LPKF TechGuide PCB-Prototyping Seriennahe … · Fax +82 (31) 478 5988 E-Mail [email protected]...
40
LPKF TechGuide PCB-Prototyping Seriennahe Leiterplatten im eigenen Haus
Transcript of LPKF TechGuide PCB-Prototyping Seriennahe … · Fax +82 (31) 478 5988 E-Mail [email protected]...
LPKF TechGuide PCB-Prototyping Seriennahe Leiterplatten im eigenen Haus
Haben Sie Fragen zur Bestellung?Benötigen Sie technischen Service?
Hier finden Sie alle Informationen zu Vertrieb und Service.
Unsere kompetenten Mitarbeiter beraten Sie gerne.
Die LPKF AG verfügt über ein weltweites Vertriebsnetz. Eine Darstellung aller LPKF-Vertretungen finden Sie auf Seite 40.
Für weitere Informationen besuchen Sie bitte unsere Website www.lpkf.com.
Deutschland (LPKF Zentrale)Telefon +49 (5131) 7095-0Fax +49 (5131) 7095-90
E-Mail [email protected] [email protected]
Website www.lpkf.com
Nord-/ZentralamerikaTelefon +1 (503) 454-4200Fax +1 (503) 682-7151
E-Mail [email protected] [email protected]
Website www.lpkfusa.com
ChinaTelefon Vertrieb +86 (22) 2378-5318 Service +86 (22) 2378-5328Fax +86 (22) 2378-5398
E-Mail [email protected] Website www.lpkf.com
JapanTelefon +81 (3) 5439-5906Fax +81 (3) 5439-5908
E-Mail [email protected] Website www.lpkf.com
SüdkoreaTelefon +82 (31) 639 3660Fax +82 (31) 478 5988
E-Mail [email protected] Website www.lpkf.com
LPKF Vertrieb und Service
Weltweite LPKF-Vertretungen
www.lpkf.de/distributor
1
TechGuide
Vom Entwurf bis zum fertigen Prototypen vergehen nur wenige Stunden, ohne dass Entwurfsdaten das Haus verlassen. Darüber hinaus eignen sich die LPKF-Verfahren zur Inhouse-Produktion von Kleinserien – on demand. Prototyping von LPKF, das bedeutet: in kurzer Zeit auf umweltschonende Weise zuverlässige Ergebnisse und seriennahe Produktmuster.
Diese Technischen Informationen ergänzen den LPKF-Produktkatalog. Dieser Katalog ersetzt nicht die Handbücher zu den einzelnen Produkten. Beachten Sie die Sicherheitshinweise und gesetzlichen Bestimmungen.
Alle technischen Angaben und Prozessfolgen sind exemplarisch zu verstehen und können sich ohne vorherige Ankündigung ändern.
Wissen wie es geht ... Der TechGuide stellt die innovativen
Prototyping-Lösungen von LPKF vor, ganz praktisch mit vielen
Applikationen und Erläuterungen. Mit diesen umfassenden
Prototyping-Verfahren lassen sich Leiterplatten (PCBs) im eigenen
Haus seriennah fertigen.
Inhalt
Prozessschritte des PCB-Prototyping 2
Surface Mounted Technology (SMT) 3
Grundwissen Leiterplatten 4
LPKF Software 6
Leiterplatten strukturieren und bearbeiten 8
Laser-Mikromaterialbearbeitung 10
Leiterplattenstrukturierung mit dem LPKF ProtoLaser S4 12
Das Allzweckwerkzeug: der LPKF ProtoLaser U4 14
Leiterplattenstukturierung mit dem LPKF ProtoMat D104 16
Multilayer: Herstellen und Verpressen 18
Körnen, Bohren und Ausschneiden 20
Systeme zur Durchkontaktierung 21
Vergleich der Durchkontaktierungsverfahren 24
Lötstopplack und Bestückungsdruck 25
Lotpastendruck 26
SMD-Bestückung 27
Reflow-Löten 28
Applikationen 29
Fachbegriffe aus der Elektronik 32
Ihr LPKF-Kontakt weltweit 36
Impressum 37
2
Leiterplatten strukturierenDie Fräsbohrplotter der LPKF-ProtoMat-Serie setzen weltweit Standards in Präzision, Flexibili-tät und Bedienerfreundlichkeit. Die Geräte fräsen die Leiterplattenstruktur aus einem vollflächig beschichteten Basismaterial. Die LPKF-Fräsbohr-plotter verkürzen die Herstellungszeit von Leiter-platten-Prototypen und damit die Entwicklungszeit für neue Produkte erheblich. Hochgeschwindig-keitsspindeln mit Drehzahlen von 30 000 –100 000 U/min, eine mechanische Auflösung bis zu 0,25 μm (0,01 Mil) sowie die sehr hohe Wiederholgenauig-keit gewährleisten die Herstellung feinster Struk-turen auch bei HF- und Mikrowellenanwendungen. Bei mehrlagigen Leiterplatten und bei der Steck-montage von Elektronik-Bauteilen sind Bohrungen
erforderlich. Auch diese Bohrungen nehmen die LPKF ProtoMaten vor.
Wenn es um höchste Präzision geht, setzen Laser-systeme neue Maßstäbe: die LPKF ProtoLaser struk-turieren werkzeug- und berührungslos und sind für viele Substrate und leitende Beschichtungen bereits vorkonfiguriert. Mit ihren besonderen Fähigkeiten bei HF-Boards und Keramikmaterial sind diese Sys-teme weltweit einzigartig.
Im LPKF ProtoMat D104 wachsen beide Welten zusammen: Die mechanische Strukturierung wird durch ein zusätzliches Laserwerkzeug ergänzt, wenn einzelne Bereiche eine besonders hohe Präzision erfordern.
Prozessschritte des PCB-Prototyping
Von der Idee bis zum fertigen Produkt – nach dem Entwurf mit der Design-Software muss die
Leiterplatte physikalisch hergestellt werden. Im ersten Schritt erzeugt ein Fräsbohrplotter oder ein
Lasersystem die Leiterbahnen auf einem Basismaterial. Weitere Bearbeitungsschritte führen schnell
zur funktionsfähigen Leiterplatte.

3
Surface Mounted Technology (SMT)
Unter SMT versteht man ein Konstruktionsprinzip, bei dem winzige elektronische Bauteile direkt auf eine Lei-terplatte aufgebracht werden. Bei den Bauteilen handelt es sich um SMD (Surface Mounted Device), also ober-flächenmontierbare Elemente. Das SMT-Prototyping umfasst den Lotpastendruck sowie die SMD-Montage.
SMT-Prototyping im eigenen Unternehmen (inhouse) spart Zeit und trägt dazu bei, dass sensible Daten nicht unnötig Dritten zugänglich gemacht werden. Das SMT-Prototyping setzt ein präzise aufeinander abgestimmtes Produktionssystem voraus.
Bohren und Durchkontaktieren Ein Prozessschritt ist das Durchkontaktieren der Leiterplatte. Ein ProtoMat oder ProtoLaser bohrt Löcher in doppelseitige Leiterplatten oder Multi-layer. Die Durchkontaktierung kann je nach Einsatz-gebiet der Leiterplatten und der technischen Anfor-derungen galvanisch, mit einer Paste oder mit einer Niettechnik erfolgen. Für alle Verfahren bietet LPKF professionelle Systeme an.
MultilayerAuch komplette mehrlagige Schaltungen lassen sich in kürzester Zeit professionell herstellen. Mit der LPKF MultiPress S steht Entwicklern eine hochmo-derne Multilayer-Presse für die Inhouse-Fertigung zur Verfügung.
Leiterplatten herauslösen Das Heraustrennen der Leiterplatten aus dem Basis-material ist eine weitere Aufgabe, die von den LPKF-ProtoMaten übernommen wird. Eine oder mehrere Platinen werden auf einem Basismaterial angeord-net und mit einem Fräswerkzeug oder einem LPKF-ProtoLaser separiert.
LötstopplackBei SMT-Baugruppen ist der Einsatz von Lötstopp-lack häufig unverzichtbar. Das Aufbringen einer Lötstoppmaske auf die Leiterplatte vermeidet Kurz-schlüsse und Korrosion.
Bestückungsdruck Auch für die Beschriftung der Leiterplatte mit Bauteil bezeichnungen oder dem Logo des herstel-lenden Unternehmens bietet LPKF mit ProLegend eine umweltverträgliche und einfach zu hand-habende Lösung.
Lotpastenschablonen Auf alle zu bestückenden Pads wird eine SMD-Lot-paste mit Hilfe einer Lotpastenschablone (Stencil) aufgetragen. Schablonen für das Prototyping kön-nen mit einem LPKF ProtoMat oder einem Laser-system gefertigt werden. Der Druckvorgang erfolgt auf einem speziellen Schablonendrucker wie zum Beispiel dem LPKF ProtoPrint S.
SMD-BestückungDie Bestückung der Leiterplatte mit SMD-Bauteilen erfordert hohe Präzision. Für das PCB-Prototyping wird dazu ein halbautomatisches Bestückungs-system wie der LPKF ProtoPlace S benutzt, bei dem die exakte Positionierung der Elemente über ein Kamera system kontrolliert wird.
Reflow-Löten Der letzte Arbeitsschritt des SMT-Prototypings ist das Reflow-Löten. Das Lot auf der Leiterplatte wird in einem Reflow-Ofen mit einem vorgegebenen Temperaturprofil erhitzt. Dabei schmilzt die Lot-paste und verbindet Leiterplatte und Bauelemente.

4
Grundwissen Leiterplatten
Einseitige LeiterplattenDas Basismaterial einer einseitigen Leiterplatte besteht aus einem elektrisch isolierenden Substrat, das mit einem leitenden Material beschichtet ist. Verwendung finden vorwiegend Substrate wie FR4, einem glas-faserverstärkten Epoxidharz, und die leitende Schicht ist üblicher weise Kupfer. Der Kupferauftrag wird in Mikro metern (μm) oder in Unzen (oz – Unzen pro Qua-dratfuß) angegeben. Zumeist kommen Schichtstärken von 35 μm (1 oz) zum Einsatz. Für einige Anwendungs-fälle wird das Kupfer mit einem zusätzlichen Metall wie Nickel, Zinn oder Gold beschichtet (Oberflächenfinish). Das FR4-Substrat variiert in seiner Stärke zwischen 0,25 mm (10 Mil) und 3,125 mm (125 Mil). Am häufigs-ten kommt 0,8 mm (29 Mil) oder 1,6 mm (59 Mil) star-kes Basismaterial zum Einsatz.
Doppelseitige LeiterplattenBei doppelseitigen Leiterplatten wird neben der Ober-seite auch die Unterseite der Platine mit leitendem Material – in der Regel Kupfer – beschichtet. Für das Bohren und Fräsen von doppelseitigen Leiterplatten sind die LPKF-Fräsbohrplotter mit einem mechanischen Passersystem oder einer Kamera zur automatischen Positionserfassung ausgestattet. Damit wird sicherge-stellt, dass die Strukturen auf Ober- und Unterseite der doppelseitigen Leiterplatte genau zueinander passen. Die ProtoLaser-Systeme sind von Haus aus mit einem Vakuumtisch und einem Visionsystem ausgerüstet.
Die Leiterplatte ist nicht nur Träger von Elektronikbauteilen, sondern dient auch ihrer elek tro-
nischen Vernetzung durch Leiterbahnen, der Abschirmung gegen elektronische Felder oder der
Wärmeleitung. Mit zunehmender Komplexität müssen mehr Leiterbahnen und Bauteile auf gleichem
Raum untergebracht werden. Dafür bietet das Prototyping unterschiedliche technische Lösungen.
5
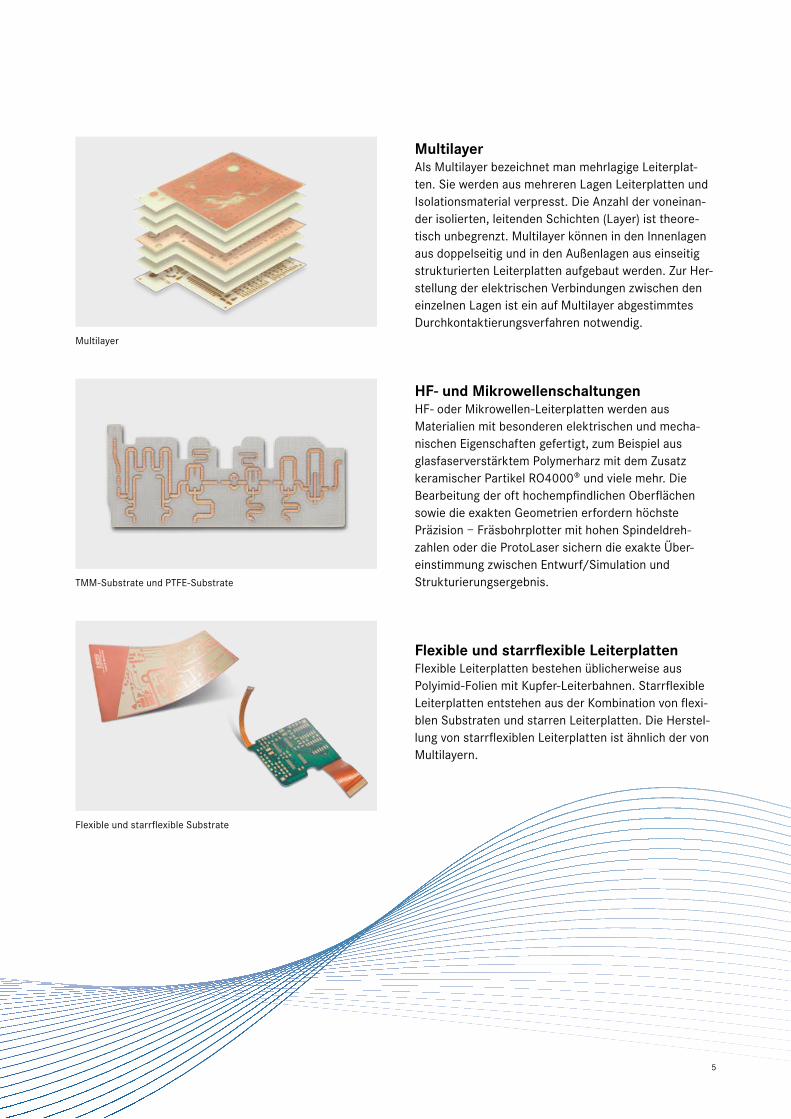
Multilayer Als Multilayer bezeichnet man mehrlagige Leiterplat-ten. Sie werden aus mehreren Lagen Leiterplatten und Isolationsmaterial verpresst. Die Anzahl der voneinan-der isolierten, leitenden Schichten (Layer) ist theore-tisch unbegrenzt. Multilayer können in den Innenlagen aus doppelseitig und in den Außenlagen aus einseitig strukturierten Leiterplatten aufgebaut werden. Zur Her-stellung der elektrischen Verbindungen zwischen den einzelnen Lagen ist ein auf Multilayer abgestimmtes Durchkontaktierungsverfahren notwendig.
HF- und Mikrowellenschaltungen HF- oder Mikrowellen-Leiterplatten werden aus Materialien mit besonderen elektrischen und mecha-nischen Eigenschaften gefertigt, zum Beispiel aus glasfaserverstärktem Polymerharz mit dem Zusatz keramischer Partikel RO4000® und viele mehr. Die Bearbeitung der oft hochempfindlichen Oberflächen sowie die exakten Geometrien erfordern höchste Präzision – Fräsbohrplotter mit hohen Spindeldreh-zahlen oder die ProtoLaser sichern die exakte Über-einstimmung zwischen Entwurf/Simulation und Strukturierungsergebnis.
Flexible und starrflexible LeiterplattenFlexible Leiterplatten bestehen üblicherweise aus Polyimid-Folien mit Kupfer-Leiterbahnen. Starrflexible Leiterplatten entstehen aus der Kombination von flexi-blen Substraten und starren Leiterplatten. Die Herstel-lung von starrflexiblen Leiterplatten ist ähnlich der von Multilayern.
Multilayer
TMM-Substrate und PTFE-Substrate
Flexible und starrflexible Substrate
6
LPKF-Software – Intelligenter Helfer beim Prototyping
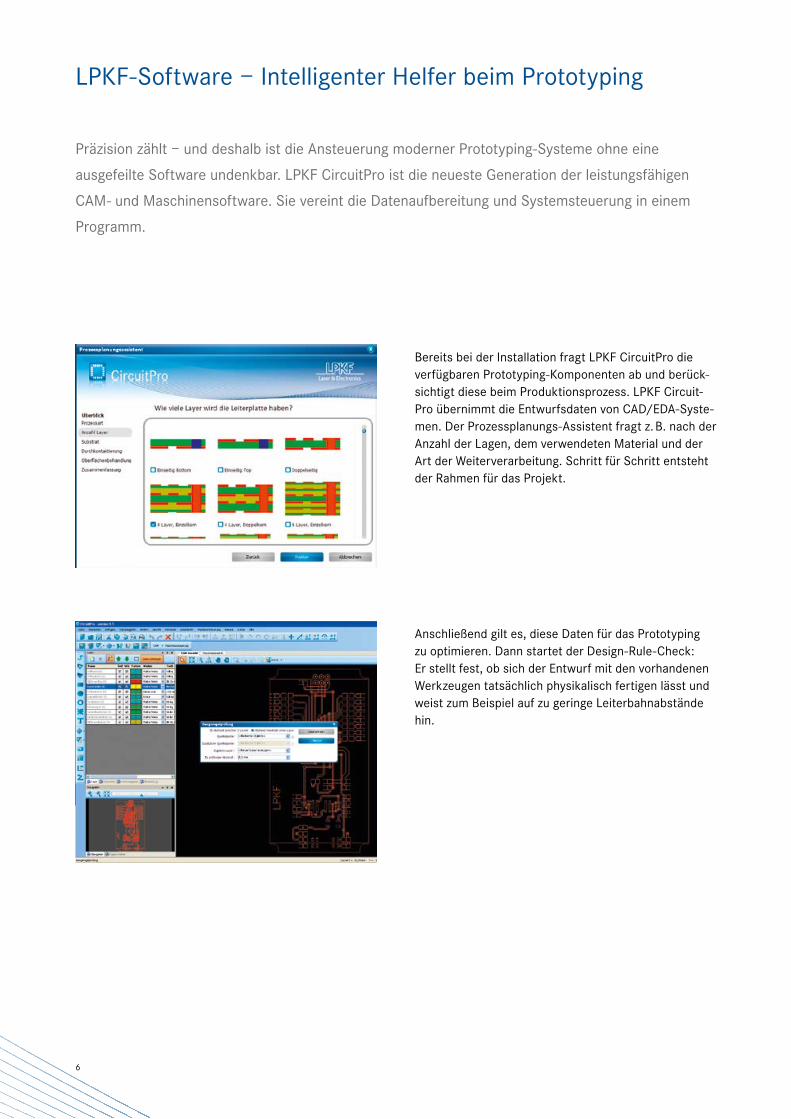
Bereits bei der Installation fragt LPKF CircuitPro die verfügbaren Prototyping-Komponenten ab und berück-sichtigt diese beim Produktionsprozess. LPKF Circuit-Pro übernimmt die Entwurfsdaten von CAD/EDA-Syste-men. Der Prozessplanungs-Assistent fragt z. B. nach der Anzahl der Lagen, dem verwendeten Material und der Art der Weiterverarbeitung. Schritt für Schritt entsteht der Rahmen für das Projekt.
