Schmiedeteilen, bei konstruktiv oder schweißtechnisch schwierigen Verhältnissen (z. B. starker Verspannung der Bauteile) die Umgebung der Schweißverbindungen gleichmäßig anzuwärmen, siehe auch unter 4.1 und 4.2
Kapitel 3 Seite 1–28
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
H

5.3 Höherfeste Schiffbaustähle sind in der Regel vorzuwärmen, wenn die Werkstücktemperatur unter + 5 °C liegt. Liegt sie darüber, so ist unter Berücksich-tigung der übrigen Faktoren nach Kapitel 2, Abschnitt 3, D.2.5 (Tabelle 3.4) ab einer bestimmten Grenz-wanddicke vorzuwärmen. Als erster Anhalt können - für ein mittleres Kohlenstoffäquivalent und ein mittle-res Wärmeeinbringen (Streckenenergie) - die in Ab-bildung 1.28 gezeigten Grenzwanddicken "t" und Vorwärmtemperaturen "T" dienen. Diese Werte unter-liegen jedoch den Einflüssen gemäß o. g. Tabelle 3.4 und sind entsprechend den jeweiligen Verhältnissen zu korrigieren. Erforderlichenfalls ist die Notwendig-keit bzw. Höhe einer Vorwärmung nach Kapitel 2, Abschnitt 3, D. zu bestimmen oder durch Versuche zu ermitteln (z. B. im Rahmen der Verfahrensprüfungen).
5.4 Heft- und Hilfsschweißungen sollen mindes-tens 50 mm lang ausgeführt werden und bedürfen immer dann der Vorwärmung, wenn auch für die übri-gen Schweißungen vorgewärmt werden muß. Ausge-nommen werden können hiervon solche Heft- und Hilfsschweißungen, deren Wärmeeinflußzone durch nachfolgende Schweißungen mit Sicherheit wieder vollständig aufgeschmolzen wird, wie beispielsweise Heftstellen für UP-Schweißungen.
5.5 Das Vorwärmen soll gleichmäßig über die ganze Blech- oder Bauteildicke auf eine Breite von 4 × Blechdicke, jedoch nicht mehr als 100 mm, bei-derseitig neben der Naht erfolgen. Örtliche Überhit-zungen sind zu vermeiden, beim Vorwärmen mit Gas-brennern soll mit weicher, aber nicht rußender Flam-me gearbeitet werden. Die Vorwärmtemperatur ist während der Dauer der Schweißarbeiten konstant zu halten.
6. Schweißpositionen, Fallnahtschweißen
6.1 Das Schweißen soll in möglichst günstiger Schweißposition erfolgen, Zwangslagenschweißungen (z. B. in den Positionen PE oder PD (überkopf)) sind
auf den unumgänglich notwendigen Umfang zu be-schränken.
6.2 Für gleichartige und immer wiederkehrende Arbeiten empfiehlt es sich, Schweiß-(Dreh-) Vorrich-tungen einzusetzen, die eine weitestgehende Ausfüh-rung aller Schweißungen in "einfachen" Positionen wie beispielsweise PA oder PB (waagerecht/Wan-nenlage bzw. horizontal) erlauben.
6.3 Fallnahtschweißen von Kehlnähten darf - auch nach erfolgreicher Verfahrensprüfung und Zulassung des Verfahrens (vgl. F.1.) - nicht angewen-det werden:
– zur Verbindung durchgehender, von querliegen-den Bauteilen unterbrochener Hauptverbandstei-le miteinander (z. B. von Längsträgern der obe-ren und unteren Gurtung, bei überwiegender Querbeanspruchung ist sinngemäß zu verfah-ren),
– an überwiegend dynamisch beanspruchten Schweißverbindungen (z. B. an Motorenfunda-menten, Wellenböcken und Rudern),
– an Kranteilen und sonstigen Hebezeugen ein-schließlich deren Unterbauten (z. B. Kransäu-len),
– an Hauptträgerkreuzungen und im Bereich der Auflager bzw. Stopper von Lukendeckeln
Hinweis:
Fallnahtschweißen darf angewendet werden zum An-schluß von sekundären Bauteilen (z. B. Versteifungen) an Hauptverbandsteile, bei Kehlnahtanschlüssen von Bodenwrangen an durchlaufende Bodenlängsträger, bei Kehlnahtanschlüssen von Querschotten an die Außenhaut, an nicht für die Längsfestigkeit oder die örtliche Festigkeit bedeutsamen Zwischendecks/ In-nenwänden usw. Im Zweifelsfall ist der Umfang der Fallnahtschweißung mit dem GL abzustimmen.
�&&
'&
�&&
�'&
�&&
�& �& �& '& (& )& *& +&
��
����
��
��
� ��
���
���
���
����
��
�&&
����������� ��������
������,������!���!��!%%��������,��-��
,������!����������,��-��
./0��1�%��23����+���B"������������ ���2��������
Abb. 1.28 Grenzwanddicken und Vorwärmtemperaturen für höherfeste Schiffbaustähle (Anhaltswerte)
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–29
H
6.4 Der GL kann Ausnahmen von der Regelung gemäß 6.3 zulassen und den Umfang der Fallnaht-schweißung erweitern, wenn durch besondere Maß-nahmen seitens des Betriebes für eine einwandfreie Ausführung - insbesondere eine präzise Montage der Bauteile ohne nennenswerte Luftspalte, ausreichenden Wurzeleinbrand und die Vermeidung von Bindefeh-lern -, auch unter Fertigungsbedingungen, gesorgt wird. Hierzu gehören:
– die Wahl eines geeigneten Schweißverfahrens und entsprechender Schweißzusätze und -hilfsstoffe, die einen besonders guten Einbrand gewährleisten (vgl. F.1.1, Hinweis),
– spezielle Ausbildung und sorgfältige Auswahl der Fallnahtschweißer (siehe hierzu auch unter 2.2),
– gewissenhafte Kontrolle der Nahtvorbereitung, der Schweißdaten und der Schweißarbeiten (z. B. Elektrodenführung) während der lau-fenden Schweißarbeiten,
– stichprobenweise Arbeitsprüfungen (Kehlnaht-bruchproben) während der laufenden Fertigung.
Der GL kann den Nachweis verlangen, daß solche besonderen Maßnahmen getroffen worden sind. Der GL kann darüber hinaus erweiterte Kontrollen oder Prüfungen der Fallnahtschweißungen verlangen.
7. Schweißfolge
7.1 Die Bau- und Schweißfolge ist so zu wählen, daß das Schrumpfen möglichst wenig behindert wird und möglichst geringe Schrumpfspannungen im Bau-teil entstehen. Grundsätzlich sind Stöße in Plattenfel-dern vor dem Aufsetzen von Trägern, Versteifungen usw. mindestens einseitig fertig zu schweißen.
7.2 Beim nachträglichen Einschweißen einzelner Platten (z. B. bei Montageöffnungen) in Plattenfelder (z. B. Deck, Außenhaut) sind die Längsnähte ca. 300 mm über die Querstöße hinaus offen zu lassen bzw. zu öffnen. Zuerst sind die Querstöße, danach die Längsnähte zu schweißen.
7.3 Flickenschweißungen (siehe dazu auch G.4.2) können sinngemäß ausgeführt werden, sofern nicht eckige Flicken mit abgerundeten Ecken oder runde Flicken gewählt werden.
7.4 In Sonderfällen (z. B. bei Verbindungs-schweißungen von besonders steifen Bauteilen) oder bei häufig wiederkehrenden, gleichartigen Schweißar-beiten (z. B. für das Einschweißen von Masten in das Schiff) empfiehlt es sich, die Bauablauf- bzw. Schweißfolge in einem Schweißfolgeplan festzulegen.
7.5 Beim Zusammentreffen von Schweißung und Nietung (dies gilt sinngemäß auch für andere mecha-nische Verbindungsmethoden) sind grundsätzlich zuerst die Schweißverbindungen fertigzustellen und
danach die Niete im Bereich der Schweißung zu schlagen.
8. Arbeitsausführung
8.1 Die Bauteile müssen im Bereich der Schwei-ßung sauber und trocken sein. Zunder, Rost, Brenn-schlacke, Fett, Farbe und Schmutz sind vor dem Schweißen sorgfältig zu entfernen (überschweißbare Fertigungsbeschichtungen siehe unter 3.1).
8.2 Beim Schweißen dürfen die Bauteile keinen nennenswerten Bewegungen oder Erschütterungen ausgesetzt sein. Im Kran hängend oder schwimmend zusammenzufügende Teile sind vor dem Abheften in der Schweißfuge mittels Hilfseisen so zu fixieren, daß keine Bewegung der Bauteile gegeneinander mehr stattfinden kann. Beim Transport oder beim Wenden nicht fertig geschweißter Bauteile müssen die Schweißverbindungen schon genügend tragfähig sein.
8.3 Gerissene Heftstellen dürfen nicht über-schweißt werden, sie sind auszuarbeiten. Beim Mehr-lagenschweißen ist die Schlacke der vorhergehenden Lage vor dem Überschweißen vollständig zu entfer-nen. Poren, sichtbare Schlackeneinschlüsse oder sons-tige Schweißfehler sowie Risse dürfen nicht über-schweißt werden, sondern sind auszuarbeiten und auszubessern.
8.4 Beim Schweißen ist durch den Betrieb si-cherzustellen, daß die vorgegebenen Schweißdaten eingehalten und die Schweißungen von sachkundigem Personal fachgerecht ausgeführt werden, vgl. hierzu auch 2.8 und 2.9.
8.5 Die Schweißnähte müssen genügenden Ein-brand und saubere, gleichmäßige Oberflächen mit "weichen" Übergängen zum Grundwerkstoff haben. Übermäßige Nahtüberhöhungen und Einbrandkerben, siehe hierzu Hinweis unter 3.3.2, sowie Kerben an Platten- oder Ausschnittkanten sind zu vermeiden.
8.6 Stumpfschweißverbindungen müssen, soweit im Einzelfall nichts anderes genehmigt wurde, über den vollen Querschnitt durchgeschweißt werden. Dazu ist in der Regel die Wurzel auszuarbeiten und gegen-zuschweißen.
Einseitenschweißungen, z. B. auf Keramik-Badsiche-rungsunterlagen, können - nach erfolgreich durchge-führter und vom GL bestätigter Verfahrensprüfung - den beidseitig geschweißten Stößen gleichgesetzt werden.
Andere, nur einseitig zu schweißende Verbindungen, z. B. solche auf bleibenden Badsicherungsunterlagen, bedürfen der Genehmigung des GL im Rahmen der Zeichnungsprüfung. Über die Bewertung derartiger Schweißverbindungen siehe G.10.1.4.
8.7 HV- bzw. D(oppel)HV-Nähte (K-Nähte) sind entsprechend den konstruktiven Vorgaben entweder
Kapitel 3 Seite 1–30
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
H
mit Wurzelausarbeitung als vollständig durchge-schweißte Verbindungen oder als solche mit zulässi-gem Wurzelfehler bzw. definiertem unverschweißtem Steg und entsprechenden Abminderungsfaktoren (vgl. G.10.2) auszuführen. Die jeweilige Ausführungsform ist in den Zeichnungen anzugeben und muß vom GL im Rahmen der Zeichnungsprüfung genehmigt worden sein.
8.8 Bei Kehlnähten ist besonders auf gute Erfas-sung der Wurzel zu achten. Der Einbrand muß min-destens bis dicht an den theoretischen Wurzelpunkt heranreichen, siehe hierzu auch G.10.3.4 bis 10.3.6. Als Kehlnahtquerschnitt ist eine gleichschenklige Flachnaht mit guten (kerbfreien) Übergängen zum Grundwerkstoff anzustreben. An Stegenden, Aus-schnitten oder Durchschweißlöchern sind die Kehl-nähte abdichtend um den Steg herumzuführen.
8.9 Die Ausbesserung von größeren Arbeitsfeh-lern oder von Fehlstellen im Material darf nur mit Zustimmung des Besichtigers erfolgen. Geringfügige Oberflächenfehler sollen durch flaches Ausschleifen entfernt werden. Tiefergehende Fehler (z. B. Risse oder beim Entfernen von Montagehilfsmitteln ausge-rissene Schweißstellen) sind sauber auszuarbeiten, auszuschleifen und mit genügender Wärmeeinbrin-gung nachzuschweißen.
9. Schweißen der höherfesten Schiffbaustähle und der hochfesten (vergüteten) Feinkorn-baustähle
Vorbemerkung:
Die nachstehenden Ausführungen gelten sinngemäß für das Schweißen der niedriglegierten kaltzähen Stähle, wie sie für schiffbauliche Konstruktionsteile, z. B. Ladetankfundamente von Gastankern, verwendet werden. Für die Ladetanks selbst sind die Bauvor-schriften für Seeschiffe, Kapitel 6, "Flüssiggastank-schiffe" zu beachten. Siehe hierzu auch Abschnitt 3 "Schweißen von Druckbehältern".
9.1 Beim Schweißen der höherfesten Schiffbau-stähle und der hochfesten (vergüteten) Feinkornbau-stähle sind die Hinweise und Empfehlungen der Stahl-hersteller 5 sowie eventuelle Auflagen aus der Ver-fahrenszulassung zu beachten. Über die Verwendung und Verarbeitung thermomechanisch gewalzter (TM-) Stähle siehe entsprechende GL-Richtlinien 6.
9.2 Schweißverfahren, Schweißzusätze, Nahtauf-bau, Wärmeführung (Vorwärmung, Wärmeeinbrin-gung, Zwischenlagentemperatur) beim Schweißen
–––––––––––––– 5 Siehe Stahl-Eisen-Werkstoffblatt (SEW) 088 "Schweißgeeig-
nete Feinkornbaustähle, Richtlinien für die Verarbeitung, be-sonders für das Schweißen" des Vereins Deutscher Eisenhüt-tenleute.
6 Richtlinien für die Verwendung und Verarbeitung thermome-chanisch gewalzter (TM-)Stähle des Germanischen Lloyd.
usw. sind dem jeweils zu schweißenden Grundwerk-stoff anzupassen und beim Schweißen mit der gebote-nen Exaktheit einzuhalten. Sie müssen denjenigen bei der Verfahrensprüfung entsprechen, nennenswertes Abweichen hiervon bedarf der Zustimmung des GL und bedingt im allgemeinen ergänzende Prüfungen. Soweit möglich, ist in Mehrlagentechnik zu schwei-ßen, wobei - insbesondere bei den hochfesten (vergü-teten) Feinkornbaustählen - die letzte Lage als "Vergü-tungslage" mit ca. 2 mm Abstand vom Grundwerk-stoff auf die Schweißung gelegt werden soll.
9.3 Beim Schweißen der hochfesten Feinkorn-baustähle kann u. U. neben der Kontrolle der Vor-wärmung und der Zwischenlagentemperaturen auch eine Kontrolle der Wärmeeinbringung beim Schwei-ßen 7 erforderlich werden. Beim Schweißen der hoch-festen vergüteten Feinkornbaustähle sind diese Kon-trollen grundsätzlich durchzuführen und zu protokol-lieren. Die Werte müssen der bei den Verfahrensprü-fungen ermittelten und im Schweißplan festzulegen-den Streckenenergie entsprechen.
9.4 Besondere Beachtung ist der im allgemeinen höheren Härtefreudigkeit und Kerbempfindlichkeit höherfester und insbesondere der hochfesten Fein-kornbaustähle zu widmen. Überflüssige Elektroden-zündstellen auf der Blechoberfläche, Beschädigungen freier Kanten usw. sind unbedingt zu vermeiden. Ge-gebenenfalls sind solche Stellen sauber auszuschleifen und auf Anrisse zu untersuchen. Dies gilt sinngemäß für Hilfsschweißungen.
9.5 Zusätzliche thermische Behandlungen mit hoher Wärmeeinbringung (z. B. Fugenhobeln, Flamm-richten) dürfen die Eigenschaften der Werkstoffe und Schweißverbindungen nicht beeinträchtigen und sind ggf. ganz zu vermeiden. In Zweifelsfällen kann ein Nachweis der einwandfreien Durchführung thermi-scher Behandlungen gefordert werden.
Hinweis:
Das übliche Flammrichten von höherfesten Schiffbau-stählen bis einschließlich E 36 kann im allgemeinen als unbedenklich angesehen werden, sofern eine Richttemperatur von 700 °C nicht überschritten, punktförmige Überhitzungen oder vollständiges, län-ger andauerndes Durchwärmen (z. B. Wärmekeile) vermieden und schroffe Abkühlung (z. B. mit Wasser) ausgeschlossen werden. Dies gilt sinngemäß auch für das Flammrichten thermomechanisch gewalzter (TM-) Stähle; vor dem Flammrichten hochfester (vergüteter) Feinkornbaustähle ist eine Abstimmung mit dem
–––––––––––––– 7 Ermittlung der Wärmeeinbringungen (Streckenenergie) "Q":
U[Volt] I [Amp] Schweißzeit [min] 6
Qmm Nahtlänge[mm]
kJ ⋅ ⋅ ⋅=
⎡ ⎤⎢ ⎥⎣ ⎦
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–31
H
Stahlhersteller erforderlich. Siehe auch hierzu in SEW 088 8 .
10. Schweißen der nichtrostenden und plat-tierten Stähle
10.1 Die Oberfläche der nichtrostenden Stähle ist während der gesamten Bauzeit durch geeignete Maß-nahmen bei Transport, Lagerung und Bearbeitung frei von Verunreinigungen und fremdmetallischen Ein-schlüssen (Abrieb von anderen Bauteilen oder Bau-hilfseinrichtungen) zu halten.
10.2 Schweißverfahren und Zusatzwerkstoffe sind sowohl nach Festigkeits- als auch nach korrosions-technischen Gesichtspunkten, unter Beachtung der Empfehlungen der Stahl- und Schweißzusatzhersteller, auszuwählen. Es darf nicht mit unlegierten Schweiß-zusatzwerkstoffen an nichtrostenden Stählen ge-schweißt werden.
10.3 Die Kantenvorbereitung soll mechanisch durch Schneiden oder Hobeln erfolgen. Muß ein ther-misches Schneidverfahren, wie beispielsweise das Plasmaschneiden eingesetzt werden, so sind die Kan-ten nachher sauber zu beschleifen.
10.4 Das Heften von plattierten Blechen soll grundsätzlich auf der „schwarzen“ Trägerwerkstoff-seite erfolgen. Hilfsbleche sind sparsam anzuwenden und müssen aus dem gleichen Werkstoff sein wie der, auf den sie aufgeschweißt werden sollen.
10.5 Auf der Plattierungsseite oder auch an Eck-verbindungen von plattierten Blechen (z. B. bei Lenz-brunnen) sind mindestens zwei Lagen aus nichtrosten-dem Schweißgut über den Trägerwerkstoff zu schwei-ßen (siehe auch G.10.1.6). Je nach Grundwerkstoff sind ggf. für Zwischen- und Decklagen unterschiedli-che Schweißzusätze zu verwenden.
10.6 Angeschmolzene Schweißspritzer sind aus Korrosionsgründen zu vermeiden. Das Anschmelzen kann durch Auftragen geeigneter Mittel (z. B. Kalk-milch) auf die Blechoberfläche beiderseits der Naht verhindert werden. Gegebenenfalls sind Schweißsprit-zer abzuarbeiten und die Stellen zu überschleifen.
–––––––––––––– 8 Siehe Stahl-Eisen-Werkstoffblatt (SEW) 088 "Schweißgeeig-
nete Feinkornbaustähle, Richtlinien für die Verarbeitung, be-sonders für das Schweißen" des Vereins Deutscher Eisenhüt-tenleute.
10.7 Zur Erzielung korrosionsbeständiger Nähte ist eine Nachbehandlung (Beizen, ggf. Passivieren) nach den Angaben des Stahl- bzw. Schweißzusatzher-stellers durchzuführen.
11. Schweißen von Stahlguß und Schmiedetei-len
11.1 Bei großen Querschnitten der Stahlguß- oder Schmiedeteile, bei konstruktiv oder schweißtechnisch schwierigen Verhältnissen, bei starker Verspannung der Bauteile sowie bei tiefen Werkstücktemperaturen ist die Umgebung der Schweißverbindung in einem genügend großen Bereich und im vollen Querschnitt gleichmäßig vorzuwärmen.
11.2 Die Schweißarbeiten an Stahlguß- oder Schmiedeteilen sind zügig und möglichst in einer Wärme auszuführen. Die Abkühlung darf nur allmäh-lich erfolgen, es sind entsprechende Vorkehrungen gegen zu rasche Abkühlung zu treffen (Abdecken, Windschutz).
11.3 Reparaturschweißungen (Fertigungsschwei-ßungen) an Stahlguß- und Schmiedeteilen dürfen nur nach Zustimmung des Besichtigers erfolgen. Bei grö-ßerem Umfang sind der Hauptverwaltung des GL Reparaturskizzen und -beschreibungen zur Genehmi-gung einzureichen mit Angaben über Schweißverfah-ren, Schweißzusätze und -hilfsstoffe, Wärmebehand-lung und Grundwerkstoffanalyse.
11.4 Der GL kann Spannungsarmglühen oder in Sonderfällen auch Normalglühen der Bauteile nach dem Schweißen fordern (z. B. bei Ruderschäften). Bezüglich der erforderlichen Nachweise der Eigen-schaften der Schweißverbindung im geglühten Zu-stand, gilt die Vorbemerkung zu Kapitel 1, Abschnitt 5, B. sinngemäß.
11.5 Schweißverbindungen zwischen Schiffbau-stählen, vergleichbaren Schmiedestählen bzw. Stahl-gußsorten einerseits und nichtrostenden, austeniti-schen Stählen andererseits dürfen nicht geglüht wer-den. Dies gilt sinngemäß für Auftragsschweißungen mit nichtrostenden, austenitischen Schweißzusätzen (z. B. auf Ruderschäften, Fingerlingen usw.). Eine evtl. erforderliche Wärmenachbehandlung bei Auf-tragsschweißungen mit anderen, z. B. vergütbaren Schweißzusätzen wird von Fall zu Fall festgelegt.
12. Schweißen von Aluminiumlegierungen
12.1 Für das Schweißen der Aluminiumlegierun-gen gelten - über die nachstehenden hinaus - die vor-stehenden Ausführungen für das Schweißen der Stähle sinngemäß. Auf Sauberkeit, restlose Entfernung von Fett und Vermeidung von fremdmetallischen Verun-reinigungen ist besonders zu achten. Über das Schweißen der verschiedenen Arten von Stahl-Aluminium-Schweißverbindern - insbesondere die
Kapitel 3 Seite 1–32
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
H
Temperaturemfindlichkeit der Grenzschicht Stahlalu-minium - siehe G.2.6 sowie GL-Richtlinie.
12.2 Im allgemeinen sind die Schweißfugen un-mittelbar vor dem Schweißen gründlich zu reinigen (z. B. mit Reinigungsmittel und/oder Bürsten). Werk-zeuge und Geräte dürfen nicht für die Bearbeitung anderer Werkstoffe verwendet werden und selbst keine fremdmetallischen Rückstände hinterlassen. Die Schweißfugen und die Schweißzusätze und -hilfsstoffe müssen vor Beginn der Schweißarbeiten unbedingt trocken sein.
12.3 Schweißverbindungen an schiffbaulichen Konstruktionsteilen aus Aluminiumlegierungen sind vorzugsweise durch Schutzgasschweißen (MIG, Kleinteile evtl. auch WIG) in witterungsgeschützten Räumen herzustellen. Das Schmelzbad muß durch ausreichende Schutzgaszuführung sicher abgeschirmt werden. Wind und Zugluft sind zu vermeiden. Auf optimale Schweißgeschwindigkeit und möglichst geringe Wärmebeeinflussung (Erweichung) des Grundwerkstoffes ist zu achten.
12.4 Zur Vermeidung von Endkraterrissen, insbe-sondere bei unterbrochenen Kehlnahtschweißverbin-dungen empfiehlt es sich, sofern nicht Schweißgeräte mit Kraterfülleinrichtungen verwendet werden, die Naht vor dem Absetzen der Elektrode bzw. des Bren-ners wieder etwas zurückzuziehen und den Endkrater vom Nahtende weg auf die Schweißung zu legen und aufzufüllen.
12.5 Für das Schweißen dicker Bleche und Profil-querschnitte aus Aluminiumlegierungen wird großflä-chiges Vorwärmen auf 100 °C bis 120 °C empfohlen. Die Schweißarbeiten sind in geeigneter Schweißfolge zügig und möglichst ohne Unterbrechung auszufüh-ren.
12.6 Kaltrichten soll nur durch Drücken oder Pres-sen erfolgen, nicht durch Hämmern. Warmrichten darf nur an dafür geeigneten Legierungen entsprechend den Angaben der Aluminiumhersteller erfolgen. Wärmen und Richten sind schnell durchzuführen. Die Temperaturen sind sorgfältig zu kontrollieren, um ein Schmelzen des Werkstoffes zu vermeiden.
13. Schweißen unter Wasser
13.1 Dem Schweißen - in der Regel von Kehlnäh-ten - an Bauteilen aus normalfesten Schiffbaustählen, hinter denen Wasser steht, kann der GL unter be-stimmten Voraussetzungen zustimmen. Die Wasser- bzw. Bauteiltemperatur soll nicht unter 5 °C liegen. Die Schweißstelle muß trocken und sauber sein. Es sind mindestens zwei Lagen zu schweißen, von denen die letzt als "Vergütungslage" so auf die erste, auf das "gekühlte" Bauteil geschweißte Lage zu legen ist, daß sie diese "wärmenachbehandelt". Die so geschweißten Nähte sind einer Rißprüfung zu unterziehen.
13.2 Für das Schweißen unter Wasser sind grund-sätzlich nur solche Schweißverfahren und/oder Schweißzusätze zu verwenden, die einen niedrigen Wasserstoffgehalt im Schweißgut gewährleisten. Das Schweißen soll in einer trockenen Umgebung (1-bar-Kammer oder Überdruckkammer) erfolgen; hinsicht-lich der Bauteiltemperatur, der Schweißstelle bzw. der Rißprüfung gilt obiges sinngemäß, über die erforderli-chen Verfahrensprüfungen siehe unter F.
13.3 Das Unterwassernaßschweißen, bei welchem der Lichtbogen im Wasser oder in einer kleinen Gas-kaverne brennt und bei dem mit einem hohen Wasser-stoffeintrag in das Schweißgut gerechnet werden muß, darf - ungeachtet einer Verfahrenszulassung - nur nach ausdrücklicher Genehmigung durch den GL in jedem Einzelfall und nur für temporäre Reparaturen (z. B. Abdichtungen) an relativ niedrig beanspruchten Bau-teilen angewendet werden. Die so ausgeführten Schweißungen sind bei nächster sich bietender Gele-genheit durch reguläre Schweißungen zu ersetzen; der GL kann bis dahin Einschränkungen beim Betrieb des Schiffes (z. B. beim Fahrtgebiet) vorschreiben.
I. Prüfung der Schweißverbindungen
1. Allgemeines
1.1 Für die Prüfung schiffbaulicher Schweißver-bindungen sind neben den nachstehenden Bestimmun-gen diejenigen in Kapitel 2, Abschnitt 4 über die Pla-nung und Durchführung der zerstörungsfreien Schweißnahtprüfungen zu beachten.
1.2 Wie in Kapitel 2, Abschnitt 4, D. gefordert, ist der Hauptverwaltung des GL vor den Prüfungen ein Prüfplan zur Genehmigung vorzulegen. Der GL behält sich vor, diesen Prüfplan auch nach der Ge-nehmigung zu modifizieren, insbesondere den Prüf-umfang zu erweitern und/oder die einzelnen Prüfposi-tionen zu verändern, wenn Fertigung und/oder Prüfer-gebnisse dies notwendig erscheinen lassen.
2. Betriebsseitige Kontrolle, visuelle Prüfung
2.1 Durch eine sorgfältige betriebsseitige Kon-trolle durch ausgebildetes Personal (z. B. Schweißauf-sichtspersonal, siehe unter C. und H.2.) ist die fachge-rechte und einwandfreie Ausführung (Aussehen, Maßhaltigkeit) und die Vollständigkeit der Schwei-ßungen sicherzustellen.
2.2 Nach Fertigstellung und betriebsseitiger Kon-trolle sind die Schweißarbeiten dem Besichtiger in zweckmäßigen Bauabschnitten, in der Regel ungestri-chen und gut zugänglich, zur Überprüfung vorzustel-len. Nach Möglichkeit sind dazu bereits die Ergebnis-se der zerstörungsfreien Prüfungen vorzulegen.
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–33
I
2.3 Der Besichtiger kann unzureichend vorkon-trollierte Bauteile zurückweisen und eine erneute Vorstellung nach erfolgreicher, betriebsseitiger Kon-trolle und ggf. notwendiger Nachbesserung verlangen.
3. Zerstörungsfreie Prüfungen
3.1 Zum Nachweis der erforderlichen Nahtgüte gemäß Tabelle 1.9 sind zerstörungsfreie Prüfungen mindestens in dem unter 6. genannten Umfang auszu-führen. Werden bei diesen Prüfungen Fehler in größe-rem Umfang festgestellt, so ist der Prüfumfang zu erweitern. Dazu sind, soweit nichts anderes vereinbart wurde, für jeden geprüften und auszubessernden Nahtabschnitt zwei weitere von gleicher Länge zu prüfen. Endet ein Fehler nicht mit Sicherheit innerhalb des geprüften Nahtabschnittes, so sind die anschlie-ßenden Nahtabschnitte zusätzlich zu prüfen.
3.2 Der GL kann weitere Prüfungen verlangen, insbesondere, wenn Zweifel an der sachgemäßen und einwandfreien Ausführung bestehen. Zur Überwa-chung und erforderlichenfalls zur Unterweisung der Schweißer wird empfohlen, gelegentlich Durchstrah-lungsprüfungen auch an sonst nicht regelmäßig ge-prüften Bauteilen vorzunehmen.
3.3 Die Auswahl des jeweils anzuwendenden Prüfverfahrens hat mit Rücksicht auf die Prüfbedin-gungen (Nahtform und -abmessungen, zu erwartende Fehlerart und -lage, Zugänglichkeit) so zu erfolgen, daß Fehler sicher aufgezeigt werden. Das Prüfverfah-ren bedarf der Zustimmung des GL. Der GL kann die kombinierte Anwendung zweier oder mehrerer Prüf-verfahren fordern.
3.4 Die verwendeten Prüfgeräte und -einrich-tungen müssen, soweit in Kapitel 2, Abschnitt 4 keine Angaben gemacht werden, dem Stand der Technik und den Normen entsprechen. Die Prüfungen sind von ausreichend qualifiziertem und erfahrenem Prüfperso-nal durchzuführen. Über den geforderten Nachweis der Qualifikation der Ultraschallprüfer siehe Kapitel 2, Abschnitt 4, C.1.
4. Arbeitsprüfungen
4.1 Arbeitsprüfungen, d. h. während der Ferti-gung in bestimmten Intervallen mitzuschweißende Prüfstücke, können gefordert werden, wenn Grund-werkstoff, Schweißverfahren und/oder Beanspru-chungsbedingungen den Nachweis ausreichender mechanischer Gütewerte oder sonstiger Eigenschaften der unter Fertigungsbedingungen hergestellten Schweißverbindungen erforderlich machen.
4.2 Herstellung und Prüfung der Prüfstücke von Arbeitsprüfungen sollen sinngemäß wie bei Verfah-rensprüfungen nach Kapitel 1, Abschnitt 4 bzw. nach F. erfolgen. Prüfumfang und Anforderungen werden von Fall zu Fall festgelegt. Über die Arbeitsprüfungen bei Shop Primern siehe Kapitel 1, Abschnitt 6, C.
5. Dichtigkeitsprüfungen
5.1 Dichtigkeitsprüfungen von Schweißnähten sind, soweit gefordert, entsprechend den Bauvorschrif-ten I, Teil 1, Kapitel 1 (z. B. Abschnitte 8, B.9.; 12, H.; 24, A.15. oder den Bauvorschriften für Schwimm-docks) in der Regel vor dem Aufbringen des Anstri-ches oder der Zementierung durchzuführen.
5.2 In Sonderfällen können - mit Zustimmung des GL - die zur Dichtigkeitsprüfung geforderten Wasserdruckprüfungen durch andere Methoden (z. B. Luftdruck- oder Vakuumprüfung, Gasspürmethode) ersetzt werden, der GL kann solche Methoden auch alternativ oder zusätzlich fordern.
6. Nahtgütegrade, Prüfumfang, Prüfverfah-ren, Anforderungen
6.1 Die Schweißverbindungen sind je nach Bean-spruchungsart und -höhe sowie ihrer Bedeutung für den Bestand der Gesamtkonstruktion unter Berück-sichtigung der Einflußfaktoren Werkstoff, konstrukti-ve Gestaltung und Umgebung (z. B. Betriebstempera-tur) in einen der drei Nahtgütegrade nach Tabelle 1.9 einzuteilen und im Prüfplan entsprechend zu kenn-zeichnen.
6.2 Die einzelnen Schweißverbindungen sind den Nahtgütegraden in Abhängigkeit von ihrer Lage in dem jeweiligen Bauteil, d. h. ihrer Lage zur Hauptbe-anspruchungsrichtung, entsprechend den in Tabelle 1.9 aufgeführten Beispielen anzuordnen. Nicht in der Tabelle bzw. in 6.5 genannte Bauteile bzw. Schweiß-verbindungen sind sinngemäß einzuordnen.
6.3 Der Umfang der zerstörungsfreien Prüfungen an Schweißverbindungen mit Nahtgütegrad 1 (Durch-strahlungs- oder Ultraschallprüfungen) ist in Abhän-gigkeit von Schiffstyp und Bauweise nach untenste-hender Formel zu ermitteln. Die zu errechnende An-zahl "A" von Prüfpositionen gilt zunächst für Durch-strahlungsaufnahmen von 480 mm (Film-) Länge. Werden gemäß 6.10 oder 6.11 anstelle von Durch-strahlungsaufnahmen Ultraschallprüfungen durchge-führt, so ist anstelle der (Film-)Länge von 480 mm jeweils 1 m Naht zu prüfen
( )L P B B H HA 0,8 A c A c A c= ⋅ ⋅ + ⋅
AL = 016 a⋅
L
Kapitel 3 Seite 1–34
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
I

