
Neue Methoden des Industrial Engineering zur Steigerung ... · PDF file4. Symposium...
29
4. Symposium Arbeitsorganisation der Zukunft – Wachstum durch Produktivitätsmanagement Neue Methoden des Industrial Engineering zur Steigerung der Produktivität Aachen, den 18.09.2008 Univ.-Prof. Dr.-Ing. Dipl.-Wirt.-Ing. Christopher M. Schlick © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Transcript of Neue Methoden des Industrial Engineering zur Steigerung ... · PDF file4. Symposium...
4. Symposium
Arbeitsorganisation der Zukunft –Wachstum durch Produktivitätsmanagement
Neue Methoden des Industrial Engineering zur Steigerung der Produktivität
Aachen, den 18.09.2008
Univ.-Prof. Dr.-Ing. Dipl.-Wirt.-Ing. Christopher M. Schlick
© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
1 Anforderungen an Methoden des Industrial Engineering
2 Intelligentes Planzeitensystem für Projektorganisationen
3 Simulation von Projekten
4 Fazit
2© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
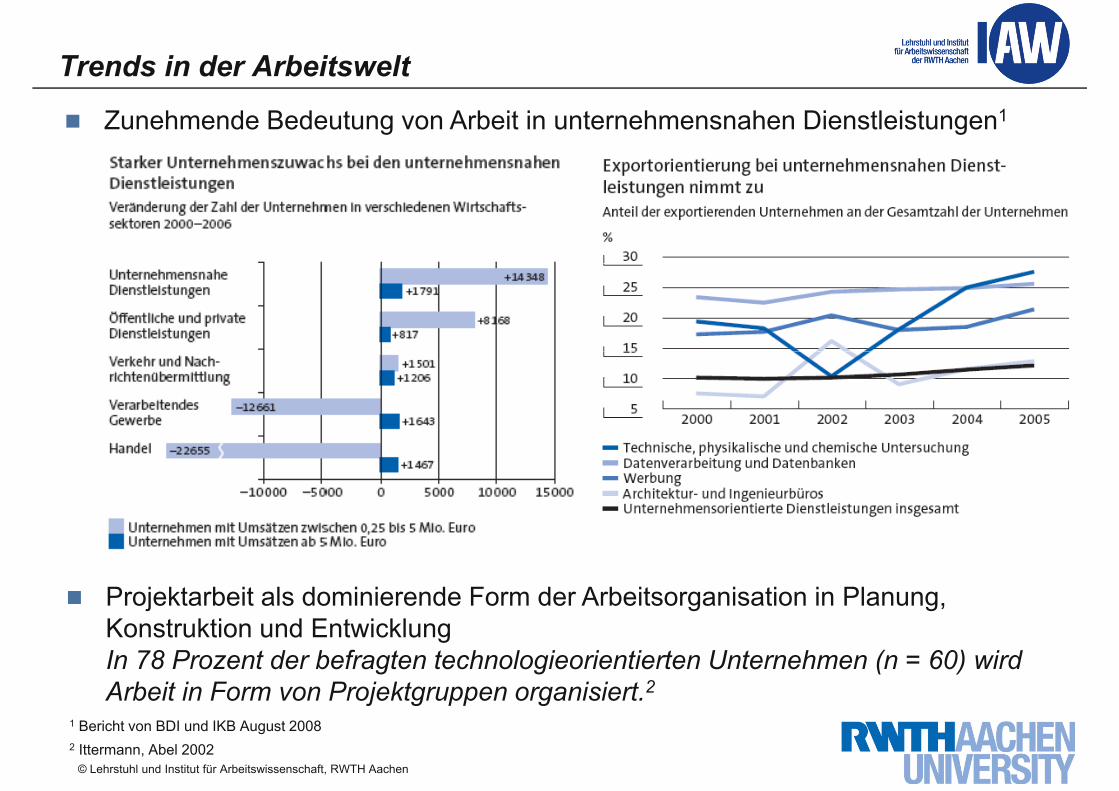
Trends in der Arbeitswelt
Zunehmende Bedeutung von Arbeit in unternehmensnahen Dienstleistungen1
Projektarbeit als dominierende Form der Arbeitsorganisation in Planung, Konstruktion und EntwicklungIn 78 Prozent der befragten technologieorientierten Unternehmen (n = 60) wird Arbeit in Form von Projektgruppen organisiert.2
3© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
2 Ittermann, Abel 2002
1 Bericht von BDI und IKB August 2008
j g pp g

Project Engineering als Teildisziplin desIndustrial Engineering
Mathematics
Operations Research
StatisticsAccounting
Research
Human Factors Manufacturing and L i ti S t EngineeringLogistic Systems
Engineering Industrial Engineering
Systems Engineering Project Psychology
y g gand Integration
jEngineering
Simulation
EconomicsOrganizational
Behaviour
4© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
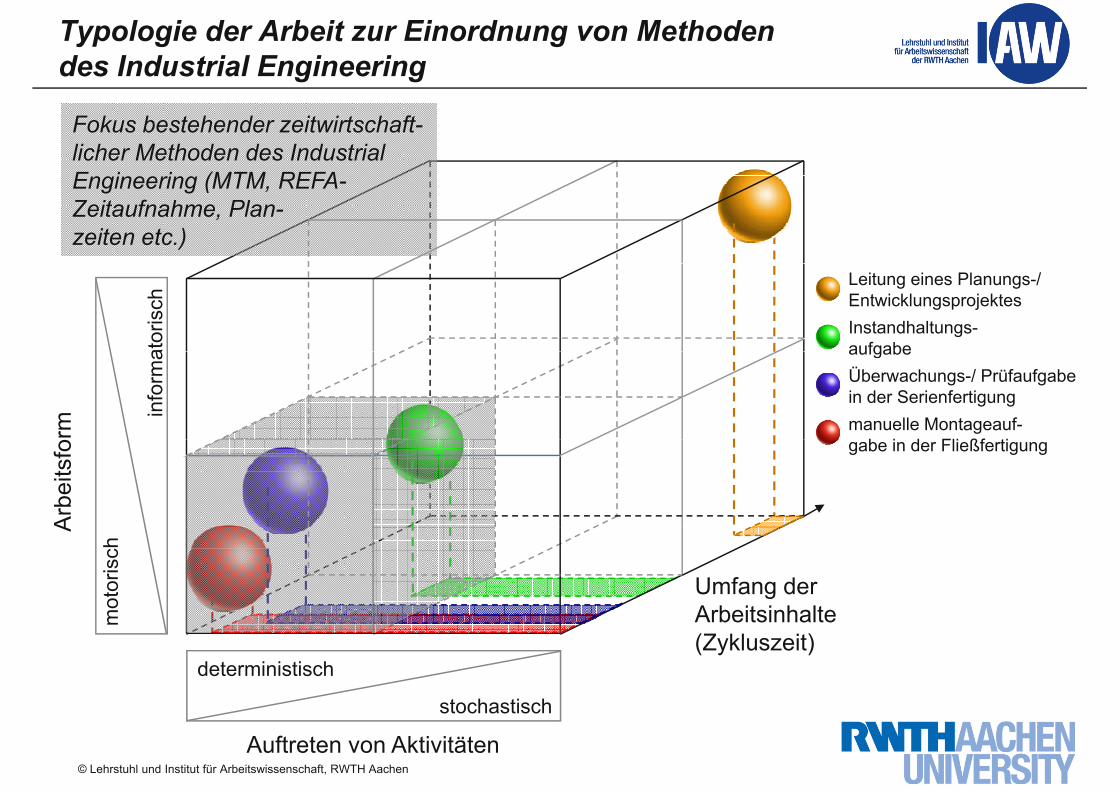
Typologie der Arbeit zur Einordnung von Methoden des Industrial Engineering
Fokus bestehender zeitwirtschaft-licher Methoden des Industrial E i i (MTM REFAEngineering (MTM, REFA-Zeitaufnahme, Plan-zeiten etc.)
