Ko Einbau en Web
7
MS Motor Service International GmbH 74196 Neuenstadt, Germany www.ms-motor-service.com KOLBEN PISTON 40 013 600 2 x Z17 128,000 mm verwendbar für / suitable for MERCEDES BENZ 6 5 4 1 4 ( 0 1 ) 0 4 0 5 2 9 3 8 0 0 0 0 1 6 ( 2 1 ) J 2 V P F 2 P 4 0 0 4 4 0 D E N G L I S H Basic information 3 Installationofpistonsand cylinderliners 3.1 Installationanddirection of installation Youw illndinformationaboutthe nominal pistondiamete randpistonc learance on thepistoncrown.Thec ombinationofthi s givesthenomin aldiameterof thecylinder bore.Before installation,the pistonand cylinderdiame tersneedto bemeasure d andcomparedwiththenomin aldiameter s. Example Pi st on d ia m ete r 79 .98 mm Spclearance 0.02mm Cy linder diameter 80.00 mm Example Symbol Direction of installation in engine BMW, Merc ede s Benz, VW Control si de (oppos it e force tr ansf er /clutc h) M ercedes B enz , Sca ni a Sp eci al c as e fo r so me Ve ng ine s: Enginecentredirection Citroën,Renault AV Controlside(oppositeforcetransfer/clutch) “AV”standsfor“avant”=front Citroën,Renault AR Flywheel(forcetransfer/clutch) “AR”standsfor“arrière”=rear Peugeot,Renault V Flywheel(forcetransfer/clutch) “V”standsfor“volant”=Flywheel Peugeot, Vauxhall Flywheel(forcetransfer/clutch) C it ro ën , P eu ge o t, R en au lt Fl ywh ee l ( f or ce tr an s fe r /c lu tc h) Fiat,Iveco > Flywheel(forcetransfer/clutch) Vauxhal l, Per ki ns Gr oove Control si de (opposite force tr ansf er /clutc h) G M, Pe rk ins F RO N T Co n tr ol si d e (o pp o si te fo rce tr a ns fe r/ cl utch ) Hatz,Liebherr front Controlside(oppositeforcetransfer/clutch) Deutz, MWM Exhaus t air For air-cool ed engines the di rec tion of cool ing air Nominal piston diameter Trade mark Installation marking Art. no. Measuring window Batch number Clearance Theoverviewb elowliststhe symbolsand theirmeaning forthedirection ofinstalla - tionintheengine. Dependingon theenginemanufacturer s, thesamesymbols canhaved ierent meanings. Forpistons withskirtcoatingwithout measuringwindow,0.01-0.03mmof layerthicknessstillneedtobededucted fromthemeasu rementtoge tthestamped pistondiameter. Forpistons withmeasur ingwindow ,the pistondiamete rcanbede terminedhere withoutdeduc tingthethick nessofthe skirtcoating. Flywheel (force transfer/cl utch) Control side 33
-
Upload
napau-adelin -
Category
Documents
-
view
220 -
download
0
Transcript of Ko Einbau en Web

7/28/2019 Ko Einbau en Web
http://slidepdf.com/reader/full/ko-einbau-en-web 1/7
MS Motor Service International GmbH74196 Neuenstadt, Germanywww.ms-motor-service.com
KOLBEN
PISTON
40 013 600
2 x Z17
128,000 mm
verwendbar für / suitable for
MERCEDES BENZ
6 5 4 1 4
( 0 1 ) 0 4 0 5 2 9 3 8 0 0 0 0 1 6
( 2 1 ) J 2 V P F 2 P 4 0 0 4 4 0 D
E N G L I S H
Basic information
3
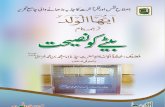
Installationofpistonsandcylinderliners
3.1Installationanddirectionofinstallation
Youwillndinformationaboutthenominal
pistondiameterandpistonclearanceon
thepistoncrown.Thecombinationofthis
givesthenominaldiameterofthecylinder
bore.Beforeinstallation,thepistonand
cylinderdiametersneedtobemeasured
andcomparedwiththenominaldiameters.
