
Kühlschmierstoffrecycling mit Hilfe der ... · Mikrowellen-Energietechnik wurde ein auf dem...
82
Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH) Förderkennzeichen (alt) 148 1140 Förderkennzeichen (neu) 0330243 01.12.98 bis 31.05.01 Schlussbericht ATZ-EVUS Entwicklungszentrum für Verfahrenstechnik Kropfersrichter Straße 6-8 92237 Sulzbach-Rosenberg Tel.: 09661/908400 Fax: 09661/908469
Transcript of Kühlschmierstoffrecycling mit Hilfe der ... · Mikrowellen-Energietechnik wurde ein auf dem...
Kühlschmierstoffrecycling
mit Hilfe der
temperaturaktivierten Druckhydrolyse (TDH)
Förderkennzeichen (alt) 148 1140
Förderkennzeichen (neu) 0330243
01.12.98 bis 31.05.01
Schlussbericht
ATZ-EVUS
Entwicklungszentrum für Verfahrenstechnik
Kropfersrichter Straße 6-8
92237 Sulzbach-Rosenberg
Tel.: 09661/908400
Fax: 09661/908469
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 2/82
Inhalt
1. Aufgabenstellung und Voraussetzungen.............................................................4
2. Ablauf der Untersuchungen ................................................................................6
3. Grundlagen .........................................................................................................8
3.1. Emulsionen und Emulgatoren...................................................................................8
3.2. Kühlschmieremulsionen............................................................................................8
3.3. Emulsionstrennung, Stand der Technik ..................................................................10
3.4. Grundlagen der Thermodruckhydrolyse (TDH) .......................................................17
3.5. Organische Halogenverbindungen, AOX ................................................................19
3.6. Mikrowellenstrahlung ..............................................................................................20
3.7. Der Schlaufenreaktor..............................................................................................23
4. Versuchsdurchführung......................................................................................25
4.1. Laborversuche mit Mikrowellenheizung ..................................................................25
4.2. Laborversuche im Autoklaven.................................................................................25
4.3. Versuchsdurchführung in der Technikumsanlage ...................................................25
4.4. Verweilzeituntersuchungen.....................................................................................26
4.5. Abbauversuche im kontinuierlichen Fermenter .......................................................27
4.6. Analytische Methoden ............................................................................................28
4.7. Verwendete Kühlschmieremulsionen......................................................................31
5. Ergebnisse der Emulsionsspaltung im Labormaßstab ......................................32
5.1. Optimierung der Essigsäurekonzentration ..............................................................33
5.2. Optimierung der Verweilzeit ....................................................................................34
5.3. Optimierung der Reaktionstemperatur ....................................................................35
5.4. Spaltung von verbrauchten Kühlschmieremulsionen...............................................36
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 3/82
5.5. Gemische verbrauchter Kühlschmiermittel..............................................................38
5.6. Vergleich Mikrowelle – Autoklav .............................................................................40
5.7. Kohlenwasserstoffgehalte der wässrigen Spaltphasen ...........................................41
5.8. Biologische Nachreinigung der wässrigen Spaltphase............................................43
5.9. Verbleib von anorganischen Bestandteilen .............................................................45
5.10. Untersuchungen zum AOX-Abbau..........................................................................45
6. Technikumsanlage............................................................................................51
6.1. Aufbau der Technikumsanlage ...............................................................................51
6.2. Funktionsbeschreibung der Technikumsanlage ......................................................57
6.3. Der Mikrowellenreaktor...........................................................................................58
7. Ergebnisse der Emulsionsspaltung im Technikum............................................63
7.1. Charakterisierung des Spaltabwassers...................................................................63
7.2. Charakterisierung der Ölphase ...............................................................................64
7.3. Biologische Reinigung des Spaltabwasser .............................................................64
8. Zusammenfassung der Ergebnisse...................................................................70
9. Wirtschaftlichkeit des Verfahrens......................................................................73
9.1. Verfahrensbeschreibung und Massenbilanz ...........................................................73
9.2. Kosten ....................................................................................................................74
9.3. Beurteilung des Verfahrens ....................................................................................77
10. Literatur.............................................................................................................79
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 4/82
1. Aufgabenstellung und Voraussetzungen
Kühlschmierstoffe sind bei allen metallbearbeitenden Fertigungsprozessen unverzichtbare
Produktionshilfen, da sie die thermische Belastung der Werkstoffe durch Kühlung verringern
und zugleich durch Schmierung der Bearbeitungsflächen die Standzeit der Werkzeuge
verlängern. Im Jahr 1997 wurden in der Bundesrepublik Deutschland 800.000 – 1.000.000 Mg
Kühlschmierstoffe in Anwendungsform verbraucht [Grey, 1999]. Emulsionen stellten dabei mit
95 % mengenmäßig die weitaus wichtigste Anwendungsform dar [Mang, 1983].
Kühlschmierstoffe bestehen im wesentlichen aus Mineralölen, synthetischen oder biologischen
Ölen, die je nach Anwendungsfall in unterschiedlichen Konzentrationen von 5 – 20 % in Wasser
emulgiert sind. Stabilisierung der Emulsion und Schutz vor mikrobiellem Angriff erfolgt durch
Zugabe geeigneter Additive. Während des Gebrauchs unterliegen Kühlschmieremulsionen bei
der Metallbearbeitung den vielfältigsten Beanspruchungen, wobei die Alterung durch mikrobio-
logische Zersetzung beschleunigt wird. Deshalb müssen Metallbearbeitungsemulsionen nach
einer bestimmten Einsatzzeit ausgewechselt werden. Die teilweise mit Schwermetallen,
organischen und anorganischen Schadstoffen belasteten Emulsionen müssen so aufgearbeitet
werden, dass das Abwasser den gesetzlichen Anforderungen entspricht und das anfallende Öl
einer Verwertung zugeführt werden kann.
Die nach dem Stand der Technik anwendbaren Verfahren zur Aufarbeitung von Kühlschmier-
emulsionen liefern sowohl aus ökologischer als auch aus ökonomischer Sicht nur teilweise
befriedigende Ergebnisse. Emulsionsspaltung mit Metallsalzen oder Mineralsäuren ist aufgrund
der Aufsalzung des Abwassers sowie der schlechten Verwertbarkeit des Öls kein zeitgemäßes
Behandlungsverfahren mehr. Andere Verfahren ermöglichen zwar eine Verwertung des Öls,
weisen aber eine Reihe von Nachteilen auf: Bei der Destillation wirkt sich der hohe
Energieaufwand und die Gefahr von Verkrustungen nachteilig aus. Negativ bei den Membran-
verfahren ist neben der ungenügenden Trennleistung die Anfälligkeit der Membranen hinsicht-
lich Scaling und Fouling. Zudem können in Kühlschmieremulsionen enthaltene Chemikalien
gängige polymere Membranmodule irreversibel schädigen. Bei der Behandlung mit organischen
Spaltmitteln muss das Abwasser oft einer Nachbehandlung unterzogen werden, da die
Inhaltstoffe biologisch schlecht abbaubar sind. Weitere Nachteile ergeben sich neben dem
zusätzlichen Chemikalieneintrag in das System durch die chemische Beständigkeit bestimmter
Emulgatoren und Komplexbildner. Bei keinem der Verfahren ist eine vollständige Verwertung
der ölhaltigen Bestandteile und des Wassers gegeben. Zudem kommen auf die Betriebe hohe
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 5/82
Entsorgungskosten zu, die die Wettbewerbsfähigkeit vor allem bei kleinen und
mittelständischen Unternehmen beeinträchtigen können [Ewe, 1996].
Das am ATZ-EVUS entwickelte Verfahren der temperaturaktivierten Druckhydrolyse (TDH) ist
ein innovatives und erprobtes Behandlungsverfahren für eine Vielzahl von organischen Abfällen
wie etwa Biomüll oder Tierkörper [Schieder, 1998], [Schneider, 1999], [Prechtl 1998]. Die
Substrate werden durch Einwirkung von Temperatur und Druck aufgeschlossen und es entsteht
ein größtenteils flüssiges Hydrolysat, das in einer nachgeschalteten Fermentation innerhalb
kurzer Zeit mit hohen Biogasausbeuten vergoren wird. Durch die gewählten Temperatur- und
Druckbedingungen (ca. 200°C; ca. 30 bar) ist eine zuverlässige Hygienisierung garantiert.
Darüber hinaus lassen sich auch organische Schadstoffe hydrolytisch spalten und somit zerstö-
ren. Ausgehend von diesen Erfahrungen zur thermischen Behandlung organischer Abfälle,
sollte die Möglichkeit untersucht werden, durch den Einsatz der TDH unbrauchbar gewordene
Kühlschmieremulsionen kostengünstig und abfallarm aufzuarbeiten.
Wie Voruntersuchungen zeigten, bewirkt eine kurzzeitige thermische Behandlung bei
Temperaturen zwischen 150 und 250°C unter erhöhtem Druck eine partielle Inaktivierung der in
den Kühlschmieremulsionen enthaltenen Emulgatoren. Dies führt zu einer Entstabilisierung der
Emulsion und zur Ausbildung von zwei Phasen, die getrennt werden können. Der Effekt kann
durch Absenken des pH-Wertes mit Hilfe von biologisch leicht abbaubarer Essigsäure verstärkt
werden. Polare, organische Inhaltsstoffe und Additive wie beispielsweise Phosphor- Stickstoff-
oder AOX-Verbindungen, können unter diesen Bedingungen Hydrolysereaktionen eingehen,
gesättigte Kohlenwasserstoffe werden nicht angegriffen. Die lipophile Phase kann einer
Verwertung zugeführt werden, die wässrige Phase beinhaltet anorganische Salze sowie
kurzkettige organische Spaltprodukte, die im Idealfall biologisch gut abbaubar sind. Da aufgrund
des erhöhten Druckes kein Verdampfungsvorgang stattfindet, wird im Vergleich zur destillativen
Emulsionsspaltung der energetische Aufwand deutlich verringert.
Der Einsatz von Mikrowellenstrahlung zum Erhitzen der verbrauchten Kühlschmieremulsionen
trägt zu einer Beschleunigung der Spaltung bei, da die Energie nicht über die
Gefäßwandungen, sondern mit Hilfe einer dielektrischen Erwärmung direkt in das Medium
eingebracht wird. Diese Art der Erhitzung ist wesentlich schonender für die Bestandteile der
Ölphase, d.h. die Gefahr von Verkrustungsreaktionen an heißen Gefäßwänden ist minimal.
Weiterhin können chemische Reaktionen wie z.B. Hydrolysereaktionen im Mikrowellenfeld
beschleunigt ablaufen [Kingston, 1997], [Strauss, 1995].
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 6/82
Durch Versuche in Labor- und Technikumsmaßstab sollte die Machbarkeit und Wirtschaft-
lichkeit einer bislang noch nicht praktizierten Behandlung von Kühlschmieremulsionen mit Hilfe
der TDH, eventuell unter der Einwirkung von Mikrowellenstrahlung, untersucht werden.
2. Ablauf der Untersuchungen
In der ersten Phase des Projektes wurden grundlegende Untersuchungen im Labormaßstab zur
prinzipiellen Spaltbarkeit verschiedener Emulsionstypen durch Thermodruckhydrolyse (TDH)
durchgeführt. Durch Variation von Behandlungstemperatur und -dauer wurden die nötigen
Prozessparameter ermittelt. Für die Untersuchungen fanden ein elektrisch beheizter
Laborautoklav sowie eine Labor-Druckmikrowelle Verwendung, um mögliche Unterschiede
zwischen beiden Arten des Energieeintrags zu erkennen. In enger Absprache und
Zusammenarbeit mit dem Projektpartner Fa. Umweltschutz Nord wurden an schlecht abbau-
baren Einzelsubstanzen und problematischen Abwasser-Inhaltsstoffen Versuche zur generellen
Hydrolysierbarkeit durchgeführt. Ein Schwerpunkt lag hierbei auf der Untersuchung des AOX-
Abbaus durch die Thermodruckhydrolyse. Neben ausgewählten Modellsubstanzen kamen auch
reale Emulsionen und Suspensionen mit starker AOX-Belastung zum Einsatz.
Weiterhin wurde in der ersten Phase der Projektlaufzeit eine Technikumsanlage konzipiert und
gebaut, in der eine Emulsionsspaltung durch TDH realisiert werden konnte. Der nötige
Energieeintrag sollte dabei entweder über eine elektrische Heizung oder aber durch
Einkopplung von Mikrowellenenergie erfolgen.
In Zusammenarbeit mit den Projektpartnern Fa. R. Scheuchl GmbH und Fa. Püschner
Mikrowellen-Energietechnik wurde ein auf dem Prinzip des Schlaufenreaktors basierender
Druckreaktor konstruiert und gebaut, um eine Energieeinkopplung von Mikrowellenstrahlung bei
Temperaturen bis 250°C und Drücken bis 40 bar zu realisieren. Bei der Inbetriebnahme kam es
jedoch durch auftretende Undichtigkeiten zum Bruch der im Reaktor enthalten Keramik und
damit zur Zerstörung des Reaktors. Auch in einem zweiten Versuch, der im Einvernehmen mit
den Projektpartnern und dem Projektträger mit einem ähnlichen Reaktorkonzept durchgeführt
wurde, konnte die Apparatur während der verbleibenden Projektlaufzeit nicht zuverlässig
abgedichtet werden, um einen Versuchsbetrieb zu ermöglichen.
In der zweiten Phase des Projektes wurden die Ergebnisse der Laboruntersuchungen im
Technikumsmaßstab reproduziert, wobei die Erhitzung der zu spaltenden Emulsionen auf
konventionellem Weg erfolgte. Auf einen Energieeintrag durch Mikrowellenstrahlung musste
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 7/82
aus oben genannten Gründen verzichtet werden. Neben Versuchen zur Emulsionsspaltung
wurden Untersuchungen zur anaeroben und aeroben biologischen Nachbehandlung der
wässrigen Spaltphase durchgeführt. Da die Trennung von Wasser- und Ölphase zunächst nicht
zufriedenstellend arbeitete, wurde ein der Problemstellung angepasster, und unter Druck
arbeitender Ölabscheider konstruiert, gebaut und für abschließende Untersuchungen in die
Anlage integriert.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 8/82
3. Grundlagen
3.1. Emulsionen und Emulgatoren
Emulsionen sind disperse Systeme von zwei oder mehreren miteinander nicht mischbaren
Flüssigkeiten. Dabei bildet eine der flüssigen Phasen das Dispersionsmittel in welchem die
andere Phase in Form kleiner Tröpfchen verteilt ist. Die Stabilisierung von Emulsionen besteht
in der Erzeugung einer Hemmschwelle gegen die Koaleszenz der dispergierten Tröpfchen. Dies
wird im einfachsten Fall durch Einlagerung von Tensiden (Emulgatoren) in die Phasen-
grenzschicht erreicht. Die meisten technischen und natürlichen Emulsionen bestehen aus
Wasser und Öl als nicht mischbaren Phasen. In Abhängigkeit von der Zusammensetzung und
dem Verhältnis der Phasen unterscheidet man Wasser-in-Öl-Emulsionen und Öl-in-Wasser-
Emulsion vor [Falbe, Regitz, 1995].
Emulgatoren gehören zu der großen chemischen Gruppe der grenzflächenaktiven Substanzen,
die auch als Tenside bezeichnet werden. Sie weisen einen amphiphilen Molekülaufbau auf, d.h.
sie besitzen eine hydrophile Gruppe mit Affinität zu Substanzen starker Polarität und eine
hyrophobe Gruppe mit Affinität zu unpolaren Substanzen. Emulgatoren werden in ionische und
nichtionische Produkte unterteilt. Die ionischen dissoziieren in Wasser zu anionischen oder
kationischen Emulgatoren, abhängig davon welches Ion die grenzflächenaktiven Eigenschaften
trägt. Nichtionische Emulgatoren bestehen aus einem lipophilen Grundgerüst, an das
unterschiedlich lange hydrophile Ketten (z.B. Polyethylenoxidketten) angelagert werden [Mang,
1983][Kunz, 1995].
Für den Anwendungsbereich Kühlschmieremulsionen werden Emulgatormoleküle mit genau
angepassten Eigenschaften hergestellt, wobei ausschließlich anionische und nichtionische
Emulgatoren Verwendung finden. Häufig werden Kombinationen aus beiden Emulgatorarten
eingesetzt, da dabei verstärkende Effekte auftreten [Müller, Boor, 1986].
3.2. Kühlschmieremulsionen
Kühlschmieremulsionen sind Emulsionen von Öl in Wasser, die in der Regel einen Wasseranteil
von mehr als 90 % besitzen. Eine Klassifizierung kann über die Art des Ölanteils (Mineralöl,
synthetisches Öl, biologisches Öl) erfolgen. Enthaltene Additive wie etwa Emulgatoren,
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 9/82
Korrosionsinhibitoren, Biozide, Hochdruckzusätze, Komplexbildner, Antischaummittel und
Antioxidantien dienen der Stabilisierung [Bosse, 1994].
Kühlschmierstoffe sind laut DIN 51385 Stoffe, die beim Trennen und teilweise auch beim
Umformen von Werkstoffen zum Schmieren und Kühlen eingesetzt werden. Sie werden je nach
ihrer Zusammensetzung unterschieden in nicht wassermischbare und wassermischbare Kühl-
schmierstoffe. Die nicht wassermischbaren Kühlschmierstoffe sind als gebrauchsfertige Produk-
te im Handel erhältlich, die wassermischbaren werden in der Regel als Konzentrate geliefert,
die dann durch Zugabe von Wasser in gebrauchsfertigen Zustand gebracht werden [Baumann,
1996] [DIN 51385, 1991].
Kühlschmierstoffe sollen nach VDI-Richtlinie 3396 das zerspante Volumen pro Zeiteinheit und
somit die Standzeit der Werkzeuge erhöhen sowie die Oberflächengüte der Werkstücke
verbessern. Sie haben die Aufgabe, die Reibung an den Berührungsstellen zwischen Werkzeug
und Werkstück sowie zwischen Werkzeug und Span zu verringern und die beim
Reibungsvorgang entstehende Wärme abzuführen, d.h. zu schmieren und zu kühlen [VDI-
Richtlinie 3396, 1983]. Bei Kühlschmieremulsionen wird die Funktion des Schmierens von den
ölhaltigen Inhaltsstoffen, die des Kühlens vom Wasser übernommen. Eine weitere wesentliche
Aufgabe ist das Wegspülen der bei der Bearbeitung auftretenden Späne sowie des Abriebs
beim Schleifen vom Werkzeug [Leiseder 1988].
In gebrauchten Kühlschmieremulsionen können über 300 Komponenten aus verschiedenen
Stoffklassen enthalten sein, die sich in Primärstoffe und Sekundärstoffe unterteilen. Die
Primärstoffe sind mineralische, pflanzliche oder synthetische Öle und Additive [Roth 1995]. Als
Sekundärstoffe werden Mikroorganismen, Fremdstoffe und Reaktionsprodukte bezeichnet.
Kühlschmieremulsionen werden oft durch Mikroorganismen, die in hohen Konzentrationen
toxisch wirken und Allergien auslösen können, besiedelt. Die Fremdstoffe, zu denen auch
Metallabrieb, Reinigungsmittel und Partikel aus der Luft gehören, gelangen während des
Bearbeitungsvorganges in die Schmierstoffe. Die gebildeten Reaktionsprodukte der
Mikroorganismen oder der in den Kühlschmieremulsionen während des Einsatzes ablaufenden
chemischen Reaktionen können ebenso wie die Fremdstoffe strukturelle Veränderungen
bewirken. Mögliche Reaktionsprodukte sind Metallsalze, Nitrosamine und polyzyklische
aromatische Kohlenwasserstoffe (PAK) [Roth 1995].
Aus umweltrechlicher Sicht sind verbrauchte Kühlschmierstoffe Abfall. Hinsichtlich ihrer
Entsorgung werden sie im EAK als Altöle aufgeführt und gemäß Altölverordnung behandelt
[AltölV, 1987].
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 10/82
3.3. Emulsionstrennung, Stand der Technik
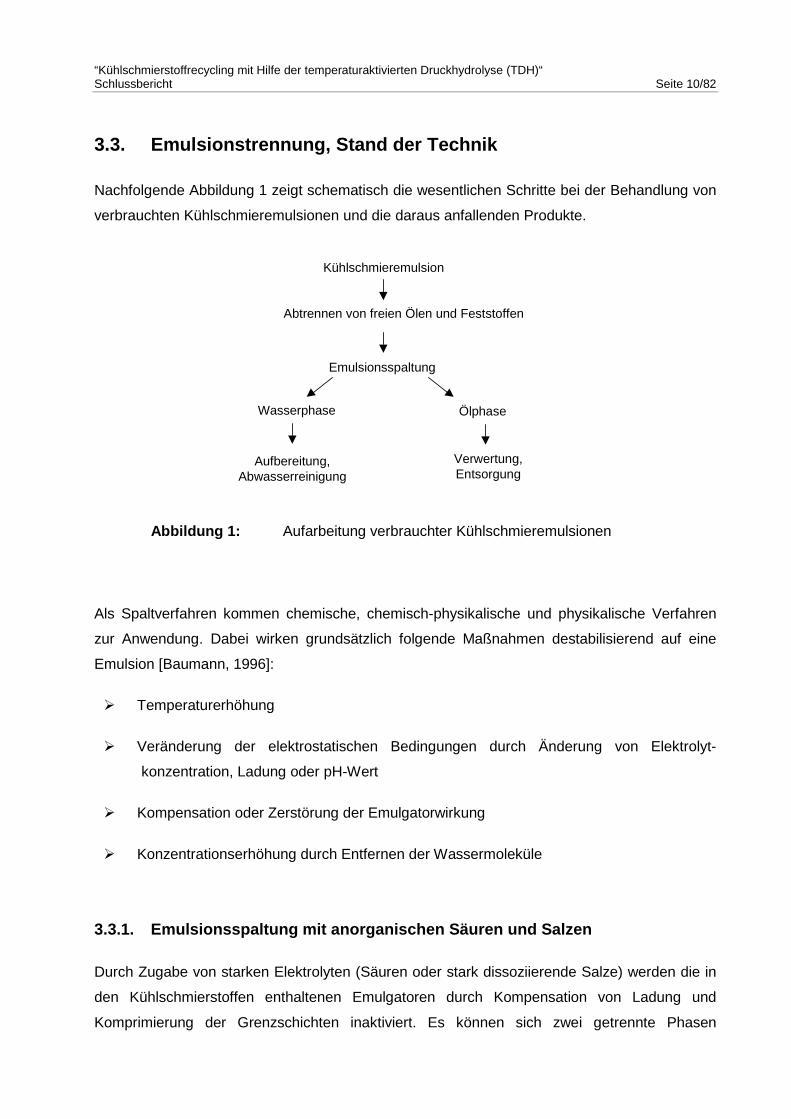
Nachfolgende Abbildung 1 zeigt schematisch die wesentlichen Schritte bei der Behandlung von
verbrauchten Kühlschmieremulsionen und die daraus anfallenden Produkte.
Abbildung 1: Aufarbeitung verbrauchter Kühlschmieremulsionen
Als Spaltverfahren kommen chemische, chemisch-physikalische und physikalische Verfahren
zur Anwendung. Dabei wirken grundsätzlich folgende Maßnahmen destabilisierend auf eine
Emulsion [Baumann, 1996]:
Temperaturerhöhung
Veränderung der elektrostatischen Bedingungen durch Änderung von Elektrolyt-
konzentration, Ladung oder pH-Wert
Kompensation oder Zerstörung der Emulgatorwirkung
Konzentrationserhöhung durch Entfernen der Wassermoleküle
3.3.1. Emulsionsspaltung mit anorganischen Säuren und Salzen
Durch Zugabe von starken Elektrolyten (Säuren oder stark dissoziierende Salze) werden die in
den Kühlschmierstoffen enthaltenen Emulgatoren durch Kompensation von Ladung und
Komprimierung der Grenzschichten inaktiviert. Es können sich zwei getrennte Phasen
Kühlschmieremulsion
Emulsionsspaltung
Wasserphase Ölphase
Aufbereitung,Abwasserreinigung
Verwertung,Entsorgung
Abtrennen von freien Ölen und Feststoffen
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 11/82
ausbilden. Dabei steigt mit einer Temperaturerhöhung die Kollisionshäufigkeit der Reaktanden
an, was zu einer Beschleunigung der Spaltung führt. Neben der Salzspaltung war die
Säurespaltung ein häufig verwendetes Verfahren [Kunz, 1995].
Eine Säurespaltung ist prinzipiell nur bei Vorhandensein von anionischen Emulgatoren möglich.
In der Emulsion wird durch Zugabe von ca. 3 Gew. % Salzsäure, Schwefelsäure oder anderen
Abfallsäuren unter Rühren ein pH-Wert von 1-2 eingestellt. Dabei erfolgt die Deaktivierung der
anionischen Emulgatoren durch deren Protonierung. Bei 80°C bis 90°C ist die Emulsion nach
vier bis fünf Stunden gespalten. Das Öl wird von der Oberfläche abgezogen und kann keiner
weiteren Verwertung zugeführt werden. Es muss aufgrund der enthaltenen Mineralsäuren als
besonders überwachungsbedürftiger Abfall beseitigt werden. Die saure wässrige Phase, die
immer noch einen Ölgehalt von mindestens 20 mg/l aufweist, wird neutralisiert und weiter-
gehend behandelt, was einen zusätzlichen Einsatz von Chemikalien und eine hohe Salzbelas-
tung des Abwassers verursacht [Baumann, 1996], [Bruckner, 1989].
Bei einer Spaltung durch Metallsalze wird der Emulsion bei Temperaturen bis 80 °C eine
Salzlösung, vorzugsweise Calcium-, Magnesium- oder Eisen(III)chlorid zugesetzt. Dabei steigt
die Wirkung der Spaltchemikalien mit der Wertigkeit der Kationen an. Anschließende Zugabe
von Lauge bewirkt eine Adsorption der Ölphase an den gebildeten Metallhydroxidflocken. Es
entsteht ein großvolumiger, ölhaltiger und schwer entwässerbarer Hydroxidschlamm, der als
besonders überwachungsbedürftiger Abfall beseitigt (verbrannt) werden muss. Das Schlamm-
volumen beträgt das 2-3fache des in der Emulsion enthaltenen Öls [Hartinger, 1985].
Sowohl bei der Säure- als auch bei der Salzspaltung ist oft eine Unterstützung der Phasen-
trennung durch ein physikalisches Verfahren wie etwa Flotation nötig.
Die Emulsionsspaltung mit anorganischen Spaltchemikalien ist nicht mehr Stand der Technik
und gemäß TA Abfall für Neuplanungen nicht mehr genehmigungsfähig, weil zusätzliche Abfälle
anfallen und erprobte umweltfreundlichere Verfahren existieren. In der Praxis sind jedoch noch
zahlreiche Anlagen in Betrieb.
3.3.2. Emulsionsspaltung mit organischen Spaltchemikalien
Die heute gängigste Variante der chemischen Emulsionstrennung ist der Einsatz von
organischen Spaltreagenzien. Dabei werden synthetische, hochpolymere Substanzen, meist
tertiäre und quartiäre Polyamine oder Polyamide mit Molekulargewichten von 75.000 bis
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 12/82
200.000 g/mol, eingesetzt. Diese heben die stabilisierende Wirkung der Emulgatoren auf, indem
sie deren Ladung neutralisieren.
Der Verbrauch an Spaltmittel beträgt etwa 3 Liter pro m³ 5 %-iger Emulsion. Nach
ausreichender Verweilzeit (zwischen 5 und 60 min) kann die Wasserphase abgezogen werden,
die aufgrund ihres CSB-, Metall-, und Kohlenwasserstoffgehaltes allerdings nachbehandelt
werden muss, z.B. oxidativ. Mit dieser Technik können etwa 90 % des emulgierten Öls
abgetrennt werden [Bosse, 1994], [Baumann, 1996]. Die Koaleszenz der Tröpfchen kann durch
Flockungsmittel oder durch eine nachgeschaltete Flotation unterstützt werden. Das Verfahren
ist sowohl im Chargenbetrieb, als auch im kontinuierlichen Betrieb einsetzbar.
Die Emulsionsspaltung mit organischen Spaltchemikalien fand in der Praxis erst nach und nach
Anerkennung. Der Grund dafür ist die als nachteilig anzusehende aufwendige Mess- und
Regeltechnik, die nötig ist, da eine Unterdosierung zu unzureichenden Spaltergebnissen und
eine Überdosierung zur Reemulgierung führen kann. Zudem verlangt jeder einzelne
Emulsionstyp Vorversuche hinsichtlich der chemischen Spaltbarkeit. Die Lagerzeit des
Spaltmittels ist begrenzt [Arpe, 1994].
Die Vorteile des organischen Spaltverfahrens sind die folgenden: reduzierte Entsorgungs-
kosten, kein Aufsalzen der Wasserphase, pH-Werte im neutralen Bereich, kein
produktbedingtes Schlammaufkommen, verwertbare Altölphasen und einfache Anlagentechnik.
Die Ölphase, die auch den organischen Spalter enthält, hat je nach Absetzzeit einen
Wassergehalt zwischen 10 und 50 % und eignet sich zur thermischen Verwertung [Spei, 1993].
3.3.3. Emulsionsspaltung durch Ultrafiltration
Bei der Aufarbeitung von Kühlschmieremulsionen kommen hydrophile Membranen, beispiels-
weise aus den Werkstoffen Zelluloseacetat, Polyamid, Polyvinylfluorid, Polyacrylnitril, Polysul-
fon oder Zirkoniumoxid auf Aluminiumoxid / Carbon zum Einsatz. Dabei wird die Emulsion unter
erhöhtem Druck mehrstufig durch die Membranen gepumpt. Die Wassermoleküle, Salze und
eventuell vorhandenen Schwermetalle permeieren durch die Membran, während die Ölmoleküle
im Retentat verbleiben. Eine vollständige Aufkonzentrierung ist allerdings technisch nicht
realisierbar. Aufgrund überproportional ansteigender Druckverluste durch Viskositätseffekte ist
die Aufkonzentrierung auf ca. 45 Gew.-% begrenzt [Baumann, 1996], [Seifert, 1996].

“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 13/82
In der Aufbereitung von Kühlschmieremulsionen kommt in der Regel eine cross flow
Ultrafiltration zum Einsatz wie nachfolgende Abbildung 2 am Beispiel einer Rohrmembran zeigt.
Abbildung 2: das Prinzip der Ultrafiltration
Die Vorteile dieses Verfahrens liegen im chemikalienfreien Betrieb und in der Tatsache, dass
keine Stoffumwandlung, wie bei thermischen und biologischen Verfahren, stattfindet [Kunz,
1995], [Anonym, 1996]. Es handelt sich um ein weit verbreitetes Standardverfahren, das sowohl
für hoch wie auch für niedrig belastete Abwässer geeignet ist. Beide Stoffströme, Retentat und
Permeat, sind prinzipiell verwertbar. Geringer Personalaufwand, weitgehende Automatisierung
und geringer Flächenbedarf machen es zu einem auch wirtschaftlich interessanten Verfahren
[Dopatka, 1993],[Bosse, 1996].
Nachteilig ist die Anfälligkeit der Membranen hinsichtlich Scaling und Fouling. Gängige
polymere Membranmodule werden durch verschiedene Chemikalien, z.B. durch in die
Kühlschmierstoffe eingeschleppte organische Lösungsmittel, irreversibel angegriffen. Deshalb
muss die Verträglichkeit der Membranen auf jede aufzuarbeitende Emulsion im Vorfeld
untersucht werden. Membranverstopfung, -beschädigung bzw. irreversible Verblockung durch
Feststoffbeläge (Graphit, Fette, Glykole) beschränkt die Lebensdauer der Membranen auf ca. 1
bis 2 Jahre [Baumann, 1996]. Ebenfalls nachteilig wirkt sich der hohe Energiebedarf und die
damit verbundenen Betriebskosten aus [Bosse 1996].
Entsprechend ihrer Größe und ihrer hydrophilen oder hydrophoben Eigenschaften finden sich
die einzelnen Inhaltsstoffe im Retentat oder Permeat wieder. Das Retentat enthält neben
Wasser und der Ölphase meist noch mechanische Verunreinigungen, die nicht durch eine
Vorfiltration erfasst werden konnten, sowie anorganische und organische Beimengungen [Kunz,
1995]: Fette, hydrophobe Substanzen, hydrophobe Sulfate Emulgator- und Tensidreste, Sand,
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 14/82
Staub, Schleifabriebe, Metalloxide, Metallhydroxide. Es wird einer Verbrennung oder einem
Ölrecycling mit Trennung von Wasser- und Ölphase zugeführt.
Im Permeat können neben Wasser alle gelösten niedermolekularen Stoffe enthalten sein:
Nitrite, Phosphate, Sulfate, Chloride, Metallionen, Laugen, Säuren, Netzmittel, Tenside,
Detergentien, Emulgatoren, Komplexbildner, Korrosionsschutzmittel. Zum Teil weisen die
Permeate CSB-Konzentrationen von über 20 g/l auf. Sie gelten dann gemäß Abfallrecht als
flüssiger Abfall und dürfen nicht ohne Nachbehandlung in die Kanalisation eingeleitet werden
[Kunz, 1995]. Die Nachbehandlung des Permeates ist abhängig von der Abwasserqualität und
den darin noch enthaltenen Ölanteilen. Mögliche Verfahren sind Fällung oder Eindampfung.
3.3.4. Emulsionsspaltung durch Destillation
Die Trennung zweier Flüssigkeiten mit verschiedenen Siedepunkten durch Verdampfung nennt
man Destillation. Die verwendeten Apparaturen bestehen grundsätzlich aus einem
Verdampfungsraum, einem Dampfabscheider und einem Kondensator. Im Verdampfungsraum
wird das zufließende Gemisch über einen Wärmetauscher auf Siedetemperatur erhitzt und
anschließend im Dampfabscheider getrennt. Die flüssige Phase wird zurück in den
Verdampfungsraum geführt, während die Dampfphase in einen Kondensator geleitet wird.
Dabei entsteht als Sumpf das sogenannte Konzentrat (Ölanteil) und als Destillat ein Wasser-
Dampfgemisch, der sogenannte Brüden [Weidel, 1991].