Instandhaltungs-aufgabe
Leitung eines Planungs-/ Entwicklungsprojektes
ator
isch
manuelle Montageauf-b i d Fli ßf ti
aufgabeÜberwachungs-/ Prüfaufgabe in der Serienfertigung
rm
info
rma
gabe in der Fließfertigung
Arb
eits
fo
Umfang der Arbeitsinhalte
A
mot
oris
ch
stochastisch
deterministisch
Arbeitsinhalte (Zykluszeit)
m
5© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
stochastisch
Auftreten von Aktivitäten
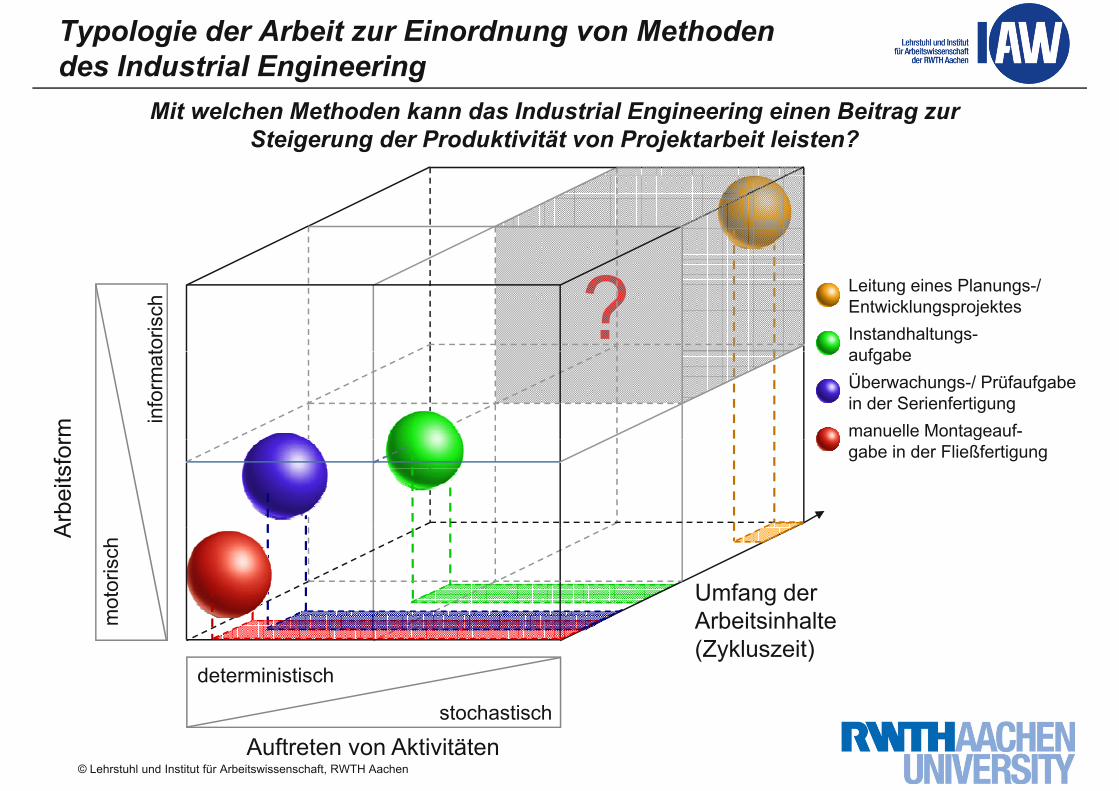
Typologie der Arbeit zur Einordnung von Methoden des Industrial Engineering
Mit welchen Methoden kann das Industrial Engineering einen Beitrag zur Steigerung der Produktivität von Projektarbeit leisten?
? Instandhaltungs-f b
Leitung eines Planungs-/ Entwicklungsprojektes
toris
ch
manuelle Montageauf-
aufgabeÜberwachungs-/ Prüfaufgabe in der Serienfertigung
rm
info
rmat
ggabe in der Fließfertigung
Arb
eits
for
Umfang der A b it i h lt
A
mot
oris
ch
deterministisch
Arbeitsinhalte (Zykluszeit)
m
6© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
stochastisch
Auftreten von Aktivitäten
1 Anforderungen an Methoden des Industrial Engineering
2 Intelligentes Planzeitensystem für Projektorganisationen
3 Simulation von Projekten
4 Fazit
7© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
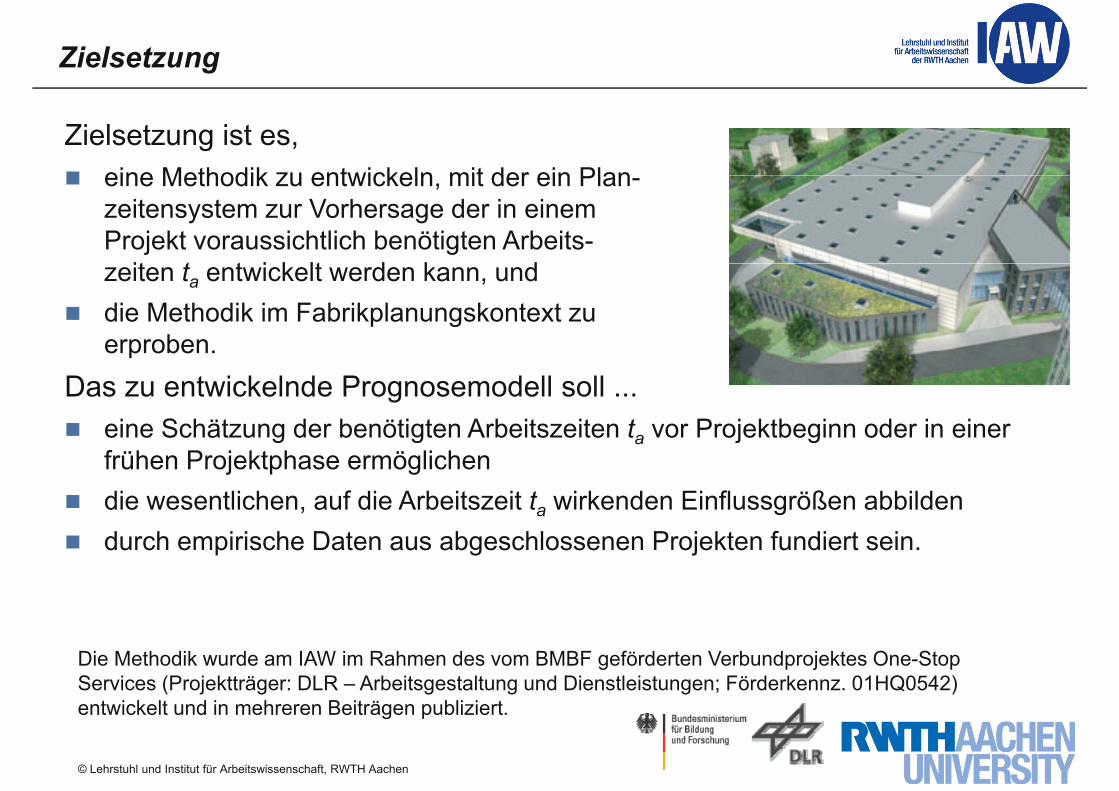
Zielsetzung
Zielsetzung ist es,eine Methodik zu entwickeln mit der ein Planeine Methodik zu entwickeln, mit der ein Plan-zeitensystem zur Vorhersage der in einem Projekt voraussichtlich benötigten Arbeits-
it t t i k lt d k dzeiten ta entwickelt werden kann, unddie Methodik im Fabrikplanungskontext zu erproben.erproben.
Das zu entwickelnde Prognosemodell soll ...eine Schätzung der benötigten Arbeitszeiten ta vor Projektbeginn oder in einer g g a j gfrühen Projektphase ermöglichendie wesentlichen, auf die Arbeitszeit ta wirkenden Einflussgrößen abbildendurch empirische Daten aus abgeschlossenen Projekten fundiert sein.
Die Methodik wurde am IAW im Rahmen des vom BMBF geförderten Verbundprojektes One-Stop Services (Projektträger: DLR – Arbeitsgestaltung und Dienstleistungen; Förderkennz. 01HQ0542)
t i k lt d i h B it ä bli i t
8© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
entwickelt und in mehreren Beiträgen publiziert.
