Lektion 2 Extrusion Blasformen
37
Bachelorstudiengang Materialwissenschaft, ETH Zürich Grundlagenfächer Teil 3 Frühjahrsemester 2008 Polymere II Teil 2: Technologie der Polymere 2. Lektion: Urformen I Extrudieren / Blasformen Thomas Schweizer Institut für Polymere FS09 2/1
-
Upload
werner-schrammel -
Category
Documents
-
view
220 -
download
11
Transcript of Lektion 2 Extrusion Blasformen
Bachelorstudiengang Materialwissenschaft, ETH ZürichGrundlagenfächer Teil 3Frühjahrsemester 2008
Polymere IITeil 2: Technologie der Polymere
2. Lektion: Urformen IExtrudieren / Blasformen
Thomas SchweizerInstitut für Polymere
FS09 2/1
FS09 1/2
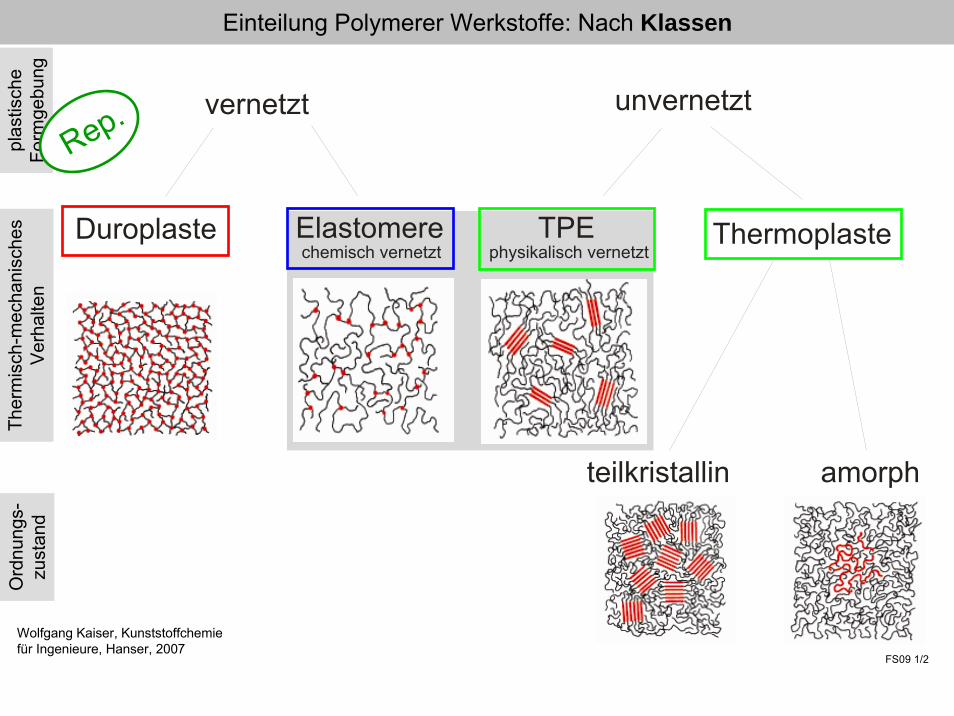
Einteilung Polymerer Werkstoffe: Nach Klassen
vernetzt unvernetzt
Duroplaste Elastomerechemisch vernetzt
TPEphysikalisch vernetzt
Thermoplaste
teilkristallin amorph
Wolfgang Kaiser, Kunststoffchemie für Ingenieure, Hanser, 2007
plas
tisch
eFo
rmge
bung
Ord
nung
s-zu
stan
dTh
erm
isch
-mec
hani
sche
sV
erha
lten
Rep.
FS09 1/3
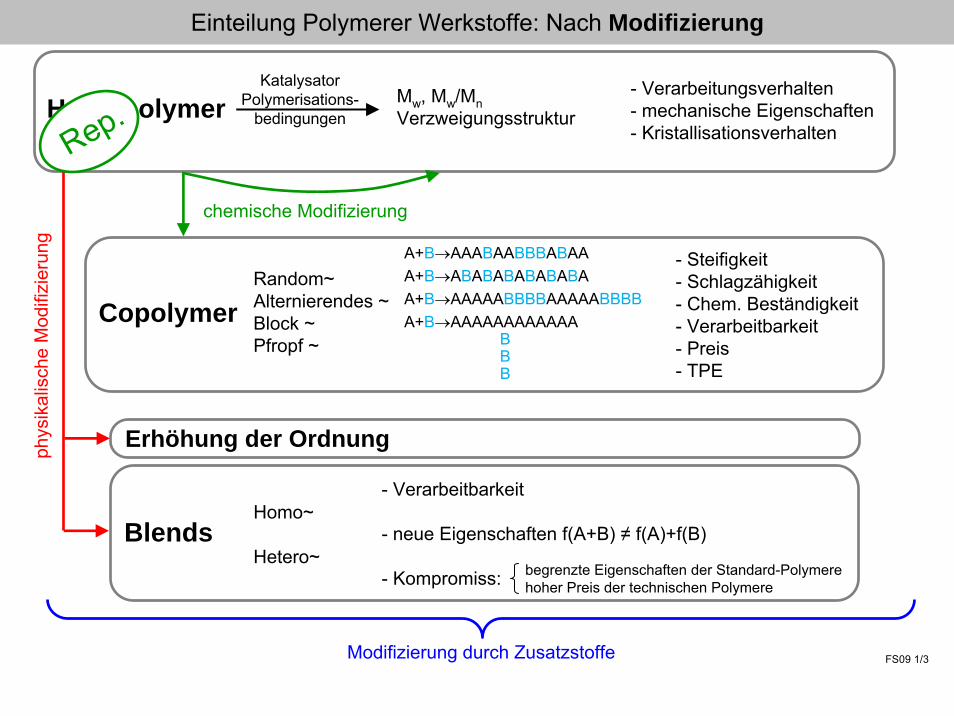
Einteilung Polymerer Werkstoffe: Nach Modifizierung
chemische Modifizierung
phys
ikal
isch
e M
odifi
zier
ung
A+B→AAABAABBBABAAA+B→ABABABABABABAA+B→AAAAABBBBAAAAABBBBA+B→AAAAAAAAAAAA
BBB
HomopolymerKatalysator
Polymerisations-bedingungen
Mw, Mw/MnVerzweigungsstruktur
- Verarbeitungsverhalten- mechanische Eigenschaften- Kristallisationsverhalten
CopolymerRandom~Alternierendes ~Block ~Pfropf ~
- Steifigkeit- Schlagzähigkeit- Chem. Beständigkeit- Verarbeitbarkeit- Preis- TPE
BlendsHomo~
Hetero~
- Verarbeitbarkeit
- neue Eigenschaften f(A+B) ≠ f(A)+f(B)
- Kompromiss: begrenzte Eigenschaften der Standard-Polymerehoher Preis der technischen Polymere
Modifizierung durch Zusatzstoffe
Erhöhung der Ordnung
Rep.
FS09 1/4
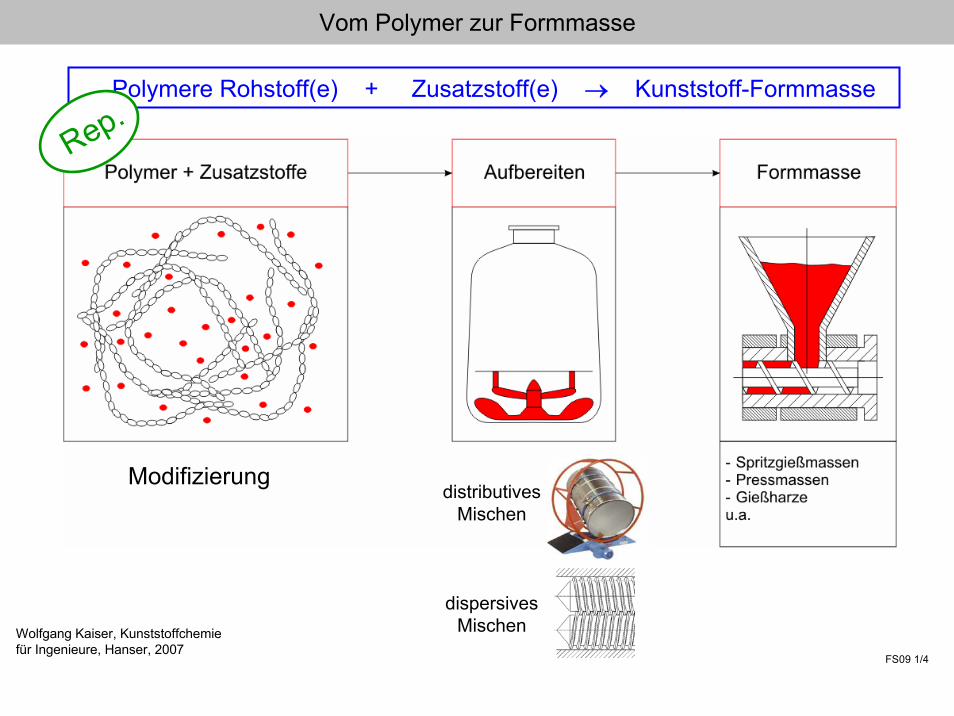
Vom Polymer zur Formmasse
Polymere Rohstoff(e) + Zusatzstoff(e) → Kunststoff-Formmasse
Modifizierung
Wolfgang Kaiser, Kunststoffchemie für Ingenieure, Hanser, 2007
distributivesMischen
dispersivesMischen
Rep.
