
Optimierung der Regionalen Bioalkoholherstellung aus ... · Bedingungen wie Abfindungsbrenner...
146
Optimierung der Re gionalen Bioalko holherstellung aus biogenen Re ststoffen (RE 2 ALKO) Schlussbericht FKZ: 03KB025 Laufzeit: 01.08.2009 – 31.12.2012 Gefördert vom Ein Förderprogramm der Januar 2013
Transcript of Optimierung der Regionalen Bioalkoholherstellung aus ... · Bedingungen wie Abfindungsbrenner...

Optimierung der Regionalen Bioalkoholherstellung
aus biogenen Reststoffen
(RE2ALKO)
Schlussbericht
FKZ: 03KB025
Laufzeit: 01.08.2009 – 31.12.2012
Gefördert vom Ein Förderprogramm der
Januar 2013

Autoren:
Fachhochschule Münster (Koordinator)
Fachbereich Energie · Gebäude · Umwelt
Prof. Dr.-Ing. Christof Wetter
Dipl.-Ing. Elmar Brügging M.Sc.
Daniel Baumkötter M.Eng.
Universität Frankfurt
Institut für Molekulare Biowissenschaften
Prof. Dr. Eckhard Boles
Dipl.-Ing. Heiko Dietz
Universität Hohenheim
Institut für Lebensmittelwissenschaft und Biotechnologie
PD Dr. Thomas Senn
Dipl. agr.-Biol. Michael Buck
Homepage
www.re2alko.de
Im BMU-Förderprogramm
Gefördert vom Ein Förderprogramm der
Koordiniert vom Wissenschaftlich begleitet vom
Gefördert vom Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit aufgrund eines Beschlusses
des Deutschen Bundestages. Die Verantwortung für den Inhalt liegt bei den Autoren.

INHALT
1 Einleitung 4
2 Ausgangssituation 6
3 Pflanzenmaterial 14
3.1 Ermittlung geeigneter Substrate 14
3.2 Testfermentationsversuche 18
4 Vorbehandlung 19
4.1 Ermittlung und Bewertung geeigneter Vorbehandlungsverfahren 19
4.1.1 Mechanische Zerkleinerung 19
4.1.2 Alternative Aufbereitungsverfahren 22
4.1.3 Steam explosion 24
4.2 Durchgeführte Versuche zur Vorbehandlung 24
4.2.1 Zerkleinerungsversuche 24
4.2.2 Dampfexplosion 31
5 Enzymatische Verzuckerung 32
5.1 Zellulasen 32
5.2 Einsatz verschiedener Hydrolysebehälter 32
5.3 Wirksamkeit von Zellulasen und anderen Enzymmischungen 33
6 Kombinierte Verzuckerung und Fermentation (SSF) 37
7 Fermentation 46
7.1 Verträglichkeit Pentose-vergärender Hefen mit Lignozellulose-
Hydrolysaten 46
7.2 Optimierung der Co-Fermentation 48
8 Effizienzsteigerung der Brennerei 58
8.1 Optimierung der Reststoffnutzung 58
8.2 Einbindung CO2-neutraler Prozessenergie 64
9 Planung der Pilotanlage 70
9.1 Eruierung und Umsatzplanung der relevanten Sicherheitsbestimmungen 70
9.2 Kontaktierung der Genehmigungsbehörden, Einleiten des
Genehmigungsverfahren 70
9.3 Planung des Ausbaus der Brennerei 70
10 Optimierung der Brennereiprozesse und Etablierung der
Kreislaufführung 72
10.1 Effiziente Abtrennung der Schlempe 72
10.1.1 Separationstechnologien 72
10.1.2 Abtrennversuche 81
10.2 Einsetzbarkeit der Reststoffe als Futtermittel 87
11 Butanolfermentation 89
11.1 Optimierung der Butanol-produzierenden Hefen 89
11.2 Erhöhung der Butanol- und Lignozellulose-Hydrolysat-Toleranz der
Hefen 92
11.3 Evaluierung der eingesetzten Hefen in SHF/SSF Prozessen 92
11.4 Evaluierung von Butanolaufbereitungstechnologien 92
12 Energie- und Ökobilanz 93
12.1 Ökobilanz einer vollständigen Bioethanolanlage 93
12.2 CO2-Äquivalent und CO2-Einsparpotenzial 96
13 Zusammenfassung 99
14 Verzeichnisse 102
14.1 Literaturverzeichnis 102
14.2 Abbildungsverzeichnis 104

14.3 Tabellenverzeichnis 108
14.4 Abkürzungsverzeichnis 110
Anlage: Wirtschaftlichkeitsbetrachtung
1 Einleitung Seite 4
1 EINLEITUNG
Bioethanol bzw. längerkettige Bioalkohole wie Butanol sind vielversprechende erneuerbare
Energiequellen. Die derzeit betriebenen Bioethanolanlagen produzieren Bioethanol primär aus
zucker- oder stärkehaltigen Pflanzenkomponenten. Die dabei benötigte Prozessenergie wird
zumeist aus fossilen Energiequellen zur Verfügung gestellt. Vor dem Hintergrund der noch
ungenügenden Klimabilanz der heutigen Bioethanolproduktion sowie der öffentlichen Dis-
kussion über die energetische Nutzung von Nahrungsmitteln ist es dringend erforderlich, die
Rohstoffbasis von Bioethanolanlagen auf die Einbeziehung aller Pflanzenteile zu erweitern
und letztendlich vollständig auf biogene Abfall- und Reststoffe umzustellen sowie energieau-
tarke, integrierte Produktionsprozesse zu konzipieren. Andererseits besitzt Bioethanol als
Otto-Kraftstoff einige dezisive Nachteile, die durch die Produktion näher an die Eigenschaf-
ten fossiler Kraftstoffe angeglichener regenerativer Kraftstoffe, wie z.B. Butanol, eliminiert
werden könnten. Weiterhin ist bei der Produktion von Biokraftstoffen aus Reststoffen auf-
grund der dezentralen Rohstoffverfügbarkeit und der energieintensiven Transportproblematik
die Entwicklung von regionalen Produktions- und Vertriebskonzepten sehr vielversprechend,
um die erzielbaren Klimaschutzeffekte zu optimieren.
Ziel des Projektes ist daher die Erstellung eines belastbaren Konzeptes sowie die Bereitstel-
lung der wissenschaftlich-technischen Voraussetzungen zur schrittweisen Umwandlung de-
zentraler Bioethanolanlagen in Anlagen zur Vergärung von regionalen Rest- und Abfallstof-
fen aus landwirtschaftlichen Betrieben. Dabei soll neben der Produktion des sogenannten
Lignozellulose-Ethanols auch die Produktion von Biobutanol evaluiert werden. Zur Energie-
optimierung soll die Schlempe in einer nachgeschalteten Biogasanlage vergoren werden.
Durch Nutzung aller Pflanzenteile bzw. durch ausschließliche Nutzung von Abfallstoffen
wird eine starke Steigerung der Energie- und Klimaeffizienz bei der Bioethanolproduktion
erreicht. Diese werden durch die Vergärung der anfallenden Schlempe in einer Biogasanlage
zur Bereitstellung der benötigten Prozesswärme und -energie sowie die Entwicklung eines
integrierten Wärme- und Energiekonzeptes der Anlage nachhaltig verstärkt.
Bis heute ist es nicht gelungen, einen wirtschaftlich und energetisch konkurrenzfähigen Pro-
zess zur Bereitstellung des Biokraftstoffes Ethanol aus lignozellulosehaltigen Materialien zu
entwickeln. Die Verwertung und Fermentation landwirtschaftlicher Reststoffe soll im Projekt
Re2Alko auf der Basis des Zusammenwirkens dreier Partner, die sich bisher in je eigenen
Bereichen der Forschung über Bioethanol gewidmet haben, untersucht werden. Dadurch

1 Einleitung Seite 5
werden Synergien geschaffen und ein interdisziplinäres und auf den jeweiligen Teilerfolgen
aufbauendes Konzept verfolgt.
2 Ausgangssituation Seite 6
2 AUSGANGSSITUATION
Die derzeit betriebenen Bioethanolanlagen produzieren Bioethanol je nach Region primär aus
zucker- oder stärkehaltigen Pflanzenkomponenten wie Zuckerrohr, Zuckerrüben, Kartoffeln,
Getreide oder Mais. Grundsätzlich können alle Verfahren zur Bioethanolproduktion in die
drei Hauptschritte Rohstoffverarbeitung, Fermentation sowie Destillation und Entwässerung
eingeteilt werden.
Ziel der Rohstoffverarbeitung ist die Gewinnung einer zuckerreichen Phase, die sich je nach
eingesetzter Ausgangsbiomasse in den Produktionsverfahren unterscheidet. Die Kohlenhydra-
te in stärkehaltigen Rohstoffen wie Getreide, Mais oder Kartoffeln müssen erst enzymatisch
aufgeschlossen werden. Dafür werden die Rohstoffe zerkleinert und unter Wärmezufuhr
sowie Zugabe von Verflüssigungs- und Verzuckerungsenzymen zu einer Glucoselösung, auch
Maische genannt, umgewandelt.
Zuckerhaltige Pflanzen wie Zuckerrohr und Zuckerrüben werden zerkleinert, gekocht und
abgepresst. Zur Ausfällung von Verunreinigungen im Rohsaft wird Kalk zugesetzt. Der dabei
anfallende Schlamm wird als Dünger in der Landwirtschaft verwendet. Durch Verdampfung
wird der entstandene Dünnsaft eingedickt. Aus dem entstandenen Dicksaft wird in der Regel
Zucker gewonnen und der Rest nach der letzten Kristallisation, die Melasse, zur Alkoholpro-
duktion oder als Viehfutter verwendet. Genauso können aber auch Dünn- und Dicksaft ge-
nutzt werden. Die beim Zuckerrohr verbleibenden Fasern werden Bagasse genannt und die
Reste der Zuckerrübe Rübenschnitzel. Während die Rübenschnitzel als Futtermittel verwertet
werden, wird mit der Bagasse die Prozessenergie bereitgestellt.
Bei allen Produktionsverfahren wird bei der Fermentation die Glucose in der zuckerreichen
Phase unter Zugabe von Hefe in Ethanol und Kohlenstoffdioxid vergoren. Dieser Vorgang
lässt sich mit folgender Summenformel vereinfacht darstellen:
C6H12O6 → 2 C2H5OH + 2 CO2
In Wahrheit läuft jedoch eine Reihe komplexer Reaktionen ab. Die vergorene Flüssigkeit hat
meistens einen Ethanolgehalt von sieben bis zwölf Prozent.
Nach dem Gärprozess wird durch eine erste Destillation ein Ethanol-Wasser-Gemisch mit in
der Regel 85 Vol.-% Ethanol und ein vom Alkohol befreiter Rückstand (Schlempe) voneinan-
der getrennt. Um Reinheiten zwischen 99,5 und 99,9 % zu erreichen, muss das Wasser entzo-
gen werden. Dieser Schritt wird Absolutierung genannt. Dazu werden mehrere Destillations-
schritte hintereinander geschaltet, Rektifikation genannt. Bei diesem thermischen
2 Ausgangssituation Seite 7
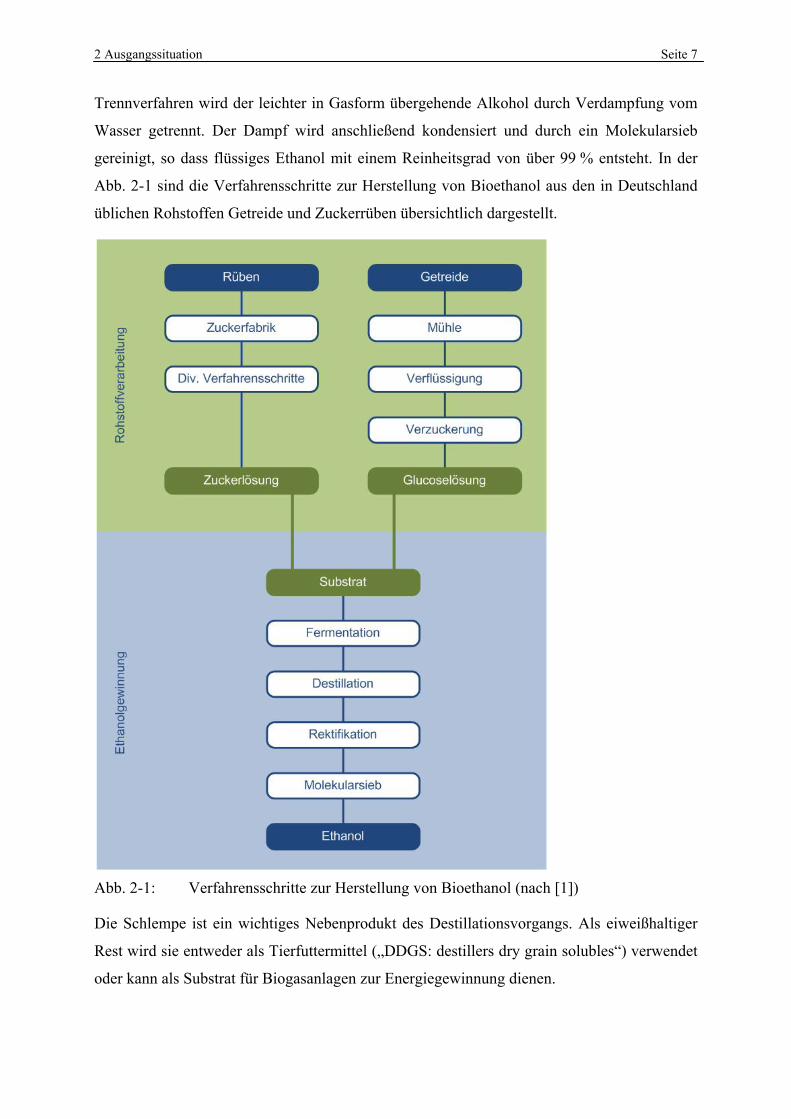
Trennverfahren wird der leichter in Gasform übergehende Alkohol durch Verdampfung vom
Wasser getrennt. Der Dampf wird anschließend kondensiert und durch ein Molekularsieb
gereinigt, so dass flüssiges Ethanol mit einem Reinheitsgrad von über 99 % entsteht. In der
Abb. 2-1 sind die Verfahrensschritte zur Herstellung von Bioethanol aus den in Deutschland
üblichen Rohstoffen Getreide und Zuckerrüben übersichtlich dargestellt.
Abb. 2-1: Verfahrensschritte zur Herstellung von Bioethanol (nach [1])
Die Schlempe ist ein wichtiges Nebenprodukt des Destillationsvorgangs. Als eiweißhaltiger
Rest wird sie entweder als Tierfuttermittel („DDGS: destillers dry grain solubles“) verwendet
oder kann als Substrat für Biogasanlagen zur Energiegewinnung dienen.
2 Ausgangssituation Seite 8
Ein weiterer Unterschied in den Produktionsverfahren ist die Bereitstellung der Prozessener-
gie. Während beim Zuckerrohr die Bagasse als Brennstoff verwendet werden kann, wird bei
den anderen Rohstoffen die benötigte Prozessenergie in Form von Dampf und Wärme zumeist
aus fossilen Energiequellen wie Heizöl und Kohle zur Verfügung gestellt.
Weltweit wurden 2010 88,08 Mio.m³/a Bioethanol erzeugt. Dabei sind Brasilien mit
26,27 Mio.m³/a und die USA mit 50,22 Mio.m³/a im Jahr 2010 die größten Bioethanol-
produzenten. Während in Brasilien auf Zuckerrohr als wichtigste Energiepflanze gesetzt wird,
wird in den USA auf Mais als Ausgangsstoff für die Bioethanolproduktion zurückgegriffen,
weil er stärkehaltiger als Getreide ist und dort auch lagertrocken geerntet werden kann.
In der Europäischen Union wurden 2010 4,47 Mio.m³/a Bioethanol produziert. Die größten
Produzenten sind Frankreich mit 1,25 Mio.m³/a, Deutschland mit 0,73 Mio.m³/a und Spanien
mit 0,47 Mio.m³/a. Als Rohstoffe werden in Deutschland insbesondere Getreide und Zucker-
rüben für die Produktion von Bioethanol genutzt. In den anderen europäischen Ländern wird
zudem, wie in den USA, verstärkt auf Mais als Rohstoff gesetzt. In der Abb. 2-2 sind die
industriellen Bioethanolanlagen in Deutschland mit ihren Kapazitäten in einer Karte darge-
stellt. Die Gesamtkapazität dieser Anlagen beträgt 1,26 Mio.m³/a Bioethanol, womit die
Anlagen im Jahr 2010 zu 58 % ausgelastet waren. Durch die Einführung von E10 Anfang
2011 wird die Auslastung der Anlagen jedoch merklich angestiegen sein.
Insgesamt wurden 2010 in Deutschland 1,47 Mio.m³/a Bioethanol verbraucht. Davon wurden
von der deutschen Bioethanolwirtschaft ca. 50 % produziert. Der deutschlandweite Verbrauch
an Bioethanol entspricht ca. 48,9 Mio.t Weizen, bzw. 0,67 Mio.ha Ackerland. Setzt man dies
in Relation zur vorhandenen Ackerfläche in Deutschland von ca. 12 Mio.ha, so wird für den
aktuellen Bioethanolbedarf in Deutschland ein Anteil von 5,6 % der Ackerfläche benötigt.
Allerdings werden die Reststoffe (Schlempen) aus der Bioethanolproduktion als Tierfutter
eingesetzt, wodurch sich dieser Anteil an der Ackerfläche um ca. zwei Drittel auf 1,9 % ver-
ringert.

2 Ausgangssituation Seite 9
Abb. 2-2: Industrielle Bioethanolanlagen in Deutschland [1]
2 Ausgangssituation Seite 10
Neben den industriellen Bioethanolproduzenten gibt es in Deutschland viele dezentrale Bren-
nereien, die im Rahmen des Branntweinmonopols Rohalkohol produzieren. Dieses staatliche
Branntweinmonopol existiert in Deutschland seit 1919. Heute ist es im „Gesetz über das
Branntweinmonopol“ von 1922 geregelt. In diesem Gesetz wird neben der Branntweinbesteu-
erung vor allem die nationale Marktordnung geregelt.
Das Branntweinmonopol wird von der Bundesmonopolverwaltung für Branntwein (BfB)
durchgeführt. Diese ist eine Bundesoberbehörde im Geschäftsbereich des Bundesministeriums
der Finanzen. Die Aufgaben der BfB bestehen in der Übernahme des im Bundesgebiet in
kleinen und mittelständischen Brennereien hergestellten Rohalkohols sowie dessen Reinigung
und anschließendem Verkauf.
Die BfB ist verpflichtet, den in Deutschland im Rahmen von Erzeugungsquoten (Brennrech-
ten) hergestellten Alkohol zu gesetzlich festgelegten Ankaufspreisen zu übernehmen. Für die
Festlegung der Ankaufspreise werden im Wesentlichen die Selbstkosten der Brennereien zu
Grunde gelegt. Die ursprüngliche Zielsetzung des Branntweinmonopols, Gewinne für den
Bundeshaushalt zu erwirtschaften, lässt sich seit der Liberalisierung des Einfuhrmonopols
nicht mehr verwirklichen. Da die Erträge der BfB aus dem Verkauf von Alkohol die Kosten
nicht mehr decken, benötigt sie einen jährlichen Zuschuss aus dem Bundeshaushalt.
Der an die BfB abgelieferte Alkohol wird ausschließlich aus Kartoffeln, Getreide und Obst
hergestellt. Die BfB setzt unter Berücksichtigung ihres Alkoholbestands und ihres voraus-
sichtlichen Absatzes sowie der ihr zur Verfügung stehenden Haushaltsmittel die jährliche
Erzeugungsquote als Jahresbrennrecht (= Prozentsatz des regelmäßigen Brennrechts) für die
Brennereien fest. Bei einem Jahresbrennrecht in Höhe von ca. 60 % des regelmäßigen Brenn-
rechts im Geschäftsjahr 2009/10 hat die BfB 532.000 hl/a Rohalkohol übernommen.
In Deutschland werden rund 650 Verschluss- und 20.000 Abfindungsbrennereien betrieben.
Die Verschlussbrennereien, mit einem Anteil von 95 % an der gesamten Alkoholproduktion,
sind zollamtlich gesichert (verschlossen). Der erzeugte Alkohol wird vollständig amtlich
erfasst (über geeichte Sammelgefäße oder Messuhren). Bei den kleinen Abfindungsbrennerei-
en fehlt eine zollamtliche Sicherung, ihre Erzeugungsmenge wird daher nur anhand von roh-
stoffbezogenen Ausbeutesätzen geschätzt. Eine Sonderstellung nehmen die ca. 425.000 Stoff-
besitzer ein. Hierbei handelt es sich um Obsterzeuger in bestimmten Regionen, die kein
eigenes Brenngerät besitzen. Sie nutzen fremde Brenngeräte und können zu etwa den gleichen
Bedingungen wie Abfindungsbrenner Alkohol herstellen und an die BfB abliefern.
2 Ausgangssituation Seite 11
Die BfB reinigt den von den Brennereien übernommenen Rohalkohol zu neutralem Alkohol,
um ihn dann zu verkaufen. Sie bedient sich hierzu insgesamt 7 eigener Betriebe. Im Jahr 2010
kamen in der EU rund 45 Mio. hl Ethylalkohol zur Verwendung. Der Absatz der BfB ent-
spricht damit einem Anteil von ca. 1 % am europäischen Alkoholmarkt.
Durch die Rechtsprechung des Europäischen Gerichtshofes seit 1976 hat das Branntweinmo-
nopol wesentliche Teile seines Schutzcharakters, zugunsten der inländischen Alkoholerzeu-
ger, verloren. Alkohol aus Mitgliedstaaten der EU darf weder von der Einfuhr ausgeschlossen
noch steuerlich oder in anderer Weise diskriminiert werden und die BfB darf ihre Preise nicht
zu weit unter Marktpreis festsetzen. Die Rechtsprechung des Europäischen Gerichtshofes hat
dazu geführt, dass die BfB, die nach wie vor aufgrund gesetzlicher Verpflichtung den Alko-
holerzeugern kostendeckende Übernahmepreise zahlen muss, den Alkohol an die Verwender
unter dem Selbstkostenpreis abgeben muss. Somit steht die BfB im Wettbewerb mit Anbie-
tern sowohl aus der EU als auch mit Konkurrenten aus Drittländern und deutschen Produzen-
ten.
Das Deutsche Branntweinmonopol hätte nach dem Willen der Europäischen Union am
31.12.2010 auslaufen sollen. Um jedoch kleinen und mittleren Brennereien den etappenwei-
sen Umstieg auf den freien Markt zu erleichtern, hat die Europäische Union dieses Privileg
bis zum 31.12.2017 verlängert. Allerdings müssen Erzeugung und Verkäufe in dieser Zeit
schrittweise verringert werden. Dies bedeutet für die rund 650 landwirtschaftlichen Ver-
schlussbrennereien, die hauptsächlich Getreide und Kartoffeln verarbeiten, einen Verbleib im
Monopol bei sinkender Erzeugungsmenge bis zum Ende des Jahres 2013. Bei Ausscheiden
aus dem Monopol erhalten diese eine Ausgleichsbeihilfe. Sogenannte lokale Abfindungsbren-
nereien, die meist sehr kleine Mengen Obstalkohol erzeugen, dürfen insgesamt bis Ende 2017
produzieren.
Gegenüber den industriellen Bioethanolanlagen unterscheiden sich landwirtschaftliche Bren-
nereien durch dezentrale Standorte und ihre geschlossenen Stoffkreisläufe. Die Rohstoffe
werden regional bezogen oder selbst produziert und die Reststoffe (Schlempe) direkt und
ohne aufwendige Trocknung als Futtermittel oder Biogassubstrat verwertet. Durch die kleine-
ren Chargen besitzen sie zudem eine hohe Flexibilität. Da in den landwirtschaftlichen Brenne-
reien nur Rohalkohol mit einem Alkoholgehalt von 85 Vol.-% produziert wird, muss dieser
noch in zentralen Absolutierungsanlagen auf konzentriert werden.
Mit der Entwicklung geeigneter enzymatischer Verfahren könnte man schließlich auch Ener-
giepflanzen, Stroh und sogar holzartige Biomasse vergären. Pflanzliche Reststoffe bestehen
2 Ausgangssituation Seite 12
vornehmlich aus Zellulose, Hemizellulosen und Lignin, der sogenannten Lignozellulose. Bei
der Produktion von Lignozellulose-Ethanol ergeben sich im Gegensatz zum klassischen
Bioethanolproduktionsprozess einige Schwierigkeiten und Handlungsfelder, die noch unzu-
reichend gelöst bzw. bearbeitet sind. Um die inerte Lignozellulose für die enzymatische Ver-
zuckerung zugänglich zu machen, muss zunächst die Struktur der lignozellulosischen Matrix
aufgebrochen werden. Dieses kann z.B. durch thermo-chemische Prozesse geschehen. Die
vorbehandelten Pflanzenreste müssen durch den Einsatz von Enzymen (Zellulasen,
Hemizellulasen,…) in die einzelnen Zucker hydrolysiert werden. Die vorhandenen Enzyme
arbeiten noch nicht optimal und sind zudem sehr teuer. Für die Fermentation der Zucker zu
Alkoholen bedarf es spezieller auf den Einsatz von Lignozellulose angepasster Hefen, die
nicht nur die Glucose sondern auch die Pentosezucker Xylose und Arabinose zu Alkohol
vergären. Ebenso müssen zur Produktion von Butanol spezielle Hefen entwickelt werden.
Weiterhin müssen diese Hefen tolerant gegenüber den Alkoholen und den bei der Vorbehand-
lung entstehenden toxischen Nebenprodukten sein. Die Konstruktion solcher Hefen ist wis-
senschaftlich beschrieben, aber noch nicht für den industriellen Einsatz erprobt.
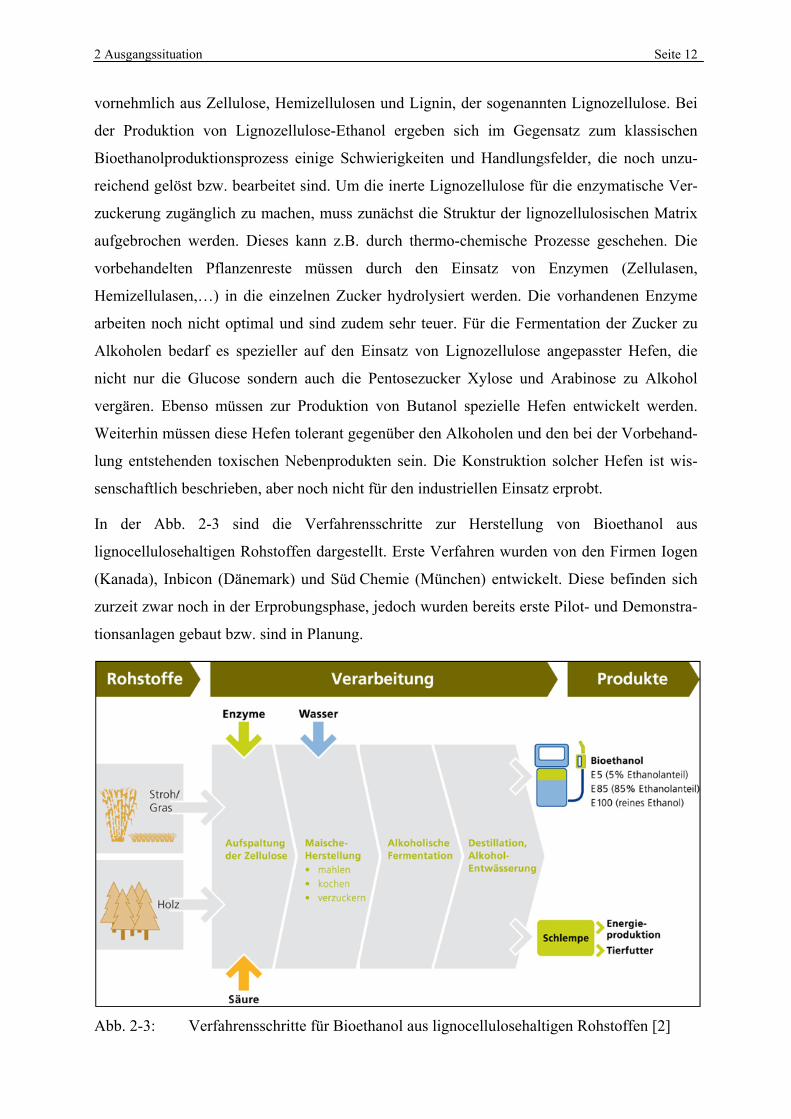
In der Abb. 2-3 sind die Verfahrensschritte zur Herstellung von Bioethanol aus
lignocellulosehaltigen Rohstoffen dargestellt. Erste Verfahren wurden von den Firmen Iogen
(Kanada), Inbicon (Dänemark) und Süd Chemie (München) entwickelt. Diese befinden sich
zurzeit zwar noch in der Erprobungsphase, jedoch wurden bereits erste Pilot- und Demonstra-
tionsanlagen gebaut bzw. sind in Planung.
Abb. 2-3: Verfahrensschritte für Bioethanol aus lignocellulosehaltigen Rohstoffen [2]

2 Ausgangssituation Seite 13
Die genannten Teilschritte des Prozesses sind unabhängig voneinander in der Grundlagenfor-
schung recht weit fortgeschritten. Es fehlt jedoch die Integration in ein Gesamtverfahren und
die Anpassung der Einzelschritte an die Schnittstellen. Ebenso müssen integrierte Wärme-
und Energiekonzepte entwickelt werden. Zudem stellt die Destillation einen stark energiezeh-
renden Prozess dar, der eventuell durch weniger energieintensive oder alternative Verfahren
(Einsatz von Membranen, Nutzung von Energie aus Abgasen) ersetzt oder optimiert werden
könnte.
3 Pflanzenmaterial Seite 14
3 PFLANZENMATERIAL
Die derzeit betriebenen Bioethanolanlagen produzieren Bioethanol primär aus zucker- oder
stärkehaltigen Pflanzenkomponenten wie Zuckerrohr, Zuckerrüben, Getreide und Mais. Vor
dem Hintergrund der Nutzung dieser Pflanzenkomponenten für Nahrungs- und Futtermittel
sowie der öffentlichen Diskussion über die energetische Nutzung von Lebensmitteln ist es
dringend erforderlich die Rohstoffbasis von Bioethanolanlagen auf biogene bzw.
lignocellulosehaltige Rest- und Abfallstoffe umzustellen. Daher werden in diesem Kapitel
geeignete lignocellulosehaltige Substrate zur Bioethanolproduktion ermittelt und anhand von
Testfermentationen bewertet.
