Konturnahe Temperierung im Werkzeugbau · 2018-10-31 · TruTops Fab TruMatic 3000 fiber Tru Punch...
13
ADDITIVE FERTIGUNG, Carolin Hörrmann Konturnahe Temperierung im Werkzeugbau
Transcript of Konturnahe Temperierung im Werkzeugbau · 2018-10-31 · TruTops Fab TruMatic 3000 fiber Tru Punch...

ADDITIVE FERTIGUNG, Carolin Hörrmann
Konturnahe Temperierung im Werkzeugbau

TRUMPF ist…
… Technologieführer
Werkzeugmaschinen Lasertechnik
… nah am Kunden
71 Tochtergesellschaften
in über 40 Ländern
… Innovationsgarant
TC 3000 R
Schalt-schrank
Bend-master
TC L 3050
TCL 6050
Qualifier
TruMatic 6000 fiber
TruConnect
TruStore1030/ 3030
TruTops Boost
Axoom
TruLaser 7040 UF
TruBend Cell
Tru Punch 5000
TruLaser Cell 7000
TRB V-Serie
TC 3000 L
TruLaser 3030
TruLaser Tube 7000
TruLaser 5030 fiber
TruPrint1000
TCL 2510TLC Cut 5
TruBend 7000
TruMatic 7000
Bright Line fiber
TruLaser 2030
TLC 1005TCL 3030
UKP Laser
TruLaser 5040 fiber
TruBend 8000
TruLaser 5030
TC L 3040
TubematicTC 600LTLC 5005Turbo Laser
TruTops Fab
TruMatic 3000 fiber
Tru Punch 3000
TSC 1
TLC 6005TC 5000R
TC 2000RTC 200RTC 500RTruma-bend
V-Serie
TruLaser 1030
TC 1000 R
1. Job Shop China
Job Shop Indo-
nesienTG Korea
TG Singapur
Ausbau USA
TG Russland
Pro-duktionChina
VSZ Italien
TG NL
Pro-duktionTaiwan
Joint Venture China
VSZ CZ
Med. Prod. China
Pro-duktion
CZ
TG Deut-schland
TG Indien
Rep Office
Vietnam
2. Job Shop China
Pro-duktionJapan
Pro-duktionMexiko
Pro-duktionPolen
Pro-duktionFKL GB
Pro-duktion
Singapur
Pro-duktion
Japan neu
Erwerb Codatto
Erwerb JFY
Erwerb IMM
TG Ungarn
Be-teiligung
Sisma
TG Türkei
ASEAN Initiative
TH Thailand
Erwerb EHT
Gruppen-arbeit
19951990 2000 2005 2010 2015
Talent-programm
Führungs-strukturen
Bündnis für Arbeit
bei TE
Standard Hierachie-ebenen
3. Bündnis für Arbeit
Familien-tage
FK-Trainings
Arbeits-zeit-
regelung
Ziel-vereinbar
ungsTOP
Bündnis für Arbeit bei TWN
Bündnis für Arbeit
2016
Karriere-bausteine
ERAInt.
Personal-austausch
Bündnis für Arbeit
MITMA
Qualifi-zierung
FK-Be-urteilung
Bro-schüren-konzept
2. Bündnis für Arbeit
KVPGesund-
heits-politik
MA-Portal
Potenzial-analyse
Quali in Kurzarbeit
MINT Programm
MA-Be-fragungen
Zentral-bereiche
Potenzial-tests
Experten-ebenen
Global Service Center
Integr. HR System
Kunden-orien-
tierung
Modular-isierung
FEM
NPILiefer-anten-mgmt.
Global Service
Büro
SYNCHRO
Virtual Reality
VR
Syn-chrone
Pro-duktion
SAP R/3Integrierte Produkt-
entw.
PO Reorga-nisation
SNYCHRO
plusOEForsaT
Entwick-lungs PM
SYNCHRO
SpezisFMEA3D-CADPEs
Multi-projekt-mgmt.