Inhalt
• ExtrusionExtrudertypenKennfeldFolgeanlagen
• BlasformenExtrusionblasformenSpritz-Streckblasformen
FS09 2/5
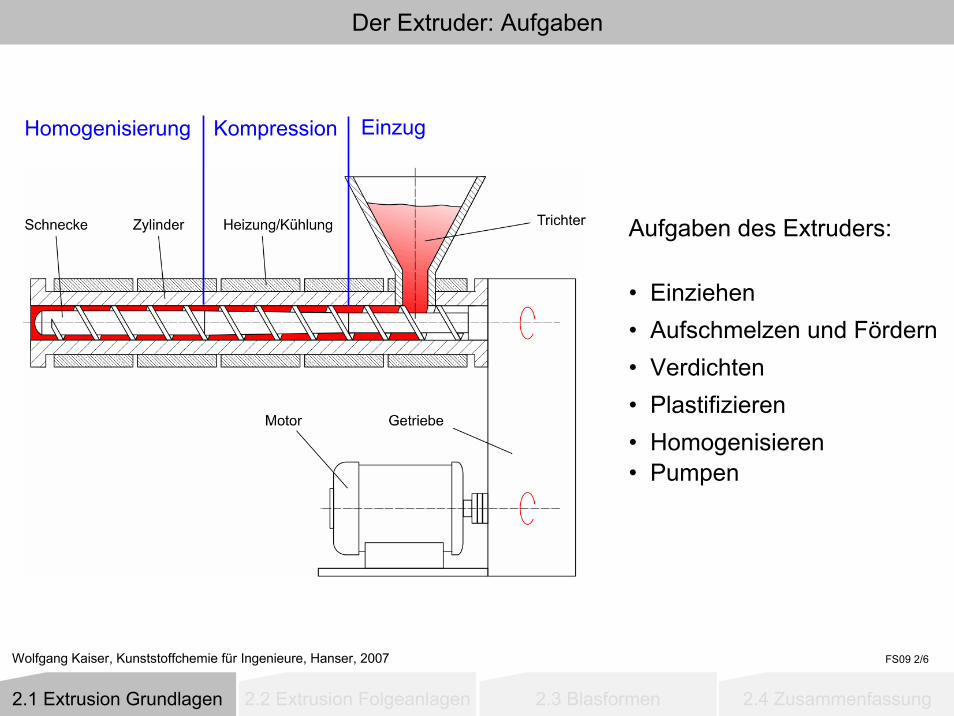
Aufgaben des Extruders:
• Einziehen• Aufschmelzen und Fördern• Verdichten• Plastifizieren• Homogenisieren• Pumpen
Der Extruder: Aufgaben
Homogenisierung Kompression Einzug
Wolfgang Kaiser, Kunststoffchemie für Ingenieure, Hanser, 2007
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/6
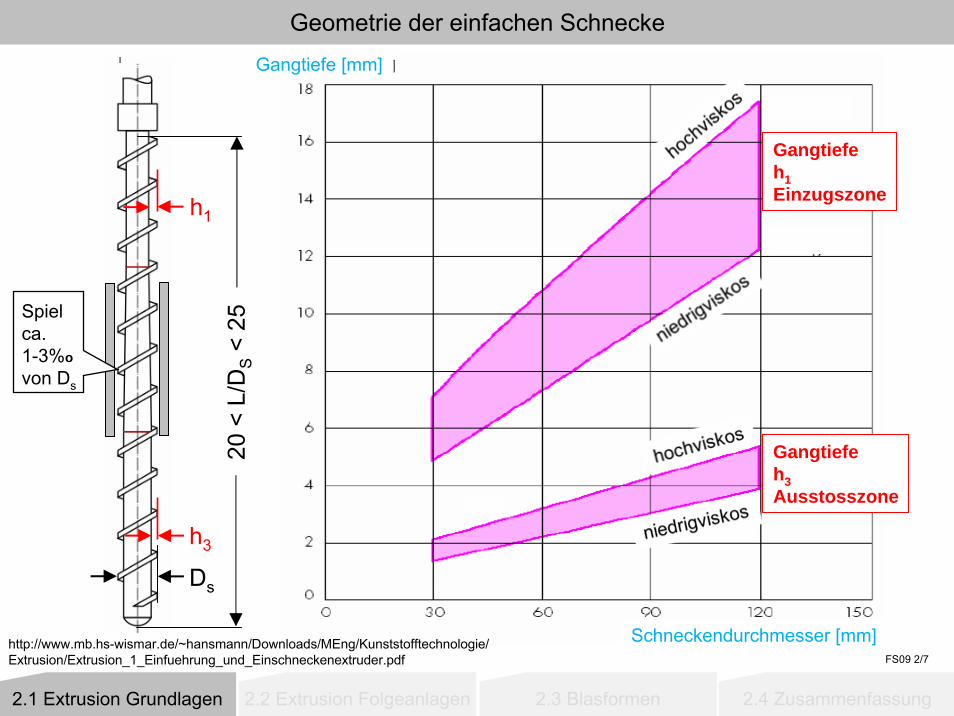
Geometrie der einfachen Schnecke
http://www.mb.hs-wismar.de/~hansmann/Downloads/MEng/Kunststofftechnologie/Extrusion/Extrusion_1_Einfuehrung_und_Einschneckenextruder.pdf
h3
h1
Gangtiefeh1Einzugszone
Gangtiefeh3Ausstosszone
Gangtiefe [mm]
Schneckendurchmesser [mm]
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
Ds
Spielca.1-3%ovon Ds
FS09 2/7
20 <
L/D
S<
25
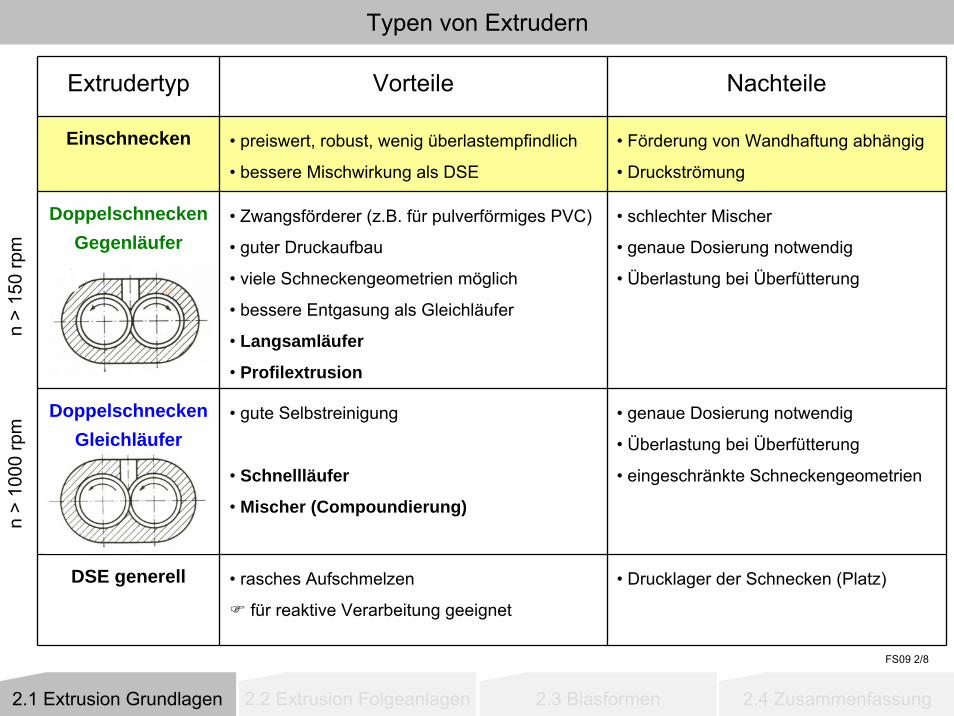
Typen von Extrudern
Extrudertyp Vorteile Nachteile
Einschnecken • preiswert, robust, wenig überlastempfindlich
• bessere Mischwirkung als DSE
• Förderung von Wandhaftung abhängig
• Druckströmung
Doppelschnecken Gegenläufer
• Zwangsförderer (z.B. für pulverförmiges PVC)
• guter Druckaufbau
• viele Schneckengeometrien möglich
• bessere Entgasung als Gleichläufer
• Langsamläufer
• Profilextrusion
• schlechter Mischer
• genaue Dosierung notwendig
• Überlastung bei Überfütterung
Doppelschnecken Gleichläufer
• gute Selbstreinigung
• Schnellläufer
• Mischer (Compoundierung)
• genaue Dosierung notwendig
• Überlastung bei Überfütterung
• eingeschränkte Schneckengeometrien
DSE generell • rasches Aufschmelzen
für reaktive Verarbeitung geeignet
• Drucklager der Schnecken (Platz)
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/8
n >
150
rpm
n >
1000
rpm
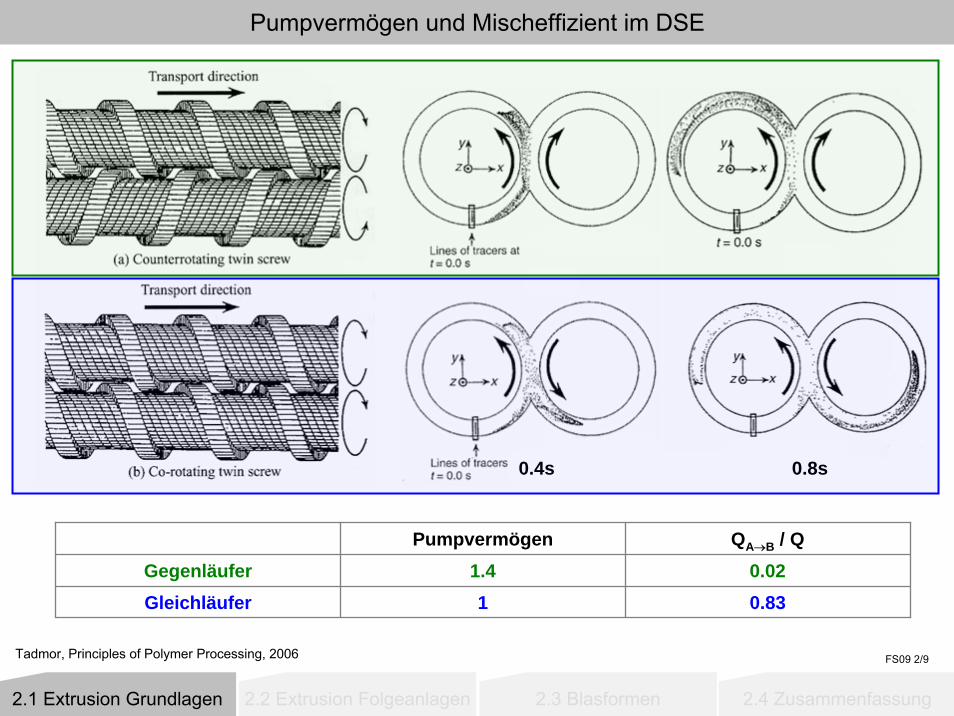
Pumpvermögen und Mischeffizient im DSE
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/9
Pumpvermögen QA→B / QGegenläufer 1.4 0.02Gleichläufer 1 0.83
0.4s 0.8s
Tadmor, Principles of Polymer Processing, 2006
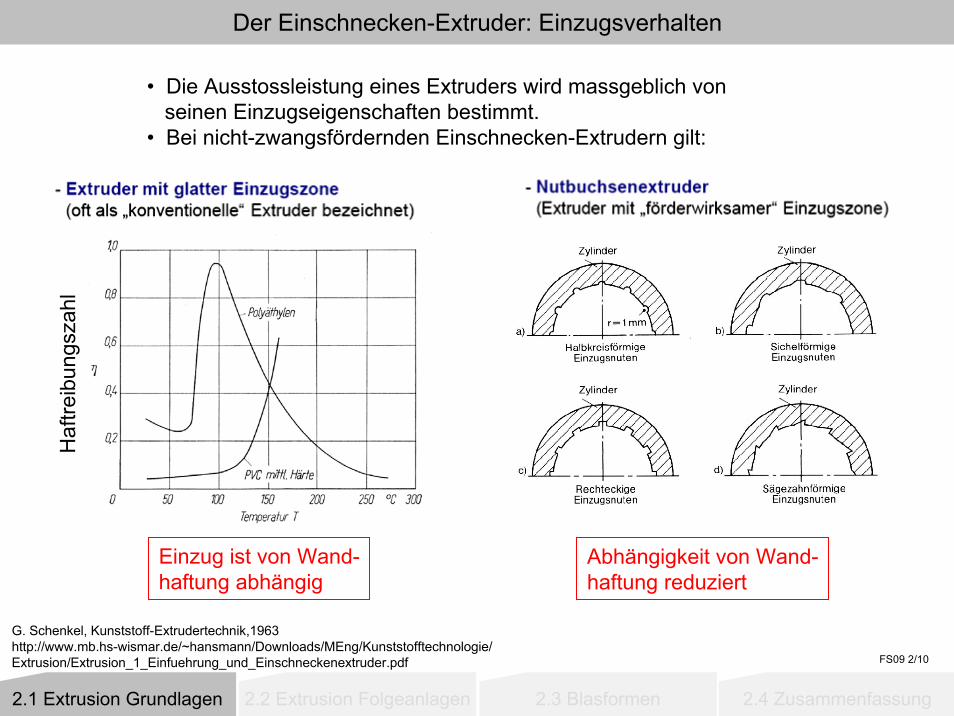
Der Einschnecken-Extruder: Einzugsverhalten
• Die Ausstossleistung eines Extruders wird massgeblich vonseinen Einzugseigenschaften bestimmt.