Destillative Verfahren werden meist mehrstufig bei Atmosphärendruck oder als
Entspannungsdestillation im Vakuum bis 0,5 bar Unterdruck durchgeführt. Die Energiezufuhr
erfolgt dabei entweder elektrisch oder über Heissdampf [Decker, 1997]. Zur Senkung des
Energiebedarfs wird die freiwerdende Wärme im Kondensator zur Vorwärmung des
zufließenden Gemisches verwendet. Da bei absinkendem Druck auch die Siedetemperatur
absinkt, wird oft mit Unterdruck gearbeitet [Britze, 1996]. Durch Brüdenverdichtung kann man
die Temperatur bei der Kondensation erhöhen. Dadurch steht eine höhere Temperatur zur
Vorwärmung zur Verfügung. Der Wärmeübertrag steigt durch die Verbesserung der
Wirkungsgrade in der Wärmetauschertechnik. Dabei spielt die Reinhaltung der Heizflächen von
Verkrustungen eine entscheidende Rolle.
Vorteilig bei destillativen Verfahren, die zur Spaltung aller Emulsionstypen herangezogen
werden können, wirkt sich aus, dass die wässrige Phase nach weiteren Aufarbeitungsschritten
als Prozesswasser wiederverwendet werden kann. Auch beim Konzentrat ist eine thermische

“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 15/82
oder stoffliche Verwertung möglich. Das Verfahren erfordert keinen Chemikalieneinsatz und
bewirkt somit auch keine Belastung oder Aufsalzung des Restwassers [Weidel 1991].
Nachteilig sind hohe Investitions- und Betriebskosten und der hohe Energieaufwand von bis zu
1000 kWh/m3 und die daraus entstehenden hohen Energiekosten [Anonym, 1996], die jedoch
durch Verwendung moderner Techniken (Mehrstufigkeit, moderne Wärmetauscher) abgesenkt
werden können. Eine Nachbehandlung des Destillats ist nötig, da leichtflüchtige Stoffe bei der
Destillation nicht abgetrennt werden können, was zu einer gewissen Belastung des Destillats
mit Kohlenwasserstoffen führt. Verkrustungen stellen deutliche Störeinflüsse dar. Darüber
hinaus ist eine destillative Emulsionsspaltung im Kleinverfahren nicht wirtschaftlich [Kunz, 1995]
[Britze, 1996].
Das Konzentrat enthält die schwererflüchtigen Anteile des Gemisches: Ölanteile, Kohlen-
wasserstoffe, zugesetzte Hilfsstoffe, Salze. Die genaue Konsistenz hängt von der Zusammen-
setzung des Eingangsgemisches ab. Die Menge des Konzentrats beträgt ungefähr 5 bis 10 %
des Ausgangsstromes [Umweltbundesamt, 1991]. Von besonderer Bedeutung ist hierbei die
Konzentration des Ölanteils, da davon die weitere spätere Verwertung abhängt. Man kann
durch die Destillation den Ölanteil auf bis zu 98 % anreichern Dadurch ist sowohl eine
thermische als auch eine stoffliche Verwertung möglich. Allerdings wird die Konzentration des
Ölanteils oft weit unter den erreichbaren 98 % gehalten, da dadurch die Menge an ungewollten
Schadstoffen im Destillat niedrig bleibt [Britze, 1996].
Das Destillat stellt ca. 90 – 95 % des Eingangsstroms dar und enthält die leichterflüchtigen
Anteile des Eingangsgemisches: Wasser, tiefer als Wasser siedende Kohlenwasserstoffe und
wasserdampfflüchtige Anteile. Zur Weiterbehandlung eignen sich fast alle chemisch-
physikalische Verfahren. Durch die Destillation lassen sich folgende Endkonzentrationen
erreichen (s. Tabelle 1) [Umweltbundesamt, 1991], [Britze, 1996], [Weidel, 1991], [Anonym,
1996].
Tabelle 1 Zusammensetzung des Destillats
Parameter Konzentration
Kohlenwasserstoffe: < 20 mg/l
CSB: 100 mg/l
Leitfähigkeit: 100 µS/cm
Salze: 0,5% der Eingangskonzentration
TOC: <100 mg/l
AOX: < 0,5 mg/l
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 16/82
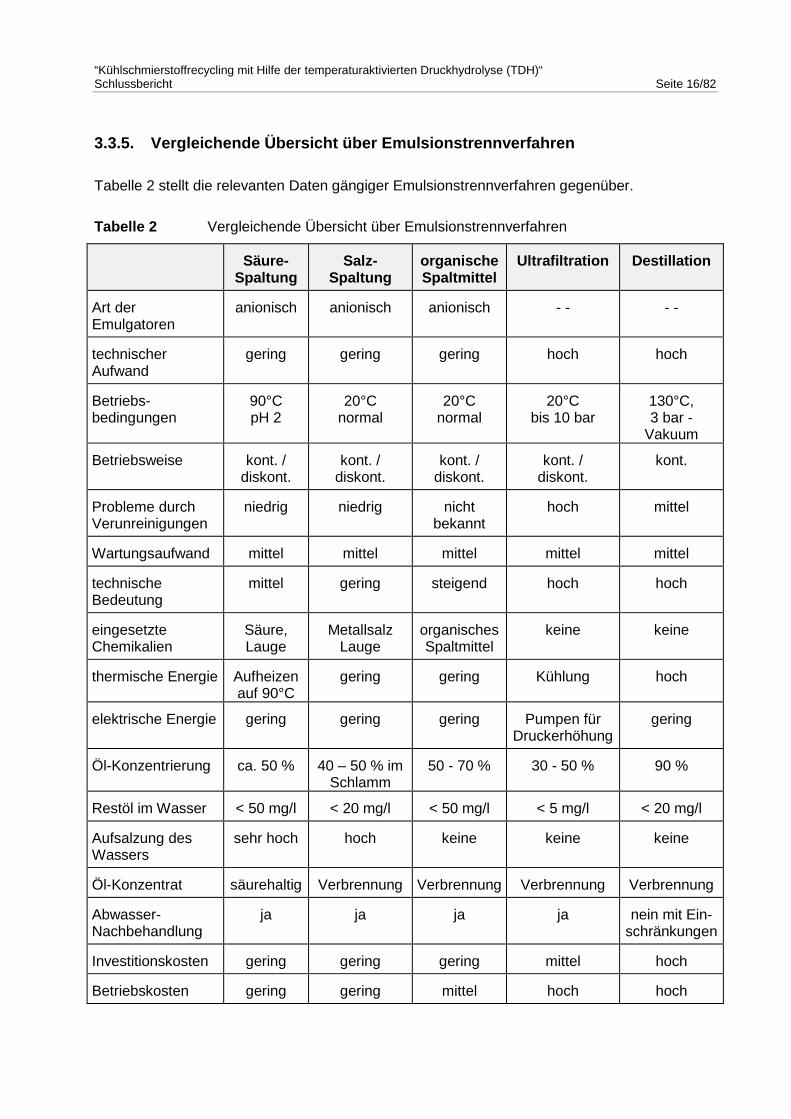
3.3.5. Vergleichende Übersicht über Emulsionstrennverfahren
Tabelle 2 stellt die relevanten Daten gängiger Emulsionstrennverfahren gegenüber.
Tabelle 2 Vergleichende Übersicht über Emulsionstrennverfahren
Säure-Spaltung
Salz-Spaltung
organischeSpaltmittel
Ultrafiltration Destillation
Art derEmulgatoren
anionisch anionisch anionisch - - - -
technischerAufwand
gering gering gering hoch hoch
Betriebs-bedingungen
90°CpH 2
20°Cnormal
20°Cnormal
20°Cbis 10 bar
130°C,3 bar -
Vakuum
Betriebsweise kont. /diskont.
kont. /diskont.
kont. /diskont.
kont. /diskont.
kont.
Probleme durchVerunreinigungen
niedrig niedrig nichtbekannt
hoch mittel
Wartungsaufwand mittel mittel mittel mittel mittel
technischeBedeutung
mittel gering steigend hoch hoch
eingesetzteChemikalien
Säure,Lauge
MetallsalzLauge
organischesSpaltmittel
keine keine
thermische Energie Aufheizenauf 90°C
gering gering Kühlung hoch
elektrische Energie gering gering gering Pumpen fürDruckerhöhung
gering
Öl-Konzentrierung ca. 50 % 40 – 50 % imSchlamm
50 - 70 % 30 - 50 % 90 %
Restöl im Wasser < 50 mg/l < 20 mg/l < 50 mg/l < 5 mg/l < 20 mg/l
Aufsalzung desWassers
sehr hoch hoch keine keine keine
Öl-Konzentrat säurehaltig Verbrennung Verbrennung Verbrennung Verbrennung
Abwasser-Nachbehandlung
ja ja ja ja nein mit Ein-schränkungen
Investitionskosten gering gering gering mittel hoch
Betriebskosten gering gering mittel hoch hoch
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 17/82
3.4. Grundlagen der Thermodruckhydrolyse (TDH)
Die Spaltung einer kovalenten Bindung durch Wasser wird in der organischen Chemie als
Hydrolyse bezeichnet. Wichtige Hydrolysereaktionen stellen die Verseifung von Carbonsäure-
estern und Carbonsäurederivaten, die Spaltung von Proteinen in Aminosäuren sowie die
Spaltung von Poly- und Disacchariden in Monosaccharide dar. Die Hydrolyse kann in der Regel
sowohl durch Protonen als auch durch Hydroxidionen katalysiert werden. Das Gleichgewicht
der meist reversiblen Hydrolysereaktionen wird durch Druck- und Temperaturerhöhung hin zur
Seite der kurzkettigen Spaltprodukte verschoben. Deshalb ist es auch möglich, relativ stabile
Bindungen aufzubrechen und hohe Ausbeuten an Spaltprodukten zu erzielen [Beyer, Walter,
1988], [Christen, 1992]. Unter anderem werden folgende technische Verfahren nach dem
Prinzip der TDH durchgeführt:
Hydrolyse von Klärschlamm zur Schlammstabilisierung und Reduzierung der zu
entsorgenden Restmasse [Hertle, 1994], [Tippmer, 1992].
Fat-Splitting zur Gewinnung von Fettsäuren und Glycerin aus nativen Fetten und Ölen
[Tippmer, 1992].
Recycling in der Kunststofffaserherstellung durch hydrolytische Spaltung von Polyamiden
zur Wiedergewinnung der Monomere [Tippmer, 1992].
Am ATZ-EVUS wurde das Verfahren der TDH im halbtechnischen Maßstab erfolgreich als
Vorbehandlung zu einer nachfolgenden Vergärung für verschiedene organische Abfallmateria-
lien (Kantinenabfälle, kommunales Bioabfallsammelgut, etc.) erprobt [Schieder, 1998],
[Schneider, 1999], [Prechtl 1998]. Dabei zeigen sich höhere Biogasausbeuten und kürzere
Verweilzeiten als bei der direkten Vergärung der unbehandelten Substrate. Zur Verwertung von
Fleischabfällen und Tierkadavern wird derzeit eine Pilotanlage in einer süddeutschen Tier-
körperbeseitigungsanlage betrieben. Speziell für diese Anwendungen bietet das Verfahren
neben dem Substataufschluss den Vorteil einer stabileren nachgeschalteten Vergärung und
aufgrund der Prozesstemperatur einer sicheren Hygienisierung der Einsatzstoffe.
Unter den Bedingungen der TDH (Temperaturen zwischen 150 und 250° und Drücke bis 50
bar) werden Peptide, Triglyceride und Polysaccharide durch die katalytische Wirkung der
gebildeten organischen Säuren hydrolysiert. Reaktionsbedingungen bis 220 °C sind aus-
reichend, um Ester- oder Amidbindungen durch die Reaktion mit Wasser im neutralen Milieu zu
spalten. Desweiteren werden bei diesen Bedingungen organische Moleküle mit heteroatomaren
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 18/82
Gruppen angegriffen wie -SO3-, -O-SO3
- -COO-, wobei die funktionellen Gruppen abgespalten
werden [Beyer, Walter, 1988], [Christen, 1992].
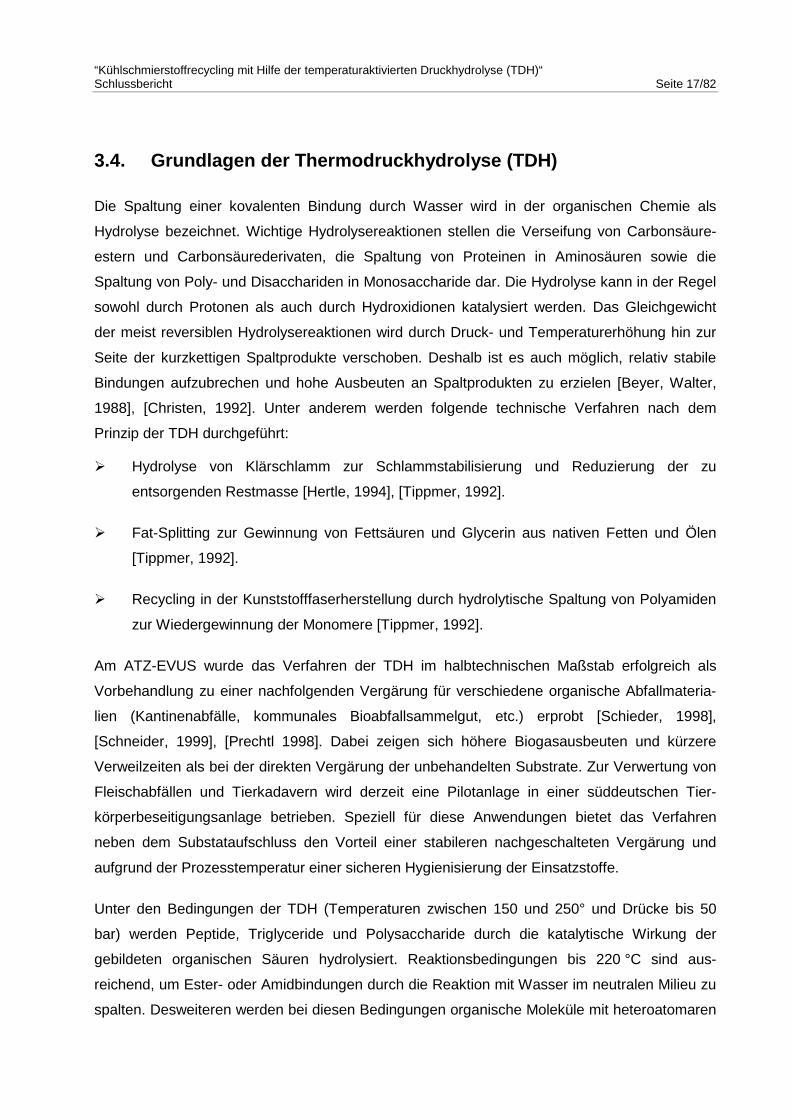
Illustriert wird der Abbau eines Tensids am Beispiel eines Alkylhydrogensulfats:
Abbildung 3 Abbau eines Alkylhydrogensulfats
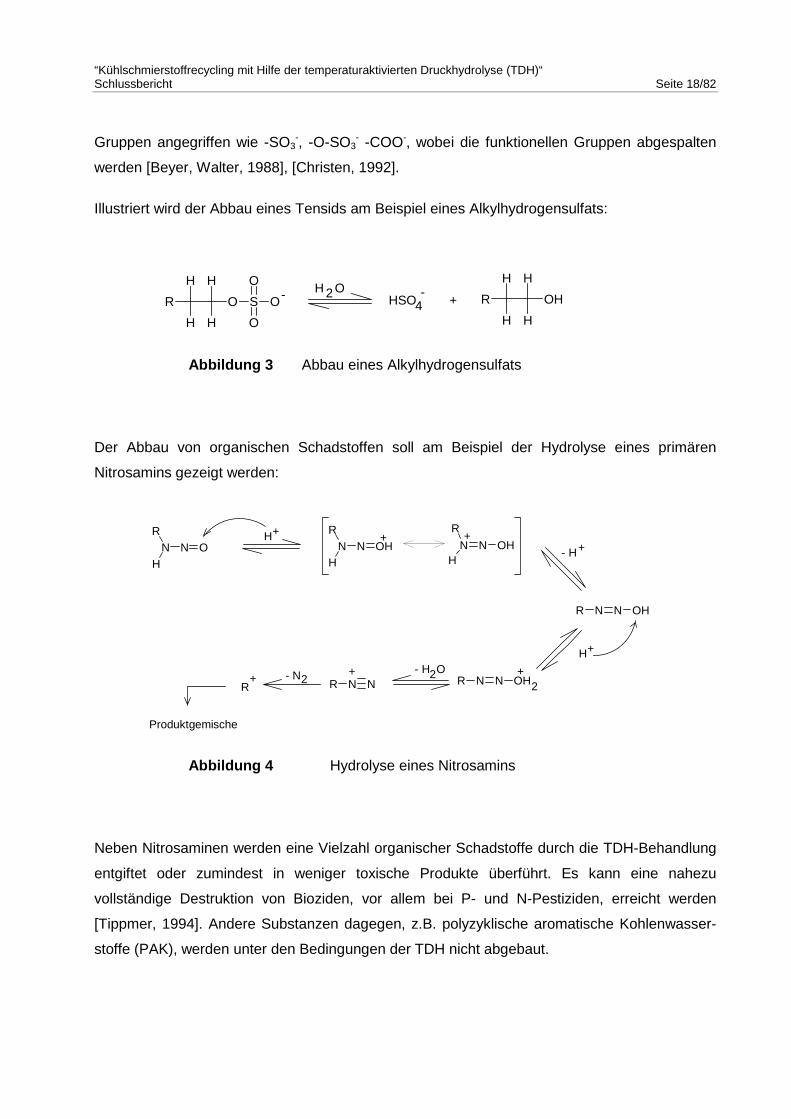
Der Abbau von organischen Schadstoffen soll am Beispiel der Hydrolyse eines primären
Nitrosamins gezeigt werden:
Abbildung 4 Hydrolyse eines Nitrosamins
Neben Nitrosaminen werden eine Vielzahl organischer Schadstoffe durch die TDH-Behandlung
entgiftet oder zumindest in weniger toxische Produkte überführt. Es kann eine nahezu
vollständige Destruktion von Bioziden, vor allem bei P- und N-Pestiziden, erreicht werden
[Tippmer, 1994]. Andere Substanzen dagegen, z.B. polyzyklische aromatische Kohlenwasser-
stoffe (PAK), werden unter den Bedingungen der TDH nicht abgebaut.
R
H
H
H
H
O S O
O
O
- H O2 HSO4- R
H
H
H
H
OH+
N NR
HO
H+ + +N N
R
HOH N N
HOH
R
- H+
R N N OH
H+
R N N OH2+- H O2
R N N+- N2+
R
Produktgemische
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 19/82
3.5. Organische Halogenverbindungen, AOX
Unter dem Sammelbegriff "Adsorbierbare organische Halogene" (AOX) sind eine Vielzahl von
Stoffen mit sehr unterschiedlichen Eigenschaften zusammengefasst. Manche Verbindungen
sind sehr reaktionsfähig, andere dagegen ausgesprochen reaktionsträge und beständig. Durch
den Einbau von Halogenatomen werden organische Verbindungen in der Regel lipophiler und
mit steigendem Halogengehalt widerstandsfähiger gegen bakteriellen Abbau [Bortlisz, Braun,
1993]. Außerdem verleihen Halogenatome in organischer Bindung einigen Produkten
besondere Eigenschaften: Kunststoffen die Stabilität, Wirkstoffen ihre spezifische Wirkung,
Lösungsmitteln ihre Nichtbrennbarkeit und gute Löseeigenschaften [Schulze-Rettmer, 1996].
Kühlschmierstoffe enthalten organische Halogenverbindungen als Biozide/Bakterizide (N-
Methylolchloracetamid, 2-Brom-2-nitropropan-1,3-diol), Antioxidantien (p-Chlor-m-kresol, Penta-
chlorphenol, 2,2´-Thiobis(4,6-dichlorphenol)), Korrosionsschutzmittel (5-Chlor-2-methyl-2,3-
dihydroisothiazol-3-on), Schmierfähigkeitsverbesserer (Chlorparaffine, chlorierte Fettsäuren, β-
Chlorsulfide) und Fressschutzwirkstoffe [Baumann, 1996]. Ihr Gehalt ist maßgeblich für eine
Verwertung, da die Altölverordnung vom 27. Oktober 1987 für die Aufarbeitung von Altölen ein
Grenzwert von 2 g Gesamthalogen / kg oder 20 mg polychlorierte Biphenyle (PCB) / kg fest-
setzt. Diese Grenzwerte gelten jedoch nicht, wenn die Schadstoffe durch das Aufarbeitungs-
verfahren zerstört werden [AltölV, 1987].
3.5.1. Behandlung AOX-haltiger Abwässer
Obwohl biologische Kläranlagen nicht für die Elimination der verschiedenartigen AOX-bildenden
Inhaltsstoffe ausgelegt sind, wird bei der üblichen mechanisch-biologischen kommunalen
Abwasserbehandlung die AOX-Konzentration durchschnittlich um 50 % gesenkt. Diese
Elimination beruht zum Teil auf einem Stripp-Effekt bezüglich der leichtflüchtigen halogen-
organischen Verbindungen, auf der Sorption an Primär- und Belebtschlamm und nur zu einem
geringen Teil auf biologischem Abbau. Da eine zentrale biologische Kläranlage in der Regel
nicht gezielt Halogenkohlenwasserstoffe eliminieren kann, ist es erforderlich, AOX-haltige
Abwässer vorzubehandeln. Als Vorbehandlungsmaßnahmen stehen im Prinzip zwei
Verfahrensgruppen zur Verfügung:
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 20/82
AOX-zerstörende Verfahren, wie Verbrennung, Nassoxidation, elektrochemische
anodische Oxidation oder biologische Verfahren
AOX-abtrennende Verfahren, wie Adsorption, Destillation, Extraktion, Strippung,
Membranverfahren oder Fällung/Flockung
Eine AOX-Zerstörung durch Hydrolyse bei erhöhter Temperatur und erhöhtem Druck (TDH) ist
ebenfalls denkbar und hängt von der Reaktionsfähigkeit der jeweiligen Verbindungen ab.
Untersuchungen zu dieser Thematik sind aus der Literatur nur in sehr geringem Umfang
bekannt [Katritzky, 2001],[Tester, 1999].
3.6. Mikrowellenstrahlung
3.6.1. Physikalische Grundlagen
Elektromagnetische Wellen im Frequenzbereich von 300 MHz bis 300 GHz bzw. im
Wellenlängenbereich von 1 m bis 1 mm werden als Mikrowellen bezeichnet. Mikrowellen-
strahlung ist eine nichtionisierende Strahlung, die Molekülbewegungen durch Ionenwanderung
und Rotation von Dipolen verursacht. Im Bereich der industriellen Nutzung von Mikrowellen in
Deutschland wird fast ausschließlich mit einer Frequenz von 2450 MHz gearbeitet.
Mit dem Begriff Mikrowellenerwärmung bezeichnet man die Wärmeerzeugung in elektrisch nicht
oder nur schwach leitenden Stoffen durch die Einwirkung eines hochfrequenten elektrischen
Wechselfeldes. Dafür ist eine polare Molekülstruktur, wie sie z.B. das Wassermolekül aufweist,
Voraussetzung [Gedye, 1988]. Die Moleküle dieser Stoffe bilden Dipole, die sich in die Richtung
des elektrischen Feldes drehen, wenn sie einem solchen ausgesetzt sind. Unter der Einwirkung
eines Wechselfeldes vollführen sie Rotationsschwingungen, wobei infolge der intermolekularen
Reibung Hochfrequenzenergie absorbiert und in Wärmeenergie umgewandelt wird. Stoffe mit
symmetrischem Molekülbau, wie z. B. aliphatische Kohlenwasserstoffe, können aufgrund ihres
fehlenden Dipolcharakters in einem elektrischen Feld nicht erwärmt werden.
Außer Dipolen werden auch frei bewegliche Ionen vom elektrischen Feld beeinflusst. Sie
bewegen sich im Takt der Hochfrequenz hin und her, wobei sie mit anderen Molekülen
zusammenstoßen. Auch dabei wird elektrische Energie absorbiert und in Wärmeenergie
umgewandelt. Dieser Anteil an der Energieumwandlung ist im Allgemeinen klein gegenüber
dem Anteil durch Dipolschwingungen, wobei aber Salzlösungen, Elektrolyte sowie keramische
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 21/82
und glasartige Stoffe bei höheren Temperaturen eine Ausnahme bilden, denn bei ihnen kann
ein großer Anteil der Erwärmung auf die Ionenbewegung zurückgeführt werden [Caddick,
1995].
Für die in einem Volumenelement des zu erwärmenden Stoffes erzeugte Wärmeleistung sind
die Frequenz, die elektrische Feldstärke des Mikrowellenfeldes sowie der Verlustwert des
Stoffes maßgebend. Der Verlustwert ist eine temperatur- und frequenzabhängige Stoffgröße. Je
größer der Verlustwert eines Stoffes ist, desto besser lässt sich dieser im Mikrowellenfeld
erwärmen. Da Wasser einen hohen Verlustwert hat, absorbiert es Mikrowellenenergie sehr gut.
Bezüglich ihres Absorptionsverhaltens von Mikrowellenstrahlung lassen sich Materialien grob in
drei Gruppen gliedern:
absorbierende Stoffe, z.B. Wasser, wasserhaltige Stoffe, verschiedene Kunststoffe
transparente Stoffe, z.B. Quarzglas, Teflon, Porzellan
reflektierende Stoffe, z.B. Metalle, Graphit
Die Verteilung der Feldstärke in einer Mikrowellenkammer, d.h. die Feldstärke als Funktion der
Raumkoordinaten, hängt von den verwendeten Mikrowellengeneratoren, von Art, Anzahl und
Anordnung der Mikrowellen-Einkopplungsstellen, von der Geometrie der Kammer, von der
Geometrie und den Stoffeigenschaften des zu erwärmenden Stoffes und vom Reflexions-
verhalten der Metallwände ab. Beim Eindringen elektromagnetischer Wellen in Materialien
treten Brechungs- und Beugungserscheinungen auf. Je nach geometrischer Form des Stoffes
kann es zu Leistungskonzentrationen an Kanten und Ecken sowie in bestimmten innen-
liegenden Bereichen kommen. Treffen die Mikrowellen einseitig auf den zu erwärmenden Stoff
und werden absorbiert, so nimmt die Volumenleistungsdichte von der Oberfläche nach innen
exponentiell ab.
Die Eindringtiefe von Mikrowellenstrahlen ist um so kleiner und damit das Absorptionsvermögen
um so höher, je größer der Verlustwert ist. Ist die Dicke des zu erwärmenden Materials deutlich
kleiner als die Eindringtiefe, so bedeutet dies, dass nur ein Bruchteil der eingestrahlten Energie
absorbiert wird. Dies würde aber nur gelten, wenn die nicht absorbierte Energie nach dem Aus-
tritt aus dem Stoff frei abgestrahlt wird. Sie wird aber an den Metallwänden der Mikrowellen-
kammer reflektiert und durchstrahlt vereinfacht dargestellt den zu erwärmenden Stoff mehrmals,
wodurch ein wesentlich höherer Anteil der vom Mikrowellenerzeuger abgestrahlten Energie
absorbiert wird, oder anders ausgedrückt: die reflektierenden Wände erhöhen die Feldstärke in
dem zu erwärmenden Material [Kingston, 1997], [Mingos, 1997], [Orth, 1993].
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 22/82
3.6.2. Anwendungen der Mikrowelle
Seit Mitte der 60er Jahre findet die Mikrowelle, welche zuvor ausschließlich in der Radar- und
Nachrichtentechnik sowie für wenige industrielle Anwendungen genutzt wurde, Eingang in
Forschung und Technik. Seitdem wird die Mikrowellenstrahlung für vielfältige Problemstellun-
gen mit der Zielsetzung, Materialien aufgrund ihrer dielektrischen Eigenschaften rasch zu
erhitzen, eingesetzt. Einige interessante Einsatzgebiete der Mikrowelle aus Industrie,
Nahrungsmittelindustrie, Landwirtschaft und Medizin sind beispielsweise im folgenden
aufgezählt [Käs, Pauli, 1991].
In der Industrie:
Verschweißung kleiner Teile aus Wolfram und Molybdän
Holz- und Furniertrocknung
Erwärmung bzw. Aushärtung von Klebestellen
Beschleunigung des Abbindens von Beton
Schnelltrocknung von fotographischen Filmen
Wiederaufbereitung von Asphalt im Straßenbau
Trocknung von textilen Geweben
In der Nahrungsmittelindustrie:
Sterilisieren von Milch, Brot und Pharmaprodukten
Auftauen von Gefriergut
Erwärmen und Garen von Speisen
Rösten von Kaffee- oder Kakaobohnen
Verdampfen des Wassers bei der Gefriertrocknung
In der Landwirtschaft:
Trocknung von Heu und anderen Futtermitteln
Trocknung von Baumwollballen
Zerstörung des Parasitenbefalls im Inneren von Nutzhölzern
Steuerung von landwirtschaftlichen Geräten bei der Feldarbeit
In der Medizin:
Einsatz in der Krebstherapie
Sterilisation von Geräten
Erwärmung von Blutplasma
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 23/82
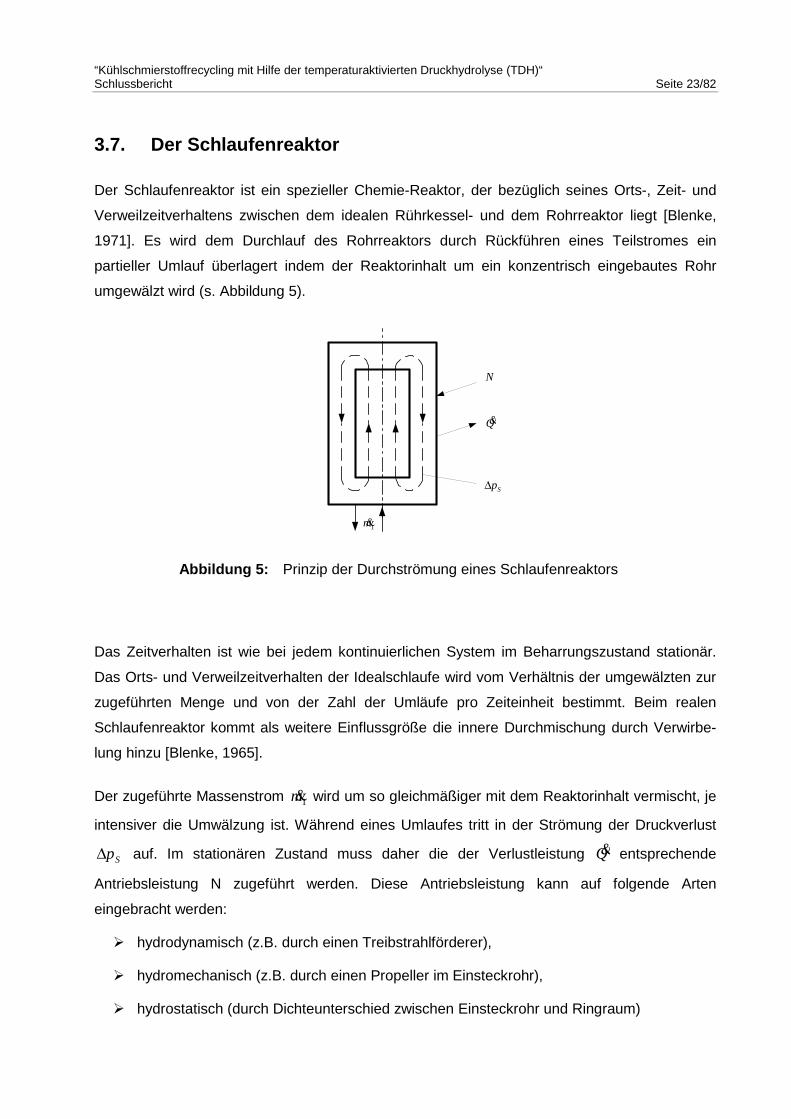
3.7. Der Schlaufenreaktor
Der Schlaufenreaktor ist ein spezieller Chemie-Reaktor, der bezüglich seines Orts-, Zeit- und
Verweilzeitverhaltens zwischen dem idealen Rührkessel- und dem Rohrreaktor liegt [Blenke,
1971]. Es wird dem Durchlauf des Rohrreaktors durch Rückführen eines Teilstromes ein
partieller Umlauf überlagert indem der Reaktorinhalt um ein konzentrisch eingebautes Rohr
umgewälzt wird (s. Abbildung 5).
Abbildung 5: Prinzip der Durchströmung eines Schlaufenreaktors
Das Zeitverhalten ist wie bei jedem kontinuierlichen System im Beharrungszustand stationär.
Das Orts- und Verweilzeitverhalten der Idealschlaufe wird vom Verhältnis der umgewälzten zur
zugeführten Menge und von der Zahl der Umläufe pro Zeiteinheit bestimmt. Beim realen
Schlaufenreaktor kommt als weitere Einflussgröße die innere Durchmischung durch Verwirbe-
lung hinzu [Blenke, 1965].
Der zugeführte Massenstrom 1m& wird um so gleichmäßiger mit dem Reaktorinhalt vermischt, je
intensiver die Umwälzung ist. Während eines Umlaufes tritt in der Strömung der Druckverlust
Sp∆ auf. Im stationären Zustand muss daher die der Verlustleistung Q& entsprechende
Antriebsleistung N zugeführt werden. Diese Antriebsleistung kann auf folgende Arten
eingebracht werden:
hydrodynamisch (z.B. durch einen Treibstrahlförderer),
hydromechanisch (z.B. durch einen Propeller im Einsteckrohr),
hydrostatisch (durch Dichteunterschied zwischen Einsteckrohr und Ringraum)
1m&
Sp∆
Q&
N
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 24/82
Wirtschaftliche Bedeutung hat das Schlaufenprinzip vor allem für chemische Reaktionen, in
zunehmendem Maße jedoch auch für die Abgasreinigung und die Behandlung von
Industrieabwässern [Blenke, 1971]. Bei homogenen Flüssig-Flüssig-Systemen bietet sich das
hydrodynamische Prinzip des Treibstrahlantriebes an, wobei die einzubringende und bzw. oder
eine im Kreis umlaufende Flüssigkeit durch eine Düse als Treibstrahl mit hoher kinetischer
Energie axial injiziert wird. Bei Reaktionen, die unter hohen Drücken stattfinden, bietet der
Schlaufenreaktor mit Treibstrahlantrieb folgende Vorteile:
Durch die schlanke Bauweise kann der Reaktordurchmesser relativ klein dimensioniert
werden, woraus sich geringere Wandstärken des Druckbehälters und damit auch
geringere Kosten ergeben.