Plattform-ent-
wicklungScrum
Produkt-akte
KISStandard Projekt-mgmt.
Sales Ex-cellence
TPMQualitäts-standards
Kata
Pur-chasing
Ex-cellence
B & IT Alligned
LT 50:50TruNameSYNCHRO
4
Kenn-zahlen
Messe-konzept
TruServices
smarTTechno-
logie-teams
QFDTRIZ Easy WMAgile Ent-wicklung
Produkt-mgmt.
InfoTecCRMLogistic
Ex-cellence
Global ProcessHarmon.
Nutzenori-entiertesPricing
BaureiheProdukt-pflege-teams
Inno-vations-mgmt.
xPertIndustrial
En-gineering
Liefer-anten-portal
R10WS-
Verant-wortliche
Standort Entw-
konzepte
Menschen
Methoden
Produkte
Märkte
1990 1995 2000 2005 2010 2015
… ein unabhängiges Familienunternehmen
seit 1923
13.500
€ 3.6 Mrd.
11%
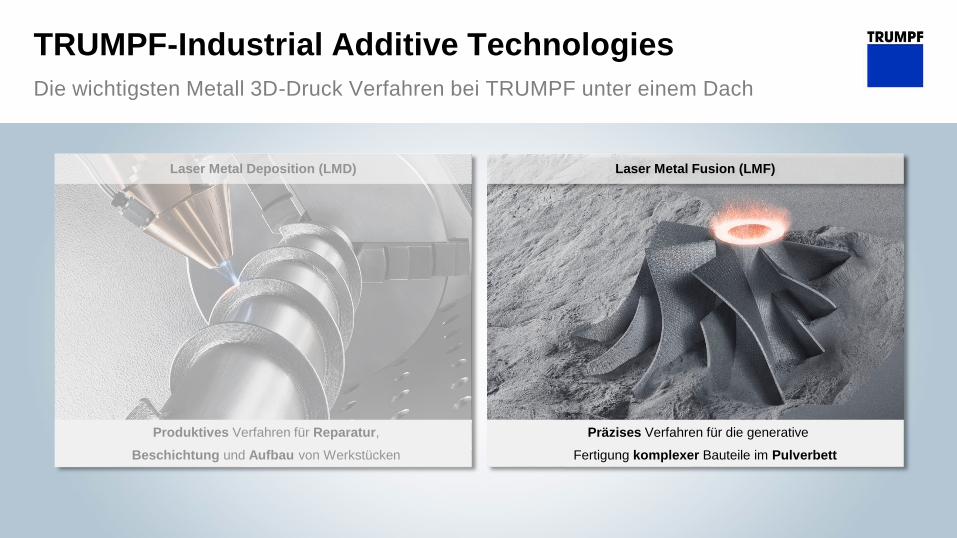
Die wichtigsten Metall 3D-Druck Verfahren bei TRUMPF unter einem Dach
TRUMPF-Industrial Additive Technologies
Produktives Verfahren für Reparatur,
Beschichtung und Aufbau von Werkstücken
Präzises Verfahren für die generative
Fertigung komplexer Bauteile im Pulverbett
Laser Metal Fusion (LMF)Laser Metal Deposition (LMD)
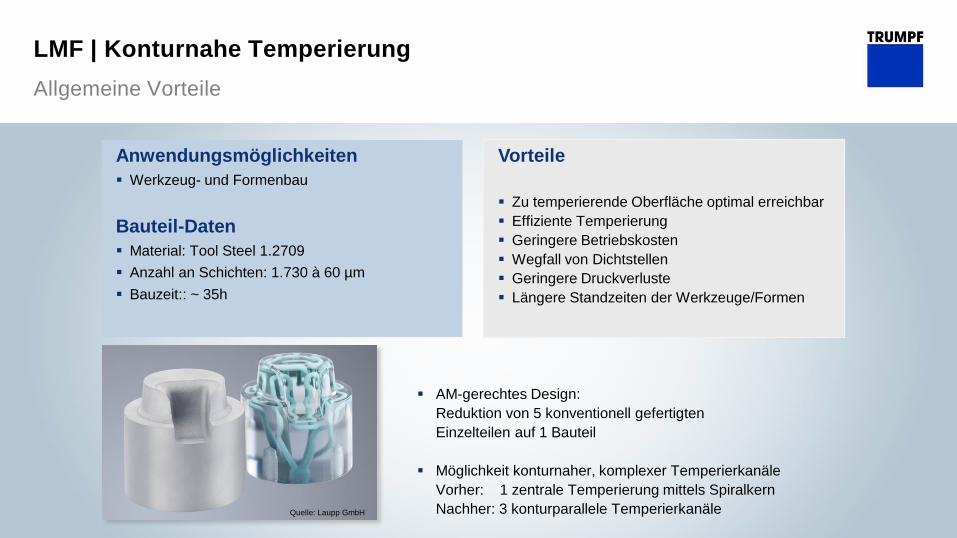
