
Leittechnik • Leitsysteme • Prozessleitsysteme · Gerät seinen ersten Fehler macht, bzw. wann...
72
1 Institut für Automatisierungstechnik Prozessleittechnik Automatisierung für die Industrie Roland Göhler Tel.: 03731 39 2922 • Leittechnik • Leitsysteme • Prozessleitsysteme
Transcript of Leittechnik • Leitsysteme • Prozessleitsysteme · Gerät seinen ersten Fehler macht, bzw. wann...

1
Institut für Automatisierungstechnik
Prozessleittechnik
Automatisierung für die Industrie
Roland GöhlerTel.: 03731 39 2922
• Leittechnik
• Leitsysteme
• Prozessleitsysteme
2
Einführung
Marktsituation und Markttrends
Weltmarkt für Prozessautomatisierung steigt zwischen 2000 und 2005 mit 3,6% und zwischen 2005 und 2010 mit 5,1% pro Jahr.
2000: 61,3 Mrd. USD2005: 73,3 Mrd. USD2010: 94,2 Mrd. USD
73,7% auf die Kernprozesse,
Von den 61,3 Mrd. USD in 2000
5,4% auf Abfüllanlagen und Verpackungsmaschinen
6,2% auf Lagereinrichtungen
14,7% auf Nebenanlagen und End-ofpipe- Umweltanlagen
46,9 Mrd. USD auf die Projekt- bzw. Erstellungsphase der Automatisierungssysteme
14,4 Mrd. USD auf die Betriebsphase der Automatisierungstechnik
3
Von der Automatisierungs-Hardware wiederum entfielen im Jahre 2000 etwa 39,3% auf die Leitebene und 60,7% auf die Feldebene inklusive der in den diversen prozesstechnischen Maschinen integrierten Sensoren, Messgeräten und Aktuatoren
Bis zum Jahre 2010 wird der weltweite Anteil der Leitebene an der gesamten Hardware auf voraussichtlich 35,8% abnehmen
Die wichtigsten Gründe sind: die Verlagerung der Intelligenz in Richtung Feldebene und deutliche Preisreduktionen bei Produkten und Systemen der Leitebene
Ein besonders starkes Wachstum weisen die Komponenten der Feldbus-Kommunikation sowie für Ethernet/TCP-IP auf. Während erstere mit voraussichtlich 8,2% jährlich wachsen, wird für letztere ein Wachstum von rund 17% erwartet
der Anteil des extern nachgefragten Engineering steigt weltweit weiter an
Engineering wird unterschieden in Basic Engineering (Basisplanung), Detail Engineering (Ausführungsplanung) und Anwendungs-Engineering(Software-Engineering und kleinere Hardware-Adaptionen.
4
Vor allem bei prototypischen Anlagen wächst der Anteil der Engineering-Dienstleistungen weiter an
Aber auch der steigende Trend zur Rationalisierung und Anlagenoptimierung sowie die weitere Vernetzung mit den Informationssystemen der Betriebsleitebene und der Unternehmensplanung lassen den Anteil des Engineerings an den Gesamtanlagenkosten weiter steigen
Der Anteil der für die Betriebsphase relevanten extern nachgefragten "Services„ wie Instandhaltung, Adaptionen, Support und Schulung einschließlich Abriss und Entsorgung bleibt mit 11% bis zum Jahre 2010 nahezu konstant
5
Technologische Trends
Intelligenz, Modularität und Ferndiagnostik sind die Trends der Zukunft.
Dezentrale Automatisierung ermöglicht die Verteilung intelligenter Automatisierungskomponenten über die Gesamtanlage (Intelligente Pumpen)
Neue biotechnologische Verfahren stellen neue Herausforderungen für die Automatisierung dar, insbesondere in der Pharmaproduktion und der biotechnologisch basierten Feinchemieproduktion.
Mini- und Mikroreaktoren und deren Automatisierung stellen zukünftig neue Anforderungen an die Automatisierung.
die Automatisierungstechniken werden von der vertikalen Integration mit den Informationstechniken der Unternehmensleitebene maßgeblich profitieren.

6
Begriffe zur Automatisierung (DIN 19233)
Automat
Ein selbsttätig arbeitendes künstliches System, dessen Verhalten entweder schrittweise durch vorgegebene Entscheidungsregeln oder zeitkontinuierlich nach festgelegten Beziehungen bestimmt wird und dessen Ausgangsgrößen aus seinen Eingangs- und Zustandsgrößen gebildet werden.
Ein wesentliches Merkmal des programmgesteuerten Automaten ist das Vorhandensein mindestens einer Verzweigung im Programm mit verschiedenen Ablaufmöglichkeiten, zwischen denen aufgrund der Eingabe von außen und des inneren Zustands entschieden wird. Auch das Stillsetzen ist als möglicher Zweig des Programmablaufs zu verstehen.Der Programmablauf wird durch äußere Anregung ausgelöst oder gesteuert, die Bestandteil der Eingabe ist oder diese selbst darstellt.
Prozessleittechnik / Einführung
7
Automatisch
Nach Art eines Automaten arbeitend
Automatisieren, Automatisierung
Diese Ausrüstung (z. B. Geräte, Programme) ist nach DIN 19222 eine Leiteinrichtung.
Das Ausrüsten einer Einrichtung, so dass sie ganz oder teilweise ohne Mitwirkung des Menschen bestimmungsgemäß arbeitet.
Automatisierungsgrad
Anteil der automatisierten Funktionen an der Gesamtfunktion einer Anlage.
Er kann nur für ein festgelegtes System, dessen Grenzen genannt sein müssen, unter Bewertung seiner Funktionen angegeben werden.
Vollautomatischer Betrieb liegt vor, wenn alle Funktionen des betrachteten Systems mit Ausnahme von Einschalt- oder Abschaltvorgängen automatisiert sind. Sonst liegt teilautomatischer Betrieb vor.
Prozessleittechnik / Einführung
8
Fachinhalt
Es gibt keinen definierten Fachinhalt der Automatisierung
Basistechniken der Automatisierung
• Sensor- und Aktortechnik
• Regelungstechnik
• Steuerungstechnik
• Leittechnik
• Robotertechnik
Prozessleittechnik / Fachinhalt
9
Integrationstechniken der Automatisierung
• Rechentechnik
• Informationstechnik
• Kommunikationstechnik
• Mensch-Maschine-Systeme
• Struktur- und Systemtechnik
• Managementtechniken
Prozessleittechnik / Fachinhalt

10
Kondratieff-Zyklen
Entwicklung der PLT / Entwicklungsetappen der PK
11
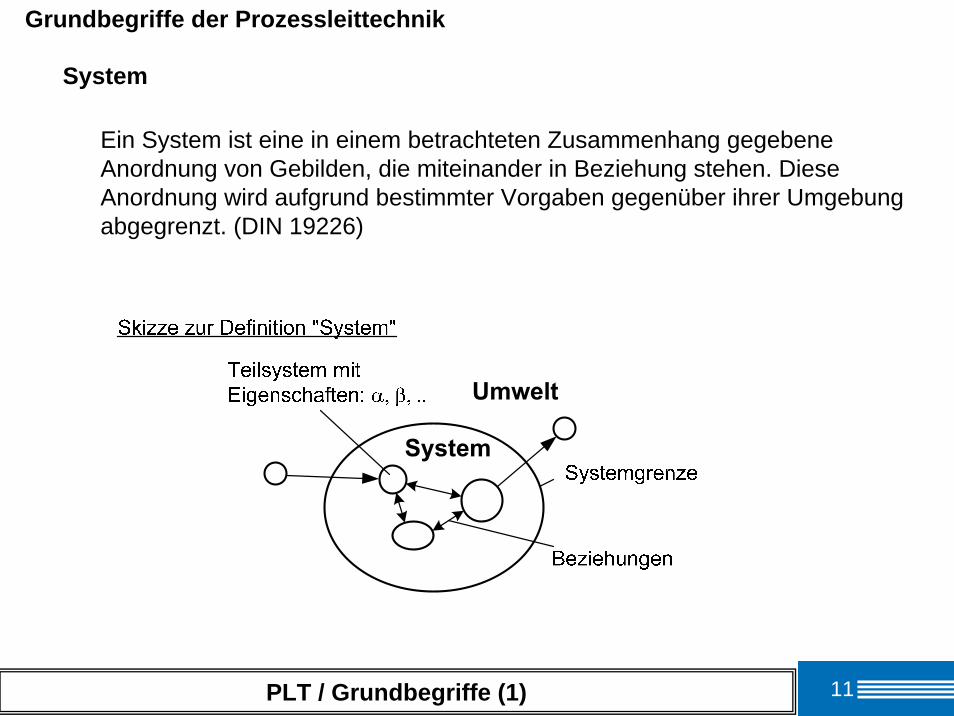
Ein System ist eine in einem betrachteten Zusammenhang gegebene Anordnung von Gebilden, die miteinander in Beziehung stehen. Diese Anordnung wird aufgrund bestimmter Vorgaben gegenüber ihrer Umgebung abgegrenzt. (DIN 19226)
System
Grundbegriffe der Prozessleittechnik
PLT / Grundbegriffe (1)