Anschließend gilt es, diese Daten für das Prototyping zu optimieren. Dann startet der Design-Rule-Check: Er stellt fest, ob sich der Entwurf mit den vorhandenen Werkzeugen tatsächlich physikalisch fertigen lässt und weist zum Beispiel auf zu geringe Leiterbahnabstände hin.
Präzision zählt – und deshalb ist die Ansteuerung moderner Prototyping-Systeme ohne eine
ausgefeilte Software undenkbar. LPKF CircuitPro ist die neueste Generation der leistungsfähigen
CAM- und Maschinensoftware. Sie vereint die Datenaufbereitung und Systemsteuerung in einem
Programm.
7
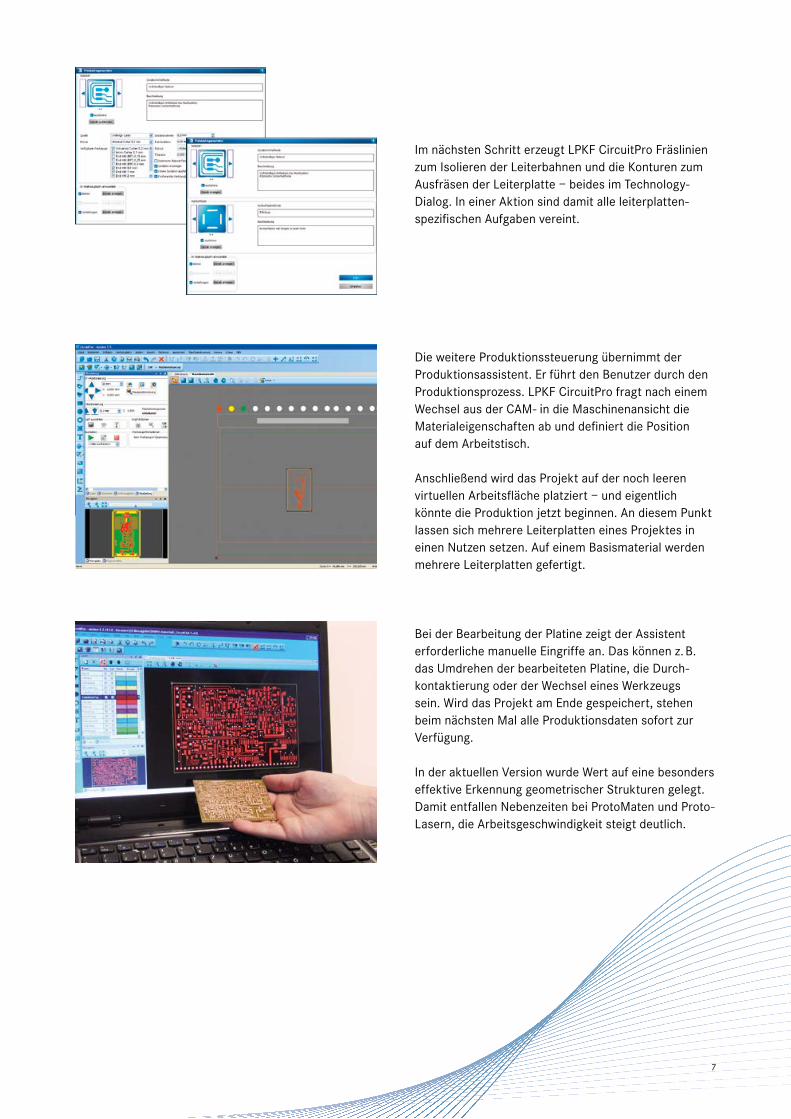
Die weitere Produktionssteuerung übernimmt der Produktionsassistent. Er führt den Benutzer durch den Produktionsprozess. LPKF CircuitPro fragt nach einem Wechsel aus der CAM- in die Maschinenansicht die Materialeigenschaften ab und definiert die Position auf dem Arbeitstisch.
Anschließend wird das Projekt auf der noch leeren virtuellen Arbeitsfläche platziert – und eigentlich könnte die Produktion jetzt beginnen. An diesem Punkt lassen sich mehrere Leiterplatten eines Projektes in einen Nutzen setzen. Auf einem Basismaterial werden mehrere Leiterplatten gefertigt.
Bei der Bearbeitung der Platine zeigt der Assistent erforderliche manuelle Eingriffe an. Das können z. B. das Umdrehen der bearbeiteten Platine, die Durch-kontaktierung oder der Wechsel eines Werkzeugs sein. Wird das Projekt am Ende gespeichert, stehen beim nächsten Mal alle Produktionsdaten sofort zur Verfügung.
In der aktuellen Version wurde Wert auf eine besonders effektive Erkennung geometrischer Strukturen gelegt. Damit entfallen Nebenzeiten bei ProtoMaten und Proto-Lasern, die Arbeitsgeschwindigkeit steigt deutlich.
Im nächsten Schritt erzeugt LPKF CircuitPro Fräslinien zum Isolieren der Leiterbahnen und die Konturen zum Ausfräsen der Leiterplatte – beides im Technology- Dialog. In einer Aktion sind damit alle leiterplatten-spezifischen Aufgaben vereint.
8
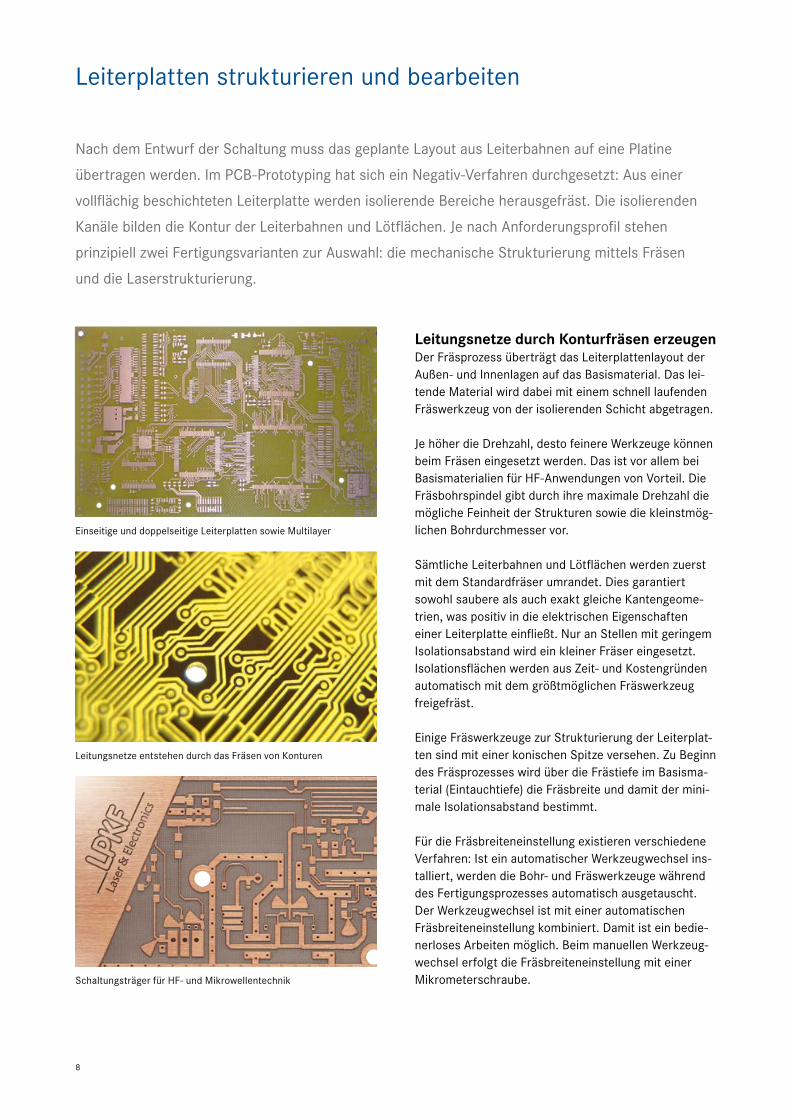
Leitungsnetze durch Konturfräsen erzeugenDer Fräsprozess überträgt das Leiterplattenlayout der Außen- und Innenlagen auf das Basismaterial. Das lei-tende Material wird dabei mit einem schnell laufenden Fräswerkzeug von der isolierenden Schicht abgetragen.
Je höher die Drehzahl, desto feinere Werkzeuge können beim Fräsen eingesetzt werden. Das ist vor allem bei Basismaterialien für HF-Anwendungen von Vorteil. Die Fräsbohrspindel gibt durch ihre maximale Drehzahl die mögliche Feinheit der Strukturen sowie die kleinstmög-lichen Bohrdurchmesser vor.
Sämtliche Leiterbahnen und Lötflächen werden zuerst mit dem Standardfräser umrandet. Dies garantiert sowohl saubere als auch exakt gleiche Kantengeome-trien, was positiv in die elektrischen Eigenschaften einer Leiterplatte einfließt. Nur an Stellen mit geringem Isolationsabstand wird ein kleiner Fräser eingesetzt. Isolationsflächen werden aus Zeit- und Kostengründen automatisch mit dem größtmöglichen Fräswerkzeug freigefräst.
Einige Fräswerkzeuge zur Strukturierung der Leiterplat-ten sind mit einer konischen Spitze versehen. Zu Beginn des Fräsprozesses wird über die Frästiefe im Basisma-terial (Eintauchtiefe) die Fräsbreite und damit der mini-male Isolationsabstand bestimmt.
Für die Fräsbreiteneinstellung existieren verschiedene Verfahren: Ist ein automatischer Werkzeugwechsel ins-talliert, werden die Bohr- und Fräswerkzeuge während des Fertigungsprozesses automatisch ausgetauscht. Der Werkzeugwechsel ist mit einer automatischen Fräsbreiteneinstellung kombiniert. Damit ist ein bedie-nerloses Arbeiten möglich. Beim manuellen Werkzeug-wechsel erfolgt die Fräsbreiteneinstellung mit einer Mikrometerschraube.
Leiterplatten strukturieren und bearbeiten
Einseitige und doppelseitige Leiterplatten sowie Multilayer
Leitungsnetze entstehen durch das Fräsen von Konturen
Schaltungsträger für HF- und Mikrowellentechnik
Nach dem Entwurf der Schaltung muss das geplante Layout aus Leiterbahnen auf eine Platine
übertragen werden. Im PCB-Prototyping hat sich ein Negativ-Verfahren durchgesetzt: Aus einer
vollflächig beschichteten Leiterplatte werden isolierende Bereiche herausgefräst. Die isolierenden
Kanäle bilden die Kontur der Leiterbahnen und Lötflächen. Je nach Anforderungsprofil stehen
prinzipiell zwei Fertigungsvarianten zur Auswahl: die mechanische Strukturierung mittels Fräsen
und die Laserstrukturierung.
9
Bei der Strukturierung von rein keramischen Schal-tungsträgern werden die leitenden Metallschichten mit hoher Laserenergie verdampft und nicht abge-löst. Dabei realisiert der Laser Isolationsabstände von 15 μm. Zum Bohren und Trennen von Platinen aus Laminaten empfiehlt sich die Kombination mit einem LPKF Proto Maten. Der neue ProtoLaser U4 kann bei-des: Er strukturiert laminierte Substrate und trennt sie anschließend aus größeren Boards heraus.
Der LPKF ProtoMat D104 ist eine Kombination aus mechanischem Bearbeitungssystem und dem Laser. Der Laser arbeitet nur durch Verdampfen, und er kommt nur in besonders feinen Bereichen zum Ein-satz. Dafür kann er Leiterplatten bohren, gravieren und trennen – eine ideale Kombination aus beiden Maschinengattungen.
Leistungsfähige MaschinensoftwareDie CAM-Software LPKF CircuitPro ist die Basis für eine einfache Handhabung der LPKF ProtoMaten und der ProtoLaser. Sie setzt die Entwürfe der gängigen Layout-Programme in Steuerdaten für die Strukturierungs- systeme um, lässt Optimierungen an Layout elementen zu und bietet Prüfroutinen. Das ermöglicht jedem Anwender die unkomplizierte Herstellung von Einzel-
stücken und Kleinserien. LPKF-Systeme sind ideal geeignet für Hochleistungs-, Analog-, Digital-, HF- und Mikrowellen-Anwendungen. Optionen wie ein Vakuum-tisch oder das Visionsystem erleichtern die Hand-habung zusätzlich und reduzieren die notwendigen Eingriffe des Anwenders auf ein Minimum.
Gesteuert wird der Wechsel über die Systemsoftware LPKF CircuitPro. In der Steuerungssoftware ist die Standzeit der verschiedenen Werkzeuge hinterlegt. Eine Warnmeldung weist auf einen anstehenden Werk-zeugwechsel hin. Die Schallschutzhauben der LPKF-Fräsbohrplotter minimieren die Geräuschemission. Sie gewährleisten zudem optimalen Arbeitsschutz in jeder Arbeitsumgebung.
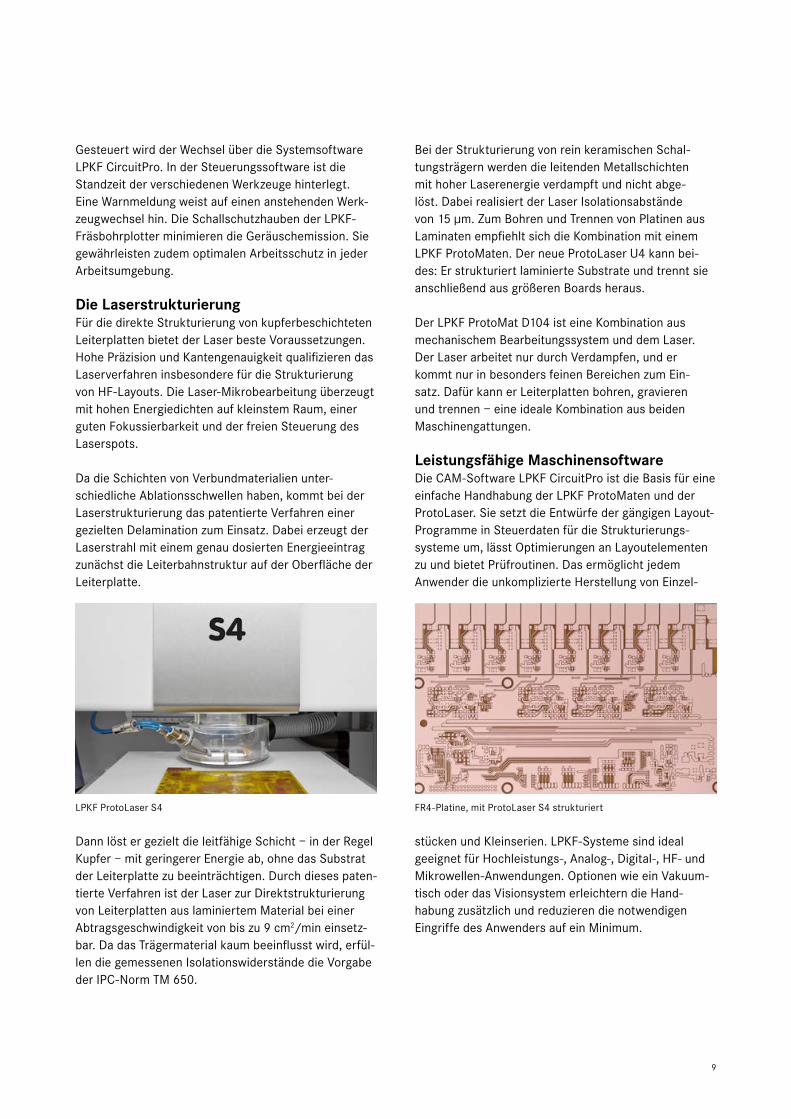
Die LaserstrukturierungFür die direkte Strukturierung von kupferbeschichteten Leiterplatten bietet der Laser beste Voraussetzungen. Hohe Präzision und Kantengenauigkeit qualifizieren das Laserverfahren insbesondere für die Strukturierung von HF-Layouts. Die Laser-Mikrobearbeitung überzeugt mit hohen Energiedichten auf kleinstem Raum, einer guten Fokussierbarkeit und der freien Steuerung des Laserspots.
Da die Schichten von Verbundmaterialien unter-schiedliche Ablationsschwellen haben, kommt bei der Laserstrukturierung das patentierte Verfahren einer gezielten Delamination zum Einsatz. Dabei erzeugt der Laserstrahl mit einem genau dosierten Energieeintrag zunächst die Leiterbahnstruktur auf der Oberfläche der Leiterplatte.
Dann löst er gezielt die leitfähige Schicht – in der Regel Kupfer – mit geringerer Energie ab, ohne das Substrat der Leiterplatte zu beeinträchtigen. Durch dieses paten-tierte Verfahren ist der Laser zur Direktstrukturierung von Leiterplatten aus laminiertem Material bei einer Abtragsgeschwindigkeit von bis zu 9 cm2/min einsetz-bar. Da das Trägermaterial kaum beeinflusst wird, erfül-len die gemessenen Isolationswiderstände die Vorgabe der IPC-Norm TM 650.
