LVd’s global Perspective DISCOVERY · Entwickelt aus dem Einkopf-Konzept der Pullmax und unter...
24
Übernehmen Sie die Führung MIT DER LVD BLECHBEARBEITUNGSTECHNOLOGIE Sheet Metalworking, Our Passion, Your Solution www.lvdgroup.com DISCOVERY LVD’s Global Perspective AUSGABE NUMMER 14 Strippit PX-Serie: Mehr als nur eine Stanzmaschine Easy-Form® und PPEB-Serie: Die neueste Generation der Maschinen Es ist elektrisch - schnelles, präzises, effizientes Biegen Galva Coat beleuchtet die Skyline von Dubai Einzelteilproduktion von Förderanlagen für deutschen Hersteller AMF-Bruns Photo credit: Dubai Airports
Transcript of LVd’s global Perspective DISCOVERY · Entwickelt aus dem Einkopf-Konzept der Pullmax und unter...

Sheet Metalworking, Our Passion, Your Solutionwww.lvdgroup.com
Übernehmen Sie die FührungMit der LVd bLechbearbeitungstechnoLogie
Sheet Metalworking, Our Passion, Your Solutionwww.lvdgroup.com
DISCOVERYLVd’s global Perspective
AusgAbe Nummer 14
Strippit PX-Serie: Mehr als nur eine Stanzmaschine
Easy-Form® und PPEB-Serie: Die neueste Generation der Maschinen
Es ist elektrisch - schnelles, präzises, effizientes Biegen
Galva Coat beleuchtet die Skyline von Dubai
Einzelteilproduktion von Förderanlagen für deutschen Hersteller AMF-Bruns
Photo credit: dubai airports

3 aus der redaktion
4 strippit PX-serie: die leistungsfähigste stanzmaschine aller Zeiten
6 neues design zieht alle Vorteile aus der biegeleistung
8 Fortschrittliche technologie setzt hersteller von beleuchtungsmasten “mastenweit” von der Konkurrenz ab
12 LVd impuls Laser und PPeb-abkantpresse ermöglichen einzelteilfertigung bei deutschem hersteller
16 dyna-Press: schnelles, präzises und effizientes biegen
18 neueste installationen
20 brasilianischer hersteller von LKW-Lade-kranen erobert anteil an wachsendem Markt
23 neueste nachrichten von LVd weltweit
IN DIESERAusgabe
Hinweis der Redaktion:
Bleiben Sie auf dem Laufenden bei den neuesten Produkten und Entwicklungen, konzipiert um Ihnen dabei behilflich zu sein eine höhere Rendite zu erzielen, die Effizienz zu optimieren sowie Rüstzeit und Ausschuss zu reduzieren. Registrieren Sie sich für unseren monatlichen E-Newsletter auf www.lvdgroup.com.
Lassen Sie uns wissen, was Sie von dieser Ausgabe der Discovery halten. Teilen Sie uns Ihre Fragen mit: [email protected] oder stellen Sie Kontakt über Facebook, Twitter, LinkedIn oder You Tube zu uns her.
LVD Company nv Nijverheidslaan 2, B-8560 GULLEGEM, BELGIEN Tel.: + 32 56 43 05 11 Fax: + 32 56 43 25 00
Strippit, Inc. 12975 Clarence Center Road Akron, NY 14001 Tel.: 716-542-4511 Gebührenfrei: 800-828-1527 Fax: 716-542-5957
seite 23
seite 20seite 18
seite 5
seite 8seite 6

Aus der REDAKTIONIn Gedenken an Marc VannesteDiese Ausgabe der Discovery ist dem Gedenken an eines der Gründungsmitglieder von LVD, Marc Vanneste, gewidmet, der am 29. März 2013 friedlich in seinem Haus in Knokke-Heist, Belgien entschlafen ist.
Als einer der Gründungspartner begann Herr Vanneste 1952 mit LVD, zusammen mit Jacques Lefebvre und später Robert Dewulf. Gemeinsam bauten sie aus einer kleinen inländi-schen Firma ein wirklich international agierendes Unterneh-men für Werkzeugmaschinen auf. Innerhalb seiner 38 Jahre Tätigkeit im Geschäftsleben und bis zu seinem Ruhestand 1990 war Herr Vanneste aktiv in den Vertrieb des Unterneh-mens eingebunden. Seine Leidenschaft für das Geschäft, sowie sein Verständnis für die Bedürfnisse der Kunden und Angestellten werden durch die Kultur bezeugt, die bis heute bei LVD erhalten geblieben ist.
Es ihren Kunden zu ermöglichen, der Konkurrenz immer einen Schritt voraus zu sein, war immer der Schlüssel zur Strategie der Gründungsmitglieder, zur kontinuierlichen Entwicklung neuer Produkte und Prozesse. Aus diesem Grund legen wir in dieser Ausgabe den Schwerpunkt auf “Die Führung übernehmen”, unabhängig davon, ob dies durch die Vorstellung neuer Produkte wie der neuen Strippit-Stanz-maschine der PX-Serie geschieht, welche die Erkenntnis darüber, was eine Stanzmaschine in der Lage zu leisten ist, auf eine höhere Ebene trägt, oder durch die Einführung der brandneuen Easy-Form® und PPEB Hochleistungs-Abkant-pressen - ernstzunehmende Maschinen, die Ihnen behilflich sind, selbst anspruchsvollste Biegeaufgaben zu lösen. Oder auch durch die Dyna-Press, einer extrem kompakten Ab-kantpresse mit elektrisch angetriebenem Biegemechanismus zum Biegen kleinerer Teile. Jedes unserer neu vorgestellten Produkte ist darauf ausgerichtet Sie dabei zu unterstützen, bei Ihrer Blechverarbeitung “Die Führung zu übernehmen”.
In dieser Ausgabe erfahren Sie auch, wie Maschinen von LVD Produktionsstätten in Brasilien, Deutschland und den Vereinigten Arabischen Emiraten dabei behilflich sind, ihre Flexibilität und Produktivität zu steigern, um der Konkurrenz einen Schritt voraus zu sein.
Matthew Fowles Group Marketing Manager
LVd discovery | 3
Seine Leidenschaft für
das Geschäft, sowie
sein Verständnis für die
Bedürfnisse der Kunden
und Angestellten werden
durch die Kultur bezeugt,
die bis heute bei LVD
erhalten geblieben ist.