12
Gesamtheit von aufeinander einwirkenden Vorgängen in einem System, durch die Materie, Energie oder auch Information umgeformt, transportiert oder auch gespeichert wird. (DIN 19226)
Prozess
Ein technischer Prozess ist ein Prozess, dessen physikalische Größen mit technischen Mitteln erfasst und beeinflusst werden
PLT / Grundbegriffe (2)
13
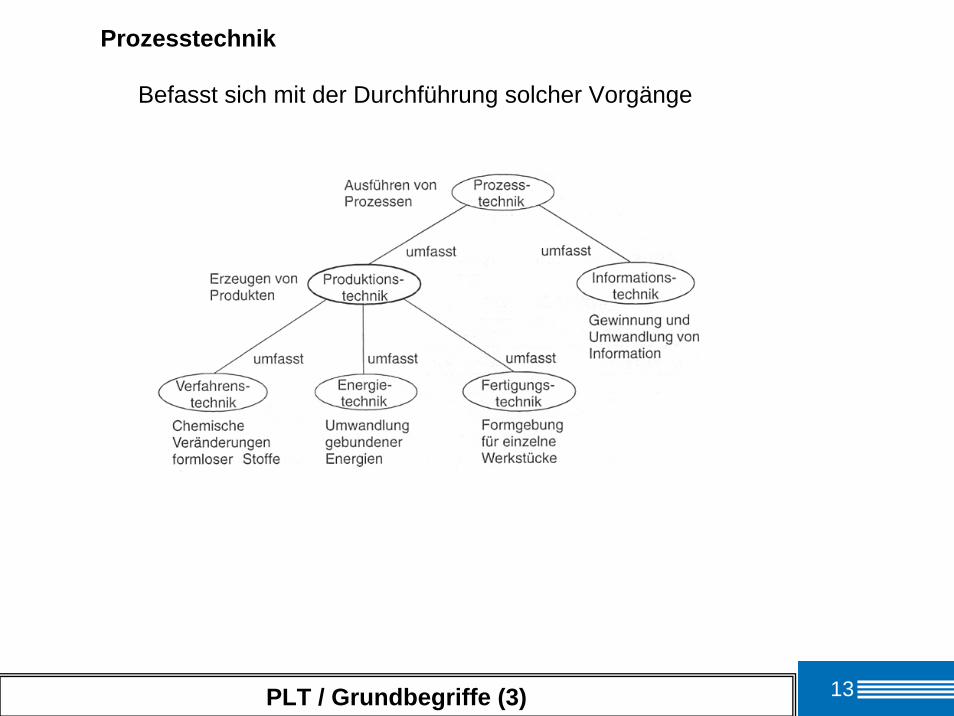
Prozesstechnik
Befasst sich mit der Durchführung solcher Vorgänge
PLT / Grundbegriffe (3)
14
ProzessautomatisierungAutomatisierung technischer Prozesse
Prozessautomatisierungssystem beinhaltet drei miteinander gekoppelte Arten von Systemen
Ein technisches System, in dem ein technischer Prozess (Umformung, Verarbeitung und Transport von Materie oder Energie) abläuftEin Rechner- und Kommunikationssystem, in welchem ein Informationsprozess abläuft (Umformung, Verarbeitung und Transport von Informationen)
Es dient zur Erfassung, Verarbeitung und Darstellung von Informationen über das Prozessgeschehen sowie zur Ausgabe von Informationen mit dem Ziel, den Ablauf des technischen Prozesses in der gewünschten Weise zu steuern
Automatisierung technischer Prozesse
Prozessautomatisierungssystem beinhaltet drei miteinander gekoppelte Arten von Systemen
Das Prozessbedienpersonal, also Menschen, die das Prozessgeschehen über entsprechende Darstellungsmedien verfolgen, die die Vorgänge leiten und beeinflussen oder im Falle von Ausnahmesituationen und Störungen tätig werden
PLT / Grundbegriffe (4)

15PLT / Grundbegriffe / Prozessautomatisierung (1)