3.1 Ermittlung geeigneter Substrate
Für den Einsatz zur Ethanolerzeugung sind eine Vielzahl von lignocellulosehaltigen Roh-,
Rest- und Abfallstoffen denkbar. Grundsätzlich geeignet sind z.B. verschiedene Hölzer, Ge-
treide- und Maisstroh, Landschaftspflegematerial, Gräser, Zwischenfrüchte und auch organi-
sche Abfälle. Je nach Art und Beschaffenheit des eingesetzten Stoffes müssen dann die je-
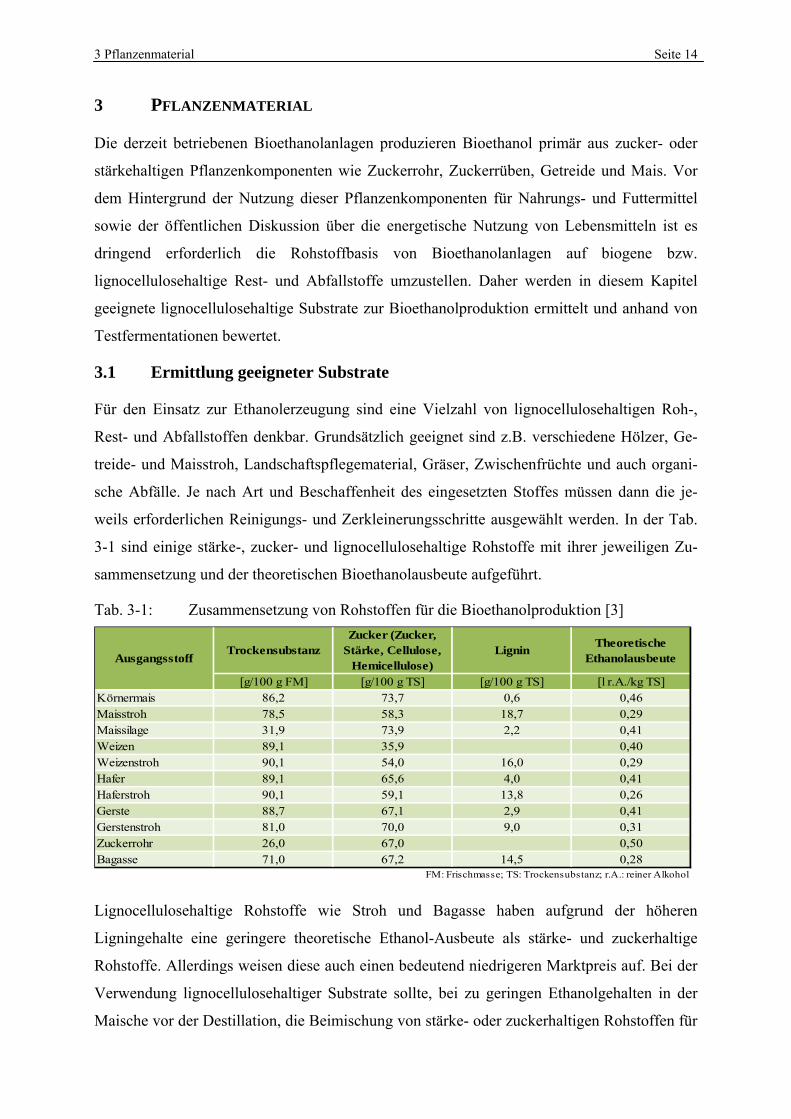
weils erforderlichen Reinigungs- und Zerkleinerungsschritte ausgewählt werden. In der Tab.
3-1 sind einige stärke-, zucker- und lignocellulosehaltige Rohstoffe mit ihrer jeweiligen Zu-
sammensetzung und der theoretischen Bioethanolausbeute aufgeführt.
Tab. 3-1: Zusammensetzung von Rohstoffen für die Bioethanolproduktion [3]
TrockensubstanzZucker (Zucker,
Stärke, Cellulose, Hemicellulose)
LigninTheoretische
Ethanolausbeute
[g/100 g FM] [g/100 g TS] [g/100 g TS] [l r.A./kg TS]Körnermais 86,2 73,7 0,6 0,46Maisstroh 78,5 58,3 18,7 0,29Maissilage 31,9 73,9 2,2 0,41Weizen 89,1 35,9 0,40Weizenstroh 90,1 54,0 16,0 0,29Hafer 89,1 65,6 4,0 0,41Haferstroh 90,1 59,1 13,8 0,26Gerste 88,7 67,1 2,9 0,41Gerstenstroh 81,0 70,0 9,0 0,31Zuckerrohr 26,0 67,0 0,50Bagasse 71,0 67,2 14,5 0,28
Ausgangsstoff
FM: Frischmasse; TS: Trockensubstanz; r.A.: reiner Alkohol
Lignocellulosehaltige Rohstoffe wie Stroh und Bagasse haben aufgrund der höheren
Ligningehalte eine geringere theoretische Ethanol-Ausbeute als stärke- und zuckerhaltige
Rohstoffe. Allerdings weisen diese auch einen bedeutend niedrigeren Marktpreis auf. Bei der
Verwendung lignocellulosehaltiger Substrate sollte, bei zu geringen Ethanolgehalten in der
Maische vor der Destillation, die Beimischung von stärke- oder zuckerhaltigen Rohstoffen für
3 Pflanzenmaterial Seite 15
einen ausreichenden Ethanolgehalt in Erwägung gezogen werden. Eine weitere Möglichkeit
wäre die Verwendung von Ganzpflanzensilagen wie Mais- oder Getreideganzpflanzensilage.
Aktuell gibt es ein paar Forschungs- und Entwicklungsvorhaben, die sich mit der Nutzung
von alternativen Rohstoffen zur Produktion von Bioethanol befassen. Zum Beispiel wird am
Wissenschaftszentrum in Straubing geprüft, wie sich Zuckerhirsen für die Erzeugung von
Bioethanol in Deutschland nachhaltig nutzen lassen. Dabei wird die gesamte Verarbeitungs-
kette von der Sortenauswahl über Anbautechnik, Lagerung des Erntegutes, Aufschlussverfah-
ren bis zur Optimierung der Fermentation untersucht. Am landwirtschaftlichen Technologie-
zentrum Augustenberg wurde die Nutzung von Topinambur als Rohstoff für die Ethanol-
gewinnung untersucht. Als Ergebnis wurde festgehalten, dass Topinambur aufgrund des
hohen Gehaltes an vergärbaren Zuckern nach der Hydrolyse über ein beachtliches Potenzial
verfügt und im Ethanolertrag direkt hinter Zuckerrüben einzustufen ist.
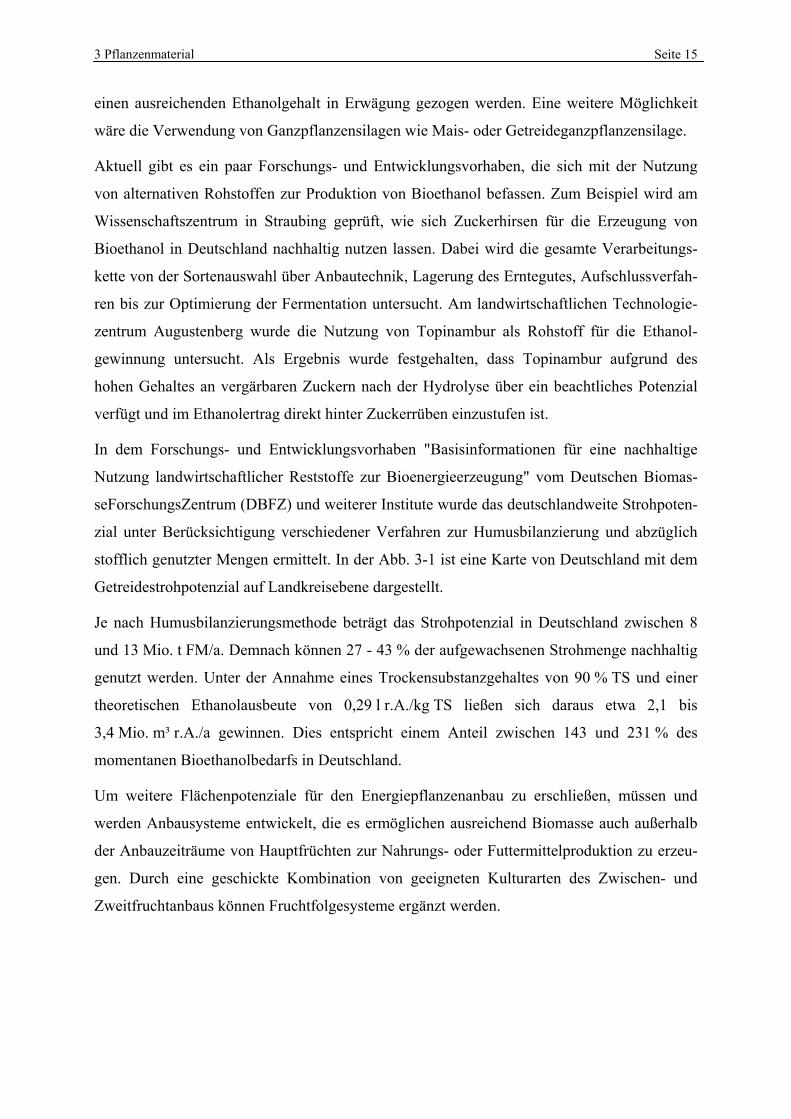
In dem Forschungs- und Entwicklungsvorhaben "Basisinformationen für eine nachhaltige
Nutzung landwirtschaftlicher Reststoffe zur Bioenergieerzeugung" vom Deutschen Biomas-
seForschungsZentrum (DBFZ) und weiterer Institute wurde das deutschlandweite Strohpoten-
zial unter Berücksichtigung verschiedener Verfahren zur Humusbilanzierung und abzüglich
stofflich genutzter Mengen ermittelt. In der Abb. 3-1 ist eine Karte von Deutschland mit dem
Getreidestrohpotenzial auf Landkreisebene dargestellt.
Je nach Humusbilanzierungsmethode beträgt das Strohpotenzial in Deutschland zwischen 8
und 13 Mio. t FM/a. Demnach können 27 - 43 % der aufgewachsenen Strohmenge nachhaltig
genutzt werden. Unter der Annahme eines Trockensubstanzgehaltes von 90 % TS und einer
theoretischen Ethanolausbeute von 0,29 l r.A./kg TS ließen sich daraus etwa 2,1 bis
3,4 Mio. m³ r.A./a gewinnen. Dies entspricht einem Anteil zwischen 143 und 231 % des
momentanen Bioethanolbedarfs in Deutschland.
Um weitere Flächenpotenziale für den Energiepflanzenanbau zu erschließen, müssen und
werden Anbausysteme entwickelt, die es ermöglichen ausreichend Biomasse auch außerhalb
der Anbauzeiträume von Hauptfrüchten zur Nahrungs- oder Futtermittelproduktion zu erzeu-
gen. Durch eine geschickte Kombination von geeigneten Kulturarten des Zwischen- und
Zweitfruchtanbaus können Fruchtfolgesysteme ergänzt werden.
3 Pflanzenmaterial Seite 16
Abb. 3-1: Getreidestrohpotenzial auf Landkreisebene in Tonnen Frischmasse (t FM/a) mit Ackerflächenbezug nach VDLUFA (oberer Wert) [4]
Durch Zwischenfrüchte kann bei standort- und artgerechter Auswahl viel Biomasse in relativ
kurzer Zeit gebildet werden. Eine möglichst lange Vegetationszeit ist Voraussetzung für hohe
Erträge. Die Aussaat muss direkt nach der Ernte erfolgen. Welche Pflanzenarten für die Er-
zeugung von Biomasse verwendet werden, entscheiden daher der mögliche Saattermin, die
Erträge und Kosten. Ziel ist es, hohe Trockensubstanzgehalte im Erntegut zu erzielen, da
durch hohe Wasseranteile die Transportkosten erhöht werden und der Sickersaftanfall tech-
nisch gelöst werden muss. Die Ertragsvorteile sind nur bei ausreichenden Niederschlägen zu
3 Pflanzenmaterial Seite 17
erreichen. In trockenen Regionen mit weniger als 700 mm Jahresniederschlag ist das Anbauri-
siko groß. Bei einer Kombination von zum Beispiel Grünroggen und Mais ist ein Mehrertrag
von 4 t TM/ha·a möglich [5]. Weitere Beispiele für geeignete Zwischenfrüchte, die grundsätz-
lich auch zur Bioethanolproduktion geeignet wären, sind: Sommergetreide, Weidelgras und
Stoppelrübe.
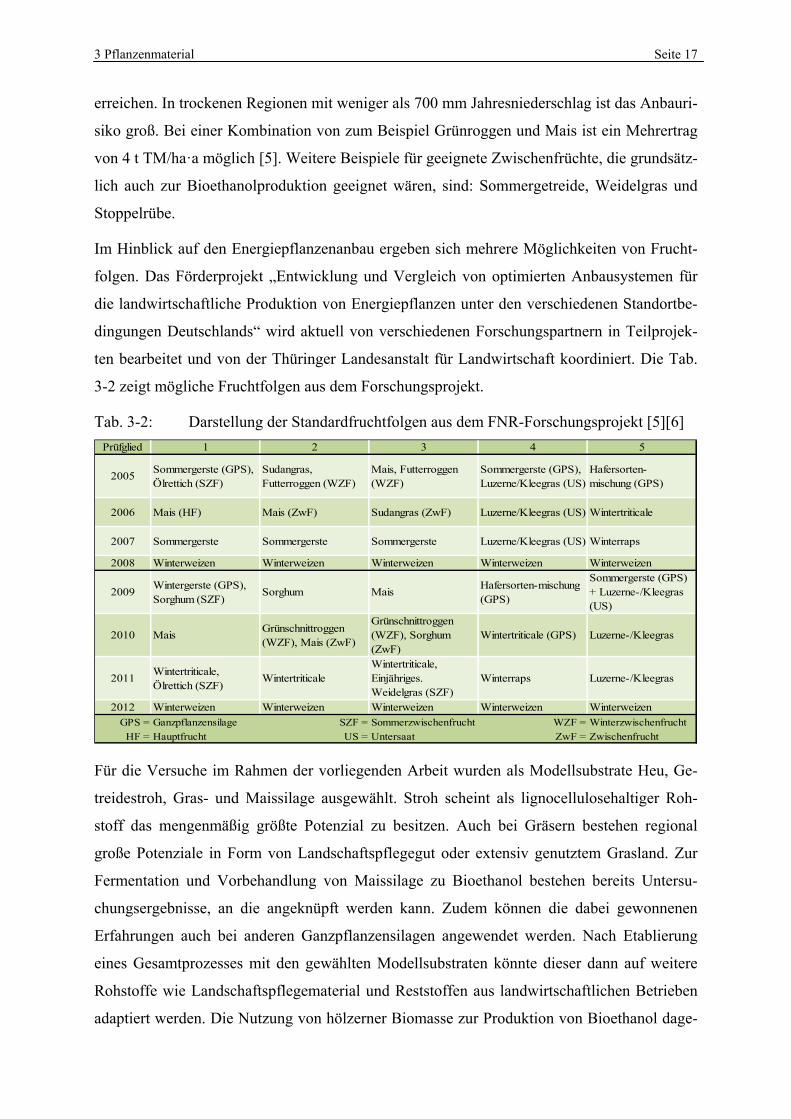
Im Hinblick auf den Energiepflanzenanbau ergeben sich mehrere Möglichkeiten von Frucht-
folgen. Das Förderprojekt „Entwicklung und Vergleich von optimierten Anbausystemen für
die landwirtschaftliche Produktion von Energiepflanzen unter den verschiedenen Standortbe-
dingungen Deutschlands“ wird aktuell von verschiedenen Forschungspartnern in Teilprojek-
ten bearbeitet und von der Thüringer Landesanstalt für Landwirtschaft koordiniert. Die Tab.
3-2 zeigt mögliche Fruchtfolgen aus dem Forschungsprojekt.
Tab. 3-2: Darstellung der Standardfruchtfolgen aus dem FNR-Forschungsprojekt [5][6]
Prüfglied 1 2 3 4 5
2005Sommergerste (GPS), Ölrettich (SZF)
Sudangras, Futterroggen (WZF)
Mais, Futterroggen (WZF)
Sommergerste (GPS), Luzerne/Kleegras (US)
Hafersorten-mischung (GPS)
2006 Mais (HF) Mais (ZwF) Sudangras (ZwF) Luzerne/Kleegras (US) Wintertriticale
2007 Sommergerste Sommergerste Sommergerste Luzerne/Kleegras (US) Winterraps
2008 Winterweizen Winterweizen Winterweizen Winterweizen Winterweizen
2009Wintergerste (GPS), Sorghum (SZF)
Sorghum MaisHafersorten-mischung (GPS)
Sommergerste (GPS) + Luzerne-/Kleegras (US)
2010 MaisGrünschnittroggen (WZF), Mais (ZwF)
Grünschnittroggen (WZF), Sorghum (ZwF)
Wintertriticale (GPS) Luzerne-/Kleegras
2011Wintertriticale, Ölrettich (SZF)
WintertriticaleWintertriticale, Einjähriges. Weidelgras (SZF)
Winterraps Luzerne-/Kleegras
2012 Winterweizen Winterweizen Winterweizen Winterweizen Winterweizen
GPS = Ganzpflanzensilage SZF = Sommerzwischenfrucht WZF = Winterzwischenfrucht
HF = Hauptfrucht US = Untersaat ZwF = Zwischenfrucht
Für die Versuche im Rahmen der vorliegenden Arbeit wurden als Modellsubstrate Heu, Ge-
treidestroh, Gras- und Maissilage ausgewählt. Stroh scheint als lignocellulosehaltiger Roh-
stoff das mengenmäßig größte Potenzial zu besitzen. Auch bei Gräsern bestehen regional
große Potenziale in Form von Landschaftspflegegut oder extensiv genutztem Grasland. Zur
Fermentation und Vorbehandlung von Maissilage zu Bioethanol bestehen bereits Untersu-
chungsergebnisse, an die angeknüpft werden kann. Zudem können die dabei gewonnenen
Erfahrungen auch bei anderen Ganzpflanzensilagen angewendet werden. Nach Etablierung
eines Gesamtprozesses mit den gewählten Modellsubstraten könnte dieser dann auf weitere
Rohstoffe wie Landschaftspflegematerial und Reststoffen aus landwirtschaftlichen Betrieben
adaptiert werden. Die Nutzung von hölzerner Biomasse zur Produktion von Bioethanol dage-

3 Pflanzenmaterial Seite 18
gen stellt aufgrund der absehbaren Schwierigkeiten bei der Effizienz der Vorbehandlung
keine Alternative dar.
3.2 Testfermentationsversuche
An der Universität Hohenheim wurden mit der Hefe Thermosacc von Lallemand Testfermen-
tationen mit Maissilage, Weizenstroh, Heu, Grassilage, Topinamburstroh, Hanfstroh, Bam-
busstroh und Silage einer Blühpflanzensilage angesetzt. Grassilage, Heu und Blühpflanzensi-
lage stellten sich dabei als ungeeignet heraus. Weizen- und Bambusstroh zeigten eine mittlere
Eignung während Maissilage, Topinambur- und Hanfstroh die besten Ergebnisse lieferten.
Daher wurden Grassilage, Heu und Blühpflanzensilage nicht weiter verfolgt.
Für die erfolgreich durchgeführten Testfermentationen an der Universität Frankfurt zur Ent-
wicklung angepasster Hefen wurden die Hydrolysate von Seiten der Universität Hohenheim
zur Verfügung gestellt.
4 Vorbehandlung Seite 19
4 VORBEHANDLUNG
Durch die Umstellung der Rohstoffbasis auf lignocellulosehaltige Rest- und Abfallstoffe aus
der Landwirtschaft ergeben sich veränderte Anforderungen an die Vorbehandlung der Sub-
strate gegenüber den konventionell eingesetzten zucker- und stärkehaltigen Rohstoffen. Bei
der Enzymatischen Verzuckerung wird die Cellulose mit Hilfe von Enzymen in Glukose
umgewandelt. Aufgrund der Widerstandsfähigkeit der Lignocellulose gegenüber einem en-
zymatischen Angriff ist davor eine Vorbehandlung mit dem Ziel notwendig, die komplexen
Verbindungen von Cellulose, Hemicellulose und Lignin durch den Einsatz von Chemikalien,
mechanischer oder thermischer Energie sowie einer Kombination von diesen aufzuschließen,
um ein schnelles und tiefes Eindringen der Enzyme in das Material zu ermöglichen. Dies kann
durch Dampfexplosion, Säurevorbehandlung, Behandlung mit organischen Lösungsmitteln,
Alkalivorbehandlung, CO2-Explosion, mechanischer Zerkleinerung, Hydrothermolyse, Be-
handlung mit Wasserstoffperoxid, Bestrahlung und/oder eine mikrobiologische Vorbehand-
lung realisiert werden.
4.1 Ermittlung und Bewertung geeigneter Vorbehandlungsverfahren
Im ersten Schritt sollte eine mechanische Zerkleinerung des Pflanzenmaterials stattfinden, um
die faserige Struktur möglichst weit aufzulösen. Weitere bereits in der Praxis eingesetzte
Verfahren zur Vorbehandlung sind die Dampfexplosion oder der Zusatz von verdünnter
Schwefelsäure.
4.1.1 Mechanische Zerkleinerung
Bei der mechanischen Aufbereitung, bzw. Zerkleinerung, von Biomasse stellen sich aufgrund
der teilweise auch unterschiedlichen Stoffeigenschaften besondere Anforderungen an die
Zerkleinerungsmaschinen. Zum Beispiel sind Stroh und andere holzartige Biomasse eher hart
und spröde, wohingegen Grassilage weich, elastisch und zäh ist. Grundsätzlich geeignet für
die Aufbereitung von Biomasse sind die Zerkleinerungsarten durch Schnitt und Prall. Im
Folgenden werden daher die Funktionsweise von Prall- und Schneidmühlen betrachtet und die
mit einer Prallmühle durchgeführten Versuche beschrieben.
Schneidmühlen
Bei Schneidmühlen wird das Mahlgut durch Scherwirkung zwischen einem feststehendem
Messer (Stator) und einem beweglichem Messer (Rotor) zerkleinert. Das Material wird durch
einen Einwurfschacht in den Mahlraum gefördert. Dort wird es zwischen den Messern am
Rotor und den Statormessern so lange zerkleinert, bis das zerkleinerte Material durch die
4 Vorbehandlung Seite 20
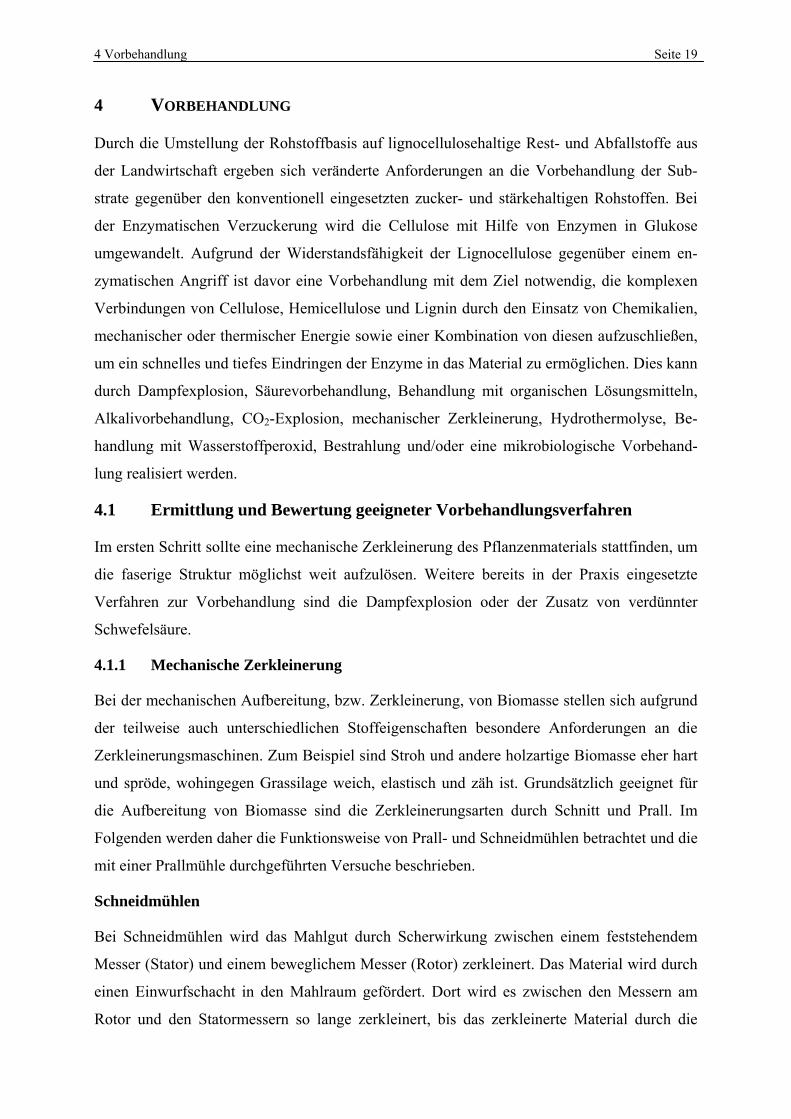
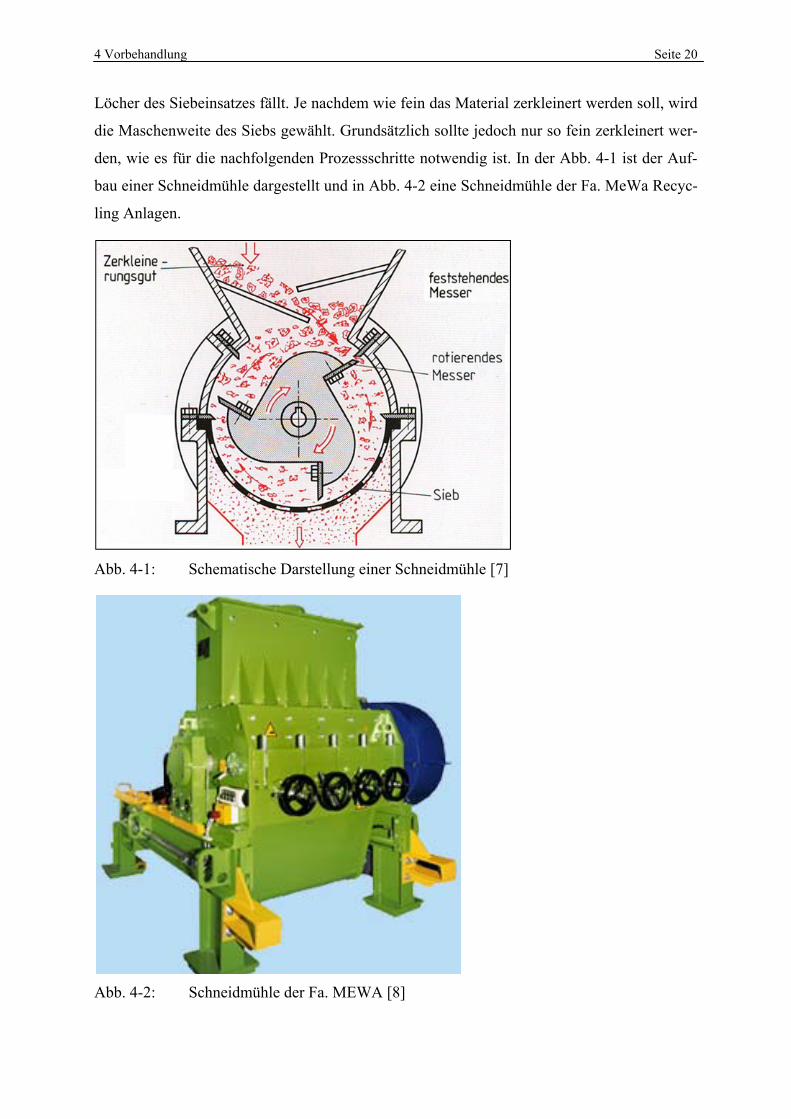
Löcher des Siebeinsatzes fällt. Je nachdem wie fein das Material zerkleinert werden soll, wird
die Maschenweite des Siebs gewählt. Grundsätzlich sollte jedoch nur so fein zerkleinert wer-
den, wie es für die nachfolgenden Prozessschritte notwendig ist. In der Abb. 4-1 ist der Auf-
bau einer Schneidmühle dargestellt und in Abb. 4-2 eine Schneidmühle der Fa. MeWa Recyc-
ling Anlagen.
Abb. 4-1: Schematische Darstellung einer Schneidmühle [7]
Abb. 4-2: Schneidmühle der Fa. MEWA [8]
4 Vorbehandlung Seite 21
Schneidmühlen eignen sich besonders für verholzte Stoffe wie zum Beispiel Stroh. Durch das
Schneiden der Fasern kommt es zudem nicht zu einem Aufwickeln auf dem Rotor. Für feuch-
te und weiche Stoffe wie zum Beispiel Silagen ist diese Zerkleinerungstechnologie nicht
geeignet.
Prallmühlen
Zentrales Bauteil einer Prallmühle ist der mit einer hohen Geschwindigkeit drehende Rotor
unterschiedlichster Gestaltung. An dem Rotor können Leisten, Platten, Hämmer, Stifte oder
sogar Ketten als Prallorgane angebracht sein, die das Mahlgut durch mehrfache Prallbean-
spruchung bei hohen Umdrehungszahlen zerkleinern. Dabei kann das Mahlgut durch Aufpral-
len auf die Prallorgane, auf Flächen im Mahlraum und durch gegenseitiges aufeinanderprallen
zerkleinert werden. Rotorgeschwindigkeit, Mahlraumgeometrie und Krümmung der Prallor-
gane können auf das Mahlgut abgestimmt werden. Durch eingebaute Siebe wird die Feinheit
des zerkleinerten Materials eingestellt. Alternativ findet, insbesondere bei feuchten Materia-
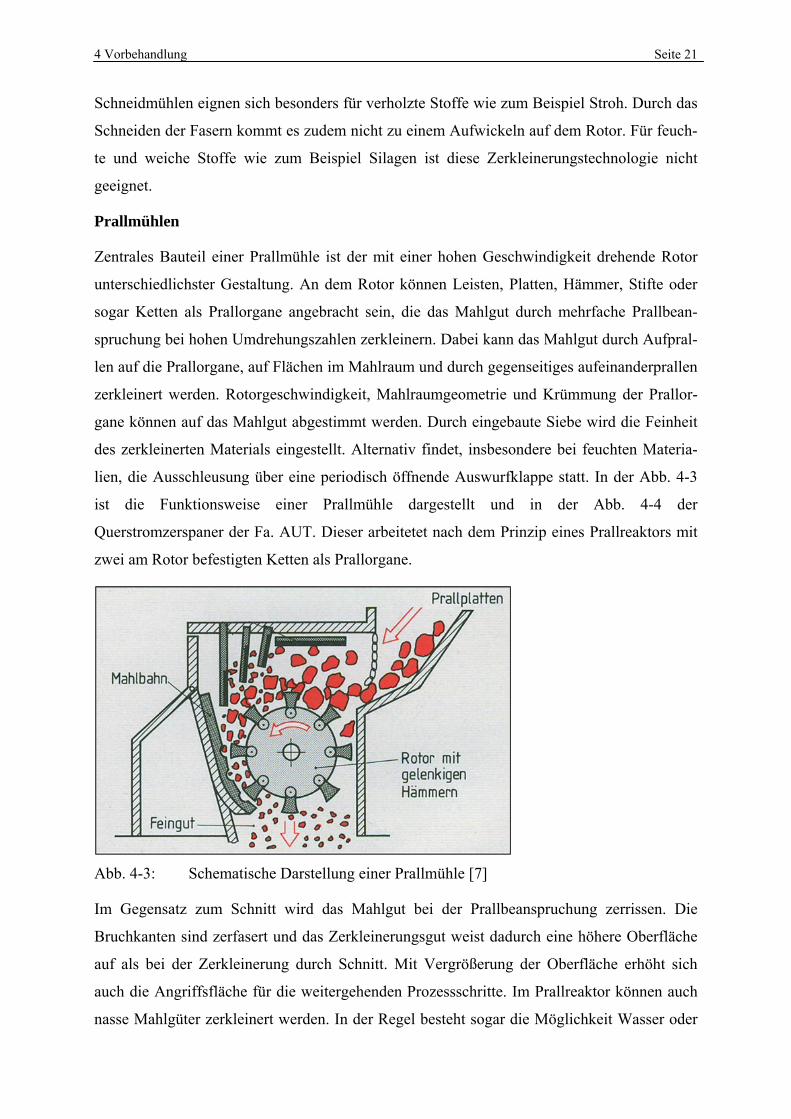
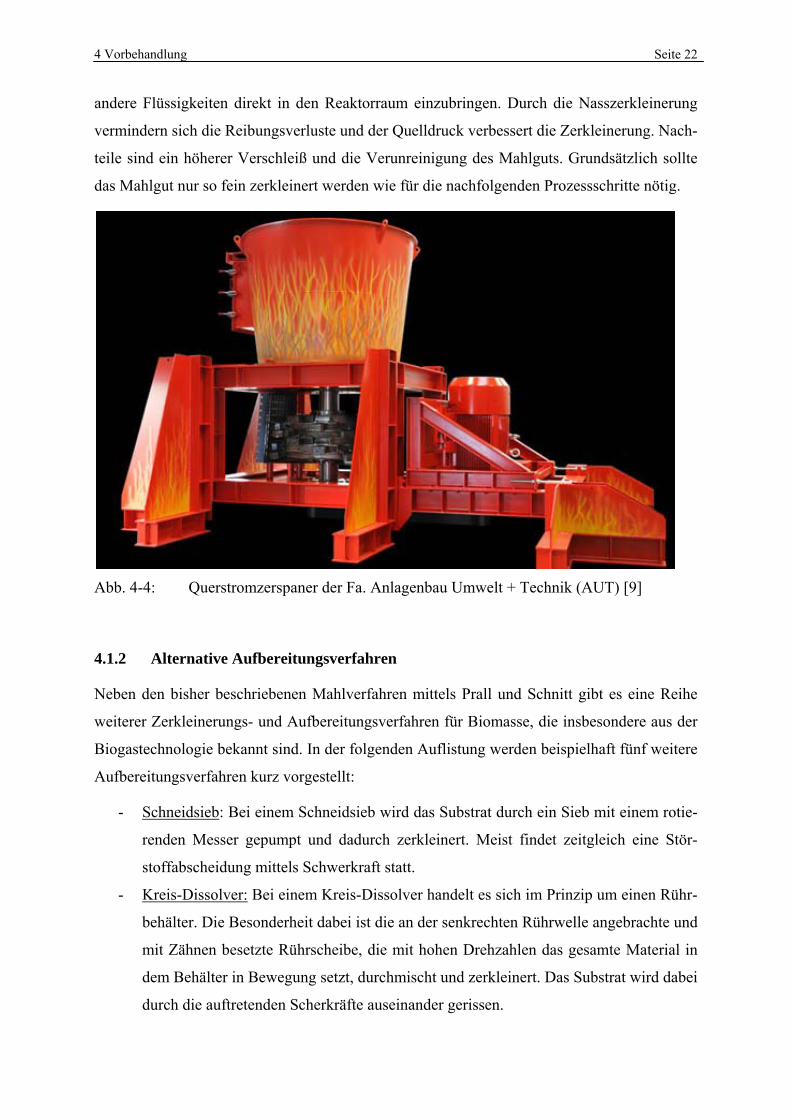
lien, die Ausschleusung über eine periodisch öffnende Auswurfklappe statt. In der Abb. 4-3
ist die Funktionsweise einer Prallmühle dargestellt und in der Abb. 4-4 der
Querstromzerspaner der Fa. AUT. Dieser arbeitetet nach dem Prinzip eines Prallreaktors mit
zwei am Rotor befestigten Ketten als Prallorgane.