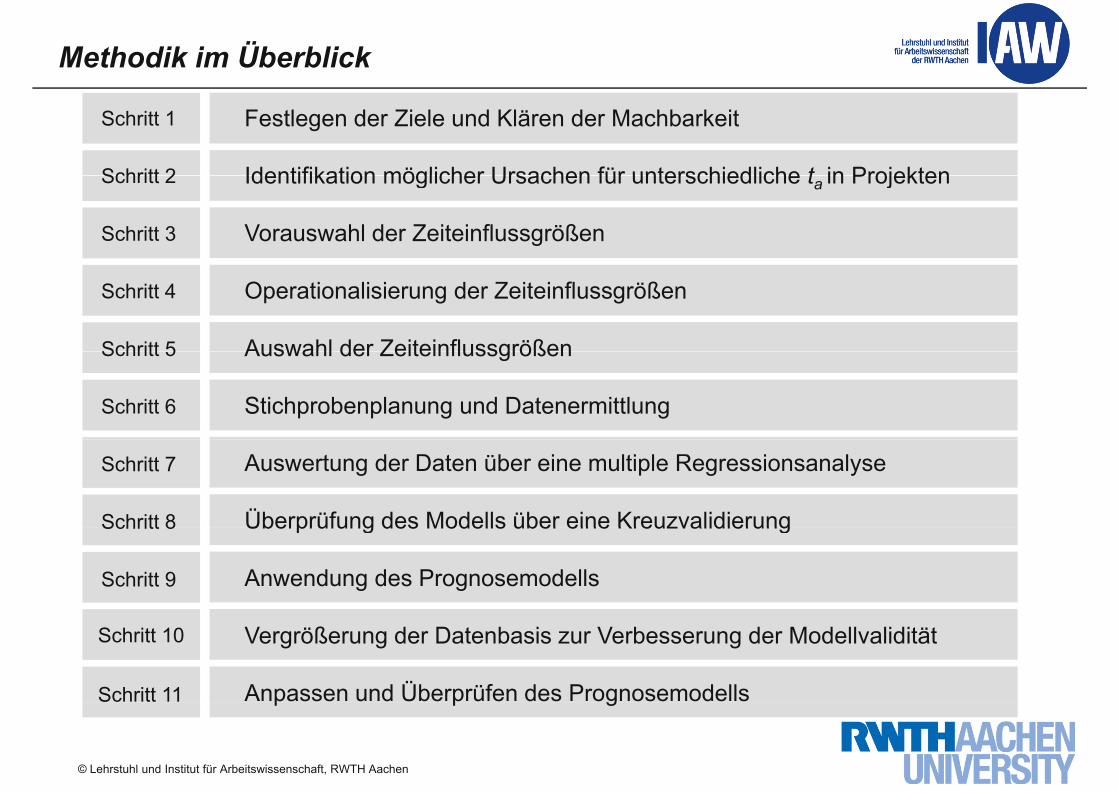
Methodik im Überblick
Schritt 2
Schritt 1 Festlegen der Ziele und Klären der Machbarkeit
Identifikation möglicher Ursachen für unterschiedliche t in ProjektenSchritt 2
Schritt 3
Identifikation möglicher Ursachen für unterschiedliche ta in Projekten
Vorauswahl der Zeiteinflussgrößen
Schritt 4
Schritt 5 Auswahl der Zeiteinflussgrößen
Operationalisierung der Zeiteinflussgrößen
Schritt 5
Schritt 6
Auswahl der Zeiteinflussgrößen
Stichprobenplanung und Datenermittlung
Schritt 7
Schritt 8
Auswertung der Daten über eine multiple Regressionsanalyse
Überprüfung des Modells über eine KreuzvalidierungSchritt 8
Schritt 9 Anwendung des Prognosemodells
Überprüfung des Modells über eine Kreuzvalidierung
Schritt 10
Schritt 11
Vergrößerung der Datenbasis zur Verbesserung der Modellvalidität
Anpassen und Überprüfen des Prognosemodells
9© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
p p g
Methodik
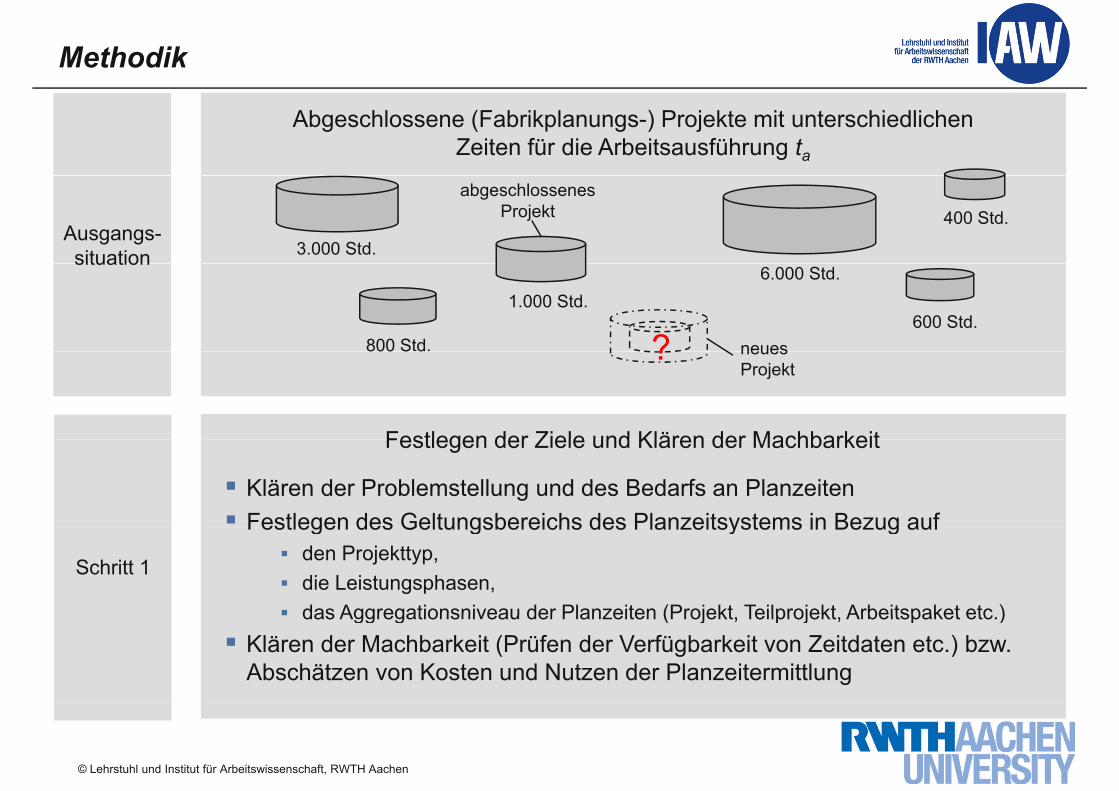
Abgeschlossene (Fabrikplanungs-) Projekte mit unterschiedlichen Zeiten für die Arbeitsausführung ta
400 Std.
3.000 Std.
abgeschlossenes Projekt
Ausgangs-situation
6.000 Std.
800 Std.
1.000 Std.
? neues600 Std.
situation
800 S d ? neuesProjekt
Festlegen der Ziele und Klären der MachbarkeitFestlegen der Ziele und Klären der Machbarkeit
Klären der Problemstellung und des Bedarfs an PlanzeitenFestlegen des Geltungsbereichs des Planzeitsystems in Bezug auf
Schritt 1
Festlegen des Geltungsbereichs des Planzeitsystems in Bezug auf den Projekttyp,die Leistungsphasen,das Aggregationsniveau der Planzeiten (Projekt Teilprojekt Arbeitspaket etc )das Aggregationsniveau der Planzeiten (Projekt, Teilprojekt, Arbeitspaket etc.)