16
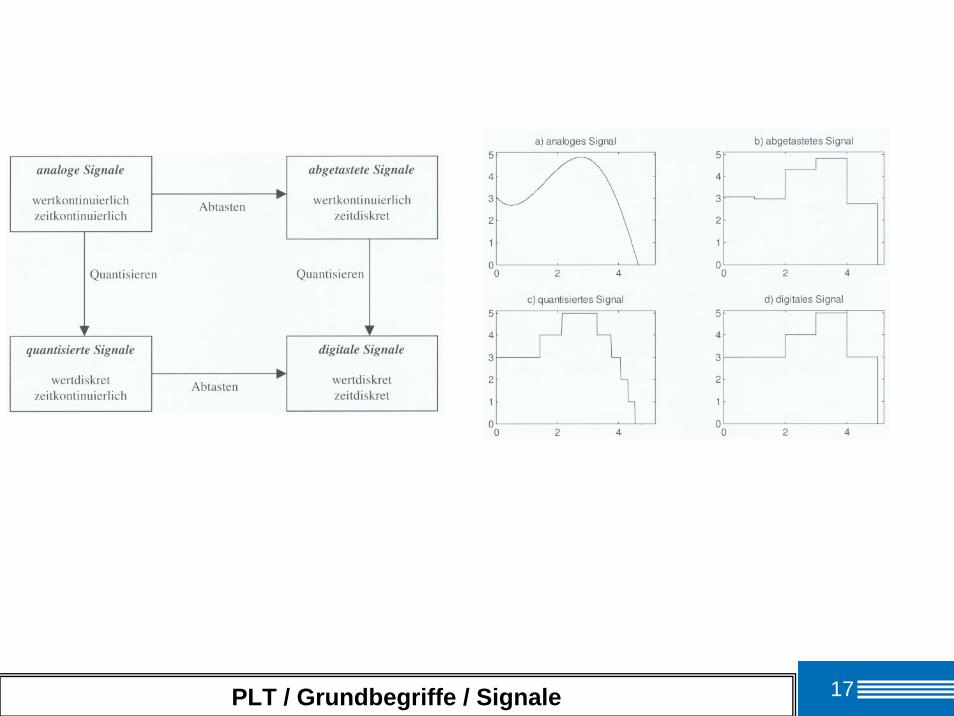
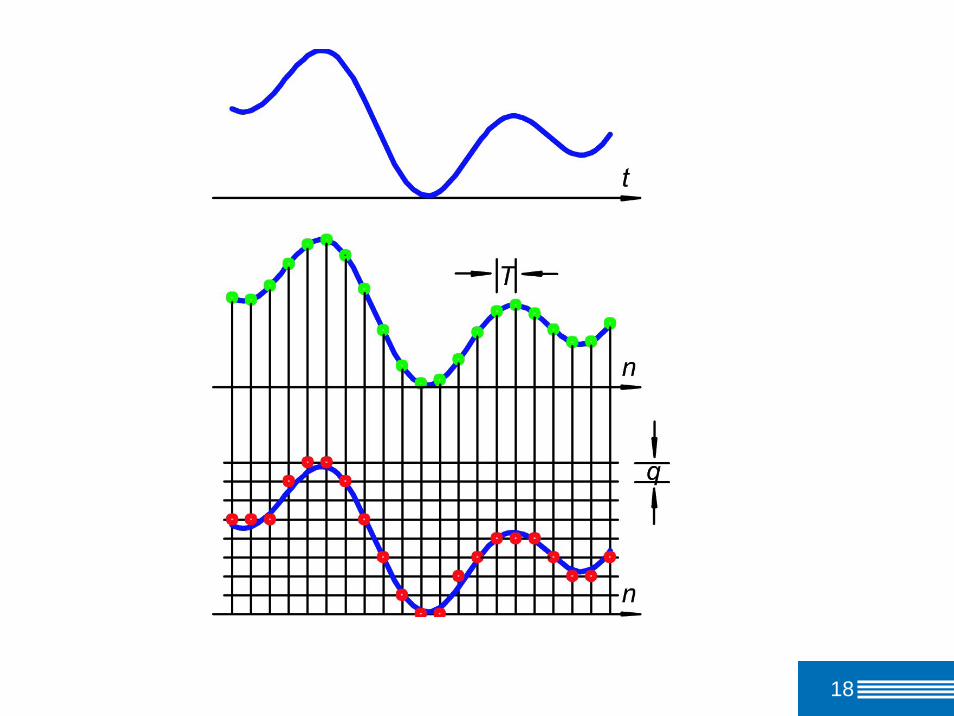
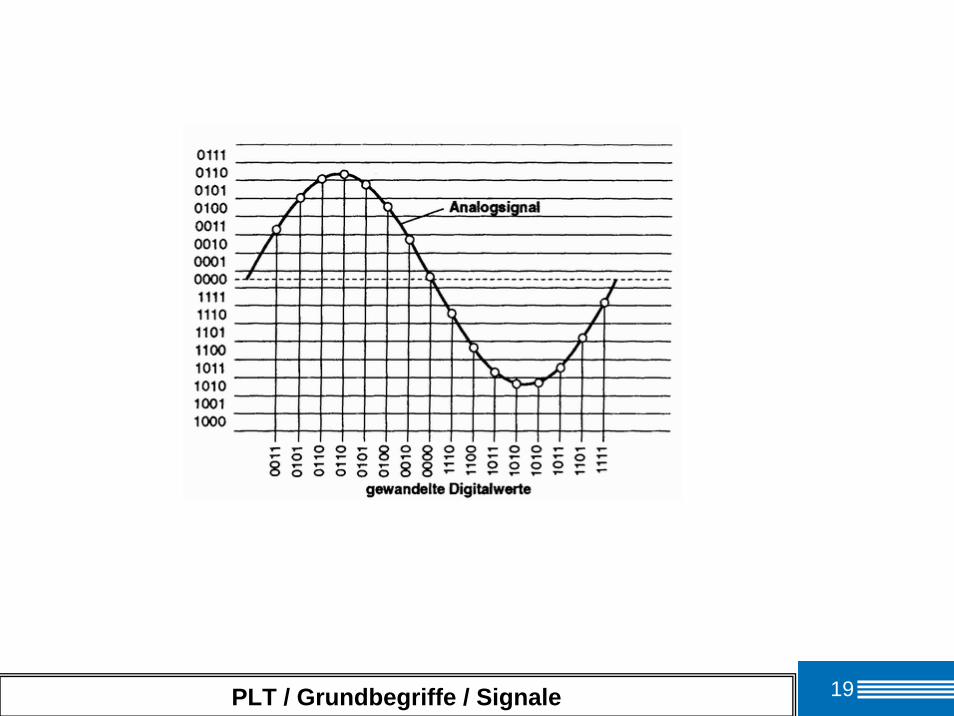
Analoges Signal
Ein analoges Signal ist ein Signal, bei dem einem kontinuierlichen Werteverlauf des Informationsparameters Punkt für Punkt unterschiedliche Information zugeordnet ist
PLT / Grundbegriffe / Signale
17PLT / Grundbegriffe / Signale
18
19PLT / Grundbegriffe / Signale
20
Digitales Signal
Ein digitales Signal ist ein Signal mit einer endlichen Anzahl von Wertebereichen des Informationsparameters, wobei jedem Wertebereich als Ganzem eine bestimmte Information zugeordnet ist.
Binäres Signal
Ein binäres Signal ist ein digitales Signal mit nur zwei Wertebereichen des Informationsparameters.
PLT / Grundbegriffe / Signale
21
Gesamtheit aller Maßnahmen, die einen im Sinne festgelegter Ziele erwünschten Ablauf eines Prozesses bewirken. Die Maßnahmen werden vorwiegend unter Mitwirkung des Menschen aufgrund der aus dem Prozess oder auch aus der Umgebung erhaltenen Daten mit Hilfe der Leiteinrichtunggetroffen. (DIN V19222)
Leiten
Der im Sinne dieser Ziele erwünschte Prozess kann durch Eingangs-, Zustands- und Ausgangsgrößen und deren Beziehungen untereinander beschrieben werden.
Die Maßnahmen werden vorwiegend unter Mitwirkung des Menschen aufgrund der aus dem Prozess oder auch aus der Umgebung erhaltenen Daten mit Hilfe der Leiteinrichtung getroffen.
zu erreichende Ziele können sein
Sollwerte,
Sollzustände,
deren Verläufe
ein Gütekriterium.
PLT / Grundbegriffe / Leiten (1)
22
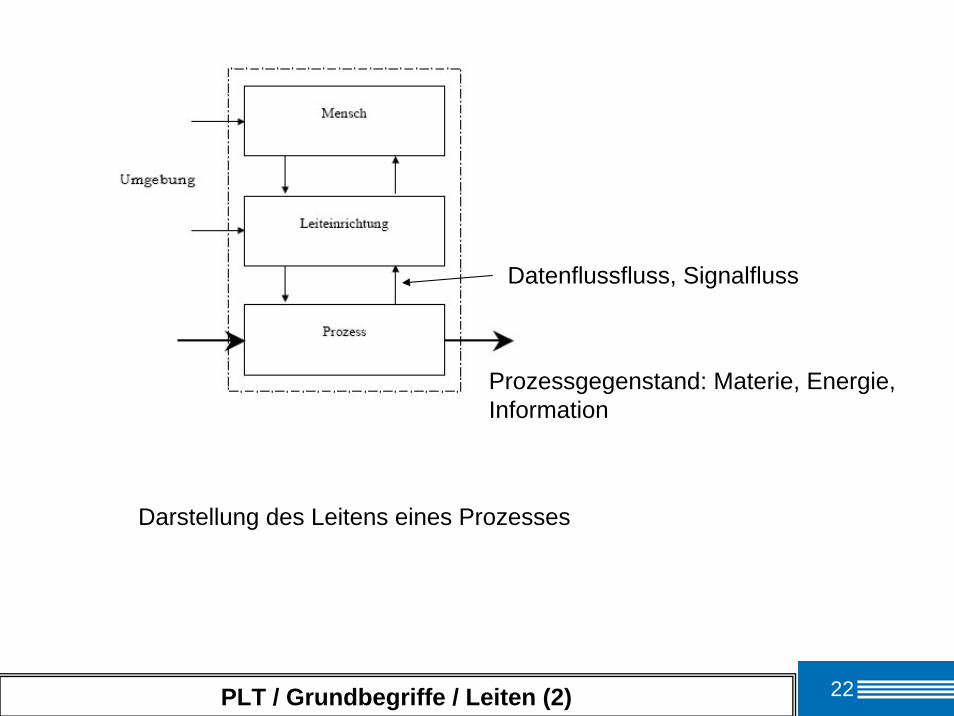
Datenflussfluss, Signalfluss
Darstellung des Leitens eines Prozesses
Prozessgegenstand: Materie, Energie, Information
PLT / Grundbegriffe / Leiten (2)
23
Gesamtheit aller für die Aufgabe des Leitens verwendeten Geräte und Programme, sowie im weiteren Sinne auch aller Anweisungen und Vorschriften
Leiteinrichtung
Zu den Geräten gehört auch die Prozessleitwarte, und zu den Anweisungen und Vorschriften gehören auch die Betriebshandbücher.
Das Ausrüsten eines Prozesses mit einer Leiteinrichtung bezeichnet man als Prozessautomatisierung
PLT / Grundbegriffe / Leiteinrichtung (1)

24
Ebenen der Automatisierungstechnik
Aut.grad
Zeit-anford.
Räuml.Abstand
gering Offline prozessfern
mittel Online prozessfern
hoch Echtzeit prozessnahSteuern
Leiten
Disponieren
Planen
Technischer Prozess
PLT / Ebenenmodell der AT