Abb. 4-3: Schematische Darstellung einer Prallmühle [7]
Im Gegensatz zum Schnitt wird das Mahlgut bei der Prallbeanspruchung zerrissen. Die
Bruchkanten sind zerfasert und das Zerkleinerungsgut weist dadurch eine höhere Oberfläche
auf als bei der Zerkleinerung durch Schnitt. Mit Vergrößerung der Oberfläche erhöht sich
auch die Angriffsfläche für die weitergehenden Prozessschritte. Im Prallreaktor können auch
nasse Mahlgüter zerkleinert werden. In der Regel besteht sogar die Möglichkeit Wasser oder
4 Vorbehandlung Seite 22
andere Flüssigkeiten direkt in den Reaktorraum einzubringen. Durch die Nasszerkleinerung
vermindern sich die Reibungsverluste und der Quelldruck verbessert die Zerkleinerung. Nach-
teile sind ein höherer Verschleiß und die Verunreinigung des Mahlguts. Grundsätzlich sollte
das Mahlgut nur so fein zerkleinert werden wie für die nachfolgenden Prozessschritte nötig.
Abb. 4-4: Querstromzerspaner der Fa. Anlagenbau Umwelt + Technik (AUT) [9]
4.1.2 Alternative Aufbereitungsverfahren
Neben den bisher beschriebenen Mahlverfahren mittels Prall und Schnitt gibt es eine Reihe
weiterer Zerkleinerungs- und Aufbereitungsverfahren für Biomasse, die insbesondere aus der
Biogastechnologie bekannt sind. In der folgenden Auflistung werden beispielhaft fünf weitere
Aufbereitungsverfahren kurz vorgestellt:
- Schneidsieb: Bei einem Schneidsieb wird das Substrat durch ein Sieb mit einem rotie-
renden Messer gepumpt und dadurch zerkleinert. Meist findet zeitgleich eine Stör-
stoffabscheidung mittels Schwerkraft statt.
- Kreis-Dissolver: Bei einem Kreis-Dissolver handelt es sich im Prinzip um einen Rühr-
behälter. Die Besonderheit dabei ist die an der senkrechten Rührwelle angebrachte und
mit Zähnen besetzte Rührscheibe, die mit hohen Drehzahlen das gesamte Material in
dem Behälter in Bewegung setzt, durchmischt und zerkleinert. Das Substrat wird dabei
durch die auftretenden Scherkräfte auseinander gerissen.
4 Vorbehandlung Seite 23
- Bioextrusion: Bei der Bioextrusion wird das Material durch zwei ineinanderlaufende
Schnecken zerkleinert und aufgeschlossen. Neben der mechanischen Wirkung durch
quetschen und reiben findet gleichzeitig ein hydrothermaler Aufschluss statt. Dabei
wechselt die Belastung ständig zwischen hohen Drücken und Temperaturen sowie
plötzlicher Entspannung, wodurch die Zellstruktur zerrissen wird.
- Elektrokinetische Desintegration: Bei der elektrokinetischen Desintegration wird das
Substrat einem Hochspannungsfeld ausgesetzt, das in Flüssigkeiten zu Schockwellen
führt. Dadurch werden Scherkräfte erzeugt, die die Zellmembranen zusammendrücken
bis diese zusammenbrechen. Bautechnisch wird dies in der Regel durch eine Elektrode
in einer Röhre realisiert, an der das Substrat entlang fließt.
- Ultraschall: Die Ultraschallwellen bewirken eine periodische Verdichtung und Ent-
spannung im Ausgangsmaterial und erzeugen Hohlräume, die dann aufreißen. Bei dem
Vorgang entstehen hohe Temperaturen und Drücke, die zu einem Aufschluss des Sub-
strats führen.
Nachteil bei allen Verfahren bis auf die Bioextrusion ist, dass damit bislang nur ein pumpfä-
higer Materialstrom behandelt werden kann. Daher eignen sich diese Verfahren nicht für die
ausgewählten Substrate. Bei der Bioextrusion findet, im Gegensatz zu den einfachen Zerklei-
nerungsverfahren, zudem ein weitergehender Aufschluss auf Zellebene statt. Dadurch stellt
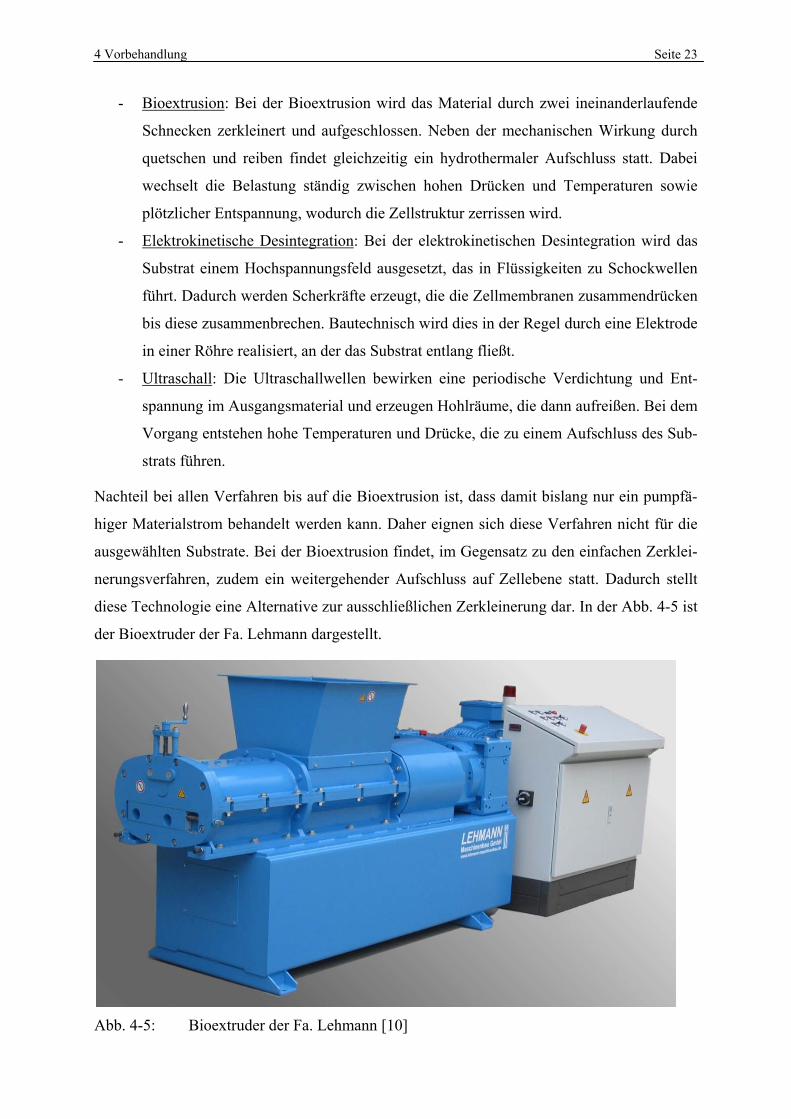
diese Technologie eine Alternative zur ausschließlichen Zerkleinerung dar. In der Abb. 4-5 ist
der Bioextruder der Fa. Lehmann dargestellt.
Abb. 4-5: Bioextruder der Fa. Lehmann [10]
4 Vorbehandlung Seite 24
4.1.3 Steam explosion
Als Folgeschritt der mechanischen Zerkleinerung muss die enthaltene Cellulose im
Hemicellulose/Lignin-Komplex den Enzymen zugänglich gemacht werden. Dies geschieht
über Säure- oder Laugenaufschlüsse, Radikale, Organosolv-Verfahren, Druckaufschluss
(steam explosion) oder andere Methoden.
Beim Druckaufschluss wird das cellulosehaltige Material in einem druckfesten Behälter ent-
weder indirekt oder direkt mit Wasserdampf bis zur gewünschten Temperatur erhitzt. Nach
Erreichen der Temperatur wird diese für die festgelegte Zeit gehalten. Im Gegensatz zum
Dämpfen wird anschließend an den Prozess bei der steam explosion der Behälterinhalt
schlagartig entspannt. Hierbei soll der entstehende Wasserdampf die Zellstrukturen zerreißen.
Dieser Vorgang kann auch mit den anderen genannten Aufschlussmethoden kombiniert wer-
den.
4.2 Durchgeführte Versuche zur Vorbehandlung
Im Rahmen des Forschungsprojektes wurden vor allem mechanische Zerkleinerung und
Dampfexplosion als Vorbehandlungsverfahren eingesetzt. Die Ergebnisse der Versuche dazu
werden in diesem Kapitel beschrieben.
4.2.1 Zerkleinerungsversuche
Aus den vorstehenden Betrachtungen resultierend wurde für eine Versuchsreihe zur mechani-
schen Zerkleinerung ausgewählter Substrate ein Prallreaktor bestimmt. Dieser ist in Abb. 4-6
dargestellt.
Das Material wird über ein Förderband dem Prallreaktor zugeführt. Von oben gelangt das
jeweilige Material über eine Schleuse in den Reaktorraum, an dessen Boden sich der senk-
rechte Rotor mit zwei Prallplatten befindet. Die Außenwände des Reaktorraums bestehen aus
auswechselbaren Siebplatten, wodurch ein kontinuierlicher Betrieb gewährleistet ist. Alterna-
tiv kann der Prallreaktor auch im Batch-Verfahren ohne Siebplatten betrieben werden. Dann
wird die Auswurfklappe periodisch bei vollem Betrieb geöffnet. Zudem besteht die Möglich-
keit Wasser für eine Nasszerkleinerung in den Prallreaktor zu geben.
Dieser Prallreaktor wurde für einen Versuchstag gemietet, um damit die ausgewählten Sub-
strate Getreidestroh, Heu, Gras- und Maissilage zu zerkleinern. Die Ergebnisse sind in den
Abb. 4-7 bis Abb. 4-11 dokumentiert.

4 Vorbehandlung Seite 25
Abb. 4-6: Prallreaktor der Fa. Schäfer
Abb. 4-7: Stroh vor (l.) und nach der Behandlung (r.) mit dem Prallreaktor
4 Vorbehandlung Seite 26
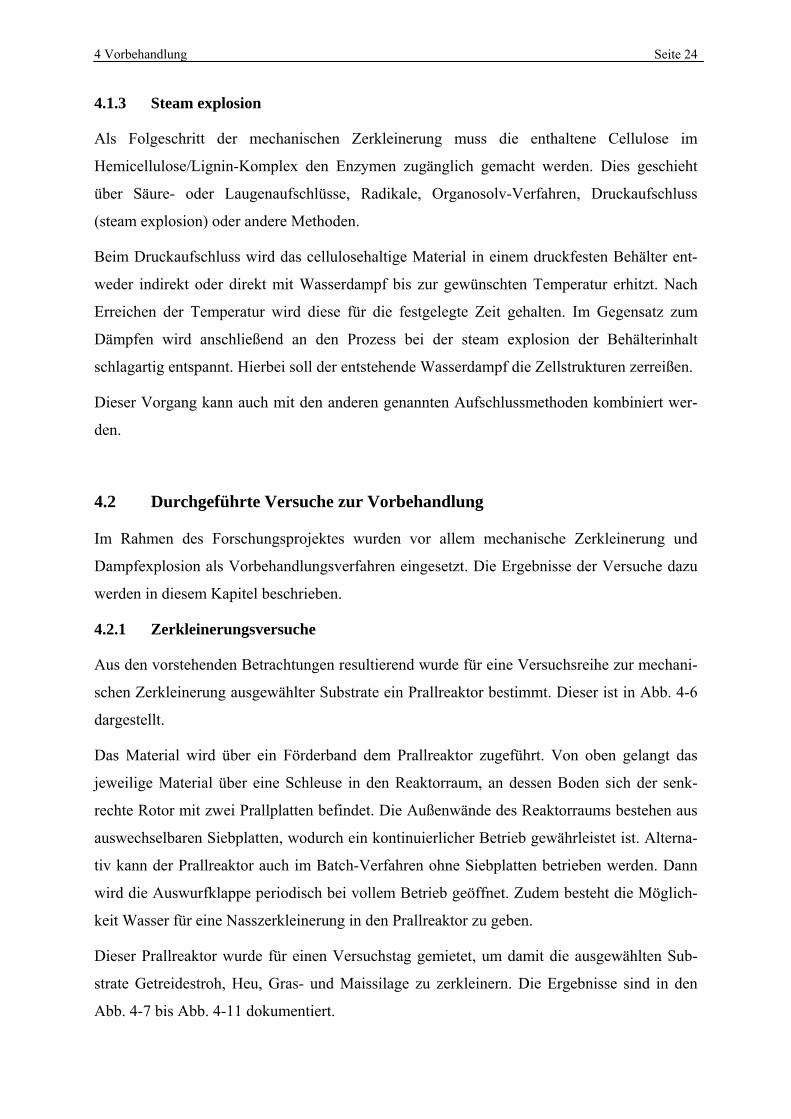
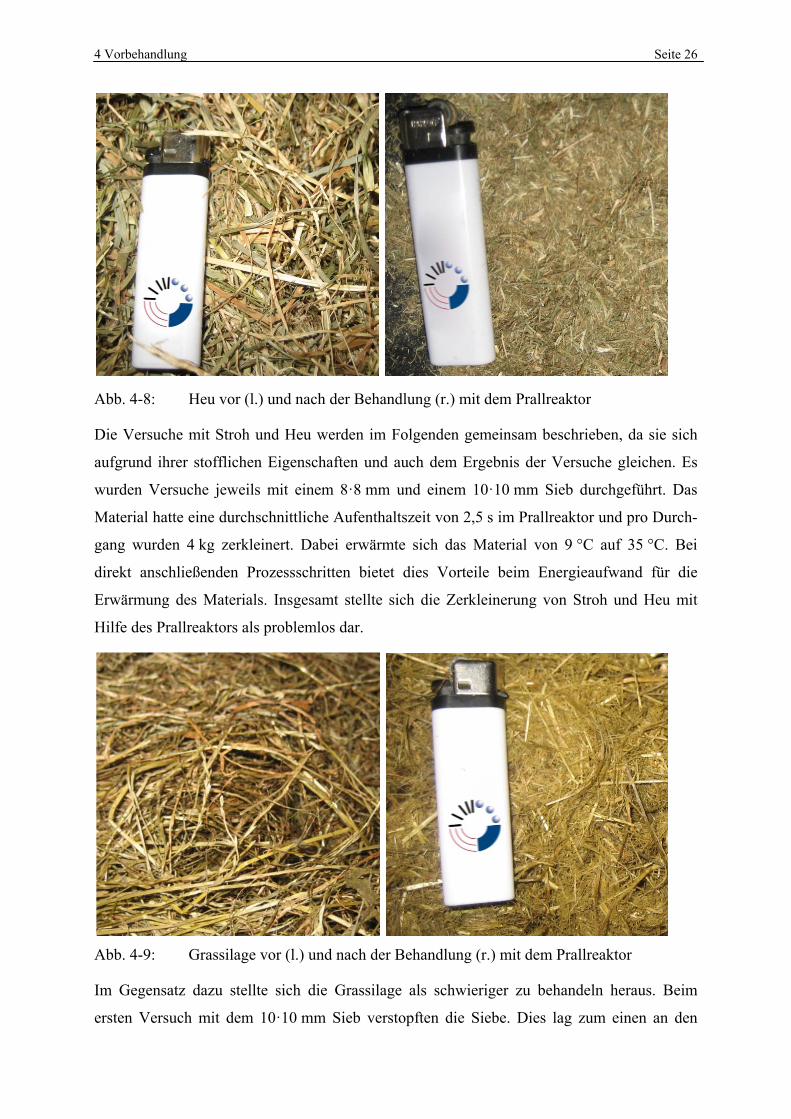
Abb. 4-8: Heu vor (l.) und nach der Behandlung (r.) mit dem Prallreaktor
Die Versuche mit Stroh und Heu werden im Folgenden gemeinsam beschrieben, da sie sich
aufgrund ihrer stofflichen Eigenschaften und auch dem Ergebnis der Versuche gleichen. Es
wurden Versuche jeweils mit einem 8·8 mm und einem 10·10 mm Sieb durchgeführt. Das
Material hatte eine durchschnittliche Aufenthaltszeit von 2,5 s im Prallreaktor und pro Durch-
gang wurden 4 kg zerkleinert. Dabei erwärmte sich das Material von 9 °C auf 35 °C. Bei
direkt anschließenden Prozessschritten bietet dies Vorteile beim Energieaufwand für die
Erwärmung des Materials. Insgesamt stellte sich die Zerkleinerung von Stroh und Heu mit
Hilfe des Prallreaktors als problemlos dar.
Abb. 4-9: Grassilage vor (l.) und nach der Behandlung (r.) mit dem Prallreaktor
Im Gegensatz dazu stellte sich die Grassilage als schwieriger zu behandeln heraus. Beim
ersten Versuch mit dem 10·10 mm Sieb verstopften die Siebe. Dies lag zum einen an den
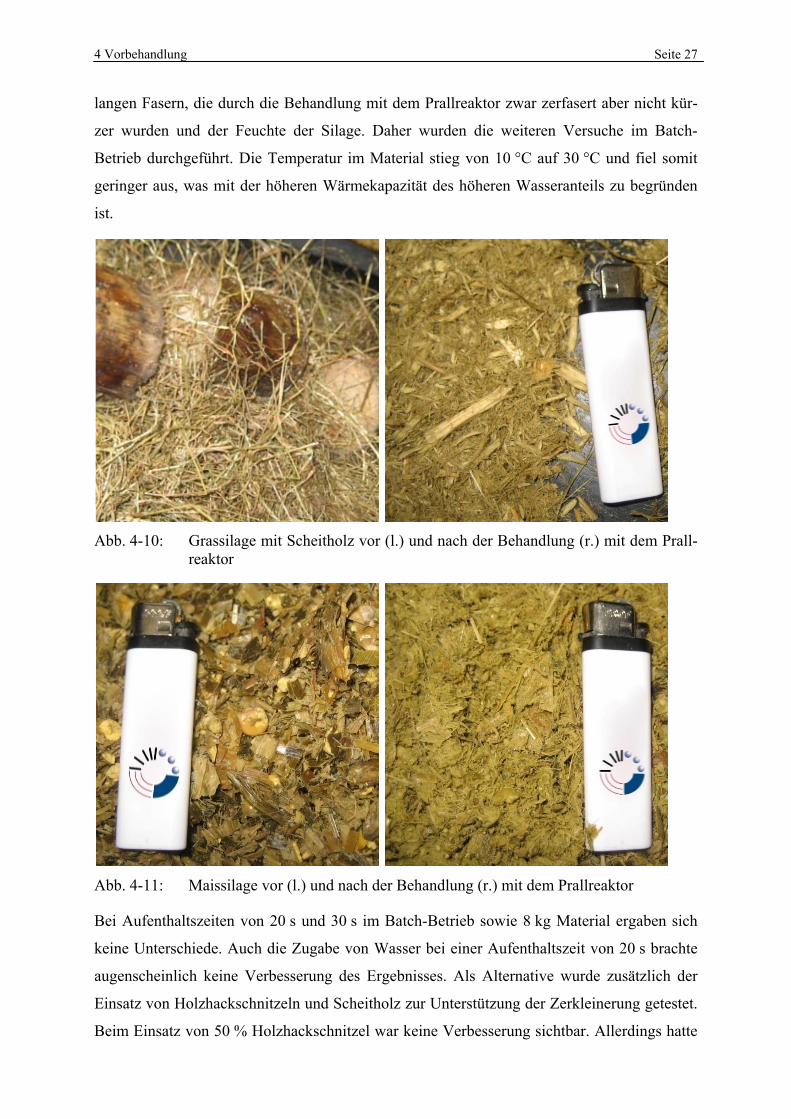
4 Vorbehandlung Seite 27
langen Fasern, die durch die Behandlung mit dem Prallreaktor zwar zerfasert aber nicht kür-
zer wurden und der Feuchte der Silage. Daher wurden die weiteren Versuche im Batch-
Betrieb durchgeführt. Die Temperatur im Material stieg von 10 °C auf 30 °C und fiel somit
geringer aus, was mit der höheren Wärmekapazität des höheren Wasseranteils zu begründen
ist.
Abb. 4-10: Grassilage mit Scheitholz vor (l.) und nach der Behandlung (r.) mit dem Prall-reaktor
Abb. 4-11: Maissilage vor (l.) und nach der Behandlung (r.) mit dem Prallreaktor
Bei Aufenthaltszeiten von 20 s und 30 s im Batch-Betrieb sowie 8 kg Material ergaben sich
keine Unterschiede. Auch die Zugabe von Wasser bei einer Aufenthaltszeit von 20 s brachte
augenscheinlich keine Verbesserung des Ergebnisses. Als Alternative wurde zusätzlich der
Einsatz von Holzhackschnitzeln und Scheitholz zur Unterstützung der Zerkleinerung getestet.
Beim Einsatz von 50 % Holzhackschnitzel war keine Verbesserung sichtbar. Allerdings hatte
4 Vorbehandlung Seite 28
der unterstützende Einsatz von Scheitholz einen positiven Einfluss auf den Aufschluss der
Grassilage. Sie war bedeutend feinfaseriger gegenüber den anderen Versuchsergebnissen.
Allerdings waren die Holzanteile noch zu grob. Grundsätzlich ist Grassilage aufgrund seiner
zäh-elastischen Eigenschaften schwer zu zerkleinern.
Auch bei der Maissilage verstopften die 10·10 mm Siebe, wodurch die weiteren Versuche im
Batch-Betrieb durchgeführt wurden. Dabei wurden Aufenthaltszeiten von 10 s und 20 s getes-
tet, was jedoch keine Auswirkungen auf das Ergebnis hatte. Bei beiden Versuchen wurden
8,5 kg Maissilage behandelt und das Material erwärmte sich von 7 °C auf 14 °C. Auch hier ist
der geringe Temperaturanstieg im höheren Wassergehalt begründet. Mit kurzen Aufenthalts-
zeiten lässt sich bei der Maissilage so ein gutes Ergebnis erzielen.
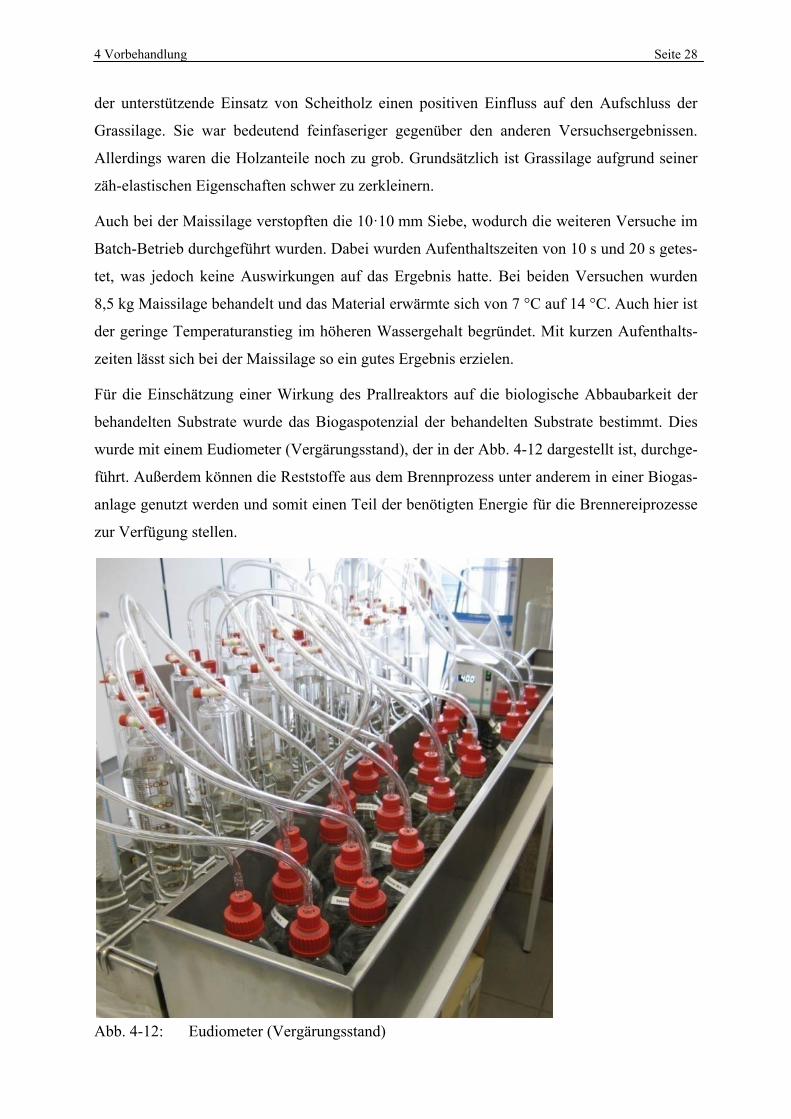
Für die Einschätzung einer Wirkung des Prallreaktors auf die biologische Abbaubarkeit der
behandelten Substrate wurde das Biogaspotenzial der behandelten Substrate bestimmt. Dies
wurde mit einem Eudiometer (Vergärungsstand), der in der Abb. 4-12 dargestellt ist, durchge-
führt. Außerdem können die Reststoffe aus dem Brennprozess unter anderem in einer Biogas-
anlage genutzt werden und somit einen Teil der benötigten Energie für die Brennereiprozesse
zur Verfügung stellen.
Abb. 4-12: Eudiometer (Vergärungsstand)
4 Vorbehandlung Seite 29
Das Gas wird bis zu einem Volumen von 900 ml in Eudiometern gesammelt, analysiert und
anschließend abgesaugt. Die Analyse des Gases erfolgt mittels Infrarotspektroskopie mit
einem Handanalysegerät. Bestimmt werden die Methan-, Sauerstoff- und Kohlenstoffdioxid-
Anteile im Gas. Als Impfschlamm wird Gärrest aus dem Gärrestlager einer Biogasanlage
genommen. Nach Starten der Versuchsansätze wird die erzeugte Biogasmenge täglich abgele-
sen und bei Bedarf mit dem Gasanalysegerät abgezogen.
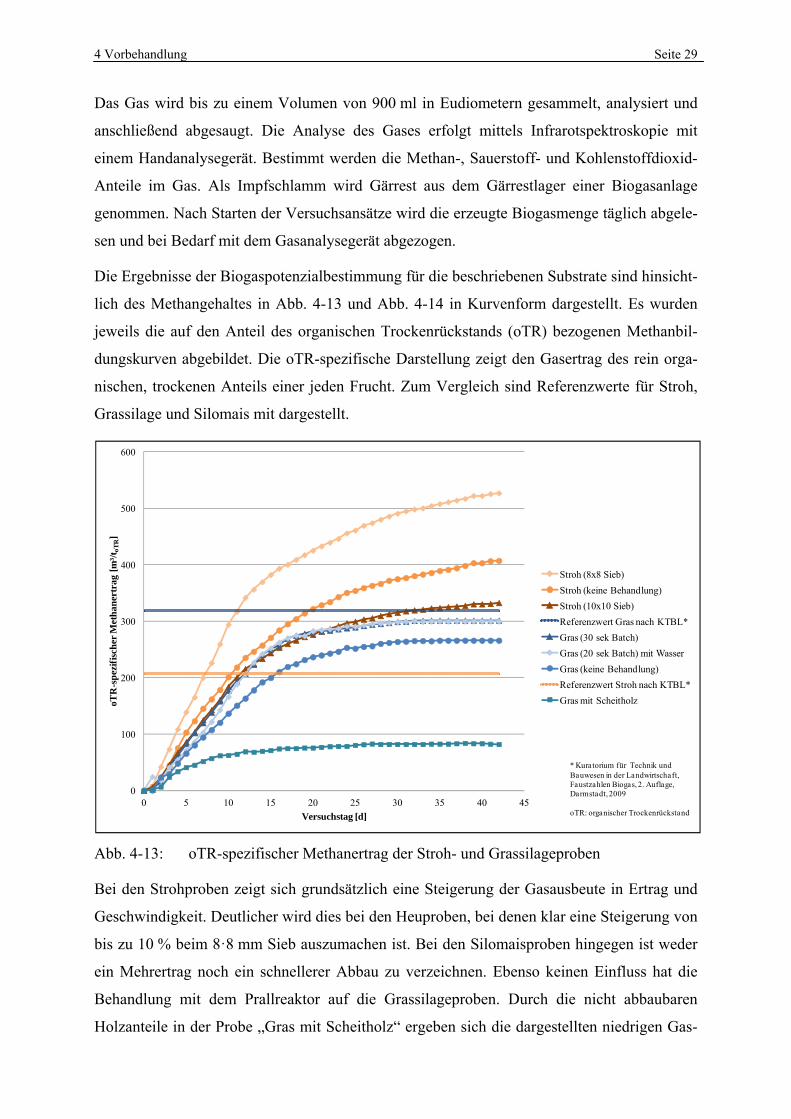
Die Ergebnisse der Biogaspotenzialbestimmung für die beschriebenen Substrate sind hinsicht-
lich des Methangehaltes in Abb. 4-13 und Abb. 4-14 in Kurvenform dargestellt. Es wurden
jeweils die auf den Anteil des organischen Trockenrückstands (oTR) bezogenen Methanbil-
dungskurven abgebildet. Die oTR-spezifische Darstellung zeigt den Gasertrag des rein orga-
nischen, trockenen Anteils einer jeden Frucht. Zum Vergleich sind Referenzwerte für Stroh,
Grassilage und Silomais mit dargestellt.