• Bei nicht-zwangsfördernden Einschnecken-Extrudern gilt:
G. Schenkel, Kunststoff-Extrudertechnik,1963http://www.mb.hs-wismar.de/~hansmann/Downloads/MEng/Kunststofftechnologie/Extrusion/Extrusion_1_Einfuehrung_und_Einschneckenextruder.pdf
Haf
treib
ungs
zahl
Einzug ist von Wand-haftung abhängig
Abhängigkeit von Wand-haftung reduziert
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/10
2.4 Zusammenfassung2.3 Spritzgiessen2.2 Blasformen2.1 Extrudieren
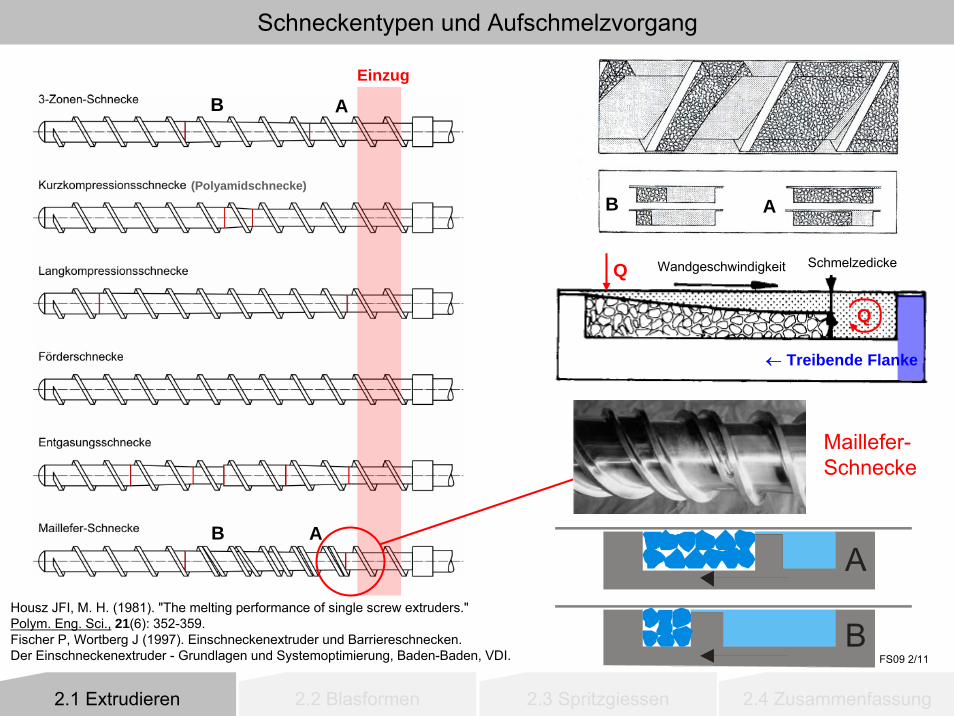
Schneckentypen und Aufschmelzvorgang
A
B A
B
SchmelzedickeWandgeschwindigkeitQ
A
B
AB
Housz JFI, M. H. (1981). "The melting performance of single screw extruders."Polym. Eng. Sci., 21(6): 352-359.Fischer P, Wortberg J (1997). Einschneckenextruder und Barriereschnecken.Der Einschneckenextruder - Grundlagen und Systemoptimierung, Baden-Baden, VDI.
Maillefer-Schnecke
← Treibende Flanke
Einzug
FS09 2/11
Q
(Polyamidschnecke)
2.4 Zusammenfassung2.3 Spritzgiessen2.2 Blasformen2.1 Extrudieren
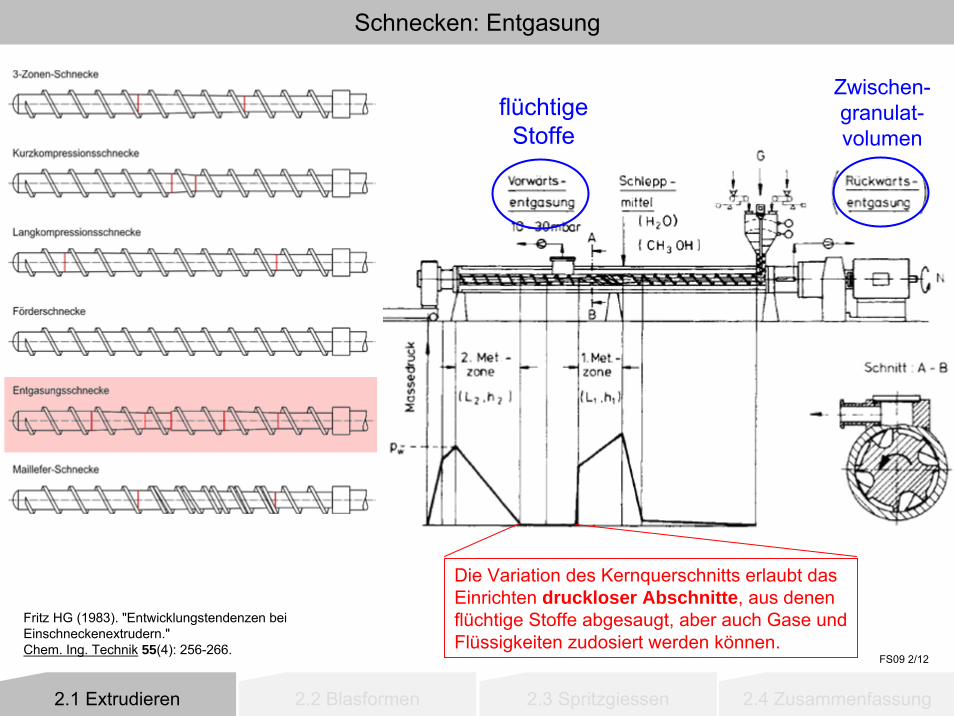
Schnecken: Entgasung
Fritz HG (1983). "Entwicklungstendenzen beiEinschneckenextrudern."Chem. Ing. Technik 55(4): 256-266.
Die Variation des Kernquerschnitts erlaubt dasEinrichten druckloser Abschnitte, aus denenflüchtige Stoffe abgesaugt, aber auch Gase undFlüssigkeiten zudosiert werden können.
flüchtigeStoffe
Zwischen-granulat-volumen
FS09 2/12
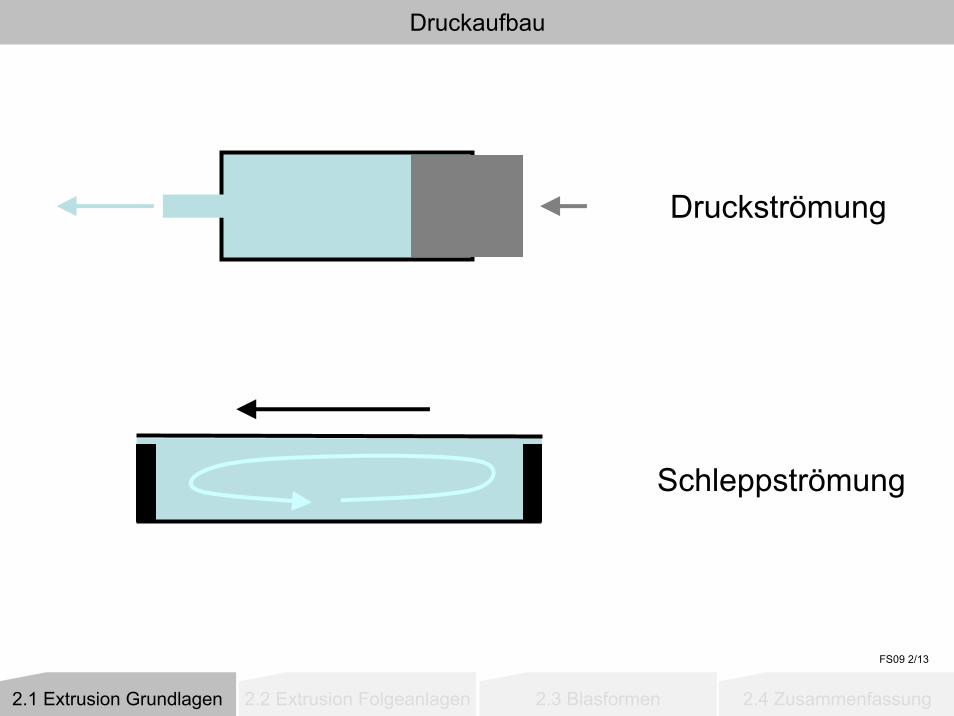
Druckaufbau
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
Druckströmung
Schleppströmung
FS09 2/13
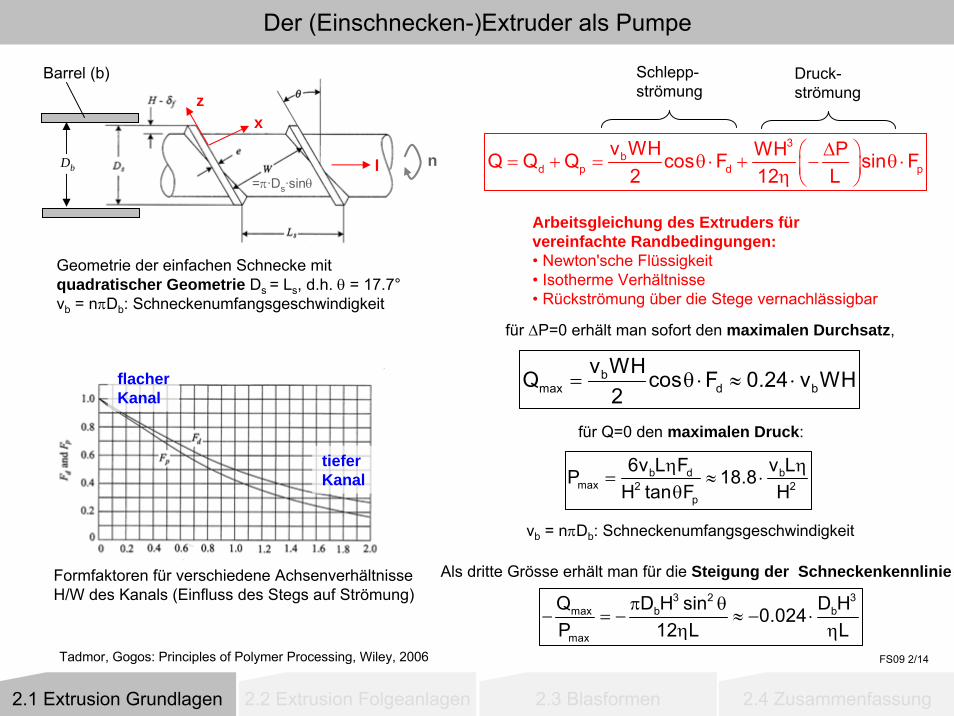
Der (Einschnecken-)Extruder als Pumpe
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
Geometrie der einfachen Schnecke mitquadratischer Geometrie Ds = Ls, d.h. θ = 17.7°vb = nπDb: Schneckenumfangsgeschwindigkeit
3b
d p d pv WH WH PQ Q Q cos F sin F
2 12 LΔ⎛ ⎞= + = θ ⋅ + − θ ⋅⎜ ⎟η ⎝ ⎠
Arbeitsgleichung des Extruders fürvereinfachte Randbedingungen:• Newton'sche Flüssigkeit• Isotherme Verhältnisse• Rückströmung über die Stege vernachlässigbar
Tadmor, Gogos: Principles of Polymer Processing, Wiley, 2006
xz
l nDb
Schlepp-strömung
Druck-strömung
Formfaktoren für verschiedene AchsenverhältnisseH/W des Kanals (Einfluss des Stegs auf Strömung)
flacherKanal
tieferKanal
für ΔP=0 erhält man sofort den maximalen Durchsatz,
bmax d b
v WHQ cos F 0.24 v WH2
= θ ⋅ ≈ ⋅
für Q=0 den maximalen Druck:
b d bmax 2 2
p
6v L F v LP 18.8H tan F H
η η= ≈ ⋅
θ
vb = nπDb: Schneckenumfangsgeschwindigkeit
Als dritte Grösse erhält man für die Steigung der Schneckenkennlinie3 2 3
max b b
max
Q D H sin D H0.024P 12 L L
π θ− = − ≈ − ⋅
η η
=π·Ds·sinθ
FS09 2/14
Barrel (b)
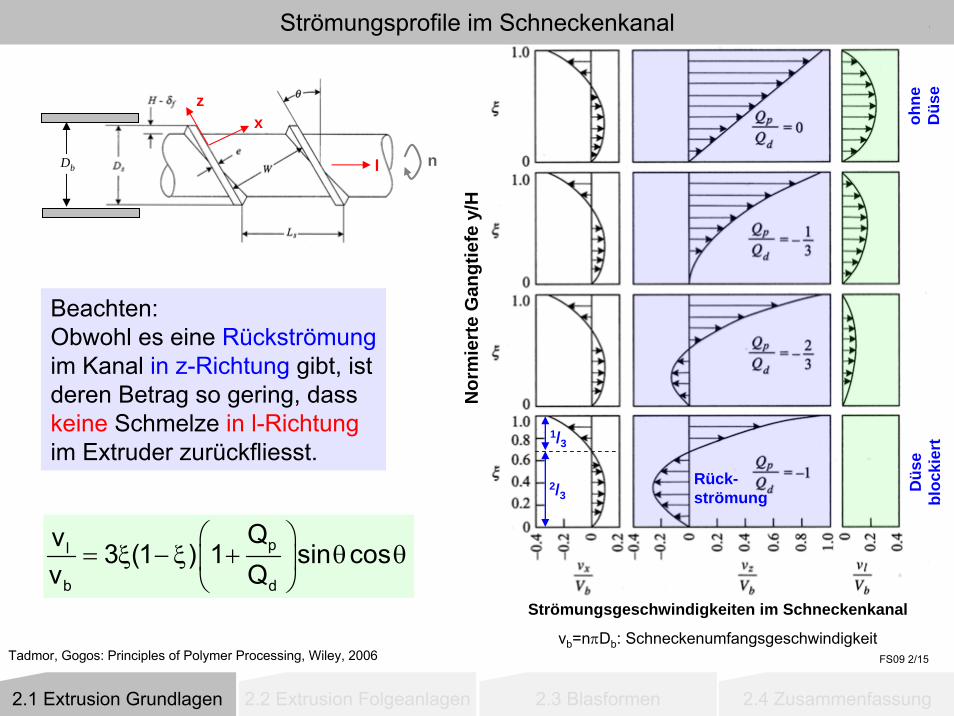
Strömungsprofile im Schneckenkanal
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
Strömungsgeschwindigkeiten im Schneckenkanal
vb=nπDb: Schneckenumfangsgeschwindigkeit
Nor
mie
rte
Gan
gtie
fe y
/H
Düs
ebl
ocki
ert
ohne
Düs
e
Tadmor, Gogos: Principles of Polymer Processing, Wiley, 2006
2/3
1/3
xz
l nDb
Rück-strömung
Beachten:Obwohl es eine Rückströmungim Kanal in z-Richtung gibt, istderen Betrag so gering, dasskeine Schmelze in l-Richtungim Extruder zurückfliesst.