25
Räumliche Entfernung
Kein Einfluss auf die Informationsverarbeitung
Begrenzte Datenübertragungsgeschwindigkeit
Prozessnahe Einrichtungen: Datenübertragung erfolgt parallel keine zeitliche Verzögerung
Prozessferne Einrichtungen: Datenübertragung erfolgt seriell zeitliche Verzögerung
PLT / Grundbegriffe (6)
26
Gerätetechnische Anforderungen
Verfügbarkeit
Wahrscheinlichkeit, dass ein Gerät oder eine Anlage funktionsfähig ist
Mean Time to Repair (MTTR ) Reparaturzeit
Dieser Wert gibt an, nach welcher Betriebsdauer ein technisches Gerät seinen ersten Fehler macht, bzw. wann es das erste Mal ausfällt. Hierbei ist davon auszugehen, dass der Fehler nicht durch einen eingebauten Mechanismus korrigiert werden kann
mittlere Dauer der Wiederherstellung nach einem Ausfall
Redundante Geräteausstattung
Mean Time To Failure (MTTF, mittlere ausfallfreie Arbeitszeit)
Mean Time Between Failure (MTBF = MTTF+MTTR) Zuverlässigkeit
mittlere Ausfallzeit zwischen auftretenden Fehlern unter Berücksichtigung der mittleren Reparaturzeit
PLT / Grundbegriffe (7)
27
Verträglichkeit
Extreme Temperatur, hohe Feuchtigkeit, Staubeinwirkung, mechanische Belastung
Mit der Umgebung
Für die Umgebung
Explosions- und Brandschutz, EMV-Verträglichkeit
Genauigkeit und Reproduzierbarkeit
Sicherheit
Im Fehlerfall soll die Einrichtung in einen sicheren Zustand (Fail-Safe-Verhalten) übergehen
PLT / Grundbegriffe (8)

28
Modelle
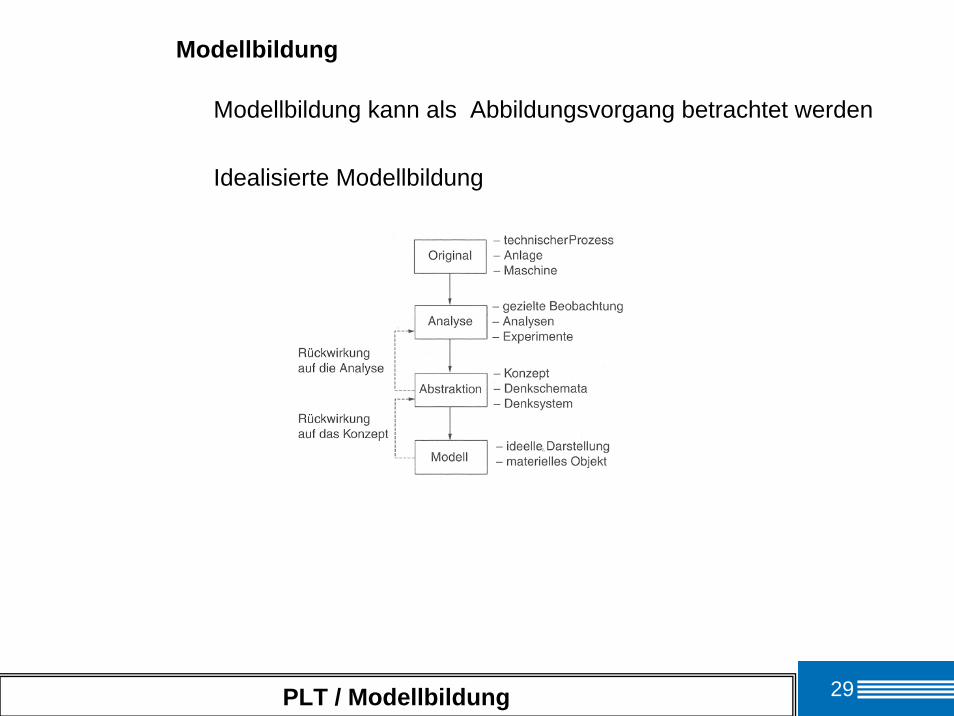
Die Analyse des Verhaltens und der Eigenschaften technischer Prozesse, von Maschinen, Aggregaten und Anlagen bezeichnet man als Modellbildung.
Im Ergebnis entsteht ein Modell in verschiedenen Ausprägungen
Modelle sind vereinfachende Bilder des Eigenschafts- und Funktionsprofils des Originals (der Realität)
Gute Modelle besitzen drei Grundeigenschaften:
Relative Widerspruchsfreiheit in Hinblick auf die Zielstellung
Relationstreue der Abbildung des Verhaltens Modell - Original
Einfachheit
PLT / Modelle
29
Modellbildung
Modellbildung kann als Abbildungsvorgang betrachtet werden
Idealisierte Modellbildung
PLT / Modellbildung

30
Fließbilder
Spielen im Entwicklungsprozess eine zentrale Rolle
Zuerst wird die Struktur des Prozesses bestimmt
Grundfließbild
Darstellung von Verfahren oder Anlage durch Rechtecke, die durch Linien verbunden sind
Rechtecke:
• Verfahrensabschnitte
• Grundoperationen
• Anlagenkomplexe
• Anlagen
• Teilanlagen
• Anlagenteile
Prozessmodell / Grundfließbild

31
Linien
• Stoff- & Energieströme
Grundinformationen
Benennung der Rechtecke
Benennung der Ein- und Ausgangsstoffe
Fließrichtung der Hauptstoffe zwischen den Rechtecken