Example
Pistondiameter 79.98mm
Spclearance 0.02mm
Cylinderdiameter 80.00mm
Example Symbol Direction of installation in engine
BMW,MercedesBenz,VW Controlside(oppositeforcetransfer/clutch)
MercedesBenz,Scania SpecialcaseforsomeVengines:Enginecentredirection
Citroën,RenaultAV
Controlside(oppositeforcetransfer/clutch)
“AV”standsfor“avant”=front
Citroën,RenaultAR
Flywheel(forcetransfer/clutch)
“AR”standsfor“arrière”=rear
Peugeot,RenaultV
Flywheel(forcetransfer/clutch)
“V”standsfor“volant”=Flywheel
Peugeot,Vauxhall Flywheel(forcetransfer/clutch)
Citroën,Peugeot,Renault Flywheel(forcetransfer/clutch)
Fiat,Iveco > Flywheel(forcetransfer/clutch)
Vauxhall,Perkins Groove Controlside(oppositeforcetransfer/clutch)
GM,Perkins FRONT Controlside(oppositeforcetransfer/clutch)
Hatz,Liebherr front Controlside(oppositeforcetransfer/clutch)
Deutz,MWM Exhaustair Forair-cooledenginesthedirectionofcoolingair
Nominal piston diameter Trade mark
Installation marking
Art. no.
Measuring window
Batch number
Clearance
Theoverviewbelowliststhesymbolsandtheirmeaningforthedirectionofinstalla-
tionintheengine.
Dependingontheenginemanufacturers,
thesamesymbolscanhavedierent
meanings.
Forpistonswithskirtcoatingwithoutmeasuringwindow,0.01-0.03mmof
layerthicknessstillneedtobededucted
fromthemeasurementtogetthestamped
pistondiameter.
Forpistonswithmeasuringwindow,the
pistondiametercanbedeterminedhere
withoutdeductingthethicknessofthe
skirtcoating.
Flywheel (force transfer/clutch)
Control side
33

7/28/2019 Ko Einbau en Web
http://slidepdf.com/reader/full/ko-einbau-en-web 2/7
B C+ C- C
B C C
Basic information
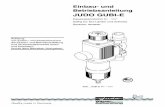
3.2
Gapdimensionandpistonpositionintopdeadcentre
Piston protrusion or piston recess dimen-
sion in top dead centre for different engine
versions*
BelowthedimensionC,theprotrusion
(markedby+)ortherecess(markedby-)
ofthepistoninthetopdeadcentreisto
beunderstoodinrelationtothecylinderblocksealingface.Thesealthicknessor
geometricalshapesofthecylinderhead
arenottakenintoaccount.
Forengineswithwetcylinderliner,the
protrusionorrecessofthepistonisalso
measuredinrelationtothecylinderblock
face.
Aprotrusionofthecylinderlineroran
existinglandedgeisnottakeninto
account.
Forair-cooledcylinders,dimensionCrefers
tothedistancebetweenpistoncrownand
theseatofthecylinderheadontheair
cooledcylinder.
Anodised piston crowns
Forpistonswithanodisedpistoncrown,
thecrownforsettingthepistonprotrusion
mustnotbescrewedo.
Thepistonscanberecognisedbythegrey
colourofthecrownsurface.
Note
Forsettingthepistonprotrusion,pistons
withreducedcompressionheightare
alsoavailableinadditiontothestandard
pistons.
Gap dimension*Thegapdimension(B)istheprotrusionor
recessofthepistoninthetopdeadcentre
inrelationtothesealingfaceofthecyl-
inderblock.Thethicknessofthecylinder
headgasketandapossiblerecessinthe
cylinderheadaretakenintoaccountfor
measuring.Thisdimensionisalsoknown
as“leaddimension”.
* see pictogram line un-
der item 1 “Instructions
for using the catalogue”
34

7/28/2019 Ko Einbau en Web
http://slidepdf.com/reader/full/ko-einbau-en-web 3/7
B A B
E N G L I S H
Basic information
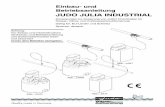
3.3
Installationofcylinderliners
Whenreplacingcylinderliners,someprep-
arationworkneedstobeperformedandcriticalissuesmustbechecked.Oncethe
oldcylinderlinersareremovedandbefore
thenewcylinderlinersareinserted,the
engineblockmustbethoroughlycleaned.
