MES Kompakt - apriso.com in German/MES_Competence_Book_de.pdf · Competence Book - MES Einleitung...
132
Competence Book Nr. 2 MES Kompakt Manufacturing Execution Systems im Zeitalter von Industrie 4.0
Transcript of MES Kompakt - apriso.com in German/MES_Competence_Book_de.pdf · Competence Book - MES Einleitung...

Competence Book Nr. 2
MES Kompakt Manufacturing Execution Systems im Zeitalter von Industrie 4.0

Competence Book - MES
Einleitung Grundlagen Anwendungen & Lösungsbausteine
4 Unser Kompetenz-Netzwerk Partner des Competence Books
5 Editorial Karsten Sontow Manufacturing Execution Systems. Ein Brückenschlag zur Vision der Industrie 4.0.
6 Grußwort Andreas Kirsch MES gefragter denn je!
7 Grußwort Jürgen Kletti Industrie 4.0 nicht ohne MES!
8 Grußwort Georg Peters MES im Spannungsfeld
9 Grußwort Burkhard Röhrig Der VDMA für MES, Industrie 4.0 und die kooperative Ökonomie 10 Status-Quo MES in der Praxis Vom Trend über die Notwen- digkeit zum Hoffnungsträger für Industrie 4.0 & Co
14 Zahlen kompakt Infografik MES
16 Statements Statements zu MES
20 Zukunftsschau MES MES 2020 - Innovationen im Zeitalter von Industrie 4.0 & Co.
28 MES vorab eingeordnet MES als Teil einer integrier ten IT und PPS
32 Auswahl und Einführung MES I Erfahrung aus der Praxis
37 Auswahl und Einführung MES II Die Mitarbeiter im Fokus als Garant für MES-Erfolge
40 Auswahl und Einführung MES III BDE, MDE, PEP, ... Der sanfte Einstieg
42 MES-Integration I Vorteile einer ERP- / MES- Integration
44 MES-Integration II Integration von ERP, MES und PLM führt zum Erfolg
45 MES-Integration III Die Zukunft von SAP ME: Vollintegration in das ERP
48 MES-Integration IV Cloud-Lösungen für KMU
51 MES-Integration V Vom MES zum Enterprise MES (EMES)
56 MES für Kennzahlen - KPI MES-Kennzahlen /-KPI als essentieller Bestandteil für das Controlling
59 MES für die Produktionseffizienz Effizienter produzieren mit integrierten MES-Lösungen
61 MES für die perfekte Produktion Die Bausteine einer perfekten Produktion
63 MES für Ressourcenbedarfsprognose Simulative Ressourcenbe- darfsprognose auf Basis von Absatzplänen
66 MES für Tacking & Tracing Beispiel Verpackungsindustrie MES schafft Transparenz
71 MES für Energiemanagement I MES meets Energie
74 MES für Energiemanagement II Innovative Lösungen für nach- haltige Energiesysteme
76 MES für die Elektroindustrie MES-Einsatz in der Elektronikproduktion 2020
78 MES und Mobilität Manufacturing Execution Systems to go ...
80 MES und Standards/Schnittstellen Maschinen einfach an MES anbinden: Universal Maschine Connectivity for MES ...
2
INHALT

Competence Book - MES
Case Studies &Produktinformationen
Branchenübersicht
84 Präzisionsteile (Adam Ruppel / ISGUS) Von der Kugelschreibermine zum Kolben für die Formel 1
87 CNC-Fertigung (CPT Präzisionstech- nik / ccc software) Mobile Videoanalyse zur Reduzierung der Rüstzeiten
88 Maschinenbau (GEA Refrigeration / PSIPENTA) Mit mobiler Datenerfassung den Überblick behalten
90 Motorenbau (Cummins / Apriso) Cummins bringt seine Pro- duktion weltweit auf Touren – mit Apriso FlexNet
92 Pharma/Healthcare (Gerresheimer Regensburg / MPDV) Schneller, besser, wirtchaft- licher durch MES - MPDV unterstützt Gerresheimer Regensburg GmbH
94 Produktion (iTAC Software AG) MES für Supply-Chain-über- greifende Traceability in der Produktion
96 Metallverpackungsindustrie (Blechwarenfabrik Limburg / IBS AG) Aus Tradition innovativ
-- Diverse Branchen Weitere Case Studies und Produktinformationen unse- rer Partner
102 Informationsquellen
106 Unternehmen
114 Experten
126 Veranstaltungen
127 Glossar
Impressum
Verantwortlich für das Competence Book i.S. des TDG: Geschäftsadresse:NetSkill AGSalierring 4350677 Köln
Tel.: 0221 / 716 144 0E-Mail: [email protected]
Vorstand:Dr. Winfried Felser
Aufsichtsratsvorsitzender:Michael Felser
Amtsgericht KölnHRB 58503
Umsatzsteuer-Identifikationsnummer: DE209010121
Projektleitung:Max Herzogenrath
Layout & Design:Martina Mittermüller
Quellenangabe Bilder Inhaltsverzeichnis:iStock: AmbientIdeas; Coldimages; Elenathewise
© Copyright 2013 NetSkill AG - alle Rechte vorbehalten.
INHALT
3

Competence Book - MES
PARTNER - SPONSOREN DES COMPETENCE BOOKS
4
Partner des Competence Books MES

Competence Book - MES
EDITORIAL
5
Unter dem Schlagwort „Industrie 4.0“ beschäftigt derzeit das Phäno-men der zunehmenden Digitalisierung von Produktion und Logistik Medien, Politik und - letztlich am wichtigsten - verstärkt auch die Un-
ternehmen: Nach Dampfmaschine, Massenproduktion und Automatisierung wird mit dieser „4. Industriellen Revolution“ die Fusion von Produktion und IT-Welt umschrieben.
In der Praxis bedeutet dies die weitgehend IT-gestützte Umsetzung von hoch flexiblen und agilen Konzepten wie der „Zustandsabhängigen Instandhaltung“ oder des „Elektronischen Kanban“. Letztlich geht es darum IT-Trends wie „Bu-siness Intelligence“ und „Big Data“ auf Kernbereiche der Industrie anzuwen-den. Im Interesse der Prozess-Effizienz und -Qualität sind diese Konzepte gleichwohl einzubetten in eine durchgängige Software-Infrastruktur, die sich von der Fertigung über die Unternehmensplanung und -steuerung bis hin zu Lieferanten und Kunden erstreckt.
Mit der Umsetzung eines derart anspruchsvollen Gesamtkonzeptes sind in der Praxis jedoch große Herausforderungen verbunden. Diese reichen von der Formulierung von Normen und Standards für Prozesse und Schnittstellen über die Etablierung von Prozessen für das Datenmanagement und von Stan-dards für die IT-Sicherheit bis hin zur Qualifizierung von Mitarbeitern.
Daher sind sich die Experten einig: Die „Industrie 4.0“ kommt zunächst ein-mal eher evolutionär daher. Es wird wohl mindestens noch 15 Jahre dauern, bis zentrale Herausforderungen von „Industrie 4.0“ weitgehend bewältigt sind.
Manufacturing Execution Systems Ein Brückenschlag zur Vision der „Industrie 4.0“?
So lange wollen viele Unternehmen allerdings nicht warten. Angesichts der Potenziale - bei „Industrie 4.0“ stehen Effizienzgewinne jenseits von 30% im Raum - machen sich bereits viele Unternehmen auf den Weg: Sie investieren bereits heute in MES- und MDE-Lösungen, um deutlich schneller auf die Ge-gebenheiten in der Produktion reagieren zu kön-nen. Gerade MES-Lösungen bringen Unternehmen auf dem Weg in Richtung Industrie 4.0 bereits ein gutes Stück voran. Verbinden sie doch oftmals in-novative Planungs- und Steuerungsansätze wie das „Constraint Based Planning“ mit der Echtzeitver-arbeitung von Maschinen- und Betriebsdaten und dienen gleichzeitig als Bindeglied zwischen der Pro-zesssteuerungsebene und der Ebene des Enterprise Resource Planning (ERP).
Insofern sind MES-Systeme sicherlich am ehesten geeignet, eine Brücke zwischen der heutzutage eta-blierten Planungs- und Steuerungspraxis einerseits und den weitreichenden Visionen von „Industrie 4.0“ andererseits zu schlagen.
Mit freundlichen Grüßen
Ihr Karsten Sontow, Vorstand der Trovarit AG
Zum Autor Karsten Sontow:
Dr. Karsten Sontow, Jahrgang 1967, ist Gründer und Vorstand der Trovarit AG, Aachen, einem Spezialisten für die Evaluation von Business Software (z.B. ERP, CRM, ECM, BI). Dort verantwortet er die Bereiche Marketing, Account Management, Research und Finanzen.
Dr. Sontow studierte Maschinenbau und Betriebswirtschaft an der RWTH Aachen und am Massachussetts Institute of Technology in Cambridge, USA. Seinen Doktortitel im Maschinenbau erwarb er an der RWTH Aachen.
Neben seiner Tätigkeit bei der Trovarit AG ist Dr. Karsten Sontow als Lehrbeauftragter an (Fach-)Hochschulen und Universitäten regelmäßig in der Lehre aktiv, darunter an der RWTH Aachen, der Hochschule Albstadt-Sigmaringen und der Hochschule Bonn-Rhein-Sieg.

Competence Book - MES
GRUSSWORTE
6
MES gefragter denn je!
Sehr geehrte Leser,
Manufacturing Execution Systeme sind gefragter denn je. Sieht man einmal von der Tatsache ab, dass sie als zentrale Informa-tionsdrehscheibe über alle Qualitäts- und Produktionsdaten unersetzlich geworden sind, referenziert ein Großteil der aktuel-len Markttrends auf MES. Beispielsweise wird auch beim Thema Energiemanagement die direkte Energieverbrauchsmessung an Produktionsanlagen in Bezug zu den hergestellten Produkten dem MES zuteil. Hier wird unter anderem gefordert, dass ener-gieintensiv produzierende Unternehmen ihre Energieintensität anhand konkreter Kennzahlen ausweisen und gezielt absenken.
Ein weiterer Aspekt ist die Veränderung der Arbeitswelt im Pro-duktionsbereich: Mobile Endgeräte wie Smartphones und Tab-let-PCs werden künftig dazu beitragen, Informationen an jedem Ort und zu jeder Zeit abrufen zu können. Damit werden die Informationen zwischen Mensch, Maschine und Prozess noch komfortabler und schneller als bislang fließen. Ein ebenfalls heiß diskutierter Agendapunkt ist die Industrie 4.0-Revolution. Durch die vollständige Verschmelzung industrieller Technologien und Software-Systeme soll die autonome, sich selbstorganisierende Fabrik entstehen, in welcher alle Akteure in einem intelligen-ten Netzwerkverbund agieren und interaktiv kommunizieren. Was nach einem Märchen klingt, ist gar nicht so realitätsfern. Schließlich beschäftigen sich viele Unternehmen mit prozesso-rientierten Konzepten, um die Kommunikations- und Produk-tionsintelligenz entlang der Wertschöpfung zu verschmelzen. Doch damit diese Ideen im Produktionsalltag auch funktionie-ren, sind auch hier Manufacturing Execution Systeme unerläss-lich. Denn sie sind es, die das Fundament für die komplett Soft-ware-basierte Interaktion zwischen Mensch, Produkt, Maschine und Prozesse legen. All diese Aufgaben werden von unserem GU-ARDUS MES aktiv unterstützt und wir freuen uns schon jetzt, diese spannenden Herausforderungen gemeinsam mit unseren Kunden zu lösen.
Ihr Andreas Kirsch, Vorstand der GUARDUS Solutions AG
Zum Autor Andreas Kirsch:
Andreas Kirsch ist seit Mitte 2006 Vorstandsmitglied der GUARDUS Solutions AG. Zu seinen Verantwortungsbe-reichen gehören die Softwareentwicklung und Finance/Controlling.Als Mitgesellschafter und Geschäftsführer der TS Technische Software GmbH war er seit 1987 für die Produktentwicklung der CIM Komponenten im Be-reich CAQ und BDE/MDE verantwortlich. Bereits Mitte der neunziger Jahre wurde auf Basis der praktischen Erfahrungen aus beiden CIM Komponenten das GUAR-DUS MES System entwickelt welches im Kundenumfeld unter dem Begriff „Factory Workflow“ mit dem Anspruch der papierlosen Fertigung seit 1997 eingesetzt wird. Das GUARDUS MES System gehört zu den Pionieren der in-tegrierten Datenerfassung über eine Oberfläche für BDE/MDE und CAQ Daten sowie die Datenhaltung in einem Datenmodell. Die mittlerweile 20 jährige Erfahrung mit dem Einsatz von DV Systemen zur online Unterstützung aller anfallenden Daten im Shopfloorbereich fließt heute in die Weiterentwicklung des GARDUS MES Systems ein.

Competence Book - MES
GRUSSWORTE
7
Zum Autor Jürgen Kletti:
Prof. Dr.-Ing Jürgen Kletti, Jahrgang 1948, ist Gesell-schafter und Geschäftsführer der MPDV Mikrolab GmbH, die er 1977 nach seinem Elektrotechnik-Studium mit dem Spezialfach „Technische Datenverarbeitung“ und der Pro-motion an der Universität Karlsruhe gründete. Bis heute hält Prof. Kletti Vorlesungen zur Unternehmensführung und ist Mitglied in verschiedenen Fachgremien. Als Vor-sitzender des VDI-Arbeitskreises MES ist er maßgeblich an der Gestaltung der VDI-Richtlinie 5600 beteiligt und im Jahr 2005 gründete er den MES-D.A.CH Verband, dem er heute noch vorsteht. Zudem ist Prof. Kletti Autor zahl-reicher Fachbücher und Fachpublikationen in der Produk-tions- und IT-Fachpresse.
Mit mehr als 35 Jahren Erfahrung im Fertigungsumfeld zählt die MPDV Mikrolab GmbH nicht nur zu den füh-renden Lösungsanbietern von Manufacturing Execution Systemen (MES) sondern gilt auch als Vorreiter bei der Verbreitung des MES-Gedankens und engagiert sich in diesem Sinne in Fachverbänden wie z.B. VDI, VDMA, MESA und MES-D.A.CH. Darüber hinaus wurde MPDV als TOP100-Unternehmen ausgezeichnet und zählt somit zu den innovativsten Mittelständlern Deutschlands.
Industrie 4.0 nicht ohne MES!
Sehr geehrte Leser,
was einst mit einer Wolke aus Begriffen wie BDE, Maschinen-datenerfassung, CAQ, Personalzeit, Prozessdatenverarbeitung und Produktionsplanung umschrieben wurde, kennen wir heute als Manufacturing Execution System (MES). Die VDI-Richtlinie 5600 beschreibt Aufgaben und Organisation eines solchen Sys-tems, das in einem modernen Produktionsunternehmen heute nicht mehr fehlen darf. Der Wunsch vieler Geschäftsführer, alles in einem System, dem ERP-System abzubilden, scheitert meist an der technologischen Distanz zwischen strategischer Unter-nehmensplanung und komplexen Produktionsanlagen, für die Millisekunden entscheidend sind. Ein MES-System überbrückt diese Lücke.
Seit einiger Zeit steht der MES-Gedanke vor einer neuen Heraus-forderung: Industrie 4.0. Wir sind davon überzeugt, dass Indus-trie 4.0 nicht ohne MES-Systeme auskommen wird, aber wie das MES-System der Zukunft nun wirklich aussieht, werden wir wohl erst dann erfahren, wenn es soweit ist. Wenn wir uns hierbei auf die Herausforderungen in einer modernen Produktion konzent-rieren, dann wird auch Industrie 4.0 zum Erfolg werden.
Der globale Wettbewerb zwingt auch deutsche Fertigungsun-ternehmen dazu, flexibler zu werden, die Kundenwünsche noch effizienter zu erfüllen und dabei trotzdem die Wirtschaftlichkeit nicht aus dem Auge zu verlieren. MES-Systeme unterstützen da-bei in den drei nach VDI 5600 wichtigen Hauptaufgabenfeldern Fertigung, Personal und Qualität.
Die stetige Weiterentwicklung praxiserprobter MES-Lösungen sichert den Produktionsstandort Deutschland. Daran hängen nicht nur zahlreiche Arbeitsplätze, sondern auch ein Qualitäts-versprechen, nämlich „Made in Germany“.
Um auch weiterhin stolz auf unsere Erfahrungen und unsere Kompetenz am HighTech-Standort Deutschland sein zu können, müssen wir alles daran setzen, mit Effizienz und Transparenz im globalen Wettbewerb zu bestehen. MES-Lösungen sind ein wich-tiges Werkzeug dafür.
Ihr Jürgen Kletti, Geschäftsführender Gesellschafter der MPDV Mikrolab GmbH

Competence Book - MES
GRUSSWORTE
8
Zum Autor Georg Peters:
Georg Peters leitet den Geschäftsbereich SAP Manufac-turing Execution bei SALT Solutions und verantwortet die Entwicklung von MES-Architekturen für unterschiedliche Branchen sowie deren maßgeschneiderte Implementie-rung. Als Spezialist für IT-Lösungen in der Produktion hat der diplomierte Wirtschaftsingenieur Projekte für zahlrei-che Unternehmen erfolgreich umgesetzt, seit 2004 für die Kunden von SALT Solutions.
MES im Spannungsfeld
Liebe MES-Anwender in der Produktion,
die Realisierung von MES-Projekten findet stets in einem Span-nungsfeld statt. Einerseits sollen Abläufe und IT-Plattformen weitgehend standardisiert und damit kostengünstig sein. An-derseits soll ein Manufacturing Execution System alle Pro-duktionsprozesse mit ihren spezifischen Eigenschaften un-terstützen, um so einen wirklichen Mehrwert für Mitarbeiter und Führungskräfte zu erbringen. Die Übernahme zahlreicher Betriebs- und Maschinendaten aus den verschiedensten Fer-tigungs- und Prüfeinrichtungen gehört ebenso dazu wie die minutenaktuelle Synchronisation des Status aller Aufträge und Produktionsanlagen mit dem ERP. Nur so lässt sich eine kurzfristige Um- und Neuplanung aller Arbeitsvorgänge über die gesamte Produktionskette mit Hilfe von Feinplanungs- und Leitstandsfunktionen zuverlässig realisieren.
Auswertungen und Analysen unterstützen eine kontinuierliche und kosteneffiziente Verbesserung der Produktionsprozesse auf Basis der Daten in einem zentralen MES. Im Produktionsumfeld sind dabei aus Anwendersicht harte Anforderungen zu erfüllen: Antwortzeiten von wenigen Sekunden auch bei extrem großen Datenmengen, laufende Aktualisierung im Produktionstakt und prozessspezifische Darstellungen. Auch müssen neue Fragestel-lungen und geänderte Produktionsprozesse innerhalb kürzester Zeit implementierbar sein. In diesem Zusammenhang gewinnen die Stichworte Manufacturing Intelligence und Live-Daten-Ana-lyse zunehmend an Bedeutung.
Für den langfristigen reibungslosen Betrieb eines solchen inte-grierten MES ist - neben der Stabilität von Software und Hard-ware - der sichere Umgang der Mitarbeiter mit dem System entscheidend. Hier sind eine detaillierte Einführungsplanung, effiziente Schulung der Mitarbeiter, Mehrsprachigkeit und ein 7x24h-Support mit kurzen Reaktionszeiten kritische Erfolgsfak-toren.
Mehr zu diesen Trends und wichtige Anwendertipps zum Thema Manufacturing Execution Systems bietet Ihnen dieses Compe-tence Book. Ich wünsche Ihnen viel Freude bei der Lektüre.
Ihr Georg Peters, Geschäftsbereichsleiter der SALT Solutions GmbH

Competence Book - MES
GRUSSWORTE
9
Zum Autor Burkhard Röhrig:
Zu Beginn des Jahres 1988 gründete Burkhard Röhrig die GFOS mbH, die er bis heute als geschäftsführender Mehrheitsgesellschafter leitet. Die GFOS beschäftigt sich mit der Erstellung und Vermarktung von Software für die MES und Workforce Management. Sie gehört zu den Pionieren der Anwendungsentwicklung und -integration mehrdimensionaler Ressourcen-Management Systeme in unterschiedlichsten Branchen. Mit inzwischen mehr als 3.000 Installationen in Europa und 150 Mitarbeitern an den Standorten Essen, Stuttgart, Hamburg und München zählt GFOS heute zu den führenden Anbietern in diesem Markt. Seit ihrer Gründung wächst die GFOS kontinuier-lich 2-stellig. Seit 2013 ist Burkhard Röhrig zudem Vor-standsvorsitzender des VDMA Fachverbandes Software.
Der VDMA für MES, Industrie 4.0 und die kooperative Ökonomie
Liebe Leserinnen und Leser des Competence Books,
es freut mich sehr, dass die Competence Site die Serie der Pro-duktions-Titel mit MES beginnt und mit Industrie 4.0 fortsetzen wird.
Auch beim VDMA genießen sie eine entsprechende Aufmerk-samkeit. Schon viele Jahre begleitet der VDMA Arbeitskreis MES die Standardisierung von Kennzahlen, die Zukunftsinitiative Industrie 4.0 wird gemeinschaftlich von VDMA, BITKOM und ZVEI getragen.
Industrie 4.0 wird dafür sorgen, dass „Made in Germany“ seinen führenden Anspruch bewahren kann und als Produktionsstand-ort und als Exporteur von Produktionstechnologie weiterhin an der Spitze bleibt.
MES wiederum kann im Hier und Jetzt die Brücke in die Zukunft bauen und als virtuelle Ebene zum Teil schon Konzepte vorweg-nehmen, die essentiell für Industrie 4.0 sein werden. Ob es um die Vernetzung geht oder die Anreicherung von Produkten um ihre Produktinformation oder um die dezentrale Steuerung der Produktionselemente – MES kann jetzt schon oder bald emulie-ren, was für eine flexible Produktion der Zukunft notwendig ist.Deswegen ist es für mich, als Vorstandsvorsitzender des VDMA Fachverbands Software, eine wichtige Aufgabe, diese Themen mit zu begleiten. Dabei werden wir natürlich auch die angehen-den Themen auf ihrem Zukunftsweg unterstützen. Hier ist z.B. die ERP-2020-Initiative zu erwähnen. Ein integratives ERP wird auch im kaufmännischen Bereich die Vernetzung sicherstellen, die MES für die Produktion gewährleistet. Auch hier die Anbieter und Anwender zu vernetzen und im Dialog Anforderungen und Lösungen abzustimmen, vereinfacht die notwendigen Innovati-onen.
Es zeichnet sich ein Gesamtszenario einer kooperativen Ökono-mie ab. Hieran teilhaben zu können, sollte für uns alle Motivati-on sein, mit an einer Zukunft zu wirken.
Ihr Burkhard RöhrigVorstandsvorsitzender des VDMA Fachverbandes Software

Competence Book - MES
Beschäftigungsdauer mit MES
EINLEITUNG - INTERVIEW ZU MES IN DER PRAXIS
40%
35%
30%
25%
20%
15%
5%
10%
0%
21% 21%
11%14%
32%
bisher nicht < ½ ½ bis 1 1 bis 3 > 3
Jahre
Ant
eil d
er T
eiln
ehm
er
10
MES in der Praxis:Vom Trend über die Notwendigkeit zum neuen Hoffnungsträger für Industrie 4.0 & Co?
MES-Etablierung - vom Trend zur breiten Notwendigkeit?
2006 haben Sie in Ihrer Studie noch untersucht, ob MES ein bloßes Modewort ist, 2011 sprechen Sie schon von MES als Notwendigkeit. Wie weit war die Etablierung 2011 schon abgeschlos-sen? Wieviel Prozent der Unternehmen setzen schon auf MES, wie groß wird die Abdeckung Ihrer Meinung nach in naher Zukunft sein?
Während 2006 MES wirklich noch als Modewort gehandelt wurde (deshalb auch der Titel der da-maligen Studie), haben sich MES-Systeme heute als fester Bestandteil des Software-Marktes eta-bliert. Die letzte Studie hat gezeigt, dass 80% der Teilnehmer sich bereits mit dem Thema „MES“ aus-einander gesetzt haben. 34% der befragten Unter-nehmen setzen bereits ein MES ein – in welchem Funtkionsumfang auch immer - und weitere 26% gehen von einem mittelfristigen Einsatz aus. Nur noch 27% der Befragten rechneten bis auf weite-res nicht mit einem Einsatz (2006 waren dies noch 50%). Insofern ist MES definitiv in der betrieb-lichen Praxis angekommen und die Verbreitung wird voraussichtlich in den kommenden Jahren weiter zunehmen. Grund für diese Annahme sind einerseits steigende Herausforderungen für Unter-nehmen wie eine immer bessere Logistikleitung
(Zeit, Qualität, Kosten), die Notwendigkeit schneller Auskunftsfähigkeit und Transparenz sowie die zunehmenden Anforderungen bzgl. Rückverfolgbar-keit. Andererseits ist sicherlich die Weiterentwicklung der Funktionalitäten zu nennen, die immer bessere Einsatzmöglichkeiten erlauben.
Trotz aller mittlerweile vorhandenen Informationen zum Thema MES (Studi-en, Referenzbeispiele, Anbieterübersichten, Richtlinien) herrscht anwender-seitig noch eine gewisse Unsicherheit darüber, welche Ziele und welcher Nut-zen mit dem Einsatz eines MES-Systems erreicht werden können und welche Aspekte der Auswahl und Einführung eines MES-Systems die größten Rollen spielen.
Das Fraunhofer-Institut für Produktionstechnik und Automatisierung (IPA) um das Team von Thomas Wochinger führt regelmäßig Studien zum Thema MES durch. So kann Thomas Wochinger wie wenige andere die Historie, den Status-Quo und die Zukunft von MES-Systemen bewerten.
AUTOR: Thomas Wochinger (Fraunhofer IPA)

Competence Book - MES
Aufwandsbewertung bei MES
EINLEITUNG - INTERVIEW ZU MES IN DER PRAXIS
Anbieterauswahl
Hardwarekosten
Mitarbeiterschulung
Anpassungsprogrammierung
100%80%60%40%20%0%
Tatsächlicher Aufwand ist deutlich höher Ungefähr gleich Tatsächlicher Aufwand deutschlich geringer Kann ich nicht beurteilen
Lizenzkosten
Laufende Kosten
Anteil der Teilnehmer
11
MES-Effizienz und -Zufriedenheit?Jenseits der reinen Quantität kenn-zeichnen vor allem die Zufriedenheit der Anwender und die Effizienz der Re-alisierung den MES-Erfolg. Wie sieht es diesbezüglich qualitativ bei den MES-Systemen aus?
Die Einführung eines neuen Software-Sys-tems ist stets mit Unsicherheiten und He-rausforderungen verbunden. Es ist dabei zwischen gut vorhersehbaren und nur schlecht prognostizierbaren Aufwänden zu unterscheiden.
Ein deutliches Bild hat man bspw. schon sehr früh von den Lizenzkosten, die an-fallen werden. Zu den Bereichen, in de-nen große Unsicherheiten vorherrschen, zählen die erforderlichen Anpassungs-programmierungen oder der Aufwand für Mitarbeiterschulungen. Beide für den späteren Erfolg sehr wichtigen Aktivitäten werden oftmals stark unterschätzt.
Wir sprechen hier von mehreren Phasen, die in jedem Projekt zu beobachten sind. Erstens die Vorbereitungsphase, in der Anforderungen definiert, das Konzept für den späteren Systemeinsatz erarbeitet wird und ein passender Anbieter gefun-den werden muss. Die sich anschließende Implementierungsphase umfasst unter anderem das Customizing, notwendige Anpassungsprogrammierungen, umfang-reiche Tests, Mitarbeiterschulungen und schließlich das Go-live.
Nach dem Produktivstart ist zunächst eine Stabilierungsphase zu beobachten, in der erste Erfahrungen mit dem System gemacht werden. Auch hier gilt: aus Feh-lern lernt man… In der Synthesephase und Synergiephase können dann die ersten Erfolge verzeichnet werden und in einen kontinuierlichen Verbesserungsprozess übergegangen werden.
Diese Phasen können je nach Rahmenbe-dingungen (Anzahl User, Umfang der ein-geführten Funktionalitäten,…) und erfor-derlichen Anpassungen (Schnittstellen, Zusatzfunktionen,…) sehr unterschiedlich lange dauern.
Die meisten Anwender sehen trotz der He-rausforderungen bei der Einführung einen deutlichen Nutzen in ihrem System. Gut 70% der Befragten sind der Ansicht, dass der mit der Systemeinführung verbunde-ne Nutzen größer ist als die hiermit ver-bundenen Kosten. Mit gut 85% sieht ein Großteil der Studienteilnehmer das MES als eine Möglichkeit zur Verbesserung ih-rer Prozesse. Gut 75% der Befragten sehen ihre Erwartungen an das MES erfüllt.
Bezüglich der generellen Zufriedenheit mit ihrem MES gaben ca. ¾ der Befragten an, mit ihrem System zufrieden zu sein. Lediglich 6% der Studienteilnehmer sind mit ihrem System eher unzufrieden. Völ-lig unzufrieden hingegen war mit dem eingesetzten MES niemand, so dass in der überwiegenden Mehrheit von einem Er-folgsmodell gesprochen werden kann. Zu-sammenfassend lässt sich auch festhalten, dass das MES als eine geeignete Unter-stützung in der Ausführung der Prozesse angesehen wird, dass jedoch noch großes Verbesserungspotential in der Optimie-rung der Prozesse gesehen wird.
MES-Funktionalitäten, MES-Anwendungen
MES-Systeme unterstützen eine Viel-zahl von Funktionalitäten und An-wendungen. Wo stehen wir hier im MES-Bereich? Was sind bereits erfolg-reich etablierte Standard-Funktionali-täten, wo gibt es noch weiße Flecken in der MES-Landschaft?
MES-Systeme haben in den letzten Jahren eine rasante Entwicklung genommen. Die Kernidee eines MES - die Bereitstellung einer echtzeitfähigen, integrierten Infor-mationsverarbeitung auf der Prozessebene und der sich hieraus ergebenden Optimie-rung der Prozesse – hat aber dabei ihre Gültigkeit nicht verloren. Es gibt zahlrei-che Normungsaktivitäten, die die Funk-tionen eines MES beschreiben (MESA, VDMA, ZVEI, VDI). Bspw. lassen sich nach VDI 5600 die Funktionen Feinplanung und –steuerung, Betriebsmittelmanagement, Materialmanagement, Personalmanage-ment, Datenerfassung, Leistungsanalyse, Qualitätsmanagement und Informations

Competence Book - MES
EINLEITUNG - INTERVIEW ZU MES IN DER PRAXIS
12
„MES-Systemen fehlt, um den Kerngedanken der Industrie 4.0 zu erreichen, eine weitere Dezentralisierung und eine höhere Durchgängigkeit in vertikaler und horizontaler Richtung.“
management unterscheiden. Die genann-ten Richtlinien beschreiben die Funkti-onen von MES und deren Nutzen sehr umfassend. Eine detaillierte Übersicht zu Funktionen, die MES-Anbieter derzeit abbilden, liefern der aktuelle MES-Markt-spiegel 2013/2014, den das Fraunhofer IPA gemeinsam mit der Trovarit AG alle 2 Jahre herausgibt.
Standardfunktionalitäten von MES-Sys-tem sind die Datenerfassung (Betriebs-datenerfassung und/oder Maschinen-datenerfassung) und darauf aufbauend deren strukturierte Zusammenführung und Bereitstellung (bspw. Informations-terminals), Verarbeitung zu Kennzahlen (Leistungsanalyse) und das Erzeugen von Reports. Auch die Funktion der Feinpla-nung und –steuerung gehört bei vielen An-bietern zum Standardprogramm, das sich allerdings stark bzgl. angebotener Funkti-onen, Planungsphilosophie oder Usabilty unterscheidet. Es haben sich dabei auch zahlreiche branchenspezifische Lösungen herausgebildet, um auf die Bedürfnisse ei-ner Branche gezielt einzugehen.
Ein wesentlicher Trend der Zukunft des MES geht in Richtung automatisierte Be-triebsdatenerfassung. Hierbei wird die Eingabe von Daten deutlich erleichtert und verbessert, indem beispielsweise manuelle Eingaben durch RFID-Erfassung abgelöst werden. Gepaart mit einer digitalen Infor-mationsbereitstellung (auf bspw. Monito-ren oder Tablets) ist das ein wesentlicher Schritt hin zu einer papierlosen Fertigung. Durch ein MES ist dies zwar möglich, in vielen Unternehmen allerdings noch nicht umgesetzt.
Eine große technische Herausforderung ist es, neue bzw. veränderte Produkti-onsanlagen einfacher in das bestehende Produktionssystem zu integrieren. Auf-grund der Vielfalt an unterschiedlichen
Schnittstellen entsteht hier oftmals ein großer Aufwand. Unter dem Stichwort „mobile MES“ ist die Bereitstellung von Produktionsdaten auf mobilen Endgerä-ten oder über Dashboards zu verstehen. Bereitgestellt werden können sowohl in Echtzeit berechnete Produktionskenn-zahlen, rückmeldungsbasierte Zustands-meldungen als auch Detailauswertung mit Fehleranalysemöglichkeiten (z.B. Största-tistiken, Fehlersammelkarten etc.) und Alarme bei Störungen.
Große Fortschritte machen MES-Anbieter gerade bei der Erfassung und Verarbei-tung von Energie- und Ressourcendaten. Die Erfassung, zielgerichtete Auswertung und Zuordnung zu Objekten wie Maschi-nen, Aufträgen oder Prozessen schafft Transparenz über Energieverbräuche und Verbesserungspotentiale.
MES der Zukunft: Hoffnungsträger für eine vernetzte Ökonomie?
Gerade im Zusammenhang mit In-dustrie 4.0 wird MES heute als neuer, vielfältiger Hoffnungsträger ange-sehen. U.a. für eine vernetztere, ko-operativere Ökonomie, ein besseres Energiemanagement oder auch eine neue Nutzererfahrung durch besse-re Mensch-Maschinen-Schnittstellen können MES-Systeme wesentlich sein. Und in der Tat gibt es z.B. erste Pilo-ten von sich abstimmenden MES-Sys-temen in Cloud-Lösungen. Was kön-nen wir Ihrer Meinung nach von der MES-Zukunft noch erwarten?
MES wird im Kontext der Industrie 4.0 in-tensiv diskutiert: vom Software-as-a-Ser-vice-System (d. h. nicht mehr existenten MES-Gesamtsystem, sondern nur noch bestehenden MES-Services) über den „Hoffnungsträger“ bis hin zum „Schüssel
zur Industrie 4.0“. Wichtig ist zu unter-scheiden, welche Elemente der Industrie 4.0 konkret adressiert sind und welche Unterstützung ein MES heute schon lie-fern kann bzw. in Zukunft liefern können muss.
In der Industrie 4.0 ist oftmals von einer vertikalen und horizontalen Integrati-on die Rede. D. h. die Informationsflüsse können in horizontaler Richtung (bspw. entlang des Fertigungsflusses oder zwi-schen Werkstückträger und Maschine) und vertikaler Richtung (vom Shop-Floor über die Planungs- und Steuerungsebene bis hin zur Geschäftsführung) mit weniger Aufwand und bedarfsgerechter sicherge-stellt werden.
Diese Integrationsleistung bilden MES- Systeme heute schon teilweise ab. Aller-dings fehlt, um den Kerngedanken der Industrie 4.0 zu erreichen, eine weite-re Dezentralisierung und eine höhere Durchgängigkeit in vertikaler und hori-zontaler Richtung. Eine höhere Durch-gängigkeit ist durch eine fortschreitende Standardisierung in der Kommunikation erreichbar. Hier wird sich in Zukunft ei-niges tun. Hinsichtlich der Dezentrali-sierung ist anzumerken, dass hier noch Unklarheit herrscht bezüglich des Gra-des der Dezentralisierung. Wenn bspw. man an die Feinplanung und –steuerung denkt, so wird es auch zukünftig erfor-derlich sein, dass eine zentrale Instanz bei Konflikten zwischen mehreren Auf-trägen gemäß definierter Regeln eine Entscheidung (bpsw. in Form einer Prio-risierung) trifft. Für diese Aufgabe ist ein MES, das Transparenz über die Produk-tion herstellt, ein sehr gutes Hilfsmittel.
Auf dem Weg zur Industrie 4.0 wird es also mehr mobile Geräte, mehr Konnektivität und Anschlussfähigkeit durch Standardi-sierung und dadurch noch aktuellere In-formationen geben. Themen, die hierfür noch unklar sind und an denen wir gerade arbeiten, sind die benutzerspezfische In-formationsbereitstellung auf allen Ebenen und auch intelligente Lösungen, um mög-lichst effizient Nutzen aus den in Zukunft riesigen entstehenden Datenmengen zu ziehen.
Competence Book - MES 13
EINLEITUNG - INTERVIEW ZU MES IN DER PRAXIS
Zum Autor Dipl.-Wi.-Ing. Thomas Wochinger:
Dipl.-Wi.-Ing. Thomas Wochinger ist Gruppenleiter Produktionsplanung und -steuerung in der Abteilung Auftragsmanagement und Wertschöpfungsnetze des Fraunhofer-Institut für Produktionstechnik und Automa-tisierung (IPA)
Nobelstr. 12D-70 569 StuttgartTel: +49 (0)711-970-1243E-Mail: [email protected]
Fraunhofer IPA als Partner für erfolgreiche MES-Lösungen
Auf dem Weg in die MES-Zukunft unterstützen Sie Unter-nehmen vielfältig. Wie können Unternehmen von Ihnen als Erfolgspartner profitieren? Wie können Unternehmen mit Ihnen in Kontakt treten?
Wir sind unabhängiger Know-How-Träger, führen Anwender- und Anbieterstudien durch, kümmern uns in Forschungsprojekten um innovative, bisher nicht gelöste Fragestellungen, arbeiten in Gremien zur Normung und Standardisierung mit und stehen vor allem der Industrie als verlässlicher Partner bei der MES-Analyse, -Konzeption, -Anbieterauswahl, -Einführung und –Optimierung zur Verfügung. Wir untersützten mit unserer stufenweisen Vor-gehensweise damit Unternehmen rund um alle Fragestellungen zum Thema MES:
• Welche Ziele erreiche ich mit einem MES? • Ist ein MES für mich sinnvoll?• Welche Funktionen sollte mein MES erfüllen? Was
sind dafür die resultierenden Anforderungen (bspw. Betriebsdatenerfassung, Maschinenanbindungen, Schnittstellen zu anderen Systemen, Rückverfolgbar-keit im MES, Feinplanung mit MES)?
• Wie ist das Arbeiten mit einem MES auszugestalten (IT-Systemlandschaft, Planung und Steuerung, …)?
• Lohnt sich der Einsatz eines MES für mich (bspw. ROI-Analysen)?
• Welches ist der geeignete MES-Anbieter für mich?• Wie kann ich meine Prozesse und Abläufe rund um den
MES-Einsatz optimieren?
Erfolgsbeispiele sind auf unserer Website zu finden.Sprechen Sie uns an!
„Auf dem Weg zur Industrie 4.0 wird es mehr mobile Geräte, mehr Konnektivität und An-schlussfähigkeit durch Standardisierung und dadurch noch aktuellere Informationen ge-ben.“ - Thomas Wochinger
Competence Book - MES
INFOGRAFIK
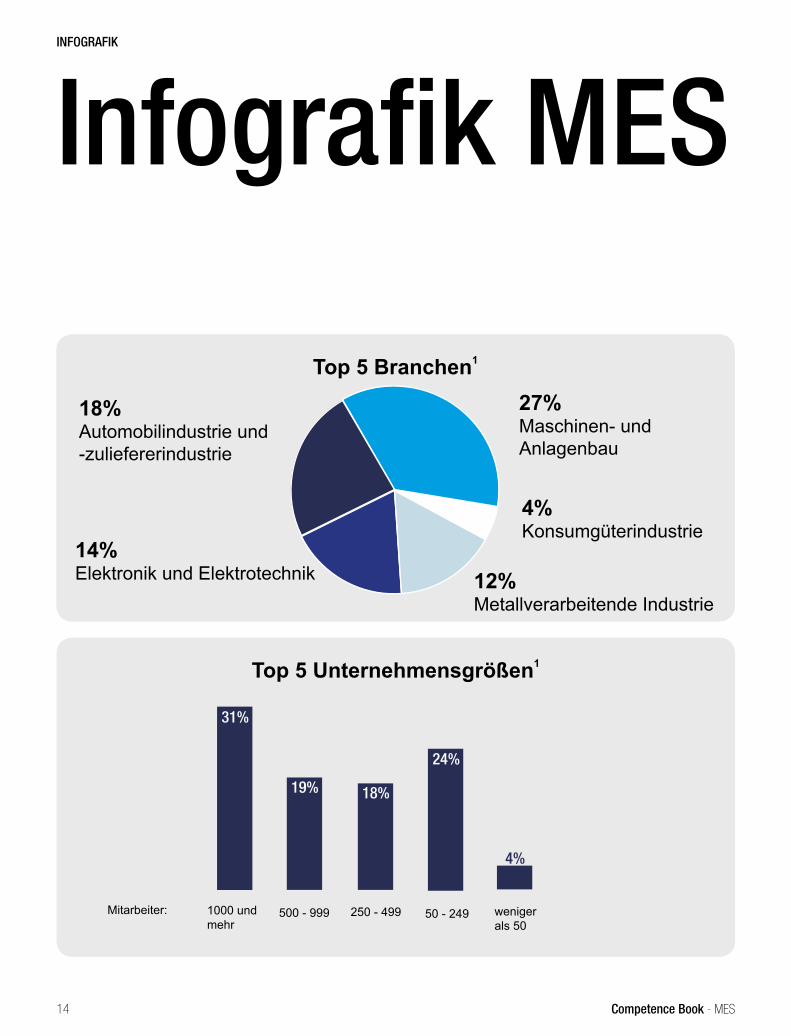
Top 5 Unternehmensgrößen1
14
Top 5 Branchen1
27%Maschinen- und Anlagenbau
18%Automobilindustrie und -zuliefererindustrie
14%Elektronik und Elektrotechnik 12%
Metallverarbeitende Industrie
4%Konsumgüterindustrie
31%
24%
19% 18%
4%
1000 und mehr
50 - 249500 - 999 250 - 499 weniger als 50
Infografik MES
Mitarbeiter:
Competence Book - MES
INFOGRAFIK
15
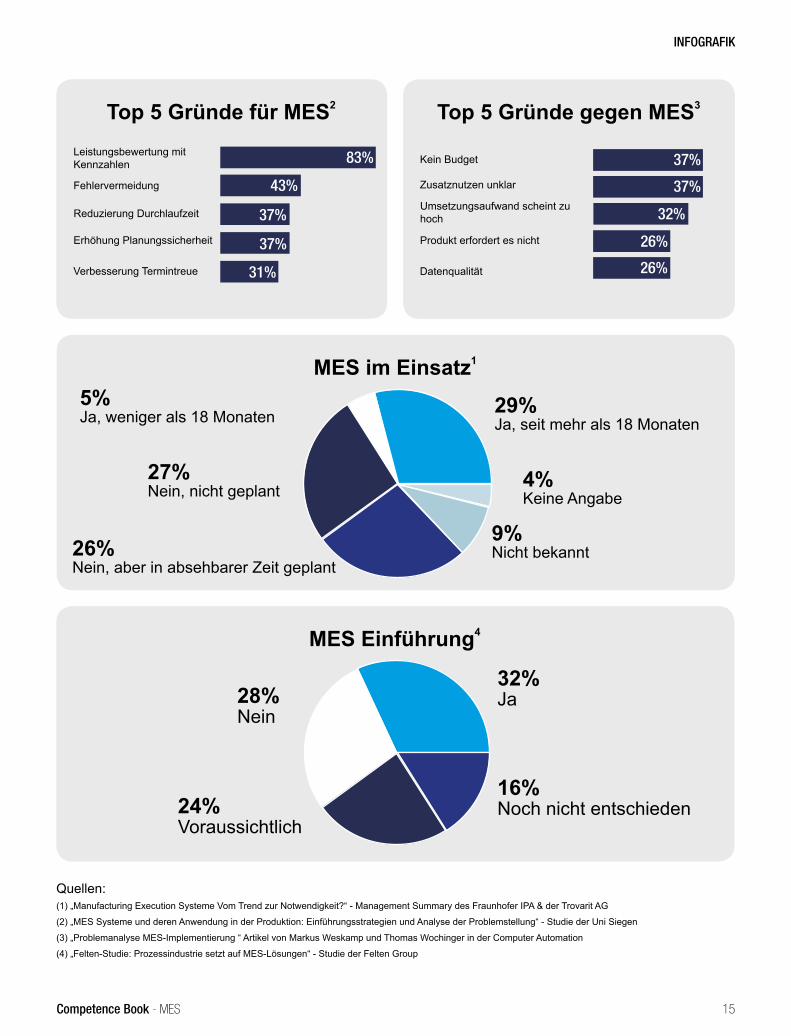
Top 5 Gründe gegen MES3Top 5 Gründe für MES2
Leistungsbewertung mit Kennzahlen
Fehlervermeidung
Reduzierung Durchlaufzeit
Erhöhung Planungssicherheit
Verbesserung Termintreue
Kein Budget
Zusatznutzen unklar
Umsetzungsaufwand scheint zu hoch
Produkt erfordert es nicht
Datenqualität
83%
43%
37%
37%
31%
37%
37%
26%
26%
32%
MES im Einsatz1
MES Einführung4
29%Ja, seit mehr als 18 Monaten
4%Keine Angabe
9%Nicht bekannt
5%Ja, weniger als 18 Monaten
27%Nein, nicht geplant
26%Nein, aber in absehbarer Zeit geplant
32%Ja
16%Noch nicht entschieden24%
Voraussichtlich
28%Nein
Quellen: (1) „Manufacturing Execution Systeme Vom Trend zur Notwendigkeit?“ - Management Summary des Fraunhofer IPA & der Trovarit AG
(2) „MES Systeme und deren Anwendung in der Produktion: Einführungsstrategien und Analyse der Problemstellung“ - Studie der Uni Siegen
(3) „Problemanalyse MES-Implementierung “ Artikel von Markus Weskamp und Thomas Wochinger in der Computer Automation
(4) „Felten-Studie: Prozessindustrie setzt auf MES-Lösungen“ - Studie der Felten Group

Competence Book - MES
STATEMENTS
16
Es gibt also noch viele weiße Flecken auf der MES-Landkarte.
Im potentiellen MES-Markt wird noch viel mit Pa-pier sowie mit kleinen Eigenlösungen, basierend auf Excel oder lokalen Datenbankanwendungen wie Access, abgewickelt.
Bedeutung
MES
Die stetige Weiterentwicklung praxiserprobter MES-Lösungen sichert den Produktionsstandort Deutschland. Daran hängen nicht nur zahlreiche Ar-beitsplätze, sondern auch ein Qualitätsversprechen, nämlich „Made in Germany“.
Manufacturing Execution Systems sind gefragter denn je. Ein Großteil der aktuellen Markttrends referenziert auf MES.
Gerade im Bereich Kennzahlen wurde mit der VDMA 66412 ein großer Schritt nach vorne gemacht.
Aus heutiger Sicht sind hier keine unbesetzten Felder mehr zu entdecken, aber wer kann heute schon sagen, was in den nächsten Jahrzehnten durch technische Innovation möglich wird.
Wenn ich die heutigen MES mit denen vergleiche, die wir noch vor 10 Jahren implementiert haben, so sind die MES Systeme ausge-reift.
Statements zu MES
StatusQuo
Heute fehlt es meiner Ansicht nach für eine Top-Management Attention oftmals an einer plakativen Nutzen-Darstellung, insbesondere bezüglich Kosten und ROI.

Competence Book - MES
STATEMENTS
17
Flexibilität ist das zentrale The-ma - sowohl von Industrie 4.0 als auch von MES.
Zukünftig ist für den Erfolg von MES-Konzepten also entscheidend, ob „dezentrale Intelligen-zen“ aus der Architektur heraus aktiv unter-stützt werden.
Ein weiterer Trend geht in Rich-tung mobile MES-Funktionen wie MES-Apps.
Wir sind davon überzeugt, dass Industrie 4.0 nicht ohne MES-Systeme auskommen wird, aber wie das MES-System der Zukunft nun wirklich aussieht, werden wir wohl erst dann erfahren, wenn es soweit ist.
Unternehmen, welche noch kein MES einset-zen, werden sicherlich den weiteren Weg in Richtung Industrie 4.0 gehen müssen als jene, die bereits ein MES nutzen.
Es wird wohl mindestens noch 15 Jahre dauern, bis zentrale Herausfor-derungen von „Industrie 4.0“ weitge-hend bewältigt sind.
Insofern sind MES-Systeme am ehes-ten geeignet, eine Brücke zwischen der heutzutage etablierten Praxis ei-nerseits und den weitreichenden Visi-onen von „Industrie 4.0“ andererseits zu schlagen.
Trends
Steigerung der Kosteneffizienz, Flexibilisierung und immer heterogenere Kundenanforderungen sind wesentliche Gründe für den Einsatz von MES-Lösungen
Zukunft MES und Industrie 4.0

GRUNDLAGEN

Competence Book - MES
Einleitung Grundlagen Anwendungen & Lösungsbausteine
4 Unser Kompetenz-Netzwerk Partner des Competence Books
5 Editorial Karsten Sontow Manufacturing Execution Systems. Ein Brückenschlag zur Vision der Industrie 4.0.
6 Grußwort Andreas Kirsch MES gefragter denn je!
7 Grußwort Jürgen Kletti Industrie 4.0 nicht ohne MES!
8 Grußwort Georg Peters MES im Spannungsfeld
9 Grußwort Burkhard Röhrig Der VDMA für MES, Industrie 4.0 und die kooperative Ökonomie 10 Status-Quo MES in der Praxis Vom Trend über die Notwen- digkeit zum Hoffnungsträger für Industrie 4.0 & Co
14 Zahlen kompakt Infografik MES
16 Statements Statements zu MES
56 MES für Kennzahlen - KPI MES-Kennzahlen /-KPI als
essentieller Bestandteil für das Controlling
59 MES für die Produktionseffizienz Effizienter produzieren mit integrierten MES-Lösungen
61 MES für die perfekte Produktion Die Bausteine einer perfekten Produktion
63 MES für Ressourcenbedarfsprognose Simulative Ressourcenbe- darfsprognose auf Basis von Absatzplänen
66 MES für Tacking & Tracing Beispiel Verpackungsindustrie MES schafft Transparenz
71 MES für Energiemanagement I MES meets Energie
74 MES für Energiemanagement II Innovative Lösungen für nach- haltige Energiesysteme
76 MES für die Elektroindustrie MES-Einsatz in der Elektronikproduktion 2020
78 MES und Mobilität Manufacturing Execution Systems to go ...
80 MES und Standards/Schnittstellen Maschinen einfach an MES anbinden: Universal Maschine Connectivity for MES ...
20 Zukunftsschau MES MES 2020 - Innovationen im Zeitalter von Industrie 4.0 & Co.
28 MES vorab eingeordnet MES als Teil einer integrier ten IT und PPS
32 Auswahl und Einführung MES I Erfahrung aus der Praxis
37 Auswahl und Einführung MES II Die Mitarbeiter im Fokus als Garant für MES-Erfolge
40 Auswahl und Einführung MES III BDE, MDE, PEP, ... Der sanfte Einstieg
42 MES-Integration I Vorteile einer ERP- / MES- Integration
44 MES-Integration II Integration von ERP, MES und PLM führt zum Erfolg
45 MES-Integration III Die Zukunft von SAP ME: Vollintegration in das ERP
48 MES-Integration IV Cloud-Lösungen für KMU
51 MES-Integration V Vom MES zum Enterprise MES (EMES)
INHALT
19

Competence Book - MES
GRUNDLAGEN - VIRTUAL ROUNDTABLE
Delphi-Roundtable MES 2020 Innovationen im Zeitalter von Industrie 4.0 & Co
20
Auszug aus dem Roundtable mit Experten von MPDV Mikrolab GmbH, SALT Solutions GmbH, GUARDUS Solutions GmbH, GFOS mbH, ccc software gmbh, becos Gmbh, ISGUS GmbH, PSIPENTA Software Systems GmbH, autinity systems GmbH, Trebing & Himstedt Prozessautomation GmbH & Co. KG, Industrie Infor-matik Gruppe
Die Produktion ist im Wandel. Egal wie man zu Begriffen wie Industrie 4.0 steht, eines ist klar: Die Innovationstrei-ber wie Technologie als Enabler oder der höhere Druck in
Richtung Flexibilität, Kundenindividualisierung und (Energie-)Effizienz, sorgen dafür, dass auch in Zukunft alle realisierbaren Po-tenziale gehoben werden müssen, um im Wettbewerb zu überzeu-gen. Hiervon können MES-Systeme und MES-Anbieter in beson-deren Maße profitieren - das wäre sicherlich im Sinne der Branche.
MES Historie und Status quo
Wo stehen wir heute bei MES-Systemen? Wo ist MES schon erfolgreich etabliert und wo sind immer noch die weißen Flecken? Wie hat sich MES dabei rückblickend bis zum heu-tigen Status quo entwickelt? Sind wir also schon bei selbst-abstimmenden Produktionsprozessen doch noch BDE oder mangelt es oft noch an Grundsätzlichem wie einheitlichen Kennzahlen?
Sven BergmannSchaut man in klein- und mittelständische Betriebe stellt man fest, dass hier noch sehr viel mit Papier sowie mit Eigenlösungen, basierend auf Excel oder lokalen Datenbankanwendungen, ab-gewickelt wird. Die Durchgängigkeit, von der wir Anbieter gerne sprechen, ist oftmals nicht gegeben. Hier setzen wir mit ccc an.
Ein Manufacturing Execution System darf heute in keiner mo-dernen Fertigung mehr fehlen. Und auch in Zukunft werden MES-Lösungen eine zentrale Rolle als Datendrehscheibe einneh-men. Wenn man den MES-Markt betrachtet, dann ist die Umset-zung der Aufgaben nach VDI 5600 noch nicht bei allen Lösungen umfassend abgeschlossen. Noch immer gibt es Insellösungen. Hier sollten wir ansetzen. Wir beginnen daher immer erst einmal damit, die vorhandenen Konzepte umzusetzen und empfehlen unseren Kunden einen Schritt nach dem anderen zu machen. Ein interessanter Ansatzpunkt ist – so unsere Erfahrung – der Bereich der Energiemanagementlösungen. Sie unterstützen die Unternehmen aktiv und helfen ihnen, einen großen Schritt nach vorne zu gehen.
Günther BitschDer Veränderungsdruck und die Anpassung an turbulente Um-feldsituationen erfordert von produzierenden Unternehmen, insbesondere in Hochlohnländern, eine angemessene Reaktion um die Wettbewerbsfähigkeit und damit auch die Überlebens-fähigkeit sicherzustellen. MES-Systeme sind von ihrem An-spruch her sehr gut geeignet, hier wesentliche Leistungspoten-ziale bereitzustellen. Erfolgreiche Lösungen sind aber nicht ausschließlich durch sin-guläre Systeme bzw. Systemkonzeptionen, sondern durch inein-andergreifende und aufeinander abgestimmte Prozess-, System- und Organisationskonzeptionen gekennzeichnet. Wirft man einen kurzen Blick auf die bisherige Entwicklung, so haben sich MES-Systeme mittlerweile mit einem eigenständigen Funktions-umfang etabliert. Aufgrund der hohen Integrationsanforderun-gen an die Systeme und der potentielle Substitutionsgefahr, z.B. durch ERP-Systeme, lag ein wesentlicher Schwerpunkt in der Be-reitstellung eigenständiger Funktionalität mit der entsprechen-den Leistungs breite und möglichst wenigen Systembrüchen. Diese Abgrenzungsbemühungen haben auf der anderen Seite je-doch dazu geführt, dass kollaborative Lösungen mit dynamischen Prozess- und Funktionsausgestaltungen noch nicht in der Breite und Intensität verfolgt werden, wie dies erforderlich wäre. So wer-den MES-Systeme insbesondere bei TOP-Entscheidern häufig auf eine statische Prozess- und Funktionsunterstützung reduziert. Die MES-Branche im Allgemeinen und die Lösungs-Hersteller im Besonderen sind hier gefordert, das Lösungspotenzial bezo-gen auf die individuelle Unternehmenssituation besser heraus-zuarbeiten. Sollte dies im höheren Umfang gelingen, so wird dies zu einer weiteren Stärkung führen.
„Ein MES darf heute in keiner modernen Fertigung mehr fehlen.“ - Sven Bergmann