32
33
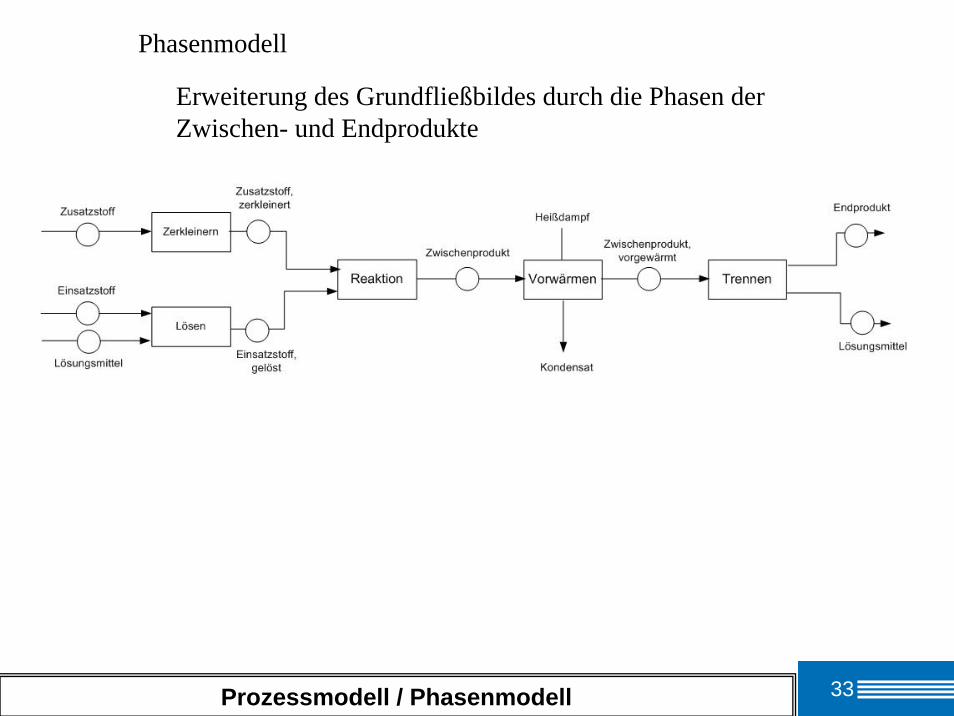
Phasenmodell
Erweiterung des Grundfließbildes durch die Phasen der Zwischen- und Endprodukte
Prozessmodell / Phasenmodell
34
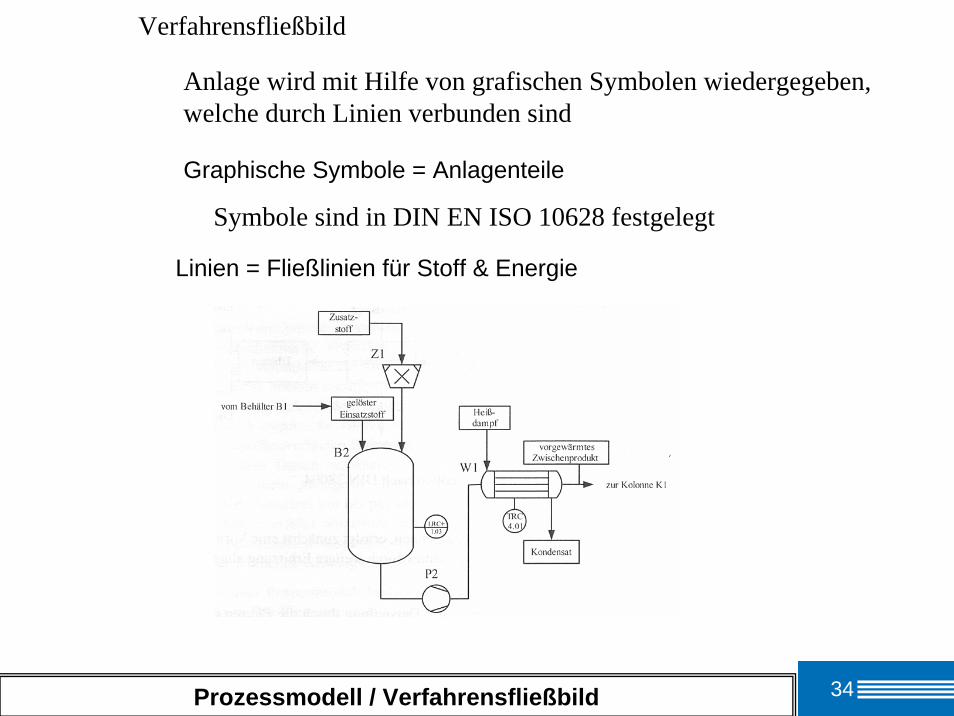
Verfahrensfließbild
Anlage wird mit Hilfe von grafischen Symbolen wiedergegeben, welche durch Linien verbunden sind
Prozessmodell / Verfahrensfließbild
Graphische Symbole = Anlagenteile
Linien = Fließlinien für Stoff & Energie
Symbole sind in DIN EN ISO 10628 festgelegt
35
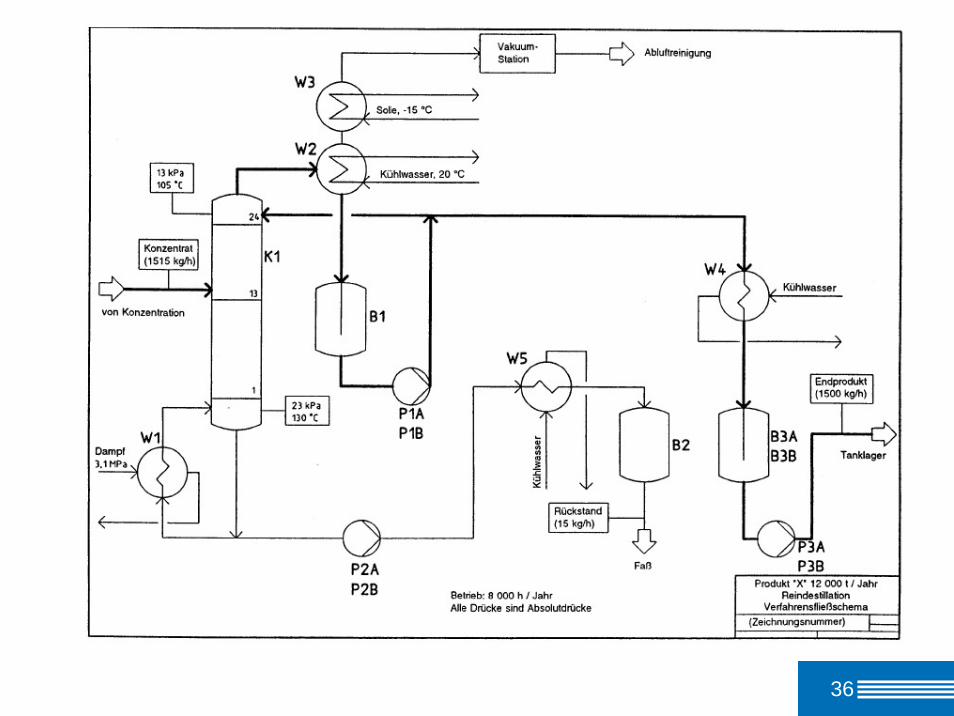
Grundinformationen
Art der für das Verfahren erforderlichen Apparate und Maschinen (außer Antriebsmaschinen)
Bezeichnung der Apparate und Maschinen (außer Antriebsmaschinen)
Fließweg und Fließrichtung der Ein- und Ausgangsstoffe und EnergienBenennung und Durchflüsse bzw. Mengen der Ein- und Ausgangsstoffe
Benennung von Energien bzw. Energieträgern
Charakteristische Betriebsbedingungen
36

37
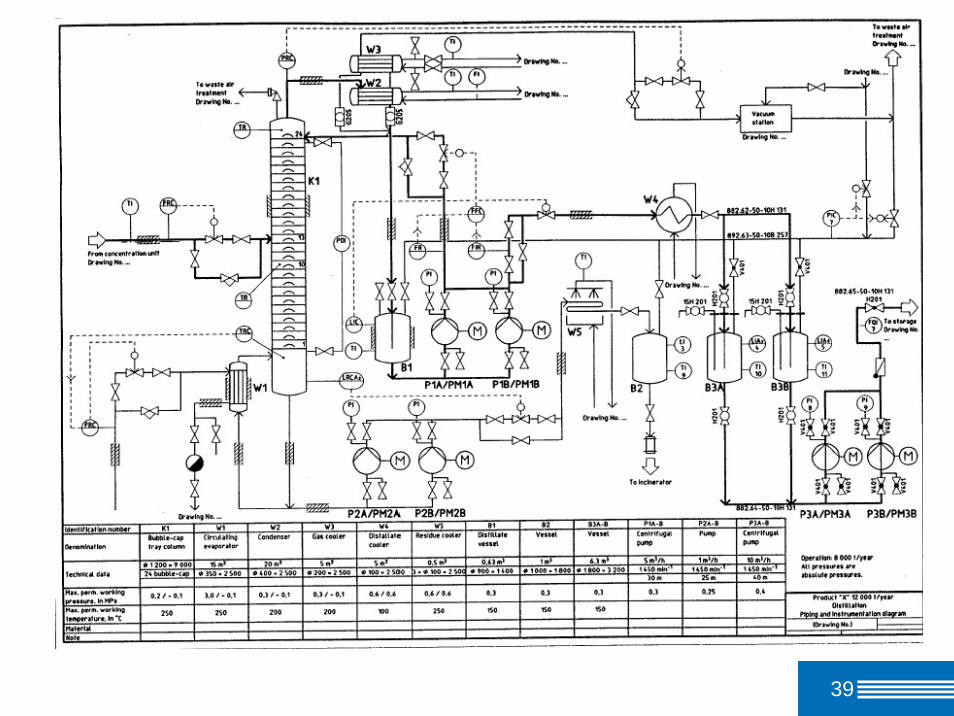
Rohrleitungs- und Instrumentenfließbild (R&I-Fließbild)
Besitzt größten Informationsinhalt
VT-Fließbild wird um die PLT-Stellen erweitert
Zusätzlich werden Kenngrößen (Maximaldrücke, Behältervolumina, Leitungsdaten, …) aufgeführt
Prozessmodell / R & I - Fließbild
R&I-Fließbild muss mit graphischen Symbolen aufgebaut werden
Repräsentiert sowohl Verfahren als auch die Instrumentierung für die praktische Handhabung hinreichend genau

38
Funktion und Art der Apparate und Maschinen, einschließlich Antriebe, Rohrleitungen, Transportwege, Armaturen + installierter Reserve
Identifikations-Nummern der Apparate und Maschinen einschließlich der Antriebsmaschinen
Kennzeichnende Größen von Apparaten und Maschinen, gegebenenfalls in Form getrennter Listen
Nennweiten, Druckstufe, Werkstoff, Ausführung der Rohrleitungen
Angaben zu Apparaten, Rohrleitungen und Armaturen
Mess-, Regel- und Steuerfunktionen mit Identifikations-Nummer
Kennzeichnende Daten von Antriebsmaschinen gegebenenfalls in Form getrennter Listen
Grundinformationen
39