Abb. 4-13: oTR-spezifischer Methanertrag der Stroh- und Grassilageproben
Bei den Strohproben zeigt sich grundsätzlich eine Steigerung der Gasausbeute in Ertrag und
Geschwindigkeit. Deutlicher wird dies bei den Heuproben, bei denen klar eine Steigerung von
bis zu 10 % beim 8·8 mm Sieb auszumachen ist. Bei den Silomaisproben hingegen ist weder
ein Mehrertrag noch ein schnellerer Abbau zu verzeichnen. Ebenso keinen Einfluss hat die
Behandlung mit dem Prallreaktor auf die Grassilageproben. Durch die nicht abbaubaren
Holzanteile in der Probe „Gras mit Scheitholz“ ergeben sich die dargestellten niedrigen Gas-
0
100
200
300
400
500
600
0 5 10 15 20 25 30 35 40 45
oTR
-sp
ezif
isch
er M
eth
aner
trag
[m
³/t o
TR
]
Versuchstag [d]
Stroh (8x8 Sieb)
Stroh (keine Behandlung)
Stroh (10x10 Sieb)
Referenzwert Gras nach KTBL*
Gras (30 sek Batch)
Gras (20 sek Batch) mit Wasser
Gras (keine Behandlung)
Referenzwert Stroh nach KTBL*
Gras mit Scheitholz
* Kuratorium für Technik und Bauwesen in der Landwirtschaft, Faustzahlen Biogas, 2. Auflage, Darmstadt, 2009
oTR: organischer Trockenrückstand
4 Vorbehandlung Seite 30
erträge. Bei der Probe „Gras mit Holzhackschnitzel“ hätte die Abbaukurve ähnlich ausgese-
hen, weshalb diese nicht untersucht wurde.
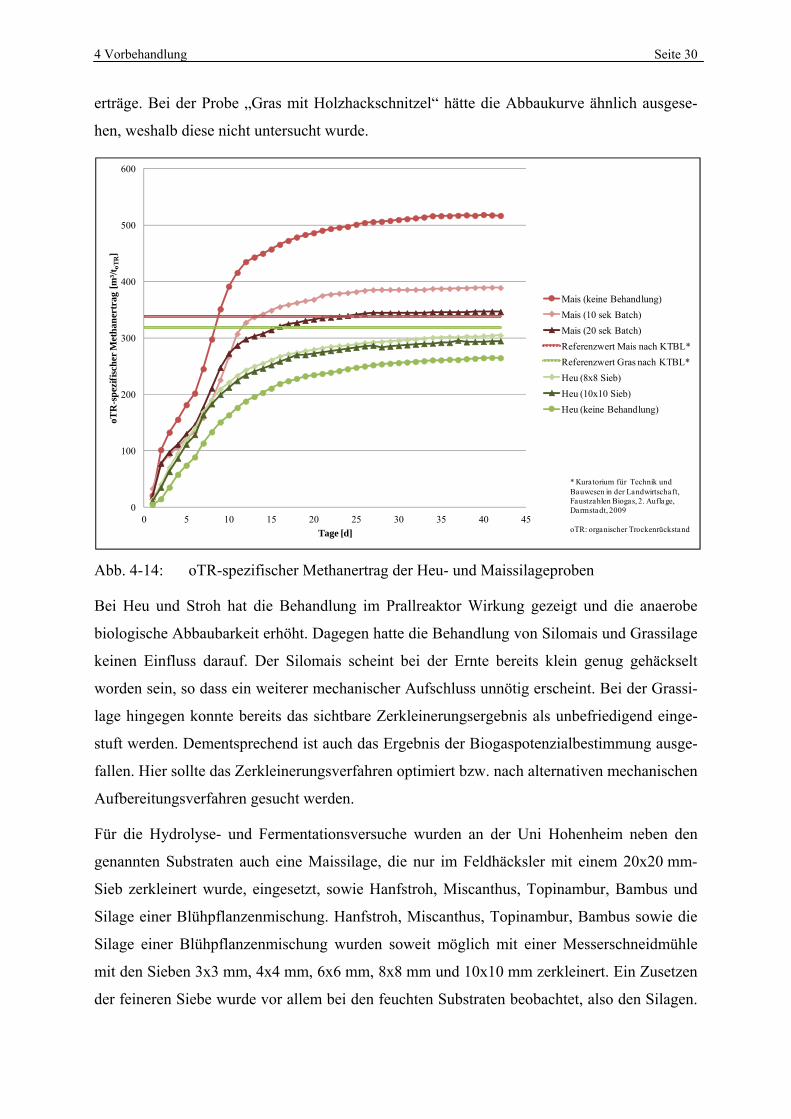
Abb. 4-14: oTR-spezifischer Methanertrag der Heu- und Maissilageproben
Bei Heu und Stroh hat die Behandlung im Prallreaktor Wirkung gezeigt und die anaerobe
biologische Abbaubarkeit erhöht. Dagegen hatte die Behandlung von Silomais und Grassilage
keinen Einfluss darauf. Der Silomais scheint bei der Ernte bereits klein genug gehäckselt
worden sein, so dass ein weiterer mechanischer Aufschluss unnötig erscheint. Bei der Grassi-
lage hingegen konnte bereits das sichtbare Zerkleinerungsergebnis als unbefriedigend einge-
stuft werden. Dementsprechend ist auch das Ergebnis der Biogaspotenzialbestimmung ausge-
fallen. Hier sollte das Zerkleinerungsverfahren optimiert bzw. nach alternativen mechanischen
Aufbereitungsverfahren gesucht werden.
Für die Hydrolyse- und Fermentationsversuche wurden an der Uni Hohenheim neben den
genannten Substraten auch eine Maissilage, die nur im Feldhäcksler mit einem 20x20 mm-
Sieb zerkleinert wurde, eingesetzt, sowie Hanfstroh, Miscanthus, Topinambur, Bambus und
Silage einer Blühpflanzenmischung. Hanfstroh, Miscanthus, Topinambur, Bambus sowie die
Silage einer Blühpflanzenmischung wurden soweit möglich mit einer Messerschneidmühle
mit den Sieben 3x3 mm, 4x4 mm, 6x6 mm, 8x8 mm und 10x10 mm zerkleinert. Ein Zusetzen
der feineren Siebe wurde vor allem bei den feuchten Substraten beobachtet, also den Silagen.
0
100
200
300
400
500
600
0 5 10 15 20 25 30 35 40 45
oTR
-sp
ezif
isch
er M
eth
aner
trag
[m
³/t o
TR
]
Tage [d]
Mais (keine Behandlung)
Mais (10 sek Batch)
Mais (20 sek Batch)
Referenzwert Mais nach KTBL*
Referenzwert Gras nach KTBL*
Heu (8x8 Sieb)
Heu (10x10 Sieb)
Heu (keine Behandlung)
* Kuratorium für Technik und Bauwesen in der Landwirtschaft, Faustzahlen Biogas, 2. Auflage, Darmstadt, 2009
oTR: organischer Trockenrückstand

4 Vorbehandlung Seite 31
Grassilage ließ sich wie auch im Prallreaktor bereits beschrieben, kaum bearbeiten. Die Hal-
me wickelten sich um den Rotor und verstopften die Siebe.
4.2.2 Dampfexplosion
Aufbauend auf den besten Ergebnissen von Fleischer, Senn, 2008, wurden die Dämpfprozesse
auf 155 °C, 4-8 bar, 45 min. festgelegt. Bei der gewählten Methode wurden keine Zusätze
außer Wasser gewählt. Es wurde jedoch ein Vergleichsaufschluss mit CO2 getestet, der aller-
dings keinen Vorteil zeigte. Der benötigte Wasserzusatz variiert stark je nach eingesetztem
Substrat. Die beste Wirkung der eingesetzten Temperatur lässt sich so erklären, dass kristalli-
ne Bereiche der Cellulose amorph und damit für Cellulasen deutlich besser abbaubar werden
sowie ein Teilabbau der Hemicellulose stattfindet. Ebenso wird der die Cellulose umgebende
Ligninmantel teilweise abgelöst. Der bei IbW gefertigte Reaktor ist in Abb. 4-15 dargestellt.
Abb. 4-15: Reaktor für Steam-explosion und Dämpfversuche
5 Enzymatische Verzuckerung Seite 32
5 ENZYMATISCHE VERZUCKERUNG
5.1 Zellulasen
Cellulose ist ein Polymer aus Glucosemolekülen, die in einer Matrix aus Hemicellulose und
Lignin gebunden als Stützstruktur in Pflanzen dient. Die Zellulose besteht aus linearen und
verzweigten Bereichen. Zur Depolymerisation dienen Zellulasen. Je nachdem an welcher
Stelle die Enzyme schneiden, werden sie als Exo-, Endocellulase oder Cellobiosidase be-
zeichnet. Exocellulasen schneiden Glucosemoleküle an den Enden der Cellulose, während
Endocellulasen das Polymer in Teilstücke schneiden. Cellobiosidase katalysiert das Dimer
Cellobiose in die zwei Glucoseuntereinheiten.
5.2 Einsatz verschiedener Hydrolysebehälter
Für die Hydrolyse muss ein geeignetes Behältnis gefunden werden. Hierbei bedarf es der
Beachtung von Beheizung, Durchmischung des Substrates und Standzeit der Geräte. Getestet
wurden unterschiedliche Ansätze (Abb. 5-1):
- Es wurden ein Blattrührer und ein Flügelrührer in Verbindung mit einem Laborrühr-
werk eingesetzt. Aufgrund der Anhaftung des Substrates an der Gefäßwand sowie der
schweren Rührbarkeit des Substrates ist dieser Ansatz bei hohen Trockensubstanzge-
halten nicht praktikabel.
- Ein Flügelrührer mit einer Drehzahl bis 1000 U/min wurde in einem 3,7 l-Fermenter
eingesetzt. Die hohe Drehzahl führte zu schnellen Hydrolysen. Leider waren die Heiz-
stäbe Störquellen. Die untenliegende Dichtung hielt den Fasern der Maische nicht
stand.
- Ein liegend rotierendes Gefäß ausgestattet mit einer Wendel wurde in einem Rollenin-
kubator bei 5 U/min eingesetzt. Diese Methode eignet sich hervorragend bei Maissila-
ge und Topinambur. Bei anderen Substraten waren keine ausreichenden Verflüssi-
gungs- und Verzuckerungsergebnisse zu verzeichnen.
- Als universell einsetzbar erwies sich ein mit 200 U/min rührendes Maischbad.
- Im 200 l-Maßstab wurde ein Vinotherm ausprobiert. Die vierfache Menge an Substrat
wäre unter Umständen auch möglich gewesen. Im Inneren des Behälters rotiert eine
beheizbare Wendel. Diese Methode konnte als generell praktikabel bestätigt werden,
ist allerdings für den Laboreinsatz zu groß.

5 Enzymatische Verzuckerung Seite 33
Abb. 5-1: Getestete Hydrolysebehälter: Laborrührwerk mit Blattrührer (o. l.), Laborfermenter (o. r.), Vinotherm (u. l.), Maischbad (u. m.), Rolleninkubator (u. r.)
5.3 Wirksamkeit von Zellulasen und anderen Enzymmischungen
Es wurden Informationen über den aktuellen Forschungsstandpunkt von führenden
Zellulasen-Präparat-Herstellern (Novozymes, Iogen, Danisco Genencor, Roal, AB Enzymes)
gesammelt. Als Standardmessung zum Vergleich der Zellulasenaktivität wurde der LAB
„Measurement of Cellulase Activities“ (Technical Report; NREL, 2008) festgelegt.
An der Universität Hohenheim kamen Enzympräparate von Erbslöh zum Einsatz. Es handelt
sich jeweils um Enzymmischungen. Die Mischungen wurden je nach Hauptaktivität als Exo-
oder Endocellulase, Cellobiosidase und Hemicellulase unterteilt. Zusätzlich wurden bei simul-
taner Verzuckerung und Fermentation (SSF) Amylasen für den Stärkeabbau eingesetzt.
Exo- und Endocellulase-, Cellobiosidase-, Hemicellulase- und Amylaseaktivität wurde nach
Somogyi-Nelson bestimmt.
5 Enzymatische Verzuckerung Seite 34
Bei den dargestellten Analysen wurden Rolleninkubator mit 5 Umdrehungen pro Minute des
Gefäßes oder Maischbad mit Propellerrührer bei 200 rpm, beides bei einer fest eingestellten
Temperatur von 55 °C, verwendet. Alle dargestellten Versuche erfolgten mit gedämpftem
Substrat bei 155 °C für 45 Minuten.
Die Analytik erfolgte mit dem zentrifugierten Überstand mittels Hochleistungsflüssigkeits-
chromatographie (HPLC, high performance liquid chromatography).
Geräte: Probennehmer: Bischoff 728
Pumpe: Modell 2200
Vorsäule: Kationentauscher
Hauptsäule: Phenomenex Rezex ROA-organic acids H+
Detektor: Shodex RI-101 (Refractive Index, Brechungsindex)
Laufmittel: H2O bidestilliert mit 0,005 N H2SO4
Temperatur der Säulen: 75,0 °C
Flussgeschwindigkeit: 0,6 ml/min
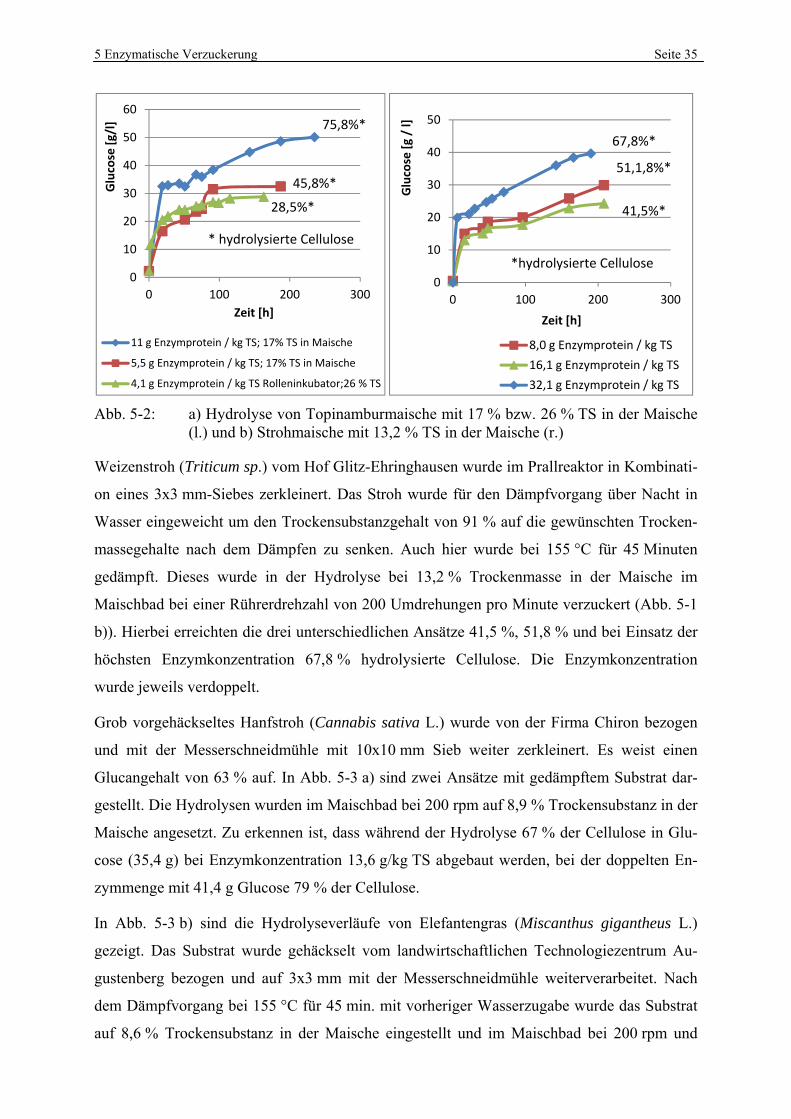
Das für die Topinamburversuche verwendete Topinamburstroh (Helianthus tuberosum L.)
wurde mit der Messerschneidmühle mit einem 10x10 mm-Sieb zerkleinert und mit Wasserzu-
gabe für 45 min bei 155 °C gedämpft. Das Ausgangssubstrat wurde im Dezember 2011 geern-
tet und hatte einen Trockenmasseanteil von 57,4 % und einen Glukananteil als Cellulose von
37 % in der Trockensubstanz. In Abb. 5-2 a) sind die hydrolysierten Glukosekonzentrationen
in der Maische von zwei Versuchsansätzen im Maischbad mit unterschiedlicher Enzymkon-
zentration sowie ein Ansatz im Rolleninkubator dargestellt. Der prozentuale Celluloseabbau
erreicht im Rolleninkubator 28,5 %, im Maischbad 45,5 % bzw. bei doppeltem Enzymeinsatz
75,8 %. Bei Beachtung der Enzymkonzentration bezogen auf den Trockensubstanzgehalt ist
überaschend, dass bei Topinambur der Eintrag höherer Rührenergie durch ein Rührwerk
gegenüber dem Rolleninkubator anscheinend kaum Auswirkung auf die Hydrolysewerte hat.
5 Enzymatische Verzuckerung Seite 35
Abb. 5-2: a) Hydrolyse von Topinamburmaische mit 17 % bzw. 26 % TS in der Maische (l.) und b) Strohmaische mit 13,2 % TS in der Maische (r.)
Weizenstroh (Triticum sp.) vom Hof Glitz-Ehringhausen wurde im Prallreaktor in Kombinati-
on eines 3x3 mm-Siebes zerkleinert. Das Stroh wurde für den Dämpfvorgang über Nacht in
Wasser eingeweicht um den Trockensubstanzgehalt von 91 % auf die gewünschten Trocken-
massegehalte nach dem Dämpfen zu senken. Auch hier wurde bei 155 °C für 45 Minuten
gedämpft. Dieses wurde in der Hydrolyse bei 13,2 % Trockenmasse in der Maische im
Maischbad bei einer Rührerdrehzahl von 200 Umdrehungen pro Minute verzuckert (Abb. 5-1
b)). Hierbei erreichten die drei unterschiedlichen Ansätze 41,5 %, 51,8 % und bei Einsatz der
höchsten Enzymkonzentration 67,8 % hydrolysierte Cellulose. Die Enzymkonzentration
wurde jeweils verdoppelt.
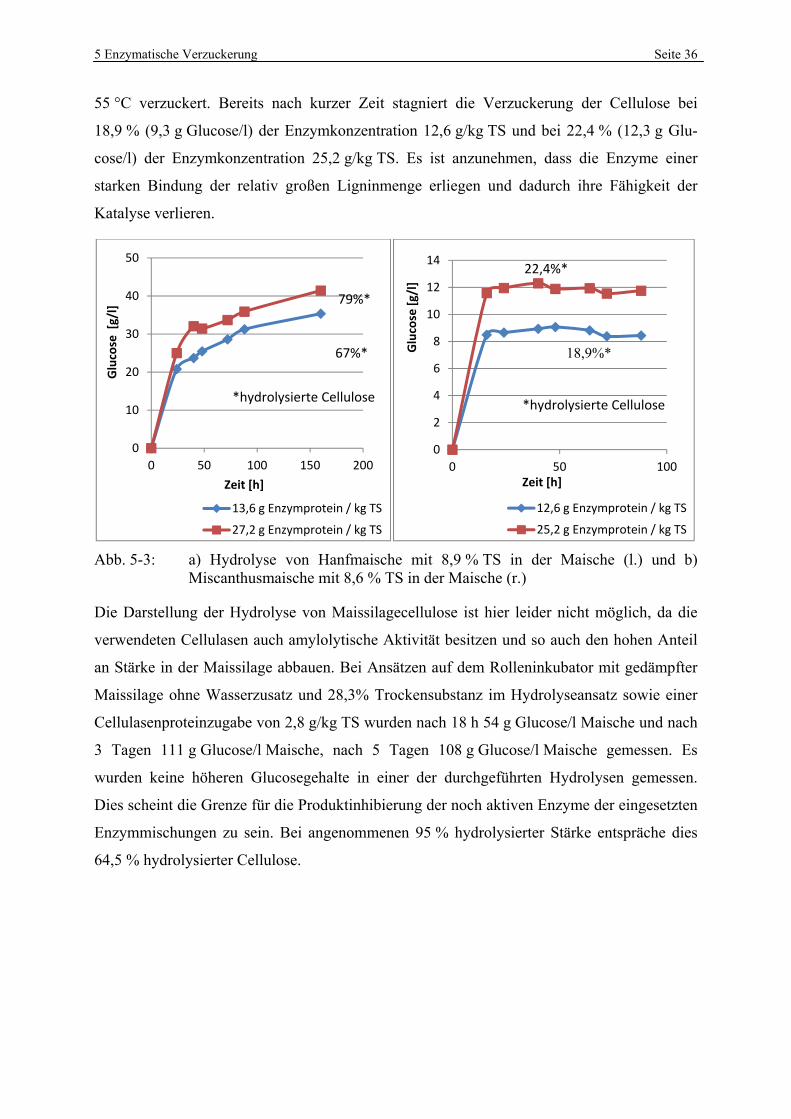
Grob vorgehäckseltes Hanfstroh (Cannabis sativa L.) wurde von der Firma Chiron bezogen
und mit der Messerschneidmühle mit 10x10 mm Sieb weiter zerkleinert. Es weist einen
Glucangehalt von 63 % auf. In Abb. 5-3 a) sind zwei Ansätze mit gedämpftem Substrat dar-
gestellt. Die Hydrolysen wurden im Maischbad bei 200 rpm auf 8,9 % Trockensubstanz in der
Maische angesetzt. Zu erkennen ist, dass während der Hydrolyse 67 % der Cellulose in Glu-
cose (35,4 g) bei Enzymkonzentration 13,6 g/kg TS abgebaut werden, bei der doppelten En-
zymmenge mit 41,4 g Glucose 79 % der Cellulose.
In Abb. 5-3 b) sind die Hydrolyseverläufe von Elefantengras (Miscanthus gigantheus L.)
gezeigt. Das Substrat wurde gehäckselt vom landwirtschaftlichen Technologiezentrum Au-
gustenberg bezogen und auf 3x3 mm mit der Messerschneidmühle weiterverarbeitet. Nach
dem Dämpfvorgang bei 155 °C für 45 min. mit vorheriger Wasserzugabe wurde das Substrat
auf 8,6 % Trockensubstanz in der Maische eingestellt und im Maischbad bei 200 rpm und
0
10
20
30
40
50
60
0 100 200 300
Glucose [g/l]
Zeit [h]
11 g Enzymprotein / kg TS; 17% TS in Maische
5,5 g Enzymprotein / kg TS; 17% TS in Maische
4,1 g Enzymprotein / kg TS Rolleninkubator;26 % TS
* hydrolysierte Cellulose
28,5%*
45,8%*
75,8%*
0
10
20
30
40
50
0 100 200 300
Glucose [g / l]
Zeit [h]
8,0 g Enzymprotein / kg TS
16,1 g Enzymprotein / kg TS
32,1 g Enzymprotein / kg TS
51,1,8%*
41,5%*
*hydrolysierte Cellulose
67,8%*
5 Enzymatische Verzuckerung Seite 36
55 °C verzuckert. Bereits nach kurzer Zeit stagniert die Verzuckerung der Cellulose bei
18,9 % (9,3 g Glucose/l) der Enzymkonzentration 12,6 g/kg TS und bei 22,4 % (12,3 g Glu-
cose/l) der Enzymkonzentration 25,2 g/kg TS. Es ist anzunehmen, dass die Enzyme einer
starken Bindung der relativ großen Ligninmenge erliegen und dadurch ihre Fähigkeit der
Katalyse verlieren.
Abb. 5-3: a) Hydrolyse von Hanfmaische mit 8,9 % TS in der Maische (l.) und b) Miscanthusmaische mit 8,6 % TS in der Maische (r.)
Die Darstellung der Hydrolyse von Maissilagecellulose ist hier leider nicht möglich, da die
verwendeten Cellulasen auch amylolytische Aktivität besitzen und so auch den hohen Anteil
an Stärke in der Maissilage abbauen. Bei Ansätzen auf dem Rolleninkubator mit gedämpfter
Maissilage ohne Wasserzusatz und 28,3% Trockensubstanz im Hydrolyseansatz sowie einer
Cellulasenproteinzugabe von 2,8 g/kg TS wurden nach 18 h 54 g Glucose/l Maische und nach
3 Tagen 111 g Glucose/l Maische, nach 5 Tagen 108 g Glucose/l Maische gemessen. Es
wurden keine höheren Glucosegehalte in einer der durchgeführten Hydrolysen gemessen.
Dies scheint die Grenze für die Produktinhibierung der noch aktiven Enzyme der eingesetzten
Enzymmischungen zu sein. Bei angenommenen 95 % hydrolysierter Stärke entspräche dies
64,5 % hydrolysierter Cellulose.
0
10
20
30
40
50
0 50 100 150 200
Glucose [g/l]
Zeit [h]
13,6 g Enzymprotein / kg TS
27,2 g Enzymprotein / kg TS
67%*
*hydrolysierte Cellulose
79%*
0
2
4
6
8
10
12
14
0 50 100
Glucose [g/l]
Zeit [h]
12,6 g Enzymprotein / kg TS
25,2 g Enzymprotein / kg TS
*hydrolysierte Cellulose
22,4%*
18,9%*
6 Kombinierte Verzuckerung und Fermentation (SSF) Seite 37
6 KOMBINIERTE VERZUCKERUNG UND FERMENTATION (SSF)
Die kombinierte Verzuckerung und Fermentation (simultaneous saccharification and fermen-
tation, SSF) verbindet die konventionelle Trennung der beiden Schritte. Wie bei der Stargen-
Enzymmischung zur Stärkehydrolyse ist allerdings eine Vorhydrolyse meist integriert. Dieser
Schritt dient der Vorzerkleinerung des Substrates um während der Fermentation der Hefe
kontinuierlich vergärbare Zucker zur Verfügung zu stellen. Eine der Hauptfunktionen dieses
Vorgehens ist der Schutz der Hefe vor zu hohen Zuckerkonzentrationen und damit verbunde-
nen physiologisch bedingten Gärverzögerungen.
Vorhydrolysierte Maischen wurden mit Triticaleschrot oder Triticalemaische vermengt und
bei 30 °C mit der Hefe Thermosacc (Lallemand) auf einem Rütteltisch fermentiert. Hierbei
soll zum einen eine Alkoholkonzentration von ca. 10 %vol eine effiziente Destillation ge-
währleisten. Zum anderen soll durch die gesenkten Mono- und Disaccharidkonzentrationen in
der Maische eine verbesserte Gärung erreicht und Endprodukthemmung der Enzyme vermie-
den werden. So wird die reine Hydrolysezeit verkürzt und während der Fermentation weiter-
geführt (SSF – Simultaneous Saccharification and Fermentation). Beobachtete Gärhemmung
aufgrund anderer enthaltener Substanzen in der pflanzlichen Biomasse können so mit einfa-
chen Mitteln auf ein hefeverträgliches Niveau in der Maische gesenkt werden.
Bei den eingesetzten Stargen-Enzymen (Genencor) wird die Stärke vor der Fermentation nur
in Bruchstücke (Polysaccharide) geschnitten und erst während der Fermentation in
Glucosemonomere abgebaut.
Die Analytik erfolgte wie in Kapitel 5 beschrieben mittels HPLC und dem Einsatz der glei-
chen Ausstattung.
Geräte: Probennehmer: Bischoff 728
Pumpe: Modell 2200
Vorsäule: Kationentauscher
Hauptsäule: Phenomenex Rezex ROA-organic acids H+
Detektor: Shodex RI-101 (Refractive Index, Brechungsindex)
Laufmittel: H2O bidestilliert mit 0,005 N H2SO4
Temperatur der Säulen: 75,0 °C
Flussgeschwindigkeit: 0,6 ml/min
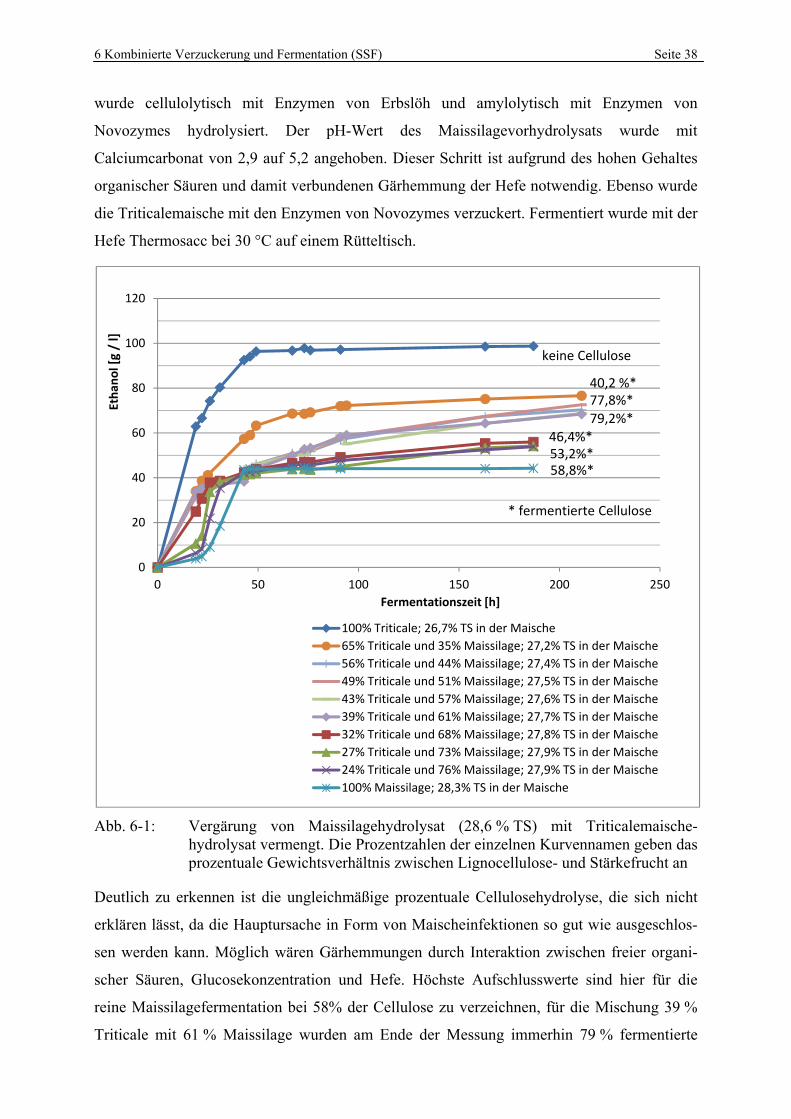
In Abb. 6-1 ist die SHF-Vergärung (Separate Saccharification and Fermentation) von
hydrolysierter Maissilage mit hydrolysierter Triticalemaische dargestellt. Die Maissilage
6 Kombinierte Verzuckerung und Fermentation (SSF) Seite 38
wurde cellulolytisch mit Enzymen von Erbslöh und amylolytisch mit Enzymen von
Novozymes hydrolysiert. Der pH-Wert des Maissilagevorhydrolysats wurde mit
Calciumcarbonat von 2,9 auf 5,2 angehoben. Dieser Schritt ist aufgrund des hohen Gehaltes
organischer Säuren und damit verbundenen Gärhemmung der Hefe notwendig. Ebenso wurde
die Triticalemaische mit den Enzymen von Novozymes verzuckert. Fermentiert wurde mit der
Hefe Thermosacc bei 30 °C auf einem Rütteltisch.