L = Schiffslänge in [m]
a0 = L : , , [ ]500 0 48 1 0+ ≤ in m
cP = 1,5 bei Querspantenbauart
cP = 2,0 bei gemischter Quer- und Längsspan-tenbauart (im Bereich der oberen und unteren Gurtung)
cP = 2,3 bei Längsspantenbauart
AB = B2 5,
B = Schiffsbreite in [m]
cB = 1,0 für Einhüllentanker und vergleichbare Hauptspantquerschnitte
cB = 1,3 für Trockenfrachter und Bulkcarrier
cB = 1,5 für Containerschiffe und Zweihüllen-(Chemikalien-)Tanker
AH = H2 5,
H = Seitenhöhe in [m]
cH = 0,5 für Trockenfrachter
cH = 1,3 für Tanker, Containerschiffe und Bulkcarrier
cH = 1,5 für Zweihüllentanker mit zusätzlichen Längsschotten
6.4 Die nach 6.3 errechnete Anzahl "A" von Prüfpositionen ist so zu verteilen, daß an den Schweißverbindungen mit Nahtgütegrad 1 gemäß Tabelle 1.9 in etwa zwei Drittel, an denjenigen mit Nahtgütegrad 2 in etwa das restliche Drittel der er-rechneten Anzahl "A" plaziert werden. Die Schweiß-verbindungen der einzelnen Bauteile gemäß 6.5 sind dabei entsprechend zu berücksichtigen. Je nach Bean-spruchungsverhältnissen kann eine andere Prüfdichte (andere Verteilung der Gesamtzahl der Prüfpositio-nen) für die verschiedenen Nahtgütegrade bzw. Bau-teile zweckmäßig sein oder vom GL gefordert werden.
6.5 Nachstehende Schweißverbindungen einzel-ner Bauteile sind wie folgt zuzuordnen und zu prüfen:
– Deckstringer-Scheergang-Verbindung innerhalb 0,5 L mittschiffs: Nahtgütegrad 1, 100 % Ultra-schallprüfung, wenn vollständige Durchschwei-ßung gemäß G.10.2.1 gefordert ist.
– Deckstringer-Scheergang-Verbindung außerhalb 0,5 L mittschiffs: Nahtgütegrad 2, 10 % Ultra-schallprüfung, wenn vollständige Durchschwei-ßung gemäß G.10.2.1 gefordert ist.
– Verbindungen zwischen waagerechter Ruder-kupplungsplatte und Ruderkörper (vgl. Abb. 1.26): Nahtgütegrad 1, 100 % Ultraschall-prüfung und 100 % Oberflächenrißprüfung.
– Verbindungen zwischen Ruderschaft und waa-gerechter Kupplungsplatte (vgl. Abb. 1.27): Nahtgütegrad 1, 100 % Ultraschallprüfung und 100 % Oberflächenrißprüfung.
– Voll durchzuschweißende HV- und DHV-(K-) Nahtverbindungen (vgl. Abb. 1.13): Nahtgüte-grad 1 oder 2 je nach Lage der Naht, 100 % bzw. 10 % Ultraschallprüfung.
– Ansatzstellen in Elektroschlacke- oder Elektro-gasschweißungen: Nahtgütegrade 1 oder 2 je nach Lage der Naht, 100 % Durchstrahlungs- oder Ultraschallprüfung, letztere mit um 12 dB erhöhter Prüfempfindlichkeit, siehe hierzu auch Kapitel 2, Abschnitt 4, L.2.5.
– Schweißverbindungen, für die ein Betriebsfes-tigkeitsnachweis zu führen ist: Nahtgüte und Prüfung je nach Detailkategorie (vgl. Kerbfall-katalog, Bauvorschriften für Seeschiffe, Kapi-tel 1, Abschnitt 20, A.3. und Tabelle 20.3.
6.6 Bei Schiffen, für die keine besonderen (Längs-)Festigkeitsnachweise zu erbringen sind (im allgemeinen Schiffe unter 65 m Länge, vgl. Bauvor-schriften für Seeschiffe, Kapitel 1, Abschnitt 5), kann die Anzahl "A" (der Prüfpositionen) bis auf 70 % der nach 6.3 und 6.4 geforderten Anzahl verringert wer-den. Die Verringerung ist in jedem Einzelfalle mit dem GL abzustimmen und im Prüfplan besonders zu vermerken.
6.7 Bei gleichbleibenden Fertigungsbedingungen, d. h. bei weitgehend kontinuierlichem Einsatz dersel-ben Schweißer und unveränderter Schweißverfahren, Schweißzusätze und -hilfsstoffe in Verbindung mit gleichen oder ähnlichen Bauteilen (z. B. bei Serien-schiffen), kann einer Verringerung des Prüfumfanges nach 6.3 und 6.4 durch die Hauptverwaltung des GL zugestimmt werden. Voraussetzung hierfür ist der Nachweis gleichbleibend guter Ergebnisse und ver-hältnismäßig geringer Ausbesserungsquoten anhand der Ergebnisse aller Erstprüfungen der Schweißver-bindungen vor eventuellen Ausbesserungen.
6.8 Durchstrahlungsaufnahmen sind, sofern sie stichprobenweise angefertigt werden, vorwiegend an Kreuzungsstellen von Längsnähten und Querstößen, an Sektionsstößen sowie an schwierig oder in Zwangs-lage zu verschweißenden Stößen vorzusehen. Die Stöße in Trägern und Versteifungen sind sinngemäß wie die der Beplattung einzuordnen und in die Prü-fung mit einzubeziehen.
6.9 Ultraschallprüfungen können anstelle eines in jedem Einzelfall festzulegenden Teils der nach 6.3 und 6.4 ermittelten Anzahl von Durchstrahlungsauf-nahmen durchgeführt werden. Ab 30 mm Blech- bzw. Wanddicke ist die Ultraschallprüfung als bevorzugtes Prüfverfahren vor der Durchstrahlungsprüfung einzu-setzen.
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–35
I

6.10 Ultraschallprüfungen können in besonderen Fällen alternativ oder auch zusätzlich zur Durchstrah-lungsprüfung gefordert werden, z. B. wenn bestimmte Fehler infolge ihrer Art und Lage oder wegen der Nahtgeometrie mit der Durchstrahlungsprüfung nicht mit genügender Sicherheit angezeigt bzw. beurteilt werden können.
6.11 Oberflächenrißprüfungen sind im allgemei-nen nach dem Schweißen großer Querschnitte, vor allem bei Stahlguß-Schmiedeteilen, bei unter Span-nung oder bei Kälte geschweißten Nähten sowie bei großvolumigen HV- oder DHV-(K-)Nähten (Blech-dicken ab etwa 30 mm) und dicken Kehlnähten durch-zuführen, z. B. am Hintersteven, nach dem Ein-schweißen von Masten oder an Schottstühlen.
6.12 Über die Prüfung bestimmter Einzelteile bzw. deren Schweißverbindungen siehe 6.5. Der GL kann darüber hinaus weitere Prüfungen im Rahmen der Zeichnungsprüfung fordern.
6.13 An Schweißverbindungen und Bauteilen, die durch die vorstehenden Bestimmungen nicht erfaßt werden, sind zerstörungsfreie Prüfungen in einem in jedem Einzelfall festzulegenden Umfang durchzufüh-ren. Soweit für bestimmte Bauteile (z. B. Ladege-schirr-Maste, Flüssiggastanks, Druckkörper von Un-terwasserfahrzeugen) besondere Vorschriften und Richtlinien bestehen, sind die dort gemachten Anga-ben zu beachten.
Kapitel 3 Seite 1–36
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
I

Tabelle 1.9 Nahtgütegrade, Prüfumfang, Anforderungen
Nahtgütegrad 1 2 3
Beanspruchung, Bedeutung
Schweißverbindungen, die hohen statischen oder überwiegend dynamischen Beanspruchungen ausge-setzt und/oder die maßge-bend für den Fortbestand der gesamten Konstruktion sind.
Schweißverbindungen, die mittleren Beanspruchun-gen ausgesetzt sind und/ oder deren Versagen zum Ausfall einzelner Teile führt, aber nicht die ge-samte Konstruktion ge-fährdet.
Schweißverbindungen, die geringeren Beanspruchun-gen ausgesetzt sind und/ oder deren Versagen nicht zum Ausfall wichtiger Teile führt.
Bauteile, Lage der Schweißverbindungen (Einzelangaben für be-stimmte Bauteile bzw. Schweißverbindungen, siehe unter 6.5)
Querstöße im Bereich der oberen und unteren Gur-tung 1 innerhalb 0,5 L mittschiffs 2, z. B. in Au-ßenboden einschließlich Kimmgang, Längsträgern und Längsspanten. Gur-tungsdeck einschließlich Scheergang. Längsträgern und Längsbalken, Längs-schotten einschließlich Längsversteifungen. Lu-kenlängssüllen einschließ-lich Längsversteifungen. Stöße in Außenhaut und Gurtungsdeck im unmit-telbaren Bereich von An- und Einbauten (Durch-dringungen) z. B. Ruder-hacken, Masten einschließ-lich deren Verbindungs-schweißungen zu ersteren. Stöße in Gurtungen und Stegen von Hauptträgern, z. B. in Lukendeckeln, Luken- oder Kragträgern und in freitragenden Mas-ten. Stöße in Tankschotten, Bodenkonstruktionen von Massengutschiffen ein-schließlich Schottstühlen. Stöße in oder an überwie-gend dynamisch bean-spruchten Bauteilen, z. B. in Wellenböcken, Ruder-hacken, Ruderkupplungen (Verbindungen zum Ru-derkörper) Maschinenfun-dament-Hauptträgern.
Längsschotte 3 im Bereich der oberen und unteren Gurtung, Querstöße im Bereich außerhalb 0,5 L mittschiffs 2. Stöße im übrigen Teil der Außen-haut und im Doppelboden.
Stöße in wasserdichten Querschotten von Tro-ckenfrachtern und Rah-menspanten.
Stöße in Lukendeckel-beplattungen, Endschotten von Aufbauten und Decks-häusern, Stöße in Querträ-gern.
Stöße in untergeordneten Bauteilen, wie z. B. nicht in den Festigkeitsverband einbezogenen Decks, Wänden und deren Ver-steifungen, Decks von Aufbauten und Deckshäu-sern, Stöße in Schanzklei-dern usw.
II - Teil 3 GL
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen Kapitel 3Seite 1–37
I

Tabelle 1.9 Nahtgütegrade, Prüfumfang, Anforderungen (Fortsetzung)
Nahtgütegrad 1 2 3
Prüfumfang, Prüfverfahren
Visuelle Prüfung und stichprobenweise Maßkon-trolle. Zerstörungsfreie Prüfung gem. 6. (stichprobenweise mit höherer Prüfdichte). Dichtigkeits- oder andere Prüfungen, soweit erfor-derlich.
Visuelle Prüfung und im Zweifelsfalle stichproben-weise Maßkontrolle Zerstörungsfreie Prüfung gem. 6. (stichprobenweise mit geringerer Prüfdichte. Dichtigkeits- oder andere Prüfungen, soweit erfor-derlich.
Visuelle Prüfung Im Zweifelsfalle zerstö-rungsfreie Prüfungen gem. 6. Dichtkeits- oder andere Prüfungen, soweit erfor-derlich.
Anforderungen, Nahtgüte 4
Nähte frei von Rissen, Binde- und Wurzelfehlern, Schlackenzeilen und grö-beren Porenanhäufungen und Schlackeneinschlüs-sen, deutlichen Einbrand-kerben usw. entsprechend Bewertungsgruppe B nach EN 25817/ISO 5817 für Stahl (Anhang 2A) bzw. EN 30042/ISO 10042 für Aluminium (Anhang 2B). 5
Nähte frei von Rissen, größeren Binde- und Wur-zelfehlern, längeren Schla-ckenzeilen, groben Schla-ckeneinschlüssen, durch-gehenden Poren, groben Porenanhäufungen, stärke-ren Einbrandkerben usw., entsprechend Bewertungs-gruppe C nach EN 25817/ ISO 5817 für Stahl (An-hang 2A) bzw. EN 30042/ ISO 10042 für Aluminium (Anhang 2B). 5
Nähte frei von Rissen, groben Wurzelfehlern und Schlackeneinschlüssen, durchgehenden Poren, starken Einbrandkerben usw. entsprechend Bewer-tungsgruppe D nach EN 25817/ ISO 5817 für Stahl (Anhang 2A) bzw. EN 30042/ ISO 10042 für Aluminium (Anhang 2B). 5
1 Entsprechend den Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 3, B. ist dies der Bereich von mindestens 0,1 H bzw. 0,1 H' oben und unten. In die Prüfung einzubeziehen sind jedoch grundsätzlich der ganze Scheergang- und Kimmgangbereich sowie durchlaufende Längsverbände (z. B. Lukenlängssülle einschließlich Lukenbank, Kranschienen) über dem Gurtungsdeck. Bei teilweiser Verwendung von höherfestem Stahl der gesamte Bereich dieses Stahls der Höhe nach, bei Container- und ähnlichen Schiffen der gesamte Bereich der obe-ren Kastenträger.
2 Bei "offenen Schiffen", d. h. solchen mit großen Luken (z. B. Containerschiffen) sind erforderlichenfalls (z. B. wegen der Torsionsbean-spruchungen) auch die Querstöße in der oberen Gurtung vor und hinter 0,5 L dem Nahtgütegrad 1 zuzuordnen (im allgemeinen der ge-samte Lukenbereich).
3 Im Bereich von Nahtkreuzungen sind die angrenzenden 300 mm Längsnaht wie die jeweiligen Querstöße einzugruppieren. 4 Siehe hierzu auch Hinweis unter H.3.3.2. Soweit vergleichbare Festlegungen in anderen Normen etc. erfolgt sind, können - nach Ab-
stimmung mit dem GL - auch diese zur Bewertung herangezogen werden. Sofern Bauteile bzw. Schweißverbindungen nach Betriebsfestigkeitskriterien unter Zugrundelegung einer bestimmten Detailkategorie
ΔσR bemessen worden sind (siehe Bauvorschriften für Seeschiffe, Kapitel 1, Abschnitt 20, Tabelle 20.3), so muß auch die Nahtgüte den Anforderungen dieser Detailkategorie entsprechen. hinweise für die Einstufung einzelner Unregelmäßigkeiten in Zuordnung zu den Be-wertungsgruppen nach EN 25817/ISO 5817 für Stahl enthält das Merkblatt 0705 des Deutschen Verbandes für Schweißtechnik e. V.
5 Bezüglich den Anforderungen für die Ultraschallprüfung siehe Kapitel 2, Abschnitt 4, L.5. (Tabelle 4.4)
Kapitel 3 Seite 1–38
Abschnitt 1 Schweißen von schiffbaulichen Konstruktionen II - Teil 3GL
I

Abschnitt 2
Schweißen von Dampfkesseln
Vorbemerkung:
Die folgenden Vorschriften für das Schweißen von Dampfkesseln lehnen sich an die Technischen Regeln für Dampfkessel (TRD) an bzw. übernehmen diese. Nach Abstimmung mit dem GL können für die Herstel-lung und Prüfung von geschweißten Dampfkesselan-lagen auch andere Regelwerke z.B. ASME Boiler and Pressure Vessel Code, Section I - unter sinngemäßer Anwendung der folgenden Vorschriften - eingesetzt werden. Siehe hierzu auch Kapitel 1, Abschnitt 1, B.1.4.
A. Allgemeines
1. Geltungsbereich
Diese Vorschriften gelten für die Herstellung und Prüfung von geschweißten Dampfkesseln, Überhit-zern, Speisewasservorwärmern und ähnlichen druck-führenden Teilen der Dampfkesselanlagen.
2. Mitgeltende Vorschriften
2.1 Für die Gestaltung und Bemessung der Dampfkesselteile sind die Angaben in den Bauvor-schriften I, Teil 1, Kapitel 2, Abschnitte 7a mit zu beachten.
2.2 Für die Herstellung und Prüfung von Dampf-kesselanlagen, die für Schiffe unter Deutscher Flagge bestimmt sind, sind grundsätzlich die "Technischen Regeln für Dampfkessel" der Reihe TRD 200 in Ver-bindung mit der Reihe TRD 100 zu beachten.
3. Bewertung von Schweißnähten
3.1 Auf Zug beanspruchte Längsnähte können, wenn sie den Anforderungen des Kapitel 1, Abschnitte 1 und 2, sowie den folgenden Absätzen entsprechen, im allgemeinen mit dem Schweißnahtfaktor bis zu V = 0,8 bewertet werden.
3.2 Eine Höherbewertung bis zu V = 1,0 ist mög-lich, wenn an den fertigen Bauteilen eine Arbeitsprü-fung und zerstörungsfreie Prüfung nach Absatz I.11 mit Erfolg durchgeführt worden ist.
B. Zulassung von Betrieben, Schweißpersonal
1. Alle Betriebe, die Schweißarbeiten im Gel-tungsbereich dieser Vorschriften ausführen wollen, müssen die betrieblichen und personellen Anforderun-gen gemäß Kapitel 1, Abschnitt 2 erfüllen und vom GL zugelassen sein. Die Zulassung ist von den Be-trieben mit den Angaben und Unterlagen gemäß Kapi-tel 1, Abschnitt 2, A.3. rechtzeitig vor Beginn der Schweißarbeiten zu beantragen.
2. Das Schweißpersonal (Schweißer und Schweißaufsichtspersonal) und ggf. Prüf- bzw. Prüf-aufsichtspersonal muß den Anforderungen gemäß Kapitel 1, Abschnitt 2, B.2., B.3. und B.4. genügen und vom GL anerkannt sein. Über Schweißerprüfun-gen siehe Kapitel 1, Abschnitt 3.
C. Qualitätskontrolle, Verantwortlichkeit
1. Der Hersteller muß dem GL Zeichnungen und Unterlagen zur Prüfung einreichen, die mindes-tens folgende Angaben enthalten:
– die vorgesehenen Werkstoffe und Schweißzu-sätze,
– das Schweißverfahren, die Nahtlage und die Nahtform,
– die Art der Wärmebehandlung, falls erforderlich,
– den zulässigen Betriebsüberdruck
– die Berechnungstemperatur
– die Betriebstemperatur,
– den Prüfüberdruck,
– den der Berechnung zugrunde gelegten Schweiß-nahtfaktor V
– die Art und den Umfang der zerstörungsfreien Prüfungen
– die Art und den Umfang der Arbeitsprüfungen
2. Sind aufgrund unzureichender oder fehlender Angaben in den Fertigungsunterlagen (z. B. Werk-stattzeichnungen) Güte bzw. Funktionsfähigkeit eines Bauteils nicht gewährleistet oder bestehen Zweifel hieran, so kann der GL entsprechende Verbesserungen verlangen.
II - Teil 3 GL
Abschnitt 2 Schweißen von Dampfkesseln Kapitel 3Seite 2–1
C

3. Die Betriebe müssen durch eigene regelmä-ßige Qualitätskontrollen während der laufenden Ferti-gung und nach Abschluß der Schweißarbeiten sicher-stellen, daß diese fachgerecht und einwandfrei ausge-führt wurden (vergl. dazu Kapitel 1, Abschnitt 1, F.). Über die Aufgaben und Verantwortung der Schweiß-aufsicht siehe auch in EN 719/ISO 14731.
4. Die Betriebe sind dafür verantwortlich, daß die Schweißarbeiten diesen Vorschriften, den geneh-migten Ausführungsunterlagen, eventuellen Auflagen aus den Zulassungen, sowie dem Stand der Schweiß-technik entsprechen. Die durch den GL-Besichtiger vorzunehmenden Besichtigungen und Prüfungen ent-binden die Betriebe nicht von dieser Verantwortung.
5. Hinsichtlich der Qualitätskontrollen und Verantwortlichkeiten bei der Vergabe von Unterauf-trägen an selbständige Zweig- oder Zulieferbetriebe wie auch an im Betrieb tätige, selbst zugelassene oder nicht selbst zugelassene Fremdfirmen (sog. Werkver-tragsfirmen) siehe Kapitel 1, Abschnitt 1, F. Die Ver-gabe von Unteraufträgen bzw. der Einsatz von Leih-kräften ist dem GL mitzuteilen.
6. Der Umfang der notwendigen Qualitätskon-trollen richtet sich nach dem jeweiligen Bauobjekt. Es ist aber in jedem Falle sicherzustellen, daß die vorge-sehenen Werkstoffe, Schweißzusätze und -hilfsstoffe verwendet werden und Nahtvorbereitung, Zusammen-bau, Durchführung der Heft- und Schweißarbeiten sowie Maßhaltigkeit und Vollständigkeit der Schweißverbindungen den Anforderungen nach 3. genügen. Über die zerstörungsfreien Prüfungen der Schweißnahtverbindungen und durchzuführenden Arbeitsprüfungen siehe unter I.
7. Nach betriebsseitiger Kontrolle und ggf. Nachbesserung sind die Bauteile dem Besichtiger des GL in zweckmäßigen Bauabschnitten gut zugänglich und in der Regel ungestrichen zur Überprüfung vorzu-stellen. Der Besichtiger kann unzureichend vorkon-trollierte Bauteile zurückweisen und eine erneute Vorstellung nach erfolgreicher betriebsseitiger Kon-trolle und, falls erforderlich, Nachbesserung verlan-gen.
8. Der GL übernimmt keine Gewähr dafür, daß die von seinen Besichtigern im vorgeschriebenen Umfang (in der Regel stichprobenweise) geprüften Bauteile bzw. Schweißverbindungen in ihrer Gesamt-heit bedingungsgemäß hergestellt worden sind und in allen Teilen den Anforderungen entsprechen. Bauteile oder Schweißverbindungen, die sich später als man-gelhaft erweisen, können trotz vorangegangener Ab-nahmeprüfung zurückgewiesen bzw. es kann ihre Nachbesserung verlangt werden.
D. Werkstoffe, Schweißeignung
1. Die Werkstoffe müssen entsprechend dem Verwendungszweck gewählt werden, wobei die me-chanischen und thermischen Beanspruchungen zu berücksichtigen sind. Die Werkstoffe müssen bei werkstoffgerechter Weiterverarbeitung in ihren Eigen-schaften den Betriebsbeanspruchungen genügen.
2. Für Schweißkonstruktionen dürfen nur Grundwerkstoffe mit nachgewiesener Schweißeignung eingesetzt werden. Die vorgesehenen Werkstoffe müssen den Anforderungen in den zutreffenden Ab-schnitten des Teil 1, Metallische Werkstoffe, Kapitel 2, entsprechen. Andere, vergleichbare Werk-stoffe dürfen nur nach Zustimmung des GL in jedem Einzelfall verwendet werden.
E. Schweißzusätze und -hilfsstoffe
1. Die Schweißzusätze und -hilfsstoffe müssen eine für den Grundwerkstoff, die Betriebstemperatur und die Betriebsbedingungen geeignete Schweißver-bindung ermöglichen. Es sind Schweißzusätze zu verwenden, deren Eignung auch unter den Bedingun-gen der Weiterverarbeitung nachgewiesen ist.
2. Alle verwendeten Schweißzusätze und -hilfs-stoffe (z. B. Stabelektroden, Draht-Gas-Kombina-tionen, Draht-Pulver-Kombinationen usw.) müssen vom GL nach Kapitel 1, Abschnitt 5 zugelassen sein. Sie können jedoch auch zusammen mit dem Schweiß-verfahren geprüft und auf den Anwenderbetrieb be-schränkt, anerkannt werden (siehe hierzu auch Kapitel 1, Abschnitt 4, B.3.2 und Abschnitt 5, A.1.4).
3. Bei Verbindungen zwischen verschiedenen Werkstoffen soll der Schweißzusatz nach Möglichkeit auf den niedriger legierten Werkstoff bzw. den mit der geringeren Festigkeit abgestimmt sein.
4. In einer Verfahrenszulassung (vgl. F.3.5) mit Hersteller- und/oder Markennamen angegebene Schweißzusätze und -hilfsstoffe dürfen nur dann durch andere gleichwertige, mit entsprechendem Gütegrad vom GL zugelassene ersetzt werden, wenn dies in der jeweiligen Zulassung ausdrücklich vermerkt wurde. Anderenfalls ist hierüber eine Abstimmung mit dem GL herbeizuführen.
Kapitel 3 Seite 2–2
Abschnitt 2 Schweißen von Dampfkesseln II - Teil 3GL
E
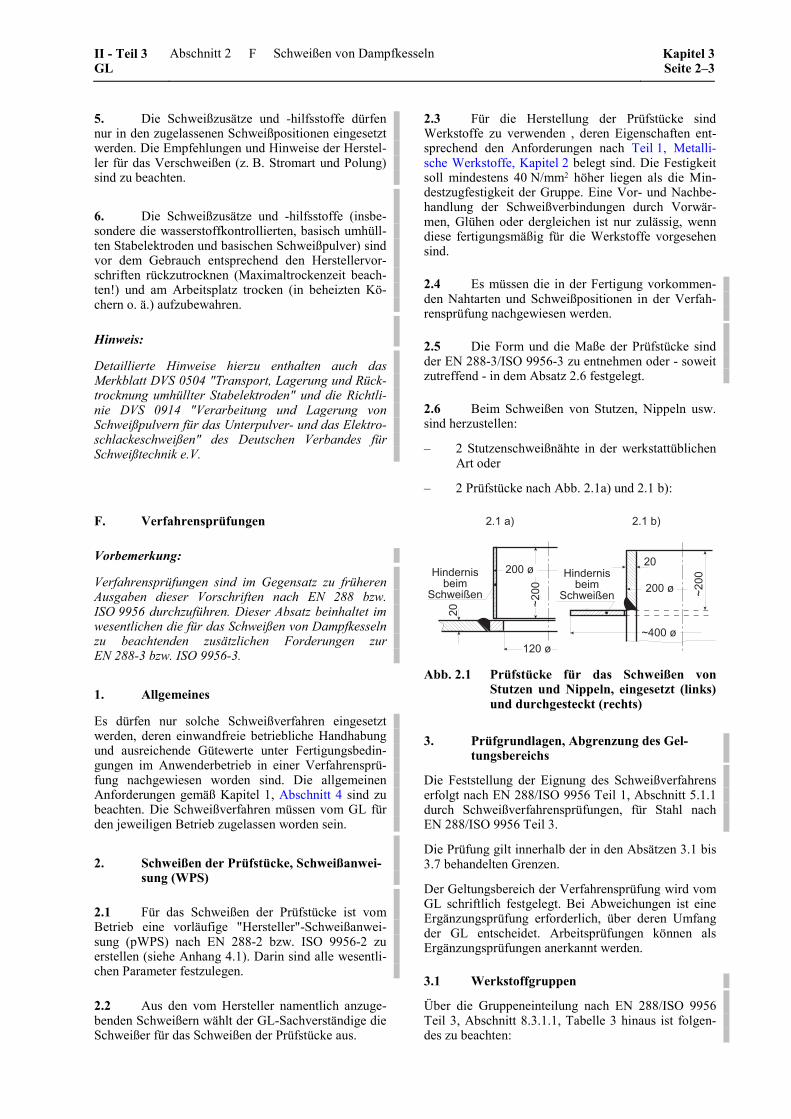
5. Die Schweißzusätze und -hilfsstoffe dürfen nur in den zugelassenen Schweißpositionen eingesetzt werden. Die Empfehlungen und Hinweise der Herstel-ler für das Verschweißen (z. B. Stromart und Polung) sind zu beachten.
6. Die Schweißzusätze und -hilfsstoffe (insbe-sondere die wasserstoffkontrollierten, basisch umhüll-ten Stabelektroden und basischen Schweißpulver) sind vor dem Gebrauch entsprechend den Herstellervor-schriften rückzutrocknen (Maximaltrockenzeit beach-ten!) und am Arbeitsplatz trocken (in beheizten Kö-chern o. ä.) aufzubewahren.
Hinweis:
Detaillierte Hinweise hierzu enthalten auch das Merkblatt DVS 0504 "Transport, Lagerung und Rück-trocknung umhüllter Stabelektroden" und die Richtli-nie DVS 0914 "Verarbeitung und Lagerung von Schweißpulvern für das Unterpulver- und das Elektro-schlackeschweißen" des Deutschen Verbandes für Schweißtechnik e.V.
F. Verfahrensprüfungen
Vorbemerkung:
Verfahrensprüfungen sind im Gegensatz zu früheren Ausgaben dieser Vorschriften nach EN 288 bzw. ISO 9956 durchzuführen. Dieser Absatz beinhaltet im wesentlichen die für das Schweißen von Dampfkesseln zu beachtenden zusätzlichen Forderungen zur EN 288-3 bzw. ISO 9956-3.
1. Allgemeines
Es dürfen nur solche Schweißverfahren eingesetzt werden, deren einwandfreie betriebliche Handhabung und ausreichende Gütewerte unter Fertigungsbedin-gungen im Anwenderbetrieb in einer Verfahrensprü-fung nachgewiesen worden sind. Die allgemeinen Anforderungen gemäß Kapitel 1, Abschnitt 4 sind zu beachten. Die Schweißverfahren müssen vom GL für den jeweiligen Betrieb zugelassen worden sein.
2. Schweißen der Prüfstücke, Schweißanwei-sung (WPS)
2.1 Für das Schweißen der Prüfstücke ist vom Betrieb eine vorläufige "Hersteller"-Schweißanwei-sung (pWPS) nach EN 288-2 bzw. ISO 9956-2 zu erstellen (siehe Anhang 4.1). Darin sind alle wesentli-chen Parameter festzulegen.
2.2 Aus den vom Hersteller namentlich anzuge-benden Schweißern wählt der GL-Sachverständige die Schweißer für das Schweißen der Prüfstücke aus.
2.3 Für die Herstellung der Prüfstücke sind Werkstoffe zu verwenden , deren Eigenschaften ent-sprechend den Anforderungen nach Teil 1, Metalli-sche Werkstoffe, Kapitel 2 belegt sind. Die Festigkeit soll mindestens 40 N/mm2 höher liegen als die Min-destzugfestigkeit der Gruppe. Eine Vor- und Nachbe-handlung der Schweißverbindungen durch Vorwär-men, Glühen oder dergleichen ist nur zulässig, wenn diese fertigungsmäßig für die Werkstoffe vorgesehen sind.
2.4 Es müssen die in der Fertigung vorkommen-den Nahtarten und Schweißpositionen in der Verfah-rensprüfung nachgewiesen werden.
2.5 Die Form und die Maße der Prüfstücke sind der EN 288-3/ISO 9956-3 zu entnehmen oder - soweit zutreffend - in dem Absatz 2.6 festgelegt.
2.6 Beim Schweißen von Stutzen, Nippeln usw. sind herzustellen:
– 2 Stutzenschweißnähte in der werkstattüblichen Art oder
– 2 Prüfstücke nach Abb. 2.1a) und 2.1 b):
����
���������
�������
��
�����
���������
������� ����
������
��
�����
�����
������ ������
Abb. 2.1 Prüfstücke für das Schweißen von Stutzen und Nippeln, eingesetzt (links) und durchgesteckt (rechts)
3. Prüfgrundlagen, Abgrenzung des Gel-tungsbereichs
Die Feststellung der Eignung des Schweißverfahrens erfolgt nach EN 288/ISO 9956 Teil 1, Abschnitt 5.1.1 durch Schweißverfahrensprüfungen, für Stahl nach EN 288/ISO 9956 Teil 3.
Die Prüfung gilt innerhalb der in den Absätzen 3.1 bis 3.7 behandelten Grenzen.
Der Geltungsbereich der Verfahrensprüfung wird vom GL schriftlich festgelegt. Bei Abweichungen ist eine Ergänzungsprüfung erforderlich, über deren Umfang der GL entscheidet. Arbeitsprüfungen können als Ergänzungsprüfungen anerkannt werden.
3.1 Werkstoffgruppen
Über die Gruppeneinteilung nach EN 288/ISO 9956 Teil 3, Abschnitt 8.3.1.1, Tabelle 3 hinaus ist folgen-des zu beachten:
II - Teil 3 GL
Abschnitt 2 Schweißen von Dampfkesseln Kapitel 3Seite 2–3
F
a) Für Werkstoffe, die besonderen Korrosionsbe-dingungen (z. B. Laugenrißbeständigkeit) genü-gen müssen, sind die Verfahrensprüfungen dar-auf abzustimmen.
b) Eine Verfahrensprüfung an beruhigten Stählen in der Gruppe 1 gilt nicht für unberuhigte Stäh-le, es sei denn, sie wurden mit basisch umhüllten Stabelektroden oder Draht-Pulver-Kombina-tionen mit basischem Pulver geschweißt.
c) Die Werkstoffe 15 NiCuMoNb 5 und 17MnMoV 6-4 sind der Gruppe 2 zuzuordnen.
Ergänzend zu EN 288/ISO 9956 Teil 3, Tabelle 4 werden noch folgende weitere Werkstoffkombinatio-nen unter folgenden Bedingungen zugelassen, siehe Tabelle 2.1.
Abweichend von EN 288/ISO 9956 Teil 3, Tabelle 4 schließt eine vorhandene Verfahrensprüfung für die Mischverbindung 9 geschweißt mit 2 nicht die Misch-verbindung 9 geschweißt mit 3 ein.
Der GL kann, z. B. je nach Werkstoffzusammenset-zung und/oder Art der erforderlichen Nachbehand-lung, den Geltungsbereich auch auf den bei der Ver-fahrensprüfung verwendeten Grundwerkstoff ein-schränken.
3.2 Schweißprozeß
Die Anerkennung gilt nur für den Schweißprozeß, der in der Schweißverfahrensprüfung angewendet wurde.
3.3 Gasschmelzschweißen
Beim Gasschmelzschweißen gilt eine an der Wanddi-cke t abgelegte Prüfung für den Wanddickenbereich 0,75 t bis 1,25 t.
3.4 Schweißbedingungen
Verfahrensprüfungen für Mehrlagenschweißungen gelten nicht für Einlagenschweißungen.
3.5 Schweißzusätze und -hilfsstoffe
Die Regelungen nach EN 288/ISO 9956 Teil 3, Ab-schnitt 8.4.5 entfallen, wenn für den verwendeten typgleichen Schweißzusatz eine GL-Zulassung vor-liegt, die den Geltungsbereich der Verfahrensprüfung erfaßt (vgl. E.4.).
3.6 Wärmebehandlung
Die Verfahrensprüfung gilt für den bei der Prüfung vorliegenden Wärmebehandlungszustand. Die Wär-mebehandlung des Prüfstückes ist so durchzuführen, daß ein vergleichbarer Wärmebehandlungszustand wie am Bauteil erreicht wird.
3.7 Sonderfälle
Für Sonderfälle, z. B. Sickennähte, Schweißen plat-tierter Stähle, Bolzenschweißungen, sowie für schwie-rige Ausbesserungen im Zuge der Fertigung an schweißempfindlichen Stählen, sind auf diese Fälle abgestimmte Verfahrensprüfungen erforderlich. Die notwendigen Prüfungen und der Geltungsbereich werden vom GL in jedem Einzelfall festgelegt.
Tabelle 2.1
Vorhandene Verfahrensprüfung für eine Stahlgruppe oder Mischverbindung Geeignet für folgende Mischverbindungen
5 (10CrMo9-10) geschweißt mit 4 4 geschweißt mit 5 (13CrMo4-5) 4 geschweißt mit 1 4 geschweißt mit 2 (Re < 430 N/mm2)
5 5 geschweißt mit 1 5 geschweißt mit 2
6 geschweißt mit 4 6 geschweißt mit 5 6 geschweißt mit 2 6 geschweißt mit 1
4. Prüfungen, Prüfumfang
Die Prüfung umfaßt sowohl die zerstörungsfreie als auch die zerstörende Prüfung und ist entsprechend EN 288/ISO 9956 Teil 3, Abschnitt 7 durchzuführen.
Abweichend von EN 288/ISO 9956 Teil 3, Abschnitt 7.1 und Tabelle 1 sind folgende Proben zusätzlich den Prüfstücken zu entnehmen:
Kapitel 3 Seite 2–4
Abschnitt 2 Schweißen von Dampfkesseln II - Teil 3GL
F
a) Eine Schweißgutzugprobe mit 10 mm Durch-messer und L0 = 5 d bei Prüfstücken mit einer Dicke über 20 mm bei Werkstoffen, für die eine Beeinflussung des Schweißgutes durch die Schweißverbindungen wesentlich sein kann, ist zusätzlich zu entnehmen.
Dies gilt für Stähle der Werkstoffgruppen 4 und 6 sowie für die in Abschnitt 3.2.c genannten Stähle.
b) Kerbschlagproben sind je Schweißposition nur aus der Mitte des Schweißgutes zu entnehmen, bei:
– Blechen: alle Werkstoffe > 5 mm Nenn-wanddicke
– Rohren:
– 14MoV6-3 und X20CrMoV12 -1 > 10 mm Nennwanddicke,
– 16Mo3 > 20 mm Nennwanddicke,
– alle anderen Stahlsorten nach DIN 17175 und DIN 17177 > 30 mm Nennwanddicke,
– anderen Stahlsorten ab Nennwanddicken wie in den Normen oder in der GL-Zulassung für den Grundwerkstoff festge-legt.
c) Mikroschliff bei legierten Stählen 1. Die Gefü-geausbildung ist zu beschreiben und durch Bil-der zu belegen.
d) Schweißgutanalyse bei legierten Stählen 1.
5. Prüfanforderungen
Die Unregelmäßigkeiten im Prüfstück müssen in den festgelegten Grenzen der Bewertungsgruppe B nach EN 25817 / ISO 5817 liegen, ausgenommen sind die folgenden Unregelmäßigkeiten: zu große Nahtüberhö-hung (Stumpf- und Kehlnaht), zu große Wurzelüber-höhung und zu große Kehlnahtdicke, für die Bewer-tungsgruppe C gilt.
Für die mechanisch-technologischen Prüfungen gilt Tabelle 2.1.
6. Aufbewahrung der Proben
Die geprüften Proben und die restlichen Teile der Prüfstücke sind bis zum Abschluß des Berichts über die Verfahrensprüfung aufzubewahren (siehe auch Kapitel 1, Abschnitt 4, C.3.).
–––––––––––––– 1 Einteilung der Stahlsorten (unlegiert und legiert), siehe
EN 10020.
7. Gültigkeitsdauer, Verlängerung von Ver-fahrensprüfungen
Die Gültigkeitsdauer einer Verfahrensprüfung beträgt im allgemeinen 1 Jahr, wenn sich die Voraussetzun-gen unter denen sie erteilt wurde, nicht nennenswert verändert haben. Sie kann durch regelmäßige Arbeits-prüfungen (siehe Absatz I.11.) aufrechterhalten wer-den.
Außer den Arbeitsprüfungen und Prüfung der ge-schweißten Bauteile (siehe Absatz I.) können unter bestimmten Voraussetzungen auch zerstörungsfreie Prüfungen zur Aufrechterhaltung der Gültigkeitsdauer vom GL anerkannt werden.
Wird die Fertigung von Dampfkesseln oder Dampf-kesselteilen länger als 1 Jahr unterbrochen, so ist die Verfahrensprüfung zu wiederholen.
G. Schweißtechnische Ausführung
1. Die Schweißnähte müssen über den ganzen Querschnitt einwandfrei durchgeschweißt sein und dürfen keine Risse oder Bindefehler aufweisen. So-weit möglich, müssen sie auf der Wurzelseite ausge-arbeitet und gegengeschweißt werden.
2. Beim Verschweißen von Blechen mit einem Dickenunterschied von mehr als 20 % oder mehr als 3 mm ist das dickere Blech unter einem Winkel von höchstens 30 ° auf die Dicke des dünneren Bleches abzuschrägen.
3. Bei mehrschüssigen Mänteln sind die Längs-nähte gegeneinander zu versetzen.
4. Kehlnähte an überlappten Stößen sind nur in Ausnahmefällen zulässig und dann nur als doppelsei-tig geschweißte Rundnähte bis zu einer Wanddicke von 15 mm.
5. Eckschweißungen und ähnliche Schweißver-bindungen, die bei ungünstigen Herstellungs- oder Betriebsbedingungen erheblichen Biegungsbeanspru-chungen unterliegen, sind nur zulässig, wenn der GL gegen die Ausführungsart keinen Einwand erhebt.
6. Bohrungen und Ausschnitte in oder dicht neben Schweißnähten, insbesondere Längsnähten, sind möglichst zu vermeiden.
II - Teil 3 GL
Abschnitt 2 Schweißen von Dampfkesseln Kapitel 3Seite 2–5
G