Competence Book - MES
GRUNDLAGEN - VIRTUAL ROUNDTABLE
21
„Unternehmen ohne MES werden den weiteren Weg in Richtung Industrie 4.0 gehen müssen.“ - Andreas Kirsch
Andreas Kirsch:
Andreas Kirsch ist seit Mitte 2006 Vorstandsmitglied der GUARDUS Solutions AG. Zu seinen Verantwortungsbereichen gehören die Softwareentwicklung und Finan-ce/Controlling.Als Mitgesellschafter und Geschäftsführer der TS Technische Soft-ware GmbH war er seit 1987 für die Produktentwicklung der CIM Komponenten im Bereich CAQ und BDE/MDE verantwortlich. Bereits Mitte der neunziger Jahre wurde auf Basis der praktischen Erfahrungen aus beiden CIM Komponenten das GUARDUS MES System entwickelt welches im Kundenumfeld unter dem Begriff „Factory Workflow“ mit dem Anspruch der papierlosen Fertigung seit 1997 eingesetzt wird. Das GUARDUS MES System gehört zu den Pionieren der integrierten Date-nerfassung über eine Oberfläche für BDE/MDE und CAQ Daten sowie die Datenhal-tung in einem Datenmodell. Die mittlerweile 20 jährige Erfahrung mit dem Einsatz von DV Systemen zur online Unterstützung aller anfallenden Daten im Shopfloor-bereich fließt heute in die Weiterentwicklung des GARDUS MES Systems ein.
Andreas KirschWenn man die Situation im potentiellen MES-Markt betrachtet, so ist es vor allem bei den diskreten Fertigern augenfällig, dass hier noch viel mit Papier (Fertigungs-mappen) sowie mit kleinen Eigenlösun-gen, basierend auf Excel oder lokalen Datenbankanwendungen wie Access, ab-gewickelt wird. Natürlich haben auch viele Unternehmen sogenannte CIM-Bausteine wie BDE-, CAQ-, CAP- oder CAM-Syste-me im Einsatz. Eine weitere genutze Infor-mationsquelle sind die Steuerungsdaten für die Produktionsmaschinen. Aus Sicht der IT stellt sich hier meistens heraus, dass durch die Lebensdauer von Maschinen und Anlagen eine historisch gewachsene Kommunikationslandschaft entstanden ist.
Schaut man sich dagegen Unternehmen an, die bereits in MES investiert haben, so sind diese beim Thema „Industrie 4.0“ besser aufgestellt, da sie in der Regel mit der Einfühung eines MES auch eine Reihe von Integrationsprozessen realisiert ha-ben. Dazu zählt vor allem die Integration zum ERP- (Auftrags- und Stammdaten) und CAD-System (Konstruktions- und Spezifikationsdaten) sowie die Einbin-dung der Maschinendatenerfassung. Ein weiterer wichtiger Funktionsbaustein ist der Aufbau einer Rückverfolgbarkeit, der wiederum das Thema Teileidentfikation beinhaltet. Kurzum: Unternehmen, wel-
che noch kein MES einsetzen, werden sicherlich den weiteren Weg in Richtung Industrie 4.0 gehen müssen als jene, die bereits ein MES nutzen. Letztere werden sich lediglich damit befassen müssen, wie sie dieses im Rahmen von CPS noch stärker integrieren. GUARDUS MES hat hierzu bereits einen reichhaltigen Fundus an Funktionen, der inbesondere durch in-novative Kunden in der Vergangenheit re-alisiert wurde. Nun gilt es, diese Lösungs-bausteine im Rahmen von Industrie 4.0 auch anderen potentiellen MES-Kunden zugänglich zu machen.
Jürgen KlettiJe mehr Anbieter, Institute und Medien sich mit Industrie 4.0 beschäftigen, des-to vielfältiger und undurchsichtiger wird das Thema. Viele Angebote, die sich mit der Überschrift Industrie 4.0 schmücken, versprechen beispielsweise die Steigerung der Wettbewerbsfähigkeit oder der Res-sourceneffizienz. Wichtig dabei ist jedoch eine gesunde Mischung aus modernen Software-Tools und effizienten Methoden - beispielsweise Lean Production. Je weiter das gemeinsame Verständnis für die inno-vativen Konzepte voranschreitet, desto konkreter können auch die angebotenen Lösungen und deren Umsetzung werden.
Ein Manufacturing Execution System darf heute in keiner modernen Fertigung mehr fehlen. Und auch in Zukunft werden MES-Lösungen eine zentrale Rolle als Da-tendrehscheibe einnehmen. Wenn man den MES-Markt betrachtet, dann ist die Umsetzung der Aufgaben nach VDI 5600 noch nicht bei allen Lösungen umfassend abgeschlossen. Noch immer gibt es einige Insellösungen. Bevor wir an den nächsten Schritt - einer Reorganisation der Produk-tion an sich - denken, sollten wir die vor-handenen Konzepte vollends umsetzten. Wir empfehlen unseren Kunden daher, nicht zwei Schritte auf einmal zu gehen.
Bernhard KlimmDie Frage nach Top-Management-Attenti-on und Marktdurchdringung muss sicher-lich differenziert nach Industriebereichen betrachtet werden. Branchen wie etwa die Halbleiterfertigung oder die Pharmapro-duktion sind stark mit dem Thema Tra-ceability konfrontiert und haben, relativ gesehen, hohe Investitionen in der Pro-duktion getätigt. Hier ist ein durchgängi-ger MES-Einsatz praktisch alternativlos. Nur damit können die teuren Anlagen optimal ausgelastet und eine lückenlose Rückverfolgbarkeit gewährleistet werden. Eine zentrale IT betreut den MES-Einsatz
Competence Book - MES
GRUNDLAGEN - VIRTUAL ROUNDTABLE
22
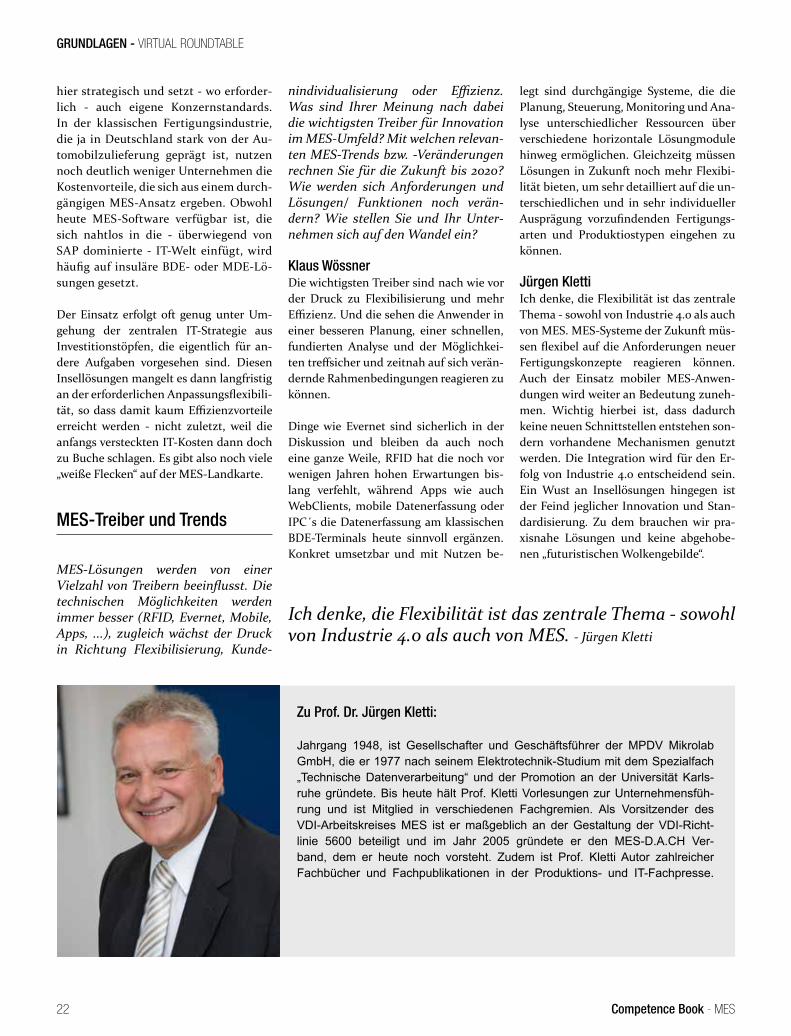
Ich denke, die Flexibilität ist das zentrale Thema - sowohl von Industrie 4.0 als auch von MES. - Jürgen Kletti
hier strategisch und setzt - wo erforder-lich - auch eigene Konzernstandards. In der klassischen Fertigungsindustrie, die ja in Deutschland stark von der Au-tomobilzulieferung geprägt ist, nutzen noch deutlich weniger Unternehmen die Kostenvorteile, die sich aus einem durch-gängigen MES-Ansatz ergeben. Obwohl heute MES-Software verfügbar ist, die sich nahtlos in die - überwiegend von SAP dominierte - IT-Welt einfügt, wird häufig auf insuläre BDE- oder MDE-Lö-sungen gesetzt.
Der Einsatz erfolgt oft genug unter Um-gehung der zentralen IT-Strategie aus Investitionstöpfen, die eigentlich für an-dere Aufgaben vorgesehen sind. Diesen Insellösungen mangelt es dann langfristig an der erforderlichen Anpassungsflexibili-tät, so dass damit kaum Effizienzvorteile erreicht werden - nicht zuletzt, weil die anfangs versteckten IT-Kosten dann doch zu Buche schlagen. Es gibt also noch viele „weiße Flecken“ auf der MES-Landkarte.
MES-Treiber und Trends
MES-Lösungen werden von einer Vielzahl von Treibern beeinflusst. Die technischen Möglichkeiten werden immer besser (RFID, Evernet, Mobile, Apps, ...), zugleich wächst der Druck in Richtung Flexibilisierung, Kunde-
nindividualisierung oder Effizienz. Was sind Ihrer Meinung nach dabei die wichtigsten Treiber für Innovation im MES-Umfeld? Mit welchen relevan-ten MES-Trends bzw. -Veränderungen rechnen Sie für die Zukunft bis 2020? Wie werden sich Anforderungen und Lösungen/ Funktionen noch verän-dern? Wie stellen Sie und Ihr Unter-nehmen sich auf den Wandel ein?
Klaus WössnerDie wichtigsten Treiber sind nach wie vor der Druck zu Flexibilisierung und mehr Effizienz. Und die sehen die Anwender in einer besseren Planung, einer schnellen, fundierten Analyse und der Möglichkei-ten treffsicher und zeitnah auf sich verän-dernde Rahmenbedingungen reagieren zu können.
Dinge wie Evernet sind sicherlich in der Diskussion und bleiben da auch noch eine ganze Weile, RFID hat die noch vor wenigen Jahren hohen Erwartungen bis-lang verfehlt, während Apps wie auch WebClients, mobile Datenerfassung oder IPC´s die Datenerfassung am klassischen BDE-Terminals heute sinnvoll ergänzen.Konkret umsetzbar und mit Nutzen be-
legt sind durchgängige Systeme, die die Planung, Steuerung, Monitoring und Ana-lyse unterschiedlicher Ressourcen über verschiedene horizontale Lösungmodule hinweg ermöglichen. Gleichzeitg müssen Lösungen in Zukunft noch mehr Flexibi-lität bieten, um sehr detailliert auf die un-terschiedlichen und in sehr individueller Ausprägung vorzufindenden Fertigungs-arten und Produktiostypen eingehen zu können.
Jürgen KlettiIch denke, die Flexibilität ist das zentrale Thema - sowohl von Industrie 4.0 als auch von MES. MES-Systeme der Zukunft müs-sen flexibel auf die Anforderungen neuer Fertigungskonzepte reagieren können. Auch der Einsatz mobiler MES-Anwen-dungen wird weiter an Bedeutung zuneh-men. Wichtig hierbei ist, dass dadurch keine neuen Schnittstellen entstehen son-dern vorhandene Mechanismen genutzt werden. Die Integration wird für den Er-folg von Industrie 4.0 entscheidend sein. Ein Wust an Insellösungen hingegen ist der Feind jeglicher Innovation und Stan-dardisierung. Zu dem brauchen wir pra-xisnahe Lösungen und keine abgehobe-nen „futuristischen Wolkengebilde“.
Zu Prof. Dr. Jürgen Kletti:
Jahrgang 1948, ist Gesellschafter und Geschäftsführer der MPDV Mikrolab GmbH, die er 1977 nach seinem Elektrotechnik-Studium mit dem Spezialfach „Technische Datenverarbeitung“ und der Promotion an der Universität Karls-ruhe gründete. Bis heute hält Prof. Kletti Vorlesungen zur Unternehmensfüh-rung und ist Mitglied in verschiedenen Fachgremien. Als Vorsitzender des VDI-Arbeitskreises MES ist er maßgeblich an der Gestaltung der VDI-Richt-linie 5600 beteiligt und im Jahr 2005 gründete er den MES-D.A.CH Ver-band, dem er heute noch vorsteht. Zudem ist Prof. Kletti Autor zahlreicher Fachbücher und Fachpublikationen in der Produktions- und IT-Fachpresse.

Competence Book - MES
GRUNDLAGEN - VIRTUAL ROUNDTABLE
23
„Dass mit der Plattform Industrie 4.0 die Verbände BITKOM, ZVEI und VDMA an einem Strang ziehen, ist auf jeden Fall zu begrüßen.“ - Bernhard Klimm
Zunehmende „dezentrale Intelligenz“ in Form von aktuellen Mobilgeräten, RFID-Technologien und App-Konzepten wirkt als zusätzlicher Treiber, wenn da-durch Kostenvorteile in der Industrie er-reicht werden.
Aus der MES-Sicht sind sie willkommene technische Lösungsbausteine, mit denen sich die zunehmend komplexeren Pro-duktionsprozesse und Anwendererwar-tungen besser abbilden lassen. Zukünftig ist für den Erfolg von MES-Konzepten also entscheidend, ob derartige „dezen-trale Intelligenzen“ aus der Architektur heraus aktiv unterstützt werden. SALT Solutions beteiligt sich daher an aktuellen Forschungsprojekten wie beispielsweise CyProS (Cyper-physische Produktions-systeme) und FOREnergy (Energieflexible Fabrik). Diese Verbundprojekte werden vom Bundesministerium für Bildung und Forschung bzw. der Bayerischen For-schungsstiftung gefördert und haben eine entsprechend breite Industriebeteiligung. Die Ergebnisse daraus übernehmen wir direkt in unsere MES-Lösung auf der Ba-sis von SAP Manufacturing Execution und machen so Innovationen frühzeitig für unsere Kunden verfügbar.
MES-Standard und Schnittstellen
Industrie 4.0 und im Zentrum MES werden nicht optimal gelingen, wenn nicht die Standardisierung gelingt und vor allem vertikale und horizontale Schnittstellen über alle Ebenen aufei-nander abgestimmt werden können. Hier sind Verbände und Arbeitskrei-se hoch aktiv, bei Industrie 4.0 ist es sogar erstmalig gelungen, drei unab-hängige Verbände unter einem Dach (gemeinsame Geschäftsstelle) zu vereinen. Bedeutet die verbandsüber-greifende Zusammenarbeit auch eine übergreifende Standardisierung und das schnelle Schließen der letzten Lü-cken bei den Produktionsschnittstellen oder ist dies nur ein Blütentraum bzw. nur langfristig erreichbar? Wo tragen die heutigen Standards jetzt schon, wo besteht noch Leidensdruck?
Bernhard KlimmDass mit der Plattform Industrie 4.0 die Verbände BITKOM, ZVEI und VDMA an einem Strang ziehen, ist auf jeden Fall zu begrüßen. Da das Thema MES und Pro-duktionsschnittstellen immer eng mit der Integration von Maschinen und Anlagen verknüpft ist, kommt dem VDMA eine be-deutende Rolle zu. Wie Standardisierung erfolgreich in der Praxis ankommt, zeigt das Beispiel der MES-Kennzahlen. Mit den VDMA-Einheitsblättern 66412 wurde die Abstimmung zwischen Anlagenher-stellern, MES-Anbietern und Anwendern in der Industrie bei Produktions-Auswer-tungen deutlich beschleunigt. Ein gegen-teiliges Beispiel ist aus meiner Sicht noch der Kommunikationsstandard OPC-UA, der die vertikale MES-Integration stark vereinfacht, vom Maschinenbau aber bisher kaum adaptiert wurde. Bei der Standardisierung der horizontalen In-tegration sind die Rollen anders verteilt. Einerseits setzten hier Verbände wie etwa der VDA bestimmte Prozess-Standards, andererseits können sich durch große Software-Anbieter wie etwa SAP fakti-sche Standards in der Industrie etablie-ren. Insofern kann ich mir vorstellen, dass der Zusammenschluss der drei Verbände beim Thema Industrie 4.0 die verschie-denen Standardisierungsströmungen zu-mindest transparent macht. Letztendlich bestimmen die Industriekunden, ob und in welchem Umfang sie Standards in ih-rem Unternehmen wirklich leben.
Zu Bernhard Klimm:
Jahrgang, 1954, kennt die MES-The-matik bestens aus der Anwenderper-spektive. Als Dipl.-Ing. für Technische Physik und Dipl.-Wirtschaftsingenieur hat er zunächst in der Fertigungsin-dustrie lange Jahre die Einführung komplexer Automatisierungs- und MES-Lösungen in großen Fabriken gemanagt. 1989 wechselte er in die IT-Branche und ist seitdem als Bera-ter und Projektmanager für MES-An-wendungen tätig. Seit sieben Jahren bei SALT Solutions leitet er dort unter anderem die Forschungsbeteiligun-gen zu Industrie 4.0 und unterstützt im Geschäftsfeld Produktion die Vertriebs- und Marketingaktivitäten.
Andreas KirschZentraler Baustein ist die internationale Standardisierung. Nationale Alleingänge werden in Zukunft kurze Beine haben, da auch im Automatisierungsbereich die großen Anbieter global aufgestellt sind und zu einem Großteil aus dem Ausland kommen. Beim Blick auf die notwendigen Schnittstellen in Richtung Maschinenan-
Mit unserem Zukunftskonzept MES 4.0 haben wir einen ersten Grundstein für un-seren strategischen Wandel gelegt. Unsere neuen Mobile Clients „Smart MES Appli-cations“ (SMA) sind bereite ein erstes Ele-ment, dass MES 4.0 in die Realiät umsetzt. Mit der universellen Maschinenschnitt-stelle UMCM machen wir einen weiteren Schritt in Richtung Industrie 4.0.
Bernhard KlimmSteigerung der Kosteneffizienz, Flexibili-sierung - nicht nur bei Produktvarianten und Produktionsverfahren, sondern auch zunehmend bei der Energienutzung - und immer heterogenere Kundenanforderun-gen sind bereits heute wesentliche Gründe für den Einsatz von MES-Lösungen in der Industrie. Ein Trend, der sicher auch in den nächsten Jahren bestimmend bleibt.

Competence Book - MES
GRUNDLAGEN - VIRTUAL ROUNDTABLE
24
lagen, werden die Standards sicher durch die Automatisierungs-player geschaffen und nicht durch MES-Anbieter auf nationaler Ebene. Inwieweit einzelne deutsche Verbände zur internationa-len Standardisierung beitragen können lässt sich einfach beant-worten. Man muss lediglich hinterfragen, wer im DIN oder DKE die entsprechenden Normungsvorschläge einbringen kann, um darüber eine ISO-Arbeitsgruppe zu etablieren. Man darf aber auch bei all den Standardisierungsbemühungen nicht vergessen, dass die Automatisierer wenig Interesse daran haben, wenn ihre Produkte durch eine Vereinheitlichung im Rahmen internatio-naler Standards zu einfachen Substitutionsprodukten werden.
Stephan BirkmannEin wichtiger Standard im MES Umfeld ist das Thema OPC. Die-ser hat die Kommunikation mit den Maschinenherstellern stark vereinfacht. Doch gerade bei der wichtigen Anbindung zum ERP existieren bisher keine einheitlichen Standards und so hat GFOS viel Energie darauf verwendet, dass jede Fremdsoftware in kur-zer Zeit und ohne großen Aufwand über Parametrierung ange-bunden werden kann. Nach über 3000 Installationen haben wir von der GFOS die meisten Schnittstellen schon einmal realisiert und können auf dieses Repertoire zurückgreifen.
Jürgen KlettiZur Zeit findet Standardisierung von Schnittstellen meist nur Branchenintern statt: z.B. beim Euromap 63 für Kunststoff oder Weihenstephaner Standard für Getränkeabfüller. Mit unserer universellen Maschinenschnittstelle UMCM (Universal Machi-ne Connectivity for MES) treiben wir als einer der ersten eine branchenübergreifende Standardisierung voran. Dank der Un-terstützung des MES D.A.CH. Verbands können wir UMCM auf eine breite Basis stellen und hoffen auf eine schnell wachsende Akzeptanz auf dem Markt. Aber nicht nur die Anbindung von Maschinen erfordert Standardisierung. Vorweg müssen alle Be-
teiligten erst einmal ein gemeinsames Verständnis von Industrie 4.0 haben. Dafür müssen Begrifflichkeiten allgemein definiert werden. Die Umsetzungsempfehlung der Plattform Industrie 4.0 ist ein guter Anfang, reicht aber bei Weitem nicht aus.
MES, der Mensch und die App bis 2020
Industrie 4.0 und MES bedeuten aber nicht nur kooperie-rende Systeme, sondern auch kooperierende Menschen und Organisationen Mitarbeiter in der Produktion fordern spä-testens mit der Generation-Y Mobilität und Usability wie Sie sie von „normalen Apps“ gewohnt sind. Das wird die Mensch-Maschinen-Schnittstelle wandeln. Wie bewerten Sie die Wichtigkeit des Faktors Mensch und seine Anforde-rungen als Veränderungstreiber? Was sind die Chancen der schönen neuen Produktions-Welt, was sind aber auch noch Herausforderungen, damit alles mobile und Apple wird?
Klaus WössnerDen Trend zu Mobilität haben wir ja schon bei der Datenerfas-sung über mobile Endgeräte, Smartphones und Apps. Technisch ist die Hürde also genommen, Daten mobil zu erfassen, auszu-werten und zu steuern. Wir können hier also heute schon weit mehr bieten als in der überwiegenden Mehrzahl der Fälle ver-langt und gewünscht wird. Auch die usability moderner Gerä-te und Lösungen wird sich ganz automatisch daran ausrichten müssen, was die Anwender an Bedienungskomfort aus Ihrem tagtäglichen Gebrauch kennen und als state of the art ansehen.
Zu Klaus Wössner:
Klaus Wössner begleitet das Thema MES bereits seit dem Anfang der 90er Jahre, als die die ISGUS GmbH anlässlich der CeBIT ihre erste BDE Lösung vorstellte. Seither hat sich die ISGUS Lösung, wie auch der Bedarf der überwiegend mittel-ständischen Kunden, kontinuierlich weiterentwickelt. In 25 Jahren ununterbroche-ner Produktpflege und Weiterentwicklung wurden immer wieder neue Aspekte und Entwicklungen aufgegriffen, die sich in der heute angebotenen Lösung wiederfin-den. Das Lösungsportfolio der ISGUS GmbH umfasst Module für die Betriebs-, Maschinen- und Qualitätsdatenerfassung, Personal- und Ressourceneinsatzpla-nung sowie - als Basismodul - die Zeiterfassung mit ihren webbasierten Work-flows. All dies lässt sich bedarfsgerecht kombinieren, miteinander verknüpfen und problemlos in eine bestehende ERP-Infrastruktur integrieren. Klaus Wössner ist seit vielen Jahren im Projekt- und Produktmanagement im Bereich Fertigung/In-dustrie aktiv und ist seit 1996 verantwortlich für Vertrieb und Marketing.
„Ein wichtiger Standard im MES Umfeld ist das Thema OPC.“ - Stephan Birkmann

Competence Book - MES
GRUNDLAGEN - VIRTUAL ROUNDTABLE
25
Die Herausforderung und Chancen da-raus sehen wir darin, Funktionen und Informatioen auf allen sich anbietenden Technologien stationär und mobil zur Verfügung zu stellen.
Sven BergmannAus unserer Sicht ist es eine Frage der Zeit, bis die IT-Abteilungen mit Anforderung nach MultiTouch-Bildschirmen und -An-wendungen konfrontiert werden, die im privaten Umfeld bereits raumgreifend ge-nutzt werden. Wir als Software-Hersteller müssen uns auf diesen Trend einstellen.CCC arbeitet mit Hochdruck daran, seine Lösungen entsprechend zu gestalten. Al-lerdings stellen wir gegenwärtig verstärkt fest, dass das Thema „App“ gar keines ist, welches aus den Unternehmen selber stammt und von ihnen getrieben wird, sondern allenfalls von den Anwendern, den Bedienern in den Betrieben. Man wird also sehen, wer sich hier durchsetzen wird. Berücksichtigen muss man auch, dass aktuell die Risiken, die sich mit dem Wunsch nach einer uneingeschränkten Mobilität ergeben, nicht hinreichend be-kannt sind. Vom Thema der Überlastung durch immer währende Erreichbarkeit gar nicht zu sprechen
Andreas KirschWir werden durch Smartphones und Ta-blets eine Anwendergeneration bekom-men, die eine neue Usablility einfordert. Die letzte große Umstellung begann Anfang der Neunziger durch die Markt-verbreitung von Betriebssystemen mit vollgrafischen Oberflächen und einer Maus als zusätzlichem Bedienelement. Nun nähern wir uns dem Umbruch an, dass MultiTouch-Oberflächen die Usa-bility entscheidend verändern. Dies wird die Industrie darüber erreichen, dass sich Menschen in ihrem privaten Umfeld ein entsprechendes Gerät anschaffen, wel-ches diese Bedienmöglichkeiten bereit-stellt. Dann ist es nur eine Frage der Zeit, bis die IT-Abteilungen ebenfalls mit der Anforderung nach MultiTouch-Bildschir-men und -Anwendungen konfrontiert werden. Software-Hersteller müssen sich also auf diesen Trend einstellen.
GUARDUS bietet hierzu bereits heute unter Windows 7-Betriebssystemen Mul-tiTouch-fähige Anwendungen an. Für Be-triebssysteme wie Windows 8 oder And-roid ist es eher eine Grundvoraussetzung. Der Mensch wird sich organisatorisch immer stärker darauf ausrichten, dass er mit einem Gerät alle Maschinen und Sys-teme ansprechen und somit an jedem Ort Informationen mobil erhalten und einge-ben kann. Natürlich werden diese neuen Fähigkeiten durch Themen wie Sicherheit und nachhaltige Arbeitsergonomie (stän-dige Erreichbarkeit als Jobkiller) auch wieder ihre Grenzen finden.
Stephan BirkmannUnsere BDE-Terminals in der Produkti-on arbeiten schon seit vielen Jahren mit Touch-Oberflächen, um die Eingabe zu erleichtern, aber trotzdem bleibt es eine ständige Aufgabe, die Software an die ak-tuellen Bedienkonzepte anzupassen. Ap-ple hat hier sicherlich viel für die intuitive Bedienbarkeit getan, aber zum Umfang eines MES gehören auch sehr komplexe Funktionalitäten. Es wird sicherlich die Herausforderung der nächsten Jahre sein, auch die komplexesten Abläufe ergono-mischer und intuitiver zu realisieren.
MES Märkte, Anbieter, Produkte
Betrachtet man heute die Märkte und Lösungen im MES-Umfeld, dann erge-ben sich bei Produkten und Anbietern immer wieder Überschneidungen oder strategische Kooperationen. Zugleich differenzieren sich Anbieter in diesen Märkten durch ihren Branchenfokus oder andere Formen der Nische. Last, but not least bleibt die alte Frage „In-
tegriert oder Best-Of-Breed“ auf der Agenda bei der Systemauswahl.Wie werden sich hier Ihrer Meinung nach in Zukunft (bis 2020) MES-Anbie-ter und -Märkte entwickeln? Wird es verstärkt zu Spezialisierungen oder umgekehrt zu inte-grierten Lösungen kommen? Erwarten Sie Konsolidie-rungen am Markt und Übernahmen von Anbietern? Wodurch differenzie-ren Sie sich in Zukunft erfolgreich?
Andreas KirschDie Frage nach der Gestaltung künftiger MES-Märkte ist nicht singulär zu beant-worten. Wenn man es mit der Entwick-lung des ERP-Marktes vergleichen möch-te, wird es sicherlich Segmentierungen geben. Ein wesentlicher Unterschied be-steht jedoch darin, das ERP-orientierte Geschäftsvorfälle einfacher zu standar-disieren sind als produktionstechnologi-sche Arbeitsprozesse, die in MES unter-stützt und abgebildet werden müssen.Anders ausgedrückt: Während in einer betriebswirtschaftlichen Software gesetz-liche Regelungen und organistorische Abläufe den Rahmen abstecken, hat man es im Shopfloor sehr schnell mit physika-lischen, chemischen, biologischen und örtlichen Gegebenheiten und Vorgaben zu tun, die nicht so einfach standardisier-bar sind. Insofern wage ich hier die Prog-nose, dass der MES-Markt mehr Nischen anbietet als das ERP-Segement, wodurch die Anzahl der MES-Anbieter erheblich höher sein wird. GUARDUS hat sich da-rauf spezialisiert, die täglichen Arbeits-prozesse zu optimieren und gleichzei-tig die Useability mithilfe individueller Oberflächengestaltung an die jeweiligen Gegebenheiten anzupassen. Wir reden in diesem Zusammenhang seit Jahren von
Zu Stephan Birkmann:
Stephan Birkmann studierte Ange-wandte Informatik an der TU Dortmund, wo er anschließend am Lehrstuhl für Arbeits- und Produktionssysteme der Fakultät Maschinenbau auch als wis-senschaftlicher Mitarbeiter tätig war. Seit 2008 ist er als Kundenberater MES bei der GFOS mbH beschäftigt.

Competence Book - MES
GRUNDLAGEN - VIRTUAL ROUNDTABLE
26
„Folgt man der Standard-Ökonomie so ist nach dem Reifegrad der Branche mit einer Konzentration der An-bieter zu rechnen.“ - Dr. Günter Bitsch
Zu Dr. Günter Bitsch: Jahrgang 1963, ist Gründer und geschäftsführender Allein-Gesellschafter der becos GmbH, die er nach einer technischen Berufsausbildung und einem Studium der Ma-thematik 1987 als Technologie-Spin-Off des Fraunhofer Institutes für Produktionstechnik und Automatisierung gründete.
Berufsbegleitend absolvierte Dr. Bitsch ein Executive-Master-Studium zum MBA, ein Masterstudium für Beratung in der Arbeitswelt, Coaching und Supervision und promo-vierte zum Thema „Strategisches Wachstumsmanagement“.
arbeitsprozessorientierten Benutzerober-flächen zur optimalen Unterstützung der Mitarbeiter in der Produktion.
Günther BitschEine Prognose über die Struktur von Märkten gestaltet sich immer schwierig, da meist vom Status quo mit bestehenden Wettbewerbsregeln in die Zukunft proje-ziert wird. Dabei werden weder disrupti-ve Veränderungen der Technologien bzw. der Geschäftsmodelle noch dramatische Veränderungen wirtschaftlicher Rahmen-bedingungen berücksichtigt. Generell ist die MES-Branche durch den hohen IT-Bezug mit vielen Referenzpunkten an die globale Entwicklung des IT-Marktes gekoppelt. Folgt man der Standard-Öko-nomie so ist nach dem Reifegrad der Branche mit einer Konzentration der An-bieter zu rechnen. Dem entgegen stehen die relativ großen Hürden, bestehende Systeme zu ersetzen und die zum Teil langen Investitionszeiträume. Durch die rasante technologische IT-Entwicklung sowie durch das notwendige komplexe Know-how zur Beantwortung fachlicher Fragestellungen werden darüber hinaus Spezialisierungen begünstigt. Sowohl bei eigenständigen Produktionsleistungen, wie auch Dienstleistungen werden dabei Einflüsse der Globaliserung zunehmend wichtiger. Für die nähere Zukunft ist auf nationaler Ebene mit einer schwachen Konsolidierung zu rechnen. Dies könn-te sich ändern, wenn die Generation der Gründer aus den Unternehmen operativ ausscheidet und anschlussfähige Stan-dards schon verfügbar sind. Natürlich stellt sich in einem so heterogenen Markt
immer die Frage nach der Differenzierung. becos gestaltet die Zukunftsentwicklung durch eine einzigartige Ressourcenkom-bination zwischen Prozess-, Technolo-gie- und Organisations-Kompetenz. Ge-tragen durch die Grundphilosophie, dass erfolgreiche Lösungen durch ein harmo-nisches Zusammenspiel auf den Ebenen System, Prozess und Mensch entstehen, verknüpfen wir diese Kompetenzen ad-aptiv zur Generierung von nachhaltigem Mehrwert für unsere Kunden. Im Zusam-menspiel zwischen Erfahrung und Inno-vation entwickeln wir dabei langjährige Partnerschaften mit den Kunden, die es uns ermöglichen, für den Kunden ein immer höheres Optimierungsniveau zu erreichen.
Jürgen KlettiWir glauben, dass sich der integrierte MES-Ansatz durchsetzen wird. Der Auf-wand, Schnittstellen zu entwickeln und zu pflegen übersteigt in den meisten Fällen die Vorteile einer „Best-Of-Bree-d“-Lösung. Die Phase der Übernahmen hat MPDV bereits vor etwa zehn Jahren abgeschlossen. Wir haben seitdem eine breite Kompetenz auf allen MES-An-wendungsfeldern: Fertigung, Personal und Qualität. Und decken damit als ein-ziger Anbieter alle MES-Aufgaben nach VDI 5600 in einer integrierten, modular aufgebauten MES-Lösung ab. Mit unse-rem neuen Branchenkonzept werden wir
die spezifischen Bedürfnisse einzelner Marktsegmente angehen, ohne dabei die Standardisierung aus dem Auge zu verlie-ren. Die MES-Branchenlösung „HYDRA for Metals“ beispielsweise basiert auf der praxiserprobten MES-Lösung HYDRA, die um spezifische Funktionen erweitert und teilweise angepasst wurde, um den spezifischen Anforderungen der Metall-verarbeitung gerecht zu werden. „HYDRA for Metals“ unterstützt dabei die komplet-te Metall-Wertschöpfungskette: von der Schmelze bis hin zum fertigen Produkt.
Sven BergmannDer Markt der MES Anbieter ist breit ge-fächert. Da haben die Kunden die Qual der Wahl. Deutlich wird der Trend: weg von Insellösungen hin zu ganzheitlichen, durchgängigen Lösungen. Dem entspricht der modulare Aufbau unserer Lösung, die es dem Kunden ermöglicht, z.B. mit dem Energiemanagement zu starten und sich dann sukzessive Modul für Modul anzu-schaffen bis hin zu einem umfassenden MES. Aus unserer Sicht ist der Markt dennoch entsprechend breit aufgestellt, um zahlreichen Anbietern nebeneinan-der Platz zu bieten. Nehmen wir allein die Größe und Aufgabenstellungen der Unternehmen als Segmentierungskrite-rium. ccc hat sich auf klein – und mittel-ständische Unternehmen spezialisiert. Andere Unternehmen adressieren mit ihren Lösungen größere Kunden mit

Competence Book - MES
GRUNDLAGEN - VIRTUAL ROUNDTABLE
27
Zu Sven Bergmann:
Der Dipl.-Inf. (FH) Sven Bergmann begann 1998 bei ccc software gmbh als Projektleiter und Berater mit dem Schwerpunkt Fertigungs-managementsysteme. Seit 2010 ist Bergmann bei ccc Geschäftsbe-reichsleiter Industriesoftware und u.a. aktives Mitglied in verschie-denen Arbeitskreisen, rund um die Themen MES und Energiema-nagement.
anderen Anforderungen oder spezielle Branchen. Wichtig ist, dass ein MES auf die individuellen Bedürfnisse des Kun-den abgestimmt ist, also nicht ein Sys-tem für alle, sondern für jeden Kunden ein passendes MES.
MES-Initiative: Was kann man tun?
Wie zufrieden sind Sie mit dem Er-folg der MES-Branche insgesamt? Was könnte noch getan werden, um die Branche nach innen und außen zu stärken? Welche Leitmedien und Leitmessen sind für den Branchener-folg von besonderer Bedeutung? Wie könnte man Ihrer Meinung nach den Erfolg durch Information und Networ-king noch weiter steigern? Würden Sie sich im Rahmen solcher Maßnahmen einbringen?
Jürgen KlettiObwohl der Begriff „Manufacturing Exe-cution System“ nun schon seit mehr als zehn Jahren auf dem Markt ist, scheint es immer noch nötig zu sein, diesen zu erklären. Ähnlich der Bestrebungen im Rahmen von Industrie 4.0 sollten wir uns auch weiterhin um ein gemeinsames Verständnis von MES bemühen. Daher engagieren wir uns kontinuierlich für die Weiterentwicklung der VDI 5600. MES ist und bleibt ein lebendiges Thema, das gehegt und gepflegt werden muss. Hier müssen MES-Anbieter und die Fachmedi-en zusammen arbeiten. Die einschlägigen Verbände wie VDI, VDMA, MES D.A.C.H Verband und MESA bieten hierfür einen wichtigen Rahmen. Mit Blick auf Indus-trie 4.0 brauchen wir einen gemeinsamen und starken MES-Gedanken.
Bernhard KlimmDurch die starke Position der Ferti-gungsindustrie in Deutschland entwi-ckelt sich auch die MES-Branche recht gut. Allerdings kann es nicht schaden, die Potenziale von MES in Industrieun-ternehmen noch deutlicher herauszu-stellen. Es ist nicht ungewöhnlich, dass im Unternehmen dem Controlling ein IT-Budget von einer halben Million Euro
klaglos zugestanden wird, der eigentlich wertschöpfende Bereich - nämlich die Produktion - seine IT-Investitionen mit einem Bruchteil dieses Betrages bestrei-ten muss. Bei dieser Aufklärungsarbeit spielen Fachpublikationen, Themenpor-tale, Kongresse und Messen eine wichti-ge Rolle. Interessenten und Anwendern beim Thema MES bedienen sich so an sehr vielen - teilweise sehr branchens-spezifischen - Informationsquellen. Was es noch nicht gibt, ist ein zentra-les MES-Leitmedium. Auf der Hannover Messe Industrie hat sich in Teilen der Halle 7 so etwas wie ein MES-Branchen-treff gebildet, aber auch hier läuft MES nur als Unterthema von „Digital Factory“. Ähnliches gilt, obwohl MES DIE digitale Drehscheibe der Fabrik ist, für eine ganze Reihe von Fachkongressen und Branchen-messen, die sich mit Produktionsthemen beschäftigen. Networking ist da sicher ein wichtiger Kommunikationsbestandteil, um gemeinsam mit Messe- und Kon-gressveranstaltern dem Thema MES zu einer breiteren Plattform zu verhelfen. Eine solche Initiative unterstützen wir auf jeden Fall.
Stephan BirkmannManufacturing Execution Systeme sind aus der fertigenden Industrie nicht mehr wegzudenken. Dennoch engagiert sich die GFOS im VDMA, um die Bekanntheit von MES noch weiter voranzutreiben. GFOS Geschäftsführer, Burkhard Röhrig, ist Vorstandsvorsitzender des VDMA Fachverband Software und die GFOS hat maßgeblich an der Erstellung des VD-MA-Einheitsblattes „MES Kennzahlen“ mitgewirkt. Der Fachverband Software mit seinen Mitgliedsunternehmen vertritt die Interessen der Anbieter und Hersteller von Software im Investitionsgüterbereich mit dem Ziel, die Zusammenarbeit von Softwarehäusern und Maschinenbauern zu intensivieren.
Andreas KirschGenerell ist das Thema MES am Markt angekommen. Aber die Investitionen in ein solches System erfolgen noch immer zögerlich. Dies hängt auch damit zusam-men, dass MES integrative Systeme sind, die die Verkettung von Arbeitsprozessen
in den Vordergrund stellen und damit einen abteilunsgübergreifenden Projekt-charakter aufweisen. Solche Projekte ha-ben naturgemäß eine längere Akquisiti-onszeit als die Einführung einer Software innerhalb einzelner Abteilungen. Im Zuge dessen kann das Thema „Industrie 4.0“ ein interessanter Promoter für Manufac-turing Execution Systeme werden, der die Notwendigkeit und damit auch die Nach-frage nach integrativen Systemen für die Produktionsabläufe verstärkt.
Alle weiteren Antworten finden Sie über den QR-Code oder diesen Link.
Competence Book - MES
GRUNDLAGEN - MES-SYSTEM ALS TEIL EINER INTEGRIERTEN IT-LANDSCHAFT
28
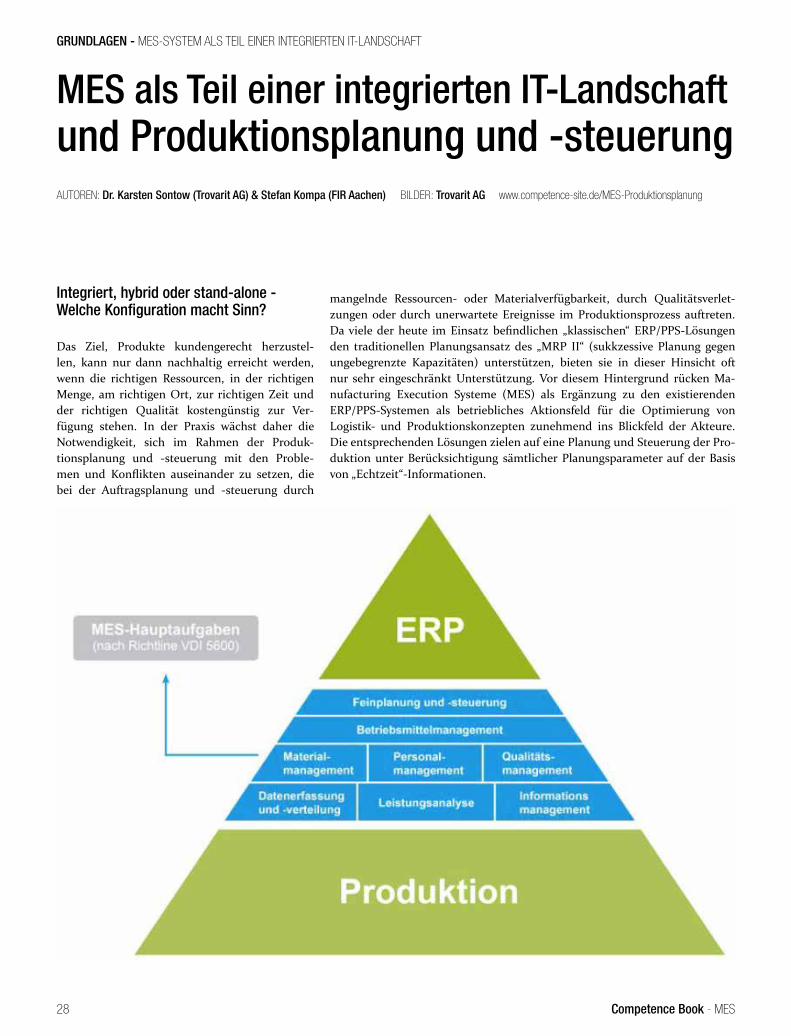
MES als Teil einer integrierten IT-Landschaftund Produktionsplanung und -steuerungAUTOREN: Dr. Karsten Sontow (Trovarit AG) & Stefan Kompa (FIR Aachen) BILDER: Trovarit AG www.competence-site.de/MES-Produktionsplanung
Integriert, hybrid oder stand-alone - Welche Konfiguration macht Sinn?
Das Ziel, Produkte kundengerecht herzustel-len, kann nur dann nachhaltig erreicht werden, wenn die richtigen Ressourcen, in der richtigen Menge, am richtigen Ort, zur richtigen Zeit und der richtigen Qualität kostengünstig zur Ver-fügung stehen. In der Praxis wächst daher die Notwendigkeit, sich im Rahmen der Produk-tionsplanung und -steuerung mit den Proble-men und Konflikten auseinander zu setzen, die bei der Auftragsplanung und -steuerung durch
mangelnde Ressourcen- oder Materialverfügbarkeit, durch Qualitätsverlet-zungen oder durch unerwartete Ereignisse im Produktionsprozess auftreten. Da viele der heute im Einsatz befindlichen „klassischen“ ERP/PPS-Lösungen den traditionellen Planungsansatz des „MRP II“ (sukkzessive Planung gegen ungebegrenzte Kapazitäten) unterstützen, bieten sie in dieser Hinsicht oft nur sehr eingeschränkt Unterstützung. Vor diesem Hintergrund rücken Ma-nufacturing Execution Systeme (MES) als Ergänzung zu den existierenden ERP/PPS-Systemen als betriebliches Aktionsfeld für die Optimierung von Logistik- und Produktionskonzepten zunehmend ins Blickfeld der Akteure. Die entsprechenden Lösungen zielen auf eine Planung und Steuerung der Pro-duktion unter Berücksichtigung sämtlicher Planungsparameter auf der Basis von „Echtzeit“-Informationen.

Competence Book - MES
GRUNDLAGEN - MES-SYSTEM ALS TEIL EINER INTEGRIERTEN IT-LANDSCHAFT
29
MES- oder ERP-System - Welches System übernimmt welche Aufgaben?
Unter dem Begriff MES ist ein betrieblicher Aufgabenbereich zu verstehen, der im Sinne einer ganzheitlichen und zeitnahen Produktionsplanung und -steuerung acht betrieb-liche Aufgabenbereiche umfasst:
• Feinplanung und -steuerung: Unterstützung der Erledigung des Arbeitsvorrats unter Berücksichtigung der Produktionsrestriktionen gemäß einer vorgegebenen Zielausrichtung der Produktion.
• Betriebsmittelmanagement: Sicherstellung der termin- und bedarfsgerechten Verfügbarkeit und technischen Funktionsfähigkeit der Betriebsmittel
• Materialmanagement: Termin- und bedarfsgerechte Ver- und Entsorgung der Fertigung mit Material und Führung von Umlaufbeständen (Work in Progress)
• Personalmanagement: Termingerechte Bereitstellung von qualifiziertem Perso-nal für den Produktionsprozess unter Berücksichtigung Personal bezogener Kapa-zitätsdaten (z.B. Wochenarbeitszeit/Schichtplan)
• Datenerfassung und -verteilung: Ereignisgesteuerte Erfassung von Prozessda-ten. Neben dem automatischen Datentransfer ist eine halbautomatische oder ma-nuelle Datenerfassung möglich. Sie leistet die Eingangsverarbeitung und die Vor-verarbeitung bzw. Verdichtung der Daten und stellt Statusinformationen bereit. Eine zwischengeschaltete Plausibilitätsprüfung vermeidet Erfassungsfehler.
• Leistungsanalyse: Kontinuierliche Verbesserung im Fertigungsumfeld durch Re-gelkreise. Ein kurzzyklischer Regelkreis (Stunde/Schicht) beeinflusst den Prozess aufgrund festgestellter Soll-/Ist-Abweichungen operativ. Ein langzyklischer Regel-kreis (Wochen, Monate, Jahre) soll organisatorische und technische Prozessverbes-serungen anstoßen.
• Qualitätsmanagement: Sicherstellung der Produktqualität und der Prozessquali-tät. Typischerweise sind die Teilaufgaben Qualitätsplanung, Qualitätsprüfung sowie Prüfmittelmanagement enthalten.
• Informationsmanagement: Integration der MES-Aufgaben zur Durchführung al-ler Workflows bei der Abarbeitung des Auftragsvorrats und der Prozessverbesserung im Sinne einer papierlosen Fertigung.
Die Fülle der MES-Aufgaben sowie das Po-tenzial des MES-Ansatzes führen zu einer Spezialisierung, bei der die ursprünglich den ERP/PPS-Systemen zugeordnete Pro-duktionsplanung und -steuerung durch MES-Lösungen abgebildet wird.
Die ERP/PPS-Lösungen fokussieren sich demnach verstärkt auf die integrierte Bear-beitung administrativer Routineaufgaben aller an der Auftragsabwicklung beteilig-ten Unternehmensbereiche. Sie bilden das zentrale „Informationsrückgrat“ der unternehmensinternen und -externen Kommunikation auf der „Unternehmens-leitebene“. Im Mittelpunkt steht dabei die materialbezogene, terminliche, kapazitive und finanzielle Planung des Auftragsab-wicklungsprozesses. Die ERP/PPS-Soft-ware verfügt infolgedessen typischerweise über eine breite Funktionalität für nahezu alle Unternehmensbereiche entlang der operativen Auftragsabwicklungskette so-wie der erforderlichen Buchhaltungs- und Controllingfunktionen.
Demgegenüber stehen die zeitnahe, schnelle Reaktion auf Ereignisse im Pro-duktionsprozess sowie kurzfristige Auf-tragsänderungen zunehmend im Fokus der MES-Lösungen auf der „Fertigungslei-tebene“. MES-Lösungen bilden bei diesem Ansatz das „Informationsrückgrat“ der fertigungsnahen Kommunikation. Vier Typen von MES-Lösungen lassen sich da-bei differenzieren. Sie unterscheiden sich insbesondere bzgl. des Schwerpunkts und der Breite des Funktionsspektrums.
Zum Autor Stefan Kompa:
Stefan Kompa studierte Wirtschaftsingenieurwesen mit Vertiefungsrichtung Unterneh-menslogistik an der Fachhochschule in Gelsenkirchen (TH) und Maschinenbau mit Vertiefungsrichtung Technische Logistik an der Universität Duisburg-Essen. Im April 2009 begann er seine Tätigkeit als wissenschaftlicher Mitarbeiter am Forschungsins-titut für Rationalisierung (FIR) im Bereich Produktionsmanagement. Hier leitete er von März 2012 bis Oktober 2013 das Competence-Center IT und seit Januar 2013 zu-sätzlich die Gruppe Auftragsmanagement. Seit Oktober 2013 ist er Lehrbeauftragter für Informations- und Kommunikationsmanagement an der Westfälischen Hochschule.

Competence Book - MES
GRUNDLAGEN - MES-SYSTEM ALS TEIL EINER INTEGRIERTEN IT-LANDSCHAFT
30
Unter den ersten MES-Typen fallen die sogenannten „Analysespezialisten“. Meist stammen diese Lösungen ursprünglich aus der Prozessleitebene, für welche die Prozesssteuerung oder auch die Be-triebs- bzw. Maschinendatenerfassung um notwendige Analysefunktionalitäten erweitert wurde. MES-Lösungen dieser Art haben ein relativ schmales Funkti-onsspektrum, dafür jedoch einen sehr starken Fokus auf der intelligenten Date-nerfassung, Verwaltung und Aufbereitung großer Datenmengen aus dem Fertigungs-prozess.
Der zweite Typ, der die sog. „Planungs-spezialisten“ umfasst, ist durch eine sehr planungsorientierte Herangehensweise gekennzeichnet und besitzt dement-sprechend seine Kernkompetenz in an-spruchsvollen Planungsverfahren im Sin-ne des „Advanced Planning & Scheduling“. Auch dieser Typ ist wiederum durch ein enges Funktionsspektrum gekennzeich-net. Üblicherweise haben Lösungen die-ses Typs eine relativ schwach ausgeprägte Datenerfassung und Datenhaltung. Die notwendigen Daten für ihre Planungsal-gorithmen erhalten sie in der Regel aus dem ERP/PPS-System.
Beim dritten MES-Typen, den „integ-rierten MES-Lösungen“, handelt es sich um eine Symbiose aus den beiden zuvor beschriebenen Typen. Lösungen dieses MES-Typs haben ein sehr breites Funkti-onsspektrum. Die von ihnen abgedeckten
Aufgaben umfassen sowohl die taktische Termin- und Kapazitätsplanung bzw. -steuerung als auch prozessnahe Funkti-onen wie z.B. Betriebsmittel-, Instandhal-tungs- oder DNC-Datenmanagement.
Der vierte Typ kann als „MES-Modul von ERP-Lösungen“ bezeichnet werden. Lö-sungen dieser Art sind in den letzten Jahren z.B. durch die Umstellung der MR-PII-Logik auf das Constraint-Based-Plan-ning bei ERP/PPS-Anbietern entstanden. In anderen Fällen haben die ERP-Her-steller einen Anbieter von MES-Lösun-gen übernommen und integrieren dessen Software in die bestehende ERP/PPS-Soft-ware.
Herausforderung bei der Konzeption der Software-Landschaft
Wenn Unternehmen vor der Herausforde-rung stehen, eine neue MES-Lösung ein-zuführen, dann können sie diese Lösung in den seltensten Fällen ausschließlich im Hinblick auf die zu unterstützenden MES-Prozesse auswählen. Sehr oft ist die bestehende ERP/PPS-Infrastruktur in die Entscheidung mit einzubeziehen. Aus den vier oben beschriebenen MES-Typen erge-ben sich unterschiedliche Gestaltungsal-ternativen bei der Anbindung an das ERP/PPS-System.
In der ersten Kategorie wird eine origi-näre MES-Lösung als „Stand-Alone-Sys-tem“ eingesetzt. Häufig diese Systeme
an übergeordnete ERP-Lösungen im Unternehmen gekoppelt und bilden das Bindeglied zwischen der Unternehmens-leitebene und der Prozessleitebene. Sie verfügen in vielen Fällen über eine ei-gene und durchgängige Datenhaltung. Die meisten auf dem Markt erhältlichen MES-Lösungen mit einem breiten Funkti-onsumfang sind in dieser Kategorie anzu-siedeln. Die zweite Kategorie wird durch den MES-Typ „MES-Modul“ als Erwei-terung bestehender ERP/PPS-Lösungen mit u.a. ausgeprägter Rückmeldefunkti-onalität beschrieben. In der dritten Ka-tegorie basiert die Architektur auf einer MES-Lösung mit dem Schwerpunkt in der prozessnahen Datenerfassung, die recht weitgehend um Analyse- und Planungs-funktionen erweitert wurde. MES-Lösun-gen dieser Kategorie sind vor allem durch prozessnahe Produktionsüberwachung sowie prozessnahe Auswertungs- und Do-kumentationsfunktionen geprägt.
Welche Gestaltungsalternative - und da-mit auch welche Kategorie von MES-Lö-sungen - für ein Unternehmen in Frage kommt, hängt wie erwähnt von der be-stehenden Software-Landschaft und von der IT- oder ERP-Strategie ab. Bei der Aus-wahl einer konkreten MES-Lösung, wird der Suchraum außerdem durch die oben beschriebenen vier MES-Typen unterteilt.
Hier gilt es, den Schwerpunkt und die be-nötigte Breite des Funktionsspektrums festzulegen.

Competence Book - MES
GRUNDLAGEN - MES-SYSTEM ALS TEIL EINER INTEGRIERTEN IT-LANDSCHAFT
31
„Welche Gestaltungsalternative[...] für ein Unternehmen in Frage kommt, hängt von der bestehenden Software-Landschaft und von der IT- oder ERP-Strategie ab.“ - Karsten Sontow
Zum Autor Karsten Sontow:
Dr. Karsten Sontow, Jahrgang 1967, ist Gründer und Vorstand der Trovarit AG, Aachen, einem Spezialisten für die Evaluation von Business Software (z.B. ERP, CRM, ECM, BI). Dort verantwortet er die Bereiche Marketing, Account Manage-ment, Research und Finanzen.
Dr. Sontow studierte Maschinenbau und Betriebswirtschaft an der RWTH Aachen und am Massachussetts Institute of Technology in Cambridge, USA. Seinen Dok-tortitel im Maschinenbau erwarb er an der RWTH Aachen.
Neben seiner Tätigkeit bei der Trovarit AG ist Dr. Karsten Sontow als Lehrbeauf-tragter an (Fach-)Hochschulen und Universitäten regelmäßig in der Lehre aktiv, darunter an der RWTH Aachen, der Hochschule Albstadt-Sigmaringen und der Hochschule Bonn-Rhein-Sieg.
Weitere grundlegende Kriterien, die bei der Grobauswahl einer MES-Lösung eine entscheidende Rolle spielen, sind die Branchenausrichtung sowie die Zielgrup-pe im Sinne der Unternehmensgröße ei-ner Lösung bzw. eines MES-Anbieters. Zwar decken die meisten Lösungen ein relativ breites Branchenspektrum ab, einige sind sogar branchenunabhängig aufgestellt, es gibt aber auch MES-Syste-me, die sehr genau auf die Anforderungen einzelner Branchen (z.B. Chemie, Phar-ma oder Automotive) zugeschnitten sind. Ähnliches gilt für die Ausrichtung auf ver-schiedene Unternehmensgrößen. Nicht alle MES-Lösungen eignen sich gleicher-maßen zum Einsatz in Großkonzernen
oder im Mittelstand. Wobei in diesem Zu-sammenhang und auch bei der Branchen-ausrichtung nicht nur die grundsätzliche Eignung des Produktes eine wichtige Rolle spielt, sondern vor allem auch die Erfah-rung des Anbieters mit den Anforderun-gen einer bestimmten Branche oder einer bestimmten Unternehmensgröße.
Es wird deutlich, dass bei der Entscheidung, ob die Produktionsplanung und -steue-rung durch ein ERP/PPS oder eine spezi-alisierte MES-Lösung sowie bei der Frage nach der Ausgestaltung des MES-Einsatzes viele Aspekte eine Rolle spielen. Eine syste-matische Vorgehensweise bei der Klärung dieser Fragen und – angesichts des hetero-
genen Marktes – letztendlich auch bei der Auswahl der eigentlichen Software-Lösung ist daher unabdingbar für ein erfolgreiches Projekt.