Abb. 6-1: Vergärung von Maissilagehydrolysat (28,6 % TS) mit Triticalemaische-hydrolysat vermengt. Die Prozentzahlen der einzelnen Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen Lignocellulose- und Stärkefrucht an
Deutlich zu erkennen ist die ungleichmäßige prozentuale Cellulosehydrolyse, die sich nicht
erklären lässt, da die Hauptursache in Form von Maischeinfektionen so gut wie ausgeschlos-
sen werden kann. Möglich wären Gärhemmungen durch Interaktion zwischen freier organi-
scher Säuren, Glucosekonzentration und Hefe. Höchste Aufschlusswerte sind hier für die
reine Maissilagefermentation bei 58% der Cellulose zu verzeichnen, für die Mischung 39 %
Triticale mit 61 % Maissilage wurden am Ende der Messung immerhin 79 % fermentierte
0
20
40
60
80
100
120
0 50 100 150 200 250
Ethan
ol[g / l]
Fermentationszeit [h]
100% Triticale; 26,7% TS in der Maische
65% Triticale und 35% Maissilage; 27,2% TS in der Maische
56% Triticale und 44% Maissilage; 27,4% TS in der Maische
49% Triticale und 51% Maissilage; 27,5% TS in der Maische
43% Triticale und 57% Maissilage; 27,6% TS in der Maische
39% Triticale und 61% Maissilage; 27,7% TS in der Maische
32% Triticale und 68% Maissilage; 27,8% TS in der Maische
27% Triticale und 73% Maissilage; 27,9% TS in der Maische
24% Triticale und 76% Maissilage; 27,9% TS in der Maische
100% Maissilage; 28,3% TS in der Maische
keine Cellulose
40,2 %*
79,2%*
46,4%*
58,8%*53,2%*
77,8%*
* fermentierte Cellulose
6 Kombinierte Verzuckerung und Fermentation (SSF) Seite 39
Cellulose erreicht. Allerdings wurde auch die Stärke nur unvollständig abgebaut. Nach der
Fermentation waren teilweise über 20 g Mono-, Di- und Trisaccharide in Form von Glucose,
Cellobiose und Maltose als auch Maltotriose nachweisbar. Als Referenz veranschaulicht die
blaue Kurve eine reine Triticalemaischegärung. Nach 48 Stunden ist hier die Fermentation so
gut wie vollständig beendet.
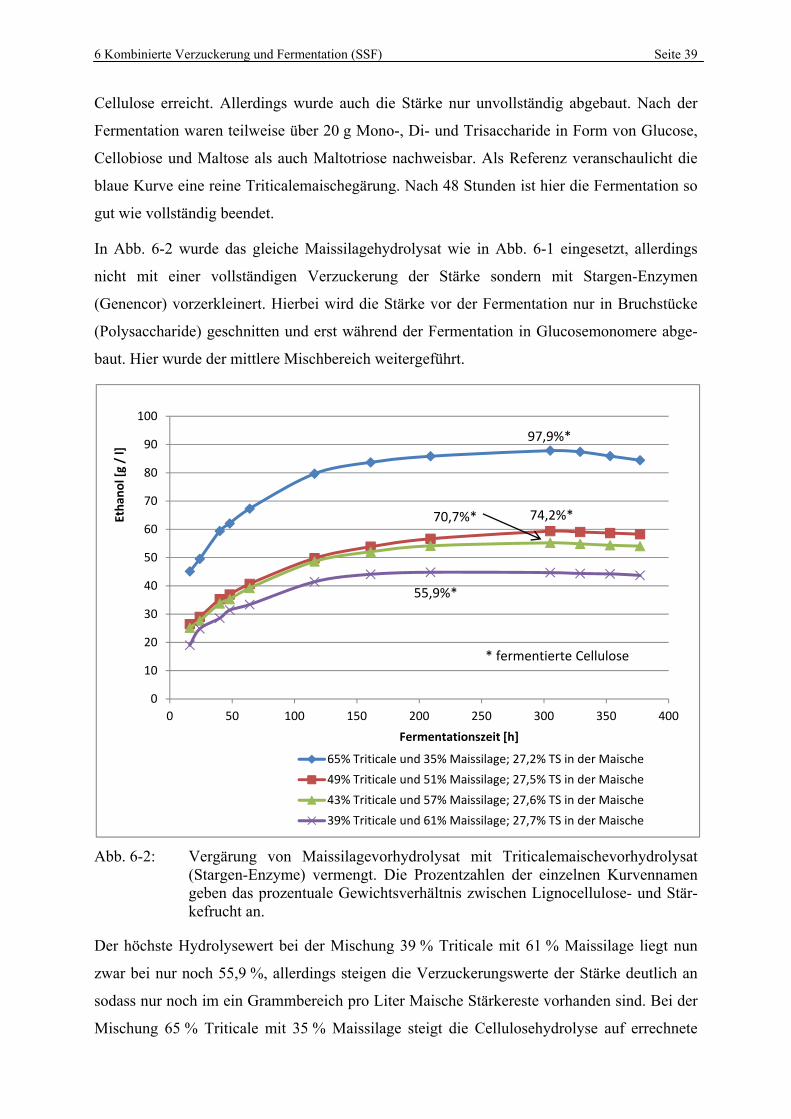
In Abb. 6-2 wurde das gleiche Maissilagehydrolysat wie in Abb. 6-1 eingesetzt, allerdings
nicht mit einer vollständigen Verzuckerung der Stärke sondern mit Stargen-Enzymen
(Genencor) vorzerkleinert. Hierbei wird die Stärke vor der Fermentation nur in Bruchstücke
(Polysaccharide) geschnitten und erst während der Fermentation in Glucosemonomere abge-
baut. Hier wurde der mittlere Mischbereich weitergeführt.
Abb. 6-2: Vergärung von Maissilagevorhydrolysat mit Triticalemaischevorhydrolysat (Stargen-Enzyme) vermengt. Die Prozentzahlen der einzelnen Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen Lignocellulose- und Stär-kefrucht an.
Der höchste Hydrolysewert bei der Mischung 39 % Triticale mit 61 % Maissilage liegt nun
zwar bei nur noch 55,9 %, allerdings steigen die Verzuckerungswerte der Stärke deutlich an
sodass nur noch im ein Grammbereich pro Liter Maische Stärkereste vorhanden sind. Bei der
Mischung 65 % Triticale mit 35 % Maissilage steigt die Cellulosehydrolyse auf errechnete
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200 250 300 350 400
Ethan
ol [g / l]
Fermentationszeit [h]
65% Triticale und 35% Maissilage; 27,2% TS in der Maische
49% Triticale und 51% Maissilage; 27,5% TS in der Maische
43% Triticale und 57% Maissilage; 27,6% TS in der Maische
39% Triticale und 61% Maissilage; 27,7% TS in der Maische
* fermentierte Cellulose
97,9%*
74,2%*70,7%*
55,9%*
6 Kombinierte Verzuckerung und Fermentation (SSF) Seite 40
97,9 % bei angenommenen 95 % Stärkehydrolyse. Aufbauend auf den hohen Restzuckerge-
halten in der Maische bei Einsatz der Enzyme von Novozymes und der besseren Hydrolyse
als auch Fermentation bei Einsatz der Stargenenzyme wird in den folgenden Versuchen nur
noch mit Stargen-Enzymen weitergearbeitet.
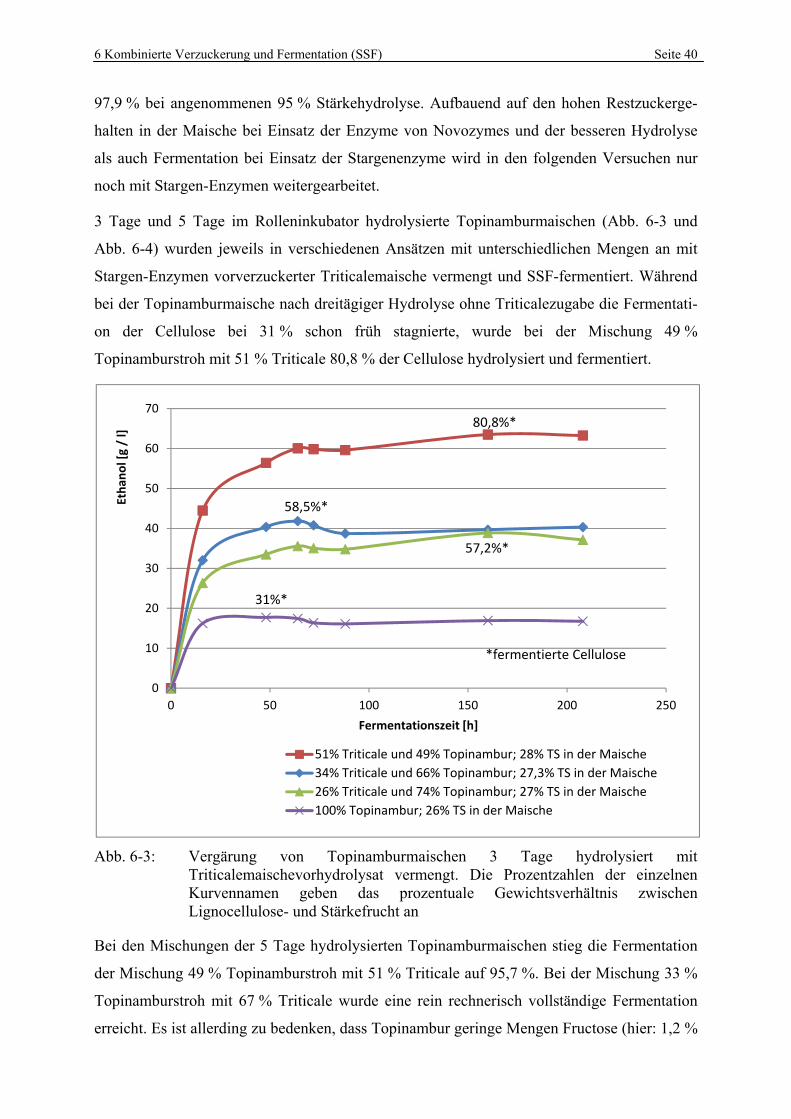
3 Tage und 5 Tage im Rolleninkubator hydrolysierte Topinamburmaischen (Abb. 6-3 und
Abb. 6-4) wurden jeweils in verschiedenen Ansätzen mit unterschiedlichen Mengen an mit
Stargen-Enzymen vorverzuckerter Triticalemaische vermengt und SSF-fermentiert. Während
bei der Topinamburmaische nach dreitägiger Hydrolyse ohne Triticalezugabe die Fermentati-
on der Cellulose bei 31 % schon früh stagnierte, wurde bei der Mischung 49 %
Topinamburstroh mit 51 % Triticale 80,8 % der Cellulose hydrolysiert und fermentiert.
Abb. 6-3: Vergärung von Topinamburmaischen 3 Tage hydrolysiert mit Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen Lignocellulose- und Stärkefrucht an
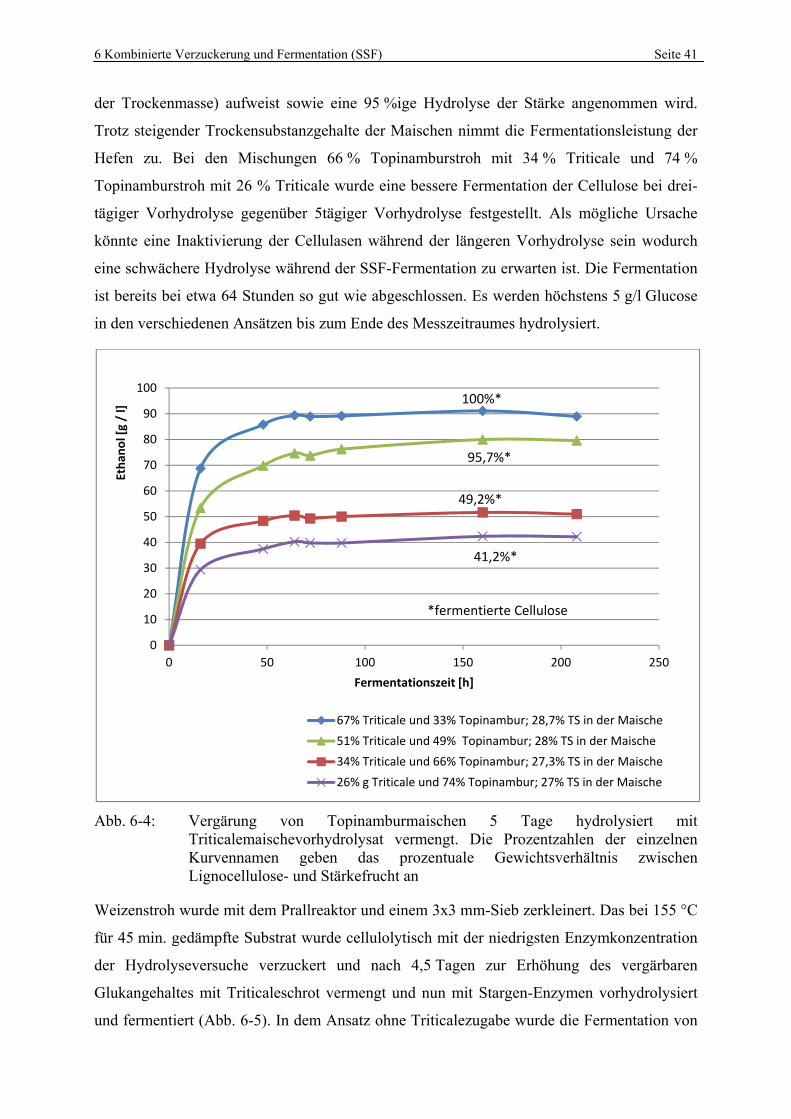
Bei den Mischungen der 5 Tage hydrolysierten Topinamburmaischen stieg die Fermentation
der Mischung 49 % Topinamburstroh mit 51 % Triticale auf 95,7 %. Bei der Mischung 33 %
Topinamburstroh mit 67 % Triticale wurde eine rein rechnerisch vollständige Fermentation
erreicht. Es ist allerding zu bedenken, dass Topinambur geringe Mengen Fructose (hier: 1,2 %
0
10
20
30
40
50
60
70
0 50 100 150 200 250
Ethan
ol [g / l]
Fermentationszeit [h]
51% Triticale und 49% Topinambur; 28% TS in der Maische
34% Triticale und 66% Topinambur; 27,3% TS in der Maische
26% Triticale und 74% Topinambur; 27% TS in der Maische
100% Topinambur; 26% TS in der Maische
58,5%*
57,2%*
31%*
*fermentierte Cellulose
80,8%*
6 Kombinierte Verzuckerung und Fermentation (SSF) Seite 41
der Trockenmasse) aufweist sowie eine 95 %ige Hydrolyse der Stärke angenommen wird.
Trotz steigender Trockensubstanzgehalte der Maischen nimmt die Fermentationsleistung der
Hefen zu. Bei den Mischungen 66 % Topinamburstroh mit 34 % Triticale und 74 %
Topinamburstroh mit 26 % Triticale wurde eine bessere Fermentation der Cellulose bei drei-
tägiger Vorhydrolyse gegenüber 5tägiger Vorhydrolyse festgestellt. Als mögliche Ursache
könnte eine Inaktivierung der Cellulasen während der längeren Vorhydrolyse sein wodurch
eine schwächere Hydrolyse während der SSF-Fermentation zu erwarten ist. Die Fermentation
ist bereits bei etwa 64 Stunden so gut wie abgeschlossen. Es werden höchstens 5 g/l Glucose
in den verschiedenen Ansätzen bis zum Ende des Messzeitraumes hydrolysiert.
Abb. 6-4: Vergärung von Topinamburmaischen 5 Tage hydrolysiert mit Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen Lignocellulose- und Stärkefrucht an
Weizenstroh wurde mit dem Prallreaktor und einem 3x3 mm-Sieb zerkleinert. Das bei 155 °C
für 45 min. gedämpfte Substrat wurde cellulolytisch mit der niedrigsten Enzymkonzentration
der Hydrolyseversuche verzuckert und nach 4,5 Tagen zur Erhöhung des vergärbaren
Glukangehaltes mit Triticaleschrot vermengt und nun mit Stargen-Enzymen vorhydrolysiert
und fermentiert (Abb. 6-5). In dem Ansatz ohne Triticalezugabe wurde die Fermentation von
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200 250
Ethan
ol [g / l]
Fermentationszeit [h]
67% Triticale und 33% Topinambur; 28,7% TS in der Maische
51% Triticale und 49% Topinambur; 28% TS in der Maische
34% Triticale und 66% Topinambur; 27,3% TS in der Maische
26% g Triticale und 74% Topinambur; 27% TS in der Maische
*fermentierte Cellulose
95,7%*
49,2%*
41,2%*
100%*
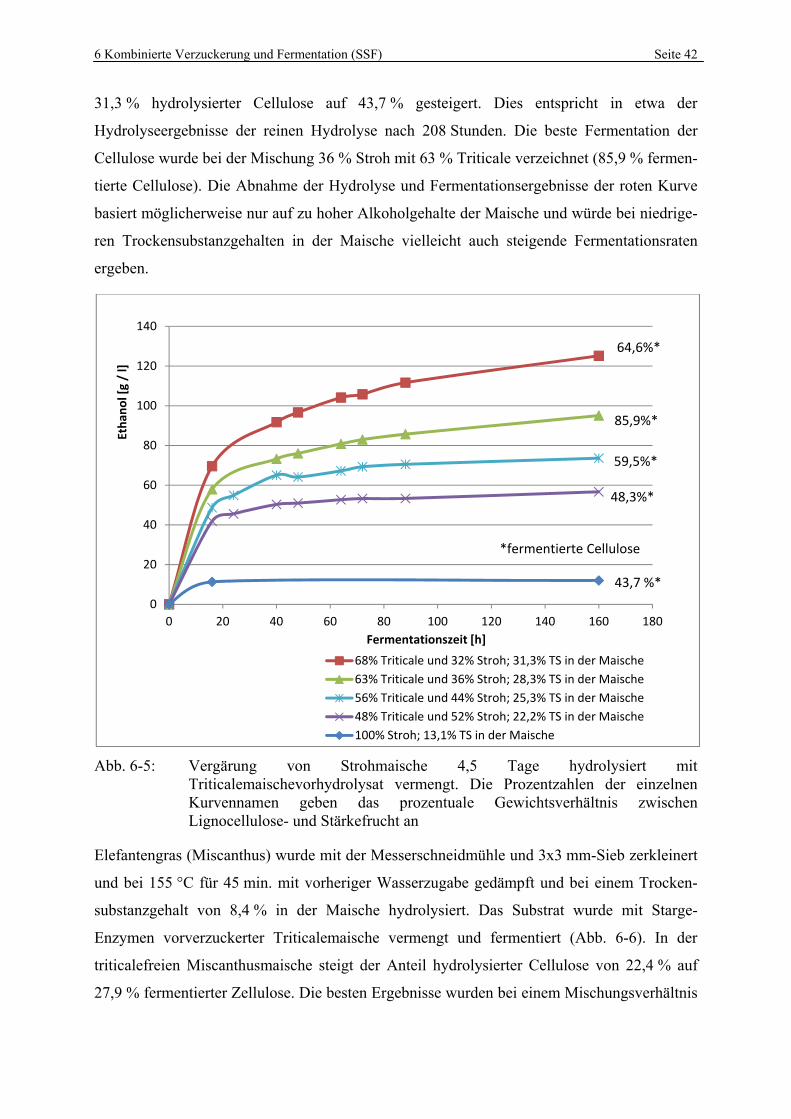
6 Kombinierte Verzuckerung und Fermentation (SSF) Seite 42
31,3 % hydrolysierter Cellulose auf 43,7 % gesteigert. Dies entspricht in etwa der
Hydrolyseergebnisse der reinen Hydrolyse nach 208 Stunden. Die beste Fermentation der
Cellulose wurde bei der Mischung 36 % Stroh mit 63 % Triticale verzeichnet (85,9 % fermen-
tierte Cellulose). Die Abnahme der Hydrolyse und Fermentationsergebnisse der roten Kurve
basiert möglicherweise nur auf zu hoher Alkoholgehalte der Maische und würde bei niedrige-
ren Trockensubstanzgehalten in der Maische vielleicht auch steigende Fermentationsraten
ergeben.
Abb. 6-5: Vergärung von Strohmaische 4,5 Tage hydrolysiert mit Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen Lignocellulose- und Stärkefrucht an
Elefantengras (Miscanthus) wurde mit der Messerschneidmühle und 3x3 mm-Sieb zerkleinert
und bei 155 °C für 45 min. mit vorheriger Wasserzugabe gedämpft und bei einem Trocken-
substanzgehalt von 8,4 % in der Maische hydrolysiert. Das Substrat wurde mit Starge-
Enzymen vorverzuckerter Triticalemaische vermengt und fermentiert (Abb. 6-6). In der
triticalefreien Miscanthusmaische steigt der Anteil hydrolysierter Cellulose von 22,4 % auf
27,9 % fermentierter Zellulose. Die besten Ergebnisse wurden bei einem Mischungsverhältnis
0
20
40
60
80
100
120
140
0 20 40 60 80 100 120 140 160 180
Ethan
ol [g / l]
Fermentationszeit [h]
68% Triticale und 32% Stroh; 31,3% TS in der Maische
63% Triticale und 36% Stroh; 28,3% TS in der Maische
56% Triticale und 44% Stroh; 25,3% TS in der Maische
48% Triticale und 52% Stroh; 22,2% TS in der Maische
100% Stroh; 13,1% TS in der Maische
43,7 %*
64,6%*
85,9%*
48,3%*
59,5%*
*fermentierte Cellulose
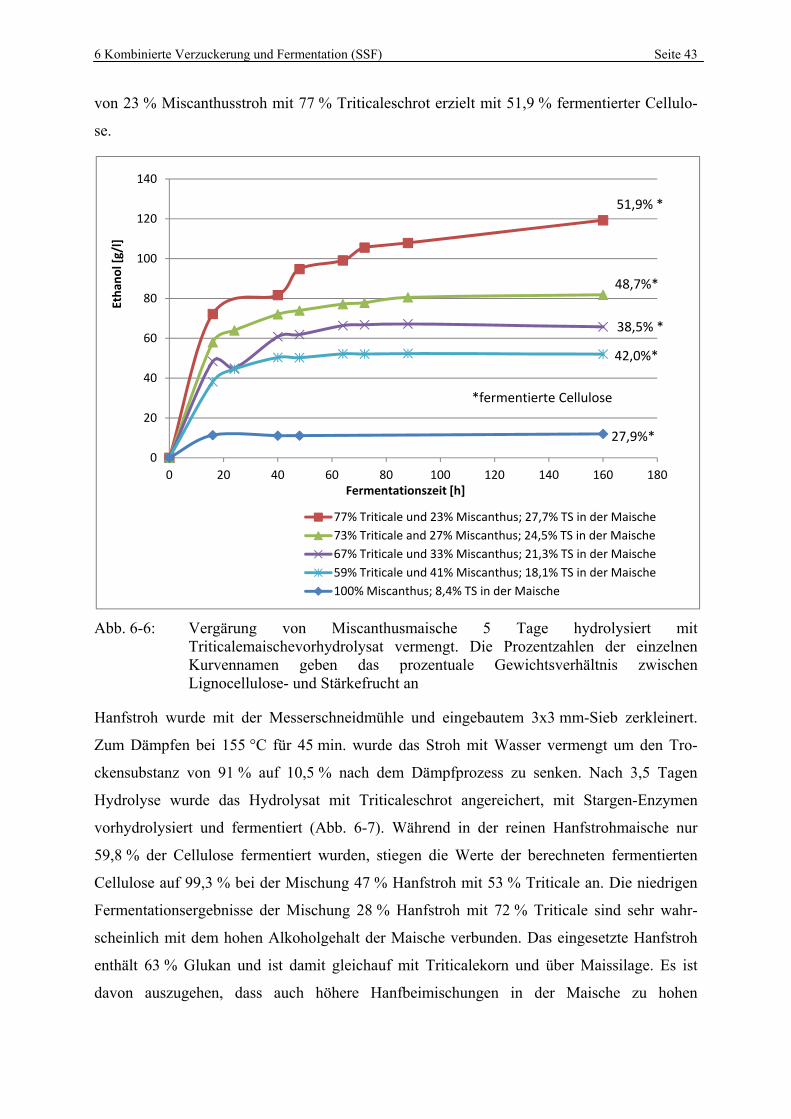
6 Kombinierte Verzuckerung und Fermentation (SSF) Seite 43
von 23 % Miscanthusstroh mit 77 % Triticaleschrot erzielt mit 51,9 % fermentierter Cellulo-
se.
Abb. 6-6: Vergärung von Miscanthusmaische 5 Tage hydrolysiert mit Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen Lignocellulose- und Stärkefrucht an
Hanfstroh wurde mit der Messerschneidmühle und eingebautem 3x3 mm-Sieb zerkleinert.
Zum Dämpfen bei 155 °C für 45 min. wurde das Stroh mit Wasser vermengt um den Tro-
ckensubstanz von 91 % auf 10,5 % nach dem Dämpfprozess zu senken. Nach 3,5 Tagen
Hydrolyse wurde das Hydrolysat mit Triticaleschrot angereichert, mit Stargen-Enzymen
vorhydrolysiert und fermentiert (Abb. 6-7). Während in der reinen Hanfstrohmaische nur
59,8 % der Cellulose fermentiert wurden, stiegen die Werte der berechneten fermentierten
Cellulose auf 99,3 % bei der Mischung 47 % Hanfstroh mit 53 % Triticale an. Die niedrigen
Fermentationsergebnisse der Mischung 28 % Hanfstroh mit 72 % Triticale sind sehr wahr-
scheinlich mit dem hohen Alkoholgehalt der Maische verbunden. Das eingesetzte Hanfstroh
enthält 63 % Glukan und ist damit gleichauf mit Triticalekorn und über Maissilage. Es ist
davon auszugehen, dass auch höhere Hanfbeimischungen in der Maische zu hohen
0
20
40
60
80
100
120
140
0 20 40 60 80 100 120 140 160 180
Ethan
ol [g/l]
Fermentationszeit [h]
77% Triticale und 23% Miscanthus; 27,7% TS in der Maische
73% Triticale and 27% Miscanthus; 24,5% TS in der Maische
67% Triticale und 33% Miscanthus; 21,3% TS in der Maische
59% Triticale und 41% Miscanthus; 18,1% TS in der Maische
100% Miscanthus; 8,4% TS in der Maische
51,9% *
48,7%*
38,5% *
*fermentierte Cellulose
27,9%*
42,0%*
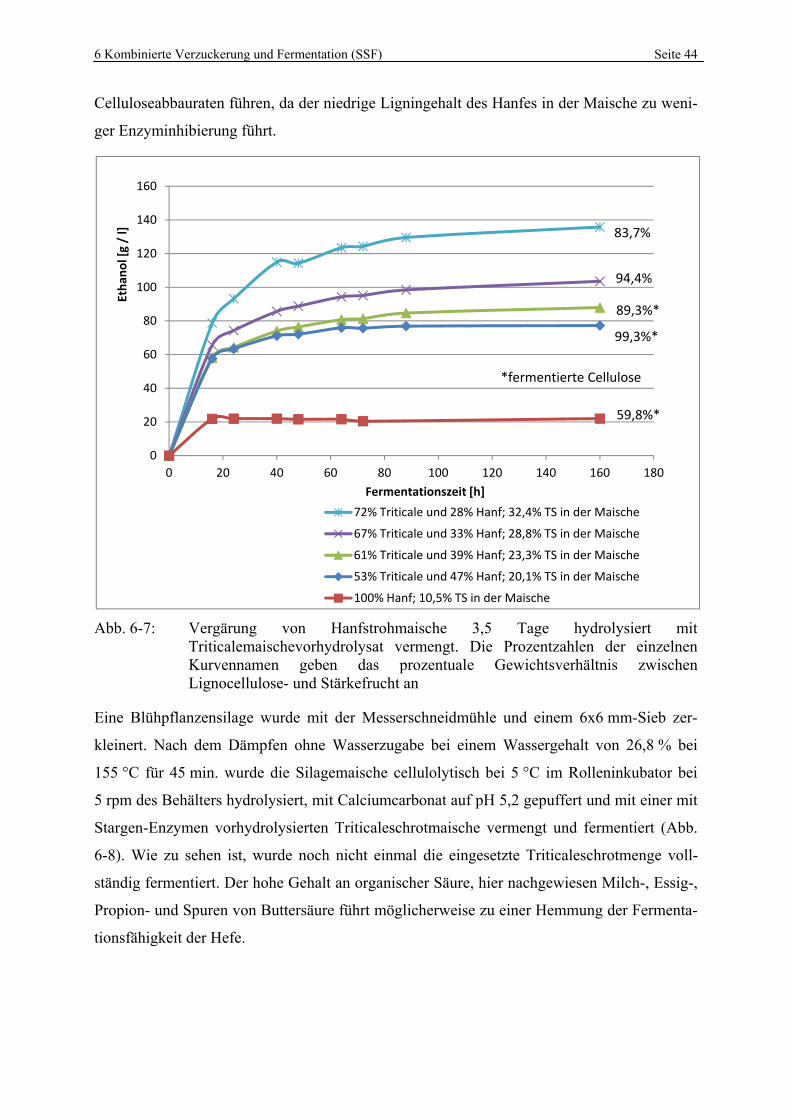
6 Kombinierte Verzuckerung und Fermentation (SSF) Seite 44
Celluloseabbauraten führen, da der niedrige Ligningehalt des Hanfes in der Maische zu weni-
ger Enzyminhibierung führt.
Abb. 6-7: Vergärung von Hanfstrohmaische 3,5 Tage hydrolysiert mit Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen Lignocellulose- und Stärkefrucht an
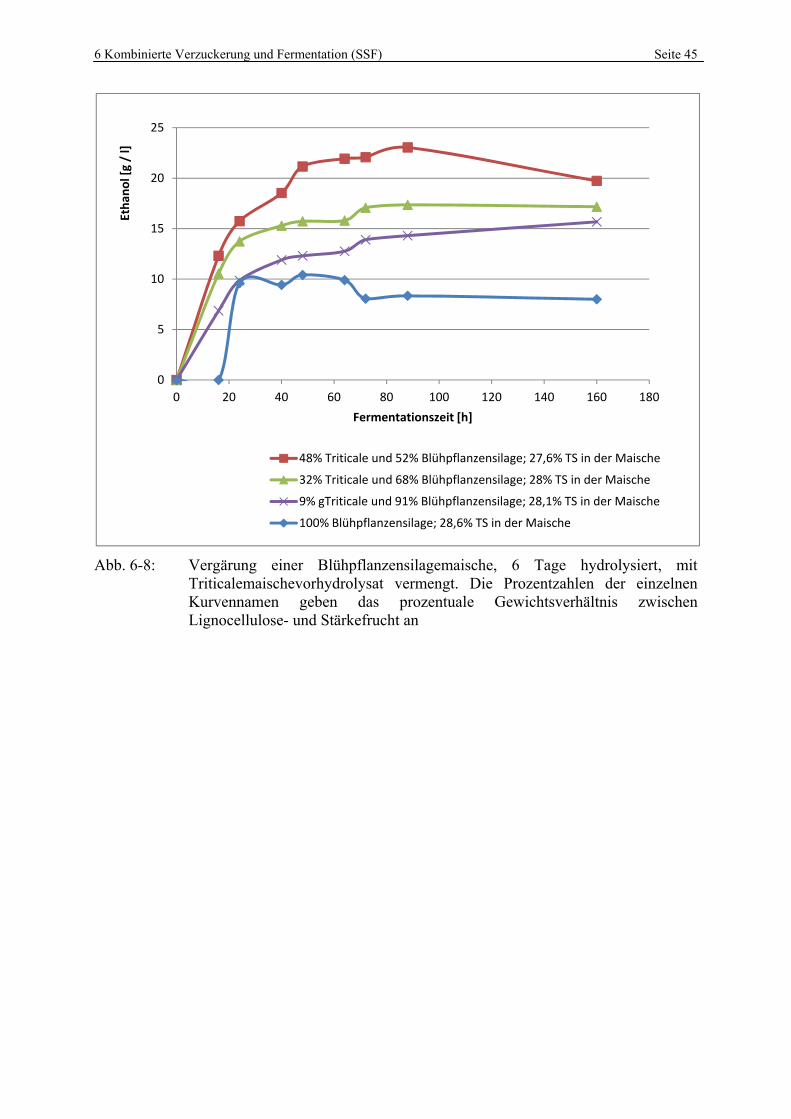
Eine Blühpflanzensilage wurde mit der Messerschneidmühle und einem 6x6 mm-Sieb zer-
kleinert. Nach dem Dämpfen ohne Wasserzugabe bei einem Wassergehalt von 26,8 % bei
155 °C für 45 min. wurde die Silagemaische cellulolytisch bei 5 °C im Rolleninkubator bei
5 rpm des Behälters hydrolysiert, mit Calciumcarbonat auf pH 5,2 gepuffert und mit einer mit
Stargen-Enzymen vorhydrolysierten Triticaleschrotmaische vermengt und fermentiert (Abb.