Eine Wellendurchführung für ein Rührwerk und die damit verbundenen Dichtungs-
schwierigkeiten können vermieden werden.
Der Schlaufenreaktor weist eine größere Betriebssicherheit und günstigere
Wartungseigenschaften als andere Reaktortypen auf.
Durch theoretische Überlegungen und Berechnungen [Blenke, 1965] ist es möglich, die Intensi-
tät der Flüssigkeitsumwälzung als Funktion der geometrischen, stofflichen und betriebs-
technischen Einflussgrößen eines Schlaufenreaktors zu beschreiben. Als Maß für die Intensität
der Umwälzung dient dabei die Umwälzzahl, d.h. die Anzahl von Umläufen je Verweilzeit. Sie ist
von den geometrischen Verhältnissen im Reaktor und vom Strömungswiderstand des Systems
abhängig. Der Strömungswiderstand lässt sich unter gleichzeitiger Berücksichtigung der
stofflichen Eigenschaften des Mediums aus dem Durchmesserverhältnis von Einsteckrohr zum
Innendurchmesser des Reaktors ableiten.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 25/82
4. Versuchsdurchführung
4.1. Laborversuche mit Mikrowellenheizung
Die Mikrowellen-Versuche wurden in einer Labor-Druckmikrowelle MLS-1200 MEGA des
Herstellers MLS Mikrowellen-Labor-Systeme, Leutkirch, durchgeführt. Die Heizleistung des
Gerätes kann von 0 bis 1000 Watt in 10 Watt Schritten ausgewählt werden, wobei durch die
Dauer des Mikrowellen-Pulses die Temperatur geregelt wird. Zum Einsatz kamen
Polytetrafluorethylen (PTFE) - Gefäße HPS-100 TFM im 6-fach Rotor HPR-1000/6 von MLS.
Die Gefäße (Volumen 100 ml) sind bis zu einer Temperatur von 260 °C oder Drücken bis 80 bar
belastbar.
Jeweils 20 ml der zu behandelnden Probe wurden in ein PTFE-Gefäß gefüllt, das Gefäß druck-
dicht verschlossen und in den Rotor eingesetzt. Es erfolgte langsames Aufheizen bis zur
gewünschten Temperatur und Halten der Temperatur bis zur gewünschten Verweilzeit.
4.2. Laborversuche im Autoklaven
Die Autoklav-Versuche wurden in einem Versuchsautoklaven mit Drehrührvorrichtung des
Herstellers Andreas Hofer Hochdrucktechnik, Mühlheim a. d. Ruhr, durchgeführt. Das maximale
Reaktionsvolumen des Gerätes beträgt 2l. Versuche können bis maximal 250 bar und 350°C
durchgeführt werden.
1000 ml der zu behandelnden Probe wurden in den Autoklaven eingefüllt, dieser dann druck-
dicht verschlossen und unter Rühren auf die gewünschte Temperatur aufgeheizt und die
Temperatur bis zur gewünschten Verweilzeit gehalten.
4.3. Versuchsdurchführung in der Technikumsanlage
Ein Anlagenfließbild findet sich in Kapitel 6.1. Der Vorlagebehälter B1 wird mit Emulsion befüllt
und Essigsäure zugegeben, bis der gewünschte Volumenprozentsatz eingestellt ist. Dann wird
die Tauchmotorpumpe P1 in Betrieb genommen, um den Behälterinhalt zu homogenisieren. Die
Pumpe P1 bleibt während der gesamten Versuchsdauer in Betrieb.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 26/82
Nachdem die Versuchsparameter Temperatur und Druck in die Anlagensteuerung eingegeben
worden sind, wird die Förderpumpe P2 eingeschaltet. Diese fördert anfangs - während der
Aufheizphase - nur Wasser aus dem Vorlagebehälter B2 in die Anlage. Sobald sich der in der
Steuerung eingestellte Druck aufgebaut hat, wird die Elektroheizung des Rohrreaktors W2
zugeschaltet.
Ist die Versuchstemperatur erreicht, wird auf Vorlagebehälter B1 umgestellt und somit die
Kühlschmieremulsion in die aufgeheizte Anlage gefördert. Nach einer bestimmten Verweilzeit,
die sich nach dem eingestellten Förderstrom richtet, ist das Wasser aus der Anlage verdrängt
und im Ölabscheider B4 wird das jetzt freie Öl abgetrennt. Das Spaltabwasser erreicht den
Sammelbehälter B6, wird aufgefangen und geeignet entsorgt.
Um von der Qualität der Phasentrennung im Ölabscheider B4 unabhängig zu sein wird vor dem
Ölabscheider B4 an der Probenahmestelle Q101 während des Versuches in bestimmten
Zeitabständen eine Probe von jeweils 1 l Volumen gezogen. Die Wasserphase dieser Proben
wird nach einer Ruhezeit analysiert.
Am Ende des Versuches wird wieder auf den Vorlagebehälter B2 umgestellt und die Kühl-
schmieremulsion mit Wasser aus der Anlage verdrängt. Anschließend wird die Heizung W2
abgeschaltet und die Anlage mit weiterem Wasserdurchfluss auf eine Temperatur unter 100°C
abgekühlt.
4.4. Verweilzeituntersuchungen
Die Verweilzeitverteilungen der Technikumsanlage wurden mit Hilfe von Stoßmarkierungen
durchgeführt. Als Markierungssubstanz wurde eine 5-molare NaCl - Lösung verwendet, die mit
Hilfe einer Spritze direkt vor dem zu untersuchenden Anlagenteil in die Rohrleitung injiziert
wurde. Die zeitliche Änderung der Konzentration am Ausgang des zu untersuchenden
Anlagenteils wurde durch eine Leitfähigkeitszelle aufgenommen und dann als Spannungssignal
abgegriffen und über ein Voltmeter zur Speicherung an einen PC weitergeleitet.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 27/82
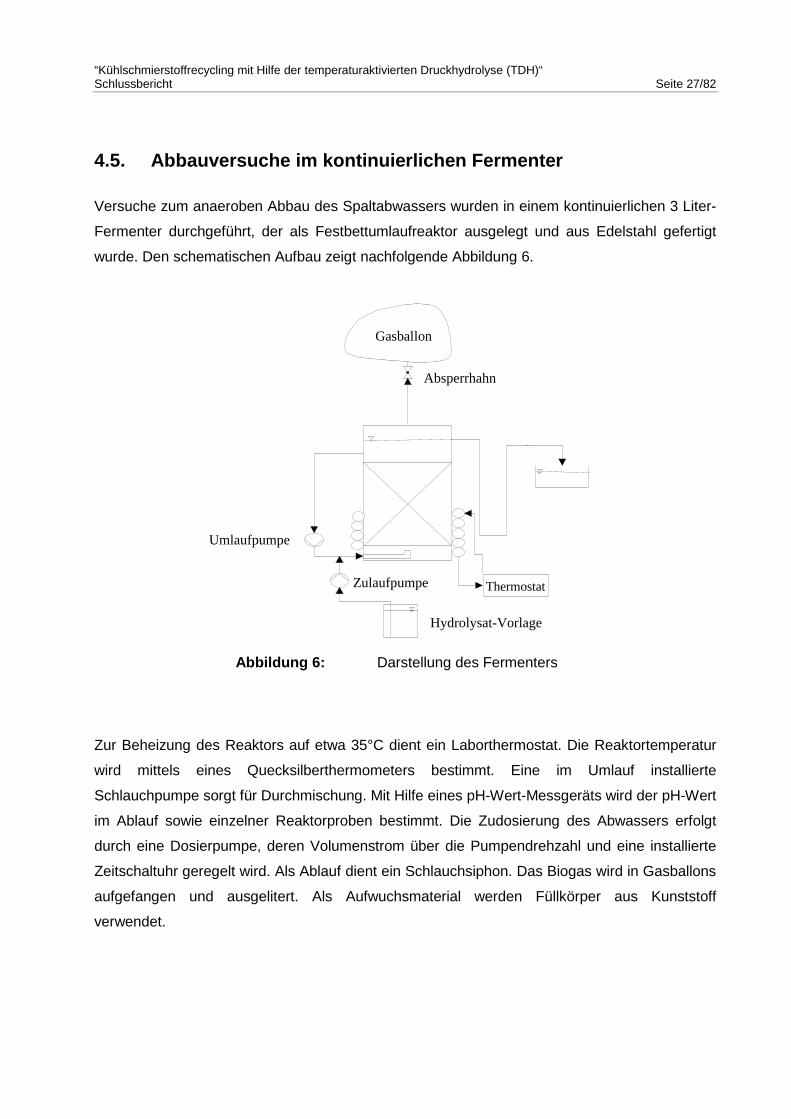
4.5. Abbauversuche im kontinuierlichen Fermenter
Versuche zum anaeroben Abbau des Spaltabwassers wurden in einem kontinuierlichen 3 Liter-
Fermenter durchgeführt, der als Festbettumlaufreaktor ausgelegt und aus Edelstahl gefertigt
wurde. Den schematischen Aufbau zeigt nachfolgende Abbildung 6.
Abbildung 6: Darstellung des Fermenters
Zur Beheizung des Reaktors auf etwa 35°C dient ein Laborthermostat. Die Reaktortemperatur
wird mittels eines Quecksilberthermometers bestimmt. Eine im Umlauf installierte
Schlauchpumpe sorgt für Durchmischung. Mit Hilfe eines pH-Wert-Messgeräts wird der pH-Wert
im Ablauf sowie einzelner Reaktorproben bestimmt. Die Zudosierung des Abwassers erfolgt
durch eine Dosierpumpe, deren Volumenstrom über die Pumpendrehzahl und eine installierte
Zeitschaltuhr geregelt wird. Als Ablauf dient ein Schlauchsiphon. Das Biogas wird in Gasballons
aufgefangen und ausgelitert. Als Aufwuchsmaterial werden Füllkörper aus Kunststoff
verwendet.
Gasballon
Absperrhahn
Umlaufpumpe
Zulaufpumpe Thermostat
Hydrolysat-Vorlage
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 28/82
4.6. Analytische Methoden
Der pH-Wert
Die Messung des pH-Wertes erfolgte gemäß DIN 38404 C5 mit einem pH-Meter WTW pH 340
mittels einer Glaselektrode.
Gesamter organischer Kohlenstoff (TOC)
Die Bestimmung des TOC erfolgte in Anlehnung an DIN 38409 H31 in einem TOC-Analysator
GOTOC 100 P der Firma Gröger & Obst, Berg. Gelöster und ungelöster organischer
Kohlenstoff werden dabei in einem Oxidationsofen zu Kohlendioxid (CO2) verbrannt. Der
anorganische Kohlenstoff-Anteil wird vorher durch Ansäuern der Probe mit 3 %iger Salzsäure
ausgetrieben. In einem Gasanalysator (Siemens Ultramat 5E-2R) wird mittels ND-IR-Detektion
die Menge des CO2 bestimmt.
Chemischer Sauerstoffbedarf (CSB)
Die Bestimmung des chemischen Sauerstoffbedarfs erfolgte mit dem MERCK-Küvettentest
1.14555. Hier wird eine Oxidation von oxidierbaren organischen und anorganischen
Verbindungen in heisser schwefelsaurer Kaliumdichromat-Lösung durchgeführt. Das dabei
entstehende Cr (III) wird am MERCK Spectroquant Nova 30 bei 593 nm photometrisch
bestimmt.
Biochemischer Sauerstoffbedarf (BSB)
Die Bestimmung des BSB erfolgte in Anlehnung an EN 1899 1 und 2 und DIN 38409 H51 und
H52 mit dem System WTW OxiTop 1230 T. Dabei wird die Sauerstoffabnahme in der Gasphase
über einen Drucksensor unter optimalen physiologischen Bedingungen ermittelt. Kalium- oder
Natriumhydroxid bindet als Chemisorber das beim Abbau der organischen Stoffe erzeugte
Kohlendioxid. Aufgrund der abnehmenden Sauerstoffmenge im Luftraum sinkt der Luftdruck in
der Messflasche.
Nitrat-Stickstoff (NO3-N)
Die NO3-N-Bestimmung erfolgte mit dem DR. LANGE Küvettentest LCK 339. Das Prinzip ist
dabei die Reaktion von Nitrationen mit 2,6-Dimethylphenol in schwefel- und phosphorsaurer
Lösung zu 4-Nitro-2,6-dimethylphenol. Die Gelbfärbung wird am DR. LANGE Digitalphotometer
LP 2 W bei 340 nm bestimmt.

“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 29/82
Ammonium-Stickstoff (NH4-N)
Ammonium wurde mit dem DR. LANGE Küvettentest LCK 303 bestimmt. Messprinzip ist hier
die Bildung von Indophenolblau aus Ammonium, Hypochlorid und Salicylat in alkalischem
Medium. Die Messung erfolgt photometrisch bei 695 nm.
Gesamt Stickstoff (TN)
Die Bestimmung erfolgte mit DR LANGE Küvettentest LCK 338. Anorganischer und organisch
gebundener Stickstoff wird mit Peroxodisulfat unter Bildung von NO3 aufgeschlossen. Nitrat
reagiert mit 2,6-Dimethylphenol in saurer Lösung zu Nirtophenol. Die Rosafärbung wird bei 340
nm photometrisch bestimmt.
Stickstoffbestimmung nach Kjeldahl (TKN)
Organisch gebundener Stickstoff wird in Anlehnung an DIN 38 409 H11 durch Kjeldahl-
Aufschluss in Ammonium überführt, als Ammoniak abdestilliert, in Borsäure aufgefangen und
maßanalytisch bestimmt.
Adsorbierbare organisch gebundene Halogene (AOX)
Die Bestimmung von adsorbierbaren organisch gebundenen Halogenen (AOX) erfolgte analog
DIN EN 1485 mit Hilfe des AOX-Analysators TOX-10-Σ der Firma Mitsubishi. Organische
Halogenverbindungen werden in salpetersaurer Lösung an Aktivkohle adsorbiert, die
anorganischen Verbindungen werden durch Spülen mit Natriumnitrat-Lösung ausgewaschen.
Die gebundenen Halogenverbindungen werden zusammen mit der Aktivkohle bei 950 °C im
Sauerstoffstrom verbrannt und das entstehende Halogenid anschließend über eine
coulometrische Titration bestimmt.
Organische Säuren, Essigsäure
Die Analysen der organischen Säuren wurden an einem Gaschromatographen HP 6890 Series
GC System des Herstellers Hewlett Packard durchgeführt. Säule: HP-FFAP 30m x 320 µm x
0,52 µm. Die Proben wurden über 0,45 µm filtriert und mit Phosphorsäure auf einen pH-Wert
von 1 bis 2 gebracht, um die Dissoziation der organischen Säuren zurückzudrängen. Nach
gaschromatographischer Auftrennung erfolgte die Bestimmung mittels Flammenionisations-
detektion.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 30/82
Kohlenwasserstoffgehalte
Zur Bestimmung des Kohlenwasserstoff-Gehalts wurden analog DIN 38409, Teil 18, 50 ml der
wässrigen Phase nach Zugabe von Magnesiumsulfat und 0,5 molarer Schwefelsäure mit 25 ml
1,1,2-Trichlortrifluorethan (C2Cl3F3) 10 Minuten extrahiert. Nach der Phasentrennung wurde die
organische Phase abgetrennt und zur Wasserentfernung über Natriumsulfat filtriert. Der Extrakt
wurde zur Entfernung von mit extrahierten nicht-Kohlenwasserstoffen in einem geschlossenen
System über Aluminiumoxid (Al2O3, aktiv neutral, Akt. Stufe I) filtriert. Anschließend wurde der
Kohlenwasserstoff-Gehalt IR-photometrisch bestimmt mittels FT-IR-Spektrometer FTS 165 der
Firma BIO-RAD.
Emissionsspektroskopie (ICP)
Die ICP-Analysen wurden mit dem Gerät ICP-Spectroflame des Herstellers Spectro Analytical
Instruments durchgeführt. Die Proben wurden mit Salpetersäure und Wasserstoffperoxid in der
Druckmikrowelle bei 235 °C aufgeschlossen.
Chloridbestimmung
Die quantitative Chloridbestimmung erfolgte als Fällungstitration nach Mohr nach der
Einstellung des pH-Wertes auf 6,5 - 7 mit Natriumhydrogencarbonat mittels Titration mit
Silbernitratlösung und Kaliumchromatlösung als Indikator.
„Rest-TOC“
Um die Qualität der Emulsionsspaltung mit einfachen Mitteln beurteilen und innerhalb von
Versuchsreihen schnell vergleichen zu können, wurde als Leitparameter der „Rest-TOC“ der
Wasserphase definiert. Dies ist der nach einem Spaltversuch in der wässrigen Phase
verbleibende TOC-Anteil bezogen auf den TOC der Emulsion in Prozent. Er berechnet sich
nach folgender Formel:
Rest-TOC = TOC(Wasserphase) / TOC(Emulsion) * 100
Eine vollständige TOC-Entfernung aus der Wasserphase auf den Wert Null ist nicht möglich, da
sich hydrophile Additive, Emulgatoren und Hydrolyseprodukte nach der Spaltung zum größten
Teil in der wässrigen Phase befinden. Ausgehend von einer typischen Zusammensetzung einer
Kühlschmieremulsion (ca. 90% des organischen Anteils sind Öl, ca. 10% sind Additive) kann als
optimales Ergebnis ein Rest-TOC von ca. 10% bezeichnet werden. Bei stark beanspruchten
oder verschmutzten Proben kann der Rest TOC auch deutlich höher liegen.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 31/82
4.7. Verwendete Kühlschmieremulsionen
Für erste Versuche wurden sortenreine verbrauchte und unverbrauchte Kühlschmieremulsionen
definierter Herkunft verwendet. Die unverbrauchten Emulsionen wurden aus käuflichen
Konzentraten nach Herstellerangaben mit Wasser auf einen typischen Ölgehalt zwischen 3 %
und 5 % verdünnt. Verbrauchte Emulsionen gleichen Typs wurden von verschiedenen metall-
verarbeitenden Betrieben zur Verfügung gestellt. Dabei kamen sowohl Emulsionen auf Mineral-
ölbasis als auch auf Rapsölbasis zum Einsatz.
Cimcool MB 603
Hersteller: CINCINNATI MILACRON
Beschreibung: Klares, braungelbes, wassermischbares, emulgierbares
Kühlschmierstoffkonzentrat Enthält anionische und nichtionogene Emulgatoren,
organische und anorganische Korrosionsinhibitoren, Mineralöl, Farbstoff und Wasser.
Enthält kein Nitrit, Phenol, PtBBA, PCB, Silikon, Phosphat, Schwermetall, Chlor und
keine Bakterizide, Formaldehyd und Formaldehyddepots
Ecocool 3515 MB
Hersteller: FUCHS DEA SCHMIERSTOFFE GMBH & CO.KG
Beschreibung: Mineralölhaltige Zubereitung aus anionischen und nichtionogenen
Emulgatoren und Korrosionsschutz-Additiven sowie Lösungsvermittlern auf Glykol-
Fettalkoholbasis.
Blasocut Vasco 1000
Hersteller: BLASER + CO.AG
Beschreibung: Wassermischbarer Kühlschmierstoff auf Rapsölbasis. Enthält
Gemische aus pflanzlichen Ölen, Emulgatoren und Inhibitoren Im Produkt nicht
enthalten sind: Mineralöl, Chlor, Nitrit, Nitritabspalter, Bor, sekundäre Amine,
Diethanolamin, NDELA und/oder Nitrosamine, aktiver Schwefel, Silikone, PCB, PCT,
TCDD oder andere dioxinhaltige Stoffe
Weitere Versuche wurden mit Emulsionsgemischen unbekannter Zusammensetzung
durchgeführt, wie sie bei Entsorgungsbetrieben in großen Mengen zur Behandlung oder
Entsorgung anfallen.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 32/82
5. Ergebnisse der Emulsionsspaltung im Labormaßstab
Um die Qualität der Emulsionsspaltung mit einfachen Mitteln beurteilen und innerhalb von
Versuchsreihen schnell vergleichen zu können, wurde als Leitparameter der „Rest-TOC“ der
Wasserphase definiert. Dies ist der nach einem Spaltversuch in der wässrigen Phase
verbleibende TOC-Anteil, bezogen auf den TOC der Emulsion in Prozent. Er berechnet sich
nach folgender Formel:
Rest-TOC = TOC(Wasserphase) / TOC(Emulsion) * 100
Eine vollständige TOC-Entfernung aus der Wasserphase auf den Wert Null ist nicht möglich, da
sich hydrophile Additive, Emulgatoren und Hydrolyseprodukte nach der Spaltung zum größten
Teil in der wässrigen Phase befinden. Ausgehend von einer typischen Zusammensetzung einer
Kühlschmieremulsion (ca. 90% des organischen Anteils sind Öl, ca. 10% sind Additive) kann als
optimales Ergebnis ein Rest-TOC von ca. 10% bezeichnet werden. Bei stark beanspruchten
oder verschmutzten Proben kann der Rest TOC auch deutlich höher liegen.
Erste, grundlegende Untersuchungen zur Emulsionsspaltung durch temperaturaktivierte
Druckhydrolyse wurden mit unverbrauchten Kühlschmiermitteln durchgeführt, um die störenden
Einflüsse, die durch Verunreinigungen und Inhomogenitäten der verbrauchten Emulsionen
unvermeidbar auftreten, auszuschließen und aussagekräftige, gut reproduzierbare Ergebnisse
zu erhalten. Verwendung fanden drei unterschiedliche Emulsionstypen, zwei davon auf
Mineralölbasis (Cimcool MB 603, Ecocool 3515 MB) und eine auf Rapsöl Basis (Blasocut Vasco
1000). Die notwendigen Prozessparameter für eine Emulsionsspaltung durch TDH, nämlich
Temperatur und Verweilzeit wurden untersucht und optimiert.
Diese anfänglichen Untersuchungen zeigten, dass eine zuverlässige und stabile
Emulsionsspaltung allein durch Thermodruckhydrolyse auch unter relativ drastischen
Bedingungen (Temperatur 250°C, Reaktionszeit 30 min) nicht zu beobachten ist. Die
Ergebnisse waren durch immer wieder stattfindende Reemulgierungsvorgänge schlecht
reproduzierbar.
Ein Absenken des pH-Wertes mit Essigsäure führte jedoch zu zufriedenstellenden Ergebnissen.
Essigsäure verbindet den Vorteil der pH-Wert-Absenkung mit guter biologischer Abbaubarkeit.
Eine Aufsalzung oder Belastung der Wasserphase mit schlecht abbaubaren Spaltchemikalien
findet nicht statt. Die folgenden Untersuchungen wurden also unter Zugabe von Essigsäure
durchgeführt.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 33/82
5.1. Optimierung der Essigsäurekonzentration
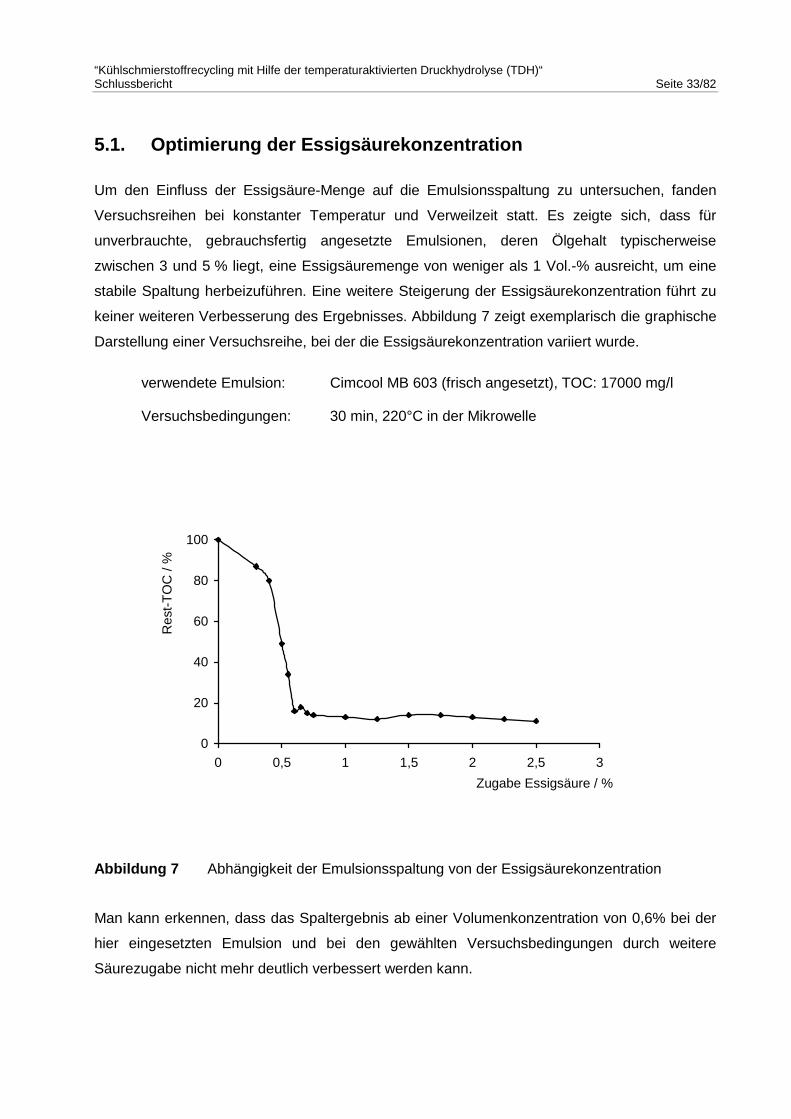
Um den Einfluss der Essigsäure-Menge auf die Emulsionsspaltung zu untersuchen, fanden
Versuchsreihen bei konstanter Temperatur und Verweilzeit statt. Es zeigte sich, dass für
unverbrauchte, gebrauchsfertig angesetzte Emulsionen, deren Ölgehalt typischerweise
zwischen 3 und 5 % liegt, eine Essigsäuremenge von weniger als 1 Vol.-% ausreicht, um eine
stabile Spaltung herbeizuführen. Eine weitere Steigerung der Essigsäurekonzentration führt zu
keiner weiteren Verbesserung des Ergebnisses. Abbildung 7 zeigt exemplarisch die graphische
Darstellung einer Versuchsreihe, bei der die Essigsäurekonzentration variiert wurde.
verwendete Emulsion: Cimcool MB 603 (frisch angesetzt), TOC: 17000 mg/l
Versuchsbedingungen: 30 min, 220°C in der Mikrowelle
Abbildung 7 Abhängigkeit der Emulsionsspaltung von der Essigsäurekonzentration
Man kann erkennen, dass das Spaltergebnis ab einer Volumenkonzentration von 0,6% bei der
hier eingesetzten Emulsion und bei den gewählten Versuchsbedingungen durch weitere
Säurezugabe nicht mehr deutlich verbessert werden kann.
0
20
40
60
80
100
0 0,5 1 1,5 2 2,5 3
Zugabe Essigsäure / %
Res
t-T
OC
/%
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 34/82
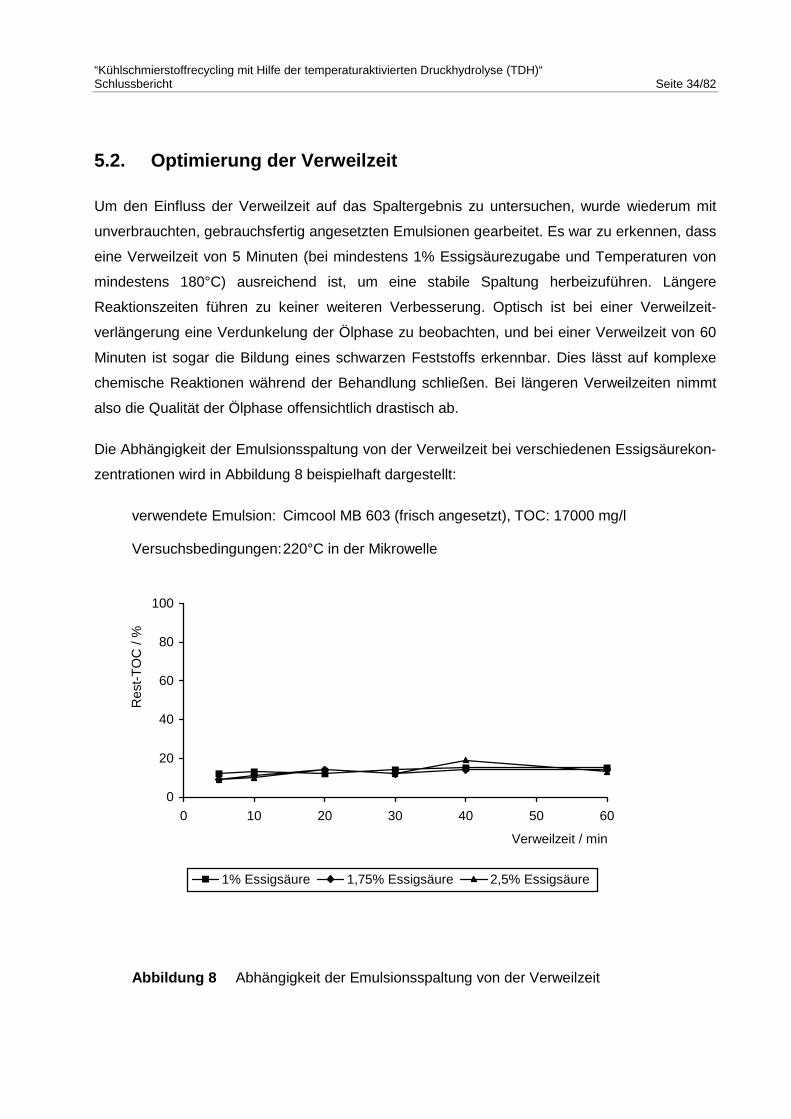
5.2. Optimierung der Verweilzeit
Um den Einfluss der Verweilzeit auf das Spaltergebnis zu untersuchen, wurde wiederum mit
unverbrauchten, gebrauchsfertig angesetzten Emulsionen gearbeitet. Es war zu erkennen, dass
eine Verweilzeit von 5 Minuten (bei mindestens 1% Essigsäurezugabe und Temperaturen von
mindestens 180°C) ausreichend ist, um eine stabile Spaltung herbeizuführen. Längere
Reaktionszeiten führen zu keiner weiteren Verbesserung. Optisch ist bei einer Verweilzeit-
verlängerung eine Verdunkelung der Ölphase zu beobachten, und bei einer Verweilzeit von 60
Minuten ist sogar die Bildung eines schwarzen Feststoffs erkennbar. Dies lässt auf komplexe
chemische Reaktionen während der Behandlung schließen. Bei längeren Verweilzeiten nimmt
also die Qualität der Ölphase offensichtlich drastisch ab.
Die Abhängigkeit der Emulsionsspaltung von der Verweilzeit bei verschiedenen Essigsäurekon-
zentrationen wird in Abbildung 8 beispielhaft dargestellt:
verwendete Emulsion: Cimcool MB 603 (frisch angesetzt), TOC: 17000 mg/l
Versuchsbedingungen:220°C in der Mikrowelle
Abbildung 8 Abhängigkeit der Emulsionsspaltung von der Verweilzeit
0
20
40
60
80
100
0 10 20 30 40 50 60
Verweilzeit / min
Res
t-T
OC
/%
1% Essigsäure 1,75% Essigsäure 2,5% Essigsäure
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 35/82
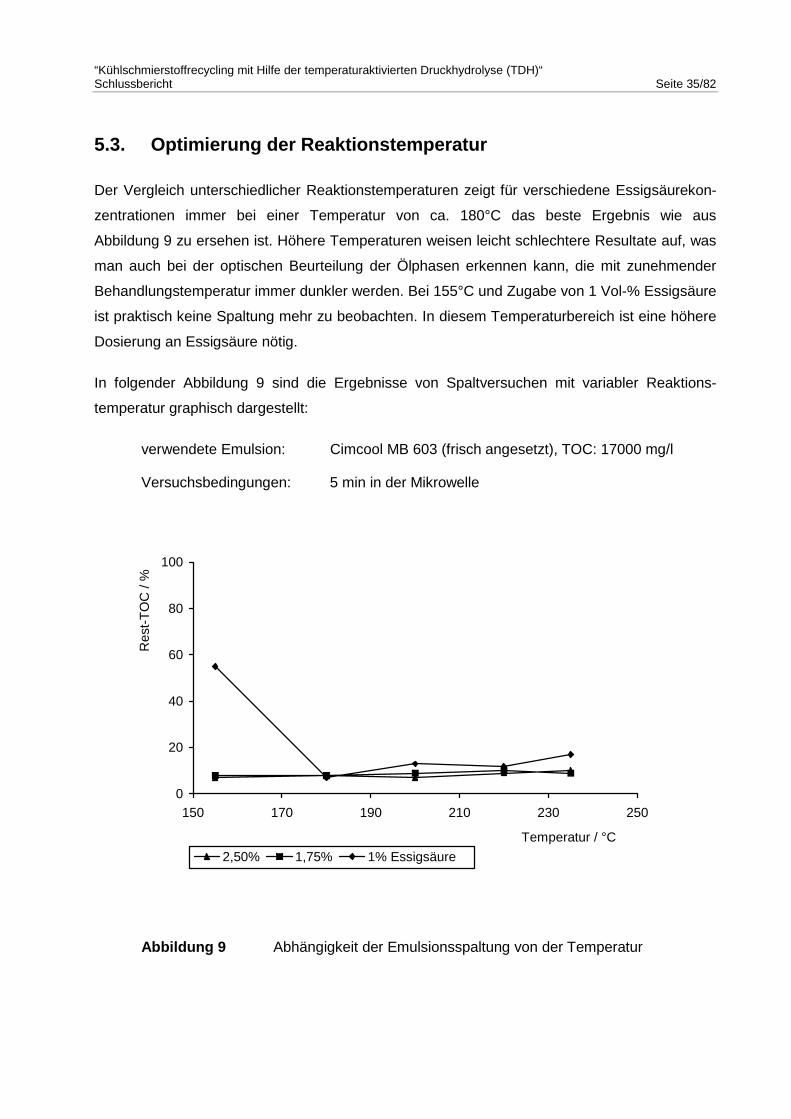
5.3. Optimierung der Reaktionstemperatur
Der Vergleich unterschiedlicher Reaktionstemperaturen zeigt für verschiedene Essigsäurekon-
zentrationen immer bei einer Temperatur von ca. 180°C das beste Ergebnis wie aus
Abbildung 9 zu ersehen ist. Höhere Temperaturen weisen leicht schlechtere Resultate auf, was
man auch bei der optischen Beurteilung der Ölphasen erkennen kann, die mit zunehmender
Behandlungstemperatur immer dunkler werden. Bei 155°C und Zugabe von 1 Vol-% Essigsäure
ist praktisch keine Spaltung mehr zu beobachten. In diesem Temperaturbereich ist eine höhere
Dosierung an Essigsäure nötig.