Tabelle 2.2 Anforderungen für die mechanischen und technologischen Prüfungen
Art der Prüfung Anforderungen
Zugversuch quer zur Schweißnaht
Wie an den Grundwerkstoff oder wie in der Eignungsfeststellung für den Schweißzusatz festgelegt.
Warmzugversuch an einer Schweißgutprobe
Wie an den Grundwerkstoff oder wie in der Eignungsfeststellung für den Schweißzusatz festgelegt.
Kerbschlagbiegeversuch 1 aus Mitte Schweißnaht
Wie für den Grundwerkstoff in Querrichtung festgelegt.
Bei austenitischen Schweißverbindungen ≥ 40 J. Die Prüfung erfolgt bei Raumtemperatur.
Biegewin-kel
Festigkeitsgruppe 2 Dorndurch-messer
180° 3
Ferritische Stähle mit einer Min-destzugfestigkeit 430 N/mm2 Mindestzugfestigkeit ≥ 430/Nmm2 – 460 N/mm2
2 × a
2,5 × a
180° 3 Warmfeste austenitische Stähle ferritische Stähle mit einer Min-destzugfestigkeit ≥ 460/Nmm2
3 × a
Werden 180° Biegewinkel nicht erreicht, gilt:
≥ 90° Dehnung (L0 = Schweißnahtbreite + Wanddicke, symmetrisch zur Naht) ≥ Mindestbruchdehnung A5 des Grundwerkstoffes
Technologischer Biegeversuch
oder < 90° Dehnung über Schweißnahtbreite > 30 % 4 sowie feh-lerfreies Bruchaussehen
Schliffbeurteilung
Die Schweißverbindung muß in Makroschliff einen einwandfreien Nahtaufbau und eine einwandfreie Durchschweißung zur Naht er-kennen lassen. Der Mikroschliff ist auf Risse zu untersuchen. Risse sind nicht zulässig. Bei austenitischen Schweißverbindungen sind Heißrisse zulässig, wenn sie nach Anzahl und Lage nur als vereinzelte Heißrisse festge-stellt werden.
Härteprüfung
In den wärmebeeinflußten Zonen soll die Härte 350 HV 10 nicht überschreiten. Darüber hinausgehende Härtespitzen in schmalen Übergangszonen sind hierbei nicht zu beanstanden, wenn das Ergeb-nis der technologischen Prüfungen den Anforderungen genügt.
1 Bei Proben, die nicht der genormten Breite von 10 mm entsprechen, verringern sich die Anforderungen an die Kerbschlagarbeit proportional dem Probenquerschnitt .
2 Für die Zugfestigkeit ist der kleinste Dickenbereich maßgebend. 3 180° gelten als erfüllt, wenn die Biegeprobe nach DIN 50121 durchgeführt und ohne Anriß durch die Auflager gedrückt wurde. 4 Bei nicht artgleich geschweißten Stählen können abweichende Werte vereinbart werden.
Kapitel 3 Seite 2–6
Abschnitt 2 Schweißen von Dampfkesseln II - Teil 3GL
G
7. Schweißen von Bauteilen in kaltumgeformten Bereichen, bei denen die Reckung der äußeren Faser 5 % überschritten hat (bei zylindrischen Schüssen Dm < 20 ⋅ s), ist nur zulässig, wenn der Einfluß der Kaltumformung durch eine geeignete Wärmebehand-lung beseitigt wurde.
Hierfür ist im allgemeinen Normalglühen oder Vergü-ten erforderlich. Hiervon kann abgewichen werden, wenn der Nachweis erbracht wird, daß die Werkstoff-eigenschaften im Hinblick auf die Verwendung nicht mehr als unerheblich beeinträchtigt werden.
8. Jede Schweißnaht an einem Kesselteil ist so zu kennzeichnen, daß ihre Lage erkennbar bleibt und die Schweißer jederzeit ermittelt werden können. Beides kann entweder durch Stempelung der Naht oder durch Eintragungen in Zeichnungen, Schweiß-plänen oder sonstigen Aufzeichnungen nachgewiesen werden.
H. Wärmebehandlung nach dem Schweißen
1. Geschweißte Bauteile müssen nach dem Schweißen entsprechend den Festlegungen in den Normen oder in der GL-Zulassung wärmebehandelt werden.
1.1 Im allgemeinen besteht die Wärmebehand-lung nach dem Schweißen aus einem Spannungs- armglühen.
1.2 Bauteile aus normalgeglühten Stahlsorten sind normalzuglühen wenn,
– die geforderten Eigenschaften der Schweißver-bindung nur durch normalisierendes Glühen er-reicht werden können oder
– das Bauteil nach dem Schweißen einer Warm-umformung unterzogen wurde, es sei denn, daß die Warmumformung innerhalb eines dem Nor-malglühen entsprechenden Temperaturbereiches beendet wurde.
1.3 Bauteile aus vergüteten Stahlsorten sind zu vergüten, wenn
– die geforderten Eigenschaften der Schweißver-bindungen nur durch Vergüten erreicht werden können oder
– das Bauteil nach dem Schweißen einer Warm-umformung unterzogen wurde.
Wenn bei luftvergüteten Stahlsorten die Warmumfor-mung für das Bauteil im ganzen unter den Bedingun-gen für das Normalglühen durchgeführt wurde, genügt ein Anlassen.
1.4 In der Regel ist bei derartigen Schweißver-bindungen ein Vorwärmen und eine Vergütungsbe-handlung oder eine Anlaßbehandlung nach den Anga-ben der Werkstoff- oder Zusatzwerkstoff-Hersteller erforderlich. Eine besondere Wärmebehandlung ist festzulegen, wenn der Werkstoff oder das Schweißgut beim Schweißen z. B. eine unzulässige Härte an-nimmt.
Bei hochlegierten Stählen mit ferritischem oder auste-nitischem Gefügecharakter ist über die Notwendigkeit und die Art einer Wärmebehandlung gesondert zu entscheiden.
2. Von einer Wärmebehandlung nach dem Schweißen kann abgesehen werden, wenn die nach-stehenden Festlegungen zutreffen:
2.1 Die Werkstoffe müssen sich vor dem Schweißen in dem in den Normen oder in der GL-Zulassung vorgesehenen Wärmebehandlungszustand befinden. Diese Bedingung gilt auch als erfüllt, wenn der erforderliche Wärmebehandlungszustand erst während des weiteren Fertigungsganges erreicht wird.
2.2 Die Nennwanddicke darf an den Nahtstößen höchstens 30 mm betragen.
2.3 Grundwerkstoff (Schmelzenanalyse) und Schweißgut dürfen in ihrer chemischen Zusammenset-zung die folgenden Gehalte nicht überschreiten:
– C 0,22 %, Si 0,50 %, Mn 1,40 %, Cr 0,30 %, Cu 0,30 %, Mo 0,50 %, Ni 0,30 %, V 0,20 %,
wobei außerdem folgende Bedingungen zu erfüllen sind:
– Cr + Ni ≤ 0,30 % und Mn + Mo + V ≤ 1,6 %.
Abweichungen hiervon sind zulässig für Stähle, die durch besondere metallurgische Maßnahmen spröd-bruchunempfindlich und härtungsunempfindlich sind. Ihre Eignung und Güteeigenschaften sind dem GL nach ausreichender Bewährung nachzuweisen. Die Stähle müssen bezüglich Sprödbruchunempfindlich-keit, Härtungsunempfindlichkeit und Schweißeignung den Stählen entsprechen, die innerhalb der vorstehen-den Analysengrenzen liegen. Im Schweißgut dürfen bei einem C-Gehalt ≤ 0,10 % der Si-Gehalt ≤ 0,75 %, der Mn-Gehalt ≤ 2,0 % und die Summe der Gehalte an Mn, Mo und V ≤ 2,5 % betragen, wenn Schweißzusät-ze verwendet werden, die ein Schweißgut mit beson-ders hoher Zähigkeit ergeben, z. B. durch die Verwen-dung von Schweißzusätzen mit basischer Charakte-ristik.
3. Bei im Rauchgasstrom liegenden Stumpfnäh-ten an Rohren aus der Stahlsorte 13 CrMo 4 4 kann ohne untere Begrenzung der mittleren Wandtempera-tur, bei der Stahlsorte 10 CrMo 9 10 oberhalb einer mittleren Wandtemperatur von etwa 490 °C von einer Wärmebehandlung nach dem Schweißen abgesehen werden, wenn der äußere Rohrdurchmesser nicht grö-
II - Teil 3 GL
Abschnitt 2 Schweißen von Dampfkesseln Kapitel 3Seite 2–7
H

ßer als 63,5 mm und die Wanddicke nicht größer als 10 mm sind. Dies gilt einschließlich der Stumpfnähte zwischen den Rohren und Rohrnippeln, auch wenn sie nicht im Rauchgasstrom liegen.
4. Die Bauteile sind in der Regel einer Wärme-behandlung im ganzen zu unterziehen. Beim Span-nungsarmglühen und beim Anlaßglühen kann von Satz 1 abgewichen werden, wenn
– bei zylindrischen Bauteilen ein ausreichend breiter zylindrischer Abschnitt oder
– bei Längsnähten offener Schüsse ohne Rundnaht die Nahtzone in ausreichender Breite
durch gleichmäßige, möglichst beidseitige Erwärmung (nicht schrittweise) geglüht wird und sofern der GL-Sachverständige dagegen keinen Einwand hat. In beiden Fällen dürfen sich Wärmespannungen nicht in biegungsbeanspruchte Teile (z. B. Krempen oder Ausschnitte) verlagern.
5. Das Ein- und Anschweißen von kleinen Tei-len an Dampfkesselwandungen ist in der Regel vor der Wärmebehandlung durchzuführen. Insbesondere gilt dies, wenn
– die Nennwanddicke des Grundkörpers über 30 mm liegt (siehe Absatz 2.2)
– die Gehalte nach Absatz 2.3 überschritten wer-den oder
– in Verbindung mit den Schweißarbeiten eine Kaltumformung stattfindet.
Beim Einschweißen einzelner kleiner Teile kann von einer Wärmebehandlung abgesehen werden, wenn die Eigenschaften der zu verbindenden Werkstoffe und das Schweißverfahren eine einwandfreie, auf die Be-triebsbedingungen und die Betriebstemperatur abge-stimmte Schweißverbindung ermöglichen.
6. Die Wärmebehandlung nach Absatz 1.1 bis 1.4 ist durch eine Werksbescheinigung nach EN 10204 bzw. ISO 10474 (DIN 50049) mit Angabe der Art der Wärmebehandlung, der Glühtemperatur und Glühdauer sowie der Art der Abkühlung nachzuwei-sen. Eine besondere Wärmebehandlung, z. B. Zwi-schenabkühlen nach dem Schweißen vor der Anlaßbe-handlung, muß aus der Werksbescheinigung ersicht-lich sein.
I. Prüfung der geschweißten Bauteile
1. Soweit an warmgerundeten oder wärmebe-handelten geschweißten Schüssen keine Arbeitsprü-fungen durchgeführt werden, ist bei Werkstoffen mit
einer Mindestzugfestigkeit von ≥ 440 N/mm2 2 sowie bei legierten Stahlsorten 1 ein von dem GL-Sachverständigen abgestempeltes Prüfstück aus dem verwendeten Blech der gleichen Wärmebehandlung wie der Schuß zu unterziehen. Aus diesem Prüfstück sind zur Feststellung des Endzustandes des Werkstof-fes der Trommel oder des Schusses ein Zugversuch und ein Kerbschlagbiegeversuch (drei Proben) durch-zuführen.
2. Fertiggeschweißte Trommeln für Wasser-rohrkessel mit angestauchten oder vorgeschweißten Böden sind Prüfungen nach den Abschnitten 2.1 bis 2.4 zu unterziehen.
2.1 Die Trommeln sind durch den GL-Sachverständigen einer Wasserdruckprüfung mit dem 1,5fachen Betriebsüberdruck zu unterziehen mit der Einschränkung, daß die Beanspruchung hierbei unter Berücksichtigung der Durchmesser-Plustoleranz und der Wanddicken-Minustoleranz das 0,9fache der Streckgrenze bei 20 °C nicht überschreiten darf. Wäh-rend der Dauer der Wasserdruckprüfung darf das Bau-teil keine Undichtheit und danach keine bleibende Formänderung zeigen. Diese Prüfung kann entfallen, wenn die Längs- und die Rundnähte in ihrer gesamten Länge mit einem einwandfreien Ergebnis einer geeig-neten zerstörungsfreien Prüfung unterzogen worden sind.
2.2 Aus gekümpelten Trommeln mit einer Min-destzugfestigkeit ≥ 440 N/mm2 2 und einer Mindest-streckgrenze bei Raumtemperatur ≥ 320 N/mm2 sind, sofern die Nennwanddicke 30 mm überschreitet, nach der letzten Wärmebehandlung drei Bohrkerne heraus-zuarbeiten, und zwar einer aus jedem Ende des zylind-rischen Teils und einer aus der Mitte der Trommel. Die genaue Lage der Entnahmestellen, die möglichst um rd. 120 ° gegeneinander versetzt sein sollen, ist dem Trommelhersteller vom Dampfkesselhersteller rechtzeitig anzugeben. Die Bohrkerne müssen einen Durchmesser von mindestens 60 mm haben, damit eine Probe für den Zugversuch und ein Probensatz von drei Proben für den Kerbschlagbiegeversuch entnom-men werden können. Die Proben müssen quer zur Walzrichtung des Bleches entnommen werden; dabei soll nach Möglichkeit die Zugprobe 1/6 der Wanddi-cke unterhalb der Oberfläche liegen. Von den drei Kerbschlagproben soll je eine aus den beiden Außen-zonen und eine aus der Mitte des Bohrkerns entnom-men werden.
2.3 Bei kaltgerundeten Schüssen mit einem Um-formgrad > 5 %, bei warmgerundeten Schüssen oder bei gekümpelten Halbtrommeln aus Stahlsorten mit einer Mindestzugfestigkeit ≥ 440 N/mm2 2 und einer Mindest-streckgrenze bei Raumtemperatur ≥ 320 N/mm2 ist,
–––––––––––––– 2 Die Grenze kann auf 470 N/mm2 heraufgesetzt werden, wenn
nachgewiesen ist, daß durch das Spannungsarmglühen ein un-zulässiges Absinken der Streckgrenze nicht zu erwarten ist.
Kapitel 3 Seite 2–8
Abschnitt 2 Schweißen von Dampfkesseln II - Teil 3GL
I

sofern die Nennwanddicke 30 mm überschreitet, im Anschluß an die Wärmebehandlung ein ausreichend breiter Ring abzustechen, dem quer zur Walzrichtung des Bleches eine Probe für den Zugversuch und ein Probensatz von drei Proben für den Kerbschlagver-such zu entnehmen sind. Abweichend hiervon kann nach Absatz 2.2 verfahren werden.
2.4 Besteht in den Fällen der Absätze 2.2 und 2.3 die letzte Wärmebehandlung ausschließlich aus einem Spannungsarmglühen oder erfolgt die Verarbeitung nur im Bereich des Spannungsarmglühens und ist hierbei keine wesentliche Änderung der Werkstoffei-genschaften zu erwarten, so können die nach den Ab-sätzen 2.2 und 2.3 vorgesehenen Proben vorher ent-nommen und gleichartig geglüht werden. Dabei ist durch Messung und Registrierung der Temperatur der Proben über die Länge und den Umfang der Tempera-turverlauf während der Wärmebehandlung festzuhal-ten.
3. Für die Anforderungen bei den mechanisch-technologischen Prüfungen nach den Absätzen 1. und 2. gelten die Regelungen nach Teil 1, Metallische Werkstoffe, Kapitel 2, Abschnitt 1, E. und Abschnitt 6, A.
Bei der Prüfung des Grundwerkstoffes nach einer Wärmebehandlung sind bei Beanspruchung im Warm-streckgrenzenbereich in Einzelfällen geringfügige Unterschreitungen der Mindeststreckgrenze und Min-destzugfestigkeit bis zu 5 % zulässig.
Unterschreitungen der Mindeststreckgrenze und Min-destzugfestigkeit über 5 % bis 10 % sind zulässig, wenn der Nachweis geführt wird, daß
– die Wärmebehandlung ordnungsgemäß durchge-führt wurde,
– die Anforderungen an die Bruchdehnung des Grundwerkstoffes erfüllt sind,
– die Anforderungen an die Kerbschlagarbeit des Grundwerkstoffes erfüllt sind,
– die Dimensionierung aufgrund der festgestellten Warmstreckgrenze noch ausreichend ist.
Bei Beanspruchung im Zeitstandbereich sind Unter-schreitungen der Mindeststreckgrenze und Mindest-zugfestigkeit bis maximal 10 % zulässig.
4. An den fertigen Schüssen und Trommeln ist eine innere und äußere Prüfung, besonders der Schweißnähte und der angrenzenden Zonen sowie der Kümpelenden, vorzunehmen. Die Bauteile müssen dabei eine dem Herstellungszustand entsprechend glatte äußere und innere Oberfläche haben, so daß auch das Erkennen von wesentlichen Oberflächen-fehlern möglich ist; die innere Oberfläche ist zu ent-zundern. Dabei sind durch Messung festzustellen:
4.1 Außenumfang
Die Messungen sind in Abständen von etwa je 1 m über die ganze Länge des Bauteils auszuführen. Aus den Messungen des Außenumfangs ist der mittlere Außendurchmesser zu errechnen. Der Außendurch-messer der Schüsse und Trommeln darf nicht mehr als ± 1,0 % von dem festgelegten Soll-Außendurchmesser abweichen.
4.2 Unrundheit
Die Messungen sind in Abständen von etwa 1 m über die ganze Länge des Bauteils auszuführen.
Die Unrundheit
( )max min
max min
2 D DU 100 %
D D⋅ −
= ⋅+
soll an den endgültig wärmebehandelten Trommeln und Schüssen
– bei ungeglühten oder spannungsarmgeglühten Trommeln und Schüssen, bei denen die Wand-dicke > 1 % des Nenndurchmessers ist, höchs-tens 1 %,
– bei normalgeglühten, vergüteten oder zugeküm-pelten Trommeln höchstens 2 %
betragen. Bei der Ermittlung der Unrundheit sind die sich aus dem Eigengewicht ergebenden elastischen Verformungen abzurechnen. Auch einzelne ein- oder ausgebeulte Stellen müssen innerhalb der Toleranzen liegen. Als zusätzliche Forderung gilt, daß die Beulen einen flachen Verlauf haben müssen und ihre Tiefe, gemessen als Abweichung von der normalen Rundung bzw. von der Mantellinie, 1 % der Beulenlänge bzw. Beulenbreite nicht überschreiten.
Auf die Ermittlung der Unrundheit kann bei einer Wanddicke < 1 % des Nenndurchmessers verzichtet werden.
4.3 Aufdachung oder Abflachung
Die Aufdachung oder Abflachung im Bereich der Längsschweißnähte - gemessen als Abweichung von der normalen Rundung mit einer Schablonenlänge von 500 mm - darf das Maß a nicht überschreiten.
In Abhängigkeit vom Verhältnis des mittleren Durch-messers dm zu der Wanddicke se der Trommel bzw. des Schusses ergibt sich:
– a ≤ 10 mm für Schüsse: dsem < 40
– a ≤ 5 mm für Schüsse: dsem ≥ 40 .
4.4 Abweichung von der Geraden
Die Abweichung von der Geraden darf betragen:
– bei Schüssen:
II - Teil 3 GL
Abschnitt 2 Schweißen von Dampfkesseln Kapitel 3Seite 2–9
I
bis zu 0,3 % der zylindrischen Länge
– bei Trommeln: bis zu 0,5 % der zylindrischen Länge
4.5 Wanddicke in den Nähten und in den an-grenzenden Blechzonen
Die Wanddicke im Blech muß innerhalb der für das Blech zulässigen Toleranz liegen.
5. Bei besonderen Herstellungsbedingungen der in den Absätzen 1. und 2. genannten Bauteile, z. B. bei großer Wanddicke oder schwieriger schweißbaren Stahlsorten, kann auch die Bewertung bis V = 0,8 eine zerstörungsfreie Prüfung der Nähte notwendig sein. Schweißverbindungen an Stählen, die nach dem Gut-achten des GL-Sachverständigen einer vom Regelfall abweichenden Wärmebehandlung unterliegen, sind den im Gutachten festgelegten Prüfungen, insbesonde-re der Härteprüfung und der Ultraschallprüfung, zu unterziehen. Das Ergebnis dieser Prüfungen ist gemäß dem Gutachten des GL durch Abnahmeprüfzeugnis A oder B nach EN 10204 bzw. ISO 10474 (DIN 50049) nachzuweisen.
6. Über die Erfüllung der Anforderungen in den Absätzen 3. und 4. ist ein Abnahmeprüfzeugnis A nach EN 10204 bzw. ISO 10474 (DIN 50049) beizu-bringen, sofern eine der folgenden Grenzen überschrit-ten ist:
– Gesamtlänge des zylindrischen Schusses mehr als 2500 mm,
– Soll-Außendurchmesser mehr als 1200 mm,
– zulässiger Betriebsüberdruck über 16 bar,
– Wertigkeit der Schweißnaht höher als V = 0,8.
Unterhalb dieser Grenzen genügt ein Abnahmeprüf-zeugnis B nach EN 10204 bzw. ISO 10474 (DIN 50049).
7. An den fertigen glatten oder gewellten Flammrohren ist eine innere und äußere Prüfung, besonders der Schweißnähte und der angrenzenden Zonen, vorzunehmen. Dabei sind durch Messung festzustellen:
7.1 Abweichung vom Soll-Außenumfang:
Die Messungen sind in Abständen von etwa 1 m über die ganze Länge der Bauteile auszuführen. Die zuläs-sigen Abweichungen vom bestellten Soll-Außen-umfang in einem Meßquerschnitt beträgt
– bei gewellten Flammrohren: im nicht gewellten Teil ± 15 mm
im gewellten Teil – bei durchziehbaren Wellrohren + 0 mm
– 75 mm
– bei nicht durchziehbaren + 15 mm Wellrohren – 60 mm
– bei glatten Flammrohren: an den Enden der Schüsse bis zu
einer Länge von 250 mm ± 15 mm im übrigen Teil der zylindrischen + 0 mm
Schüsse – 75 mm
– bei glatten Flammrohren mit geflanschten En-den:
im zylindrischen Teil + 0 mm – 75 mm
7.2 Bei Wellrohren der Unterschied zwischen größtem Außendurchmesser und zugehö-rigem lichten Durchmesser
Die Messungen sind in Abständen von etwa 1 m über die ganze Länge der Bauteile auszuführen. Bei Well-rohren muß in den Wellen der Unterschied zwischen größtem Außendurchmesser und lichtem Durchmesser dem Sollmaß mit einer Unterschreitung von höchstens 20 mm entsprechen.
7.3 Unrundheit
Die Messungen sind in Abständen von etwa 1 m über die ganze Länge der Bauteile auszuführen. Die Wand-dicke ist in jedem Falle an den Enden der Schüsse und auch an den Stellen zu messen, wo eine Wanddicken-schwächung von Bedeutung ist.
Die Unrundheit darf
( )m ax min
m max min
2 D DU 100 %
D D
⋅ −= ⋅
+
– bei Wellrohren nicht mehr als 1,0 %
– bei glatten Flammrohren nicht mehr als 1,5 %, jedoch nicht mehr als 15 mm betragen.
7.4 Abweichung von der Geraden
Die Abweichung von der Geraden ist durch Anlegen einer Schnur an die Wandung zu messen. Sie darf bis zu 0,3 % der zylindrischen Länge der Schüsse betra-gen.
7.5 Wanddicke in den Nähten und in den an-grenzenden Blechzonen
Bei Wellrohren sind folgende Maßabweichungen in der Wanddicke zulässig: Die durchschnittliche Wand-dicke muß über eine Wellenteilung mindestens der Nennwanddicke entsprechen. Örtlich begrenzte Wanddickenunterschreitungen innerhalb einer Wellen-teilung können bis 10 % betragen. Der Wanddicken-verringerung ist bei der Herstellung der Wellrohre durch einen entsprechenden Zuschlag zur Wanddicke des Ausgangsrohres Rechnung zu tragen. Die aus dem Sollmaß der Wellentiefe und der Sollwanddicke er-rechnete Fläche A muß eingehalten sein. Bei Wellen-
Kapitel 3 Seite 2–10
Abschnitt 2 Schweißen von Dampfkesseln II - Teil 3GL
I
tiefen w = 75 mm ist eine Unterschreitung der Fläche A um 5 % zulässig. Im geflanschten Teil ist eine Wanddickenunterschreitung bis zu 20 % zulässig. Bei der Beurteilung sind Fehlstellen, die nach dem Urteil des GL-Sachverständigen für die Sicherheit offen-sichtlich ohne Belang sind, außer Betracht zu lassen. Bei glatten Flammrohren gelten die für Bleche zuläs-sigen Toleranzen.
8. Die Erfüllung der Forderungen nach Absatz 7. ist durch Abnahmeprüfzeugnis A nach EN 10204 bzw. ISO 10474 (DIN 50049) nachzuweisen. Eine Wasserdruckprüfung ist bei Flammrohren nicht erfor-derlich.
9. An Sammlern, die mit Gütestufe I nach DIN 17175 (vgl. Teil 1, Metallische Werkstoffe, Kapi-tel 2, Abschnitt 2, C.) bescheinigt sind, sind die Aus-schnittbereiche vom Kesselhersteller einer geeigneten zerstörungsfreien Prüfung zu unterziehen und das Ergebnis der Prüfung zu bescheinigen.
10. Ausbesserungsschweißungen
Bei Ausbesserungsschweißungen kann in begründe-ten Einzelfällen von den vorstehenden Regeln abge-wichen werden, wenn dem GL-Sachverständigen vor Beginn der Arbeiten Umfang und Art der geplanten Ausbesserungsschweißungen mitgeteilt werden und er keinen Einwand gegen die vorgesehenen Abweichun-gen hat.
11. Arbeitsprüfung
Die Arbeitsprüfung umfaßt die zerstörungsfreie Prü-fung am Bauteil und die Güteprüfung (mechanisch-technologische Prüfungen) an Prüfstücken.
11.1 Zerstörungsfreie Prüfung
Alle Längs- und Rundnähte sind auf der ganzen Länge mittels Durchstrahlung oder Ultraschall zerstörungs-frei zu prüfen, ggf. ist zusätzlich eine Oberflächen-rißprüfung durchzuführen. Für die Durchführung der Prüfungen gilt Kapitel 2, Abschnitt 4.
Bei Wanddicken < 30 mm genügt bei Rundnähten die Prüfung an 25 % der Nahtlänge, jedoch müssen alle Stoßstellen mit Längsnähten geprüft werden.
Die Prüfung wird erst nach der letzten Wärmebehand-lung des Bauteils vorgenommen.
Die zerstörungsfreie Prüfung darf keine wesentlichen Mängel in der Schweißnaht erkennen lassen. Als sol-che gelten z. B. Risse, Flankenbindefehler und bei einseitig geschweißten Nähten ungenügende Durch-schweißung der Wurzel. Die Beurteilung anderer Fehler, z. B. Poren und Schlacken ist nach anerkann-ten Regelwerken z. B. AD-Merkblatt HP 5/3 oder ASME Boiler and Pressure Vessel Code, Section I, vorzunehmen.
Die Ergebnisse der zerstörungsfreien Prüfung sind zu dokumentieren und dem GL-Sachverständigen bei der Bauprüfung zur Beurteilung vorzulegen.
11.2 Güteprüfung an Prüfstücken
Es sind folgende Prüfungen an einem zusammen mit dem Bauteil in Verlängerung einer Längsnaht ge-schweißtem Prüfstück durchzuführen (vgl. Absätze 11.3.4 und 11.4):
a) Zugversuch an zwei Proben, Probenform nach EN 895 (DIN 50120, Bild 1), jedoch Versuchs-länge = Schweißnahtbreite + mindestens 80 mm
b) Technologischer Biegeversuch nach EN 910 (DIN 50 121, Teil 1, Bild 2) an vier Querbiege-proben (je zwei Proben über die eine und die andere Nahtseite auf Zug beansprucht). Auf der Zugseite soll nach Abarbeitung der Nahtüberhö-hung die ursprüngliche Oberfläche des Prüfstü-ckes weitmöglichst erhalten bleiben. Größere Vertiefungen, wie z. B. Einbrandkerben, Wur-zelkerben, dürfen nicht beseitigt werden.
c) Kerbschlagbiegeversuch an ISO-V-Proben nach EN 875 (EN 10045) aus Mitte Schweißgut mit Kerblage senkrecht zur Oberfläche des Prüf-stücks an drei Proben.
Prüftemperatur und Anforderungen entspre-chend Tabelle 2.2.
d) Gefügeuntersuchung an einer Probe (Makro-schliff), bei legierten Stählen zusätzlich Mikro-schliff.
e) Vor Aufteilung des Prüfstückes ist eine Durch-strahlungsprüfung nach EN 1435 (DIN 54111) vorzunehmen.
ferner, sofern die Betriebstemperatur 350 °C über-steigt, nach Entscheidung des GL-Sachverständigen:
f) Zugversuch nach EN 876 (DIN 50145 an einer Schweißgutprobe (Rundprobe mit L0 = 5 d nach DIN 50125) für Dicken ≥ 20 mm zur Ermittlung der 0,2 %-Dehngrenze bei Betriebstemperatur
II - Teil 3 GL
Abschnitt 2 Schweißen von Dampfkesseln Kapitel 3Seite 2–11
I

oder
g) Analyse des Schweißgutes hinsichtlich der für die Warmfestigkeitseigenschaften maßgebenden Bestandteile.
Bei Werkstoffen mit einer Mindestzugfestigkeit von ≥ 440 N/mm2 sowie bei legierten Stählen, die nach dem Schweißen wärmebehandelt wurden, sind an dem Prüfstück ferner ein Zugversuch und ein Kerbschlag-biegeversuch aus dem Grundwerkstoff quer zur Walz-richtung durchzuführen.
11.3 Anzahl, Entnahme und Bemessen der Prüfstücke für die Güteprüfung
11.3.1 Verfahren bei den ersten sechs Schüssen
Bei erstmaliger Inanspruchnahme der Höherbewer-tung oder bei Erweiterung durch Einbeziehung neuer Werkstoffarten oder -sorten ist an einem Ende der ersten sechs Schüsse je ein Prüfstück mitzuschweißen und zu prüfen. Soweit nicht anders festgelegt, sind diesem Prüfstück die in Absatz 11.4 genannten Proben zu entnehmen. Die für diese Arbeitsprüfungen erfor-derlichen Prüfstücke sind den Blechtafeln zu entneh-men, die für das Bauteil bestimmt sind. Jede Schmelze ist zu erfassen.
11.3.2 Verfahren ab dem siebenten Schuß
Die Entnahme und die Anzahl der Prüfstücke sind davon abhängig, ob auf eine Wärmebehandlung nach dem Schweißen verzichtet werden kann, vgl. Ab-satz H.2.
11.3.3 Für die Bauteile, bei denen auf eine Wärme-behandlung verzichtet werden kann, gilt das folgende, sofern nicht die Analysengrenzen nach Absatz H.2.3 überschritten sind.
a) Entnahme:
Die Prüfstücke können aus Blechen gleicher Art und Festigkeitsgruppe und etwa gleicher Dicke wie die des Schusses entnommen werden, wobei Abweichungen von ± 5 mm zulässig sind. Die Eigenschaften der Bleche, aus denen die Prüf-stücke entnommen werden, müssen nach Teil 1, Metallische Werkstoffe, Kapitel 2 nachgewiesen werden.
b) Anzahl der Prüfstücke:
In der Verlängerung einer der Längsnähte eines jeden Bauteils ist unabhängig von der Schußzahl ein Prüfstück mitzuschweißen.
Tabelle 2.3 Anzahl und Entnahmestellen der Prüfstücke
Wärmebehandlung
nicht erforderlich erforderlich
1. bis 6. Schuß Je Schuß ein Prüfstück aus den für das Bauteil vorgesehenen Blechtafeln. Jede Schmelze ist zu erfassen (siehe Absatz I.11.3.1)
ab 7. Schuß und weitere Bautei-le bestehend aus:
einem Schuß Je Schuß ein Prüfstück (siehe Absatz I.11.3.2)
zwei oder mehreren Schüssen Je Bauteil ein Prüfstück aus Ble-chen gleicher Festigkeitsgruppe und etwas gleicher Dicke (Abwei-chungen von ± 5 mm sind zuläs-sig).
Je Bauteil ein Prüfstück, jedoch bei verschiedenen Schmelzen von je-der Schmelze ein Prüfstück aus einer der für das Bauteil bestimm-ten Blechtafeln.
Nach mind. 50 Arbeitsprüfun-gen je Werkstoffgruppe
Erleichterungen nach Vereinbarung mit dem GL (vergl. TRD 201, Anla-ge 3, Absatz 6)
Kapitel 3 Seite 2–12
Abschnitt 2 Schweißen von Dampfkesseln II - Teil 3GL
I