Allgemeine Vorteile
LMF | Konturnahe Temperierung
AM-gerechtes Design:
Reduktion von 5 konventionell gefertigten
Einzelteilen auf 1 Bauteil
Möglichkeit konturnaher, komplexer Temperierkanäle
Vorher: 1 zentrale Temperierung mittels Spiralkern
Nachher: 3 konturparallele Temperierkanäle
Anwendungsmöglichkeiten
Werkzeug- und Formenbau
Bauteil-Daten
Material: Tool Steel 1.2709
Anzahl an Schichten: 1.730 à 60 µm
Bauzeit:: ~ 35h
Vorteile
Zu temperierende Oberfläche optimal erreichbar
Effiziente Temperierung
Geringere Betriebskosten
Wegfall von Dichtstellen
Geringere Druckverluste
Längere Standzeiten der Werkzeuge/Formen
Quelle: Laupp GmbH
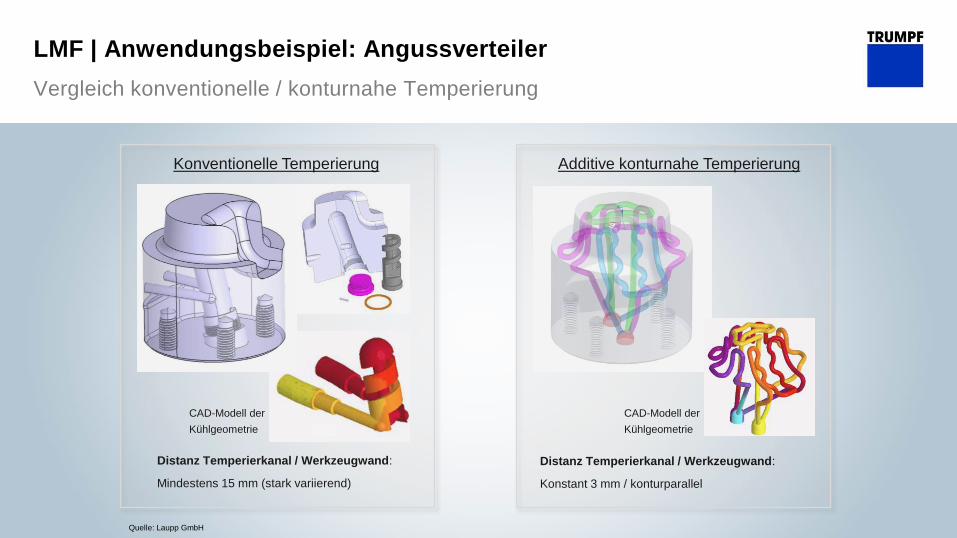
Vergleich konventionelle / konturnahe Temperierung
LMF | Anwendungsbeispiel: Angussverteiler
Quelle: Laupp GmbH
CAD-Modell der
Kühlgeometrie
Konventionelle Temperierung Additive konturnahe Temperierung
Distanz Temperierkanal / Werkzeugwand:
Mindestens 15 mm (stark variierend)
Distanz Temperierkanal / Werkzeugwand:
Konstant 3 mm / konturparallel
CAD-Modell der
Kühlgeometrie