40
41
Fließschema-Gestaltung
Die Maße der graphischen Symbole für Apparate und Maschinen – mit Ausnahme von Pumpen, Antriebsmaschinen, Ventilen und Fittings -sollten in ihrer Höhenlage zueinander und in ihren äußeren Abmessungen annähernd maßstäblich dargestellt werden
Die graphischen Symbole für Mess-, Steuerungs- und Regelungsgeräte an Apparaten, Maschinen und Rohrleitungen, sowie Rohrleitungen und Armaturen müssen in ihrer logischen Position dargestellt werden
Zur übersichtlichen Gestaltung sind unterschiedliche Linienbreiten zuverwenden. Hauptfließlinien bzw. Hauptrohrleitungen sollen zur Verbesserung der Übersichtlichkeit hervorgehoben werden
42
Die Hauptfließrichtung verläuft im allgemeinen von links nach rechts und von oben nach unten
Zur Angabe des Ein- und Ausganges von wichtigen Stoffen in das bzw. aus dem Fließschemata werden Ein- und Ausgangspfeile verwendet
Zur Angabe der Fließrichtung von Stoffen innerhalb des Fließschemata werden Pfeile in die Linien gezeichnet. Die Pfeile können zum besseren Verständnis am Eintritt zu Apparaten und Maschinen und vor Rohrabzweigungen gesetzt werden

43
Des Weiteren werden sie nach Grundreihe und Detailreihe geordnet
Die Grundreihen sind vorzugsweise in der Anfangsphase der Konstruktion zu verwenden (Verfahrensfließbild)
Die Detailreihe wird in einem fortgeschritteneren Stadium oder im Endstadium der Planungsarbeiten verwendet (R&I-Fließschemata)

44
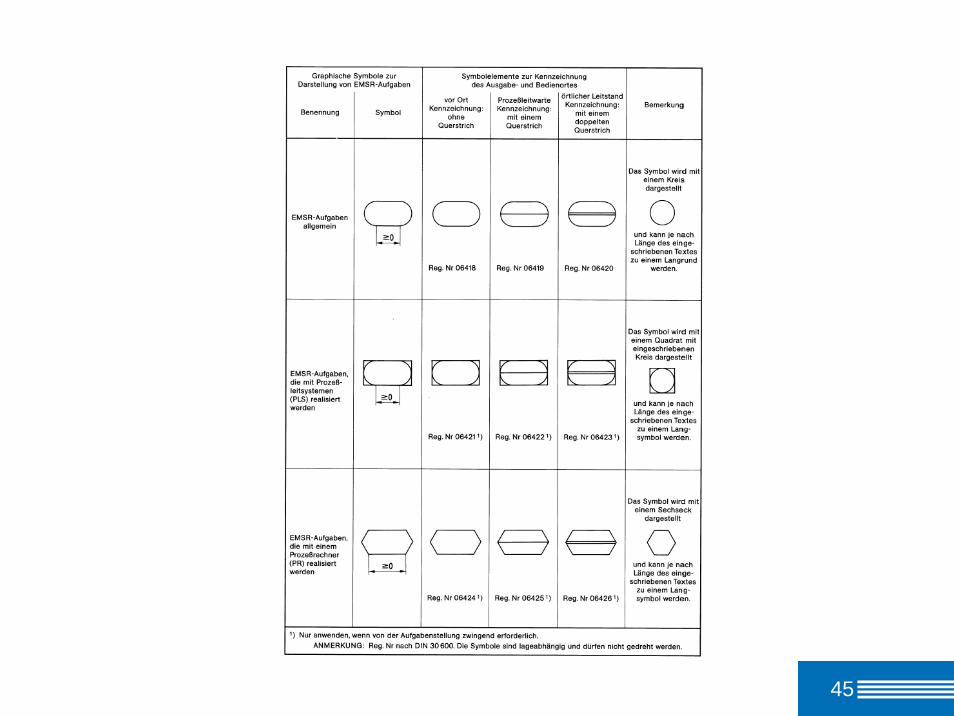
Graphische Symbole zur Darstellung der ESMR-Aufgaben (DIN 29227)
Aufgabenbezogene Darstellung der Prozessleittechnik
Prozessleittechnik umfasst nur die prozessbezogene Elektro-, Mess-, Steuer- und Regelungstechnik
Anwendung in allen verfahrenstechnischen Anlagen
Chemische Industrie, Mineralölindustrie, Kraftwerksanlagen, Hüttenwerke und Zechen, Bauindustrie, Steine und Erden, Zellstoff- und Papierindustrie, Nahrungsmittelindustrie, Gas-und Wassertechnik, Klimatechnik, …
45

46
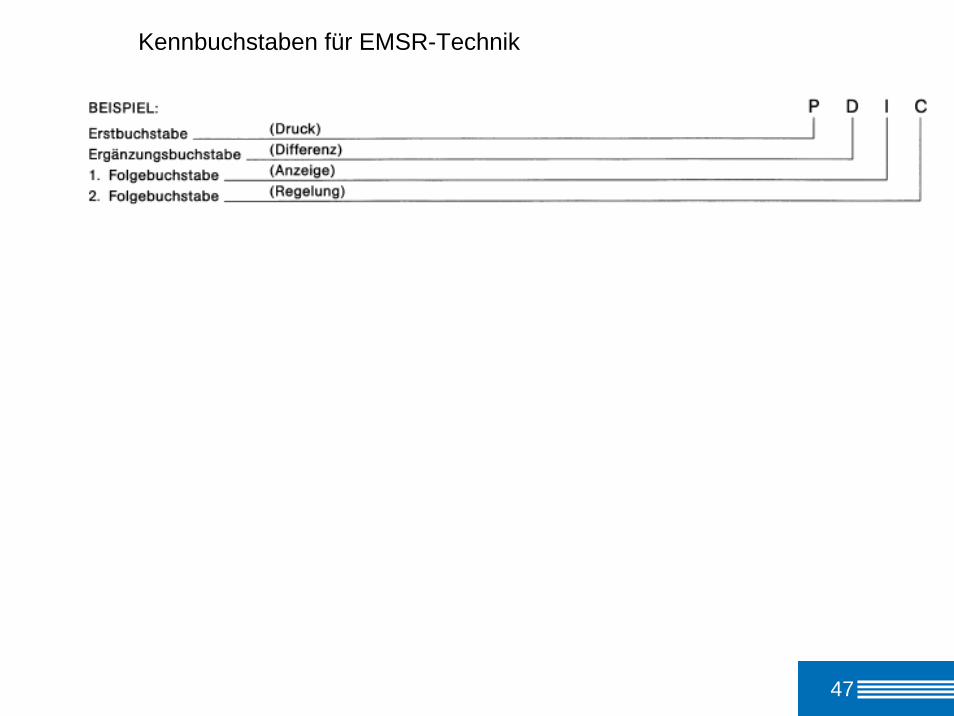
Messort
47
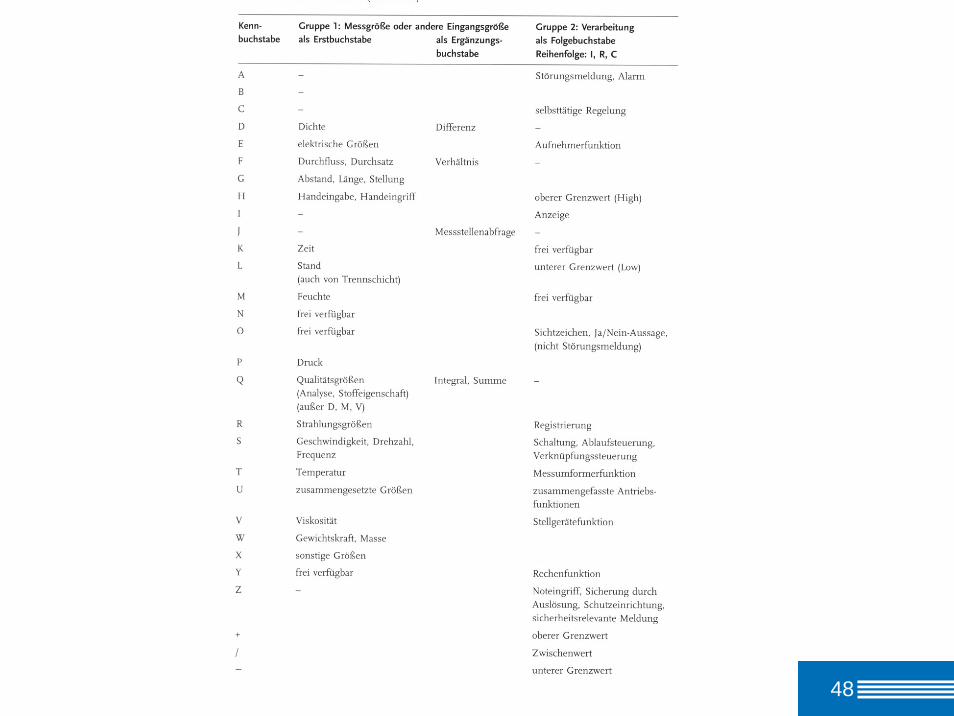
Kennbuchstaben für EMSR-Technik
48
49
Zielsetzung
Zur Realisierung aller für den Betrieb einer Produktionsanlage geforderten Funktionen ist eine geeignete Automatisierungsstruktur erforderlich.
Prozessleitsysteme:
Netzwerk aus AutomatisierungsrechnernIn der Gesamtheit haben sie geforderte Funktionen zu erfüllenHoher DatendurchsatzHohe VerfügbarkeitHohe Flexibilität bei der Erweiterung einer Anlage
Prozessleitsysteme (PLS) umfassen alle informationsverarbeitendenEinrichtungen zwischen den Sensoren und Aktoren und dem Bediener, der den Prozess leitet.
PLS