LVd discovery | 4
LVD stellt die Strippit PX-Serie vor, eine neue Generation von Stanzmaschinen, die alles
andere als konventionell ist. Die Strippit PX-Serie vereinigt Stanzen, Umformen, Biegen
und Gewindebohren in einer einzigen Maschine. Effizient und kostengünstig werden
mannigfaltige Arbeitsvorgänge ausgeführt, einschließlich der Bearbeitung komplexer,
dreidimensionaler Teile.
HöHERER NuTzwERTDie Anwender von Stanzmaschinen haben schon länger verlangt, dem Stanzprozess durch
die Ausführung mehrerer Arbeitsgänge auf der Maschine einen höheren Stellenwert zu
verleihen und dadurch nachfolgende Tätigkeiten unnötig zu machen.
Die Strippit PX-Maschine wurde entwickelt, um die höchste Flexibilität aller Stanzmaschinen
bereitzustellen. Entwickelt aus dem Einkopf-Konzept der Pullmax und unter Ausnutzung
der Werkzeugbestückung im Trumpf-Stil, bietet die Strippit PX-Serie eine hohe Stanz ge-
schwindigkeit mit bis zu 505 Schlägen pro Minute bei 25 mm Lochabstand, Umformung
mit Rollwerkzeugen und sogar Gewindebohren. Der Schlüssel für die Flexibilität der Ma-
schine ist jedoch ihre Leistungsfähigkeit zum Biegen von bis zu 75 mm hohen Flanschen.
striPPit PX-serie
Eine neue Generation von Stanzmaschinen
Neue Produkte imBRENNPuNKT
LVd discovery | 5
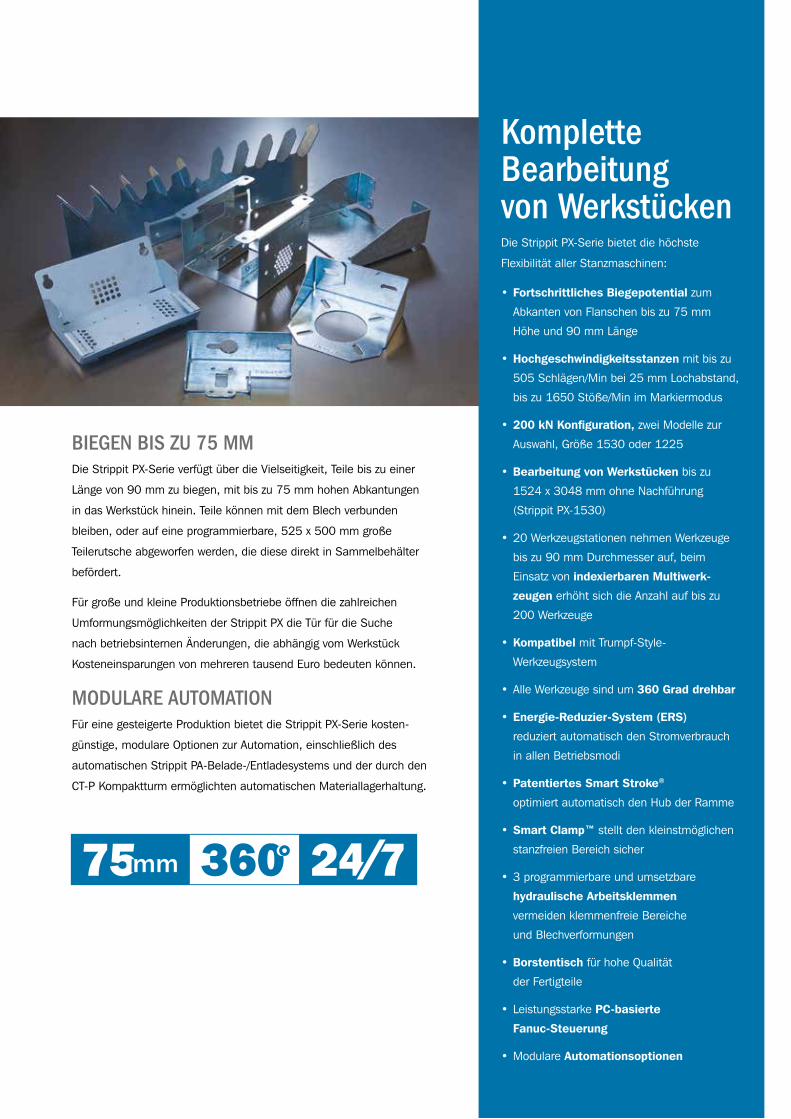
Komplette Bearbeitung von werkstückenDie Strippit PX-Serie bietet die höchste
Flexibilität aller Stanzmaschinen:
• Fortschrittliches Biegepotential zum
Abkanten von Flanschen bis zu 75 mm
Höhe und 90 mm Länge
• Hochgeschwindigkeitsstanzen mit bis zu
505 Schlägen/Min bei 25 mm Lochabstand,
bis zu 1650 Stöße/Min im Markiermodus
• 200 kN Konfiguration, zwei Modelle zur
Auswahl, Größe 1530 oder 1225
• Bearbeitung von Werkstücken bis zu
1524 x 3048 mm ohne Nachführung
(Strippit PX-1530)
• 20 Werkzeugstationen nehmen Werkzeuge
bis zu 90 mm Durchmesser auf, beim
Einsatz von indexierbaren Multi werk
zeugen erhöht sich die Anzahl auf bis zu
200 Werkzeuge
• Kompatibel mit Trumpf-Style-
Werkzeugsystem
• Alle Werkzeuge sind um 360 Grad drehbar
• EnergieReduzierSystem (ERS)
reduziert automatisch den Stromverbrauch
in allen Betriebsmodi
• Patentiertes Smart Stroke®
optimiert automatisch den Hub der Ramme
• Smart Clamp™ stellt den kleinstmöglichen
stanzfreien Bereich sicher
• 3 programmierbare und umsetzbare
hy drau lische Arbeitsklemmen
vermeiden klemmenfreie Bereiche
und Blechverformungen
• Borstentisch für hohe Qualität
der Fertigteile
• Leistungsstarke PCbasierte
FanucSteuerung
• Modulare Automationsoptionen
striPPit PX-serie
Eine neue Generation von Stanzmaschinen
BIEGEN BIS zu 75 MMDie Strippit PX-Serie verfügt über die Vielseitigkeit, Teile bis zu einer
Länge von 90 mm zu biegen, mit bis zu 75 mm hohen Abkantungen
in das Werkstück hinein. Teile können mit dem Blech verbunden
bleiben, oder auf eine programmierbare, 525 x 500 mm große
Teilerutsche abgeworfen werden, die diese direkt in Sammelbehälter
befördert.
Für große und kleine Produktionsbetriebe öffnen die zahlreichen
Umformungsmöglichkeiten der Strippit PX die Tür für die Suche
nach betriebsinternen Änderungen, die abhängig vom Werkstück
Kosteneinsparungen von mehreren tausend Euro bedeuten können.
MODulARE AuTOMATION Für eine gesteigerte Produktion bietet die Strippit PX-Serie kosten-
günstige, modulare Optionen zur Automation, einschließlich des
automatischen Strippit PA-Belade-/Entladesystems und der durch den
CT-P Kompaktturm ermöglichten automatischen Materiallagerhaltung.

LVd discovery | 6
easy-ForM® und PPeb abKantPressen
Die aktuellste leistungs starke Biegetechnologie in einem Design der neuen Generation Die Abkantpressen Easy-Form® und PPEB-Serie tragen ein modernes, neues Design,
welches alle Vorteile der leistungsstarken Biegetechnologie von LVD an den Tag
bringt. Ästhetisch und ergonomisch sind die Abkantpressen der neuen Generation
energieeffizienter, einfacher zu bedienen und verfügen über zusätzliche Sicherheits-
funktionen. Hochentwickelte Steuerungs-Technologie, Servo-Antriebe und Abtast-
sensoren stellen sicher, dass die Maschinen der Serien Easy-Form® und PPEB
einen hoch reaktionsfähigen und flexiblen Produktionsbetrieb ermöglichen.
Neue Produkte imBRENNPuNKT