11.3.4 Für Bauteile, bei denen eine Wärmebehand-lung erforderlich ist, gilt folgendes:
a) Entnahme: Die Prüfstücke sind aus Blechtafeln zu entneh-
men, die für das jeweilige Bauteil bestimmt sind.
b) Anzahl der Prüfstücke: In der Verlängerung einer der Längsnähte eines
jeden Bauteils ist unabhängig von der Schußzahl ein Prüfstück mitzuschweißen. Besteht das Bau-teil aus mehreren Schmelzen, so ist je Schmelze ein Prüfstück zu schweißen. Bei geringen Ab-weichungen der Analysenwerte kann, auch wenn ein Bauteil aus mehreren Schmelzen be-steht, der GL-Sachverständige die Anzahl der Prüfstücke entsprechend einschränken.
11.3.5 Die Anzahl und Entnahmestellen der Prüfstü-cke richten sich nach Tabelle 2.3.
Nach mindestens 50 Arbeitsprüfungen je Werkstoff-gruppe können Erleichterungen mit dem GL verein-bart werden.
11.3.6 Abmessung der Prüfstücke
Jedes Prüfstück ist so zu bemessen, daß die in Absatz 11.4.2 vorgesehenen Proben und eine genügende An-zahl von Ersatzproben entnommen werden können.
11.4 Schweißen der Prüfstücke, Anzahl und Entnahme der Proben
11.4.1 Schweißen der Prüfstücke
Die Naht des Prüfstückes soll im Zuge der Herstellung zusammen mit den letzten 300 mm Schweißnaht des
Schusses geschweißt werden. Der GL-Sachver-ständige ist berechtigt, dieser Schweißung beizuwoh-nen. Die Prüfstücke sind einer nachweislich gleichar-tigen Wärmebehandlung wie das Bauteil zu unterzie-hen.
11.4.2 Anzahl der Proben
Aus jedem geschweißten Prüfstück sind Proben für die nach Absatz 11.2 durchzuführenden Prüfungen ab-wechselnd nebeneinanderliegend vom GL-Sachver-ständigen anzustempeln und zu entnehmen.
Das Reststück des Prüfstückes ist für Ersatzproben bestimmt, ebenfalls zu stempeln und so zu kennzeich-nen, daß seine Zugehörigkeit eindeutig festgestellt werden kann.
11.5 Anforderungen
11.5.1 Mechanisch-technologische Prüfungen
Für die mechanisch-technologischen Prüfungen gilt Tabelle 2.2 in Verbindung mit Absatz I.3.
11.5.2 Ersatzproben
Wenn eine der unter Absatz 11.2 angeführten Prüfun-gen nicht das geforderte Ergebnis hat, sind als Ersatz für jeden Fehlversuch aus dem restlichen Teil des Prüfstückes zwei weitere gleichartige Proben zu ent-nehmen und zu prüfen. Die Prüfbedingungen sind erfüllt, wenn die Ersatzproben den gestellten Anforde-rungen genügen.
11.6 Ergänzungsversuche
Weitere Versuche, z. B. Kerbschlagbiegeversuch mit dem Bruchquerschnitt in der Übergangszone, Durch-strahlungsprüfungen in verschiedenen Richtungen sind durchzuführen, soweit sie in besonderen Fällen von dem zuständigen Sachverständigen zur Beurtei-lung der Schweißung für erforderlich gehalten werden.
II - Teil 3 GL
Abschnitt 2 Schweißen von Dampfkesseln Kapitel 3Seite 2–13
I

Abschnitt 3
Schweißen von Druckbehältern
Vorbemerkung:
Die folgenden Vorschriften für das Schweißen von Druckbehältern lehnen sich an die AD-Merkblätter an bzw. übernehmen diese. Nach Abstimmung mit dem GL können für die Herstellung und Prüfung von ge-schweißten Druckbehältern auch andere Regelwerke z.B. ASME Boiler and Pressure Vessel Code, Section VIII - unter sinngemäßer Anwendung der folgenden Vorschriften - eingesetzt werden. Siehe hierzu auch Kapitel 1, Abschnitt 1, B.1.4.
A. Allgemeines
1. Geltungsbereich
1.1 Diese Vorschriften gelten für die Herstellung und Prüfung nachfolgend genannter geschweißter Behälter und Apparate aus Stahl, die für einen inneren Betriebsdruck berechnet sind:
1.1.1 Behälter und Apparate aus unlegierten und legierten ferritischen Stählen mit Nennstreckgrenzen bis zu 380 N/mm2.
1.1.2 Behälter und Apparate aus nichtrostenden austenitischen Stählen.
1.1.3 Lade- 1 und Prozeßbehälter aus kaltzähen Stählen für den Transport von unterkühlten verflüssig-ten Gasen.
1.2 Behälter und Apparate aus anderen Werkstof-fen, die nicht unter Absatz 1.1 genannt sind, können nach vom GL anerkannten Regeln der Technik herge-stellt und geprüft werden. Als anerkannte Regel der Technik gelten z. B. die weitergehenden Anforderun-gen der AD-Merkblätter der Arbeitsgemeinschaft für Druckbehälter der Reihe HP.
1.3 Die Ausführung und die Prüfung von nach anderen Verfahren gefügter (z.B. gelöteter oder ge-klebter) Behälter und Apparaten sind zwischen dem Hersteller und der Hauptverwaltung des GL in jedem Einzelfall zu vereinbaren (siehe auch Kapitel 1, Abschnitt 1, A.1.1).
–––––––––––––– 1 Unabhängige "Typ C"-Tanks
2. Mitgeltende Vorschriften
2.1 Für die Gestaltung und Bemessung der Be-hälter und Apparate unter Druck sind die Angaben in den Bauvorschriften I, Teil 1, Kapitel 2, Abschnitt 8 mit zu beachten.
2.2 Für Ladetanks für den Transport von Chemi-kalien siehe zusätzlich in den Bauvorschriften I, Teil 1, Kapitel 7 – Chemikalientankschiffe.
2.3 Für Lade- und Prozeßbehälter für den Trans-port von unterkühlten verflüssigten Gasen siehe zu-sätzlich in den Bauvorschriften I, Teil 1, Kapitel 6 – Flüssiggastankschiffe.
3. Bewertung von Schweißnähten
3.1 Auf Zug beanspruchte Längsnähte von Druckbehältern und Apparaten, ausgenommen solcher von Ladetanks für den Transport von verflüssigten Gasen, können, wenn sie den Anforderungen des Ka-pitels 1, Abschnitte 1 und 2, sowie den Abschnitten D., E., G. und H. entsprechen, mit einem Schweißnahtfak-tor von bis zu v = 0,85 bewertet werden.
Eine Höherbewertung von bis zu v = 1,0 ist möglich, wenn an den fertigen Bauteilen Arbeitsprüfungen und zerstörungsfreie Prüfungen nach Abschnitt I.4. mit Er-folg durchgeführt worden sind.
3.2 Ladetanks für verflüssigte Gase müssen so konstruiert sein, daß deren Längsnähte mit einem Schweißnahtfaktor von mindestens v = 0,95 bewertet werden können. Eine weitere Voraussetzung ist die erfolgreiche Durchführung von Arbeitsprüfungen und zerstörungsfreien Prüfungen nach Abschnitt I.4.
Eine Höherbewertung von bis zu v = 1,0 ist möglich, wenn die Werkstoffeigenschaften, die Art der Schweißverbindungen, das Schweißverfahren und die Art der Beanspruchung dieses zulassen und der GL der Höherbewertung zugestimmt hat.
B. Zulassung von Betrieben, Schweißpersonal
1. Alle Betriebe, die Schweißarbeiten im Gel-tungsbereich dieser Vorschriften ausführen wollen, müssen die betrieblichen und personellen Anforderun-gen gemäß Kapitel 1, Abschnitt 2 erfüllen und vom GL zugelassen sein. Die Zulassung ist von den Be-
II - Teil 3 GL
Abschnitt 3 Schweißen von Druckbehältern Kapitel 3Seite 3–1
B

trieben mit den Angaben und Unterlagen gemäß Kapi-tel 1, Abschnitt 2, A.3. rechtzeitig vor Beginn der Schweißarbeiten zu beantragen.
2. Das Schweißpersonal (Schweißer und Schweißaufsichtspersonal) und ggf. Prüf- bzw. Prüf-aufsichtspersonal muß den Anforderungen gemäß Kapitel 1, Abschnitt 2, B.2., B.3. und B.4. genügen und vom GL anerkannt sein. Über Schweißerprüfun-gen siehe Kapitel 1, Abschnitt 3.
C. Qualitätskontrolle, Verantwortlichkeit
1. Der Hersteller muß dem GL Zeichnungen und Unterlagen zur Prüfung einreichen, die mindes-tens folgende Angaben enthalten:
– die vorgesehenen Werkstoffe und Schweißzu-sätze
– das Schweißverfahren, die Nahtlage und die Nahtform
– die Art der Wärmebehandlung, falls erforderlich
– der zulässige Betriebsüberdruck
– die Berechnungstemperatur bzw. bei Behältern aus kaltzähen Stählen die niedrigste Entwurfs-temperatur
– die Betriebstemperatur
– der Prüfüberdruck
– der der Berechnung zugrunde gelegte Schweiß-nahtfaktor
– die Art und der Umfang der zerstörungsfreien Prüfungen
– die Art und der Umfang der Arbeitsprüfungen.
2. Sind aufgrund unzureichender oder fehlender Angaben in den Fertigungsunterlagen (z. B. Werk-stattzeichnungen) Güte bzw. Funktionsfähigkeit eines Bauteils nicht gewährleistet oder bestehen Zweifel hieran, so kann der GL entsprechende Verbesserungen verlangen.
3. Die Betriebe müssen durch eigene regelmä-ßige Qualitätskontrollen während der laufenden Ferti-gung und nach Abschluß der Schweißarbeiten sicher-stellen, daß diese fachgerecht und einwandfrei ausge-führt werden (vergl. dazu Kapitel 1, Abschnitt 1, F.). Über die Aufgaben und Verantwortung der Schweiß-aufsicht siehe auch in EN 719/ISO 14731.
4. Die Betriebe sind dafür verantwortlich, daß die Schweißarbeiten diesen Vorschriften, den geneh-migten Ausführungsunterlagen, eventuellen Auflagen aus den Zulassungen, sowie dem Stand der Schweiß-technik entsprechen. Die durch den GL-Besichtiger
vorzunehmenden Besichtigungen und Prüfungen ent-binden die Betriebe nicht von dieser Verantwortung.
5. Hinsichtlich der Qualitätskontrollen und Verantwortlichkeiten bei der Vergabe von Unterauf-trägen an selbständige Zweig- oder Zulieferbetriebe wie auch an im Betrieb tätige, selbst zugelassene oder nicht selbst zugelassene Fremdfirmen (sog. Werkver-tragsfirmen) siehe Kapitel 1, Abschnitt 1, F. Die Ver-gabe von Unteraufträgen bzw. der Einsatz von Leih-kräften ist dem GL mitzuteilen.
6. Der Umfang der notwendigen Qualitätskon-trollen richtet sich nach dem jeweiligen Bauobjekt. Es ist aber in jedem Falle sicherzustellen, daß die vorge-sehenen Werkstoffe, Schweißzusätze und -hilfsstoffe verwendet werden und Nahtvorbereitung, Zusammen-bau, Durchführung der Heft- und Schweißarbeiten sowie Maßhaltigkeit und Vollständigkeit der Schweißverbindungen den Anforderungen nach 3. genügen. Über die zerstörungsfreien Prüfungen der Schweißnahtverbindungen und durchzuführenden Arbeitsprüfungen siehe unter I.
7. Nach betriebsseitiger Kontrolle und ggf. Nachbesserung sind die Bauteile dem Besichtiger des GL in zweckmäßigen Bauabschnitten gut zugänglich und in der Regel ungestrichen zur Überprüfung vorzu-stellen. Der Besichtiger kann unzureichend vorkon-trollierte Bauteile zurückweisen und eine erneute Vorstellung nach erfolgreicher betriebsseitiger Kon-trolle und, falls erforderlich, Nachbesserung verlan-gen.
8. Der GL übernimmt keine Gewähr dafür, daß die von seinen Besichtigern im vorgeschriebenen Umfang (in der Regel stichprobenweise) geprüften Bauteile bzw. Schweißverbindungen in ihrer Gesamt-heit bedingungsgemäß hergestellt worden sind und in allen Teilen den Anforderungen entsprechen. Bauteile oder Schweißverbindungen, die sich später als man-gelhaft erweisen, können trotz vorangegangener Ab-nahmeprüfung zurückgewiesen bzw. es kann ihre Nachbesserung verlangt werden.
D. Werkstoffe, Schweißeignung
1. Die Werkstoffe müssen entsprechend dem Verwendungszweck gewählt werden, wobei die me-chanischen und thermischen Beanspruchungen zu berücksichtigen sind. Die Werkstoffe müssen bei werkstoffgerechter Weiterverarbeitung in ihren Eigen-schaften den Betriebsbeanspruchungen genügen.
2. Für Schweißkonstruktionen dürfen nur Grundwerkstoffe mit nachgewiesener Schweißeignung eingesetzt werden. Die vorgesehenen Werkstoffe
Kapitel 3 Seite 3–2
Abschnitt 3 Schweißen von Druckbehältern II - Teil 3GL
D

müssen den Anforderungen in den zutreffenden Ab-schnitten des Teil 1, Metallische Werkstoffe, Kapi-tel 2, entsprechen. Andere, vergleichbare Werkstoffe dürfen nur nach Zustimmung des GL in jedem Einzel-fall verwendet werden.
3. Werkstoffe für Lade- und Prozeßbehälter für verflüssigte Gase müssen darüber hinaus noch die Anforderungen an die Kerbschlagarbeit bei vorge-schriebener Prüftemperatur erfüllen, vgl. auch Tabelle 3.3.
E. Schweißzusätze und -hilfsstoffe
1. Die Schweißzusätze und -hilfsstoffe müssen eine für den Grundwerkstoff, die Betriebstemperatur und die Betriebsbedingungen geeignete Schweißver-bindung ermöglichen. Die Eignung der Schweißzusät-ze muß auch unter den Bedingungen einer Weiterver-arbeitung und Wärmebehandlung nachgewiesen sein.
2. Alle verwendeten Schweißzusätze und -hilfs-stoffe (z. B. Stabelektroden, Draht-Gas-Kombina-tionen, Draht-Pulver-Kombinationen usw.) müssen vom GL nach Kapitel 1, Abschnitt 5 zugelassen sein. Sie können jedoch auch zusammen mit dem Schweiß-verfahren geprüft und, auf den Anwenderbetrieb be-schränkt, anerkannt werden (siehe hierzu auch Kapitel 1, Abschnitt 4, B.3.2 und Abschnitt 5, A.1.4).
3. Schweißzusätze für kaltzähe Stähle müssen darüber hinaus die Anforderungen an die Kerbschlag-arbeit im Schweißgut bei den vorgeschriebenen Prüf-temperaturen erfüllen, vgl. auch Tabelle 3.3.
4. Müssen in besonderen Fällen artfremde Schweißzusätze verwendet werden, deren Schweißgut eine geringere Festigkeit als die des Grundwerkstoffes ergibt, z. B. beim Schweißen von 9%-Nickelstahl mit austenitischen Zusätzen, muß dieses bei der Berech-nung der Behälter mit berücksichtigt werden.
5. In einer Verfahrenszulassung (vgl. F.3.5) mit Hersteller- und/oder Markennamen angegebene Schweißzusätze und -hilfsstoffe dürfen nur dann durch andere gleichwertige, mit entsprechendem Gütegrad vom GL zugelassene ersetzt werden, wenn dies in der jeweiligen Zulassung ausdrücklich vermerkt wurde. Anderenfalls ist hierüber eine Abstimmung mit dem GL herbeizuführen.
6. Die Schweißzusätze und -hilfsstoffe dürfen nur in den zugelassenen Schweißpositionen eingesetzt werden. Die Empfehlungen und Hinweise der Herstel-
ler für das Verschweißen (z. B. Stromart und Polung) sind zu beachten.
7. Die Schweißzusätze und -hilfsstoffe (insbe-sondere die wasserstoffkontrollierten, basisch umhüll-ten Stabelektroden und basischen Schweißpulver) sind vor dem Gebrauch entsprechend den Herstellervor-schriften rückzutrocknen (Maximaltrockenzeit beach-ten!) und am Arbeitsplatz trocken (in beheizten Kö-chern o. ä.) aufzubewahren.
Hinweis:
Detaillierte Hinweise hierzu enthalten auch das Merkblatt DVS 0504 „Transport, Lagerung und Rück-trocknung umhüllter Stabelektroden“ und die Richtli-nie DVS 0914 „Verarbeitung und Lagerung von Schweißpulvern für das Unterpulver- und das Elektro-schlackeschweißen“ des Deutschen Verbandes für Schweißtechnik e.V.
F. Verfahrsprüfungen
Vorbemerkung:
Verfahrensprüfungen sind im Gegensatz zu früheren Ausgaben der Vorschriften nach EN 288 bzw. ISO 9956 durchzuführen. Dieser Absatz beinhaltet im wesentlichen die für das Schweißen von Druckbehäl-tern zu beachtenden zusätzlichen Forderungen zur EN 288-3 bzw. ISO 9956-3.
1. Allgemeines
Es dürfen nur solche Schweißverfahren eingesetzt werden, deren einwandfreie betriebliche Handhabung und ausreichende Gütewerte unter Fertigungsbedin-gungen im Anwenderbetrieb in einer Verfahrensprü-fung nachgewiesen worden sind. Die allgemeinen Anforderungen gemäß Kapitel 1, Abschnitt 4 sind zu beachten. Die Schweißverfahren müssen vom GL für den jeweiligen Betrieb zugelassen worden sein.
2. Schweißen der Prüfstücke, Schweißanwei-sung (WPS)
2.1 Für das Schweißen der Prüfstücke ist vom Betrieb eine vorläufige "Hersteller"-Schweißanwei-sung (pWPS) nach EN 288-2 bzw. ISO 9956-2 zu erstellen (siehe Kapitel 1, Anhang D). Darin sind alle wesentlichen Parameter festzulegen, die für die Ferti-gung benötigt werden.
2.2 Aus den vom Hersteller namentlich zu be-nennenden Schweißern wählt der GL-Sachverständige die Schweißer für das Schweißen der Prüfstücke aus.
II - Teil 3 GL
Abschnitt 3 Schweißen von Druckbehältern Kapitel 3Seite 3–3
F

2.3 Für die Herstellung der Prüfstücke sind Werkstoffe zu verwenden, deren Eigenschaften ent-sprechend den Anforderungen nach Teil 1, Metalli-sche Werkstoffe, Kapitel 2 belegt sind. Eine Vor- oder Nachbehandlung der Prüfstücke durch Vorwärmen, Glühen oder dergleichen ist nur zulässig, wenn diese fertigungsmäßig für die Werkstoffe vorgesehen ist.
2.4 Es müssen die in der Fertigung vorkommen-den Nahtarten und Schweißpositionen in der Verfah-rensprüfung nachgewiesen werden.
2.5 Die Form und die Maße der Prüfstücke sind der EN 288-3/ISO 9956-3 zu entnehmen oder - soweit zutreffend - in den Absätzen 2.6 und 2.7 festgelegt.
2.6 Für Ladebehälter für den Transport verflüs-sigter Gase sind die Blechprüfstücke nach Abb. 3.1 auszuführen.
2.7 Für das Schweißen von Kehlnähten an Behäl-tern für den Transport verflüssigter Gase sind herzu-stellen:
– je ein Kehlnahtprüfstück von ca. 300 mm Länge von jeder Schweißposition, siehe Abb. 3.2
– je ein ca. 300 mm langes Y-Prüfstück der Ver-bindung Mittellängsschott mit den Behälterwan-dungen von jeder Schweißposition, siehe Abb. 3.3 (soweit zutreffend, z. B. bei Bilobe-Tanks).
B Z Z BBB
KM KS G ZSch
Rest füretwaige
Ersatzproben
~ 600
KS+1 KS+3 KS+5
Abb. 3.1 Prüfstück für Ladebehälter
��������� ����
����� �����
����
�
�������� ���
Abb. 3.2 Kehlnahtprüfstück
Kapitel 3 Seite 3–4
Abschnitt 3 Schweißen von Druckbehältern II - Teil 3GL
F

~150
~20
0
2 Makrogefügeproben
Länge desPrüfstückes ≥ 300 mm
Abb. 3.3 Y-Prüfstück
3. Prüfgrundlagen, Abgrenzung des Gel-tungsbereichs
Die Feststellung der Eignung des Schweißverfahrens erfolgt nach EN 288/ ISO 9956 Teil 1 Abschnitt 5.1.1 durch Schweißverfahrensprüfungen, für Stahl nach EN 288/ ISO 9956 Teil 3.
Die Prüfung gilt innerhalb der in den Absätzen 3.1 bis 3.7 behandelten Grenzen.
Der Geltungsbereich der Verfahrensprüfung wird vom GL schriftlich festgelegt. Bei Abweichungen ist eine Ergänzungsprüfung erforderlich, über deren Umfang der GL entscheidet. Arbeitsprüfungen können als Ergänzungsprüfungen anerkannt werden.
3.1 Werkstoffgruppen
Über die Gruppeneinteilung nach EN 288/ISO 9956 Teil 3, Abschnitt 8.3.1.1, Tabelle 3 hinaus ist folgen-des zu beachten:
a) Für Werkstoffe, die besonderen Korrosionsbe-dingungen (z.B. Laugenrißbeständigkeit) genü-gen müssen, sind die Verfahrensprüfungen dar-auf abzustimmen.
b) Eine Verfahrensprüfung an beruhigten Stählen in der Gruppe 1 gilt nicht für unberuhigte Stäh-le, es sei denn, sie wurden mit basisch umhüllten Stabelektroden oder Draht-Pulver-Kombina-tionen mit basischem Pulver geschweißt.
c) Ergänzend zu EN 288/ ISO 9956 Teil 3, Tabelle 4 werden noch folgende weitere Werkstoffkom-binationen unter folgenden Bedingungen zuge-lassen, siehe Tabelle 3.1.
d) Abweichend von EN 288/ISO 9956 Teil 3, Ta-belle 4 schließt eine vorhandene Verfahrensprü-fung für die Mischverbindung 9 geschweißt mit 2 nicht die Mischverbindung 9 geschweißt mit 3 ein.
e) Der GL kann, z.B. je nach Werkstoffzusammen-setzung und/oder Art der erforderlichen Nach-behandlung, den Geltungsbereich auch auf den bei der Verfahrensprüfung verwendeten Grund-werkstoff einschränken.
f) Für Werkstoffe von Lade- und Prozeßbehälter für verflüssigte Gase gilt die Prüfung nur für die überprüfte Stahlsorte.
3.2 Schweißprozeß
Die Anerkennung gilt nur für den Schweißprozeß, der in der Schweißverfahrensprüfung angewendet wurde.
3.3 Gasschmelzschweißen
Beim Gasschmelzschweißen gilt eine an der Wanddi-cke t abgelegte Prüfung für den Wanddickenbereich 0,75 t bis 1,25 t.
3.4 Schweißbedingungen
Verfahrensprüfungen für Mehrlagenschweißungen gelten nicht für Einlagenschweißungen.
Tabelle 3.1
Vorhandene Verfahrensprüfung für eine Stahlgruppe oder Mischverbindung Geeignet für folgende Mischverbindungen
5 (10CrMo9-10) geschweißt mit 4 4 geschweißt mit 5 (13CrMo4-5) 4 geschweißt mit 1 4 geschweißt mit 2 (Re < 430 N/mm2)
5 5 geschweißt mit 1 5 geschweißt mit 2
6 geschweißt mit 4 6 geschweißt mit 5 6 geschweißt mit 2 6 geschweißt mit 1
II - Teil 3 GL
Abschnitt 3 Schweißen von Druckbehältern Kapitel 3Seite 3–5
F