6-8). Wie zu sehen ist, wurde noch nicht einmal die eingesetzte Triticaleschrotmenge voll-
ständig fermentiert. Der hohe Gehalt an organischer Säure, hier nachgewiesen Milch-, Essig-,
Propion- und Spuren von Buttersäure führt möglicherweise zu einer Hemmung der Fermenta-
tionsfähigkeit der Hefe.
0
20
40
60
80
100
120
140
160
0 20 40 60 80 100 120 140 160 180
Ethan
ol [g / l]
Fermentationszeit [h]
72% Triticale und 28% Hanf; 32,4% TS in der Maische
67% Triticale und 33% Hanf; 28,8% TS in der Maische
61% Triticale und 39% Hanf; 23,3% TS in der Maische
53% Triticale und 47% Hanf; 20,1% TS in der Maische
100% Hanf; 10,5% TS in der Maische
83,7%
94,4%
99,3%*
89,3%*
59,8%*
*fermentierte Cellulose
6 Kombinierte Verzuckerung und Fermentation (SSF) Seite 45
Abb. 6-8: Vergärung einer Blühpflanzensilagemaische, 6 Tage hydrolysiert, mit Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen Lignocellulose- und Stärkefrucht an
0
5
10
15
20
25
0 20 40 60 80 100 120 140 160 180
Ethan
ol [g / l]
Fermentationszeit [h]
48% Triticale und 52% Blühpflanzensilage; 27,6% TS in der Maische
32% Triticale und 68% Blühpflanzensilage; 28% TS in der Maische
9% gTriticale und 91% Blühpflanzensilage; 28,1% TS in der Maische
100% Blühpflanzensilage; 28,6% TS in der Maische
7 Fermentation Seite 46
7 FERMENTATION
In diesem Arbeitspaket ging es zunächst darum, verschiedene Hefen auf ihre Verträglichkeit
mit den Biomassehydrolysaten zu testen, die oft toxische oder inhibitorische Substanzen
enthalten. Der geeignetste Hefestamm sollte dann mit Hilfe gentechnischer Werkzeuge dazu
gebracht werden, neben der Glucose die in den Hydrolysaten ebenfalls vorliegenden C5-
Zucker Xylose und Arabinose zu vergären.
7.1 Verträglichkeit Pentose-vergärender Hefen mit Lignozellulose-
Hydrolysaten
Verschiedene Industriehefestämme und als Referenz Laborstämme wurden zunächst auf
Hydrolysaten getestet, die aus anderen Forschungsprojekten stammten (Daten nicht gezeigt).
Anhand dessen wurden die Stämme identifiziert, die die höchste Toleranz gegen die toxischen
und inhibitorischen Bestandteile aufweisen. Für das Re2Alko-Projekt wurden durch diese
Vorversuche 6 Industriehefestämme ausgewählt: Ethanol Red (von Fermentis, Frankreich),
Thermal Tol und Angel (von Angel Yeast Co., China), Thermo Sacc (Lallemand, USA), BG-
1 (brasilianischer Industriehefestamm) und CCUG 53310 (schwedischer Industriehefestamm)
Weiter wurde ein Wachstumstest mit verschiedenen Essigsäurekonzentrationen (in syntheti-
schem Minimalmedium) durchgeführt. Essigsäure wurde als einer der Hauptinhibitoren in
Hydrolysaten identifiziert [11]. Andere inhibitorische Substanzen wie Furfural und HMF
waren an der GUF bereits vorher in Wachstumstests mit Industriehefen getestet worden.
Ergebnisse des Essigsäure – Wachstumstestes bei pH 4,0 (Abb. 7-1):
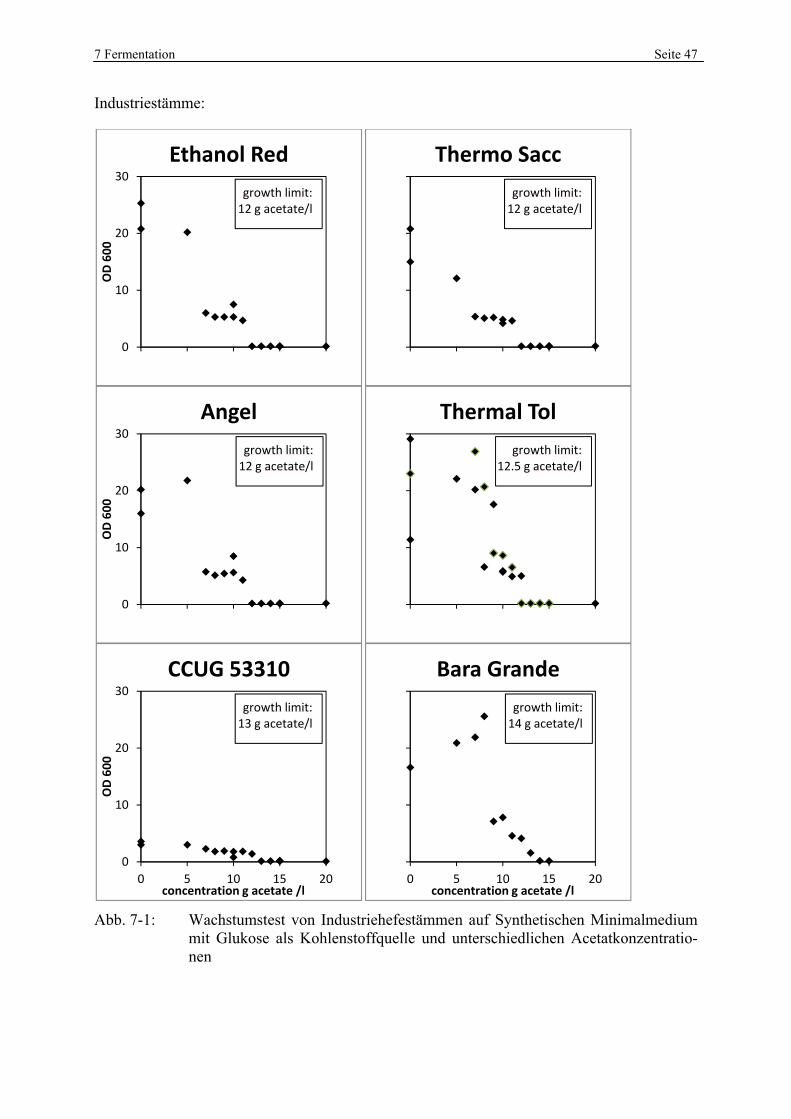
7 Fermentation Seite 47
Industriestämme:
Abb. 7-1: Wachstumstest von Industriehefestämmen auf Synthetischen Minimalmedium mit Glukose als Kohlenstoffquelle und unterschiedlichen Acetatkonzentratio-nen
0
10
20
30
OD 600
Ethanol Red
growth limit:12 g acetate/l
Thermo Sacc
growth limit:12 g acetate/l
0
10
20
30
OD 600
Angel
growth limit:12 g acetate/l
Thermal Tol
growth limit:12.5 g acetate/l
0
10
20
30
0 5 10 15 20
OD 600
concentration g acetate /l
CCUG 53310
growth limit:13 g acetate/l
0 5 10 15 20concentration g acetate /l
Bara Grande
growth limit:14 g acetate/l
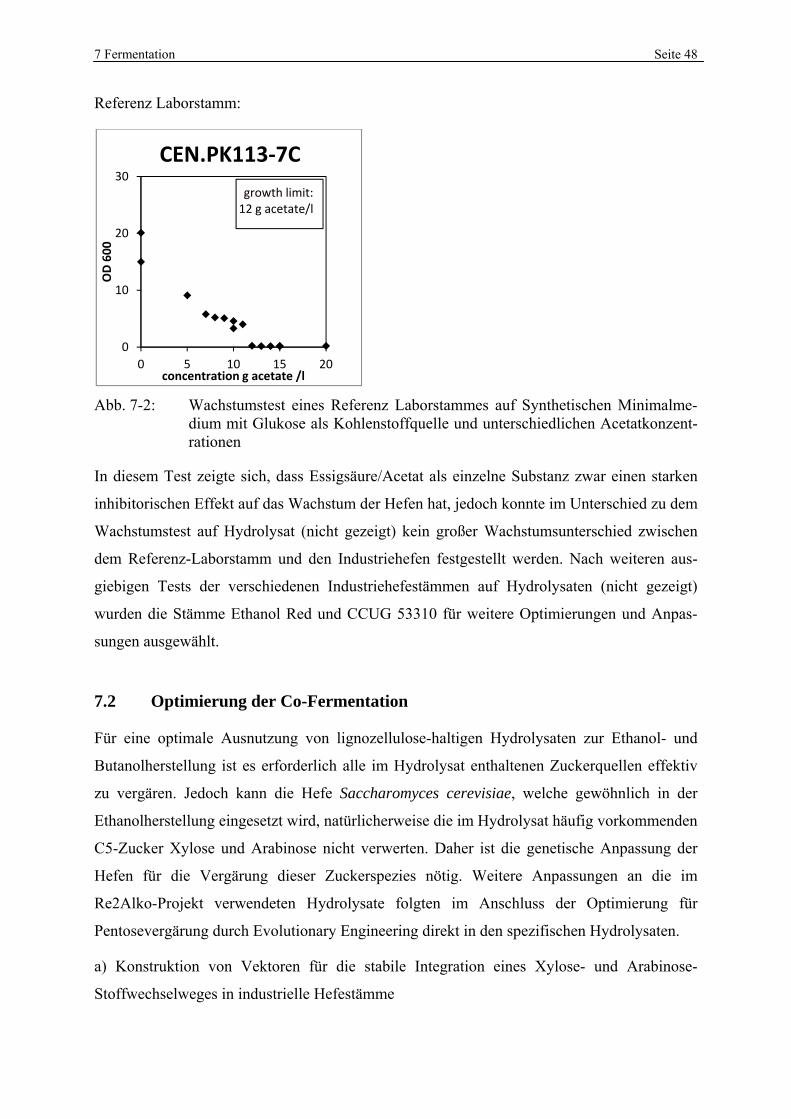
7 Fermentation Seite 48
Referenz Laborstamm:
Abb. 7-2: Wachstumstest eines Referenz Laborstammes auf Synthetischen Minimalme-dium mit Glukose als Kohlenstoffquelle und unterschiedlichen Acetatkonzent-rationen
In diesem Test zeigte sich, dass Essigsäure/Acetat als einzelne Substanz zwar einen starken
inhibitorischen Effekt auf das Wachstum der Hefen hat, jedoch konnte im Unterschied zu dem
Wachstumstest auf Hydrolysat (nicht gezeigt) kein großer Wachstumsunterschied zwischen
dem Referenz-Laborstamm und den Industriehefen festgestellt werden. Nach weiteren aus-
giebigen Tests der verschiedenen Industriehefestämmen auf Hydrolysaten (nicht gezeigt)
wurden die Stämme Ethanol Red und CCUG 53310 für weitere Optimierungen und Anpas-
sungen ausgewählt.
7.2 Optimierung der Co-Fermentation
Für eine optimale Ausnutzung von lignozellulose-haltigen Hydrolysaten zur Ethanol- und
Butanolherstellung ist es erforderlich alle im Hydrolysat enthaltenen Zuckerquellen effektiv
zu vergären. Jedoch kann die Hefe Saccharomyces cerevisiae, welche gewöhnlich in der
Ethanolherstellung eingesetzt wird, natürlicherweise die im Hydrolysat häufig vorkommenden
C5-Zucker Xylose und Arabinose nicht verwerten. Daher ist die genetische Anpassung der
Hefen für die Vergärung dieser Zuckerspezies nötig. Weitere Anpassungen an die im
Re2Alko-Projekt verwendeten Hydrolysate folgten im Anschluss der Optimierung für
Pentosevergärung durch Evolutionary Engineering direkt in den spezifischen Hydrolysaten.
a) Konstruktion von Vektoren für die stabile Integration eines Xylose- und Arabinose-
Stoffwechselweges in industrielle Hefestämme
0
10
20
30
0 5 10 15 20
OD 600
concentration g acetate /l
CEN.PK113‐7C
growth limit:12 g acetate/l
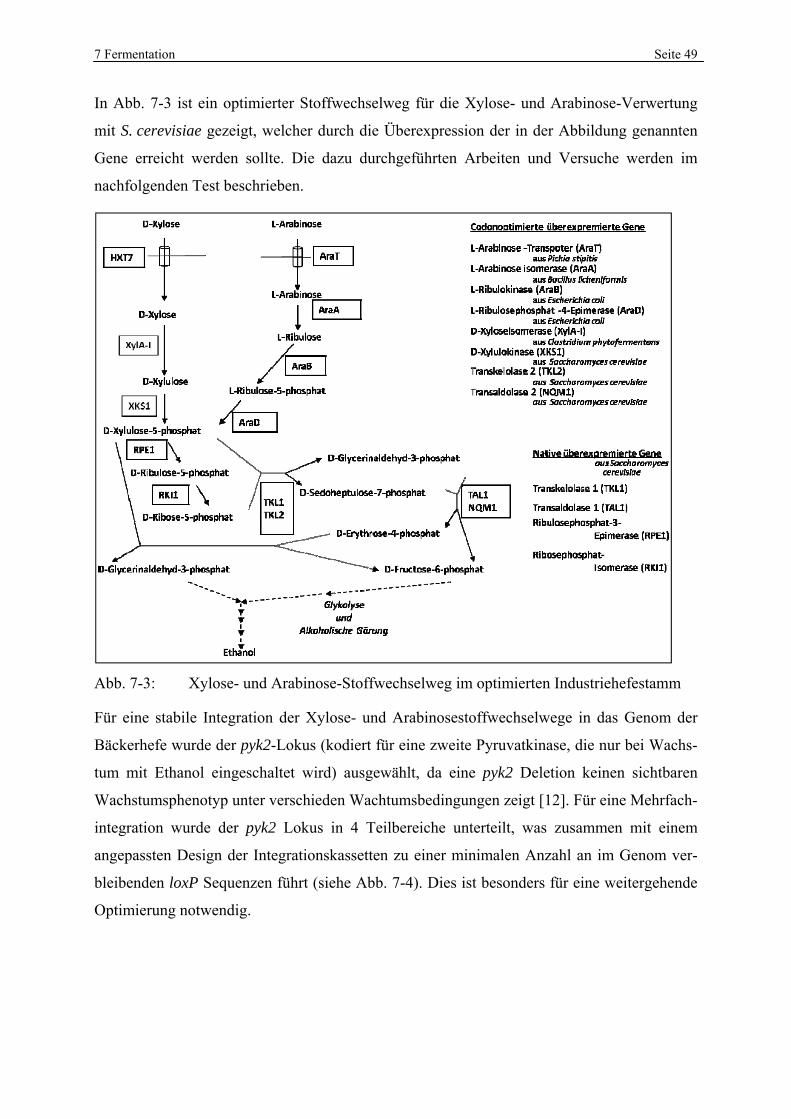
7 Fermentation Seite 49
In Abb. 7-3 ist ein optimierter Stoffwechselweg für die Xylose- und Arabinose-Verwertung
mit S. cerevisiae gezeigt, welcher durch die Überexpression der in der Abbildung genannten
Gene erreicht werden sollte. Die dazu durchgeführten Arbeiten und Versuche werden im
nachfolgenden Test beschrieben.
Abb. 7-3: Xylose- und Arabinose-Stoffwechselweg im optimierten Industriehefestamm
Für eine stabile Integration der Xylose- und Arabinosestoffwechselwege in das Genom der
Bäckerhefe wurde der pyk2-Lokus (kodiert für eine zweite Pyruvatkinase, die nur bei Wachs-
tum mit Ethanol eingeschaltet wird) ausgewählt, da eine pyk2 Deletion keinen sichtbaren
Wachstumsphenotyp unter verschieden Wachtumsbedingungen zeigt [12]. Für eine Mehrfach-
integration wurde der pyk2 Lokus in 4 Teilbereiche unterteilt, was zusammen mit einem
angepassten Design der Integrationskassetten zu einer minimalen Anzahl an im Genom ver-
bleibenden loxP Sequenzen führt (siehe Abb. 7-4). Dies ist besonders für eine weitergehende
Optimierung notwendig.
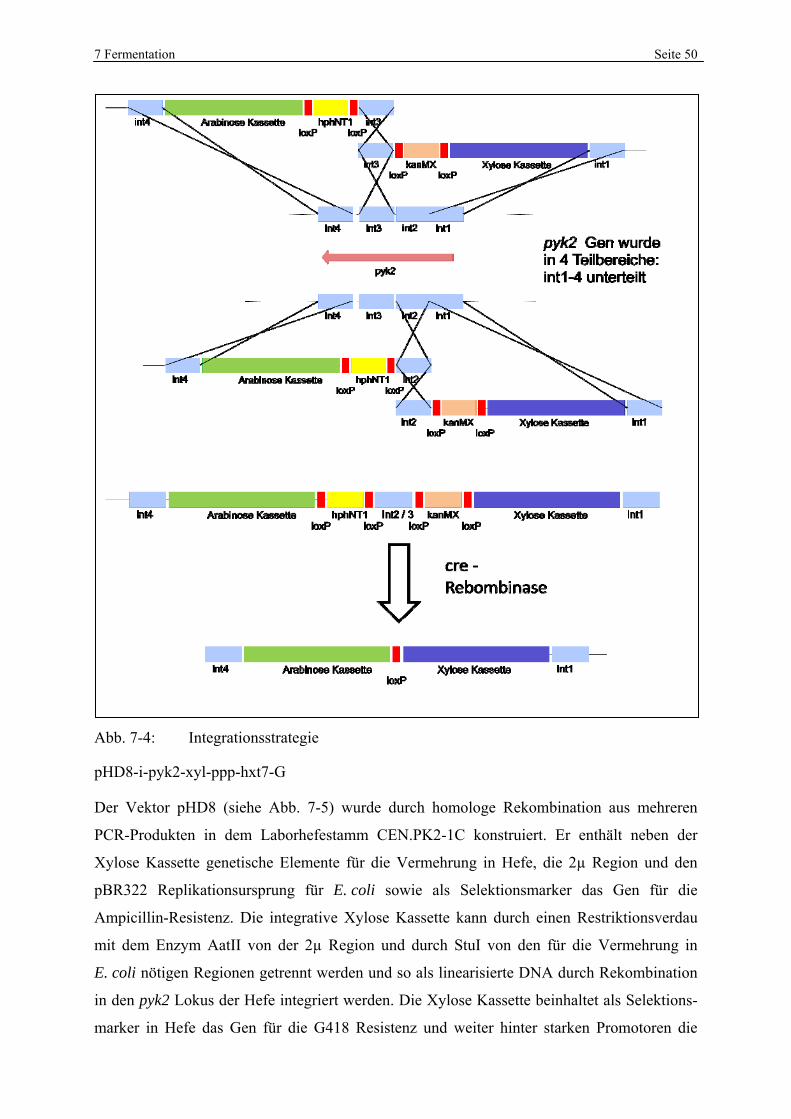
7 Fermentation Seite 50
Abb. 7-4: Integrationsstrategie
pHD8-i-pyk2-xyl-ppp-hxt7-G
Der Vektor pHD8 (siehe Abb. 7-5) wurde durch homologe Rekombination aus mehreren
PCR-Produkten in dem Laborhefestamm CEN.PK2-1C konstruiert. Er enthält neben der
Xylose Kassette genetische Elemente für die Vermehrung in Hefe, die 2µ Region und den
pBR322 Replikationsursprung für E. coli sowie als Selektionsmarker das Gen für die
Ampicillin-Resistenz. Die integrative Xylose Kassette kann durch einen Restriktionsverdau
mit dem Enzym AatII von der 2µ Region und durch StuI von den für die Vermehrung in
E. coli nötigen Regionen getrennt werden und so als linearisierte DNA durch Rekombination
in den pyk2 Lokus der Hefe integriert werden. Die Xylose Kassette beinhaltet als Selektions-
marker in Hefe das Gen für die G418 Resistenz und weiter hinter starken Promotoren die
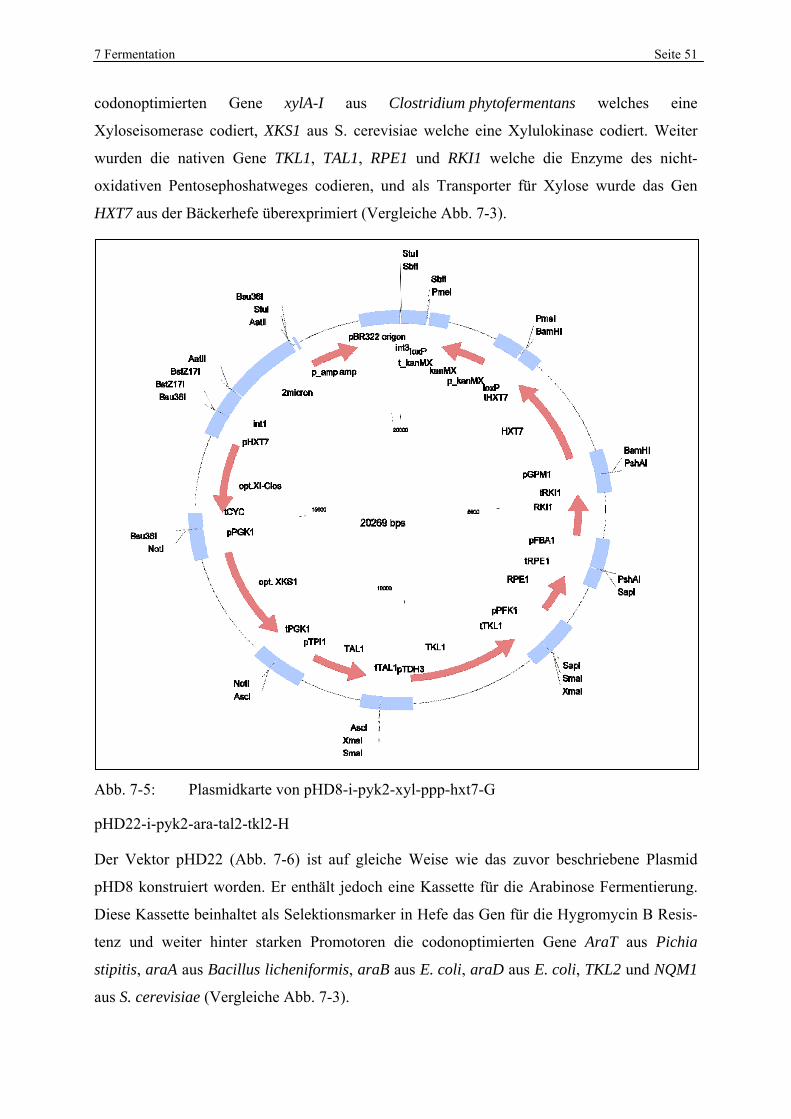
7 Fermentation Seite 51
codonoptimierten Gene xylA-I aus Clostridium phytofermentans welches eine
Xyloseisomerase codiert, XKS1 aus S. cerevisiae welche eine Xylulokinase codiert. Weiter
wurden die nativen Gene TKL1, TAL1, RPE1 und RKI1 welche die Enzyme des nicht-
oxidativen Pentosephoshatweges codieren, und als Transporter für Xylose wurde das Gen
HXT7 aus der Bäckerhefe überexprimiert (Vergleiche Abb. 7-3).
Abb. 7-5: Plasmidkarte von pHD8-i-pyk2-xyl-ppp-hxt7-G
pHD22-i-pyk2-ara-tal2-tkl2-H
Der Vektor pHD22 (Abb. 7-6) ist auf gleiche Weise wie das zuvor beschriebene Plasmid
pHD8 konstruiert worden. Er enthält jedoch eine Kassette für die Arabinose Fermentierung.
Diese Kassette beinhaltet als Selektionsmarker in Hefe das Gen für die Hygromycin B Resis-
tenz und weiter hinter starken Promotoren die codonoptimierten Gene AraT aus Pichia
stipitis, araA aus Bacillus licheniformis, araB aus E. coli, araD aus E. coli, TKL2 und NQM1
aus S. cerevisiae (Vergleiche Abb. 7-3).
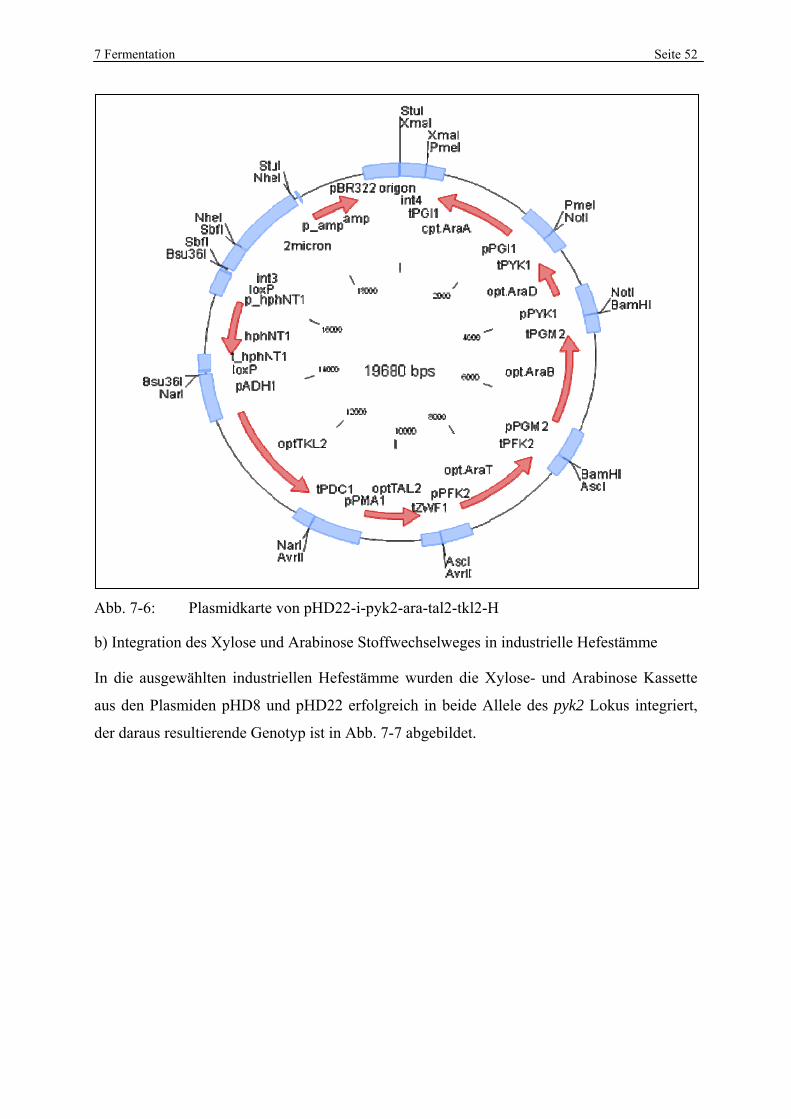
7 Fermentation Seite 52
Abb. 7-6: Plasmidkarte von pHD22-i-pyk2-ara-tal2-tkl2-H
b) Integration des Xylose und Arabinose Stoffwechselweges in industrielle Hefestämme
In die ausgewählten industriellen Hefestämme wurden die Xylose- und Arabinose Kassette
aus den Plasmiden pHD8 und pHD22 erfolgreich in beide Allele des pyk2 Lokus integriert,
der daraus resultierende Genotyp ist in Abb. 7-7 abgebildet.
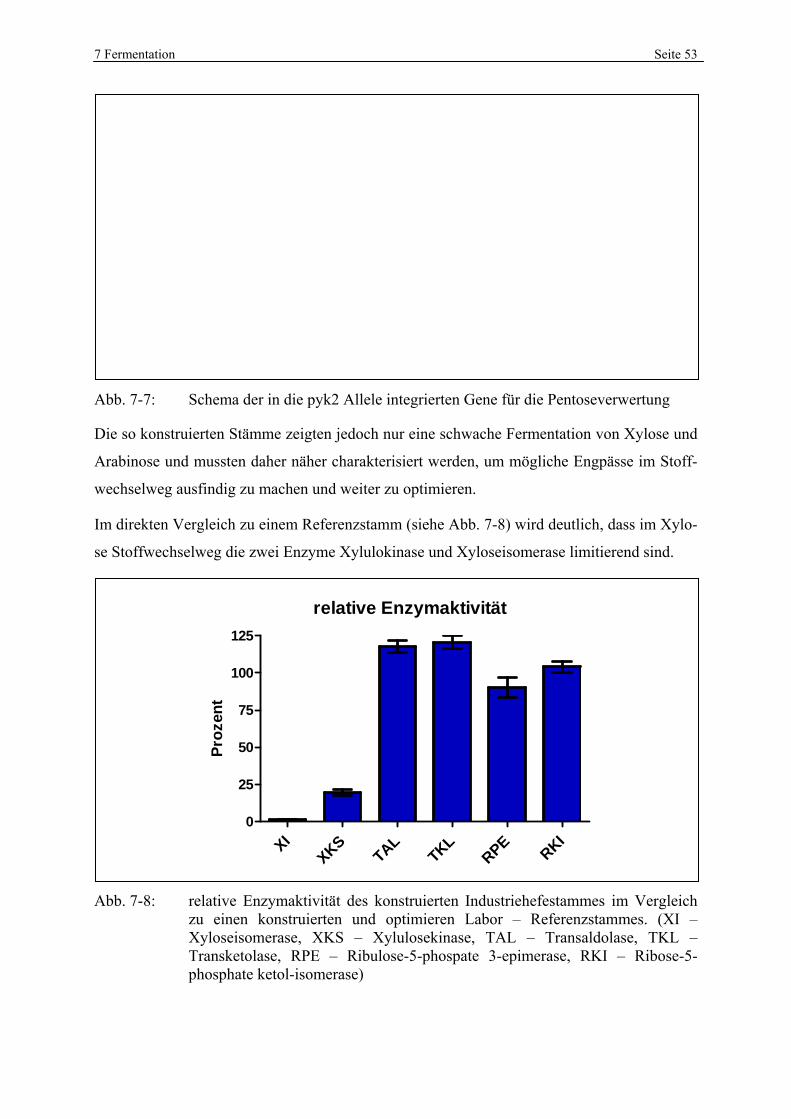
7 Fermentation Seite 53
Abb. 7-7: Schema der in die pyk2 Allele integrierten Gene für die Pentoseverwertung
Die so konstruierten Stämme zeigten jedoch nur eine schwache Fermentation von Xylose und
Arabinose und mussten daher näher charakterisiert werden, um mögliche Engpässe im Stoff-
wechselweg ausfindig zu machen und weiter zu optimieren.
Im direkten Vergleich zu einem Referenzstamm (siehe Abb. 7-8) wird deutlich, dass im Xylo-
se Stoffwechselweg die zwei Enzyme Xylulokinase und Xyloseisomerase limitierend sind.