50
Anforderungen
Reaktionszeit auf Prozessereignisse (Echtzeitanforderungen)Benötigte Bedienerschnittstellen (Bildschirme, Bedienpanels, …)
Verwaltung und Durchsatz großer Datenmengen
Verteilte Automatisierungsstruktur:
Struktur von PLS

51
Topologie
Parallele Technik
Viele einzelnen Geräte mit wenigen Funktionen (Regler, Schreiber, Taster, Leuchtmelder, …)Geräte sind in der Messwarte installiertÜbersichtliche Anordnung auf Tafelwänden ist schwierig
War in früheren Zeiten aktuell
Tafeln haben beträchtliche Ausmaße
Topologie von PLS
52
Vorteil:
Hohe Verfügbarkeit der Anlage
Änderungen und Erweiterungen in technischen Einrichtungen sind leicht durchführbar
Nachteil:Verknüpfung der PLT-Stellen zur Lösung komplexer Steuerungs- und Regelungsaufgaben ist nur durch explizite Verdrahtung möglichunfelxibel
Bei Änderungen kostenspielige Umverdrahtung
Automatischer Ablauf eines Produktionsverfahrens ist nur aufwendig realisierbar
53
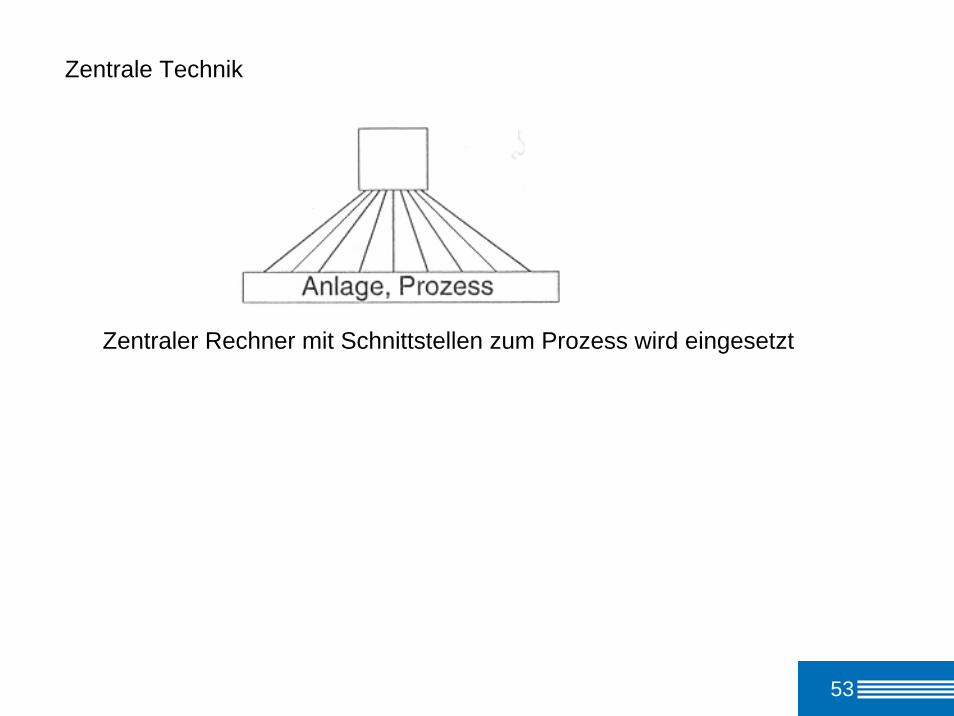
Zentrale Technik
Zentraler Rechner mit Schnittstellen zum Prozess wird eingesetzt

54
Beliebige Verknüpfungen können flexibel durch Software realisiert werdenÄnderungen sind einfach und kostengünstig
Vorteile:
Nachteile:
Zur Realzeitbearbeitung vieler Teilprozesse ist eine relativ hohe Rechenleistung bei großer Datenrate für die Ein-/Ausgänge erforderlich
Hohe Kosten für ZentralrechnerVerfügbarkeit der Gesamtanlage ist relativ gering
Einsatz redundanter Rechner wird oft erforderlich (Kostenerhöhung)
⇒ Einsatz in Produktionsanlagen selten
55
Dezentrale Technik
Vereint Vorteile der parallelen und der zentralen TechnikMehrere Rechner werden zur Automatisierung einzelner Teilprozesse eingesetztVerschiedene Funktionen werden jeweils auf dafür zugeschnittene Rechner verteiltFür den Datenaustausch ist ein leistungsfähiges Kommunikationssystem notwendig
Modere Prozessleitsysteme lassen sich stets dezentral einsetzen (dezentrale Prozessleitsysteme (DCS, Distributet Control System))

56
Hauptvorteile
Höhere Leistungsfähigkeit, da der notwendige Gesamtdatendurchsatz bei vielen parallel arbeitenden Komponenten wesentlich leichter zu realisieren ist
Skalierbarkeit bez. des Mengengerüstes, d.h. die Anlage kann immer weiter wachsen, ohne das Probleme mit der Instrumentierung auftreten.
PLS muss bez. Automatisierungsgrad und der realisierten Funktionen erweiterbar seinModularität des Gesamtsystems und auch dessen Komponenten in Hardware und Software ermöglicht eine kostengünstige Anpassung an die Bedürfnisse in der zu automatisierenden Produktionsanlage
57
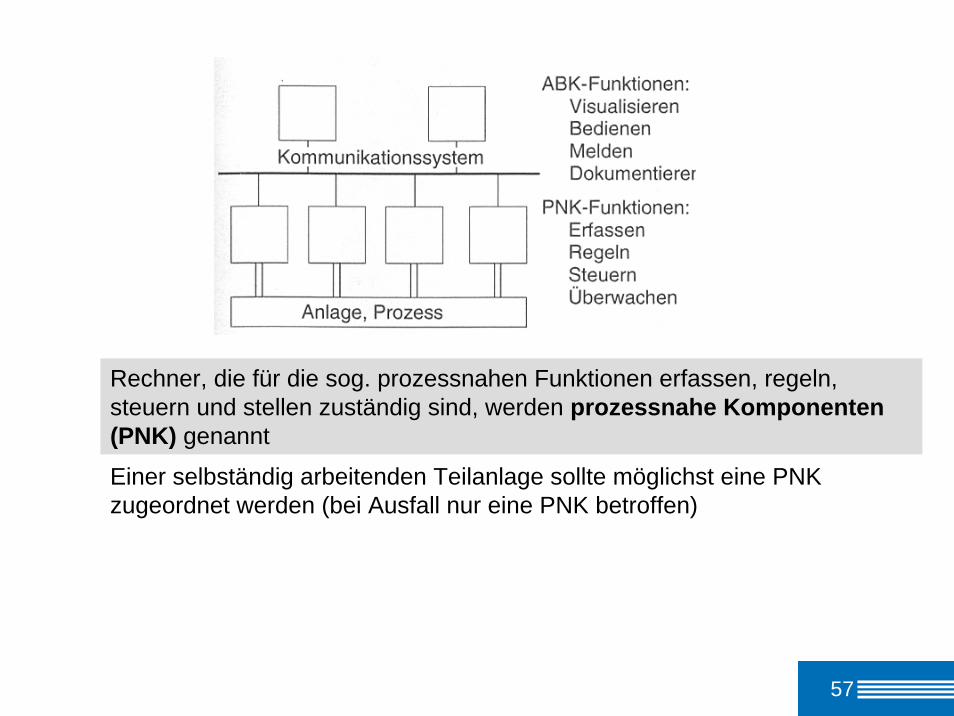
Rechner, die für die sog. prozessnahen Funktionen erfassen, regeln, steuern und stellen zuständig sind, werden prozessnahe Komponenten (PNK) genannt
Einer selbständig arbeitenden Teilanlage sollte möglichst eine PNK zugeordnet werden (bei Ausfall nur eine PNK betroffen)