Vergleich konventionelle / konturnahe Temperierung bzgl. Effizienz
LMF | Anwendungsbeispiel: Angussverteiler
Quelle: Laupp GmbH
Konventionelle Temperierung Additive konturnahe Temperierung
Tmax≈ 38°C Tmax≈80°C
nach 5 s
Tmax≈90°C = TWasserTmax≈70°C < TWasser
nach 60 s
Oberflächentemperatur
nach 5 s nach 60 s
Oberflächentemperatur
Träge Reaktion der Werkzeugwand
Unnötig viel zu temperierende Masse
Nahezu verzögerungsfreie Reaktion
der Werkzeugwand
Hohe Effizienz / homogene Temperatur
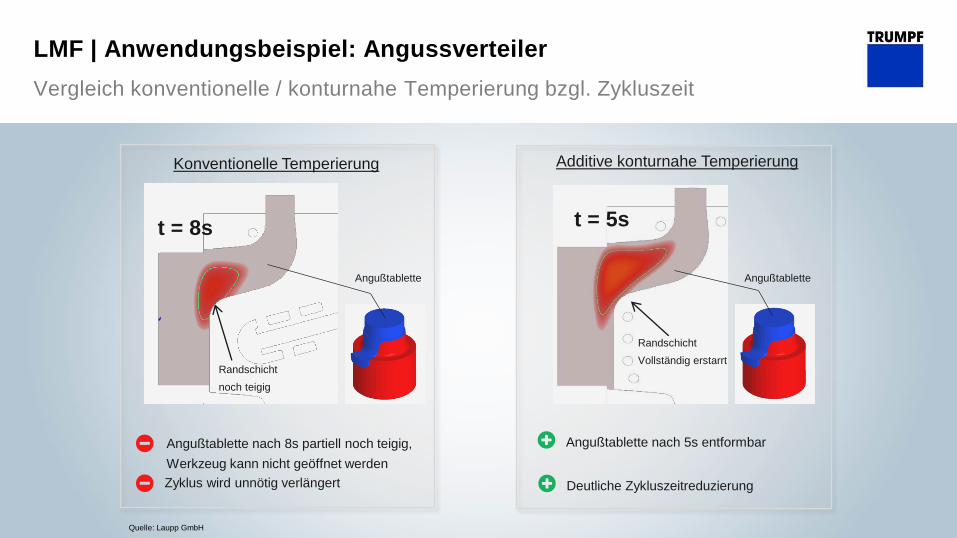
Vergleich konventionelle / konturnahe Temperierung bzgl. Zykluszeit
LMF | Anwendungsbeispiel: Angussverteiler
Quelle: Laupp GmbH
Konventionelle Temperierung Additive konturnahe Temperierung
Angußtablette nach 8s partiell noch teigig,
Werkzeug kann nicht geöffnet werden
Angußtablette nach 5s entformbar
Deutliche Zykluszeitreduzierung
t = 8s
Randschicht
noch teigig
Zyklus wird unnötig verlängert
t = 5s
Randschicht
Vollständig erstarrt
Angußtablette Angußtablette
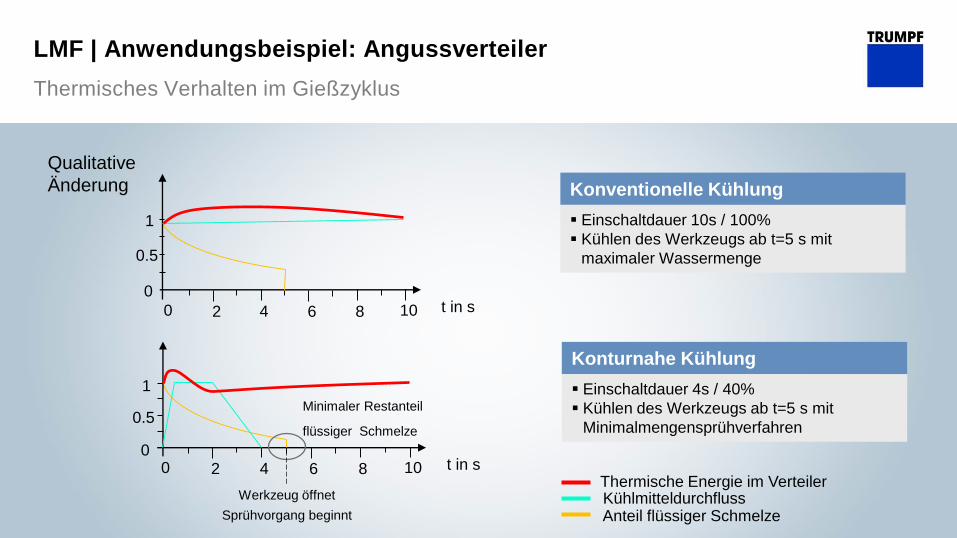