Klären der Machbarkeit (Prüfen der Verfügbarkeit von Zeitdaten etc.) bzw. Abschätzen von Kosten und Nutzen der Planzeitermittlung
10© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Methodik
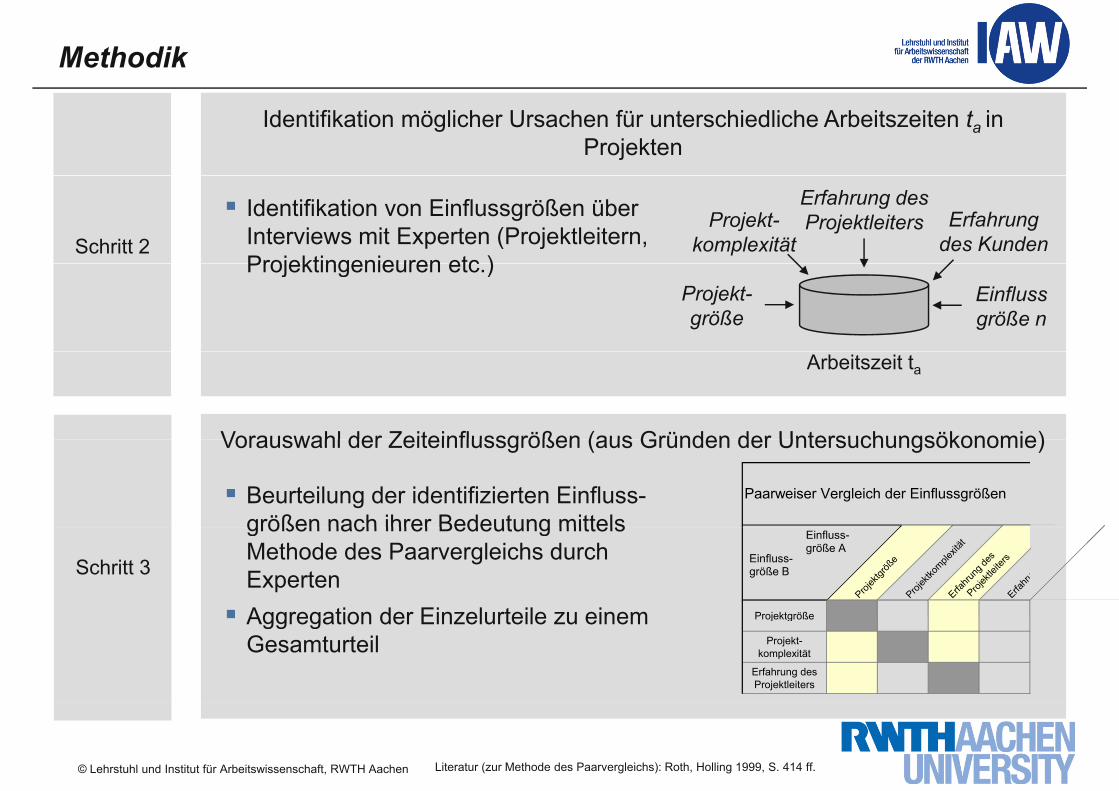
Identifikation möglicher Ursachen für unterschiedliche Arbeitszeiten ta in Projekten
Schritt 2
Identifikation von Einflussgrößen über Interviews mit Experten (Projektleitern, Projektingenieuren etc )
Projekt-komplexität
Erfahrung desProjektleiters Erfahrung
des KundenProjektingenieuren etc.)
Projekt-größe
Einflussgröße n
Vorauswahl der Zeiteinflussgrößen (aus Gründen der Untersuchungsökonomie)
Arbeitszeit ta
Vorauswahl der Zeiteinflussgrößen (aus Gründen der Untersuchungsökonomie)
Beurteilung der identifizierten Einfluss-größen nach ihrer Bedeutung mittels
Paarweiser Vergleich der Einflussgrößen
Schritt 3
größen nach ihrer Bedeutung mittels Methode des Paarvergleichs durch ExpertenAggregation der Einzelurteile zu einem
Projek
tgröß
eProj
ektko
mplexit
ätErfa
hrung
des
Projek
tleite
rsErfa
hru
Projektgröße
Einfluss-größe A
Einfluss-größe B
Aggregation der Einzelurteile zu einem Gesamturteil
Projektgröße
Projekt-komplexität
Erfahrung des Projektleiters
11© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen Literatur (zur Methode des Paarvergleichs): Roth, Holling 1999, S. 414 ff.

Methodik
Operationalisierung der Zeiteinflussgrößen über Kennzahlen(Key Time Consumption Indicators)
Schritt 4
Durchführung eines ExpertenworkshopsWie kann die Ausprägung der einzelnenEinflussgrößen ermittelt werden?
Zweck: Warum wird die Kennzahl gebildet?
Beschreibung: Aus welchen Größen besteht die Kennzahl und wie könn
Geltungsbereich: Für welchen Unternehmensbereich liefert die Kennzah
Definitionsblatt „Kennzahlen“
Zweck: Warum wird die Kennzahl gebildet?
Beschreibung: Aus welchen Größen besteht die Kennzahl und wie könn
Geltungsbereich: Für welchen Unternehmensbereich liefert die Kennzah
Definitionsblatt „Kennzahlen“
Was sind mögliche Indikatoren zur Abbildung der Einflussgrößen?Wie lauten die Messvorschriften?
Datenquellen: Sind bereits Basisdaten für die Kennzahl vorhanden? Welvorhanden? Wie kann auf die Basisdaten zugegriffen werden?
Berechnungsvorschrift: Wie lautet die Formel zur Berechnung der Kenn
Beschreibung: Aus welchen Größen besteht die Kennzahl und wie könnwerden?
Datenquellen: Sind bereits Basisdaten für die Kennzahl vorhanden? Welvorhanden? Wie kann auf die Basisdaten zugegriffen werden?
Berechnungsvorschrift: Wie lautet die Formel zur Berechnung der Kenn
Beschreibung: Aus welchen Größen besteht die Kennzahl und wie könnwerden?
Auswahl der Zeiteinflussgrößen
.... Zeitpunkte der Erhebung/ Auswertung: Zu welchen Zeitpunkten werdeerfolgt die Auswertung?Zeitpunkte der Erhebung/ Auswertung: Zu welchen Zeitpunkten werdeerfolgt die Auswertung?
Auswahl der Zeiteinflussgrößen
abschließende Auswahl der Einflussgrößen im Rahmen des Experten-workshops unter Beachtung der folgenden Kriterien, ggf. mit Hilfe eines
Schritt 5
p g g , ggRangordnungsverfahrens:
Kosten der Datenermittlung: Welche Kosten entstehen für die (EDV-gestützte) Ermittlung einzelner Indikatoren?Validität der Schätzung der Indikatoren: Kann die Ausprägung einer Einflussgröße bereits zum definierten Zeitpunkt (z. B. vor Projektbeginn) sicher geschätzt werden?
12© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Methodik
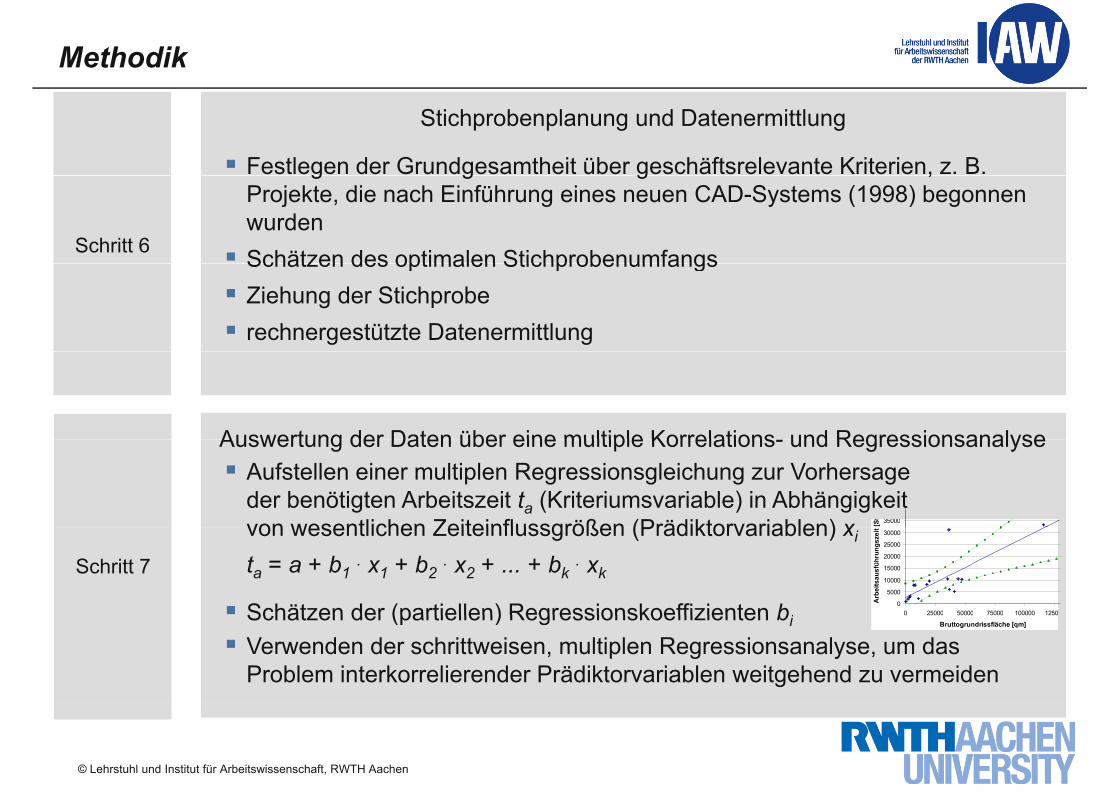
Stichprobenplanung und Datenermittlung
Festlegen der Grundgesamtheit über geschäftsrelevante Kriterien, z. B.