LVd discovery | 7
ERGONOMISCH VERBESSERTEntwickelt mit Rücksichtnahme auf den Bediener, sind die Ab-
kantpressen der Serien Easy-Form® und PPEB jetzt wesentlich
funktionaler und anwenderfreundlicher. Ein optionales LED-Beleuch-
tungssystem leuchtet den Bereich des Hinteranschlags und des
vorderen Arbeitsbereiches aus, um eine bessere Sicht des Bedien-
ers zu gewährleisten und die Arbeitssicherheit zu verbessern. Eine
in die Abdeckung des Biegebalkens der Abkantpresse eingelassene
Statusleuchtanzeige erlaubt die optische Anzeige des Betriebszu-
standes der Maschine (Einstellung, Biegevorgang, Ruhezustand)
und ermöglicht dadurch ein effektiveres Betriebsmanagement zur
Erzielung eines höheren Durchsatzes.
AM ENERGIEEFFIzIENTESTEN IN IHRER KlASSEDas integrierte Energie-Reduzier-System (ERS) von LVD managt auf
intelligente Art den Energiebedarf, um den möglichst niedrigsten
Energieverbrauch in allen Betriebsmodi zu bewirken. Die fortschritt-
liche ERS-Technologie reduziert den Energieverbrauch gegenüber
konventionellen Modellen um bis zu 45%, was die Abkantpressen
Easy-Form® und PPEB zu den energieeffizientesten in ihrer Klasse
macht.
IN VERBINDuNG MIT DEN ERFAHRuNGEN DER ANwENDERVor mehr als drei Jahrzehnten begann LVD mit der Entwicklung
von Steuerungen für Abkantpressen. Jahrelange technologische
Kompetenz resultierte in den bisher leistungsfähigsten und benut-
zerfreundlichsten Steuerungen für Maschinen, entwickelt um die
gesamte Biegetechnologie der Maschine ausnutzen zu können. Die
neueste Generation der Abkantpressen Easy-Form® und PPEB ist
mit dem zukunftsweisenden Touch-B Steuerungs-System von LVD
ausgestattet, einer grafischen, über Symbole betriebenen Touch-
screen-Steuerung. Die Schnittstelle des Bedieners mit der Abkant-
presse nutzt einen 19” Touchscreen-Flachbildschirm. Die Arbeit mit
der Touch-B-Steuerung ist einfach und intuitiv, unabhängig vom
Qualifikationsniveau des Bedieners.
wEGwEISENDDie Biegetechnologie von LVD ist auf dem neusten Stand der
Technik und mit über 3.000 weltweit genutzten Easy-Form®-
und über 15.000 PPEB-Abkantpressen felderprobt.
Energy Consumption
TIME
120
100
80
60
40
20
0
idle
appr
oach
bend
ing
deco
mp
idle
retu
rn
Conventional machine PPEB and Easy-Form®
— — — — — — — — — —
Arbeitsraumbeleuchtung und Leuchte für Betriebsartanzeige optional
Intuitive Touchscreen-Benutzeroberfläche

LVd discovery | 8
Mit Masten zum ERFOlGdie in abu dhabi ansässige galva coat ist führend in der herstellung von Masten für die regionen am golf, nahen osten und afrika.

LVd discovery | 9
Galva Coat in Abu Dhabi, Vereinigte Arabi-
sche Emirate, verarbeitet jährlich 30.000
Tonnen Stahl für durchschnittlich 50.000
bis 60.000 verzinkte Beleuchtungs masten,
für Kunden in den Vereinigten Arabischen
Emiraten und Ländern des Golfkooperati-
onsrates. Das Unternehmen nutzt dafür eine
Reihe von standardmäßigen sowie kunden-
spezifisch gestaltete Anlagen von LVD, um
die Masten und Hochmasten bis zu 15 m
Länge und Materialdicken von 3 mm bis
50 mm zu schneiden und zu biegen.
LVD´s innovative Bearbeitungstechnologien
für Bleche und Platten erfüllen dabei die
sehr hohen Anforderungen von Galva Coat
hinsichtlich starker Beanspruchung bei der
Fertigung und Qualität des Fertigprodukts
hervorragend. Mit der daraus resultierenden
konstant hohen Teilequalität und einem
niedrig gehaltenen Nachbearbeitungsbedarf
von nur 0,5%, setzt sich die Firma Galva
Coat deutlich von ihren Wettbewerbern ab.
Erleuchtet durch eine VisionGalva Coat wurde 1996 durch Herrn
Fathallah Ikhdayer gegründet. Herr Ikhdayer
entschied sich schon früh für eine Partner-
schaft mit LVD. Als er begann, strategische
Investitionen in Präzisionsmaschinen zu
tätigen, um einen Produktionsstandort auf
dem neuesten Stand der Technik aufzu-
bauen, hat ihn die Leistungsfähigkeit von
LVD überzeugt.
Während Wettbewerbsfirmen in Produkti-
onsmaschinen der unteren Preisklassen
investierten, war Herr Ikhdayer so ehrgeizig,
die Einrichtung mit der höchsten Technolo-
giestufe und Qualität im gesamten Nahen
Osten zu schaffen. Diese Vision ist nicht
unähnlich derer, welche die herrschenden
königlichen Familien der Vereinigten Arabi-
schen Emirate verfolgen. Auch ihnen liegt
der kontinuierliche Schwerpunkt darin, das
Land zu einem weltweit führenden geschäft-
lichem Kompetenzzentrum umzugestalten.
Im Verlauf von 17 Jahren, an seiner Vision
arbeitend, investierte Herr Ikhdayer in fünf
Abkantpressen, einschließlich einer kunden-
spezifischen Tandem-Abkantpresse, zwei
Scheren, ein Laserschneidsystem und eine
CNC-Revolverstanzmaschine. Jede neue
Investition war darauf ausgerichtet, spezielle
Anforderungen des Marktes und somit auch
Produktes optimal abzudecken.
Eine vertrauensvolle Zusammenarbeit mit
dem Vertriebsvertreter von LVD für die Verei-
nigten Arabischen Emirate, Majid Qutteineh,
und Besuche bei Kunden von LVD in Europa,
überzeugten Herrn Ikhdayer davon, dass LVD
nicht nur die Anforderungen der Blechbe-
arbeitung bei Galva Coat nachvollziehen
kann, sondern vielmehr eine fast einmalige
Erfolgsgeschichte bei der Bereitstellung von
Lösungskonzepten für vergleichbare an-
spruchsvolle Anwendungen aufzuweisen hat.
„Galva Coat hat eine Menge Arbeiten als
Unterauftrag weitergegeben. Aber die Vision
von Herrn Ikhdayer war es, selber ein überra-
gendes Produkt herzustellen und einen dazu
passenden Service anzubieten“, erläutert der
stellvertretende Geschäftsführer, Herr Aziz.
„Damals waren die Preise für Beleuchtungs-
masten extrem hoch, da es im Nahen Osten
keine Fertigungseinrichtungen für solche
Produkte gab“, sagt Herr Aziz. „Herr Ikhdayer
suchte nach den zuverlässigsten, präzisesten
Anlagen, die stabil und langlebig waren und
eine gute technische Unterstützung mitbrach-
ten. Er hatte Vertrauen zu LVD und bildete
eine technische Partnerschaft mit ihnen.“
Herr Ikhdayer’s Erfahrungen mit LVD und
das dadurch erlangte Vertrauen hat zu
weiteren gemeinsamen Projekten geführt.
Zuletzt fügte Galva Coat ihrem vorhandenen
LVD-Maschinenpark ein Impuls 4030 Laser-
schneidsystem und eine Strippit V30-1225
Revolverstanzmaschine von LVD hinzu.
Diese Maschinen wurden beschafft, um
Kapazitäten für die Herstellung von Elektro-
schaltschränken und Kabelkanälen, die von
einer Abteilung von Galva Coat verwendet
werden, die auf die Infrastruktur elektrischer
Schaltanlagen spezialisiert ist, zu schaffen.
Vor der Beschaffung der Maschinenausstat-
tung wurden die Bauteile durch Subunter-
nehmer gefertigt.
„Wir machen jährlich
50.000 - 60.000
Masten, mit nur 0,5%
Nachbearbeitung.” Mohammed Botma Betriebsleiter, Galva Coat