Particularlyforengineblockswithwet
cylinderliners,allcoolantresiduesand
fragmentsofgasketsaretoberemoved
fromtheareaofthecylinderlinerxture.
Installation of wet cylinder liners
1.Firstofallthecylinderlinersare
insertedwithoutsealingrings.Thisway
itischeckedwhetherthecylinderliners
canbeinsertedeasilyandwithoutjam-
ming.Ajammingofthecylinderlinerin
theborealwaysresultsindeformationof
thecylinderbore.Furthermoreitneedsto
becheckedwhetherthelinerangerests
completelyushandplane-parallelinthe
engineblock.Forthispurposethecontact
Particularcareneedstobetakenforall
contactsurfaces.Theymustbepreparedso
thattheyaremetallicallyclean,completely
levelandnon-corroded.
Hardtoolslikescrapers,cuttersetc.must
notbeusedduetotheriskofdamaging
thesesurfaces.Worncylinderblockfacesandlinerange
counterboresmustbereworked.Ifthe
diametersofthecylinderlinerboreexceed
themaximumpermissibledimension,
thesurfacesareseverelycorrodedorare
distorted,theengineblockmustbedrilled
openaccordingly.
Thecylinderlinersmustthenbeinserted
withoutsideoversizeand/orlinerswith
oversizedange.Cylinderlinerswith
dierentoversizesareavailableintheKS
deliveryprogramformanyenginetypes.
Correct fange seat Liner protrusion B
surfacescanbecoatedwithsurfacepaste
tocheckthewearpatternthisway.Ifthe
wearpatternisnotimmaculate,theange
counterboreintheengineblockneedsto
bereworked.
2.Thentheamountofprotrusionofthe
cylinderlinersmustbechecked.Ifcylinder
linersareconcernedwhereametalseal
(Tombak,stainlesssteel)isusedforseal-
ingothelinerange,itmustbeinserted
formeasuringtheangeprotrusion.Ifthe
amountofprotrusionistoolittle,thismust
becorrectedbyusingcylinderlinerswith
oversizedangeheightorsteelshims.If
theamountofangeprotrusioniswrongor
iftheangeseatisuneven,thesealofthe
combustionchamberisnotguaranteed.
Thiscanresultincylinderdistortionsand
linerangefractures.
3.Fornalinstallationofthecylinder
linersincludingElastomerseals,lubricant
mustbeusedforeasierandsaferinstalla-
tionofthecylinderliners.Thelubricantor
assemblypasteisappliedtothesurfaces
ofthecylinderlinerandengineblock,
acrosswhichthesealingsringsmustslide
duringassembly.TheElastomerseals
themselvesdonotneedanylubricant.The
cylinderlinersmustbeinsertedslowlyby
handandsecuredinthesystem.Theymust
notbeinsertedwithforceorhardblowsof
thehammer.
4.Oncethecylinderlinersareinstalled,
thecylinderboresmustbecheckedfor
roundnessandconstrictionsinthearea
ofthesealingringswithaboremeasuring
devicewithdialgauge.
Attention:
Liquidsealantsandsealingpastemustnot
beusedwheninstallingwetcylinderliners.
Areliabletofthecylinderlinerscannot
beguaranteedinthiscase.Furthermore,
theElastomersealscannotmeettheirseal-
ingfunctionifthesealingringgroovesare
lledadditionallywithsealant.Themetal
discsthatmightbesuppliedwiththecylin-
derlinersandthataremadeofTombakor
stainlesssteelareseals.Themetalseals
mustbeinsertedbetweenengineblock
andcylinderlinerinanycase.Themetal
sealsarenotsuitedtoconguringtheliner
protrusion.Multiplesealsmustnotbe
placedandinstalledontopofeachother.
35
The fange seat A must be plane-parallel.

7/28/2019 Ko Einbau en Web
http://slidepdf.com/reader/full/ko-einbau-en-web 4/7
B
D
C
Basic information
B
D
C
Installation of dry cylinder liners in
“Slipfit” version ( “Finished”)
1.Theselinersarenishedontheinternaldiameterandcanberemovedandre-
installedmanuallyorwithsuitabletools.