Competence Book - MES
GRUNDLAGEN - AUSWAHL UND EINFÜHRUNG VON MES
TransaktionsorientiertBetriebswirtschaftliche SichtRegelzyklus: Tage, Wochen
FunktionsbereicheMaterialwirtschaftVertriebPersonalwirtschaftFinanzwirtschaftFertigung
Feinplanung und operative Steuerung auf Basis von Realtime-InformationenRegelzyklus: Minuten
Aufgaben (VDI 5600)DatenerfassungLeistungsanalyseMaterialwirtschaftQualitätsmanagementFeinsteuerungPersonalmanagementInformationsmanagementBetriebsmittelmanagement
MES (Manufacturing Execution)ERP-System
32
Auswahl und Einführung von MES -
Erfahrung aus der PraxisAUTOR: Univ. -Prof. Dr.-Ing Norbert Gronau (Universität Potsdam) BILDER: Gronau www.competence-site.de/Auswahl-und-Einführung
Viele Unternehmen haben neben den betriebswirtschaftlich planenden Funktionen im ERP-System einen Bedarf an schneller zeitnaher Generierung und Verwaltung von Ist-Daten aus dem Produktionsbereich. Typi-scherweise wird diese Aufgabe heutzutage von Manufacturing Execution Systemen (MES) wahrgenommen. Dieser Beitrag beschreibt eine zielorientierte Vorgehensweise zur Auswahl von MES-Systemen und nennt Punkte, auf die neben einer funktionalen Abgrenzung der Systeme in der Praxis besonders zu achten ist. Der Markt für MES-Systeme ist in den letzten Jahren sehr unübersichtlich geworden, da nach der Etablierung des Begriffes MES eine Vielzahl der Anbieter von Teilkomponenten (z.B. BDE, CAQ, Fertigungsleitstand) ihre Produkte nun auch mit dem schmückenden Prädikat MES versehen. Die notwendigen Bestandteile eines MES sind in der VDE-Richtlinie 5600 aufgeführt.
Wegen der häufig auf den ersten Blick nicht er-kennbaren Einschränkungen im Funktionsumfang und in der Integrationstiefe einzelner Anbieter ist es sinnvoll, bei der Auswahl von MES eine externe Beratung zu Hilfe zu nehmen. Wesentlich stärker als bei ERP-Systemen, die z. B. im Bereich Perso-nal und Finanzen über weitgehend standardisierte Funktionen verfügen, gehen im MES-Bereich die an-gebotenen Funktionen und deren Integrationstiefe weit auseinander. Ein bewährtes Phasenkonzept zur Auswahl von MES ist in Bild 2 (siehe nächste Seite) dargestellt.
Ausgehend von einer knappen Darstellung der Zie-le, des Zeitrahmens, des benötigten Budgets und der organisatorischen Verantwortlichkeit für das MES-Projekt sollten Anforderungen an die Lösung erhoben werden. Diese Anforderungen sollten sich nicht nur auf funktionale Anforderungen konzent-rieren, sondern auch technologische, ergonomische und den Wandel in den Produktionsabläufen be-rücksichtigende Anforderungen umfassen.
Eine besonders schnelle Generierung relevanter Anforderungen gelingt durch eine Analyse der ge-genwärtigen Abläufe in der Fertigung, die z. B. auf Basis des von der Universität Potsdam, Lehrstuhl für Wirtschaftsinformatik, entwickelten RoI-Analyzers
vorgenommen werden kann. In weniger als zwei Tagen werden diejenigen Funktionen im Produktionsbereich eines Unternehmens identifiziert, die durch ein MES besonders große Wirtschaftlichkeits- oder Effizienzzuwäch-se erfahren würden. Die Anforderungen sollten dann auch auf dieser Prozes-sanalyse aufbauen, zumindest in ihrer Gewichtung.
Eine Marktübersicht, wie sie z. B. die Zeitschrift Productivity Management zur Verfügung stellt, kann helfen, die Anbieter auszuwählen, die eine gewisse Branchenkompetenz oder Referenzen im jeweiligen Industriesegment auf-weisen. Die Anbieterpräsentation, zu der nicht mehr als vier Anbieter einge-
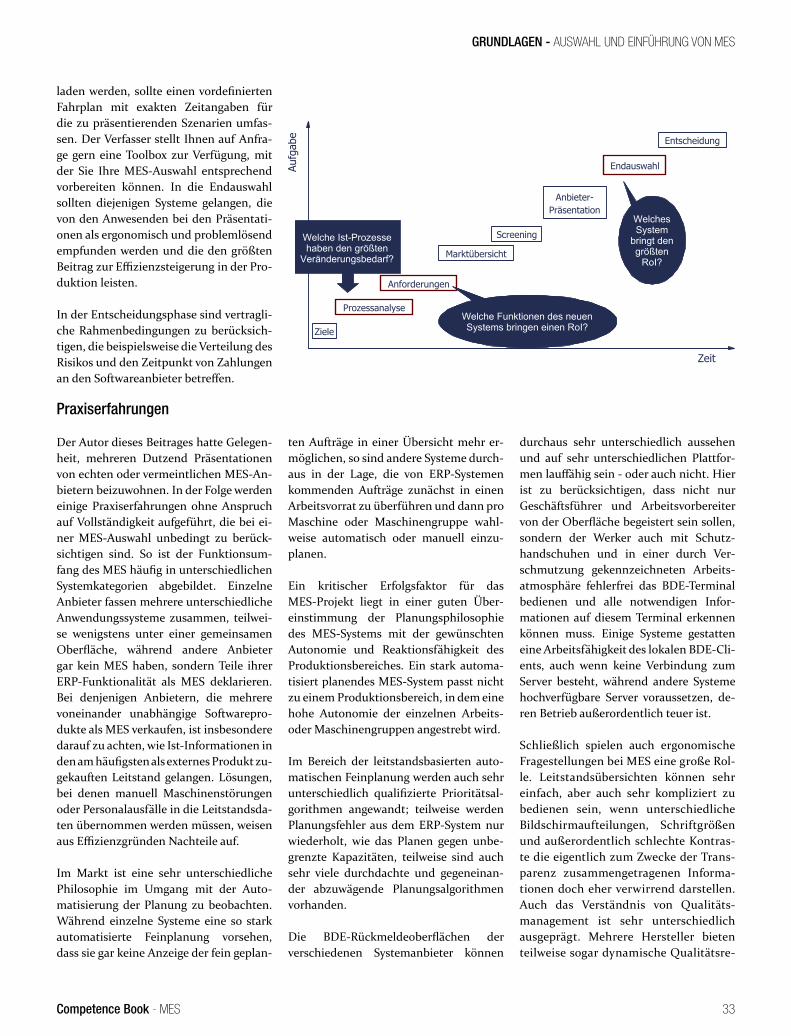
Competence Book - MES
GRUNDLAGEN - AUSWAHL UND EINFÜHRUNG VON MES
Ziele
Prozessanalyse
RoI-relevanteAnforderungen
Marktübersicht
Screening
Anbieter-Präsentation
RoI-basierteEndauswahl
Entscheidung
Zeit
Aufg
abe
Ziele
Prozessanalyse
Anforderungen
Marktübersicht
Screening
Anbieter-Präsentation
Endauswahl
Entscheidung
Zeit
Aufg
abe
Welche Ist-Prozesse haben den größten
Veränderungsbedarf?
Welche Funktionen des neuen Systems bringen einen RoI?
WelchesSystem
bringt den größten
RoI?
33
laden werden, sollte einen vordefinierten Fahrplan mit exakten Zeitangaben für die zu präsentierenden Szenarien umfas-sen. Der Verfasser stellt Ihnen auf Anfra-ge gern eine Toolbox zur Verfügung, mit der Sie Ihre MES-Auswahl entsprechend vorbereiten können. In die Endauswahl sollten diejenigen Systeme gelangen, die von den Anwesenden bei den Präsentati-onen als ergonomisch und problemlösend empfunden werden und die den größten Beitrag zur Effizienzsteigerung in der Pro-duktion leisten.
In der Entscheidungsphase sind vertragli-che Rahmenbedingungen zu berücksich-tigen, die beispielsweise die Verteilung des Risikos und den Zeitpunkt von Zahlungen an den Softwareanbieter betreffen.
Praxiserfahrungen
Der Autor dieses Beitrages hatte Gelegen-heit, mehreren Dutzend Präsentationen von echten oder vermeintlichen MES-An-bietern beizuwohnen. In der Folge werden einige Praxiserfahrungen ohne Anspruch auf Vollständigkeit aufgeführt, die bei ei-ner MES-Auswahl unbedingt zu berück-sichtigen sind. So ist der Funktionsum-fang des MES häufig in unterschiedlichen Systemkategorien abgebildet. Einzelne Anbieter fassen mehrere unterschiedliche Anwendungssysteme zusammen, teilwei-se wenigstens unter einer gemeinsamen Oberfläche, während andere Anbieter gar kein MES haben, sondern Teile ihrer ERP-Funktionalität als MES deklarieren. Bei denjenigen Anbietern, die mehrere voneinander unabhängige Softwarepro-dukte als MES verkaufen, ist insbesondere darauf zu achten, wie Ist-Informationen in den am häufigsten als externes Produkt zu-gekauften Leitstand gelangen. Lösungen, bei denen manuell Maschinenstörungen oder Personalausfälle in die Leitstandsda-ten übernommen werden müssen, weisen aus Effizienzgründen Nachteile auf.
Im Markt ist eine sehr unterschiedliche Philosophie im Umgang mit der Auto-matisierung der Planung zu beobachten. Während einzelne Systeme eine so stark automatisierte Feinplanung vorsehen, dass sie gar keine Anzeige der fein geplan-
ten Aufträge in einer Übersicht mehr er-möglichen, so sind andere Systeme durch-aus in der Lage, die von ERP-Systemen kommenden Aufträge zunächst in einen Arbeitsvorrat zu überführen und dann pro Maschine oder Maschinengruppe wahl-weise automatisch oder manuell einzu-planen.
Ein kritischer Erfolgsfaktor für das MES-Projekt liegt in einer guten Über-einstimmung der Planungsphilosophie des MES-Systems mit der gewünschten Autonomie und Reaktionsfähigkeit des Produktionsbereiches. Ein stark automa-tisiert planendes MES-System passt nicht zu einem Produktionsbereich, in dem eine hohe Autonomie der einzelnen Arbeits- oder Maschinengruppen angestrebt wird.
Im Bereich der leitstandsbasierten auto-matischen Feinplanung werden auch sehr unterschiedlich qualifizierte Prioritätsal-gorithmen angewandt; teilweise werden Planungsfehler aus dem ERP-System nur wiederholt, wie das Planen gegen unbe-grenzte Kapazitäten, teilweise sind auch sehr viele durchdachte und gegeneinan-der abzuwägende Planungsalgorithmen vorhanden.
Die BDE-Rückmeldeoberflächen der verschiedenen Systemanbieter können
durchaus sehr unterschiedlich aussehen und auf sehr unterschiedlichen Plattfor-men lauffähig sein - oder auch nicht. Hier ist zu berücksichtigen, dass nicht nur Geschäftsführer und Arbeitsvorbereiter von der Oberfläche begeistert sein sollen, sondern der Werker auch mit Schutz-handschuhen und in einer durch Ver-schmutzung gekennzeichneten Arbeits-atmosphäre fehlerfrei das BDE-Terminal bedienen und alle notwendigen Infor-mationen auf diesem Terminal erkennen können muss. Einige Systeme gestatten eine Arbeitsfähigkeit des lokalen BDE-Cli-ents, auch wenn keine Verbindung zum Server besteht, während andere Systeme hochverfügbare Server voraussetzen, de-ren Betrieb außerordentlich teuer ist.
Schließlich spielen auch ergonomische Fragestellungen bei MES eine große Rol-le. Leitstandsübersichten können sehr einfach, aber auch sehr kompliziert zu bedienen sein, wenn unterschiedliche Bildschirmaufteilungen, Schriftgrößen und außerordentlich schlechte Kontras-te die eigentlich zum Zwecke der Trans-parenz zusammengetragenen Informa-tionen doch eher verwirrend darstellen. Auch das Verständnis von Qualitäts-management ist sehr unterschiedlich ausgeprägt. Mehrere Hersteller bieten teilweise sogar dynamische Qualitätsre-

Competence Book - MES
GRUNDLAGEN - AUSWAHL UND EINFÜHRUNG VON MES
Schnittstellen
Fertigungsauftrag aus SAPNachkalkulation an SAP
...Fertigungsauftrag an Maschine
Kennzahl aus Maschine...
!
!
!
!
Funktionalität
Feinplanung LiniePersonaleinsatzplanung
...FMEA
8D-Report...
!
!
!
!
BehältermanagementSequenzierung/JIS
...
!
!
Kennzahlen/Auswertung/Controlling
ERP-MES
MES-Maschine
MES
QS
Fabrikbetrieb
Shop FloorOEEFPY...
!
!
ME-Template für Projekt: ____________________________________________
notwendig? Kosten initial/laufend
1500 €/0,01 €
Monitoring
1500 €/0,01 €
34
gelkarten an, während andere Hersteller lediglich auf Reportgeneratoren verwei-sen, mit denen man sich angeblich die-se Qualitätsregelkarten selbst aufbauen könnte.
Grundsätzlich ist es für den Kunden, der nach einer sofort einsatzbaren Standard-lösung sucht und der ohnehin einen er-heblichen Anpassungsaufwand betreiben muss, besser, vorhandene Auswertungen zu verwenden als diese von Grund auf neu aufzubauen.
Aber auch die Anwender machen Fehler. So wird viel zu oft noch auf das ERP-Sys-tem als alleinige Datengrundlage auch der Fertigung vertraut. Das führt dann dazu, dass das ERP-System mit für seine Aufga-ben nicht erforderlichen Daten belastet wird, während gleichzeitig aufgrund man-gelnder Algorithmen kein Beitrag zu einer besseren Planung erreicht wird. Wann im-mer möglich sollte daher ein abgesetztes MES mit klar definierten Schnittstellen zum ERP eingesetzt werden.
MES an mehreren internationalen Standorten
Bei mehreren Fertigungsstandorten mit z.T. unterschiedlichen Anforderungen und Maschinenparks ist es hilfreich, eine MES-Strategie zu entwickeln, die u.a. sog. Templates zur Verfügung stellt, um gleichartige oder ähnliche Lösungen in mehreren Werken einsetzen zu können. Ein Beispiel für ein MES-Template sehen Sie unten.
Das MES-Template enthält im Sinne ei-ner Maximalstückliste alle möglichen Funktionen, Kennzahlen, Auswertun-gen, Visualisierungsansätze und Schnitt-stellenangebote, ist eng mit dem Stan-dard-MES-Angebot verknüpft ist und dient zur Auswahl projektspezifisch ab-zubildender Anforderungen. Durch dieses Vorgehen wird es möglich, die Vorteile der Standardisierung von Modulen auch bei weiterem Wachstum zu nutzen.
Das Template dokumentiert projektspe-zifisch Gründe für die jeweiligen Aus-wahl (Grund und Notwendigkeit einer
Anforderung), um Nachvollziehbarkeit zu gewährleisten. Im Template werden auch Aufbewahrungsfristen für erzeug-te Daten festgelegt. Das Template macht ferner Aussagen zu Gestaltungspara-metern wie Platzbedarf, Archivierungs-anforderungen (Dauer, Lesbarkeit und Zugriffszeit), Hardwaresizing, unterneh-mensweit gültige Traceability- und Perfor-mance-Vorgaben. Weitere Anforderungen ergeben sich aus Governance-Festlegun-gen und Controlling.
Nur durch die sorgfältige Berücksichti-gung des Standardisierungsansatzes für die eingesetzten ME-Funktionen und Auswertungsmechanismen bereits im In-itialprozess kann sicher gestellt werden, dass eine zukunftsfähige Architektur der Fertigungs-IT entsteht.
Architekturfragen
Typischerweise kann das ERP-System in Fertigungsunternehmen als gesetzt be-trachtet werden. Es sollte für alle Werke und Geschäftsbereiche, vorrangig für die Fertigung serialisierter Produkte, nur ein MES eingeführt werden, um Synergieef-fekte hinsichtlich Wissensaufbau und Ad-ministration zu erzielen. Neben dem MES sollten nur in Ausnahmefällen weitere fer-tigungsnahe Anwendungssysteme existie-ren. Vorhandene Insellösungen sind nach Maßgabe der Wirtschaftlichkeit ihrer Ab-lösung in das neue MES zu überführen. MES halten ihre Daten standortbezogen, zur Traceability und zum gruppenweiten Kapazitätsvergleich können Daten grup-penweit zusammengezogen werden. Das MES muss im 2nd und 3rd Level Support zentral durch die Gruppe bzw. durch den Anbieter wartbar sein, etwa durch die zen-trale Führung von Konfigurationsdateien. Der Betrieb des MES erfolgt je nach den lokalen Gegebenheiten dezentral für ein Werk, einen Standort oder ein Land. Die konkrete Ausprägung wird je nach Band-breite und Verfügbarkeit von Datenver-bindungen für jeden Produktionsstandort durch das MES-Kompetenz-Team festge-legt.
Das MES ist dabei keine monolithische Anwendung, sondern eine durch stan-

Competence Book - MES
GRUNDLAGEN - AUSWAHL UND EINFÜHRUNG VON MES
Maschinen/Shop Floor-EbeneMaschinenhersteller
Shop Floor-Middleware
MES (je Werk)
Maschinen/Shop Floor-Ebene
Maschinen/Shop Floor-Ebene
MES (je Werk)
ERP-MES-Middleware
ERP (je Instanz) PLM (je Instanz)
Globales Fertigungsunternehmenextern
Logistic Execution
Kunden-ERP ...
...
...
35
dardisierte Schnittstellen verbundene Menge von als gruppenweit relevant be-trachteten Modulen. Unter einem Modul wird dabei ein funktional und technisch abgrenzbarer Baustein eines vorhande-nen oder zu beschaffenden Software-Pro-dukts verstanden. Aufgrund der Vielzahl an Datenquellen und -senken empfehlen wir dringend, geeignete kartografische Darstellungen der IT-Landschaft rund um MES-Daten und Funktionen anzufertigen.
MES-Schnittstellen
Schnittstellen ermöglichen den Austausch von Daten zwischen Anwendungssyste-men und beschreiben diese Datenströme inhaltlich (semantisch). Es ist nicht emp-fehlenswert, Schnittstellen um jeden Preis durch eine integrierte Lösung zu ersetzen. Vielmehr kann die Komplexität von Or-ganisation, Prozessen und Informations-
systemen durch eine geeignete Modulari-sierung besser beherrscht werden. Daher kommt dem Management der Schnittstel-len zwischen diesen Modulen eine hohe Bedeutung zu.
Das Fertigungsunternehmen sollte in ei-nem ersten Schritt gruppenweit sämtliche für die Produktion relevanten internen und externen Schnittstellen in einem zum ME-Template gehörenden Katalog doku-mentieren und diese hinsichtlich der hier vorgelegten Empfehlungen bewerten. Zu berücksichtigen sind mögliche Redun-danzen, Nutzungsfrequenzen, die Rich-tung des Austausches und die Synchroni-zität der Schnittstelle. Synchrone sollten durch asynchrone Schnittstellen ersetzt werden, um unerwünschte Locking-Effek-te zu vermeiden. Realzeitanforderungen des Process Interlocking können durch eine performante asynchrone Architektur
berücksichtigt werden. Für zeitkritische Nachrichten ist die MES-to-Shopfloor-Middleware so auszulegen, dass unter al-len Umständen die maximalen Antwort-zeiten eingehalten werden.
Die im Initialprozess rechnerisch ermit-telte Leistungsfähigkeit der Schnittstelle ist vom Hersteller des MES explizit zu-zusichern. Gegebenenfalls sind entspre-chende Laborversuche mit emulierten Maschinenumgebungen anzustellen, um die Leistungsfähigkeit einer Schnittstelle bestimmen oder einschätzen zu können, wie sie etwa im Anwendungszentrum In-dustrie 4.0 an der Universität Potsdam möglich sind. Durch die Anbindung wei-terer Systeme an die Middleware können die Voraussetzungen geschaffen werden, auch Langzeitarchivierung und leistungs-fähiges Reporting oberhalb der ME-Ebene zu realisieren.

Competence Book - MES
GRUNDLAGEN - AUSWAHL UND EINFÜHRUNG VON MES
36
Zum Autor Prof. Dr. Norbert Gronau:
Norbert Gronau gehört zu den wenigen Persönlichkeiten, die nicht nur Brücken zwischen Wissenschaft und Praxis bauen, sondern diese auch mehrmals täglich überqueren. Er ist Inhaber des Lehrstuhls für Wirtschaftsinformatik und Electronic Government an der Universität Potsdam und wissenschaftlicher Direktor des dort angesiedelten Centers for Enterprise Research. Unter der Leitung von Professor Gronau forschen über 30 Mitarbeiter zur inte-grierten Gestaltung von Geschäftsprozessen und Unter-nehmenssoftware wie etwa ERP-Systemen sowie zu den Grundlagen von Wissen, Lernen und Bilden.
Der Schnittstellenkatalog enthält bewertete und freigegebene Schnittstellen, deren Einsatzbereich, Softwarelieferanten sowie Ansprechpartner mit Wissen über Nutzung und Grenzen der Schnittstellen. Der Katalog, der Bestandteil des MES-Templates wird, stellt ein wichtiges Instrument der Standardisierung und der Kommunikation zwischen den einzelnen Geschäftsberei-chen und Hauptprozessen dar.
Schulung und Support
Gleichzeitig ist dem Aufbau einer Schulungs- und Supportorga-nisation große Bedeutung zuzumessen, denn aufgrund der en-gen Verzahnung mit den Produktionsprozessen ist ein Stillstand des MES meist nur kurze Zeit zumutbar. Es ist ein sinnvoll, ein MES-Kompetenzteam einzurichten, dessen Aufgaben die Kom-munikation zwischen IT und Fachbereichen sowie die Umset-zung der MES-Strategie sind. Das Kompetenzteam sollte min-destens Kompetenzen in folgenden Bereichen abdecken:
• Schnittstelle ERP-Fertigung• Maschinenanbindung• Traceability-Anforderungen• Fertigungsprozesse und -steuerung
Die Verantwortung für das Kompetenzcenter sollte auf Ge-schäftsführungsebene angesiedelt werden.
An jedem Standort ist außerdem mindestens ein MES-Key-User als lokaler Anker des MES-Kompetenzteams vorzusehen. Für die Aufgabe als Key User ist eine entsprechende teilweise Freistellung von den Linienaufgaben erforderlich. Die MES Community dient der Kommunikation von Fortschritten bei der MES-Umsetzung sowie von Anforderungen und Problemen aus den Standorten. Den Mitgliedern der Community werden Schulungen von inter-nen und externen Experten angeboten. Die Mitgliedschaft in der Community wird unternehmensweit publiziert. Die Mitglieder gelten als Fachleute für alle Fragen der Informationsversorgung in der Fabrik. Die MES Community sollte sich ein bis zweimal im Jahr treffen; zudem ist ein Intranet-Auftritt zur Weitergabe von Informationen und Expertenprofilen der Mitglieder aufzusetzen.
Ein kritischer Erfolgsfaktor für das MES-Projekt liegt in einer guten Übereinstimmung der Planungsphilosophie des MES-Systems mit der gewünschten Autonomie und Reaktionsfähigkeit des Produktionsbereiches. - Professor Dr. Norbert Gronau

Competence Book - MES
GRUNDLAGEN - DER MITARBEITER IM FOKUS
37
Die Mitarbeiter im Fokus als Garant für eine erfolgreiche MES-LösungAUTOR: Dr. Günter Bitsch (becos GmbH) BILDER: becos GmbH www.competence-site.de/MES-Mitarbeiter-im-Fokus
Ganzheitliche Betrachtung von System, Prozessen und Mitarbei-tern! Die Einführung und der Be-
trieb eines MES-Systems stellen eine we-sentliche Änderung für das Unternehmen und das bisherige soziotechnische System dar. Analog zu anderen (IT-)Systemen dominieren bei der Einführung oft die technischen und prozessorientierten As-pekte. Durch diese Fokussierung geraten aber die personenbezogenen Aspekte oft in den Hintergrund. Diese Nichtbetrach-tung führt bei der Einführung und beim Betrieb des MES-Systems oft zu Proble-men.
Mit diesem Beitrag wird auf Basis einer systemorientierten Betrachtungsweise ein Ansatz beschrieben, mit dem diese Probleme nicht nur vermieden werden, sondern in dem die bestehenden Poten-tiale, die sich aus einer angemessenen Berücksichtigung der personenorientier-ten Perspektive ergeben, genutzt werden können. Der Mitarbeiter im Fokus wird so im Rahmen einer ganzheitlichen Be-trachtung mit zum Erfolgsgarant für eine MES-Lösung.
Personen- und Gruppenorientierte Aspekte bei der MES-Einführung
Typische Ausgangspunkte für die Einfüh-rung von MES-Systemen liegen z.B. in der Schaffung von Transparenz und/oder der Verbesserung der Prozesse zur Leis-tungsoptimierung. Getrieben wird diese Entwicklung entweder durch akute Prob-
lemstellungen oder durch einen systema-tischen Verbesserungsanspruch. Bereits durch die meist (implizite) Festlegung dieser Zielsetzung werden entscheidende Weichen für das Projekt und das System gestellt. Das MES-System wird als Mittel zum Zweck der Leistungsoptimierung bzw. der Problembehebung betrachtet. Ungeachtet, ob der Einführungsimpuls exogener oder endogener Natur ist, be-steht die Gefahr die Ursache-Folgen-Wir-kung falsch oder zu eingeengt betrachtet zu haben. Um das Risiko zu reduzieren, sollte vor der Mittelwahl eine sorgfältige Ziel- und Diagnosephase durchgeführt werden. Innerhalb dieser Phasen sollten neben der technologisch orientierten Be-trachtungsperspektiven in Anlehnung an gruppentheoretische Forschungsergeb-nisse mindestens die Ebenen
• Ziel-Problem,• Umwelt,• Funktionsrollen und Aufgaben,• Handlungsweisen und• Beziehungen
betrachtet werden.
Ziel-Problem-Perspektive
Innerhalb der Ziel-Problem-Perspektive wird das Ziel (beim systematischen Ver-besserungsansatz) bzw. das Problem ex-pliziert. Dabei sollte Klarheit über die De-finitions- und Deutungsmacht bestehen. Diese Definitions- und Deutungsmacht kann sich entweder durch die formale
Stellung in der Hierarchie oder über eine informelle Leadership-Position ergeben. Eine Einbeziehung der wesentlichen Stakeholder und eine offene Diskussion können für den weiteren Prozess sehr hilfreich sein.
Umwelt
Spätestens die letzten großen wirtschaft-lichen Schwankungen haben gezeigt, dass insbesondere im produzierenden Unter-nehmen, eine Steuerungs- und Planungs-konzeption auf Basis von konstanten Grundinformationen nicht ausreichend ist. Eine nicht angemessene Berücksichti-gung von externen Einflüssen kann dabei zu existentiellen Bedrohungspotentialen führen. Im Rahmen dieser Einflüsse ha-ben sich Konzeptionen von der Flexibilität zur Wandlungsfähigkeit (Industrie 4.0) entwickelt. Auf der betrieblichen Ebene führen starke externe Einflüsse verstärkt dazu, dass die Differenzierung zwischen externen und internen Begründungszu-sammenhängen zunehmend nicht mehr ausreichend ausgeprägt ist. Wenn oh-nehin alles von außen dominiert wird, warum sollten dann komplexere interne Verfahrensweisen entwickelt werden, so das Mantra einer reaktiven Strategie. Ge-fährlich an dieser Sichtweise ist, dass zum einen eine systematische Betrachtung von Ineffizienzen und Ineffektivitäten unter-bleibt oder zumindest nicht gefördert wird und zum anderen ein Lernumfeld zur kontinuierlichen Verbesserung der Organisation schwer aufzubauen ist. Bei

Competence Book - MES
GRUNDLAGEN - DER MITARBEITER IM FOKUS
38
der Einführung eines MES-Systems sollte daher möglichst früh festgelegt werden, mit welchen äußeren Einflüssen und Schwan-kungen zu rechnen ist. Diese Festlegung sollte nicht als unum-stößliches Paradigma betrachtet werden, sondern bietet eine de-finierte Ausgangsbasis auf der eine kontinuierliche Entwicklung erfolgen kann.
Funktionsrollen und Aufgaben
Innerhalb der operativen Leistungsabwicklung orientieren sich die Funktionsrollen und Aufgaben an den gewählten Prozessen und den organisatorischen Rahmenbedingungen. Durch die Einführung von neuen Systemen werden diese fachlichen Pro-zesse aber häufig verändert, teilweise werden sogar komplett neue Verfahrensweisen eingeführt. Diese Prozesse oder Verfah-rensweisen sind dabei durch das System stark geprägt oder in einer schwächeren Ausprägung mindestens vordefiniert. Durch diese strukturelle Systemdominanz wird die bestehende Intelli-genz innerhalb der Organisation meist nicht richtig eingebun-den. Im ungünstigsten Fall passt sich die bisherige Intelligenz der Organisation an die „Systemintelligenz“ an. Um hier die Er-folgspotentiale ausschöpfen zu können ist eine Einbindung der bisherigen Organisationsintelligenz erforderlich. Durch eine kritische Betrachtung der bisherigen Organisationsintelligenz und dem Potential des MES-Systems kann für die Einführung
und den Betrieb eine Strategie ermittelt werden, bei dem sich die beiden Potentiale nicht einschränken, sondern vielmehr er-gänzen. Diese kritische Betrachtungsweise erfordert aber eine prinzipielle Offenheit und eine Änderungsbereitschaft auf bei-den Seiten. Um diese herzustellen sind ausreichend Ressourcen und geeignete Verfahren einzusetzen.
Handlungsweisen
Soweit Prozesse nicht vollständig automatisiert sind, bedingen diese immer eine individuelle Ausgestaltung durch die Leis-tungserbringer. Diese individuelle Leistungserbringung orien-tiert sich in erster Linie an den vorgegebenen Prozessen („Was?“) und weniger an den Handlungsweisen („Wie?). Bezüglich der Handlungsweisen wird in der Regel eine Standardisierung an-gestrebt. Mit dieser Standardisierung soll eine nachvollzieh-bare und reproduzierbare Verfahrensweise festgelegt werden. Für Routine-Aufgaben lässt sich diese Zielsetzung auch gut er-reichen, aber je komplexer die Fragestellungen werden, umso schwieriger ist diese um- und durchzusetzen. Da durch den Wandel die Aufgabenstellungen aber immer komplexer werden und diese nicht vollständig durch komplexitätsreduzierende Maßnahmen absorbiert werden, ist mit einer steigenden Indi-vidualisierung der Handlungsweisen zu rechnen. Diese Indivi-dualisierung bezieht sich nicht nur auf das Individuum sondern in zunehmendem Maße auch auf komplette Leistungsgruppen. Innerhalb der Einführung von MES-Systemen sollte diesen indi-viduellen und Gruppen-Handlungsweisen genügend Raum und Würdigung gegeben werden.
Beziehungen
Zwischenmenschliche Beziehungen werden innerhalb des ar-beitsweltlichen Kontextes häufig komplett ausgeblendet oder marginalisiert. Dies erfolgt vielfach unter dem Bezug auf eine quasi immanente Objektivität bzw. Sachlichkeit. Die objektive Leistung der Gruppe hängt aber in den meisten Fällen an den Mitgliedern der Leistungsgruppe mit ihrer jeweiligen Indivi-dualität und ihren Beziehungen. In Anlehnung an die Erfor-schung von Hochleistungsteams kommt hier der Reflexion der Arbeitsweise und der Reflexion der Beziehung eine entschei-dende Bedeutung zu. Dies erfolgt z.B. in unmittelbaren Nähe zum Leistungsprozess, z.B. durch After Action Reviews oder als permanenter Prozess im Rahmen institutionalisierter Reflexi-onsprozesse. Betrachtet man die teilweise recht umfangreiche Ausprägung von zyklischen Prozessen (Unterweisung, KVP-Pro-zesse, QS-Zirkel, usw.) mit technischem oder Prozess-Fokus, so ist es umso überraschender, dass zyklische Reflexionsprozesse mit personen- und gruppenbezogenem Fokus eher in geringem Umfang in der Praxis anzutreffen sind.
Ganzheitliche Einführungsstrategie
Basierend auf einer breiten praktischen Erfahrung des Autors bei der Einführung von MES-Systemen und den obigen Ausfüh-

Competence Book - MES
GRUNDLAGEN - DER MITARBEITER IM FOKUS
39
rungen hat sich die nachfolgend darge-stellte Einführungsstrategie entwickelt, bei der Prozesse, Systeme und Organisa-tion ganzheitlich betrachtet werden.
Die Einführungsstrategie ist in vier Haupt-Phasen aufgeteilt, die im Folgen-den kurz skizziert werden.
Zielfindung
Innerhalb der Zielfindungsphase er-folgt die Bestimmung der Ziele über die drei Phasen Ist-Analyse, Diagnose und Zielfindung. In den Phasen wird ein für die relevanten Stakeholder gemeinsam gültiges Bewertungsmodell entwickelt. Ausgehend von den unterschiedlichen Wahrnehmungen und den daraus abge-leiteten divergenten Erklärungsmodel-len erfolgt eine gemeinsame Bewertung. Anhand dieser Bewertung und den nor-mativen strategischen Vorgaben wird im Anschluss daraus eine konsistente, gemeinsam abgestimmte Zielfindung durchgeführt.
Positionierung
Für die jeweiligen Perspektiven „Prozess“, „System“ und „Organisation“ erfolgt auf Basis von Referenzstrukturen eine ge-wünschte Positionierung. Die dabei be-stehenden Referenzstrukturen werden abstimmt auf die spezifische Zielsetzung auf Eignung und Akzeptanz hin unter-sucht und ggfs. auf der Basis von spezi-fischen Unternehmensanforderungen angepasst. Beispielhaft hierfür ist die Auswahl von Steuerungsstrategien oder Organisationsprinzipien.
Konfiguration
Da nicht alle Referenzstrukturen kom-patibel und austauschbar sind, wird in
Zum Autor Dr. Günter Bitsch:
Dr. Günter Bitsch, Jahrgang 1963, ist Gründer und geschäftsfüh-render Allein-Gesellschafter der becos GmbH, die er nach einer technischen Berufsausbildung und einem Studium der Mathema-tik 1987 als Technologie-Spin-Off des Fraunhofer Institutes für Pro-duktionstechnik und Automatisie-rung gründete. Hier ist er u.a. für die Produktentwicklung verant-wortlich und begleitet Kunden-projekte als Managementberater.
der Phase der Konfiguration die spezifi-sche Kombination der Referenzstruktu-ren konfiguriert. Bei der Konfiguration wird insbesondere auf die Abstimmung zwischen den verschiedenen Bereichen geachtet. Je nach Anforderungen können ein oder mehrere Konfigurationen zum Einsatz kommen. Der Fit von Prozess, System und Organisation ist dabei das entscheidende Qualitätskriterium.
Implementierung & Einführung
Die ermittelte Wunschkonfiguration un-terscheidet sich vom Status Quo erheb-lich. Bezogen auf die unterschiedlichen Bereiche werden stufenweise Implemen-tierungs- und Einführungsschritte erar-beitet. Nach der Implementierung und Einführung einer Stufe erfolgt eine Refle-xion und ggfs. eine Konsolidierung. Bei der Planung ist insbesondere darauf zu achten, dass das Feedback auch struktu-rell (zeitlich & inhaltlich) berücksichtigt werden kann.
Fazit
MES-Systeme werden oft als Lösungen für vermeintlich technische bzw. technokra-tische Frage¬stellungen herangezogen. In der Praxis hat sich gezeigt, dass Ein-führungen oft nicht zu den gewünsch-ten Problemlösungen geführt haben. Die Ursache liegt dabei häufig nicht in den (technischen) Funktionalitäten der Systeme, die zudem einen immer höhe-ren Reifegrad aufweisen, sondern in der fehlenden Abstimmung zwischen Pro-zess, System und Organisation. Um diese Gefahr zu vermeiden, plädiert die oben skizzierte Vorgehensweise für eine ganz-heitliche Betrachtung der Perspektiven. Insbesondere die personelle Perspektive sollte dabei entsprechend berücksichtigt werden und nicht als „quasi“-Systemkom-
ponente den anderen Perspektiven un-tergeordnet werden. Dies erfordert aber die entsprechende Berücksichtigung in der Auswahl- und Einführungsstrategie. Dieser Ansatz ermöglicht einen Schritt in Richtung Smart Factory mit der verspro-chenen neuen Intensität sozio-techni-scher Interaktion aller an der Produktion beteiligten Akteure und Ressourcen und einer neuen Arbeitskultur.
Der Mitarbeiter im Fokus wird so im Rahmen einer ganzheitlichen Betrachtung mit zum Erfolgsgarant für eine MES-Lösung. - Dr. Günter Bitsch

Competence Book - MES
Ein integriertes System für alle Qualitäts- und Produktionsmanagement-Aufgaben. Implementieren Sie
Qualitätsstandards entlang der gesamten Produktions- und Lieferkette! Verwalten und steuern Sie alle
Produkt-, Maschinen und Prozessdaten auf einer zentralen Datenbasis.
Gehen Sie neue Wege bei der Visualisierung und Erfassung von Daten und lernen Sie die MultiTouch-
Oberflächen von GUARDUS MES kennen. Erleben Sie Usability in modernster Form mit unseren
innovativen und vor allem sicheren Business-Apps. Überwachen Sie das gesamte Fertigungsumfeld
mit genau den MES-Kennzahlen, die Sie brauchen – mobil und in Echtzeit.
THE QUALITY AND MES COMPANY WWW.GUARDUS.DE
ganzseitige-anzeige-MES.indd 1 15.08.2013 15:05:59
GRUNDLAGEN- SANFTER EINSTIEG IN MES
40
BDE, MDE, PEP,...Der sanfte Einstieg in MES-LösungenAUTOR: ISGUS GmbH www.competence-site.de/BDE-MDE-PEP
Überall wo sich Fertigungsverantwortliche mit Produkti-onsplanung, Prozessoptimierung, Kostenkontrolle und Produktionskennzahlen beschäftigen, sind Manufactu-
ring-Execution-Systems, kurz „MES“, zur Unterstützung von Pro-duktionsmanagement die logische Konsequenz.
Wie aber gelingt ein sanfter Einstieg in eine MES-Lösung oder ist doch der Big-Bang die einzig sinnvolle Vorgehensweise? Unserer Erfahrung nach können die verschiedenen Funktionskomponen-ten und Module einer MES-Lösung sehr wohl bedarfsgerecht und gegebenenfalls sukzessiv zusammengestellt und individuell für die unternehmensspezifischen Anforderungen konfiguriert wer-den.
Bereits jedes einzelne MES-Modul für sich betrachtet, kann Un-ternehmen bereits Entlastung und Effizienzgewinn bringen. In vielen anderen Unternehmensbereichen sind Optimierungs-potentiale weitgehend ausgeschöpft. Im Gegensatz dazu ist die IT-Unterstützung von Überwachung, Planung und Steuerung von Personal und Ressourcen durch MES-Lösungen ein Ein-satzgebiet, das fertigenden Unternehmen noch ganz erhebliche Nutzenpotentiale eröffnet. Durch die proaktive Planung und Steuerung von Prozessen unter Berücksichtigung aller dazu er-forderlicher Informationen über den Auftragsbestand und den verfügbaren bzw. benötigten Ressourcen an Personal und Ma-schinen sind Verbesserungen realisierbar, die zu messbaren be-triebswirtschaftlichen Resultaten führen.
Eine strukturierte und umfassende Ist-Analyse und ein tragfä-higes Soll-Konzept, das individuelle Anforderungen und Not-wendigkeiten berücksichtigt, sind dabei entscheidend für die maßgeschneiderte Lösung und eine erfolgreiche Umsetzung. Der gezielte Einsatz von MES-Bausteinen erfordert es, anhand aktueller Kennzahlen (Belegungs-und Nutzungsgrad, Verfüg-barkeit, Ausschussquote, OEE) zu analysieren, wo Potentiale zu Effizienzsteigerungen und Kostenkontrolle in der Fertigung ver-steckt sind und wo bzw. in welchem Umfang daher der Einsatz von MES-Funktionen sinnvoll ist bzw. wie ein sukzessiver Aufbau der MES-Landschaft realisiert werden sollte..
BDE & MDEDie Betriebsdatenerfassung (BDE) und Maschinendatenerfas-sung (MDE) als ganz wesentliche Module einer MES-Lösung erfassen z. B. online aktuelle Ist-Daten aus der Fertigung, wie z. B. Mengen, Durchlaufzeiten, Maschinenzustände und Stör-gründe. Die ständige Verfügbarkeit von BDE/ MDE-Daten und Messwerten ist die zwingende Voraussetzung für die Analyse und Optimierung von Fertigungsprozessen und eine sichere und zuverlässige Entscheidungshilfe. Die Automatisierung der Date-nerfassung mit umfangreichen Plausibilisierungsmöglichkeiten sichert eine fehlerfreie und vollständige Erfassung und damit eine deutliche Verbesserung der Datenqualität. Dort, wo Trans-parenz und Effizienzsteigerung angestrebt wird, bilden BDE und MDE die dafür notwendige Basis. Die Visualisierung der BDE- + MDE-Daten ermöglicht effiziente Auswertungen und bei Bedarf rechtzeitige Eingriffsmöglichkeiten direkt in der Produktion.
PEP & RPSDarüber hinaus stehen die erfassten Daten auch den weiteren MES-Modulen wie der Personaleinsatzplanung (PEP) und der Ressourcenplanung (RPS) zur Verfügung, damit Maschinenbele-gungen schon in der Planung berücksichtigt werden und Engpas-sanalysen möglich sind. Damit gelingt es, die Produktion nicht nur zu überwachen, sondern auch optimal zu planen.
ERP und ERP-KommunikationEine entscheidende Komponente ganzheitlicher MES-Systeme ist dann eine hochflexible, bidirektionale Kommunikation mit den Lösungen aller namhaften ERP- Anbieter. Aufträge mit Plan-zeiten und Wunschterminen werden in ERP-Systemen gegen un-begrenzte Ressourcen eingelastet. Durch die automatische Rück-meldung an das ERP werden transparente Auftragsverfolgung, effiziente Kostenkontrolle und die Untermauerung von Abläufen und Entscheidungen ermöglicht.
ZEUS® von ISGUSDie ZEUS® Module unterstützen eigenständige Funktionsberei-che, die sich Schritt für Schritt zu einer übergreifenden, modu-laren MES-Lösung ergänzen lassen, um mit Ihrem Unterneh-men und den gestellten Aufgaben zu wachsen. Das ermöglicht auf Wunsch dann auch den sanften MES-Einstieg jenseits des BIG-BANG-Ansatzes.

Ein integriertes System für alle Qualitäts- und Produktionsmanagement-Aufgaben. Implementieren Sie
Qualitätsstandards entlang der gesamten Produktions- und Lieferkette! Verwalten und steuern Sie alle
Produkt-, Maschinen und Prozessdaten auf einer zentralen Datenbasis.
Gehen Sie neue Wege bei der Visualisierung und Erfassung von Daten und lernen Sie die MultiTouch-
Oberflächen von GUARDUS MES kennen. Erleben Sie Usability in modernster Form mit unseren
innovativen und vor allem sicheren Business-Apps. Überwachen Sie das gesamte Fertigungsumfeld
mit genau den MES-Kennzahlen, die Sie brauchen – mobil und in Echtzeit.
THE QUALITY AND MES COMPANY WWW.GUARDUS.DE
ganzseitige-anzeige-MES.indd 1 15.08.2013 15:05:59
Competence Book - MES42
GRUNDLAGEN - VORTEILE EINER ERP / MES-INTEGRATION
Vorteile einer ERP/MES-Integration
Eine möglichst genaue Produktionsplanung benötigt stets aktuelle Informationen über den Ist-Zustand in der Pro-duktion. Dies kann durch eine tiefe Integration der Pla-
nungswelt (ERP) mit der Durchsetzungsebene (MES) erreicht werden. Funktionierende Regelkreise zwischen Planung und Produktion unterstützen bei der Erreichung auch anspruchs-voller Ziele produzierender Unternehmen. Intelligente Algorith-men und Simulationen zeigen Wege und Möglichkeiten zur Op-timierung von Reihenfolgen oder auch geeignete Maßnahmen im Störungsfall auf.
Schwankende Auftragseingänge und teilweise komplexe Pro-duktionsstrukturen kennzeichnen heutige Fertigungsprozesse. Kunden erwarten bei einem hohen Individualisierungsgrad der Enderzeugnisse kurze Lieferzeiten und die Einhaltung der zu-gesagten Liefertermine. Wirtschaftliche Produktionsprozesse, pünktliche Lieferungen und eine optimierte Lagerhaltung sind Grundvoraussetzungen zur Sicherung der Wettbewerbsfähig-keit. Dabei sind insbesondere die Prozessgeschwindigkeit zu er-höhen, die Bevorratung zu minimieren, die Produktionsabläufe zu harmonisieren und die Durchlaufzeiten zu verkürzen.
Der aktuelle Zustand der Produktion muss zu jedem Zeitpunkt verlässlich verfügbar sein. Abweichungen von der Planung werden so sichtbar und Gegenmaßnahmen zur Behebung von Störungen oder Engpässen können eingeleitet und deren Wirk-samkeit kontrolliert werden. Hierzu existieren standardisierte Kennzahlen (Key Performance Indicator), deren Herleitung und Anwendung beispielsweise im VDMA-Einheitsblatt 66412 be-schrieben wird.
Die Herausforderung besteht in der Integration der Prozesse an der Schnittstelle zwischen Unternehmensebene (ERP) und Betriebsleitebene (MES). Während ERP-Systeme eher admi-nistrierende und auf übergeordneter Ebene unternehmensweit logistische und betriebswirtschaftliche Prozesse steuern, sind MES-Systeme sehr eng mit der Produktionslinie verbunden und dienen der laufenden Optimierung der Produktion und der Er-
AUTOR: Karl M. Tröger (PSIPENTA Software Systems GmbH) www.competence-site.de/Vorteile-MES-Integration
fassung von Informationen und technischen Parametern des Herstellungsprozesses. Diese Daten können vielfältiger Natur sein: Zeit- und Mengenmeldungen, Qualitätsdaten, Zustände von Maschinen und Anlagen, Störungen und ihre Ursachen. Somit spiegeln diese Informationen den Zustand des Produkti-onssystems wider, und genau dies wiederum hat Einfluss auf die Produktionsplanung in ERP-Systemen.
Die notwendige Tiefe der Integration der Planungs- und Durch-setzungssysteme hängt von den gewünschten Einsatzszenarien und den durch MES-Systeme abgedeckten Aufgabenbereichen ab. Die Richtlinie VDI 5600 beschreibt die typischen Aufgaben von MES-Systemen: Feinplanung und Feinsteuerung, Betriebs-mittelmanagement, Materialmanagement, Personalmanage-ment, Datenerfassung, Leistungsanalyse, Qualitätsmanagement und Informationsmanagement. Es ist zu erwarten, dass die Grenzen zwischen ERP- und MES-Systemen zunehmend ver-schwimmen. Die Unternehmensebene integriert sich mehr und mehr in die Betriebsleitebene. Die Erfüllung typischer Aufgaben von MES-Systemen wird von den ERP-Systemen übernommen und klassische Planungsaufgaben der ERP-Systeme gehen teil-weise in die MES-Feinplanung über.
Während bei reinen Rückmeldesystemen die gesamte Pla-nungshoheit vollständig im ERP-System verbleibt, können MES-Systeme auch Teilbereiche der Feinplanung übernehmen. Leitstandslösungen mit der Möglichkeit der Planung gegen be-grenzte Kapazitäten helfen bei der Umsetzung der ggf. gröbe-ren Vorgaben aus ERP-Systemen. Auf diese Weise entstandene neue Reihenfolgen und Termine müssen auf der übergeordneten Planungsebene berücksichtigt werden. Nicht zuletzt sorgen mo-derne MES-Lösungen für eine effizientere Nutzung von Personal und Produktionstechnik. Die Optimierung der Planung bei-spielsweise durch Rüstzusammenfassungen, Raffen von Arbeits-folgen oder Gruppen- bzw. Parallelarbeit hat somit unmittelbare Auswirkungen auf die Ecktermine und die Ausgangsgrößen der Material- und Kapazitätsdisposition.

Competence Book - MES
GRUNDLAGEN - VORTEILE EINER ERP / MES-INTEGRATION
43
Andererseits bieten (einige) ERP-Systeme heute bereits ausge-reifte Funktionen zur Reihenfolgeplanung (Sequenzierung) und Optimierung der Ressourcennutzung. APS-Systeme (Advanced Planning & Scheduling) decken diese Aufgabenbereiche in ho-hem Maße ab. Diese Systeme bieten beispielsweise die Mög-lichkeit, szenariobasiert unterschiedlichste Planungsstrategien abzubilden: fixe oder variable Arbeitszeitmodelle, Zusammen-fassung ähnlicher Arbeitsfolgen, Priorisierungen, Fixtermine oder auch Rückstandsauflösung und dringen damit in die klassi-sche Domäne von MES-Systemen ein.
Die Aufgabenteilung zwischen MES- und ERP-System und der betrachtete Zeithorizont bestimmen das sinnvolle und notwen-dige Integrationsszenario. Ein komponentenbasierter Ansatz erleichtert hierbei die Definition der Schnittstellenfunktionen. Grundsätzlich bestehen, unabhängig vom gewählten Szenario, starke Abhängigkeiten der Systeme untereinander. Die adäquate und zeitnahe Verarbeitung der Daten kann nur durch eine tie-fe Integration erreicht werden. Beide Systeme bilden einen, je nach Fertigungstypologie, mehr oder weniger dynamischen Re-gelkreis.
Ein typischer Einsatzfall ist die Bereitstellung von Planungsda-ten durch das ERP-System und die Rückkopplung der unter-schiedlichsten Produktionsdaten in die unternehmensweite Pla-nungswelt. Der aktuelle Zustand des Produktionssystems ist von wesentlicher Bedeutung für die fortlaufende Planung der Ferti-gungsaufträge. Es geht dabei nicht nur um den Status von Auf-trägen und die Rückmeldung von Mengen und Zeiten, sondern auch um Qualitätsdaten und Prozessparameter. Oftmals werden Teilbereiche der Instandhaltung durch MES-Systeme abgedeckt. Die Auswirkungen von geplanten Instandhaltungsmaßnahmen können simuliert werden.
Zum Autor Karl Tröger:
Karl Tröger Leiter Product Marketing, verantwortet die stra-tegische Ausrichtung des Produktportfolios bei der PSIPEN-TA Software Systems GmbH.
Auf Basis seiner nationalen und internationalen Stationen in der Fertigungsindustrie, stellt er heute das Bindeglied zwi-schen Kunden, Markt, Wissenschaft und dem Software-En-gineering dar. Seine Erfahrungen sammelte er als Senior Product En-gineer bei einem kanadisch-israelischen Konzern, als IT-Projektleiter sowie später als Leiter der Produktentwick-lung für ERP-Lösungen innerhalb der PSIPENTA Software Systems GmbH.
Die Ergebnisse der Simulation haben Einfluss auf das Kapazi-tätsangebot. Ebenfalls sichtbar werden die Folgen auf bereits eingeplante Aufträge. Eine realitätsnahe Planung erfordert da-bei einen zeitnahen Abgleich des Kapazitätsangebotes mit dem ERP-System. Nicht zuletzt spielen auch Kostenfaktoren eine Rolle. Der Steuerung der Produktion nach wirtschaftlichen Ge-sichtspunkten kommt eine große Bedeutung zu. Hierzu können tief integrierte MES-Systeme einen wesentlichen Beitrag leisten. Die regelmäßige Überwachung relevanter Kennzahlen liefert Ansatzpunkte zur Optimierung der wertschöpfenden Prozesse und zeigt die Wirksamkeit der genutzten Stellhebel auf.
Fazit
MES-Systeme bieten die Möglichkeit der sehr feingranularen Steuerung der Produktionsprozesse. Im Zusammenspiel mit ERP-Systemen und in Abhängigkeit von den bereitgestellten Funktionen der einzelnen Systembestandteile existieren ver-schiedene Möglichkeiten der Integration. Generell ist eine abge-stimmte und auf die Anforderungen des jeweiligen Einsatzfalls zugeschnittene Integration von Vorteil. Die Stärken der heute bereits weitentwickelten Planungssysteme (z.B. APS) werden durch entsprechende MES-Komponenten wirkungsvoll unter-stützt. Aktuelle Informationen über den Produktionsprozess verbessern die Genauigkeit der Planung erheblich und unter-stützen die Ausregelung von allgegenwärtigen Störungen. An-dererseits können MES-Systeme mit ebenso ausgereiften Fein-planungskomponenten die Durchsetzung (Execution) der Pläne aus übergeordneten und in gröberen Zeitabschnitten planenden ERP-Systemen unterstützen. Auf diese Weise können sowohl die produktionstechnischen als auch wirtschaftlichen Ziele erreicht werden.

Competence Book - MES
GRUNDLAGEN - INTEGRATION VON ERP, MES, PLM
44
Integration von ERP, MES, PLM führt zum Erfolg
Die Zusammenarbeit von ERP, MES und PLM bringt Vorteile in sämtlichen Unternehmensbe-
reichen. Obwohl die einzelnen Lösungen auf den Gebieten ERP, MES und PLM sehr viele Überschneidungen haben, gibt es bei der Zusammenarbeit jede Menge Pro-bleme. Dabei bringt die Integration der verschiedenen IT-Anwendungen bei Ent-wicklung, Verkauf und Produktion eine Menge Vorteile.
Die Integration in den Teilbereichen ERP, PLM und MES ist schon weit fortgeschrit-ten. Das Zusammenspiel dieser Systeme untereinander allerdings weist noch er-hebliches Potenzial für Verbesserungen auf.
Integration schafft Vorteile
Eine durch und durch integrierte IT-Land-schaft in der produzierenden Industrie stellt sicher, dass sämtliche Geschäftspro-zesse wesentlich einfacher optimiert und in kürzerer Zeit abwickelt werden kön-nen. Somit arbeitet der Betrieb schließ-
AUTOR: Apriso GmbH BILDER: Apriso Corporation www.competence-site.de/Intefration-ERP-MES-PLM
lich nur noch mit drei Plattformen, einem ERP-System, einem PLM/PDM-System sowie einem MES-System mit einzelnen, leistungsfähigen Komponenten. Dabei greifen die klassischen Methoden der Optimierung: Zunächst geht es um die Definition eines Prozessschritts oder einer Operation. Es handelt sich in der Regel um eine Kombination aus einem Arbeitsgang und einer Maschine. Eine genaue Zuordnung des dafür benötigten Personals und der Zeiteinheit für eine be-stimmte Produktionsmenge sind dafür wichtige Größen.
Von der Integration des ERP-, MES- und PLM-Systems profitieren gleich mehre-re Unternehmensbereiche. So ist eine bessere Koordination zwischen der Pro-duktion und dem ERP-System möglich. Eine größere Übereinstimmung zwischen dem, was im System als Bestellung mit
bestimmten Spezifikationen hinterlegt ist und der tatsächlichen Produktion ist damit problemlos gewährleistet. Die Sa-les-Mitarbeiter wiederum erhalten einen besseren Einblick in die Vorgänge in der Produktion und können ihre Angebote nun viel besser an das tatsächlich mach- und lieferbare anpassen. Letztlich pro-fitiert davon die Reputation des Unter-nehmens. Auch in der Chefetage gibt es Grund zur Freude. Der CFO kann sich über eine bessere Ausnutzung der Kapa-zitäten sowie eine wesentlich reduzierte Lagerhaltung freuen. Der damit einherge-hende bessere Cashflow ist in den meisten Fällen beträchtlich. Der CIO wiederum ist in der Lage, eine oft gehörte Forderung zu erfüllen: die transparente und fortlaufend aktualisierte Darstellung von Zahlen und Fakten aus der Produktion. Nicht zuletzt diese Einblicke zählen zu den großen Vor-teilen für die Unternehmensleitung. So kann der CFO auf eine bessere Synchro-nisation zwischen Planung und Ausfüh-rung setzen. Eine höhere Profitabilität ist die Folge.

Competence Book - MES
GRUNDLAGEN - MES UND SAP
45
MES und SAP - Die Zukunft von SAP ME:
Vollintegration in das ERP
Ein blindes System
ERP-Systeme hatten ursprünglich eine rein betriebswirtschaftli-che Sicht: Ohne systemsteuernde Komponenten sind sie deshalb nur in der Lage, eine Grobplanung anhand des Auftragsvorrats zu ermöglichen. Eine Kapazitätsfeinplanung der Ressourcen und eine Produktionssteuerung sind nicht möglich.
Wer mehr will, muss auf autarke Programme zurückgreifen, wie sie vielerorts als Insellösungen im Einsatz sind. Diese, meist auf den Kunden angepassten MES-Systeme, bieten Fertigungsleit-stände, Betriebsdatenerfassung, Produktionsfreigabe und -fein-steuerung. Diese Daten nutzen zwar bei der operativen Produk-tionssteuerung. Ohne eine sinnvolle Verknüpfung liegen sie im ERP-System jedoch nicht für die Planung und Abwicklung von Kundenaufträgen vor.
ERPs der heutigen Generation melden einen Fertigungsauftrag in die Produktion. Dort fällt er in ein „schwarzes Loch“, bis die fertige Ware als Wareneingang gebucht wird. Diese „retrograde“ Rückmeldung ist normal und doch unbefriedigend, da sie keine Transparenz der Fertigungsprozesse liefert. Durch die vertikale Integration von ERP und MES wird dagegen eine flexible und transparente Produktion möglich. ERP-Systeme liefern die betriebswirtschaftliche Sicht auf Aufträ-ge, Materialen und Zeiten. MES sind primär mit der Abwicklung von Fertigungsaufträgen beschäftigt und bilden das Bindeglied zwischen Planungs- und Fertigungsebene. Die Aufträge werden auf der Fertigungsanlage eingelastet. Die einzelnen Arbeitsgän-ge werden Maschinen oder Arbeitsplätzen zugeteilt und durch den Einsatz von BDE und mobilen Datenterminals in Echtzeit als abgeschlossen gemeldet.
Betriebs- und Maschinendatenerfassung mit SAP
Der flächendeckende Einsatz von SAP für die Erfassung von Auf-trags-, Betriebs- und Maschinendaten direkt in der Produktion
AUTOR: Georg Peters (SALT Solutions GmbH) BILDER: SALT Solutions GmbH www.competence-site.de/MES-und-SAP
steht vor zahlreichen Hürden: Vorgaben der IT-Abteilung und der Anlagenbetreiber müssen in Einklang gebracht, ergonomi-sche Aspekte aus Sicht der Werker berücksichtigt werden. Nur so verbessert ein BDE-/MDE-Projekt tatsächlich die Prozessun-terstützung und sorgt für nachhaltige Effizienzsteigerungen in der Fabrik.
Die Betriebsdatenerfassung (BDE) und Maschinendatenerfas-sung (MDE) waren bisher Aufgabe spezialisierter IT-Systeme, die umständlich an Manufacturing Execution Systeme (MES) oder das ERP gekoppelt wurden. Mit dem aktuellen Portfolio SAP Manufacturing Execution wird die Umsetzung zu 100 Prozent auch in SAP möglich. Dazu bietet das Unternehmen aus Walldorf drei Module: SAP MII (Manufacturing Integra-tion and Intelligence) stellt eine umfassende Echtzeit-Inte-gration zwischen SAP ERP und den Fabriksystemen sicher. SAP PCo (Plant Connectivity) bietet individuelle Kommuni-kationsadapter zur Maschinenintegration. Und mit dem op-tional wählbaren Modul SAP ME (Manufacturing Execution) können BDE- und MDE-Funktionen zu einer umfassenden Produktions- und Qualitätsmanagement-Lösung ausgebaut werden. Damit lässt sich ein durchgängiges MES auf die Bei-ne stellen, welches von der Feinplanung mit einem grafischen Leitstand, bis zur Maschinenanbindung alle Funktionen auf der SAP-Plattform bietet.
Ergonomie und Touchscreen-Bedienung
Bei der Auswahl der geeigneten Lösungen sind neben der Inte-gration der Funktionen weitere Kriterien erfolgsentscheidend. Für die Akzeptanz einer BDE- oder MES-Lösung bei allen Pro-duktionsmitarbeitern sind ein flüssiger Bedienablauf, klare Be-nutzerführung und eine schnelle Dateneingabe möglichst ohne Tastatur- und Mausbenutzung notwendig. Die Lösung muss also vollständig über Touchscreens und in Verbindung zum Bei-
Sieht man sich die Arbeitsweise der ERP-Systeme in der Produktion an, so wird schnell klar, in welche Rich-tung die Entwicklung in den kommenden Jahren verlaufen wird: Eine Vollintegration von Manufacturing Execution System (MES) in das ERP-System.