FS09 2/15
pl
b d
Qv 3 (1 ) 1 sin cosv Q
⎛ ⎞= ξ − ξ + θ θ⎜ ⎟
⎝ ⎠
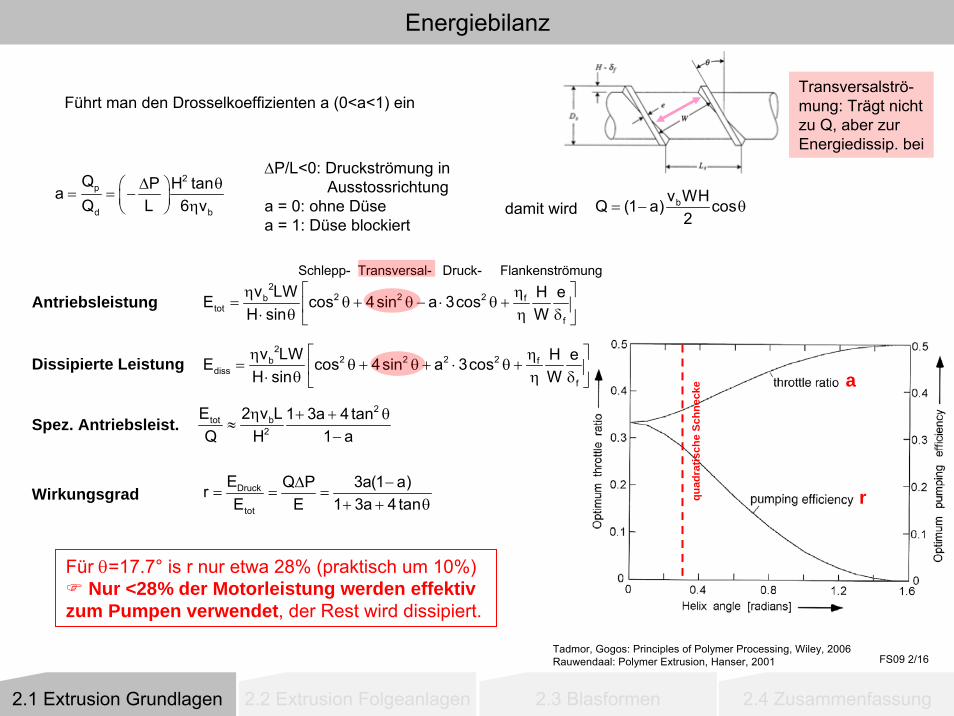
Energiebilanz
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
Tadmor, Gogos: Principles of Polymer Processing, Wiley, 2006Rauwendaal: Polymer Extrusion, Hanser, 2001
Spez. Antriebsleist.2
tot b2
E 2 v L 1 3a 4 tanQ H 1 a
η + + θ≈
−
Führt man den Drosselkoeffizienten a (0<a<1) ein
ΔP/L<0: Druckströmung inAusstossrichtung
a = 0: ohne Düsea = 1: Düse blockiert
damit wird bv WHQ (1 a) cos2
= − θ
Druck
tot
E Q P 3a(1 a)rE E 1 3a 4 tan
Δ −= = =
+ + θWirkungsgrad
Für θ=17.7° is r nur etwa 28% (praktisch um 10%)Nur <28% der Motorleistung werden effektiv
zum Pumpen verwendet, der Rest wird dissipiert.
Transversalströ-mung: Trägt nichtzu Q, aber zurEnergiedissip. bei
quad
ratis
che
Schn
ecke
FS09 2/16
22 2 2b f
totf
v LW H eE cos 4sin a 3cosH sin W
⎡ ⎤η η= θ + θ − ⋅ θ +⎢ ⎥⋅ θ η δ⎣ ⎦
22 2 2 2b f
dissf
v LW H eE cos 4sin a 3cosH sin W
⎡ ⎤η η= θ + θ + ⋅ θ +⎢ ⎥⋅ θ η δ⎣ ⎦
Schlepp- Transversal- Druck- Flankenströmung
Antriebsleistung
Dissipierte Leistung
2p
d b
Q P H tanaQ L 6 v
Δ θ⎛ ⎞= = −⎜ ⎟ η⎝ ⎠
r
a
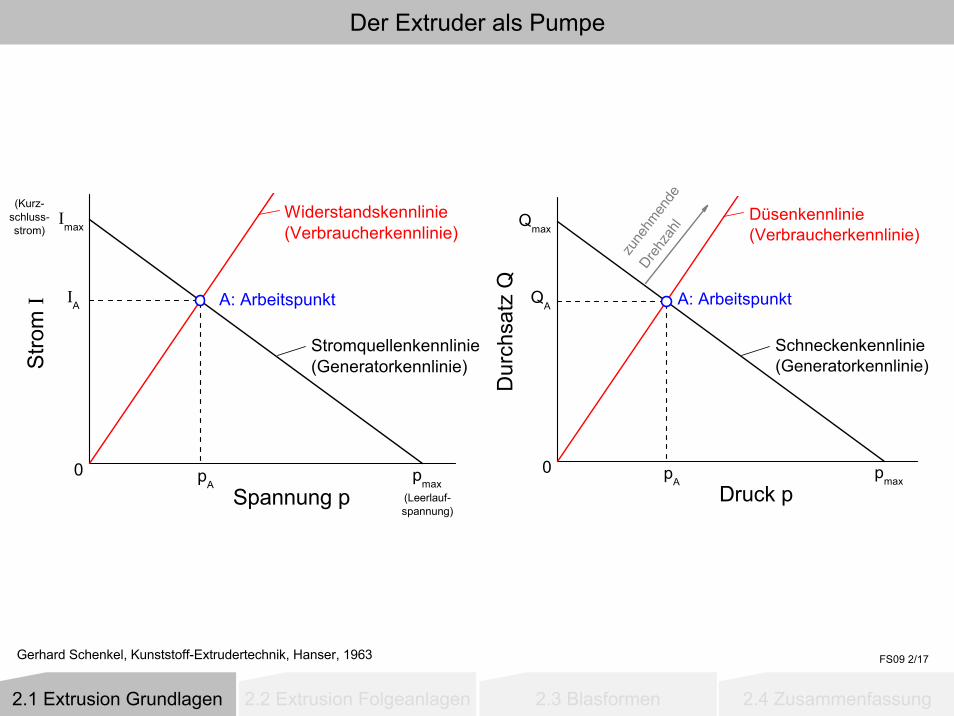
Der Extruder als Pumpe
Gerhard Schenkel, Kunststoff-Extrudertechnik, Hanser, 1963
Stro
m I
Spannung p
Widerstandskennlinie(Verbraucherkennlinie)
A: Arbeitspunkt
Stromquellenkennlinie(Generatorkennlinie)
Imax
IA
pApmax
0(Leerlauf-spannung)
(Kurz-schluss-strom)
Dur
chsa
tz Q
Druck p
Düsenkennlinie(Verbraucherkennlinie)
A: Arbeitspunkt
Schneckenkennlinie(Generatorkennlinie)
Qmax
QA
pApmax
0
zune
hmen
de
Drehz
ahl
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/17
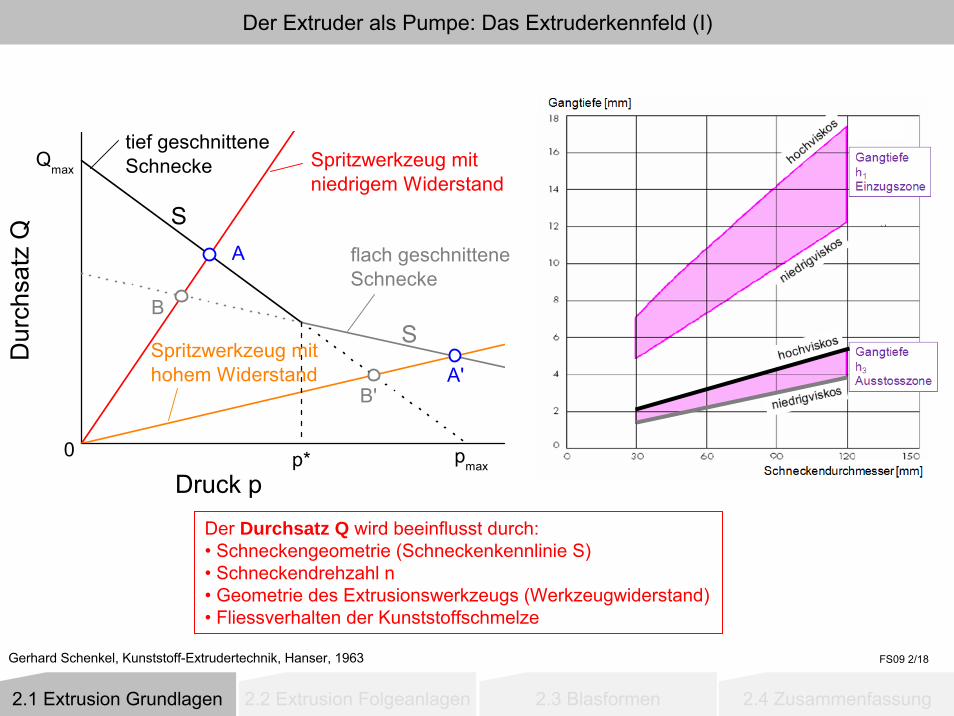
Der Extruder als Pumpe: Das Extruderkennfeld (I)
Gerhard Schenkel, Kunststoff-Extrudertechnik, Hanser, 1963
Spritzwerkzeug mithohem Widerstand
flach geschnitteneSchnecke
Dur
chsa
tz Q
Druck p
Spritzwerkzeug mitniedrigem Widerstand
A
tief geschnitteneSchneckeQmax
p* pmax0
A'
B
B'