Theengineblockdoesnotneedtobe
removedfromthevehicleforthispurpose.
Installation of dry cylinder liners in
“Pressfit” version (“Semi-finished” )1.Thesecylinderlinersareonlynished
ontheexternaldiameter.
Theinsidediameterisonlycoarselypre-
nished.Toreplacethesecylinderliners,
theengineblockmustberemovedfromthe
vehicleandcompletelydisassembled.
2.Toremovethecylinderlinerstheseare
eitherdestroyedwithachiselorsimilar
toolordrilledoutoftheengineblock.
Furtherpreparation/checkingoftheengine
blockisthesameasforthe“Slip-t”version.
3.Asthesecylinderlinershaveapress
ttingintheengineblock,theymustbe
pressedintotheengineblockbyusinga
press.
Thepressttingisseveralhundredth
millimetresandisdeterminedbythe
specicationsoftheenginemanufacturer.
Beforepressingin,thecylinderlinersmust
becoatedwithasuitable,thinlubricanton
theexternaldiameter.Thecylinderliners
shouldbepressedintotheengineblockin
onestepwithoutinterruptionifpossible.
Aninterruptionofthepress-inproce-
dureresultsinlargebreakawaytorques
whenpressingcontinuesandfrequently
B = Liner protrusionC = Chamfer D = Radius
For“Slipt“cylinderlinerstheclearanceis
0.00-0.015mm.If0.015mmisexceeded,
anoversizelinermustbeused.
inbreakingofthecylinderliners.Ifthe
press-inprocedurecannotbeperformedinonestepduetoamissingpressstroke,the
shortpartthatismissingmustbecovered
atthestartofthepressstrokeandthelast
parttakingfulladvantageoftheavailable
pressstroke.
Thepressureplatewhichisinserted
betweenpressstampandcylinderliner
mustbethickenoughsothatitdoesnot
breakduringpressing.
Animpressionofthelinerangecanbe
preventedthisway.
Installation dimensions for “Pressfit”
cylinder liners
Cylinder diameter 50 - 80 mm 80 - 120 mm 120 - 180 mm
Presst 0.045mm-·0.070mm 0.055 - 0.080 mm 0.065 - 0.090 mm
2.Beforeinsertingthecylinderliner,the
cylinderlinercounterboremustbechecked
forroundnessanddistortion.Thebevelled
edge(C)inthehousingmustcorrespondto
therounding(D)onthecylinderliner.
3.Beforeinsertingthecylinderliners,thecylinderboresmustbecheckedforround-
nessordeformations.Forthesecylinder
liners,thelinerprotrusiondimension(B)
speciedbythemanufacturermustbe
adheredto.Thisisimportanttoensure
thatthelinersarepressedrmlydown
ontotheirseatduringoperationandare
anchoredcorrectlyintheengineblock.
Insufficientprotrusionresultsinsealing
problemsandformationofcracksonthe
liners.
4.Asthecylinderlinersdeformslightly
duringpressingin,theymuststillbenishedtottherequiredcylinderend
dimensionthroughdrillingandhoning.
Duetothepresstting,thesecylinder
linersdonotcompulsorilyrequirealiner
angeanddogenerallynothavealiner
protrusion(B).Oncethecylinderlinersare
pressedin,thecylinderblockfacemustbe
fullyreworkedonce,sothatthecylinder
linersdonotprotrudeovertheengine
blockface.
Thespecicationsarereferencevalues.Thespeciedscalesoftheenginemanufacturerare
decisiveinthiscase.
36

7/28/2019 Ko Einbau en Web
http://slidepdf.com/reader/full/ko-einbau-en-web 5/7
E N G L I S H
Basic information
3.4
Fittingthepistons
Assembly of pistons and connecting rods
Beforeinstallingtheconnectingrodsthey
needtobecheckedfordistortionand
twistingwithasuitabletestinginstrument.
Positionthepistonandtheconnectingrod
accordingtotheinstallationdirection.The
oiledpiniscarefullyinsertedintothepin
boresofthepistonandintotheconnecting
rodeyeoftheconnectingrod.Forpistons
withtightlytolerancedpinbore,insertion
ofthepiniseasierifthepistonisheatedto
approx.40°C.