In folgender Abbildung 9 sind die Ergebnisse von Spaltversuchen mit variabler Reaktions-
temperatur graphisch dargestellt:
verwendete Emulsion: Cimcool MB 603 (frisch angesetzt), TOC: 17000 mg/l
Versuchsbedingungen: 5 min in der Mikrowelle
Abbildung 9 Abhängigkeit der Emulsionsspaltung von der Temperatur
0
20
40
60
80
100
150 170 190 210 230 250
Temperatur / °C
Res
t-T
OC
/%
2,50% 1,75% 1% Essigsäure
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 36/82
5.4. Spaltung von verbrauchten Kühlschmieremulsionen
Wie in Kapitel 5.1 bis 5.3 beschrieben wurde, lassen sich die Prozessparameter für eine
Spaltung von Kühlschmieremulsionen mit temperaturaktivierter Druckhydrolyse wie folgt
eingrenzen:
Reaktionstemperatur: 160 – 180 °C
Verweilzeit: 5 min
Essigsäurezugabe: 1%
Inwieweit diese Ergebnisse, die alle mit frisch angesetzten Emulsionen in der Mikrowelle
gewonnen wurden, auf verbrauchte Emulsionen, Emulsionen anderer Herkunft und auf eine
Emulsionspaltung im Autoklaven übertragbar sind, war Gegenstand weiterer Untersuchungen.
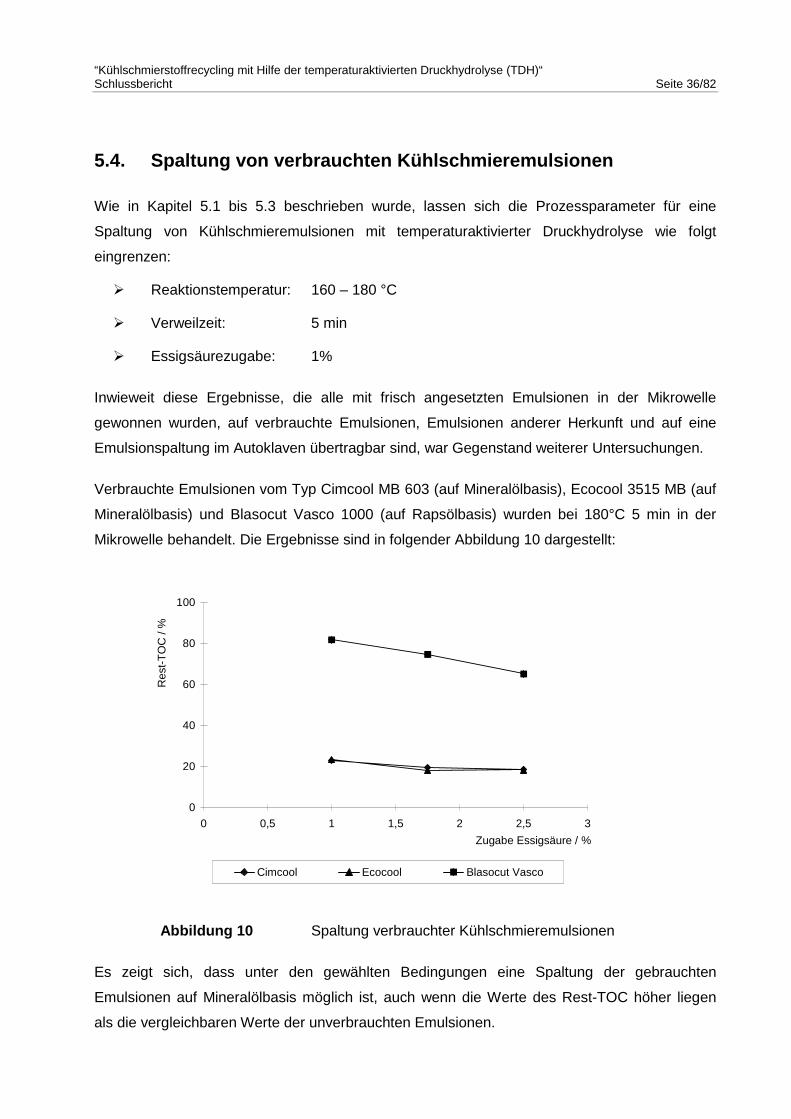
Verbrauchte Emulsionen vom Typ Cimcool MB 603 (auf Mineralölbasis), Ecocool 3515 MB (auf
Mineralölbasis) und Blasocut Vasco 1000 (auf Rapsölbasis) wurden bei 180°C 5 min in der
Mikrowelle behandelt. Die Ergebnisse sind in folgender Abbildung 10 dargestellt:
Abbildung 10 Spaltung verbrauchter Kühlschmieremulsionen
Es zeigt sich, dass unter den gewählten Bedingungen eine Spaltung der gebrauchten
Emulsionen auf Mineralölbasis möglich ist, auch wenn die Werte des Rest-TOC höher liegen
als die vergleichbaren Werte der unverbrauchten Emulsionen.
0
20
40
60
80
100
0 0,5 1 1,5 2 2,5 3
Zugabe Essigsäure / %
Res
t-T
OC
/%
Cimcool Ecocool Blasocut Vasco
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 37/82
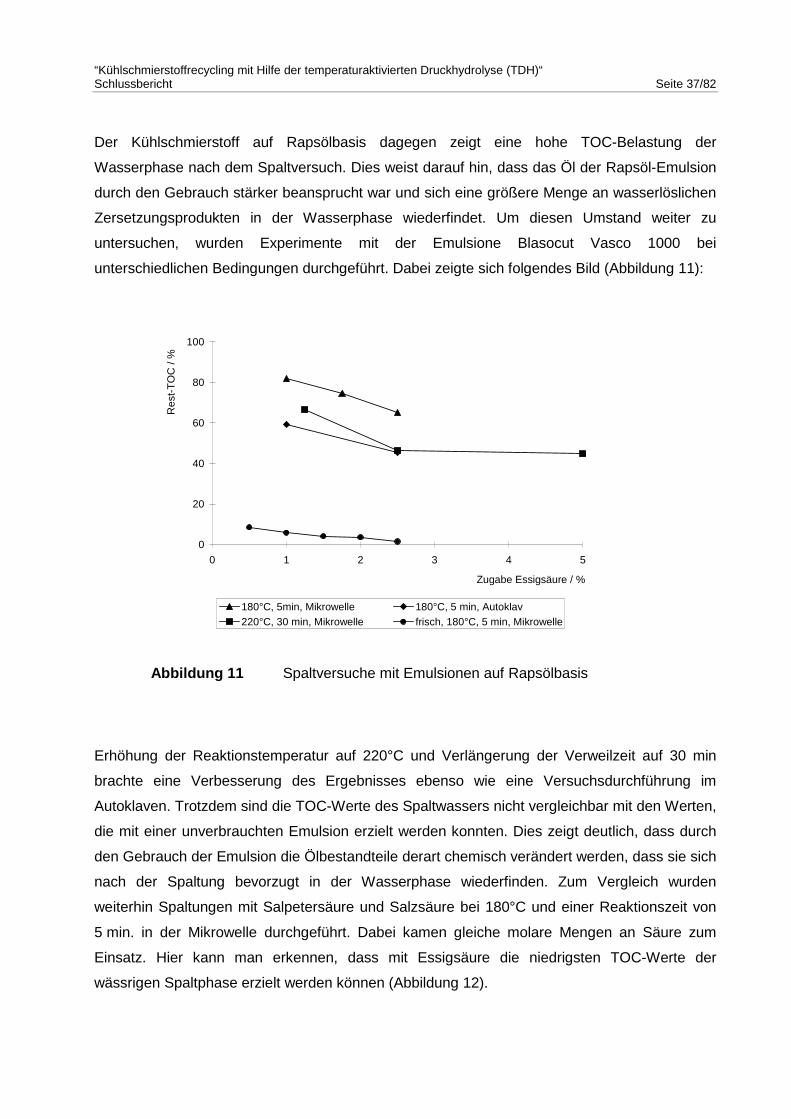
Der Kühlschmierstoff auf Rapsölbasis dagegen zeigt eine hohe TOC-Belastung der
Wasserphase nach dem Spaltversuch. Dies weist darauf hin, dass das Öl der Rapsöl-Emulsion
durch den Gebrauch stärker beansprucht war und sich eine größere Menge an wasserlöslichen
Zersetzungsprodukten in der Wasserphase wiederfindet. Um diesen Umstand weiter zu
untersuchen, wurden Experimente mit der Emulsione Blasocut Vasco 1000 bei
unterschiedlichen Bedingungen durchgeführt. Dabei zeigte sich folgendes Bild (Abbildung 11):
Abbildung 11 Spaltversuche mit Emulsionen auf Rapsölbasis
Erhöhung der Reaktionstemperatur auf 220°C und Verlängerung der Verweilzeit auf 30 min
brachte eine Verbesserung des Ergebnisses ebenso wie eine Versuchsdurchführung im
Autoklaven. Trotzdem sind die TOC-Werte des Spaltwassers nicht vergleichbar mit den Werten,
die mit einer unverbrauchten Emulsion erzielt werden konnten. Dies zeigt deutlich, dass durch
den Gebrauch der Emulsion die Ölbestandteile derart chemisch verändert werden, dass sie sich
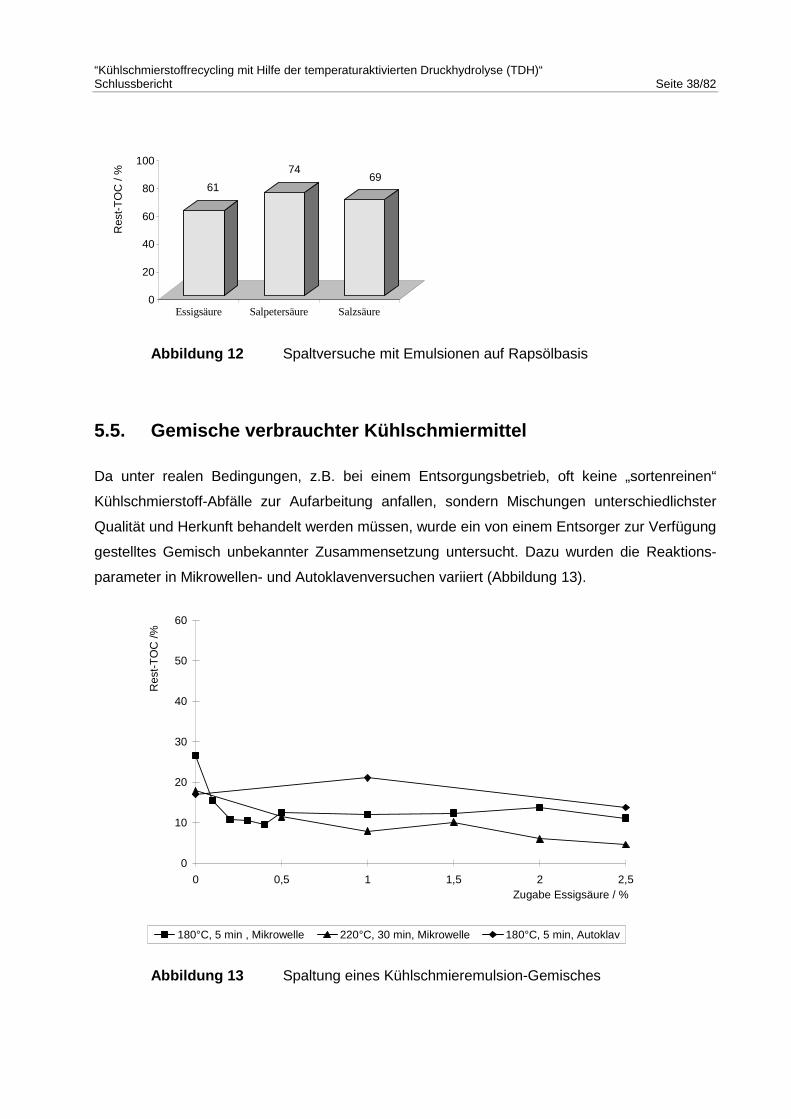
nach der Spaltung bevorzugt in der Wasserphase wiederfinden. Zum Vergleich wurden
weiterhin Spaltungen mit Salpetersäure und Salzsäure bei 180°C und einer Reaktionszeit von
5 min. in der Mikrowelle durchgeführt. Dabei kamen gleiche molare Mengen an Säure zum
Einsatz. Hier kann man erkennen, dass mit Essigsäure die niedrigsten TOC-Werte der
wässrigen Spaltphase erzielt werden können (Abbildung 12).
0
20
40
60
80
100
0 1 2 3 4 5
Zugabe Essigsäure / %
Res
t-T
OC
/%
180°C, 5min, Mikrowelle 180°C, 5 min, Autoklav220°C, 30 min, Mikrowelle frisch, 180°C, 5 min, Mikrowelle
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 38/82
Abbildung 12 Spaltversuche mit Emulsionen auf Rapsölbasis
5.5. Gemische verbrauchter Kühlschmiermittel
Da unter realen Bedingungen, z.B. bei einem Entsorgungsbetrieb, oft keine „sortenreinen“
Kühlschmierstoff-Abfälle zur Aufarbeitung anfallen, sondern Mischungen unterschiedlichster
Qualität und Herkunft behandelt werden müssen, wurde ein von einem Entsorger zur Verfügung
gestelltes Gemisch unbekannter Zusammensetzung untersucht. Dazu wurden die Reaktions-
parameter in Mikrowellen- und Autoklavenversuchen variiert (Abbildung 13).
Abbildung 13 Spaltung eines Kühlschmieremulsion-Gemisches
0
10
20
30
40
50
60
0 0,5 1 1,5 2 2,5Zugabe Essigsäure / %
Res
t-T
OC
/%
180°C, 5 min , Mikrowelle 220°C, 30 min, Mikrowelle 180°C, 5 min, Autoklav
61
7469
0
20
40
60
80
100
Res
t-T
OC
/%
Essigsäure Salpetersäure Salzsäure
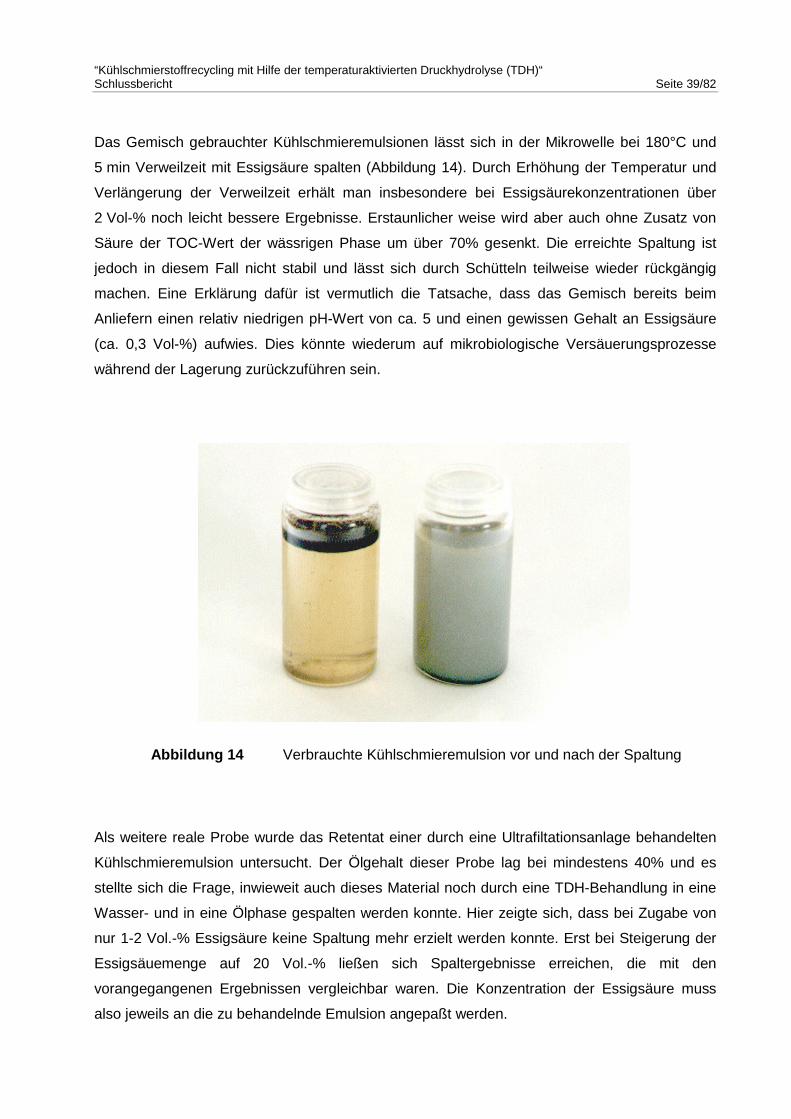
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 39/82
Das Gemisch gebrauchter Kühlschmieremulsionen lässt sich in der Mikrowelle bei 180°C und
5 min Verweilzeit mit Essigsäure spalten (Abbildung 14). Durch Erhöhung der Temperatur und
Verlängerung der Verweilzeit erhält man insbesondere bei Essigsäurekonzentrationen über
2 Vol-% noch leicht bessere Ergebnisse. Erstaunlicher weise wird aber auch ohne Zusatz von
Säure der TOC-Wert der wässrigen Phase um über 70% gesenkt. Die erreichte Spaltung ist
jedoch in diesem Fall nicht stabil und lässt sich durch Schütteln teilweise wieder rückgängig
machen. Eine Erklärung dafür ist vermutlich die Tatsache, dass das Gemisch bereits beim
Anliefern einen relativ niedrigen pH-Wert von ca. 5 und einen gewissen Gehalt an Essigsäure
(ca. 0,3 Vol-%) aufwies. Dies könnte wiederum auf mikrobiologische Versäuerungsprozesse
während der Lagerung zurückzuführen sein.
Abbildung 14 Verbrauchte Kühlschmieremulsion vor und nach der Spaltung
Als weitere reale Probe wurde das Retentat einer durch eine Ultrafiltationsanlage behandelten
Kühlschmieremulsion untersucht. Der Ölgehalt dieser Probe lag bei mindestens 40% und es
stellte sich die Frage, inwieweit auch dieses Material noch durch eine TDH-Behandlung in eine
Wasser- und in eine Ölphase gespalten werden konnte. Hier zeigte sich, dass bei Zugabe von
nur 1-2 Vol.-% Essigsäure keine Spaltung mehr erzielt werden konnte. Erst bei Steigerung der
Essigsäuemenge auf 20 Vol.-% ließen sich Spaltergebnisse erreichen, die mit den
vorangegangenen Ergebnissen vergleichbar waren. Die Konzentration der Essigsäure muss
also jeweils an die zu behandelnde Emulsion angepaßt werden.
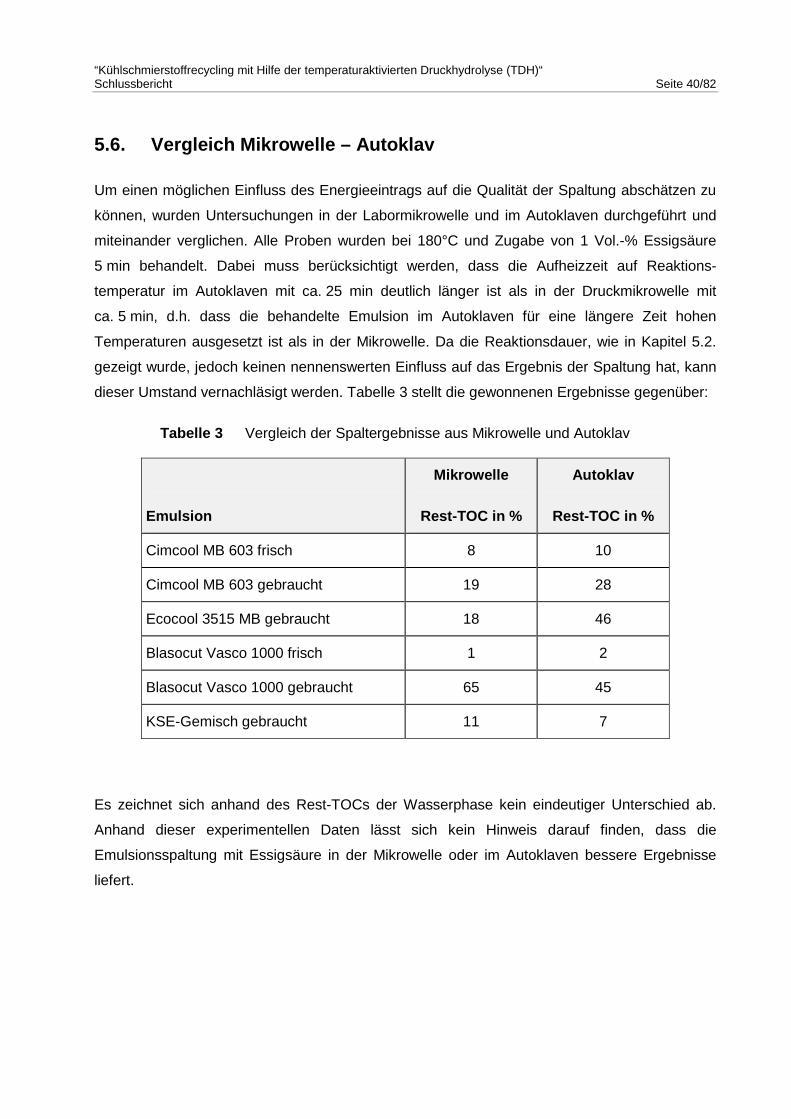
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 40/82
5.6. Vergleich Mikrowelle – Autoklav
Um einen möglichen Einfluss des Energieeintrags auf die Qualität der Spaltung abschätzen zu
können, wurden Untersuchungen in der Labormikrowelle und im Autoklaven durchgeführt und
miteinander verglichen. Alle Proben wurden bei 180°C und Zugabe von 1 Vol.-% Essigsäure
5 min behandelt. Dabei muss berücksichtigt werden, dass die Aufheizzeit auf Reaktions-
temperatur im Autoklaven mit ca. 25 min deutlich länger ist als in der Druckmikrowelle mit
ca. 5 min, d.h. dass die behandelte Emulsion im Autoklaven für eine längere Zeit hohen
Temperaturen ausgesetzt ist als in der Mikrowelle. Da die Reaktionsdauer, wie in Kapitel 5.2.
gezeigt wurde, jedoch keinen nennenswerten Einfluss auf das Ergebnis der Spaltung hat, kann
dieser Umstand vernachläsigt werden. Tabelle 3 stellt die gewonnenen Ergebnisse gegenüber:
Tabelle 3 Vergleich der Spaltergebnisse aus Mikrowelle und Autoklav
Emulsion
Mikrowelle
Rest-TOC in %
Autoklav
Rest-TOC in %
Cimcool MB 603 frisch 8 10
Cimcool MB 603 gebraucht 19 28
Ecocool 3515 MB gebraucht 18 46
Blasocut Vasco 1000 frisch 1 2
Blasocut Vasco 1000 gebraucht 65 45
KSE-Gemisch gebraucht 11 7
Es zeichnet sich anhand des Rest-TOCs der Wasserphase kein eindeutiger Unterschied ab.
Anhand dieser experimentellen Daten lässt sich kein Hinweis darauf finden, dass die
Emulsionsspaltung mit Essigsäure in der Mikrowelle oder im Autoklaven bessere Ergebnisse
liefert.
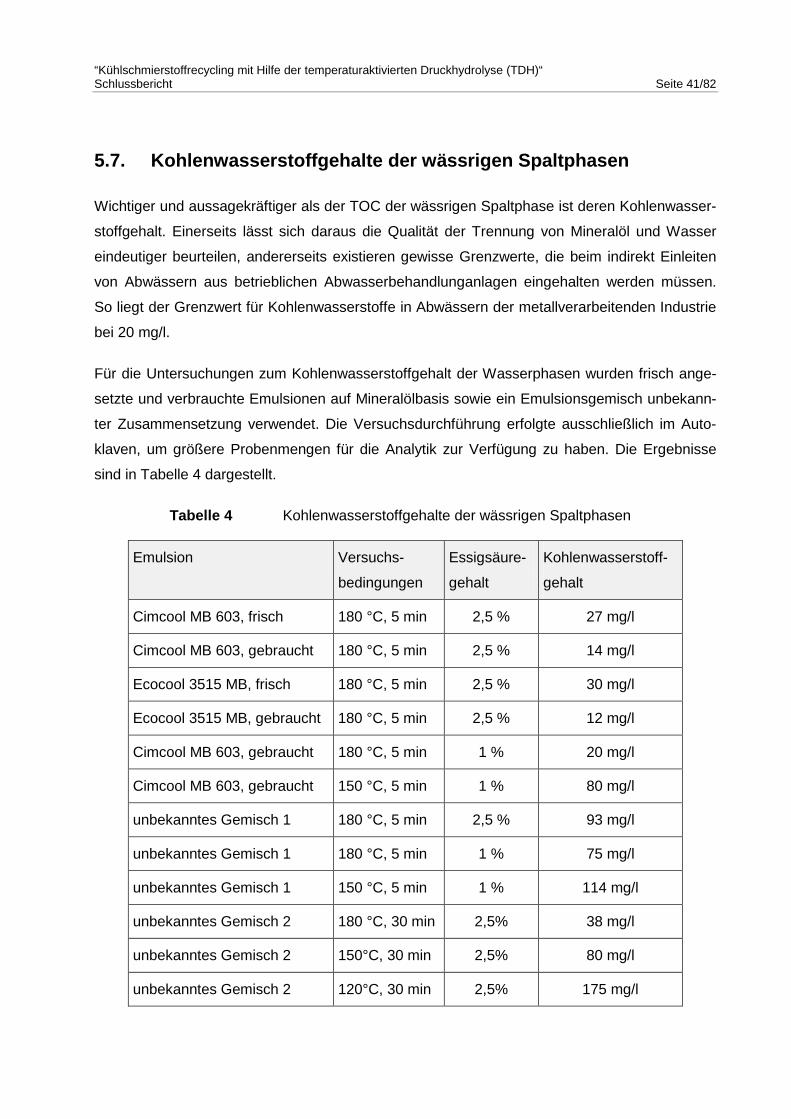
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 41/82
5.7. Kohlenwasserstoffgehalte der wässrigen Spaltphasen
Wichtiger und aussagekräftiger als der TOC der wässrigen Spaltphase ist deren Kohlenwasser-
stoffgehalt. Einerseits lässt sich daraus die Qualität der Trennung von Mineralöl und Wasser
eindeutiger beurteilen, andererseits existieren gewisse Grenzwerte, die beim indirekt Einleiten
von Abwässern aus betrieblichen Abwasserbehandlunganlagen eingehalten werden müssen.
So liegt der Grenzwert für Kohlenwasserstoffe in Abwässern der metallverarbeitenden Industrie
bei 20 mg/l.
Für die Untersuchungen zum Kohlenwasserstoffgehalt der Wasserphasen wurden frisch ange-
setzte und verbrauchte Emulsionen auf Mineralölbasis sowie ein Emulsionsgemisch unbekann-
ter Zusammensetzung verwendet. Die Versuchsdurchführung erfolgte ausschließlich im Auto-
klaven, um größere Probenmengen für die Analytik zur Verfügung zu haben. Die Ergebnisse
sind in Tabelle 4 dargestellt.
Tabelle 4 Kohlenwasserstoffgehalte der wässrigen Spaltphasen
Emulsion Versuchs-
bedingungen
Essigsäure-
gehalt
Kohlenwasserstoff-
gehalt
Cimcool MB 603, frisch 180 °C, 5 min 2,5 % 27 mg/l
Cimcool MB 603, gebraucht 180 °C, 5 min 2,5 % 14 mg/l
Ecocool 3515 MB, frisch 180 °C, 5 min 2,5 % 30 mg/l
Ecocool 3515 MB, gebraucht 180 °C, 5 min 2,5 % 12 mg/l
Cimcool MB 603, gebraucht 180 °C, 5 min 1 % 20 mg/l
Cimcool MB 603, gebraucht 150 °C, 5 min 1 % 80 mg/l
unbekanntes Gemisch 1 180 °C, 5 min 2,5 % 93 mg/l
unbekanntes Gemisch 1 180 °C, 5 min 1 % 75 mg/l
unbekanntes Gemisch 1 150 °C, 5 min 1 % 114 mg/l
unbekanntes Gemisch 2 180 °C, 30 min 2,5% 38 mg/l
unbekanntes Gemisch 2 150°C, 30 min 2,5% 80 mg/l
unbekanntes Gemisch 2 120°C, 30 min 2,5% 175 mg/l
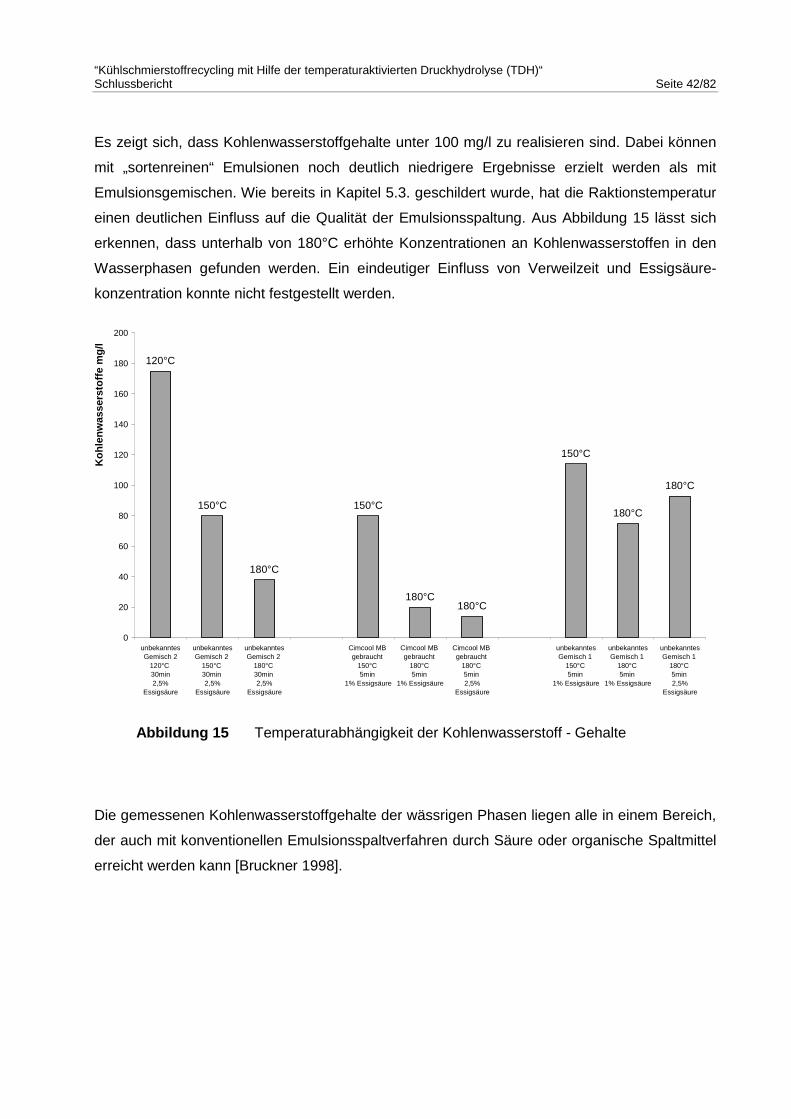
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 42/82
Es zeigt sich, dass Kohlenwasserstoffgehalte unter 100 mg/l zu realisieren sind. Dabei können
mit „sortenreinen“ Emulsionen noch deutlich niedrigere Ergebnisse erzielt werden als mit
Emulsionsgemischen. Wie bereits in Kapitel 5.3. geschildert wurde, hat die Raktionstemperatur
einen deutlichen Einfluss auf die Qualität der Emulsionsspaltung. Aus Abbildung 15 lässt sich
erkennen, dass unterhalb von 180°C erhöhte Konzentrationen an Kohlenwasserstoffen in den
Wasserphasen gefunden werden. Ein eindeutiger Einfluss von Verweilzeit und Essigsäure-
konzentration konnte nicht festgestellt werden.
Abbildung 15 Temperaturabhängigkeit der Kohlenwasserstoff - Gehalte
Die gemessenen Kohlenwasserstoffgehalte der wässrigen Phasen liegen alle in einem Bereich,
der auch mit konventionellen Emulsionsspaltverfahren durch Säure oder organische Spaltmittel
erreicht werden kann [Bruckner 1998].