Thermisches Verhalten im Gießzyklus
LMF | Anwendungsbeispiel: Angussverteiler
Qualitative
Änderung
Konturnahe Kühlung
Einschaltdauer 4s / 40%
Kühlen des Werkzeugs ab t=5 s mit
Minimalmengensprühverfahren
0 2 4 6 8 10 t in s
1
0.5
0
Minimaler Restanteil
flüssiger Schmelze
KühlmitteldurchflussAnteil flüssiger Schmelze
Thermische Energie im Verteiler
0 2 4 6 8 10 t in s
1
0.5
0
Konventionelle Kühlung
Einschaltdauer 10s / 100%
Kühlen des Werkzeugs ab t=5 s mit
maximaler Wassermenge
Werkzeug öffnet
Sprühvorgang beginnt
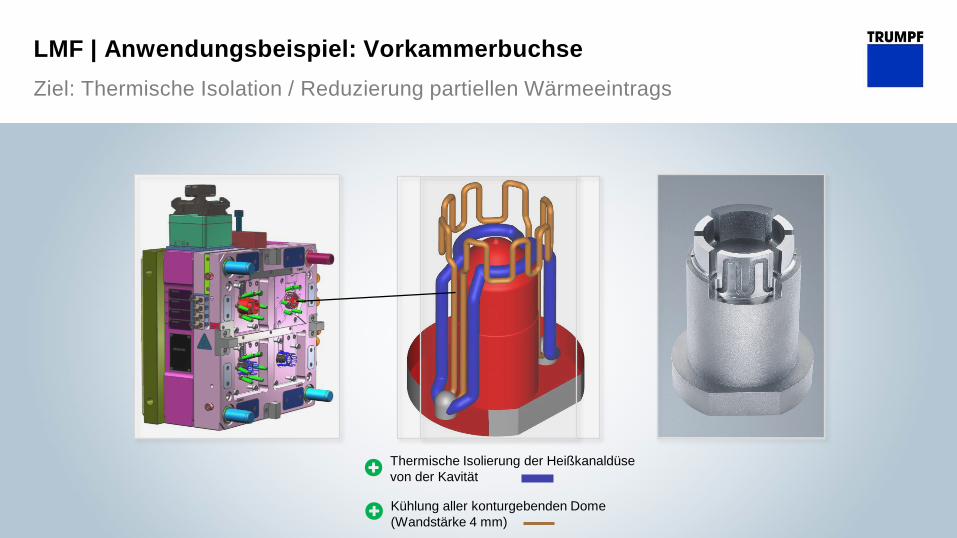
Ziel: Thermische Isolation / Reduzierung partiellen Wärmeeintrags
LMF | Anwendungsbeispiel: Vorkammerbuchse
Thermische Isolierung der Heißkanaldüse
von der Kavität
Kühlung aller konturgebenden Dome
(Wandstärke 4 mm)

Ziel: Vermeiden partieller Überhitzung im Kopfbereich
LMF | Anwendungsbeispiel: Schieberkopf
Optimale Temperierung des Kopfbereichs /
kein Wärmestau mehr
Reduzierung des Druckvolumens durch
Kombination mit konventionellem Grundkörper
Quelle: Schimko Formenbau GmbH
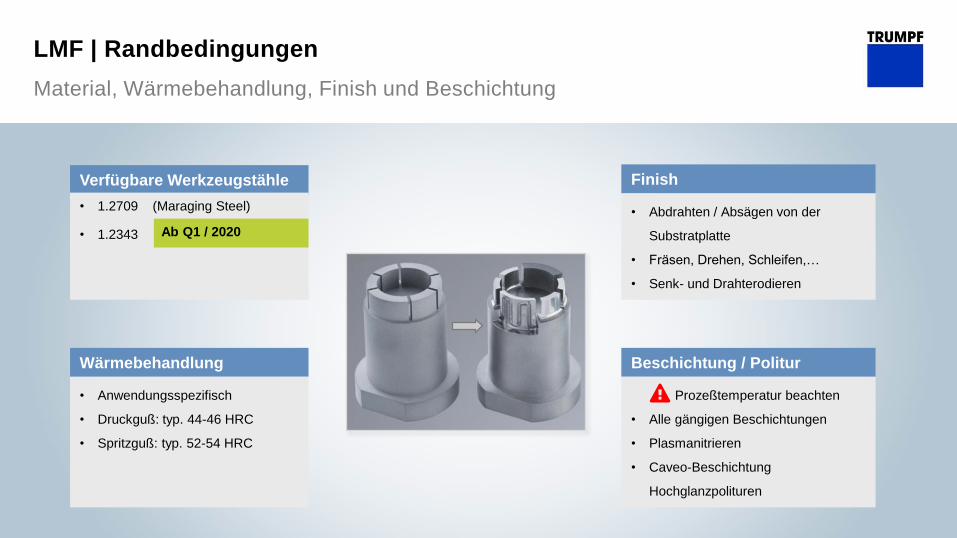