Competence Book - MES
GRUNDLAGEN - MES UND SAP
46
spiel mit Barcode- oder RFID-Scannern bedienbar sein. Aus Sicht des IT-Betriebes sollte die BDE-Lösung über die bereits in der Produktion befindlichen Indust-rie-PCs nutzbar sein und keine proprie-tären BDE-Terminals erfordern. Um neue Arbeitsplätze zügig einbinden zu können, sollte auf PCs und BDE-Terminals keine zusätzliche Softwareinstallation nötig sein.
Konfigurierbarkeit aller Fertigungsprozesse
Neben den Informationen zu Aufträgen und Arbeitsvorgängen sind für die Werker richtig zugeordnete Arbeitsanweisungen eine wichtige Unterstützung. Möglichst einfach bedienbare Darstellungen in 2D und 3D stehen hier auf der Wunschliste. Dazu kommen schnell zu bedienende Er-fassungsmöglichkeiten für Prüfergebnisse und Qualitätsdaten, die den eigentlichen Fertigungsablauf möglichst wenig behin-dern dürfen. Das alles sollte über ein ein-heitliches BDE-Bedienkonzept erfolgen und so eine papierlose Fertigung ermögli-chen, die ihrem Namen gerecht wird.
Darüber hinaus kann auf zahlreiche vor-definierte Funktionen in SAP Manufactu-ring Execution zurückgegriffen werden. Im Rahmen eines Customizings werden dazu - ohne zusätzliche Programmierung
- werksspezifische Regeln angelegt. Diese erlauben eine differenzierte Festlegung der Arbeitsplatzorganisation, von pro-duktionstechnischen Sonderfällen, der Verwendung elektronischer Fertigungs-dokumente oder der Bedingungen für Prüf- und Nacharbeitsschritte. Ein ähnli-ches, bei Bedarf erweiterbares, Regelwerk definiert den laufenden Datenaustausch mit SAP ERP.
Echtzeit-Integration in SAP ERP
Für die Produktionsverantwortlichen steht im Vordergrund, dass die erfassten Daten sofort - also praktisch in Echtzeit - in SAP ERP gebucht werden. Nur so können Disponenten und Produktions-management mit konsistenten Informa-tionen zu Auftragsfortschritt, Beständen und Qualität der Produktion zeitnah si-chere Entscheidungen treffen.
Dennoch müssen kurze Zeiten überbrückt werden können, wenn zum Beispiel eine zentrale Instanz des ERP wegen War-tungsarbeiten nicht verfügbar ist. Um die Produktion weiterzuführen und trotzdem konsistente Daten zu gewährleisten, sollte die Datenpufferung nicht den einzelnen BDE-Geräten, sondern auf einem gesi-cherten MES-Server erfolgen. Ein Betrieb auf dem SAP Netweaver sorgt beispiels-weise dafür, dass das MES kosteneffektiv
Zum Autor Georg Peters: Georg Peters leitet den Geschäftsbe-reich SAP Manufacturing Execution bei SALT Solutions und verantwortet die Entwicklung von MES-Architek-turen für unterschiedliche Branchen sowie deren maßgeschneiderte Im-plementierung. Als Spezialist für IT-Lösungen in der Produktion hat der diplomierte Wirtschaftsingenieur Pro-jekte für zahlreiche Unternehmen er-folgreich umgesetzt, seit 2004 für die Kunden von SALT Solutions.
durch die vorhandene SAP IT-Organisati-on betrieben und gewartet wird.
Flexibilität und Anpassbarkeit
Der dauerhafte Erfolg eines BDE-Projek-tes hängt auch davon ab, wie schnell die Lösung an neue oder geänderte Prozesse in der Fertigung angepasst werden kann. Key-User müssen daher die BDE-Dialo-ge ohne Programmierung selbständig entsprechend den geänderten Abläufen konfigurieren können. Dazu gehört auch eine flexible Sprachwahl für globalisierte Unternehmen mit multi-lingualen Stand-orten.
Für eine automatische Datenübernahme aus den Fertigungseinrichtungen (MDE) ist die Unterstützung aller gängigen Kom-munikations-Verfahren der Automatisie-rungstechnik erforderlich. Für die IT-Or-ganisation besonders interessant ist, dass sowohl für die Kommunikation zum SAP ERP wie auch zu den Maschinen umfas-sende Parametrierungs- und Testfunkti-onen zur Verfügung gestellt werden, die eine schnelle Anpassung an neue Anfor-derungen der Anwender erlauben. Auch ein Software Development Kit (SDK) steht zur Verfügung, so dass bei Systemerweite-rungen flexibel entschieden werden kann, ob dafür eigene Mitarbeiter oder externe Dienstleister eingesetzt werden.
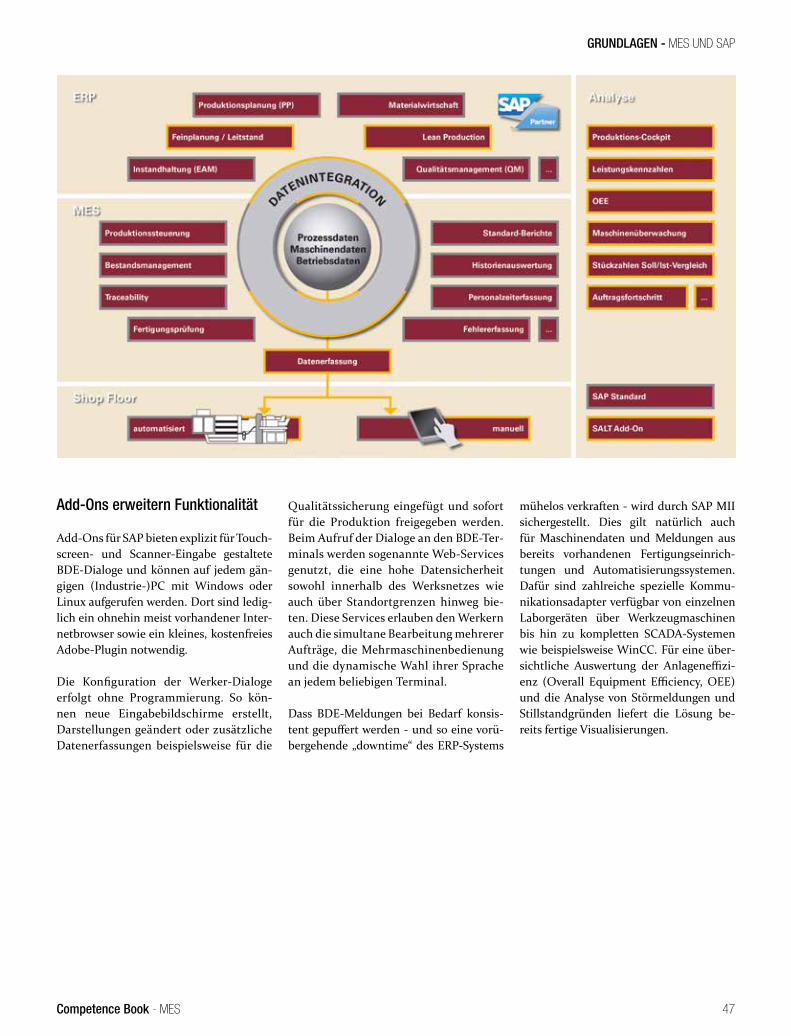
Competence Book - MES
GRUNDLAGEN - MES UND SAP
47
Add-Ons erweitern Funktionalität
Add-Ons für SAP bieten explizit für Touch-screen- und Scanner-Eingabe gestaltete BDE-Dialoge und können auf jedem gän-gigen (Industrie-)PC mit Windows oder Linux aufgerufen werden. Dort sind ledig-lich ein ohnehin meist vorhandener Inter-netbrowser sowie ein kleines, kostenfreies Adobe-Plugin notwendig.
Die Konfiguration der Werker-Dialoge erfolgt ohne Programmierung. So kön-nen neue Eingabebildschirme erstellt, Darstellungen geändert oder zusätzliche Datenerfassungen beispielsweise für die
Qualitätssicherung eingefügt und sofort für die Produktion freigegeben werden. Beim Aufruf der Dialoge an den BDE-Ter-minals werden sogenannte Web-Services genutzt, die eine hohe Datensicherheit sowohl innerhalb des Werksnetzes wie auch über Standortgrenzen hinweg bie-ten. Diese Services erlauben den Werkern auch die simultane Bearbeitung mehrerer Aufträge, die Mehrmaschinenbedienung und die dynamische Wahl ihrer Sprache an jedem beliebigen Terminal.
Dass BDE-Meldungen bei Bedarf konsis-tent gepuffert werden - und so eine vorü-bergehende „downtime“ des ERP-Systems
mühelos verkraften - wird durch SAP MII sichergestellt. Dies gilt natürlich auch für Maschinendaten und Meldungen aus bereits vorhandenen Fertigungseinrich-tungen und Automatisierungssystemen. Dafür sind zahlreiche spezielle Kommu-nikationsadapter verfügbar von einzelnen Laborgeräten über Werkzeugmaschinen bis hin zu kompletten SCADA-Systemen wie beispielsweise WinCC. Für eine über-sichtliche Auswertung der Anlageneffizi-enz (Overall Equipment Efficiency, OEE) und die Analyse von Störmeldungen und Stillstandgründen liefert die Lösung be-reits fertige Visualisierungen.

Competence Book - MES
GRUNDLAGEN - MES ALS CLOUD SERVICE
48
MES als Cloud Service für KMU und Unternehmen ohne IT-Abteilung
Warum MES als Cloud-Service für KMU?Sehr geehrter Herr Schürch, warum sollte man Ihrer Meinung nach, MES-Systeme für kleine und mittlere Unternehmen als Cloud-Service anbie-ten?
Robert SchürchViele kleinere und auch mittlere Pro-duktionsunternehmen würden gerne ein Manufacturing Execution System (MES) einführen, um die Produktivität nach-haltig zu verbessern. Meistens schei-tern solche Initiativen jedoch bereits im Entscheidungsprozess wegen zu ho-her Kosten, fehlender EDV Infrastruk-tur und fehlendem Wissen. Man will, aber kann kein MES-System einführen! Damit entgehen aber gerade KMUs die enormen Produktivitätschancen, die mo-derne MES-Systeme bieten können. Lange Zeit war dieses Dilemma bzw. der Konflikt zwischen dem Wunsch zur Produktivi-tätsverbesserung durch MES und den feh-lenden Investitionsmöglichkeiten schwer auflösbar.
Vor 5 Jahren haben wir uns als CSM Sys-tems AG Schweiz entschieden, die lang-jährigen Entwicklungs-, Einführungs- und Betriebs-Erfahrung mit MES-Anwen-dern auf vier Kontinenten konsequent in eine neue MES-Generation einfließen zu lassen, um so MES als kostengünstigen Cloud-Service anbieten und damit den alten Konflikt zwischen Produktivitäts-wunsch und Investitionsengpässen aufhe-ben zu können. Das Ergebnis – unser Sys-tem AMIEGO - bietet MES Funktionalität als Service ab € 1,00 pro Maschine und Tag.
Außer einer Hardwarekomponente für etwa € 250,00 pro Maschine sind initial keine weiteren Investitionen notwendig. Das aber bedeutet nicht weniger, als dass die Investitionen und laufenden Kosten eigentlich kein Engpass mehr für KMU sind, die in moderne MES-Funktionalität investieren möchten.
Technologien für kosteneffizient-MES-Services in der Cloud?
Gerade MES-Systeme stellen eigentlich hohe technologische Anforderung, ins-besondere was die Integration mit den Produktionssystemen angeht. Wie ge-lingt dies im Rahmen einer Cloud-Lö-sung, wie kann eine hohe Kosteneffizi-enz sichergestellt werden?
Abb. 1: System-Architektur für MES als Cloud-Service im Rahmen von AMIEGO
AUTOR: Robert Schürch (CSM Systems AG) www.competence-site.de/MES-Cloud-Service
Robert SchürchModerne Technologien und Schnittstellen erlauben Lösungsansätze, die vor einigen Jahren so noch nicht abbildbar gewesen wären. Standard Hardwarekomponen-ten mit einem AMIEGO spezifischen Java Programm erfassen bei unserem System die Aktivitäten und Zustände der Pro-duktionsmaschinen und kommunizieren direkt über ein gesichertes Internet-Pro-tokoll mit dem AMIEGO Server in der Cloud. Alternativ können über einen Internet-Router, auf die gleiche Weise, via OPC Server ab intelligenten Pro-duktionsmaschinen die Produktionsda-ten ohne weitere Hardware ebenfalls an den AMIEGO Server vermittelt werden. Über die gleiche Kommunikationsschie-ne vermittelt der AMIEGO Server aus der Cloud auch Informationen zurück an die
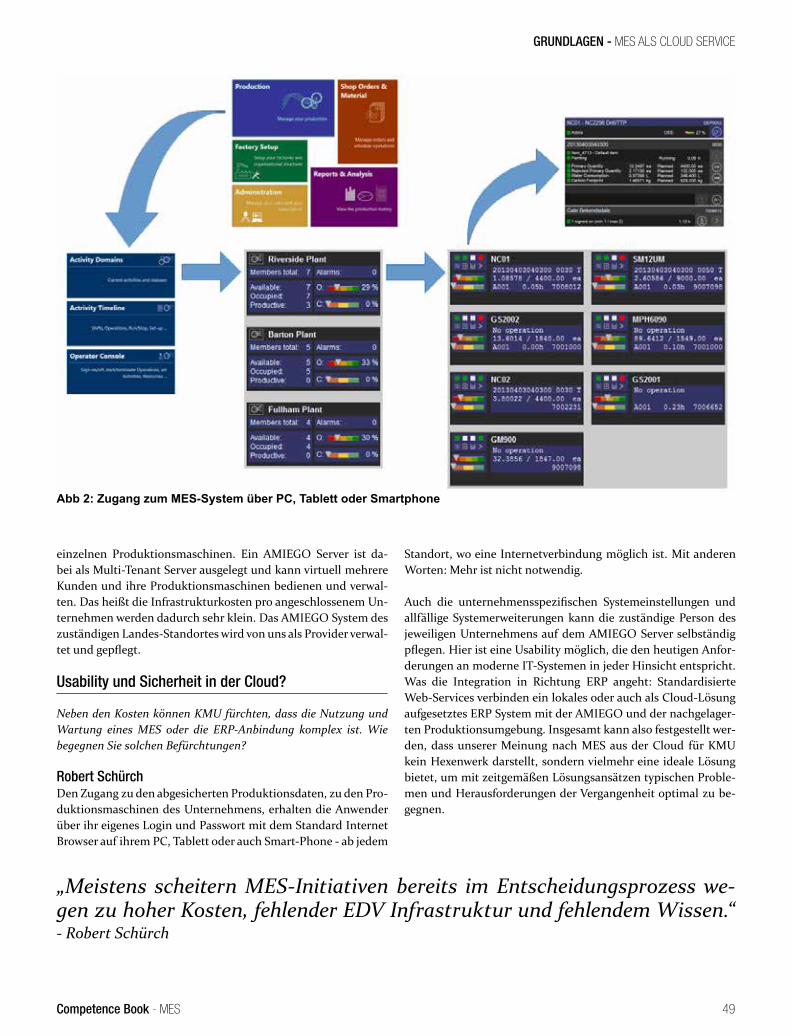
Competence Book - MES
GRUNDLAGEN - MES ALS CLOUD SERVICE
49
„Meistens scheitern MES-Initiativen bereits im Entscheidungsprozess we-gen zu hoher Kosten, fehlender EDV Infrastruktur und fehlendem Wissen.“ - Robert Schürch
einzelnen Produktionsmaschinen. Ein AMIEGO Server ist da-bei als Multi-Tenant Server ausgelegt und kann virtuell mehrere Kunden und ihre Produktionsmaschinen bedienen und verwal-ten. Das heißt die Infrastrukturkosten pro angeschlossenem Un-ternehmen werden dadurch sehr klein. Das AMIEGO System des zuständigen Landes-Standortes wird von uns als Provider verwal-tet und gepflegt.
Usability und Sicherheit in der Cloud?
Neben den Kosten können KMU fürchten, dass die Nutzung und Wartung eines MES oder die ERP-Anbindung komplex ist. Wie begegnen Sie solchen Befürchtungen?
Robert SchürchDen Zugang zu den abgesicherten Produktionsdaten, zu den Pro-duktionsmaschinen des Unternehmens, erhalten die Anwender über ihr eigenes Login und Passwort mit dem Standard Internet Browser auf ihrem PC, Tablett oder auch Smart-Phone - ab jedem
Standort, wo eine Internetverbindung möglich ist. Mit anderen Worten: Mehr ist nicht notwendig.
Auch die unternehmensspezifischen Systemeinstellungen und allfällige Systemerweiterungen kann die zuständige Person des jeweiligen Unternehmens auf dem AMIEGO Server selbständig pflegen. Hier ist eine Usability möglich, die den heutigen Anfor-derungen an moderne IT-Systemen in jeder Hinsicht entspricht. Was die Integration in Richtung ERP angeht: Standardisierte Web-Services verbinden ein lokales oder auch als Cloud-Lösung aufgesetztes ERP System mit der AMIEGO und der nachgelager-ten Produktionsumgebung. Insgesamt kann also festgestellt wer-den, dass unserer Meinung nach MES aus der Cloud für KMU kein Hexenwerk darstellt, sondern vielmehr eine ideale Lösung bietet, um mit zeitgemäßen Lösungsansätzen typischen Proble-men und Herausforderungen der Vergangenheit optimal zu be-gegnen.
Abb 2: Zugang zum MES-System über PC, Tablett oder Smartphone

Competence Book - MES
GRUNDLAGEN - MES ALS CLOUD SERVICE
50
„Unserer Meinung nach ist MES aus der Cloud für KMU kein Hexenwerk, sondern eine ideale Lösung bietet, um Herausforde-rungen der Vergangenheit optimal zu begegnen“ - Robert Schürch
Start eines MES-Projekts, Anlaufkosten
Wenn Unternehmen an einer solchen Lösung interessiert sind, wie wie startet dann ein solches Projekt und mit wel-chen Anlaufkosten muss man rechnen?
Robert SchürchWeil AMIEGO ein neues Produkt ist, das in Südafrika und China bereits seine ersten Anwender hat, bietet wir als Hersteller ein Pi-lot-Kit an, um die Technologie mit fünf angeschlossenen Produk-tionsmaschinen und zugehörigem Cloud-Service kostenlos und mit Rückgaberecht für drei Monate im eigenen Hause zu testen. Erstkontakte sind bei CSM Chefsache; bei Interesse melden sich Interessenten gerne bei mir unter: [email protected].
Zum Autor Robert Schürch:
Geboren am 1953 in der Schweiz, schloss er nach der Berufslehre als Elektroniker und Fachhochschulabschluss in Automatik an der ETH in Zürich als dipl. El. Ing. ETH ab.
Nach einer Erstanstellung bei Mettler Toledo übernahm er 1982 bei Zellweger Uster als Projekt- und Gruppenleiter die Entwicklung einer neuen Generation Betriebsda-tenerfassungssysteme für die Draht- und Kabelindustrie.
Computer Supported Manufacturing Systems AG wurde 1985 vom heutigen CEO, Robert Schürch, in der Schweiz gegründet.
Abb 3: Plan-Tafel des AMIEGO-Systems

Competence Book - MES
GRUNDLAGEN - IENTERPRISE MES
51
Vom MES zum Enterprise MES (EMES):Neue strategische Antworten auf die Herausforderungen der Zukunft!AUTOR: Martin Heinz (iTAC Software AG)
Vom MES zum Enterprise MES (EMES)
Als Anbieter von MES-Lösungen können Sie sich eigent-lich bequem zurücklehnen. Ob Industrie 4.0, Energie-management oder neue User Experience durch Apps - in vielen Zukunftsperspektiven in der Produktion gilt MES als Hoffnungsträger. Trotzdem reicht ihnen das heuti-ge MES-Verständnis nicht. iTAC setzt beim MES auf eine Enterprise-Lösung. Können Sie kurz skizzieren, was Sie mit Enterprise MES meinen? Warum erfordert die Zukunft eine neue Perspektive für MES-Lösungen?
Martin HeinzGrundsätzlich denke ich, dass sich kein MES-Anbieter einfach zurücklehnen kann. Es gilt ganz klar, auch die ME-Systeme an den Bedürfnissen der Märkte auszurichten und möglichst einen Schritt vor dem eigentlichen Bedarf die Funktionen und Funk-tionalitäten zu entwickeln, die dann dem Markt „In Time“ zur Verfügung gestellt werden können. Insofern gilt es heute, den Anforderungen der Märkte hinsichtlich ihrer doch zum Teil sehr dynamischen Veränderungen im globalen Wettbewerb Rech-nung zu tragen. Die Globalisierung ist dabei kein neues Thema, jedoch verändert sich zunehmend die Ausrichtung hinsichtlichd des Werte- und Produktionsflusses der global agierenden Unter-nehmen. In dem Zusammenhang müssen künftige ME-Systeme ebenfalls die globalen Strukturen und Anforderungen unterstüt-zen und ganzheitlich abbilden können.
Als Konsequenz daraus ergeben sich aus unserer Sicht zwei stra-tegische und wesentliche Perspektiven: Zum einen ist es der Einsatz einer hoch standardisierten Software-Lösung, die aber aus Sicht der Kunden auch gleichzeitig um kundenspezifische Funktionalitäten erweitert werden soll. iTAC bietet daher künf-tig ein Cloud-basiertes Entwicklungs-Framework an, welches den Kunden eine eigenständige Erweiterung „ihres“ ME-Systems in einem sog. „Customer-Artefakt“ ermöglicht und gleichzeitig integrativer Bestandteil des standardisierten MES ist. Produzie-rende Unternehmen können somit ihr eigenes „MES-Template“ für den globalen Roll-Out definieren, dass trotzdem weiterhin fachlich und technologisch hoch standardisiert ist und einer kontinuierlichen Weiterentwicklung des MES-Anbieters unter-liegt. Der damit verbundene Investitionsschutz, gerade auch im Hinblick auf die technologische Entwicklung der IT-Systeme generell, ist somit gegeben und garantiert die notwendige Zu-kunftssicherkeit.
Neben dem funktionalen Aspekt müssen die ME-Systeme der Zukunft zum anderen global, d.h. auch zentral verfügbar sein. Mit Blick auf unsere Kunden bedeutet dies konkret, eine Strate-gie des dezentralen, also werksbezogenen MES-Hostings parallel zu einem zentralen Hosting der Systeme bieten zu können. Wir sehen, dass die Unternehmen künftig das MES vermehrt zentral hosten, (private) Cloud-basierte Systeme anstreben und die Vor-teile der Standardiersierung im Zusammenspiel mit der Kosten-
MES-Systeme gelten in vielerlei Hinsicht als Hoffnungsträger der zukünftigen Produkti-on. Ob Industrie 4.0, Energiemanagement oder neue User Experience: MES-Systeme sind zentraler Enabler für die wesentlichen Innovations-Perspektiven. Die iTAC-Software AG geht aber noch einen Schritt weiter: MES-Systeme müssen unternehmensweit oder sogar unternehmensübergreifend vernetzbar sein und verschiedene Subsysteme integrieren und konsoldieren können. Dann besteht die Chance, dass MES zur zentralen Drehscheibe werden. Außerdem müssen sie auch flexibel an unternehmensspezifischen Anforderungen anpassbar sein. Erst dadurch entsteht ein unternehmensspezifisches Enterprise MES.

Competence Book - MES
GRUNDLAGEN - ENTERPRISE MES
52
„MES in der Cloud ist für die iTAC keine philosophische Diskussion, sondern bereits real.“
struktur und Verfügbarkeit der Systeme - z.B. Stichwort TCO - erschließen möch-ten. Hier spielt die Technologie des MES die maßgebende Rolle und muss „Enab-ler“ für diese Strategie sein, die wir bereits heute gemeinsam mit unseren Kunden umsetzten. Das MES in der Cloud ist für die iTAC keine philosophische Diskussi-on, sondern bereits real.
Diese beiden Aspekte (unternehmensin-dividuell, unternehmensweit) differen-zieren das „normale“ MES von Enterpri-se-MES und bedeuten letztenendes auch, dass MES-Enterprise-Lösungen gerade für die Unternehmen relevant sind, die sich vom Markt differenzieren und ver-netzt, global und in dynamischen Märk-ten agieren. MES bewegt sich damit aus der reinen Shopfloor-Ebene deutlich in eine neue Dimension, in dem die globa-len Produktions- und Warenflüsse in der internen als auch externen Supply-Chain optimal unternehmensindividuell unter-stützt werden.
EMES als unternehmensweites MES für eine vernetzte Industrie 4.0?
Einer der zentralen Enterprise-Aspek-te von EMES ist also die Vernetzung von Teil-MES-Systemen und die Inte-gration und Konsolidierung von Sub-systemen. Welche Rolle spielt diese Fähigkeit von MES-Systemen heute und in Zukunft? Ist dies vor allem Aus-druck einer zukünftig vernetzteren Ökonomie bzw. Industrie 4.0 oder er-fordert auch die Gegenwart das Den-ken in Enterprise-weiten Lösungen?
Martin HeinzWie bereits zuvor kurz dargestellt, ist der oben genannte Enterprise-Aspekt für uns keine Zukunftsmusik. Schon heute integrieren wir bei verschiedenen Kun-den standortübergreifend verschiedene MES-Lösungen in einer „Private-Cloud“. So konsolidieren und harmonisieren wir horizontal standort- und unternehmen-sübergreifend verschiedenste fertigungs-nahe Legacy-Systeme zu einer Einheit und bilden vertikal die Brücke zwischen
Produktions- und Planungsebene. Lang-fristig werden wir sogar über die Unter-nehmensgrenzen integrieren! In dem Zusammenhang bietet die Initiative zum Thema „Industrie 4.0“ ein weiteres In-novations- und Verbesserungspotential. MES kann bzw. wird nach unserer Sicht hierbei eine tragende und integrative Rol-le spielen, in dem die einzelnen Subsyste-me über und durch ME-Systeme mitein-ander kommunzieren können. Wir sehen heute bereits den Bedarf an „Enterprise-MES“ und nicht erst in der Zukunft, da wir schon mitten in der von Ihnen angesprochenen „vernetzten Öko-nomie“ angekommen sind und entspre-chend agieren müssen. Eine Weiterent-wicklung des Enterprise-Gedanken ist folgerichtig die Konsequenz des richtigen Handelns.
EMES als unternehmensindividuali-sierte MES?
„Enterprise“ steht bei iTAC aber nicht nur für unternehmensweit, sondern auch für unternehmensspezifisch bzw. individualisiert bzw. für anpassbar an die lokalen Notwendigkeiten. Oft nivelliert Standard-Software Wettbe-werbsvorteile für Unternehmen. Indi-viduallösungen sind hingegen meis-tens teuer und schwer wartbar. Wie gelingt das Wunder einer effizienten Individualisierung von MES-Syste-men, so dass Unternehmen ihre An-forderungen umsetzen und sogar Wettbewerbsvorteile ausbauen kön-nen? Welche Technologien sind dafür erfolgsentscheidend?
Martin HeinzDas alte Dilemma von Individualisierung versus Standardisierung können moder-ne IT-Lösungen dank Cloud, JAVA, Fra-meworks und anderer zukunftsfähiger Konzepte auflösen. Wir sehen derzeit eine Vielzahl von sehr guten und maßge-schneiderten MES-Individual-Lösungen am Markt, die jedoch technologisch be-dingt mehr und mehr unter Druck gera-ten. Technologien und Betriebssysteme entwickeln sich zum Teil mit einer atem-beraubenden Geschwindigkeit weiter.
Viele Individual-Lösungen werden in den Unternehmen heute bereits auf veralte-ten Hardware- und Betriebssystem-Platt-formen betrieben und stellen somit ein erhöhtes Risikopotential dar. Hinzu kommt noch, dass Individual-Lösungen vielfach auch eine hohe Abhängigkeit von einzelenen „System-Experten“ in den Un-ternehmen oder beim Software-Anbieter aufweisen. Damit es für diese Unterneh-men eine Option zum „Umstieg“ auf eine standardisierte MES-Lösung geben kann, muss das MES sowohl einen sehr hohen Anteil an funktionaler Überdeckung im Standard aufweisen, aber auch die idivi-duellen Anforderungen der Produktions-unternehmen abdecken können, ohne je-doch den eigenen Standard zu verbiegen.
Hier liegt es auf der Hand, diese individuellen Anforderungen getrennt vom Standard in einem Customer-Anteil des MES zu entwickeln, der dann lapi-dar ausgedrückt in das Standard-MES „eingeklinkt“ und als ein einheitliches MES betrieben werden kann. Wir setz-ten dabei auf den aktuellen Java-Enter-prise-Standard (JEE6), den wir mit unserer eigenen Middleware tech-nologisch ergänzen und somit The-men wie Hochverfügbarkeit, Failover, Loadbalancing etc. abbilden können. Auf dieser Basis gelingt es uns, die Indivi-dualisierung der Kundenforderungen mit dem Standard zu kombinieren und ein modernes, releasefähiges, hoch standar-disiertes und modular aufgebautes MES anzubieten.

Competence Book - MES
GRUNDLAGEN - ENTERPRISE MES
53
„Erfolgreiche Unternehmer versuchen nicht, die Zukunft vorherzusagen. Sie versuchen, die Zukunft zu gestalten“.
Eigene Erfolgsbeispiele für EMES in der Praxis?
Glaubwürdiger als jede ferne Vision ist ein erfolgreiches Projekt: Gibt es schon iTAC-Kunden, die dem EMES-Ansatz folgen? Wie reagiert der Markt darauf?
Martin HeinzAls iTAC versuchen wir die Zukunft zu gestalten und dann solche Perspektiven aufzuzeigen, bei denen wir auch im Hier und Jetzt schon erfolgreich sind. Wenn wir uns das Theme der Cloud basierten IT-Systeme ansehen, können wir bereits auf eine eigene Historie solcher Systeme zurückblicken und diese bewerten. Be-reits seits 2 Jahren betreiben wir MES in einer kommerziellen Cloud und nutzen diese in der Zusammenarbeit mit Kunden und Herstellern von Produktionsanlagen innerhalb der einzelnen Projekte. Konkret heißt dies, die Anlagenhersteller nutzen das „Public-Cloud-MES“ für die Integrati-onstests der Anlage zum MES, im Vorfeld der Abnahme bzw. Inbetriebnahme aus der eigenen Werkshalle heraus. Dadurch ergeben sich erhebliche Vorteile für das Engineering der Anlagen und reduzie-ren die Zeitanteile zur Systemintegration beim Kunden vor Ort auf ein Minimum.
Aber auch verschiedene unserer Be-standskunden nutzen derzeit das MES in einer sog. „Private-Cloud“ und stellen die Anbindung einzelner
Produktionsstandorte an das zentrale Rechenzentrum sicher. Wir sehen in die-sem Zusammenhang auch die Möglich-keit, das MES in der Cloud am Markt zu platzieren und interessante nutzungsab-hängige Verrechnungsmodelle anbieten zu können. Über diesen Weg kann zum einen eine schnelle Integration von Pro-duktion und MES sichergestellt werden und zum anderen kann ein MES auch finanziell interessant Einzug halten. Das Thema „Enterprise“ im Sinne von „unter-nehmensindividuell“ ermöglicht uns bei einem der größten Automotive-OEM die Abbildung seiner spezifischen Anforde-rungen, sogar im Zusammenspiel exter-nen Entwicklungs-Partnern. Ausgehend von diesen Erfahrungen, sehen wir den Bedarf unsere Strategie bestätigt.
In dem Zusammenhang möchte ich fest-stellen, dass sich Manufacturing Execu-tion Systems heute generell durch ganz unterschiedliche Funktionen und Aus-prägungen definieren. Einige Anbieter versuchen gar, sich den „MES-Hype“ zu Nutze zu machen und deklarieren ihre Software als MES, auch wenn es in Wirk-lichkeit eher modifizierte MDE/BDE-Sys-teme sind. Diese Systeme bieten i.d.R. nur einen unzureichenden Funktionsum-fang und bedingt durch ihre Entstehung eine veraltete technologische Plattform, die die zuvor angeführten Funktionen nicht bieten können. Die notwendige Zukunftsfähigkeit und der damit verbun-
dene Investitionsschutz solcher Systeme ist damit nicht gegeben und das Risiko der Fehlinvestition ist schnell realisiert. (E)MES bieten schon heute für die Zu-kunft erhebliche Potentiale, die Produk-tionsunternehmen erschließen und in langfristige Erfolgsfaktoren wandeln kön-nen. Notwendig ist dazu allerdings, dass MES als ganzheitlichen Prozess zu sehen und nicht nur als ein Software-Produkt. Ohne die Adaption und Weiterentwick-lung von Geschäftsprozessen kann MES im Unternehmen nicht zum Erfolgsfak-tor werden. Auch die MES-Anbieter sind dieser Weiterentwicklung an den Markt-anforderungen verpflichtet, um Kunden langfristig Nutzen stiften zu können. In Bezug auf Ihre Eingangsfrage in Verbin-dung mit der Vision bedeutet dies, sich der künftigen Anforderungen zu stellen und diese auch bereits in einem visionä-rem Stadium zu implementieren. Schlie-ßen möchte ich daher an dieser Stelle auch mit einem Zitat der Wirtschaftswis-senschaftlerin Saras Sarasvathy, welches auch auf die MES-Anbieter zutrifft und Maßgabe eines zukunftsorientierten Handelns sein sollte:
Zu Martin Heinz: Martin Heinz ist Wirtschaftsingenieur und verantwortet als General Manager innerhalb der iTAC Software AG die Region „D-A-CH“. Seit 2003 ist er für das Unternehmen tätig und definiert maßgeblich die Ausrichtung des iTAC MES-Systems an den Anforderungen des Marktes und engagiert sich auch seit vielen Jahren in unterschiedlichen Arbeitskreisen des ZVEI (Zentralverband Elektrotechnik- und Elektronikindustrie e.V.) und des VDMA (Verband deut-scher Maschinen- und Anlagenbau e.V.) zu den Themen MES und Traceability.

ANWENDUNGEN &LÖSUNGSBAUSTEINE

Competence Book - MES
Einleitung Grundlagen Anwendungen & Lösungsbausteine
5 Editorial Karsten Sontow Manufacturing Execution Systems. Ein Brückenschlag zur Vision der Industrie 4.0.
6 Grußwort Andreas Kirsch MES gefragter denn je!
7 Grußwort Jürgen Kletti Industrie 4.0 nicht ohne MES!
8 Grußwort Georg Peters MES im Spannungsfeld
9 Status-Quo MES in der Praxis Vom Trend über die Notwen- digkeit zum Hoffnungsträger für Industrie 4.0 & Co
14 Zahlen kompakt Infografik MES
16 Statements Statements zu MES
50 MES für Kennzahlen - KPI MES-Kennzahlen /-KPI als
essentieller Bestandteil für das Controlling
53 MES für die Produktionseffizienz Effizienter produzieren mit integrierten MES-Lösungen
55 MES für die perfekte Produktion Die Bausteine einer perfekten Produktion
57 MES für Ressourcenbedarfsprognose Simulative Ressourcenbe- darfsprognose auf Basis von Absatzplänen
60 MES für Tacking & Tracing Beispiel Verpackungsindustrie MES schafft Transparenz
64 MES für Energiemanagement I MES meets Energie
67 MES für Energiemanagement II Innovative Lösungen für nach haltige Energiesysteme
69 MES für die Elektroindustrie MES-Einsatz in der Elektronikproduktion 2020
71 MES und Mobilität Manufacturing Execution Systems to go ...
73 MES und Standards/Schnittstellen Maschinen einfach an MES anbinden: Universal Maschine Connectivity for MES ...
4 Unser Kompetenz-Netzwerk Partner des Competence Books
20 Zukunftsschau MES MES 2020 - Innovationen im Zeitalter von Industrie 4.0 & Co.
28 MES vorab eingeordnet MES als Teil einer integrier ten IT und PPS
32 Auswahl und Einführung MES I Erfahrung aus der Praxis
37 Auswahl und Einführung MES II Die Mitarbeiter im Fokus als Garant für MES-Erfolge
40 Auswahl und Einführung MES III BDE, MDE, PEP, ... Der sanfte Einstieg
42 MES-Integration I Vorteile einer ERP- / MES- Integration
44 MES-Integration II Integration von ERP, MES und PLM führt zum Erfolg
45 MES-Integration III Die Zukunft von SAP ME: Vollintegration in das ERP
48 MES-Integration IV Cloud-Lösungen für KMU
51 MES-Integration V Vom MES zum Enterprise MES (EMES)
INHALT
55

Competence Book - MES
ANWENDUNGEN - MES KENNZAHLEN
56
MES Kennzahlen - KPIAUTOR: Stephan Birkmann (GFOS mbH) BILDER: GFOS mbH www.competence-site.de/MES-Kennzahlen-KPI
Die Idee, Produktionsabläufe zu op-timieren und dadurch Kosten zu senken, ist vermutlich so alt wie die
Marktwirtschaft. Ansätze hierfür gab es in den letzten Jahren reichlich, von der CIM-Eu-phorie in den 80er Jahren über Balanced Sco-recard, Benchmarking bis hin zum Lean Ma-nagement und Supply-Chain-Management. Ein Aspekt wurde dabei über die Jahre im-mer mehr in das Zentrum der Bemühungen gerückt - die ganzheitliche Vorgehensweise.
Die Optimierung von Produktionsabläu-fen setzt den Fokus heute nicht mehr auf die Optimierung einzelner Prozessschritte innerhalb einer Abteilung, sondern auf das Verbessern der Prozesskette insgesamt. Hier-bei steht die optimale Ausrichtung aller Pla-nungs- und Ausführungsprozesse auf eine möglichst verschwendungsarme und somit kostenoptimale Produktion im Vordergrund.
Durch den verbreiteten Einsatz von MES stehen heute fundierte Historien - wie Echt-zeitdaten der Produktion - in einer Menge und Vielfalt zur Verfügung, wie es nie zuvor der Fall war. Um diese Datenmengen für den gezielten Verbesserungsprozess nutzbar zu machen, braucht es Werkzeuge, die die Ab-läufe im Unternehmen mit deutlich redu-zierter Komplexität abbilden und die verfüg-baren Informationen verdichten. Wer in der Lage ist, abteilungsübergreifend zu analysie-ren und datenbasiert zu vergleichen, kann Problemfelder identifizieren und so ggf. auch spezifische Lösungen ermitteln.
Bereits in den zwanziger Jahren begann die Entwicklung von Kennzahlen für den Ver-gleich von Unternehmen. Dieses dann deut-lich später unter dem Begriff „Benchmar-king“ bekannt gewordene Vorgehen gewinnt in letzter Zeit durch die stetig zunehmende Datenvielfalt verbunden mit einer steigenden
Datenqualität wieder an Bedeutung. Dabei wird unter Benchmarking ein systematischer und kontinuierlicher Bewertungsprozess verstanden, der durch den Vergleich mit dem Klassenbesten Leistungslücken im eigenen Unternehmen aufzeigt [Baumgärtner 2006]. Um einen Vergleich, im Extremfall sogar über Unternehmensgrenzen hinweg, durchführen zu können, war und ist neben der angespro-chenen Datenqualität eine einheitliche An-wendung der Kennzahldefinition wesent-lich. Auf diesem Gebiet haben anerkannte Normierungsinstitutionen wie DIN, VDMA, VDI oder auch REFA inzwischen eine breite und verlässliche Basis geschaffen. Besonders hervorzuheben ist die Zusammenfassung in der Industrie bekannter MES-Kennzahlen in der VDMA 66412 „MES-Kennzahlen“. Die hier definierten Kennzahlen oder auch KPI (Key Performance Indicators) sind in gän-giger MES-Software vollständig abgebildet. Sie können so zum fundierten Vergleich über einheitlich angewendete und ausgelegte For-meln herangezogen werden.
Während das klassische Benchmarking auf dem Vergleich von Kennzahlen beruht, durchdringt die Anwendung von Kennzah-len heute alle betrieblichen Bereiche. Sie wird neben der vergangenheitsorientierten Verwendung von Kennzahlen für die Kon- trolle und den Vergleich auch zukunftsorien-tiert z.B. für das Setzen von Zielvereinbarun-gen verwendet [REFA 2001].
Kennzahlen sind somit auch ein essentieller Bestandteil des modernen Controllings. Hier dienen sie zur Zielfindung, aber zur Planung und Steuerung von Unternehmensprozes-sen. Für die Bewältigung dieser Aufgaben nutzte das Controlling, vorranging im Aus-land, schon früh Kennzahlen als geeignetes Instrumentarium, die selber entwickelt wur-den.
Zum Autor Stephan Birkmann:
Stephan Birkmann studierte An-gewandte Informatik an der TU Dortmund, wo er anschließend am Lehrstuhl für Arbeits- und Produk-tionssysteme der Fakultät Maschi-nenbau auch als wissenschaft-licher Mitarbeiter tätig war. Seit 2008 ist er als Kundenberater MES bei der GFOS mbH beschäftigt.
Aus dem Betriebsgeschehen abgeleitete, übersichtliche Kennzahlen bilden heute eine wesentliche Basis für das Controlling [Schuh 2006]. Schuh schreibt weiter, dass Kenn-zahlen die Aufgabe zukommt, quantitativ erfassbare Sachverhalte und Entwicklungen für einen periodisch fortschreitenden Be-trachtungszeitraum in konzentrierter Form darzustellen. Hierbei ist die Aktualität der Kennzahlen natürlich eine Voraussetzung.
Während die Hauptaufgabe des Controllers in der Vergangenheit die Beschaffung geeig-neter Informationen war, stehen diese Daten heute fast wie selbstverständlich durch die
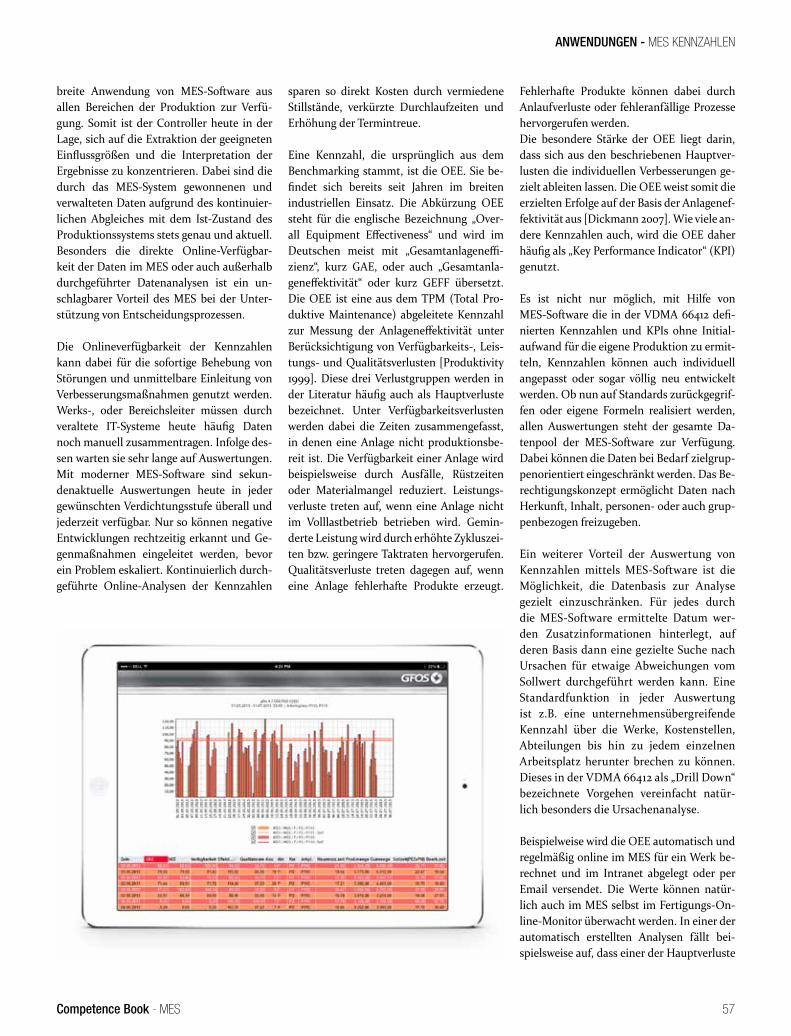
Competence Book - MES
ANWENDUNGEN - MES KENNZAHLEN
57
breite Anwendung von MES-Software aus allen Bereichen der Produktion zur Verfü-gung. Somit ist der Controller heute in der Lage, sich auf die Extraktion der geeigneten Einflussgrößen und die Interpretation der Ergebnisse zu konzentrieren. Dabei sind die durch das MES-System gewonnenen und verwalteten Daten aufgrund des kontinuier-lichen Abgleiches mit dem Ist-Zustand des Produktionssystems stets genau und aktuell. Besonders die direkte Online-Verfügbar-keit der Daten im MES oder auch außerhalb durchgeführter Datenanalysen ist ein un-schlagbarer Vorteil des MES bei der Unter-stützung von Entscheidungsprozessen.
Die Onlineverfügbarkeit der Kennzahlen kann dabei für die sofortige Behebung von Störungen und unmittelbare Einleitung von Verbesserungsmaßnahmen genutzt werden. Werks-, oder Bereichsleiter müssen durch veraltete IT-Systeme heute häufig Daten noch manuell zusammentragen. Infolge des-sen warten sie sehr lange auf Auswertungen. Mit moderner MES-Software sind sekun-denaktuelle Auswertungen heute in jeder gewünschten Verdichtungsstufe überall und jederzeit verfügbar. Nur so können negative Entwicklungen rechtzeitig erkannt und Ge-genmaßnahmen eingeleitet werden, bevor ein Problem eskaliert. Kontinuierlich durch-geführte Online-Analysen der Kennzahlen
sparen so direkt Kosten durch vermiedene Stillstände, verkürzte Durchlaufzeiten und Erhöhung der Termintreue.
Eine Kennzahl, die ursprünglich aus dem Benchmarking stammt, ist die OEE. Sie be-findet sich bereits seit Jahren im breiten industriellen Einsatz. Die Abkürzung OEE steht für die englische Bezeichnung „Over-all Equipment Effectiveness“ und wird im Deutschen meist mit „Gesamtanlageneffi-zienz“, kurz GAE, oder auch „Gesamtanla-geneffektivität“ oder kurz GEFF übersetzt. Die OEE ist eine aus dem TPM (Total Pro-duktive Maintenance) abgeleitete Kennzahl zur Messung der Anlageneffektivität unter Berücksichtigung von Verfügbarkeits-, Leis-tungs- und Qualitätsverlusten [Produktivity 1999]. Diese drei Verlustgruppen werden in der Literatur häufig auch als Hauptverluste bezeichnet. Unter Verfügbarkeitsverlusten werden dabei die Zeiten zusammengefasst, in denen eine Anlage nicht produktionsbe-reit ist. Die Verfügbarkeit einer Anlage wird beispielsweise durch Ausfälle, Rüstzeiten oder Materialmangel reduziert. Leistungs-verluste treten auf, wenn eine Anlage nicht im Volllastbetrieb betrieben wird. Gemin-derte Leistung wird durch erhöhte Zykluszei-ten bzw. geringere Taktraten hervorgerufen. Qualitätsverluste treten dagegen auf, wenn eine Anlage fehlerhafte Produkte erzeugt.
Fehlerhafte Produkte können dabei durch Anlaufverluste oder fehleranfällige Prozesse hervorgerufen werden.Die besondere Stärke der OEE liegt darin, dass sich aus den beschriebenen Hauptver-lusten die individuellen Verbesserungen ge-zielt ableiten lassen. Die OEE weist somit die erzielten Erfolge auf der Basis der Anlagenef-fektivität aus [Dickmann 2007]. Wie viele an-dere Kennzahlen auch, wird die OEE daher häufig als „Key Performance Indicator“ (KPI) genutzt.
Es ist nicht nur möglich, mit Hilfe von MES-Software die in der VDMA 66412 defi-nierten Kennzahlen und KPIs ohne Initial-aufwand für die eigene Produktion zu ermit-teln, Kennzahlen können auch individuell angepasst oder sogar völlig neu entwickelt werden. Ob nun auf Standards zurückgegrif-fen oder eigene Formeln realisiert werden, allen Auswertungen steht der gesamte Da-tenpool der MES-Software zur Verfügung. Dabei können die Daten bei Bedarf zielgrup-penorientiert eingeschränkt werden. Das Be-rechtigungskonzept ermöglicht Daten nach Herkunft, Inhalt, personen- oder auch grup-penbezogen freizugeben.
Ein weiterer Vorteil der Auswertung von Kennzahlen mittels MES-Software ist die Möglichkeit, die Datenbasis zur Analyse gezielt einzuschränken. Für jedes durch die MES-Software ermittelte Datum wer-den Zusatzinformationen hinterlegt, auf deren Basis dann eine gezielte Suche nach Ursachen für etwaige Abweichungen vom Sollwert durchgeführt werden kann. Eine Standardfunktion in jeder Auswertung ist z.B. eine unternehmensübergreifende Kennzahl über die Werke, Kostenstellen, Abteilungen bis hin zu jedem einzelnen Arbeitsplatz herunter brechen zu können. Dieses in der VDMA 66412 als „Drill Down“ bezeichnete Vorgehen vereinfacht natür-lich besonders die Ursachenanalyse.
Beispielweise wird die OEE automatisch und regelmäßig online im MES für ein Werk be-rechnet und im Intranet abgelegt oder per Email versendet. Die Werte können natür-lich auch im MES selbst im Fertigungs-On-line-Monitor überwacht werden. In einer der automatisch erstellten Analysen fällt bei-spielsweise auf, dass einer der Hauptverluste

Competence Book - MES
MES – inspired by you.
Optimierte Fertigungsprozesse .
Verbessertes Controlling .
Transparente Produktion .
Fokussierung der Kernaufgaben .
Ihr Werkzeug für optimale
Betriebsabläufe:
gfos.MES
GFOS mbH • 45141 Essen+49 . 201 • 61 30 00
www.gfos.com
ANWENDUNGEN - MES KENNZAHLEN
58
den definierten Sollwert überschreitet. Um der Ursache auf den Grund zu gehen, besteht im MES die Möglichkeit, die betrachtete OEE bzw. direkt den zu hohen Hauptverlust für alle Abteilungen des Werkes zu untersu-chen. Dieses Vorgehen kann gegebenenfalls iterativ bis zum einzelnen Arbeitsplatz fortgesetzt werden. Die verursachende Feh-lerquelle lässt sich direkt ermitteln und ge-eignete Gegenmaßnahmen können sofort ergriffen werden.
Dieses Vorgehen wird durch am Markt vor-handene MES-Software noch weiter ver-einfacht. Für jede organisatorische Einheit im Unternehmen können Grenzwerte für Kennzahlen hinterlegt werden. Die Reaktion auf ein Über- oder Unterschreiten des ab-gelegten Grenzwertes wird dann spezifisch definiert. Die Leiter des betroffenen Bereichs können direkt, z.B. durch Email oder SMS, über die Probleme informiert werden. Mit Hilfe dieser Technologie lassen sich sämtli-che durch Kennzahlen zu ermittelnden Pro-bleme in der Prozesskette noch vor der Es-kalation erkennen. Hierdurch wird wertvolle Zeit für die Einleitung von gezielten Gegen-maßnahmen gewonnen.
Die beschriebene bereichsspezifische Anzei-ge von Kennzahlen bietet aber nicht nur in der Prozessüberwachung neue direkte Ein-griffsmöglichkeiten, auch die Verifizierung der zugrundeliegenden Daten ist in jeder Ebene möglich. Über eine ähnliche Funkti-onalität kann sogar jede einzelne Buchung eingesehen werden, die für die Berechnung der betrachteten Kennzahl relevant war. Dies bietet neben der leicht durchzuführenden Ursachenanalyse bei nicht erreichten Soll-werten auch die Möglichkeit, die dargestell-ten Informationen jederzeit auf Korrektheit zu überprüfen. Diese Funktion versetzt nun jeden Bereich in die Lage, die Analysen über den Bereich durch ein paar einfache Klicks zu verifizieren. Diese Transparenz im MES er-höht die Datenqualität und sichert die breite Akzeptanz der ermittelten Kennzahlen.
Wird die Bedeutung der Kennzahl auch auf den unteren Ebenen vermittelt, ergeben sich umfangreiche Potenziale für die Prozessop-timierung. Durch die beschriebene einfache Nachvollziehbarkeit der komplexen visua-lisierten Informationen ist erstmals auch in
den unteren Ebenen eine Identifikation mit den Ergebnissen der Datenanalysen möglich. Dies fördert unter anderem den sportlichen Wettkampf zwischen den einzelnen Berei-chen im Rahmen des kontinuierlichen Ver-besserungsprozesses (KVP) [Becker 2005]. Die Möglichkeit, diese Daten für eine leis-tungsorientierte Entlohnung zu nutzen, ist für moderne MES-Software nahezu Stan-dard.
Um die online verfügbaren Kennzahlen als KPI für die Prozessoptimierung entlang der Wertschöpfungskette nutzen zu können, ist es sinnvoll, zuvor den angestrebten Idealzu-stand zu definieren. Auf Basis dieser Defini-tion ist es dann möglich, im Einzelnen oder abteilungsübergreifend den Erfüllungsgrad zu ermitteln und Abweichungen zu erken-nen. Abweichungen vom Idealzustand bie-ten dann die Möglichkeit, gezielt Verbesse-rungen anzustoßen. Zur Unterstützung der KVP-Prozesse sind Rückmeldungen von leis-tungsbezogenen Kennzahlen aus den betrof-fenen Prozessen erforderlich. Durch Rück-meldungen in Form von Kennzahlen oder KPI sollen die Mitarbeiter in die Lage ver-setzt werden, die Wirksamkeit der geplanten Maßnahmen zu bewerten und die Resultate umgesetzter Maßnahmen zu überprüfen. So werden durch MES-Software neben ökono-mischen Effekten auch nicht-quantifizier-bare weiche Faktoren wie Teamfähigkeit, Motivation oder Identifikation mit dem Un-ternehmen gestärkt.
Die automatische und kontinuierliche Er-mittlung der in der VDMA 66412 definierten oder auch individuell erstellten Kennzahlen aus der Datenbasis der MES-Software bie-tet große Potenziale für die echtzeitnahe Überwachung und Steuerung der moder-nen Produktion. Durch die Auswertung der Kennzahlen im Zusammenspiel mit den bewährten Einsatzgebieten von MES-Soft-ware ergeben sich zahlreiche Chancen für die ganzheitliche Optimierung von Pro-duktionsprozessen. Kostensenkung durch den gezielten Einsatz von Kennzahlen oder KPIs lässt sich durch die Anwendung von MES-Software dabei deutlich effektiver rea-lisieren.