3.5 Schweißzusätze und -hilfsstoffe
Die Regelung nach EN 288/ISO 9956 Teil 3, Ab-schnitt 8.4.5 entfallen, wenn für den verwendeten typgleichen Schweißzusatz eine GL-Zulassung vorliegt, die den Geltungsbereich der Verfahrens-prüfung erfaßt (vgl. E.5.).
3.6 Wärmebehandlung
Die Verfahrensprüfung gilt für den bei der Prüfung vorliegenden Wärmebehandlungszustand. Die Wärmebehandlung des Prüfstückes ist so durchzu-führen, daß ein vergleichbarer Wärmebehandlungs-zustand wie am Bauteil erreicht wird.
3.7 Sonderfälle
Für Sonderfälle, z. B. Sickennähte, Schweißen plattierter Stähle, Bolzenschweißungen, sowie für schwierige Ausbesserungen im Zuge der Fertigung an schweißempfindlichen Stählen, sind auf diese Fälle abgestimmte Verfahrensprüfungen erforder-lich. Die notwendigen Prüfungen und der Gel-tungsbereich werden vom GL in jedem Einzelfall festgelegt.
4. Prüfungen, Prüfumfang
4.1 Die Prüfung umfaßt sowohl die zerstö-rungsfreie als auch die zerstörende Prüfung und ist entsprechend EN 288/ISO 9956 Teil 3, Abschnitt 7 durchzuführen.
Abweichend von EN 288/ISO 9956 Teil 3, Ab-schnitt 7.1 und Tabelle 1 sind folgende Proben zusätzlich den Prüfstücken zu entnehmen:
a) Eine Schweißgutzugprobe mit 10 mm Durchmesser und L0 = 5 d bei Prüfstücken mit einer Dicke über 20 mm bei Werkstoffen, für die eine Beeinflussung des Schweißgutes durch die Schweißverbindungen wesentlich sein kann.
Dies gilt für Stähle der Werkstoffgruppen 2 (nur warmfeste Stähle), 4 und 6. Diese Prü-fung ist auch bei der Werkstoffgruppe 7 durchzuführen, wenn eine Wärmebehandlung nach dem Schweißen vorgesehen ist.
b) Kerbschlagproben bei Wanddicken über 5 mm je Schweißposition immer aus der Mit-te des Schweißgutes.
c) Bei den Werkstoffgruppen 2, 4, 5, 6, 7 und 9 (Deltaferritanteil im Schweißgut ≤ 3 %) und Wanddicken ≥ 10 mm je Schweißposition auch Kerbschlagproben aus dem Schweiß-nahtübergang.
d) Mikroschliff bei legierten Stählen 2. Die Ge-fügeausbildung ist zu beschreiben und durch Bilder zu belegen.
e) Schweißgutanalyse bei legierten Stählen 2.
f) Aus den Blechprüfstücken für Ladebehälter für den Transport verflüssigter Gase sind - entgegen Absatz b) und c) - immer je 3 Kerbschlagbiegeproben, Kerb senkrecht zur Blechoberfläche, aus Schweißgutmitte (KM), Übergang (Schmelzlinie KS) sowie 1, 3 und 5 mm neben der Schmelzlinie in der Wär-meeinflußzone (KS+1, KS+3, KS+5) zu ent-nehmen, siehe Abb. 3.1.
5. Prüfanforderungen
Die Unregelmäßigkeiten im Prüfstück müssen in den festgelegten Grenzen der Bewertungsgruppe B nach EN 25817/ISO 5817 liegen, ausgenommen sind die folgenden Unregelmäßigkeiten: zu große Nahtüberhöhung (Stumpf- und Kehlnaht), zu große Wurzelüberhöhung und zu große Kehlnahtdicke, für die Bewertungsgruppe C gilt.
Für die mechanisch-technologischen Prüfungen gilt Tabelle 3.2. Die Anforderungen an die Kerbschlag-arbeit für Lade- und Prozeßbehälter für verflüssigte Gase sind aus Tabelle 3.3 zu entnehmen.
6. Aufbewahrung der Proben
Die geprüften Proben und die restlichen Teile der Prüfstücke sind bis zur Ausstellung der Bescheini-gung über die Verfahrensprüfung aufzubewahren (siehe auch Kapitel 1, Abschnitt 4, C.3.).
7. Gültigkeitsdauer, Verlängerung von Verfahrensprüfungen
Die Gültigkeitsdauer einer Verfahrensprüfung be-trägt im allgemeinen 1 Jahr, wenn sich die Voraus-setzungen unter denen sie erteilt wurde, nicht nen-nenswert verändert haben. Sie kann durch regelmä-ßige Arbeitsprüfungen (siehe Absatz I.4.) aufrecht-erhalten werden.
Außer den Arbeitsprüfungen und Prüfung der ge-schweißten Bauteile (siehe Absatz I.) können unter bestimmten Voraussetzungen auch zerstörungsfreie Prüfungen zur Aufrechterhaltung der Gültigkeits-dauer vom GL anerkannt werden.
Wird die Fertigung von Druckbehältern oder Druckbehälterteilen länger als 1 Jahr unterbrochen, so ist die Verfahrensprüfung zu wiederholen.
–––––––––––––– 2 Einteilung der Stahlsorten (unlegiert und legiert), siehe
EN 10020.
Kapitel 3 Seite 3–6
Abschnitt 3 Schweißen von Druckbehältern II - Teil 3GL
F
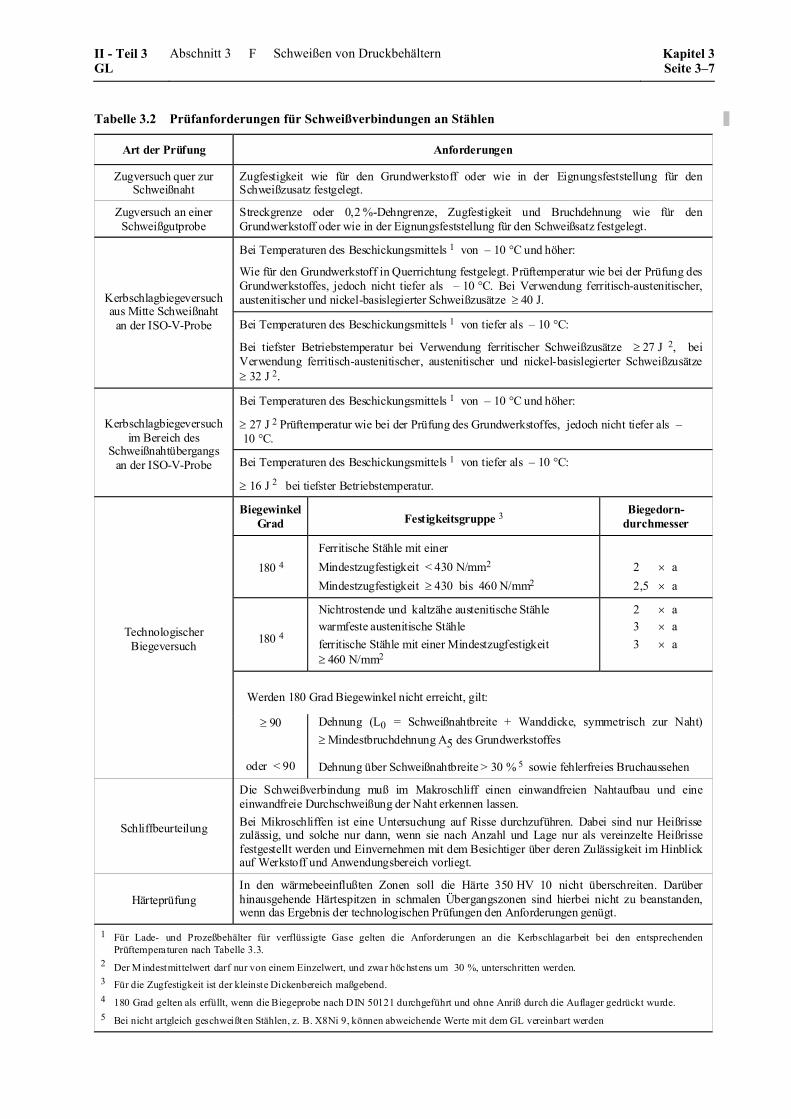
Tabelle 3.2 Prüfanforderungen für Schweißverbindungen an Stählen
Art der Prüfung Anforderungen
Zugversuch quer zur Schweißnaht
Zugfestigkeit wie für den Grundwerkstoff oder wie in der Eignungsfeststellung für den Schweißzusatz festgelegt.
Zugversuch an einer Schweißgutprobe
Streckgrenze oder 0,2 %-Dehngrenze, Zugfestigkeit und Bruchdehnung wie für den Grundwerkstoff oder wie in der Eignungsfeststellung für den Schweißsatz festgelegt.
Bei Temperaturen des Beschickungsmittels 1 von – 10 °C und höher:
Wie für den Grundwerkstoff in Querrichtung festgelegt. Prüftemperatur wie bei der Prüfung des Grundwerkstoffes, jedoch nicht tiefer als – 10 °C. Bei Verwendung ferritisch-austenitischer, austenitischer und nickel-basislegierter Schweißzusätze ≥ 40 J. Kerbschlagbiegeversuch
aus Mitte Schweißnaht an der ISO-V-Probe Bei Temperaturen des Beschickungsmittels 1 von tiefer als – 10 °C:
Bei tiefster Betriebstemperatur bei Verwendung ferritischer Schweißzusätze ≥ 27 J 2, bei Verwendung ferritisch-austenitischer, austenitischer und nickel-basislegierter Schweißzusätze ≥ 32 J 2.
Bei Temperaturen des Beschickungsmittels 1 von – 10 °C und höher:
≥ 27 J 2 Prüftemperatur wie bei der Prüfung des Grundwerkstoffes, jedoch nicht tiefer als – 10 °C.
Kerbschlagbiegeversuch im Bereich des
Schweißnahtübergangs an der ISO-V-Probe Bei Temperaturen des Beschickungsmittels 1 von tiefer als – 10 °C:
≥ 16 J 2 bei tiefster Betriebstemperatur.
Biegewinkel Grad Festigkeitsgruppe 3
Biegedorn- durchmesser
180 4 Ferritische Stähle mit einer Mindestzugfestigkeit < 430 N/mm2 Mindestzugfestigkeit ≥ 430 bis 460 N/mm2
2 × a 2,5 × a
180 4
Nichtrostende und kaltzähe austenitische Stähle warmfeste austenitische Stähle ferritische Stähle mit einer Mindestzugfestigkeit ≥ 460 N/mm2
2 × a 3 × a 3 × a
Werden 180 Grad Biegewinkel nicht erreicht, gilt:
≥ 90 Dehnung (L0 = Schweißnahtbreite + Wanddicke, symmetrisch zur Naht) ≥ Mindestbruchdehnung A5 des Grundwerkstoffes
Technologischer Biegeversuch
oder < 90 Dehnung über Schweißnahtbreite > 30 % 5 sowie fehlerfreies Bruchaussehen
Schliffbeurteilung
Die Schweißverbindung muß im Makroschliff einen einwandfreien Nahtaufbau und eine einwandfreie Durchschweißung der Naht erkennen lassen. Bei Mikroschliffen ist eine Untersuchung auf Risse durchzuführen. Dabei sind nur Heißrisse zulässig, und solche nur dann, wenn sie nach Anzahl und Lage nur als vereinzelte Heißrisse festgestellt werden und Einvernehmen mit dem Besichtiger über deren Zulässigkeit im Hinblick auf Werkstoff und Anwendungsbereich vorliegt.
Härteprüfung In den wärmebeeinflußten Zonen soll die Härte 350 HV 10 nicht überschreiten. Darüber hinausgehende Härtespitzen in schmalen Übergangszonen sind hierbei nicht zu beanstanden, wenn das Ergebnis der technologischen Prüfungen den Anforderungen genügt.
1 Für Lade- und Prozeßbehälter für verflüssigte Gase gelten die Anforderungen an die Kerbschlagarbeit bei den entsprechenden Prüftempera turen nach Tabelle 3.3.
2 Der Mindestmittelwert darf nur von einem Einzelwert, und zwar höchstens um 30 %, unterschritten werden. 3 Für die Zugfestigkeit ist der kleinste Dickenbereich maßgebend. 4 180 Grad gelten als erfüllt, wenn die Biegeprobe nach DIN 50121 durchgeführt und ohne Anriß durch die Auflager gedrückt wurde. 5 Bei nicht artgleich geschweißten Stählen, z. B. X8Ni 9, können abweichende Werte mit dem GL vereinbart werden
II - Teil 3 GL
Abschnitt 3 Schweißen von Druckbehältern Kapitel 3Seite 3–7
F
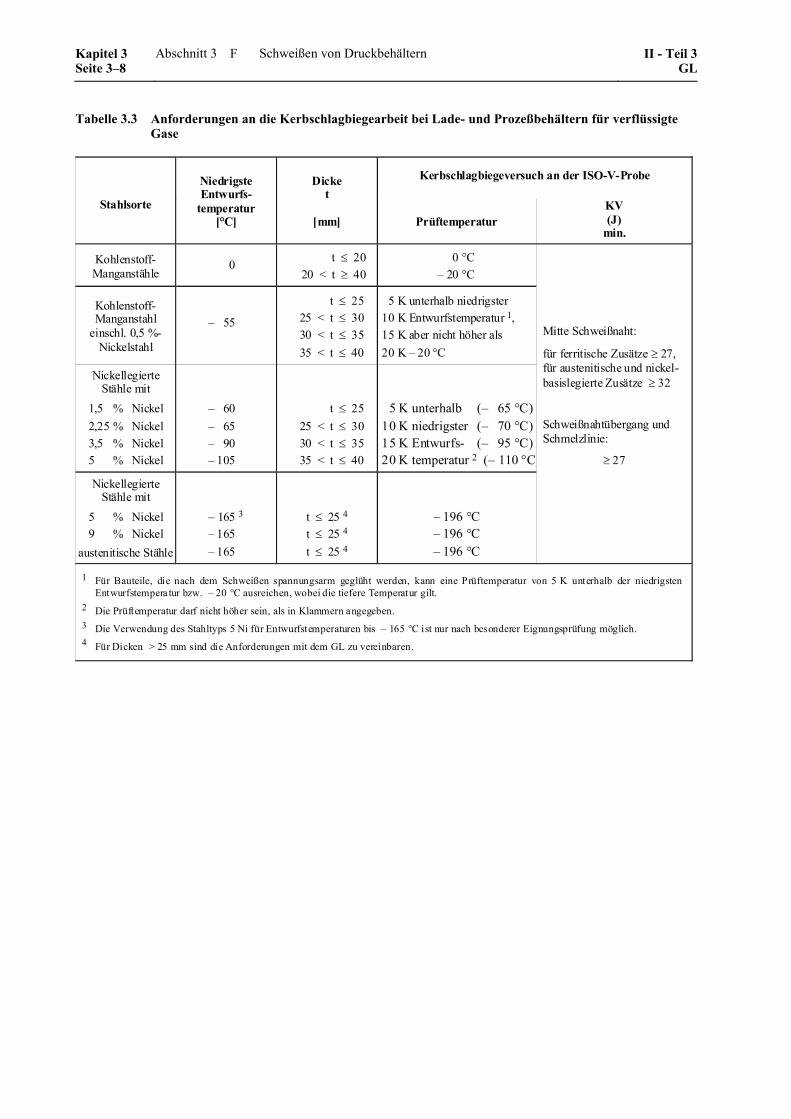
Tabelle 3.3 Anforderungen an die Kerbschlagbiegearbeit bei Lade- und Prozeßbehältern für verflüssigte Gase
Kerbschlagbiegeversuch an der ISO-V-Probe
Stahlsorte
Niedrigste Entwurfs-
temperatur [°C]
Dicke t
[mm] Prüftemperatur KV (J)
min.
Kohlenstoff- Manganstähle
0 t ≤ 20 20 < t ≥ 40
0 °C – 20 °C
Kohlenstoff-Manganstahl
einschl. 0,5 %-Nickelstahl
– 55
t ≤ 25 25 < t ≤ 30 30 < t ≤ 35 35 < t ≤ 40
5 K unterhalb niedrigster 10 K Entwurfstemperatur 1, 15 K aber nicht höher als 20 K – 20 °C
Nickellegierte Stähle mit
1,5 % Nickel 2,25 % Nickel 3,5 % Nickel 5 % Nickel
– 60 – 65 – 90 – 105
t ≤ 25 25 < t ≤ 30 30 < t ≤ 35 35 < t ≤ 40
5 K unterhalb (– 65 °C)10 K niedrigster (– 70 °C)15 K Entwurfs- (– 95 °C)20 K temperatur 2 (– 110 °C)
Nickellegierte Stähle mit
5 % Nickel 9 % Nickel austenitische Stähle
– 165 3 – 165 – 165
t ≤ 25 4 t ≤ 25 4 t ≤ 25 4
– 196 °C – 196 °C – 196 °C
Mitte Schweißnaht:
für ferritische Zusätze ≥ 27, für austenitische und nickel-basislegierte Zusätze ≥ 32
Schweißnahtübergang und Schmelzlinie:
≥ 27
1 Für Bauteile, die nach dem Schweißen spannungsarm geglüht werden, kann eine Prüftemperatur von 5 K unterhalb der niedrigsten Entwurfstempera tur bzw. – 20 °C ausreichen, wobei die tiefere Temperatur gilt.
2 Die Prüftemperatur darf nicht höher sein, als in Klammern angegeben. 3 Die Verwendung des Stahltyps 5 Ni für Entwurfstemperaturen bis – 165 °C ist nur nach besonderer Eignungsprüfung möglich. 4 Für Dicken > 25 mm sind die Anforderungen mit dem GL zu vereinbaren.
Kapitel 3 Seite 3–8
Abschnitt 3 Schweißen von Druckbehältern II - Teil 3GL
F
G. Schweißtechnische Ausführung
1. Die Schweißnähte müssen über den ganzen Querschnitt einwandfrei durchgeschweißt sein und dürfen keine Risse oder Bindefehler aufweisen. Sie müssen, soweit durchführbar, an der Wurzelseite aus-gearbeitet und gegengeschweißt sein.
Werden bei Rundnähten Einlegeringe verwendet, müssen diese nach dem Schweißen wieder entfernt werden. Hiervon kann bei kleinen Behältern, deren Innenseite nicht mehr zugänglich ist, abgesehen wer-den.
2. Beim Verschweißen von Blechen gleicher Dicke darf der Kantenversatz die folgenden Werte nicht überschreiten:
– bei beidseitig geschweißten Nähten: 0,15 × Blechdicke [mm], jedoch höchstens 3 mm
– bei einseitig geschweißten Nähten: 0,10 × Blechdicke [mm], jedoch höchstens 2 mm.
Bei Behältern aus plattierten Blechen kann abhängig von der Dicke der Auflage ein geringerer Kantenver-satz erforderlich sein.
3. Beim Verschweißen von Blechen mit einem Dickenunterschied von mehr als 20 % oder mehr als 3 mm ist das dickere Blech unter einem Winkel von höchstens 30° auf die Dicke des dünneren Bleches abzuschrägen.
4. Bei mehrschüssigen Mänteln sind die Längs-nähte gegeneinander zu versetzen. Als Richtwert gilt ein Versatz von 4 × Blechdicke, mindestens aber von 100 mm.
5. Überlappte Verbindungen mit Kehlnähten von Mantelschüssen, Böden und Rohren untereinander sind nur in Einzelfällen als Rundnähte bis zu einer Wanddicke von 8 mm zulässig, wenn beide Seiten der Überlappung verschweißt werden, jedoch nicht für Lade- und Prozeßbehälter für verflüssigte Gase.
6. Eckschweißungen und ähnliche Schweißver-bindungen, die bei ungünstigen Herstellungs- oder Betriebsbedingungen erheblichen Biegebeanspru-chungen unterliegen, sind nur zulässig, wenn der GL gegen die Ausführungsart keinen Einwand erhebt.
7. Bohrungen und Ausschnitte in oder dicht neben Schweißnähten, insbesondere Längsnähten, sind möglichst zu vermeiden.
8. Die Stumpfnahtverbindungen druckführender Wandungen dürfen nicht von den Kehlnähten von Anschweißteilen gekreuzt werden. Läßt sich eine Kreuzung von Anschweißteilen mit Behälternähten
nicht vermeiden, sind die Anschweißteile im Bereich der Behälter-Stumpfnähte mit genügend großen Aus-sparungen zu versehen.
9. Die Nahtvorbereitung für Schweißverbindun-gen zwischen der Behälterwand und Domen sowie zwischen den Domen und den entsprechenden Stutzen ist nach anerkannten Normen durchzuführen.
Alle Schweißungen an Stutzen, Domen und anderen Durchdringungen des Druckbehälters und alle Schweißungen zwischen Flanschen und Behälter oder Stutzen müssen einen vollen Schweißanschluß über die ganze Wanddicke des Behälters bzw. des Stutzens erhalten.
Abweichend hiervon dürfen bei Zustimmung des GL bei Stutzen im Dom mit kleinen Durchmessern ande-re, nicht voll durchgeschweißte Verbindungen gewählt werden.
10. Lager, Tankbefestigungen und andere An-schweißteile, die Kräfte in die Behälterwände einleiten können, sind durch ausreichend bemessene Dopp-lungsplatten oder Zwischenstücke mit der Behälter-wand zu verbinden.
11. Kehlnähte von Stutzen, Tankversteifungen und von Anschweißteilen, die Kräfte in die Behälter-wandungen einleiten können, sind als Mehrlagen-schweißungen auszuführen.
12. Dopplungsbleche, Flansche, Halterungen, Tragösen und andere Anschweißteile müssen der Kontur des Behälters angepaßt sein. Alle Teile müssen vor einer Wärmebehandlung und vor der Druckprobe angeschweißt sein. Hiervon ausgenommen werden können Teile, die nachträglich an Dopplungen oder Zwischenstücken angebracht werden.
13. Schweißen von Bauteilen aus ferritischen Stählen in kaltumgeformten Bereichen, bei denen die Reckung der äußeren Faser 5 % überschritten hat (bei zylindrischen Schüssen Dm < 20 × s), ist nur zulässig, wenn der Einfluß der Kaltumformung durch eine geeignete Wärmebehandlung beseitigt wurde.
Hierfür ist im allgemeinen Normalglühen oder Vergü-ten erforderlich. Hiervon kann abgewichen werden, wenn der Nachweis erbracht wird, daß die Werkstoff-eigenschaften im Hinblick auf die Verwendung nicht mehr als unerheblich beeinträchtigt werden.
14. Jede Schweißnaht an einem Druckbehälterteil ist so zu kennzeichnen, daß ihre Lage erkennbar bleibt und die Schweißer jederzeit ermittelt werden können. Beides kann entweder durch Stempelung der Naht oder durch Eintragungen in Zeichnungen, Schweiß-plänen oder sonstigen Aufzeichnungen nachgewiesen werden.
II - Teil 3 GL
Abschnitt 3 Schweißen von Druckbehältern Kapitel 3Seite 3–9
G
H. Wärmebehandlung nach dem Schweißen
1. Geschweißte Bauteile müssen nach dem Schweißen entsprechend den Festlegungen in den Normen oder in der GL-Zulassung wärmebehandelt werden.
1.1 Im allgemeinen besteht die Wärmebehand-lung nach dem Schweißen aus einem Spannungsarm-glühen.
1.2 Bauteile aus normalgeglühten Stahlsorten sind normalzuglühen, wenn
– die geforderten Eigenschaften der Schweißver-bindung nur durch normalisierendes Glühen er-reicht werden können oder
– das Bauteil nach dem Schweißen einer Warm-umformung unterzogen wurde, es sei denn, daß die Warmumformung innerhalb eines dem Normalglühen entsprechenden Temperaturbe-reiches beendet wurde.
1.3 Bauteile aus vergüteten Stahlsorten sind zu vergüten, wenn
– die geforderten Eigenschaften der Schweißver-bindungen nur durch Vergüten erreicht werden können oder
– das Bauteil nach dem Schweißen einer Warm-umformung unterzogen wurde.
Wenn bei luftvergüteten Stahlsorten die Warmumfor-mung für das Bauteil im ganzen unter den Bedingun-gen für das Normalglühen durchgeführt wurde, genügt ein Anlassen.
1.4 Ladebehälter für verflüssigte Gase aus Koh-lenstoff-Manganstählen oder 0,5 %-Nickelstählen für Entwurfstemperaturen unter – 10 °C sind spannungs-arm zu glühen, sofern nicht Absatz 2.4 zutrifft.
1.5 Bei hochlegierten Stählen mit ferritischem oder austenitischem Gefügecharakter und kaltzähen nickellegierten Stählen mit Ausnahme des 0,5 %-Nickelstahls ist über die Notwendigkeit und die Art einer Wärmebehandlung gesondert zu entscheiden (siehe hierzu auch Kapitel 2, Abschnitt 3, E.).
2. Mit Ausnahme der Behälter nach Absatz 1.4 kann von einer Wärmebehandlung nach dem Schwei-ßen abgesehen werden, wenn die nachstehenden Fest-legungen zutreffen:
2.1 Die Werkstoffe müssen sich vor dem Schweißen in dem in den Normen oder in der GL-Zulassung vorgesehenen Wärmebehandlungszustand befinden. Diese Bedingung gilt auch als erfüllt, wenn der erforderliche Wärmebehandlungszustand erst während des weiteren Fertigungsganges erreicht wird.
2.2 Die Nennwanddicke darf an den Nahtstößen höchstens 30 mm betragen.
2.3 Grundwerkstoff (Schmelzanalyse) und Schweißgut dürfen in ihrer chemischen Zusammenset-zung die folgenden Gehalte nicht überschreiten:
C 0,22 %, Si 0,50 %, Mn 1,40 %,
Cr 0,30 %, Cu 0,30 %, Mo 0,50 %,
Ni 0,30 %, V 0,20 %,
wobei außerdem folgende Bedingungen zu erfüllen sind:
Cr + Ni ≤ 0,30 % und Mn + Mo + V ≤ 1,6 %.
Abweichungen hiervon sind zulässig für Stähle, die durch besondere metallurgische Maßnahmen sprödbruchunempfindlich und härtungsunempfindlich sind. Ihre Eignung und Güteeigenschaften sind dem GL nach ausreichender Bewährung nachzuweisen. Die Stähle müssen bezüglich Sprödbruchunempfindlich-keit, Härtungsunempfindlichkeit und Schweißeignung den Stählen entsprechen, die innerhalb der vorstehen-den Analysengrenzen liegen. Im Schweißgut dürfen bei einem C-Gehalt ≤ 0,10 % der Si-Gehalt ≤ 0,75 %, der Mn-Gehalt ≤ 2,0 % und die Summe der Gehalte an Mn, Mo und V ≤ 2,5 % betragen, wenn Schweiß-zusätze verwendet werden, die ein Schweißgut mit besonders hoher Zähigkeit ergeben, z. B. durch die Verwendung von Schweißzusätzen mit basischer Charakteristik.
2.4 Wenn bei Ladebehältern für verflüssigte Gase aus Kohlenstoff-Manganstählen und 0,5 %-Nickel-stählen für Entwurfstemperaturen unter – 10 °C ein Glühen im ganzen aufgrund der Behälterabmessungen nicht möglich ist, ist nach dem Schweißen ein mecha-nisches Entspannen vorzunehmen.
Hierzu müssen Einzelteile komplizierter Gestaltung, z. B. Dome, Sümpfe, Ringe und ähnliche, die Tank-hülle durchdringende Teile, vorab an die angrenzen-den Mantel- oder Bodenbleche geschweißt und mit diesen gemeinsam spannungsarmgeglüht werden, bevor sie mit der Tankkonstruktion verbunden wer-den.
3. Werden Kohlenstoff-Manganstähle oder nickellegierte Stähle mit austenitischen Zusätzen ver-schweißt, darf nach dem Schweißen nicht geglüht werden.
4. Die Wärmebehandlung nach Absatz 1.1 bis 1.4 ist durch eine Werksbescheinigung nach EN 10204 bzw. ISO 10474 (DIN 50049) mit Angabe der Art der Wärmebehandlung, der Glühtemperatur und Glühdauer sowie der Art der Abkühlung nachzuwei-sen. Eine besondere Wärmebehandlung, z. B. Zwi-schenabkühlen nach dem Schweißen vor der Anlaßbe-handlung, muß aus der Werksbescheinigung ersicht-lich sein.
Kapitel 3 Seite 3–10
Abschnitt 3 Schweißen von Druckbehältern II - Teil 3GL
H

I. Prüfung der geschweißten Bauteile
1. Alle Behälter und Apparate sind in Gegen-wart des Besichtigers einer Wasserdruckprüfung mit dem 1,5fachen Betriebsüberdruck zu unterziehen mit der Einschränkung, daß die Beanspruchung hierbei unter Berücksichtigung der Durchmesser-Plustoleranz und Wanddicken-Minustoleranz das 0,9fache der Streckgrenze bei 20 °C nicht überschreiten darf. Aus-genommen sind hiervon Ladetanks nach Absatz H.2.4. Während der Dauer der Wasserdruckprüfung darf das Bauteil keine Undichtheit und danach keine bleibende Formänderung zeigen.
2. An den fertigen Behältern und Apparaten ist eine innere und äußere Prüfung besonders der Schweißnähte und der angrenzenden Zonen vorzu-nehmen. Die Bauteile müssen dabei eine dem Herstel-lungszustand entsprechend glatte innere und äußere Oberfläche haben, die das Erkennen von wesentlichen Oberflächenfehlern möglich macht. Behälter aus austenitischen Stählen müssen auf der Innenseite ge-beizt sein. Dabei sind durch Messungen festzustellen:
2.1 Außenumfang
Die Messungen sind abhängig von der Behälterlänge in Abständen von etwa 1 bis 2 m über die ganze Länge des Bauteils auszuführen. Aus den Messungen des Außenumfangs ist der mittlere Außendurchmesser zu errechnen. Der Außendurchmesser der Schüsse und Behälter darf nicht mehr als ± 1,5 % von dem festge-legten Soll-Außendurchmesser abweichen.
2.2 Unrundheit
Die Messungen sind in Abständen von etwa 1 bis 2 m über die ganze Länge des Bauteils auszuführen.
Die Unrundheit
( )max min
max min
2 D DU 100 %
D D⋅ −
= ⋅+
darf die nachstehenden Werte nicht überschreiten:
Tabelle 3.4
Verhältnis Wanddickezu Durchmesser
größte zulässigeUnrundheit
s/D ≤ 0,010,01 < s/D ≤ 0,1
s/D > 0,1
2,0 %1,5 %1,0 %
Bei der Ermittlung der Unrundheit sind die sich aus dem Eigengewicht ergebenden elastischen Verfor-mungen abzurechnen. Auch einzelne ein- oder ausge-beulte Stellen müssen innerhalb der Toleranzen liegen.
Als zusätzliche Forderung gilt, daß die Beulen einen flachen Verlauf haben müssen und ihre Tiefe, gemes-sen als Abweichung von der normalen Rundung bzw. von der Mantellinie, 1 % der Beulenlänge bzw. Beu-lenbreite nicht überschreitet.
2.3 Abweichung von der Geraden
Die Abweichung von der Geraden darf 0,5 % der zylindrischen Länge nicht überschreiten.
2.4 Aufdachung oder Abflachung
Die Aufdachung oder Abflachung im Bereich der Längsschweißnähte - gemessen als Abweichung von der normalen Rundung mit einer Schablonenlänge von 500 mm - darf das Maß a nicht überschreiten.
In Abhängigkeit vom Verhältnis des mittleren Durch-messers dm zu der Wanddicke s des Behälters bzw. des Schusses ergibt sich:
m
m
da 10 mm für Schüsse 40,
s
da 5 mm für Schüsse 40.
s
≤ <
≤ ≥
2.5 Wanddicke in den Nähten und in den an-grenzenden Blechzonen
Die Wanddicke im Blech muß innerhalb der für das Blech zulässigen Toleranz liegen.
3. Über die Erfüllung der Anforderungen nach Absatz 1. und 2. muß der Hersteller ein Abnahme-prüfzeugnis 3.1B nach EN 10204 bzw. ISO 10474 (DIN 50049 3.1.B) ausstellen und dem Besichtiger bei der Endabnahme der Behälter vorlegen.
4. Arbeitsprüfung
Die Arbeitsprüfung umfaßt die zerstörungsfreie Prü-fung am Bauteil und die Güteprüfung (mechanisch-technologische Prüfungen) an Prüfstücken.
4.1 Zerstörungsfreie Prüfung
Für die Durchführung der Prüfungen gilt Kapitel 2, Abschnitt 4.
4.1.1 Zerstörungsfreie Prüfungen an Ladebehäl-ter für den Transport verflüssigter Gase
4.1.1.1 Folgende Schweißnähte sind zu prüfen:
a) Alle Stumpfnähte des Druckkörpers (Mäntel, Böden, Dome, Sümpfe) sind auf ganzer Länge einer Röntgen-Durchstrahlungsprüfung zu un-terziehen. Zusätzlich sind mindestens 10 % der Nahtlänge durch eine Oberflächenrißprüfung zu untersuchen.
II - Teil 3 GL
Abschnitt 3 Schweißen von Druckbehältern Kapitel 3Seite 3–11
I
b) Kehlnähte der Verbindung Mittellängsschott-Tankhülle von Zwillingstanks oder ähnlichen Konstruktionen sind auf ganzer Länge durch Ultraschall oder, wenn dieses nicht möglich ist, durch Röntgen-Durchstrahlungsprüfung zu prü-fen. Zusätzlich sind mindestens 10 % der Naht-länge durch eine Oberflächenrißprüfung zu un-tersuchen.
c) Stumpfnahtverbindungen von Tragringen in Tanks sind zu 10 % einer Röntgen-Durch-strahlungsprüfung zu unterziehen. Bei Kehlnäh-ten zwischen Steg und Tankwand sowie Steg und Gurt sind mindestens 10 % der Nahtlänge einer Oberflächenrißprüfung zu unterziehen.
d) Alle Stumpf- bzw. Kehlnähte von Einschweiß-teilen z. B. Stutzen, Dome, Sümpfe, Ringe und von Verstärkungsblechen um Ausschnitte sind auf ganzer Länge einer Oberflächenrißprüfung zu unterziehen.
e) Kehlnähte von Anschweißteilen am Tank, die Kräfte in die Tankwand einleiten können, z. B. Tragösen, Füße, Konsolen, sind auf ganzer Län-ge einer Oberflächenrißprüfung zu unterziehen.
f) Volldurchgeschweißte Stutzen-Anschlußnähte (HV- oder K-Nähte) im Druckkörper sind durch Ultraschall- oder Durchstrahlungsprüfung zu un-tersuchen, wenn die Anschlußwanddicke am Druckkörper > 15 mm und der Stutzen-Innen-durchmesser ≥ 120 mm sind.
g) Werden Ladetanks mechanisch entspannt, sind alle Stellen mit formbedingten Spannungskon-zentrationen, wie die Nähte von Ein- oder An-schweißteilen anschließend einer Rißprüfung durch das Magnetpulver- oder Farbeindringver-fahren zu unterziehen.
4.1.1.2 Soll die Durchstrahlungsprüfung teilweise durch die Ultraschallprüfung ersetzt werden, müssen Verfahren und Umfang vom GL vorher genehmigt werden.
4.1.1.3 Unabhängig von den in Absatz 4.1.1.2 getrof-fenen Festlegungen kann der GL die Ergänzung der Durchstrahlungsprüfung durch die Ultraschallprüfung und umgekehrt vorschreiben, wenn dieses in besonde-ren Fällen als notwendig angesehen werden muß.
4.1.1.4 Die Verwendung von Isotopen (Ir 192) ist nur zulässig, wenn der Einsatz einer Röntgenröhre aus technischen Gründen nicht möglich ist.
4.1.2 Zerstörungsfreie Prüfung an Druckgeräte mit einer Schweißnahtwertigkeit v > 0,85
4.1.2.1 Folgende Nähte sind zu prüfen:
a) Bei Längsnähten sind 100 % und bei Rundnäh-ten 25 % der Nahtlänge einer Durchstrahlungs-prüfung zu unterziehen. Zusätzlich sind mindes-
tens 10 % der Nahtlänge durch eine Oberflä-chenrißprüfung zu untersuchen.
b) Alle Stumpf- bzw. Kehlnähte von Einschweiß-teilen und von Verstärkungsblechen um Aus-schnitte sind auf ganzer Länge einer Oberflä-chenrißprüfung zu unterziehen. Dies gilt auch für Anschweißteile, soweit diese Kräfte in die Behälterwand einleiten können.
c) Bei Stutzen mit einem Innendurchmesser ≥ 120 mm und einer Dicke des Anschluß-querschnittes > 15 mm sind die Anschlußnähte zu durchstrahlen oder mittels Ultraschall zu prü-fen.
4.1.2.2 Soll die Durchstrahlungsprüfung durch die Ultraschallprüfung ersetzt werden, müssen das Ver-fahren und der Prüfumfang vorher vom GL genehmigt werden. Der GL kann eine Ultraschallprüfung in Er-gänzung zu der Durchstrahlungsprüfung vorschreiben, wenn Zweifel bei der Auswertung der Durchstrah-lungsaufnahmen bestehen.
4.1.3 Zerstörungsfreie Prüfungen an Druckge-räte mit einer Schweißnahtwertigkeit v ≤ 0,85
Der Hersteller muß die Bauteile im Rahmen seiner Qualitätssicherung stichprobenweise prüfen und die Ergebnisse dem Besichtiger bei der Behälterprüfung vorlegen. Hierfür sind etwa 2 %, bei Wanddicken über 15 mm 10 % der Längsnähte einer Durchstrahlungs- bzw. Ultraschallprüfung zu unterziehen, wobei die Stoßstellen zwischen Längs- und Rundnähten mit erfaßt werden sollen.
4.1.4 Prüfkriterien
Die zerstörungsfreie Prüfung darf keine wesentlichen Mängel in der Schweißnaht erkennen lassen. Als sol-che gelten z. B. Risse, Flankenbindefehler und bei einseitig geschweißten Nähten ungenügende Durch-schweißung der Wurzel.
Die Beurteilung anderer Fehler, z. B. Poren und Schlacken ist nach anerkannten Regelwerken, z. B. AD-Merkblatt HP 5/3 oder ASME Boiler and Pressure Vessel Code, Section VIII vorzunehmen.
4.2 Güteprüfung an Prüfstücken
4.2.1 Güteprüfung für Ladebehälter für den Transport verflüssigter Gase
4.2.1.1 Bei allen Behältern für den Transport verflüs-sigter Gase ist auf je 50 m Stumpfnaht (Längs- und Rundnähte) ein Prüfstück nach Abb. 3.4 mitzuschwei-ßen. Die Prüfstücke sind dabei so anzuordnen, daß jede Schweißposition erfaßt wird. Sie sind, soweit möglich, in Verlängerung der Behälternähte anzuord-nen und in gleichem Arbeitsgang gemeinsam mit der
Kapitel 3 Seite 3–12
Abschnitt 3 Schweißen von Druckbehältern II - Teil 3GL
I
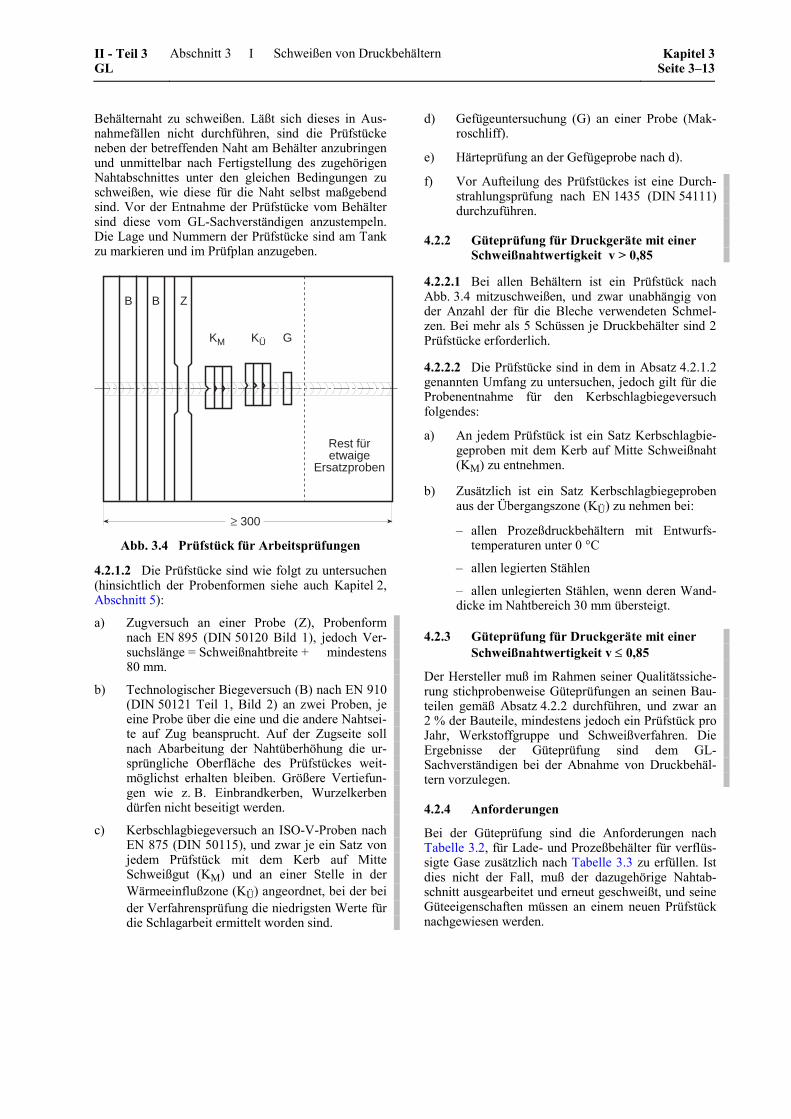
Behälternaht zu schweißen. Läßt sich dieses in Aus-nahmefällen nicht durchführen, sind die Prüfstücke neben der betreffenden Naht am Behälter anzubringen und unmittelbar nach Fertigstellung des zugehörigen Nahtabschnittes unter den gleichen Bedingungen zu schweißen, wie diese für die Naht selbst maßgebend sind. Vor der Entnahme der Prüfstücke vom Behälter sind diese vom GL-Sachverständigen anzustempeln. Die Lage und Nummern der Prüfstücke sind am Tank zu markieren und im Prüfplan anzugeben.
KM KÜ G
Rest füretwaige
Ersatzproben
ZBB
≥ 300 Abb. 3.4 Prüfstück für Arbeitsprüfungen
4.2.1.2 Die Prüfstücke sind wie folgt zu untersuchen (hinsichtlich der Probenformen siehe auch Kapitel 2, Abschnitt 5):
a) Zugversuch an einer Probe (Z), Probenform nach EN 895 (DIN 50120 Bild 1), jedoch Ver-suchslänge = Schweißnahtbreite + mindestens 80 mm.
b) Technologischer Biegeversuch (B) nach EN 910 (DIN 50121 Teil 1, Bild 2) an zwei Proben, je eine Probe über die eine und die andere Nahtsei-te auf Zug beansprucht. Auf der Zugseite soll nach Abarbeitung der Nahtüberhöhung die ur-sprüngliche Oberfläche des Prüfstückes weit-möglichst erhalten bleiben. Größere Vertiefun-gen wie z. B. Einbrandkerben, Wurzelkerben dürfen nicht beseitigt werden.
c) Kerbschlagbiegeversuch an ISO-V-Proben nach EN 875 (DIN 50115), und zwar je ein Satz von jedem Prüfstück mit dem Kerb auf Mitte Schweißgut (KM) und an einer Stelle in der Wärmeeinflußzone (KÜ) angeordnet, bei der bei der Verfahrensprüfung die niedrigsten Werte für die Schlagarbeit ermittelt worden sind.
d) Gefügeuntersuchung (G) an einer Probe (Mak-roschliff).
e) Härteprüfung an der Gefügeprobe nach d).
f) Vor Aufteilung des Prüfstückes ist eine Durch-strahlungsprüfung nach EN 1435 (DIN 54111) durchzuführen.
4.2.2 Güteprüfung für Druckgeräte mit einer Schweißnahtwertigkeit v > 0,85
4.2.2.1 Bei allen Behältern ist ein Prüfstück nach Abb. 3.4 mitzuschweißen, und zwar unabhängig von der Anzahl der für die Bleche verwendeten Schmel-zen. Bei mehr als 5 Schüssen je Druckbehälter sind 2 Prüfstücke erforderlich.
4.2.2.2 Die Prüfstücke sind in dem in Absatz 4.2.1.2 genannten Umfang zu untersuchen, jedoch gilt für die Probenentnahme für den Kerbschlagbiegeversuch folgendes:
a) An jedem Prüfstück ist ein Satz Kerbschlagbie-geproben mit dem Kerb auf Mitte Schweißnaht (KM) zu entnehmen.
b) Zusätzlich ist ein Satz Kerbschlagbiegeproben aus der Übergangszone (KÜ) zu nehmen bei:
– allen Prozeßdruckbehältern mit Entwurfs-temperaturen unter 0 °C
– allen legierten Stählen
– allen unlegierten Stählen, wenn deren Wand-dicke im Nahtbereich 30 mm übersteigt.
4.2.3 Güteprüfung für Druckgeräte mit einer Schweißnahtwertigkeit v ≤ 0,85
Der Hersteller muß im Rahmen seiner Qualitätssiche-rung stichprobenweise Güteprüfungen an seinen Bau-teilen gemäß Absatz 4.2.2 durchführen, und zwar an 2 % der Bauteile, mindestens jedoch ein Prüfstück pro Jahr, Werkstoffgruppe und Schweißverfahren. Die Ergebnisse der Güteprüfung sind dem GL-Sachverständigen bei der Abnahme von Druckbehäl-tern vorzulegen.
4.2.4 Anforderungen
Bei der Güteprüfung sind die Anforderungen nach Tabelle 3.2, für Lade- und Prozeßbehälter für verflüs-sigte Gase zusätzlich nach Tabelle 3.3 zu erfüllen. Ist dies nicht der Fall, muß der dazugehörige Nahtab-schnitt ausgearbeitet und erneut geschweißt, und seine Güteeigenschaften müssen an einem neuen Prüfstück nachgewiesen werden.
II - Teil 3 GL
Abschnitt 3 Schweißen von Druckbehältern Kapitel 3Seite 3–13
I