180°C
180°C
150°C
180°C180°C
150°C
180°C
150°C
120°C
0
20
40
60
80
100
120
140
160
180
200
unbekanntesGemisch 2
120°C30min2,5%
Essigsäure
unbekanntesGemisch 2
150°C30min2,5%
Essigsäure
unbekanntesGemisch 2
180°C30min2,5%
Essigsäure
Cimcool MBgebraucht
150°C5min
1% Essigsäure
Cimcool MBgebraucht
180°C5min
1% Essigsäure
Cimcool MBgebraucht
180°C5min2,5%
Essigsäure
unbekanntesGemisch 1
150°C5min
1% Essigsäure
unbekanntesGemisch 1
180°C5min
1% Essigsäure
unbekanntesGemisch 1
180°C5min2,5%
Essigsäure
Ko
hle
nw
asse
rsto
ffe
mg
/l
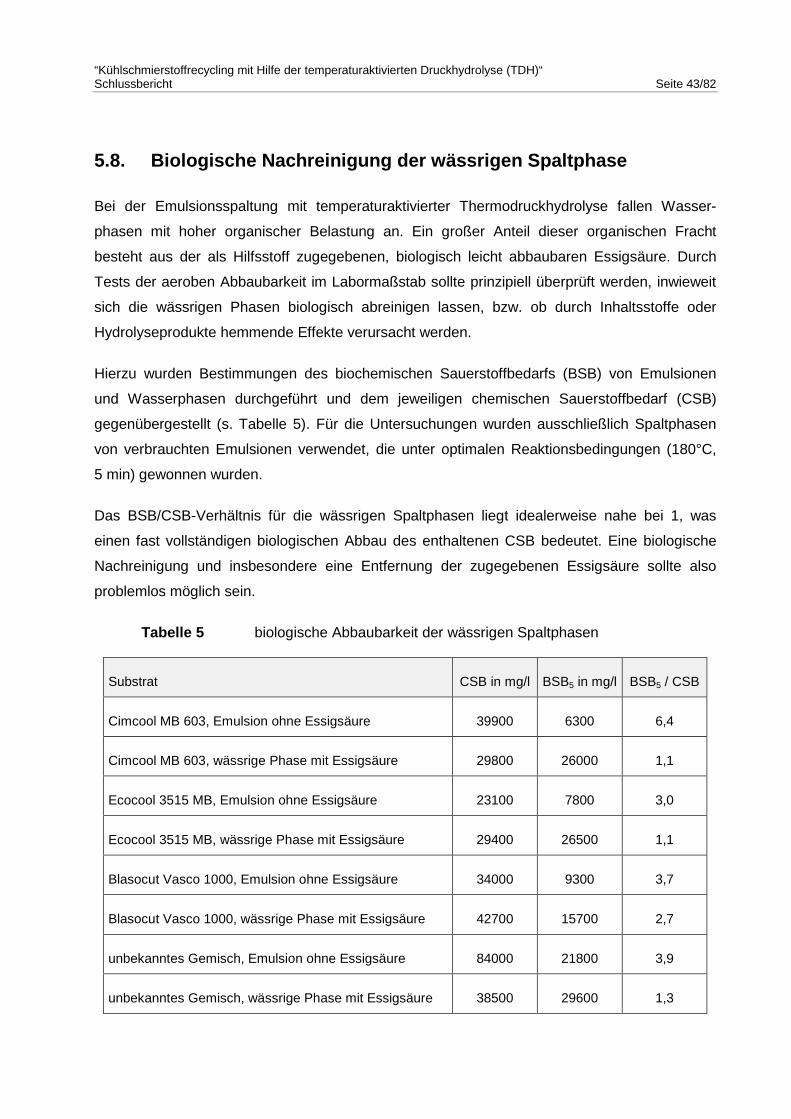
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 43/82
5.8. Biologische Nachreinigung der wässrigen Spaltphase
Bei der Emulsionsspaltung mit temperaturaktivierter Thermodruckhydrolyse fallen Wasser-
phasen mit hoher organischer Belastung an. Ein großer Anteil dieser organischen Fracht
besteht aus der als Hilfsstoff zugegebenen, biologisch leicht abbaubaren Essigsäure. Durch
Tests der aeroben Abbaubarkeit im Labormaßstab sollte prinzipiell überprüft werden, inwieweit
sich die wässrigen Phasen biologisch abreinigen lassen, bzw. ob durch Inhaltsstoffe oder
Hydrolyseprodukte hemmende Effekte verursacht werden.
Hierzu wurden Bestimmungen des biochemischen Sauerstoffbedarfs (BSB) von Emulsionen
und Wasserphasen durchgeführt und dem jeweiligen chemischen Sauerstoffbedarf (CSB)
gegenübergestellt (s. Tabelle 5). Für die Untersuchungen wurden ausschließlich Spaltphasen
von verbrauchten Emulsionen verwendet, die unter optimalen Reaktionsbedingungen (180°C,
5 min) gewonnen wurden.
Das BSB/CSB-Verhältnis für die wässrigen Spaltphasen liegt idealerweise nahe bei 1, was
einen fast vollständigen biologischen Abbau des enthaltenen CSB bedeutet. Eine biologische
Nachreinigung und insbesondere eine Entfernung der zugegebenen Essigsäure sollte also
problemlos möglich sein.
Tabelle 5 biologische Abbaubarkeit der wässrigen Spaltphasen
Substrat CSB in mg/l BSB5 in mg/l BSB5 / CSB
Cimcool MB 603, Emulsion ohne Essigsäure 39900 6300 6,4
Cimcool MB 603, wässrige Phase mit Essigsäure 29800 26000 1,1
Ecocool 3515 MB, Emulsion ohne Essigsäure 23100 7800 3,0
Ecocool 3515 MB, wässrige Phase mit Essigsäure 29400 26500 1,1
Blasocut Vasco 1000, Emulsion ohne Essigsäure 34000 9300 3,7
Blasocut Vasco 1000, wässrige Phase mit Essigsäure 42700 15700 2,7
unbekanntes Gemisch, Emulsion ohne Essigsäure 84000 21800 3,9
unbekanntes Gemisch, wässrige Phase mit Essigsäure 38500 29600 1,3
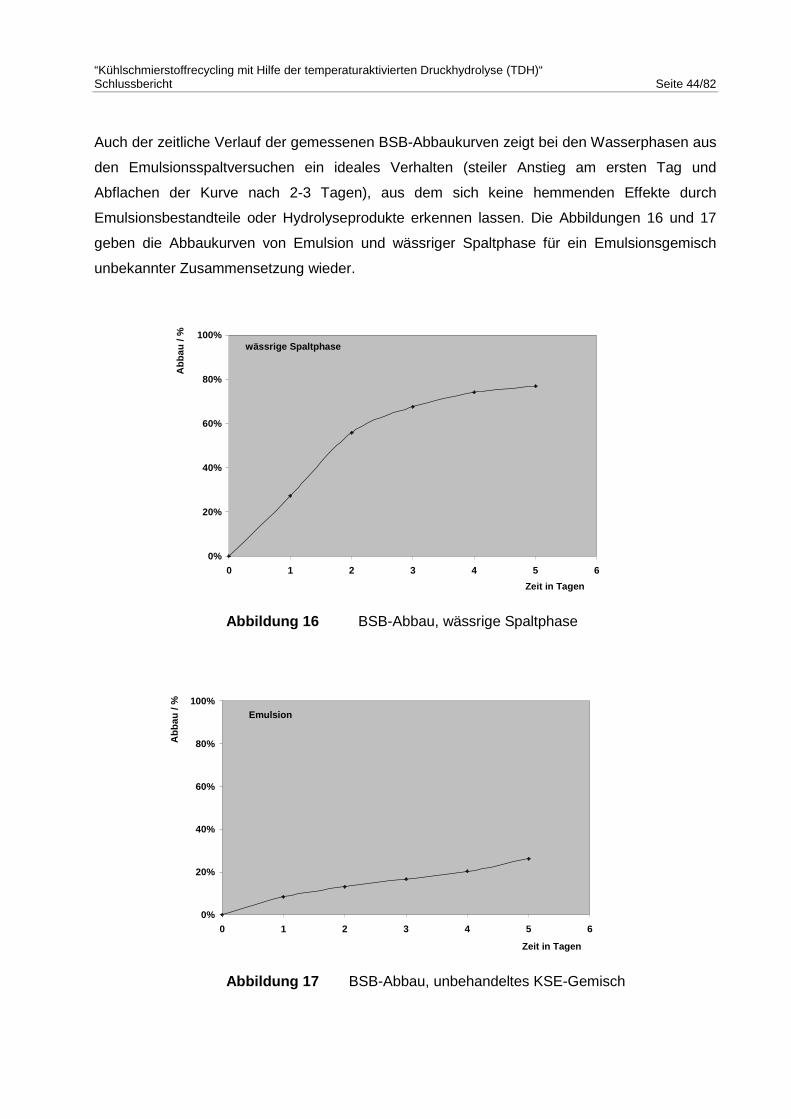
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 44/82
Auch der zeitliche Verlauf der gemessenen BSB-Abbaukurven zeigt bei den Wasserphasen aus
den Emulsionsspaltversuchen ein ideales Verhalten (steiler Anstieg am ersten Tag und
Abflachen der Kurve nach 2-3 Tagen), aus dem sich keine hemmenden Effekte durch
Emulsionsbestandteile oder Hydrolyseprodukte erkennen lassen. Die Abbildungen 16 und 17
geben die Abbaukurven von Emulsion und wässriger Spaltphase für ein Emulsionsgemisch
unbekannter Zusammensetzung wieder.
Abbildung 16 BSB-Abbau, wässrige Spaltphase
Abbildung 17 BSB-Abbau, unbehandeltes KSE-Gemisch
wässrige Spaltphase
0%
20%
40%
60%
80%
100%
0 1 2 3 4 5 6
Zeit in Tagen
Ab
bau
/%
Emulsion
0%
20%
40%
60%
80%
100%
0 1 2 3 4 5 6
Zeit in Tagen
Ab
bau
/%
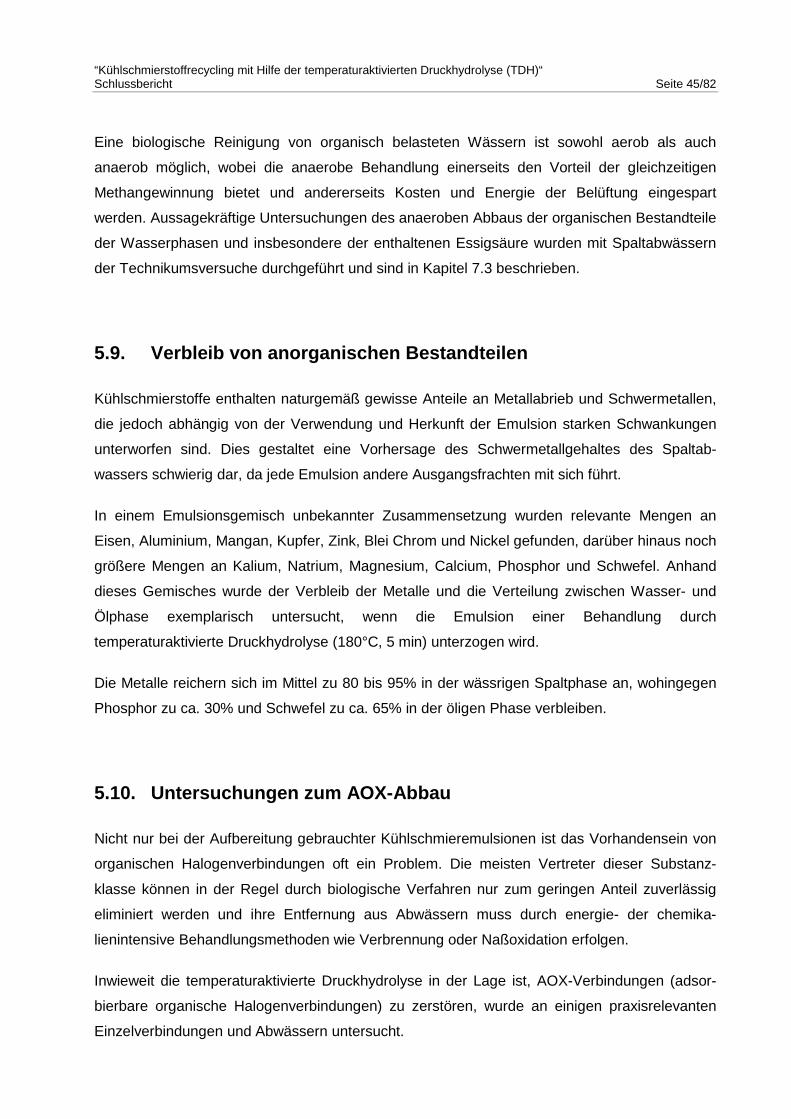
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 45/82
Eine biologische Reinigung von organisch belasteten Wässern ist sowohl aerob als auch
anaerob möglich, wobei die anaerobe Behandlung einerseits den Vorteil der gleichzeitigen
Methangewinnung bietet und andererseits Kosten und Energie der Belüftung eingespart
werden. Aussagekräftige Untersuchungen des anaeroben Abbaus der organischen Bestandteile
der Wasserphasen und insbesondere der enthaltenen Essigsäure wurden mit Spaltabwässern
der Technikumsversuche durchgeführt und sind in Kapitel 7.3 beschrieben.
5.9. Verbleib von anorganischen Bestandteilen
Kühlschmierstoffe enthalten naturgemäß gewisse Anteile an Metallabrieb und Schwermetallen,
die jedoch abhängig von der Verwendung und Herkunft der Emulsion starken Schwankungen
unterworfen sind. Dies gestaltet eine Vorhersage des Schwermetallgehaltes des Spaltab-
wassers schwierig dar, da jede Emulsion andere Ausgangsfrachten mit sich führt.
In einem Emulsionsgemisch unbekannter Zusammensetzung wurden relevante Mengen an
Eisen, Aluminium, Mangan, Kupfer, Zink, Blei Chrom und Nickel gefunden, darüber hinaus noch
größere Mengen an Kalium, Natrium, Magnesium, Calcium, Phosphor und Schwefel. Anhand
dieses Gemisches wurde der Verbleib der Metalle und die Verteilung zwischen Wasser- und
Ölphase exemplarisch untersucht, wenn die Emulsion einer Behandlung durch
temperaturaktivierte Druckhydrolyse (180°C, 5 min) unterzogen wird.
Die Metalle reichern sich im Mittel zu 80 bis 95% in der wässrigen Spaltphase an, wohingegen
Phosphor zu ca. 30% und Schwefel zu ca. 65% in der öligen Phase verbleiben.
5.10. Untersuchungen zum AOX-Abbau
Nicht nur bei der Aufbereitung gebrauchter Kühlschmieremulsionen ist das Vorhandensein von
organischen Halogenverbindungen oft ein Problem. Die meisten Vertreter dieser Substanz-
klasse können in der Regel durch biologische Verfahren nur zum geringen Anteil zuverlässig
eliminiert werden und ihre Entfernung aus Abwässern muss durch energie- der chemika-
lienintensive Behandlungsmethoden wie Verbrennung oder Naßoxidation erfolgen.
Inwieweit die temperaturaktivierte Druckhydrolyse in der Lage ist, AOX-Verbindungen (adsor-
bierbare organische Halogenverbindungen) zu zerstören, wurde an einigen praxisrelevanten
Einzelverbindungen und Abwässern untersucht.
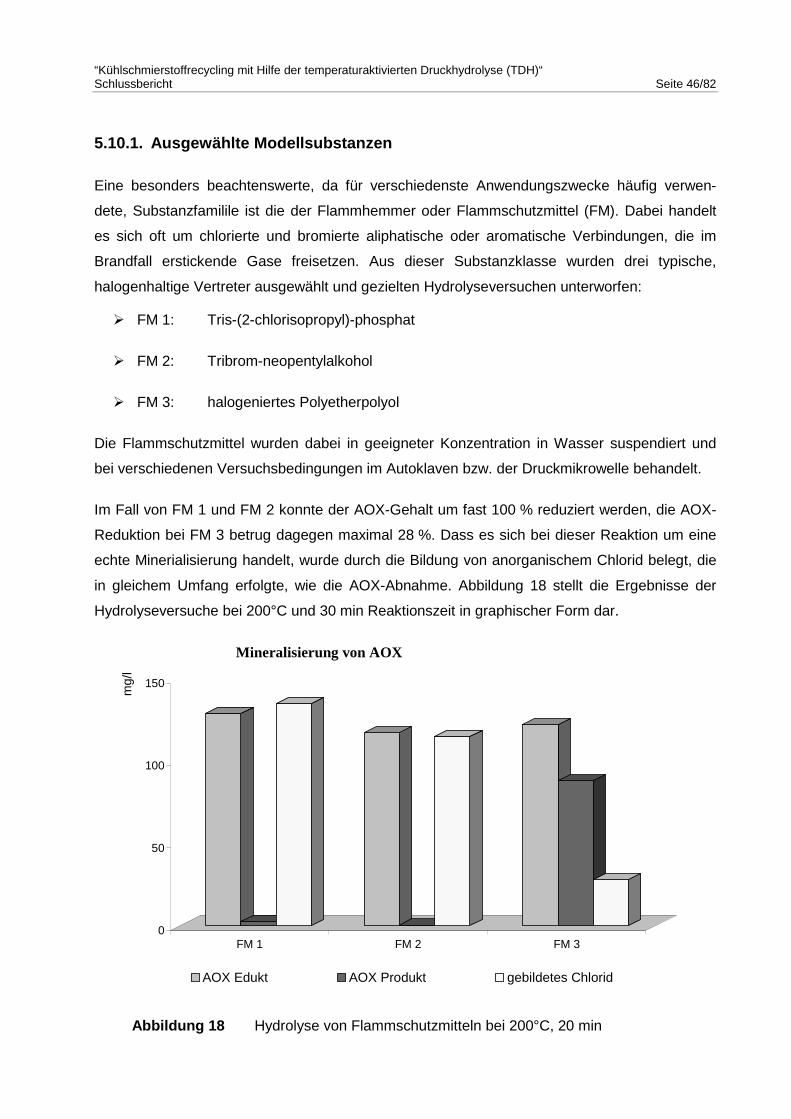
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 46/82
5.10.1. Ausgewählte Modellsubstanzen
Eine besonders beachtenswerte, da für verschiedenste Anwendungszwecke häufig verwen-
dete, Substanzfamilile ist die der Flammhemmer oder Flammschutzmittel (FM). Dabei handelt
es sich oft um chlorierte und bromierte aliphatische oder aromatische Verbindungen, die im
Brandfall erstickende Gase freisetzen. Aus dieser Substanzklasse wurden drei typische,
halogenhaltige Vertreter ausgewählt und gezielten Hydrolyseversuchen unterworfen:
FM 1: Tris-(2-chlorisopropyl)-phosphat
FM 2: Tribrom-neopentylalkohol
FM 3: halogeniertes Polyetherpolyol
Die Flammschutzmittel wurden dabei in geeigneter Konzentration in Wasser suspendiert und
bei verschiedenen Versuchsbedingungen im Autoklaven bzw. der Druckmikrowelle behandelt.
Im Fall von FM 1 und FM 2 konnte der AOX-Gehalt um fast 100 % reduziert werden, die AOX-
Reduktion bei FM 3 betrug dagegen maximal 28 %. Dass es sich bei dieser Reaktion um eine
echte Minerialisierung handelt, wurde durch die Bildung von anorganischem Chlorid belegt, die
in gleichem Umfang erfolgte, wie die AOX-Abnahme. Abbildung 18 stellt die Ergebnisse der
Hydrolyseversuche bei 200°C und 30 min Reaktionszeit in graphischer Form dar.
Abbildung 18 Hydrolyse von Flammschutzmitteln bei 200°C, 20 min
0
50
100
150
mg/
l
FM 1 FM 2 FM 3
Mineralisierung von AOX
AOX Edukt AOX Produkt gebildetes Chlorid
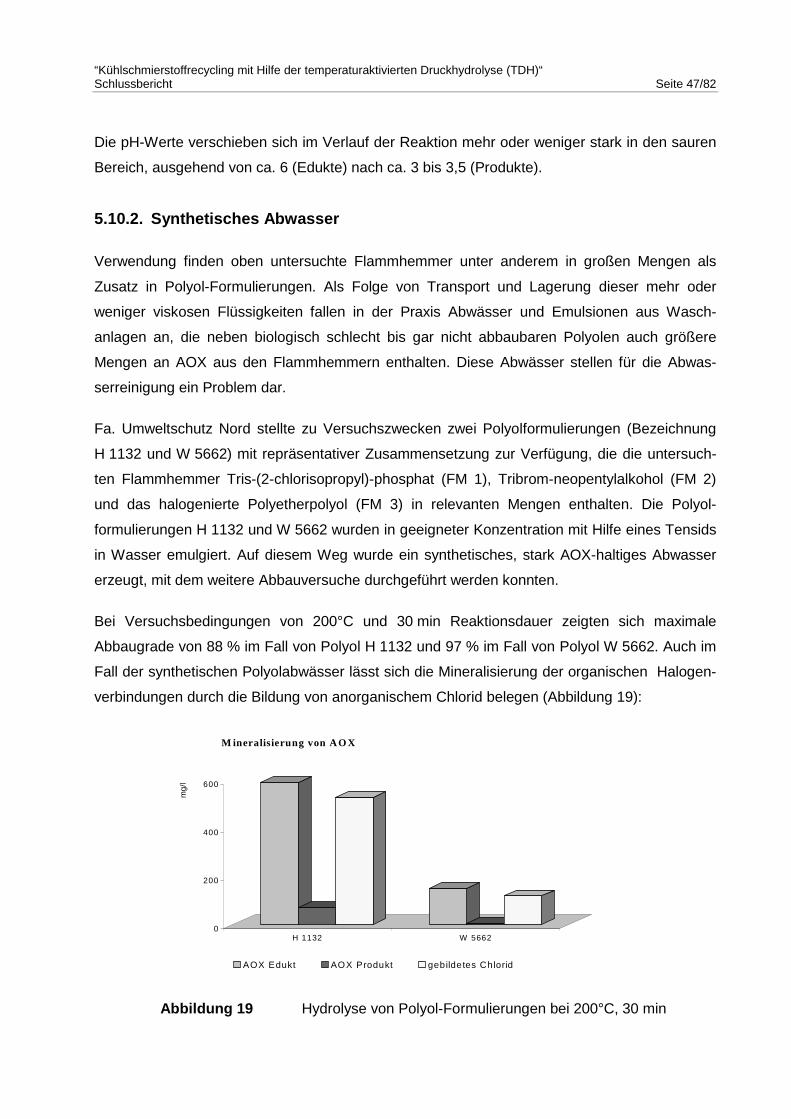
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 47/82
Die pH-Werte verschieben sich im Verlauf der Reaktion mehr oder weniger stark in den sauren
Bereich, ausgehend von ca. 6 (Edukte) nach ca. 3 bis 3,5 (Produkte).
5.10.2. Synthetisches Abwasser
Verwendung finden oben untersuchte Flammhemmer unter anderem in großen Mengen als
Zusatz in Polyol-Formulierungen. Als Folge von Transport und Lagerung dieser mehr oder
weniger viskosen Flüssigkeiten fallen in der Praxis Abwässer und Emulsionen aus Wasch-
anlagen an, die neben biologisch schlecht bis gar nicht abbaubaren Polyolen auch größere
Mengen an AOX aus den Flammhemmern enthalten. Diese Abwässer stellen für die Abwas-
serreinigung ein Problem dar.
Fa. Umweltschutz Nord stellte zu Versuchszwecken zwei Polyolformulierungen (Bezeichnung
H 1132 und W 5662) mit repräsentativer Zusammensetzung zur Verfügung, die die untersuch-
ten Flammhemmer Tris-(2-chlorisopropyl)-phosphat (FM 1), Tribrom-neopentylalkohol (FM 2)
und das halogenierte Polyetherpolyol (FM 3) in relevanten Mengen enthalten. Die Polyol-
formulierungen H 1132 und W 5662 wurden in geeigneter Konzentration mit Hilfe eines Tensids
in Wasser emulgiert. Auf diesem Weg wurde ein synthetisches, stark AOX-haltiges Abwasser
erzeugt, mit dem weitere Abbauversuche durchgeführt werden konnten.
Bei Versuchsbedingungen von 200°C und 30 min Reaktionsdauer zeigten sich maximale
Abbaugrade von 88 % im Fall von Polyol H 1132 und 97 % im Fall von Polyol W 5662. Auch im
Fall der synthetischen Polyolabwässer lässt sich die Mineralisierung der organischen Halogen-
verbindungen durch die Bildung von anorganischem Chlorid belegen (Abbildung 19):
Abbildung 19 Hydrolyse von Polyol-Formulierungen bei 200°C, 30 min
0
200
400
600
mg/
l
H 1132 W 5662
M ineralisierung von A O X
AOX Edukt AOX Produkt gebildetes Chlorid
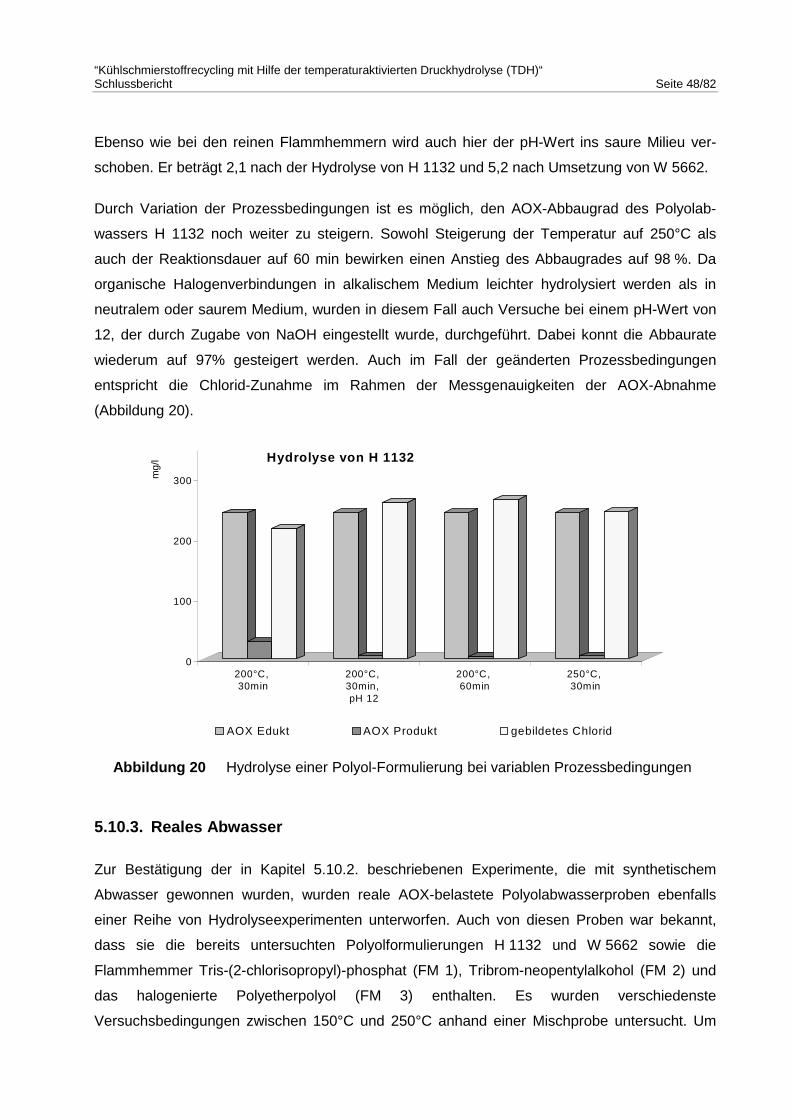
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 48/82
Ebenso wie bei den reinen Flammhemmern wird auch hier der pH-Wert ins saure Milieu ver-
schoben. Er beträgt 2,1 nach der Hydrolyse von H 1132 und 5,2 nach Umsetzung von W 5662.
Durch Variation der Prozessbedingungen ist es möglich, den AOX-Abbaugrad des Polyolab-
wassers H 1132 noch weiter zu steigern. Sowohl Steigerung der Temperatur auf 250°C als
auch der Reaktionsdauer auf 60 min bewirken einen Anstieg des Abbaugrades auf 98 %. Da
organische Halogenverbindungen in alkalischem Medium leichter hydrolysiert werden als in
neutralem oder saurem Medium, wurden in diesem Fall auch Versuche bei einem pH-Wert von
12, der durch Zugabe von NaOH eingestellt wurde, durchgeführt. Dabei konnt die Abbaurate
wiederum auf 97% gesteigert werden. Auch im Fall der geänderten Prozessbedingungen
entspricht die Chlorid-Zunahme im Rahmen der Messgenauigkeiten der AOX-Abnahme
(Abbildung 20).
Abbildung 20 Hydrolyse einer Polyol-Formulierung bei variablen Prozessbedingungen
5.10.3. Reales Abwasser
Zur Bestätigung der in Kapitel 5.10.2. beschriebenen Experimente, die mit synthetischem
Abwasser gewonnen wurden, wurden reale AOX-belastete Polyolabwasserproben ebenfalls
einer Reihe von Hydrolyseexperimenten unterworfen. Auch von diesen Proben war bekannt,
dass sie die bereits untersuchten Polyolformulierungen H 1132 und W 5662 sowie die
Flammhemmer Tris-(2-chlorisopropyl)-phosphat (FM 1), Tribrom-neopentylalkohol (FM 2) und
das halogenierte Polyetherpolyol (FM 3) enthalten. Es wurden verschiedenste
Versuchsbedingungen zwischen 150°C und 250°C anhand einer Mischprobe untersucht. Um
0
100
200
300mg/
l
200°C,30min
200°C,30min,pH 12
200°C,60min
250°C,30min
Hydrolyse von H 1132
AOX Edukt AOX Produkt gebildetes Chlorid
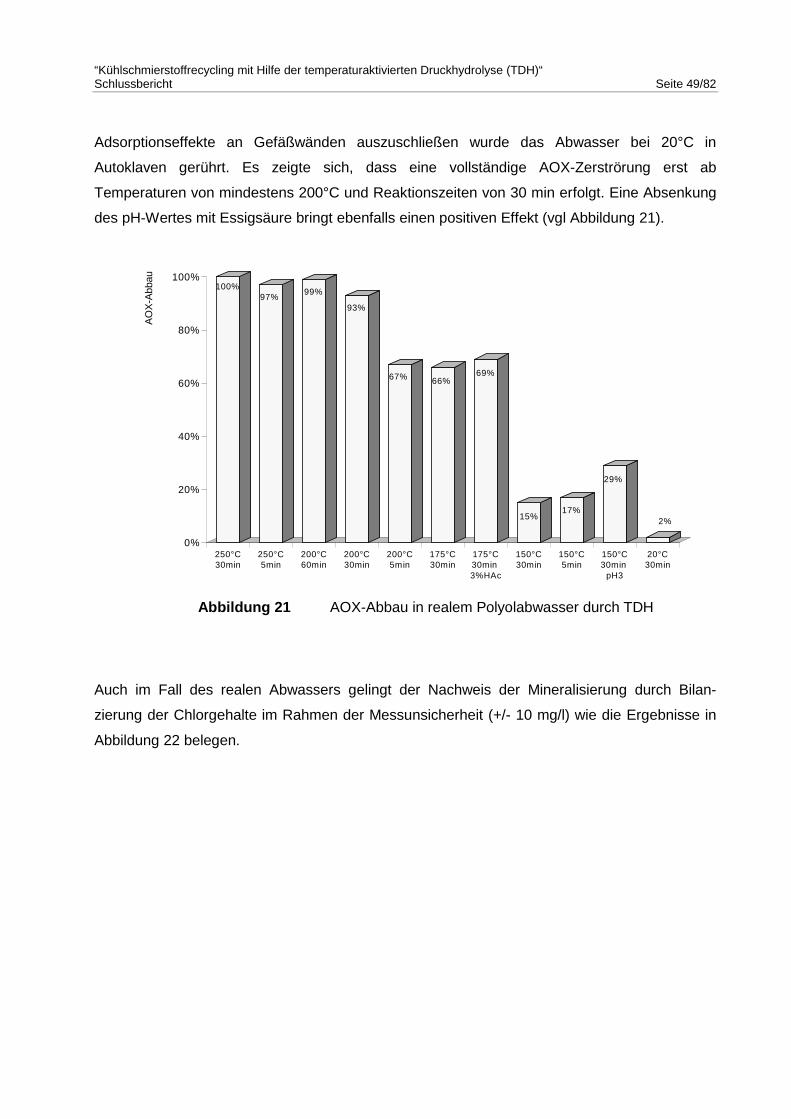
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 49/82
Adsorptionseffekte an Gefäßwänden auszuschließen wurde das Abwasser bei 20°C in
Autoklaven gerührt. Es zeigte sich, dass eine vollständige AOX-Zerströrung erst ab
Temperaturen von mindestens 200°C und Reaktionszeiten von 30 min erfolgt. Eine Absenkung
des pH-Wertes mit Essigsäure bringt ebenfalls einen positiven Effekt (vgl Abbildung 21).
Abbildung 21 AOX-Abbau in realem Polyolabwasser durch TDH
Auch im Fall des realen Abwassers gelingt der Nachweis der Mineralisierung durch Bilan-
zierung der Chlorgehalte im Rahmen der Messunsicherheit (+/- 10 mg/l) wie die Ergebnisse in
Abbildung 22 belegen.
100%97%
99%
93%
67% 66%69%
15%17%
29%
2%
0%
20%
40%
60%
80%
100%
AO
X-A
bbau
250°C30min
250°C5min
200°C60min
200°C30min
200°C5min
175°C30min
175°C30min3%HAc
150°C30min
150°C5min
150°C30min
pH3
20°C30min
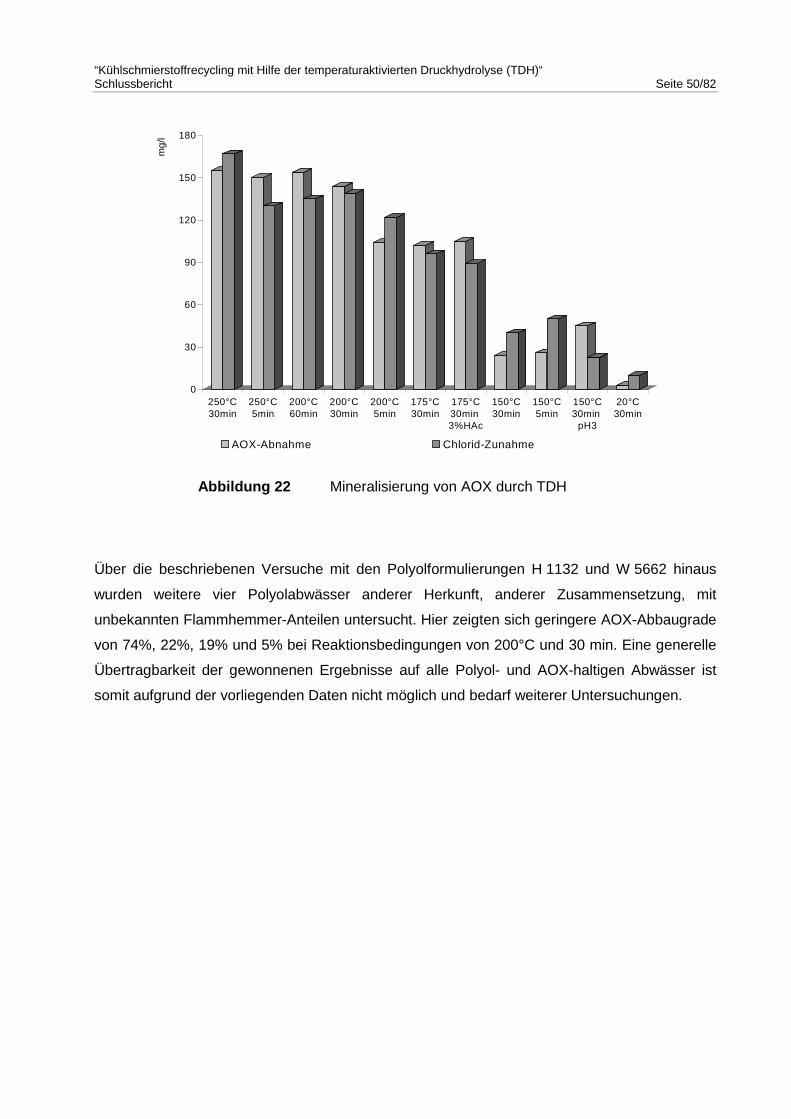
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 50/82
Abbildung 22 Mineralisierung von AOX durch TDH
Über die beschriebenen Versuche mit den Polyolformulierungen H 1132 und W 5662 hinaus
wurden weitere vier Polyolabwässer anderer Herkunft, anderer Zusammensetzung, mit
unbekannten Flammhemmer-Anteilen untersucht. Hier zeigten sich geringere AOX-Abbaugrade
von 74%, 22%, 19% und 5% bei Reaktionsbedingungen von 200°C und 30 min. Eine generelle
Übertragbarkeit der gewonnenen Ergebnisse auf alle Polyol- und AOX-haltigen Abwässer ist
somit aufgrund der vorliegenden Daten nicht möglich und bedarf weiterer Untersuchungen.