For swimming pins
Retainerringsaresuppliedforxationof
thepin.
Usedretainerringsmustnolongerbe
used.Topreventlastingdeformations,
theretainerringsmustnotbepressed
togethertoohard.
Assembly of connecting rod with fixed pin
Theboreintheconnectingrodeyemust
haveapressttothepin.Forassembly
theconnectingrodistobeheatedto280-
320°C(noopename!).Afterwardsquickly
insertthewelloiledandcoldpinintothe
connectingrodeye.Toensurecorrectposi-
tioningofthepinintheconnectingrod,a
devicewithstoppinistobeused.
Whethertheringshavesafelylockedinto
thegroovescanbecheckedbyslightly
turningthem.Thejointoftheretention
mustalwaysbeindirectionofthepiston
stroke.
37

7/28/2019 Ko Einbau en Web
http://slidepdf.com/reader/full/ko-einbau-en-web 6/7
Basic information
Checking the piston rings
Checkwhethertheringscanbefreely
(turned)rotatedintheringgrooves.
Forpistonringsmarkedwith“TOP”,the
markingmustpointtothepistoncrown.
Thisensurestheintendedfunctioniswork-
ing.
Spiral expander oil control rings
Thejointendsofthespiralexpander
shouldalwaysbeexactlyoppositethering
jointforspiralexpanderrings.Forspiral
expanderswithTeonsheath,thesheath
restsagainsttheringjoint.
Inaddition,forspiralexpanderringswith
locatinghookitisimportantthatthelocat-
inghookislockedintotheoilslot.
3-part steel rail oil control rings
Duringtransportthespiralendsare
untightenedandcansliponeabove
another.Thepositionmightneedtobe
correctedbeforeinstallation.Bothcolour
markingsatthespiralendsmustbevis-
ible.Iftheyarenotvisible,thespiralhas
overlappedandtheringisnotworking.
Theringjointsofthe3-partoilcontrol
ring(thetwosteelrailsandtheexpander
spring)mustbeturnedagainsteachother
by120°eachbeforeinstallation.
Oil slot Locating hook
Spiral expander ring with locating hook
red colour mark green colour mark
Installationrecommendation
overlapped joint
wrong:
correct:
38

7/28/2019 Ko Einbau en Web
http://slidepdf.com/reader/full/ko-einbau-en-web 7/7
E N G L I S H
Basic information
Inserting the piston into the cylinder liner
Cleanthecylinderblockthoroughly.Make
surethatallglidingsurfacesarefreefrom
dirtandwelloiled.Pressthepistonrings
togetherwithasqueezertoenablethe
pistonglidingintothecylinderlinerwith-
outresistance.ForDieselenginesmeasurethegapdimensionorpiston'samountof
protrusionandalwaysadheretomanufac-
turer'sspecications.
3.5
Running-innotes
Theenginemustberuninontheroadif
notestrigisavailableforimplementinga
denedrun-inroutine.
•Thevehicleshouldnotbefullyladen.
•Runtheengineatconstantlychanging
speedlevelsnotexceeding2/3ofthe
maximumenginespeed.
•Shiftupbrisklywhilstdriving
andavoidunderrevving.
•Avoidmaximumgearspeeds.
•Avoidlengthyuphilldriving
(excessiveload).
Further advice
• Keepaconstantcheckontheoillevel
duringtherun-inphase.
Theoilconsumptioncanbeincreased.
Itisadvisabletochecktheoillevel
every50to100kmandtopupwithoilif
necessary.Ifthereisanoticeabledropin
theoillevelonthedipstick,continueto
monitoratshorterintervals.
•Donotoverlltheenginewithoil.
•Oilchangeafter1000km–Anoillter
changeisimportanthere.Thedirtand
abrasionfromrun-inhastoberemoved
fromtheengine.
•Avoidlengthydownhilldriving
(insufficientloadandundesirable
overrun).
•Donotuseenginebrakingsystems.
•Donotdriveonmotorwaysorattop
speed.
• Avoiddrivingincongestedtraffic.Driving
onopenroadsandinfree-owingurban
trafficisbest.Butnourbantrafficwith
extremelyhotoutsidetemperaturesand
withfrequentstopsattrafficlightsand
waitingtimes.
39