LPKF ProtoLaser S4 FR4-Platine, mit ProtoLaser S4 strukturiert
10
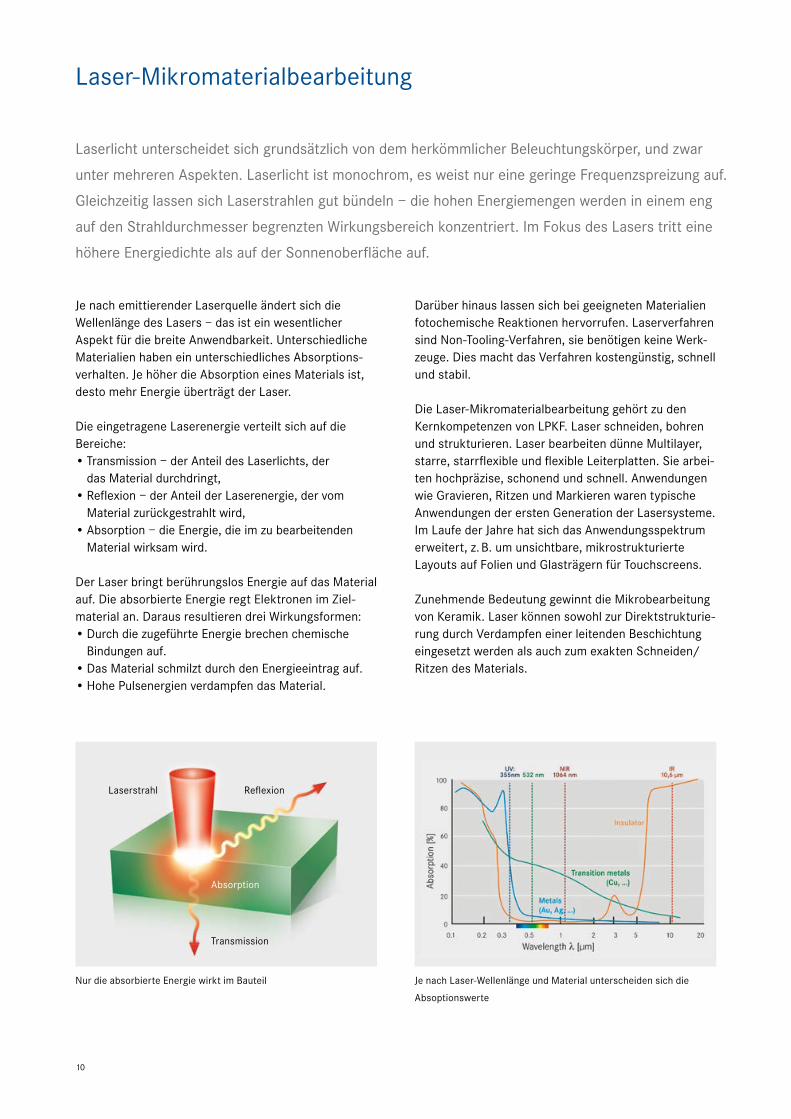
Je nach emittierender Laserquelle ändert sich die Wellen länge des Lasers – das ist ein wesentlicher Aspekt für die breite Anwendbarkeit. Unterschiedliche Materialien haben ein unterschiedliches Absorptions-verhalten. Je höher die Absorption eines Materials ist, desto mehr Energie überträgt der Laser.
Die eingetragene Laserenergie verteilt sich auf die Bereiche: Transmission – der Anteil des Laserlichts, der
das Material durchdringt, Reflexion – der Anteil der Laserenergie, der vom
Material zurückgestrahlt wird, Absorption – die Energie, die im zu bearbeitenden
Material wirksam wird.
Der Laser bringt berührungslos Energie auf das Material auf. Die absorbierte Energie regt Elektronen im Ziel-material an. Daraus resultieren drei Wirkungsformen: Durch die zugeführte Energie brechen chemische
Bindungen auf. Das Material schmilzt durch den Energieeintrag auf. Hohe Pulsenergien verdampfen das Material.
Darüber hinaus lassen sich bei geeigneten Materialien fotochemische Reaktionen hervorrufen. Laserverfahren sind Non-Tooling-Verfahren, sie benötigen keine Werk-zeuge. Dies macht das Verfahren kostengünstig, schnell und stabil.
Die Laser-Mikromaterialbearbeitung gehört zu den Kernkompetenzen von LPKF. Laser schneiden, b ohren und strukturieren. Laser bearbeiten dünne Multilayer, starre, starrflexible und flexible Leiterplatten. Sie arbei-ten hochpräzise, schonend und schnell. Anwendungen wie Gravieren, Ritzen und Markieren waren typische Anwendungen der ersten Generation der Lasersysteme. Im Laufe der Jahre hat sich das Anwendungsspektrum erweitert, z. B. um unsichtbare, mikrostrukturierte Layouts auf Folien und Glasträgern für Touchscreens.
Zunehmende Bedeutung gewinnt die Mikrobearbeitung von Keramik. Laser können sowohl zur Direktstrukturie-rung durch Verdampfen einer leitenden Beschichtung eingesetzt werden als auch zum exakten Schneiden/Ritzen des Materials.
Laser-Mikromaterialbearbeitung
Nur die absorbierte Energie wirkt im Bauteil
Laserlicht unterscheidet sich grundsätzlich von dem herkömmlicher Beleuchtungskörper, und zwar
unter mehreren Aspekten. Laserlicht ist monochrom, es w eist nur eine geringe Frequenzspreizung auf.
Gleichzeitig lassen sich Laserstrahlen gut bündeln – die hohen Energiemengen werden in einem eng
auf den Strahldurchmesser begrenzten Wirkungsbereich konzentriert. Im Fokus des Lasers tritt eine
höhere Energiedichte als auf der Sonnenoberfläche auf.
Transmission
ReflexionLaserstrahl
Absorption
AbsorptionslinienJe nach Laser-Wellenlänge und Material unterscheiden sich die
Absoptionswerte

11
LPKF ProtoLaser S4Der LPKF ProtoLaser S4 steht für effizientes Proto-typing von komplexen Digital- und Analogschaltungen, HF- und Mikrowellenleiterplatten bis zu einer Größe von 229 mm x 305 mm (9” x 12”). Das System ist anwend-bar bei nichtlaminierten und laminierten Leiterplat-ten. Der ProtoLaser S4 strukturiert ein Layout von der Größe DIN A4 in knapp 20 Minuten.
Mit einer Laserquelle im Bereich des grünen, sichtbaren Lichts ist dieser Laborlaser insbesondere für die hoch-präzise PCB-Bearbeitung optimiert.
LPKF ProtoLaser U4 Der LPKF ProtoLaser U4 ist mit einem UV-Laser ausge-stattet. Dieser Laser eignet sich aufgrund seiner hohen Strahlqualität und seines Absorptionsverhaltens für zahlreiche Aufgaben.
Durch die spezifische Wellenlänge des UV-Lasers kann der ProtoLaser U4 Materialien in einem Arbeitsgang strukturieren, gravieren und trennen. Dieses Laser-system ist im unteren Leistungsbereich stabilisiert, so dass sich auch dünne und organische Schichten mit minimalem thermischen Eintrag bearbeiten lassen.

12
Der Laser arbeitet zunächst die Konturen des Schalt-kreises aus und delaminiert die Kupferschicht. Das überflüssige Kupfer löst sich flächig ab. In diesem Modus strukturiert der ProtoLaser S4 ein komplexes Musterlayout in DIN-A4-Größe in knapp 20 Minuten.
Laserstrukturieren von keramischen Schaltungsträgern Bei rein keramischen Schaltungsträgern ohne Klebe-schicht zwischen Leitermaterial und Substrat nutzt der ProtoLaser S4 ein alternatives Verfahren. Ein hochener-getischer Laserstrahl verdampft das getroffene Material innerhalb von Sekundenbruchteilen. Das keramische Trägermaterial bleibt infolge seiner Temperaturresistenz unversehrt. Auf solchem Material lassen sich Isolations-abstände von 15 μm und Leiterbahnbreiten von 50 μm realisieren.
Auch bei Anwendungen in der Leistungselektronik muss der ProtoLaser S4 nicht passen. Durch Verdamp-fen lassen sich auch Dickschichtplatinen strukturie-ren: Der Laserstrahl wird mehrfach über eine Position geführt, bis die leitende Schicht entfernt ist.
Prototyping in einer anderen DimensionDer ProtoLaser S4 beherrscht die beiden Strukturie-rungsverfahren der Delamination und des Verdampfens und ist damit weitgehend unabhängig von der Art des Substratmaterials. Die Prozesssteuerung erlaubt die Bearbeitung von kupferbeschichtetem FR4-Material ebenso wie von aluminiumbeschichteten PET-Folien. Selbst Thermoplaste wie PTFE sowie keramisch gefüllte und rein keramische Substrate aus der HF-Technik eignen sich als Trägermaterialien. Auf keramischem Material lassen sich Leiterbahnbreiten von 50 μm und Abstände von 15 μm bei exakten Geometrien erzeugen. Mit seiner hohen Präzision und Kantengenauigkeit em pfiehlt sich der ProtoLaser S4 überall dort, wo es auf präzise, steile Flanken ankommt. Die Reprodu-zierbarkeit der Ergebnisse übertrifft mechanische, werkzeuggebundene und chemische Verfahren. Das berührungslose Laserverfahren entfaltet seine Stär-ken insbesondere bei flexiblen und empfindlichen Materialien.
Laserstrukturieren von laminierten Leiterplatten Bei laminierten Leiterplatten kommt beim LPKF P roto Laser S4 ein patentiertes Verfahren zum Einsatz.
Leiterplattenstrukturierung mit dem LPKF ProtoLaser S4
Der ProtoLaser S4 überträgt Schaltungslayouts in bislang unerreichter Geschwindigkeit und Präzision
auf die Leiterplatte. Es ist das einzige Lasersystem, das sich auch für die direkte Strukturierung
laminierter Substrate eignet. Das kompakte System strukturiert Leiterplatten bis zu einer maximalen
Layoutgröße von 229 mm x 305 mm (9” x 12”). Der LPKF ProtoLaser S4 arbeitet im Bereich des grünen
sichtbaren Lichts (532 nm). Damit generiert er komplette Layouts auf Leiterplatten ohne Chemie.
13
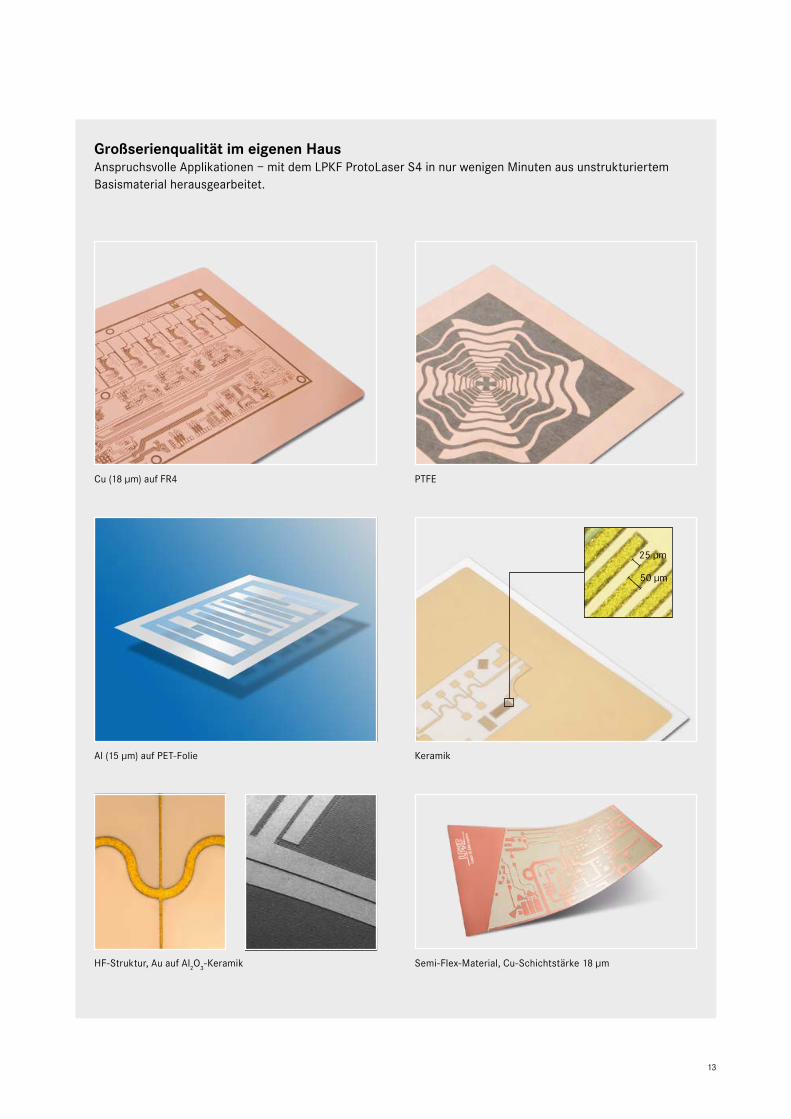
Cu (18 μm) auf FR4 PTFE
KeramikAl (15 μm) auf PET-Folie
HF-Struktur, Au auf Al2O
3-Keramik Semi-Flex-Material, Cu-Schichtstärke 18 μm
25 μm
50 μm
Großserienqualität im eigenen HausAnspruchsvolle Applikationen – mit dem LPKF ProtoLaser S4 in nur wenigen Minuten aus unstrukturiertem Basismaterial herausgearbeitet.
14
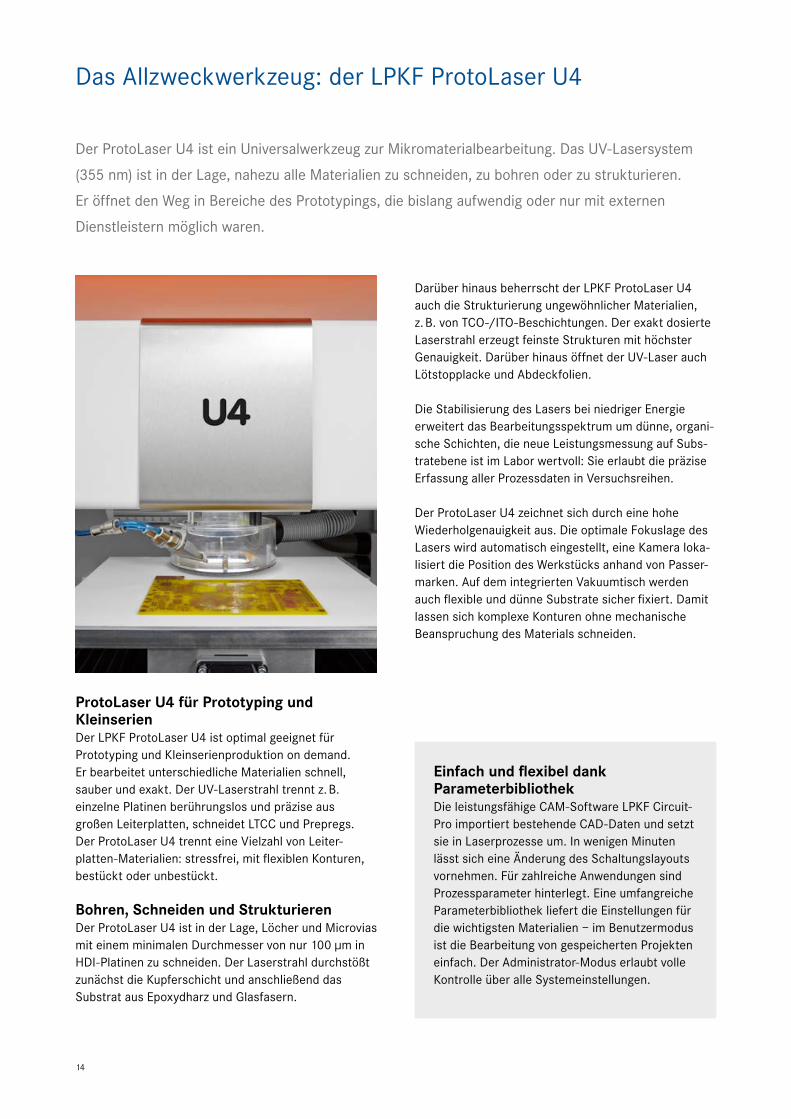
Darüber hinaus beherrscht der LPKF ProtoLaser U4 auch die Strukturierung ungewöhnlicher Materialien, z. B. von TCO-/ITO-Beschichtungen. Der exakt dosierte Laserstrahl erzeugt feinste Strukturen mit höchster Genauigkeit. Darüber hinaus öffnet der UV-Laser auch Lötstopplacke und Abdeckfolien.
Die Stabilisierung des Lasers bei niedriger Energie erweitert das Bearbeitungsspektrum um dünne, organi-sche Schichten, die neue Leistungsmessung auf Subs-tratebene ist im Labor wertvoll: Sie erlaubt die präzise Erfassung aller Prozessdaten in Versuchsreihen.
Der ProtoLaser U4 zeichnet sich durch eine hohe Wiederholgenauigkeit aus. Die optimale Fokuslage des Lasers wird automatisch eingestellt, eine Kamera loka-lisiert die Position des Werkstücks anhand von Passer-marken. Auf dem integrierten Vakuumtisch werden auch flexible und dünne Substrate sicher fixiert. Damit lassen sich komplexe Konturen ohne mechanische Beanspruchung des Materials schneiden.
ProtoLaser U4 für Prototyping und KleinserienDer LPKF ProtoLaser U4 ist optimal geeignet für Prototyping und Kleinserienproduktion on demand. Er bearbeitet unterschiedliche Materialien schnell, sauber und exakt. Der UV-Laserstrahl trennt z. B. einzelne Platinen berührungslos und präzise aus großen Leiterplatten, schneidet LTCC und Prepregs. Der ProtoLaser U4 trennt eine Vielzahl von Leiter-platten-Materialien: stressfrei, mit flexiblen Konturen, bestückt oder unbestückt.
Bohren, Schneiden und Strukturieren Der ProtoLaser U4 ist in der Lage, Löcher und Microvias mit einem minimalen Durchmesser von nur 100 μm in HDI-Platinen zu schneiden. Der Laserstrahl durchstößt zunächst die Kupferschicht und anschließend das Sub strat aus Epoxydharz und Glasfasern.