0
30
60
90
120
150
180
mg/
l
250°C30min
250°C5min
200°C60min
200°C30min
200°C5min
175°C30min
175°C30min3%HAc
150°C30min
150°C5min
150°C30min
pH3
20°C30min
AOX-Abnahme Chlorid-Zunahme

“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 51/82
6. Technikumsanlage
Um die Ergebnisse aus den Laboruntersuchungen in einem größeren Maßstab reproduzieren
zu können, wurde eine Technikumsanlage erstellt, in der eine Emulsionsspaltung durch TDH
durchgeführt werden kann. Es war beabsichtigt, den für das Verfahren nötigen Energieeintrag
sowohl auf konventionellem Weg über eine elektrische Heizung als auch durch Einkopplung
von Mikrowellenstrahlung zu realisieren. Dies hätte die Möglichkeit geboten, den Einfluss der
Art der Erwärmung auf die Emulsionsspaltung zu untersuchen und beide Alternativen in einer
Anlage direkt miteinander zu vergleichen.
Wie weiter unten ausgeführt, ergaben sich bei Konstruktion und Realisierung des Mikrowellen-
Druckreaktors jedoch unerwartete und derart komplexe Problemstellungen, dass dieser
innerhalb der Projektlaufzeit nicht in Betrieb genommen werden konnte. Die Versuchs-
durchführungen in der Technikumsanlage mussten somit auf Emulsionsspaltung durch TDH mit
Hilfe konventioneller Erwärmung beschränkt bleiben.
6.1. Aufbau der Technikumsanlage
Das Fließbild in Abbildung 23 beschreibt schematisch den ursprünglich geplanten Aufbau der
Technikumsanlage mit Mikrowellenreaktor. Für die Versuchsdurchführung wurde ein geänderter
Anlagenaufbau (Abbildung 24) verwendet.

“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 52/82
Abbildung 23 ursprünglich geplanter Aufbau der Technikumsanlage mit Mikrowellenreaktor
Abbildung 24 Technikumsanlage ohne Mikrowellenreaktor
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 53/82
Material
Da für die Hydrolyseversuche ein saures Milieu zu erwarten ist, wurde als Werkstoff Edelstahl
1.4571 für Behälter, Apparate und Rohrleitungen ausgewählt. Lediglich die beiden
Vorlagebehälter B1 und B2 sind aus Edelstahl 1.4301 gefertigt.
Vorlagebehälter B1, B2
Die beiden Vorlagebehälter bestehen aus einem 3 mm starken Edelstahlblech und haben ein
Fassungsvermögen von jeweils 240 l. Bei einem maximalen Volumenstrom von 80 l/h kann die
Anlage daher mit dem Inhalt eines Behälters ca. 3 h betrieben werden.
In den beiden Ansaugstutzen zur Pumpe ist am inneren Ende im Behälter jeweils ein
Sintermetallfilter F1 aufgeschraubt. Dieser soll sicherstellen, dass keine groben Metallspäne in
die Anlage gelangen können. Um bei einer möglichen Verstopfung des Filters die Anlage noch
weiter betreiben zu können, sind zwei Filter pro Behälter montiert.
Anstelle eines Rührwerkes befindet sich im Vorlagebehälter B1 eine Tauchmotorpumpe mit
Schwimmersteuerung. Diese homogenisiert die Vorlage durch Umwälzung.
Pumpe P2
Als Zuführpumpe P2 wird eine Kolbenmembranpumpe der Firma Seybert & Rahier mit einem
maximalen Fördervolumenstrom von 80 l/h und einem maximalen Förderdruck von 50 bar
eingesetzt. Die Förderleistung der Pumpe wird über die Anlagensteuerung mittels eines
Frequenzumrichters eingestellt.
Wärmetauscher W1 und W3
Zur rekuperativen Vorwärmung des Mediums in W1 werden drei in Reihe geschaltete Rohrbün-
delwärmetauscher verwendet. Diese sind gemeinsam mit zwei weiteren Wärmetauschern W3
gleicher Bauart, die zur Herabkühlung der Produkte auf Entspannungstemperatur dienen,
vertikal übereinander an einem Gestell montiert. Die Wärmetauscher sind aus dem Werkstoff
1.4571 gefertigt und besitzen ein Mantelvolumen von jeweils 3,99 l. Sie sind auf maximale
Betriebsbedingungen von 50 bar und 250°C ausgelegt.
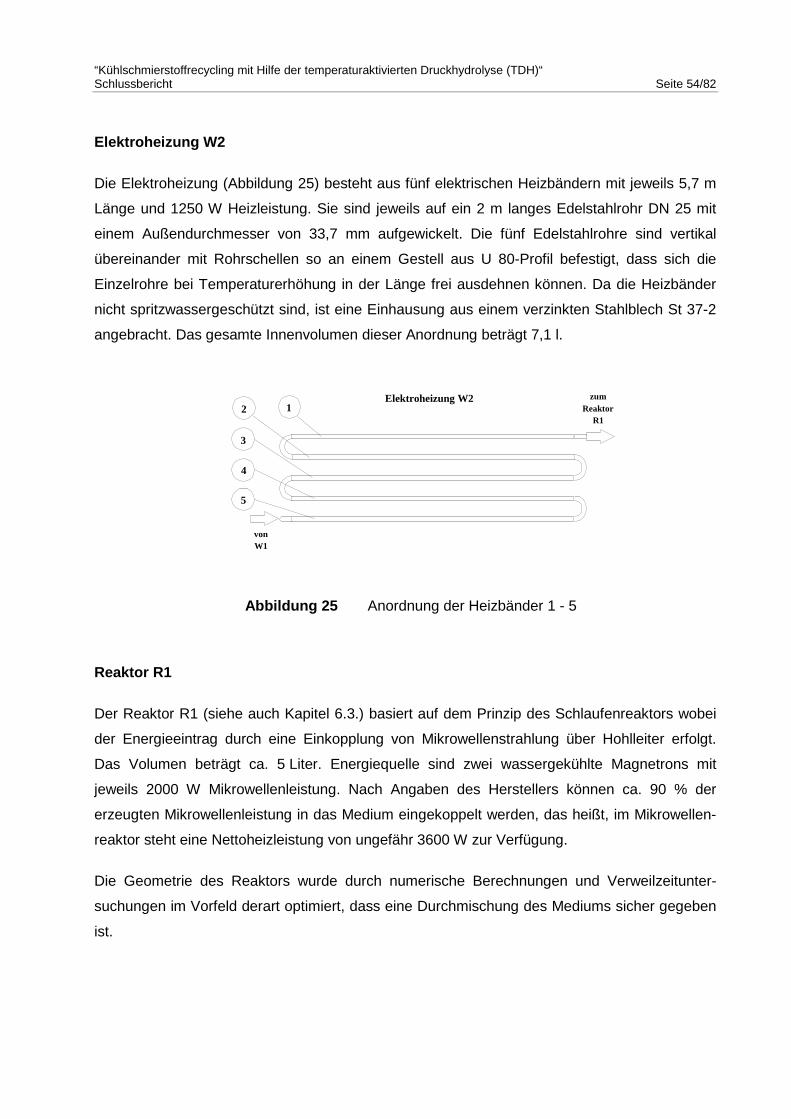
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 54/82
Elektroheizung W2
Die Elektroheizung (Abbildung 25) besteht aus fünf elektrischen Heizbändern mit jeweils 5,7 m
Länge und 1250 W Heizleistung. Sie sind jeweils auf ein 2 m langes Edelstahlrohr DN 25 mit
einem Außendurchmesser von 33,7 mm aufgewickelt. Die fünf Edelstahlrohre sind vertikal
übereinander mit Rohrschellen so an einem Gestell aus U 80-Profil befestigt, dass sich die
Einzelrohre bei Temperaturerhöhung in der Länge frei ausdehnen können. Da die Heizbänder
nicht spritzwassergeschützt sind, ist eine Einhausung aus einem verzinkten Stahlblech St 37-2
angebracht. Das gesamte Innenvolumen dieser Anordnung beträgt 7,1 l.
Abbildung 25 Anordnung der Heizbänder 1 - 5
Reaktor R1
Der Reaktor R1 (siehe auch Kapitel 6.3.) basiert auf dem Prinzip des Schlaufenreaktors wobei
der Energieeintrag durch eine Einkopplung von Mikrowellenstrahlung über Hohlleiter erfolgt.
Das Volumen beträgt ca. 5 Liter. Energiequelle sind zwei wassergekühlte Magnetrons mit
jeweils 2000 W Mikrowellenleistung. Nach Angaben des Herstellers können ca. 90 % der
erzeugten Mikrowellenleistung in das Medium eingekoppelt werden, das heißt, im Mikrowellen-
reaktor steht eine Nettoheizleistung von ungefähr 3600 W zur Verfügung.
Die Geometrie des Reaktors wurde durch numerische Berechnungen und Verweilzeitunter-
suchungen im Vorfeld derart optimiert, dass eine Durchmischung des Mediums sicher gegeben
ist.
vonW1
zumReaktor
R1
5
4
3
2 1Elektroheizung W2
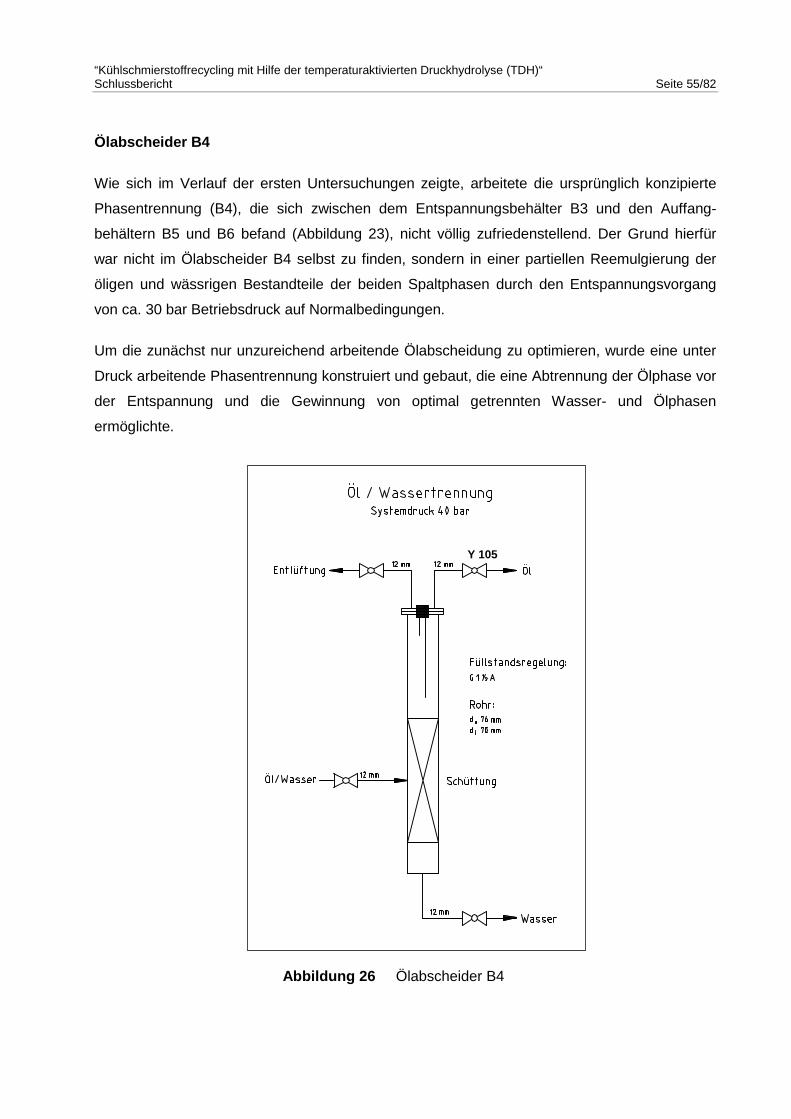
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 55/82
Ölabscheider B4
Wie sich im Verlauf der ersten Untersuchungen zeigte, arbeitete die ursprünglich konzipierte
Phasentrennung (B4), die sich zwischen dem Entspannungsbehälter B3 und den Auffang-
behältern B5 und B6 befand (Abbildung 23), nicht völlig zufriedenstellend. Der Grund hierfür
war nicht im Ölabscheider B4 selbst zu finden, sondern in einer partiellen Reemulgierung der
öligen und wässrigen Bestandteile der beiden Spaltphasen durch den Entspannungsvorgang
von ca. 30 bar Betriebsdruck auf Normalbedingungen.
Um die zunächst nur unzureichend arbeitende Ölabscheidung zu optimieren, wurde eine unter
Druck arbeitende Phasentrennung konstruiert und gebaut, die eine Abtrennung der Ölphase vor
der Entspannung und die Gewinnung von optimal getrennten Wasser- und Ölphasen
ermöglichte.
Abbildung 26 Ölabscheider B4
Y 105

“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 56/82
Dieser neukonstruierte Ölabscheider (Abbildung 26) besteht aus einem Edelstahlrohr, Durch-
messer 70 mm, Höhe 1300 mm mit angesetztem Boden, aufgesetztem Flansch und einer 600
mm hohen Schüttung aus Edelstahlfüllkörpern. Er wurde in der Anlage zwischen
Wasserkühlung (W3) und Entspannungsventil Y 102 plaziert (Abbildung 24), arbeitet also unter
einem Betriebsdruck von max. 40 bar. Der Zulauf erfolgt von der Seite in die Mitte der
Schüttung, die durch Ihre Oberfläche die Phasentrennung begünstigt. Die aufschwimmende
Ölphase wird chargenweise über Ventil Y 105 entnommen, während die Wasserphase über
Ventil Y 102 in den Behälter B3 entspannt wird. Das Volumen dieses unter Druck arbeitenden
Ölabscheiders beträgt ca. 5l.
Entspannungsbehälter B3
Der Entspannungsbehälter B3 ist aus Edelstahl gefertigt und besitzt ein Volumen von ca. 25 l.
Im Deckel befindet sich ein Anschlussstutzen DN 20 mit einer daran angeschlossenen
Rohrleitung zur definierten Ableitung von bei einer Störung entstehendem Entspannungsdampf.
Der Abfluss der entspannten Produkte in den Ölabscheider erfolgt über eine Rohrleitung DN 25
im freien Gefälle.
Auffangwannen
Da Kühlschmieremulsionen in Wassergefährdungsklasse 3 eingestuft sind, wurden alle
Anlagenteile in Wannen montiert. Die erforderliche Grundfläche von Wanne 1 und 2 ist durch
die Aufstellungsplanung vorgegeben und beträgt mit den Maßen 2,6 m x 1,5 m jeweils 3,9 m².
Bei einer Abkanthöhe von 150 mm steht jeweils ein Auffangvolumen von 585 l zur Verfügung.
Messausrüstung
Die Messausrüstung besteht aus 2 Kapselfedermanometern (PI 101 und PI 103), acht Wider-
standsthermometern Pt100 (TI 101 bis 108) und einem elektronischen Drucksensor (PICA 102).
Räumliche Anordnung
Die räumliche Anordnung der Anlagenteile erfolgte derart, dass:
die Anlage ohne größere Demontagearbeit transportfähig ist.
die Anlage für Reparatur- und Umbaumaßnahmen noch begehbar ist.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 57/82
eine räumliche Trennung der Anlagenteile nach „heißen“ und „kalten“ realisiert wurde,
das heisst, alle Anlagenteile, die im Betrieb unter Druck stehen, werden gemeinsam in
einer Wanne positioniert, um hier gezielt Maßnahmen zum Schutz des
Bedienungspersonals anbringen zu können.
6.2. Funktionsbeschreibung der Technikumsanlage
Der maximal durch die Anlage fließende Volumenstrom ist durch die Förderleistung der
verwendenden Kolbenmembranpumpe auf 80 l/h begrenzt. Die maximale Reaktionstemperatur
ist kleiner als 240°C. Der zugehörige Dampfdruck von Wasser liegt bei ca. 33 bar, so dass der
maximale Betriebsdruck auf 40 bar festgelegt wurde. Als zu behandelndes Medium können
feststofffreie, gebrauchte Kühlschmieremulsionen oder andere, feststofffreie flüssige Abfälle
oder Abwässer eingesetzt werden. Durch die für eine Emulsionsspaltung förderliche Zugabe
von Essigsäure ist ein saurer pH-Wert zu erwarten.
6.2.1. Funktionsweise mit Mikrowellenreaktor
Ein Fließbild der Anlage mit Mikrowellenreaktor findet sich in Abbildung 23. Die Kolben-
membranpumpe fördert das Medium aus dem jeweiligen zugeschalteten Vorlagebehälter B1
(enthält in der Regel Kühlschmieremulsion) oder B2 (enthält in der Regel Wasser zum An- und
Abfahren der Anlage) in den rekuperativen Vorwärmer W1. Hier wird das Edukt durch die vom
Reaktor kommenden, heißen Produkte aufgeheizt. Bei Bedarf, z.B. wenn hohe Temperaturen
bei geringen Verweilzeiten erforderlich sind, kann durch die Elektroheizung W2 eine zusätzliche
Aufheizung erfolgen. Im Reaktor erreicht das Medium durch die eingekoppelte Leistung der
Mikrowelle seine Reaktionstemperatur. Nachdem die Produkte im Wärmetauscher W1 einen
Teil ihrer Wärmeenergie wieder abgegeben haben, werden sie in der Kühlung W3 auf eine
Entspannungstemperatur (< 95°C) herabgekühlt. Das freie Öl wird im Ölabscheider B4 aus der
Wasserphase abgeschieden und über Ventil Y105 chargenweise in den Behälter B5 entspannt
und aufgefangen. Die Entspannung der Wasserphase auf Umgebungsdruck erfolgt über das
Druckhalteventil Y102 in den Entspannungsbehälter B3. Das Wasser wird in den Behälter B6
geleitet und dort gespeichert. In der Rohrleitung zwischen dem Entspannungsbehälter B3 und
dem Auffangbehälter B6 ist eine Probenahmestelle mit der Fließbildbezeichnung Q101
vorhanden.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 58/82
Ebenso ist mit dieser Anlagenanordnung eine Prozessführung realisierbar, in der die
Mikrowelleneinkopplung unterbleibt und das Medium alleine durch die Elektoheizung auf
Reaktionstemperatur gebracht wird. Somit sind vergleichende Untersuchungen zwischen
beiden möglichen Energieeintragswegen durchführbar.
6.2.2. Funktionsweise ohne Mikrowellenreaktor
Bedingt durch den Ausfall des Mikrowellenreaktors R1 wurde zur Durchführung der Versuche
ein abgeänderter Versuchsaufbau benutzt (Abbildung 24). Als Reaktor diente der Vorwärmer
W2, der als beheizter Rohrreaktor verwendet wird.
Die Kolbenmembranpumpe P2 fördert das Medium aus dem jeweiligen zugeschalteten
Vorlagebehälter B1 oder B2 in den rekuperativen Vorwärmer W1. Hier wird das Edukt durch die
vom Reaktor kommenden, heißen Produkte aufgeheizt. Die Eintrittstemperatur in den
Rohrreaktor stellt sich selbstständig ein und kann nicht beeinflusst werden. Im Rohrreaktor
erreicht das Medium durch die Heizleistung der elektrischen Heizbänder seine
Reaktionstemperatur. Nachdem die Produkte im Wärmetauscher W1 einen Teil ihrer
Wärmeenergie wieder abgegeben haben, werden sie in der Kühlung W3 auf eine
Entspannungstemperatur (< 95°C) herabgekühlt. Das freie Öl wird im Ölabscheider B4 aus der
Wasserphase abgeschieden und über Ventil Y105 chargenweise in den Behälter B5 entspannt
und aufgefangen. Die Entspannung der Wasserphase auf Umgebungsdruck erfolgt über das
Druckhalteventil Y102 in den Entspannungsbehälter B3. Das Wasser wird in den Behälter B6
geleitet und dort gespeichert.
6.3. Der Mikrowellenreaktor
6.3.1. Prinzip
Um eine Einkopplung von Mikrowellen unter Druck zu ermöglichen, wurde nachfolgend
beschriebenes Reaktorkonzept entwickelt und realisiert (Abbildung 27). Mit dem beschriebenen
Aufbau sollte es gemäß im Vorfeld durchgeführten Simulationen möglich sein, ein möglichst
homogenes Mikrowellenfeld im Innenraum des Reaktors zu erzeugen.
Der Druckbehälter besteht aus einem Keramikrohr (1), das oben und unten mit Edelstahl-
flanschen (2) verschlossen und mit Hilfe einer Graphitdichtung (3) abgedichtet ist. Gehalten
werden die Flansche durch vier axial mit einem Drehmoment von 120 Nm verspannte Gewinde-
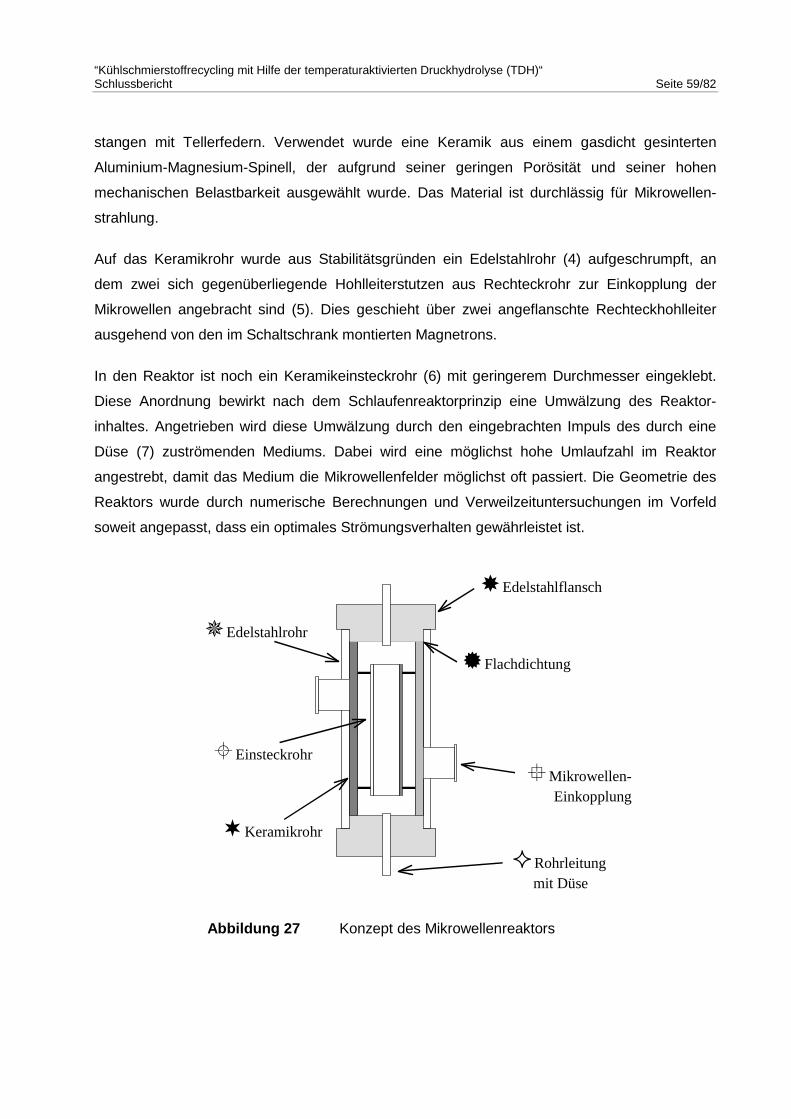
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 59/82
stangen mit Tellerfedern. Verwendet wurde eine Keramik aus einem gasdicht gesinterten
Aluminium-Magnesium-Spinell, der aufgrund seiner geringen Porösität und seiner hohen
mechanischen Belastbarkeit ausgewählt wurde. Das Material ist durchlässig für Mikrowellen-
strahlung.
Auf das Keramikrohr wurde aus Stabilitätsgründen ein Edelstahlrohr (4) aufgeschrumpft, an
dem zwei sich gegenüberliegende Hohlleiterstutzen aus Rechteckrohr zur Einkopplung der
Mikrowellen angebracht sind (5). Dies geschieht über zwei angeflanschte Rechteckhohlleiter
ausgehend von den im Schaltschrank montierten Magnetrons.
In den Reaktor ist noch ein Keramikeinsteckrohr (6) mit geringerem Durchmesser eingeklebt.
Diese Anordnung bewirkt nach dem Schlaufenreaktorprinzip eine Umwälzung des Reaktor-
inhaltes. Angetrieben wird diese Umwälzung durch den eingebrachten Impuls des durch eine
Düse (7) zuströmenden Mediums. Dabei wird eine möglichst hohe Umlaufzahl im Reaktor
angestrebt, damit das Medium die Mikrowellenfelder möglichst oft passiert. Die Geometrie des
Reaktors wurde durch numerische Berechnungen und Verweilzeituntersuchungen im Vorfeld
soweit angepasst, dass ein optimales Strömungsverhalten gewährleistet ist.
Abbildung 27 Konzept des Mikrowellenreaktors
Flachdichtung
Mikrowellen-Einkopplung
Edelstahlrohr
Rohrleitungmit Düse
Edelstahlflansch
Einsteckrohr
Keramikrohr
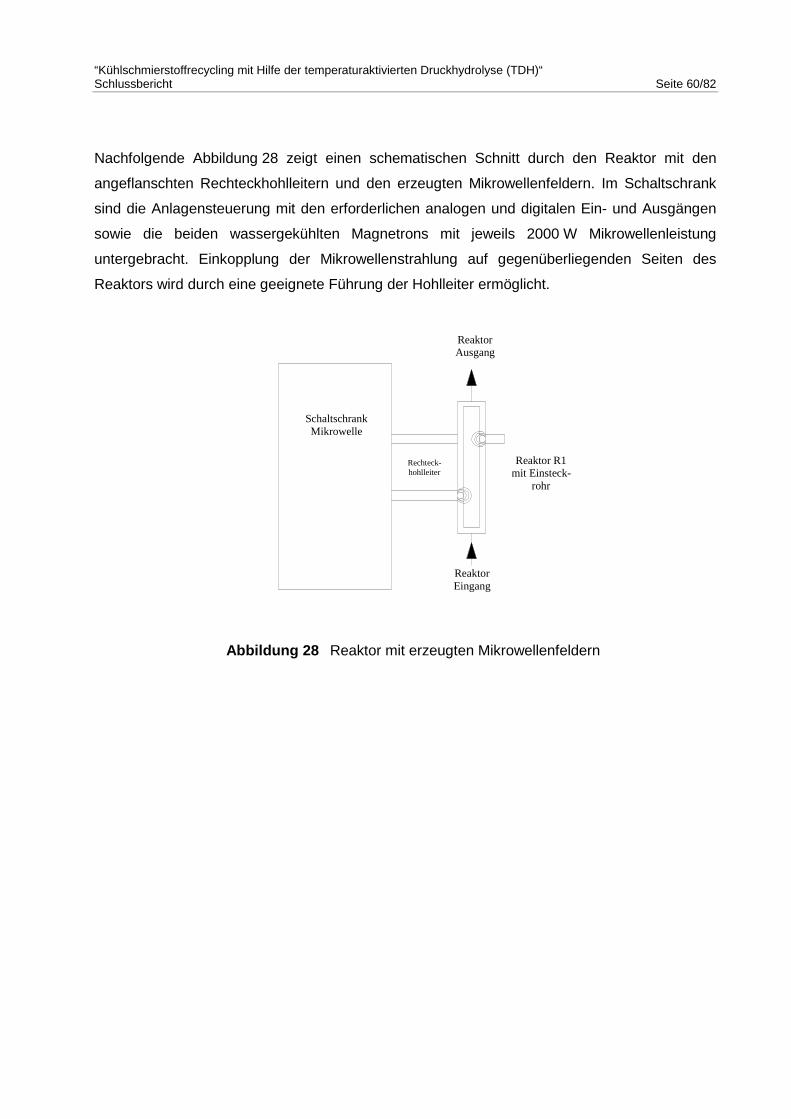
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 60/82
Nachfolgende Abbildung 28 zeigt einen schematischen Schnitt durch den Reaktor mit den
angeflanschten Rechteckhohlleitern und den erzeugten Mikrowellenfeldern. Im Schaltschrank
sind die Anlagensteuerung mit den erforderlichen analogen und digitalen Ein- und Ausgängen
sowie die beiden wassergekühlten Magnetrons mit jeweils 2000 W Mikrowellenleistung
untergebracht. Einkopplung der Mikrowellenstrahlung auf gegenüberliegenden Seiten des
Reaktors wird durch eine geeignete Führung der Hohlleiter ermöglicht.
Abbildung 28 Reaktor mit erzeugten Mikrowellenfeldern
SchaltschrankMikrowelle
Rechteck-hohlleiter
ReaktorEingang
ReaktorAusgang
Reaktor R1mit Einsteck-
rohr
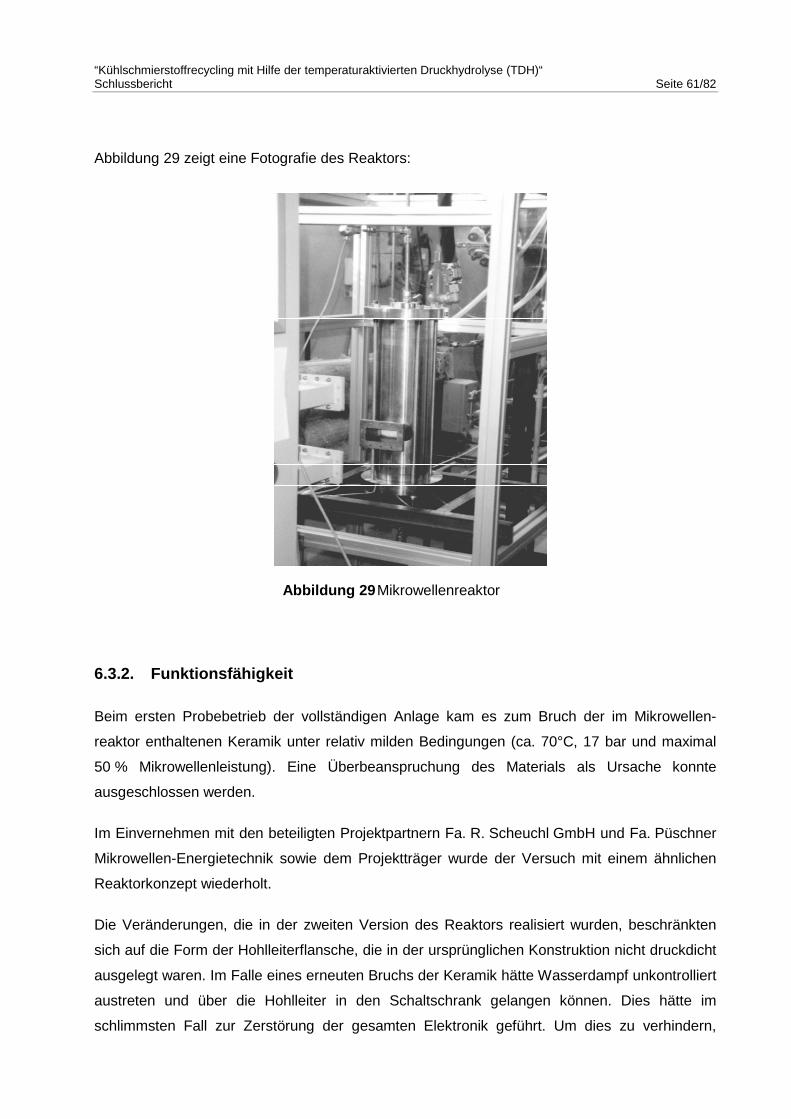
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 61/82
Abbildung 29 zeigt eine Fotografie des Reaktors:
Abbildung 29Mikrowellenreaktor
6.3.2. Funktionsfähigkeit
Beim ersten Probebetrieb der vollständigen Anlage kam es zum Bruch der im Mikrowellen-
reaktor enthaltenen Keramik unter relativ milden Bedingungen (ca. 70°C, 17 bar und maximal
50 % Mikrowellenleistung). Eine Überbeanspruchung des Materials als Ursache konnte
ausgeschlossen werden.
Im Einvernehmen mit den beteiligten Projektpartnern Fa. R. Scheuchl GmbH und Fa. Püschner
Mikrowellen-Energietechnik sowie dem Projektträger wurde der Versuch mit einem ähnlichen
Reaktorkonzept wiederholt.