Competence Book - MES
ANWENDUNGEN - EFFIZIENTER PRODUZIEREN
59
Effizienter produzieren - Manufacturing Execution System
Mit einem integrierten Manufacturing Execution System (MES) können produzierende Unternehmen auch trotz eines hohen Automatisierungsgrades noch versteckte Wertschöpfungspotentiale aufdecken und damit ihre Fertigung am Standort Deutschland sichern.
AUTOR: Rainer Deisenroth (MPDV Mikrolab GmbH) BILDER: MPDV Mikrolab GmbH www.competence-site.de/Effizienter-produzieren
Der Begriff MES versteht sich als Zusammenfassung fertigungsnaher Softwaretools, die in ihrer Gesamtheit einen effizien-ten Umgang mit Ressourcen entlang der Wertschöpfungskette ermöglichen. In vielen Köpfen schwirren noch Begriffe wie Betriebsdatenerfassung, Fertigungsleitstand, Materialwirtschaft oder CAQ herum - eine integrierte MES-Lösung fasst alle
diese Funktionen zu einem modularen System zusammen und bietet somit einen ganzheitlichen Blick auf alle an der Produktion beteiligten Ressourcen. Ganz egal, ob es sich um das Verarbeiten von Metall handelt, um die Herstellung von Kunststoffteilen oder die Verpackung von Lebensmitteln, mit einem MES-System können Optimierungspotenziale entlang des kompletten Herstellungs-prozesses ermittelt werden.
Von der Planung zur Steuerung
Zur Planung von Fertigungsaufträgen existieren viele Lösungen auf dem Markt. Die meisten haben jedoch keine Kenntnis über die aktuelle Situation in der Produktion und planen gegen un-endliche Kapazität. Erst durch die direkte Anbindung des Shop Floors wird aus der reinen Planung eine punktgenaue Fertigungs-steuerung. Unerwartete Ereignisse werden sofort erkannt und die verantwortlichen Mitarbeiter können zeitnah reagieren. Sollte beispielsweise eine Maschine ausfallen, kann mittels grafischer Feinplanung im MES-System geprüft werden, welche Alternativen zur Verfügung stehen und wie sich das auf die Gesamtheit aller Aufträge auswirkt.
Datenerfassung und -auswertung
Damit der Leitstand zur Fertigungssteuerung im MES-System die real verfügbaren Kapazitäten darstellen und beplanen kann, müs-sen Daten in der Fertigung erfasst werden, die Auskunft über die aktuellen Maschinenzustände, die laufenden Aufträge und deren Fortschritt geben. Durch eine kostengünstig zu realisierende, direkte Maschinenanbindung können viele Daten automatisch übernommen werden - andere, wie zum Beispiel das An- und Abmelden von Aufträgen werden über industriegerechte Termi-nals direkt an der Maschine erfasst. Somit entsteht den Werkern kein zusätzlicher Aufwand durch Handaufschreibungen und au-ßerdem stehen die Informationen in Echtzeit zur Verfügung, was

Competence Book - MES
ANWENDUNGEN - EFFIZIENTER PRODUZIEREN
60
ein schnelles Reagieren ermöglicht. Zahl-reiche grafische und tabellarische Auswer-tungen oder individuell gestaltete Kenn-zahlensysteme unterstützen die Meister, Schichtleiter und auch das Produktions-management bei der Entscheidungsfin-dung - sei es kurz-, mittel- oder langfristig.
Maschinen, Werkzeuge und Material
Eine ganzheitliche MES-Lösung verwaltet alle fertigungsnahen Ressourcen. Dazu gehören einerseits die Maschinen, Werk-zeuge und sonstigen Fertigungshilfsmittel (z.B. Vorrichtungen, NC-Programme, Ein-stelldatensätze), aber andererseits auch das Material vom Rohstoff über Halbfa-brikate bis hin zum fertigen Produkt. Dank einer zentralen Datenbank können alle Ressourcen geplant und ausgewertet werden. Beispielsweise ist eine Verfügbar-keitsprüfung für Werkzeuge und Mate-rial bei der Einplanung eines Auftrags im Leitstand ebenso möglich wie die Rückver-folgung von Materialchargen.
Personalzeit und -planung
Eine immer wichtiger werdende Ressour-ce ist qualifiziertes Personal. Dank der integrierten Datenbank können die in der Personalzeiterfassung über Kommt-/Geht-Stempelungen bzw. Schichtpläne er-fassten Anwesenheits- und Fehlzeiten mit den Buchungen in der Fertigung abgegli-chen werden. Hieraus lassen sich neben vielen Auswertungen auch prämien- bzw. leistungsbasierte Entlohnungssysteme aufbauen. Durch eine auftragsabhängige Personaleinsatzplanung können die zur Verfügung stehenden Mitarbeiter gemäß ihrer Qualifikation optimal und effizient eingesetzt werden.
Qualitätssicherung
Der dritte große Bereich, der mit einem MES-System nach VDI Richtlinie 5600 ne-ben den Themen Fertigung und Personal abgedeckt werden muss, ist das Qualitäts-management. Die zentrale Datenbank und schnittstellenfreie Softwarearchitektur ermöglicht es, dass parallel zu den Ferti-gungsaufträgen auch Prüfpläne erstellt wer-den können. Daraus abgeleitet, steht bei der Anmeldung eines Auftrags am BDE-Termi-nal somit gleich der passende Prüfauftrag zur Verfügung. Nach definierten Intervallen (zeit- oder taktbasiert) werden Prüffällig-keiten automatisch ermittelt und anste-hende Prüfungen direkt am BDE-Terminal signalisiert. Der Werker gibt die Prüfer-gebnisse per Touchscreen-Tastatur ein oder übernimmt die Messwerte direkt aus einem angeschlossenen Prüfmittel (z.B. digitaler Messschieber). Auch hier werden Arbeits-abläufe optimiert, da alle Tätigkeiten bedie-nergeführt an einem Erfassungsterminal in unmittelbarer Nähe des Arbeitsplatzes vor-genommen werden können.
Kennzahlen
Ein wichtiges Werkzeug für das Manage-ment sind Kennzahlen. Aus den erfassten Daten im MES-System lassen sich so-wohl standardisierte als auch individuelle Kennzahlen berechnen und zum Beispiel in einem Kennzahlen-Cockpit visualisie-ren. Auch hier zeigen sich die Vorteile der Echtzeitfähigkeit des MES. Schichtbezo-gene Kennzahlen stehen unmittelbar nach Schichtende zur Verfügung. Kontinuier-lich berechnete Werte werden ständig ak-tualisiert und geben jederzeit den aktuel-len Status wieder.
Alles aus einer Hand
Die Vorteile einer integrierten MES-Lö-sung mit zentraler Datenbank liegen auf der Hand:
• Alle beteiligten Ressourcen können übergreifend und schnittstellenfrei erfasst, geplant und ausgewertet wer-den.
• Auf Störungen, die unterschiedliche Ursachen haben, kann frühzeitig und flexibel reagiert werden.
• Durch die Konsolidierung von Erfas-sungsvorgängen können Arbeitsab-läufe optimiert werden.
• Die Administrationsaufwände der MES-Lösung sind minimal, da es sich um ein einziges System handelt und keine Daten redundant gepflegt wer-den müssen.
• Dank des modularen Aufbaus kann die Einführung des MES-Systems schrittweise erfolgend und damit ide-al an die jeweiligen Anforderungen angepasst werden.
Zum Autor Rainer Deisenroth: Jahrgang 1953, ist Vice President Sales / Marketing bei der MPDV Mikrolab GmbH. Zwischen dem Abschluss seines Studiums der Technischen Informatik und dem Wechsel zu MPDV im Jahr 1990 war er in verschiedenen Unter-nehmen im Bereich der Hard- und Software-Entwicklung sowie im Produktmanagement tätig.
In vielen Köpfen schwirren noch Begriffe wie Betriebsdatenerfassung, Fertigungsleitstand, Materialwirtschaft oder CAQ herum - eine integrierte MES-Lösung fasst alle diese Funktionen zu einem modularen System zusammen und bietet somit einen ganzheitlichen Blick auf alle an der Produktion beteiligten Ressourcen. - Rainer Deisenroth

Competence Book - MES
ANWENDUNGEN - BAUSTEINE EINER PERFEKTEN PRODUKTION
61
Die Bausteine einer perfekten Produktion
Der Wettbewerb lässt den Unternehmen kaum noch Spielraum für ungenutzte Potenziale in der Produk-tion. Sie sind dadurch gezwungen, die Effizienz ihrer
Produktion weiter zu steigern. Analysen zeigen, dass die meis-ten Betriebe noch über erhebliche Wirtschaftlichkeitspotenziale verfügen. So lassen sich häufig Bestände und Durchlaufzeiten um 30 bis 50 Prozent reduzieren und damit das Working Capital verringern. Die Folge: Der Prozesswirkungsgrad (PWG) steigt, ebenso die Liquidität. Aber auch im Bereich der Maschinen- und Anlagenproduktivität liegen - gemessen am OEE-Index - oft noch Potenziale von 10 bis 15 Prozent brach. Das Ziel ist die per-fekte Produktion. Darauf können Unternehmen systematisch hinarbeiten: Der Weg dorthin führt über fünf Bausteine.In diesem Beitrag lesen Sie:
• welches die Eigenschaften der perfekten Produktion sind, • warum die Produktion häufig noch nicht perfekt ist, • wie Produktionsunternehmen darauf hinarbeiten können
und • welche Instrumente die Unternehmen dazu benötigen.
Eine Produktion ist perfekt, wenn sie transparent, reaktions-fähig und wirtschaftlich ist. Die Frage lautet also, wie diese Ziele unter einen Hut zu bringen sind. Denn dabei kommt es nicht nur auf die Produktivität jedes einzelnen Prozessschritts an, sondern vor allem auf die Transparenz, Reaktionsfähigkeit und Wirtschaftlichkeit des Gesamtprozesses. Dies erfordert die richtigen Regelkreise in der Produktion und in den produktions-nahen Bereichen, aber auch schlanke Produktionsprozesse, die sich in der geforderten Geschwindigkeit regeln lassen. Die Wirklichkeit in den Unternehmen sieht oft anders aus. Viel zu oft geht es ausschließlich darum, Kosten zu senken (Kos-ten-Fokus) - dies führt leicht in die Stückkostenfalle. Personal-, Material- und Maschinenkosten stehen dabei im Vordergrund, da sie Bestandteil der Kalkulationen sind. Doch die Potenziale in diesen Bereichen sind häufig bereits ausgereizt. Wichtige Po-tenziale im Bereich der Prozessoptimierung bleiben verborgen.Andere Unternehmen wiederum konzentrieren sich darauf, ihre
Produktionsabläufe zu verschlanken (Lean-Fokus). Sie führen Lean Production Methoden ein nach dem Vorbild des Toyota Produktionssystems. So werden die Prozesse tatsächlich sehr viel schlanker. Damit sind sie aber noch lange nicht transpa-rent. Alltägliche, aber wichtige Fragen lassen sich weiterhin nur schwer beantworten - die aber im heutigen Wettbewerb schnell beantwortet werden müssen:
• Wie weit ist der Auftrag?• Welches Werkzeug wird als nächstes benötigt?• Wie viel Kapazität haben wir morgen an der Maschine 4711
noch frei?• Wie gehen wir mit der Störung an Maschine 4712 um? Wel-
che - Ausweichmöglichkeiten haben wir?• Welche Potenziale stecken noch in unseren Anlagen?• Welches sind die häufigsten Störungsgründe?
Schließlich gibt es noch Unternehmen, die über tolle Produkti-onsplanungs- und -steuerungstools verfügen (IT-Fokus), damit jedoch vollkommen unwirtschaftliche und unsichere Produk-tionsprozesse mit erheblichen Verschwendungen steuern, wie überhöhte Beständen, Warte- und Liegezeiten oder nicht Wert-schöpfende Tätigkeiten. Dadurch können die IT-Systeme ihr vol-les Potenzial gar nicht ausspielen. Auf der Strecke bleiben die Reaktionsfähigkeit und die Wirtschaftlichkeit der Produktion. Mit den folgenden fünf Bausteinen können die Produktionsun-
AUTOR: Jochen Schumacher (MPDV Mikrolab GmbH) BILDER: MPDV Mikrolab GmbH www.competence-site.de/Bausteine-perfekte-Produktion

Competence Book - MES
ANWENDUNGEN - BAUSTEINE EINER PERFEKTEN PRODUKTION
62
ternehmen auf das Ziel der perfekten Pro-duktion systematisch hinarbeiten.: • Baustein 1: Klärung des Status-Quo• Baustein 2: Prozessorientierte Kenn-
zahlen• Baustein 3: Schlanke Produktions-
prozesse (Lean Manufacturing)• Baustein 4: Schlanke Planungsabläu-
fe (Lean Planning)• Baustein 5: Manufacturing Execution
System (MES)• Baustein 1: Klärung des Status-QuoErster Schritt ist die Klärung des Sta-tus Quo. Sehr gut dafür geeignet ist die Wertstromanalyse. So funktioniert sie: Vom Eingang des Kundenauftrags aus richtet sich der Blick auf das gesamte Wechselspiel und die Abhängigkeiten zwischen den einzelnen Prozess-Schrit-ten, den Unterstützungsprozessen sowie den Planungs- und Informationsabläu-fen. Zusätzlich lässt sich der Status Quo auch messen: Das Maß dazu ist der Lean Performance Index® (LPI), der sich aus dem OEE-Index und dem Prozesswir-kungsgrad zusammensetzt.
Baustein 2: Prozessorientierte KennzahlenZweitens können Unternehmen Kenn-zahlen einführen, um künftige Prozess-verbesserungen messbar zu machen. Kennzahlen sind auch die Voraussetzung für den kontinuierlichen Verbesserungs-prozess (KVP) und die aktuellen Zerti-fizierungen, wie DIN EN ISO 9001 oder ISO/TS 16949. Wichtige Kennzahlen sind beispielsweise: der OEE-Index, der Pro-zesswirkungsgrad (PWG) die Durchlauf-zeit sowie der Lean Performance Index® (LPI).
Baustein 3: Schlanke Produktions-prozesse (Lean Manufacturing)Keine Verschwendung, sichere Prozesse, geringere Bestände und Durchlaufzeiten – dies sind die Ziele des dritten Bausteins. Verschwendungen in den einzelnen Pro-zessschritten (Arbeitsplätze, Maschinen) sind Stillstände, Fehler, ineffiziente Be-arbeitung, Ausschuss, Nacharbeit. Die-se lassen sich durch organisatorische Maßnahmen reduzieren, beispielweise: 5S-Methode, Total Productive Main-
Zum Autor Jochen Schumacher:
Dipl.-Ing. Dipl.-Wirt. Jochen Schu-macher, Jahrgang 1965, ist Leiter des MPDV Campus mit Schwer-punkten in den Bereichen Lean Production, TPM, prozessorien-tierte Kennzahlen und MES. Nach seinem Studium der Elektrotech-nik und Betriebswirtschaft mit den Schwerpunkten Regelungstechnik und Fertigungsmanagement bear-beitete er Projekten im Produktions-umfeld des ABB Konzerns im In- und Ausland und leitete eine IT-Firma mit Fokus auf die Abbildung von Geschäftsprozessen im Internet. Jochen Schumacher ist Referent auf Seminaren und Autor zahl-reicher Veröffentlichungen in der Produktions- und IT-Fachpresse.
Mit einem breiten Beratungsange-bot begleitet der MPDV Campus Produktionsunternehmen auf ih-rem Weg zur perfekten Produkti-on. Durch die kontinuierliche Wei-terentwicklung und Verbesserung bestehender Methoden und Tools lässt sich der Wettbewerbsvor-sprung dauerhaft sichern. Daher fördert MPDV laufend Forschungs-projekte, die neue Wege im Be-reich des Fertigungsmanagements aufzeigen und optimiert bzw. ent-wickelt neue Lean-Methoden.
tenance (TPM) oder Rüstzeitreduzierung (SMED). Verschwendungen, die den ge-samten Prozess betreffen, sind Bestände, Wartezeiten, Transporte. Diese lassen sich durch einen optimierten Wertstrom verringern.
Baustein 4: Schlanke Planungsab-läufe (Lean Planning)Bessere Informations- und Planungsab-läufe sowie schnelle Regelkreise sind das Ziel des Bausteins 4. Die Planung muss je-derzeit über den aktuellen Zustand in der Produktion informiert sein. Planung und Produktion sollen vernetzt arbeiten, das heißt, funktionsfähig sein ohne Schnitt-stellen, Produktionsbesprechungen, In-sellösungen oder Excel-Tools.
Baustein 5: Manufacturing Executi-on Systeme (MES)MES helfen dabei, alle Bausteine 1 bis 4 der perfekten Produktion im Unterneh-men umzusetzen. Um die Produktion perfekt zu machen, brauchen Unterneh-men umfassende Informationen aus allen Prozessen in Echtzeit. Nur dann können sie schnell auf Ereignisse reagieren und Kennzahlen berechnen. Manufacturing Execution Systeme liefern diese Informa-tionen bis ins Detail, berechnen Kenn-zahlen und stellen Daten für übergeord-nete ERP-Systeme bereit.
Umsetzung in der PraxisDie oben beschriebenen Bausteine zei-gen, dass es nicht genügt, „nur“ die Pro-duktionsprozesse zu verschlanken (Lean Manufacturing), „nur“ Kennzahlen ein-zusetzen oder „nur“ MES-Funktionalitä-ten einzuführen. Es geht vielmehr darum, das Ziel der perfekten Produktion syste-matisch zu verfolgen, indem schrittweise alle fünf Bausteine umgesetzt werden.
Auf dem Weg zur perfekten Produktion besteht sicher in einigen Unternehmen der Bedarf an unterstützender Beratung. Die Schwierigkeit liegt darin, dass übli-che Lean-Berater selten über detaillierte MES-Kenntnisse verfügen. Umgekehrt verfügen übliche MES- oder IT-Berater selten über detaillierte Kenntnisse im Be-reich Lean Manufacturing. Das Ergebnis sind dann häufig zwei nicht harmoni-
sierte Parallelwelten - hier der schlanke Produktionsprozess, dort das IT-System, das kaum zum Produktionsprozess passt. Berater sollten beide Themen Lean und IT gleichermaßen betrachten.

Competence Book - MES 63
ANWENDUNGEN - SIMULATIVE RESSOURCENBEDARFSPROGNOSE
Simulative Ressourcenbedarfsprognose auf Basis von Absatzplänen
Ausgangssituation
Aufgrund wachsender Anforderungen durch immer kürzer auftretende externe und interne Veränderungen steigt der Bedarf an die Reaktionsfähigkeit, Schnel-ligkeit und Qualität von Entscheidungen. Innerhalb der Produktionsplanung und –Steuerung sind daher Dimensionierungs-entscheidungen für die relevan-ten Größen (Maschinen-Kapazitäten, Personal-Einsatzpläne, Materialversor-gung) zunehmend in engeren Zeitzyklen vorzunehmen. Erschwert wird diese Aufgabe noch durch kurzfristige Schwankungen in der Absatzstruktur sowie durch die Komplexität in der Bearbeitungsstruktur (z.B. wechselnde Engpässe). In der Vergangenheit konnte die Aufgabe der Ressourcenregelung durch eine relativ statische Festlegung einer Standard-Konfiguration und ein kurzfristiges Nachregeln bei Abweichungen zufriedenstellend gelöst werden.
Durch die veränderten Rahmenbedingungen ist ein Nachregeln nicht mehr ausreichend, sondern eine frühzeitige Planung von dynamisierten Ressour-cen-Kapazitäten erforderlich. Dies stellt zum einen organisational-strukturelle Anforderungen (Flexibilitätsdimensionierung) und zum anderen planerische Anforderungen. Die zeitversetzte Wirkung der Entscheidung an den unter-schiedlichen Produktions-stufen und –stellen (Engpass A wird durch Engpass B substituiert) sind die Folgen der Entscheidung zunehmend schwerer zu überse-hen. Durch den Einsatz von Simulationen mit vordefinierten Optimierungsal-gorithmen wird die Aufgabe unterstützt und führt zu schnellem und robustem Entscheidungsverhalten und einer optimierten Ressourcen-Nutzung durch eine Minimierung der geplanten und der benötigten Ressourcenbedarfe (Keine Un-ter- und Überlast).
Entscheidungsunterstützung durch Simulation
Der Ablauf der Simulation ist in die fünf Phasen
• Import • Generierung• Bewertung• Dimensionierung• Durchsetzung
aufgegliedert. Diese werden im Folgenden kurz beschrieben.
Import
Wesentliche Datenquellen für den Import sind die operativen Systeme, insbe-sondere das ERP-System, sowie das MES-System. Als Dateninhalte werden auf
der Bedarfsseite alle relevanten Bedarfsverursa-cher (z.B. Kundenaufträge, Fertigungsaufträge, Absatzpläne) mit dem zeitlichen Bezug (Tag, Woche, Monat) importiert. Neben den bereits festgelegten Bedarfsverursachern können auch simulative Bedarfe eingestellt werden. Im Falle einer mehrstufigen Fertigung können auf der Bedarfsverursacher-Seite auch entsprechende Dispositions- und Bevorratungsstrategien ein-
gestellt werden. Für die Bedarfsdecker-Seite wer-den, je nach ausgewähltem Zeithorizont auch die bereits vorhandenen Bedarfsdecker (Fertigungs-
AUTOR: Dr. Günter Bitsch (becos GmbH) BILDER: becos GmbH www.competence-site.de/simultative-Ressourcenbedarfsprognose
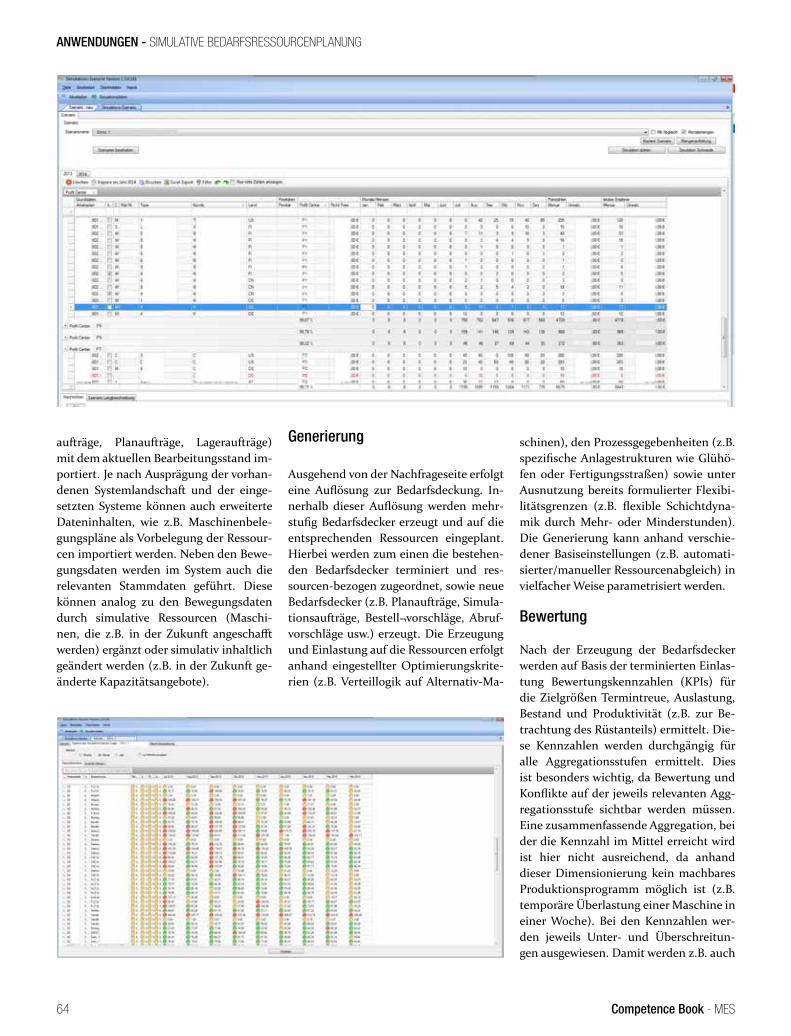
Competence Book - MES64
ANWENDUNGEN - SIMULATIVE BEDARFSRESSOURCENPLANUNG
aufträge, Planaufträge, Lageraufträge) mit dem aktuellen Bearbeitungsstand im-portiert. Je nach Ausprägung der vorhan-denen Systemlandschaft und der einge-setzten Systeme können auch erweiterte Dateninhalten, wie z.B. Maschinenbele-gungspläne als Vorbelegung der Ressour-cen importiert werden. Neben den Bewe-gungsdaten werden im System auch die relevanten Stammdaten geführt. Diese können analog zu den Bewegungsdaten durch simulative Ressourcen (Maschi-nen, die z.B. in der Zukunft angeschafft werden) ergänzt oder simulativ inhaltlich geändert werden (z.B. in der Zukunft ge-änderte Kapazitätsangebote).
Generierung
Ausgehend von der Nachfrageseite erfolgt eine Auflösung zur Bedarfsdeckung. In-nerhalb dieser Auflösung werden mehr-stufig Bedarfsdecker erzeugt und auf die entsprechenden Ressourcen eingeplant. Hierbei werden zum einen die bestehen-den Bedarfsdecker terminiert und res-sourcen-bezogen zugeordnet, sowie neue Bedarfsdecker (z.B. Planaufträge, Simula-tionsaufträge, Bestell¬vorschläge, Abruf-vorschläge usw.) erzeugt. Die Erzeugung und Einlastung auf die Ressourcen erfolgt anhand eingestellter Optimierungskrite-rien (z.B. Verteillogik auf Alternativ-Ma-
schinen), den Prozessgegebenheiten (z.B. spezifische Anlagestrukturen wie Glühö-fen oder Fertigungsstraßen) sowie unter Ausnutzung bereits formulierter Flexibi-litätsgrenzen (z.B. flexible Schichtdyna-mik durch Mehr- oder Minderstunden). Die Generierung kann anhand verschie-dener Basiseinstellungen (z.B. automati-sierter/manueller Ressourcenabgleich) in vielfacher Weise parametrisiert werden.
Bewertung
Nach der Erzeugung der Bedarfsdecker werden auf Basis der terminierten Einlas-tung Bewertungskennzahlen (KPIs) für die Zielgrößen Termintreue, Auslastung, Bestand und Produktivität (z.B. zur Be-trachtung des Rüstanteils) ermittelt. Die-se Kennzahlen werden durchgängig für alle Aggregationsstufen ermittelt. Dies ist besonders wichtig, da Bewertung und Konflikte auf der jeweils relevanten Agg-regationsstufe sichtbar werden müssen. Eine zusammenfassende Aggregation, bei der die Kennzahl im Mittel erreicht wird ist hier nicht ausreichend, da anhand dieser Dimensionierung kein machbares Produktionsprogramm möglich ist (z.B. temporäre Überlastung einer Maschine in einer Woche). Bei den Kennzahlen wer-den jeweils Unter- und Überschreitun-gen ausgewiesen. Damit werden z.B. auch
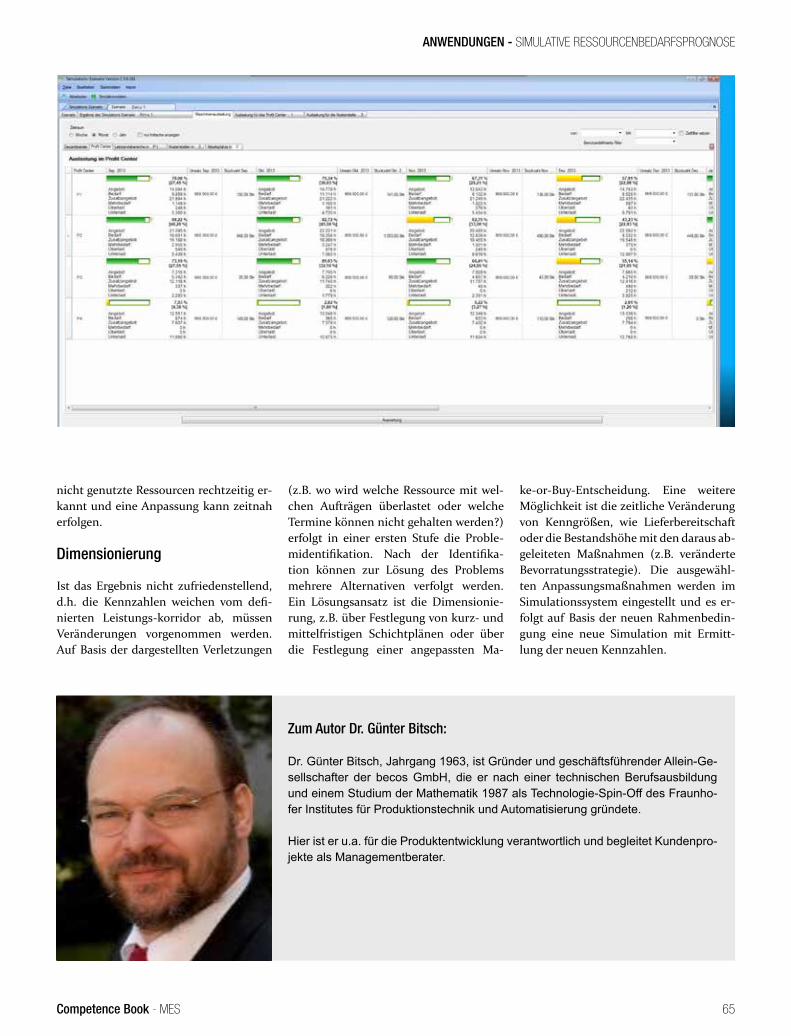
Competence Book - MES 65
ANWENDUNGEN - SIMULATIVE RESSOURCENBEDARFSPROGNOSE
Zum Autor Dr. Günter Bitsch:
Dr. Günter Bitsch, Jahrgang 1963, ist Gründer und geschäftsführender Allein-Ge-sellschafter der becos GmbH, die er nach einer technischen Berufsausbildung und einem Studium der Mathematik 1987 als Technologie-Spin-Off des Fraunho-fer Institutes für Produktionstechnik und Automatisierung gründete.
Hier ist er u.a. für die Produktentwicklung verantwortlich und begleitet Kundenpro-jekte als Managementberater.
nicht genutzte Ressourcen rechtzeitig er-kannt und eine Anpassung kann zeitnah erfolgen.
Dimensionierung
Ist das Ergebnis nicht zufriedenstellend, d.h. die Kennzahlen weichen vom defi-nierten Leistungs-korridor ab, müssen Veränderungen vorgenommen werden. Auf Basis der dargestellten Verletzungen
(z.B. wo wird welche Ressource mit wel-chen Aufträgen überlastet oder welche Termine können nicht gehalten werden?) erfolgt in einer ersten Stufe die Proble-midentifikation. Nach der Identifika-tion können zur Lösung des Problems mehrere Alternativen verfolgt werden. Ein Lösungsansatz ist die Dimensionie-rung, z.B. über Festlegung von kurz- und mittelfristigen Schichtplänen oder über die Festlegung einer angepassten Ma-
ke-or-Buy-Entscheidung. Eine weitere Möglichkeit ist die zeitliche Veränderung von Kenngrößen, wie Lieferbereitschaft oder die Bestandshöhe mit den daraus ab-geleiteten Maßnahmen (z.B. veränderte Bevorratungsstrategie). Die ausgewähl-ten Anpassungsmaßnahmen werden im Simulationssystem eingestellt und es er-folgt auf Basis der neuen Rahmenbedin-gung eine neue Simulation mit Ermitt-lung der neuen Kennzahlen.

Competence Book - MES
ANWENDUNGEN - TRACKING & TRACING
66
ANWENDUNGEN - TRACKING & TRACING
Tracking & Tracing, Beispiel Verpackungsindustrie: MES schafft vollständige Transparenz
Unabhängig von gesetzlichen Anforderungen (z.B. Lebens-, Arzneimittelbrache) oder branchenspezifischen Qualitätsvereinbarungen im Automobil-, Bahn- und Flugzeugbau (z.B. DIN EN 10204, ISO/TS 16959, DIN EN 9100) entsteht im produzierenden Gewerbe zunehmend durch Regulierung oder Kundendruck die Notwen-digkeit, über den aktuellen Produktionsfortschritt, verbaute Teile und Komponenten, Produktionsparameter, Prüfergebnisse und die am Produktionsprozess Beteiligten zu jedem Zeitpunkt aussagefähig zu sein.
AUTOR: Dipl.-Ing. Gerd Rücker (becos GmbH) BILDER: becos GmbH www.competence-site.de/Tracking-and-Tracing-MES
Die Hintergründe sind vielfältig, als vorrangig kann sicherlich die Vorbeugung vor Schäden
und möglichen Ansprüchen aus der Pro-dukthaftung genannt werden. Tracking & Tracing wird somit immer mehr von der Option zum MUST.
Dem müssen sich natürlich auch die MES-Anbieter stellen, bei denen Tra-cking & Tracing allerings schon länger auf der Agenda stand. Auch das becos-MES-System liefert hierbei einen wesent-lichen Beitrag, schafft die notwendige Transparenz in der unternehmenseige-nen Wertschöpfungskette und erlaubt ein schnelles Auffinden der betroffenen Lieferprodukte z.B. bei Kundenreklama-tionen. Im vorliegenden Beitrag werden nun die Erfahrungen aus mehreren Kun-denprojekten aus der Verpackungsindus-trie geschildert, um so einen Einblick in die Thematik zu vermitteln.
Betrachtet man die in der Praxis vorkom-menden Anwendungsfälle genauer, wird die Rückverfolgung oft mit unterschiedli-chen Begriffen belegt und unter den ver-schiedensten Bezugsgrößen gefordert:
Begriffe:
• Chargen• Serialnummer (Seriennummer auf
einem Einzelteil)
Bezugsgrößen:
• Einzelteil / Komponente / Produkt• Gebinde / Verpackungseinheit
Dabei sind beliebige Kombinationen denkbar, z.B. Komponenten, die aus Ein-zelteilen mit ihren jeweiligen Serialnum-mern bestehen, die wiederum aus mehre-ren (Roh-)materialien mit jeweils eigenem Chargenbezug gefertigt sind. Anderer-seits werden z.B. viele kleine Einzelteile aus Transport- und Handlinggründen bei der Weiterverarbeitung in einer zu-nächst kleinen Verpackungseinheit (z.B. Primärverpackung) verpackt, mehrere von diesen wiederum in einer größeren Verpackungseinheit (z.B. Karton) zusam-mengefasst, bis schließlich viele solcher größeren Verpackungseinheiten zu einer Transporteinheit, z.B. Palette, an den Kunden geliefert werden. Während die Anforderung nach einer Rückverfolgbar-keit relativ schnell gestellt werden kann, sind die besonderen Herausforderungen zu ihrer Erfüllung nicht immer so leicht erkennbar. In der Praxis sind folgende Spannungsfelder zu beleuchten:
• Technische Anforderungen an die eindeutige Identifizierung auf Grund der Produktstruktur und des Produktionsablaufs
• Technische und organisatorische Anforderungen an die Erfassung der benötigten Daten
• Finanzielle Restriktionen
Im Rahmen dieser Abhandlung kann nicht auf alle möglichen Konstellatio-nen eingegangen werden. Die folgenden Ausführungen beschränken sich deshalb auf eine exemplarische Anwendung aus den Kundenprojekten des Autors aus der Verpackungsbranche, um hier möglichst konkret die Spannungsfelder in den Pro-jekten näher zu beleuchten und die im-plementierte Lösung aufzuzeigen.
Ausgangsbasis:
Erzeugt werden bedruckte Gehäusede-ckel aus bahnförmigem Verbundmaterial für die Lebensmittelbranche in großen Stückzahlen. Das Verbundmaterial wird teilweise vor dem Bedrucken im Unter-nehmen hergestellt und veredelt, teil-weise als direkt bedruckbares Material eingekauft. Die Lieferung der fertigen Ge-häusedeckel an den Endkunden erfolgt in Paletten mit bis zu 42 Kartons, wobei jeweils ca. 1.000 Gehäusedeckel zunächst in einer Primärverpackung, und ca. 10 solcher Primärverpackungn in einem Karton verpackt sind (demnach enthält eine Palette im Beispielfall 420.000 Ge-häusedeckel).
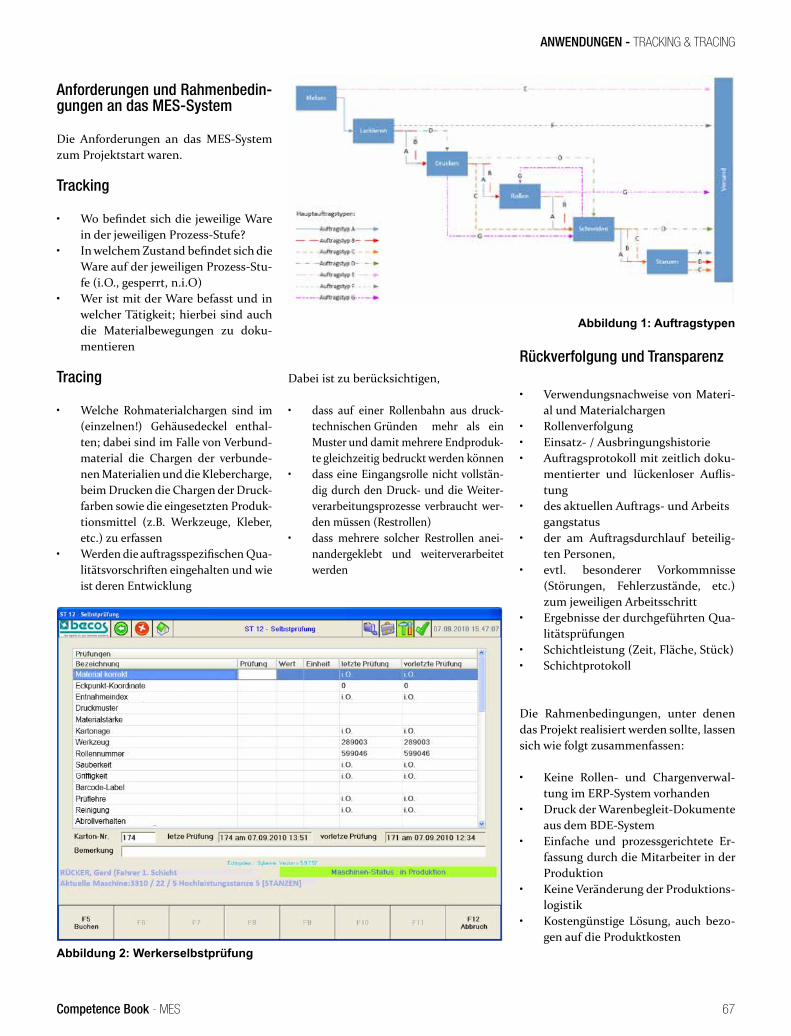
Competence Book - MES 67
ANWENDUNGEN - TRACKING & TRACING
Anforderungen und Rahmenbedin-gungen an das MES-System
Die Anforderungen an das MES-System zum Projektstart waren.
Tracking
• Wo befindet sich die jeweilige Ware in der jeweiligen Prozess-Stufe?
• In welchem Zustand befindet sich die Ware auf der jeweiligen Prozess-Stu-fe (i.O., gesperrt, n.i.O)
• Wer ist mit der Ware befasst und in welcher Tätigkeit; hierbei sind auch die Materialbewegungen zu doku-mentieren
Tracing
• Welche Rohmaterialchargen sind im (einzelnen!) Gehäusedeckel enthal-ten; dabei sind im Falle von Verbund-material die Chargen der verbunde-nen Materialien und die Klebercharge, beim Drucken die Chargen der Druck-farben sowie die eingesetzten Produk-tionsmittel (z.B. Werkzeuge, Kleber, etc.) zu erfassen
• Werden die auftragsspezifischen Qua-litätsvorschriften eingehalten und wie ist deren Entwicklung
Dabei ist zu berücksichtigen,
• dass auf einer Rollenbahn aus druck-technischen Gründen mehr als ein Muster und damit mehrere Endproduk-te gleichzeitig bedruckt werden können
• dass eine Eingangsrolle nicht vollstän-dig durch den Druck- und die Weiter-verarbeitungsprozesse verbraucht wer-den müssen (Restrollen)
• dass mehrere solcher Restrollen anei-nandergeklebt und weiterverarbeitet werden
Abbildung 1: Auftragstypen
Rückverfolgung und Transparenz
• Verwendungsnachweise von Materi-al und Materialchargen
• Rollenverfolgung• Einsatz- / Ausbringungshistorie• Auftragsprotokoll mit zeitlich doku-
mentierter und lückenloser Auflis-tung
• des aktuellen Auftrags- und Arbeits gangstatus
• der am Auftragsdurchlauf beteilig-ten Personen,
• evtl. besonderer Vorkommnisse (Störungen, Fehlerzustände, etc.) zum jeweiligen Arbeitsschritt
• Ergebnisse der durchgeführten Qua-litätsprüfungen
• Schichtleistung (Zeit, Fläche, Stück)• Schichtprotokoll
Die Rahmenbedingungen, unter denen das Projekt realisiert werden sollte, lassen sich wie folgt zusammenfassen:
• Keine Rollen- und Chargenverwal-tung im ERP-System vorhanden
• Druck der Warenbegleit-Dokumente aus dem BDE-System
• Einfache und prozessgerichtete Er-fassung durch die Mitarbeiter in der Produktion
• Keine Veränderung der Produktions-logistik
• Kostengünstige Lösung, auch bezo-gen auf die Produktkosten
Abbildung 2: Werkerselbstprüfung

Competence Book - MES
ANWENDUNGEN - TRACKING & TRACING
68
Folgende Informationen sind, technologieunabhängig bzw. bezogen auf die einzelne Produktionstechnologie zu erfassen:
Technologie Eingangsdaten Prozessdaten AusgangsdatenOhne -Arbeitsplatz
-Mitarbeiter-Aufgabe des Mitarbeiters (Fahrer, Helfer, Einsteller)-Auftrag-Startzeitpunkt der Tätigkeit
-Fertigungsmengen-Rüstzeiten-Fertigungszeiten-Störzeiten-Mitarbeiter-Anwesenheitszeiten
Kleben -Chargen- und Rollendaten der verwen-deten Materia¬lien (2 – 3 bahnförmige Materialien, 1 – 2 Kleber)
- Keine -Chargen- und Rollendaten des erzeugten Verbundmaterials-Daten für Rollenkarte-Verbrauchsmengen der eingesetzten Materi-alien
Lackieren -Chargen- und Rollendaten des verwende-ten Rollenmaterials- Chargendaten des verwendeten Lacks
- Zyklisch zu erfassende Prüf-daten (teilweise automatisch über Schichtdicken-Messge-räte, teilweise manuell über Werkerselbstprüfung)
- Chargen- und Rollendaten des lackierten HF-Materials- Daten für die Rollenkarte- Verbrauchsmengen des Lacks
Drucken - Chargen- und Rollendaten des verwende-ten Rollenmaterials (Eingangsrolle)- Sofern für den Druckvorgang mehrere Eingangsrollen verwendet werden, sind deren Chargen und Rollendaten ebenfalls zu erfassen-Eingesetzte Druckzylinder bzw. Klischees-Chargendaten der verwendeten Lacke / Farben (bis zu 10 je nach Muster)
- Zyklisch zu erfassende Prüf-daten (teilweise automatisch über Schichtdicken-Messge-räte, teilweise manuell über Werkerselbstprüfung)- Fehlerstellen mit Laufmeter-angabe und Fehlerbeschrei-bung
- Chargen- und Rollendaten des bedruckten HF-Materials- Sofern das bedruckte Material auf mehr als eine Ausgangsrolle aufgerollt wird, sind die einzelnen Rollen mit jeweils eigenen Rollen- und Chargendaten zu identifizieren- Daten für die Rollenkarte(n)- Verbrauchsdaten der verwendeten Lacke
Rollen -Chargen- und Rollendaten des verwende-ten Rollenmaterials
- Keine - Chargen- und Rollendaten des umgerollten Materials- Daten für die Rollenkarte
Schneiden - Chargen- und Rollendaten des verwende-ten Rollenmaterials- Anzahl der aus dem Einsatzmaterial gebil-deten Ausgangsrollen (Nutzen)-Nutzenbreite(n)
- Keine - Chargen- und Rollendaten des geschnittenen Materials- Sofern das bedruckte Material auf mehr als eine Ausgangsrolle (Nutzen) geschnitten wird, sind die einzelnen (Nutzen-) Rollen mit jeweils eigenen Rollen- und Chargendaten zu identifizieren-Daten für die Rollenkarte(n)
Stanzen - Chargen- und Rollendaten des verwende-ten Rollenmaterials- Sofern ein Stanzauftrag mehrere Rollen umfasst, sind die Rollen- und Chargendaten der jeweils neuen Rolle bei ihrem Einsatz zu erfassen- Ausbau des evtl. eingesetzten Werkzeugs mit Stanzzahl - Eingesetzte(s) Werkzeug(e) - Verpackungsvorschrift
- Keine - Fertigungsmenge (gefertigte Kartons mit Kartonnummer, volle Palette)- Sofern in einem Stanzvorgang mehrere De-ckelsorten gestanzt werden, ist die Fertigungs-menge je Deckelsorte getrennt zu erfassen-Sofern Qualitätsmängel beim Verpacken der gestanzten Deckel festgestellt werden, ist der Karton zu sperren
Versand - Kartonnummern, die als Gebinde zum Versand gebracht werden
- Keine - Gesamtmenge der im Versandgebinde o beinhalteten Deckel Versand von Stückgut (Auftragstypen, A, B, C)o beinhalteten Rollen mit ihren jeweiligen Lauf-metern Versand von Rollenware (Auftragstypen D, E, F, G)- Chargendaten des Versandgebindes- Gewicht des Versandgebindes
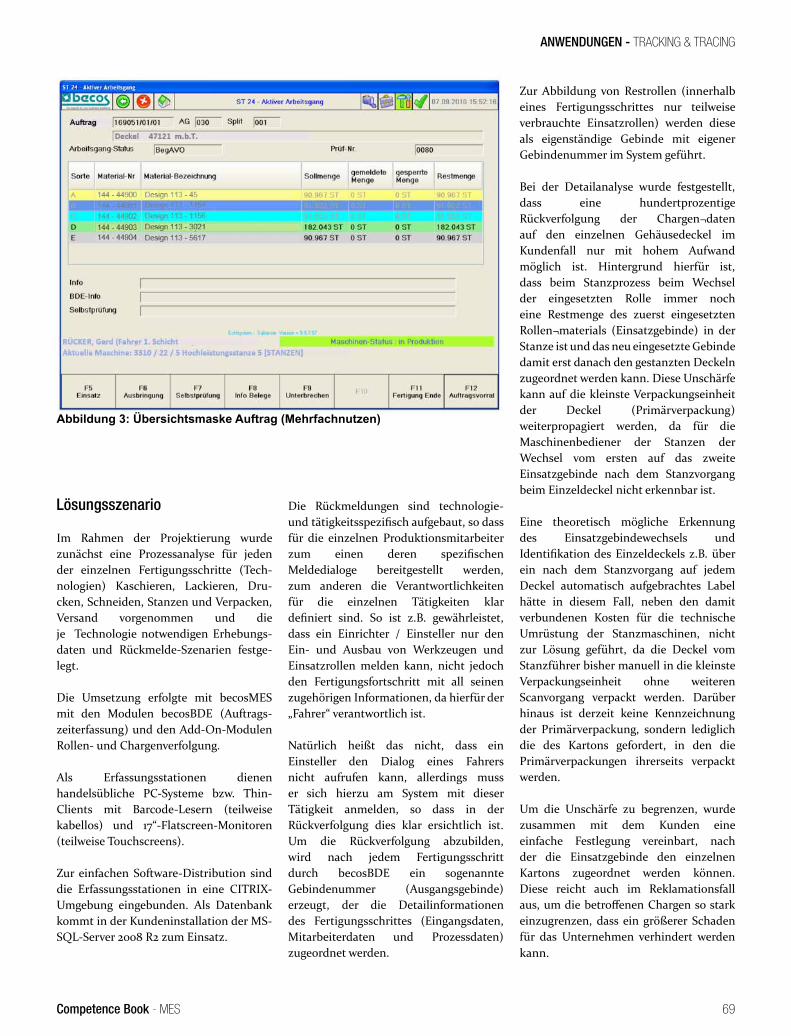
Competence Book - MES
ANWENDUNGEN - TRACKING & TRACING
69
Lösungsszenario
Im Rahmen der Projektierung wurde zunächst eine Prozessanalyse für jeden der einzelnen Fertigungsschritte (Tech-nologien) Kaschieren, Lackieren, Dru-cken, Schneiden, Stanzen und Verpacken, Versand vorgenommen und die je Technologie notwendigen Erhebungs-daten und Rückmelde-Szenarien festge-legt.
Die Umsetzung erfolgte mit becosMES mit den Modulen becosBDE (Auftrags-zeiterfassung) und den Add-On-Modulen Rollen- und Chargenverfolgung.
Als Erfassungsstationen dienen handelsübliche PC-Systeme bzw. Thin-Clients mit Barcode-Lesern (teilweise kabellos) und 17“-Flatscreen-Monitoren (teilweise Touchscreens).
Zur einfachen Software-Distribution sind die Erfassungsstationen in eine CITRIX-Umgebung eingebunden. Als Datenbank kommt in der Kundeninstallation der MS-SQL-Server 2008 R2 zum Einsatz.
Die Rückmeldungen sind technologie- und tätigkeitsspezifisch aufgebaut, so dass für die einzelnen Produktionsmitarbeiter zum einen deren spezifischen Meldedialoge bereitgestellt werden, zum anderen die Verantwortlichkeiten für die einzelnen Tätigkeiten klar definiert sind. So ist z.B. gewährleistet, dass ein Einrichter / Einsteller nur den Ein- und Ausbau von Werkzeugen und Einsatzrollen melden kann, nicht jedoch den Fertigungsfortschritt mit all seinen zugehörigen Informationen, da hierfür der „Fahrer“ verantwortlich ist.
Natürlich heißt das nicht, dass ein Einsteller den Dialog eines Fahrers nicht aufrufen kann, allerdings muss er sich hierzu am System mit dieser Tätigkeit anmelden, so dass in der Rückverfolgung dies klar ersichtlich ist. Um die Rückverfolgung abzubilden, wird nach jedem Fertigungsschritt durch becosBDE ein sogenannte Gebindenummer (Ausgangsgebinde) erzeugt, der die Detailinformationen des Fertigungsschrittes (Eingangsdaten, Mitarbeiterdaten und Prozessdaten) zugeordnet werden.
Zur Abbildung von Restrollen (innerhalb eines Fertigungsschrittes nur teilweise verbrauchte Einsatzrollen) werden diese als eigenständige Gebinde mit eigener Gebindenummer im System geführt.
Bei der Detailanalyse wurde festgestellt, dass eine hundertprozentige Rückverfolgung der Chargen¬daten auf den einzelnen Gehäusedeckel im Kundenfall nur mit hohem Aufwand möglich ist. Hintergrund hierfür ist, dass beim Stanzprozess beim Wechsel der eingesetzten Rolle immer noch eine Restmenge des zuerst eingesetzten Rollen¬materials (Einsatzgebinde) in der Stanze ist und das neu eingesetzte Gebinde damit erst danach den gestanzten Deckeln zugeordnet werden kann. Diese Unschärfe kann auf die kleinste Verpackungseinheit der Deckel (Primärverpackung) weiterpropagiert werden, da für die Maschinenbediener der Stanzen der Wechsel vom ersten auf das zweite Einsatzgebinde nach dem Stanzvorgang beim Einzeldeckel nicht erkennbar ist.
Eine theoretisch mögliche Erkennung des Einsatzgebindewechsels und Identifikation des Einzeldeckels z.B. über ein nach dem Stanzvorgang auf jedem Deckel automatisch aufgebrachtes Label hätte in diesem Fall, neben den damit verbundenen Kosten für die technische Umrüstung der Stanzmaschinen, nicht zur Lösung geführt, da die Deckel vom Stanzführer bisher manuell in die kleinste Verpackungseinheit ohne weiteren Scanvorgang verpackt werden. Darüber hinaus ist derzeit keine Kennzeichnung der Primärverpackung, sondern lediglich die des Kartons gefordert, in den die Primärverpackungen ihrerseits verpackt werden.
Um die Unschärfe zu begrenzen, wurde zusammen mit dem Kunden eine einfache Festlegung vereinbart, nach der die Einsatzgebinde den einzelnen Kartons zugeordnet werden können. Diese reicht auch im Reklamationsfall aus, um die betroffenen Chargen so stark einzugrenzen, dass ein größerer Schaden für das Unternehmen verhindert werden kann.
Abbildung 3: Übersichtsmaske Auftrag (Mehrfachnutzen)

Competence Book - MES
ANWENDUNGEN - TRACKING & TRACING
70
Zum Autor Gerd Rücker:
Dipl.-Ing. Gerd Rücker, Jahrgang 1959, ist Leiter Geschäftsbereich Vertrieb der becos GmbH. Zwischen dem Abschluss seines Studiums der Elektrotechnik mit Schwerpunkt In-genieurinformatik 1987 und dem Wechsel zu becos im Jahr 1998 war er in verschiedenen Uternehmen im Bereich der Softwareentwicklung, Projektleitung, Projektmanagement und Beratung für Produktionsplanungs-/- steuerungs- und –datenmanagementsysteme tätig.
Ergebnis
Das MES-System ist beim Kunden im Hauptwerk bereits seit mehreren Jahren sehr erfolgreich im Einsatz, wurde in der Zwischenzeit in weitere Produktionswerke ausgerollt und ist an insgesamt ca. 110 Arbeitsplätzen eingesetzt. Es arbeitet im 7 x 24 x 365 Betrieb reibungslos. Auf Grund der Flexibilität der Lösung konnten die jeweiligen werkspezifischen Gegebenheiten
Abbildung 4: Chargenverfolgung
berücksichtigt und mit verhältnismäßig geringem Adaptions- und Einführungsaufwand abgebildet werden, ohne den Kern der Applikation zu berühren.
In der Vergangenheit konnte in mindestens einem Fall über das System sehr einfach der Nachweis geführt werden, dass eine Kundenreklamation nicht auf den Produktionsprozess unseres Kunden zurückzuführen ist.
Competence Book - MES
ANWENDUNGEN - MES IM ENERGIESEKTOR
71
MES im Energiesektor - MES meets Energie Management Systeme
Gesenkte Energiekosten in den Produktionsprozessen dank di-rekter auftragsbezogener Ener-
gieverbrauchsmessung mit GUARDUS MES.
Der effiziente Ressourceneinsatz ist für Industrieunternehmen eine wesentliche Voraussetzung zur Stärkung ihrer Wett-bewerbsfähigkeit. Im Zuge dessen schen-ken immer mehr Chefetagen dem Aufbau integrierter Energie Management Syste-me (EMS) besondere Aufmerksamkeit. Vor allem das Fertigungsumfeld birgt hierbei große Kostensenkungspotenziale. Um die wirtschaftlichen Handlungsspiel-räume jedoch vollständig auszunutzen, müssen die Energieverbräuche in den Produktionsprozessen detailliert erfasst und transparent aufgeschlüsselt werden. Nur so lässt sich ein Regelwerk für die kontinuierliche Reduktion des Energie-verbrauchs bei der Herstellung von Pro-dukten implementieren. Manufacturing Execution Systeme wie GUARDUS MES, die bereits heute alle auftrags- und ma-schinenbezogenen Daten entlang der Fertigungsprozesse integriert speichern, können diese Datentransparenz durch eine direkte, auftragsbezogenen Energie-verbrauchsmessung sicherstellen.
Energie - Maschine - Produkt
Betrachtet man die allgemeine ISO Nor-men-Landschaft, beschäftigt sich vor al-lem die ISO 50001 mit dem Aufbau und Einsatz von Energie Management Syste-
AUTOR: Andreas Kirsch (GUARDUS Solutions GmbH) BILDER: GUARDUS Solutions AG www.competence-site.de/MES-Energiesektor
men. Ziel ist es, mithilfe geschlossener Regelkreise die Energieeffizienz und den -verbrauch zu optimieren beziehungswei-se zu reduzieren. Unterscheidet man die-se zentralen Parameter, wird ersichtlich, an welchen Stellen ein Manufacturing Execution System (MES) wirkungsvoll in unternehmerische EMS eingebunden werden kann. Während sich die Ener-gieeffizienz damit auseinandersetzt, den Verbrauch durch menschliche Verhal-tensänderungen und Investitionen in moderne Systeme, Anlagen etc. zu ver-ringern, konzentriert sich der Energiever-brauch auf die Frage, wie viel Energie pro hergestelltem Produkt benötigt wird. Die Antwort: Durch die integrierte Datener-fassung und Verknüpfung von Produkt-, Prozess- Planungs- und Energiedaten kann GUARDUS MES die Bewertung di-rekter auftragsbezogener Energieverbräu-che pro Anlage und Produkt ermöglichen.
Damit wird der erforderliche Zusam-menhang zwischen Produktionsauftrag, produzierter Menge und Ausschuss, Ma-schine und deren Zuständen sowie einge-setztem Werkzeug und Material in Bezug auf den Energieverbrauch hergestellt. Auf dieser Grundlage lassen sich ener-giebezogene Kennzahlen ermitteln und präzise Verbesserungsmaßnahmen zur Energiesenkung ableiten - beispielsweise die Reduktion des Gesamtverbrauchs, das Glätten von Spitzenlasten oder ein prog-nosebasierter Energiebezug.
MES meets EMS
Die Eignung eines MES zum Aufbau integrierter Energie Management Sys-teme spiegelt sich auch in der aktuel-len MES-Standardisierung nach ISO/DIS ISO 22400-2 wider. Dort werden 34 MES-Kennzahlen aus den Bereichen Pro-
Um die wirtschaftlichen Handlungs-spielräume vollständig auszunutzen, müssen die Energieverbräuche in den Produktionsprozessen detailliert er-fasst und transparent aufgeschlüsselt werden. Andreas Kirsch

Competence Book - MES
ANWENDUNGEN - MES IM ENERGIESEKTOR
72
duktion, Qualität und Instandhaltung beschrieben, wobei sich ein Key Perfor-mance Indicator (KPI) auch mit dem Thema Energie Management beschäftigt: „Comprehensive Energy Consumption“ - kurz CEC. Betrachtet man die mathema-tische Formel, errechnen Unternehmen damit den eingangs beschriebenen Ener-gieverbrauch nach ISO 50001 - also die benötigten Energieeinheiten (Joule oder Kilowatt) pro hergestellte Produktions-einheit (item).
In der Praxis kann GUARDUS MES wie folgt in die CEC-Ermittlung eingebun-den werden: Zunächst bedarf es einer Eingangsgröße, etwa die monatliche Energierechnung. Von dieser Grundge-samtheit ausgehend, wird im Rahmen einer Teilkostenrechung der direkt zu-ordenbare Energieverbrauch pro Pro-duktmenge abgezogen. Diesen Wert
liefert das MES durch die auftragsbe-zogene Energieverbrauchsmessung pro Produkt und Menge. Der nun verblei-bende Gemeinkostenanteil an nicht zu-ordenbarem Verbrauch (Hallenbeleuch-tung, Energietransport, Heizung der Büroräume etc.) muss in der Folge über einen betriebswirtschaftlichen Schlüs-sel pro Produkt und Menge umgelegt werden. Addiert man die prozentuale Umlage erneut zur Kenngröße aus der auftragsbezogene Energieverbrauchs-messung des MES hinzu, ergibt sich die Comprehensive Energie Consumption in Joule pro Produktionseinheit.
Wege zur direkten Energiever-brauchsmessung
Während die komplexen Anlagen der Prozessindustrie in der Regel über eine umfangreiche Sensorik zur Energiedate-
nerfassung verfügen, findet man in der diskreten Fertigungsindustrie eine eher heterogene Landschaft vor – mangelnde Verbrauchstransparenz ist die Folge. Des-halb stehen viele Unternehmen zunächst vor der Aufgabe, Messmethoden für die durchgängige Ermittlung der Verbrauchs-daten zu implementieren. Die angebote-nen Systeme zur Energiedatenerfassung (EDE) stellen dabei oftmals Insellösun-gen dar und sind nicht hinreichend in die bestehende IT-Infrastruktur integriert. Somit ist die Dokumentation von Verhal-tensmustern an Einzelanlagen und in Pro-duktionsbereichen gesamthaft möglich, doch der detaillierte Bezug zu Produkt-, Auftrags-, Material-, Werkzeug- und Pro-zessdaten fehlt. Leider spielt aber genau diese Verknüpfung bei der auftragsbezo-genen Energieverbrauchsmessung eine tragende Rolle. Nur so lassen sich die Wechselwirkungen zwischen Produk-tion

Competence Book - MES
ANWENDUNGEN - MES IM ENERGIESEKTOR
73
und Energieverbrauch bestimmen und die Potenziale zur Reduktion des prozess-bedingten Energieeinssatzes ableiten und ausschöpfen. Die Lösung: Zur Integration von GUARDUS MES in das unternehme-rische EMS ist es zwingend notwendig, jede Produktionseinheit mit integrierter Messtechnik auszurüsten, deren Daten in das MES fließen und dort mit den dazuge-hörenden Produkt- und Prozessdaten in einer zentralen Datenbasis verschmelzen.
Energieverbrauch nach PDCA-Me-thode konsequent optimieren
Ein durchgängiger Datenpool über alle produktions- und energierelevan-ten Parameter bildet zwar das Fun-dament MES-gestützter Energie Ma-nagement Systeme. Für die eigentliche Verbrauchsoptimierung im Sinne der ISO 50001 sind jedoch effiziente Ana-lyse- und Optimierungsmethoden un-umgänglich. Im Fokus steht der Aufbau eines kontinuierlichen Verbesserungs-prozesses (Plan-Do-Check-Act). Um sol-che Regelkreise zu initialisieren, müssen die auftragsbezogenen Energiewerte im
ersten Schritt lückenlos in GUARDUS MES gespeichert werden. Plan- oder Sollparameter sind in dieser Startpha-se noch nicht zwingend notwendig. Die Ergebnisse der Verbrauchsmessung werden im Folgeschritt mit den Maschi-nen- und Betriebsdaten des Auftrags zusammengeführt, so dass sich eine Verbrauchsstruktur pro Produkt und Menge in GUARDUS MES ergibt. Zei-gen sich die Referenz-Einstellwerte im Zeitverlauf stabil, gilt es, die ersten Soll- beziehungsweise Planwerte im Hinblick auf mögliche Energieeinsparpotenzia-le zu definieren. Grundlage dafür sind beispielsweise iterative Potenzialana-lysen in puncto Produktionsanlagen, Werkzeuge und Materialien, aber auch hinsichtlich der Auftragsreihenfolge. Denn der hergestellte Zusammenhang zwischen Energiedaten und Produkti-on liefert die Basis, um Produktions-aufträge nicht nur wie bislang auf Ter-min, Losgröße oder Rüstzeiten in ihrer Reihenfolge zu optimieren, sondern auch den geplanten Energieverbrauch mit einzubeziehen. Sind die Planwer-te im MES hinterlegt, weisen Real-/
Sollwert-Vergleiche bei den folgenden Verbrauchsmessungen die erzielten Effi-zienzverbesserung pro hergestellter Pro-dukteinheit aus und machen den Nutzen der Optimierungsmaßnahmen messbar – dann beginnt der ISO 50001-konforme Regelkreis von Neuem.
MES und EMS im VDMA
Die systematische Nutzung von Ener-gieverbrauchsdaten zur Optimierung des prozessbedingten Energieeinsatzes spielt – je nach Branche – bei der Be-wertung von Herstellkosten eine immer größere Rolle. Um die MES-Norm ISO 22400-2 in diesem Bereich weiterzu-denken, hat sich der Arbeitskreis AK3 im DIN NA 60-30-05 – der Initiator der VDMA-Einheitsblätter 66412 Teil 1 und 2 – erneut zusammengefunden. Im Zuge dessen werden weitere Energiekennzah-len auf nationaler Ebene diskutiert und beschrieben, welche gegebenenfalls als Appendix die MES-Kennzahlen der ISO 22400-2 ergänzen können.
Andreas Kirsch:
Andreas Kirsch ist seit Mitte 2006 Vorstandsmitglied der GUARDUS Solutions AG. Zu seinen Verantwortungsbereichen gehören die Softwareentwicklung und Finan-ce/Controlling.Als Mitgesellschafter und Geschäftsführer der TS Technische Soft-ware GmbH war er seit 1987 für die Produktentwicklung der CIM Komponenten im Bereich CAQ und BDE/MDE verantwortlich. Bereits Mitte der neunziger Jahre wurde auf Basis der praktischen Erfahrungen aus beiden CIM Komponenten das GUARDUS MES System entwickelt welches im Kundenumfeld unter dem Begriff „Factory Workflow“ mit dem Anspruch der papierlosen Fertigung seit 1997 eingesetzt wird. Das GUARDUS MES System gehört zu den Pionieren der integrierten Date-nerfassung über eine Oberfläche für BDE/MDE und CAQ Daten sowie die Datenhal-tung in einem Datenmodell. Die mittlerweile 20 jährige Erfahrung mit dem Einsatz von DV Systemen zur online Unterstützung aller anfallenden Daten im Shopfloor-bereich fließt heute in die Weiterentwicklung des GARDUS MES Systems ein.