Abschnitt 4
Schweißen von Rohrleitungen
A. Allgemeines
1. Geltungsbereich
1.1 Diese Vorschriften gelten für die Herstellung und Prüfung von geschweißten Rohrleitungen aus
– unlegierten Stählen
– warmfesten Stählen
– kaltzähen Stählen
– nichtrostenden Stählen.
1.2 Geschweißte Rohrleitungen aus anderen Werkstoffen, die nicht unter Absatz 1.1 genannt sind (z.B. Kupfer-Nickel-Knetlegierungen), können nach anderweitigen, vom GL für bestimmte Anwendungs-bereiche herausgegebenen Vorschriften bzw. Richtli-nien oder nach vom GL anerkannten Regeln der Technik hergestellt und geprüft werden.
1.3 Die Ausführung und die Prüfung von nach anderen Verfahren gefügter (z.B. gelöteter oder ge-klebter) Rohrleitungen sind zwischen dem Hersteller und der Hauptverwaltung des GL in jedem Einzelfall zu vereinbaren (siehe auch Kapitel 1, Abschnitt 1, A.1.1).
2. Mitgeltende Vorschriften
2.1 Für die Gestaltung und Bemessung der Rohr-leitungen unter Druck sind die Angaben in den Bau-vorschriften I, Teil 1, Kapitel 2, Abschnitt 11 mit zu beachten.
2.2 Für Ladeleitungen auf Schiffen zur Beförde-rung von Chemikalien als Massengut gelten zusätzlich die Angaben in den Bauvorschriften I, Teil 1, Kapitel 7 - Chemikalientankschiffe.
2.3 Für Lade- und Prozeßrohrleitungen auf Schif-fen zur Beförderung von unterkühlten verflüssigten Gasen gelten zusätzlich die Angaben in den Bauvor-schriften I, Teil 1, Kapitel 6 – Flüssiggastankschiffe.
3. Rohrklassen
Die Rohrleitungen werden je nach Leitungsart und dem Inhalt (Medium) sowie dem Berechnungsdruck und der Auslegungstemperatur in drei Rohrklassen eingeteilt, siehe Bauvorschriften I, Teil 1, Kapitel 2, Abschnitt 11, Tabelle 11.1. Die Art der Rohrverbin-dungen, die Anforderungen an die Schweißung, die
Notwendigkeit einer Wärmebehandlung nach dem Schweißen und der Umfang der zerstörungsfreien Prüfung sind abhängig von der jeweiligen Rohrklasse und in den nachfolgenden Absätzen bzw. in den mit-geltenden Vorschriften festgelegt.
B. Zulassung von Betrieben, Schweißpersonal
1. Alle Betriebe, die Schweißarbeiten im Gel-tungsbereich dieser Vorschriften ausführen wollen, müssen die betrieblichen und personellen Anforderun-gen gemäß Kapitel 1, Abschnitt 2 erfüllen und vom GL zugelassen sein. Die Zulassung ist von den Be-trieben mit den Angaben und Unterlagen gemäß Kapi-tel 1, Abschnitt 2, A.3. rechtzeitig vor Beginn der Schweißarbeiten zu beantragen.
2. Das Schweißpersonal (Schweißer und Schweißaufsichtspersonal) und ggf. Prüf- bzw. Prüf-aufsichtspersonal muß den Anforderungen gemäß Kapitel 1, Abschnitt 2, B.2., B.3. und B.4. genügen und vom GL anerkannt sein. Über Schweißerprüfun-gen siehe Kapitel 1, Abschnitt 3.
3. Der Umfang der Zulassung richtet sich nach den betrieblichen Gegebenheiten und nach dem vorge-sehenen Anwendungsbereich (Rohrklasse, Werkstoffe, Schweißverfahren, Schweißpositionen usw.). Der vorgesehene Anwendungsbereich ist im Zulassungs-antrag zu präzisieren, siehe dazu den Vordruck "Be-triebsbeschreibung" in Anhang 2. Über die Geltungs-dauer der Zulassung siehe Kapitel 1, Abschnitt 2, A.4. und A.5.
4. Grundzulassung, Erweiterungen
4.1 Für das Schweißen von Rohrleitungen der Rohrklasse III erfolgt im allgemeinen zunächst eine (Grund-) Zulassung aufgrund einer Betriebsbesichti-gung und - wenn erforderlich - aufgrund von Schwei-ßerprüfungen gemäß Kapitel 1, Abschnitt 3 in der Regel für das Lichtbogen-Handschweißen (Schweiß-prozeß 111), das Wolfram-Inertgasschweißen (Schweißprozeß 141), das Gasschweißen (Schweiß-prozeß 311) und/oder für das teilmechanische Metall-Aktivgasschweißen mit Massiv- und Fülldrahtelektro-den (Schweißprozesse 135 und 136) von unlegierten Rohrstählen der Festigkeitsstufe 360 und 410 (siehe Teil 1, Metallische Werkstoffe, Kapitel 2) sowie ver-gleichbaren Schmiedestählen und Stahlgußsorten. Der
II - Teil 3 GL
Abschnitt 4 Schweißen von Rohrleitungen Kapitel 3Seite 4–1
B

Wanddickenbereich richtet sich hierbei nach dem Geltungsbereich der gültigen Schweißerprüfungen.
4.2 Ausgenommen hiervon sind das Fallnaht-schweißen mit diesen Verfahren, hierfür sind in jedem Falle Verfahrensprüfungen durchzuführen. Siehe hier-zu unter F.
4.3 Aufgrund von Verfahrensprüfungen gemäß Kapitel 1, Abschnitt 4, (siehe auch unter F.) kann die Grundzulassung um beliebige Verfahrenszulassungen erweitert werden; in Ausnahmefällen kann jedoch - in Verbindung mit einer Betriebsbesichtigung - auch eine eingeschränkte Zulassung nur für einen bestimmten Werkstoff und/oder nur für ein bestimmtes Schweiß-verfahren erteilt werden.
C. Qualitätskontrolle, Verantwortlichkeit
1. Der Hersteller muß dem GL Unterlagen und Spezifikationen zur Prüfung einreichen, die mindes-tens folgende Angaben enthalten:
– die Leitungsart/Medium
– die vorgesehenen Rohrsorten und Schweißzu-sätze
– das Schweißverfahren, die Schweißpositionen und Nahtformen
– die Art der Wärmebehandlung, falls erforderlich
– der zulässige Betriebsüberdruck
– die Berechnungstemperatur bzw. für Lade- und Prozeßrohrleitungen für Gastankschiffe die niedrigste Entwurfstemperatur
– die Betriebstemperatur
– der Prüfüberdruck
– die Art und der Umfang der zerstörungsfreien Prüfung.
2. Sind aufgrund unzureichender oder fehlender Angaben in den Fertigungsunterlagen (z. B. Werk-stattzeichnungen) Güte bzw. Funktionsfähigkeit eines Bauteils nicht gewährleistet oder bestehen Zweifel hieran, so kann der GL entsprechende Verbesserungen verlangen.
3. Die Betriebe müssen durch eigene regelmä-ßige Qualitätskontrollen während der laufenden Ferti-gung und nach Abschluß der Schweißarbeiten sicher-stellen, daß diese fachgerecht und einwandfrei ausge-führt werden (vergl. dazu Kapitel 1, Abschnitt 1, F.). Über die Aufgaben und Verantwortung der Schweiß-aufsicht siehe auch in EN 719/ISO 14731.
4. Die Betriebe sind dafür verantwortlich, daß die Schweißarbeiten diesen Vorschriften, den geneh-
migten Ausführungsunterlagen, eventuellen Auflagen aus den Zulassungen, sowie dem Stand der Schweiß-technik entsprechen. Die durch den GL-Besichtiger vorzunehmenden Besichtigungen und Prüfungen ent-binden die Betriebe nicht von dieser Verantwortung.
5. Hinsichtlich der Qualitätskontrollen und Verantwortlichkeiten bei der Vergabe von Unterauf-trägen an selbständige Zweig- oder Zulieferbetriebe wie auch an im Betrieb tätige, selbst zugelassene oder nicht selbst zugelassene Fremdfirmen (sog. Werkver-tragsfirmen) siehe Kapitel 1, Abschnitt 1, F. Die Ver-gabe von Unteraufträgen bzw. der Einsatz von Leih-kräften ist dem GL mitzuteilen.
6. Der Umfang der notwendigen Qualitätskon-trollen richtet sich nach dem jeweiligen Bauobjekt. Es ist aber in jedem Falle sicherzustellen, daß die vorge-sehenen Werkstoffe, Schweißzusätze und -hilfsstoffe verwendet werden und Nahtvorbereitung, Zusammen-bau, Durchführung der Heft- und Schweißarbeiten sowie Maßhaltigkeit und Vollständigkeit der Schweißverbindungen den Anforderungen nach 3. genügen. Über die zerstörungsfreien Prüfungen der Schweißnahtverbindungen siehe unter I.
7. Nach betriebsseitiger Kontrolle und ggf. Nachbesserung sind die Bauteile dem Besichtiger des GL in zweckmäßigen Bauabschnitten gut zugänglich und in der Regel ungestrichen zur Überprüfung vorzu-stellen. Der Besichtiger kann unzureichend vorkon-trollierte Bauteile zurückweisen und eine erneute Vorstellung nach erfolgreicher betriebsseitiger Kon-trolle und, falls erforderlich, Nachbesserung verlan-gen.
8. Der GL übernimmt keine Gewähr dafür, daß die von seinen Besichtigern im vorgeschriebenen Umfang (in der Regel stichprobenweise) geprüften Bauteile bzw. Schweißverbindungen in ihrer Gesamt-heit bedingungsgemäß hergestellt worden sind und in allen Teilen den Anforderungen entsprechen. Bauteile oder Schweißverbindungen, die sich später als man-gelhaft erweisen, können trotz vorangegangener Ab-nahmeprüfung zurückgewiesen bzw. es kann ihre Nachbesserung verlangt werden.
D. Werkstoffe, Schweißeignung
1. Die Werkstoffe müssen entsprechend dem Verwendungszweck gewählt werden, wobei die me-chanischen und thermischen Beanspruchungen zu berücksichtigen sind. Die Werkstoffe müssen bei werkstoffgerechter Weiterverarbeitung in ihren Eigen-schaften den Betriebsbeanspruchungen genügen.
2. Für Schweißkonstruktionen dürfen nur Grundwerkstoffe mit nachgewiesener Schweißeignung eingesetzt werden. Die Werkstoffe für Rohrleitungen (Rohre, Flansche, Formstücke, Fittinge) müssen den
Kapitel 3 Seite 4–2
Abschnitt 4 Schweißen von Rohrleitungen II - Teil 3GL
D
Anforderungen in den zutreffenden Abschnitten des Teils 1, Metallische Werkstoffe, Kapitel 2, entspre-chen. Andere, vergleichbare Werkstoffe dürfen nur nach Zustimmung des GL in jedem Einzelfall verwen-det werden.
3. Rohrleitungswerkstoffe für Lade- und Pro-zeßleitungen von Gastankschiffen müssen darüber hinaus noch die Anforderungen an die Kerbschlagar-beit bei vorgeschriebener Prüftemperatur erfüllen, vgl. auch Tabellen 4.1 bis 4.3.
E. Schweißzusätze und -hilfsstoffe
1. Die Schweißzusätze und -hilfsstoffe müssen eine für den Rohrleitungswerkstoff, die Betriebstem-peratur und die Betriebsbedingungen geeignete Schweißverbindung ermöglichen. Die Eignung der Schweißzusätze muß auch unter den Bedingungen einer möglichen Wärmebehandlung nachgewiesen sein.
2. Alle verwendeten Schweißzusätze und -hilfs-stoffe (z. B. Stabelektroden, Draht-Gas-Kombina-tionen, Draht-Pulver-Kombinationen usw.) müssen vom GL nach Kapitel 1, Abschnitt 5 zugelassen sein. Sie können jedoch auch zusammen mit dem Schweiß-verfahren geprüft und, auf den Anwenderbetrieb be-schränkt, anerkannt werden (siehe hierzu auch Kapitel 1, Abschnitt 4, B.3.2 und Abschnitt 5, A.1.4).
3. Schweißzusätze für kaltzähe Rohrleitungs-werkstoffe müssen darüber hinaus die Anforderungen an die Kerbschlagarbeit im Schweißgut bei den vorge-schriebenen Prüftemperaturen erfüllen, vgl. auch Ta-belle 4.2.
4. In einer Verfahrenszulassung (vgl. F.3.5) mit Hersteller- und/oder Markennamen angegebene Schweißzusätze und -hilfsstoffe dürfen nur dann durch andere gleichwertige, mit entsprechendem Gütegrad vom GL zugelassene ersetzt werden, wenn dies in der jeweiligen Zulassung ausdrücklich vermerkt wurde. Anderenfalls ist hierüber eine Abstimmung mit dem GL herbeizuführen.
5. Die Schweißzusätze und -hilfsstoffe dürfen nur in den zugelassenen Schweißpositionen eingesetzt werden. Die Empfehlungen und Hinweise der Her-steller für das Verschweißen (z. B. Stromart und Po-lung) sind zu beachten.
6. Die Schweißzusätze und -hilfsstoffe (insbe-sondere die wasserstoffkontrollierten, basisch umhüll-ten Stabelektroden und basischen Schweißpulver) sind vor dem Gebrauch entsprechend den Herstellervor-schriften rückzutrocknen (Maximaltrockenzeit beach-
ten!) und am Arbeitsplatz trocken (in beheizten Kö-chern o. ä.) aufzubewahren.
Hinweis:
Detaillierte Hinweise hierzu enthalten auch das Merkblatt DVS 0504 "Transport, Lagerung und Rück-trocknung umhüllter Stabelektroden" und die Richtli-nie DVS 0914 "Verarbeitung und Lagerung von Schweißpulvern für das Unterpulver- und das Elektro-schlackeschweißen" des Deutschen Verbandes für Schweißtechnik e.V.
F. Verfahrensprüfungen
Vorbemerkung:
Verfahrensprüfungen sind im Gegensatz zu früheren Ausgaben der Vorschriften nach EN 288 bzw. ISO 9956 durchzuführen. Dieser Absatz beinhaltet im wesentlichen die für das Schweißen von Rohrleitungen zu beachtenden zusätzlichen Forderungen zur EN 288-3 bzw. ISO 9956-3.
1. Allgemeines
Es dürfen nur solche Schweißverfahren eingesetzt werden, deren Eignung für den jeweiligen Anwen-dungszweck aufgrund allgemeiner Erfahrungen gege-ben oder in einer Verfahrensprüfung nach Kapitel 1, Abschnitt 4 sowie den folgenden Bestimmungen nachgewiesen worden ist. Eine Übersicht über die erforderlichen Nachweise gibt Tabelle 4.1 in Kapitel 1, Abschnitt 4. Die Schweißverfahren müssen - im Rahmen der Betriebszulassung - vom GL für den jeweiligen Schweißbetrieb (siehe hierzu auch unter B.) zugelassen worden sein.
2. Schweißen der Prüfstücke, Schweißanwei-sung (WPS)
2.1 Für das Schweißen der Prüfstücke ist vom Betrieb eine vorläufige "Hersteller"-Schweißanwei-sung (pWPS) nach EN 288-2 bzw. ISO 9956-2 zu erstellen (siehe Kapitel 1, Anhang D). Darin sind alle wesentlichen Parameter festzulegen, die für die Ferti-gung benötigt werden.
2.2 Aus den vom Hersteller namentlich zu be-nennenden Schweißern wählt der Besichtiger die Schweißer für das Schweißen der Prüfstücke aus.
II - Teil 3 GL
Abschnitt 4 Schweißen von Rohrleitungen Kapitel 3Seite 4–3
F
2.3 Für die Herstellung der Prüfstücke sind Werkstoffe zu verwenden, deren Eigenschaften ent-sprechend den Anforderungen nach Teil 1, Metalli-sche Werkstoffe, Kapitel 2, belegt sind. Eine Vor- oder Nachbehandlung der Prüfstücke durch Vorwär-men, Glühen oder dergleichen ist nur zulässig, wenn diese fertigungsmäßig für die Rohrleitungen vorgese-hen sind.
2.4 Es müssen die in der Fertigung vorkommen-den Nahtarten und Schweißpositionen in der Verfah-rensprüfung nachgewiesen werden.
2.5 Die Form und die Maße der Prüfstücke sind der EN 288-3/ISO 9956-3 zu entnehmen.
3. Prüfgrundlagen, Abgrenzung des Gel-tungsbereiches
Die Feststellung der Eignung des Schweißverfahrens erfolgt nach EN 288/ ISO 9956 Teil 1 Abschnitt 5.1.1 - ausgenommen für die Grundzulassungen bei Rohr-klasse III (siehe B.4.1 und Tabelle 4.1 in Kapitel 1, Abschnitt 4) - durch Schweißverfahrensprüfungen, für Stahl nach EN 288/ISO 9956 Teil 3.
Die Prüfung gilt innerhalb der in den Absätzen 3.1 bis 3.7 behandelten Grenzen.
Der Geltungsbereich der Verfahrensprüfung wird vom GL schriftlich festgelegt. Bei Abweichungen ist eine Ergänzungsprüfung erforderlich, über deren Umfang der GL entscheidet.
3.1 Grundwerkstoffe, Werkstoffgruppen
Über die Gruppeneinteilung nach EN 288/ISO 9956 Teil 3, Abschnitt 8.3.1.1, Tabelle 3 hinaus ist folgen-des zu beachten:
a) Für Werkstoffe, die besonderen Korrosionsbe-dingungen (z. B. Laugenrißbeständigkeit) genü-gen müssen, sind die Verfahrensprüfungen dar-auf abzustimmen.
b) Eine Verfahrensprüfung an beruhigten Stählen in der Gruppe 1 gilt nicht für unberuhigte Stäh-le, es sei denn, sie wurden mit basisch umhüllten Stabelektroden geschweißt.
c) Der GL kann, z. B. je nach Werkstoffzusam-mensetzung und/oder Art der erforderlichen Nachbehandlung, den Geltungsbereich auch auf den bei der Verfahrensprüfung verwendeten Grundwerkstoff einschränken.
d) Für Lade- und Prozeßrohrleitungen für verflüs-sigte Gase gilt die Prüfung nur für die überprüfte Stahlsorte.
3.2 Schweißprozeß
Die Anerkennung gilt nur für den Schweißprozeß, der in der Schweißverfahrensprüfung angewendet wurde.
3.3 Gasschmelzschweißen
Beim Gasschmelzschweißen gilt eine an der Wanddi-cke t abgelegte Prüfung für den Wanddickenbereich 0,75 t bis 1,25 t.
3.4 Schweißbedingungen
Verfahrensprüfungen für Mehrlagenschweißungen gelten nicht für Einlagenschweißungen.
3.5 Schweißzusätze und -hilfsstoffe
Die Regelung nach EN 288/ISO 9956 Teil 3, Ab-schnitt 8.4.5 entfallen, wenn für den verwendeten typgleichen Schweißzusatz eine GL-Zulassung vor-liegt, die den Geltungsbereich der Verfahrensprüfung erfaßt (vgl. E.4.).
3.6 Wärmebehandlung
Die Verfahrensprüfung gilt für den bei der Prüfung vorliegenden Wärmebehandlungszustand. Die Wär-mebehandlung des Prüfstückes ist so durchzuführen, daß ein vergleichbarer Wärmebehandlungszustand wie am Bauteil erreicht wird.
3.7 Sonderfälle
Für Sonderfälle, z. B. für schwierige Ausbesserungen im Zuge der Fertigung an schweißempfindlichen Stäh-len, sind auf diese Fälle abgestimmte Verfahrensprü-fungen erforderlich. Die notwendigen Prüfungen und der Geltungsbereich werden vom GL in jedem Einzel-fall festgelegt.
4. Prüfungen, Prüfumfang
4.1 Die Prüfung umfaßt sowohl die zerstörungs-freie als auch die zerstörende Prüfung und ist entspre-chend EN 288/ISO 9956 Teil 3, Abschnitt 7. durchzu-führen.
Abweichend von EN 288/ISO 9956 Teil 3, Abschnitt 7.1 und Tabelle 1 sind folgende Proben zusätzlich den Prüfstücken zu entnehmen:
a) Kerbschlagbiegeversuch an ISO-V-Proben nach EN 875 (DIN 50115) aus Mitte Schweißgut (KM), je Schweißposition ein Probensatz, und zwar:
– bei Lade- und Prozeßleitungen für Gastank-schiffe bei Wanddicken ≥ 4 mm 1
– bei sonstigen legierten Stählen und Feinkorn-baustählen bei Wanddicken ≥ 6 mm.
b) Kerbschlagbiegeversuch an ISO-V-Proben wie vor, jedoch mit dem Kerb in der Übergangszone (KÜ), wenn die Wanddicke ≥ 6 mm ist.
–––––––––––––– 1 Probenform und Anforderungen für Wanddicken < 6 mm sind
gesondert zu vereinbaren.
Kapitel 3 Seite 4–4
Abschnitt 4 Schweißen von Rohrleitungen II - Teil 3GL
F

Bei austenitischen Rohrstählen ist der Versuch erst bei Wanddicken ≥ 10 mm erforderlich.
c) Bei legierten Stählen, Makro- und Mikroschliff. Bei den Mikroschliffen ist insbesondere eine Untersuchung auf Mikrorisse durchzuführen. Die Gefügeausbildung ist zu beschreiben oder durch Aufnahmen zu belegen.
d) Analyse des Schweißgutes mit Ausnahme bei unlegierten Stahlsorten.
5. Prüfanforderungen
Die Unregelmäßigkeiten im Prüfstück müssen in den festgelegten Grenzen der Bewertungsgruppe B nach EN 25817/ISO 5817 liegen, ausgenommen sind die folgenden Unregelmäßigkeiten: bei Kehlnähten zu große Nahtüberhöhung und zu große Kehlnahtdicke, für die Bewertungsgruppe C gilt.
Für die mechanischen und technologischen Prüfungen gilt Tabelle 4.1 in Verbindung mit Tabelle 4.2, Anfor-derungen an die Kerbschlagarbeit bei Lade- und Pro-zeßleitungen für Gastankschiffe.
6. Aufbewahrung der Proben
Die geprüften Proben und die restlichen Teile der Prüfstücke sind bis zum Abschluß des Berichtes über die Verfahrensprüfung aufzubewahren (siehe auch Kapitel 1, Abschnitt 4, C.3.).
7. Gültigkeitsdauer, Verlängerung der Ver-fahrensprüfung
Die Gültigkeitsdauer einer Verfahrensprüfung beträgt im allgemeinen 1 Jahr, wenn sich die Voraussetzun-gen unter denen sie erteilt wurde, nicht nennenswert verändert haben. Sie kann durch regelmäßige Güte-nachweise z. B. Ergebnisse von zerstörungsfreien Prüfungen oder Arbeitsprüfungen, aufrechterhalten werden.
Wird die Fertigung von Rohrleitungen oder Rohrlei-tungsteilen länger als 1 Jahr unterbrochen, so ist die Verfahrensprüfung zu wiederholen.
G. Schweißtechnische Ausführung
1. Die Schweißnähte müssen über den ganzen Querschnitt durchgeschweißt sein und dürfen keine Risse oder Bindefehler aufweisen. Die Schweißungen sind soweit wie möglich in der Werkstatt auszuführen.
2. Nicht entfernbare Einlegeringe müssen so geformt sein, daß sie weder die Strömung behindern, noch Korrosionen hervorrufen können. Einlegeringe sind aus artgleichen Rohrstählen, bei unlegierten und niedriglegierten Rohrsorten ggf. auch aus kohlenstoff-armen Stählen (C ≤ 0,10 %) herzustellen.
3. Nicht entfernbare Einlegeringe dürfen bei Rohrleitungen aus austenitischen Stählen sowie bei allen anderen Rohrleitungen mit Betriebsüberdrücken über 10 bar und Entwurfstemperaturen von – 10 °C und darunter grundsätzlich nicht verwendet werden.
4. Bei Stumpfnähten an Leitungen mit Ent-wurfstemperaturen unter – 10 °C und bei allen nicht-rostenden Rohrsorten sind die Wurzellagen im Regel-fall mittels Schutzgasschweißung und Gasschutz auch auf der Rohrinnenseite herzustellen.
5. Für Rohrabzweigungen sind vorzugsweise ausreichend dimensionierte Formstücke zu verwen-den. Bei Aushalsungen von Leitungsrohren darf das Verhältnis der Innendurchmesser einen Wert von 0,8 nicht überschreiten. Aushalsungen sind nach überprüf-ten Verfahren vorzunehmen.
6. Nahtvorbereitungen müssen anerkannten Normen entsprechen.
Die Schweißkanten-Vorbereitung soll möglichst ma-schinell oder mit mechanisch geführten Brenn-schneidgeräten erfolgen. Schlacke, Zunder Riefen und andere Unregelmäßigkeiten und bei austenitischen Stählen ggf. auch die wärmebeeinflußte Randzone sind zu beseitigen. Die Schweißkanten von Stahlguß- und Schmiedeteilen müssen mechanisch bearbeitet sein.
II - Teil 3 GL
Abschnitt 4 Schweißen von Rohrleitungen Kapitel 3Seite 4–5
G

Tabelle 4.1 Prüfanforderungen nach Absatz 5 für Schweißverbindungen an Rohrleitungen
Art der Prüfung Anforderungen
Zugversuch quer zur Schweißnaht
Zugfestigkeit wie für den Grundwerkstoff oder wie in der Eignungsfeststellung für den Schweißzusatz festgelegt.
Alle Rohrleitungen außer den unten
genannten
Wie für den Grundwerkstoff festgelegt, mindestens ≥ 27 J. Prüftemperatur wie bei der Prüfung des Grundwerkstoffes. Bei Verwendung ferritisch-austenitischer, austenitischer und nickel-basislegierter Schweißzusätze ≥ 40 J. Kerbschlagbiegeversuch 1
aus Mitte Schweißnaht an der ISO-V-Probe Lade- und
Prozeßleitungen von Gastankschiffen
Prüftemperatur gemäß Tabelle 4.2 bei Verwendung ferritischer Schweißzusätze ≥ 27 J 2, bei Verwendung ferritisch-austenitischer, austenitischer und nickel-basislegierter Schweißzusätze ≥ 34 J 2.
Alle Rohrleitungen außer den unten
genannten
≥ 27 J 2 Prüftemperatur wie bei der Prüfung des Grundwerkstoffes Kerbschlagbiegeversuch 1
im Bereich des Schweißnahtübergangs an
der ISO-V-Probe Lade- und
Prozeßleitungen von Gastankschiffen
Prüftemperatur gemäß Tabelle 4.2 ≥ 27 J bei Kohlenstoff-Mangan-Stählen, ≥ 34 J bei nickellegierten Stählen, ≥ 41 J bei austenitischen Stählen
Biegewinkel Grad Festigkeitsgruppe
Biegedorn- durchmesser
180 3
Ferritische Stähle mit einer Mindestzugfestigkeit < 430 N/mm2 Mindestzugfestigkeit ≥ 430 bis < 460 N/mm2
2 × a 2,5 × a
180 3
Nichtrostende und kaltzähe austenitische Stähle warmfeste austenitische Stähle ferritische Stähle mit einer Mindestzugfestigkeit ≥ 460 N/mm2
2 × a 3 × a 3 × a
Werden 180 Grad Biegewinkel nicht erreicht, gilt:
≥ 90 Dehnung (L0 = Schweißnahtbreite + Wanddicke, symmetrisch zur Naht) ≥ Mindestbruchdehnung A5 des Grundwerkstoffes
Technologischer Biegeversuch
oder < 90 Dehnung über Schweißnahtbreite > 30 % sowie fehlerfreies Bruch-aussehen
Schliffbeurteilung
Die Schweißverbindung muß im Makroschliff einen einwandfreien Nahtaufbau und eine einwandfreie Durchschweißung der Naht erkennen lassen. Bei Mikroschliffen ist eine Untersuchung auf Risse durchzuführen. Dabei sind nur Heißrisse zulässig, und solche nur dann, wenn sie nach Anzahl und Lage nur als vereinzelte Heißrisse festgestellt werden und Einvernehmen mit dem Besichtiger über deren Zulässigkeit im Hinblick auf Werkstoff und Anwendungsbereich vorliegt.
Härteprüfung
In den wärmebeeinflußten Zonen soll die Härte 350 HV 10 nicht überschreiten. Darüber hinausgehende Härtespitzen in schmalen Übergangszonen sind hierbei nicht zu beanstanden, wenn das Ergebnis der technologischen Prüfungen den Anforderungen genügt.
1 Anforderungen an Proben, die nicht eine Höhe von 10 mm haben, siehe Tabelle 4.3. 2 Der Mindestmittelwert darf nur von einem Einzelwert, und zwar höchstens um 30 %, unterschritten werden. 3 180 Grad gelten als erfüllt, wenn die Biegeprobe nach DIN 50121 durchgeführt und ohne Anriß durch die Auflager gedrückt wurde.
Kapitel 3 Seite 4–6
Abschnitt 4 Schweißen von Rohrleitungen II - Teil 3GL
G
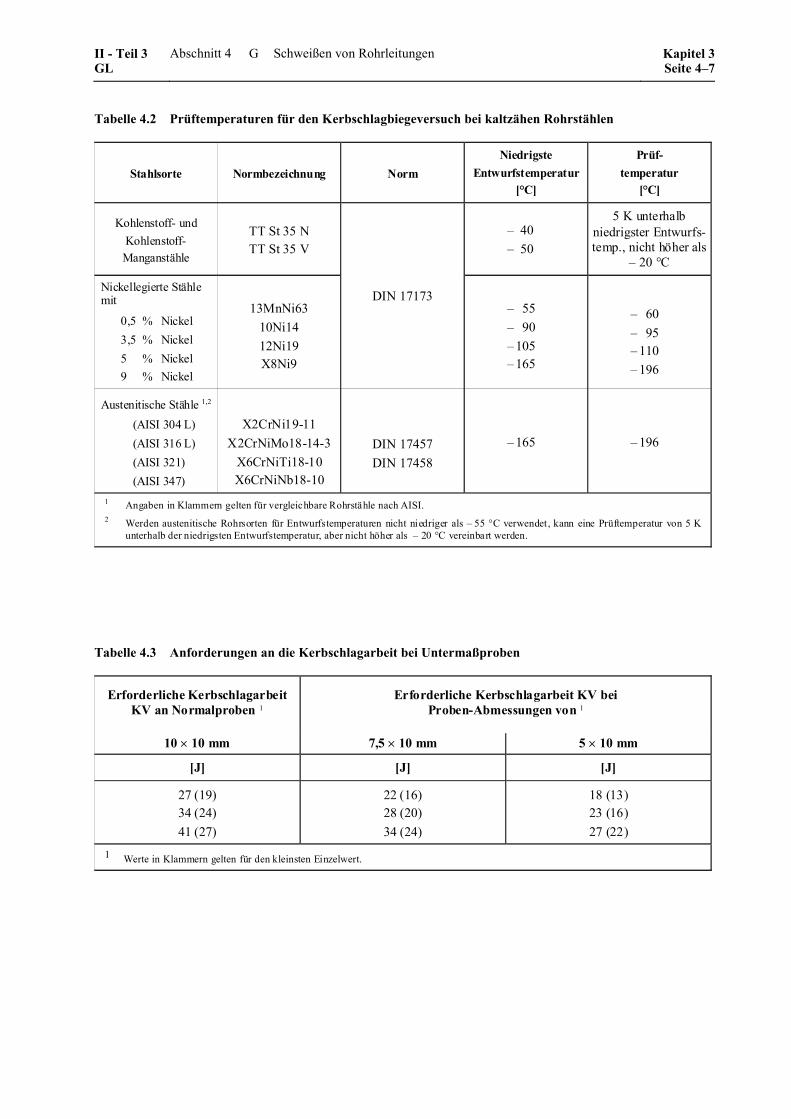
Tabelle 4.2 Prüftemperaturen für den Kerbschlagbiegeversuch bei kaltzähen Rohrstählen
Stahlsorte Normbezeichnung Norm Niedrigste
Entwurfstemperatur [°C]
Prüf- temperatur
[°C]
Kohlenstoff- und Kohlenstoff-Manganstähle
TT St 35 N TT St 35 V
– 40 – 50
5 K unterhalb niedrigster Entwurfs-temp., nicht höher als
– 20 °C
Nickellegierte Stähle mit
0,5 % Nickel 3,5 % Nickel 5 % Nickel 9 % Nickel
13MnNi63
10Ni14 12Ni19 X8Ni9
DIN 17173
– 55 – 90 – 105 – 165
– 60 – 95 – 110 – 196
Austenitische Stähle 1,2 (AISI 304 L) (AISI 316 L) (AISI 321) (AISI 347)
X2CrNi19-11 X2CrNiMo18-14-3
X6CrNiTi18-10 X6CrNiNb18-10
DIN 17457 DIN 17458
– 165 – 196
1 Angaben in Klammern gelten für vergleichbare Rohrstähle nach AISI. 2 Werden austenitische Rohrsorten für Entwurfstemperaturen nicht niedriger als – 55 °C verwendet, kann eine Prüftemperatur von 5 K
unterhalb der niedrigsten Entwurfstemperatur, aber nicht höher als – 20 °C vereinbart werden.
Tabelle 4.3 Anforderungen an die Kerbschlagarbeit bei Untermaßproben
Erforderliche Kerbschlagarbeit KV an Normalproben 1
Erforderliche Kerbschlagarbeit KV bei Proben-Abmessungen von 1
10 × 10 mm 7,5 × 10 mm 5 × 10 mm
[J] [J] [J]
27 (19) 34 (24) 41 (27)
22 (16) 28 (20) 34 (24)
18 (13) 23 (16) 27 (22)
1 Werte in Klammern gelten für den kleinsten Einzelwert.
II - Teil 3 GL
Abschnitt 4 Schweißen von Rohrleitungen Kapitel 3Seite 4–7
G