LVd discovery | 10
Ein weiterer Bestandteil der letzten Investi-
tions welle bei Galva Coat war der Erwerb
einer der größten kunden spezifischen
Abkantpresse, die LVD je gebaut hat, eine
3.000 Tonnen Einzel maschine. Diese spe-
ziell angefertigte Maschine ermöglicht es
Galva Coat, 25 mm starkes Material auf bis
zu 15 Metern Länge zu biegen, ein weiteres
wichtiges Unterscheidungsmerkmal des Un-
ternehmens gegenüber dem Wettbewerb.
An der Spitze des FeldesHeutzutage wird Galva Coat von Fathallah’s
Sohn, Islam Ikhdayer, geleitet. Das Unter-
nehmen beschäftigt in seiner 16.000 m²
umfassenden Produktionseinrichtung 270
Mitarbeiter und fertigt Beleuchtungsmas-
ten, Sende masten, klappbare Masten und
Profil stahlbauten. Diese werden im eigenen
Haus galvanisiert, um eine hohe Wider-
standsfähigkeit gegen Korrosion für raue
Bedingungen zu bieten.
Galva Coat ist mit einem Marktanteil
von 65% die führende Marke bei Be-
leuchtungsmasten und Leitplanken im
Nahen Osten, Afrika und Indien. Erreicht
wurde dies durch den hohen Qualitäts-
standard ihrer Produkte. Die Auftraggeber
sind staatliche, öffent liche sowie private
Unternehmen aus dem Straßenbau aber
auch andere Vertragsunternehmen, welche
in Länder des Nahen Ostens, Afrikas und
Indien exportieren.
Integrierte ProduktionGalva Coat setzt die Anlagen von LVD in
einem integrierten System ein. Beginnend
mit der Offline-CAD-Teileprogrammierung
hin zum Scheren, Laserschneiden, Stanzen
und Biegen bis zum fertigen Produkt, alles
aus einer Hand und aufeinander optimal
abgestimmt.
Eine LVD 1.400 Tonnen, 14 Meter Tandem-
Abkantpresse und eine 14 Meter lange,
halbautomatische Tafelschere werden zum
scheren von Material und zum Formen von
Teilen eingesetzt.
Eine 3.000 Tonnen LVD PPEB-Abkant presse
ergänzt die Tandem-Presse und wird für
die Formung von bis zu 15 Meter langen
und bis zu 25 mm starken Masten und
Rohrleitungen genutzt. Servogesteuert, mit
hochmoderner Hydraulik und Elektronik, ist
die PPEB-Abkantpresse die größte Maschine
ihrer Art im Nahen Osten und re prä sen tiert
die fortschrittlichste, weltweit verfügbare
Umformtechnologie in einem schlüsselfer-
tigen System, ein schließlich Abkantpresse,
Automation, Teileabtransport und Umform-
werkzeugen.
Über 90% des Tages formt die maßgefertigte
Abkantpresse Beleuchtungsmasten. Ein pro-
grammierbares V-Achsen Bombiersystem,
welches in die Maschine integriert und mit
dem CADMAN®-Steuersystem der Maschine
synchronisiert ist, stellt sicher, dass während
des Biegevorgangs Tisch und Stößel parallel
stehen. Dadurch bleibt die Präzision der
Teile auf höchstem Niveau und die Notwen-
digkeit zur Nachbearbeitung minimal.
„Wir machen etwa 50.000 bis 60.000 Mas-
ten im Jahr, bei nur 0,5% Nachbearbeitung,
was zeigt, wie beständig diese Technologie
ist“, sagt Herr Mohammed Botma, Betriebs-
leiter bei Galva Coat.
„Die 15 m Abkantpresse hat unsere Biege-
fähigkeiten beim Umformen bis zu 50 mm
starkem Stahl erweitert, wodurch unsere
Produktionskapazitäten anstiegen und wir in
der Lage waren, größere Masten aus stärke-
rem Material zu produzieren. Dies wiederum
hat Galva Coat dabei geholfen, sich von der
Konkurrenz abzuheben.“, sagt Herr Aziz.
Ein hochleistungsfähiges LVD Impuls-
Laserschneidsystem mit Tischwechselsystem
ermöglicht es Galva Coat, große Bleche zu
handhaben und dünne sowie dicke Materia-
lien aus Baustahl, Aluminium und Edelstahl
zu bearbeiten. Die beiden Wechseltische
können unabhängig von der Maschine
betrieben werden und lassen die vollstän-
dige Verarbeitung von zwei Blechen ohne
einen Eingriff durch den Maschinenführer
zu. Tätigkeiten zur Bestückung und Ent-
nahme können parallel zum Schnittvorgang
ausgeführt werden, was die Produktivität von
Galva Coat steigert.
Eine hohe Produktivität und Genauigkeit
erzielt das Laserschneidsystem durch die
Kombination aus hohen Achsengeschwin-
digkeiten und optimalen Schnittbedingun-
„Die 3.000 Tonnen, 15 Meter
Abkantpresse hat unsere
Leistungsfähigkeit zum
Biegen von Stahl in 50 mm
Stärke erhöht, was unsere
Kapazitäten in der Produktion
verbessert hat und uns
ermöglicht, größere Masten
aus stärkerem Material zu
fertigen”.
Islam Ikhdayer, Geschäftsführender Direktor

LVd discovery | 11
gen, auf Grund eines einzigartigen Systems
einer konstanten Strahllänge, im gesamten
Schnittbereich.
„Die einheitlichen Ergebnisse, welche die
Anlagen von LVD jeden Tag aufs Neue
liefern, beweisen, dass LVD die richtige
Wahl für uns ist“, meint Herr Islam Ikhdayer.
Das System der konstanten Strahllänge
der Impuls-Laserschneidanlage beseitigt
die Divergenz des Laserstrahls und stellt für
Galva Coat identische Ergebnisse für den
gesamten Schnittbereich sicher, und dies
bei optimalen Geschwindigkeiten und einer
ausgezeichneten Qualität der Schnittkanten.
Die Besonderheit der Kantenfunktion ermög-
licht den Schnitt scharfer Kanten, speziell
bei dickeren Platten und ist entscheidend
für Galva Coat bei der Verarbeitung von
Hochleistungsstählen.
„Die Lasermaschine ermöglicht es uns
Platten mit Feinschnitt zu produzieren,
mit besserer Präzision und in höheren
Stückzahlen“, erklärt Herr Aziz.
Galva Coat setzt seine Strippit V30-1525
ein. Zum Stanzen von Materialien bis zu
6,4 mm bei bis zu 1.000 Hüben pro Minute.
Hauptsächlich wird die CNC-Stanz-Nibbel-
Maschine zur Produktion von Zubehörteilen
für die Beleuchtungen und Masten sowie
zur Abarbeitung von Lohnaufträgen einge-
setzt. Der Revolver mit 48 Stationen verfügt
über eine einzigartige Kombination von
Werkzeugaufnahmen, welche Galva Coat
Flexibilität und eine große Kapazität zum
Stanzen sowie für spezielle Umformungen
zur Verfügung stellt. Die stabile Rahmen-
bauweise der Maschine und die hochentwi-
ckelte Tischpositionierung sichern eine hohe
Teilegenauigkeit von ± 0,1 mm und eine
Wiederholbarkeit von ± 0,05 mm, über die
gesamte Tischfläche.
„Die Lasermaschine und die CNC-Stanzma-
schine erlauben uns die Einrichtung neuer
Produktionslinien für Kabeltrassen und
weitere Präzisionsschnitt-Arbeiten“, sagt
Herr Aziz.
Erhalt von MarktanteilenNachdem die hochmoderne Produktions-
einrichtung Realität geworden ist, liegt das
Hauptaugenmerk von Galva Coat jetzt
darauf, die Kunden mit den besten Preisen
und zuverlässigen Belieferungen zufriedenzu-
stellen und die Ausweitung seines Marktan-
teils fortzusetzen. Bei der Realisierung die-
ses Vorhabens wird LVD auch weiterhin die
technische Unterstützung und lösungsorien-
tierte Beratung bei zukünftigen Investitionen
in Maschinenanlagen zur Verfügung stellen.
Es ist eine bewiesenermaßen erfolgreiche
Partnerschaft.
„Die einheitlichen Ergebnisse, welche die
Anlagen von LVD jeden Tag aufs Neue
liefern, beweisen, dass LVD die richtige
Wahl für uns war. Die Partnerschaft die wir
mit LVD gebildet haben, hat es uns ermög-
licht, in die weltweit beste Technologie zur
Blechverarbeitung zu investieren. Dies hilft
Galva Coat, der Konkurrenz immer einen
Schritt voraus zu sein“, sagt Islam Ikhdayer,
Geschäftsführender Direktor.
“Die einheitlichen Ergebnisse,
welche die Anlagen von LVD
jeden Tag aufs neue liefern,
beweisen, dass LVD die
richtige Wahl für uns ist.” Islam Ikhdayer, Geschäftsführender Direktor
Mohammed Botma und Aziz Aziz
Majid Qutteineh, Geschäftsführender Direktor von Easy Metal Forming
Fathallah Ikhdayer, Galva Coat Gründer
Carl Dewulf, LVD Präsident und Geschäftsführender Direktor