Competence Book - MES
ANWENDUNGEN - NACHHALTIGE ENEGIESYSTEME
74
Innovative Lösungen für nachhaltige Energiesysteme
Modernes Energiemanagement bedeute weit mehr, als nur den Energieverbrauch zu drosseln
- exakte Daten sind die Grundlage einer energieeffizienten Fertigung.
Der gezielte Umgang mit Energie wird zum entscheidenden Wirtschaftsfak-tor der Zukunft und ist gleichzeitig ein zentraler Baustein für das Gelingen der Energiewende. Daher setzen zahlreiche Unternehmen bereits heute auf eine effi-zientere Nutzung von Energie und steu-ern deren Verbrauch durch eine intelli-gente Software, wie sie beispielweise die ccc software gmbh anbietet. Zukunftso-rientierte Energiemanagement-Konzepte sind gefragt, die sowohl die Situation der Energielieferanten als auch die Anforde-rungen der Abnehmer berücksichtigen.
Fundierte Daten liefern die Grundlage
Immer noch basieren die meisten be-trieblichen Energiemanagement-Kon-zepte auf einer summarischen Erhebung des Stromverbrauchs und sind damit für gezielte Einsparmaßnahmen in der Fertigung nur bedingt geeignet. Gefragt sind intelligente Lösungen, die detail-lierte Daten aus dem Unternehmen für
AUTOR: Sven Bergmann (ccc software gmbh) BILDER: ccc software gmbh www.competence-site.de/Innovative-Lösungen-für-Energiesysteme
fundierte Entscheidungen im Rahmen eines umfassenden Energiemanagements liefern. Um konkrete Kennziffern für ei-nen exakten Energieverbrauch zu haben, ist eine energetische Transparenz bis hi-nunter auf die Produktebene- und Pro-zessebene erforderlich. Nur eine solch verbraucherbezogene Analyse ermöglicht es, Verbesserungspotenziale konkret zu erschließen. Die Grundlage bilden ex-akte Informationen über den tatsächli-chen Energieverbrauch, wie sie z.B. ein Manufacturing Execution System (MES) liefert. Das Ergebnis entsprechend ver-knüpfter Energie- und Fertigungsdaten sind valide aufbereitete Energiekennzah-len. Stellt man diese Kennzahlen in Form eines aussagekräftigen Energieberichtes beispielsweise auch den Mitarbeitern zur Verfügung, werden diese aktiv einbezo-gen und zusätzlich für die wirtschaftliche Nutzung von Energie sensibilisiert. Jeder einzelne Mitarbeiter kann auf der Grund-lage dieser Informationen sein eigenes Handeln ableiten und so bewusst einen individuellen Beitrag zur Energieeinspa-rung leisten. Wichtig ist die Qualität der aufbereiteten Informationen. Je besser die Informationen sind, desto eher lässt sich erkennen, an welchen Stellschrauben konkret gedreht werden muss, um gezielt im Unternehmen einsparen zu können.
Modernes Energiemanagement auf der Basis aussagekräftiger Daten ermöglicht auch einen operativen Soll-/Ist-Vergleich in Echtzeit. Festgelegte Grenzwerte lassen sich ebenso wie definierte Energieziele kontinuierlich überwachen und mögli-che Optimierungsmaßnahmen laufend bewertet. Das Ergebnis ist ein kontinuier-licher Verbesserungsprozesses (KVP) des Energieverbrauchs in der Produktion. Energiemanagement bedeutet neben ei-ner detaillierten Energiedaten-Erfassung und deren umfassenden Analyse eben auch die energetische Bewertung der Fer-tigungsprozesse.
Energetische Fertigungsfeinpla-nung energetische Optimierung der Fertigungsreihenfolge
Ein umfassendes Energiemanage-ment-System, wie das der Leipziger, liefert eine gesicherte Basis für eine energetische Optimierung der Ferti-gungsreihenfolge, der Rüstvorgänge so-wie der Maschineneinstellwerte. Gerade in der Optimierung der Fertigungsrei-henfolge liegt ein großes Einsparpo-tential, dass relativ einfach erschlossen werden kann. In vielen Unternehmen sind die Fertigungsstrukturen gewach-sen oder die Fertigungsreihenfolge wird

Competence Book - MES
ANWENDUNGEN - NACHHALTIGE ENERGIESYSTEME
75
in Abhängigkeit der Auftragseingänge geplant. Dies entspricht nicht den aktuel-len Anforderungen an eine energieeffizi-ente Produktion. Bereits kleine Verände-rungen der Fertigungsreihenfolge können große Auswirkungen auf den Energiever-brauch haben, ohne dass die Lieferfähig-keit negativ beeinträchtigt wird. Werden beispielsweise Umrüstvorgänge so ge-plant, dass mehrmaliges Aufheizen und Abkühlen nacheinander vermieden wird, schlägt sich dies spürbar in der Kostenkal-kulation niederschlagen. Dies gilt auch, wenn Lastspitzen vermieden werden können, weil z.B. nicht alle Maschinen gleichzeitig angefahren werden, sondern zeitversetzt.
Die Fertigungsfeinplanung in Verbindung mit einem Energiemanagementsystem liefert in beiden Fällen exakte Informa-tionen, um allen Anforderungen an eine energieeffiziente Fertigung gerecht zu werden. Durch ein integriertes Energie-management lassen sich günstige Ener-giebänder oder Energiekontingente nut-zen.
Flexibler Energieverbrauch sichert die Zukunft
Im Ergebnis ermöglichen derartige Ener-giemanagement-Lösungen industriellen Großabnehmer, ihren Energieverbrauch
deutlich zu flexibilisieren und z.B. kos-tengünstigere Energieangebote in den Abendstunden etc. zu nutzen. Sie können insgesamt auf die sich ändernden Bedin-gungen der Anbieter besser reagieren. Kostenintensive Energieverbrauchsspit-zen lassen sich abfangen und ein mög-lichst gleichmäßiger Energieverbrauch sicherstellen, um eine feste Kalkulations-größe zu haben.
Die Unternehmen können ihren Energie-darf den neuen Tarifmodellen der Ener-gieversorger anpassen, die diese in Abhän-gigkeit vom tatsächlichen Energieangebot zu Kontingenten und Energiebändern zusammenfassen. Die Energieversorger reagieren mit diesen geänderten Tarifmo-dellen auf die Energiewende in Deutsch-land, die erneuerbare Energien favori-siert. Diese stehen aber nicht immer und überall zur Verfügung, dennoch müssen die Energieversorger eine Versorgungssi-cherheit in den Übertragungsnetzen ga-rantieren. Mit den Tarifmodellen geben sie die geänderten Versorgungsbedingun-gen weiter, um den Energieverbrauch für alle Beteiligten planbarer zu machen. Für die industriellen Großabnehmer bedeutet dies, dass sie ihren Energieverbrauch fle-xibel anpassen müssen, um kosten- und zukunftsorientiert produzieren zu kön-nen.
Zum Autor Sven Bergmann: Der Dipl.-Inf. (FH) Sven Bergmann begann 1998 bei ccc software gmbh als Pro-jektleiter und Berater mit dem Schwerpunkt Fertigungsmanagementsysteme. Seit 2010 ist Bergmann bei ccc Geschäftsbereichsleiter Industriesoftware und u.a. aktives Mitglied in verschiedenen Arbeitskreisen, rund um die Themen MES und Energiemanagement.
Fazit
Energiemanagement heißt, den Kreis-lauf zwischen den Verbrauchern, den Erzeugern und den Netzbetreibern sys-temisch zu erschließen, um energieeffi-zient und kostengünstig produzieren zu können. Energieverbrauchsprognosen im industriellen Produktionsprozess werden unabdingbar für die kostenopti-male Nutzung dynamischer Tarifmodel-le und auch als Beitrag zur Gewährleis-tung der Netzsicherheit.
Die Investition in ein modernes Ener-giemanagementsystem, wie das der ccc software gmbh, ist eine rentable Investi-tion in die Zukunft.

Competence Book - MES
ANWENDUNGEN - MES EINSATZ IN DER ELEKTRONIKPRODUKTION 2020
76
MES Einsatz in der Elektronikproduktion 2020 - Flexible Prozessautomation, sichere Rückverfolgung und Null-Fehler-Produktion
Die Null-Fehler-Produktion ist Vision und Wunschtraum aller Produktionsverantwortlicher
und ihrer Kunden. Mittlerweile verfolgen auch nahezu alle Elektronikproduzenten - so genannte EMS Dienstleister (EMS, Electronic Manufacturing Services) - die-se Philosophie und haben heute bereits durch den Einsatz von MES Systemen (MES, Manufacturing Execution Systems) teilweise einstellige ppm-Raten erzielt. Doch was ist das Besondere der Elekt-ronikproduktion? Warum ist gerade sie prädestiniert, vom erfolgreichen Einsatz von MES und Traceability Systemen be-sonders zu profitieren?
Neue Produkte kommen in immer kür-zeren Abständen auf den Markt. Globale Beschaffungswege und die mehrere Un-ternehmen übergreifende Logistikkette wird von extremen Marktzyklen aus Spit-zen und Tälern mit extremen Ausschlä-gen beeinflusst. Letztere machen im sehr volatilen Elektronikfertigungs-markt Pla-nungszyklen kürzer und schwieriger.
EMS Dienstleister brauchen daher vor allem leistungsfähige MES Software und Partner, die ihnen helfen, an Hoch-preisstandorten wie Deutschland wett-bewerbsfähig zu bleiben und qualitativ hochwer-tig zu produzieren.
Gefordert sind Steuerungs-, Fertigungs- und Qualitätssicherungskonzepte, um bei extrem hohen Takt-raten gesicherte Prozessergebnisse zu erzielen, Fehler-raten in den unteren ppm-Bereich zu reduzieren sowie bei minimalen War-tungs- und Anlagenstillstandszeiten (z.B. Rüstung) zuverlässig und mit höchster
AUTOR: Prof. Dr.-Ing Markus Glück, Dipl.-Ing. Torsten Schulz (IBS AG) BILDER: IBS AG www.competence-site.de/Elektronikproduktion-2020
Bestückungseffizienz zu produzieren; lü-ckenlos über Jahre hinweg rückverfolgbar. Dies sind die zentralen Herausforderun-gen der Elektronikproduktion 2020.
Elektronikproduktion 2020: MES Einsatz in vier Exzellenzgruppen
Leistungsfähige, an die Bedürfnisse der Elektronikproduzenten in besonderem Maße angepasste MES Systeme sind in der Elektronikproduktion 2020 un-verzichtbar. Damit die Fehlerquote im zwei- oder gar einstelligen ppm-Bereich liegt, müssen vier zentrale Faktoren opti-mal zusammenpassen: Logistik, Prozess, Qualität und Test. Sie alle müssen die Ex-zellenzklasse erreichen!
Kundenanforderungen wie eine lücken-lose Dokumentation und Rückverfolg-barkeit aller Prozesse, relevanter Pro-zessdaten und deren Ergebnisse sind heute schon Standard. Dabei nimmt die Bedeu-tung klassischer Qualitätsberich-te, die nur eine Rückschau auf Vergan-genes ermöglichen, deutlich ab. Leis-tungsfähige MES Systeme eröffnen ein pro-aktives Qualitätsmonitoring über die Produkt-, Prozess- und Lieferqualität.
Ziel ist es, hohe Qualität zu produzieren. Entscheidend hierbei: Prozesskenndaten müssen kontinuier-lich in Echtzeit über-wacht und analysiert werden, um bei Ab-weichungen frühzeitig regulativ eingrei-fen zu können.

Competence Book - MES
ANWENDUNGEN - MES EINSATZ IN DER ELEKTRONIKPRODUKTION 2020
77
Zum Autor Prof. Dr.-Ing. Markus Glück:
Prof. Dr.-Ing. Markus Glück ist Mitglied der Fakultät für Maschinenbau und Ver-fahrenstechnik an der Hochschule Augsburg. Er leitet als Geschäftsführer das Technologie Centrum Westbayern - ein An-Institut der Hochschule in Nördlin-gen. 1989-94 Studium der Elektrotechnik (Universität Ulm). 1995-97 wissen-schaftlicher Mitarbeiter am Forschungszentrum der Daimler AG in Ulm. 1998-2001 Mattson Thermal Products GmbH, zuletzt tätig als Leiter des Bereichs „Hardware Engineering“ mit den Untergruppen Mechanische Konstruktion, De-sign und Automatisierung sowie Elektrische und Elektronische Entwicklung.
Zum Autor Dipl.-Ing. Torsten Schulz:
Dipl.-Ing. Torsten Schulz ist Jahrgang 1962 und hat an der Fachhochschule Kob-lenz Elektrotechnik/Nachrichten-technik studiert. Seit 1992 ist er bei der IBS AG in Höhr-Grenzhausen beschäftigt. Nach jahrelanger Leitung des Entwicklungsberei-ches der IBS AG leitet er nunmehr den Bereich Produktmanagement bei der IBS AG.
In der Elektronikproduktion 2020 wird man nicht umhin kommen, MES Syste-me einzusetzen und damit eine Vielzahl an Messdaten über den gesamten Ferti-gungsprozess hinweg zu verfolgen. An-hand statistischer Datenanalysen lassen sich zum Beispiel frühzeitig Trends er-kennen, Maschinen- und Bear-beitungs-parameter nachführen. Deutlich erkenn-bar wird, bei welchem Prozessschritt die meisten Fehler entstehen, wo Rüst- und Stillstandszeiten allzu häufig auftreten.
Über die MES Umgebung wird das Stö-rungsmanagement effizienter, Produk-tionsprozesse organisieren sich selbst, Probleme werden autonom gemeistert. Mithilfe ausgefeilter Analysetechniken
werden Parameter, die aus dem Ruder laufen frühzeitig erkannt. Somit können rechtzeitig Gegenmaßnahmen eingeleitet werden, bevor ein Produktionsstopp un-vermeidlich ist oder Ausschuss produziert wird. Eine über die MES Ebene realisier-te Closed-Loop-Steuerung sorgt bei sich abzeichnenden Fehlern für ein sofortiges Gegensteuern im Fertigungsprozess. Dies ist die entscheidende Voraussetzung für eine Null-Fehler-Fertigung!
MES Einsatz in der Elektronikpro-duktion - Produktionsmanagement der Extraklasse
Moderne MES Lösungen sind die Grund-lage für das effektive, kosteneffiziente und
dynamische Zusammenwirken der Logis-tik- und Prozessketten in der Elektronik-branche. Dabei geht die Entwicklung weg von kundenspezifischen Produktions-steuerungssystemen, die Produktions-abläufe und Maschinenbetriebszustände nur anschaulich visualisieren, hin zu mo-dularen Standardsystemen, die sich im Rahmen einer kurzen Implementierungs-phase durch Parametrierung oder durch einfache Modifikation optimal auf viele Betriebsfälle und die steigenden Anforde-rungen der OEMs erweitern lassen.

Competence Book - MES
ANWENDUNGEN - MANUFACTURING EXECUTION SYSTEM „TO GO“
78
Manufacturing Execution System „to go“100 Prozent Anwendung bei 100 Prozent Mobilität dank virtueller Desktop Infrastrukturen
Mobile Endgeräte wie Smartphones und Tablet-Com-puter halten im Berufsalltag immer stärker Einzug. Mithilfe kleiner Softwareprogramme, so genannter
Apps, liefern sie mittlerweile Produktions- und Qualitätsda-ten jederzeit und überall - ganz ohne lokale Datenhaltung. Für den schnellen Informationsbedarf zwischendurch sind diese Zugriffsmöglichkeiten bestens geeignet. Doch wer Unterneh-mensanwendungen wie ein Manufacturing Execution System (MES) auf seinem Tablet-Computer für detaillierte Qualitäts-dateneingaben oder Kennzahlenanalysen nutzen möchte, stößt schnell an die technologischen Grenzen von App & Co. Um Soft-ware-Anwendungen vollständig für mobile Endgeräte zugäng-lich zu machen, sind ganzheitliche IT-Konzepte wie virtuelle Desktop Infrastrukturen notwendig.
Milliarden mobiler Endgeräte werden heute weltweit genutzt, um Daten via Internet abzurufen und Geschäfte abzuwickeln. Über Anwendungsprogramme für Smartphones oder Tab-let-Computer, greifen auch immer mehr Business-Anwender auf Unternehmensdaten zu. Im Qualitäts- und Produktionsumfeld sind beispielsweise Alarm- beziehungsweise Event-Systeme sehr beliebt, die abhängig von Eskalationsmechanismen Handlungs-anweisungen versenden und über einen Link den Zugriff auf die dazugehörenden Datensätze der Unternehmensanwendung be-reitstellen. Aber auch Analyse-Apps sind für den schnellen Blick auf tagesaktuelle Qualitäts- und Shopfloor-Kennzahlen weit verbreitet. Diese moderne Form des Datenzugriffs hat unter an-derem den technischen Vorteil, dass entweder nur ein „kleines Stück“ Software - etwa eine App - auf dem Endgerät installiert werden muss oder auch gar kein Client erforderlich ist. Darüber hinaus werden in der Regel keine Daten lokal gespeichert. Die Datenintegrität und -sicherheit sind somit gewährleistet. Die Nachteile des Mobile Computing: Zugriffe auf Unternehmens-anwendungen, die über den in der App vorgesehenen Umfang hinausgehen, sind nicht möglich. Zudem ist die Entwicklung der Apps stets betriebssystemabhängig und somit kostenintensiv, wenn verschiedene Plattformen bedient werden sollen.
Mobile MES - auf jedem Endgerät in vollem Systemumfang
Die Möglichkeiten des Mobile Computing sind auch für IT-Ver-antwortliche von Industrieunternehmen zunehmend interes-sant. Jedoch geht der Ansatz dabei über das oben beschriebene Grundkonzept hinaus: Es sollen nicht nur Anwendungs- oder In-formationsteile über Engeräte zugänglich gemacht werden, son-dern „ganze Anwendungen“. Gerade im Qualitäts- und Produkti-onsmanagement sind Anwender, Abteilungsverantwortliche und Entscheider darauf angewiesen, Detailinformationen abzufragen - beispielsweise zu einer abweichenden Kennzahl, einem Störfall an einer Maschine oder einer Kundenreklamation.
Die grundlegende Idee, Unternehmensdaten ohne Software-Ins-tallation und lokale Datenhaltung bereitzustellen, gehört heute dank technischer Infrastruktur-Konzepte wie Terminal-Server- und virtuelle Desktop-Architekturen zum IT-Alltag. Mit diesen Systemtechnologien sind Betriebe in der Lage, das Qualitäts-Mo-nitoring für dezentrale Produktionsstätten und Organisations-einheiten zentral zu überwachen und effizient zu steuern. Die konkreten Vorteile, die ein mobiler Arbeitsplatz im Qualitäts- und Produktionsmanagement-Alltag mit sich bringt, sollen an drei Praxisbeispielen mit dem MES der GUARDUS Solutions AG verdeutlicht werden: dezentrale Qualitätsdatenerfassung, Wer-kerselbstkontrolle und Kennzahlenanalyse. Unternehmen mit großen Produktions- und Lagerflächen stehen oftmals vor der Herausforderung, im Zuge der Prüfdatenerfassung weite Stre-cken zurücklegen zu müssen. Hinzu kommt, dass dort, wo sich gelagerte Ware befindet, häufig kein MES-Arbeitsplatz zu finden ist. Deshalb werden die Daten mittels Stift und Zettel notiert, um sie später im Qualitätsmanagement-System nachzutragen. Die-sem zeitaufwändigen und fehleranfälligen Arbeitsablauf bereitet ein mobiles Manufacturing Execution System ein Ende. Der An-wender nimmt einen Tablet-Computer, begibt sich zur Ware und erfasst die relevanten Qualitätsdaten laut MES-Prüfplan. Seine Eingaben werden dabei direkt an das zentrale Rechenzentrum gesendet.
AUTOR: GUARDUS Solutions GmbH BILDER: GUARDUS Solutions GmbH www.competence-site.de/MES-to-go

Competence Book - MES
ANWENDUNGEN - MANUFACTURING EXECUTION SYSTEM „TO GO“
79
Gleichermaßen komfortabel ist der ortsungebundene MES-Ein-satz im Bereich der Werkerselbstkontrolle. Hier kann der „mo-bile Zugriff“ auf die elektronische Fehlersammelkarte, die SPC-Regelkarte oder das Hallenlayout von GUARDUS MES den gesamten Prüfverlauf massiv beschleunigen. Abweichungen in der Linie werden über die intuitive Touch-Screen-Oberfläche des Tablet-Computer an Ort und Stelle erkannt beziehungsweise er-fasst und stehen umgehend zur Auswertung bereit. Die Analyse von Kennzahlen ist ebenfalls ein effizientes Einsatzgebiet mobi-ler Endgeräte. Der Anwender ruft das MES-Kennzahlen-Cockpit auf und lässt sich die für ihn relevanten Key Performance In-dicators am Bildschirm anzeigen - während einer Besprechung vor Ort beim Kunden oder Lieferanten, im Shopfloor oder bei einem Audit.
Terminal-Server Architektur oder virtuelle Desktop Infrastruktur
Viele Industrieunternehmen verfügen bereits heute über die technische Infrastrukturen, um Unternehmensdaten ohne lo-kale Software- und Datenhaltung bereitzustellen. Eine weit verbreitete Systemtechnologie ist dabei die Terminal-Server-Ar-chitektur. Das Prinzip: Über so genannte Sessions versorgt eine zentralisierte IT-Infrastruktur (Host-System) die angeschlosse-nen Client-Computer (Terminals) mit Anwendungsprogrammen (z.B. MES-, ERP- PLM-Systeme), inklusive deren Funktionen und Daten. Die Terminals stellen die angebotene Information grafisch dar, wobei alle Tastatur- oder Mauseingaben direkt an den Host zurückgespielt werden. Die gesamte Ausführung von
Software-Anwendungen sowie die Datenspeicherung findet so-mit ausschließlich auf dem Host-System statt.
So gut der Terminal-Server-Ansatz klingt, hat er dennoch seine Tücken, wenn es um Mobile Computing geht. Auf jedem Endge-rät muss ein Terminal-Server-Client installiert sein, damit es sich am Netzwerkverbund beteiligen kann. Dieser Client verlangt ein Windows- oder Linux-basiertes Betriebssystem, so dass sich die Flexibilität bei der Wahl der Endgeräte massiv einschränkt. Dieser Nachteil lässt sich mit einem weiterführenden Techno-logie-Ansatz lösen: virtuelle Desktop Infrastrukturen (VDI). Die technische Funktionsweise einer VDI ist ähnlich der Ter-minal-Server-Architektur mit dem Unterschied, dass keine Cli-ent-Software benötigt wird. Auf diese Weise kann der Anwender beliebige Endgeräte nutzen - sei es ein Laptop, ein Smartphone oder ein Tablet-Computer. In einer zentralen IT-Umgebung wer-den die PC-Arbeitsplätze mit allen Programmen, Daten und Zu-griffsberechtigungen für jeden Benutzer beziehungsweise eine organisatorische Rolle vorkonfiguriert und nach erfolgreicher Authentifizierung von Hardware und User via Internet auf das gewünschte Endgerät übertragen. Das Ergebnis: Der Anwender hat seinen gesamten Rechner mit der vollen Funktions- und Da-tentiefe seiner Anwendungen immer und überall bei sich - ohne ein Stück Software oder ein Byte an Daten auf seinem Endgerät vorzuhalten oder die Bedienung einer neuen mobilen Anwen-dung erlernen zu müssen.
Ein weiterer Vorteil virtueller Desktop Infrastrukturen zeigt sich darin, dass sie den Zeit- und Geldaufwand für IT-Administra-tion, Neu- und Ersatzbeschaffungen von Hardware sowie den Support deutlich absenken. Darüber hinaus steigt die Datensi-cherheit und -integrität dank der zentralen Datenhaltung an. Es gilt jedoch, wie bei jeder innovativen Technik, die Grenzen eines sinnvollen Einsatzes zu bedenken. Kritische Faktoren im Bereich virtualisierter IT-Umgebungen sind neben der notwen-digen Hochverfügbarkeit der zentralen IT beispielsweise die Er-gonomie. Eine komplexe Unternehmensanwendung auf einem Smartphone aufzurufen ist sicher möglich, doch ob dies sinnvoll ist, bleibt dahingestellt. Auch die Erfassung großer Datenmen-gen kann auf Touch-Screen-Oberflächen durchaus zur Heraus-forderung werden. Somit ist es wichtig, den Einsatzzweck einer „to-go“ Unternehmensanwendung klar zu definieren, damit die Mobilität und die damit einhergehende Echtzeit in der Daten-bereitstellung spürbaren Mehrwert bringt. Moderne MES-Lö-sungskonzepte, wie die der GUARDUS Solutions AG, unterstüt-zen bereits heute die benötigten Technologiestrukturen, so dass Unternehmen mit effizienten Werkzeugen bestens für die Zu-kunft gerüstet sind.

Competence Book - MES
ANWENDUNGEN - MES IN DER FERTIGUNGSINDUSTRIE
80
Maschinen einfach an MES anbinden:Universal Machine Connectivity for MES (UMCM)
MES-Systeme haben sich in der Ferti-gungsindustrie als wichtige Instru-mente für mehr Effizienz und mehr
Qualität etabliert. Neben der Generierung von Kennzahlen, Datenerfassung, Hilfestellung bei der Planung und Qualitätssicherung ist die Kommunikation zur Unternehmensleitebene und die Kommunikation zur Produktionse-bene eines der wichtigsten Elemente. War vor einigen Jahren die Kopplung zu ERP-Systemen noch eine hohe Kunst, so ist dies heute durch eine offenere Schnittstellenwelt und Standard-definitionen der ERP-Hersteller eher eine Stan-dardaufgabe.
Auftragsdaten vom ERP zum MES zu transfe-rieren und generierte Rückmeldungen zurück zu geben wird durch vielfältige Schnittstel-lenmöglichkeiten immer mehr zur Routine. Ganz anders verhält es sich nach wie vor bei der Kopplung zur eigentlichen Produktionsebene. An einfachen Maschinen, deren Steuerungen noch nicht mit Kommunikationsbausteinen ausgestattet sind, kann man heute immer noch
AUTOR: Prof. Dr.-Ing. Jürgen Kletti (MPDV Mikrolab GmbH) BILDER: MPDV Mikrolab GmbH www.competence-site.de/MES-UMCM
mit Hilfe von Kleinst-SPS ganz einfach Takt- oder Betriebssignale abgreifen und daraus wichtige MES-Informationen ableiten. Komplexere Maschinen und An-lagen haben üblicherweise speicherprogrammierbare Steuerungen, die über ge-eignete Kommunikationsbausteine verfügen. Diese beherrschen normalerweise eines oder mehrere der in der Industrie gängigen Busprotokolle oder auch Ether-netanschlüsse. In den letzten Jahren hat sich immer mehr die OPC-Schnittstelle als Verbindungselement zwischen Maschine, also Steuerung und MES-System, durchgesetzt. Damit hat sich jedoch nur ein Teil der Aufgabe vereinfacht. Dies ist vor allem vor dem Hintergrund wichtig, dass in der Vergangenheit viele prop-rietäre und maschinenspezifische Protokolle zu realisieren waren und diese Re-alisierung allein schon einen enormen Kostenblock darstellte. Mit OPC hat man ein gängiges Verbindungsmedium gefunden und damit eine Transportschicht realisiert. Übrig bleibt für die Frage der Kopplung die sogenannte Anwendungs-schicht, also die Definition einer Datenstruktur, die für den vorliegenden Fall ge-eignet scheint.
Die Situation wird oft noch missverstanden, weil man davon ausgeht, dass Schnittstellen wie OPC beide Aufgaben lösen, sowohl die der Transportschicht wie auch die der Anwendungsschicht. Es gibt eine ganze Reihe von Definitionen und Bemühungen um die Definition einer Anwendungsschicht. In der Geträn-keindustrie hat sich zum Beispiel der Weihenstephaner Standard etabliert. Für den allgemeinen Fall hat der VDI mit der Richtlinie VDI 5600, Blatt 3, eine Emp-fehlung für eine Datenstruktur zwischen MES und Maschine herausgebracht. Der VDMA arbeitet an einem vergleichbaren Dokument.
Zum Autor Prof. Dr.-Ing.Jürgen Kletti: Prof. Dr.-Ing. Jürgen Kletti, Jahrgang 1948, ist Gesellschafter und Geschäftsführer der MPDV Mikrolab GmbH, die er 1977 nach seinem Elektrotechnik-Studium mit dem Spe-zialfach „Technische Datenverarbeitung“ und der Promotion an der Universität Karlsruhe gründete. Bis heute hält Prof. Kletti Vorlesungen zur Unternehmensführung und ist Mit-glied in verschiedenen Fachgremien. Als Vorsitzender des VDI-Arbeitskreises MES ist er maßgeblich an der Gestaltung der VDI-Richtlinie 5600 beteiligt und im Jahr 2005 gründete er den MES-D.A.CH Verband, dem er heute noch vorsteht. Zudem ist Prof. Kletti Autor zahlreicher Fachbücher und Fachpublikationen in der Produktions- und IT-Fachpresse.
Mit mehr als 35 Jahren Erfahrung im Fertigungsumfeld zählt die MPDV Mikrolab GmbH nicht nur zu den führenden Lösungsanbietern von Manufacturing Executi-on Systemen (MES) sondern gilt auch als Vorreiter bei der Verbreitung des MES-Ge-dankens und engagiert sich in diesem Sinne in Fachverbänden wie z.B. VDI, VDMA, MESA und MES-D.A.CH. Darüber hinaus wurde MPDV als TOP100-Unternehmen ausgezeichnet und zählt somit zu den innovativsten Mittelständlern Deutschlands.
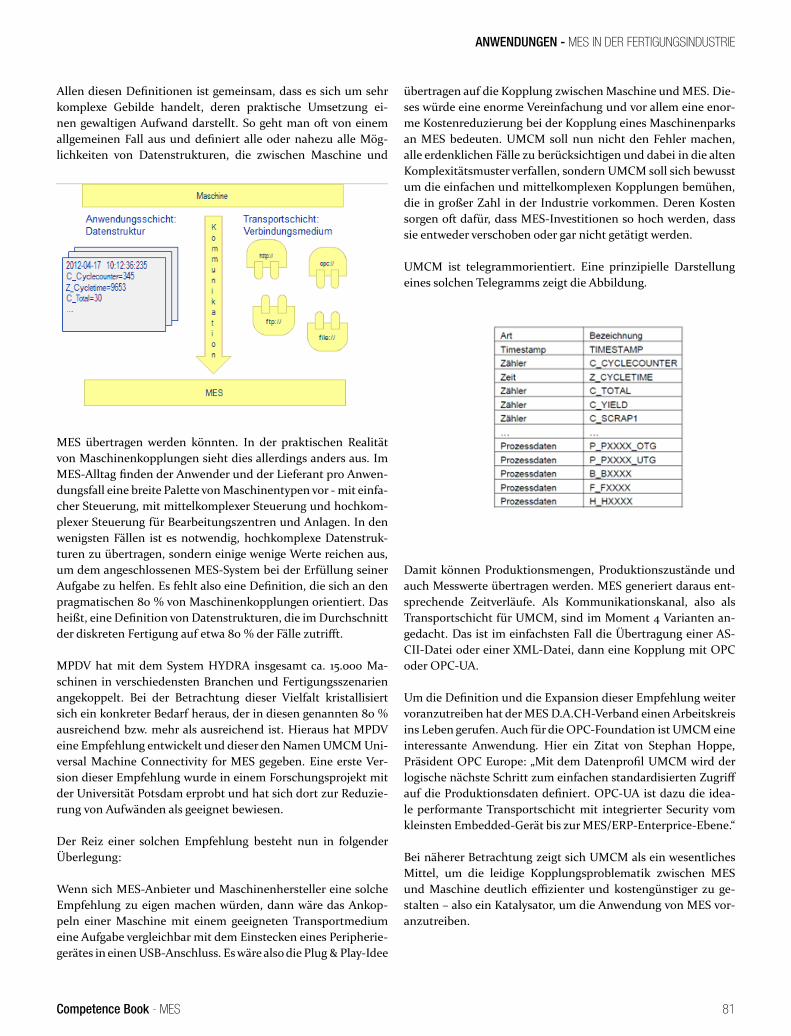
Competence Book - MES
ANWENDUNGEN - MES IN DER FERTIGUNGSINDUSTRIE
81
Allen diesen Definitionen ist gemeinsam, dass es sich um sehr komplexe Gebilde handelt, deren praktische Umsetzung ei-nen gewaltigen Aufwand darstellt. So geht man oft von einem allgemeinen Fall aus und definiert alle oder nahezu alle Mög-lichkeiten von Datenstrukturen, die zwischen Maschine und
MES übertragen werden könnten. In der praktischen Realität von Maschinenkopplungen sieht dies allerdings anders aus. Im MES-Alltag finden der Anwender und der Lieferant pro Anwen-dungsfall eine breite Palette von Maschinentypen vor - mit einfa-cher Steuerung, mit mittelkomplexer Steuerung und hochkom-plexer Steuerung für Bearbeitungszentren und Anlagen. In den wenigsten Fällen ist es notwendig, hochkomplexe Datenstruk-turen zu übertragen, sondern einige wenige Werte reichen aus, um dem angeschlossenen MES-System bei der Erfüllung seiner Aufgabe zu helfen. Es fehlt also eine Definition, die sich an den pragmatischen 80 % von Maschinenkopplungen orientiert. Das heißt, eine Definition von Datenstrukturen, die im Durchschnitt der diskreten Fertigung auf etwa 80 % der Fälle zutrifft.
MPDV hat mit dem System HYDRA insgesamt ca. 15.000 Ma-schinen in verschiedensten Branchen und Fertigungsszenarien angekoppelt. Bei der Betrachtung dieser Vielfalt kristallisiert sich ein konkreter Bedarf heraus, der in diesen genannten 80 % ausreichend bzw. mehr als ausreichend ist. Hieraus hat MPDV eine Empfehlung entwickelt und dieser den Namen UMCM Uni-versal Machine Connectivity for MES gegeben. Eine erste Ver-sion dieser Empfehlung wurde in einem Forschungsprojekt mit der Universität Potsdam erprobt und hat sich dort zur Reduzie-rung von Aufwänden als geeignet bewiesen.
Der Reiz einer solchen Empfehlung besteht nun in folgender Überlegung:
Wenn sich MES-Anbieter und Maschinenhersteller eine solche Empfehlung zu eigen machen würden, dann wäre das Ankop-peln einer Maschine mit einem geeigneten Transportmedium eine Aufgabe vergleichbar mit dem Einstecken eines Peripherie-gerätes in einen USB-Anschluss. Es wäre also die Plug & Play-Idee
übertragen auf die Kopplung zwischen Maschine und MES. Die-ses würde eine enorme Vereinfachung und vor allem eine enor-me Kostenreduzierung bei der Kopplung eines Maschinenparks an MES bedeuten. UMCM soll nun nicht den Fehler machen, alle erdenklichen Fälle zu berücksichtigen und dabei in die alten Komplexitätsmuster verfallen, sondern UMCM soll sich bewusst um die einfachen und mittelkomplexen Kopplungen bemühen, die in großer Zahl in der Industrie vorkommen. Deren Kosten sorgen oft dafür, dass MES-Investitionen so hoch werden, dass sie entweder verschoben oder gar nicht getätigt werden.
UMCM ist telegrammorientiert. Eine prinzipielle Darstellung eines solchen Telegramms zeigt die Abbildung.
Damit können Produktionsmengen, Produktionszustände und auch Messwerte übertragen werden. MES generiert daraus ent-sprechende Zeitverläufe. Als Kommunikationskanal, also als Transportschicht für UMCM, sind im Moment 4 Varianten an-gedacht. Das ist im einfachsten Fall die Übertragung einer AS-CII-Datei oder einer XML-Datei, dann eine Kopplung mit OPC oder OPC-UA.
Um die Definition und die Expansion dieser Empfehlung weiter voranzutreiben hat der MES D.A.CH-Verband einen Arbeitskreis ins Leben gerufen. Auch für die OPC-Foundation ist UMCM eine interessante Anwendung. Hier ein Zitat von Stephan Hoppe, Präsident OPC Europe: „Mit dem Datenprofil UMCM wird der logische nächste Schritt zum einfachen standardisierten Zugriff auf die Produktionsdaten definiert. OPC-UA ist dazu die idea-le performante Transportschicht mit integrierter Security vom kleinsten Embedded-Gerät bis zur MES/ERP-Enterprice-Ebene.“
Bei näherer Betrachtung zeigt sich UMCM als ein wesentliches Mittel, um die leidige Kopplungsproblematik zwischen MES und Maschine deutlich effizienter und kostengünstiger zu ge-stalten – also ein Katalysator, um die Anwendung von MES vor-anzutreiben.

CASE STUDIES &PRODUKTINFORMATIONEN

Competence Book - MES
Case Studies &Produktinformationen
Branchenübersicht
84 Präzisionsteile (Adam Ruppel / ISGUS) Von der Kugelschreibermine zum Kolben für die Formel 1
87 CNC-Fertigung (CPT Präzisionstech- nik / ccc software) Mobile Videoanalyse zur Reduzierung der Rüstzeiten
88 Maschinenbau (GEA Refrigeration / PSIPENTA) Mit mobiler Datenerfassung den Überblick behalten
90 Motorenbau (Cummins / Apriso) Cummins bringt seine Pro- duktion weltweit auf Touren – mit Apriso FlexNet
92 Pharma/Healthcare (Gerresheimer Regensburg / MPDV) Schneller, besser, wirtchaft- licher durch MES - MPDV unterstützt Gerresheimer Regensburg GmbH
94 Produktion (iTAC Software AG) MES für Supply-Chain-über- greifende Traceability in der Produktion
96 Metallverpackungsindustrie (Blechwarenfabrik Limburg / IBS AG) Aus Tradition innovativ
-- Diverse Branchen Weitere Case Studies und Produktinformationen unse- rer Partner
102 Informationsquellen
106 Unternehmen
114 Experten
126 Veranstaltungen
127 Glossar
INHALT
83
Competence Book - MES
CASE STUDIES - VOM KUGELSCHREIBER ZUM KOLBEN
84
Von der Kugelschreibermine zum Kolben für die Formel 1AUTOR: ISGUS GmbH BILD: Adam Ruppel Asbach GmbH www.competence-Site.de/Kugelschreiber-zum-Kolben
Drehen, Schleifen, Fräsen. Seit der Firmengründung im Jahr 1946 stehen bei der Adam Ruppel Asbach GmbH die Themen Präzision und Maßhaltigkeit im Mittelpunkt.
Als Unternehmer der 1. Stunde gründete Seniorchef Adam Rup-pel eine Messwerkzeugfabrik, die anfangs sogar Kugelschreiber-minen herstellte.
Die CNC-Technologie machte die Adam Ruppel GmbH schließ-lich auch für Global Player interessant. Ob es darum geht Wellen für Elektromotoren zu drehen, Teile für den Einbau in Hydrauli-kanlagen zu produzieren oder die Lohnfertigung für die großen Druckmaschinenhersteller zu übernehmen, die Adam Ruppel GmbH beliefert das „Who is who“ der deutschen Industrie, zum Beispiel Airbus, Bosch und manchmal sogar ein Formel 1-Team in Materialnot. Da neueste Fertigungstechnologien eine echt-zeitbasierte Anbindung an die Betriebsdaten- und Personalzei-terfassung brauchen, ist seit 2011 eine Partnerschaft mit dem IS-
GUS Vertriebszentrum Süd-West, Firma IVS Zeit und Sicherheit GmbH, entstanden, die heute für 126 Mitarbeiter ein hohes Maß an Transparenz in der IT-Landschaft der Adam Ruppel GmbH garantiert.
Die Herstellung von Präzisionsteilen folgt eigenen Gesetzen. Zweite Wahl gibt es nicht und lässt sich auch nicht verkaufen. Es gibt also nur Champions League oder Ausschuss. Deshalb hat man bei der Adam Ruppel Asbach GmbH nach einer Software ge-sucht, die Betriebsdatenerfassung, Zeiterfassung und Gehaltsab-rechnung komplett integriert abdeckt. Der entscheidende Tipp kam von ABAS, auf deren ERP-System man bei der ARA GmbH seit langem erfolgreich vertraut.
Zweigeteilte Produktion
Die Adam Ruppel Asbach GmbH steht auf zwei Beinen: „Es ist so, dass wir eine zweigeteilte Produktion haben. Zwei Drittel sind CNC-Drehteile und das andere Drittel sind die Lehren, die in der Messtechnik zum Einsatz kommen“, erklärt IT-Leiter Klaus Stahmann die Schwerpunkte des Unternehmens. So kommen die Messmittel der Adam Ruppel Asbach GmbH zum Beispiel aktuell zum Einsatz beim Bau des Airbus A 350. Eine besondere Bedeu-tung hat auch die Bestückung von Elektromotoren mit Wellen, die bei der ARA GmbH bis in den µm-Bereich geschliffen werden: Bis zu 18.000 Umdrehungen pro Minute sind hier gefordert. Die-ses Know-how wird stark nachgefragt. Präzisionsteile der ARA GmbH finden sich in Druckmaschinen, Autos und Hydraulikan-lagen.
Produktionszeit als KO-Kriterium
Zeiterfassung und BDE sind bei der ARA GmbH zwei Seiten der-selben Medaille. „Ich muss ja erst einmal wissen, der Mitarbeiter ist da, dann kann ich ihn buchen lassen, um hinterher genau zu wissen, wie lange unsere Präzisionsteile in der Produktion sind“, verdeutlicht IT-Leiter Klaus Stahmann den Zusammenhang zwi-schen Zeiterfassung und Betriebsdatenerhebung. Das seien die entscheidenden Fragen in der Kalkulation und Vorkalkulation: Ob für einen Arbeitsschritt fünf oder zehn Minuten benötigt werden, macht in der Endabrechnung einen gewaltigen Un-
Competence Book - MES
CASE STUDIES - VOM KUGELSCHREIBER ZUM KOLBEN
85
terschied. ZEUS® Zeiterfassung und BDE liefern hier in Echtzeit alle Daten für eine faktenbasierte Vor- und Nachkalkulation. Die seit langem bestehende Sys-tempartnerschaft zwischen der ABAS AG und IVS Zeit + Sicherheit GmbH gab den Ausschlag für die Investition in ein durchgängiges System mit passenden Schnittstellen. Entscheidungskriterien waren hier Know-how, Praxisnähe, Ser-vice-qualität und Referenzen in der Fertigungsindustrie.
Zeiterfassung und BDE-Rückmeldung
Im Dreischichtenbetrieb der ARA GmbH ist die ERP von ABAS das führende Sys-tem, denn ABAS generiert die Aufträge, die dann in der ZEUS® BDE protokolliert und zur Rückschreibung bereitgestellt werden. Über eine definierte Schnittstelle gelangen die Daten aus dem ERP-System zu den ZEUS® Modulen und umgekehrt: „Wenn ich beispielsweise in der ZEUS® BDE Betriebsaufträge lösche, wird das so-fort zurückgeschrieben an ABAS, auch Meldungen werden zurückgeschrieben an das ERP-System, ich habe also immer aktuelle Daten“, schildert IT-Leiter Klaus Stahmann die Vorteile der IVS-Lösung. So sei die Verkaufsabteilung der ARA GmbH immer im Bilde, wenn es darum geht Angebote zu konkretisieren und Liefertermine zu planen.
Stabile Datentransparenz
Der Star ist das Präzisionsteil bei der ARA GmbH. In welcher Produktionsphase ist es gerade, wie lange hat es dafür gebraucht und welche Arbeitsschritte muss es noch durchlaufen? Die hundertprozentige Rückverfolgbarkeit der einzelnen Pro-duktionsprozesse ist ein Meilenstein für die ARA GmbH, ob es um einen Prototyp oder um eine Großserie geht. Dank der der ZEUS® BDE lassen sich Fehlerquel-len in der Produktion sofort abstellen, zum Beispiel wenn die Produktionszeit oder die Ausschussquote vom Sollwert abweicht. „Ich kann mir einen Teilaspekt ansehen, ich kann mir eine Maschine aussuchen oder ich kann mir einen Mitar-beiter aussuchen und kann mir anschauen, was hat der heute gemacht“, skizziert IT-Leiter Klaus Stahmann den Leistungsumfang der der ZEUS® BDE.
Multifunktionsterminals für optimale Transparenz
Mit dem ZEUS® WebWorkflow können die Mit-arbeiter ihr persönliches Arbeitszeitjournal selbst verwalten: Urlaubsanträge stellen, Buchungen korrigieren und den aktuellen Stand seines Ar-beitszeitkontos einsehen. Ebenso kann der Mit-arbeiter sich im System vergewissern, ob er noch offene Aufträge hat, die noch zu bearbeiten sind. Das alles entweder am stationären Touchterminal mit dem IVS MFT- Client oder an einem mobilen Datenerfassungsterminal. Für die Zukunft plant die ARA GmbH die Integration des Ressourcen-planungssystems Etagis auf den IVS MFT- Ter-minals, so dass alle Mitarbeiter die benötigten Informationen daran erhalten und auch buchen können. Somit kann jeder Mitarbeiter selbst ent-scheiden, ob er sich einen Auftragsschein aus-druckt oder ob er lieber papierlos arbeitet.
Vereinfachte Lohnabrechnung
Die ZEUS® Zeiterfassung besitzt eine Schnittstel-le zu Lohn und Gehalt, die bei der ARA GmbH direkt zu DATEV führt. So ist jederzeit ein kom-fortabler Transfer der lohnbezogenen Mitarbei-terdaten gewährleistet. Die ARA GmbH hat bei aktuell 126 Mitarbeitern ZEUS® Lizenzen für 150 Mitarbeiter. Die Zeichen stehen also ganz klar auf Wachstum. „Unsere Kunden erwarten drei Din-ge von uns – faire Preise, höchste Qualität und absolute Liefertreue“, resümiert IT-Leiter Klaus Stahmann, worauf es im Markt für Präzisionstei-le ankommt.
Adam Ruppel Asbach GmbH

MES-Kompetenz: SALT Solutions GmbH
Ergänzung des SAP-Standards durch SALT Add-OnsNicht alle Detailanforderungen von Fertigungssteuerung und Qualitätssicherung sind durch Customizing abdeck-bar. Mit den SALT Add-Ons bieten wir release fähige und modifikationsfreie Ergänzungen des SAP-Standards, die sich im Alltag bei unseren Kunden bewähren.
Add-Ons für SAP bieten wir mit den Schwerpunkten:
n Lean Production
n Fertigungsleitstand und Feinplanung
n Betriebsdatenerfassung (BDE)
n Maschinendatenerfassung (MDE)
n Produktions- und Logistik-Cockpit
n Livedaten-Analyse und Manufacturing Intelligence
MES-Einführung beginnt in SAP ERPEin erfolgreiches MES-Projekt mit minimalen Risiken bedarf der Vorbereitung in SAP ERP. Dabei berücksichtigen wir die SAP-Funktionen in PP, MM, PM, QM und HR. Wir kümmern uns um Stamm daten und Rückmeldepunkte und sor-gen für einen Abgleich der Produktionsabläufe zwischen der ERP-Sicht und dem differenzierten Prozess bild in SAP Manufacturing Execution (ME).
Direkte Anbindung von Maschinen und AnlagenNeben der engen, ereignisorientierten Prozessintegrati-on des ERP binden wir die bestehenden Fertigungsan-lagen mit SAP Manufacturing Execution, SAP MII und SAP Plant Connectivity (SAP PCo) an. Mit vorkonfigu-rierten Schnittstellen-Adaptern inte grieren wir Linien- und Leitrechner ebenso wie einen heterogenen Park an Einzelmaschinen.
SALT Solutions GmbHGeschäftsfeld Produktion
Landsberger Straße 314 | 80687 München
Tel.: +49 89 589772-70 | Fax: +49 89 589772-7320
[email protected] | www.salt-solutions.de
MES mit 100 Prozent SAPSALT Solutions, Spezialist für IT-Lösungen und Systemintegration in der Industrie, bietet die Integration sämtli-cher Produktionsprozesse auf der SAP-Plattform. Unser Leistungsangebot umfasst die Einführungsplanung, das MES-Customizing, die Integration mit dem bestehenden ERP und die Anbindung von Maschinen und Anlagen. Bei der MES-Einführung unterstützen wir alle Projektphasen von der Migrationsplanung über die Mitarbeiterschulung bis hin zum flächendeckenden, internationalen Rollout. Auf Wunsch übernehmen wir Service und Betrieb rund um die Uhr.
KanbanHeijunka
Lean Production
01Nr. Art.-Nr. Typ Typ %
020304050607080910
76567996963425567564123536879007756086450932116450
0201003021
0,41,20,32,40,50,60,71,080,91,0
321232556349732321
Feinplanung
Leitstand
Maschinendaten
MDEPCO
MII
Betriebsdaten
BDEPCO
MII
PMMM
QMHR
PP
SAP ERP
Produktions-Cockpit
Analyse & KPI
SAP ME
Prozess-management
Produktionsver- und -entsorgung
SAP EWM
KONTAKT:
2013_11_az_mes-kompetenz_210x275_v1.indd 1 13.11.13 14:34

Competence Book - MES
MES-Kompetenz: SALT Solutions GmbH
Ergänzung des SAP-Standards durch SALT Add-OnsNicht alle Detailanforderungen von Fertigungssteuerung und Qualitätssicherung sind durch Customizing abdeck-bar. Mit den SALT Add-Ons bieten wir release fähige und modifikationsfreie Ergänzungen des SAP-Standards, die sich im Alltag bei unseren Kunden bewähren.
Add-Ons für SAP bieten wir mit den Schwerpunkten:
n Lean Production
n Fertigungsleitstand und Feinplanung
n Betriebsdatenerfassung (BDE)
n Maschinendatenerfassung (MDE)
n Produktions- und Logistik-Cockpit
n Livedaten-Analyse und Manufacturing Intelligence
MES-Einführung beginnt in SAP ERPEin erfolgreiches MES-Projekt mit minimalen Risiken bedarf der Vorbereitung in SAP ERP. Dabei berücksichtigen wir die SAP-Funktionen in PP, MM, PM, QM und HR. Wir kümmern uns um Stamm daten und Rückmeldepunkte und sor-gen für einen Abgleich der Produktionsabläufe zwischen der ERP-Sicht und dem differenzierten Prozess bild in SAP Manufacturing Execution (ME).
Direkte Anbindung von Maschinen und AnlagenNeben der engen, ereignisorientierten Prozessintegrati-on des ERP binden wir die bestehenden Fertigungsan-lagen mit SAP Manufacturing Execution, SAP MII und SAP Plant Connectivity (SAP PCo) an. Mit vorkonfigu-rierten Schnittstellen-Adaptern inte grieren wir Linien- und Leitrechner ebenso wie einen heterogenen Park an Einzelmaschinen.
SALT Solutions GmbHGeschäftsfeld Produktion
Landsberger Straße 314 | 80687 München
Tel.: +49 89 589772-70 | Fax: +49 89 589772-7320
[email protected] | www.salt-solutions.de
MES mit 100 Prozent SAPSALT Solutions, Spezialist für IT-Lösungen und Systemintegration in der Industrie, bietet die Integration sämtli-cher Produktionsprozesse auf der SAP-Plattform. Unser Leistungsangebot umfasst die Einführungsplanung, das MES-Customizing, die Integration mit dem bestehenden ERP und die Anbindung von Maschinen und Anlagen. Bei der MES-Einführung unterstützen wir alle Projektphasen von der Migrationsplanung über die Mitarbeiterschulung bis hin zum flächendeckenden, internationalen Rollout. Auf Wunsch übernehmen wir Service und Betrieb rund um die Uhr.
KanbanHeijunka
Lean Production
01Nr. Art.-Nr. Typ Typ %
020304050607080910
76567996963425567564123536879007756086450932116450
0201003021
0,41,20,32,40,50,60,71,080,91,0
321232556349732321
Feinplanung
Leitstand
Maschinendaten
MDEPCO
MII
Betriebsdaten
BDEPCO
MII
PMMM
QMHR
PP
SAP ERP
Produktions-Cockpit
Analyse & KPI
SAP ME
Prozess-management
Produktionsver- und -entsorgung
SAP EWM
KONTAKT:
2013_11_az_mes-kompetenz_210x275_v1.indd 1 13.11.13 14:34
CASE STUDIES - MOBILE VIDEOANALYSE
87
Mobile Videoanalyse - zur Reduzierung der Rüstzeiten
CPT Präzisionstechnik setzt zur Kostensenkung durch Rüstzeitreduzierung auf ein mobiles Videoanalysesys-tem der ccc software gmbh.
Qualität, Schnelligkeit und höchste Präzision haben für die CPT Präzisionstechnik GmbH in Chemnitz oberste Priorität. Die Zufriedenheit der Kunden ist für den Produzenten von Präzisi-onsteilen, der sowohl neben mittleren Stückzahlen zunehmend auch kleine Losgrößen und Prototypen fertigt, sehr wichtig. Da-her hat sich das auf CNC-Dreh- und CNC- Frästeile spezialisierte Unternehmen auch für die Zusammenarbeit mit der ccc software gmbh entschieden.
Optimierung durch Systematisierung mittels SMED
Das SMED-Verfahren (Single Minute Exchange of Die) stammt aus der Automobilindustrie und wurde von Shigeo Shingo ent-wickelt, der maßgeblich an der Entwicklung des Toyota-Pro-duktionssystem (TPS) beteiligt war. SMED misst den Stillstand der Maschinen vom letzten Gutteil des alten Fertigungsloses bis zum ersten freigegebenen Gutteil des neuen Fertigungsloses. Die ermittelten Stillstandszeiten der Maschinen für den Produk-tionswechsel werden hinsichtlich des Ablaufs, der Schrittfolgen und des jeweiligen Zeitbedarfs detailliert und umfassend doku-mentiert. Diese Daten bilden die Grundlage der Analyse der vor-handenen Verbesserungspotentiale.
Ansätze für eine deutliche Zeitverkürzung liegen in der Tren-nung von bestehenden Rüstvorgängen und zwar in solche, die nur bei Stillstand (intern) bzw. ohne Stillstand der Maschine (extern) ausgeführt werden können und in der Überführung von internen in externe Rüstvorgänge. Zudem sind auch Potentiale im Hinblick auf eine Standardisierung von Rüstvorgängen vor-handen sowie bei der Beseitigung von Justierungen und einer Parallelisierung von Rüstvorgängen. Diese Potentiale zu identi-fizieren, ist die Aufgabe der SMED-Methode , die besonders ef-fizient durch die mobile Videoanalyse der CCC Software GmbH unterstützt wird
Auf der Suche nach konkreten Verbesserungsmaßnahmen
Die einzelnen Abläufe innerhalb des Rüstprozesses wurden im Hause CPT im Team mit Experten aus der Produktion bespro-chen und mit den Vorgaben abgeglichen, um im Detail Potenti-ale für Zeiteinsparungen zu identifizieren. So hat man beispiels-weise festgestellt, dass der mit dem Rüstvorgang beauftragte Mitarbeiter längere Zeit außerhalb des Rüstplatzes beschäftigt war, konnte diese Tätigkeiten analysieren und bei der Neugestal-tung des Rüstens parallel zur noch laufenden Produktion planen, also zeitlich vorverlegen. „Allein eine derartige Neuorganisation des Prozesses wirkt sich bereits spürbar auf eine Verkürzung der Rüstzeit aus. Sämtliche Potentiale für eine Rüstzeitoptimierung zu nutzen, wird unsere Kosten senken und uns einen Vorteil im Wettbewerb verschaffen“, erklärt Carmen Ahnert, Geschäftsfüh-rerin von CPT. Die Videoanalyse ergänzt somit das Verfahren der methodischen Verringerung der Rüstzeiten um wertvolle Infor-mationen. Erforderliche Veränderungen werden priorisiert und schrittweise umgesetzt.
Sicherstellung des vorhandenen Know-hows und Qualifizierung der Mitarbeiter Das Videomaterial lässt sich darüber hinaus zu Trainingszwe-cken einsetzen. Die Mitarbeiter können sich die aufgezeichneten und optimierten Abläufe immer und immer wieder anschauen und sie sich auf diese Weise einprägen. Das Wissen von erfahre-nen Mitarbeitern bleibt erhalten und kann effizient an neue Mit-arbeiter weitergegeben werden, wenn Einrichter das Unterneh-men verlassen. Der oftmals hinzunehmende Know-how Verlust wird vermieden. Zusätzlich lässt sich das Videomaterial auch zu Aus-und Weiterbildungszwecken einsetzen.
AUTOR: ccc software gmbh
Competence Book - MES
CASE STUDIES - MOBILE DATENERFASSUNG
88
Mit mobiler Datenerfassung den Überblick behalten
Kälte ist in vielen Fällen notwendig, um Lebensmittel haltbarer zu machen, Bürogebäude zu klimatisieren oder wenn es sein muss, Schnee in der Wüste zu erzeugen. Dies kann mit Schrau-ben- oder Kolbenverdichtern, Kältekompressoren, Flüssigkeits-kühlsätzen, Wärmepumpen oder Chillern geschehen. Die GEA Group ist weltweit einer der größten Anbieter von Maschinen und Prozesstechnik vor allem für die Nahrungsmittel- und Ener-giebranche. Die rund 24.500 Mitarbeiter der GEA Group erwirt-schafteten im Geschäftsjahr 2012 einen Konzernumsatz von rund 5,7 Milliarden Euro. Davon erzielte der Geschäftsbereich GEA Refrigeration Technologies einen Umsatz von 695 Mio. Euro.
Die Kältemaschinen der schon 1950 gegründeten Kühlautomat Berlin GmbH kühlen inzwischen viele Verteil- und Logistik-zentren aller großen Discounter, klimatisieren Flughäfen und Skihallen in der Wüste. Einer der weltweit führenden Hersteller von Schraubenverdichtern und Kälteanlagen für die Lebensmit-telindustrie wurde 1994 vom GEA-Konzern in die Sparte Refri-geration Technologies aufgenommen. 1999 kam die Ilka Mafa Kältemaschinenbau GmbH, ein Werk für Kolben- und Schrau-benverdichter-Flüssigkeitskühlsätze dazu. Heute sind an den Standorten Berlin und Halle / Saale 250 Mitarbeiter beschäftigt.
Serienfertigung von Unikaten Als einer der ersten Kunden der PSIPENTA Software Systems GmbH führte das Unternehmen im Herbst 1993 das Fertigungs-planungssystem PIUSS-O ein, mit der man Stücklisten für den
Anlagenbau verwalten konnte. „Das hat uns sehr geholfen, einen modernen Produktionsdurchlauf zu organisieren und wettbe-werbsfähig zu bleiben“, sagt Systembetreuerin Anja Ritter. Ende der 1990er Jahre erfolgte dann bei GEA Refrigeration Germany der Umstieg auf das Nachfolge-ERP-System PSIpenta.
Noch heute ist die wesentliche Aufgabe des ERP-Systems, die Fertigungsstücklisten individuell an die Kundenanlage anzupas-sen. „Wir bauen 22 verschiedene Verdichter und pflegen mehr als 1.600 Grunddaten-Stücklisten“, sagt Anja Ritter, bei GEA Refrigeration Germany verantwortlich für die Systembetreu-ung des ERP-Systems. Manche von ihnen enthalten mehr als 500 verschiedene Teile und werden damit so komplex, dass sie bis zu zehn verschiedene Unterebenen enthalten. Und da kein Verdichter dem anderen gleicht, müssen diese Daten noch an den jeweiligen Auftrag individuell angepasst werden. „Obwohl unsere Aggregate modular aufgebaut sind, haben wir so viele individuelle Besonderheiten, dass wir von der Serienproduktion von Unikaten sprechen können“, stellt Anja Ritter fest. „Beson-ders bei den Bestellvorschlägen muss man sich darauf verlassen können, dass diese Grunddaten sehr gut gepflegt sind.“ Und hier spielt das fertigungsnahe Planungssystem PSIpenta seine Stär-ken gegenüber anderen ERP-Systemen aus. „So viele Varianten lassen sich schlecht in SAP verwalten.“, erklärt die Systembetreu-erin. PSIpenta verfügt über SAP-Schnittstellen wie HR-PDC und PP-PDC, mit denen es einfach ist, die Bestands- und Fertigungs-planung in PSIpenta auszuführen und die Aufträge nach ihrer Erledigung zurück an SAP zu melden. „Gerade diese Produkti-onsnähe macht die Stärke von PSIpenta aus“, sagt Anja Ritter.
AUTOR: Beate Wesenigk (PSIPENTA Software Systems GmbH) www.competence-site.de/Mobile-Datenerfassung
Immer mehr Unternehmen erfassen ihre Daten dort, wo sie tatsächlich anfallen. Als Bestandteil der Betriebs-datenerfassung kann das Modul PSIpenta/Mobile von PSIPENTA Software Systems GmbH zur mobilen Da-tenerfassung vollständig in die bestehenden ERP-Systemprozesse der Kunden integriert werden. Die Mitar-beiter von GEA Refrigeration Germany in Berlin haben damit den Produktionsdurchlauf modernisiert und neu organisiert.