Abb. 7-8: relative Enzymaktivität des konstruierten Industriehefestammes im Vergleich zu einen konstruierten und optimieren Labor – Referenzstammes. (XI – Xyloseisomerase, XKS – Xylulosekinase, TAL – Transaldolase, TKL – Transketolase, RPE – Ribulose-5-phospate 3-epimerase, RKI – Ribose-5-phosphate ketol-isomerase)
relative Enzymaktivität
XIXKS
TALTKL
RPERKI
0
25
50
75
100
125
Pro
zen
t
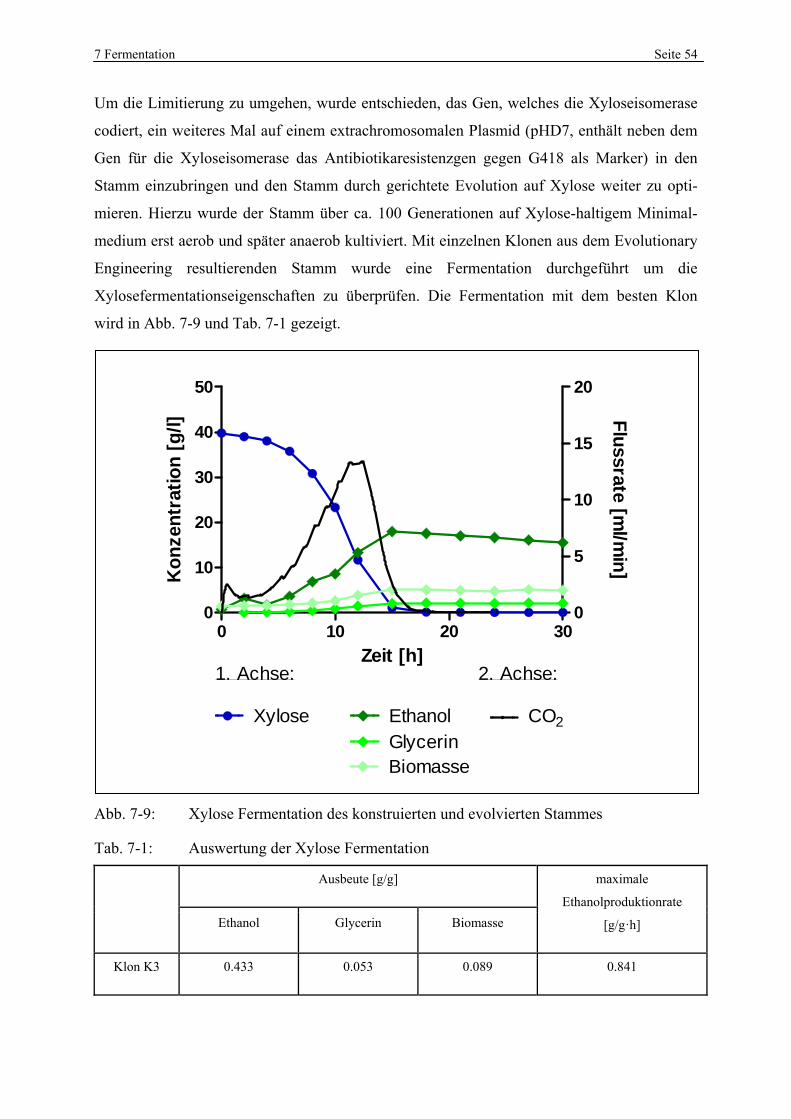
7 Fermentation Seite 54
Um die Limitierung zu umgehen, wurde entschieden, das Gen, welches die Xyloseisomerase
codiert, ein weiteres Mal auf einem extrachromosomalen Plasmid (pHD7, enthält neben dem
Gen für die Xyloseisomerase das Antibiotikaresistenzgen gegen G418 als Marker) in den
Stamm einzubringen und den Stamm durch gerichtete Evolution auf Xylose weiter zu opti-
mieren. Hierzu wurde der Stamm über ca. 100 Generationen auf Xylose-haltigem Minimal-
medium erst aerob und später anaerob kultiviert. Mit einzelnen Klonen aus dem Evolutionary
Engineering resultierenden Stamm wurde eine Fermentation durchgeführt um die
Xylosefermentationseigenschaften zu überprüfen. Die Fermentation mit dem besten Klon
wird in Abb. 7-9 und Tab. 7-1 gezeigt.
Abb. 7-9: Xylose Fermentation des konstruierten und evolvierten Stammes
Tab. 7-1: Auswertung der Xylose Fermentation
Ausbeute [g/g] maximale
Ethanolproduktionrate
[g/g·h] Ethanol Glycerin Biomasse
Klon K3 0.433 0.053 0.089 0.841
0 10 20 300
10
20
30
40
50
0
5
10
15
20
XyloseGlycerinEthanol
Biomasse
CO2
1. Achse: 2. Achse:Zeit [h]
Ko
nze
ntr
atio
n [
g/l]
Flu
ssrate [ml/m
in]

7 Fermentation Seite 55
Die Fermentation zeigt, dass der konstruierte Stamm nach der Evolution Xylose mit einer
hohen Produktionsrate zu Ethanol umsetzen kann und dabei nur geringe Mengen an Neben-
produkten bildet.
Der so konstruierte Stamm enthält jedoch noch das extrachromomale Plasmid mit der
Antibiotikaresistenz, wodurch der Stamm nicht industriell eingesetzt werden kann. Aus die-
sem Grund wurde das Plasmid entfernt um im nächsten Schritt das Gen für die
Xyloseisomerase erneut stabil ins Genom einzubringen. Weiter sollte hierbei auch der
Arabinose Stoffwechselweg optimiert werden. Dazu wurde in einem Überexpressionsassay
analysiert, wo die Limitierungen liegen. Der Tropftest in Abb. 7-10 zeigt, dass eine weitere
Überexpression des Genes araA nicht ausreichend für ein gutes Wachstum auf Arabinose ist.
Die zusätzliche Überexpression der Gene araA und araD hingegen vermittelt Wachstum auf
Arabinose. Dabei führt die Expression aller drei Gene (araA, araB, araD) auf einem Plasmid
im Vergleich zum besten Wachstum. In einem anderen Assay (Daten nicht gezeigt) konnte
gezeigt werden, dass der Transport von Arabinose in die Hefezelle eine weitere Engstelle des
Arabinosestoffwechsels darstellt.
Weiter kann man im Vergleich vom Ausgangsstamm mit dem auf Xylose evolvierten Stamm
deutlich erkennen, dass dieser einen Wachstumsvorteil auf Arabinose hat. Dies lässt darauf
schließen, dass der nicht-oxidative Teil des Pentosephosphatweges, welcher zur
Verstoffwechselung von Xylose wie auch Arabinose nötig ist, durch die gerichtete Evolution
auf Xylose optimiert wurde.
Abb. 7-10: Tropftest, Wachstum nach 7 Tagen auf synthetischem Minimalmedium mit 2% Arabinose. Zu sehen ist der konstruierte Industriehefestamm vor und nach der Evolvierung mit der zusätzlichen Überexpression der Gene für Arabinoseverstoffwechselung auf Plasmid (AraA Arabinoseisomerase, AraB Ribulosekinase, AraD Ribulose-5-Phosphat 4-epimerase)
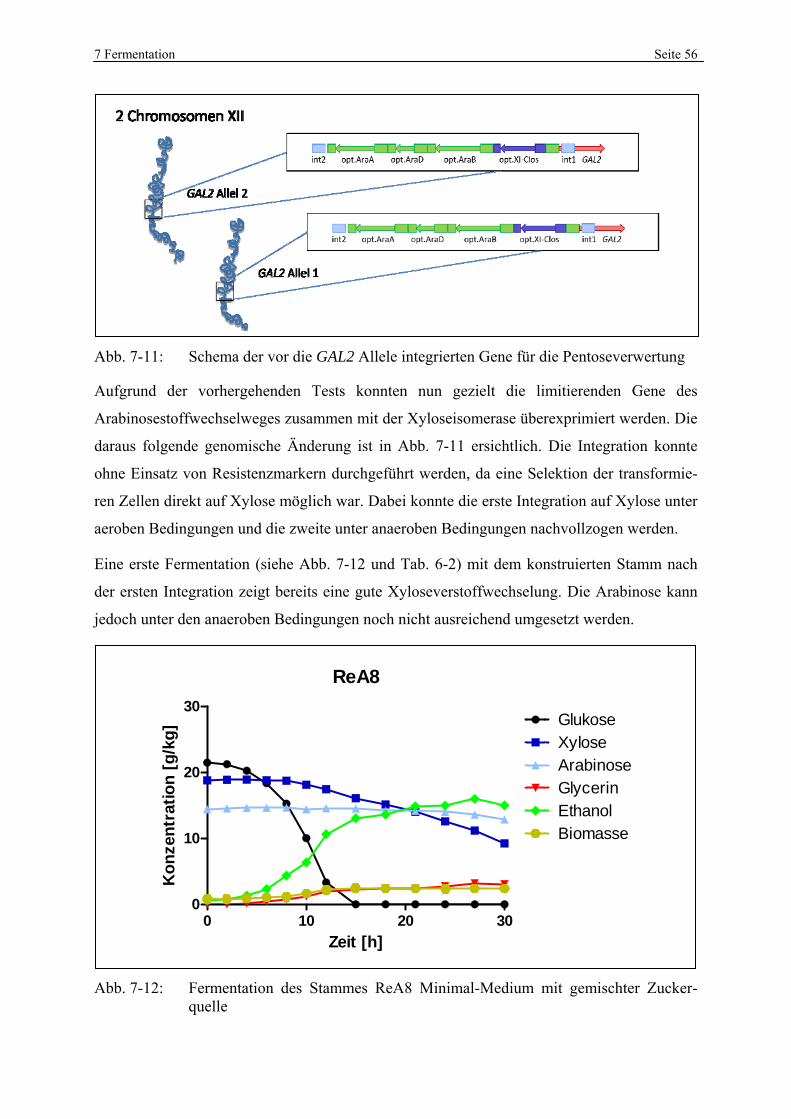
7 Fermentation Seite 56
Abb. 7-11: Schema der vor die GAL2 Allele integrierten Gene für die Pentoseverwertung
Aufgrund der vorhergehenden Tests konnten nun gezielt die limitierenden Gene des
Arabinosestoffwechselweges zusammen mit der Xyloseisomerase überexprimiert werden. Die
daraus folgende genomische Änderung ist in Abb. 7-11 ersichtlich. Die Integration konnte
ohne Einsatz von Resistenzmarkern durchgeführt werden, da eine Selektion der transformie-
ren Zellen direkt auf Xylose möglich war. Dabei konnte die erste Integration auf Xylose unter
aeroben Bedingungen und die zweite unter anaeroben Bedingungen nachvollzogen werden.
Eine erste Fermentation (siehe Abb. 7-12 und Tab. 6-2) mit dem konstruierten Stamm nach
der ersten Integration zeigt bereits eine gute Xyloseverstoffwechselung. Die Arabinose kann
jedoch unter den anaeroben Bedingungen noch nicht ausreichend umgesetzt werden.
Abb. 7-12: Fermentation des Stammes ReA8 Minimal-Medium mit gemischter Zucker-quelle
ReA8
0 10 20 300
10
20
30GlukoseXyloseArabinoseGlycerinEthanolBiomasse
Zeit [h]
Ko
nze
ntr
atio
n [
g/k
g]
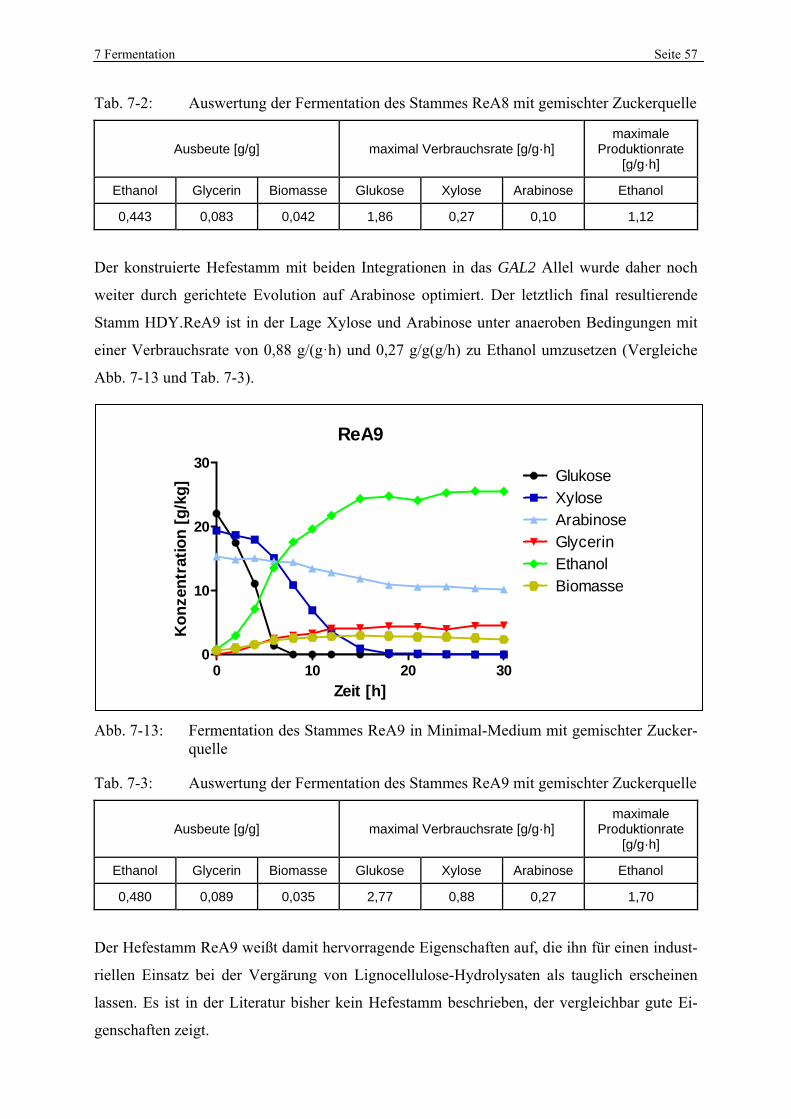
7 Fermentation Seite 57
Tab. 7-2: Auswertung der Fermentation des Stammes ReA8 mit gemischter Zuckerquelle
Ausbeute [g/g] maximal Verbrauchsrate [g/g·h] maximale
Produktionrate [g/g·h]
Ethanol Glycerin Biomasse Glukose Xylose Arabinose Ethanol
0,443 0,083 0,042 1,86 0,27 0,10 1,12
Der konstruierte Hefestamm mit beiden Integrationen in das GAL2 Allel wurde daher noch
weiter durch gerichtete Evolution auf Arabinose optimiert. Der letztlich final resultierende
Stamm HDY.ReA9 ist in der Lage Xylose und Arabinose unter anaeroben Bedingungen mit
einer Verbrauchsrate von 0,88 g/(g·h) und 0,27 g/g(g/h) zu Ethanol umzusetzen (Vergleiche
Abb. 7-13 und Tab. 7-3).
Abb. 7-13: Fermentation des Stammes ReA9 in Minimal-Medium mit gemischter Zucker-quelle
Tab. 7-3: Auswertung der Fermentation des Stammes ReA9 mit gemischter Zuckerquelle
Ausbeute [g/g] maximal Verbrauchsrate [g/g·h] maximale
Produktionrate [g/g·h]
Ethanol Glycerin Biomasse Glukose Xylose Arabinose Ethanol
0,480 0,089 0,035 2,77 0,88 0,27 1,70
Der Hefestamm ReA9 weißt damit hervorragende Eigenschaften auf, die ihn für einen indust-
riellen Einsatz bei der Vergärung von Lignocellulose-Hydrolysaten als tauglich erscheinen
lassen. Es ist in der Literatur bisher kein Hefestamm beschrieben, der vergleichbar gute Ei-
genschaften zeigt.
ReA9
0 10 20 300
10
20
30GlukoseXyloseArabinoseGlycerinEthanolBiomasse
Zeit [h]
Ko
nze
ntr
atio
n [
g/k
g]
8 Effizienzsteigerung der Brennerei Seite 58
8 EFFIZIENZSTEIGERUNG DER BRENNEREI
Ein großer Vorteil dezentraler Brennereien sind die geschlossenen Stoffkreisläufe. Dabei
spielt die optimierte Nutzung der anfallenden Reststoffe eine tragende Rolle. Daher werden in
diesem Kapitel die verbleibenden Nebenprodukte in Form von Schlempe hinsichtlich ihrer
Einsetzbarkeit in einer Biogasanlage geprüft. Daneben kann die Biogasanlage auch bei der
Einbindung CO2-neutraler Prozessenergie eine entscheidende Rolle einnehmen, wodurch auch
die Energiekreisläufe geschlossen werden.
8.1 Optimierung der Reststoffnutzung
Die Reststoffe aus dem Brennprozess können unter anderem in einer Biogasanlage genutzt
werden und somit einen Großteil der benötigten Energie für die Brennereiprozesse zur Verfü-
gung stellen. Daher wurde das Biogaspotenzial der mit dem Klass-Wendelfilter und dem
Schwingsieb separierten Maissilage- und Strohmaische bestimmt. Durchgeführt wurde dies
mit dem bereits in Kapitel 4.2 beschriebenen Eudiometer. Darüber hinaus wurde auch das
Biogaspotenzial der Hanf- und Topinamburschlempen sowie ihrer Fraktionen bestimmt.
Die Ergebnisse der Biogaspotenzialbestimmung für die mit dem Klass-Wendelfilter behandel-
ten Substrate sind in den Abb. 8-1 und Abb. 8-2 als Diagramm dargestellt. Es wurde jeweils
die auf den organischen Anteil des Trockenrückstandes (oTR) bezogenen Methanbildungs-
kurven abgebildet. Zum Vergleich sind Referenzwerte für Biogaspotenziale aus Silomais und
Stroh mit dargestellt.
Grundsätzlich zeichnen die Kurven bei allen Substraten und Fraktionen einen normalen Ab-
bau nach. Die Ergebnisse bei den Erträgen liegen insbesondere beim Mais unterhalb der
Referenzwerte, da vorher bereits ein Teil der Organik zu Ethanol und Kohlenstoffdioxid
umgesetzt wurde. Daher sind die Erträge bei den destillierten Proben auch am niedrigsten. Die
höheren Erträge der flüssigen Fraktionen bei den oTR-spezifischen Methanerträgen hängen
mit den fehlenden Anteilen von nicht abbaubarem Lignin zusammen. Dieser ist aufgrund der
Separation größtenteils in der festen Phase vorhanden.
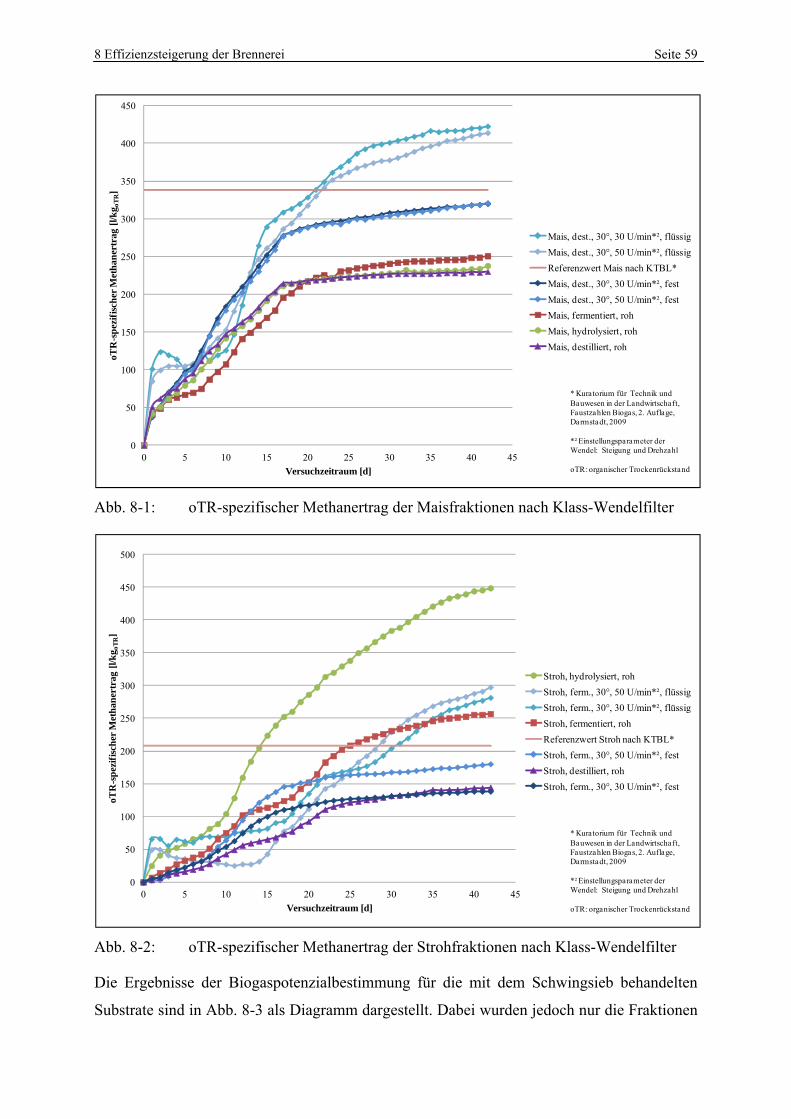
8 Effizienzsteigerung der Brennerei Seite 59
Abb. 8-1: oTR-spezifischer Methanertrag der Maisfraktionen nach Klass-Wendelfilter
Abb. 8-2: oTR-spezifischer Methanertrag der Strohfraktionen nach Klass-Wendelfilter
Die Ergebnisse der Biogaspotenzialbestimmung für die mit dem Schwingsieb behandelten
Substrate sind in Abb. 8-3 als Diagramm dargestellt. Dabei wurden jedoch nur die Fraktionen
0
50
100
150
200
250
300
350
400
450
0 5 10 15 20 25 30 35 40 45
oTR
-sp
ezif
isch
er M
eth
aner
trag
[l/k
g oT
R]
Versuchzeitraum [d]
Mais, dest., 30°, 30 U/min*², flüssig
Mais, dest., 30°, 50 U/min*², flüssig
Referenzwert Mais nach KTBL*
Mais, dest., 30°, 30 U/min*², fest
Mais, dest., 30°, 50 U/min*², fest
Mais, fermentiert, roh
Mais, hydrolysiert, roh
Mais, destilliert, roh
* Kuratorium für Technik und Bauwesen in der Landwirtschaft, Faustzahlen Biogas, 2. Auflage, Darmstadt, 2009
*² Einstellungsparameter der Wendel: Steigung und Drehzahl
oTR: organischer Trockenrückstand
0
50
100
150
200
250
300
350
400
450
500
0 5 10 15 20 25 30 35 40 45
oTR
-sp
ezif
isch
er M
eth
aner
trag
[l/k
g oT
R]
Versuchzeitraum [d]
Stroh, hydrolysiert, roh
Stroh, ferm., 30°, 50 U/min*², flüssig
Stroh, ferm., 30°, 30 U/min*², flüssig
Stroh, fermentiert, roh
Referenzwert Stroh nach KTBL*
Stroh, ferm., 30°, 50 U/min*², fest
Stroh, destilliert, roh
Stroh, ferm., 30°, 30 U/min*², fest
* Kuratorium für Technik und Bauwesen in der Landwirtschaft, Faustzahlen Biogas, 2. Auflage, Darmstadt, 2009
*² Einstellungsparameter der Wendel: Steigung und Drehzahl
oTR: organischer Trockenrückstand
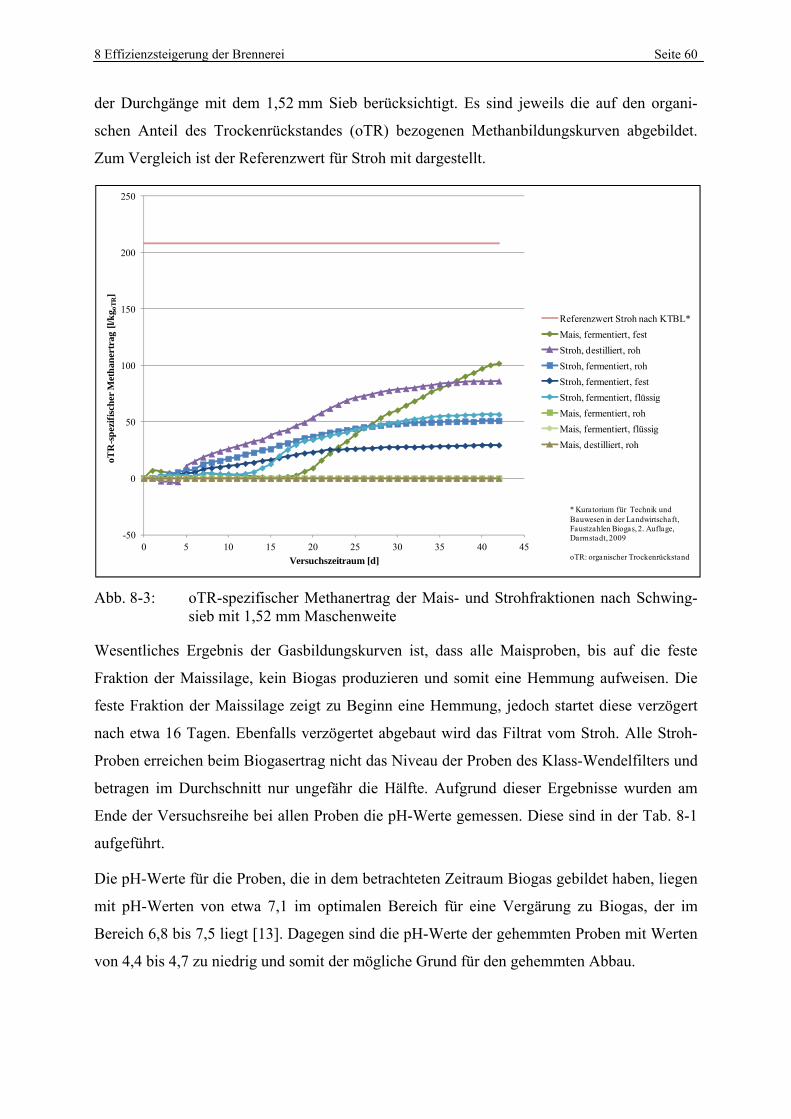
8 Effizienzsteigerung der Brennerei Seite 60
der Durchgänge mit dem 1,52 mm Sieb berücksichtigt. Es sind jeweils die auf den organi-
schen Anteil des Trockenrückstandes (oTR) bezogenen Methanbildungskurven abgebildet.
Zum Vergleich ist der Referenzwert für Stroh mit dargestellt.
Abb. 8-3: oTR-spezifischer Methanertrag der Mais- und Strohfraktionen nach Schwing-sieb mit 1,52 mm Maschenweite
Wesentliches Ergebnis der Gasbildungskurven ist, dass alle Maisproben, bis auf die feste
Fraktion der Maissilage, kein Biogas produzieren und somit eine Hemmung aufweisen. Die
feste Fraktion der Maissilage zeigt zu Beginn eine Hemmung, jedoch startet diese verzögert
nach etwa 16 Tagen. Ebenfalls verzögertet abgebaut wird das Filtrat vom Stroh. Alle Stroh-
Proben erreichen beim Biogasertrag nicht das Niveau der Proben des Klass-Wendelfilters und
betragen im Durchschnitt nur ungefähr die Hälfte. Aufgrund dieser Ergebnisse wurden am
Ende der Versuchsreihe bei allen Proben die pH-Werte gemessen. Diese sind in der Tab. 8-1
aufgeführt.
Die pH-Werte für die Proben, die in dem betrachteten Zeitraum Biogas gebildet haben, liegen
mit pH-Werten von etwa 7,1 im optimalen Bereich für eine Vergärung zu Biogas, der im
Bereich 6,8 bis 7,5 liegt [13]. Dagegen sind die pH-Werte der gehemmten Proben mit Werten
von 4,4 bis 4,7 zu niedrig und somit der mögliche Grund für den gehemmten Abbau.
-50
0
50
100
150
200
250
0 5 10 15 20 25 30 35 40 45
oTR
-sp
ezif
isch
er M
eth
aner
trag
[l/k
g oT
R]
Versuchszeitraum [d]
Referenzwert Stroh nach KTBL*
Mais, fermentiert, fest
Stroh, destilliert, roh
Stroh, fermentiert, roh
Stroh, fermentiert, fest
Stroh, fermentiert, flüssig
Mais, fermentiert, roh
Mais, fermentiert, flüssig
Mais, destilliert, roh
* Kuratorium für Technik und Bauwesen in der Landwirtschaft, Faustzahlen Biogas, 2. Auflage, Darmstadt, 2009
oTR: organischer Trockenrückstand
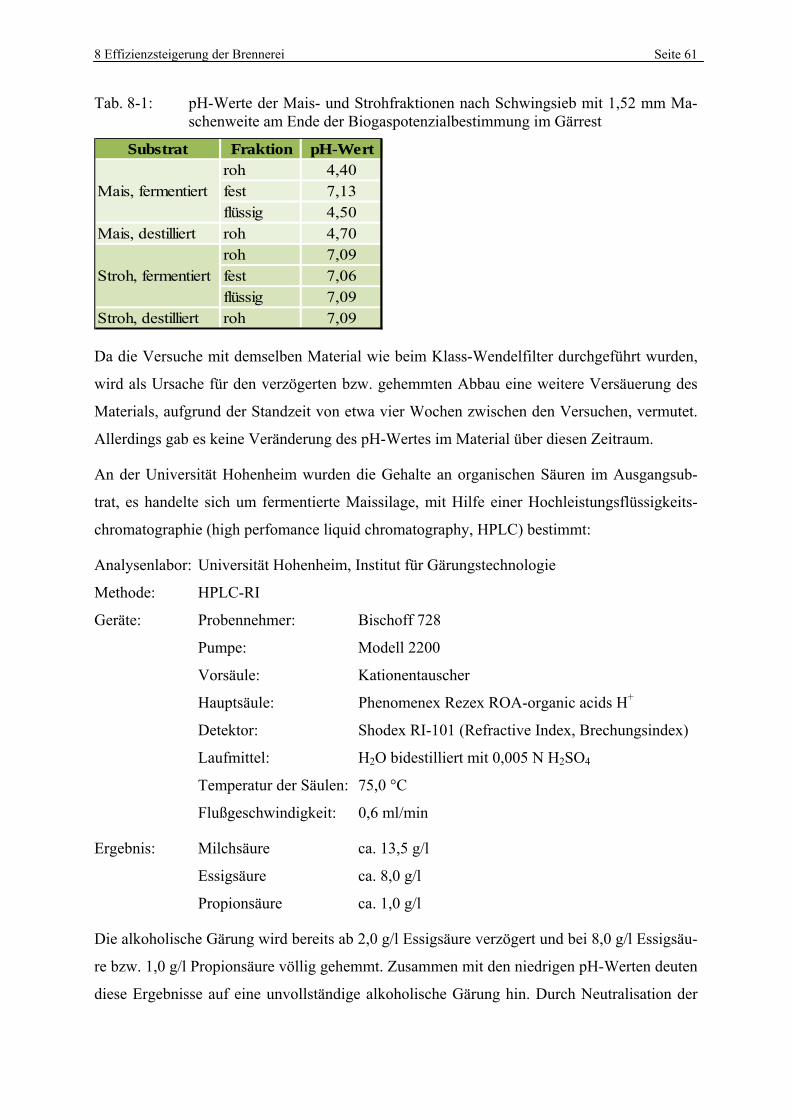
8 Effizienzsteigerung der Brennerei Seite 61
Tab. 8-1: pH-Werte der Mais- und Strohfraktionen nach Schwingsieb mit 1,52 mm Ma-schenweite am Ende der Biogaspotenzialbestimmung im Gärrest
Substrat Fraktion pH-Wertroh 4,40fest 7,13flüssig 4,50
Mais, destilliert roh 4,70roh 7,09fest 7,06flüssig 7,09
Stroh, destilliert roh 7,09
Stroh, fermentiert
Mais, fermentiert
Da die Versuche mit demselben Material wie beim Klass-Wendelfilter durchgeführt wurden,
wird als Ursache für den verzögerten bzw. gehemmten Abbau eine weitere Versäuerung des
Materials, aufgrund der Standzeit von etwa vier Wochen zwischen den Versuchen, vermutet.
Allerdings gab es keine Veränderung des pH-Wertes im Material über diesen Zeitraum.