Das Allzweckwerkzeug: der LPKF ProtoLaser U4
Der ProtoLaser U4 ist ein Universalwerkzeug zur Mikromaterialbearbeitung. Das UV-Lasersystem
(355 nm) ist in der Lage, nahezu alle Materialien zu schneiden, zu bohren oder zu strukturieren.
Er öffnet den Weg in Bereiche des Prototypings, die bislang aufwendig oder nur mit externen
Dienstleistern möglich waren.
Einfach und flexibel dank Parameter bibliothek Die leistungsfähige CAM-Software LPKF Circuit-Pro importiert bestehende CAD-Daten und setzt sie in Laserprozesse um. In wenigen Minuten lässt sich eine Änderung des Schaltungs layouts vornehmen. Für zahlreiche Anwendungen sind Prozess parameter hinterlegt. Eine umfangreiche Parameterbibliothek liefert die Einstellungen für die wichtigsten Materialien – im Benutzermodus ist die Bearbeitung von gespeicherten Projekten einfach. Der Administrator-Modus erlaubt volle Kontrolle über alle Systemeinstellungen.
15
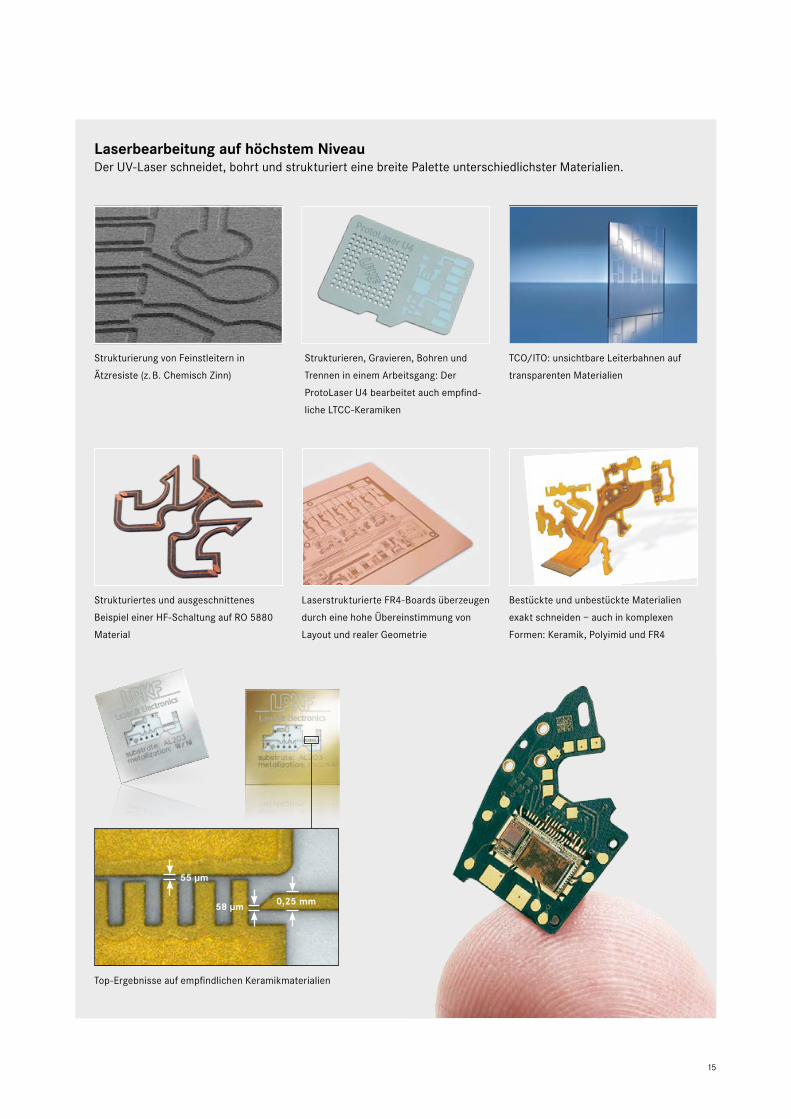
Strukturierung von Feinstleitern in
Ätz resiste (z. B. Chemisch Zinn)
Top-Ergebnisse auf empfindlichen Keramikmaterialien
Strukturiertes und ausgeschnittenes
Beispiel einer HF-Schaltung auf RO 5880
Material
Laserstrukturierte FR4-Boards über zeugen
durch eine hohe Übereinstimmung von
Layout und realer Geometrie
Bestückte und unbestückte Materialien
exakt schneiden – auch in komplexen
Formen: Keramik, Polyimid und FR4
Strukturieren, Gravieren, Bohren und
Trennen in einem Arbeitsgang: Der
Proto Laser U4 bearbeitet auch empfind-
liche LTCC-Keramiken
TCO/ITO: unsichtbare Leiterbahnen auf
transparenten Materialien
Laserbearbeitung auf höchstem NiveauDer UV-Laser schneidet, bohrt und strukturiert eine breite Palette unterschiedlichster Materialien.

16
Leiterplattenstukturierung mit dem LPKF ProtoMat D104
Um es vorweg zu schicken: Der UV-Laser in diesem System kann mit den reinen Lasersystemen nicht mit-halten. Er verfügt über eine geringe Leistung, und auch die kostspielige Scanner-Optik ist nicht mit an Bord. Was er leistet: Er reduziert die Werkzeugkosten bei besonders feinen Strukturen deutlich, weil die Stand-zeiten feiner Werkzeuge begrenzt sind. Darüber hinaus erhöht er die Präzision beträchtlich und erzeugt geo-metrisch optimale Leiterzüge. Das ist wichtig für Feinst-leiteranwendungen, digitale und HF-Schaltungen.
Die ProtoLaser können den Laserstrahl dank Scanner-Optik blitzschnell über das Material führen. Beim ProtoMat D104 wird die Laserspur durch Kopf- und Tischbewegungen erreicht, ohne die Präzision zu be einträchtigen.
Eigentlich ist der ProtoMat D104 in erster Linie ein ProtoMat für die mechanische Bearbeitung von
Leiterplattenmaterialien. Aber er verfügt über ein einzigartiges Zusatzwerkzeug: einen UV-Laser.
Damit ist der ProtoMat D104 ein Hybrid zwischen Laser und Fräsbohrplotter. Er vereint deren
Möglichkeiten in einem kostengünstigen System.
HF-Strukturen nacharbeitenMit einer speziellen Bearbeitungsroutine erhöht sich der Durchsatz des LPKF ProtoMat D104 bei großen, hochpräzisen Schaltungselementen. Zunächst werden die Konturen der Schaltung mit dem UV-Laser frei-gestellt. Anschließend lassen sich die größeren Isolationsstrukturen mit herkömmlichen Fräswerkzeugen herausarbeiten. Gegebenenfalls wird bei engen Layouts zur Sicherheit eine weitere Isolation mit dem UV- Laser durchgeführt.
Dies gilt auch für spitze Winkel im Layout. Während die Radienfähigkeit eines Fräsers auf den halben Durch messer begrenzt ist, kommt der nur 15 μm feine Laserstrahl bis eng in alle Ecken.
Erster Schritt: feine Geometrie mit dem
UV-Laser freistellen
Anschließend größere Flächen mit Fräs-
technik bearbeiten (Kupfer ausräumen)
Ein im Prototyping hergestellter HF-Filter
Auf Keramikmaterial erzielt der D104-Laser eine mechanische Auflösung von 50 μm Linie, 15 μm Abstand (65 μm Pitch).
In der Praxis bedeutet dies, dass der ProtoMat D104 die benötigten Werkzeuge automatisch wählt. Jede Strukturierungsaufgabe, die eine feinere mechanische Aufl ösung erfordert als die installierten Fräser bieten, erfolgt automatisch mit dem Laser. Das gilt natürlich für Strukturen kleiner als 100 μm, weil feinere Werk-zeuge nicht verfügbar sind. Ist aber nur ein 200 μm Fräswerkzeug im Werkzeugmagazin, werden auch 150-μm-Strukturen vom Laser angelegt. Ein integrier-tes Visionsystem sorgt dafür, dass Laserlinien und her-kömmliche Strukturen nahtlos ineinander übergehen.
17
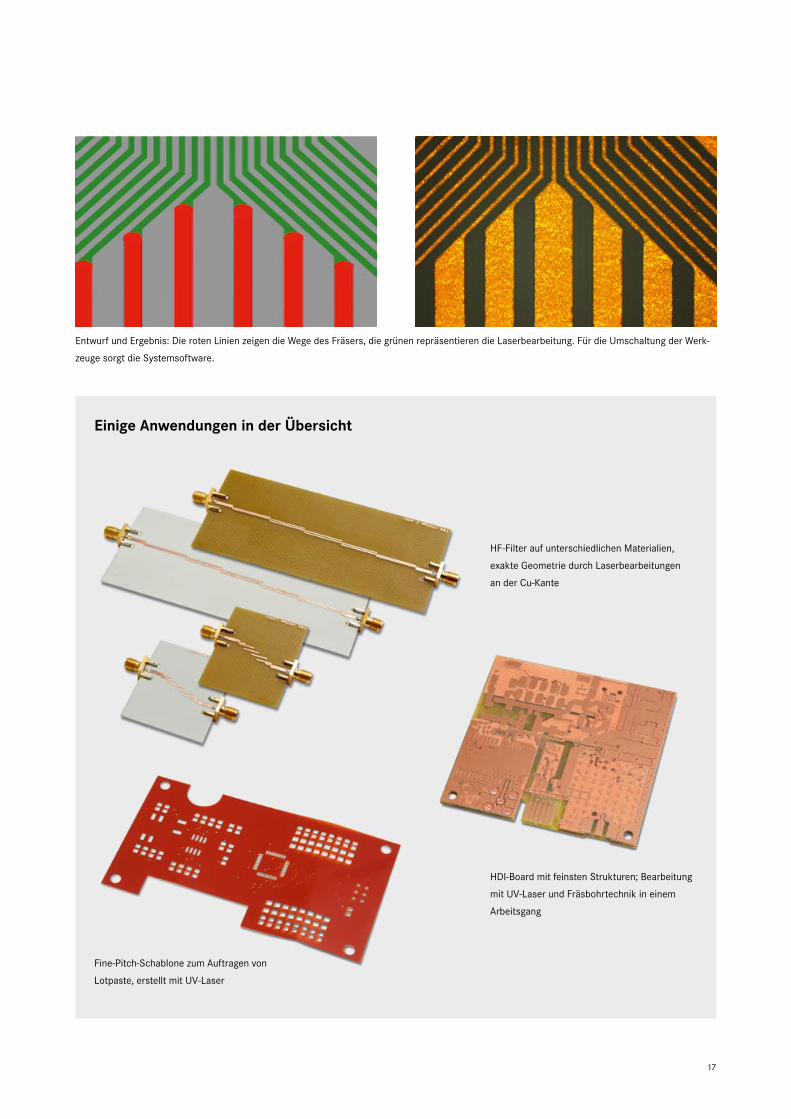
Entwurf und Ergebnis: Die roten Linien zeigen die Wege des Fräsers, die grünen repräsentieren die Laserbearbeitung. Für die Umschaltung der Werk-
zeuge sorgt die Systemsoftware.
HF-Filter auf unterschiedlichen Materialien,
exakte Geometrie durch Laserbearbeitungen
an der Cu-Kante
Einige Anwendungen in der Übersicht
Fine-Pitch-Schablone zum Auftragen von
Lotpaste, erstellt mit UV-Laser
HDI-Board mit feinsten Strukturen; Bearbeitung
mit UV-Laser und Fräsbohrtechnik in einem
Arbeitsgang

18
Eine Leiterplatte aus mehreren Schichten Ein Multilayer besteht aus mehreren Schichten, die zu einer Leiterplatte verpresst werden. Die Außenlagen eines Multilayers bestehen oft aus einseitig struk-turierten Leiterplatten, die Innenlagen aus doppel-seitig beschichtetem Material. Zwischen den leitenden Ebenen werden isolierende Schichten, sogenannte P repregs, eingefügt.
Multilayer: Herstellen und Verpressen
Multilayer sind Leiterplatten mit m ehreren Lagen, die jede für sich leitfähige Strukturen
aufweisen. Die Herstellung erfolgt in drei S chritten: Strukturieren der einzelnen Lagen, Pressen
und Durchkontaktieren.
Die Außenlagen der Leiterplatte, Toplayer und Bottom-layer, werden mit den Innenlagen unter Wärme und Druck verpresst. Pressbleche und -polster sorgen für die optimale Druckverteilung in der Pressform. Beim Verpressen wird das Harz der Prepregs durch die hohe Temperatur flüssig und sorgt für eine optimale Verbindung.
Layer 1
Layer 4
2x Prepreg
2x Prepreg
Druckplatte
Druckplatte
Registrierstifte
Layer 2 & 3
Layer 1
Layer 6
2x Prepreg
2x Prepreg
Druckplatte
Druckplatte
Registrierstifte
Layer 2 & 3
2x Prepreg
Layer 4 & 5
4-Lagen-Multilayer
6-Lagen-Multilayer

19
Beim Verpressen dürfen keine Lufteinschlüsse ent-stehen. Dazu ist es notwendig, mit dem richtigen Pressdruck und einem passenden Temperaturprofil zu arbeiten, je nach Materialien und Lagenanzahl. Die Presstemperatur eines Standard-Multilayers liegt bei ca. 180 °C (355 °F). Bei der LPKF MultiPress S mit automatischer Hydraulik durchlaufen die Multilayer die verschiedenen Heiz- und Pressphasen eines Prozess-profils automatisch.
Die Art der Durchkontaktierung hat Einfluss auf die Reihenfolge der Strukturierung. Das Strukturieren der Außenlagen erfolgt beim chemiefreien Durchkon-taktieren vor dem Verpressen, bei der galvanischen Durchkontaktierung erst danach. Die Innenlagen eines Multilayers müssen vor dem Verpressen in jedem Fall strukturiert worden sein.
Bis zu acht Lagen im Haus: LPKF Prototyping
Achtlagige Multilayer mit der LPKF MultiPress S Die LPKF MultiPress S verpresst bis zu achtlagige M ultilayer aus starren, starrflexiblen oder flexiblen Basismaterialien. Eine gleichmäßige Druckverteilung über die gesamte Pressfläche von 229 mm x 305 mm (9” x 12”) sorgt für den homogenen Materialverbund. Die LPKF Multi Press S speichert bis zu neun verschie-dene Zeit-, Temperatur- und Druckprofile, die über das LC-Display menügeführt abgerufen werden. Standard-profile für gängige Leiterplattenmaterialien sind werk-seitig hinterlegt. Spezielle Prozessprofile gewährleisten auch das Verpressen von empfindlichen HF-Materialien, die eine Presstemperatur von rund 230 °C (445 °F) benötigen. Die LPKF MultiPress S erzielt durch kurze Aufheizzeiten bei Temperaturen bis 250 °C (490 °F)sowie durch kurze Abkühlphasen optimale Ergebnisse.
LPKF MultiPress S
20
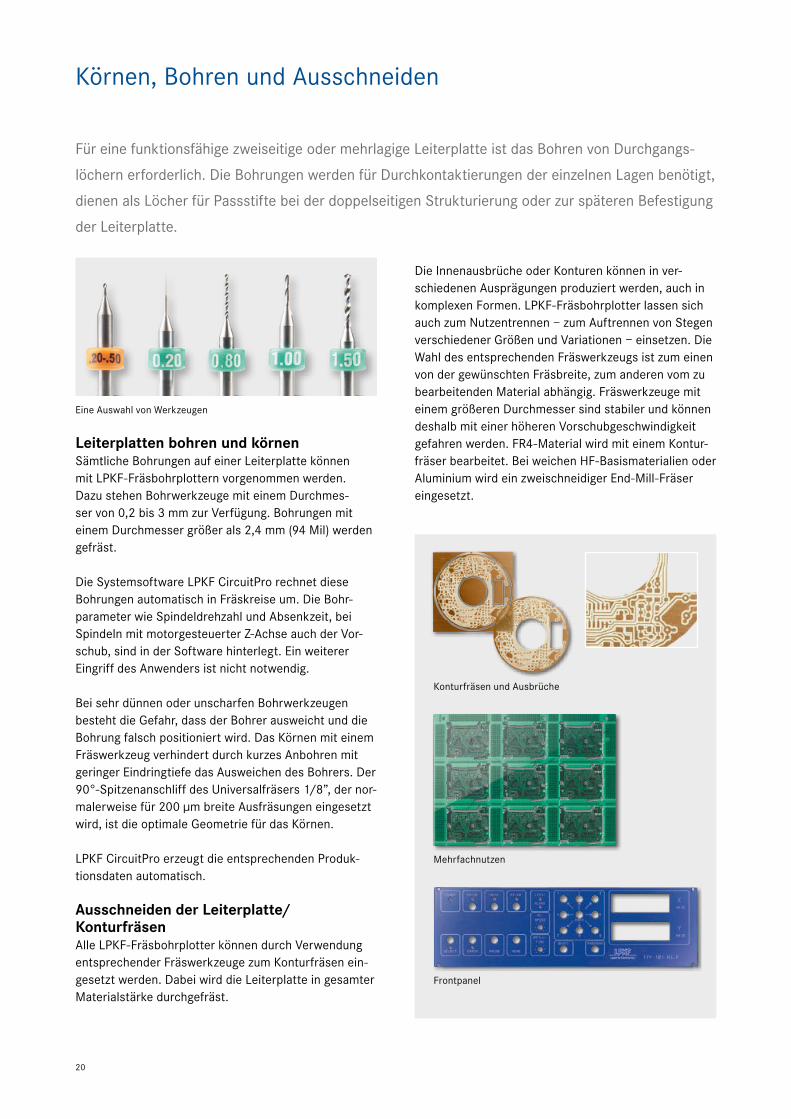
Die Innenausbrüche oder Konturen können in ver-schiedenen Aus prägungen produziert werden, auch in komplexen Formen. LPKF-Fräsbohrplotter lassen sich auch zum Nutzentrennen – zum Auftrennen von Stegen verschiedener Größen und Variationen – einsetzen. Die Wahl des entsprechenden Fräswerkzeugs ist zum einen von der gewünschten Fräsbreite, zum anderen vom zu bearbeitenden Material abhängig. Fräswerkzeuge mit einem größeren Durchmesser sind stabiler und können deshalb mit einer höheren Vorschubgeschwindigkeit gefahren werden. FR4-Material wird mit einem Kontur-fräser bearbeitet. Bei weichen HF-Basismaterialien oder Aluminium wird ein zweischneidiger End-Mill-Fräser eingesetzt.