Competence Book - MES
CASE STUDIES - MOBILE DATENERFASSUNG
89
Für die Auftragsabwicklung verwendet der Vertrieb einen eigenen Produktkonfi-gurator, der ausgelagerte Stücklisten von PSIpenta enthält. Hier wird eine erste grobe Konfiguration angelegt, die dann wieder in PSIpenta eingespielt wird. Nach Auftragsbestätigung bekommt der Auf-trag eine Fertigungsrückmeldenummer, der Konstrukteur detailliert die Stückliste und leitet sie an die Arbeitsvorbereitung weiter. Einkauf, Arbeitsvorbereitung und Fertigungsplanung stimmen sich ab, wann der Auftrag eingegliedert und produziert wird. „Wir bauen zwar unsere Verdichter in ein bis zwei Tagen zusam-men, aber bei großen Gussteilen und vor allem bei Motoren brauchen wir einen Bestellvorlauf von sechs Wochen bis zu einem halben Jahr“, sagt Anja Ritter. Bei Lieferschwierigkeiten prüft das System , ob man sich mit einem Dummy-Teil be-helfen kann, das dann später ersetzt wird oder ob der Kunde benachrichtigt werden muss, dass sich die Auslieferung verzö-gert. Vorkonfigurierte Abfragen zeigen offene Bestellungen und Reservierungen an und ein Artikeljournal zeichnet die gesamte Fertigungshistorie auf. Dies ist wichtig, damit man im Fehlerfall gezielt Rückrufaktionen starten kann.
Mobile Barcode-Scanner liefern In-formationen
Seit der Einführung der PSIpenta Be-triebsdatenerfassung (BDE) sind auch Barcode-Scanner in den verschiedenen Abteilungen angeschlossen. „Die Ware direkt am Eingang zu buchen, ist eine we-sentliche Erleichterung“, sagt Anja Ritter. Damit sei die Zuordnung der Teile schnel-ler und sicherer sowie die Verwechs-lungsgefahr geringer. Die Erfassung, Auswertung und Archivierung der Daten geschieht über das Modul PSIpenta mobi-le sowohl online als auch offline. Wichtig sei vor allem, die Daten dort zu erfassen, wo sie anfallen - also beim Wareneingang und im Lager, sagt Anja Ritter. Die Bar-code-Scanner stecken in einer Halterung auf dem Gabelstapler, sind über WLAN mit dem ERP-System verbunden und kön-nen die Informationen an jedem beliebi-gen Punkt im Werk abrufen. „Allerdings buchen wir Sammelentnahmen direkt im
System, denn dies hat sich als schneller erwiesen als die Einzelbuchung am Lager-platz über WLAN“, erklärt Anja Ritter. Der Lagerverwalter fährt die einzelnen Positi-onen der Stückliste ab, verstaut die Teile in mehreren Gitterboxen und fährt sie an die entsprechenden Montageplätze. Die Daten werden beim Verlassen des Netzes automatisch zwischengespeichert und beim Wiedereintritt ins Netz synchroni-siert. Auf diese Weise hat der Lagerver-walter immer einen aktuellen Überblick über Lagerbestände und Materialbewe-gungen. Auf dem Scanner werden Artikel-nummern und -journale angezeigt sowie Fragen beantwortet, wer welche Menge von welchen Artikeln in einer Baugruppe verwendet. Dies geschieht mittels Report aus der Rückmeldenummer.
Sollte sich in der Produktion herausstel-len, dass ein Teil fehlerhaft oder falsch ge-bucht ist, dann scannt der Lagerarbeiter in Zusammenarbeit mit dem Vorarbeiter die entsprechende Stücklistenposition und führt das defekte Teil zurück ins La-ger. Der kleine Bildschirm des Scanners zeigt die entsprechenden Bestandsin-formationen. Interessant sind die Hand-held-Geräte auch für die QS-Mitarbeiter. Das Qualitätsmanagement kann anhand der Wareneingangsnummern auf den Lieferscheinen die entsprechenden Zer-tifikate für die Kundendokumentation in PSIpenta und der angehängten Accessda-tenbank hinterlegen - damit Sie später bei der Dokumentation der entsprechenden Anlage beigelegt werden kann. Bisher wurde dies alles doppelt erfasst. Die Fer-tigungsstücklisten dienen auch systemin-tern für die Verwaltung der Maschinen-dokumentation. In der Datenbank sind entsprechende Übersetzungstabellen für jede Landessprache und Bilder hinterlegt. Über Zusatzbezeichnungsfelder
können von PSIpenta aus Kennzeichen ausgelesen und einer Access-Datenbank übergeben werden, die dann ihrerseits auf die richtigen Ordner mit den Bildern zugreift. Der Sachbearbeiter für die Do-kumentation muss dann nur noch alles ausdrucken und bereitlegen.
Ausblick
Zukünftig soll die BDE auch aktuelle In-formationen über den Zustand in der Fertigung hinsichtlich der Fertigungs-aufträge, Arbeitsplätze oder Maschinen liefern. Hierzu unterstützt PSIpenta BDE die Erfassung aller Ereignisse, die für den Auftragsfortschritt und die betriebliche Kostenrechnung von Bedeutung sind. Anhand der Rückmeldenummer und des Fertigungsjournals kann auch angezeigt werden, wie die Materialbereitstellung ablief. „Mit der Einführung des BDE-Sys-tems sehen wir jetzt besser, welche Pro-zesse man optimieren kann“, sagt Anja Ritter. „Bisher buchten wir im Verdich-terbau Sollstunden gleich Iststunden. Mit dem System haben wir jetzt auch für die Sonderausführungen eine exaktere Kalkulationsgrundlage.“ Auf der Agen-da der Kältetechniker stehen noch die Einführung eines Fertigungsleitstands und die Anbindung der Maschinen an das BDE-System. Damit lassen sich die Maschinenstunden exakt erfassen. Dies schafft dann einen besseren Blick auf den Fertigungsprozess und öffnet das Tor zu einer neuen Fertigungsteuerung.

Competence Book - MES
CASE STUDIES - APRISO FLEXNET
90
Cummins bringt seine Produktion weltweit auf Touren – mit Apriso FlexNet
Die Nachfrage nach Produkten, die bei geringerem Kraftstoffver-brauch und niedrigeren Emissio-
nen mehr Energie erzeugen, lässt sich nur durch Produktinnovation und technolo-gischen Fortschritt decken. Der immer schneller werdende Wandel erfordert ein nie dagewesenes Maß an Flexibilität in der Fertigung auf globaler Ebene. Effizi-enz in der Produktion, absolut fehlerfreie Produkte und die Unterstützung einer möglichen Expansion auf neuen Märkten sind die vordringlichen Zielsetzungen. Als ein in etwa 190 Ländern agierender Branchenführer im Bereich Motorenbau und Energiegewinnung ist sich Cummins
AUTOR: Apriso GmbH www.competence-site.de/mes/Cummins-bringt-seine-Produktion-weltweit-auf-Touren-Apriso-FlexNet
bewusst, was das hohe Innovationstempo für die Steuerung des künftigen Unter-nehmenswachstums bedeutet. Um die-ses Wachstum mit einem ganzheitlichen, konzernweiten Konzept zu unterstützen, wandte sich Cummins an den Produk-tionssoftware-Anbieter Apriso: Mit der Lösung FlexNet sollte Transparenz und Steuerung der Produktion in allen Wer-ken weltweit verbessert werden.
Bis hin zur Einzelfertigung
Cummins setzt Apriso FlexNet, ein Ma-nufacturing Execution-System (MES), an seinen Standorten rund um den Globus
ein, um die Fabrikation von Maschinen und Motoren sowie die damit verbunde-nen Komponententechnologien zu steu-ern. Die heterogenen Altsysteme wichen FlexNet, einer einheitlichen Lösung, die das gesamte Spektrum der Komponen-tenherstellung – von der Kundenauf-trags- bis hin zur Lagerfertigung – effek-tiv abdeckt und den Anforderungen aller Werke weltweit gerecht wird. Die automa-tische Synchronisierung dieser Prozesse gewährleistet nicht nur eine genaue Qua-litätskontrolle, sondern auch eine höhere Effizienz und Produktivität in der Ferti-gung – und somit Wettbewerbsvorteile.
Beschleunigte globale Produkteinführung
Da der Motorenhersteller auch auf neu-en Märkten nach Wachstumsmöglich-keiten sucht, schlägt sich eine schnelle Einführung neuer, möglichst fehlerfreier Produkte auch in höheren Gewinnen und Wettbewerbsvorteilen nieder. Durch den Einsatz von Apriso FlexNet als Plattform zur globalen Fertigungssteuerung kann Cummins die Zeit von der Entwicklung bis zur Einführung von Produktneuheiten verkürzen. Hierzu nutzt der Konzern die mehrsprachige einheitliche Geschäftspro-zessplattform, über die fertigungsbezoge-ne elektronische Arbeitsanweisungen mit integrierten Multimedia-Darstellungen verschickt werden können. Die produk-tionsbegleitende Fehlerprüfung und die umfangreichen Rückverfolgungsfunkti-onen, die FlexNet zu bieten hat, ermög-lichen eine rasche Ursachenanalyse und -beseitigung.
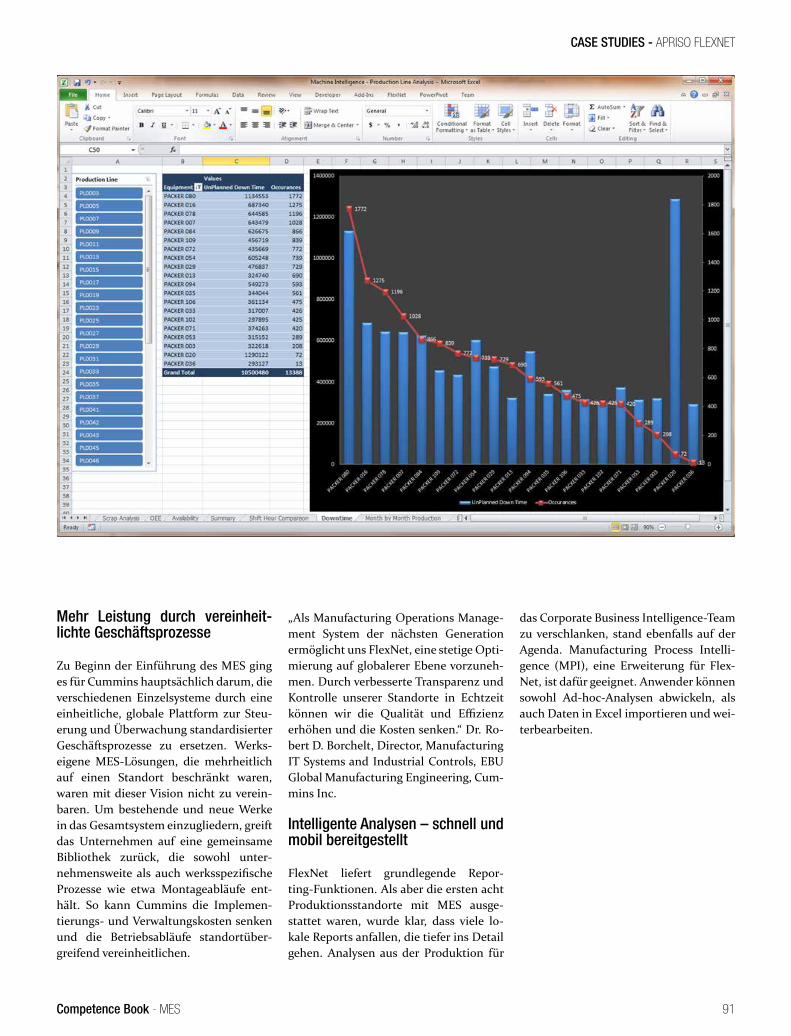
Competence Book - MES
CASE STUDIES - APRISO FLEXNET
91
Mehr Leistung durch vereinheit-lichte Geschäftsprozesse
Zu Beginn der Einführung des MES ging es für Cummins hauptsächlich darum, die verschiedenen Einzelsysteme durch eine einheitliche, globale Plattform zur Steu-erung und Überwachung standardisierter Geschäftsprozesse zu ersetzen. Werks-eigene MES-Lösungen, die mehrheitlich auf einen Standort beschränkt waren, waren mit dieser Vision nicht zu verein-baren. Um bestehende und neue Werke in das Gesamtsystem einzugliedern, greift das Unternehmen auf eine gemeinsame Bibliothek zurück, die sowohl unter-nehmensweite als auch werksspezifische Prozesse wie etwa Montageabläufe ent-hält. So kann Cummins die Implemen-tierungs- und Verwaltungskosten senken und die Betriebsabläufe standortüber-greifend vereinheitlichen.
„Als Manufacturing Operations Manage-ment System der nächsten Generation ermöglicht uns FlexNet, eine stetige Opti-mierung auf globalerer Ebene vorzuneh-men. Durch verbesserte Transparenz und Kontrolle unserer Standorte in Echtzeit können wir die Qualität und Effizienz erhöhen und die Kosten senken.“ Dr. Ro-bert D. Borchelt, Director, Manufacturing IT Systems and Industrial Controls, EBU Global Manufacturing Engineering, Cum-mins Inc.
Intelligente Analysen – schnell und mobil bereitgestellt
FlexNet liefert grundlegende Repor-ting-Funktionen. Als aber die ersten acht Produktionsstandorte mit MES ausge-stattet waren, wurde klar, dass viele lo-kale Reports anfallen, die tiefer ins Detail gehen. Analysen aus der Produktion für
das Corporate Business Intelligence-Team zu verschlanken, stand ebenfalls auf der Agenda. Manufacturing Process Intelli-gence (MPI), eine Erweiterung für Flex-Net, ist dafür geeignet. Anwender können sowohl Ad-hoc-Analysen abwickeln, als auch Daten in Excel importieren und wei-terbearbeiten.

Competence Book - MES
CASE STUDIES - WIRTSCHAFTLICHER DURCH MES
92
Schneller, besser, wirtschaftlicher durch MES MPDV unterstützt Gerresheimer Regensburg GmbHAUTOR: Dipl.-Ing. Rainer Deisenroth (MPDV Mikrolab GmbH) BILD: Gerresheimer www.competence-site.de/MES-Gerresheimer
Die Firma Gerresheimer Regensburg GmbH ist Teil der weltweit operierenden Gerresheimer Gruppe, die in der Pharma und Healthcare Industrie tätig ist und dem Ge-
schäftsfeld Medical Plastics System angehört. Rund 1700 Mitar-beiter arbeiten in dem deutschen Werk in Pfreimd und in wei-teren Werken in Tschechien, der Schweiz, in den USA, Brasilien und China.
Als Full-Service-Anbieter übernimmt Gerresheimer Medical Plastic Sytems alle Stufen der Wertschöpfungskette von der Pla-nung bis zum verkaufsfähigen, CE-gekennzeichneten Produkt und bietet somit Produktentwicklung, Engineering, Werkzeug-bau, Sondermaschinenbau, Groß- und Kleinserienproduktion (auch im Reinraum) unter FDA-/GMP-Bedingungen, Produkt-veredelungen, manuelle, teilautomatisierte und vollautomati-sierte Montage sowie, Verpackung und Logistik aus einer Hand.
Schneller, besser, wirtschaftlicher durch MES
Spitzenleistungen sind heute ohne eine leistungsfähige und un-ternehmensweite Datenverarbeitung nicht mehr möglich. Nur wenn alle benötigten Informationen den Mitarbeitern und Ent-scheidern problemlos, jederzeit und überall zur Verfügung ste-hen, kann eine Produkt- und Servicequalität erbracht werden, die sich im globalen Wettbewerb behauptet. Gewachsene Soft-warestrukturen, bei denen zahlreiche Einzellösungen für unter-schiedliche Aufgaben oder Standorte durch noch mehr indivi-duell programmierte Schnittstellen miteinander verzahnt sind, können diesen Anforderungen nicht gerecht werden. Auf der Ebene des Enterprise Resource Planning (ERP) haben sich da-her längst integrierte Softwarelösungen durchgesetzt, bei denen alle Elemente unternehmensweit ineinander greifen. Unterhalb dieser Ebene, im Bereich der Manufacturing Execution Systeme (MES), mit denen die Fertigung gesteuert und überwacht wird, findet sich dagegen häufig noch Optimierungspotential.
Entscheidung für „Mehr Effizienz, mehr Serviceleistung“
Im Februar 2005 entschloss sich die Gerresheimer Regensburg GmbH, die Effizienz der Fertigung und die Kundenfreundlichkeit ihrer Serviceleistungen durch die Einführung eines unternehmens-weiten Manufacturing Execution Systems (MES) weiter zu steigern sowie ihre Markt- und Technologieführerschaft für innovative
Kunststoffsysteme weiter auszubauen. „Die Wahl ist auf MPDV ge-fallen, da es sich bei dem MES-System HYDRA um ein integriertes, modular aufgebautes System handelt, das die Belange aller Pro-duktionsprozesse abdeckt“, so Martin Herold MES-Projektverant-wortlicher bei Gerresheimer Regensburg. Ende September 2005 fiel dann der Startschuss für die Einführung des MES-Systems HYDRA in Pfreimd.
Mittlerweile ist HYDRA nun an allen Standorten im Einsatz und unterstützt die produktionsnahen Mitarbeiter bei der täglichen Arbeit. Ziel war es unter anderem, mit der Einführung eines MES Managementkennzahlen zu erhalten, die die Informationsgüte er-höhen. Zusätzlich sollten auch die Mitarbeiter bei der Dokumenta-tions- und Nachweispflicht unterstützt und der Produktionsablauf erleichtert werden. Erst durch den Einsatz von HYDRA kann das Unternehmen den ständig steigenden Anforderungen der Kunden bzgl. konkurrenzfähiger Preise, das Einhalten von Lieferterminen und im Bereich der Dokumentationspflicht gerecht werden. Die Einsparpotenziale hat man genutzt, um die Ausbringung pro Kopf am Standort Deutschland weiter zu steigern und so die Zukunfts-perspektiven für die Mitarbeiter in Pfreimd langfristig zu sichern. Die modular strukturierte, integrierte Systemlösung der MPDV Mi-krolab GmbH dient als IT-Rückgrat für die Produktion und sorgt für Transparenz auf den unterschiedlichen Ebenen, vom Werker bis zum Werkleiter. Über HYDRA werden alle Stufen der Wert-schöpfungskette im Fertigungs- und Qualitätsbereich abgebildet.

Competence Book - MES
CASE STUDIES - WIRTSCHAFTLICHER DURCH MES
93
Tägliche Unterstützung durch HYDRA
Werksleiter, Produktionsleiter, Meister, Qualitätsprüfer, Werker und Mitarbeiter werden Tag für Tag mit zahlreichen Vorgängen konfrontiert, deren schnelle und richtige Bewertung unmittel-bare Auswirkungen auf den Produktionsprozess und die betei-ligten Ressourcen haben sowie nachgelagerte Tätigkeiten in der Verwaltung nach sich ziehen.
Bei Gerresheimer Regensburg trifft dies in besonderem Maße zu. Denn gerade im Bereich der Pharma und Healthcare Indust-rie werden hohe Anforderungen und somit gezielte Fragen an die Produzenten gestellt: Welche Prüfungen stehen an? Wurden die letzten Prüfungen vorschriftgemäß durchgeführt? Wurde bisher die ppm-Vereinbarung eingehalten? Wieviel Ausschuss wurde produziert? Worin lag die Ursache? Welches Material ist einge-flossen? Welche Chargen sind betroffen? Wie lange reicht das Material? Wann ist die nächste Wartung? Mit welcher Maschine und welchem Werkzeug wurde produziert? Welche Störungen sind aufgetreten? Wann ist der Auftrag fertig? Können wir den Liefertermin halten?
Bei der Beantwortung dieser Fragen spielt das MES-System HYDRA die zentrale Rolle. Dabei ist die integrierte Produktions-datenbank von HYDRA die Voraussetzung für den Rundumblick in der Fertigung. Nur durch diesen erhalten die Mitarbeiter von Gerresheimer in allen Unternehmensbereichen einen Überblick über die Ressourcen, die an der Fertigung beteiligt sind – un-abhängig davon, ob es sich um Personen, Maschinen, Aufträge, Werkzeuge, Material oder den Prozess im Ganzen handelt.
Lückenlose Überwachung der Betriebsdaten
Mit dem HYDRA-Modul Auftragsdatenerfassung überwacht Gerresheimer seine Aufträge –und zwar lückenlos. So zeigt zum Beispiel der Auftragsvorrat an, welche Aufträge zum Abarbeiten freigegeben sind und welche unterbrochen wurden. In der Vor-gabeliste werden dem Werker alle Aufträge direkt an den Ma-schinen angezeigt, die als nächstes produziert werden sollen. Durch Angabe der Komponente bzw. der Losnummer in Form eines Barcodes kann er den Auftrag in wenigen Sekunden an der Maschine anmelden und den Produktionsvorgang starten.
Der Auftragsfortschritt ist für die Mitarbeiter aus der Ferti-gung und der Qualitätssicherung jederzeit abrufbar und infor-miert zeitaktuell über den Fortschritt jedes einzelnen Auftrags. Weicht die Auftragsdauer aufgrund von Störungen von den aus dem übergeordneten ERP-System angegebenen Planwerten ab, wird das Auftragszentrum und der Produktionsleiter unter an-derem in der grafischen Plantafel des HYDRA-Leitstandes (HLS) auf die Verzögerungen aufmerksam gemacht. Planungskonflikte und Terminverletzungen, die daraus resultieren, können somit frühzeitig erkannt und korrigiert werden.
Mit Hilfe des Moduls Maschinendatenerfassung (MDE) über-wacht Gerresheimer seine Fertigungsmaschinen und -linien in mehreren Produktionsgebäuden rund um die Uhr. Störungen können entweder über sogenannten grafischen Maschinenpark, der in der Fertigung an zentral angebrachten LCD Monitore vi-sualisiert wird, oder direkt am Terminal in der Maschineninfo unmittelbar erkannt werden. In der Folge können zeitnah geziel-te Gegenmaßnahmen eingeleitet werden, um Produktionsaus-fälle und damit verbunden Verzögerungen zu minimieren. „Über diese offene Transparenz zu Produktions.- und Qualitätskenn-zahlen, haben wir ein hohes Bewusstsein und Verständnis der gesamten Belegschaft für unsere Unternehmensziele geschaffen. Für unser Unternehmen ist dies einer der Schlüssel zum Erfolg“ so Martin Herold, der Leiter des MES-Projektes bei Gerreshei-mer Regensburg.
Über Kennzahlen wie bspw. den Overall Equipment Effecti-veness Index (OEE) kann der Meister bzw. der Werksleiter die eingesetzten Maschinen oder die durchgeführten Aufträge ana-lysieren und ggf. Prozesspotenziale identifizieren, um zukünftig noch schneller, noch besser, noch wirtschaftlicher produzieren zu können.
Qualität von Anfang bis Ende
Und Qualität spielt beim „noch besser werden“ eine entschei-dende Rolle. Wie wichtig diese der Gerresheimer Regensburg GmbH bei ihren Produkten ist, wird unter anderem durch den Einsatz des HYDRA-Qualitätsmanagements (CAQ) deutlich, mit dem Gerresheimer alle Stufen der Wertschöpfungskette vom Wareneingang über die Fertigung bis hin zum Reklamationsma-nagement abdeckt. Dabei werden alle Anforderungen wie Inpro-zesskontrolle, Probenannahme, Wareneingangskontrolle, End-kontrolle sowie die damit verbundene Dokumentation aber auch ein umfangreiches Reklamationsmanagement erfüllt. Zusätzlich nutzt Gerresheimer auch die Prüfmittelverwaltung. Das Zusam-menspiel der Funktionen, das über die integrierte Produktions-datenbank unterstützt wird, ermöglicht es Gerresheimer, eine aktive Qualitätssicherung im Sinne der Null-Fehler-Produktion durchzuführen und somit die Produktion von Ausschuss sowie-den Aufwand und die Kosten für Nacharbeit signifikant zu redu-zieren oder gar zu vermeiden.
Ein weiterer Vorteil entsteht Gerresheimer durch den Einsatz des Moduls HYDRA-Material- und Produktionslogistik (MPL), mit dem der Materialfluss über alle Stufen der Fertigung, die Zwischenlager und Materialpuffer überwacht und gesteuert wer-den kann. Nachträglich erkannte Qualitätsmängel können über den kompletten Produktionsprozess nachverfolgt werden. Und „ganz nebenbei“ wird mit der integrierten Chargen- und Los-verfolgung (Traceability) die Entstehung der Produkte in einem vollständigen Produktnachweis gem. der FDA-Validierung do-kumentiert.

Competence Book - MES
CASE STUDIES - MES FÜR SUPPLY-CHAIN-TRACEABILITY
94
MES für Supply-Chain-übergreifende Traceability in produzierenden Unternehmen
Gesetztes Ziel ist im Falle des exemplarischen Unternehmens die durchgängige Gewährleistung der größtmöglichen Qualität, die insbesondere mit Hilfe einer dedizierten Prozesskontrolle ge-währleistet wird. Ein zentraler Baustein zur Umsetzung dieser Anforderungen ist die MES-Lösung der iTAC Software AG.
Herausforderung: Zero Parts Per Million (PPM)
Ein derartiges Unternehmen sollte eine Zero PPM-Fertigung anstreben und muss in der Lage sein, sich auf die zunehmend individuellen Anforderungen der Kunden einstellen zu können. Hierzu zählt unter anderem auch, eine hohe Variantenvielfalt zu bewältigen und sich gegen Umsatz- und Image-schädigende Rückrufaktionen abzusichern.
Diese Maßgabe lässt sich mit einer umfassenden Qualitätssi-cherung und Technologien zum Prozess-Management sowie zur -Optimierung umsetzen. Es gilt, alle Prozesse zu planen und vorgabenkonform umzusetzen – selbst kleine Abweichungen müssen sofort erkannt und interpretiert werden. Die lückenlose Rückverfolgung aller Bauteile ist eine komplexe Aufgabenstel-lung. Es wird daher eine Lösung benötigt, die bereits während des Fertigungsprozesses ermöglicht, Schwachstellen frühzeitig zu erkennen, um Fehler von vornherein zu vermeiden.
Daher muss die Traceability (Rückverfolgbarkeit) für Material-chargen und Baugruppen bis hin zum Endgerät durch die Er-fassung von Messwerten, Prozess- und Fehlerdaten über alle beteiligten Produktionsstandorte gewährleistet sein. Die bidi-rektionale Kopplung ans ERP-System mit integrierter Prozess-verriegelung ist dabei eine der zentralen Voraussetzungen.
AUTOR: iTAC Software AG
Die technologische Basis
Das ERP System stellt das führende Mastersystem in diesem bei-spielhaften Fall dar. Es bildet sämtliche kaufmännischen und logistischen Geschäftsprozesse ab – vom Kundenbedarf über Material- und Produktionsplanung, Beschaffung sowie Lager-verwaltung bis hin zu Fertigung und zum Versand.
Für die Umsetzung, Steuerung und Dokumentation der Ferti-gung ist das standardisierte plattformunabhängige MES der iTAC Software AG zuständig. Es stellt zudem die aktive Rück-verfolgbarkeit inklusive Prozessverrieglung bei Fehlermeldun-gen sicher. Ein funktionaler Schwerpunkt bei der Fertigung von hochkomplexen Systemkomponenten liegt in erster Linie auf der aktiven Traceability, der bidirektionalen Anlagenintegration und ERP-Integration sowie dem Supply Chain-übergreifenden Lösungsansatz.
Der MES-Anbieter iTAC gewährleistet hierbei das gesamte Pro-jektmanagement für die Integration des SAP-Systems sowie sämtlicher Maschinensteuerungen.
Die Lösung: MES setzt um, steuert und dokumentiert
Das Server-/Datenbanksystem des MES ist bei einer Supply Chain-übergreifenden Lösung in einem zentralen Rechenzent-rum installiert. Die einzelnen Produktionsstandorte sind hier-mit verbunden. Das MES basiert auf Cloud-fähigen Web-Ser-vices. Die verschiedenen Fertigungsstandorte sind über VPN/MPLS-Strecken mit dem zentralen Rechenzentrum verbunden. Hierdurch ist eine werkübergreifende Datenhaltung in einer zentralen Datenbank möglich.
Ein weltweit vernetztes Unternehmen ist auf die Entwicklung, Produktion und den Vertrieb von hochkom-plexen Aggregate-Komponenten spezialisiert. Hierbei ist Qualität in der gesamten Wertschöpfungskette die oberste Prämisse. Um dies sicherzustellen, empfiehlt sich ein Supply-Chain-übergreifendes Manufacturing Execution System wie die iTAC.MES.Suite. Diese begleitet den gesamten werkübergreifenden Produktions-prozess: von der Planung über die Fertigung bis hin zum Warenausgang.

Competence Book - MES
CASE STUDIES - MES FÜR SUPPLY-CHAIN-TRACEABILITY
95
Da eine Vielzahl Lieferanten in die Sup-ply-Chain eingebunden ist, bietet das MES die Möglichkeit, Lieferanten-Pro-zessdaten aufzunehmen. Diese sind frei definierbar und können final den einzel-nen Halb- und Fertigerzeugnissen, über alle Strukturstufen hinweg, zugeordnet werden. Die Daten werden im Sinne einer durchgängigen Traceability ausgewertet.
Traceability: Fehlern den Riegel vorschieben
Einer der wichtigen Erfolgsmotoren auf dem Weg zur Null-Fehler-Produktion ist die Möglichkeit der werkübergreifenden Rückverfolgung (Traceability) sowie Pro-zess-verriegelung. Denn gerade eine hohe Produktvarianz kann schnell zu fehler-hafter Produktion führen.
Mit der iTAC.MES.Suite lassen sich Ab-weichungen im Produktionsprozess quasi in Echtzeit erkennen, Ursachen analysie-ren und bewerten. So kann ein kontinu-ierlicher Verbesserungsprozess herbeige-
führt werden. Dies lässt sich anhand der erfassten Daten überprüfen.
Die Vorteile in der Übersicht:
• Rückverfolgung des gesamten Fer-tigungsablaufes über die komplette Supply Chain
• Aufzeichnung von Bauteil-Informa-tionen
• Prozessdaten, z.B. Schrauberdaten der einzelnen Fertigungsstationen
• Rückverfolgung des zeitlichen Ab-laufs der Produktionsschritte
• Speichern von einzeln identifizierba-ren und nicht einzeln
• identifizierbaren Bauteilen (Char-gen)
• Prozessverriegelung bei fehlerhaf-ter Identifizierung und fehlerhaften Messwerten oder Abweichung von Vorgaben
• Integration von Lieferanten-Charge-ninformation
• Eindeutige Identifikationsnummer für jedes primäre Teilkomponente
Ergebnis und Zukunftsausblick: Fabrik 4.0
Mit dem Einsatz des Manufacturing Exe-cution Systems von iTAC ist das erklärte Ziel „hochqualitativ und effizient produ-zieren“ sichergestellt.
Das MES ermöglicht dabei die lückenlo-se Dokumentation und Rückverfolgbar-keit sowie Transparenz über die Supply Chain-übergreifenden Produktionspro-zesse. Fehlervermeidung, Erfüllung von Compliance-Anforderungen der OEMs, Beherrschung der Variantenvielfalt und ein einheitliches Kennzahlensystem der Produktion sind die wesentlichen Resul-tate des exemplarischen Beispiels einer Supply Chain-übergreifenden Produktion von hochkomplexen Aggregate-Kompo-nenten.

Competence Book - MES
CASE STUDIES - MES IN DER METALLVERPACKUNGSINDUSTRIE
96
Aus Tradition innovativ IBS:MES in der Metallverpackunsindustrie
Best Practice im Qualitäts- und Produktionsmanage-ment bei der Blechwarenfabrik Limburg
Die Blechwarenfabrik Limburg kann als Traditionsunternehmen auf eine mittlerweile 140jährige Firmengeschichte zurückblicken. Gegründet 1872 als Spenglerwerkstatt beschäftigt das Unterneh-men heute inklusive der Tochterunternehmen 400 Mitarbeiter und erzielt einen Umsatz von 60 Mio. EURO. Die Organisati-onsform ist geprägt durch eine flache Hierarchie mit kurzen und schnellen Entscheidungswegen.
Die Produktpalette umfasst die Herstellung von Verpackungen aus Weißblech, wie z.B. Blechdosen, Vierkantgebinde, Eimer und Flaschen, überwiegend für den technisch/chemischen Bereich. Ergänzt wird das Portfolio durch die Produktion von Kronenkor-ken. Der dritte Produktionsbereich umfasst die Veredelung der Produkte durch drucken, lackieren und laminieren. Einzigartig ist in diesem Bereich die eigen entwickelte „Limburger Folien Ka-schierung“ – LIFOKA. Hier werden die Bleche mit PET-Folie als Korrosionsschutz kaschiert.
AUTOR: IBS AG BILDER: IBS AG
Das Thema Qualitäts- und Produktionsmanagement wird bei der Blechwarenfabrik Limburg ganzheitlich betrachtet und spielt eine bedeutende Rolle um bestehende Prozesse zu verbes-sern und Kosten zu senken.
Aufgabenstellung und Zielsetzung
Ausgangsbasis für das Projekt war zunächst die Auswahl eines neuen CAQ-Systems um ein durchgängiges System mit einer einheitlichen Datenbasis zu schaffen.
Aus fünf Anbietern fiel die Wahl auf die IBS AG. Mit der IBS MES-Software werden nicht nur die Anforderungen des Quali-tätsmanagements abgedeckt, auch der Produktionsbereich wird mit dem System optimiert.
Ziel der Blechwarenfabrik Limburg ist es, mithilfe der Software-lösungen eine papierlose Fertigung zu schaffen und mehr Trans-parenz in die einzelnen Prozesse und Abläufe zu bringen.

Competence Book - MES
CASE STUDIES - MES IN DER METALLVERPACKUNGSINDUSTRIE
97
Qualitätsmanagement (CAQ=QSYS Professional)
Die CAQ-Software der IBS AG zeichnet sich durch ihre Prozessorientierung, In-tegrationsfähigkeit und Modularität aus und ermöglicht somit kundenspezifische Anwendungen - unabhängig von Ferti-gungs- und Verfahrenstiefe, Produktions-verfahren und –modell sowie der Stufe der Zulieferkette.
Zum Einsatz kommen bei der Blechwa-renfabrik Limburg die folgenden Module:
Statistische Prozesskontrolle (CAQ=QSYS SPC)
Die fertigungsbegleitende Prüfung (SPC) ermöglicht eine optimierte Lenkung der Produktionsprozesse. Mittels Qualitäts-regelkarten wird zwischen zufallsbeding-ten und systematischen Produktions-einflüssen unterschieden. Aufgrund der Zuordnung wird entschieden, ob Pro-duktionsprobleme direkt vor Ort zu lösen sind oder ob Managementmaßnahmen bezüglich der Prozessoptimierung erfor-derlich werden. Mithilfe des SPC Moduls werden Störungen frühzeitig erkannt und deren Ursachen behoben. Damit werden die Voraussetzungen für eine fehlerfreie Produktion geschaffen.
Reklamationsmanagement (CAQ=QSYS RQMS)
Das Reklamationsmodul der IBS Soft-warelösung unterstützt die Mitarbeiter der Blechwarenfabrik Limburg bei der strukturierten Vorgehensweise der Rekla-mationsbearbeitung. Durch die einheit-liche Datenhaltung, die Dokumentation der Bearbeitungsschritte, der Nachverfol-
gung von Maßnahmen und der Analyse von Ursachen ergeben sich deutliche Ein-sparpotentiale und zeitliche Ersparnisse. Durch die termingerechte Bearbeitung von Anfragen erhöht sich die Kundenzu-friedenheit.
Produktionsmanagement (IBS:prisma)
Manufacturing-Execution-Systeme wie IBS:prisma optimieren die Produktion und sorgen für Transparenz. Sämtliche Produktionsdaten werden in Echtzeit erfasst und bewertet und ermöglichen somit die Optimierung des Produktions-ablaufs. Sie stellen die Verbindung zwi-schen den Daten der Shop-Floor-Ebene und dem ERP System Brain her. Kürzere Produktionszeiten, verbesserte Qualität und niedrigere Kosten sind das Ergebnis des Einsatzes.
Feinplanung / Leitstand
Als Feinplanungstool kommt bei der Blech-warenfabrik Limburg PSI Leitstand zum Einsatz. Anders als im PPS System Brain erfolgt hier die Planung der tatsächlich zur Verfügung stehenden Produktionskapazi-täten, –ressourcen und Liefertermine.
Leitstand und PPS System sind miteinan-der gekoppelt. Im Planungsfall erhält der Leitstand eine Terminanfrage aus Brain. Die konkrete Terminierung erfolgt im Leitstand und der dort ermittelte Lieferter-min wird zurück an das PPS System gemel-det, das wiederum einen neuen Endtermin setzt.
Rückmeldungen von BDE und MDE wer-den ebenfalls an den Leitstand übermittelt.
Betriebsdatenerfassung (IBS:BDE)
Mithilfe von IBS:BDE werden in der Blechwarenfabrik Limburg Ist-Daten über Zustände und Prozesse im Unternehmen erfasst und analysiert. Dazu gehören:• Laufzeiten• Prozessparameter• Fertigungszahlen (gut/schlecht/
Ausschuss)• Stillstandszeiten und Störgründe
(z.B. Rüsten, Maschinenfehler)
Maschinendatenerfassung (IBS:MDE)
Die Maschinendatenerfassung der IBS Produktionsmanagement-Software-lösung ermöglicht die Erfassung aller we-sentlichen Daten auf Shop Floor Ebene. Es handelt sich dabei um Maschinen- und Produktionsdaten aus der laufenden Pro-duktion zur Überwachung von Maschi-nen und Anlagen. Ein Soll-/ist-Vergleich aller anfallenden Daten wird dokumen-tiert. Ein aktueller Status der einzelnen Maschinen ist jederzeit abrufbar.
Die Einführungsphase
Nachdem sich die Verantwortlichen in Limburg für den Einsatz der IBS Soft-warelösung entschieden hatten, begann man Ende 2010 mit der Einführung und Ausstattung der Werke.
Die erste Installation und Produktivschal-tung erfolgte mit der Maschinendatener-fassung im Produktionswerk Neustadt/Wied. Limburg startete mit ca. 3 Monaten Zeitverzug, da zunächst Unregelmäßig-keiten bei der Erfassung der Maschinen-daten analysiert und behoben werden mussten.Heute sind rund 40 Linien in Limburg aktiv angebunden.
Wir wollten nicht nur ein neues Qualitäts- und Produktionssystem einführen, sondern der Fokus lag von Anfang an auf der vollen Integration vom vorhandenen PPS-System mit Leitstand und den weiteren MES Modulen.
Die Anbindung der Produktionslinien mittels MDE und BDE war für unser Haus ein weiterer Meilenstein. Zeitnahe, IST-Zeit bezogene Kennzahlen wie der OEE oder die Nutzzeit, bilden die Basis für weitere Effektivitätssteigerungen. - Uwe Wonsack, Fertigunsleiter
Competence Book - MES
CASE STUDIES - MES IN DER METALLVERPACKUNGSINDUSTRIE
98
Mit Blick in die Zukunft
Aktuell befindet sich die Blechwarenfa-brik Limburg in den letzten Zügen der Ausrollphase.
Im weiteren Ausbau steht die Erweiterung auf die Module• Maßnahmenmanagement• Rückverfolgung / Traceability und• Auditmanagement an.
Mit Einführung des RQMS Moduls konn-ten wir alle bei einer Reklamation betei-ligten Stellen integrieren. Somit ist eine zeitnahe Abwicklung gewährleistet.…………………………………..
Blechwarenfabrik Limburg GmbH
Die Blechwarenfabrik Limburg GmbH pro-duziert an den Standorten Limburg/Lahn, Neustadt/Wied, Skarbimierz (Polen) und Tver (Russland) innovative Metallverpa-ckungen für verschiedenste Einsatzzwe-cke. Dosen, Flaschen, Eimer, Kanister und 2-K-Verpackungen aus Weißblech werden für chemisch-technische Produkte wie La-cke und Farben hergestellt. Am Standort Limburg, 1872 gegründet, beschäftigt das Unternehmen derzeit 290 Mitarbeiter. Mit den Tochterunternehmen wird mit insge-samt 400 Mitarbeitern ein Umsatz von 60 Mio. € erzielt.
Die Blechwarenfabrik Limburg hat sich in den vergangenen Jahren zu einem der führenden Unternehmen der Verpa-ckungsbranche entwickelt und erhielt zuletzt bedeutende Auszeichnungen für eine nachhaltige, ressourcenschonende und auf die Zukunft ausgerichtete Fir-menpolitik. Für eine hervorragende Ge-samtentwicklung des Unternehmens, die Schaffung sowie Sicherung von Arbeits- und Ausbildungsplätzen, für Service und Kundennähe und für vorbildliche Leis-tungen auf dem Gebiet der Innovation und Modernisierung wurde die Blechwa-renfabrik Limburg im September 2011 mit dem Großen Preis des Mittelstandes aus-
„Die strukturierte Erfassung, Auswertung und Visualisierung der Qualitätsdaten bildet die Basis vom „Reagieren“ hin zum „Agieren“ und ist somit der Treiber des kontinuierlichen Verbesserungs-prozesses.
Mit Einführung des RQMS Moduls konnten wir alle bei einer Reklamation beteiligten Stellen inte-grieren. Somit ist eine zeitnahe Abwicklung ge-währleistet.“ - Patrick Schick, Qualitätsbeauftragter
gezeichnet. Bereits im Jahr 2009 wurde dem Unternehmen für ein umfassendes und ganzheitliches Konzept zur nachhal-tigen Materialeinsparung der „Deutsche Materialeffizienzpreis“ des Bundesminis-teriums für Wirtschaft und Technologie in Berlin verliehen.
Die Blechwarenfabrik Limburg hat die Bereiche Qualität, Umwelt, Arbeitsschutz und Energie vereint, zu einem Integrier-ten Managementsystem zusammenge-fasst und von der DEKRA nach ISO 9001, ISO 14001, OHSAS 18001 und ISO 50001 erfolgreich zertifizieren lassen.
Das IMS gewährleistet der BL eine norm-konforme Abwicklung aller Geschäftspro-zesse.
Die Systemlösung
Branche: Metallverarbeitung / Metallverpackung
Projekt: Einführung eines Qualitäts- und Produk-tionsmanagementsystems
Eingesetzte Produkte und Module:CAQ=QSYS Professional mit den Modu-len SPC, RQMS, PPL, QLSIBS:prisma mit den Modulen Leitstand, BDE, MDE
Übergreifend mit dem Modulen Cockpit, Netcom

MESMESMESMESMESMES M EHRWERT SCHAFFEN
E FFIZIENZ STEIGERN
S TANDORT SICHERN
www.mpdv.deMPDV Mikrolab GmbH
höhere Nutzgrade
bessere Termintreue
geringere Energiekosten
gesteigerte Qualität
vollständige Traceability
Optimieren mit Kennzahlen
Nutzen Sie unsere bewährten MES-Funk-tionen für mehr Transparenz und Effi zienz: BDE, Maschinendaten, Leitstand, Material -fl uss, DNC, Werkzeuge/Ressourcen, Tracking/Tracing, Fertigungsbegleitende Prüfung, SPC, CAQ, Personalzeit, Perso -naleinsatzplanung, Leistungslohnermitt-lung und Zutrittskontrolle.
Effi zienter Produzieren mitMES-Lösungen von MPDV !
lung und Zutrittskontrolle.
Industrie 4.0
braucht MES 4.0
... das MES der Zukunft !
Mehr dazu
im neuen Whitepaper.
Jetzt anfordern >>>
lung und Zutrittskontrolle.lung und Zutrittskontrolle.

Competence Book - MES
BRANCHENÜBERSICHT
100
Competence Book - MES
Case Studies &Produktinformationen
Branchenübersicht
84 Präzisionsteile (Adam Ruppel / ISGUS) Von der Kugelschreibermine zum Kolben für die Formel 1
87 CNC-Fertigung (CPT Präzisionstech- nik / ccc software) Mobile Videoanalyse zur Reduzierung der Rüstzeiten
88 Maschinenbau (GEA Refrigeration / PSIPENTA) Mit mobiler Datenerfassung den Überblick behalten
90 Motorenbau (Cummins / Apriso) Cummins bringt seine Pro- duktion weltweit auf Touren – mit Apriso FlexNet
92 Pharma/Healthcare (Gerresheimer Regensburg / MPDV) Schneller, besser, wirtchaft- licher durch MES - MPDV unterstützt Gerresheimer Regensburg GmbH
94 Produktion (iTAC Software AG) MES für Supply-Chain-über- greifende Traceability in der Produktion
96 Metallverpackungsindustrie (Blechwarenfabrik Limburg / IBS AG) Aus Tradition innovativ
-- Diverse Branchen Weitere Case Studies und Produktinformationen unse- rer Partner
102 Informationsquellen
106 Unternehmen
114 Experten
126 Veranstaltungen
127 Glossar
INHALT
101
Competence Book - MES
Wikipediabeiträge zu MES, VDMA-Einheitsblatt, ISO ISO/DIS 22400-1 und ISO/FDIS 22400-2 und VDI Richtlinie 5600
In Wikipedia finden Sie zum Thema MES u.a. folgende Beiträge:de.wikipedia.org/wiki/Manufacturing_Execution_Systemde.wikipedia.org/wiki/VDMA-Einheitsblatt_66412 de.wikipedia.org/wiki/Key_Performance_Indicator#MES-KPIs_in_der_Normungde.wikipedia.org/wiki/Manufacturing_Execution_System#Standardisierung
ISO/DIS 22400-1 und ISO/FDIS 22400-2
In der neugegründeten WG9 des TC184/SC5 wird das Thema „Key Performance Indicators for Manufacturing Operations Management“ in der Normenreihe ISO 22400 bearbeitet. Bislang sind 4 Teile geplant, wobei der Teil 2 inhaltlich dem VDMA-Ein-heitsblatt entspricht und bereits zur Verteilung als CD (Committee Draft) ansteht. In CD-ISO 22400-2 sind zusätzlich KPIs, als Beitrag von anderen Ländern, enthalten.
www.iso.org/iso/home/store/catalogue_tc/catalogue_detail.htm?csnumber=56847 www.iso.org/iso/home/store/catalogue_tc/catalogue_detail.htm?csnumber=54497
VDMA-Einheitsblatt 66412
Das VDMA-Einheitsblatt 66412 enthält eine Sammlung betriebswirtschaftlicher Kennzahlen für den Bereich der Fertigungssteue-rung und -überwachung zur Beurteilung und Festlegung der Zielvorgaben von Fertigungsprozessen.
VDMA-Einheitsblatt 66412 - 1VDMA-Einheitsblatt 66412 - 2
VDI Richtline 5600 Die Richtlinie VDI 5600 wurde erarbeitet, um die Aufgaben und den Nutzen von MES in einer anwendungsnahen Form zu beschreiben. Die Richtlinie VDI 5600 wendet sich in erster Linie an potenzielle Anwender in produzierenden Unternehmen, also z. B. Fertigungsleiter oder Arbeitsvorbereiter und beschreibt acht typische MES-Aufgaben.
www.vdi.de/5600
InformationsquellenWikipedia, Richtlinien und Normen
BRANCHENÜBERSICHT - INFORMATIONSQUELLEN
102

Competence Book - MES
MES - Vom Trend zur Notwendigkeit?
Studienbericht.Autoren: Markus Weskamp und Rainer SontowDurchgeführt von dem Fraunhofer IPA und der Trovarit AG.Erschienen bei: Trovarit AG, Aachen
www.trovarit.com/studien/mes-einsatz.html
Matchmaker MES
Trovarit stellt eine Suchmaschine für MES-Lösungen zur Verfügung, mit der Sie MES Anbieter mit relevanten Referenzen für Ihr Projekt finden können.
www.mes-matchmaker.com
Interaktive Checklisten vom MES D.A.CH Verband e.V.
Interaktive Checklisten „Powered by Checkvision“. Checkvision ist eine neue Web 2.0 Internetplattform für das interaktive Anforde-rungs- und Entscheidungsmanagement.Die Checklisten des MES D.A.CH Verbands ergänzen Web-basiert und interaktiv die Print-Ver-sionen der Marktspiegel. Anwender können die Checklisten mit minimalem Aufwand und ohne Kosten auf vielfache Weise nutzen:
www.mes-dach.de/index.php/checkliste.html
Marktspiegel MES Fertigungssteuerung 2013/2014Ute Mussbach-Winter - Fraunhofer IPA, Thomas Wochinger - Fraunhofer IPA, Rolf Kipp - Trovarit AG
Anbieter-Systeme-Projekte4.überarbeitete Auflage 2013. Die Studie kann als Ringbuch oder als lizensierte PDF-Datei zum Preis von 300,- Euro (ggf. zuzüglich Versandkosten) über die Trovarit AG bezogen werden.
www.trovarit.com/veroeffentlichungen/marktspiegel/mes-system-markt.html
InformationsquellenStudien, Marktspiegel und Checklisten
BRANCHENÜBERSICHT - INFORMATIONSQUELLEN
103
Competence Book - MES
MES - Integriertes Produktionsmanagement. Leitfaden, Marktübersicht und Anwendungsbeispiele(Klaus Thiel - Carl Hanser Verlag - ISBN 978-3-446-42114-1)
Entscheidungsträger, die sich mit zukunftsweisenden Produktionssystemen und Rentabilitätsfragen beschäftigt, kommen an MES nicht mehr vorbei. Nutzen Sie das umfassende Know-how und sichern Sie Ihrem Unternehmen eine hohe Rentabilität. Nach einer Betrachtung der funktionalen und technologischen Sicht von MES, werden Strategien zur exanten Wirtschaftlichkeitsbetrachtung bei der Einführung von entsprechenden Systemen dargelegt.
Manufacturing Execution System - Optimal Design, Planning and Deployment(Heiko Meyer, Franz Fuchs, Klaus Thiel - McGraw-Hill - ISBN 978-0-0716-2602-6)
A real-world guide to analyzing your manufacturing processes to identify the most effective MES software solution for your needs. MES is manufacturing-process-focused software that integrates and optimizes existing operational systems. This book helps manufacturing architects properly assess manufacturing process flow, design, and planning to successfully adopt MES.
MES - Grundlagen der Produktion von morgen: Effektive Wertschöpfung (Heiko Meyer, Franz Fuchs, Klaus Thiel - Vulkan Verlag - ISBN 978-3-8356-3183-0)
Zwischen Lean und MES bestehen Synergiepotentiale und Widersprüche. Thorsten Gerberich entwickelt und testet ein Vorgehensmo-dell, das in den Unternehmen der Automobilzulieferindustrie angewendet werden kann.
Applying Manufacturing Execution Systems (Michael McClellan - CRC Press - ISBN 978-1574441352)
Applying Manufacturing Execution Systems shows how MES benefits all types of manufacturing from discrete item production to pro-cess flow production. The concepts discussed are applicable in all roduction facilities where a number of variables, whether simple or complex, need to be considered in order to optimize production by effectively using the available resources of people, inventory, and equipment. The book emphasizes the application of MES in the real world of manufacturing that includes
BRANCHENÜBERSICHT - INFORMATIONSQUELLEN
104
Informationsquellen

Competence Book - MES
MES: Anforderungen, Architektur und Design mit Java, Spring & Co(Jens Reinmann, Michael Schaefer, Christoph Schmidtbauer, Peter Schoner - entwickler.press - ISBN 978-3-8680-2002-1)
Kaum ein Unternehmen wird künftig noch ohne MES, Manufacturing Execution Systems, auskommen, wenn es seinen Fertigungspro-zess transparent halten will. Die Autoren haben eine technologieneutrale Meta-Architektur entwickelt. Sie stellen allen Schritte von der Konzeption der Architektur bis zu einem konkreten Design unter Verwendung von Java, Spring, Hibernate und MySQL vor.
Konzeption und Einführung von MES-Systemen (Prof. Jürgen Kletti - Springer Verlag - ISBN 978-3-540-34311-0)
Das vorliegende Buch unterstützt die zielorientierte Einführung von MES im Unternehmen. Auf der Grundlage vorhandener Optimie-rungspotentiale werden praxisnahe Vorgehensweisen zur Konzeptionserstellung sowie zur „internen Vermarktung“ des MES-Vorhabens vorgestellt. Dabei wird besonders auf die Wirtschaftlichkeitsbetrachtung eingegangen.
Manufacturing Execution System - MES (Prof. Jürgen Kletti - Springer Verlag - ISBN 978-3-540-49744-8)
Prozessfähigkeit ist das Ergebnis moderner Informationstechnologie. Unter IT wird heute überwiegend noch Telekommunikation und Unternehmenssoftware verstanden. Mit dem Fokus auf den Einsatz im kommerziellen Bereich, Anwendungen für Produktionsplaner und Produktgestaltung bei Industriebetrieben wurden bisher Geschäftsprozesse beschrieben und optimiert. Eine englischsprachige Version des Buches ist ebenfalls verfügbar.
Manufacturing Execution System - Grundlagen und Auswahl (Philipp Louis - Springer Verlag - ISBN 978-3-8349-9458-5)
Manufacturing Execution Systems (MES) bilden eine neue Klasse von Anwendungssystemen, die eine integrierte Unterstützung der Produktionsprozesse eines Unternehmens gewährleisten sollen. Damit können sie in Zukunft eine ähnliche grundlegende Rolle für die Produktion einnehmen, wie sie ERP-Systeme bereits für administrative Tätigkeiten innehaben.
BRANCHENÜBERSICHT - INFORMATIONSQUELLEN
105
Competence Book - MES
Apriso GmbHwww.apriso.de
Tel.: +49 894 523521-54Ihr Kontakt: Hanspeter [email protected]
Als Software-Plattform für die Steuerung von Fertigungsabläufen (Manufacturing Operations Management - MOM), schafft Apriso FlexNet Transparenz in der gesamten Produktion in global integrier-ten Unternehmen.
Mit Apriso führen Sie auf breiter Basis einheitliche Betriebsstandards ein, die global ganzheitlich gesteuert und zugleich kontinuierlich ver-bessert werden können, damit Sie stets die Bedürfnisse Ihrer lokalen Märkte und Kunden gezielt erfüllen können
Apriso läuft derzeit in mehr als 800 Installationen bei Kunden und ge-hört Juli 2013 als Teil des DELMIA-Portfolios zu Dassault Systemes.
becos GmbHwww.becos.de
Tel.: +49 711 601743-0Ihr Kontakt: Elisabeth [email protected]
becos ist seit der Gründung 1987 als Technologie-Spin-Off des Fraunhofer-Instituts für Produktionstechnik und Automatisierung (IPA) auf die Bereitstellung innovativer Beratungsleistungen und Soft-ware-Lösungen zur nachhaltigen Optimierung der Wertschöpfungs-kette spezialisiert.
BRANCHENÜBERSICHT - UNTERNEHMEN
106
Unternehmen

Competence Book - MES
ccc software gmbhwww.ccc-industriesoftware.de
Tel.: +49 341 305483-0Ihr Kontakt: Sven [email protected]
ccc wurde 1990 gegründet und steht seitdem für die erfolgreiche Umsetzung von IT-Lösungen zur Fertigungssteuerung. Die Optimie-rung der Unternehmensprozesse arbeitet ccc gemeinsam mit den Kunden an maßgeschneiderten Lösungen. Jede Lösung entsteht im engen Dialog mit den Kunden. Branchenschwerpunkte sind die metallverarbeitende Industrie, Werke der glasverarbeitenden Industrie sowie Automobilzulieferer. Die Lösungen optimieren das Fertigungs-management und schließen die informationstechnische Lücke in der Produktion zwischen der Unternehmensleitebene und der Automati-sierungsebene. Ein 7/24-Service wird dauerhaft sichergestellt.
CSM Systems AGwww.diames.com
Tel.: +49 211 239568-12Ihr Kontakt: Robert Schü[email protected]
CSM Systems AG (CSM Systems AG) wurde 1985 in der Schweiz gegründet. Kernkompetenz sind universell konfigurierbare pro-aktive Produktionsführungssysteme (MES) unter dem international regist-rierten Produktenamen DIAMES.Mit Tochtergesellschaften in Düs-seldorf und Johannesburg, sowie assoziierte Partnerunternehmen in den USA und Australien betreut die Unternehmensgruppe MES auf vier Kontinenten - bei Auto-mobilzulieferer, Draht-, Kabel- und Elektronikproduzenten, sowie Chemie-, Kunststoff- und Metall-ver-arbeitenden KMUs und auch global aktiven Unternehmensgruppen.AMIEGO - die neue innovative äusserst kostengünstige Cloud-ba-sierte MES Lösung steht für Early Innovators als Serviceplattform für die eigene Industrie 4.0 Initiative bereit. Erste Kunden sind in China und Südafrika
Critical Manufacturingwww.criticalmanufacturing.com/de
Tel.: +49 351 4188 [email protected]
DE software & control GmbHwww.de-gmbh.com
Tel.: +49 873 13797-0Ihr Kontakt: Friedrich [email protected]
FAUSER AGwww.fauser.ag
Tel.: +49 8105 77 98 - [email protected]
gbo datacomp GmbHwww.gbo-datacomp.de
Tel.: +49 821 59701-0Ihr Kontakt: Michael Mö[email protected]
BRANCHENÜBERSICHT - UNTERNEHMEN
107

Competence Book - MES
GFOS mbHwww.gfos.com
Tel.: +49 201 61300-0 Ihr Kontakt: Miriam [email protected]
Die GFOS mbH ist ein führender Anbieter ganzheitlicher IT-Lösungs-konzepte. Angefangen bei einer umfassenden Beratung bietet das mittelständische Unternehmen zukunftsorientierte Softwarelösungen in den Bereichen Workforce Management, Manufacturing Execution System (MES) und Zutrittskontrolle aus einer Hand und liefert damit die Grundlage fundierter Management- sowie Mitarbeiterentschei-dungen. Mit der modularen Softwarefamilie gfos können Bedarfe jeder Branche und Unternehmensgröße optimal abgedeckt und zu einem umfassenden mehrdimensionalen Ressourcen-Manage-ment-System ausgebaut werden.
GUARDUS Solutions GmbHwww.guardus-solutions.de
Tel.: +49 731 880177-30Ihr Kontakt: Andreas [email protected]
Über 27 Jahre Erfahrung und Kundeninstallationen in 21 Ländern machen die GUARDUS Solutions AG zu einem weltweit renommier-ten Anbieter von Qualitäts- und Produktionsmanagement-Lösungen in der Fertigungsindustrie. Die Standard-Software GUARDUS MES basiert auf einer durchgängigen Technologie für das Erfassen, Visua-lisieren und Überwachen von Produkt- und Prozessdaten: von den Qualitäts- (CAQ), Betriebs- (BDE) und Maschinendaten (MDE) über die Instandhaltung und Produktrückverfolgbarkeit (Traceability) bis hin zum Kennzahlen-Cockpit.
Ihr Unternehmenwww.ihrunternehmen.com
Tel.: +49 00 0000 0000Ihr Kontakt: [email protected]
Harit esciendis sae doluptatust voluptis acerfer ectiis nonemquam sunt autecto berchitem ent ellaboreici optatii simus, sequi adi blanisquo occus.Accuscia doloriosam sitibus, volupta tetur, quaerum dolorpostem non re, corpos dolut aut re pliquatur, et eum que voluptati debis dem que imus, totatem quodios nempos moloribusam, omni restem harume volorrum que endanihit es doluptat esti quate derupient vit laborepe vitatur? Qui unt, audit, cus moluptas dolorae soluptasi bla que voluptatate idust ut volut optas esendesequo mi, et unt, venturi atusaped ea quam quidel invenet audamusae. Officae volorest
BRANCHENÜBERSICHT - UNTERNEHMEN
108