58
In einem PLS werden alle Komponenten mittels Digitalrechner realisiert
Bildschirme und Tastaturen unterstützen das Bedienen und Beobachten
Die als Schnittstelle zum Bediener eingesetzten Rechner, mit denFunktionen Bedienen, beobachten, melden, alarmieren, protokollieren, werden Anzeige- und Bedienkomponente (ABK) genannt
LRK (Leitrechnerkomponente) für teilanlagenübergreifende Steuerungsaufgaben
59
Prozessnahe Komponenten (PNK)
Funktionen sind:
Erfassen und elementares Verarbeiten von Prozesssignalen (z.B. Linearisierung für Thermoelemente) entweder über eingebaute Ein/Ausgangs-Karten oder –Module oder über Kopplungen zu Feldbussen
Ermittlung von Grenzwertüberschreitungen und Erzeugung von Alarmsignalen
Bearbeitung von RegelungenAusführen von Verriegelungs- und AblaufsteuerungenAusführen von höheren Überwachungs- und Regelungsstrategien
Ausführen von Teilsteuerrezepten bei Chargenproduktion

60
Aufbau
„Spezialrechner“ mit einem residenten Echtzeitbetriebssystem
Meist kommt eine SPS zum Einsatz
Zentralbaugruppe zur Prozessdatenverarbeitung
E/A-Baugruppen für Prozesssignalanschlüsse
Anschaltbaugruppen zur Kopplung an ABK
Anschaltbaugruppen für Feldbussysteme
24-V-Spannungsversorgung
Wichtig ist eine Aussage zur Unwahrscheinlichkeit eines Ausfalles
Elektromagnetische Verträglichkeit (EMV)
61
Anzeige- und Bedienkomponente (ABK)
Schnittstelle zwischen dem Anlagenbediener und dem Prozess
Wird auch als HMI (Human Machine Interface) bezeichnet
ABK‘s arbeiten teilanlageübergreifend, d.h. von einer ABK aus kann sowohl jede beliebige Teilanlage als auch die Gesamtanlage visualisiert werden

62
Funktionen
Bedienoberfläche für elementare PLT-Funktionen(Öffnen von Ventilen, Vorgabe des Sollwertes eines Reglers usw)Bedienoberfläche für Ablaufsteuerungen
Bedienoberfläche für die Rezeptfahrweise
Anzeige des aktuellen Zustandes aller Sensoren und Aktoren
Anzeige des Kurvenverlaufes von analogen Prozess- und Produktgrößen
Anzeige der aktuellen Schritte von Ablaufsteuerungen
Melden von Alarmen
Archivieren und Protokollieren von Meldungen und Produktionsdaten
Archivieren und Protokollieren von Messwerthistorien
63
Für das Instandhaltungspersonal werden bereitgestellt:
Werkzeuge zur Fehlersuche in den PNK‘s
Diagnosefunktionen über den Zustand aller Hardware-Komponenten des PLS
Aufbau
Als ABK‘s werden Workstations oder PC‘s verwendet
Multitasking-Betriebssysteme
Oberfläche soll akzeptiert werden, den Bediener führen und Bedienfehler vermeiden helfen
Bildschirme haben eine Diagonale von 17“ bis 21“

64
Engineering Workstation (EWS)
Konfigurieren aller Funktionen der PNK‘s (Verknüpfungen, Abläufe usw)
Konfigurieren aller Funktionen der ABK‘s
Erstellen einer Systemdokumentation über die gesamte Applikation
Erstellen anwenderspezifischer Software
Für das Instandhaltungspersonal werden bereitgestellt:
Werkzeuge zur Fehlersuche in den PNK‘s
Diagnosefunktionen über den Zustand aller Hardware-Komponenten des PLS
65
Leitrechnerkomponentenkomponente (LRK)
Erstellen und Verwalten von Rezepten bei Chargenproduktion
Teilanlagenkoordinierung
Auswerten von Produktionsläufen: Prozesssignale, Meldungen, Alarme
Erstellung von Protokollen
Zum Einsatz kommen Workstation und PC‘s
66
Netzwerkkomponenten
Funktionen
Für die Kommunikation zwischen PNK, ABK und LRK werden Verbindungen benötigt
Die zu sendende Nachricht hat den richtigen Empfänger zu erreichen
Eindeutige Identifikation beider durch Hostname,, IP-Adresse, MAC-Adresse …
Benutzung von gesicherten oder ungesicherten Protokollen
Bei gesicherten Protokollen erhält der Absender eine Rückmeldung Bei nicht einwandfreiem Empfang wird die Nachricht noch einmal gesendet
67
Topologie
Bus, Stern, Ring
Übertragungsmedien
Kupferkabel
Koaxialkabel
Verdrillte Doppeladern (Twisted Pairs)
Glasfaserkabel (Fiber Channel)
Leitungsfreie Übertragung (Wireless LAN)
68
• Industrie-PC
Beeinflussung von Produktionsprozessen stellt besondere Anforderungenan die Zuverlässigkeit der Hardware-Komponenten
Geräte müssen mechanischen Beanspruchungen wie Stößen und Vibrationen in der Nähe laufender Maschinen standhalten.
Sie dürfen bei thermischer Belastung durch Außentemperaturen ( z.B. 5 … 60 °C) nicht ausfallen
Struktur von PLS / Trends / Industrie-PC
Das Eindringen von Stäuben, Spritzwasser und Dämpfen in ihr Gehäuse muss verhindert werden (IP-Schutzarten)
Eletromagnetische Verträglichkeit
- Hardware

69Struktur von PLS / Trends / IP-Schutzarten
70
- Betriebssystem
Ein Betriebssystem für die Automatisierungstechnik benötigt die folgenden Eigenschaften:
Kurze Reaktionszeiten
Echtzeitfähigkeit
Stabilität
Multitasking
Modularität
Skalierbarkeit
Windows (2000, XP) stellt trotz der Kurzlebigkeit am PC-Markt eine gewissen Investitionsschutz dar
Struktur von PLS / Trends / Betriebssystem
71
Fehlende Realtimefähigkeit wird durch ein Zusatzmodul (z.B. Real Time Extension) erreicht
Muss vom jeweiligen Hersteller angepasst werden
Schnelle Innovationszyklen und Versionswechsel bereiten bei der Betreubarkeit von PC-Automatisierungssystemen Sorgen
In der Industrie beträgt die Anlagenlebensdauer 5 bis über 20 Jahre
Bei Instandhaltungsmaßnahmen müssen Hardware-Komponenten ausgetauscht, Applikations-Software ergänzt und ggf. Fehler in der Systemsoftware korrigiert werden
Struktur von PLS / Trends / Betriebssystem
Beim PC-Einsatz hängt alles von der zukünftigen Kompatibilität ab

72
- Stand der Rechnernetzwerke
Struktur von PLS / Trends / Rechnernetzwerke
Leitsystemstruktur in PC-gestützten PLS
Der offene Bus, auch Factory-Bus genannt, stellt die Schnittstelle zwischen dem PLS und den Verwaltungsfunktionen der Betriebsleitebene dar.
Realisiert wird er durch den De-facto-Standard Ethernet mit dem TCP/IP-Übertragungsprotokoll


