LVd discovery | 12
lVD-Systeme
VERäNDERNdie herstellung von Förderanlagen

Ein Lasersystem, eine Tandem-Abkantpresse
sowie die CADMAN® 3D-Software von LVD
haben AMF-Bruns dabei unterstützt, die Art
und Weise zu ändern, in der sie ihre Produkte
entwickeln und fertigen.
Mit Stammsitz in Apen, Nordwestdeutschland,
und einem zweiten Standort in der Nähe von
Friesoythe gilt das Unternehmen als führend
auf zwei völlig unterschiedlichen Märkten.
Zum einen bei Förder- und Schüttgutanlagen,
zum anderen als Hersteller behindertenge-
rechter Fahrzeuge.
Der 4 kW Impuls Laser, mit doppelten
3 x 8 m großen Wechseltischen und die
2 x 4 m Tandem-Abkantpresse werden haupt-
sächlich in der Fertigung der Förder- und
Schüttgutanlagen eingesetzt. Die Anwendung
der Offline-Programmiersoftware CADMAN®
von LVD, kombiniert mit schnellem Set-up und
der Präzision direkt von Beginn an, erlaubt
dem Unternehmen eine fertigungssynchrone
Einzelteilproduktion.
Die Genauigkeit und Qualität der gefertigten
Teile haben es AMF-Bruns auch ermöglicht,
viele ihrer Komponenten neu zu gestalten,
weg von geschweißten hin zu verschraubten
Konstruktionen.
Der Projektleiter des Change Management,
Sebastian Seger, erläutert: „Wir haben unter-
sucht, wie wir ein schlankes Management und
Lean-Prinzipien in die Montage einbringen
können – auf die gleiche Art, wie Fahrzeuge
am Fließband montiert werden, wollen wir un-
sere Förderanlagen in absehbarer Zukunft auf
einer Fertigungsstraße bauen. Wir arbeiten nur
auf Auftrag, somit wird jedes Teil für eine spe-
zielle Bestellung gefertigt, für eine bestimmte
Stelle in der Endkonstruktion.“
Jede Fertigungsabteilung – Materiallager,
Laserschneiden, Abkanten – fungiert als inner-
betrieblicher Zulieferer für den nachfolgenden
Arbeitsvorgang, mit einem Zeitplan der darauf
basiert, wann das Teil durch den innerbetrieb-
lichen Kunden benötigt wird – ohne Puffer und
ohne in Ausführung befindliche Arbeit.
Ein Kollege von Herrn Seger, der Leiter der
Abteilung für Blech- und Plattenverarbeitung,
Hinrich Böhlje, fügt hinzu:
„Beim Laser warten wir zur Maximierung der
Betriebszeit nicht, bis die gesamte Blechtafel
verschachtelt ist. Wir haben keine unfertigen
Bestände und fertigen nichts auf Vorrat. Alles
wird für den sofortigen Einsatz gefertigt.“
„Mein Lieferant ist die Einkaufsabteilung. Sie
ist dafür verantwortlich sicherzustellen, dass
ich die benötigten Materialien habe, wenn ich
sie brauche. Meine Verantwortung liegt darin
dafür zu sorgen, dass meine Kunden ihre
Teile erhalten, wenn sie diese brauchen. Wir
haben einen vollständig integrierten Produkti-
onsablauf, in dem alle Teile in Arbeitsschritten
synchronisiert sind. Und der Laser bestimmt
LVd discovery | 13
Sebastian Seger und Hinrich Böhlje

LVd discovery | 14
das Tempo für das gesamte Unternehmen.
Stoppt der Laser, stoppt alles – somit war
die Arbeitsbeständigkeit und Zuverlässigkeit
der LVD-Maschine ein ausschlaggebender
Faktor für uns – und wir wissen, dass LVD
wenn irgendetwas schief läuft, umgehend
reagiert.“
Diese Art zu produzieren ist abhängig von
der Fähigkeit, kleine Chargen effizient zu
bearbeiten. Beim Laserschneiden sind es
die Offline-Programmierung in CADMAN®-L
und die beiden Wechseltische, die AMF-
Bruns die Reaktionsfähigkeit und Flexibilität
verleihen, die sie benötigen um auf diese
Weise vorzugehen.
Auch das Materialmanagement ist von
entscheidender Bedeutung, meint Herr
Seger: „Es kann vorkommen, dass wir im
Verlauf eines Tages unabhängig voneinander
fünf mal das gleiche Material auf den Laser
legen. Wir meistern die Lage durch die
Ausnutzung unserer CADMAN®-L Software,
um die bereits angeschnittenen Bleche auf
einem sehr hohen Niveau zu managen.
Somit sind unsere Ablaufpläne nicht auf
den effizienten Schnitt auf dem Niveau
eines einzelnen Auftrags hin ausgerichtet,
sondern über alle Aufträge hinweg.“
Ähnlich verläuft es bei der Abkantpresse,
sagt Herr Böhlje.
„In der Theorie könnten wir die Werkzeugbe-
stückung nach jedem einzelnen Teil wech-
seln – in der Praxis kann es gut sein, dass
man in einer Schicht fünfmal das Set-up
einrichtet, um identische Teile zu kanten.“
Auch hier ist die Tatsache, dass die
Maschine nicht programmiert werden
muss der Hauptgrund, der dies ermöglicht.
„Die Offline-Programmierung mit CADMAN®-B
bringt uns ein Maximum an Maschinen-
betriebszeit. Wir müssen lediglich das
Programm auswählen, überprüfen ob alles
ok ist und dann anfangen.“ Und Dank des
Easy-Form® Winkelmess- und Korrektur-
systems ist das Teil gleich beim ersten Mal
richtig.
„Es gibt nichts Besseres auf dem Markt,“
sagt Herr Böhlje. „Wenn es um die Abkant-
pressen-Technologie geht, hat LVD wirklich
alle Antworten zur Hand. Wir haben den
Arbeitsablauf bis zu einem Niveau optimiert,
auf dem der Maschinenführer wirklich nur
das tut, was er tun soll – das Teil formen.
Die Maschinenausnutzung liegt jetzt beim
Laser und bei der Abkantpresse bei rund
80%. Der Laser ersetzt drei Plasma-Maschi-
nen, die zusammen eine Effizienz von gera-
de 30% hatten. Es ist diese Effizienzsteige-
rung, die es dem Unternehmen ermöglichte,
die Einzelteilfertigung einzuführen.
„Es gibt nichts Besseres
auf dem Markt,“ sagt Herr
Böhlje. „Wenn es um die
Abkantpressen-Technologie
geht, hat LVD wirklich alle
Antworten zur Hand.“ Hinrich Böhlje