Der Durchsatz Q wird beeinflusst durch:• Schneckengeometrie (Schneckenkennlinie S)• Schneckendrehzahl n• Geometrie des Extrusionswerkzeugs (Werkzeugwiderstand)• Fliessverhalten der Kunststoffschmelze
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/18
S
S
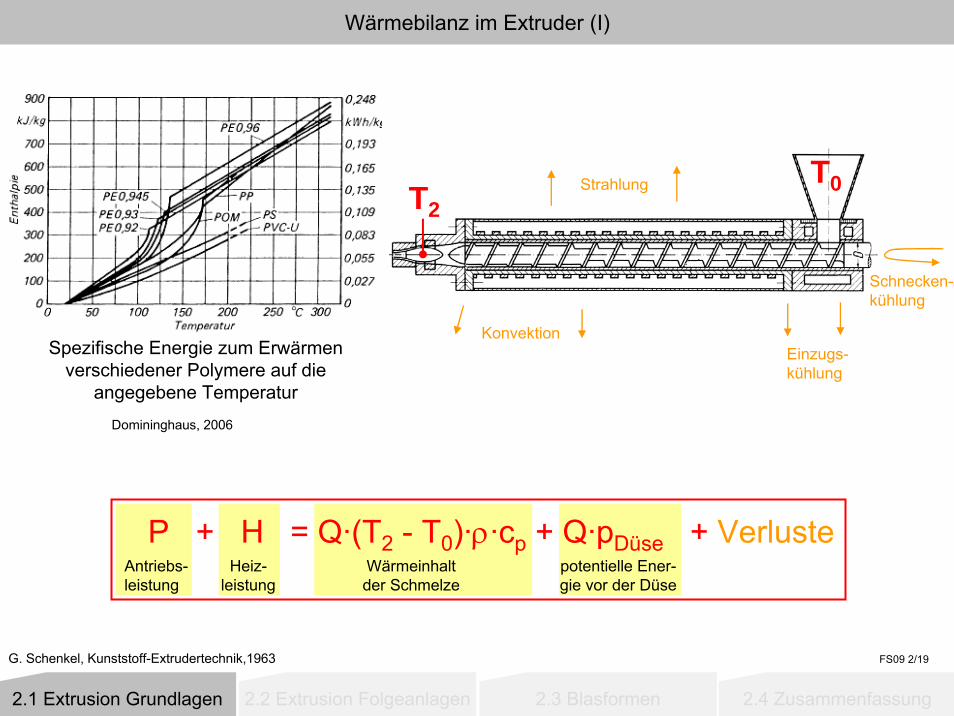
Wärmebilanz im Extruder (I)
G. Schenkel, Kunststoff-Extrudertechnik,1963
Spezifische Energie zum Erwärmenverschiedener Polymere auf die
angegebene Temperatur
P + H = Q·(T2 - T0)·ρ·cp + Q·pDüse + VerlusteAntriebs-leistung
Heiz-leistung
potentielle Ener-gie vor der Düse
Wärmeinhaltder Schmelze
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
Schnecken-kühlung
Strahlung
Einzugs-kühlung
Konvektion
T2T0
Domininghaus, 2006
FS09 2/19
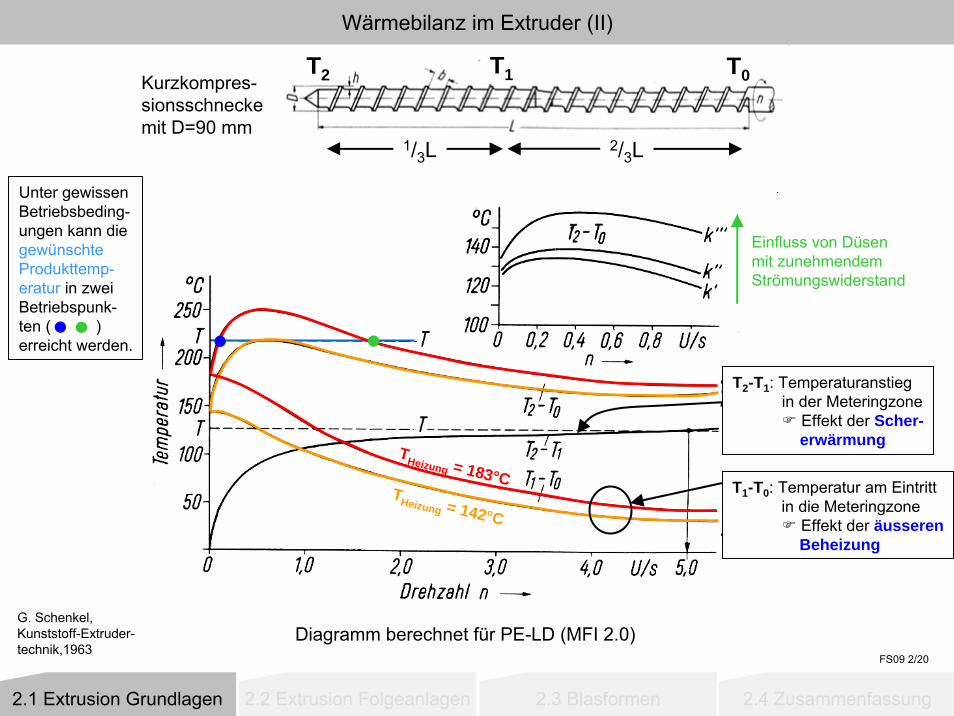
G. Schenkel,Kunststoff-Extruder-technik,1963
Diagramm berechnet für PE-LD (MFI 2.0)
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
2/3L1/3L
Kurzkompres-sionsschneckemit D=90 mm
Wärmebilanz im Extruder (II)
THeizung = 183°CTHeizung = 142°C
T2-T1: Temperaturanstiegin der Meteringzone
Effekt der Scher-erwärmung
T1-T0: Temperatur am Eintrittin die Meteringzone
Effekt der äusserenBeheizung
Unter gewissenBetriebsbeding-ungen kann diegewünschteProdukttemp-eratur in zweiBetriebspunk-ten ( )erreicht werden.
Einfluss von Düsenmit zunehmendemStrömungswiderstand
T0T1T2
FS09 2/20
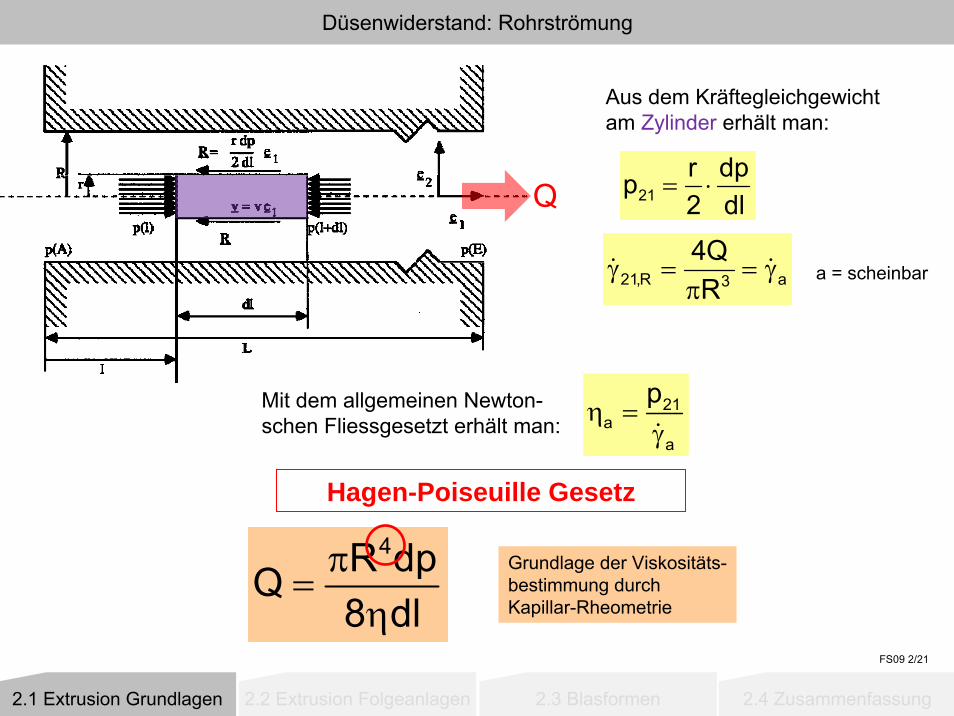
Düsenwiderstand: Rohrströmung
Aus dem Kräftegleichgewichtam Zylinder erhält man:
Hagen-Poiseuille Gesetz
21,R a3
4QR
γ = = γπ
a = scheinbar
21a
a
pη =
γ
4R dpQ8 dl
π=
η
Mit dem allgemeinen Newton-schen Fliessgesetzt erhält man:
Q 21r dpp2 dl
= ⋅
Grundlage der Viskositäts-bestimmung durchKapillar-Rheometrie
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/21
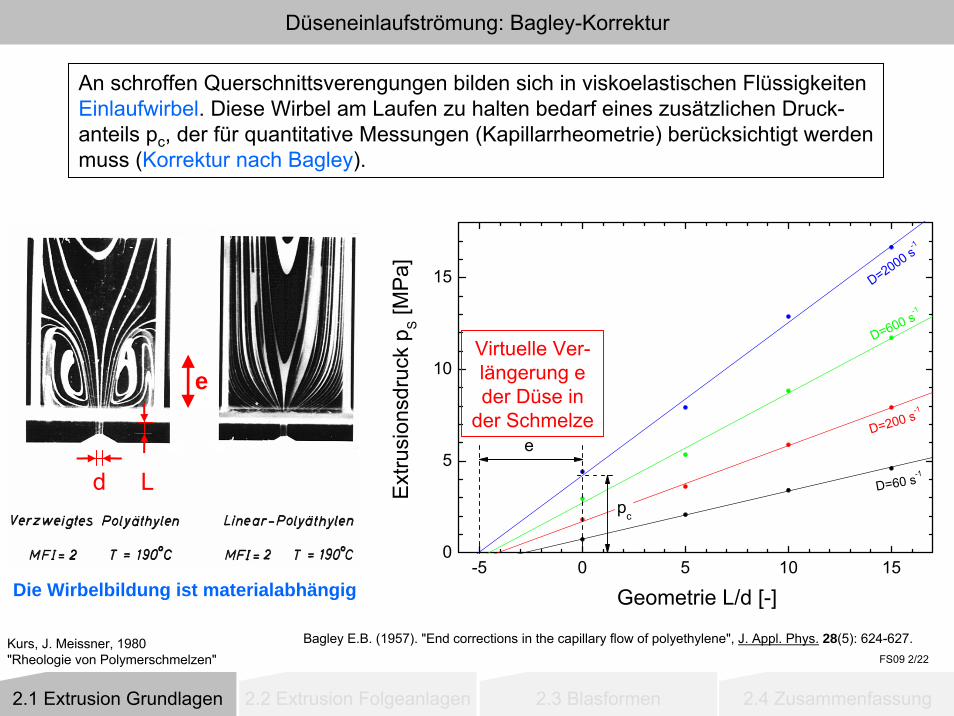
Düseneinlaufströmung: Bagley-Korrektur
An schroffen Querschnittsverengungen bilden sich in viskoelastischen FlüssigkeitenEinlaufwirbel. Diese Wirbel am Laufen zu halten bedarf eines zusätzlichen Druck-anteils pc, der für quantitative Messungen (Kapillarrheometrie) berücksichtigt werdenmuss (Korrektur nach Bagley).