Leiterplatten bohren und körnenSämtliche Bohrungen auf einer Leiterplatte können mit LPKF-Fräsbohrplottern vorgenommen werden. Dazu stehen Bohrwerkzeuge mit einem Durchmes-ser von 0,2 bis 3 mm zur Verfügung. Bohrungen mit einem Durchmesser größer als 2,4 mm (94 Mil) werden gefräst.
Die Systemsoftware LPKF CircuitPro rechnet diese Bohrungen automatisch in Fräskreise um. Die Bohr-parameter wie Spindeldrehzahl und Absenkzeit, bei Spindeln mit motorgesteuerter Z-Achse auch der Vor-schub, sind in der Software hinterlegt. Ein weiterer Eingriff des Anwenders ist nicht notwendig.
Bei sehr dünnen oder unscharfen Bohrwerkzeugen besteht die Gefahr, dass der Bohrer ausweicht und die Bohrung falsch positioniert wird. Das Körnen mit einem Fräswerkzeug verhindert durch kurzes Anbohren mit geringer Eindringtiefe das Ausweichen des Bohrers. Der 90°-Spitzenanschliff des Universalfräsers 1/8”, der nor-malerweise für 200 μm breite Ausfräsungen eingesetzt wird, ist die optimale Geometrie für das Körnen.
LPKF CircuitPro erzeugt die entsprechenden Produk-tionsdaten automatisch.
Ausschneiden der Leiterplatte/KonturfräsenAlle LPKF-Fräsbohrplotter können durch Ver wendung entsprechender Fräswerkzeuge zum Konturfräsen ein-gesetzt werden. Dabei wird die Leiterplatte in gesamter Materialstärke durchgefräst.
Körnen, Bohren und Ausschneiden
Eine Auswahl von Werkzeugen
Konturfräsen und Ausbrüche
Mehrfachnutzen
Frontpanel
Für eine funktionsfähige zweiseitige oder mehrlagige Leiterplatte ist das Bohren von Durchgangs-
löchern erforderlich. Die Bohrungen werden für Durchkontaktierungen der einzelnen Lagen benötigt,
dienen als Löcher für Passstifte bei der doppelseitigen Strukturierung oder zur späteren Befestigung
der Leiterplatte.
21
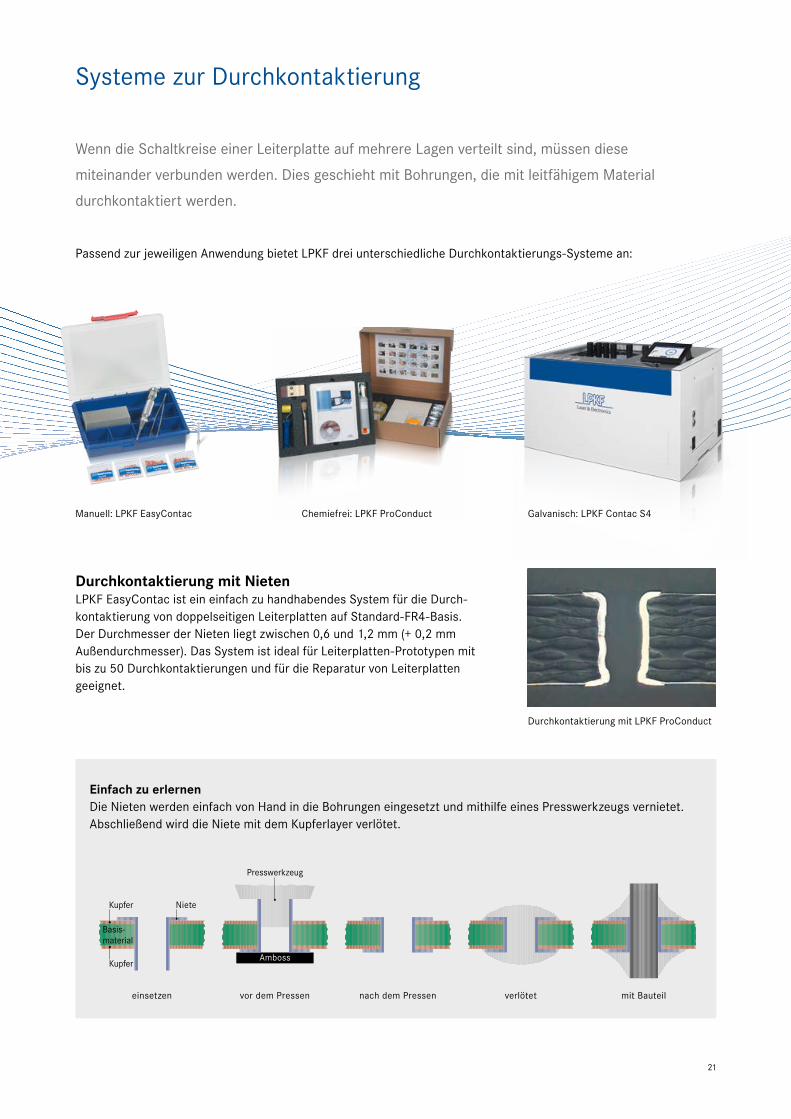
Durchkontaktierung mit NietenLPKF EasyContac ist ein einfach zu handhabendes S ystem für die Durch-kontaktierung von doppel seitigen Leiterplatten auf Standard-FR4-Basis. Der Durchmesser der Nieten liegt zwischen 0,6 und 1,2 mm (+ 0,2 mm Außendurchmesser). Das System ist ideal für Leiterplatten-Prototypen mit bis zu 50 Durchkontaktierungen und für die Reparatur von Leiterplatten geeignet.
Wenn die Schaltkreise einer Leiterplatte auf mehrere Lagen verteilt sind, müssen diese
mit einander verbunden werden. Dies geschieht mit Bohrungen, die mit leitfähigem Material
durchkontaktiert werden.
Passend zur jeweiligen Anwendung bietet LPKF drei unterschiedliche Durchkontaktierungs-Systeme an:
Systeme zur Durchkontaktierung
Einfach zu erlernenDie Nieten werden einfach von Hand in die Bohrungen eingesetzt und mithilfe eines Presswerkzeugs vernietet.Abschließend wird die Niete mit dem Kupferlayer verlötet.
Kupfer Niete
Kupfer
Basis-material
Amboss
Presswerkzeug
einsetzen vor dem Pressen nach dem Pressen verlötet mit Bauteil
Chemiefrei: LPKF ProConductManuell: LPKF EasyContac Galvanisch: LPKF Contac S4
Durchkontaktierung mit LPKF ProConduct
22
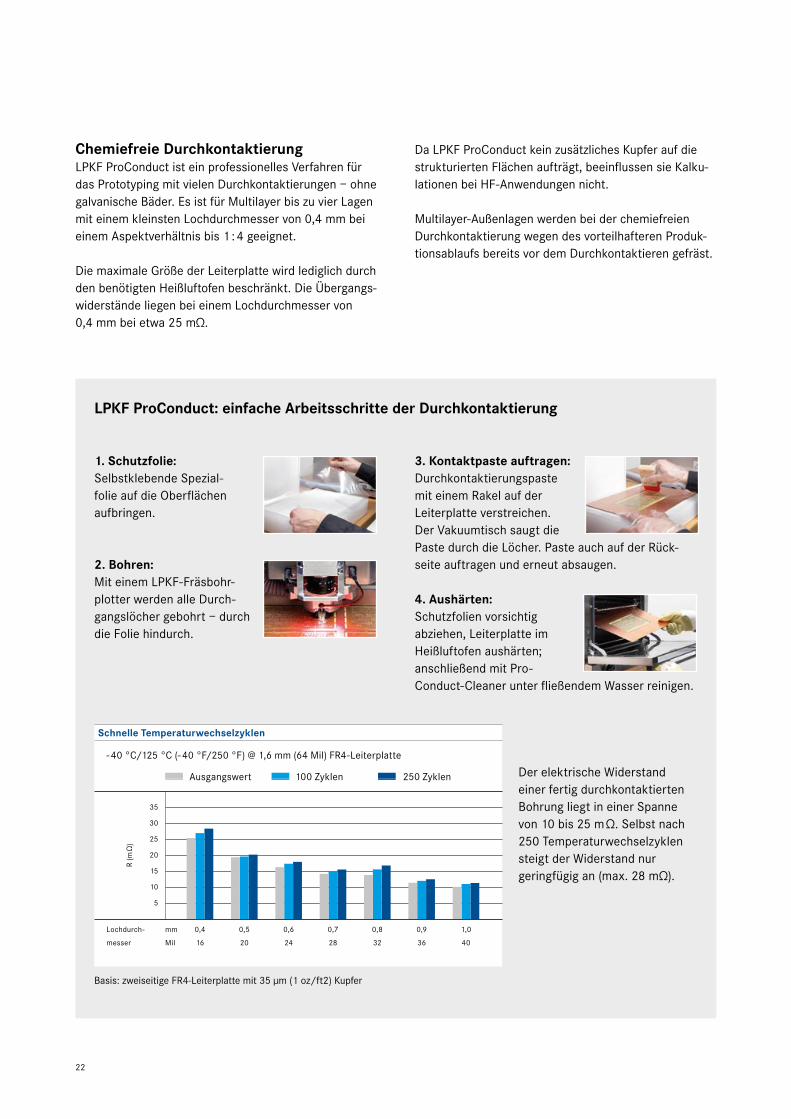
Chemiefreie Durchkontaktierung LPKF ProConduct ist ein professionelles Verfahren für das Prototyping mit vielen Durchkontaktierungen – ohne galvanische Bäder. Es ist für Multilayer bis zu vier Lagen mit einem kleinsten Lochdurchmesser von 0,4 mm bei einem Aspektverhältnis bis 1 : 4 geeignet.
Die maximale Größe der Leiterplatte wird lediglich durch den benötigten Heißluftofen beschränkt. Die Übergangs-widerstände liegen bei einem Lochdurchmesser von 0,4 mm bei etwa 25 mΩ.
Da LPKF ProConduct kein zusätzliches Kupfer auf die strukturierten Flächen aufträgt, beeinflussen sie Kalku-lationen bei HF-Anwendungen nicht.
Multilayer-Außenlagen werden bei der chemiefreien Durchkontaktierung wegen des vorteilhafteren Produk-tionsablaufs bereits vor dem Durchkontaktieren gefräst.
1. Schutzfolie:Selbstklebende Spezial-folie auf die Oberflächen aufbringen.
2. Bohren: Mit einem LPKF-Fräsbohr-plotter werden alle Durch-gangslöcher gebohrt – durch die Folie hindurch.
3. Kontaktpaste auftragen: Durchkontaktierungspaste mit einem Rakel auf der Leiterplatte verstreichen. Der Vakuumtisch saugt die Paste durch die Löcher. Paste auch auf der Rück-seite auftragen und erneut absaugen.
4. Aushärten: Schutzfolien vorsichtig abziehen, Leiterplatte im Heißluftofen aushärten; anschließend mit Pro-Conduct-Cleaner unter fließendem Wasser reinigen.
Der elektrische Widerstand einer fertig durchkontaktierten Bohrung liegt in einer Spanne von 10 bis 25 m Ω. Selbst nach 250 Temperaturwechselzyklen steigt der Widerstand nur geringfügig an (max. 28 mΩ).
LPKF ProConduct: einfache Arbeitsschritte der Durchkontaktierung
Schnelle Temperaturwechselzyklen
- 40 °C/125 °C (- 40 °F/250 °F) @ 1,6 mm (64 Mil) FR4-Leiterplatte
Ausgangswert 100 Zyklen
mm
Mil
Lochdurch-
messer
R (m
Ω)
0,4
16
35
30
25
20
15
10
5
0,5
20
0,6
24
0,7
28
0,9
36
1,0
40
0,8
32
250 Zyklen
Basis: zweiseitige FR4-Leiterplatte mit 35 μm (1 oz/ft2) Kupfer

23
Galvanische Durchkontaktierung Die galvanische Durchkontaktierung ist für die profes-sionelle Fertigung von Leiterplatten-Prototypen und Kleinserien geeignet. Der chemische Prozess entspricht prinzipiell dem Verfahren in Großserien. Das System kann Multilayer bis zu acht Lagen mit einem kleinsten Lochdurchmesser von 0,2 mm bei einem Aspektverhält-nis bis 1:10 verarbeiten.
Bei Multilayern werden die Außenlagen erst nach dem Durchkontaktieren gefräst, weil die gesamte Kupfer-fläche der Außenlagen als Kathode genutzt wird. Alle Innenlagen sind strukturiert, alle Bohrungen müssen vor der Durchkontaktierung vorhanden sein.
Ein wichtiges Merkmal ist die Ausstattung. Die LPKF Contac S4 ist mit sechs chemischen Bädern für eine zuverlässige Prozessführung ausgestattet: Reinigungs-bäder, ein Aktivatorbad nach dem Blackhole-Verfahren, eine Via-Cleaner-Stufe, das Galvanikbad, und eine che-mische Verzinnung zur Verbesserung der Lötbarkeit. Glasoberflächen am System beugen Oberflächenver-schmutzungen vor.
Die LPKF Contac S4 ist einfach zu bedienen; chemische Fachkenntnisse für Betrieb oder Wartung sind nicht notwendig. Der Arbeitsprozess ist weitgehend automa-tisiert. Der Anwender wird von einem intuitiv bedien-baren Touchscreen menügesteuert Schritt für Schritt durch alle Phasen geführt.
1. Reinigen und Entfetten: In zwei Bädern wird die Leiterplatte gereinigt und entfettet.
2. Aktivator auftragen: Ein Kohlenstoff-Aktiva-tor wird nach dem Blackhole-Verfahren auf die zu beschichtenden Oberflächen der Bohrungen aufgebracht.
3. Via-Reinigung
4. Galvanisieren: Der gesamte LPKF-Galvanisie-rungsprozess wird vom System gesteuert. Der Benutzer muss die Leiterplatte lediglich zuführen und Basisparameter eingeben.
5. Reinigen: Im letzten Schritt wird die Leiterplatte gereinigt.
Der gesamte Prozess dauert je nach Stärke des Kupferauftrags ca. 90 bis 120 Minuten.
LPKF Contac S4: fünf Arbeitsschritte der Durchkontaktierung
Trennschichten aus dem Aktivierungsschritt werden dank
ViaCleaner-Stufe zuverlässig entfernt
24
Vergleich der Durchkontaktierungsverfahren
LPKF bietet drei unterschiedliche Durchkontaktierungs-verfahren. Jedes dieser Verfahren hat seine bestimmten Vorzüge.
Die Anwendung bestimmt die Auswahl der am besten geeigneten Durchkontaktierung. Eckdaten wie die Basismaterialgröße und die Layoutgröße sind durch-aus entscheidend, aber auch spezielle Faktoren wie bestimmte Substrate, Leiterplattentypen usw. spielen eine Rolle.
Die Verfahren im Überblick:
LPKF ProConductEin vielseitiges manuelles Durchkontaktierungsver-fahren ohne chemische Bäder. Grundlage des LPKF
ProConduct ist eine spezielle Durchkontaktierungs-paste zum schnellen und einfachen Beschichten von Bohrungen in wenigen Minuten.
LPKF Contac S4 Professionelles galvanisches Durchkontierungsverfah-ren mit Reverse Pulse Plating. Die Contac S4 ist in sich geschlossen und ohne chemische Fachkenntnisse zu bedienen.
LPKF EasyContacEin in der Handhabung einfaches manuelles Durchkon-taktierungsverfahren für kleine Stückzahlen. Easy-Contac ist einfach, kompakt und transportabel und damit der ideale Einstieg in die Durchkontaktierung von Prototypen.
* mögliche Materialien auf Anfrage
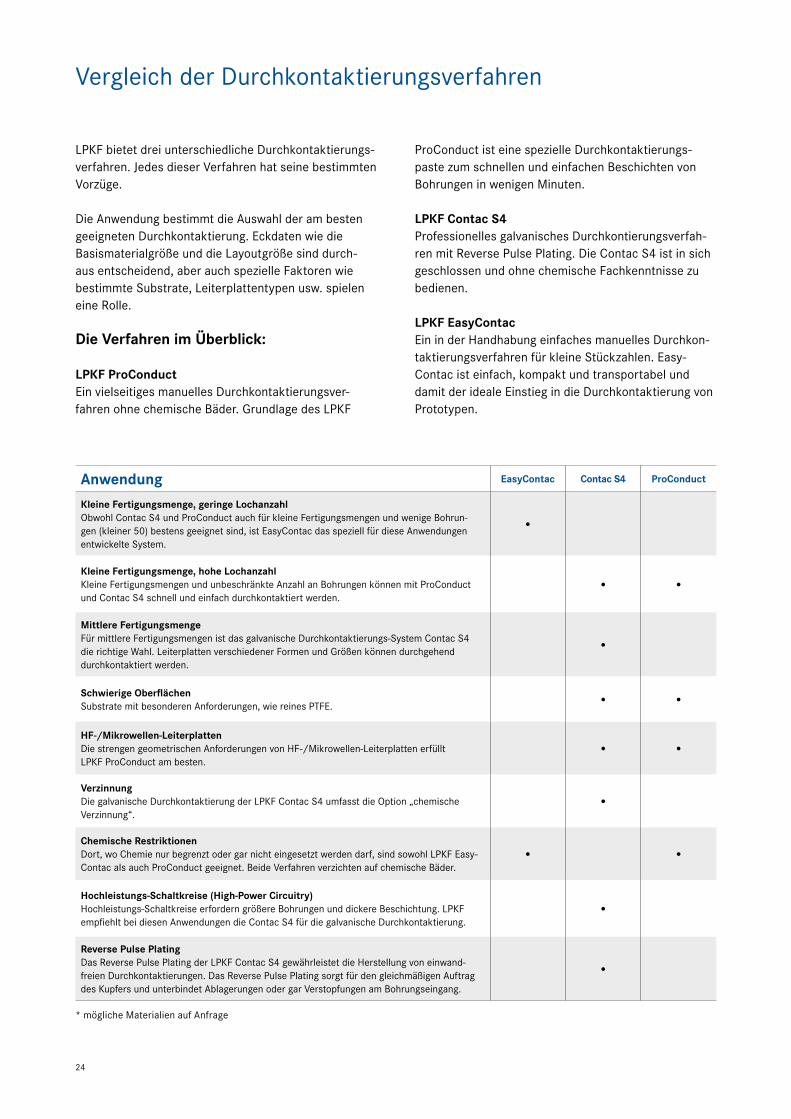
Anwendung EasyContac Contac S4 ProConduct
Kleine Fertigungsmenge, geringe LochanzahlObwohl Contac S4 und ProConduct auch für kleine Fertigungsmengen und wenige Bohrun-gen (kleiner 50) bestens geeignet sind, ist EasyContac das speziell für diese Anwendungen entwickelte System.