Desweiteren haben die LVD-Maschinen
AMF-Bruns die Möglichkeit eröffnet, alle inter-
nen Ausführungscodes zu überarbeiten und die
auf Laserschnitt und Ausführung beruhenden
Teile für die Montage zu optimieren.
Wo immer möglich, werden die Teile jetzt eher
verschraubt als verschweißt, wobei die Präzisi-
on des Lasers dies erst ermöglicht hat. Dank
des Lasers können die Teile, die trotzdem noch
geschweißt werden müssen so ausgeführt wer-
den, dass sie selbstsichernd zusammenpas-
sen. Durch die Kapazität zum Schneiden und
Umformen von 8 m langen Teilen können diese
jetzt einteilig und nicht wie früher in Sektionen
gefertigt werden.
Bei trogförmigen Schneckenförderern z. B.
wurden die U-förmigen Trogsegmente auf
pyramidenförmigen Rundwalzen geformt. Diese
hatten eine maximale Breite von 3 m, somit
musste ein 8 m langer Trog aus drei Seg-
menten zusammengeschweißt werden. Jetzt
können sie einteilig auf der Abkantpresse in
Form gebracht werden.
Die Hitze des Schweißvorgangs sorgte auch für
ein Verziehen – somit sind auch Richtarbeiten
nicht mehr erforderlich.
Herr Seger meint: „In jeder Beziehung hat uns
die Investition in die Maschinen und Software
von LVD eine bessere Qualität, kürzere Rüst-
zeiten und eine erheblich gesteigerte Produkti-
vität gebracht. LVD hat ein wirklich integriertes
Lösungskonzept und das ist ein gewaltiger
Vorteil“.
“LVD is a trusted partner that we can
rely on for technology, information,
business direction for the long term.
That’s key.”General Manager, Mr. Soetadji
„In jeder Beziehung hat uns die Investition in die
Maschinen und Software von LVD eine bessere
Qualität, kürzere Rüstzeiten und eine erheblich
gesteigerte Produktivität gebracht.“
Sebastian Seger, Projektleiter

LVd discovery | 16
Die Dyna-Press ist Ihr perfekter Partner zum schnellen Biegen kleinerer und
ein facherer Teile. Einfach mit einem Gabelstapler an die gewünschte Stelle setzen,
in die Steckdose stecken und schon kann die Arbeit losgehen. Ihr Mitarbeiter, der
bislang nur Ihre Stanzmaschine oder Laserschneidanlage überwacht hat, kann Ihren
Tätigkeiten jetzt einen höheren Nutzen bringen, da er jetzt gleichzeitig Teile biegen kann.
dyna-Press
Schnelles, präzises und effizientes Biegen
Neue Produkte imBRENNPuNKT

LVd discovery | 17
dyna-Press
Schnelles, präzises und effizientes Biegen
Dyna-Press Vorteile• Geringe Produktionskosten pro Stück
• Effizientes Biegen kleinerer Teile
• Hohe Beschleunigungs und Abbrems
werte mit Biegegeschwindigkeiten von
bis zu 25 mm pro Sekunde
• Kompakte Bauform (1235 x 1092 mm),
kann einfach umgesetzt werden
• Einfach zu bedienende
TouchscreenSteuerung
Die Dyna-Press nutzt für den schnellen, leistungsstarken und
effi zienten Betrieb ein elektrisches Pressenantriebssystem. Hohe
Geschwindigkeiten bei Ramme und Hinteranschlag sorgen für eine
hohe Produktivität der Maschine, mit Biegegeschwindigkeiten von
bis zu 25 mm in der Sekunde. Drei CNC-gesteuerte Achsen (X, Y, R)
ermöglichen eine vielseitige Einsetzbarkeit.
Kompakt und transportabel spart die Dyna-Press kostbare Grundfläche
und kann ohne Probleme mit einem Gabelstapler umgesetzt werden.
Ihr ergonomisches Design erlaubt es dem Bediener, während des
Biegens der Teile zu stehen oder zu sitzen. Die Dyna-Press verfügt
über ein selbstnivellierendes Dreifuß-System und höhenregulierbare
Fußpedale.
Eine Touchscreen-Steuerung mit grafischen Symbolen ist einfach
und intuitiv zu bedienen und sorgt für einen mühelosen Betrieb
der Dyna-Press durch Nutzer auf allen Erfahrungsstufen.
HAuPTMERKMAlEKosteneffiziente elektrische Ramme mit Servo-AntriebDie Dyna-Press Abkantpressen arbeiten mit einem elektrischen Servo-
Antrieb, der hohe Geschwindigkeiten der Ramme beim Absenken,
Biegen und Rückzug ermöglicht, für einen effizienten Biegevorgang
und geringere Kosten pro Stück. Es werden Biegegeschwindigkeiten
bis zu 25 mm pro Sekunde erreicht. Die Dyna-Press verfügt über eine
Biegekraft von 12 Tonnen und handhabt Biegelängen bis zu 835 mm.
Energieeffiziente AusführungDas elektrische Antriebskonzept des Stössels minimiert den Energie-
verbrauch durch die Ausnutzung eines optimalen Verhältnisses
zwischen Leistung und Motorträgheit.
Touchscreen-SteuerungLVD’s Touchscreen-Steuerung ist einfach zu bedienen und bietet eine
synchronisierte Steuerung der Maschine, was die Positionierung aller
verfügbaren Achsen ermöglicht. Bei der infrarot Technologie handelt es
sich um eine bewährte, zuverlässige und robuste Industrieausführung.
Kompakt und transportabelDie Dyna-Press ist kompakt und transportabel, mit einer Standfläche
von 1235 x 1092 mm. Die Maschine kann schnell und einfach mit
einem gewöhnlichen Gabelstapler umgesetzt werden.
werkzeugsystemeDyna-Press ist kompatibel mit Universal- oder US-Stil-Werkzeug-
systemen, ausgestattet mit Schnellspannadapter für schnelle
Werkzeugwechsel.