Competence Book - MES
IBS AGwww.ibs-ag.de
Tel.: +49 262 49180-0Ihr Kontakt: Jürgen [email protected]
Als weltweit tätiges Softwareunternehmen bietet die IBS AG seit 1982 Softwarelösungen und Dienstleistungen für das Produktivitäts-management in Industrieunternehmen. Gemäß der Unternehmens-philosophie „The Productivity Advantage“ hat es sich die IBS AG zur Aufgabe gemacht, CAQ-, LIMS- und MES-Lösungen zu entwickeln und zu implementieren, die dazu beitragen, Geschäftsprozesse des Kunden zu optimieren und die Produktivität von Unternehmen zu steigern. Mehr als 30 Jahre Know-how in verschiedensten Branchen, exzel-lentes Prozessverständnis und 100-prozentige Kundenorientierung machen die IBS AG zu einem verlässlichen Partner der Industrie.
Die IBS AG entwickelt die eigene Lösung mit wachsendem Erfolg weiter: Mehr als 4.000 Kunden kann das Unternehmen heute vor-weisen, und die Softwarelösungen sind branchenübergreifend im Einsatz - von der Automobilindustrie über die Konsumgüterindustrie bis hin zu Chemie und Pharma.
Industrie Informatik Gruppewww.industrieinformatik.com
Tel.: +43 732 6978-0Ihr Kontakt: Eckhard Winterinfo@ industrieinformatik.com
Syncos GmbHwww.syncos.com
Tel.: +49 233 64920-0Ihr Kontakt: Nicolas Kö[email protected]
ISGUS GmbHwww.isgus.de
Tel.: +49 724 37005-0Ihr Kontakt: Klaus Wö[email protected]
125 Jahre – Der Zeit vorausIsgus ist Anbieter von umfassenden Lösungskonzepten für alle Pro-zesse rund um die Zeit- und Datenerfassung. Gleich unter mehreren Aspekten ist Isgus das führende Software- und Systemhaus für Zeit-management, Produktionsmanagement und Sicherheit. Überall, wo sich Fertigungsverantwortliche mit Produktionsplanung, Prozessopti-mierung, Kostenkontrolle und Produktionskennzahlen beschäftigen, sind Manufacturing-Execution-Systeme die logische Konsequenz. Die verschiedenen Funktionskomponenten der Isgus MES-Lösung werden bedarfsgerecht zusammengestellt und individuell für Ihr Un-ternehmen konfiguriert.
BRANCHENÜBERSICHT - UNTERNEHMEN
109

Competence Book - MES
Ihr Unternehmenwww.ihrunternehmen.com
Tel.: +49 00 0000 0000Ihr Kontakt: info@
ISTEC Industrielle Software-Technik GmbHwww.istec.de
Tel.: +49 724 37005-0Ihr Kontakt: Uli Mö[email protected]
iTAC Software AGwww.itac.de
Tel.: +49 260 21065-0Ihr Kontakt: Martin [email protected]
Die 1998 gegründete iTAC Software AG ist Hersteller von Standard-software für unternehmensübergreifende IT-Anwendungen und füh-render System- und Lösungsanbieter eines Supply-Chain-übergrei-fenden Manufacturing Execution System (MES). Das Unternehmen entwickelt, integriert und wartet seine cloud-basierte iTAC.MES.Suite für produzierende Firmen rund um den Globus.Die iTAC-Philosophie: Menschen, Daten und Systeme verbinden. Als Spezialist für hochverfügbare, skalierbare und zukunftssichere Infra-strukturlösungen - basierend auf der Java EE-Technologieplattform - ist es die Intention, Standards zu etablieren und für Unternehmen die IT-gestützten Geschäftsprozesse durchgehend zu sichern. Für sämtliche Softwarelösungen aus dem Hause iTAC bildet das iTAC.ARTES-Technologie-Framework die Grundlage. Durch die hohe Stan-dardisierung der iTAC-Technologie ist eine Investitionssicherheit sämt-licher iTAC.ARTES-basierten IT-Anwendungen garantiert. Sicherheit und Zuverlässigkeit, Innovation und Integration sowie Offenheit und Interoperabilität stehen auch bei der Weiterentwicklung von iTAC.AR-TES im Mittelpunkt.
MES D.A.CH Verband e.V.www.mes-dach.de
BRANCHENÜBERSICHT - UNTERNEHMEN
110

Competence Book - MES
MPDV Mikrolab GmbHwww.mpdv.de
Tel.: +49 6261 920-0Ihr Kontakt: Rainer [email protected]
Mit mehr als 35 Jahren Erfahrung im Fertigungsumfeld zählt die MPDV Mikrolab GmbH zu den führenden Lösungsanbietern von branchenübergreifenden Manufacturing Execution Systemen (MES). MPDV und Tochtergesellschaften sind in Deutschland und weltweit an elf Standorten vertreten. Von der MES-Kompetenz der mehr als 205 Mitarbeiter profitieren heute über 800 Unternehmen. Zu den MPDV-Kunden zählen mittelständische Fertigungsunterneh-men ebenso wie international operierende Industriekonzerne, die in den Bereichen Kunststoff / Gummi, Metallverarbeitung, Automobilzu-lieferer, Nahrungs- und Genussmittel, Anlagen- und Maschinenbau, Möbel- und Holzverarbeitung, Druck und Verpackung, Feinmechanik / Optik, Medizintechnik / Pharma sowie Elektrotechnik / Elektronik tätig sind. Die eigene Unternehmensberatung MPDV Campus kombi-niert Prozessverbesserungen durch Lean-Methoden und den Nutzen moderner MES-Lösungen (Lean IT). Zur weiteren Entwicklung und Verbreitung des MES-Gedanken engagiert sich MPDV in einschlä-gigen Verbänden wie dem VDI, dem VDMA, dem MES D.A.CH und in der MESA.
Pickert & Partner GmbHwww.pickert.de
Tel.: +49 721 6652 0Ihr Kontakt: Marcus Mü[email protected]
PSIPENTA Software Systems GmbHwww.psipenta.de
Tel.: +49 800 377496-8Ihr Kontakt: Peter [email protected]
PSIPENTA bietet modular aufgebaute Softwareprodukte für die effizi-ente Abwicklung der Wertschöpfungsprozesse in der Fertigungspla-nung, -steuerung und -optimierung. Das komplette Lösungsportfolio eines Enterprise Resource Planning(ERP)-Systems sowie eines Ma-nufacturing Execution-Systems (MES) mit einer hohen Funktionali-tätsabdeckung im Standard bietet PSIPENTA aus einer Hand. Durch die Verknüpfung der MES-Komponenten mit der ERP-Suite PSIpenta ist ein optimiertes Zusammenspiel zwischen Fertigungsplanung und -steuerung möglich.
ORBIS AGwww.orbis.de
Tel.: +49 681 9924-0Ihr Kontakt: Frank [email protected]
BRANCHENÜBERSICHT - UNTERNEHMEN
111

Competence Book - MES
Rockwell Automationde.rockwellautomation.com
Tel.: +49 211 41553-0
software4production GmbHwww.software4production.de
Tel.: +49 8092 300934 0Ihr Kontakt: Prof. Dr.-Ing. Joachim [email protected]
SALT Solutions GmbHwww.salt-solutions.de
Tel.: +49 895 89772-70Ihr Kontakt: Markus [email protected]
Im Geschäftsfeld Produktion bietet SALT Solutions fertigungsnahe IT-Lösungen sowohl auf SAP-Basis als auch individuelle Lösungen. SALT Solutions ist dabei Komplettanbieter von der Produktionspla-nung in SAP ERP über die MES-Ebene bis zur Automatisierungse-bene.
Zum Leistungsangebot auf der SAP ERP-Plattform gehören IT-Lösun-gen wie Lean Production sowie Auftragsleitstand mit Feinplanungs-funktionalität als klassische SAP Add-Ons. Das Leistungsangebot auf der MES-Ebene umfasst die Implementierung von SAP ME sowie SAP MII, die Life-Datenanalyse in der Produktion, das Produktionsbe-richtswesen sowie individuelle MES-Lösungen. Auf der Automatisie-rungsebene implementieren wir SCADA-Systeme und binden diese an die MES-Ebene an. Für das gesamte Leistungsangebot bietet SALT Solutions einen 24/7-Support weltweit sowie ein professionel-les Application Management nach ITIL an.
Trebing & Himstedt Prozeßautomation GmbH & Co. KGhttps://www.t-h.de/
Tel.: +49 385 39572 0
tisoware Gesellschaft für Zeitwirtschaft mbHwww.tisoware.com
Tel.: +49 721 9665 0Ihr Kontakt: Dipl. Betriebswirt (BA) Rainer K. Fü[email protected]
Trovarit AGwww.trovarit.com
Tel.: +49 241 40009 0Ihr Kontakt: M.A. Claudia Benesch
Verband Deutscher Maschinen- und Anlagenbau e.V.www.vdma.org
BRANCHENÜBERSICHT - UNTERNEHMEN
112

Competence Book - MES
ExpertenBergmann, Sven (Dipl.-Inf. )[email protected]
Geschäftsbereichsleiter Industriesoftwareccc software gmbh
Der Dipl.-Inf. (FH) Sven Bergmann begann 1998 bei ccc software gmbh als Projektleiter und Berater mit dem Schwerpunkt Fertigungsmanage-mentsysteme. Seit 2010 ist Bergmann bei ccc Geschäftsbereichsleiter Industriesoftware und u.a. aktives Mitglied in verschiedenen Arbeitskrei-sen, rund um die Themen MES und Energiemanagement.
Berlak, Joachim (Prof. Dr.-Ing.)[email protected]
Geschäftsführersoftware4production GmbH
Prof. Dr.-Ing. Berlak, hat Maschinenbau mit Schwerpunkt Produktions-technik an der TU München studiert und seine Diplomarbeit über Supply Chain Management bei der IBM Unternehmensberatung angefertigt. Die Arbeit wurde 2000 von der Gesellschaft für Produktionsmanagement prämiert. 2009 gründete Hr. Berlak die software4production GmbH als Innovationsführer im MES/APS-Bereich und ist deren geschäftsführender Gesellschafter. Als Vorstand der NC-Gesellschaft e.V., einem Verband mit 180 Industrieunternehmen, setzt er sich nebenher seit 2006 aktiv für den Technologietransfer ein.
Bednarz, [email protected]
GeschäftsführerCritical Manufacturing Deutschland GmbH
Dipl.-Ing Tom Bednarz hat 1990 das Studium der Informationstechnik an der TU Dresden abgeschlossen. Danach hat er bei Siemens, spä-ter Infineon und Q-Cells verantwortliche Positionen in der Fertigungs-IT wahrgenommen und verfügt über 15 Jahre internationale Erfahrung im MES-Umfeld. Seit ihrer Gründung 2011 ist er Geschäftsführer der Criti-cal Manufacturing Deutschland GmbH.
BRANCHENÜBERSICHT - EXPERTEN
113
Competence Book - MES
Bitsch, Günther (Dr. )[email protected]
Gründer und geschäftsführender Allein-Gesellschafterbecos GmbH
Dr. Günter Bitsch, Jahrgang 1963, ist Gründer und geschäftsführender Allein-Gesellschafter der becos GmbH, die er nach einer technischen Berufsausbildung und einem Studium der Mathematik 1987 als Tech-nologie-Spin-Off des Fraunhofer Institutes für Produktionstechnik und Automatisierung gründete. Hier ist er u.a. für die Produktentwicklung verantwortlich und begleitet Kundenprojekte als Managementberater.
Füess, Rainer (Dipl. Betriebswirt (BA))[email protected]
Leiter Partnervertrieb und Marketing tisoware Gesellschaft für Zeitwirtschaft mbH
Seit 2001 Prokurist und Gesellschafter, Aufgabenschwerpunkt Leiter Partnervertrieb und Marketing. Über 15 Jahre Erfahrung im Marketing (Organisation Fachmessen, Events, Pressearbeit, Werbung, Onlinemar-keting, Webmarketing, Konzeption, Printmedien etc.). Erfahrung im Di-rektvertrieb, Aufbau neuer Vertriebspartner (indirekter Vertrieb), Assistent der Geschäftsleitung, Studium der Betriebswirtschaftslehre an der Be-rufsakademie Stuttgart (heute Duale Hochschule Baden-Württemberg), Studienschwerpunkte Personalwesen und Marketing.
Deisenroth, [email protected]
Vice President Sales / MarketingMPDV Mikrolab GmbH
Jahrgang 1953, ist Vice President Sales / Marketing bei der MPDV Mikrolab GmbH. Zwischen dem Abschluss seines Studiums der Tech-nischen Informatik und dem Wechsel zu MPDV im Jahr 1990 war er in verschiedenen Unternehmen im Bereich der Hard- und Software-Ent-wicklung sowie im Produktmanagement tätig.
Dibbern, [email protected]
Leiter GeschäftsentwicklungPSIPENTA Software Systems GmbH
Peter Dibbern ist heute Leiter Geschäftsentwicklung und Mitglied der PSIPENTA Geschäftsleitung. Er zeichnet für die internationale Vermark-tung sowie die prozessorientierte und funktionale Weiterentwicklung der ERP-Standardsoftware PSIpenta verantwortlich. Sein Engagement bei der 100%igen PSI-Tochter startete er 2002 als Marketingleiter mit der Neupositionierung des ERP-Portfolios PSIpenta im deutschen Markt. Die ERP-Lösung PSIpenta gehört aktuell zu den meist verbreiteten Branchenlösungen im Maschinen- und Anlagenbau in Deutschland und zeichnet sich durch umfangreiche Funktionalität und einen hohen Bekanntheitsgrand im Marktsegment aus.
BRANCHENÜBERSICHT - EXPERTEN
114

Competence Book - MES
Heinz, Martin [email protected]
Geschäftsführer D-A-CHiTAC Software AG
Martin Heinz ist Wirtschaftsingenieur und verantwortet als General Ma-nager innerhalb der iTAC Software AG die Region „D-A-CH“. Seit 2003 ist er für das Unternehmen tätig und definiert maßgeblich die Ausrich-tung der iTAC.MES-Systems an den Anforderungen des Marktes und engagiert sich auch seit vielen Jahren in unterschiedlichen Arbeitskrei-sen des ZVEI (Zentralverband Elektrotechnik- und Elektronikindustrie e.V.) und des VDMA (Verband deutscher Maschinen- und Anlagenbau e.V.) zu den Themen MES und Traceability.
Gronau, Norbert (Dr.-Ing.)[email protected]
UniversitätsprofessorUniversität Potsdam
Norbert Gronau gehört zu den wenigen Persönlichkeiten, die nicht nur Brücken zwischen Wissenschaft und Praxis bauen, sondern diese auch mehrmals täglich überqueren. Er ist Inhaber des Lehrstuhls für Wirt-schaftsinformatik und Electronic Government an der Universität Pots-dam und wissenschaftlicher Direktor des dort angesiedelten Centers for Enterprise Research. Unter der Leitung von Professor Gronau forschen über 30 Mitarbeiter zur integrierten Gestaltung von Geschäftsprozes-sen und Unternehmenssoftware wie etwa ERP-Systemen sowie zu den Grundlagen von Wissen, Lernen und Bilden.
Glück, Markus (Prof. Dr.-Ing.)
Leiter Hardware EngineeringIBS AG
Prof. Dr.-Ing. Markus Glück ist Mitglied der Fakultät für Maschinenbau und Verfahrenstechnik an der Hochschule Augsburg. Er leitet als Ge-schäftsführer das Technologie Centrum Westbayern - ein An-Institut der Hochschule in Nördlingen. 1989-94 Studium der Elektrotechnik (Universität Ulm). 1995-97 wissenschaftlicher Mitarbeiter am For-schungszentrum der Daimler AG in Ulm. 1998-2001 Mattson Ther-mal Products GmbH, zuletzt tätig als Leiter des Bereichs „Hardware Engineering“ mit den Untergruppen Mechanische Konstruktion, Design und Automatisierung sowie Elektrische und Elektronische Entwicklung.
Gerdes, Karl-Heinz (Dr.-Ing.)[email protected]
GeschäftsführerFASTEC GmbH
Dr. Karl-Heinz Gerdes promovierte am Heinz-Nixdorf-Institut über dezentrale Fer-tigungsleitsystemarchitekturen. Sein Einstieg in die Thematik begann 1990 als Leiter für Fertigungs- und Qualitätsleitsysteme im Fachgebiet Rechnerintegrierte Produktion; damals lautet das diesbezügliche Schlagwort allerdings noch CIM - Computer Integrated Manufacturing. 1995 gründete er die FASTEC GmbH - An-bieter für MES-Software -, deren Geschäftsführer er heute noch ist.
Auch wenn alle 10 Jahre die Schlagworte wechseln - CIM, MES, jetzt Industrie 4.0 - und die damit verbundenen Euphorien kommen und gehen, sieht er in diesem Bereich eine kontinuierlich anhaltende Weiterentwicklung stattfinden, die allerdings mehr Zeit erfordert, als ein Hype anhält.
BRANCHENÜBERSICHT - EXPERTEN
115

Competence Book - MES
Himstedt, Steffen (Dipl.-Ing.)[email protected]
Geschäftsführer Trebing & HimstedtProzeßautomation GmbH & Co. KG
Nach dem Studium der Automatisierungstechnik gründete Steffen Himstedt ge-meinsam mit Stefan Trebing 1992 die Firma Trebing & Himstedt Prozessauto-mation GmbH & Co. KG in Schwerin. Als Geschäftsführer ist er für die Bereiche Vertrieb und Marketing verantwortlich und engagiert sich in zahlreichen Vereinen und Arbeitsgremien für die Themen MES und integrierte Produktion.Als SAP MES Experte in verschiedenen Branchen implementiert Trebing + Him-stedt die SAP-Lösungen SAP MII (Manufacturing Integration + Intelligence) und SAP ME (Manufacturing Execution).
Kirsch, [email protected]
Vorstand GUARDUS Solutions AG
Andreas Kirsch ist seit Mitte 2006 Vorstandsmitglied der GUARDUS Solutions AG. Zu seinen Verantwortungsbereichen gehören die Soft-wareentwicklung und Finance/Controlling.Als Mitgesellschafter und Geschäftsführer der TS Technische Software GmbH war er seit 1987 für die Produktentwicklung der CIM Komponenten im Bereich CAQ und BDE/MDE verantwortlich.
Kletti, Jürgen (Prof. Dr.-Ing.)[email protected]
GeschäftsführerMPDV Mikrolab GmbH
Prof. Dr.-Ing Jürgen Kletti, Jahrgang 1948, ist Gesellschafter und Ge-schäftsführer der MPDV Mikrolab GmbH, die er 1977 nach seinem Elektrotechnik-Studium mit dem Spezialfach „Technische Datenverar-beitung“ und der Promotion an der Universität Karlsruhe gründete. Bis heute hält Prof. Kletti Vorlesungen zur Unternehmensführung und ist Mitglied in verschiedenen Fachgremien. Als Vorsitzender des VDI-Ar-beitskreises MES ist er maßgeblich an der Gestaltung der VDI-Richtlinie 5600 beteiligt und im Jahr 2005 gründete er den MES-D.A.CH Ver-band, dem er heute noch vorsteht.
Honold, [email protected]
Geschäftsführender Gesellschafter SALT Solutions GmbH
Jahrgang 1967, ist seit 2002 geschäftsführender Gesellschafter und verantwortlich für den Unternehmensbereich Produktion bei der SALT Solutions GmbH. Der Diplom-Ingenieur Nachrichtentech-nik mit Schwerpunkt Informatik ist mit seiner langjährigen Erfahrung speziali-siert auf die Implementierung von fertigungsnahen IT-Systemen in der diskreten Fertigung und industriellen Qualitätssicherung. Den Schwer-punkt bilden dabei maßgeschneiderte Lösungen für die Automobil- und Zulieferindustrie.
BRANCHENÜBERSICHT - EXPERTEN
116
Competence Book - MES
Meindl, Hanspeterhanspeter.meindl3ds.com
Business ConsultingApriso GmbH
Hanspeter Meindl ist Teil des Teams für Beratungsleistungen rund um FlexNet in DACH. In dieser Rolle bringt er über 20 Jahre Erfahrung in Fertigung und Supply Chain Management mit. Vor Apriso hatte er Be-ratungs- und Management-Positionen bei Siemens, Digital Equipment, PeopleSoft, i2 Technologies und KPMG Consulting in Europa, Asien, Afrika und Amerika
Köster, Nicolas (Dipl. oec.) [email protected]
Director MarketingSyncos GmbH
Dipl. oec. Nicolas Köster ist Director Marketing der Syncos GmbH - einem der führenden Softwareanbieter im Bereich von MES-Lösungen für die diskrete Fertigungsindustrie.Des Weiteren leitet er als Prokurist und Assistent der Geschäftsfüh-rung den kaufmännischen Bereich des Unternehmens. Als berufenes Mitglied des VDI-Arbeitskreises „Energiemanagement mit MES“ ist er an der Ausarbeitung der VDI-Richtlinie 5600 beteiligt und seit 2012 Mitglied im Normenausschuss „UMCM“ des MES-D.A.CH Verbandes.
Kompa, Stefan (Dipl.-Wirt.-Ing., M.Sc.)
Leiter Competence-Center Gruppenleiter AuftragsmanagementForschungsinstitut für Rationalisierung e. V. (FIR) /RWTH Aachen
Stefan Kompa studierte Wirtschaftsingenieurwesen mit Vertiefungsrich-tung Unternehmenslogistik an der Fachhochschule in Gelsenkirchen (TH) und Maschinenbau mit Vertiefungsrichtung Technische Logistik an der Universität Duisburg-Essen. Im April 2009 begann er seine Tätigkeit als wissenschaftlicher Mitarbeiter am Forschungsinstitut für Rationalisierung (FIR) im Bereich Produktionsmanagement. Hier leitete er von März 2012 bis Oktober 2013 das Competence-Center IT und seit Januar 2013 zusätzlich die Gruppe Auftragsmanagement. Seit Oktober 2013 ist er Lehrbeauftragter für Informations- und Kommunikationsmanagement an der Westfälischen Hochschule.
Klimm, [email protected]
UB ProduktionSALT Solutions GmbH
Jahrgang, 1954, kennt die MES-Thematik bestens aus der Anwender-perspektive. Als Dipl.-Ing. für Technische Physik und Dipl.-Wirtschafts-ingenieur hat er zunächst in der Fertigungsindustrie lange Jahre die Einführung komplexer Automatisierungs- und MES-Lösungen in großen Fabriken gemanagt. 1989 wechselte er in die IT-Branche und ist seit-dem als Berater und Projektmanager für MES-Anwendungen tätig. Seit sieben Jahren bei SALT Solutions leitet er dort unter anderem die For-schungsbeteiligungen zu Industrie 4.0 und unterstützt im Geschäftsfeld Produktion die Vertriebs- und Marketingaktivitäten.
BRANCHENÜBERSICHT - EXPERTEN
117

Competence Book - MES
Möhrmann, [email protected]
Bereichsleiter Produktion und LogistikISTEC Industrielle Software-Technik GmbH
Uli Möhrmann hat 1984 das Informatikstudium mit der Vertiefungs-richtung Prozessautomatisierung an der FH Karlsruhe abgeschlossen. Danach hat er 10 Jahre in der Systementwicklung bei einem Anlagen-bauer im Bereich der Lager- und Fördertechnik gearbeitet. Seit 1995 ist er bei der ISTEC GmbH. Hier ist er Bereichsleiter des ISTEC-Geschäfts-feldes „Produktion und Logistik“. In diesem Geschäftsfeld bietet die ISTEC Beratung, Konzeption und Implementierung von MES-Lösungen.
Peters, [email protected]
GeschäftsbereichsleiterSALT Solutions GmbH
Georg Peters leitet den Geschäftsbereich SAP Manufacturing Execution bei SALT Solutions und verantwortet die Entwicklung von MES-Archi-tekturen für unterschiedliche Branchen sowie deren maßgeschneiderte Implementierung. Als Spezialist für IT-Lösungen in der Produktion hat der diplomierte Wirtschaftsingenieur Projekte für zahlreiche Unternehmen erfolgreich umgesetzt, seit 2004 für die Kunden von SALT Solutions.
Möller, [email protected]
Geschäftsführergbo datacomp GmbH
Michael Möller ist seit 1998 alleiniger Geschäftsführer der gbo data-comp GmbH. Vorher verschiedene leitende Positionen in einem KMU der Elektronikbranche, Betreuung und Integration mehrer Firmenüber-nahmen, Vertriebsleitung international für BDE/MES Systeme bei der gbo AG, verantwortlich für die Produktentwicklung bisoft als MES Lö-sung für den weltweiten Vertrieb bei der gbo AG.
Müller, [email protected]
VertriebsleiterPickert & Partner GmbH
Marcus Müller leitet den Vertrieb des bei Karlsruhe ansässigen Software-dienstleisters Pickert & Partner GmbH und verfügt über eine fünfzehn-jährige Berufserfahrung als Fach- und Führungskraft im Bereich Quali-täts- und Produktionsmanagement-Software und ist ein entsprechend gut vernetzter Branchenkenner. Herr Müller hat seinen Diplomingenieur für Feinwerktechnik an der FH Karlsruhe erworben und verfügt über eine Ausbilderqualifikation für die gewerbliche Wirtschaft. Seine jahrelange direkte Arbeitserfahrung in der fertigenden Industrie und sein Verständnis für Softwareentwicklung machen ihn zu einem geschätzten Projektpart-ner.
BRANCHENÜBERSICHT - EXPERTEN
118

Competence Book - MES
Schumacher, Jochen (Dipl.-Ing.-Wirt)[email protected]
Leiter Beratungsabteilung MPDV Campus BeratungMPDV Mikrolab GmbH
Dipl.-Ing. Dipl.-Wirt. Jochen Schumacher, Jahrgang 1965, ist Leiter des MPDV Campus mit Schwerpunkten in den Bereichen Lean Produc-tion, TPM, prozessorientierte Kennzahlen und MES. Nach seinem Stu-dium der Elektrotechnik und Betriebswirtschaft mit den Schwerpunkten Regelungstechnik und Fertigungasmanagement bearbeitete er Projekte im Produktionsumfeld des ABB Konzerns im In- und Ausland und lei-tete eine IT-Firma mit Fokus auf die Abbildung von Geschäftsprozessen im Internet. Jochen Schumacher ist Referent auf Seminaren und Autor zahlreicher Veröffentlichungen in der Produktions- und IT-Fachpresse.
Schnittler, [email protected]
Referent für ERP- und PPS-SystemeVDMA
Seit Oktober 2001 ist Volker Schnittler als Referent für kaufmännische Unternehmenssoftware wie ERP, PPS, MES und Variantenkonfigurati-onslösungen bei der Abteilung Informatik des VDMA beschäftigt. Dort leitet er u. a. auch den PPS-Anwender/Anbieter-Dialog und ist Mitglied im Forschungsbeirat des fir (Aachen).
Rücker, Gerd [email protected]
Geschäftsbereichsleiter Vertriebbecos GmbH
Dipl.-Ing. Gerd Rücker, Jahrgang 1959, ist Leiter Geschäftsbereich Vertrieb der becos GmbH. Zwischen dem Abschluss seines Studiums der Elektrotechnik mit Schwerpunkt Ingenieurinformatik 1987 und dem Wechsel zu becos im Jahr 1998 war er in verschiedenen Unterneh-men im Bereich der Softwareentwicklung, Projektleitung, Projektma-nagement und Beratung für Produktionsplanungs-/- steuerungs- und –datenmanagementsysteme tätig.
Röhrig, Burkhard
Geschäftsführender MehrheitsgesellschafterGFOS mbH
1988 gründete Burkhard Röhrig der GFOS, Gesellschaft für Organisa-tionsberatung und Softwareentwicklung mbH (bis 2008: Gesellschaft für Fabrik-Organisation und Software-Entwicklung mbH), die er bis heute als geschäftsführender Mehrheitsgesell schafter leitet. Die GFOS beschäftigt sich mit der Erstellung und Vermarktung von Software für die Bereiche ‚Workforce Management‘ und ‚Manufacturing Execution System‘ (MES). Sie gehört zu den Pionieren der Anwendungsentwick-lung und -integration mehrdimensionaler Ressourcen-Management Systeme in unterschiedlichsten Branchen.
BRANCHENÜBERSICHT - EXPERTEN
119

Competence Book - MES
Schulz, Torsten (Dipl.-Ing.)[email protected]
Leiter ProduktmanagementIBS AG
Dipl.-Ing. Torsten Schulz ist Jahrgang 1962 und hat an der Fachhoch-schule Koblenz Elektrotechnik/Nachrichtentechnik studiert. Seit 1992 ist er bei der IBS AG in Höhr-Grenzhausen beschäftigt. Nach jahrelanger Leitung des Entwicklungsbereiches der IBS AG leitet er nunmehr den Bereich Produktmanagement bei der IBS AG.
Stock, [email protected]
Technische LeitungFAUSER AG
Wolfgang Stock wechselte nach seiner Berufsausbildung Anfang 1998 zur FAUSER AG. Er leitet bei dem führenden Softwarehersteller und Problemlösungsanbieter für kleine und mittelständische Industrieunter-nehmen den Bereich Forschung und Entwicklung. Aktuell arbeitet Herr Stock hauptverantwortlich an der komplett neu programmierten Ferti-gungsplanung JOBDISPO MES Core.
Sontow, [email protected]
VorstandTrovarit AG
Dr. Karsten Sontow, Jahrgang 1967, ist Gründer und Vorstand der Tro-varit AG, Aachen, einem Spezialisten für die Evaluation von Business Software (z.B. ERP, CRM, ECM, BI). Dort verantwortet er die Bereiche Marketing, Account Management, Research und Finanzen. Dr. Sontow studierte Maschinenbau und Betriebswirtschaft an der RWTH Aachen und am Massachussetts Institute of Technology in Cambridge, USA. Seinen Doktortitel im Maschinenbau erwarb er an der RWTH Aachen.
Schürch, [email protected]
CEOCSM Systems AG
Geboren am 1953 in der Schweiz, schloss er nach der Berufslehre als Elektroniker und Fachhochschulabschluss in Automatik an der ETH in Zürich als dipl. El. Ing. ETH ab. Nach einer Erstanstellung bei Mettler Toledo übernahm er 1982 bei Zellweger Uster als Projekt- und Grup-penleiter die Entwicklung einer neuen Generation Betriebsdatenerfas-sungssysteme für die Draht- und Kabelindustrie. Computer Supported Manufacturing Systems AG wurde 1985 vom heutigen CEO, Robert Schürch, in der Schweiz gegründet.
BRANCHENÜBERSICHT - EXPERTEN
120

Competence Book - MES
Wiendahl, Hans-Hermann (Dr.-Ing.)
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA
Nach der Ausbildung zum Industriekaufmann Studium des Wirtschafts-ingenieurwesens an der TU Berlin. Danach beschäftigt am Fraunhofer Institut für Produktionstechnik und Automatisierung bzw. Institut für In-dustrielle Fertigung und Fabrikbetrieb der Universität Stuttgart als Pro-jektleiter, Abteilungsleiter und Fachreferent. Seit mehr als 10 Jahren führte Wiendahl Projekte in den Themen Geschäftsprozessgestaltung mit dem Schwerpunkt Auftragsabwicklung, PPS-, Logistikkonzepte und -Methoden sowie der Auswahl und Einführung von ERP- und MES-Soft-ware für Unikat-, Einzel- bis Serienproduktion sowie Lohnfertiger durch.
Wesenigk, [email protected]
Marketing Managerin PSIPENTA Software Systems GmbH
Beate Wesenigk, Marketing Managerin, verantwortet seit Anfang 2012 alle Kommunikationsmaßnahmen der PSIPENTA Software Systems GmbH. .
Sydow, Torsten [email protected]
Director MarketingSALT Solutions GmbH
Thorsten Sydow Leiter Marketing bei SALT Solutions GmbH den Spezi-alisten für Softwarelösungen in den Bereichen Produktion, Logistik und Handel. Das Unternehmen analysiert Prozesse, wählt die passenden IT-Systeme und ergänzt Lösungen dort, wo die individuellen Wünsche der Kunden vom Standard abweichen.
Wilhelm, Frank (Dipl.-Wi.-Ing.)[email protected]
Teamleiter MES, ORBIS AGGeschäftsführer, OSCO GmbH
Frank Wilhelm ist Teamleiter MES der ORBIS AG sowie Geschäftsführer der Tochtergesellschaft OSCO GmbH. Er verantwortet die Produktent-wicklung und Beratung von ORBIS MES. Frank Wilhelm, Wirtschafts-ingenieur, verfügt aufgrund seiner mehrjährigen Berufserfahrung und zahlreicher Projekte sowohl in der Management- bzw. Strategiebera-tung als auch in der Prozess- und Logistikberatung über fundiertes Know-how.
BRANCHENÜBERSICHT - EXPERTEN
121

Competence Book - MES
Woiton, Marcel
Geschäftsleitung Rockwell Automation Deutschland
Marcel Woiton stand seit Oktober 2008 dem europäischen Global & Corporate Account Team von Rockwell Automation vor und betreute mit seinem europäischen Team weltweite Kunden aus den Verbrauchs-güterindustrien, der Automobil- und Reifenproduktion sowie der Life Sciences-Branche. Zuvor war Woiton, der seit April 2007 für Rockwell Automation tätig ist, für die europaweite Geschäftsentwicklung im Be-reich der erneuerbaren Energien, in der Öl- und Gasbranche sowie im Schifffahrtssektor zuständig.
Wochinger, Thomas (Dipl.-Wi.-Ing.)
Gruppenleiter Fraunhofer-Institut für Produktionstechnik und Automatisierung (IPA)
Dipl.-Wi.-Ing. Thomas Wochinger ist Gruppenleiter Produktionsplanung und -steuerung in der Abteilung Auftragsmanagement und Wertschöp-fungsnetze des Fraunhofer-Institut für Produktionstechnik und Automa-tisierung (IPA).
Winter, Eckhard (Dipl.-Ing. (FH))
GeschäftsführerIndustrie Informatik Gruppe
Eckhard Winter absolvierte nach seiner Ausbildung zum Werkzeugma-cher an der FH Heilbronn das Studium zum Dipl. Ing. FH Fachrich-tung Produktionstechnik. Ab 1997 war Eckhard Winter bei BRAIN mit verschiedenen Managementaufgaben betraut, zuletzt war er für den Bereich Consulting national und international in Europa verantwortlich. Seit 2003 ist er geschäftsführender Gesellschafter der Industrie Infor-matik in Deutschland und seit 2012 auch als Geschäftsführer der ge-samten Industrie Informatik Gruppe eingesetzt
Wolf, Jü[email protected]
Leiter Strategisches Marketing und Business DevelopmentIBS AG
Seit Oktober 2004 ist Jürgen Wolf als anerkannter Fachmann für die softwaregestützte Produktionsplanung und -steuerung sowie das The-ma Digitale Fabrik bei der IBS AG verantwortlich für den Bereich Strate-gisches Marketing und Business Development.
BRANCHENÜBERSICHT - EXPERTEN
122

Competence Book - MES
Wössner, [email protected]
Vertriebsleiter ISGUS GmbH
Klaus Wössner begleitet das Thema MES bereits seit dem Anfang der 90er Jahre, als die die ISGUS GmbH anlässlich der CeBIT ihre erste BDE Lösung vorstellte. Seither hat sich die ISGUS Lösung, wie auch der Bedarf der überwiegend mittelständischen Kunden, kontinuierlich wei-terentwickelt. In 25 Jahren ununterbrochener Produktpflege und Wei-terentwicklung wurden immer wieder neue Aspekte und Entwicklungen aufgegriffen, die sich in der heute angebotenen Lösung wiederfinden. Klaus Wössner ist seit vielen Jahren im Projekt- und Produktmanage-ment im Bereich Fertigung/Industrie aktiv und ist seit 1996 verantwort-lich für Vertrieb und Marketing.
BRANCHENÜBERSICHT - EXPERTEN
123


Competence Book - MES
VeranstaltungenHANNOVER MESSE 2014(Veranstalter: Deutsche Messe - Datum: 07. - 11.04.2014 - Veranstaltungsort: Hannover)
Als weltweit wichtigste Industriemesse besetzt die HANNOVER MESSE 2014 zentrale Technologiefelder und stellt ihre sieben Leitmessen unter das Motto „Integrated Industry – NEXT STEPS“. Damit begegnet die HANNOVER MESSE dem Informations-, Diskussions- und Abstimmungsbedarf der unterschiedlichen Industriebranchen. Mit den Bereichen Industrieautomation und IT, Energie- und Umwelttechnologien, industrielle Zulieferung, Produktionstechnologien und Dienstleistungen sowie Forschung und Entwicklung bietet sie für Aussteller und Besucher eine internationale Busi-ness-Plattform. Innerhalb der Digital Factory 2014 ist die MES-Fachtagung eine feste Größe.
CeBIT 2014(Veranstalter: Deutsche Messe - Datum: 10. - 14.03.2014 - Veranstaltungsort: Hannover)
Als weltweit wichtigste IT-Messe zeigt die CeBIT 2014 die neuesten Entwicklungen in den Bereichen ECM, ERP & Data Analysis, Web & Mobile Solutions, Research & Innovation, IT Services, IT Infrastructure & Data Centers, Security sowie Communication & Networks. Hinzu kommen Angebote für spezielle Zielgruppen: Public Sector Parc, Planet Reseller, Global Sourcing Area for Devices & Accessories oder die Start-up-Initiative CODE_n. Topthema der CeBIT 2014 ist Datability – die Fähigkeit, große Datenmengen nachhaltig und verantwortungsvoll zu nutzen. Zahlreiche Konferenzen und Vorträge ergänzen die Ausstellung.
IT & Business(Veranstalter: Landesmesse Stuttgart GmbH - Datum: 08. - 10.10.2014 - Veranstaltungsort: Stuttgart)
Where IT works - die parallel stattfindenden IT & Business, Fachmesse für IT-Solutions,DMS EXPO, Leitmesse für Enterprise Content Management, und CRM-expo, Leitmesse für Kundenbeziehungsmanagement, bilden zusammen die komplette Unternehmens-IT ab. Das Angebot zu den Kernbereichen ERP, CRM, ECM und Output Management rich-tet sich an IT-Verantwortliche und Entscheider. Auch das Thema MES/ Fertigungssteuerung wird im umfassenden und hochkarätigen Ausstellungs- und Rahmenprogramm aufgegriffen. Die drei Fachmessen bieten die perfekte Plattform für einen erfolgreichen Austausch zwischen Branchenführern und Fachpublikum.
BRANCHENÜBERSICHT - VERANSTALTUNGEN
125

Competence Book - MES
Glossar zum Thema MESA
Anwendungssysteme
Anwendungssysteme sollen die Benutzer beim Durchführen der Geschäftsprozesse und betrieblichen Funktionen effektiv unter-stützen.
Application-Service-Providing (ASP)
ASP (Application-Service-Providing) be-zeichnet ein Dienstleistungskonzept, bei dem Anwendungssysteme auf einem zen-tralen Server durch den Application-Ser-vice-Provider bereitgestellt werden. Der Zugang zu den verfügbaren Anwendungen erfolgt hierbei über einen Webbrowser. Wei-tere Aufgaben wie Wartung und Updates der Anwendungssysteme, Verwaltung, Viren-schutz und Datensicherung werden durch den Provider übernommen.
Advanced Product Quality Planning (APQP)
APQP ( Advanced Product Quality Planning) bezeichnet ein kontinuierliches Projektma-nagement für die Produkt- und Qualitätspla-nung und ist geeignet für alle Phasen des Entwicklungsprozesses.APQP verfolgt das Ziel, eine einheitliche produktbezogene Dokumentationsstruk-tur/-hierarchie zu haben, die dem Anwender (Hersteller) die notwendige Transparenz über das Herstellgeschehen liefern. Dadurch soll die Produktionslenkung vereinfacht werden.
Assemble-to-Order (ATO)
Deutsche Übersetzung: montieren nach Katalog. Assemble-to-Order (ATO) bezeich-net eine Mischform aus Lagerfertigung und Auftragsfertigung. Grundgedanke ist eine auftragsneutrale Vorfertigung, die mit einerkundenspezifischen Endfertigung oder Mon-tage verbunden ist.
Auto-ID-Technologie
Unter Auto-ID-Technologien werden die Ver-fahren zur automatischen Datenerfassung, Datenerhebung sowie Datenübertragung zu-sammengefasst. Gemeint sind damit Tech-nologien wie Barcode, Mobile Datenerfas-sung, RFID, Spracherkennung sowie diverse Chipkarten-Ausprägungen. Diese Verfahren werden zur eindeutigen Identifizierung von Objekten oder Personen eingesetzt. Ziel der Auto-ID-Technologie ist die Verbesserung der betrieblichen Prozesse in der Fertigung, der Lieferkette und der Warenbewirtschaf-tung.
Betriebsdatenerfassung (BDE)
Betriebsdatenerfassung ist die Erfassung von organisatorischen sowie technischen Unter-nehmensdaten. Zu den organisatorischen Unternehmensdaten zählen die Auftragsda-ten (z. B. Menge, Gewicht, Arbeitsfortschritt, Auftragsstatus usw.) und Personaldaten (z. B. Zutrittskontrolle, Lohnkosten, Arbeitszeit usw.). Technische Betriebsdaten sind Ma-schinendaten (z. B. Schalthäufigkeit, gefer-tigte Stückzahl, Meldung, Störungen usw.) und Prozessdaten (wie z. B. Qualität, Para-meter der Prozesse, Einstelldaten usw.).
B
Business Application Programming Interface (BAPI)
BAPI ist eine standardisierte Programmier-schnittstelle der SAP-Business Objekte, bei denen es externen Programmen ermöglicht wird, auf die Daten und Geschäftsprozesse des SAP R/3 zuzugreifen.
CComputer Aided Quality Assurance (CAQ)
CAQ (deutsch: „computergestützte Quali-tätssicherung“) umfasst computergestützte Maßnahmen zur Planung und Durchführung der Qualitätssicherung. CAQ wird überwie-gend im industriellen Bereich eingesetzt. Zur Methode zählt die Analyse, Dokumentation und Archivierung qualitätsrelevanter Daten in Fertigungsprozessen. CAQ Maßnahmen die-nen der Minimierung der Risiken nach dem Produkthaftungsgesetz und der Optimierung der Fertigungsabläufe.
Computer Integrated Manufactu-ring (CIM)
Computer Integrated Manufacturing ist ein Sammelbegriff für sämtliche Tätigkeiten ei-nes produzierenden Unternehmens, die sich auf die Nutzung von Rechnern stützen. Be-standteile von CIM sind CAD (computerge-stütztes Zeichnen, Entwurf); CAP (rechner-gestützte Arbeitsplanung); CNC-Fertigung; CAQ (rechnergestützte Qualitätssicherung); PPS (Produktionsplanung und - steuerung) und BDE (Betriebsdatenerfassung).
BRANCHENÜBERSICHT - GLOSSAR
126

Competence Book - MES
D
Direct Numercial Control (DNC)
Die DNC-Systeme sind die komplexeste Form von numerisch gesteuerten Maschi-nen. Dabei werden mittels eines Zentralrech-ners oder eines Fertigungsrechners, der eine Serverfunktion erfüllt, mehrere Maschinen gemeinsam gesteuert. Computergeschrie-bene Programme werden über Netzwerk im Zentralrechner gespeichert und von dort an die zu steuernden Maschinen weiterverteilt.
E
Electronic Data Interchange (EDI)
Sammelbegriff für alle elektronischen Ver-fahren zum automatischen Austausch von strukturierten Daten (z. B. Bestellungen, Rechnungen) zwischen zwei Anwendungs-systemen mit einem Minimum an mensch-lichen Eingriffen. Ermöglicht den beteiligten Partnern eine Rationalisierung ihrer Abläufe und erhebliche Kostenersparnisse. Neben EDI gibt es eine Reihe anderer Verfahren und Standards, um elektronische Daten aus-zutauschen. Um EDI von einigen dieser Ver-fahren abzugrenzen, wird deshalb genauer von klassischem EDI gesprochen, im Ge-gensatz z. B. zu WebEDI oder Internet-EDI
Enterprise Application Integration (EAI)
Ein Konzept zur unternehmensweiten IT-Sys-temintegration mit hoher Flexibilität, leichter Erweiterbarkeit und einfacher Änderung des Workflows. EAI umfasst die Planung, die Me-thoden und die Software, um heterogene, autonome Anwendungssysteme prozesso-rientiert zu integrieren.
Enterprise Resource Planning (ERP)
ERP-Systeme (Warenwirtschaftssysteme) sind modular strukturierte integrierte Stan-dardanwendungssoftwareSysteme, die alle wesentlichen betrieblichen Funktionen in der Fertigung abdecken (Beschaffung, Produktion, Finanzen, Personal usw.) und informationstechnisch umsetzen. Die Daten-haltung erfolgt in einer zentralen Datenbank. ERP-Systeme sind damit vollständig inte-grierte Software-Lösungen für alle Unter-nehmensbereiche. Das Ziel von Enterprise Resource Planning ist die Optimierung der Ressourcenplanung eines Unternehmens. Dabei werden alle relevanten Geschäftspro-zesse berücksichtigt.
FFinite Capacity Scheduling (FCS)
Finite Capacity Scheduling (FCS) bedeutet übersetzt „Zieltermin Kapazitätsplanung“. FCS Module sind APS-Module zur simulta-nen Planung von Ressourcen (Material, Ma-schinen, Personal und Werkzeugen) und zur Berechnung von Produktionsstartterminen. FCS-Systeme berechnen die voraussichtli-che Produktionsdauer aus Planzeiten für das Rüsten und die Produktion. Sie untersuchen, ob Produktionskapazitäten verfügbar sind und erstellen einen Plan für die Startzeiten der Einzelaufträge. Die Berechnung erfolgt üblicherweise iterativ, d. h. es wird ein Auf-trag verplant, dann der nächste, etc. bis sich die Plantafel langsam füllt.
IInterface
Als Interface werden Schnittstellen bezeich-net, über die ein definiertes Kommunikati-onsprotokoll abläuft. Durch ein Interface wird der Datenaustausch zwischen verschiede-nen Geräten und Softwareprogrammen er-möglicht.
JJust-In-Time (JIT)
Just-In-Time (JIT) ist ein produktionstechni-sches Konzept, bei dem die Komponenten zum richtigen Zeitpunkt angeliefert und/oder produziert werden und direkt, ohne Zwi-schenlagerung, in die Montage einfließen. Die Lager- und die Kapitalbindungskosten entfallen. JIT ist in der Automobil- und Zu-lieferindustrie weit verbreitet.
ISO/DIS 22400-1 und ISO/FDIS 22400-2
In der neugegründeten WG9 des TC184/SC5 wird das Thema „Key Performance Indicators for Manufacturing Operations Ma-nagement“ in der Normenreihe ISO 22400 bearbeitet. Bislang sind 4 Teile geplant, wo-bei der Teil 2 inhaltlich dem VDMA-Einheits-blatt entspricht und bereits zur Verteilung als CD (Committee Draft) ansteht. In CD-ISO 22400-2 sind zusätzlich KPIs, als Beitrag von anderen Ländern, enthalten.
BRANCHENÜBERSICHT - GLOSSAR
127

Competence Book - MES
KKanban
Kanban stellt ein Fertigungssteuerungsver-fahren dar, bei dem die Produktion gemäß des Holprinzips (engl.: Pull Principle) durch den Bedarf nachgelagerter Fertigungsstufen ausgelöst wird.
M
Management Information System (MIS)
MIS-Systeme sind Anwendungssysteme, die in Form von Standardübersichtsberich-ten die verschiedensten Informationen und Kennzahlen eines Unternehmens zur Verfü-gung stellen, sie auswerten und analysieren. MIS-Systeme informieren das Führungs-personal aktuell über Unternehmensfort-schritte, wie Produktions-, Verkaufs oder Bestandszahlen, die die Grundlage für die Entscheidungsfindung und die strategischen Handlungen bilden. Zielsetzung ist, aus den Datenmengen der operativen Systeme (Bu-chungssystem, FiBu etc.) ein Steuerungsins-trument zu schaffen, das dem Management ein frühzeitiges Gegensteuern ermöglicht.
Manufacturing Execution System (MES)
MES-Systeme (auch Shop Floor Systeme genannt) liefern Informationen, die eine Optimierung von Produktionsabläufen vom Anlegen des Auftrags bis hin zum fertigen Produkt ermöglichen. Anhand aktueller und exakter Daten führt MES die Fertigungsak-tivitäten aus. Es initiiert, antwortet auf und berichtet über Aktivitäten so, wie sie auf-treten. Das MES-System ermöglicht die Ist-Betrachtung von Maschinen, Schichten, Bedienern und Produkten und bündelt die Informationen der Produktion in übersicht-lichen Auswertungen. Daten stehen allen relevanten Bereichen zur Verfügung, unter anderem über ERP-Systeme. Auf einen Blick ist sichtbar, wo welcher Auftrag läuft und welche Maschine stillsteht. Ermöglicht wird damit eine schnellere Reaktion auf Ver-änderungen im Fertigungsablauf. MES führt zu effektiven Fertigungs- und Prozessabläu-fen, verbessert die Betriebsbereitschaft der Anlagen, forciert die termingerechte Aus-lieferung der Produktionsgüter, verkürzt die Lagerzyklen und erhöht den Cash-Flow er-heblich. Im Gegensatz zur Ebene der reinen betriebswirtschaftlichen Produktionsplanung durch Enterprise Resource Planning-Sys-teme (ERP) sind MES-Systeme direkt an die Shop Floor-Ebene angebunden. Zu den Grundfunktionen gehören Betriebsdatener-fassung (BDE), Maschinendatenerfassung (MDE), Personaldatenerfassung, Produkti-onsfeinplanung, Qualitätsmanagement, etc.
Manufacturing Intelligence
Manufacturing Intelligence ist ein System, das Kennzahlen (Daten, Alarme und Ereig-nisse) und Verfahren liefert, um die Leis-tungsfähigkeit einer Fertigung zeitnah und fortlaufend zu messen, zu analysieren, kont-rolliert darzustellen und zu steuern. Das Sys-tem liefert damit Entscheidungsgrundlagen, um Produktionsprozesse zu verbessern.
Manufacturing Resource Planning (MRP II)
Das MRP II-Konzept (Manufacturing Re-source Planning) ist eine Methode, um alle Ressourcen eines Produktionsunterneh-mens zu planen. Die Methode verfügt über Simulationsfähigkeiten und besteht aus einer Anzahl miteinander verknüpfter Funktionen: Der Geschäftsplanung (Business Planning), Absatz- und Produktionsgrobplanung (sales and operations planning), Produktionspla-nung (production planning) und Fertigungs-planung für Material und Kapazität (execution support systems for capacity and material). Die Ergebnisse dieser Systeme sind ein-gebunden in den Geschäftsplan, Beschaf-fungsplan, den Transportkostenplan und die Bestandshochrechnungen. Die langfristige und strategische Planung gewinnt in MRP II an Bedeutung. MRP II ist eine direkte Erwei-terung der MRP I.
Maschinendatenerfassung (MDE)
Die Maschinendatenerfassung (MDE), be-schreibt die Schnittstelle zwischen Maschi-nen der Produktionstechnik und der Infor-mationsverarbeitung. Die erfassten Daten können direkt als Parameter in die Maschi-nenregelung einfließen und auch als eine Datenquelle der Betriebsdatenerfassung für weitergehende Zwecke verwendet werden, z.B. zur statistischen Prozessregelung (SPC) und zur Planung und Steuerung von Pro-duktionsaufträgen.
N
Numerical Control (NC)
Die NC-Maschinen werden mittels Computer gesteuert. Das Steuerungsprogramm erhält die notwendigen Informationen bezüglich der Bearbeitung und der Art des Werk-stücks, das die NC-Maschinen in Arbeits-abläufe umsetzen und nacheinander abar-beiten können. Es gibt drei grundlegende Arten von NC-Maschinen: NC-Maschinen; CNC-Maschinen - die Steuerung erfolgt über einen Computer; DNC-Maschinen (di-rect numerical control) - Computergeschrie-bene Programme werden über Netzwerk in einen Server gespeichert und werden von dort an die zu steuernden Maschinen wei-terverteilt.
BRANCHENÜBERSICHT - GLOSSAR
128

Competence Book - MES
Overall Equipment Efficiency (OEE)
Overall Equipment Effectiveness (OEE, Ge-samtanlageneffektivität) ist eine einfache Methode, den Nutzungsgrad der im Betrieb befindlichen Maschinen permanent zu über-wachen, zu protokollieren und zu erhöhen. In der Regel erfolgt die Maschinenüberwa-chung über Intranet oder Internet. Die Pro-duktivität kann durch den ermittelten OEE-Wert gemessen und analysiert werden.
O
Overall Process Effectiveness (OPE)
Die Gesamtprozesseffektivität kennzeichnet die Verluste (einschließlich planungsbasierter Verluste), die während des Betriebs einer Anlage auftreten. Anmerkung: Diese Kenn-zahl stellt eine sinnvolle Erweiterung von OEE dar, da sie bewusst auch planungsbasierte Verluste einschließt.
Produkt Life Cycle Management (PLM)
Unter Product Life Cycle Management ver-steht man die Zusammenführung und Admi-nistration aller Daten, die von einem Produkt von der Herstellung bis zur Entsorgung ge-wonnen werden.
Produktions-, Planungs- und Steu-erungssystem
Ein PPS-System unterstützt den Anwender bei der Produktionsplanung und -steue-rung und übernimmt die damit verbundene Datenverwaltung. Sie sind die Basis jeder Fertigung. Mit Hilfe eines PPS-Systems werden Aufträge abgewickelt, Produkte konfiguriert, produziert und ausgeliefert. Ziel der PPS-Systeme ist die Realisierung kurzer Durchlaufzeiten, die Termineinhaltung, opti-male Bestandshöhen sowie die wirtschaft-liche Nutzung der Betriebsmittel. ERP-Sys-teme umfassen zusätzlich die Planung von Personal sowie Finanz-Management und können PPS-Systeme daher integrieren.sorgung gewonnen werden.
P
Q
Qualitätsdatenerfassung (QDE)
Qualitätsdatenerfassung (QDE) ist das Auf-zeichnen und/oder rechnergestützte Erfas-sen von Ausgangs- bzw. Ergebnisdaten, die sich bei der Qualitätsplanung, -lenkung, -prüfung und anderen Beurteilungen und Berechnungen ergeben.
Quality Function Deployment (QFD)
Quality Function Deployment (QFD) ist eine Methode der Qualitätssicherung. Ziel des Verfahrens ist die Konzeption, die Erstellung und der Verkauf von Produkten und Dienst-leistungen, die der Kunde wirklich wünscht. QFD bezieht dabei alle Unternehmensberei-che in die Qualitätsverantwortung mit ein.
RRadio Frequency Identification (RFID)
Radio Frequency Identification (RFID) ist eine Technologie zur drahtlosen Identifizierung von Waren oder Personen über elektroma-gnetische Wellen.
Remote Function Call (RFC)
Remote Function Call (RFC) ist ein Begriff aus dem Umfeld der SAP-Software. RFC bezeichnet Verfahren, mit denen Funktio-nen in einem entfernten System aufgerufen werden. RFC ist andererseits auch der Über-begriff für die SAP-eigenen Protokolle und Schnittstellen.
S
Shop Floor
Unter Shop Floor versteht man in der In-dustrie den Produktionsbereich/ Produkti-onsstätte als den Ort der Wertschöpfung. Shop Floor-Management umfasst Prozesse, Methoden und Systeme zur Sicherstellung einer möglichst effizienten Produktion. ShopFloor-Management legt den Focus auf das Geschehen an der Basis.
Speicherprogrammierbare Steue-rung (SPS)SPS-Systeme (engl. Programmable Lo-gic Controller) werden zur automatischen Steuerung und/oder Regelung einer Ma-schine oder Anlage eingesetzt. Anhand eines programmierten Ablaufs können unterschiedliche Maschinen gesteuert wer-den. triebsmeldungen (Data-Logging) und die Antriebssteuerung (Motion Control, Drehzahlsteuerung mit kontrollierter Be- schleunigung oder Verzögerung).
BRANCHENÜBERSICHT - GLOSSAR
129
Competence Book - MES
Statistical Process Control (SPC)
Statistical Process Control (SPC), deutsch: „Statistische Prozesslenkung“ ist die kon-sequente Anwendung statistischer Metho-den, um einen Prozess zu überwachen. Ziel dieser Überwachung ist es, Qualitätsdefizite bereits während der laufenden Produktion zu entdecken. Dabei können sowohl quan-titative als auch qualitative Merkmale eines Produktes oder eines Prozesses überwacht werden.
T
Traceability
Traceability (deutsch: „Rückverfolgbarkeit“) bedeutet, dass zu einem Produkt oder einer Handelsware jederzeit festgestellt werden kann, wann und wo und durch wen die Ware gewonnen, hergestellt, verarbeitet, gelagert, transportiert, verbraucht oder entsorgt wur-de. Diese Weg- und Prozessverfolgung wird auch Tracing genannt. Unterschieden wird zwischen: Downstream-Tracing (abwärts-gerichtet - vom Erzeuger zum Verbraucher) und Upstream-Tracing (aufwärtsgerichtet - vom Verbraucher zum Erzeuger). Siehe auch Tracking and Tracing.
ZZustandsorientierte Instandhal-tung
Ausgehend vom aktuellen Zustand der An-lage werden vorbeugend Instandhaltungs-maßnahmen durchgeführt mit dem Ziel, die Ausfallzeiten zu reduzieren. Primärer Fokus ist die Schadensvorbeugung. Der Abnut-zungsvorrat der Instandhaltungsobjekte wird besser ausgenutzt als bei der Strategie der vorbeugenden Instandhaltung. Es lässt sich in der Regel eine höhere Verfügbarkeit und Zuverlässigkeit als bei der Strategie der aus-fallbedingten Instandhaltung erreichen.
V
VMA-Einheitsblatt 66412
Das VDMA-Einheitsblatt 66412 enthält eine Sammlung betriebswirtschaftlicher Kenn-zahlen für den Bereich der Fertigungssteu-erung und -überwachung zur Beurteilung und Festlegung der Zielvorgaben von Fer-tigungsprozessen.
VDI Richtlinie 5600
Der Begriff MES wird in Deutschland durch die VDI-Richtlinie 5600 und das NAMUR-Ar-beitsblatt NA 94 transparent gehalten. Die Richtlinie beschreibt die Aufgaben und den Nutzen von MES in einer anwendungsna-hen Form. Sie wendet sich in erster Linie an potenzielle Anwender in produzierenden Unternehmen, also z. B. Fertigungsleiter oder Arbeitsvorbereiter und beschreibt acht typische MES-Aufgaben.
BRANCHENÜBERSICHT - GLOSSAR
130
Quellen:
http://www.syncos.com/kontakt/mes-glossar/glossary-search/1/all.html
http://www.wikipedia.de

Competence Book - MES 131

STATEMENTS
WIR DANKEN UNSEREN PARTNERNWWW.COMPETENCE-SITE.DE