Schritt 6
g g g ,Projekte, die nach Einführung eines neuen CAD-Systems (1998) begonnen wurdenSchätzen des optimalen StichprobenumfangsSchätzen des optimalen StichprobenumfangsZiehung der Stichproberechnergestützte Datenermittlung
Auswertung der Daten über eine multiple Korrelations und Regressionsanalyse
35000[St
Auswertung der Daten über eine multiple Korrelations- und Regressionsanalyse Aufstellen einer multiplen Regressionsgleichung zur Vorhersageder benötigten Arbeitszeit ta (Kriteriumsvariable) in Abhängigkeitvon wesentlichen Zeiteinflussgrößen (Prädiktorvariablen) x
0
5000
10000
15000
20000
25000
30000
0 25000 50000 75000 100000 1250
Arb
eits
ausf
ühru
ngsz
eit
Schritt 7
von wesentlichen Zeiteinflussgrößen (Prädiktorvariablen) xi
ta = a + b1. x1 + b2
. x2 + ... + bk. xk
Schätzen der (partiellen) Regressionskoeffizienten bi0 25000 50000 75000 100000 1250
Bruttogrundrissfläche [qm]Schätzen der (partiellen) Regressionskoeffizienten bi
Verwenden der schrittweisen, multiplen Regressionsanalyse, um das Problem interkorrelierender Prädiktorvariablen weitgehend zu vermeiden
13© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Methodik
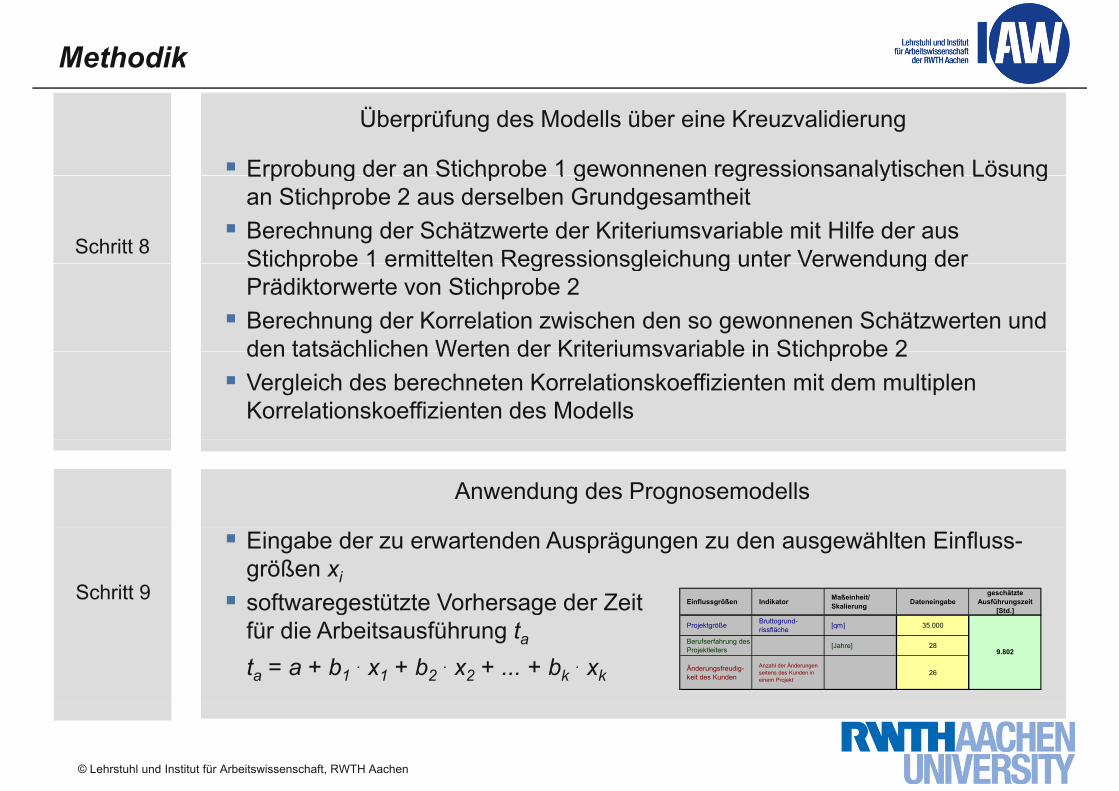
Überprüfung des Modells über eine Kreuzvalidierung
Erprobung der an Stichprobe 1 gewonnenen regressionsanalytischen Lösung
Schritt 8
Erprobung der an Stichprobe 1 gewonnenen regressionsanalytischen Lösung an Stichprobe 2 aus derselben GrundgesamtheitBerechnung der Schätzwerte der Kriteriumsvariable mit Hilfe der aus Stichprobe 1 ermittelten Regressionsgleichung unter Verwendung derStichprobe 1 ermittelten Regressionsgleichung unter Verwendung der Prädiktorwerte von Stichprobe 2Berechnung der Korrelation zwischen den so gewonnenen Schätzwerten und den tatsächlichen Werten der Kriteriumsvariable in Stichprobe 2den tatsächlichen Werten der Kriteriumsvariable in Stichprobe 2Vergleich des berechneten Korrelationskoeffizienten mit dem multiplen Korrelationskoeffizienten des Modells
Anwendung des Prognosemodells
Schritt 9
Eingabe der zu erwartenden Ausprägungen zu den ausgewählten Einfluss-größen xi
softwaregestützte Vorhersage der Zeit Einflussgrößen Indikator Maßeinheit/ Skalierung Dateneingabe
geschätzte Ausführungszeit
[Std.]g gfür die Arbeitsausführung tata = a + b1
. x1 + b2. x2 + ... + bk
. xk
Projektgröße Bruttogrund-rissfläche [qm] 35.000
Berufserfahrung des Projektleiters [Jahre] 28
Änderungsfreudig-keit des Kunden
Anzahl der Änderungen seitens des Kunden in einem Projekt
26
9.802
14© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen

Methodik
Sukzessive Vergrößerung der Datenbasis zurVerbesserung der Modellvalidität
Schritt 10
Erweiterung der Datenbasis des Modells um Daten aus neuen abgeschlossenen Projekten:
Eingabe der Ausprägungen zu den unabhängigen Variablen xig p g g g g i
Eingabe der Ausprägung der abhängigen Variablen taVergrößerung der Datenbasis
AnpassenAnwenden
KVP-Zyklus
Anpassen und Überprüfen des Prognosemodells
Auswertung der Gesamtdaten über eine multiple Korrelations- und
Anpassendes Modells
Anwendendes Modells
Auswertung der Gesamtdaten über eine multiple Korrelations und Regressionsanalyse (Schritt 7) unter Einbeziehung auch derjenigen Prädiktoren, die im Rahmen der schrittweisen Regression bisher nichtin das Modell aufgenommen wurden
Schritt 11
gÜberprüfung des Modells über eine Kreuzvalidierung (Schritt 8)Anwendung des Modells (Schritt 9)
15© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
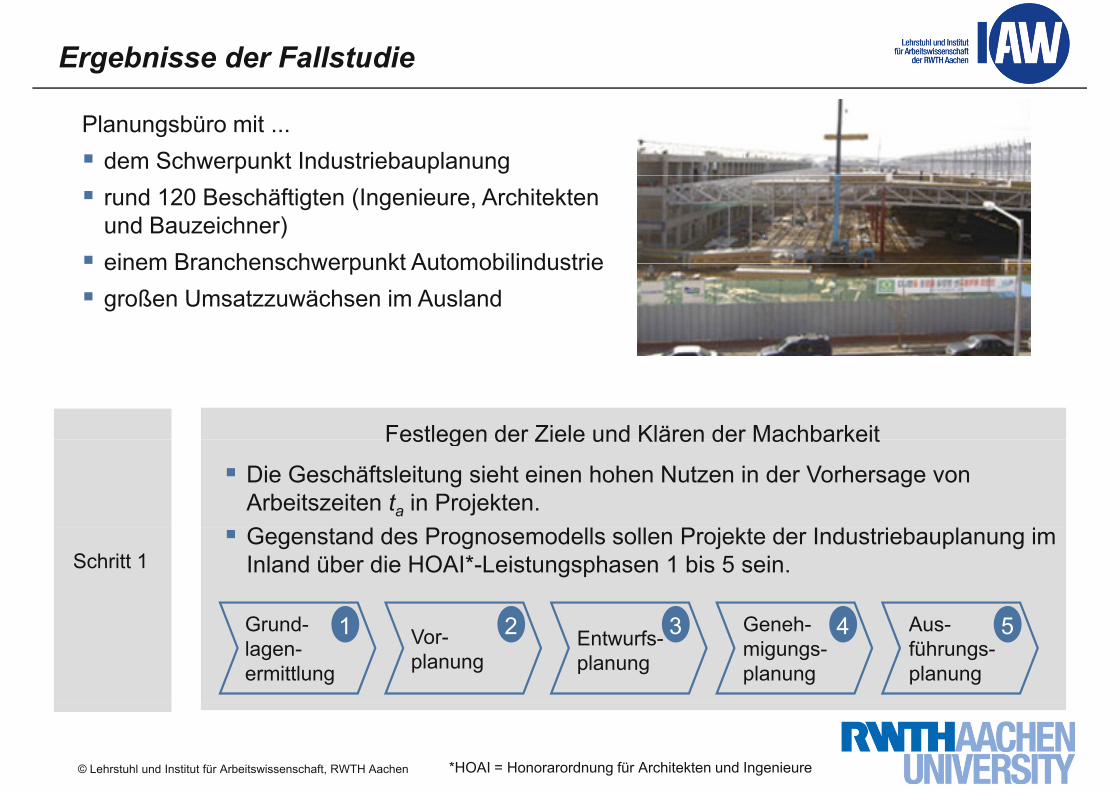
Ergebnisse der Fallstudie
Planungsbüro mit ...dem Schwerpunkt Industriebauplanungrund 120 Beschäftigten (Ingenieure, Architektenund Bauzeichner)einem Branchenschwerpunkt Automobilindustrieeinem Branchenschwerpunkt Automobilindustriegroßen Umsatzzuwächsen im Ausland
Festlegen der Ziele und Klären der MachbarkeitFestlegen der Ziele und Klären der Machbarkeit
Die Geschäftsleitung sieht einen hohen Nutzen in der Vorhersage von Arbeitszeiten ta in Projekten.G
Schritt 1Gegenstand des Prognosemodells sollen Projekte der Industriebauplanung im Inland über die HOAI*-Leistungsphasen 1 bis 5 sein.