7. Heftschweißungen dürfen nur mit Zusatz-werkstoffen vorgenommen werden, die auch für den Rohrwerkstoff geeignet sind. Sollen Heftschweißun-gen belassen werden, müssen diese in gleicher Güte wie die Wurzelschweißungen hergestellt sein. Die Vorschriften für das Vorwärmen sind auch bei Heft-schweißungen anzuwenden.
8. Flansch-Rohr-Verbindungen sind in Abhän-gigkeit von der Rohrklasse nach den GL-Vor-schriften I, Teil 1, Kapitel 2, Abschnitt 11 auszuwäh-len.
9. Die zu verbindenden Rohrleitungsteile müs-sen zum Schweißen gleichachsig zueinander ausge-richtet sein. Der innere Versatz der Rohrenden darf dabei die in der Tabelle 4.4 genannten Werte nicht überschreiten.
10. Die Nahtüberhöhungen sollen innerhalb fol-gender Toleranzen liegen, siehe hierzu Abb. 4.1:
Decklagenüberhöhung:
Ü B mmD ≤ +1 0 1,
Wurzellagenüberhöhung:
Ü b mmW ≤ +1 0 3,
(vgl. auch EN 25817/ISO 5817, Bewertungsgruppe B)
B
bÜW
ÜD
Abb. 4.1 Nahtüberhöhungen
11. Das Schweißen von Rohrleitungsteilen aus ferritischen Stählen in kaltumgeformten Bereichen, bei denen die Reckung der äußeren Faser 5 % über-schritten hat (z. B. beim Biegen von Rohren mit Ra-dien rm < 10 × Da), ist nur zulässig, wenn der Einfluß der Kaltverformung durch eine geeignete Wärmebe-handlung beseitigt wurde. Hierfür ist im allgemeinen ein Normalglühen oder Vergüten erforderlich.
Von dieser Forderung kann abgewichen werden, wenn der Nachweis erbracht wird, daß die Werkstoffeigen-schaften im Hinblick auf die Verwendung nicht mehr als unerheblich beeinträchtigt sind oder wenn die Bedingungen gemäß Absatz H.1. bzw. H.2. vorliegen.
H. Wärmebehandlungen nach dem Kalt- oder Warmumformen und nach dem Schweißen
1. Rohre aus ferritischen Stählen
1.1 Wärmebehandeln nach dem Kaltumfor-men
1.1.1 Im Regelfall sind Rohre oder Rohrleitungstei-le nach Kaltumformungen mit einem Umformgrad ≥ 5 % (rm ≤ 10 × Da) entsprechend den Festlegungen in der Werkstoffspezifikation einer Wärmebehandlung zu unterziehen (Normalglühen oder Vergüten).
1.1.2 Bei Rohren aus unlegierten Stählen oder Fein-kornbaustählen mit Außendurchmessern Da ≤ 133 mm, die mit Biegeradien rm ≤ 1,3 × Da kalt gebogen wer-den, kann auf eine nachträgliche Wärmebehandlung verzichtet werden.
Ausgenommen sind Rohre aus kaltzähen Stählen mit Wanddicken > 2,5 mm oder Rohre, an die beanspruch-te Teile außerhalb der neutralen Faser angeschweißt werden.
Tabelle 4.4 Zulässiger innerer Rohrenden-Versatz
VerbindungsartInnen-Durchmesser
Di[mm]
Wanddicket
[mm]
Zulässiger Wert für deninneren Versatz
mit nicht entfern-baren Einlegeringen alle alle max. 0,5 mm
ohne Einlegeringe
Di < 150150 ≤ Di < 300300 ≤ Di
alle
t ≤ 6 t ≤ 9,5
allet > 9,5
t/4 max. 1 mmt/4 max. 1,5 mmt/4 max. 2,0 mmt/4 max. 2,0 mm
Kapitel 3 Seite 4–8
Abschnitt 4 Schweißen von Rohrleitungen II - Teil 3GL
H

1.2 Wärmebehandeln nach dem Warmum-formen
1.2.1 Nach dem Warmumformen sind die Rohre bzw. Rohrleitungsteile entsprechend den Festlegungen in der Werkstoffspezifikation einer Wärmebehandlung zu unterziehen.
Wenn das Umformen innerhalb des in der Werkstoff-spezifikation angegebenen Temperaturbereiches ange-fangen und beendet worden ist, kann bei normalge-glühten Stählen auf ein Normalglühen verzichtet wer-den. Bei luftvergüteten Stählen ist ein anschließendes Anlassen erforderlich.
1.2.2 Wird beim Rohrbiegen nur in Teilbereichen örtlich erwärmt, gilt die Regelung nach Absatz 1.2.1 ebenfalls, jedoch muß sich das gesamte Rohr in vorge-schriebenem Wärmebehandlungszustand befinden.
2. Rohre aus austenitischen Stählen
2.1 Wärmebehandlung nach dem Kaltumformen
Bei den Biegeradien rm ≥ 1,3 × Da kaltgebogener Rohre ist eine Wärmebehandlung im Regelfall nicht erforderlich.
2.2 Wärmebehandlung nach dem Warmum-formen
Nach dem Warmumformen ist im Regelfall eine er-neute Wärmebehandlung (Lösungsglühen und Ab-schrecken oder Stabilglühen) entsprechend der Werk-stoffspezifikation erforderlich. Erfolgt die Warmum-formung bei Anfangsumformtemperaturen zwischen 1000 °C und 1150 °C und ist der Umformvorgang bei stabilisierten Stählen oder Stählen mit einem Kohlen-
stoffgehalt von C ≤ 0,03 % bei > 750 °C, bei den übri-gen Stahlsorten bei > 875 °C beendet, kann auf die nachträgliche Wärmebehandlung verzichtet werden. Voraussetzung hierfür ist eine schnelle Abkühlung aus der Umformtemperatur.
2.3 Bei erhöhten Anforderungen an die Korrosi-onsbeständigkeit, z. B. bei Rohrleitungen für Chemi-kalien-Tankschiffe, kann nach Absatz 2.1 bzw. 2.2 nur verfahren werden, wenn der Rohrleitungshersteller anhand von Korrosionsversuchen nachgewiesen hat, daß die geforderte Beständigkeit nach dem Umformen vorhanden ist. Ist dies nicht der Fall, muß eine erneute Wärmebehandlung nach dem Kalt- bzw. Warmum-formen erfolgen.
3. Wärmebehandlung von Rohrformstücken
Hierfür gelten die Festlegungen nach Teil 1, Kapitel 2, Abschnitt 6, B. Rohrformstücke.
4. Wärmebehandlung nach dem Schweißen
4.1 Für die Durchführung von Wärmebehandlun-gen gilt Kapitel 2, Abschnitt 3. Geschweißte Verbin-dungen an Rohrleitungen aus ferritischen Stählen müssen nachträglich entsprechend den Festlegungen in den Normen oder in der GL-Zulassung wärmebe-handelt werden, sofern die Bedingungen nach Ab-satz 4.1.1 und 4.1.2 zutreffen. Sofern nicht anders festgelegt, besteht die Wärmebehandlung nach dem Schweißen aus einem Spannungsarmglühen.
4.1.1 Elektrisch schmelzgeschweißte Rohrverbin-dungen sind spannungsarm zu glühen, wenn sie die Grenzwanddicken nach Tabelle 4.5 abhängig von der Rohrsorte überschreiten
Tabelle 4.5 Grenzwanddicken für das Spannungsarmglühen von Rohrleitungen aus ferritischen Stählen
Stahl Wanddicke des dickeren Teils [mm]
Glühtemperatur [°C]
Kohlenstoff- und Kohlenstoff-Manganstähle mit:
C Mn+ ≤
60 40, ≥ 20 1
CMn
+ >6
0 40, ≥ 10
0,3 Mo ≥ 15
1 Cr 0,5 Mo ≥ 8
2,25 Cr 1 Mo alle Dicken 2
Es gelten die Festlegungen nach Kapitel 2, Abschnitt 3
1 Die Grenzwanddicke für das Glühen kann erhöht werden, wenn die Anforderungen an die Nahtgüteeigenschaften bei der Verfahrensprüfung an unbehandelten Prüfstücken nachgewiesen worden. sind.
2 Auf das Spannungsarmglühen kann verzichtet werden, wenn die Betriebstemperatur mindestens 450 °C beträgt, der Außendurchmesser 100 mm und die Wanddicke 6 mm nicht überschreiten.
II - Teil 3 GL
Abschnitt 4 Schweißen von Rohrleitungen Kapitel 3Seite 4–9
H

4.1.2 Gasschmelzgeschweißte Verbindungen müs-sen je nach Werkstoffsorte normalgeglüht oder vergü-tet werden, wenn die Rohrwanddicke > 3,2 mm oder der Außendurchmesser > 88,9 mm ist.
4.1.3 Für Rohrleitungen aus kaltzähen nickellegier-ten Stählen werden die Notwendigkeit und die Grenz-wanddicken für eine Wärmebehandlung nach dem Schweißen bei der schweißtechnischen Verfahrens-prüfung festgelegt.
4.2 Bei Rohrleitungen aus austenitischen und austenitisch-ferritischen Stählen ist eine Wärmebe-handlung nach dem Schweißen im Regelfall nicht erforderlich, wenn sich die Rohrleitungswerkstoffe vor dem Schweißen im sachgemäßen Wärmebehand-lungszustand befinden.
I. Prüfung der geschweißten Rohrleitungen
Die Prüfung besteht aus dem Wasserinnendruckver-such und zerstörungsfreien Prüfungen. Für die Durch-führung von zerstörungsfreien Prüfungen gilt Kapi-tel 2, Abschnitt 4.
1. Fertige Rohrleitungsabschnitte sind in Ge-genwart des Besichtigers einer Wasserdruckprüfung mit dem 1,5fachen Betriebsüberdruck zu unterziehen. Während der Dauer der Wasserdruckprüfung darf das Rohrleitungsteil keine Undichtheit und danach keine bleibende Formänderung zeigen.
2. An den fertigen Rohrleitungsabschnitten ist eine äußere und, soweit möglich, auch innere Prüfung besonders der Schweißnähte vorzunehmen. Die Teile müssen dabei eine dem Herstellungszustand entspre-chend glatte äußere und innere Oberfläche haben, die das Erkennen von wesentlichen Oberflächenfehlern möglich macht. Rohrleitungen aus austenitischen und austenitisch-ferritischen Stählen müssen dabei frei von schädlichen Anlauffarben sein.
3. Der Rohrenden-Versatz, die äußeren Naht-überhöhungen und - soweit zugänglich - auch die inneren Nahtüberhöhungen sind nachzuprüfen. Sie müssen innerhalb der in Absatz G.9. bzw. G.10. ge-nannten Toleranzen liegen.
4. Die Stumpfnähte folgender Rohrleitungen sind einer Durchstrahlungsprüfung zu unterziehen:
a) Alle Rohrleitungen der Rohrklasse I zu 100 %. Einer Verringerung des Prüfumfanges bei Rohr-leitungen mit Innendurchmesser ≤ 75 mm kann auf Antrag zugestimmt werden, wenn der Nachweis gleichbleibend guter Ergebnisse und verhältnismäßig geringer Ausbesserungsquoten erbracht wird.
b) Alle Lade- und Prozeßleitungen von Gastank-schiffen mit Betriebstemperaturen unter – 10 °C zu 100 %. Einer Verringerung des Prüfumfanges bei Rohrleitungen mit Innendurchmesser ≤ 75 mm oder Wanddicken ≤ 10 mm kann auf Antrag zugestimmt werden, wenn der Nachweis gleich-bleibend guter Ergebnisse und verhältnismäßig geringer Ausbesserungsquoten erbracht wird.
c) Alle Rohrleitungen der Rohrklasse II zu 10 %. Einer Verringerung des Prüfumfanges bei Rohr-leitungen mit Innendurchmesser ≤ 100 mm kann auf Antrag zugestimmt werden, wenn der Nachweis gleichbleibend guter Ergebnisse und verhältnismäßig geringer Ausbesserungsquoten erbracht wird.
d) Wenn die Ausführung der Schweißarbeiten Anlaß zu Zweifeln an der Güte der Schweißver-bindungen gibt, kann der GL auch für Rohrklas-se III eine stichprobenweise Durchstrahlungs-prüfung der Stumpfnähte fordern.
Die Durchstrahlungsprüfung ist im Regelfall mit der Röntgenröhre auszuführen. Bei Rohren aus ferriti-schen Stählen mit Wanddicken ≥ 20 mm kann bei Zustimmung des GL anstelle der Durchstrahlungsprü-fung eine Prüfung mittels Ultraschall erfolgen.
5. An den Kehlnähten von Flanschen, Stutzen, Nippeln der Rohrleitungen der Klasse I einschließlich der Lade- und Prozessleitungen von Gastankschiffen ist eine 100 %ige Oberflächenrißprüfung vorzunehmen.
Bei Rohrleitungen der Rohrklasse I und II erfolgt die Prüfung stichprobenweise zu 10 %.
Anmerkung:
Der Prüfumfang für seriengefertigte Rohrformstücke wird besonders festgelegt, vgl. Teil 1, Metallische Werkstoffe, Kapitel 2, Abschnitt 6, B.
Kapitel 3 Seite 4–10
Abschnitt 4 Schweißen von Rohrleitungen II - Teil 3GL
I
Abschnitt 5
Schweißen von maschinenbaulichen Konstruktionen
A. Allgemeines
1. Geltungsbereich
1.1 Diese Vorschriften gelten für alle Schweißar-beiten bei der Herstellung und Reparatur von maschi-nenbaulichen Konstruktionen, wie z. B Grundplatten, Ständern und Gehäusen von Dieselmotoren, an Ge-triebegehäusen, Radkörpern, Rudermaschinengehäu-sen, Ruderquadranten und ähnlichen Teilen entspre-chender Art.
Anmerkung:
Da es sich bei den vorstehend genannten maschinen-baulichen Konstruktionen vielfach um "Stahlbauteile" handelt, die sich hinsichtlich der Werkstoffe, Schweiß-verfahren und schweißtechnischen Abarbeitung (vergl. dazu auch Tabelle 4.1 in Kapitel 1, Abschnitt 4.) nicht nennenswert von schiffbaulichen Konstruktionen un-terscheiden, kann, soweit im folgenden keine besonde-ren Angaben gemacht werden, auch auf die Vorgaben für das Schweißen von schiffbaulichen Konstruktionen in Abschnitt 1 dieses Kapitels zurückgegriffen werden.
1.2 Sie gelten ferner für Schweißarbeiten an maschinenbaulichen Komponenten wie z.B. Achsen oder Wellen, Kolben, Propellern, Naben, Behältern, Hydraulikzylindern, Ventilgehäusen, Ventilen usw., soweit der GL dem Schweißen an solchen Bauteilen generell oder im Einzelfall zugestimmt hat. Sie gelten sowohl für Schweißarbeiten im Zuge der Neufertigung als auch für Reparaturschweißungen an Maschinentei-len.
1.3 Über das Schweißen als Fertigungsverfahren im Zuge der Herstellung von Werkstoffen und/oder Halbzeugen, wie z.B. das "Fertigungsschweißen" an maschinenbaulichen Schmiede- oder Gußstücken (z.B. Propellern) siehe auch in den Werkstoffvorschriften. Siehe hierzu auch das Stahl-Eisen-Werkstoffblatt SEW 110, Verfahrensprüfungen für Fertigungs-schweißungen an Stahlguß.
2. Mitgeltende andere Vorschriften und Re-gelwerke
Für die Gestaltung und Bemessung der Schweißver-bindungen wie für die Arbeitsausführung sind die Angaben in den Bauvorschriften I, Teil 1, Kapitel 2 sowie den anderweitigen, vom GL für bestimmte Anwendungsbereiche herausgegebenen Vorschriften bzw. Richtlinien mit zu beachten. Über mitgeltende
Normen etc. siehe Kapitel 1, Abschnitt 1, B. dieser Schweißvorschriften.
B. Zulassung von Schweißbetrieben, Schweißpersonal
1. Betriebe und Betriebsteile, Vorbemerkung:
1.1 Unter "Betrieb" ist im folgenden der schweiß-technische Fertigungsbetrieb zu verstehen, der hin-sichtlich seiner räumlichen und organisatorischen Gegebenheiten als eigenständige Einheit anzusehen ist.
1.2 Zweig- und Zulieferbetriebe gelten somit in der Regel als "selbständige" Betriebe, die die nachste-henden Anforderungen erfüllen müssen. Insbesondere muß in jedem Betrieb eine eigene, dem Betrieb stän-dig angehörende Schweißaufsicht (vgl. Kapitel 1, Abschnitt 2) vorhanden sein.
1.3 In Betrieben tätige Fremdfirmen können als selbständige Betriebe zugelassen werden. Siehe hierzu und über Leihkräfte auch unter C.3. bzw. Kapitel 1, Abschnitt 1, F.
2. Anforderungen, Zulassungsumfang
2.1 Alle Betriebe, die Schweißarbeiten im Gel-tungsbereich dieser Vorschriften ausführen wollen, müssen die betrieblichen und personellen Anforderun-gen gemäß Kapitel 1, Abschnitt 2 erfüllen und vom GL zugelassen sein. Die Zulassung ist von den Betrie-ben mit den Angaben und Unterlagen gemäß Kapi-tel 1, Abschnitt 2, A.3. rechtzeitig vor Beginn der Schweißarbeiten zu beantragen.
2.2 Das Schweißpersonal (Schweißer und Schweißaufsichtspersonal) und ggfs. Prüf- bzw. Prüf-aufsichtspersonal muß den Anforderungen gemäß Kapitel 1, Abschnitt 2, B.2., B.3. und B.4. genügen und vom GL anerkannt sein. Über Schweißerprüfun-gen siehe Kapitel 1, Abschnitt 3.
2.3 Der Umfang der Zulassung richtet sich nach den betrieblichen Gegebenheiten und nach dem vorge-sehenen Anwendungsbereich (Bauteile, Werkstoffe, Schweißverfahren, Schweißpositionen usw.). Der vorgesehene Anwendungsbereich ist im Zulassungs-antrag zu präzisieren, siehe dazu den Vordruck "Be-triebsbeschreibung" in Anhang 1B. Über die Gel-
II - Teil 3 GL
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen Kapitel 3Seite 5–1
B
tungsdauer der Zulassungen siehe Kapitel 1, Abschnitt 2, A.4. und A.5.
3. Grundzulassung, Erweiterungen
3.1 Für das Schweißen von maschinenbaulichen Konstruktionen erfolgt im allgemeinen zunächst eine (Grund-) Zulassung aufgrund einer Betriebsbesichti-gung und - wenn erforderlich - aufgrund von Schwei-ßerprüfungen gemäß Kapitel 1, Abschnitt 3 (siehe auch H.2.) in der Regel zunächst für das Lichtbogen-Handschweißen (Schweißprozeß 111 - E) und/oder für das teilmechanische Metall-Schutzgasschweißen mit Massiv- und Fülldrahtelektroden (Schweißprozesse 135 und 136 - MAG) von normalfesten Baustählen sowie vergleichbaren Schmiedestählen und Stahlguß-sorten. Der Wanddickenbereich richtet sich hierbei nach dem Geltungsbereich der gültigen Schweißerprü-fungen.
3.2 Für andere Bauteile, Werkstoffe und oder Schweißverfahren sind Verfahrensprüfungen durchzu-führen. Siehe hierzu unter F. Das Eindraht-Unterpulverschweißen (Schweißprozeß 121) kann aufgrund eines Nachweises einwandfreier betriebli-cher Handhabung (vergl. F.1.3) in die Grundzulassung gemäß 3.1 mit einbezogen werden (für das übliche Schweißen in Lage und Gegenlage von Blechdicken 4 – 25 mm und für das Mehrlagenschweißen bis 40 mm).
3.3 Aufgrund von Verfahrensprüfungen gemäß Kapitel 1, Abschnitt 4, (siehe auch unter F.) kann die Grundzulassung um beliebige Verfahrenszulassungen erweitert werden; in Ausnahmefällen kann jedoch - in Verbindung mit einer Betriebsbesichtigung - auch eine eingeschränkte Zulassung nur für einen bestimmten Werkstoff und/oder nur für ein bestimmtes Schweiß-verfahren erteilt werden.
4. Das Schweißpersonal (Schweißer und Schweißaufsichtspersonal) muß den Anforderungen gemäß Kapitel 1, Abschnitt 2, B.2. und B.3. genügen und vom GL anerkannt sein. Über Schweißerprüfun-gen siehe Kapitel 1, Abschnitt 3.
C. Qualitätskontrolle, Verantwortlichkeit
1. Die Betriebe müssen durch eigene regelmä-ßige Qualitätskontrollen während der laufenden Ferti-gung und nach Abschluß der Schweißarbeiten sicher-stellen, daß diese fachgerecht und einwandfrei ausge-führt wurden (vergl. dazu Kapitel 1, Abschnitt 1, F.). Über die Aufgaben und Verantwortung der Schweiß-aufsicht siehe auch in EN 719/ISO 14731 (DIN 8563 Teil 2).
2. Die Betriebe sind dafür verantwortlich, daß die Schweißarbeiten diesen Vorschriften, den geneh-migten Ausführungsunterlagen, eventuellen Auflagen aus den Zulassungen, guter maschinenbaulicher Praxis sowie dem Stand der Schweißtechnik entsprechen. Die durch den GL-Besichtiger vorzunehmenden Besichti-gungen und Prüfungen entbinden die Betriebe nicht von dieser Verantwortung.
3. Hinsichtlich der Qualitätskontrollen und Verantwortlichkeiten bei der Vergabe von Unterauf-trägen an selbständige Zweig- oder Zulieferbetriebe wie auch an im Betrieb tätige, selbst zugelassene oder nicht selbst zugelassene Fremdfirmen (sog. Werkver-tragsfirmen) siehe Kapitel 1, Abschnitt 1, F., hat der "Hauptauftragnehmer" dafür Sorge zu tragen, daß auch von den "Subunternehmern" die in 1. genannten Bedingungen erfüllt werden.
4. Bei nicht selbst zugelassenen, im Betrieb tätigen Fremdfirmen sowie beim Einsatz von Leih-kräften ist der Betrieb verantwortlich für die Durch-führung der Qualitätskontrollen und die Einhaltung der Bedingungen gemäß 1. Die Vergabe von Unter-aufträgen bzw. der Einsatz von Leihkräften ist dem GL mitzuteilen.
5. Der Umfang der notwendigen Qualitätskon-trollen richtet sich nach dem jeweiligen Bauobjekt. Es ist aber in jedem Falle sicherzustellen, daß die vorge-sehenen Werkstoffe, Schweißzusätze und -hilfsstoffe verwendet werden und Nahtvorbereitung, Zusammen-bau, Durchführung der Schweißarbeiten sowie Maß-haltigkeit und Vollständigkeit der Schweißverbindun-gen den Anforderungen nach 2. genügen. Über die zerstörungsfreien Prüfungen der Schweißnahtverbin-dungen siehe unter I.
6. Nach betriebsseitiger Kontrolle und ggf. Nachbesserung sind die Bauteile dem Besichtiger des GL in zweckmäßigen Bauabschnitten gut zugänglich und in der Regel ungestrichen zur Überprüfung vorzu-stellen. Der Besichtiger kann unzureichend vorkon-trollierte Bauteile zurückweisen und eine erneute Vorstellung nach erfolgreicher betriebsseitiger Kon-trolle und, falls erforderlich, Nachbesserung verlan-gen.
7. Sind aufgrund unzureichender oder fehlender Angaben in den Fertigungsunterlagen (z. B. Werk-stattzeichnungen) Güte bzw. Funktionsfähigkeit eines Bauteils nicht gewährleistet oder bestehen Zweifel hieran, so kann der GL entsprechende Verbesserungen verlangen. Dies gilt sinngemäß für ergänzende oder zusätzliche Maßnahmen, auch wenn diese bei der Zeichnungsprüfung nicht gefordert worden sind oder - wegen nicht genügend detaillierter Darstellung in den Fertigungsunterlagen nicht gefordert werden konnten.
Kapitel 3 Seite 5–2
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen II - Teil 3GL
C
8. Die Verantwortung für die ordnungsgemäße Durchführung der Qualitätskontrollen und für die Einhaltung der oben genannten Bedingungen liegt bei den Betrieben. Die durch den GL-Besichtiger vorzu-nehmenden Besichtigungen und Prüfungen entbinden die Betriebe nicht von dieser Verantwortung.
9. Der GL übernimmt keine Gewähr dafür, daß die von seinen Besichtigern im vorgeschriebenen Umfang (in der Regel stichprobenweise) geprüften Bauteile bzw. Schweißverbindungen in ihrer Gesamt-heit bedingungsgemäß hergestellt worden sind und in allen Teilen den Anforderungen entsprechen. Bauteile oder Schweißverbindungen, die sich später als man-gelhaft erweisen, können trotz vorangegangener Ab-nahmeprüfung zurückgewiesen, bzw. es kann ihre Nachbesserung verlangt werden.
D. Werkstoffe, Schweißeignung
1. Für Schweißkonstruktionen dürfen nur Grundwerkstoffe mit nachgewiesener Schweißeignung eingesetzt werden. Die Werkstoffe müssen den Werk-stoffvorschriften des GL entsprechen. Andere, ver-gleichbare Werkstoffe (z.B. Baustähle nach den Nor-men) dürfen nur nach Zustimmung des GL in jedem Einzelfall verwendet werden.
2. Bei der Verarbeitung und beim Schweißen sind etwaige Auflagen aus der Zulassung des Werk-stoffes sowie die Empfehlungen der Werkstoffherstel-ler zu beachten. Über die Werkstoffauswahl siehe auch in den Bauvorschriften I, Teil 1, Kapitel 2 sowie in den anderweitigen, vom GL für bestimmte Anwen-dungsbereiche herausgegebenen Vorschriften bzw. Richtlinien.
3. Stahlguß- und Schmiedeteile müssen den Werkstoffvorschriften entsprechen und vom GL ge-prüft sein. Der Kohlenstoffgehalt von Teilen aus Koh-lenstoff- und Kohlenstoff-Manganstählen bzw. -Gußsorten für Schweißkonstruktionen darf nicht mehr als 0,23 % C betragen (Schmelze, Stückanalyse max. 0,25 % C).
E. Schweißzusätze und -hilfsstoffe
1. Alle verwendeten Schweißzusätze und -hilfs-stoffe (z. B. Stabelektroden, Draht-Gas-Kombina-tionen, Draht-Pulver-Kombinationen usw.) müssen vom GL nach Kapitel 1, Abschnitt 5 zugelassen sein. Der erforderliche Gütegrad richtet sich nach den zu verschweißenden Grundwerkstoffen und ist den jewei-ligen Tabellen in Kapitel 1, Abschnitt 5 zu entnehmen.
2. Die Schweißzusätze müssen eine für den Grundwerkstoff und die Art der Beanspruchung ge-eignete Schweißverbindung sowie eine problemlose Weiterverarbeitung ermöglichen. Bei Verbindungen zwischen verschiedenartigen Werkstoffen (ausge-nommen bei hochlegierten, austenitischen Stählen) soll der Schweißzusatz nach Möglichkeit auf den niedriger legierten Werkstoff bzw. auf den mit der geringeren Festigkeit abgestimmt sein.
3. Für das Verschweißen sehr dickwandiger (ab etwa 30 mm), steifer Bauteile sowie von Schmiede- und Stahlgußstücken sind nach Möglichkeit wasser-stoffkontrollierte Schweißzusätze und -hilfsstoffe, z.B. solche mit Gütegrad ... H15(H) oder niedriger, bei höherfesten Stählen mit Gütegrad ...Y.. H10(HH) oder niedriger, einzusetzen.
4. Wasserstoffkontrollierte Schweißzusätze und -hilfsstoffe sollten auch dann eingesetzt werden, wenn Bauteile unmittelbar nach dem Schweißen voll bean-sprucht werden (z.B. bei Hebeaugen oder durch Druckproben) oder wenn aufgrund der Steifigkeit der Konstruktion und ggfs. einer hohen Streckgrenze bzw. Festigkeit mit einem hohen Eigenspannungsniveau gerechnet werden muß.
F. Verfahrensprüfungen
1. Allgemeines
1.1 Es dürfen nur solche Schweißverfahren ein-gesetzt werden, deren Eignung für den jeweiligen Anwendungszweck aufgrund allgemeiner Erfahrungen gegeben oder in einer Verfahrensprüfung nach Kapi-tel 1, Abschnitt 4 sowie den folgenden Bestimmungen nachgewiesen worden ist. Eine Übersicht über die erforderlichen Nachweise gibt Tabelle 4.1 in Kapitel 1, Abschnitt 4. Die Schweißverfahren müssen - im Rahmen der Betriebszulassung - vom GL für den jeweiligen Schweißbetrieb (siehe hierzu auch unter B.) zugelassen worden sein.
1.2 Verfahrensprüfungen unter Aufsicht des GL zum Nachweis einwandfreier betrieblicher Handha-bung und eines störungsfreien Verfahrensablaufs so-wie ausreichender Gütewerte der unter Fertigungsbe-dingungen im Anwenderbetrieb hergestellten Schweißverbindungen sind in der Regel erforderlich für alle anderen Werkstoffe und Schweißverfahren als die durch die (Grund-) Zulassung gemäß B.3.1. abge-deckten Werkstoffe und Verfahren.
II - Teil 3 GL
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen Kapitel 3Seite 5–3
F