Australienhume Masterpanel Pty Ltd, bundamba,
einer der größten australischen hersteller
von türen aus holz und stahl, hat seine
Produktionsanlagen mit einer strippit V20-
1525 stanzmaschine und zwei PPeb-ab-
kantpressen ergänzt. das unternehmen ist
eine tochtergesellschaft der hume-gruppe,
die Werke und Lagerhäuser in ganz austra-
lien und neuseeland betreibt.
ItalienMerlo, teil der Merlo gruppe, cuneo, hat
zwei abkantpressen installiert, eine PPeb-h
1000/81 und eine easy-Form® 400/45,
für die Fertigung ihrer weltbekannten teles-
koplader, selbstladenden betonmischer
und Kettenfahrzeuge.
Malaysiasupreme steelmakers sdn. bhd., Kuala
Lumpur, hat sein viertes co2 -Laser-
schneid-system von LVd installiert, eine
6 kW hochleistungsmaschine axel 3015 s
Linear. darüber hinaus hat das unterneh-
men kürzlich in eine PPec-4 abkantpresse
investiert. einer der führenden stahlliefe-
ranten Malaysias, supreme, schneidet und
bearbeitet stahlstäbe, röhren/rohrleitun-
gen für den Lagerbestand.
Polendynaxo sP. z.o.o. hat ihre Fertigungsein-
richtung in Wronki mit einem sirius 3015
4 kW Laserschneid-system erweitert. der
hochleistungs-co2-Laser verleiht dynaxo
die Flexibilität zur Fertigung ihrer breitge-
fächerten Produktpalette, einschließlich
Kleinbacköfen und Keramikkochfeldern,
freistehender herde, Küchenausstattungen
und Kühlschränken und mehr als 1.000
unterschiedlicher Produkte aus dünnblech,
verzinktem blech und edelstahlblechen.
Chinagiant Kone-aufzüge, ein Joint-Venture von
Kone aus Finnland und Zhejiang giant
holdings Ltd hat vor kurzem zwei neue ab-
kantpressen der PPec-5 serie von LVd in
seinem Werk in Zhejiang huzhou in betrieb
genommen. die zwei neuen Maschinen
werden in der Fertigung von Komponenten
für aufzugkabinen eingesetzt.
ungarnein führender hersteller von landwirtschaft-
lichen Maschinen, claas, hat unlängst in
seiner niederlassung claas hungária Kft,
in törökszentmiklós, ungarn, zwei 220
tonnen, 4 m easy-Form®-Maschinen
aufgestellt. diese hoch leistungsfähigen
Maschinen dienen zur sicherstellung einer
konsequent hochqualitativen biegeleistung
im ungarischen Produktionszweig von
claas.
uSAdie heiden inc. of Manitowoc, Wisconsin
hat eine stanzmaschine der Pullmax
720-serie zusammen mit den automatio-
nen beladen/entladen und aufnehmen/
sortieren in dienst gestellt. die neue
Maschine wird genutzt zur bereitstellung
zusätzlicher Produktivität und Flexibilität
bei den dienstleistungen für die unter-
schiedlichen Kunden von heiden im
bereich unterauftragnehmer.
Belgiendas führende belgische stahl-servicezen-
trum Verhoestraete beschafft eine neue
PPeb-h 800 tonnen – 9,1 m abkantpres-
se, um seine XXL-Leistungsfähigkeit zu
verstärken und seinen status als eines von
europas führenden stahl-servicezentren
auszubauen.
LVd-anlagen sind in Produktionsstätten weltweit installiert, einschließlich in einigen der führenden Fertigungs-unternehmen der Welt.
NEuESTE Installationen
LVd discovery | 18
Merlo fertigt seine Weltklasse-Teleskoplader mit der Abkantpressen-Technologie von LVD.
Die in China ansässige Giant KONE stellt die hochqualitativen Abkantungen durch PPEC-Abkantpressen von LVD sicher.
Die in Belgien beheimatete Verhoestraete ist richtungsweisend für die Verarbeitung in XXL-Stahl-Servicezentren.

Claas ist ein weltbekannter Hersteller
von Maschinen für die Landwirtschaft,
einschließlich Mähdreschern,
Traktoren, Packpressen,
Feldhäckslern und Teleskopladern.

LVd discovery | 20
Biegen hochfester Stahlausleger mit
PRäzISIONargos guindastes,
hersteller von LKW-Ladekranen

LVd discovery | 21
Das Wachstum des brasilianischen Herstel-
lers von LKW-Ladekranen, Argos Guindas-
tes, ist in jeder Hinsicht außergewöhnlich.
2003 bei Null angefangen, wurde er zu
einem Führer bei Umsatz und Technologie
auf dem brasilianischen Markt. Jetzt wurde
eine neue Fertigungs-Niederlassung, AGC
Mechanische Komponenten, eröffnet, die
spezialisiert ist auf die Produktion von ge-
schnittenen und geformten Komponenten
aus hochfesten Domex-Stählen.
Es wird nicht nur der unternehmenseigene
Bedarf gedeckt, sondern auch anderen
Kunden des wichtigsten Partners, SSAB,
die Lohnfertigung für Biegedienstleitungen
angeboten.
Der Schlüssel für dieses Leistungspoten-
tial ist eine LVD PPEB-H Abkantpresse
mit 1.000 Tonnen und 8 Metern Breite,
ausgestattet mit LVD’s Easy-Form®, dem
Echtzeit-Winkelmess- und Korrektursystem.
Der Hauptabsatzmarkt des Unternehmens,
auf den 99% der Produktion entfallen, ist
Brasilien. Nun wird der Vertrieb auf andere
Teile Südamerikas ausgedehnt, einschließ-
lich Kolumbien, Bolivien, Uruguay sowie
Argentinien.
Argos entstand, als der Eigentümer die Ge-
legenheit hatte, die Produktionsrechte an
einer Reihe von LKW-Ladekranen zu erwer-
ben und das Marktpotential erkannte. Im
Verlauf einiger Jahre entwickelte das Un-
ternehmen seine eigene AGI-Produktreihe,
wobei es mit SSAB zusammen arbeitete
und Pionierarbeit bei der Verwendung von
hochfesten Domex-Stählen leistete. Bereits
fünf Jahre nach der Gründung war Argos
Marktführer in Brasilien und wurde einer
der zehn größten Hersteller von LKW-La-
dekranen weltweit. Heute werden täglich
ungefähr acht Krane ausgeliefert.
MarktführerDie hochfesten Stähle haben es Argos er-
möglicht, leichtere Krane mit einer größe-
ren Reichweite und Tragkraft zu entwickeln
- ein Schritt der mit der Markteinführung
der AGE-Baureihe von LKW-Ladekranen
fortgesetzt wurde.
Wie Horacio Bregoli, Technischer Direk-
tor von Argos erklärt, hat Argos sich ganz
bewusst auf diesen Weg begeben, um sich
vom Rest des Marktes zu unterscheiden.
“Wir sind nicht nur einfach ein weiterer
Lieferant. Wir waren das erste Unterneh-
men in Brasilien, welches hochfeste Stähle
verwendet hat und die ersten, die mit
SSAB zusammen arbeiten. Und wir waren
das erste Unternehmen, welches sich auf
sechseckige statt rechteckige Ausleger
verlagert hat.”
Das Unternehmen hat ein strenges
Augen merk auf die Produkt ent wicklung
und nutzt für die Entwicklung seiner
Entwürfe und die rigorosen Tests vor
der Produktionsaufnahme die moderne
Finite-Elemente-Methode (FEM). Neue
Baureihen werden mit 100.000 Lade-/
Entladeabläufen und Prüflasten bis zur
Zerstörung getestet.
“Wir sind das Unternehmen, welches die
Technologie in Brasilien anführt”, sagt Herr
Bregoli. “Wir entwickeln unsere eigenen
elektronischen Steuerungen, verwenden
nur beste Materialien und haben un-
ser eigenes Fertigungsunternehmen für
Hydraulikzylinder. Dies sind Schlüsselkom-
ponenten, mit denen wir die Kontrolle über
die Qualität ausüben wollen.”
Die AGI-Markteinführung setzt die Beto-
nung der innerbetrieblichen Kapazitäten
fort, jedoch ist der Schritt hin zur Lohn-
fertigung ein neues unternehmerisches
Vorhaben.
“Wir sind einer der Partner von SSAB in
Brasilien, und sie baten uns abzuwägen,
ob wir auch Material für ihre Kunden verar-
beiten könnten. Wir werden versuchen, in
diesem Teil des Marktes als Lohnfertiger für
lasergeschnittene und präzisionsgeform-
te Teile aus anspruchsvollen Materialien
erfolgreich zu sein”, sagt Herr Bregoli.
Diese Strategie war der Grund dafür,
warum AGC eine 8 m Abkantpresse be-
nötigte, denn die längsten Teile die sie
für die eigene Produktion benötigen,
sind lediglich 6 m lang.
Wie Herr Bregoli erläuterte, war tatsächlich
die Erfahrung von LVD in der Herstellung
großer Abkantpressen und ihre Sachkennt-
nis über die Fertigung von Auslegern einer
der Gründe, warum AGC sie für die Liefe-
rung der Maschine auswählte. Der Schlüs-
selfaktor bestand jedoch in der Fähigkeit
des Easy-Form® Laser-Winkelmess- und
Kompensationssystems zur Sicherstellung
von perfekten Biegungen in langen Kompo-
nenten aus hochfesten Stählen.
AGC arbeitet mit Domex 700 in Stärken
von 4 mm bis zu 9,5 mm sowie mit Domex
500 bis zu 12 mm. Für die Zukunft wird
das Biegen von Domex 960 in Stärken von
4 mm bis zu 8 mm erwartet, was die Ent-
wicklung stärkerer und leichterer Ausleger
ermöglicht.
Die teleskopischen Kranausleger können
aus bis zu neun vorgefertigten, ineinander
gleitenden Auslegerabschnitten bestehen,
wodurch die Biegepräzision ausschlagge-
bend für die korrekte Funktion des Krans
ist.
“Wir hatten Biegeprobleme bei unseren
Ausleger-Konfigurationen. Ein großes und
ausschlaggebendes, wenn nicht das wich-
tigste überhaupt war die Winkelmessung
und der Grund für die Auswahl von LVD”,
sagt Herr Bregoli.
„Wir waren das erste
Unternehmen, welches
sich auf sechseckige
statt rechteckige Ausleger
verlagert hat.”