Material, Wärmebehandlung, Finish und Beschichtung
LMF | Randbedingungen
Finish
• Abdrahten / Absägen von der
Substratplatte
• Fräsen, Drehen, Schleifen,…
• Senk- und Drahterodieren
Beschichtung / Politur
Prozeßtemperatur beachten
• Alle gängigen Beschichtungen
• Plasmanitrieren
• Caveo-Beschichtung
Hochglanzpolituren
Verfügbare Werkzeugstähle
• 1.2709 (Maraging Steel)
Wärmebehandlung
• Anwendungsspezifisch
• Druckguß: typ. 44-46 HRC
• Spritzguß: typ. 52-54 HRC
• 1.2343 Ab Q1 / 2020

Peripherie, Betrieb und Wartung
LMF | Randbedingungen
Betrieb
• Auf permanenten Durchfluß achten
• Werkzeuge niemals nass einlagern
• Wasserqualität regelmäßig
kontrollieren
Wartung
• Durchflußkontrolle
• Ggf. reinigen
( z. Bsp. mit Citronensäure)
Temperiergeräte
• Medien: typ. Wasser oder Öl
• Selten: Gas- oder Kältemittel
Wasserqualität
• Feinfilter für Kühlkanäle < Ø 2mm
• Entmineralisiertes Wasser, sofern
Verdampfen auftreten könnten
• Separate Kühlkreise für die
konturnahe Temperierung
Quelle: GWK
ADDITIVE FERTIGUNG, Carolin Hörrmann