Kleine Fertigungsmenge, hohe LochanzahlKleine Fertigungsmengen und unbeschränkte Anzahl an Bohrungen können mit ProConduct und Contac S4 schnell und einfach durchkontaktiert werden.
Mittlere FertigungsmengeFür mittlere Fertigungsmengen ist das galvanische Durchkontaktierungs-System Contac S4 die richtige Wahl. Leiterplatten verschiedener Formen und Größen können durchgehend durchkontaktiert werden.
Schwierige OberflächenSubstrate mit besonderen Anforderungen, wie reines PTFE.
HF-/Mikrowellen-LeiterplattenDie strengen geometrischen Anforderungen von HF-/Mikrowellen-Leiterplatten erfüllt LPKF ProConduct am besten.
VerzinnungDie galvanische Durchkontaktierung der LPKF Contac S4 umfasst die Option „chemische Verzinnung“.
Chemische RestriktionenDort, wo Chemie nur begrenzt oder gar nicht eingesetzt werden darf, sind sowohl LPKF Easy-Contac als auch ProConduct geeignet. Beide Verfahren verzichten auf chemische Bäder.
Hochleistungs-Schaltkreise (High-Power Circuitry)Hochleistungs-Schaltkreise erfordern größere Bohrungen und dickere Beschichtung. LPKF empfiehlt bei diesen Anwendungen die Contac S4 für die galvanische Durchkontaktierung.
Reverse Pulse PlatingDas Reverse Pulse Plating der LPKF Contac S4 gewährleistet die Herstellung von einwand-freien Durchkontaktierungen. Das Reverse Pulse Plating sorgt für den gleichmäßigen Auftrag des Kupfers und unterbindet Ablagerungen oder gar Verstopfungen am Bohrungseingang.
25
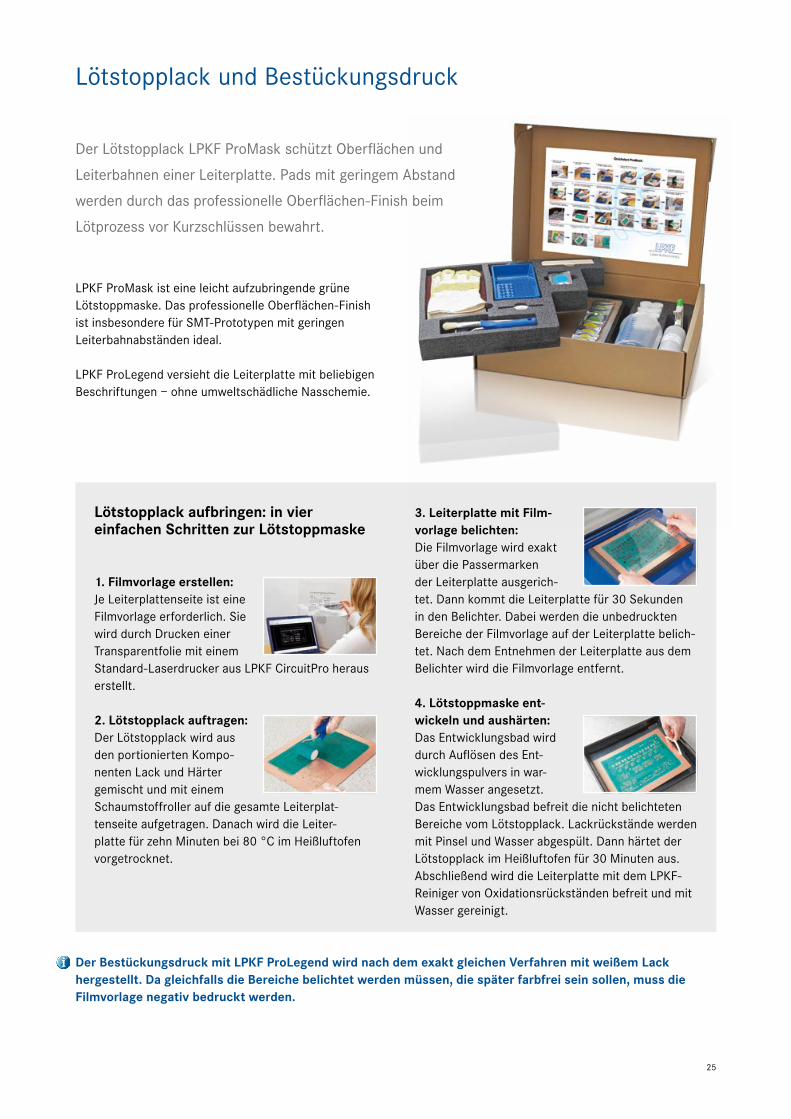
LPKF ProMask ist eine leicht aufzubringende grüne L ötstoppmaske. Das professionelle Oberflächen-Finish ist insbesondere für SMT-Prototypen mit geringen L eiterbahnabständen ideal.
LPKF ProLegend versieht die Leiterplatte mit beliebigen Beschriftungen – ohne umweltschädliche Nasschemie.
Lötstopplack aufbringen: in vier einfachen Schritten zur Lötstoppmaske
1. Filmvorlage erstellen:Je Leiterplattenseite ist eine Filmvorlage erforderlich. Sie wird durch Drucken einer Transparentfolie mit einem Standard-Laserdrucker aus LPKF CircuitPro heraus erstellt.
2. Lötstopplack auftragen:Der Lötstopplack wird aus den portionierten Kompo-nenten Lack und Härter gemischt und mit einem Schaumstoffroller auf die gesamte Leiterplat-tenseite aufgetragen. Danach wird die Leiter-platte für zehn Minuten bei 80 °C im Heißluftofen vorgetrocknet.
3. Leiterplatte mit Film-vorlage belichten: Die Filmvorlage wird exakt über die Passermarken der Leiterplatte ausgerich-tet. Dann kommt die Leiterplatte für 30 Sekunden in den Belichter. Dabei werden die unbedruckten Bereiche der Filmvorlage auf der Leiterplatte belich-tet. Nach dem Entnehmen der Leiterplatte aus dem Belichter wird die Filmvorlage entfernt.
4. Lötstoppmaske ent-wickeln und aushärten: Das Entwicklungsbad wird durch Auflösen des Ent-wicklungspulvers in war-mem Wasser angesetzt. Das Entwicklungsbad befreit die nicht belichteten Bereiche vom Lötstopplack. Lackrückstände werden mit Pinsel und Wasser abgespült. Dann härtet der Lötstopplack im Heißluftofen für 30 Minuten aus. Abschließend wird die Leiterplatte mit dem LPKF-Reiniger von Oxidationsrückständen befreit und mit Wasser gereinigt.
Lötstopplack und Bestückungsdruck
Der Bestückungsdruck mit LPKF ProLegend wird nach dem exakt gleichen Verfahren mit weißem Lack hergestellt. Da gleichfalls die Bereiche belichtet werden müssen, die später farbfrei sein sollen, muss die Filmvorlage negativ bedruckt werden.
Der Lötstopplack LPKF ProMask schützt Oberflächen und
Leiterbahnen einer Leiterplatte. Pads mit geringem Abstand
werden durch das professionelle Oberflächen-Finish beim
Lötprozess vor Kurzschlüssen bewahrt.

26
Die mechanische Auflösung bis zu einem Rastermaß von 0,3 mm (12 Mil) gewährleistet den Schablonendruck im ultrafeinen Pitch-Bereich. Die Dicke der Schablo-nen (zwischen 100 μm und 250 μm) bestimmt den Lotpasten auftrag.
Die Schablonenrahmen sind über verstellbare Halte-klammern einfach zu fixieren. Die frei einstellbaren Leiterplatten-Haltestifte ermöglichen die Bedruckung der unbestückten Seite bereits bestückter Leiterplatten. Die Leiterplatte wird über Mikrometerschrauben präzise in X- und Y-Richtung sowie in der Höhe ausgerichtet. Ein Hebelarm sorgt für das geschwindigkeitskontrol-lierte parallele Trennen der Leiterplatte von der Schab-lone. Die einfache Fixierung der Leiterplatte auf einem Schlitten ermöglicht den schnellen und unkomplizierten Austausch bei der Fertigung kleiner Serien.
1. Leiterplatte fixieren:Die Leiterplatten-Haltestifte werden auf den Schlit-ten montiert und die Leiterplatte wird eingelegt. Anschließend wird die Folie für den Testfoliendruck über die Leiterplatte gespannt.
2. Schablone einspannen:Der Schlitten wird in die Druckposition gefahren und der Schablonenrahmen grob ausgerichtet mit den Halteklammern fixiert.
3. Testfoliendruck:Der Hebelarm drückt die Testfolie an die Schablone. Anschließend wird mit dem Rakel gleichmäßig Lot-paste auf die Folie aufgetragen und das Padbild auf die Folie gedruckt.
4. Feinjustierung: Mit dem Hebelarm wird die Testfolie von der Scha-blone gelöst und der Schlitten in die Ladeposition
gefahren. Über die Mikrometerschrauben wird die Leiterplatte nun exakt zum Testfoliendruck ausge-richtet. Anschließend wird die Testfolie gereinigt und entfernt.
5. Lotpaste aufbringen:Der Schlitten wird in die Druckposition gefah-ren und die Leiterplatte mit dem Hebelarm an die Schablone angedrückt. Anschließend wird mit dem Rakel gleichmäßig Lotpaste auf die Leiterplatte aufgetragen.
6. Leiterplatte auslösen:Mit dem Hebelarm wird die Leiterplatte von der Schab-lone gelöst. Die aufgetragene Lotpaste muss dabei auf der Leiterplatte verbleiben und darf nicht in der Schab-lone hängen bleiben. Abschließend wird der Schlit-ten in die Ladeposition gefahren.
Lotpastendruck
LPKF ProtoPrint S
Das Auftragen von Lotpaste auf alle mit Bauteilen zu bestückende Pads erfordert höchste Präzision.
Der LPKF ProtoPrint S ist ein manueller Schablonendrucker für das Herstellen von SMT-Prototypen
und -Kleinserien.
Der LPKF Lotpastendrucker ist für den Einsatz von Polyimid-Schablonen geeignet – begrenzt auf ein Raster-maß von 0,625 mm (25 Mil) bei einer Dicke von 125 μm. Polyimid-Schablonen lassen sich mit LPKF-Fräsbohr-plottern herstellen, was gegenüber Stahlschablonen Zeit und Kosten spart.
Lotpaste auftragen: In sechs Schritten wird die Lotpaste auf die Leiterplatte aufgebracht

27
Halbautomatische Leiterplatten bestückung mit SMD-BauteilenSMT-Leiterplatten werden in mindestens drei Schritten bestückt. Zu Beginn entnimmt eine Vakuumnadel das SMD-Bauteil einem antistatischen Fach oder aus einem F eeder. Dabei sind unterschiedliche Arten von F eedern üblich: Rollenfeeder, Stangenfeeder oder moto risierte Bauteile-Karussells. Alle Typen lassen s ich mit dem LPKF ProtoPlace S verbinden.
Die Vakuumnadel ist an einem Manipulator befestigt. Dieser hilft bei der exakten Positionierung. Das SMD-Bauteil wird manuell in X- und Y-Achsen verschoben oder gedreht. Die optionale Kamera und ein LCD- Farbmonitor helfen bei der richtigen Platzierung.
Abschließend wird das Bauteil zielgenau auf die Leiter-platte abgesenkt. Die Haftung der Lotpaste sorgt dafür, dass das Bauteil nicht verrutscht.
Bei komplexeren SMD-Bauteilen wie QFPs und PLCCs wird das Bauteil erst grob ausgerichtet, bevor der Mani-pulator in X-, Y- und Z-Richtung verriegelt wird. Mit Hilfe der Kamera und Mikrometerschrauben lässt sich die Lei-terplatte unter dem SMD-Bauteil präzise feinjustieren.
Beim LPKF ProtoPlace S führt ein 4-Zeilen-LC-Display den Anwender durch die einzelnen Einstell- und Arbeits-phasen. Nahezu alle Bedienfunktionen werden über die vier ergonomisch angeordneten Richtungstasten ausge-führt. Das optionale Kamerasystem mit Farbmonitor unterstützt den Anwender bei der exakten Bauteilpo-sitionierung selbst auf komplexen Leiterplatten.
Mit dem integrierten, serienmäßigen Lotpasten dis-penser werden durch entsprechende Einstellung des Abgabedrucks Lotpaste, Kleber oder Hilfsmittel n iedriger Viskosität punktgenau aufgebracht.
Der LPKF ProtoPlace S ist optimiert für die p räzise Bestückung mit Fine-Pitch-Bauelementen. Er verfügt im Vollausbau über mehrere Feeder, e in Kamerasystem und einen Dispenser.
SMD-Bestückung
Bestücken der Leiterplatte
LPKF ProtoPlace S
Winzige Bauteile sind nötig, um viele Funktionen auf kleinem Raum unterzubringen.
Die geringen Maße m oderner Elektronikkomponenten machen das manu elle Bestücken von
Leiterplatten schwierig. Für die kom plexe SMD-Bestückung bietet LPKF mit dem ProtoPlace S
Anwendern e in halb automatisches, ergonomisches Pick & Place- System.
28
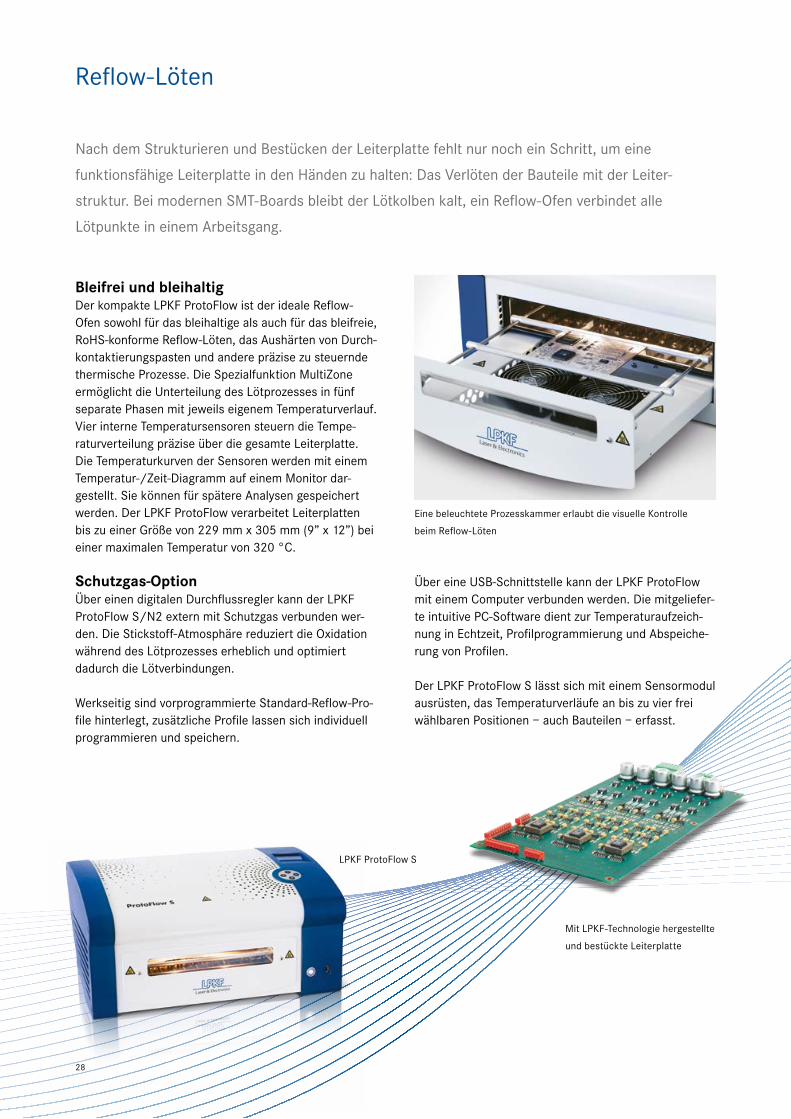
Bleifrei und bleihaltigDer kompakte LPKF ProtoFlow ist der ideale Reflow-Ofen sowohl für das bleihaltige als auch für das bleifreie, RoHS-konforme Reflow-Löten, das Aushärten von Durch-kontaktierungspasten und andere präzise zu steuernde thermische Prozesse. Die Spezialfunktion MultiZone ermöglicht die Unterteilung des Lötprozesses in fünf separate Phasen mit jeweils eigenem Temperaturverlauf. Vier interne Temperatursensoren steuern die Tempe-raturverteilung präzise über die gesamte L eiterplatte. Die Temperaturkurven der Sensoren werden mit einem Temperatur-/Zeit-Diagramm auf einem Monitor dar-gestellt. Sie können für spätere Analysen gespeichert werden. Der LPKF ProtoFlow verarbeitet Leiterplatten bis zu einer Größe von 229 mm x 305 mm (9” x 12”) bei einer maximalen Temperatur von 320 °C.
Schutzgas-OptionÜber einen digitalen Durchflussregler kann der LPKF ProtoFlow S/N2 extern mit Schutzgas verbunden wer-den. Die Stickstoff-Atmosphäre reduziert die Oxidation während des Lötprozesses erheblich und optimiert dadurch die Lötverbindungen.