LVd discovery | 22
“Für uns ist es sehr wichtig, in der Lage zu sein die Durchbiegung
der Presse zu messen und durch den Einsatz des automatischen
Bombiersystems auszugleichen. Und es ist sehr wichtig, alle
Schwankungen in der Streckgrenze entlang der Teillänge kom-
pensieren zu können, um sicherzustellen, dass wir die richtigen
Abmessungen für den Ausleger erhalten.”
Kein Anschluss“Wir wollten Ausschuss bei den Auslegern vermeiden. Eins der
Hauptprobleme, welches wir in der Vergangenheit hatten, war die
Nachbearbeitung und Korrektur von Teilen, um diese verwendbar zu
machen. Durch das Easy-Form®-System können wir die Nachbear-
beitungsprozesse vermeiden.”
Zur weiteren Verbesserung der Qualität ist die Maschine mit einem
System zum Abziehen der Teile ausgestattet, sodass AGC sechs-
eckige Ausleger komplett einteilig formen kann, ohne zwei Profile
fertigen zu müssen, die aufeinander geschweißt werden. Der
Abzieher entfernt die geformten Teile seitlich von den Werkzeugen
in der Maschine.
Um kurze Durchlaufzeiten zu sichern, basiert die Produktion
bei AGC und Argos auf einem Konzept des Komponenten-
”Supermarktes”.
Die Aufgabe von AGC liegt darin, geschnittene und geformte Teile
an den Supermarkt zu liefern, um immer einen Grundbestand an
Teilen für jeden Krantyp sicherzustellen. Erhält Argos einen Kunden-
auftrag, entnimmt die Schweißabteilung die erforderlichen Teile aus
dem Supermarkt und beginnt mit der Endfertigung.
Die Produktionspläne für AGC basieren auf den Auftragseingängen
der letzten drei bis sechs Monate sowie den Vertriebsprognosen für
die kommenden Monate, ergänzt durch eine monatliche Produktion.
Weicht die tatsächliche Nachfrage erheblich von der prognosti-
zierten Nachfrage ab, besteht die Flexibilität zur Umplanung der
Produktion für spezielle Teilesätze innerhalb des Monates.
Horacio Bregoli erläutert: “Wir können eine Durchlaufzeit von 15 bis
20 Tagen bieten, da wir alle geschnittenen und geformten Teile im
Supermarkt vorrätig haben. Das ist der Zeitraum, der vom Beginn
der Schweißarbeiten bis zur Endversendung benötigt wird - was
in unserem Industriesektor sehr gut ist. Kauft ein Kunde einen
LKW und will ihn mit einem Ladekran ausrüsten, möchte er beides
zusammen haben. Es braucht rund 15 Tage bis der LKW geliefert
wird, so können wir mit unserer kurzen Durchlaufzeit den Kran
ausliefern, wenn er benötigt wird.”
Horacio Bregoli, Technischer Direktor Argos

LVd discovery | 23
lVD Mitarbeiter überneh-men die Führung mit dem neuen lVD-FahrradtrikotEs ist kein Geheimnis, wir sind beses-
sen von der Metallbearbeitung und vom
Radsport, unserem Nationalsport. Als
einer unserer Ingenieure die Idee hatte,
ein LVD-Trikot zu designen, war LVD sofort
begeistert. Der Ingenieur hat das Design
selbst entwickelt und das Trikot wurde
sofort in Auftrag gegeben. Die Trikots sind
nun unter den eigenen Mitarbeitern verteilt
und so erreichen sie nun nicht nur die
Führung bei ihrer Arbeit, sondern auch im
Feld beim Radrennen.“
Vertriebs- und Service-niederlassung in IndienLVD hat in Bangalore, Indien, eine
Tochtergesellschaft gegründet.
Die Gründung von LVD Strippit India Pvt
Ltd geht aus dem erfolgreichen, 2008 ge-
schlossenen Joint Venture zwischen Magal
Engineering und LVD Indien hervor und
vereinigt die Ressourcen der beiden Fir-
men in einem Unternehmen. LVD Strippit
India Pvt Ltd zieht seinen Nutzen aus der
umfangreichen, jeweiligen Marktkenntnis
der beiden Firmen, zur Maximierung der
Marktabdeckung und Sicherung einer
überzeugenden, örtlich konzentrierten
Betreuung in Vertrieb und Service bei
einem wachsenden Kundenstamm
Herr Narasinga Rao leitet als Hauptge-
schäftsführer die neue Vertriebs- und
Serviceniederlassung und wird die stra-
tegischen Wachstumspläne von LVD auf
dem indischen Markt umsetzen, die eine
Einrichtung eines 800 Quadratmeter gro-
ßen Technologie-, Vorführ- und Schulungs-
centers in Bangalore umfassen, sowie
die Personaldecke verstärken, um auf die
Bedürfnisse der metallverarbeitenden Be-
triebe in Nord-, Ost-, Süd- und Westindien
reagieren zu können.
weltweite Erweiterung der ProduktionInnerhalb der vergangenen 18 Monate
hat LVD seine weltweiten Produktionska-
pazitäten um 5.700 m² erweitert. Diese
neuen, hochmodernen Einrichtungen
ermöglichen es LVD, stufenweise eine
umfassende Bandbreite an Produkten zu
unterhalten, über die Kernkompetenzen
von Laserschneiden, Stanzen, Biegen und
Abscheren hinweg. Jede neue Einrichtung
wurde entsprechend den WCM-Prinzipien
(Fertigung auf Weltklasseniveau) in die
Produktionskapazitäten von LVD eingeglie-
dert, um einen optimalen Arbeitsablauf
und Effizienz in der Fertigung sicherzustel-
len. Dies ermöglicht LVD, seinen Wettbe-
werbsvorsprung auf einem breitgefächer-
ten Weltmarkt zu erhalten.
Neueste NACHRICHTENvon LVd weltweit

LVd discovery | 24
ÜBERNEHMEN SIE DIE FÜHRUNGdurch die schnelle, flexible Bearbeitung mit dem Electra FL Faserlaser
LVD gibt mit dem Faserlasersystem Electra FL die Richtung für eine größere Auswahl in der Laserbearbeitungs-Technologie vor. Durch die highspeed Bearbeitung von Dünnblechen, die niedrigen Betriebskosten, sowie die Leistungs-fähigkeit eine große Bandbreite an Eisen- und Nichteisenmetallen zu verarbeiten, bietet die Electra FL eine flexible, effiziente und wirtschaftliche Lösung an.
Nehmen Sie online Kontakt auf unter www.lvdgroup.com/electra/de oder rufen Sie uns an unter +49 7821 922620 und erfahren Sie mehr über die schnelle, einfach zu bedienende, kompakte Laserschneidmaschine Electra FL im modernen Design.
Übernehmen Sie die Führung mit LVD !
LASER • PUNCH • BEND • INTEGRATE • www.lvdgroup.com