-5 0 5 10 150
5
10
15
D=2000 s-1
D=600 s-1
D=200 s-1
Ext
rusi
onsd
ruck
pS [M
Pa]
Geometrie L/D [-]
D=60 s-1
e
pc
Bagley E.B. (1957). "End corrections in the capillary flow of polyethylene", J. Appl. Phys. 28(5): 624-627.Kurs, J. Meissner, 1980 "Rheologie von Polymerschmelzen"
Virtuelle Ver-längerung eder Düse in
der Schmelze
e
Geometrie L/d [-]
d L
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/22
Die Wirbelbildung ist materialabhängig
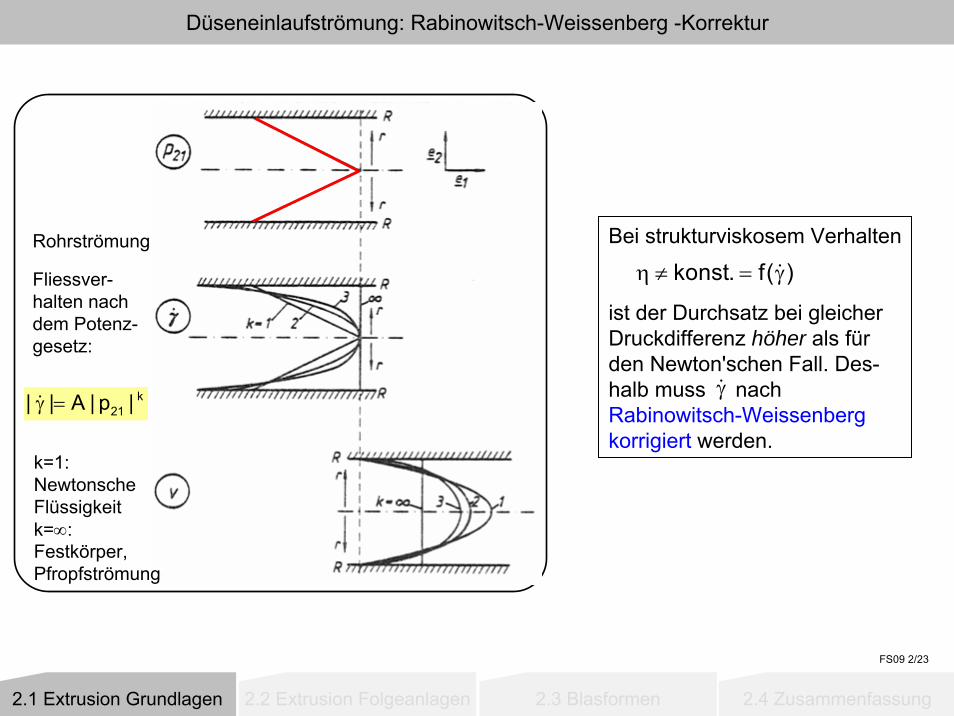
Düseneinlaufströmung: Rabinowitsch-Weissenberg -Korrektur
Rohrströmung
Fliessver-halten nachdem Potenz-gesetz:
k21| | A | p |γ =
k=1:NewtonscheFlüssigkeitk=∞:Festkörper,Pfropfströmung
Bei strukturviskosem Verhalten
ist der Durchsatz bei gleicherDruckdifferenz höher als fürden Newton'schen Fall. Des-halb muss nachRabinowitsch-Weissenbergkorrigiert werden.
γ
konst. f( )η ≠ = γ
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/23
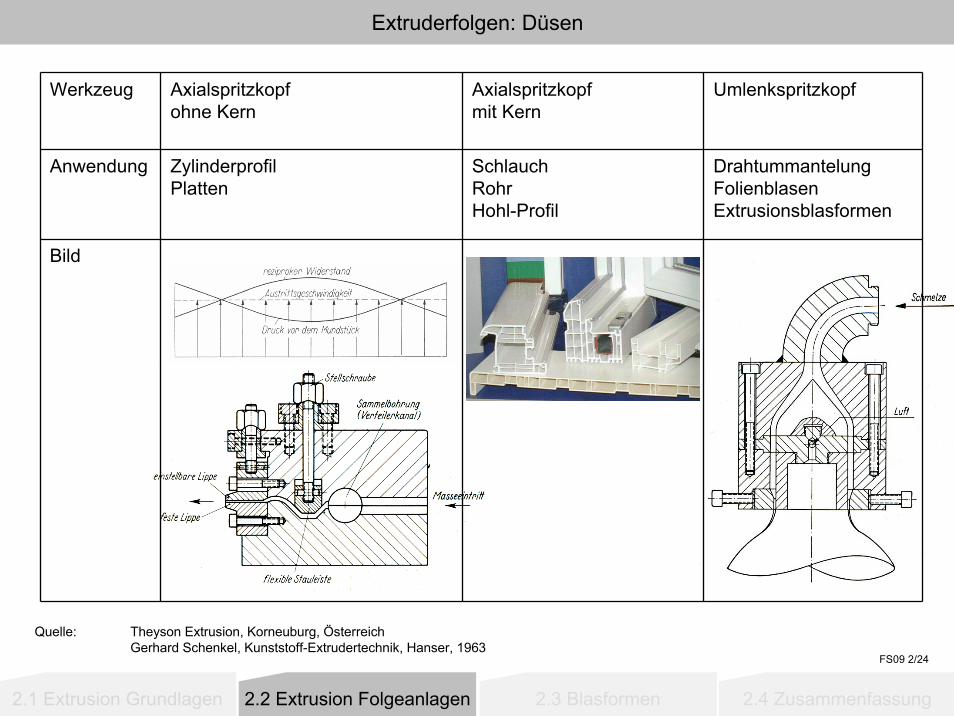
Extruderfolgen: Düsen
Werkzeug Axialspritzkopfohne Kern
Axialspritzkopfmit Kern
Umlenkspritzkopf
Anwendung ZylinderprofilPlatten
SchlauchRohrHohl-Profil
DrahtummantelungFolienblasenExtrusionsblasformen
Bild
Quelle: Theyson Extrusion, Korneuburg, ÖsterreichGerhard Schenkel, Kunststoff-Extrudertechnik, Hanser, 1963
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/24
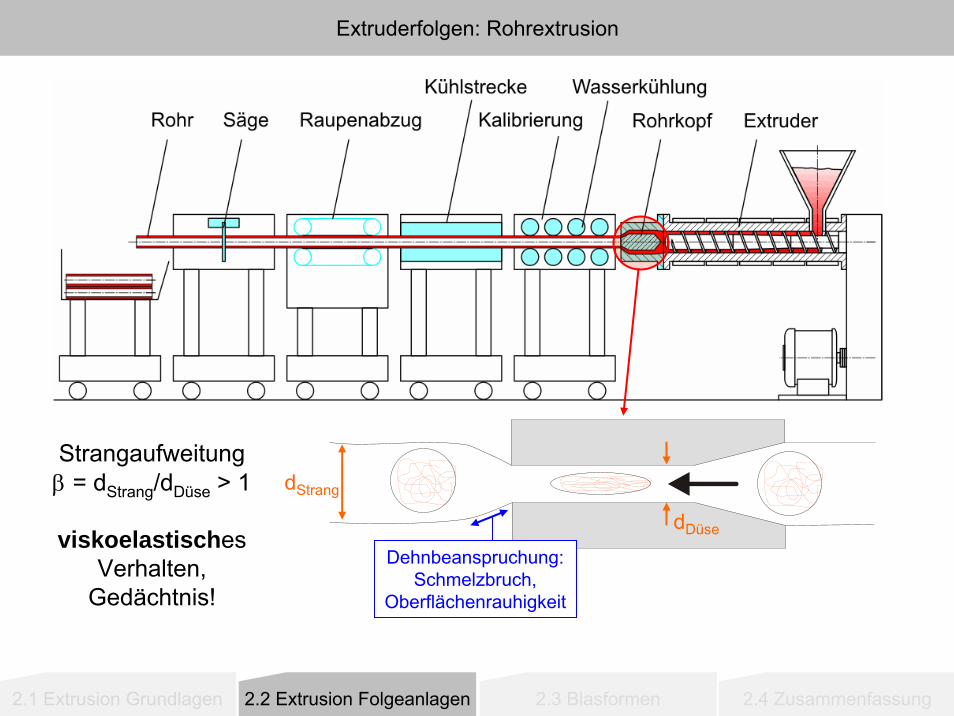
Extruderfolgen: Rohrextrusion
Strangaufweitungβ = dStrang/dDüse > 1
viskoelastischesVerhalten,
Gedächtnis!
Düse
Dehnbeanspruchung:Schmelzbruch,
Oberflächenrauhigkeit
dDüse
dStrang
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
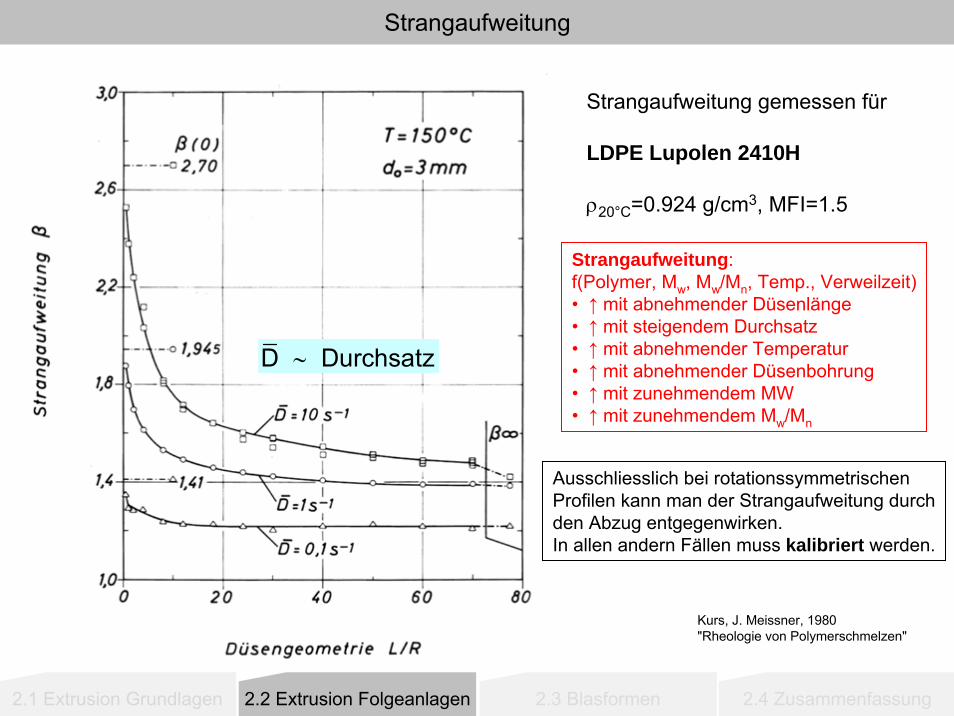
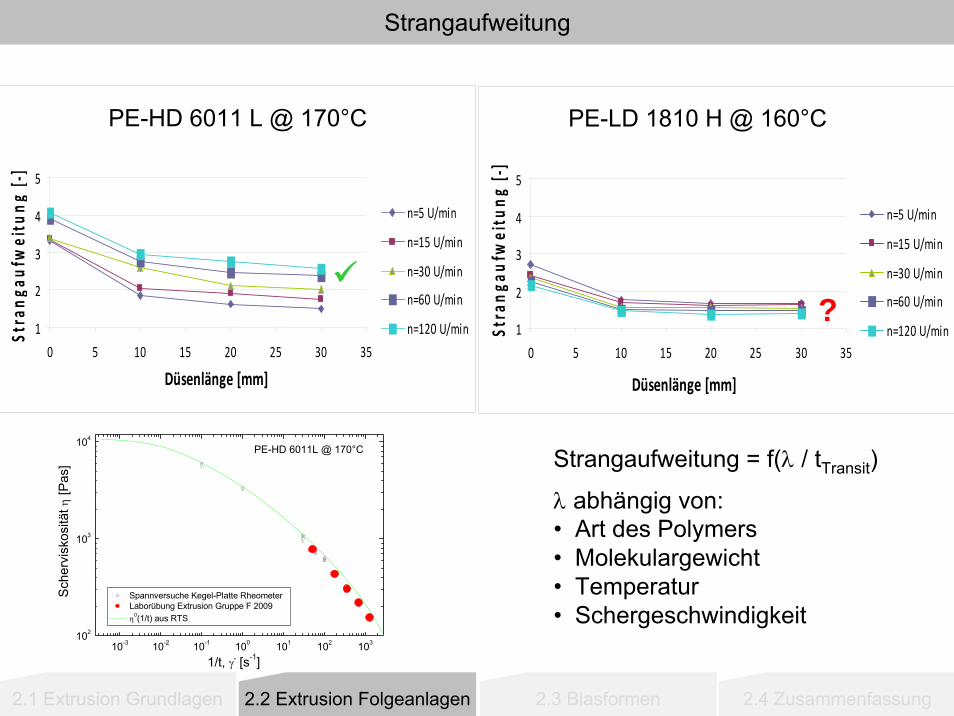
Strangaufweitung
Strangaufweitung:f(Polymer, Mw, Mw/Mn, Temp., Verweilzeit)• ↑ mit abnehmender Düsenlänge• ↑ mit steigendem Durchsatz• ↑ mit abnehmender Temperatur• ↑ mit abnehmender Düsenbohrung• ↑ mit zunehmendem MW• ↑ mit zunehmendem Mw/Mn
Kurs, J. Meissner, 1980 "Rheologie von Polymerschmelzen"
Strangaufweitung gemessen für
LDPE Lupolen 2410H
ρ20°C=0.924 g/cm3, MFI=1.5
D Durchsatz∼
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
Ausschliesslich bei rotationssymmetrischenProfilen kann man der Strangaufweitung durchden Abzug entgegenwirken.In allen andern Fällen muss kalibriert werden.