Werkseitig sind vorprogrammierte Standard-Reflow-Pro-file hinterlegt, zusätzliche Profile lassen sich individuell programmieren und speichern.
Über eine USB-Schnittstelle kann der LPKF ProtoFlow mit einem Computer verbunden werden. Die mitgeliefer-te intuitive PC-Software dient zur Temperaturaufzeich-nung in Echtzeit, Profilprogrammierung und Abspeiche-rung von Profilen.
Der LPKF ProtoFlow S lässt sich mit einem Sensormodul ausrüsten, das Temperaturverläufe an bis zu vier frei wählbaren Positionen – auch Bauteilen – erfasst.
Reflow-Löten
Eine beleuchtete Prozesskammer erlaubt die visuelle Kontrolle
beim Reflow-Löten
LPKF ProtoFlow S
Mit LPKF-Technologie hergestellte
und bestückte Leiterplatte
Nach dem Strukturieren und Bestücken der Leiterplatte f ehlt nur noch ein Schritt, um eine
funktionsfähige L eiterplatte in den Händen zu halten: Das Verlöten d er Bauteile mit der Leiter-
struktur. Bei modernen SMT-Boards bleibt der Lötkolben kalt, ein Reflow-Ofen ver bindet alle
Lötpunkte in einem Arbeitsgang.
29
Flexible und starrflexible LeiterplattenFlexible bzw. starrflexible Leiterplatten bereiten häu-fig Schwierigkeiten im Handling, da sie sich auf einer Arbeitsfläche mitunter schwierig fixieren lassen. Fast alle LPKF-Systeme zum Strukturieren können des-halb mit einem Vakuumtisch ausgestattet werden. Die Leiter platte wird dadurch sicher positioniert, die Be stückung des jeweiligen Systems erfolgt einfacher, schneller und präziser.
Da das Basismaterial von flexiblen Leiterplatten ver-gleichsweise weich ist, werden zur Bearbeitung haupt-sächlich HF-Werkzeuge eingesetzt. HF-Werkzeuge haben den weiteren Vorteil, dass sie nicht so tief in das Material eindringen. Das Strukturieren einer flexi-blen Leiterplatte gleicht dem Fräsprozess von s tarren Basismaterialien.
Bei starrflexiblen Leiterplatten werden flexible Leiter-platten mit starren verbunden. Die Vorgehensweise bei der Herstellung von starrflexiblen Leiterplatten ähnelt der Produktion von Multilayern. Der oder die starren Anteile werden in einem Nutzen strukturiert. Die Fläche, in die der flexible Anteil eingesetzt werden
soll, bleibt unstrukturiert im Nutzen stehen und wird mit einer Sperrfolie abgedeckt. Der flexible Anteil wird dann auf die strukturierten starren Anteile aufgepresst. Abschließend wird der unstrukturierte Teil unterhalb der flexiblen Leiterplatte abgefräst. Es können die glei-chen LPKF-Systeme eingesetzt werden, die auch bei der Herstellung von Multilayern zum Einsatz kommen.
Gravieren von Plastik und Aluminium (2,5 D)Alle LPKF-Fräsbohrplotter können gravieren, Befesti-gungslöcher bohren, Frontplatten und jegliche Art von Formen und Linien fräsen. Mit vielen LPKF-Fräsbohr-plottern lassen sich auch Plastik und weiche Metalle i n 2,5 Dimensionen bohren und fräsen.
Das Bearbeitungsergebnis hängt im Wesentlichen von der Spindeldrehzahl ab. LPKF-Fräsbohrplotter mit
m indestens 60 000 U/min produzieren beim Fräsen bzw. Ausschneiden sehr saubere Oberflächen. Abhängig von der benötigten Frästiefe sind gegebenen-falls mehrere Durchgänge zu fräsen. Als Faustformel gilt, dass die Frästiefe maximal dem halben Werkzeug-durchmesser entsprechen soll.
Applikationen
Vom Plan zur Platine: Das modulare Prototyping-System von LPKF realisiert selbst komplexe
Entwürfe innerhalb kürzester Zeit, von der Strukturierung bis zur funktionsfähigen Leiterplatte.

30
Die Parameter-Bibliothek der LPKF CircuitPro-Software unterstützt die Bearbeitung von Aluminium und ande-ren weichen Metallen. Der optimale Vorschub und die Spindeldrehzahl für eine lange Lebensdauer des Werk-zeugs sind in LPKF CircuitPro bereits standardmäßig hinterlegt.
HF- und MikrowellenanwendungenDie Herstellung von Leiterplatten für HF- und Mikrowel-lenanwendungen ist anspruchsvoll. Zum einen kommen Materialien mit besonderen elektrischen Eigenschaften zum Einsatz, die auch entsprechend verarbeitet werden müssen. Häufig sind hochempfindliche Oberflächen zu
strukturieren. Und nicht zuletzt sind oft sehr exakte Geometrien gefordert.
Alle diese Anforderungen werden durch LPKF-Systeme und LPKF-Werkzeuge abgedeckt. Die Fräsbohrplotter LPKF ProtoMat S103 und D104 sind mit einer Hoch-geschwindigkeitsspindel mit 100 000 U/min ausge-stattet. Darüber hinaus verfügt der ProtoMat D104 über ein besonders feines Laser-Werkzeug.
Diese gewährleistet in Verbindung mit dem entspre-chenden HF-Werkzeug und einer exakt einstellba-ren Frästiefe eine saubere vertikale Geometrie, auch bei weichen HF-Basismaterialien. Der pneumatische, berührungslose Arbeitstiefenbegrenzer, der den Fräs-kopf auf einem Luftkissen ohne physikalischen Kon-takt über das Basismaterial gleiten lässt, garantiert die kratzfreie Bearbeitung der Leiterplatte. Die LPKF ProtoLaser sind in puncto Geschwindigkeit und Präzi-sion nicht zu übertreffen. Feinste Strukturen und auch große Isolationsflächen werden innerhalb kürzester Zeit hergestellt – berührungslos auf weichen, aber auch auf besonders harten Substratmaterialien.
Stencils (Schablonen) fräsenDas Fräsen von Polyimid-Schablonen mit LPKF- Fräsbohrplottern ist insbesondere aus Kostensicht e ine attraktive Alternative zu Stahlschablonen. Die Lot-pastenschablonen können inhouse in weniger als zehn Minuten gefräst werden. Die Erzeugung der Fräsdaten über eine Invers-Isolation aus LPKF CircuitPro heraus ist einfach. Die Padflächen werden dann nicht zur Iso-lation umfahren, sondern ausgefräst.
Mit dem Fräsen von Polyimid-Schablonen können die Vorteile Schnelligkeit und Sicherheit bei der Aufbrin-gung von Lotpasten genutzt werden. In Kombination mit dem SMT-Schablonendrucker LPKF ProtoPrint S ist der Schablonendruck bereits bei der Prototypenerstellung eine kostengünstige Lösung, insbesondere im Vergleich mit dem Arbeitsaufwand beim manuellen Dispensen oder Löten.
Präzise Geometrie produziert
vom End-Mill-RF-Werkzeug

31
Feinstleiter strukturierenEine besondere Applikation ist auf den LPKF ProtoLaser U4 angewiesen – eine Kombination aus Laserstrukturierung und Ätzen der Leiterplatte. Das vollständig verkupferte Basismaterial wird zunächst chemisch mit einer homogenen Zinnoberfläche beschichtet. Anschließend entfernt der UV-Laserstrahl das Zinnresist im Bereich des gewünschten Ätzangriffs. Mit dieser Technik lassen sich Feinstleiterbereiche < 50 μm für Leiterbahnbreite und Abstand herstellen.
DispensenDie mit der ProtoMat-S-Serie eingeführten Dispenser bringen niedrigviskose Hilfsmittel wie z. B. Lotpasten punktgenau auf der Leiterplatte auf.
Blockmaterial fräsenDie LPKF ProtoMaten mit steuerbarer z-Achse können nicht nur Leiterplattenmaterialien bearbeiten, sondern dünne Halterungen oder Formteile herstellen. LPKF hat zwei Blockmaterialien aus Kunststoff zertifiziert, die sich durch Festigkeit und geringes Gewicht auszeich-nen und sich gleichzeitig besonders gut im Fräsprozess bearbeiten lassen.
Nutzentrennen Das Nutzentrennen ist das Durchfräsen der Stege, die eine einzelne Leiterplatte in einem Nutzen befestigen. LPKF-Fräsbohrplotter sind auch hier eine gute erste Wahl. Die Kombination von Vakuumtisch und optischer Passermarkenerkennung macht das Einlegen und Aus-richten eines Nutzens einfach und schnell Aufgabe. Die Stege werden sauber getrennt, sodass der Anwen-der als Ergebnis eine Leiterplatte mit einer exakten Kontur erhält.
Ein besonders interessantes System ist der LPKF ProtoLaser U4. Dieses Lasersystem trennt beliebige Konturen dünner starrer, starrflexibler oder flexibler Leiterplattenmaterialien – ohne mechanische Bean-spruchung des Substratmaterials und der Bauteile.
32
A
AktivierenBehandlung, die ein nicht leitendes Material für eine stromlose Abscheidung empfänglich macht. Auch: Aktivieren von eingebetteten Additiven in Kunststoff oder Lack beim Laser-Direktstrukturieren.
AnfasungEin V-geformter Rand, um eine scharfe Kante zu vermeiden.
AspektverhältnisDas Verhältnis von Leiterplattendicke zu kleinstem Lochdurchmesser.
ÄtzenDer Prozess, bei dem jedes Material, das nicht von Resist geschützt ist, durch ein geeignetes Lösungsmittel oder Säure entfernt wird.
AufnahmelöcherGenerelle Bezeichnung für nicht durchkontaktierte Löcher für die Registrierung von Leiterplatten während des Herstellungsprozesses, beim Testen und Bestücken.
B
BackplaneBusplatine zum Einstecken von CPU-, Speicher-, I/O- und anderen Karten, beherbergt den parallelen Datenbus.
Bare BoardEine unbestückte Leiterplatte.
Basislaminat oder BasismaterialDas Substrat, auf dem die Schaltkreise abgebildet werden. Das Basismaterial kann starr oder flexibel sein.
BauteillochEin Loch zum Einstecken der Anschlussdrähte konventioneller Bau-teile und zum elektrischen Verbinden mit der Leiterplatte.
Bauteilseite/ToplayerDie Seite der Leiterplatte, die mit den meisten Bauteilen bestückt wird.
BestückungsdruckGedruckte Komponentenidentifikation und/oder Komponentenumrisse.
Blende Eine Beschreibung der Form und Größe des Werkzeugs, mit dem ein Pad oder eine Leiterbahn erstellt wird. Die Bezeichnung rührt aus den Tagen der Vektor-Photoplotter, als durch Blenden (geformte Löcher), die rundherum am Rande einer Scheibe (Blendenteller) angeordnet waren, scheinendes Licht einen Film belichtet hat. Jede Blende entsprach einem anderen D-Code in den Gerberdaten. Heute nutzen Photoplotter die Lasertechnik zur Filmbelichtung, aber der Begriff „Blende“ bleibt.
BlendentabelleEine Tabelle der Formen und Größen zur Beschreibung der Pads und Leiterbahnen, die in der Leiterplatte eingesetzt wurden.
Blind-ViaSackloch. Ein Loch, das nicht komplett durch die Leiterplatte hin-durchgeht, startet immer auf einer Außenseite.
BohrplanEine Beschreibung aller Bohrdurchmesser, die zur Herstellung der Leiterplatte nötig sind.
BrückenbildungEin Lotaufbau zwischen Pad und Pad oder Pad und Leiterbahn, der zu einem Kurzschluss führt.
BürstenkopfWird am Fräskopf befestigt und hilft vorwiegend bei der Nach-bearbeitung bestückter Leiterplatten. Er gewährleistet den Auf-bau von Unterdruck für die Staubabsaugung für eine staubfreie Arbeitsfläche.
Buried-ViaEin verstecktes Loch, das nur innen liegende Lagen miteinander verbindet. Es ist nicht mit den Außenlagen verbunden und nicht sichtbar.
C
CAD-DatenComputer Aided Design – Layouts für mechanische, elektrische oder elektronische Erzeugnisse werden mit Hilfe spezieller Software erzeugt und als Dateien abgelegt. Die LPKF-Systemsoftware greift auf CAD-Daten zu und steuert damit den Produktionsprozess.
Chemische Metallisierung Siehe Metallisierung.
Chemische VerzinnungDurch Eintauchen von Kupferplatinen in eine Zinnsalz-Lösung ist ein chemisches (stromloses) Verzinnen von Kupferoberflächen möglich.
D
Design Rules CheckEin computergestütztes Programm, um die Produzierbarkeit der Leiterplatte zu prüfen. Die Prüfung beinhaltet die Messung der Abstände zwischen Leiterbahnen, zwischen Leiterbahnen und Löt-augen, zwischen Leiterbahnen und Kontur, Messung der Restring-größen, Kontrolle nicht abgeschlossener Leiterbahnen.
Dielektrikum Isolierende Schicht zwischen zwei leitenden Schichten.
DimensionsstabilitätEin Maß für die Größenveränderung der Leiterplatte, verursacht durch Faktoren wie Temperatur, Feuchtigkeit, chemische Einflüsse, Alterung oder Materialbeanspruchung.
Doppel-/zweiseitige LeiterplatteEine Leiterplatte mit Leiterbahnstrukturen auf beiden Seiten, aber ohne Innenlagen.
DurchkontaktierungVertikale elektrische Querverbindung zwischen einzelnen Leiter-ebenen einer Leiterplatte.
Durchkontaktiertes Loch (dk)Ein Loch, in dem die elektrische Verbindung von einzelnen Lagen untereinander hergestellt wird. Dies wird durch Metallisieren der Lochwände erreicht.
E
Einseitige LeiterplatteEine Leiterplatte, die Leiterbahnen und Lötaugen nur auf einer Seite besitzt und bei der die Löcher nicht metallisiert sind.
Fachbegriffe aus der Elektronik
33
F
FilmvorlageFotografische Vorlage zur Belichtung der unterschiedlichen Lagen einer Leiterplatte bei der klassischen Herstellung.
FlashEin Lötauge. Der Begriff kommt aus den Tagen des Vektorplotters. Leiterbahnen wurden „gezogen“ und enthielten eine Breite und meh-rere Koordinaten, Lötaugen wurden „geflasht“ (geblitzt) und hatten nur eine Koordinate mit Form- und Größenangabe.
Flux/FlussmittelChemische Systeme und Hilfsmittel zur Beschichtung von Leiterplat-ten zur Verbesserung der Löteigenschaften.
FR4Das Standardbasismaterial aus Glasfaser und Epoxidharz.
G
GalvanisierenVerfahren, bei dem mittels Strom in einem Bad Metallteile abge-schieden werden, die sich dann auf dem Teil niederschlagen, das den elektrischen Gegenpol bildet. Ein elektrisch leitfähig gemachter Gegenstand wird so mit einer dünnen Schicht eines anderen oder gleichen Metalls überzogen.
GerberdatenEin Datentyp, der aus Grafikbefehlen besteht und beschreibt, wie eine Schaltung dargestellt werden soll. Ursprünglich für die Steu-erung eines Photoplotters genutzt, ist es heute das meistgenutzte Format im Datentransfer von Leiterplatten-CAD-Systemen zum Herstellprozess. Gerber wird offiziell bezeichnet mit RS-274-D (ohne Blendeninformationen) und RS-274-X (mit Blendeninformationen).
H
HaftwiderstandBeschreibt die Haftfestigkeit der Verbindung zwischen dem Substrat und dem Leitermaterial in N/m2.
HeißluftofenDient zum Aushärten der Durchkontaktierungspaste oder des Lötstopplacks.
HP-GL™Grafikdatei-Format: Hewlett Packard Graphics Language.
I InnenlageDie Lagen einer Leiterplatte, die sich zwischen den Außenlagen befinden. Sie können Leiterbilder oder Masseflächen beinhalten.
Inspection TemplatesFolie mit Aussparungen zur optischen Kontrolle von Leiterplatten.
IR-LaserLasersysteme im Infrarotbereich. Der LPKF ProtoLaser S verwendet eine Laserquelle mit einer Wellenlänge von 1064 nm.
K Kaschierung Dünne leitende Schicht, die auf einen Laminatkern aufgebracht ist – es entsteht das Basismaterial für Leiterplatten.
KeramikGesintertes Material, das elektrisch isoliert und sehr hart ist. Kera-mik bleibt auch bei hoher Temperatur formstabil und wird in der Elektronik besonders im Hochfrequenzbereich eingesetzt.
Kontrollierte Impedanz Der Prozess, der einer Schaltung den richtigen Impedanzwert zuord-net. Der Entwickler spezifiziert die gewünschte Impedanz eines Leiterzuges. Daraus werden die geeigneten Herstellparameter wie Leiterbahnbreiten und Lagenabstände usw. abgeleitet, um die gefor-derte Impedanz zu realisieren.
Konturen fräsenIm Unterschied zum Fräsen von Leiterbahnen wird durch das gesamte Substrat hindurch gefräst, z. B. zum Trennen von einzelnen Leiterplatten aus großen Vorlagen (Nutzentrennen).
Kupferkaschierung/-folieKupferauflage des Basismaterials als leitende Lage. Es wird in verschiedenen Stärken (Gewichten) aufgebracht; die traditionellen Stärken sind 18 μm, 35 μm und 70 μm (0,5, 1 und 2 oz).
L
LagenabstandStärke des dielektrischen Materials zwischen zwei leitenden Schichten eines Multilayers.
LaminatEin dünnes Basismaterial, das zur Herstellung von Multilayern verwendet wird.
Laminieren, LaminationZusammenkleben (Verpressen) von Schichten unter Druck und ggf. Wärme.
LandeflächeEin Bereich eines Leiterbildes, der normalerweise für elektrische Verbindungen und/oder die Anbindung von Komponenten benutzt wird.
Laser Laser steht für „Light Amplification by Stimulated Emission of Radia-tion“ – übersetzt: „Lichtverstärkung durch stimulierte Emission von Strahlung“. Laserstrahlung ist durch ein sehr enges Frequenzspekt-rum, hohe Parallelität und eine große Kohärenzlänge charakterisiert.