Die Veränderungen, die in der zweiten Version des Reaktors realisiert wurden, beschränkten
sich auf die Form der Hohlleiterflansche, die in der ursprünglichen Konstruktion nicht druckdicht
ausgelegt waren. Im Falle eines erneuten Bruchs der Keramik hätte Wasserdampf unkontrolliert
austreten und über die Hohlleiter in den Schaltschrank gelangen können. Dies hätte im
schlimmsten Fall zur Zerstörung der gesamten Elektronik geführt. Um dies zu verhindern,
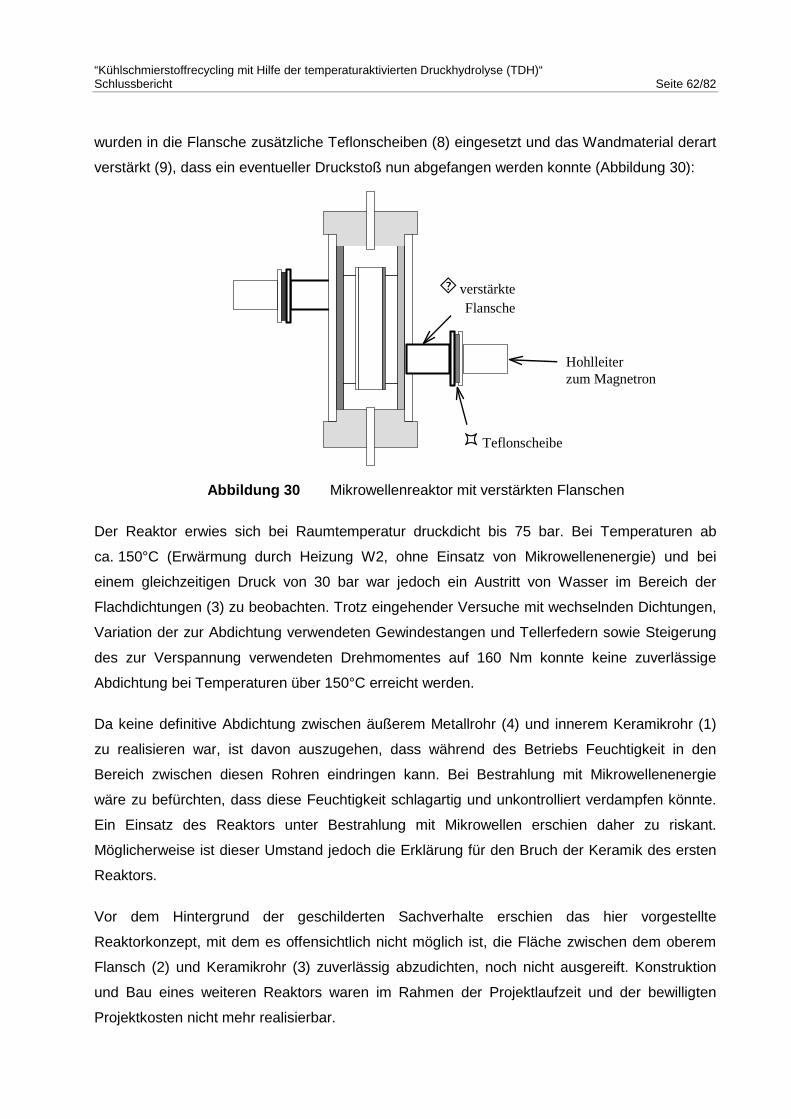
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 62/82
wurden in die Flansche zusätzliche Teflonscheiben (8) eingesetzt und das Wandmaterial derart
verstärkt (9), dass ein eventueller Druckstoß nun abgefangen werden konnte (Abbildung 30):
Abbildung 30 Mikrowellenreaktor mit verstärkten Flanschen
Der Reaktor erwies sich bei Raumtemperatur druckdicht bis 75 bar. Bei Temperaturen ab
ca. 150°C (Erwärmung durch Heizung W2, ohne Einsatz von Mikrowellenenergie) und bei
einem gleichzeitigen Druck von 30 bar war jedoch ein Austritt von Wasser im Bereich der
Flachdichtungen (3) zu beobachten. Trotz eingehender Versuche mit wechselnden Dichtungen,
Variation der zur Abdichtung verwendeten Gewindestangen und Tellerfedern sowie Steigerung
des zur Verspannung verwendeten Drehmomentes auf 160 Nm konnte keine zuverlässige
Abdichtung bei Temperaturen über 150°C erreicht werden.
Da keine definitive Abdichtung zwischen äußerem Metallrohr (4) und innerem Keramikrohr (1)
zu realisieren war, ist davon auszugehen, dass während des Betriebs Feuchtigkeit in den
Bereich zwischen diesen Rohren eindringen kann. Bei Bestrahlung mit Mikrowellenenergie
wäre zu befürchten, dass diese Feuchtigkeit schlagartig und unkontrolliert verdampfen könnte.
Ein Einsatz des Reaktors unter Bestrahlung mit Mikrowellen erschien daher zu riskant.
Möglicherweise ist dieser Umstand jedoch die Erklärung für den Bruch der Keramik des ersten
Reaktors.
Vor dem Hintergrund der geschilderten Sachverhalte erschien das hier vorgestellte
Reaktorkonzept, mit dem es offensichtlich nicht möglich ist, die Fläche zwischen dem oberem
Flansch (2) und Keramikrohr (3) zuverlässig abzudichten, noch nicht ausgereift. Konstruktion
und Bau eines weiteren Reaktors waren im Rahmen der Projektlaufzeit und der bewilligten
Projektkosten nicht mehr realisierbar.
Hohlleiterzum Magnetron
Teflonscheibe
verstärkteFlansche
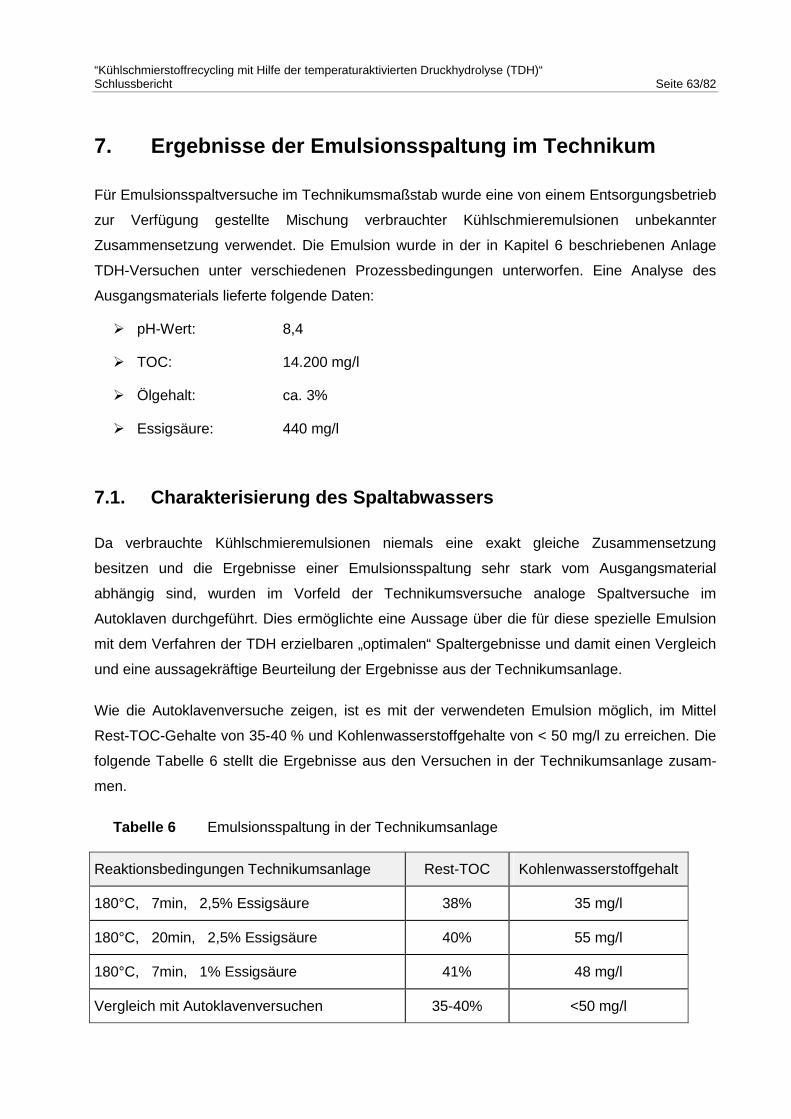
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 63/82
7. Ergebnisse der Emulsionsspaltung im Technikum
Für Emulsionsspaltversuche im Technikumsmaßstab wurde eine von einem Entsorgungsbetrieb
zur Verfügung gestellte Mischung verbrauchter Kühlschmieremulsionen unbekannter
Zusammensetzung verwendet. Die Emulsion wurde in der in Kapitel 6 beschriebenen Anlage
TDH-Versuchen unter verschiedenen Prozessbedingungen unterworfen. Eine Analyse des
Ausgangsmaterials lieferte folgende Daten:
pH-Wert: 8,4
TOC: 14.200 mg/l
Ölgehalt: ca. 3%
Essigsäure: 440 mg/l
7.1. Charakterisierung des Spaltabwassers
Da verbrauchte Kühlschmieremulsionen niemals eine exakt gleiche Zusammensetzung
besitzen und die Ergebnisse einer Emulsionsspaltung sehr stark vom Ausgangsmaterial
abhängig sind, wurden im Vorfeld der Technikumsversuche analoge Spaltversuche im
Autoklaven durchgeführt. Dies ermöglichte eine Aussage über die für diese spezielle Emulsion
mit dem Verfahren der TDH erzielbaren „optimalen“ Spaltergebnisse und damit einen Vergleich
und eine aussagekräftige Beurteilung der Ergebnisse aus der Technikumsanlage.
Wie die Autoklavenversuche zeigen, ist es mit der verwendeten Emulsion möglich, im Mittel
Rest-TOC-Gehalte von 35-40 % und Kohlenwasserstoffgehalte von < 50 mg/l zu erreichen. Die
folgende Tabelle 6 stellt die Ergebnisse aus den Versuchen in der Technikumsanlage zusam-
men.
Tabelle 6 Emulsionsspaltung in der Technikumsanlage
Reaktionsbedingungen Technikumsanlage Rest-TOC Kohlenwasserstoffgehalt
180°C, 7min, 2,5% Essigsäure 38% 35 mg/l
180°C, 20min, 2,5% Essigsäure 40% 55 mg/l
180°C, 7min, 1% Essigsäure 41% 48 mg/l
Vergleich mit Autoklavenversuchen 35-40% <50 mg/l
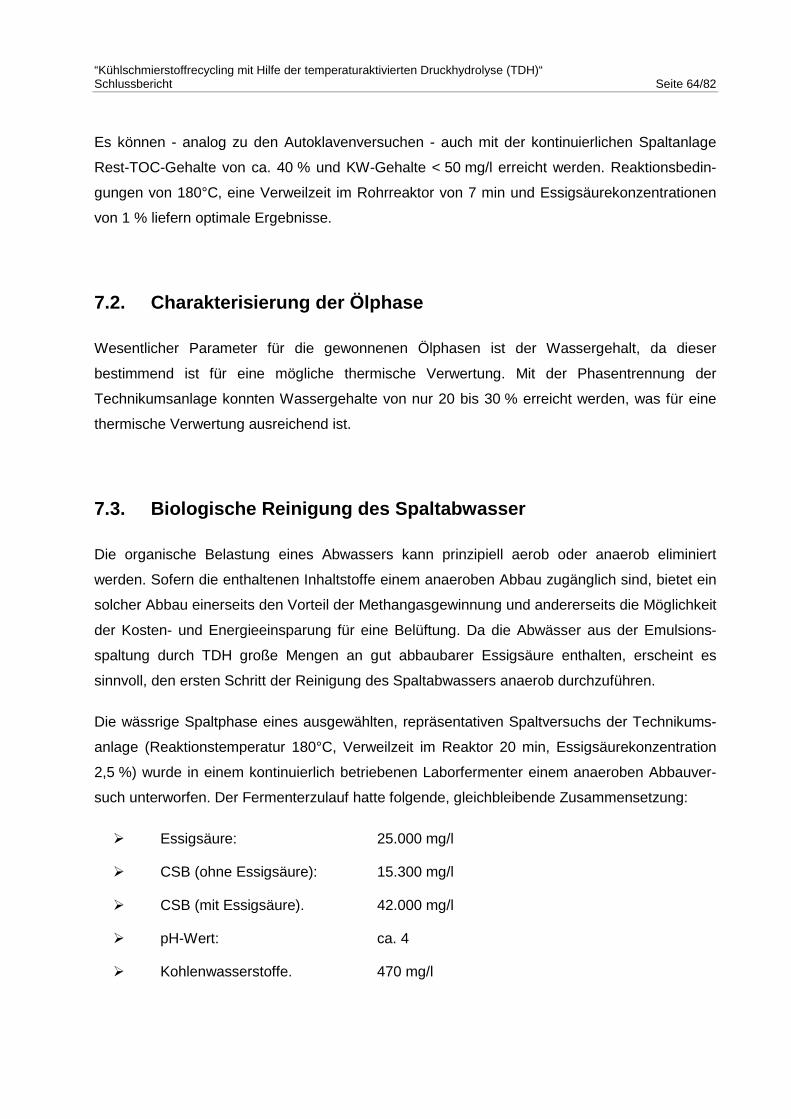
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 64/82
Es können - analog zu den Autoklavenversuchen - auch mit der kontinuierlichen Spaltanlage
Rest-TOC-Gehalte von ca. 40 % und KW-Gehalte < 50 mg/l erreicht werden. Reaktionsbedin-
gungen von 180°C, eine Verweilzeit im Rohrreaktor von 7 min und Essigsäurekonzentrationen
von 1 % liefern optimale Ergebnisse.
7.2. Charakterisierung der Ölphase
Wesentlicher Parameter für die gewonnenen Ölphasen ist der Wassergehalt, da dieser
bestimmend ist für eine mögliche thermische Verwertung. Mit der Phasentrennung der
Technikumsanlage konnten Wassergehalte von nur 20 bis 30 % erreicht werden, was für eine
thermische Verwertung ausreichend ist.
7.3. Biologische Reinigung des Spaltabwasser
Die organische Belastung eines Abwassers kann prinzipiell aerob oder anaerob eliminiert
werden. Sofern die enthaltenen Inhaltstoffe einem anaeroben Abbau zugänglich sind, bietet ein
solcher Abbau einerseits den Vorteil der Methangasgewinnung und andererseits die Möglichkeit
der Kosten- und Energieeinsparung für eine Belüftung. Da die Abwässer aus der Emulsions-
spaltung durch TDH große Mengen an gut abbaubarer Essigsäure enthalten, erscheint es
sinnvoll, den ersten Schritt der Reinigung des Spaltabwassers anaerob durchzuführen.
Die wässrige Spaltphase eines ausgewählten, repräsentativen Spaltversuchs der Technikums-
anlage (Reaktionstemperatur 180°C, Verweilzeit im Reaktor 20 min, Essigsäurekonzentration
2,5 %) wurde in einem kontinuierlich betriebenen Laborfermenter einem anaeroben Abbauver-
such unterworfen. Der Fermenterzulauf hatte folgende, gleichbleibende Zusammensetzung:
Essigsäure: 25.000 mg/l
CSB (ohne Essigsäure): 15.300 mg/l
CSB (mit Essigsäure). 42.000 mg/l
pH-Wert: ca. 4
Kohlenwasserstoffe. 470 mg/l
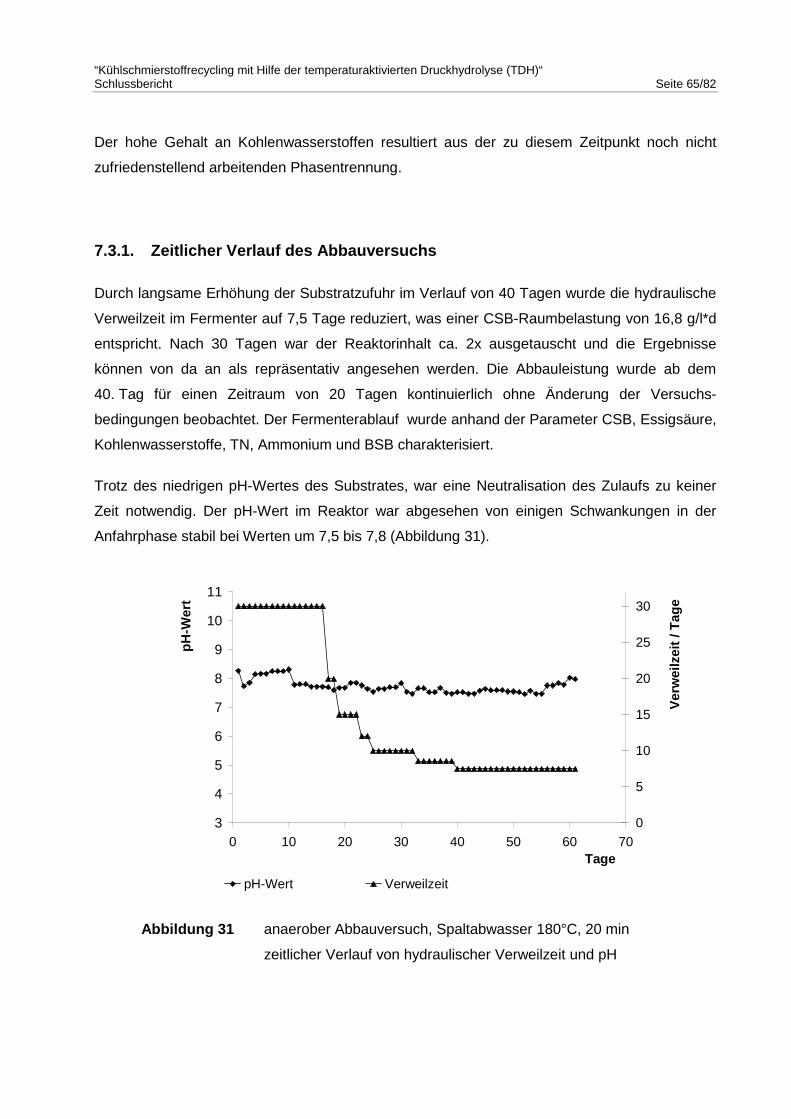
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 65/82
Der hohe Gehalt an Kohlenwasserstoffen resultiert aus der zu diesem Zeitpunkt noch nicht
zufriedenstellend arbeitenden Phasentrennung.
7.3.1. Zeitlicher Verlauf des Abbauversuchs
Durch langsame Erhöhung der Substratzufuhr im Verlauf von 40 Tagen wurde die hydraulische
Verweilzeit im Fermenter auf 7,5 Tage reduziert, was einer CSB-Raumbelastung von 16,8 g/l*d
entspricht. Nach 30 Tagen war der Reaktorinhalt ca. 2x ausgetauscht und die Ergebnisse
können von da an als repräsentativ angesehen werden. Die Abbauleistung wurde ab dem
40. Tag für einen Zeitraum von 20 Tagen kontinuierlich ohne Änderung der Versuchs-
bedingungen beobachtet. Der Fermenterablauf wurde anhand der Parameter CSB, Essigsäure,
Kohlenwasserstoffe, TN, Ammonium und BSB charakterisiert.
Trotz des niedrigen pH-Wertes des Substrates, war eine Neutralisation des Zulaufs zu keiner
Zeit notwendig. Der pH-Wert im Reaktor war abgesehen von einigen Schwankungen in der
Anfahrphase stabil bei Werten um 7,5 bis 7,8 (Abbildung 31).
Abbildung 31 anaerober Abbauversuch, Spaltabwasser 180°C, 20 min
zeitlicher Verlauf von hydraulischer Verweilzeit und pH
3
4
5
6
7
8
9
10
11
0 10 20 30 40 50 60 70Tage
pH
-Wer
t
0
5
10
15
20
25
30
Ver
wei
lzei
t/T
age
pH-Wert Verweilzeit

“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 66/82
7.3.2. Gasbildung
Nachfolgende Abbildung 32 zeigt einerseits die absolute, anderseits die auf 1 Liter Zulauf
normierte Gasproduktion im Vergleich mit der jeweiligen Raumbelastung während des
Abbauversuchs. Trotz gleichbleibendem Zulauf von Tag 40 bis Tag 60 ist - möglicherweise
bedingt durch Adaptationsvorgänge - hier noch eine Steigerung der Gasmenge zu beobachten.
Abbildung 32 anaerober Abbauversuch, Spaltabwasser 180°C, 20 min
Gasproduktion und auf 1 l Zulauf normierte Gasproduktion
Im Durchschnitt wurde zwischen Tag 52 und Tag 61 die Bildung von 24 l Gas / l (Zulauf)
beobachtet. Bezogen auf den CSB des Zulaufs von 42.000 mg/l beträgt die Gasmenge also 570
Liter / kg CSB.
7.3.3. CSB-Abbau
Wie aus nachfolgender Abbildung 33 erkennbar ist, waren über den gesamten Versuchs-
zeitraum gesehen die Abbauleistungen für CSB und Essigsäure im wesentlichen konstant.
Die Reduktion des gesamt-CSB betrug im Mittel 87 %, Essigsäure wurde im Durchschnitt zu
97 % abgebaut. Der Parameter „Rest-Abbau“ beschreibt die rein rechnerisch ermittelte
0
5
10
15
20
25
30
20 25 30 35 40 45 50 55 60 65Tage
Gas
volu
men
/Lit
er
0
5
10
15
CS
B-R
aum
bel
astu
ng
/g/l*
d
Gasproduktion l / d
spez. Gasproduktion l (Gas) / l (Zulauf)
CSB Raumbelastung
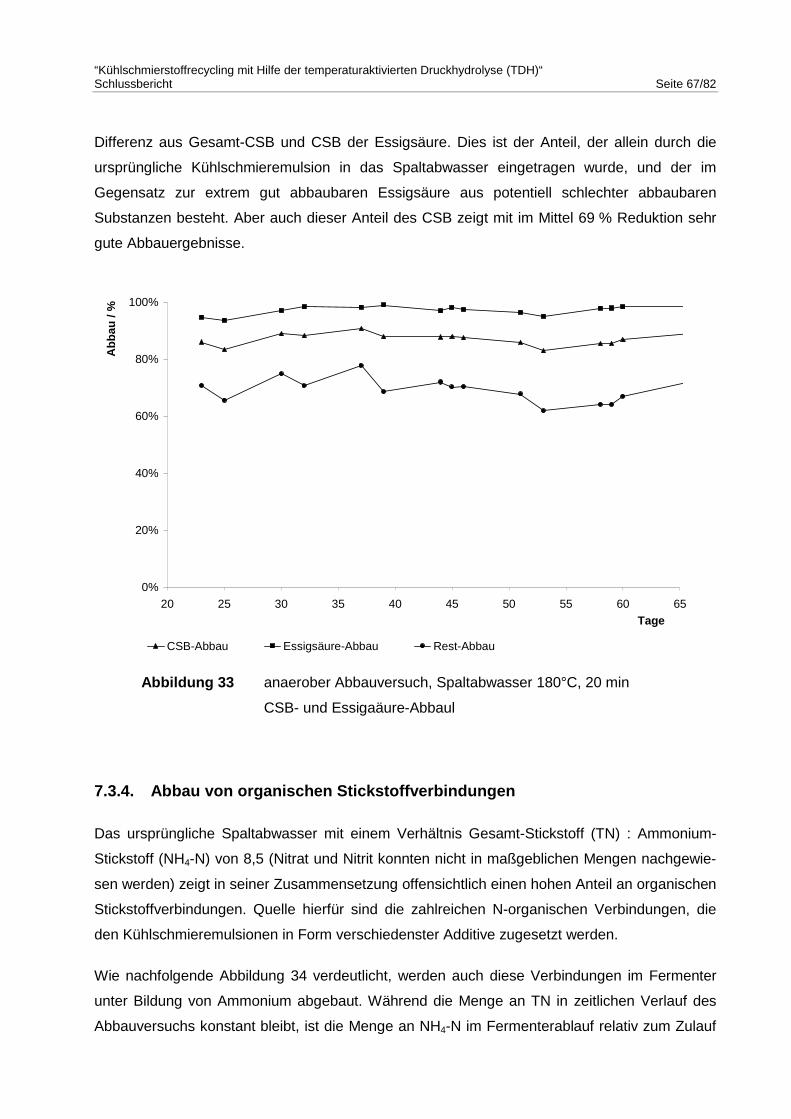
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 67/82
Differenz aus Gesamt-CSB und CSB der Essigsäure. Dies ist der Anteil, der allein durch die
ursprüngliche Kühlschmieremulsion in das Spaltabwasser eingetragen wurde, und der im
Gegensatz zur extrem gut abbaubaren Essigsäure aus potentiell schlechter abbaubaren
Substanzen besteht. Aber auch dieser Anteil des CSB zeigt mit im Mittel 69 % Reduktion sehr
gute Abbauergebnisse.
Abbildung 33 anaerober Abbauversuch, Spaltabwasser 180°C, 20 min
CSB- und Essigaäure-Abbaul
7.3.4. Abbau von organischen Stickstoffverbindungen
Das ursprüngliche Spaltabwasser mit einem Verhältnis Gesamt-Stickstoff (TN) : Ammonium-
Stickstoff (NH4-N) von 8,5 (Nitrat und Nitrit konnten nicht in maßgeblichen Mengen nachgewie-
sen werden) zeigt in seiner Zusammensetzung offensichtlich einen hohen Anteil an organischen
Stickstoffverbindungen. Quelle hierfür sind die zahlreichen N-organischen Verbindungen, die
den Kühlschmieremulsionen in Form verschiedenster Additive zugesetzt werden.
Wie nachfolgende Abbildung 34 verdeutlicht, werden auch diese Verbindungen im Fermenter
unter Bildung von Ammonium abgebaut. Während die Menge an TN in zeitlichen Verlauf des
Abbauversuchs konstant bleibt, ist die Menge an NH4-N im Fermenterablauf relativ zum Zulauf
0%
20%
40%
60%
80%
100%
20 25 30 35 40 45 50 55 60 65Tage
Ab
bau
/%
CSB-Abbau Essigsäure-Abbau Rest-Abbau
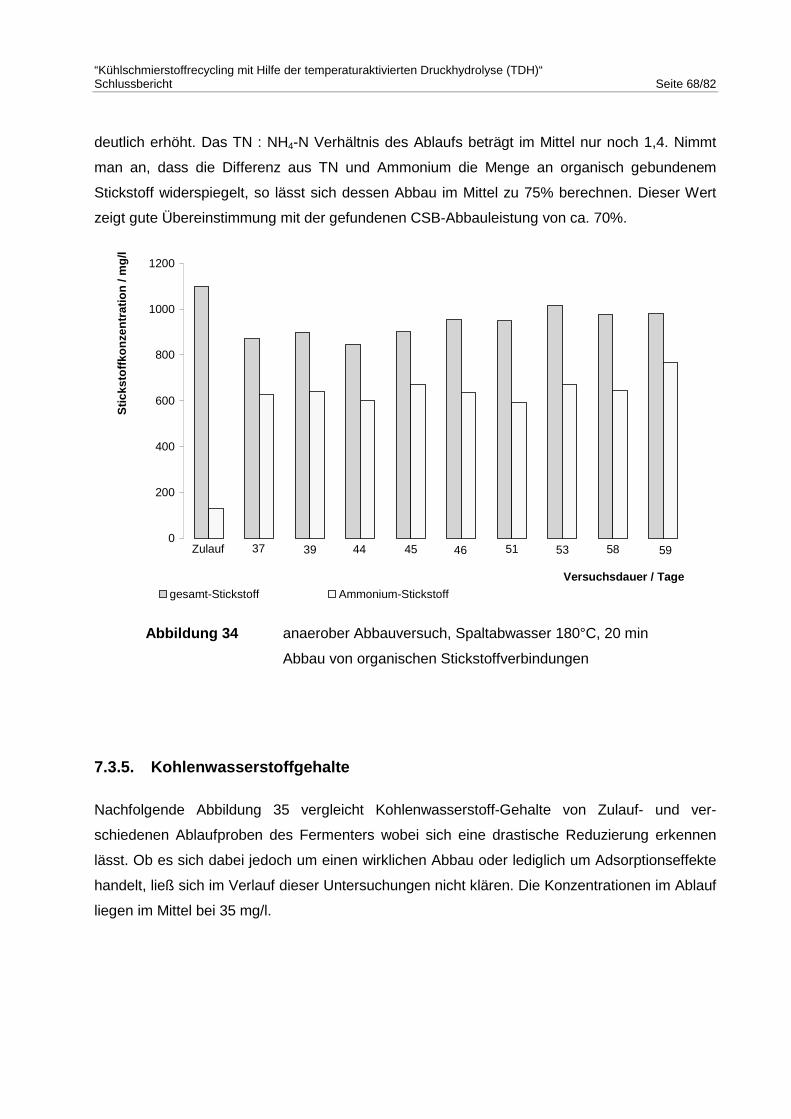
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 68/82
deutlich erhöht. Das TN : NH4-N Verhältnis des Ablaufs beträgt im Mittel nur noch 1,4. Nimmt
man an, dass die Differenz aus TN und Ammonium die Menge an organisch gebundenem
Stickstoff widerspiegelt, so lässt sich dessen Abbau im Mittel zu 75% berechnen. Dieser Wert
zeigt gute Übereinstimmung mit der gefundenen CSB-Abbauleistung von ca. 70%.
Abbildung 34 anaerober Abbauversuch, Spaltabwasser 180°C, 20 min
Abbau von organischen Stickstoffverbindungen
7.3.5. Kohlenwasserstoffgehalte
Nachfolgende Abbildung 35 vergleicht Kohlenwasserstoff-Gehalte von Zulauf- und ver-
schiedenen Ablaufproben des Fermenters wobei sich eine drastische Reduzierung erkennen
lässt. Ob es sich dabei jedoch um einen wirklichen Abbau oder lediglich um Adsorptionseffekte
handelt, ließ sich im Verlauf dieser Untersuchungen nicht klären. Die Konzentrationen im Ablauf
liegen im Mittel bei 35 mg/l.
595853514645443937Zulauf0
200
400
600
800
1000
1200
Versuchsdauer / Tage
Sti
ckst
off
kon
zen
trat
ion
/mg
/l
gesamt-Stickstoff Ammonium-Stickstoff
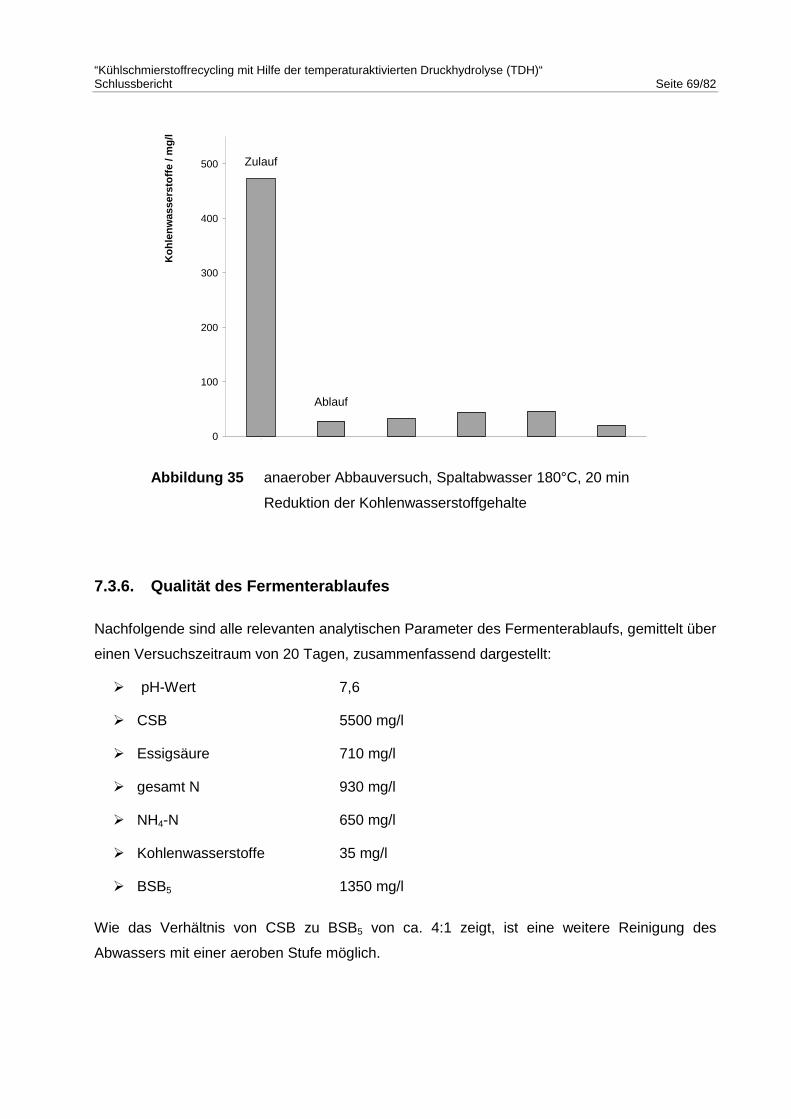
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 69/82
Abbildung 35 anaerober Abbauversuch, Spaltabwasser 180°C, 20 min
Reduktion der Kohlenwasserstoffgehalte
7.3.6. Qualität des Fermenterablaufes
Nachfolgende sind alle relevanten analytischen Parameter des Fermenterablaufs, gemittelt über
einen Versuchszeitraum von 20 Tagen, zusammenfassend dargestellt:
pH-Wert 7,6
CSB 5500 mg/l
Essigsäure 710 mg/l
gesamt N 930 mg/l
NH4-N 650 mg/l
Kohlenwasserstoffe 35 mg/l
BSB5 1350 mg/l
Wie das Verhältnis von CSB zu BSB5 von ca. 4:1 zeigt, ist eine weitere Reinigung des
Abwassers mit einer aeroben Stufe möglich.
Zulauf
Ablauf
0
100
200
300
400
500
1
Ko
hle
nw
asse
rsto
ffe
/mg
/l
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 70/82
8. Zusammenfassung der Ergebnisse
Durch Versuche im Labor- und Technikumsmaßstab sollte die Machbarkeit und Wirtschaftlich-
keit einer bislang noch nicht praktizierten Behandlung von Kühlschmieremulsionen mit Hilfe der
temperaturaktivierten Druckhydrolyse (TDH) untersucht werden.
Anfängliche Untersuchungen im Labormaßstab zeigten, dass eine zuverlässige und stabile
Emulsionsspaltung alleine durch Thermodruckhydrolyse nicht zu erreichen ist. Ein Absenken
des pH-Wertes mit Essigsäure führte jedoch zu folgenden Ergebnissen.