3.5 Strangaufweitung
1
2
3
4
5
0 5 10 15 20 25 30 35
Düsenlänge [mm]
Stra
ngau
fwei
tung
[‐]
n=5 U/min
n=15 U/min
n=30 U/min
n=60 U/min
n=120 U/min
3.5 Strangaufweitung
1
2
3
4
5
0 5 10 15 20 25 30 35
Düsenlänge [mm]
Stra
ngau
fwei
tung
[‐]
n=5 U/min
n=15 U/min
n=30 U/min
n=60 U/min
n=120 U/min
Strangaufweitung
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
PE-HD 6011 L @ 170°C PE-LD 1810 H @ 160°C
?
10-3 10-2 10-1 100 101 102 103102
103
104
Strangaufweitung = f(λ / tTransit)
λ abhängig von:• Art des Polymers• Molekulargewicht• Temperatur• Schergeschwindigkeit
Spannversuche Kegel-Platte Rheometer Laborübung Extrusion Gruppe F 2009 η0(1/t) aus RTS
Sch
ervi
skos
ität η
[Pas
]
1/t, γ. [s-1]
PE-HD 6011L @ 170°C
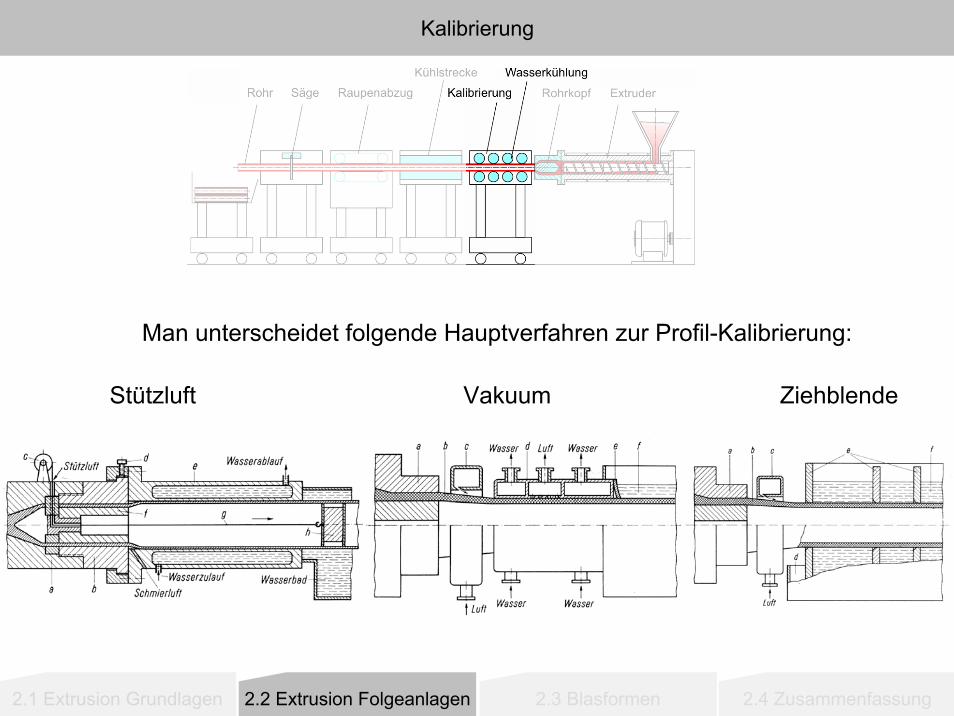
Kalibrierung
Man unterscheidet folgende Hauptverfahren zur Profil-Kalibrierung:
Stützluft Vakuum Ziehblende
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
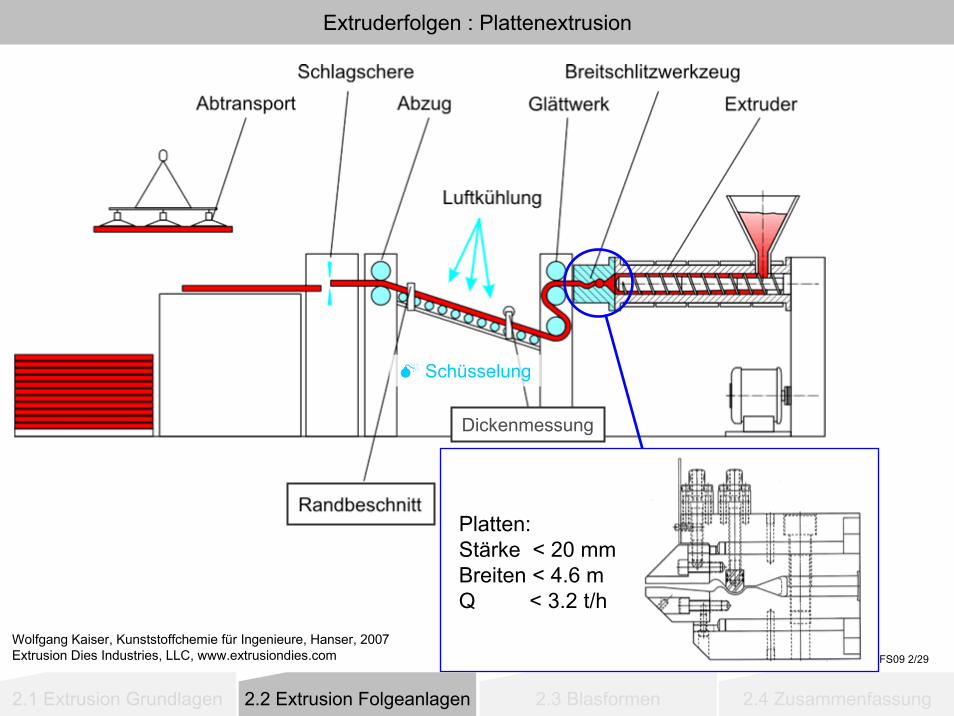
Extruderfolgen : Plattenextrusion
Wolfgang Kaiser, Kunststoffchemie für Ingenieure, Hanser, 2007Extrusion Dies Industries, LLC, www.extrusiondies.com
Schüsselung
Platten:Stärke < 20 mmBreiten < 4.6 mQ < 3.2 t/h
Dickenmessung
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/29
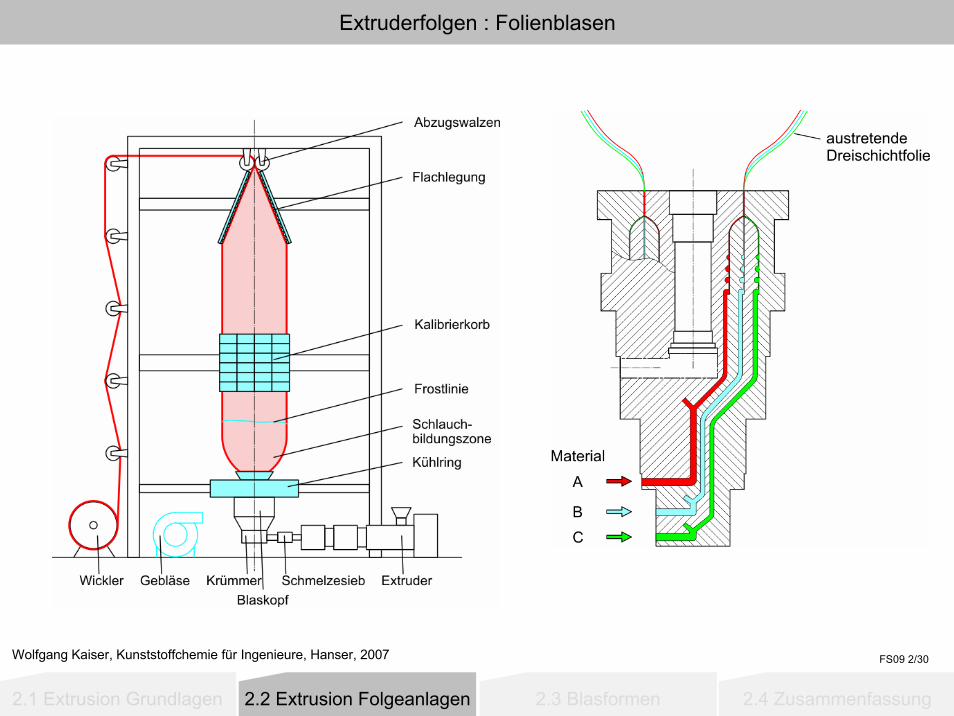
Extruderfolgen : Folienblasen
Wolfgang Kaiser, Kunststoffchemie für Ingenieure, Hanser, 2007
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/30
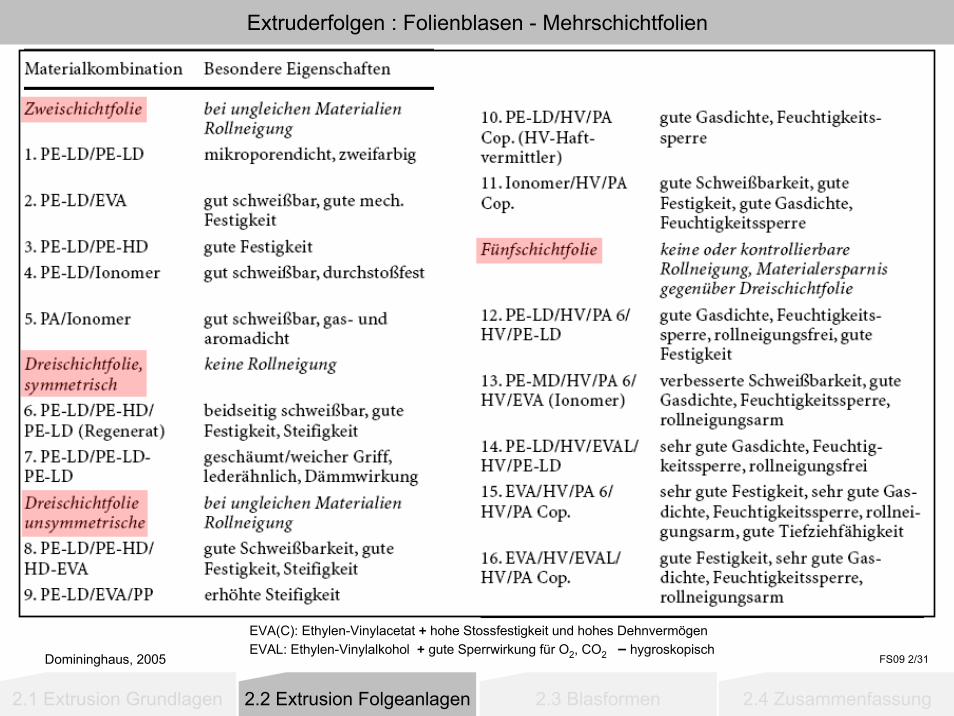
Extruderfolgen : Folienblasen - Mehrschichtfolien
Domininghaus, 2005
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/31
EVA(C): Ethylen-Vinylacetat + hohe Stossfestigkeit und hohes DehnvermögenEVAL: Ethylen-Vinylalkohol + gute Sperrwirkung für O2, CO2 – hygroskopisch
Extrusion: Zusammenfassung
Extruder• Einzug / Kompression / Homogenisierung • Pumpen: Schneckenkennlinie / Düsenkennlinie• Druckprofil: Begasen / Entgasen• ESE: Druckströmung, gute Mischwirkung• DSE, Gleichläufer: Schnellläufer, Compoundierung• DSE, Gegenläufer: Zwangsförderer, Langsamläufer, Profilextrusion
Düsen• axial ohne Kern: Stäbe, Profile, Platten• axial mit Kern: Rohre, Hohlprofile• umgelenkt mit Kern: Drahtummantelung, Folien, Blasformen