LDS Laser-Direktstrukturierung. Der Laserstrahl schreibt Leiterstruktu-ren auf ein additiviertes Kunststoffbauteil. Er aktiviert das Additiv im Kunststoff und hinterlässt eine mikroraue Oberfläche für die Metallisierung.
LeiterbahnEine elektrische Verbindung zwischen zwei oder mehr Punkten auf einer Leiterplatte.
LeiterbahnabstandDer Abstand zwischen den Leiterbahnen auf einer Leiterplatte.
LeiterbahnbreiteDie an beliebiger Stelle auf der Leiterplatte gemessene Breite einer Leiterbahn.
LeiterbildDesign der leitenden Schicht des Basismaterials – enthält Leiter-bahnen, Landeflächen und Durchkontaktierungen.
34
LeiterplatteEin Träger aus isolierendem Material (Basismaterial), auf dem ein oder zwei Kupferschichten als fest haftende leitende Verbindungen (Leiterbahn) aufgebracht sind. Sie dient der mechanischen Befesti-gung und elektrischen Verbindung elektronische Bauteile.
Leiterplattentester Gerät zum Testen der elektrischen Verbindungen der Schaltkreise entsprechend den Vorgaben der Netzliste.
Lötseite/BottomlayerBei Leiterplatten mit einseitiger Bestückung normalerweise die Seite, die den Bauteilen gegenüberliegt.
LötstoppmaskeEine Abdeckung, die über bestimmte Bereiche einer Leiterplatte aufgebracht wird. Nur auf den nicht abgedeckten Flächen (normaler-weise Pads) kann gelötet werden.
LotpasteEine Paste zum Verlöten von SMD-Bauteilen und Leiterplatte mittels Heißluft.
M
MasselageEin relativ großer Metallbereich auf einer Leiterplatte, der als elektri-sche Masse oder Abschirmung benutzt wird.
Metallisierung Leiterbahnaufbau im LDS-Prozess: In einem chemischen Metalli-sierungsbad lagern Kupfer und andere Metalle an Metallisierungs-keimen auf einem strukturierten Kunststoffbauteil an. Dabei bildet sich die spätere Leiterschicht. Im Gegensatz zur galvanischen Metallisierung wird keine Spannung angelegt.
MIDMoulded Interconnect Devices – dreidimensionale Elektronikbau-teile vereinigen elektrische und mechanische Funktionen in einem Bauteil. Leiterbahnen werden direkt auf dreidimensional geformte Gehäuseteile aufgebracht.
Mil 1/1000 eines Zolls (inch) oder 0,001”.
Minimaler LeiterbahnabstandMinimal erlaubter Abstand zwischen benachbarten Leiterbahnen/ -flächen, der zum Schutz vor dielektrischem Durchschlag oder Corona benötigt wird.
Minimaler Restring Minimale Leitermaterialbreite zwischen Bohrloch und Landefläche an der engsten Stelle. Diese Messung wird an den Bohrlöchern der Innenlagen eines Multilayers und an der Umrandung der Durchkon-taktierung an den Außenlagen eines Multilayers oder doppelseitigen Leiterplatte gemacht.
MischbestückungBeschreibt den Bestückungsprozess. Hier werden bedrahtete und oberflächenmontierte Bauteile auf einer Leiterplatte eingesetzt.
MisregistrierungEin Versatz zwischen den Leiterbahnen und Bohrungen in den unter-schiedlichen Lagen.
Mitte-Mitte-AbstandNomineller Abstand zwischen den Mitten benachbarter Leiter-bahnen oder Pads auf einer Lage einer Leiterplatte.
Multilayer Eine Leiterplatte mit einer oder mehr Innenlagen zusätzlich zu den Außenlagen. Die Innenlagen sind mit den Außenlagen laminiert.
N
NadeladapterEin mit Nadeln bestückter Testadapter. Die Nadeln werden durch mehrere Führungsplatten hindurchgeführt, um das Testfeld des Test-gerätes mit den Testpunkten der Leiterplatte zu verbinden.
NutzenEine Anordnung von normalerweise identischen Schaltungen, die auf ein und demselben Stück Basismaterial gefertigt werden.
NutzentrennenDie einzelnen Nutzen werden aus dem Basismaterial herausgetrennt, um einzelne Leiterplatten zu erhalten. Für das Nutzentrennen stehen Fräsverfahren (LPKF ProtoMaten) oder das Lasertrennen mit dem LPKF ProtoLaser S zur Verfügung.
NutzenmetallisierungMetallisierung der gesamten Oberfläche eines Nutzens (inkl. Löchern).
P
Pad, LötaugeDer Bereich des Leiterbildes, der zur Befestigung von Bauteilen ausgeformt ist.
PassermarkeEin Merkmal auf der Leiterplatte, das als allgemeiner Messpunkt für alle Schritte im Fertigungsprozess benutzt wird.
PassermarkenerkennungAutomatische Erfassung der Passermarken durch ein Kamerasystem.
PCBLeiterplatte (Printed Circuit Board).
PhotoplotterEin Gerät zur Herstellung von fotografischen (Leiter-)Bildern durch direkte Belichtung mit einem kontrollierten Lichtstrahl.
PhotoresistEine lichtempfindliche Flüssigkeit oder Film. Wenn diese selektiv belichtet wird, lassen sich damit Bereiche auf der Leiterplatte maskieren, die dann das Leiterbild darstellen.
PlottenMechanische Umsetzung der X-/Y-Positionsinformationen auf ein Medium wie z. B. Filmvorlagen.
PolyimidTemperaturstabiler, duroplastischer Kunststoff für Hochtemperatur-Anwendungen.
PrepregTeilvernetztes (teilpolymerisiertes) glasfaserverstärktes Harz, das bei erhöhter Temperatur schmilzt und unter Druck dann aushärtet.
35
R
Reflow-LötenLötverfahren durch Aufschmelzen von Lotpaste durch Heißluft.
Reflow-OfenHeißluftofen für SMD-Reflow-Löten oder zum Aushärten von Klebstoffen oder Lacken.
Registrierung Grad der Übereinstimmung zwischen der geplanten und tatsäch-lichen absoluten Position eines Schaltungsbildes oder der relativen Position zu einer anderen Lage der Leiterplatte.
RestringLeitermaterial, das nach dem Bohren um das Loch stehen bleibt.
Reserve Pulse PlatingOptimierung galvanischer Durchkontaktierung. Der Galvanisierungs-prozess wird mit kurzen Umkehrströmen unterbrochen, um übermä-ßige Kupferablagerungen an den Locheingängen zu verhindern.
S
Schaltkreis, SchaltungDie Verbindung einiger Bauteile in einem oder mehreren Kreisen zu einer gewünschten elektrischen oder elektronischen Funktion.
SchaltplanÜbersicht mit grafischen Symbolen über die elektrische Verbindung von Bauteilen, Komponenten und Funktionen einer elektronischen Baugruppe.
Schliffbild Ein Versuchsaufbau, der einen Querschnitt durch ein Loch zeigt und so ermöglicht, dass aufmetallisierte Schichtstärken gemessen wer-den können.
SMD-BauteileSurface Mounted Devices – oberflächenmontierbare Bauteile haben keine Drahtanschlüsse, sondern werden dank lötfähiger Anschluss-fläche direkt auf die Leiterplatte gelötet.
SMT-Prototyping (Surface Mounted Technology) Arbeitsschritte vom Herstellen von SMT-Leiterplatten von der Strukturierung bis zur bestückten, funk tionsfähigen Leiterplatte.
SpannrahmenUm Lotpaste auf Leiterplatten zu drucken, sind präzise Schablonen erforderlich. Um diese ebenso präzise im Drucker über der Leiter-platte zu platzieren, werden Spannrahmen verwendet.
StarrflexStarrflexible Leiterplatten sind eine Kombination von flexiblen und starren Leiterplatten.
StencilsPräzise Schablonen zum Drucken von Lotpasten.
StrombelastbarkeitDie maximale Dauerstrombelastbarkeit bis zur maximal zulässigen Temperaturerhöhung des Basismaterials.
Stromlose MetallisierungSiehe Metallisierung.
SubstratDas Material der Leiterplatte, das die leitfähige Beschichtung trägt.
Surface Mounted Technology (SMT)Surface Mounted Technology – die Bauelemente werden auf der Oberfläche befestigt und nicht als bedrahtete Bauteile durch die Durchkontaktierungen gesteckt.
T
TemperaturprogrammBeim Reflow-Löten sind exakte Temperaturverläufe gefordert, um eine sichere Lötung zu erzielen, ohne die Bauteile zu beschädigen. Hochwertige Reflow-Öfen mit internen Temperatursensoren sorgen für eine gleichmäßige und exakt gesteuerte Temperaturverteilung.
Thermischer AusdehnungskoeffizientDie minimale Änderung der Materialdimension bei einer Temperatur-änderung von 1 K.
U
UV (Ultraviolett)Ultraviolettstrahlung sind elektromagnetische Wellen kurzer Wellen-länge, die zum Aushärten von Polymeren eingesetzt weden können. Auch können Ultraschallwellen zur Reinigung von Leiterplatten in einem speziellen Reinigungsgerät genutzt werden.
UV-LaserLasersysteme mit einem Laser im ultravioletten Bereich. Diese Wellenlängen werden von vielen Materialien gut absorbiert.
V
V-NutDer Nutzen wird von beiden Seiten mit einer präzisen V-Nut bis zu einer vorgegebenen Tiefe versehen. Damit bleibt der Nutzen für die Bestückung starr, kann danach aber leicht vereinzelt werden.
VakuumtischFixiert das Werkstück auf der gesamten Arbeitsfläche durch Unterdruck.
VerbindungsfestigkeitKraft, die zum senkrechten Trennen von in der Größe definierten Bereichen zweier Lagen notwendig ist.
ViaEine Durchkontaktierung, die als Querverbindung zwischen einzel-nen Lagen einer Leiterplatte benutzt wird. Diese Löcher sind im Allgemeinen die kleinsten auf der Leiterplatte, da in diesen keine Komponenten befestigt werden.
ViaCleanerEin spezielles Bad, das in Microvias vor der galvanischen Durch-kontaktierung Aktivatorschichten von Kupferoberflächen entfernt.
W
WYSIWYGWhat You See Is What You Get. Bei echtem WYSIWYG wird ein Doku-ment während der Bearbeitung am Bildschirm genauso angezeigt, wie es bei der Ausgabe über ein anderes Gerät, z. B. einen Drucker, aussieht.

36
ÄgyptenUniversal Advanced Systems (UAS)Telefon +20-2-24030660Fax [email protected]
AustralienEmbedded Logic Solutions Pty. Ltd.Telefon +61-2-96871880Fax [email protected]
BrasilienANACOM Eletronica Ltda.Telefon +55-11-3422-4200Fax [email protected] www.anacom.com.br
ChinaLPKF Tianjin Co., Ltd.Telefon +86-22-2378-5318Fax [email protected]
DeutschlandSE Spezial-Electronic AGTelefon +49-5722-203-0Fax [email protected]
Finnland IsoProto OyTelefon +358 50 381 [email protected]
Frankreich Inoveos S.A.R.L. Telefon +33-587498020 Fax +33-587498021 [email protected] www.inoveos.com
GriechenlandS.K.T. Testing Co.Telefon +30-210-6618414Fax [email protected]
GroßbritannienTRACKS Laser & Electronics Ltd.Telefon +44-844-8157266Fax [email protected]
Indien Bergen Associates Pvt. Ltd. Telefon +91-11-2592-0283 Fax +91-11-2592-0289; -0292 [email protected] www.bergengroupindia.com
Israel MTI SUMMIT Engineering Ltd. Telefon +972-3-9008900Fax [email protected]
Italien NITZ engineering GmbHTelefon +39-0472-833944Fax [email protected]
JapanLPKF Laser & Electronics K.K.Telefon +81 45 03-5439-5906Fax +81 45 [email protected]
JordanienInternational Engineers for TradingTelefon +962-6-551-4648Fax [email protected]
NiederlandePrintTec Tools for ElectronicsTelefon +31-345-745911Fax [email protected]
Österreichelsinger electronic handel gmbhTelefon +43-1-9794651-0Fax [email protected]
PakistanZeeshan ElectronicsTelefon +92-51-4449945Fax [email protected]
PeruMBC Representations S.A.C.Telefon [email protected]
Polen SE Spezial-Electronic Sp.z.o.o. Telefon +48-228409110 Fax +48-228412010 [email protected] www.spezial.pl
Rumänien Interbusiness Promotion & Consulting S.R.L. Telefon +40 31 4178390 Fax +40 31 4178390 [email protected] www.interbusiness.ro
Russland OOO All Impex 2001 Telefon +7-495-9213012Fax [email protected]
SE Spezial-Electronic MoscowTelefon +7-095-438-7343 Fax [email protected]
Saudi-ArabienARAB ENGINEERS for Trading Co., Ltd.Telefon +966-1-4633117Fax [email protected]
SchwedenSOLECTRO ABTelefon +46-40-536-600Fax [email protected] SchweizLumatron AGTelefon +41-62-7977580Fax [email protected]
Singapur HAKKO Products Pte. Ltd Telefon +65-67482277 Fax +65-67440033 [email protected] www.hakko.com.sg
SlowenienLPKF Laser & Elektronics d.o.o.Telefon +386-592088-00Fax [email protected]
Spanien Laser Tecom Electrónica S.L.Telefon +34-91-8475505Fax [email protected]
Südafrika Cadshop Pty. Ltd.Telefon +27-823770052Fax [email protected]
Südkorea LPKF Korea Laser & Electronics Ltd.Telefon +82-31-689-3660Fax [email protected]
Taiwan R.O.C. Li Huey Co. Ltd. Telefon +886-2-22405585Fax [email protected]
Tschechische RepublikSE Spezial-Electronic AG, o.s.Telefon +420-233-326621Fax [email protected]
TürkeiTAMARA Elektronik Müh. Ltd. Sti.Telefon +90-2164189294Fax [email protected]
UkraineSPF VD MAISTelefon +380-44-2200101Fax [email protected]
UngarnPannoncad Technical Informatics & Technology Systems House Ltd.Telefon +36-1-350-0214Fax [email protected]
USALPKF Distribution Inc.Telefon +1-503-454-4200Fax [email protected] Vereinigte Arabische EmirateLaser & Electronics Middle East LLCTelefon +971 04 388-4800Fax +971 04 [email protected]
VenezuelaInversiones Makarelli, C.A.Telefon +58-212-985-4822Fax [email protected]
VietnamTECAPRO Co.Telefon +84-4-62637202Fax [email protected]
Ihr LPKF-Kontakt weltweit
www.lpkf.de/distributor

37
Impressum
PreislistenIn den Katalog eingelegte oder dem Katalog beigelegte Preislisten sind nicht Bestandteil des Katalogs. Preisänderungen bleiben vorbehalten. Bitte kontaktieren Sie uns oder einen Distributor für aktuelle Angebote.
Technische ÄnderungenIrrtümer und technische Änderungen vorbehalten. Die Informationen, die LPKF in diesem Katalog zur Verfügung stellt, wurden mit größtmöglicher Sorgfalt zusammengestellt. Trotz sorgfältigster Kontrolle kann die Fehlerfreiheit nicht garantiert werden. Die LPKF Laser & Electronics AG schließt daher jede Haftung oder Garantie hinsichtlich der Richtig-keit, Genauigkeit und Vollständigkeit der bereitgestellten Informationen aus. LPKF behält sich das Recht vor, jederzeit ohne Ankündigung Änderungen oder Ergänzungen der bereitgestellten Informationen oder Daten vorzunehmen.
Impressum, Warenzeichen und Patente© 2016 LPKF Laser & Electronics AG, Garbsen, Deutschland. Alle Rechte bleiben vorbehalten. Der Inhalt einschließlich Bilder und die Gestaltung des Kataloges unterliegen dem Schutz des Urheberrechts und anderer Gesetze zum Schutz geistigen Eigentums. Die Systeme und Produkte von LPKF und ihrer Tochterfirmen sind durch geltendes deutsches Recht und teilweise durch internationale Patente geschützt. Alle im Produktkatalog genannten Produkt- und Marken-namen sind teilweise eingetragene Warenzeichen ihrer Hersteller. Das LPKF-Logo, „LPKF ProtoMat“, „LPKF Pro-Conduct“, „CircuitPro“, „ProMask“, „Allegro“ und „SolarQuipment“ sind registrierte Warenzeichen von LPKF Laser & Electronics AG.
LPKF Laser & Electronics AG Osteriede 7 30827 Garbsen Deutschland
LPK
F A
G, 1
006
5849
-270
916
-DE
B
ilder
kön
nen
opti
onal
es Z
ubeh
ör z
eige
n.
w
ww
.jenk
o-s
tern
berg
.deService
LPKF-Fräsbohrplotter und -Lasersysteme leisten seit Jahren gute Dienste in Laboren und Entwicklungsabteilungen auf der ganzen Welt. Mehr als 50 Niederlassungen und Distributoren sorgen für reibungslose Serviceleistungen und stehen mit Tipps und Ratschlägen bereit.
LPKF Laser & Electronics AG vertreibt Produkte und gewährleistet Support in über 50 Ländern. Ihren nächstgelegenen Partner finden Sie unter www.lpkf.com.
Das weltweite LPKF Vetriebs- und Servicenetzwerk: Hauptquartier LPKF-Gruppe LPKF-Vertretungen
Weltweit (LPKF Hauptsitz)
LPKF Laser & Electronics AG Osteriede 7 30827 Garbsen Deutschland
Tel. +49 (5131) 7095-0 [email protected] www.lpkf.com
Nordamerika
LPKF Laser & Electronics North America
Tel. +1 (503) 454-4200 [email protected] www.lpkfusa.com
China
LPKF Tianjin Co., Ltd.
Tel. +86 (22) 2378-5318 [email protected] www.lpkf.com
Hong Kong
LPKF Laser & Electronics (Hong Kong) Ltd.
Tel. +852-2545-4005 [email protected] www.lpkf.com
Japan
LPKF Laser & Electronics K.K. Japan
Tel. +81 (0) 3 5439 5906 [email protected] www.lpkf.com
Südkorea
LPKF Laser & Electronics Korea Ltd.
Tel. +82 (31) 689 3660 [email protected] www.lpkf.com