Die Prozessparameter lassen sich wie folgt eingrenzen:
Die optimale Reaktionstemperatur liegt zwischen 160 – 180°C. Geringere Temperaturen
zeigen kein befriedigendes Spaltergebnis mehr.
Verweilzeiten von 5 min sind ausreichend. Längere Reaktionszeiten führen zu einer
Verschlechterung der Ölqualität.
Bei typischen Kühlschmierstoffen, die einen Ölgehalt von ca. 3 % aufweisen, ist eine
Essigsäurezugabe von 1 Vol.-% ausreichend. Die Essigsäurekonzentration muss aber
der jeweiligen Emulsion angepasst werden.
Für die wässrigen Spaltphasen lassen sich dabei folgende Werte erreichen:
Die organische Belastung (TOC) der Wasserphase, kann bezogen auf die Belastung der
Emulsion auf 10-40 % reduziert werden. In Kombination mit einer biologischen Reinigung
ist eine weitere Reduktion möglich.
Bezüglich einer biologischen Abreinigung der Wasserphasen lassen sich keine
hemmenden Effekte durch Emulsionsbestandteile oder Hydrolyseprodukte erkennen.
Abhängig von der eingesetzten Emulsion können Kohlenwasserstoffgehalte < 100 mg/l
oder weniger erreicht werden.
Die in der Emulsion enthaltenen Metalle reichern sich im Mittel zu 80 bis 95 % in der
wässrigen Spaltphase an, wohingegen Phosphor zu ca. 30 % und Schwefel zu ca. 65 %
in der öligen Phase verbleiben.
Für die Untersuchungen fanden ein elektisch beheizter Laborautoklav sowie eine Labor-
Druckmikrowelle Verwendung. Unterschiede zwischen beiden Arten des Energieeintrags waren
nicht zu erkennen.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 71/82
In Absprache und Zusammenarbeit mit dem Projektpartner Fa. Umweltschutz Nord wurden an
schlecht abbaubaren Einzelsubstanzen und problematischen Abwasser-Inhaltsstoffen Versuche
zur generellen Hydrolysierbarkeit durchgeführt. Ein Schwerpunkt lag hierbei auf der Untersu-
chung des AOX-Abbaus durch die Thermodruckhydrolyse. Als Modellsubstanzen wurden drei
häufig verwendete Flammschutzmittel ausgewählt.
Die Modellsubstanzen Tris-(2-chlorisopropyl)-phosphat und Tribrom-neopentyl-alkohol
konnten bei 200°C zu fast 100 % mineralisiert werden, ein halogeniertes Polyetherpolyol
nur zu 28 %.
Bei zwei Polyolformulierungen, die die Modellsubstanzen in relevanten Mengen enthal-
ten, wurden bei 200°C und 30 min Behandlungszeit AOX-Abbaugrade von 88 % bzw.
97 % erreicht. Steigerung der Temperatur auf 250°C, der Reaktionsdauer auf 60 min und
des pH-Wertes auf 12 bewirkten einen Anstieg des Abbaugrades auf 98 %.
An realen AOX-belasteten Polyolabwasserproben, die ebenfalls die ausgewählten
Flammschutzmittel enthalten, konnte gezeigt werden, dass eine AOX-Zerstörung erst ab
Temperaturen von mindestens 200°C und Reaktionszeiten von 30 min effektiv ist.
Darüber hinaus wurden vier Polyolabwässer anderer Herkunft, anderer Zusammen-
setzung, mit unbekannten Flammschutz-Anteilen untersucht. Hier zeigten sich geringere
AOX-Abbaugrade von 74%, 22%, 19% und 5% bei Reaktionsbedingungen von 200°C
und 30 min. Eine generelle Übertragbarkeit der gewonnenen Ergebnisse auf alle Polyol-
und AOX-haltigen Abwässer ist somit aufgrund der vorliegenden Daten nicht möglich und
bedarf weiterer Untersuchungen.
In der zweiten Phase des Projektes konnten die Ergebnisse der Laboruntersuchungen im
Technikumsmaßstab reproduziert werden.
Reaktionsbedingungen von 180°C, eine Verweilzeit im Rohrreaktor von 7 min und Essig-
säurekonzentrationen von 1% liefern Ergebnisse, die mit den Laboruntersuchungen
vergleichbar sind.
Auch mit der kontinuierlichen betreibbaren Spaltanlage können Rest-TOC-Gehalte von
ca. 40 % und Kohlenwasserstoff-Gehalte < 100 mg /l erreicht werden.
Für das in der Technikumsanlage gewonnene Öl konnten Wassergehalte von 20 bis
30 % erreicht werden.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 72/82
Die wässrige Spaltphase eines ausgewählten Versuchs der Technikumsanlage wurde in einem
kontinuierlich betriebenen Laborfermenter einem anaeroben Abbau unterworfen. Es konnten
folgende Ergebnisse gewonnen werden:
Im Durchschnitt wurde die Bildung von 24 l Gas / l Zulauf beobachtet. Bezogen auf den
CSB des Zulaufs von 42.000 mg/l beträgt die Gasmenge also 570 Liter / kg CSB.
Die Reduktion des Gesamt-CSB betrug im Mittel 87 %, Essigsäure wurde im
Durchschnitt zu 97 % abgebaut. Der nicht durch die Essigsäure eingetragene Anteil des
CSB wurde zu 69 % entfernt.
Organisch gebundener Stickstoff lässt sich zu ca. 75 % in Ammonium umwandeln.
Der Fermenterablauf wurde durch folgende Analysenwerte charakterisiert:
pH-Wert: 7,6
CSB: 5500 mg/l
Essigsäure: 710 mg/l
gesamt N: 930 mg/l
NH4-N: 650 mg/l
Kohlenwasserstoffe: 35 mg/l
BSB5: 1350 mg/l
In Zusammenarbeit mit den Projektpartnern Fa. R. Scheuchl GmbH und Fa. Püschner
Mikrowellen-Energietechnik wurde ein auf dem Prinzip des Schlaufenreaktors basierender
Druckreaktor konstruiert und gebaut, um eine Energieeinkopplung von Mikrowellenstrahlung bei
Temperaturen bis 250°C und Drücken bis 40 bar in der Technikumsanlage zu realisieren. Bei
der Inbetriebnahme kam es jedoch durch auftretende Undichtigkeiten zum Bruch der im
Reaktor enthalten Keramik und damit zur Zerstörung des Reaktors. Auch in einem zweiten
Versuch, der im Einvernehmen mit den Projektpartnern und dem Projektträger mit einem
ähnlichen Reaktorkonzept durchgeführt wurde, konnte die Apparatur während der
verbleibenden Projektlaufzeit nicht zuverlässig abgedichtet werden, um einen Versuchsbetrieb
zu ermöglichen. Konstruktion und Bau eines weiteren Reaktors waren im Rahmen der
Projektlaufzeit und der bewilligten Projektkosten nicht mehr realisierbar, so dass innerhalb
dieses Forschungsvorhabens eine Untersuchung einer Mikrowellen - induzierten Emulsions-
spaltung durch TDH nicht mehr möglich war.

“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 73/82
9. Wirtschaftlichkeit des Verfahrens
9.1. Verfahrensbeschreibung und Massenbilanz
Ein im technischen Maßstab realisiertes Verfahren zur Behandlung verbrauchter
Kühlschmieremulsionen mit Hilfe der temperaturaktivierten Druckhydrolyse lässt sich in
folgende Einzelschritte unterteilen:
Zunächst muss eine Aufbereitung der Altemulsion erfolgen, d.h. eine Abtrennung von
freiem, aufschwimmendem Öl und von Feststoffen.
Der Hilfsstoff Essigsäure muss in geeigneter Menge zudosiert und untergemischt
werden.
Danach folgt Durchführung der TDH-Behandlung unter Wärmerückgewinnung aus dem
Produktstrom.
Die Ölabscheidung erfolgt unter Druck und die getrennten Phasen werden anschließend
separat auf Umgebungsdruck entspannt.
Die Ölphase wird gesammelt und einer thermischen Verwertung zugeführt
Eine anaerobe Nachbehandlung der Wasserphase in einem Gärreaktor entfernt die
zugegebene Essigsäure sowie einen großen Anteil der organischen Belastung.
Gegebenenfalls kann durch eine weitere Nachbehandlung des Abwassers eine
zusätzliche Reduzierung der Ablaufwerte erreicht werden. Als Verfahren kommen hier
z.B. Fällung/Flockung oder eine aerobe biologische Reinigungsstufe in Frage
Die Massen- und Energieströme, die sich bei der Behandlung einer typisch
zusammengesetzten Emulsion mit 3 % Ölgehalt ergeben, zeigt Abbildung 36. Die Daten
basieren auf den in Kapitel 8 zusammengestellten Ergebnissen.
Die zugegebene Menge an Essigsäure muss der jeweiligen Emulsion angepasst werden. Hier
wurde eine zur Spaltung notwendige Essigsäurekonzentration von 1,5% angenommen. Die zur
Heizung des TDH-Reaktors notwendige Energie von 50 kWh / Mg berücksichtigt eine
Wärmerückgewinnung aus dem Produktstrom und kann durch eine Energiegewinnung aus dem
erzeugten Methangas (theoretischer Energieinhalt 85 kWh), z.B. durch Verwendung eines
Brenners, kompensiert werden. Ein autothermer Betrieb ist somit möglich. Es entstehen 36 kg
zur thermischen Verwertung geeignetes Öl mit einem Wassergehalt von ca. 20% sowie 17 m3
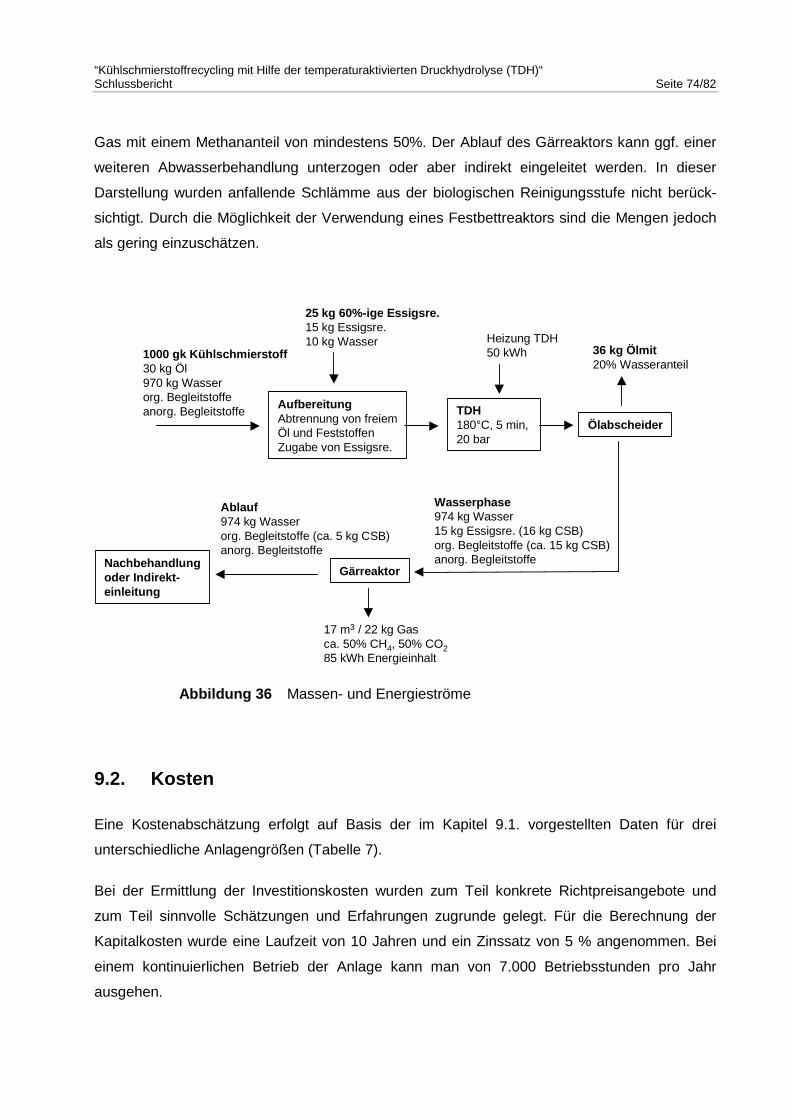
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 74/82
Gas mit einem Methananteil von mindestens 50%. Der Ablauf des Gärreaktors kann ggf. einer
weiteren Abwasserbehandlung unterzogen oder aber indirekt eingeleitet werden. In dieser
Darstellung wurden anfallende Schlämme aus der biologischen Reinigungsstufe nicht berück-
sichtigt. Durch die Möglichkeit der Verwendung eines Festbettreaktors sind die Mengen jedoch
als gering einzuschätzen.
Abbildung 36 Massen- und Energieströme
9.2. Kosten
Eine Kostenabschätzung erfolgt auf Basis der im Kapitel 9.1. vorgestellten Daten für drei
unterschiedliche Anlagengrößen (Tabelle 7).
Bei der Ermittlung der Investitionskosten wurden zum Teil konkrete Richtpreisangebote und
zum Teil sinnvolle Schätzungen und Erfahrungen zugrunde gelegt. Für die Berechnung der
Kapitalkosten wurde eine Laufzeit von 10 Jahren und ein Zinssatz von 5 % angenommen. Bei
einem kontinuierlichen Betrieb der Anlage kann man von 7.000 Betriebsstunden pro Jahr
ausgehen.
1000 gk Kühlschmierstoff30 kg Öl970 kg Wasserorg. Begleitstoffeanorg. Begleitstoffe
AufbereitungAbtrennung von freiemÖl und FeststoffenZugabe von Essigsre.
25 kg 60%-ige Essigsre.15 kg Essigsre.10 kg Wasser
TDH180°C, 5 min,20 bar
Ölabscheider
36 kg Ölmit20% Wasseranteil
Wasserphase974 kg Wasser15 kg Essigsre. (16 kg CSB)org. Begleitstoffe (ca. 15 kg CSB)anorg. Begleitstoffe
Gärreaktor
17 m3 / 22 kg Gasca. 50% CH4, 50% CO285 kWh Energieinhalt
Ablauf974 kg Wasserorg. Begleitstoffe (ca. 5 kg CSB)anorg. Begleitstoffe
Heizung TDH50 kWh
Nachbehandlungoder Indirekt-einleitung
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 75/82
Kosten für elektrischen Strom werden durch Pumpen und Rührwerke verursacht und mit einem
Strompreis von 0,1 DM/kWh berechnet. Wärmekosten liegt ein Erdgaspreis von 0,07 DM/kWh
zugrunde wobei ein Energiebedarf von 50 kWh/m3 angenommen wurde. 60%-ige technische
Essigsäure kann zu einem Preis von 0,9 DM/l eingekauft werden.
Bei den Personalkosten wurde von 80.000 DM je Mann und Jahr ausgegangen. Die Wartungs-
und Versicherungskosten wurden mit jährlich 2 Prozent der Investitionssumme veranschlagt.
In der Kostenrechnung nicht berücksichtigt sind die Entsorgungskosten für den anfallenden
Schlamm aus der biologischen Reinigungsstufe sowie Kosten bzw. Erlöse für das gewonnene
Öl bzw. das erzeugte Gas.
Zentrale Anlage, 70.000 m3 / Jahr
Diese Anlage ist ausgelegt für einen Durchsatz von 10 m3/h. Bei kontinuierlichem Betrieb und
7.000 Betriebsstunden/a können 70.000 m3 Kühlschmieremulsion aufgearbeitet werden. Die
chemisch-physikalische Behandlungsanlage GSB (Gesellschaft zur Entsorgung von Sondermüll
in Bayern) in Schwabach weist zum Vergleich eine Kapazität von bis zu 65.000 m3/a auf. In den
Investitionskosten ist neben den in Kapitel 9.1. aufgeführten Anlagenteilen Aufbereitung, TDH,
anaerobe Reinigungsstufe und nachgeschaltete aerobe Abwaserbehandlung auch ein
Betriebsgebäude und eine Ölannahmestation enthalten. Als Bedienungspersonal sind fünf
Mitarbeiter vorgesehen, die im 3-Schichtbetrieb eingesetzt werden. Abwasserkosten wurden mit
5 DM/m3 abgeschätzt.
Kleine zentrale Anlage, 7.000 m3 / Jahr
Eine Anlage in dieser Größenordnung behandelt 1 m3/h und ist beispielsweise für einen
privaten Entsorger oder einen großen metallverarbeitenden Betrieb geeignet. Die Investitions-
kosten beinhalten eine Aufbereitung, eine TDH-Anlage sowie eine anaerobe
Abwasserreinigung. Für die Indirekteinleitung des Abwassers muss mit Kosten von 20 DM/m3
gerechnet werden. Für den Betrieb der Anlage wird von einer vollständigen Automatisierung
ausgegangen, so dass ein Personalbedarf von nur einem Mitarbeiter besteht.
Dezentrale Anlage, 700 m3 / Jahr
Eine Anlage mit einem Durchsatz von 0,1 m3/h ist für größere metallverarbeitende Betriebe
geeignet und sollte soweit automatisiert sein, dass lediglich Überwachungsaufgaben
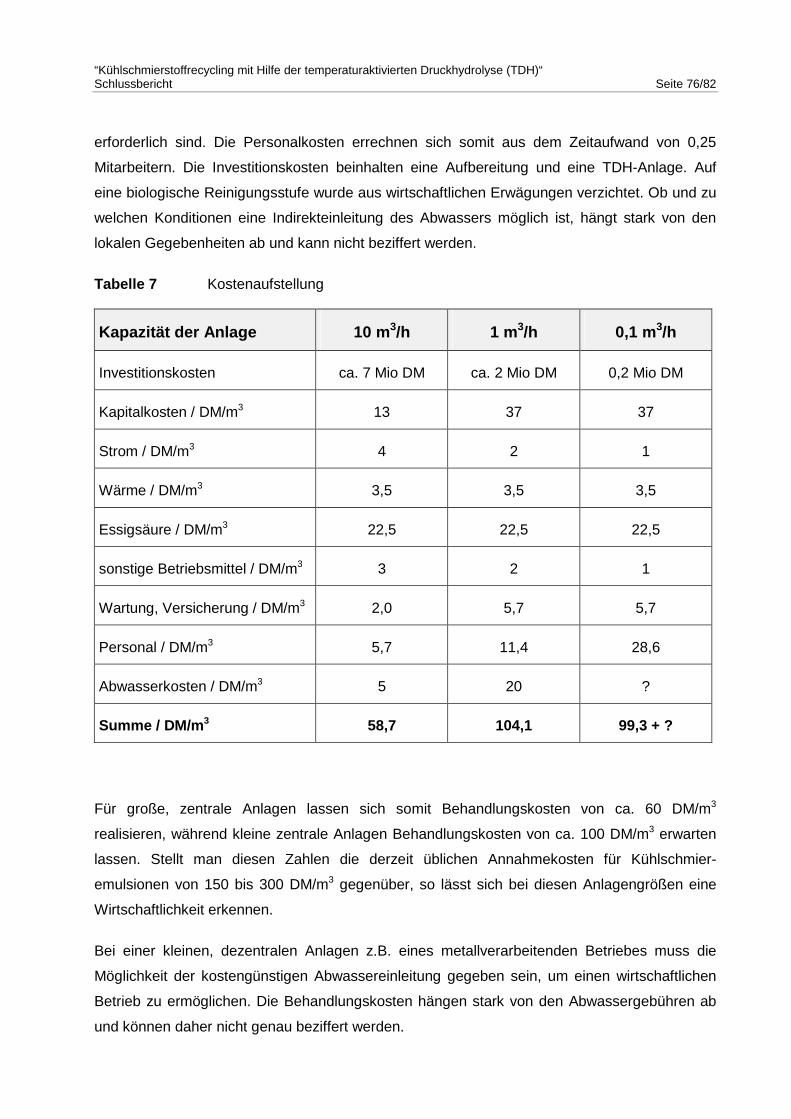
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 76/82
erforderlich sind. Die Personalkosten errechnen sich somit aus dem Zeitaufwand von 0,25
Mitarbeitern. Die Investitionskosten beinhalten eine Aufbereitung und eine TDH-Anlage. Auf
eine biologische Reinigungsstufe wurde aus wirtschaftlichen Erwägungen verzichtet. Ob und zu
welchen Konditionen eine Indirekteinleitung des Abwassers möglich ist, hängt stark von den
lokalen Gegebenheiten ab und kann nicht beziffert werden.
Tabelle 7 Kostenaufstellung
Kapazität der Anlage 10 m3/h 1 m3/h 0,1 m3/h
Investitionskosten ca. 7 Mio DM ca. 2 Mio DM 0,2 Mio DM
Kapitalkosten / DM/m3 13 37 37
Strom / DM/m3 4 2 1
Wärme / DM/m3 3,5 3,5 3,5
Essigsäure / DM/m3 22,5 22,5 22,5
sonstige Betriebsmittel / DM/m3 3 2 1
Wartung, Versicherung / DM/m3 2,0 5,7 5,7
Personal / DM/m3 5,7 11,4 28,6
Abwasserkosten / DM/m3 5 20 ?
Summe / DM/m3 58,7 104,1 99,3 + ?
Für große, zentrale Anlagen lassen sich somit Behandlungskosten von ca. 60 DM/m3
realisieren, während kleine zentrale Anlagen Behandlungskosten von ca. 100 DM/m3 erwarten
lassen. Stellt man diesen Zahlen die derzeit üblichen Annahmekosten für Kühlschmier-
emulsionen von 150 bis 300 DM/m3 gegenüber, so lässt sich bei diesen Anlagengrößen eine
Wirtschaftlichkeit erkennen.
Bei einer kleinen, dezentralen Anlagen z.B. eines metallverarbeitenden Betriebes muss die
Möglichkeit der kostengünstigen Abwassereinleitung gegeben sein, um einen wirtschaftlichen
Betrieb zu ermöglichen. Die Behandlungskosten hängen stark von den Abwassergebühren ab
und können daher nicht genau beziffert werden.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 77/82
9.3. Beurteilung des Verfahrens
Vergleicht man das Verfahren der Emulsionsspaltung mit Hilfe der Thermodruckhydrolyse mit
anderen gängigen Verfahren sind mehrere Punkte zu berücksichtigen.
9.3.1. Die gewonnene Ölphase
Die gewonnenen Ölphasen haben mit 70 bis 80 % Ölanteil relativ geringe Wassergehalte und
damit hohe Heizwerte und sind für eine thermische Verwertung geeignet. Im Vergleich dazu
zeigen lediglich die destillativen Verfahren mit ca. 90 % Ölanteil bessere Ergebnisse. Mit
organischen Spaltmitteln und durch die klassische Säurespaltung lassen sich nur Ölgehalte von
ca. 50 % erreichen, wobei das Öl aus einer Säurespaltung stark säurehaltig ist und keiner
thermischen Verwertung zugeführt werden kann. Ultrafiltrationsanlagen erreichen nur Ölgehalte
von ca. 40 %.
9.3.2. Die Wasserphase
Bedingt durch die Zugabe von Essigsäure entstehen primär Wasserphasen mit hoher CSB-
Belastung. Durch den sehr guten Abbau von fast 90 % in einer anaeroben Behandlungsstufe
reduziert sich der CSB-Gehalt jedoch auf ca. 5.000 mg/l. Dieser Wert lässt sich durch eine
aerobe Behandlung noch weiter reduzieren. Das Abwasser enthält noch die aus der Emulsion
stammenden Anteile an Schwermetallen sowie Kohlenwasserstoffe in Konzentrationen unter
100 mg/l.
Die Zusammensetzung des Gärablaufs ist vergleichbar mit den Inhaltsstoffen einer Wasser-
phase, die aus einer Spaltung mit organischen Reagenzien oder einer Säurespaltung resultiert.
Im Vergleich zur Säurespaltung besteht jedoch der Vorteil, dass keine Aufsalzung der
Wasserphase stattfindet, da die zugegebene Säure nicht neutalisiert werden muss, sondern auf
biologischem Wege abgetrennt werden kann. Eine Ultrafiltration zeigt mit extrem hohen CSB-
Gehalten der Permeate, die 20.000 mg/l betragen können und den ebenfalls hohen
Schwermetallgehalten eine schlechtere Qualität. Destillative Verfahren dagegen produzieren
sehr saubere Kondensate, mit geringer organischer und anorganischer Belastung, die oft keiner
aufwendigen Nachreinigung mehr bedürfen.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 78/82
9.3.3. Die Anlagengröße
Während Destillationsanlagen erst ab einer Kapazität von mindestens 1 m3/h wirtschaftlich
arbeiten und so bei Entsorgern oder großen metallverarbeitenden Betrieben zu finden sind,
findet man bei Anwendungen mit kleineren Durchsätzen bevorzugt Ultrafiltationsanlagen oder
auch chemische Spaltanlagen. Auch das Verfahren der Thermodruckhydrolyse ist aufgrund
seiner hohen Investitionskosten erst ab einer gewissen Anlagengröße wirtschaftlich und so für
Anwendungsfälle, die nur geringe Durchsätze erfordern, nicht interessant.
9.3.4. Die Kosten
Annahmekosten für verbrauchte Kühlschmiermittel betragen derzeit abhängig von den lokalen
Gegebenheiten und den zu entsorgenden Mengen zwischen 150 und 300 DM/m3.
Behandlungskosten in modernen Anlagen, die von Entsorgern oder großen Firmen betrieben
werden, liegen heute zwischen 50 und 100 DM/m3 abhängig vom verwendeten Verfahren und
der Anlagengröße. Um ein wirtschaftliches Verfahren zu entwickeln, und auf dem Markt
konkurrenzfähig zu sein, muss man also vergleichbare oder niedrigere Kosten erreichen
können.
Wie die Kostenschätzung in Tabelle 7 zeigt, lassen sich durch Emulsionsbehandlung mit TDH
bei einer Anlagenkapazität von 10 m3/h Behandlungskosten von ca. 60 DM/ m3 bzw. bei
Kapazitäten von 1 m3/h ca. 100 DM/ m3 erreichen. Damit wäre für diese Anlagengrößen eine
Wirtschaftlichkeit gegeben.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 79/82
10. Literatur
AltölV, Altölverordnung vom 27. Oktober 1987.
Anonym, Aufbereitung von Kühlschmieremulsionen und Entfettungsbädern, WLB 3/96.
S. Arpe, Aufbereitung von Öl-in-Wasser-Emulsionen, WLB 10/94.
M. Baerns, H. Hofmann, A. Renken, Chemische Reaktionstechnik, Lehrbuch der Technischen
Chemie, Bd. 1, Georg Thieme Verlag, Stuttgart, New York, 1987.
W. Baumann, B. Herberg-Liedtke, Chemikalien in der Metallbearbeitung – Daten und Fakten
zum Umweltschutz, Springer Verlag, Berlin, Heidelberg, 1996.
H. Beyer, W. Walter, Lehrbuch der Organischen Chemie, 21. Auflage, S. Hirzel Verlag,
Stuttgart, 1988.
H. Blenke, K. Bohner, S. Schuster, Beitrag zur optimalen Gestaltung chemischer Reaktoren,
Chemie-Ing.-Technik, 37. Jahrgang 1965 / Nr. 3.
H. Blenke, K. Bohner, W. Pfeiffer, Hydrodynamische Berechnung von Schlaufenreaktoren für
Einphasensysteme, Chemie–Ing.-Technik, 43. Jahrgang 1971 / Nr. 1 + 2.
Bortlisz, Braun, Gegenmantel, Komatzki, Weisbrodt, Wieting, Zimmer, AOX und
Gewässerbeschaffenheit, Arbeitsbericht der ATV-Arbeitsgruppe 2.1.3, Korrespondenz
Abwasser, Nr. 9, 1993.
K. Bosse, Abwasserfreie und abfallminimierte Entsorgung von gebrauchten Kühlschmierstoffen,
WAP 1/94, S. 14.
K. Bosse, Neue geplante Regelungen und Richtlinien zur Vermeidung und Verwertung von
Kühlschmierstoffen, UTA 5/96 , S. 376.
R. Britze, Emulsionstrennung bei Volkswagen, Korrespondenz Abwasser, 43. Jahrgang, Nr. 4,
1996.
S. Bruckner, Innerbetriebliche Behandlungsmöglichkeiten von Öl-Wasser-Gemischen,
Diplomarbeit am Institut für Biologische Verfahrenstechnik, FHT Mannheim, 1989.
S. Caddick, Microwave Assisted Organic Reactions, Tetrahedron, Vol. 51, No. 38, 1995.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 80/82
H. Christen, F. Vögtle, Organische Chemie. Bd. 1, 2. Aufl., Otto Salle Verlag GmbH & Co.,
Frankfurt a. M., 1992.
H. Decker, Heiße Trennung – Behandlung von Öl-Wasser-Emulsionen, PROCESS, Nr. 1 / 2,
1997.
DIN 51385, Kühlschmierstoffe, Beuth-Verlag, Berlin, Köln, 1991.
J. Dopatka, M. Obst, F. Siegfried, Vermeidung von Abfällen durch abfallarme
Produktionsverfahren, im Auftrag des Ministeriums für Umwelt Baden-Würtenberg , Stuttgart,
1992.
T. Ewe, Ein schmieriges Problem, Bild der Wissenschaft, Nr. 4, 1996.
J. Falbe, M. Regitz, Römpp Chemie-Lexikon, Georg Thieme Verlag, Stuttgart, New York, 9.
Auflage, 1995.
R. N. Gedye, F. E. Smith, K. C. Westaway, The rapid synthesis of organic compounds in
microwave ovens, Can. J. Chem., Vol. 66, 1988.
D. Grey, Wirtschaftlichkeit durch Management, Instandhaltung, Nr. 5, 1999.
L. Hartinger, W.Triebel, Lehr- und Handbuch der Abwassertechnik, Band VII, Ernst-Verlag,
Berlin, 1985.
A. Hertle, G. Renner, Kostengünstige Klärschlammentsorgung mittels Flüssigphasenhydro-lyse,
AWT, Nr. 2, 1994.
G. Käs, P. Pauli, Mikrowellentechnik – Grundlagen, Anwendungen, Messtechnik, Franzis -
Verlag, München, 1991.
A. R. Katritzky et. al., Reactions in high-temperature aqueous medium, Chem. Rev. 2001, 101,
837-892.
H. M. Kingston, S. Haswell, Microwave-Enhanced Chemistry : Fundamentals, Sample
Preparation and Applications, American Chemical Society, Washington DC, 1997.
H. M. Kingston, S. Haswell, Microwave-Enhanced Chemistry, Fundamentals, Sample
Preparation and Applications, American Chemical Society, Washington DC, 1997.
P. Kunz, Behandlung flüssiger Abfälle, Vogel Verlag, Würzburg, 1. Auflage, 1995.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 81/82
L. M. Leiseder, Kühlschmierstoffe in der Metallzerspanung, Verlag Moderne Industrie,
Landsberg, 1988.
T. Mang, Die Schmierung in der Metallbearbeitung, Vogel Verlag, Würzburg, 1983.
D. Mingos, D. R. Baghurst, Applications of Microwave Dielectric Heating Effects to Synthetic
Problems in Chemistry in Kingston et. al., 1997.
U. Möller, U. Boor, Schmierstoffe im Betrieb, VDI-Verlag, Düsseldorf, 1986.
E. Müller-Erlwein, Chemische Reaktionstechnik, Teubner, Stuttgart, Leipzig, 1998.
G. Orth, Mikrowellenerwärmung in der Industrie, RWE Energie Industrieforum, Essen, 1993.
S. Prechtl, R. Jung, F. Bischof, Erhöhung der Faulgasausbeute durch Vorbehandlung mit
Thermodruckhydrolyse, Entsorgungspraxis 5/98, S. 66.
L. Roth, Gefahrstoff-Entsorgung – 14. Ergänzungslieferung, Ecomed, Landsberg, 1995.
D. Schieder, R. Schneider, F. Bischof, Verwertung von Speiseabfällen, Abfalljournal 9/98, S.
30.
R. Schneider, S. Prechtl, Biogasproduktion durch optimierte Verwertung spezieller
Fleischabfälle, Entsorgungspraxis 8/99, S. 19.
R. Schulze-Rettmer, Halogenorganische Verbindungen in gewerblichen und industriellen
Abwässern, Korespondenz Abwasser, Nr. 8, 1998.
R. Seifert, R. Steiner, Betriebsverhalten von Kapillar- und Rohrmodulen bei der Ultrafiltration
von Kühlschmieremulsionen und Kompressorkondensaten, Chemie-Ing.-Technik, Nr. 4, 1996,
S. 68.
B. Spei, Emulsionsspaltung mit organischen Spaltprodukten, UTA 3/93.
C. R. Strauss, R. W. Trainor, Developments in Microwave-Assisted organic chemistry, Aust. J.
Chem, 1995, 48, 1665-1692.
J. W. Tester et. al., Kinetic Study of Hydrolysis of Methylene Chloride from 100 to 500°C, Ind.
Eng. Chem. Res., 1999, 38, 4169-4174.
“Kühlschmierstoffrecycling mit Hilfe der temperaturaktivierten Druckhydrolyse (TDH)“Schlussbericht Seite 82/82
K. Tippmer, Hydrolyse in der Chemie und Umwelttechnik, Referat auf der 38. Sitzung
desDGMK-Arbeitskreises "Kohleveredlung", Wesel, 1992.
K. Tippmer, Verfahren der Flüssigphasenhydrolyse zur Verwertung von biogenen
Restmüllfraktionen mit Biogasgewinnung, Firmenschrift der Thyssen Still Otto Anlagentechnik
GmbH, Bochum, 1994.
Text Umweltbundesamt, UBA-FB 91-044, Stand der Technik bei chemisch-physikalischen
Verfahren in der Abfallbehandlung, 1991.
VDI-Richtlinie 3396, Kühlschmierstoffe für spanende Fertigungsverfahren, Beuth-Verlag, Berlin,
1983.
D. Weidel, Entsorgung wassermischbarer Kühlschmierstoffe, Tribologie + Schmierungstechnik,
38. Jahrgang, Nr. 3, 1991.






![sb6ad7a23039170eb.jimcontent.com · scanned by [ARCHE-2015] High-Tech-Bedrohung Unsichtbare Waffen Totale Überwachung und Kontrolle durch Mikrowellen Von Grazyna Fosar …](https://static.fdokument.com/doc/165x107/5b9fa6da09d3f242318b59b7/-scanned-by-arche-2015-high-tech-bedrohung-unsichtbare-waffen-totale-ueberwachung.jpg)