1.3 Für das übliche, beidseitige, Eindraht-Unterpulver-Stumpfnahtschweißen mit Massivdraht-elektroden von normalfesten Stählen, vergleichbaren Schmiedestählen und Stahlgußsorten genügt vor des-sen erstmaligem Einsatz der Nachweis betriebssiche-rer und schweißtechnisch einwandfreier Anwendung mittels Probeschweißungen und zerstörungsfreien Prüfungen (z. B. Durchstrahlungsprüfungen) nach Angabe des Besichtigers. Die Schweißzusätze und -hilfsstoffe dafür müssen vom GL zugelassen sein.
1.4 Der GL kann über die obigen Forderungen hinaus Verfahrensprüfungen auch für bestimmte (schwierige) Bauteilgeometrien oder für Werkstoff-kombinationen, besondere Nahtformen, Verfahrensva-rianten oder -kombinationen sowie für besondere Schweißzusätze und -hilfsstoffe verlangen. Dies gilt sinngemäß auch für andere Fügeverfahren oder (Ober-flächen-) Bearbeitungsverfahren wie beispielsweise das thermische Schneiden oder das Flammrichten.
1.5 Die vor- und nachstehenden Angaben, insbe-sondere diejenigen über die Prüfstücke, Probenfor-men, Prüfungen und Anforderungen gelten für die derzeit im Schiffsmaschinenbau eingesetzten, üblichen Werkstoffe, Schweißverfahren und Nahtformen, deren Verhalten unter Betriebsdingungen durch Erfahrungen und/oder Versuchsergebnisse belegt ist. Der GL kann im Zweifelsfalle zusätzliche und/oder andere Prüfstü-cke, Probenformen, Prüfungen zum Nachweis ausrei-chender Gebrauchseignung verlangen.
1.6 Bei Schweißverfahren, die aufgrund ihrer Eigenart zu erheblich anderen als den durch Erfahrun-gen und/oder Versuchsergebnissen belegten Nahtfor-men (z. B. solchen mit starker Kerbwirkung) führen, kann zusätzlich zu den geforderten Prüfungen eine Untersuchung des Einflusses der Nahtform auf das Betriebsfestigkeitsverhalten der Schweißverbindungen verlangt werden. Dies gilt sinngemäß auch für andere Eigenschaften der Schweißverbindungen wie z. B. die Korrosionsbeständigkeit.
2. Prüfumfang, Prüfprogramm, Anwen-dungsgrenzen
2.1 Prüfprogramm, Einzelheiten der Prüfung
2.1.1 Der Umfang der Verfahrensprüfungen (Werkstoffe, Prüfstücke, Wärmebehandlung, Proben, Prüfungen etc.) ist gemäß Kapitel 1, Abschnitt 4, B.1. in einem rechtzeitig vor den Prüfungen zur Genehmi-gung vorzulegenden Prüfprogramm festzulegen. Je nach Art und Anwendungsbereich eines Schweißver-fahrens sind die in Kapitel 1, Abschnitt 4, B.1.1 ge-nannten Verfahrenseinzelheiten zu spezifizieren und bei den Prüfungen zu berücksichtigen.
2.1.2 Soweit im folgenden keine weiteren Angaben zu den Verfahrensprüfungen gemacht werden, gelten diejenigen in Kapitel 1, Abschnitt 4. Die Normen der Reihe EN 288/ISO 9956 können angewandt werden,
der GL behält sich jedoch vor, über die nachstehenden Angaben hinaus, ergänzende oder abweichende Forde-rungen, z.B. beim Geltungsbereich (Werkstoffe, Naht-arten, Schweißpositionen, vergl. 2.1.3), zu stellen.
2.1.3 Bei Verfahrensprüfungen für das Schweißen von maschinenbaulichen (Stahl-) Konstruktionen gel-ten die in Abschnitt 1, F. für Verfahrensprüfungen an (Schiff-) Baustählen gemachten Angaben sinngemäß. Dies gilt insbesondere auch hinsichtlich der Nahtarten und der Schweißpositionen. Danach sind sowohl Stumpfnähte als auch Kehlnähte (oder andere, beson-dere Nahtformen) sowie alle vorkommenden Schweiß-positionen in die Verfahrensprüfungen mit einzube-ziehen.
2.1.4 Verfahrensprüfungen für das (Reparatur-) Schweißen an Propellern sind in Anlehnung an die in den Werkstoffvorschriften des GL für "Fertigungs-schweißungen" gemachten Angaben durchzuführen. Diese sind auch hinsichtlich der empfohlenen Schweißzusätze und der Wärmebehandlung sowie der Bereiche, in denen nicht geschweißt werden darf, zu beachten.
2.1.5 Für Sonderschweißverfahren, wie z. B. das Abbrennstumpf-, Reib-, Elektronen- oder Laserstrahl-schweißen sowie für besondere Anwendungen, wie beispielsweise das Auftragsschweißen auf Wellen, Kolben oder Ventilen, werden die Art und der Umfang (Form und Abmessungen der Prüfstücke) der Verfah-rensprüfungen sowie deren Geltungsbereich in Anleh-nung an die vorstehenden Angaben jedem Einzelfall gesondert festgelegt.
3. Prüfstücke, Herstellung (Schweißen), Wärme-(nach-)behandlung
3.1 Für maschinenbauliche (Stahl-)Konstruk-tionen sind, soweit in der Fertigung vorkommend, Stumpf- und Kehlnahtprüfstücke sinngemäß nach Abschnitt 1, F.3. bzw. - nach Abstimmung mit dem GL - nach den Normen der Reihe EN 288 /ISO 9956 zu schweißen. Die Prüfstücke für andere Bauteile, besondere Schweißverfahren bzw. Anwendungen sind in jedem Einzelfalle mit dem GL zu vereinbaren.
3.2 Die Walzrichtung von Stumpf- und Kehl-nahtprüfstücken soll im allgemeinen parallel zur Schweißnahtrichtung verlaufen. Die Nahtformen sol-len den in der Fertigung verwendeten Formen entspre-chen.
3.3 Für das Schweißen der Prüfstücke sind Werkstoffe zu verwenden, deren Eigenschaften ent-sprechend den Anforderungen der Werkstoffvorschrif-ten oder genehmigter Werkstoffspezifikationen an-hand der vorzulegenden Bescheinigungen und der Werkstoffkennzeichnung (Stempelung) zweifelsfrei belegt werden können. Im Zweifelsfalle kann der GL entsprechende Werkstoffuntersuchungen verlangen. Siehe hierzu auch in Kapitel 1, Abschnitt 4, B.3.
Kapitel 3 Seite 5–4
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen II - Teil 3GL
F
3.4 Die in der (vorläufigen) Schweißanweisung (p) WPS, siehe Anhang D in Kapitel 1, niedergelegten Schweißdaten sind einzuhalten bzw. es sind die bei den Prüfungen angewandten Daten zu protokollieren und in einer endgültigen Schweißanweisung festzule-gen. Siehe hierzu auch in Kapitel 1, Abschnitt 4, B.5.
3.5 Eine Vor- und Nachbehandlung der Prüfstü-cke durch Vorwärmen, Glühen oder dergleichen ist nur zulässig, wenn diese fertigungsmäßig für die Bau-teile vorgesehen ist. Diese Behandlung ist ebenfalls zu protokollieren und in der endgültigen Schweißanwei-sung festzulegen. Siehe hierzu auch in Kapitel 1, Abschnitt 4, B.6.
4. Zerstörungsfreie Prüfungen
Die Prüfstücke sind vor dem Aufteilen umfassenden, zerstörungsfreien Prüfungen auf Verfahrens- bzw. Schweißfehler zu unterziehen. Das oder die (in Kom-bination) anzuwendenden Prüfverfahren richten sich nach der Art des Prüfstückes bzw. der Schweißung und sind mit dem GL zu vereinbaren und im Prüfpro-gramm festzulegen. Siehe auch hierzu in Kapitel 1, Abschnitt 4, B.7.
5. Aufteilung der Prüfstücke, Art und Anzahl der Proben
5.1 Hinsichtlich der Aufteilung der Prüfstücke und der Probenentnahme gilt Kapitel 1, Abschnitt 4, B.8.
5.2 Ein Stumpfnahtprobensatz soll - soweit im einzelnen nichts anderes vereinbart wurde - aus fol-genden Proben bestehen. Probenformen und -abmessungen sollen den Normen bzw. Kapitel 2, Abschnitt 5 entsprechen:
– 2 Querzugproben nach EN 895/ISO 4136 (bei großen Blechdicken sind entsprechend mehr Proben vorzusehen um den vollen Querschnitt abzudecken),
– 1 Rundzugprobe sinngemäß nach Kapitel 1, Abschnitt 5, B.2.3 (Abb. 5.1 und 5.2) längs aus dem Schweißgut, wenn vom GL nicht zugelas-sene Schweißzusätze und -hilfsstoffe verwendet werden sollen (vgl. Kapitel 1, Abschnitt 4, B.3.2), wenn unterschiedliche Werkstoffe ver-bunden werden, wenn mit nicht artgleichen Zu-sätzen geschweißt wird oder wenn durch die Ei-genart des Verfahrens eine stärkere Beeinflus-sung des Schweißgutes selbst zu erwarten ist.
Die Rundzugprobe ist in jedem Falle vorzusehen (außer bei Aluminiumlegierungen), wenn ein Schweißgut mit geringerer Festigkeit als derje-nigen des Grundwerkstoffes eingesetzt wird (z. B. bei hochfesten Stählen). Der Durchmesser "d0" der Probe soll so groß wie möglich (jedoch nicht mehr als 10 mm) gewählt werden, die Meßlänge "L0" soll 5 × d0 betragen. Die Be-stimmungen in Kapitel 1, Abschnitt 5, B.2. sind
sinngemäß anzuwenden. Bei Blechdicken ≤ 20 mm kann der GL auf die Rundzugprobe verzichten.
– 4 Querbiegeproben nach EN 910/(ISO 5173), von denen jeweils zwei mit der Decklage auf Zug (FBB) und zwei mit der Wurzellage auf Zug (RBB) zu biegen sind und 2 Seitenbiege-proben quer zur Stumpfnaht (SBB) nach EN 910/(ISO 5173)
oder:
– 2 Querbiegeproben (1FBB und 1RBB) und
4 Seitenbiegeproben (SBB) bei Prüfstückdi-cken über 20 mm und bei Schweißverfahren, die zu Steigerungen, Erstarrungsrißbildung, Binde-fehlern o. ä. im Nahtinneren neigen (z. B. Ein-seitenschweißen oder Fallnahtschweißen).
Anmerkung:
Bei Werkstoffpaarungen unterschiedlicher Fes-tigkeit kann es zweckmäßig sein, anstelle von Stumpfnaht-Querbiegeproben Stumpfnaht-Längsbiegeproben (FBB und RBB) nach EN 910/ISO 5173 mit der Naht in Probenmitte zu wählen. Siehe hierzu auch Kapitel 2, Abschnitt 5. Die Einzelheiten dieser Prüfung wie auch die Anforderungen (in der Regel eine qualitative Beurteilung des Biegeverhaltens) sind von Fall zu Fall zu vereinbaren.
– Je 3 Kerbschlagbiegeproben, Charpy V-Proben, Kerb senkrecht zur Blechoberfläche, nach EN 875/ISO 9016 aus der zuletzt ge-schweißten Seite aus Mitte der Schweißnaht (VWT 0/1), Schmelzlinie/Bindezone) (VHT 0/1) und Wärmeeinflußzone (VHT 2/1); bei Blech-Guß-Verbindungen aus Schmelzlinie/Bin-dezone und Wärmeeinflußzone beider Werkstof-fe. Bei sehr großen Blechdicken sind Kerb-schlagbiegeproben von Nahtober- und -unter-seite und bei Schweißverfahren, die zur Mitten-seigerung neigen, zusätzlich je 3 Kerb-schlagbiegeproben aus denselben Bereichen in Blechdickenmitte zu entnehmen.
Das Maß "a" (siehe EN 875/ISO 9016) soll so gewählt werden, daß der Schnittpunkt von Pro-benachse und Kerbmitte im Grobkornbereich der Wärmeeinflußzone liegt, im allgemeinen können dafür 2 mm angenommen werden. Bei Verfahrensprüfungen an kaltzähen Stählen sind - soweit im einzelnen nichts anderes gefordert wurde - Proben mit den Kerblagen a = 1 mm, a = 3 mm und a = 5 mm vorzusehen.
II - Teil 3 GL
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen Kapitel 3Seite 5–5
F
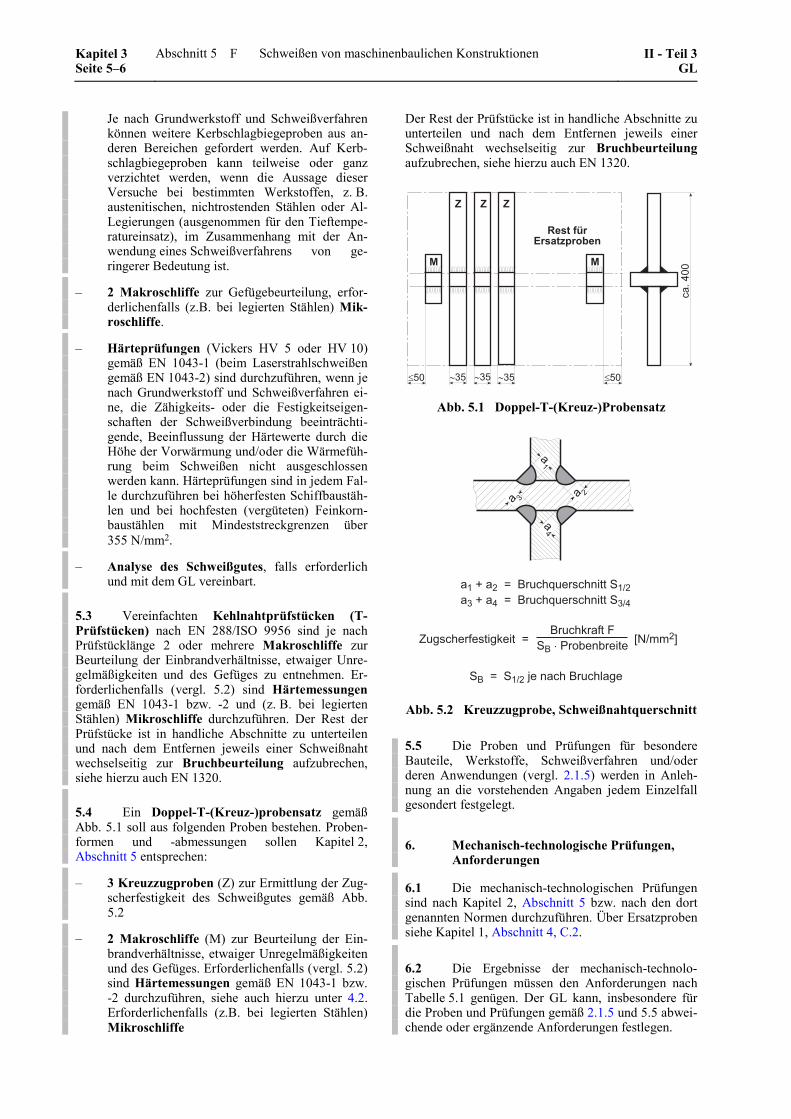
Je nach Grundwerkstoff und Schweißverfahren können weitere Kerbschlagbiegeproben aus an-deren Bereichen gefordert werden. Auf Kerb-schlagbiegeproben kann teilweise oder ganz verzichtet werden, wenn die Aussage dieser Versuche bei bestimmten Werkstoffen, z. B. austenitischen, nichtrostenden Stählen oder Al-Legierungen (ausgenommen für den Tieftempe-ratureinsatz), im Zusammenhang mit der An-wendung eines Schweißverfahrens von ge-ringerer Bedeutung ist.
– 2 Makroschliffe zur Gefügebeurteilung, erfor-derlichenfalls (z.B. bei legierten Stählen) Mik-roschliffe.
– Härteprüfungen (Vickers HV 5 oder HV 10) gemäß EN 1043-1 (beim Laserstrahlschweißen gemäß EN 1043-2) sind durchzuführen, wenn je nach Grundwerkstoff und Schweißverfahren ei-ne, die Zähigkeits- oder die Festigkeitseigen-schaften der Schweißverbindung beeinträchti-gende, Beeinflussung der Härtewerte durch die Höhe der Vorwärmung und/oder die Wärmefüh-rung beim Schweißen nicht ausgeschlossen werden kann. Härteprüfungen sind in jedem Fal-le durchzuführen bei höherfesten Schiffbaustäh-len und bei hochfesten (vergüteten) Feinkorn-baustählen mit Mindeststreckgrenzen über 355 N/mm2.
– Analyse des Schweißgutes, falls erforderlich und mit dem GL vereinbart.
5.3 Vereinfachten Kehlnahtprüfstücken (T-Prüfstücken) nach EN 288/ISO 9956 sind je nach Prüfstücklänge 2 oder mehrere Makroschliffe zur Beurteilung der Einbrandverhältnisse, etwaiger Unre-gelmäßigkeiten und des Gefüges zu entnehmen. Er-forderlichenfalls (vergl. 5.2) sind Härtemessungen gemäß EN 1043-1 bzw. -2 und (z. B. bei legierten Stählen) Mikroschliffe durchzuführen. Der Rest der Prüfstücke ist in handliche Abschnitte zu unterteilen und nach dem Entfernen jeweils einer Schweißnaht wechselseitig zur Bruchbeurteilung aufzubrechen, siehe hierzu auch EN 1320.
5.4 Ein Doppel-T-(Kreuz-)probensatz gemäß Abb. 5.1 soll aus folgenden Proben bestehen. Proben-formen und -abmessungen sollen Kapitel 2, Abschnitt 5 entsprechen:
– 3 Kreuzzugproben (Z) zur Ermittlung der Zug-scherfestigkeit des Schweißgutes gemäß Abb. 5.2
– 2 Makroschliffe (M) zur Beurteilung der Ein-brandverhältnisse, etwaiger Unregelmäßigkeiten und des Gefüges. Erforderlichenfalls (vergl. 5.2) sind Härtemessungen gemäß EN 1043-1 bzw. -2 durchzuführen, siehe auch hierzu unter 4.2. Erforderlichenfalls (z.B. bei legierten Stählen) Mikroschliffe
Der Rest der Prüfstücke ist in handliche Abschnitte zu unterteilen und nach dem Entfernen jeweils einer Schweißnaht wechselseitig zur Bruchbeurteilung aufzubrechen, siehe hierzu auch EN 1320.
� � �
���������� �����
�����
��
�������� ��
� �
Abb. 5.1 Doppel-T-(Kreuz-)Probensatz
�
��
� � � �
��������������� ���������������������������� �������������
�������������������������������������������������������������������
����� !"��"����
������������#����������$���
Abb. 5.2 Kreuzzugprobe, Schweißnahtquerschnitt
5.5 Die Proben und Prüfungen für besondere Bauteile, Werkstoffe, Schweißverfahren und/oder deren Anwendungen (vergl. 2.1.5) werden in Anleh-nung an die vorstehenden Angaben jedem Einzelfall gesondert festgelegt.
6. Mechanisch-technologische Prüfungen, Anforderungen
6.1 Die mechanisch-technologischen Prüfungen sind nach Kapitel 2, Abschnitt 5 bzw. nach den dort genannten Normen durchzuführen. Über Ersatzproben siehe Kapitel 1, Abschnitt 4, C.2.
6.2 Die Ergebnisse der mechanisch-technolo-gischen Prüfungen müssen den Anforderungen nach Tabelle 5.1 genügen. Der GL kann, insbesondere für die Proben und Prüfungen gemäß 2.1.5 und 5.5 abwei-chende oder ergänzende Anforderungen festlegen.
Kapitel 3 Seite 5–6
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen II - Teil 3GL
F
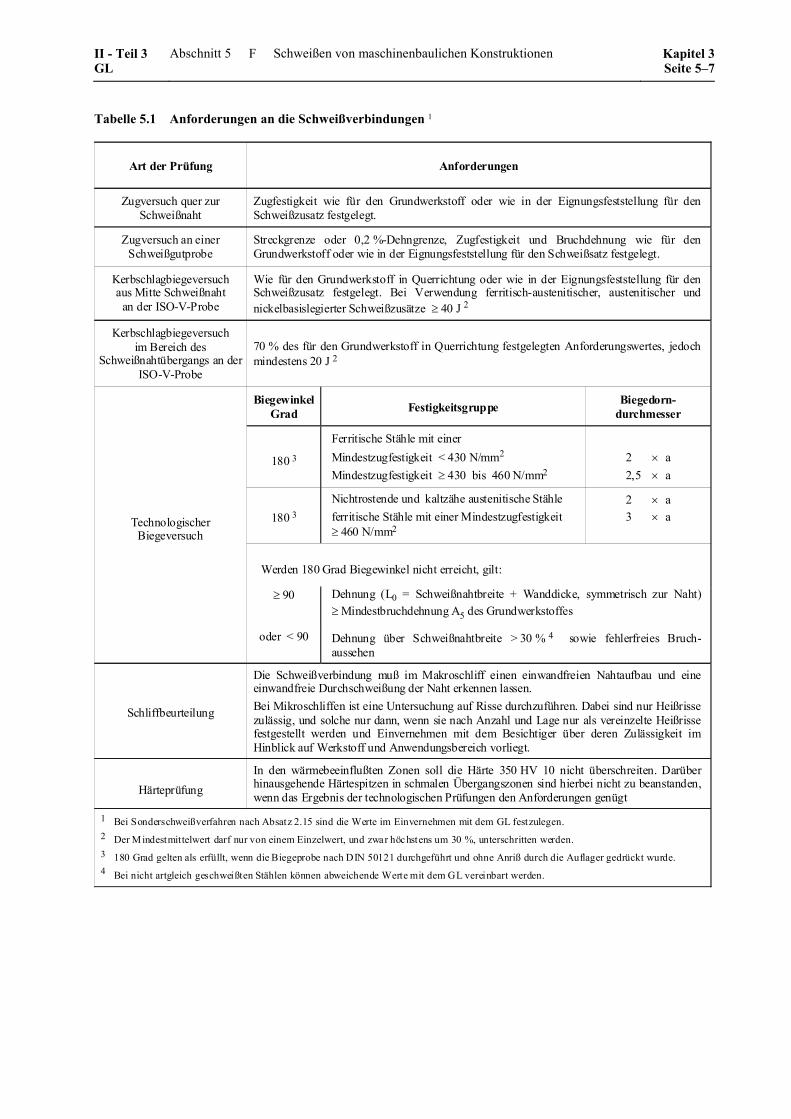
Tabelle 5.1 Anforderungen an die Schweißverbindungen 1
Art der Prüfung Anforderungen
Zugversuch quer zur Schweißnaht
Zugfestigkeit wie für den Grundwerkstoff oder wie in der Eignungsfeststellung für den Schweißzusatz festgelegt.
Zugversuch an einer Schweißgutprobe
Streckgrenze oder 0,2 %-Dehngrenze, Zugfestigkeit und Bruchdehnung wie für den Grundwerkstoff oder wie in der Eignungsfeststellung für den Schweißsatz festgelegt.
Kerbschlagbiegeversuch aus Mitte Schweißnaht
an der ISO-V-Probe
Wie für den Grundwerkstoff in Querrichtung oder wie in der Eignungsfeststellung für den Schweißzusatz festgelegt. Bei Verwendung ferritisch-austenitischer, austenitischer und nickelbasislegierter Schweißzusätze ≥ 40 J 2
Kerbschlagbiegeversuch im Bereich des
Schweißnahtübergangs an der ISO-V-Probe
70 % des für den Grundwerkstoff in Querrichtung festgelegten Anforderungswertes, jedoch mindestens 20 J 2
Biegewinkel Grad Festigkeitsgruppe Biegedorn-
durchmesser
180 3
Ferritische Stähle mit einer Mindestzugfestigkeit < 430 N/mm2 Mindestzugfestigkeit ≥ 430 bis 460 N/mm2
2 × a 2,5 × a
180 3 Nichtrostende und kaltzähe austenitische Stähle ferritische Stähle mit einer Mindestzugfestigkeit ≥ 460 N/mm2
2 × a 3 × a
Werden 180 Grad Biegewinkel nicht erreicht, gilt:
≥ 90 Dehnung (L0 = Schweißnahtbreite + Wanddicke, symmetrisch zur Naht)≥ Mindestbruchdehnung A5 des Grundwerkstoffes
Technologischer Biegeversuch
oder < 90 Dehnung über Schweißnahtbreite > 30 % 4 sowie fehlerfreies Bruch-aussehen
Schliffbeurteilung
Die Schweißverbindung muß im Makroschliff einen einwandfreien Nahtaufbau und eine einwandfreie Durchschweißung der Naht erkennen lassen. Bei Mikroschliffen ist eine Untersuchung auf Risse durchzuführen. Dabei sind nur Heißrisse zulässig, und solche nur dann, wenn sie nach Anzahl und Lage nur als vereinzelte Heißrisse festgestellt werden und Einvernehmen mit dem Besichtiger über deren Zulässigkeit im Hinblick auf Werkstoff und Anwendungsbereich vorliegt.
Härteprüfung In den wärmebeeinflußten Zonen soll die Härte 350 HV 10 nicht überschreiten. Darüber hinausgehende Härtespitzen in schmalen Übergangszonen sind hierbei nicht zu beanstanden, wenn das Ergebnis der technologischen Prüfungen den Anforderungen genügt
1 Bei Sonderschweißverfahren nach Absatz 2.15 sind die Werte im Einvernehmen mit dem GL festzulegen. 2 Der Mindestmittelwert darf nur von einem Einzelwert, und zwar höchstens um 30 %, unterschritten werden. 3 180 Grad gelten als erfüllt, wenn die Biegeprobe nach DIN 50121 durchgeführt und ohne Anriß durch die Auflager gedrückt wurde. 4 Bei nicht artgleich geschweißten Stählen können abweichende Werte mit dem GL vereinbart werden.
II - Teil 3 GL
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen Kapitel 3Seite 5–7
F
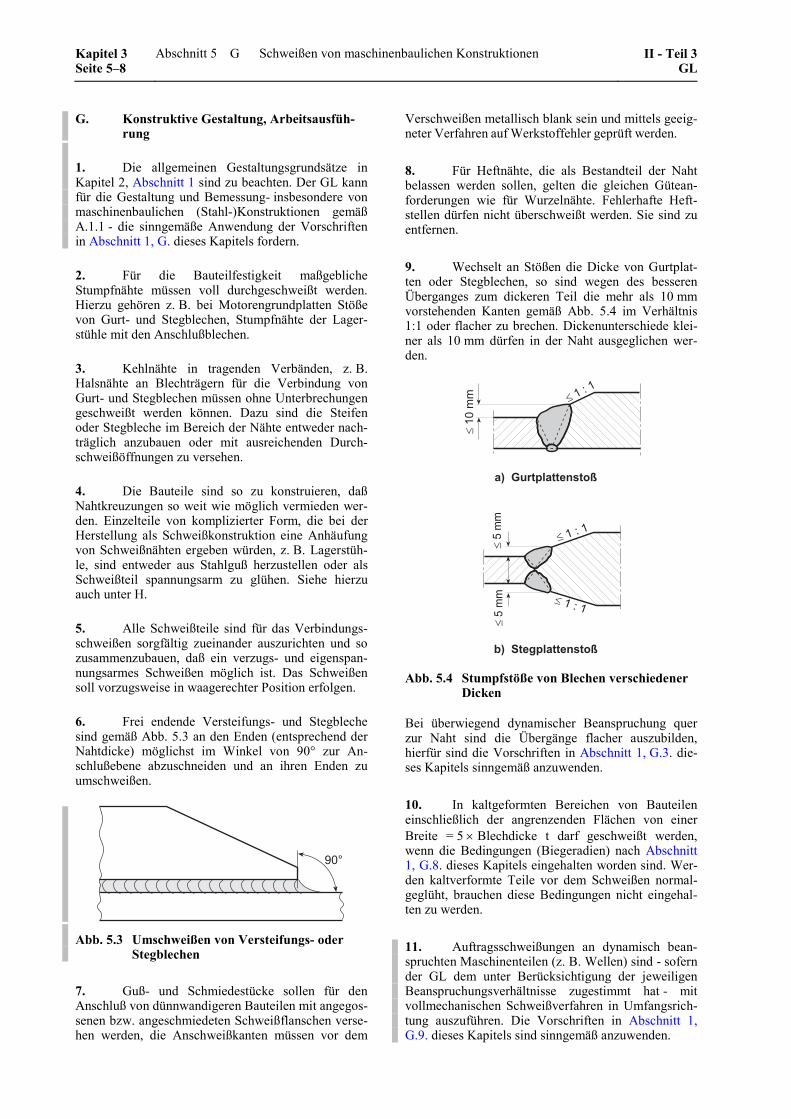
G. Konstruktive Gestaltung, Arbeitsausfüh-rung
1. Die allgemeinen Gestaltungsgrundsätze in Kapitel 2, Abschnitt 1 sind zu beachten. Der GL kann für die Gestaltung und Bemessung- insbesondere von maschinenbaulichen (Stahl-)Konstruktionen gemäß A.1.1 - die sinngemäße Anwendung der Vorschriften in Abschnitt 1, G. dieses Kapitels fordern.
2. Für die Bauteilfestigkeit maßgebliche Stumpfnähte müssen voll durchgeschweißt werden. Hierzu gehören z. B. bei Motorengrundplatten Stöße von Gurt- und Stegblechen, Stumpfnähte der Lager-stühle mit den Anschlußblechen.
3. Kehlnähte in tragenden Verbänden, z. B. Halsnähte an Blechträgern für die Verbindung von Gurt- und Stegblechen müssen ohne Unterbrechungen geschweißt werden können. Dazu sind die Steifen oder Stegbleche im Bereich der Nähte entweder nach-träglich anzubauen oder mit ausreichenden Durch-schweißöffnungen zu versehen.
4. Die Bauteile sind so zu konstruieren, daß Nahtkreuzungen so weit wie möglich vermieden wer-den. Einzelteile von komplizierter Form, die bei der Herstellung als Schweißkonstruktion eine Anhäufung von Schweißnähten ergeben würden, z. B. Lagerstüh-le, sind entweder aus Stahlguß herzustellen oder als Schweißteil spannungsarm zu glühen. Siehe hierzu auch unter H.
5. Alle Schweißteile sind für das Verbindungs-schweißen sorgfältig zueinander auszurichten und so zusammenzubauen, daß ein verzugs- und eigenspan-nungsarmes Schweißen möglich ist. Das Schweißen soll vorzugsweise in waagerechter Position erfolgen.
6. Frei endende Versteifungs- und Stegbleche sind gemäß Abb. 5.3 an den Enden (entsprechend der Nahtdicke) möglichst im Winkel von 90° zur An-schlußebene abzuschneiden und an ihren Enden zu umschweißen.
��
Abb. 5.3 Umschweißen von Versteifungs- oder Stegblechen
7. Guß- und Schmiedestücke sollen für den Anschluß von dünnwandigeren Bauteilen mit angegos-senen bzw. angeschmiedeten Schweißflanschen verse-hen werden, die Anschweißkanten müssen vor dem
Verschweißen metallisch blank sein und mittels geeig-neter Verfahren auf Werkstoffehler geprüft werden.
8. Für Heftnähte, die als Bestandteil der Naht belassen werden sollen, gelten die gleichen Gütean-forderungen wie für Wurzelnähte. Fehlerhafte Heft-stellen dürfen nicht überschweißt werden. Sie sind zu entfernen.
9. Wechselt an Stößen die Dicke von Gurtplat-ten oder Stegblechen, so sind wegen des besseren Überganges zum dickeren Teil die mehr als 10 mm vorstehenden Kanten gemäß Abb. 5.4 im Verhältnis 1:1 oder flacher zu brechen. Dickenunterschiede klei-ner als 10 mm dürfen in der Naht ausgeglichen wer-den.
������������������
�������������������
���
��� �����
�����
�����
���
��
���
��
Abb. 5.4 Stumpfstöße von Blechen verschiedener Dicken
Bei überwiegend dynamischer Beanspruchung quer zur Naht sind die Übergänge flacher auszubilden, hierfür sind die Vorschriften in Abschnitt 1, G.3. die-ses Kapitels sinngemäß anzuwenden.
10. In kaltgeformten Bereichen von Bauteilen einschließlich der angrenzenden Flächen von einer Breite = 5 × Blechdicke t darf geschweißt werden, wenn die Bedingungen (Biegeradien) nach Abschnitt 1, G.8. dieses Kapitels eingehalten worden sind. Wer-den kaltverformte Teile vor dem Schweißen normal-geglüht, brauchen diese Bedingungen nicht eingehal-ten zu werden.
11. Auftragsschweißungen an dynamisch bean-spruchten Maschinenteilen (z. B. Wellen) sind - sofern der GL dem unter Berücksichtigung der jeweiligen Beanspruchungsverhältnisse zugestimmt hat - mit vollmechanischen Schweißverfahren in Umfangsrich-tung auszuführen. Die Vorschriften in Abschnitt 1, G.9. dieses Kapitels sind sinngemäß anzuwenden.
Kapitel 3 Seite 5–8
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen II - Teil 3GL
G

H. Wärmebehandlung nach dem Schweißen
1. Dickwandige, steife Bauteile oder solche komplizierter Gestaltung, die nach dem Zusammenfü-gen erhebliche Eigenspannungen aufweisen, müssen nach dem Schweißen entsprechend den Festlegungen in den Normen oder in der GL-Zulassung wärmenach-behandelt werden. Hierzu zählen z. B. Grundplatten für Dieselmotoren, Getriebegehäuse und geschweißte Getrieberäder. Siehe hierzu auch unter G.4.
Anmerkung:
Eine Wärmenachbehandlung (Spannungsarmglühen) kann immer auch dann zweckmäßig sein, wenn die Bauteile anschließend einer mechanischen Bearbei-tung unterzogen werden sollen und dabei die Gefahr besteht, daß sich während der Bearbeitung Spannun-gen auslösen und sich die Bauteile verziehen.
2. Im allgemeinen besteht die Wärmebehand-lung aus einem Spannungsarmglühen, je nach Werk-stoff kann jedoch auch ein Anlaßglühen oder ein Ver-güten zweckmäßig oder notwendig sein. "Schwarz-weiß"-Verbindungen zwischen unlegierten Stählen und austenitischen, nichtrostenden Stählen dürfen nicht wärmenachbehandelt werden. Über Art und Durchführung der Wärmebehandlung siehe auch Kapitel 2, Abschnitt 3.
I. Prüfung der geschweißten Bauteile
1. Der Hersteller muß die Bauteile zu den erfor-derlichen Zwischen- und Endprüfungen vorstellen, siehe hierzu auch Kapitel 1, Abschnitt 1, F.1. und G. Hierbei ist dem Besichtiger des GL folgendes nach-zuweisen:
– die sachgemäße Nahtvorbereitung und Ausfüh-rung der Schweißarbeiten,
– die einwandfreie äußere Beschaffenheit der Bauteile, insbesondere der Schweißnähte,
– die Verwendung der vorgeschriebenen Werk-stoffe (durch Vorlage der Werkstoffnachweise) und Abmessungen,
– das Vorliegen entsprechender, den Anwen-dungsbereich abdeckender, gültiger Schweißer- und Verfahrensprüfungen,
– die sachgemäße Durchführung der Wärmebe-handlungen durch Vorlage entsprechender Pro-tokolle und/oder Bescheinigungen,
– die Einhaltung der vorgeschriebenen Abmes-sungen und Toleranzen durch Vorlage der Maß-protokolle.
2. Folgende Bauteile sind in jedem Falle einer zerstörungsfreien Prüfung zu unterziehen, der Besich-tiger des GL kann darüber hinaus weitere Prüfungen fordern:
– Geschweißte Radkörper:
Ultraschall- und/oder Durchstrahlungsprüfungen sowie Oberflächenrißprüfungen in dem bei der Zeichnungsgenehmigung festgelegten Umfang.
Motorengrundplatten:
Oberflächenrißprüfung und stichprobenweise Ultraschallprüfungen an den Querträgernähten, insbesondere an denen der Lagerstühle.
– Sonstige Bauteile:
Prüfung in dem bei der Zeichnungsgenehmigung oder der Einzelgenehmigung festgelegten Um-fang.
II - Teil 3 GL
Abschnitt 5 Schweißen von maschinenbaulichen Konstruktionen Kapitel 3Seite 5–9
I