Grund-lagen-ermittlung
Vor-planung
Entwurfs-planung
Geneh-migungs-planung
Aus-führungs-planung
2 3 4 51
16© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen *HOAI = Honorarordnung für Architekten und Ingenieure
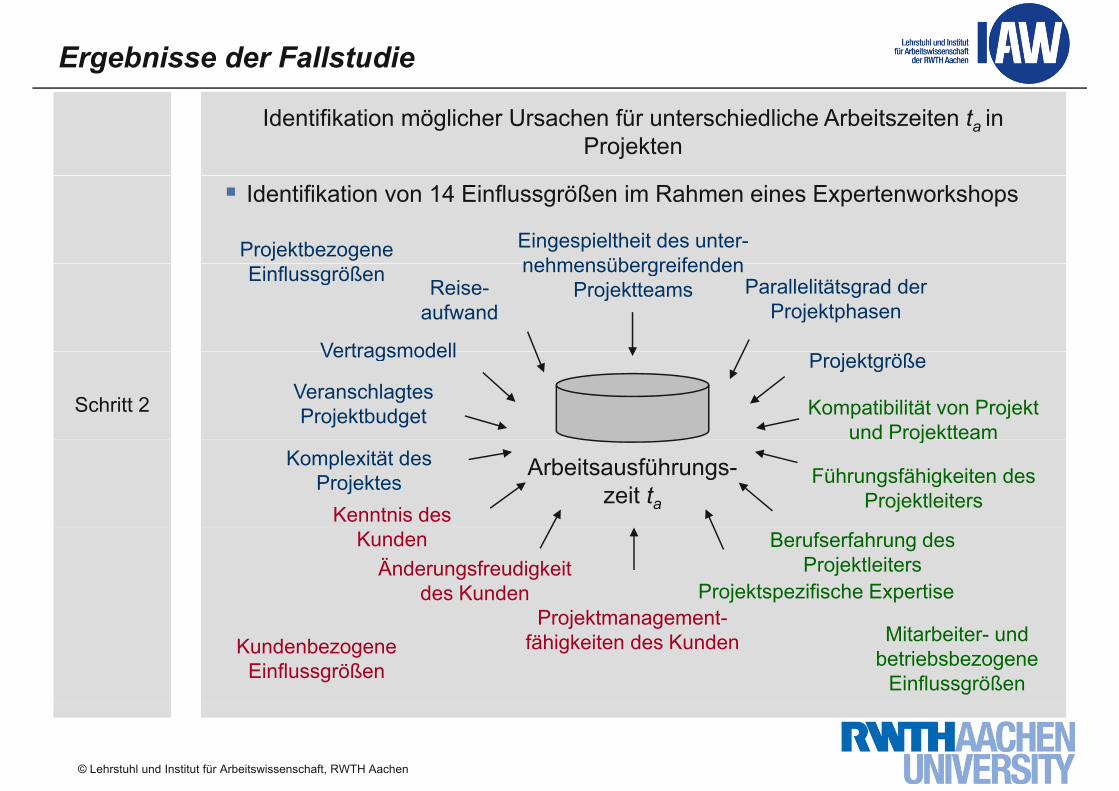
Ergebnisse der Fallstudie
Identifikation möglicher Ursachen für unterschiedliche Arbeitszeiten ta in Projekten
Identifikation von 14 Einflussgrößen im Rahmen eines Expertenworkshops
Eingespieltheit des unter-nehmensübergreifenden
Projektbezogene
Vertragsmodell
Reise-aufwand
Parallelitätsgrad der Projektphasen
nehmensübergreifenden Projektteams
Einflussgrößen
Schritt 2
Vertragsmodell
Veranschlagtes Projektbudget Kompatibilität von Projekt
und Projektteam
Projektgröße
Arbeitsausführungs-zeit ta
Komplexität des Projektes
u d oje ea
Führungsfähigkeiten des Projektleiters
Kenntnis desBerufserfahrung des
ProjektleitersProjektspezifische Expertise
KundenÄnderungsfreudigkeit
des KundenProjektmanagementProjektmanagement-
fähigkeiten des KundenKundenbezogene Einflussgrößen
Mitarbeiter- und betriebsbezogene
Einflussgrößen
17© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
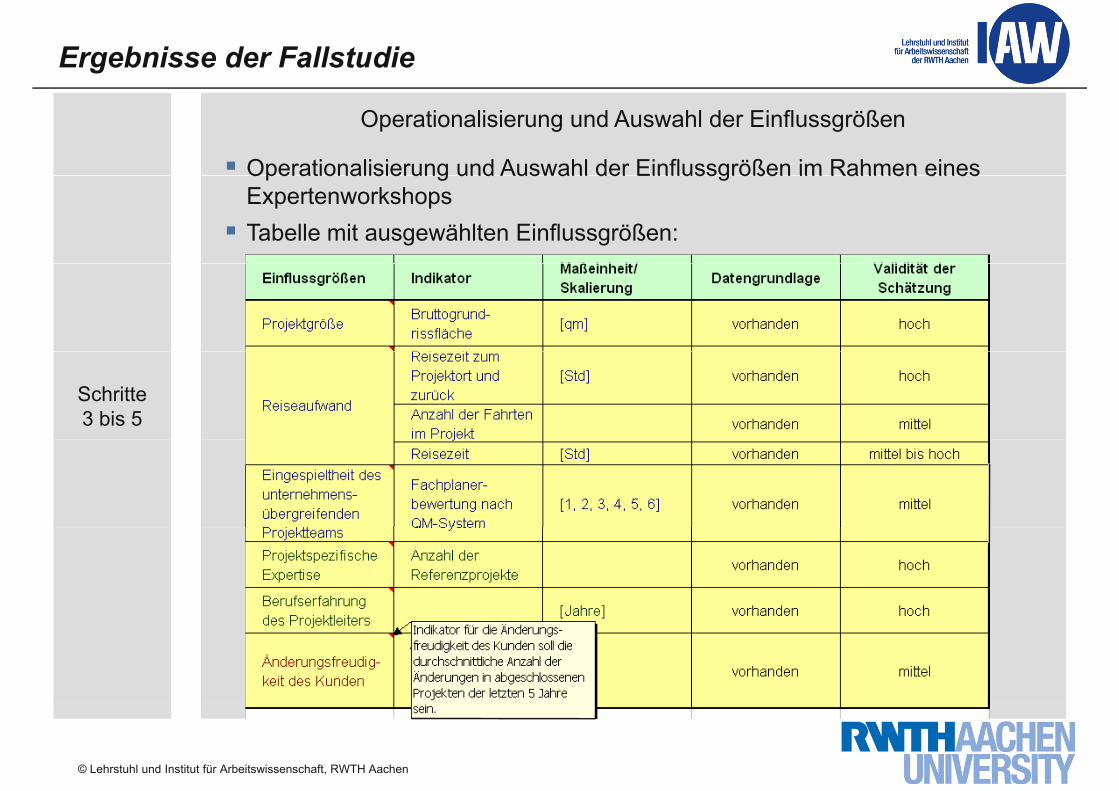
Ergebnisse der Fallstudie
Operationalisierung und Auswahl der Einflussgrößen
Operationalisierung und Auswahl der Einflussgrößen im Rahmen einesOperationalisierung und Auswahl der Einflussgrößen im Rahmen eines ExpertenworkshopsTabelle mit ausgewählten Einflussgrößen:
Schritte3 bis 5
18© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen

Ergebnisse der Fallstudie
Stichprobenplanung und DatenermittlungAuswertung von 16 Industriebauprojekten aus dem Inland mit überwiegender B ft d A t bili d t i d J h 2001 bi 2006Beauftragung aus der Automobilindustrie aus den Jahren 2001 bis 2006Berücksichtigung von sechs Einflussgrößen
Projektgegenstand Rohbauhalle Automobilhersteller
Projektbeginn Monat, Jahr November 02Projekt
Schritt 6
Projektende Monat, Jahr Dezember 03
Projektdauer Monate 13,00
Indikator Maßeinheit/ Skalierung
Projektgröße Bruttogrundrissfläche [qm] 36930,00
Reisezeit zum Projektort und zurück [Std] 9,00
Anzahl der Fahrten im Projekt 49,00Reiseaufwand
1
2
Reisezeit [Std] 441,00
Eingespieltheit des unternehmens-übergreifenden Projektteams
Fachplanerbewertung nach QM-System [1, 2, 3, 4, 5, 6] 1,00
Projektspezifische Expertise Anzahl der Referenzprojekte 4,00
3
45 Berufserfahrung des Projektleiters [Jahre] 28,00
Änderungsfreudigkeit des Kunden Anzahl der Änderungen 26,00Arbeitsausführungszeit [Std.] 6004,00