Produktequalität• Strangaufweitung: Kontrolle durch Abzug, Kalibrierung• Instabilitäten: Kontrolle über Durchsatz, Polymer, Zusätze,
Düsenlänge, Düsenoberfläche
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/32
Inhalt
• ExtrusionExtrudertypenKennfeldFolgeanlagen
• BlasformenExtrusionblasformenSpritz-Streckblasformen
FS09 2/33
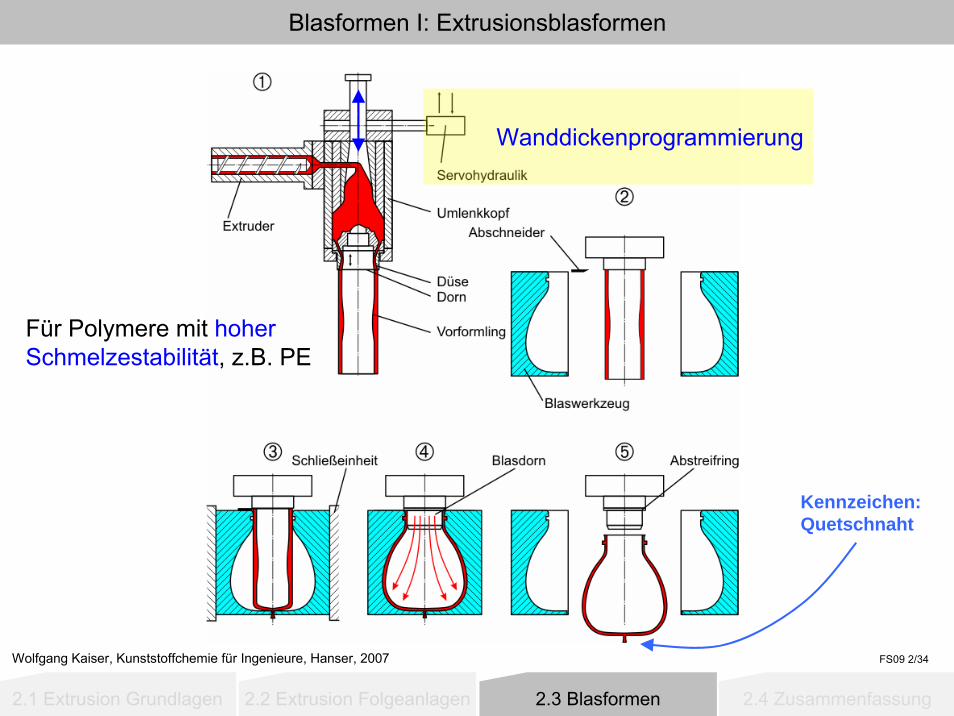
Blasformen I: Extrusionsblasformen
Wolfgang Kaiser, Kunststoffchemie für Ingenieure, Hanser, 2007
Wanddickenprogrammierung
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
Für Polymere mit hoherSchmelzestabilität, z.B. PE
FS09 2/34
Kennzeichen:Quetschnaht
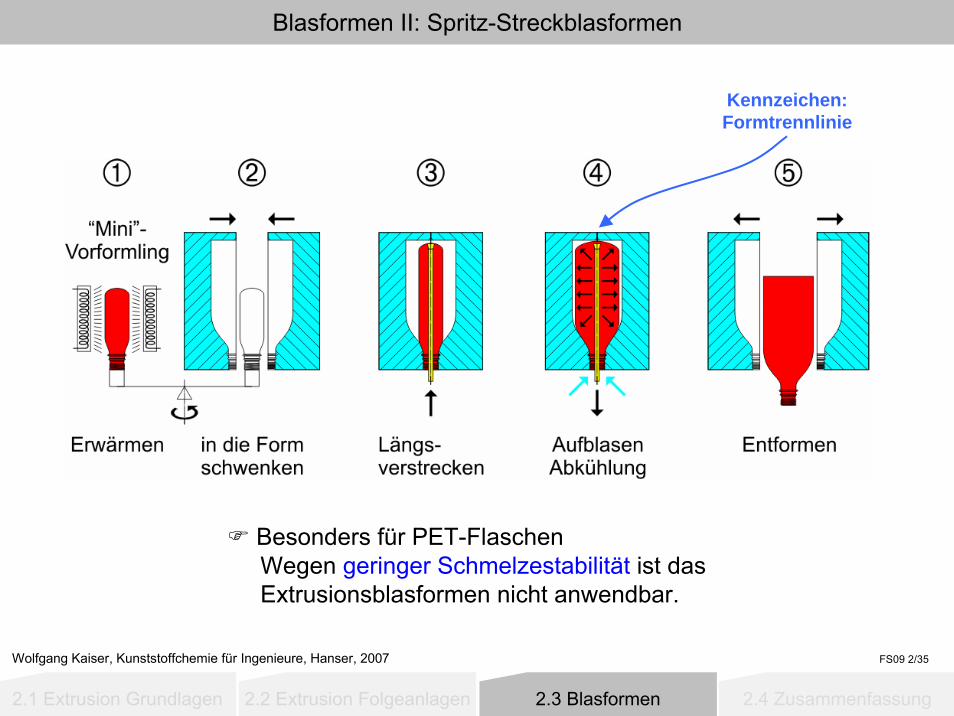
Blasformen II: Spritz-Streckblasformen
Wolfgang Kaiser, Kunststoffchemie für Ingenieure, Hanser, 2007
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
Besonders für PET-FlaschenWegen geringer Schmelzestabilität ist dasExtrusionsblasformen nicht anwendbar.
FS09 2/35
Kennzeichen:Formtrennlinie
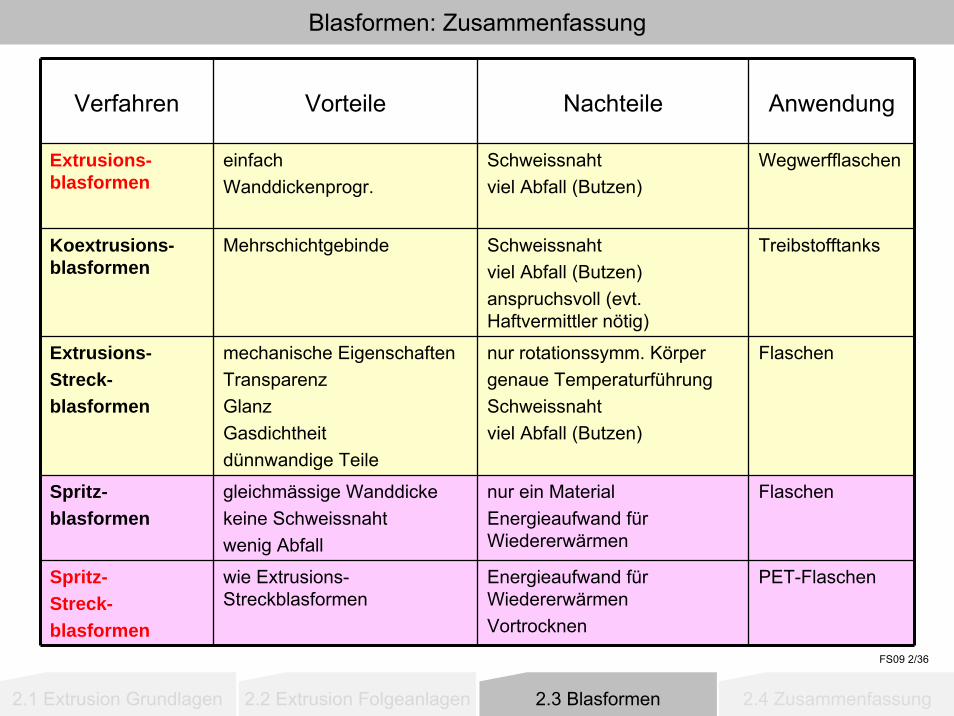
Blasformen: Zusammenfassung
Verfahren Vorteile Nachteile Anwendung
Extrusions-blasformen
einfachWanddickenprogr.
Schweissnahtviel Abfall (Butzen)
Wegwerfflaschen
Koextrusions-blasformen
Mehrschichtgebinde Schweissnahtviel Abfall (Butzen)anspruchsvoll (evt. Haftvermittler nötig)
Treibstofftanks
Extrusions-Streck-blasformen
mechanische EigenschaftenTransparenzGlanzGasdichtheitdünnwandige Teile
nur rotationssymm. Körpergenaue TemperaturführungSchweissnahtviel Abfall (Butzen)
Flaschen
Spritz-blasformen
gleichmässige Wanddickekeine Schweissnahtwenig Abfall
nur ein MaterialEnergieaufwand für Wiedererwärmen
Flaschen
Spritz-Streck-blasformen
wie Extrusions-Streckblasformen
Energieaufwand für WiedererwärmenVortrocknen
PET-Flaschen
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/36
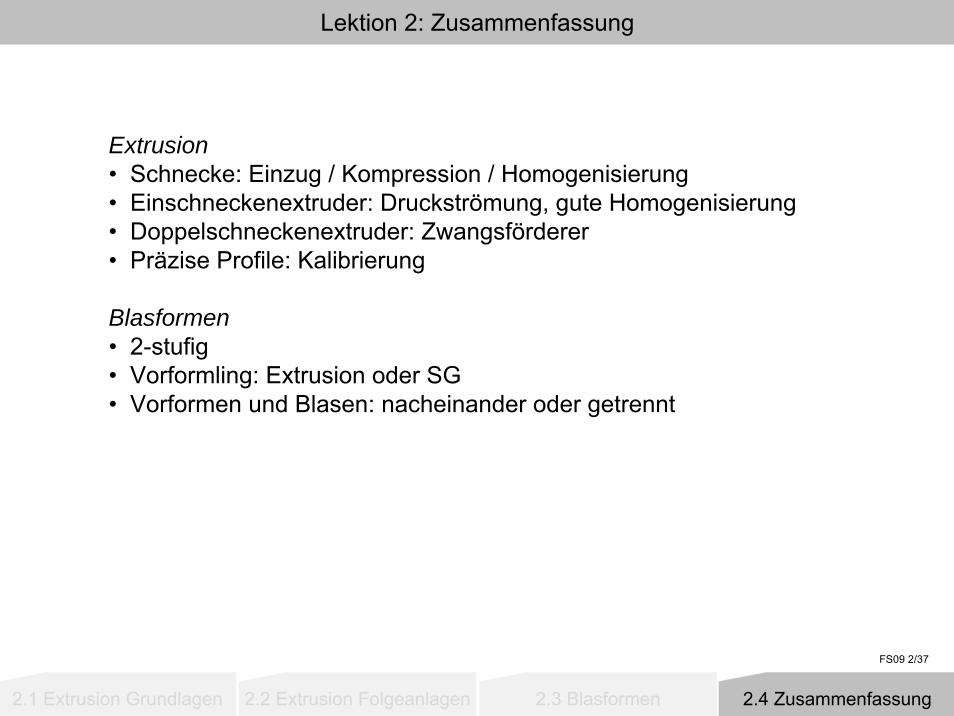
Extrusion• Schnecke: Einzug / Kompression / Homogenisierung• Einschneckenextruder: Druckströmung, gute Homogenisierung• Doppelschneckenextruder: Zwangsförderer• Präzise Profile: Kalibrierung
Blasformen• 2-stufig• Vorformling: Extrusion oder SG• Vorformen und Blasen: nacheinander oder getrennt
Lektion 2: Zusammenfassung
2.4 Zusammenfassung2.3 Blasformen2.2 Extrusion Folgeanlagen2.1 Extrusion Grundlagen
FS09 2/37