56
19© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
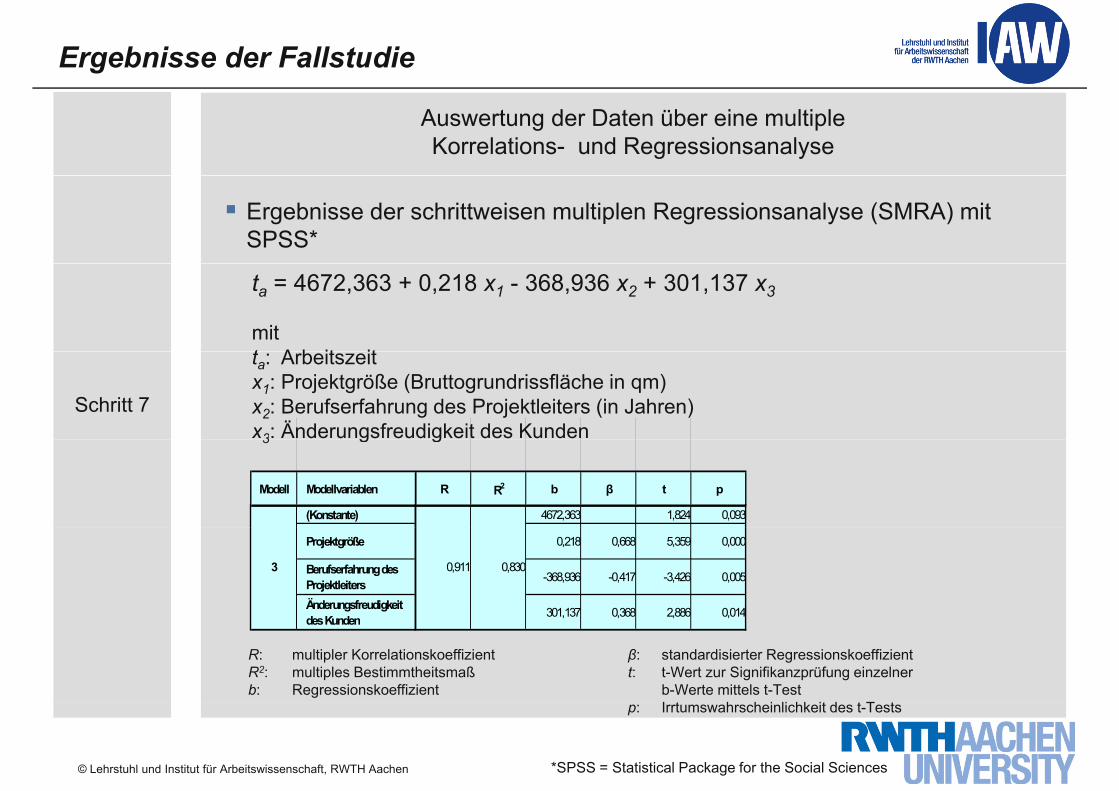
Ergebnisse der Fallstudie
Auswertung der Daten über eine multipleKorrelations- und Regressionsanalyse
Ergebnisse der schrittweisen multiplen Regressionsanalyse (SMRA) mit SPSS*
ta = 4672,363 + 0,218 x1 - 368,936 x2 + 301,137 x3
mitt A b it it
Schritt 7
ta: Arbeitszeit x1: Projektgröße (Bruttogrundrissfläche in qm)x2: Berufserfahrung des Projektleiters (in Jahren)x3: Änderungsfreudigkeit des Kunden
Modell Modellvariablen R R2 b β t p
(Konstante) 4672,363 1,824 0,093
3 g g
Projektgröße 0,218 0,668 5,359 0,000
Berufserfahrung des Projektleiters -368,936 -0,417 -3,426 0,005
Änderungsfreudigkeit 301137 0368 2886 0014
0,8303 0,911
R: multipler KorrelationskoeffizientR2: multiples Bestimmtheitsmaßb: Regressionskoeffizient
β: standardisierter Regressionskoeffizientt: t-Wert zur Signifikanzprüfung einzelner
b-Werte mittels t-TestI t h h i li hk it d t T t
des Kunden 301,137 0,368 2,886 0,014
20© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen *SPSS = Statistical Package for the Social Sciences
p: Irrtumswahrscheinlichkeit des t-Tests
Interpretation der Ergebnisse
Das Modell bildet mitder Projektgröße (projektbezogene Einflussgröße),
der Berufserfahrung des Projektleiters (mitarbeiterbezogene Einflussgröße) und
Äder Änderungsfreudigkeit des Kunden (kundenbezogene Einflussgröße)
die drei Gruppen von Einflussgrößen ab, die bereits in Schritt 2 der Methodik identifiziert werden konnten!
Trotz einer Datenbasis von lediglich 16 abgeschlossenen Projekten konnte ein Vorhersagemodell entwickelt werden, das mit R2 = 0,83 eine hohe Varianzaufklärung liefert.Das heißt 83 % der Streuung kann durch das Modell erklärt werdenDas heißt, 83 % der Streuung kann durch das Modell erklärt werden.
21© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Fazit
Die dargestellte Methodik kann über eine verbesserte Prognose der Arbeitszeiten t von Projekten und Teilprojekten dazu beitragenArbeitszeiten ta von Projekten und Teilprojekten dazu beitragen, ...
die Schätzung von personellen Aufwänden für neue Projekte zu bj kti iobjektivieren,
den Prozess der Personalbemessung und -einsatzplanung zu bverbessern,
das Risiko von Fehlkalkulationen und damit Verlusten zu reduzieren.
Aber: Mittels der Methode kann keine Optimierung der Projekt-Aber: Mittels der Methode kann keine Optimierung der Projektorganisation vorgenommen werden, da ein Prozessmodell nicht Bestandteil der Methode ist.
22© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen *HOAI = Honorarordnung für Architekten und Ingenieure
1 Anforderungen an Methoden des Industrial Engineering
2 Intelligentes Planzeitensystem für Projektorganisationen
3 Simulation von Projekten
4 Fazit
23© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
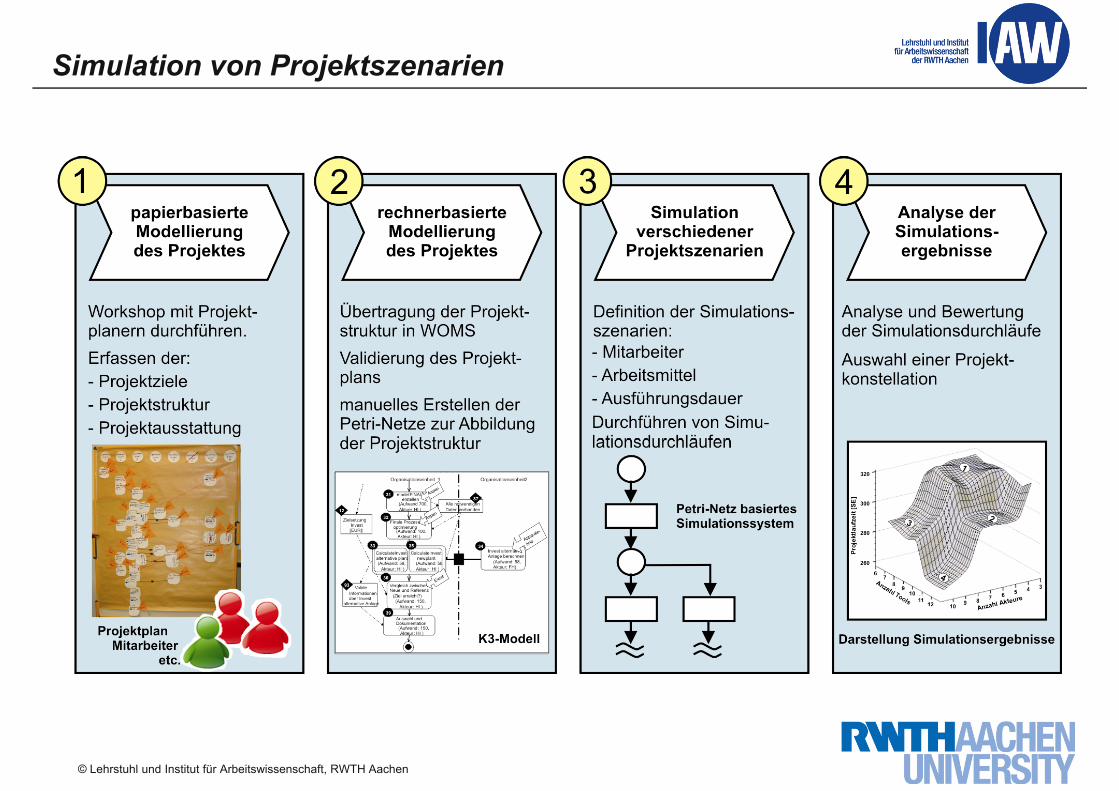
Simulation von Projektszenarien
24© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen

Rechnerbasierte Modellierung
Darstellung einer Aktivität als SystemAktivität als System
Die Struktur des Entwicklungsprojektes wird unter Berücksichtigung der Freiheitsgrade mit derK3-Methode modelliert und durch Ergänzung weiterer Informationen (voraussichtliche Dauer
i Akti ität t ) i i i l ti fähi P t i N t M d ll üb füh t
25© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
einer Aktivität etc.) in ein simulationsfähiges Petri-Netz Modell überführt.
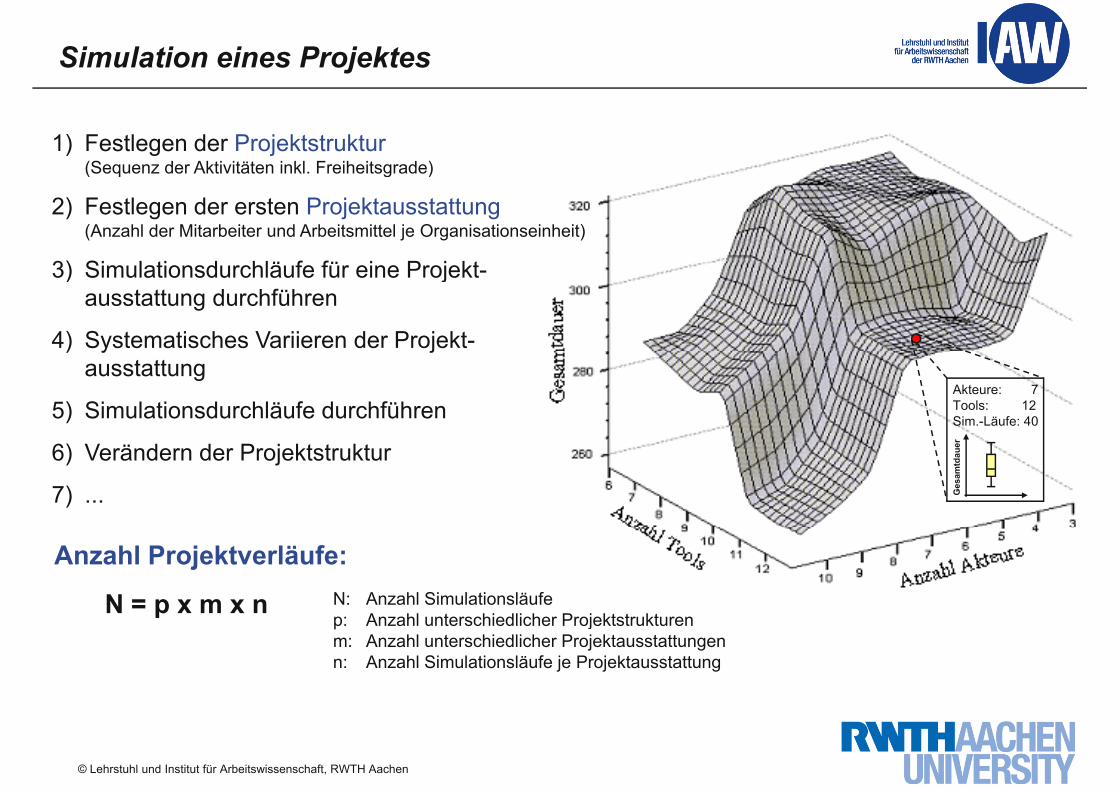
Simulation eines Projektes
1) Festlegen der Projektstruktur(Sequenz der Aktivitäten inkl. Freiheitsgrade)( q g )
2) Festlegen der ersten Projektausstattung(Anzahl der Mitarbeiter und Arbeitsmittel je Organisationseinheit)
3) Si l ti d hlä f fü i P j kt3) Simulationsdurchläufe für eine Projekt-ausstattung durchführen
4) Systematisches Variieren der Projekt-) y jausstattung
5) Simulationsdurchläufe durchführenAkteure: 7Tools: 12Sim.-Läufe: 40
r
6) Verändern der Projektstruktur
7) ... Ges
amtd
auer
Anzahl Projektverläufe:
N = p x m x n N: Anzahl SimulationsläufeA hl t hi dli h P j kt t kt
pp: Anzahl unterschiedlicher Projektstrukturenm: Anzahl unterschiedlicher Projektausstattungenn: Anzahl Simulationsläufe je Projektausstattung
26© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
1 Anforderungen an Methoden des Industrial Engineering
2 Intelligentes Planzeitensystem für Projektorganisationen
3 Simulation von Projekten
4 Fazit
27© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Fazit
Das Industrial Engineering kann inallen Branchen und Unternehmensallen Branchen und Unternehmens-bereichen einen Beitrag zur Steige-rung der Produktivität und Wettbe-gwerbsfähigkeit leisten.
Um die Produktivität in Dienstleistungs-unternehmen sowie in Entwicklungs- undunternehmen sowie in Entwicklungs und Konstruktionsbereichen zu steigern, bedarf es aber methodischer Weiterentwicklungen bzw. neuer Methoden des Industrial Engineering.
28© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
VIELEN DANK für Ihre Aufmerksamkeit
Univ Prof Dr Ing Dipl Wirt IngUniv.-Prof. Dr.-Ing. Dipl.-Wirt.-Ing.Christopher SchlickInstitutsdirektor
RWTH Aachen - Institut für ArbeitswissenschaftBergdriesch 27 • D-52062 AachenTel.: 0241 / [email protected]
29© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
