An der Universität Hohenheim wurden die Gehalte an organischen Säuren im Ausgangsub-
trat, es handelte sich um fermentierte Maissilage, mit Hilfe einer Hochleistungsflüssigkeits-
chromatographie (high perfomance liquid chromatography, HPLC) bestimmt:
Analysenlabor: Universität Hohenheim, Institut für Gärungstechnologie
Methode: HPLC-RI
Geräte: Probennehmer: Bischoff 728
Pumpe: Modell 2200
Vorsäule: Kationentauscher
Hauptsäule: Phenomenex Rezex ROA-organic acids H+
Detektor: Shodex RI-101 (Refractive Index, Brechungsindex)
Laufmittel: H2O bidestilliert mit 0,005 N H2SO4
Temperatur der Säulen: 75,0 °C
Flußgeschwindigkeit: 0,6 ml/min
Ergebnis: Milchsäure ca. 13,5 g/l
Essigsäure ca. 8,0 g/l
Propionsäure ca. 1,0 g/l
Die alkoholische Gärung wird bereits ab 2,0 g/l Essigsäure verzögert und bei 8,0 g/l Essigsäu-
re bzw. 1,0 g/l Propionsäure völlig gehemmt. Zusammen mit den niedrigen pH-Werten deuten
diese Ergebnisse auf eine unvollständige alkoholische Gärung hin. Durch Neutralisation der
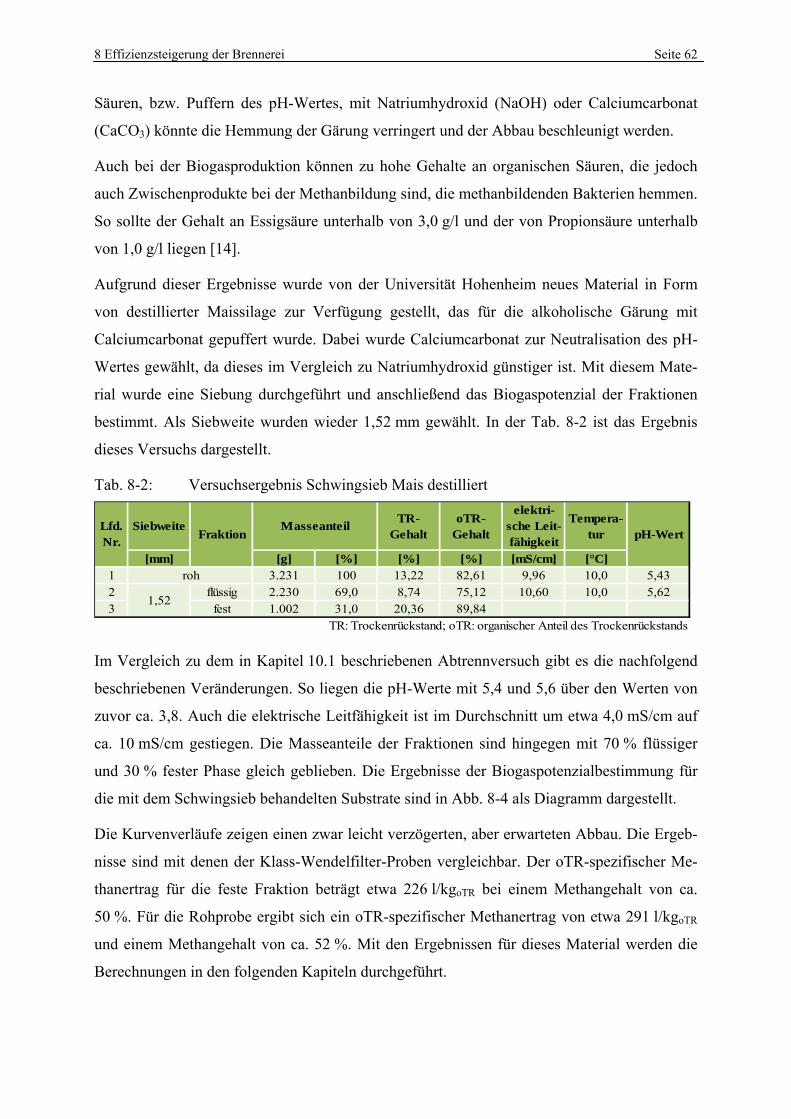
8 Effizienzsteigerung der Brennerei Seite 62
Säuren, bzw. Puffern des pH-Wertes, mit Natriumhydroxid (NaOH) oder Calciumcarbonat
(CaCO3) könnte die Hemmung der Gärung verringert und der Abbau beschleunigt werden.
Auch bei der Biogasproduktion können zu hohe Gehalte an organischen Säuren, die jedoch
auch Zwischenprodukte bei der Methanbildung sind, die methanbildenden Bakterien hemmen.
So sollte der Gehalt an Essigsäure unterhalb von 3,0 g/l und der von Propionsäure unterhalb
von 1,0 g/l liegen [14].
Aufgrund dieser Ergebnisse wurde von der Universität Hohenheim neues Material in Form
von destillierter Maissilage zur Verfügung gestellt, das für die alkoholische Gärung mit
Calciumcarbonat gepuffert wurde. Dabei wurde Calciumcarbonat zur Neutralisation des pH-
Wertes gewählt, da dieses im Vergleich zu Natriumhydroxid günstiger ist. Mit diesem Mate-
rial wurde eine Siebung durchgeführt und anschließend das Biogaspotenzial der Fraktionen
bestimmt. Als Siebweite wurden wieder 1,52 mm gewählt. In der Tab. 8-2 ist das Ergebnis
dieses Versuchs dargestellt.
Tab. 8-2: Versuchsergebnis Schwingsieb Mais destilliert
SiebweiteTR-
GehaltoTR-
Gehalt
elektri-sche Leit-fähigkeit
Tempera-tur
[mm] [g] [%] [%] [%] [mS/cm] [°C]1 3.231 100 13,22 82,61 9,96 10,0 5,432 flüssig 2.230 69,0 8,74 75,12 10,60 10,0 5,623 fest 1.002 31,0 20,36 89,84
TR: Trockenrückstand; oTR: organischer Anteil des Trockenrückstands
roh
1,52
Lfd. Nr.
FraktionMasseanteil
pH-Wert
Im Vergleich zu dem in Kapitel 10.1 beschriebenen Abtrennversuch gibt es die nachfolgend
beschriebenen Veränderungen. So liegen die pH-Werte mit 5,4 und 5,6 über den Werten von
zuvor ca. 3,8. Auch die elektrische Leitfähigkeit ist im Durchschnitt um etwa 4,0 mS/cm auf
ca. 10 mS/cm gestiegen. Die Masseanteile der Fraktionen sind hingegen mit 70 % flüssiger
und 30 % fester Phase gleich geblieben. Die Ergebnisse der Biogaspotenzialbestimmung für
die mit dem Schwingsieb behandelten Substrate sind in Abb. 8-4 als Diagramm dargestellt.
Die Kurvenverläufe zeigen einen zwar leicht verzögerten, aber erwarteten Abbau. Die Ergeb-
nisse sind mit denen der Klass-Wendelfilter-Proben vergleichbar. Der oTR-spezifischer Me-
thanertrag für die feste Fraktion beträgt etwa 226 l/kgoTR bei einem Methangehalt von ca.
50 %. Für die Rohprobe ergibt sich ein oTR-spezifischer Methanertrag von etwa 291 l/kgoTR
und einem Methangehalt von ca. 52 %. Mit den Ergebnissen für dieses Material werden die
Berechnungen in den folgenden Kapiteln durchgeführt.
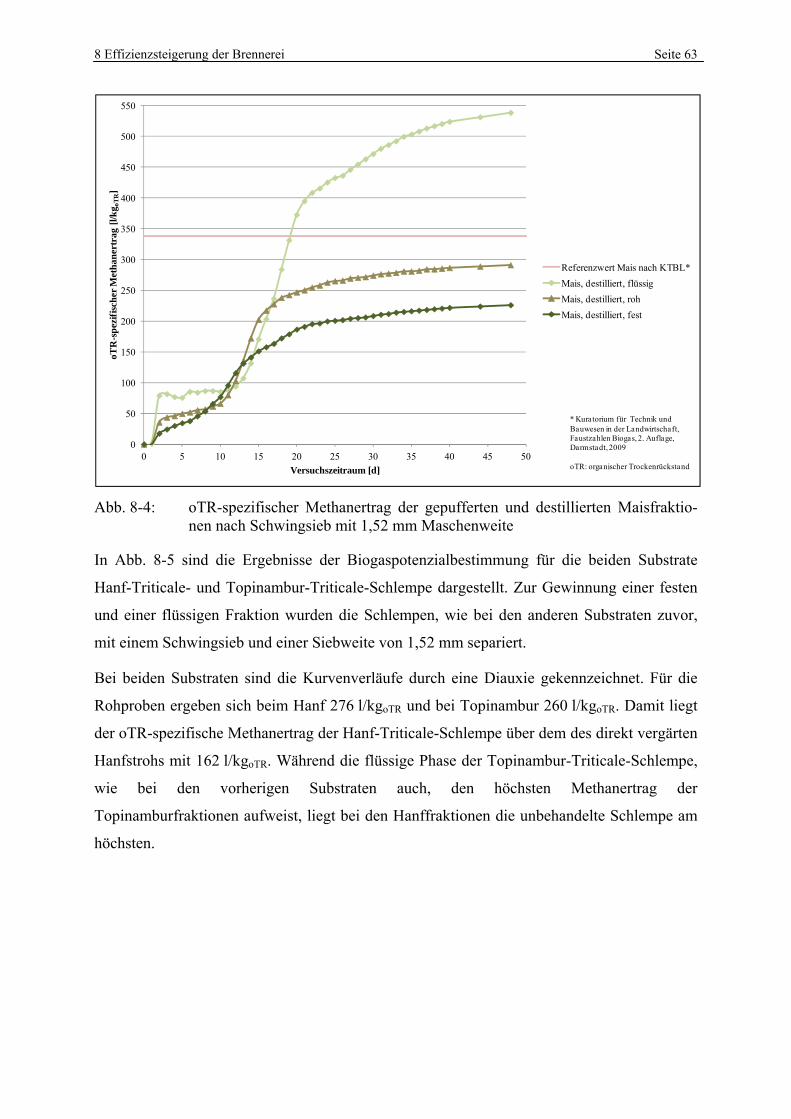
8 Effizienzsteigerung der Brennerei Seite 63
Abb. 8-4: oTR-spezifischer Methanertrag der gepufferten und destillierten Maisfraktio-nen nach Schwingsieb mit 1,52 mm Maschenweite
In Abb. 8-5 sind die Ergebnisse der Biogaspotenzialbestimmung für die beiden Substrate
Hanf-Triticale- und Topinambur-Triticale-Schlempe dargestellt. Zur Gewinnung einer festen
und einer flüssigen Fraktion wurden die Schlempen, wie bei den anderen Substraten zuvor,
mit einem Schwingsieb und einer Siebweite von 1,52 mm separiert.
Bei beiden Substraten sind die Kurvenverläufe durch eine Diauxie gekennzeichnet. Für die
Rohproben ergeben sich beim Hanf 276 l/kgoTR und bei Topinambur 260 l/kgoTR. Damit liegt
der oTR-spezifische Methanertrag der Hanf-Triticale-Schlempe über dem des direkt vergärten
Hanfstrohs mit 162 l/kgoTR. Während die flüssige Phase der Topinambur-Triticale-Schlempe,
wie bei den vorherigen Substraten auch, den höchsten Methanertrag der
Topinamburfraktionen aufweist, liegt bei den Hanffraktionen die unbehandelte Schlempe am
höchsten.
0
50
100
150
200
250
300
350
400
450
500
550
0 5 10 15 20 25 30 35 40 45 50
oTR
-sp
ezif
isch
er M
eth
aner
trag
[l/k
g oT
R]
Versuchszeitraum [d]
Referenzwert Mais nach KTBL*
Mais, destilliert, flüssig
Mais, destilliert, roh
Mais, destilliert, fest
* Kuratorium für Technik und Bauwesen in der Landwirtschaft, Faustzahlen Biogas, 2. Auflage, Darmstadt, 2009
oTR: organischer Trockenrückstand
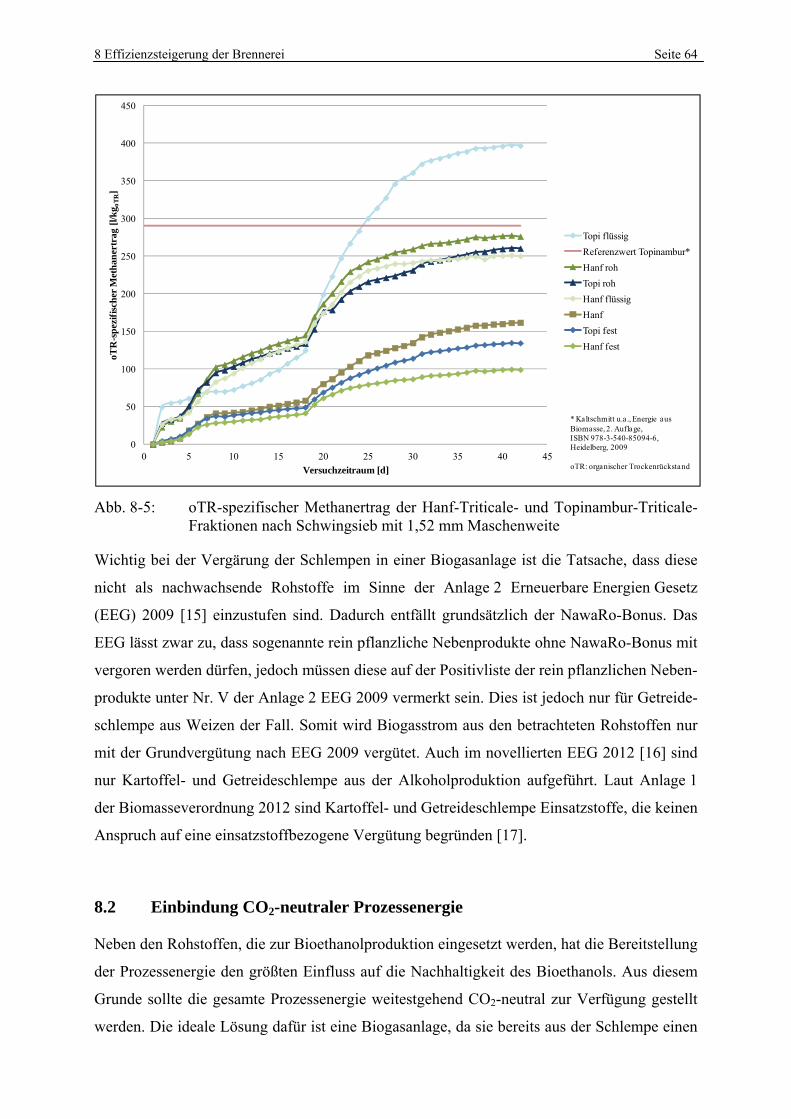
8 Effizienzsteigerung der Brennerei Seite 64
Abb. 8-5: oTR-spezifischer Methanertrag der Hanf-Triticale- und Topinambur-Triticale-Fraktionen nach Schwingsieb mit 1,52 mm Maschenweite
Wichtig bei der Vergärung der Schlempen in einer Biogasanlage ist die Tatsache, dass diese
nicht als nachwachsende Rohstoffe im Sinne der Anlage 2 Erneuerbare Energien Gesetz
(EEG) 2009 [15] einzustufen sind. Dadurch entfällt grundsätzlich der NawaRo-Bonus. Das
EEG lässt zwar zu, dass sogenannte rein pflanzliche Nebenprodukte ohne NawaRo-Bonus mit
vergoren werden dürfen, jedoch müssen diese auf der Positivliste der rein pflanzlichen Neben-
produkte unter Nr. V der Anlage 2 EEG 2009 vermerkt sein. Dies ist jedoch nur für Getreide-
schlempe aus Weizen der Fall. Somit wird Biogasstrom aus den betrachteten Rohstoffen nur
mit der Grundvergütung nach EEG 2009 vergütet. Auch im novellierten EEG 2012 [16] sind
nur Kartoffel- und Getreideschlempe aus der Alkoholproduktion aufgeführt. Laut Anlage 1
der Biomasseverordnung 2012 sind Kartoffel- und Getreideschlempe Einsatzstoffe, die keinen
Anspruch auf eine einsatzstoffbezogene Vergütung begründen [17].
8.2 Einbindung CO2-neutraler Prozessenergie
Neben den Rohstoffen, die zur Bioethanolproduktion eingesetzt werden, hat die Bereitstellung
der Prozessenergie den größten Einfluss auf die Nachhaltigkeit des Bioethanols. Aus diesem
Grunde sollte die gesamte Prozessenergie weitestgehend CO2-neutral zur Verfügung gestellt
werden. Die ideale Lösung dafür ist eine Biogasanlage, da sie bereits aus der Schlempe einen
0
50
100
150
200
250
300
350
400
450
0 5 10 15 20 25 30 35 40 45
oTR
-sp
ezif
isch
er M
eth
aner
trag
[l/k
g oT
R]
Versuchzeitraum [d]
Topi flüssig
Referenzwert Topinambur*
Hanf roh
Topi roh
Hanf flüssig
Hanf
Topi fest
Hanf fest
* Kaltschmitt u.a ., Energie aus Biomasse, 2. Auflage, ISBN 978-3-540-85094-6, Heidelberg, 2009
oTR: organischer Trockenrückstand
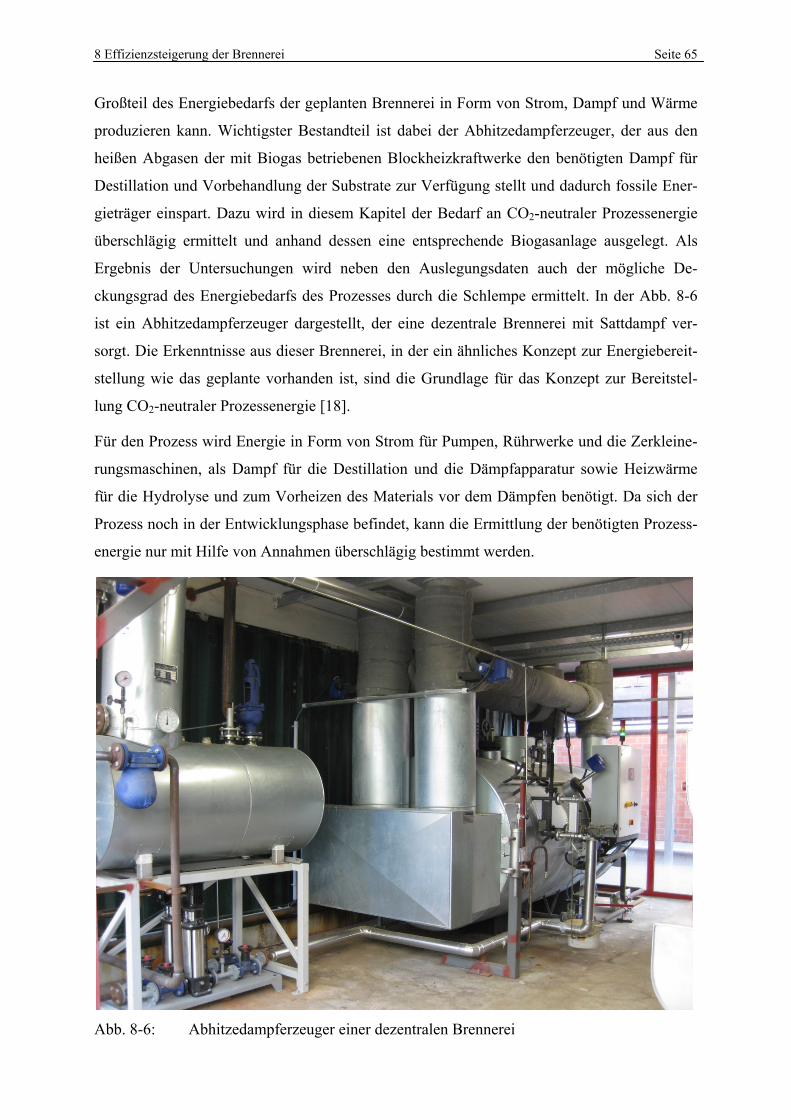
8 Effizienzsteigerung der Brennerei Seite 65
Großteil des Energiebedarfs der geplanten Brennerei in Form von Strom, Dampf und Wärme
produzieren kann. Wichtigster Bestandteil ist dabei der Abhitzedampferzeuger, der aus den
heißen Abgasen der mit Biogas betriebenen Blockheizkraftwerke den benötigten Dampf für
Destillation und Vorbehandlung der Substrate zur Verfügung stellt und dadurch fossile Ener-
gieträger einspart. Dazu wird in diesem Kapitel der Bedarf an CO2-neutraler Prozessenergie
überschlägig ermittelt und anhand dessen eine entsprechende Biogasanlage ausgelegt. Als
Ergebnis der Untersuchungen wird neben den Auslegungsdaten auch der mögliche De-
ckungsgrad des Energiebedarfs des Prozesses durch die Schlempe ermittelt. In der Abb. 8-6
ist ein Abhitzedampferzeuger dargestellt, der eine dezentrale Brennerei mit Sattdampf ver-
sorgt. Die Erkenntnisse aus dieser Brennerei, in der ein ähnliches Konzept zur Energiebereit-
stellung wie das geplante vorhanden ist, sind die Grundlage für das Konzept zur Bereitstel-
lung CO2-neutraler Prozessenergie [18].
Für den Prozess wird Energie in Form von Strom für Pumpen, Rührwerke und die Zerkleine-
rungsmaschinen, als Dampf für die Destillation und die Dämpfapparatur sowie Heizwärme
für die Hydrolyse und zum Vorheizen des Materials vor dem Dämpfen benötigt. Da sich der
Prozess noch in der Entwicklungsphase befindet, kann die Ermittlung der benötigten Prozess-
energie nur mit Hilfe von Annahmen überschlägig bestimmt werden.
Abb. 8-6: Abhitzedampferzeuger einer dezentralen Brennerei
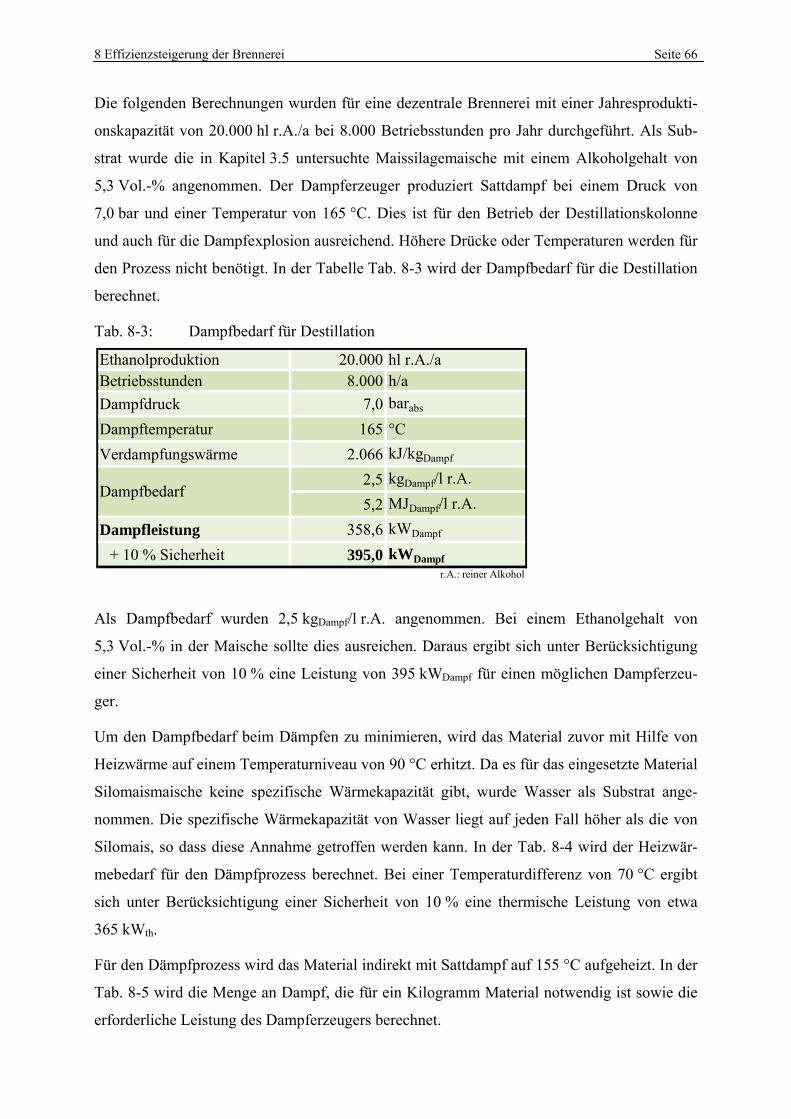
8 Effizienzsteigerung der Brennerei Seite 66
Die folgenden Berechnungen wurden für eine dezentrale Brennerei mit einer Jahresprodukti-
onskapazität von 20.000 hl r.A./a bei 8.000 Betriebsstunden pro Jahr durchgeführt. Als Sub-
strat wurde die in Kapitel 3.5 untersuchte Maissilagemaische mit einem Alkoholgehalt von
5,3 Vol.-% angenommen. Der Dampferzeuger produziert Sattdampf bei einem Druck von
7,0 bar und einer Temperatur von 165 °C. Dies ist für den Betrieb der Destillationskolonne
und auch für die Dampfexplosion ausreichend. Höhere Drücke oder Temperaturen werden für
den Prozess nicht benötigt. In der Tabelle Tab. 8-3 wird der Dampfbedarf für die Destillation
berechnet.
Tab. 8-3: Dampfbedarf für Destillation
Als Dampfbedarf wurden 2,5 kgDampf/l r.A. angenommen. Bei einem Ethanolgehalt von
5,3 Vol.-% in der Maische sollte dies ausreichen. Daraus ergibt sich unter Berücksichtigung
einer Sicherheit von 10 % eine Leistung von 395 kWDampf für einen möglichen Dampferzeu-
ger.
Um den Dampfbedarf beim Dämpfen zu minimieren, wird das Material zuvor mit Hilfe von
Heizwärme auf einem Temperaturniveau von 90 °C erhitzt. Da es für das eingesetzte Material
Silomaismaische keine spezifische Wärmekapazität gibt, wurde Wasser als Substrat ange-
nommen. Die spezifische Wärmekapazität von Wasser liegt auf jeden Fall höher als die von
Silomais, so dass diese Annahme getroffen werden kann. In der Tab. 8-4 wird der Heizwär-
mebedarf für den Dämpfprozess berechnet. Bei einer Temperaturdifferenz von 70 °C ergibt
sich unter Berücksichtigung einer Sicherheit von 10 % eine thermische Leistung von etwa
365 kWth.
Für den Dämpfprozess wird das Material indirekt mit Sattdampf auf 155 °C aufgeheizt. In der
Tab. 8-5 wird die Menge an Dampf, die für ein Kilogramm Material notwendig ist sowie die
erforderliche Leistung des Dampferzeugers berechnet.
Ethanolproduktion 20.000 hl r.A./aBetriebsstunden 8.000 h/a
Dampfdruck 7,0 barabs
Dampftemperatur 165 °C
Verdampfungswärme 2.066 kJ/kgDampf
2,5 kgDampf/l r.A.
5,2 MJDampf/l r.A.
Dampfleistung 358,6 kWDampf
+ 10 % Sicherheit 395,0 kWDampf
Dampfbedarf
r.A.: reiner Alkohol
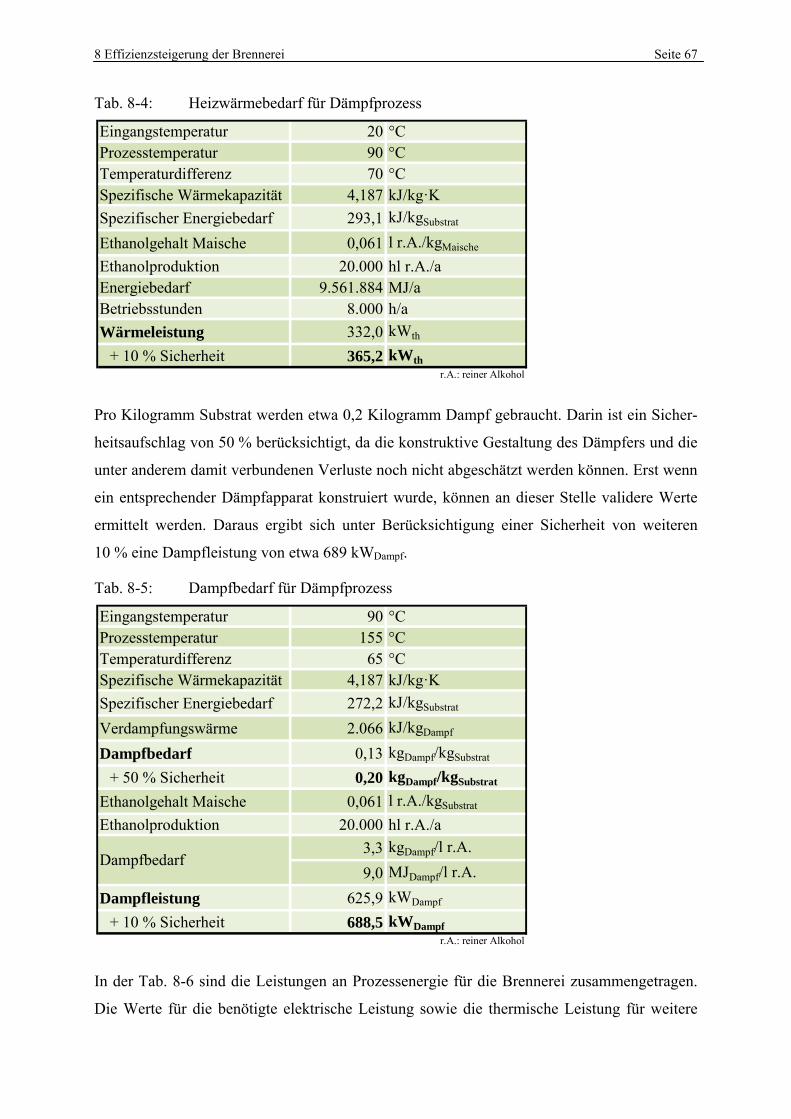
8 Effizienzsteigerung der Brennerei Seite 67
Tab. 8-4: Heizwärmebedarf für Dämpfprozess
Pro Kilogramm Substrat werden etwa 0,2 Kilogramm Dampf gebraucht. Darin ist ein Sicher-
heitsaufschlag von 50 % berücksichtigt, da die konstruktive Gestaltung des Dämpfers und die
unter anderem damit verbundenen Verluste noch nicht abgeschätzt werden können. Erst wenn
ein entsprechender Dämpfapparat konstruiert wurde, können an dieser Stelle validere Werte
ermittelt werden. Daraus ergibt sich unter Berücksichtigung einer Sicherheit von weiteren
10 % eine Dampfleistung von etwa 689 kWDampf.
Tab. 8-5: Dampfbedarf für Dämpfprozess
In der Tab. 8-6 sind die Leistungen an Prozessenergie für die Brennerei zusammengetragen.
Die Werte für die benötigte elektrische Leistung sowie die thermische Leistung für weitere
Eingangstemperatur 20 °CProzesstemperatur 90 °CTemperaturdifferenz 70 °CSpezifische Wärmekapazität 4,187 kJ/kg·K
Spezifischer Energiebedarf 293,1 kJ/kgSubstrat
Ethanolgehalt Maische 0,061 l r.A./kgMaische
Ethanolproduktion 20.000 hl r.A./aEnergiebedarf 9.561.884 MJ/aBetriebsstunden 8.000 h/a
Wärmeleistung 332,0 kWth
+ 10 % Sicherheit 365,2 kWthr.A.: reiner Alkohol
Eingangstemperatur 90 °CProzesstemperatur 155 °CTemperaturdifferenz 65 °CSpezifische Wärmekapazität 4,187 kJ/kg·K
Spezifischer Energiebedarf 272,2 kJ/kgSubstrat
Verdampfungswärme 2.066 kJ/kgDampf
Dampfbedarf 0,13 kgDampf/kgSubstrat
+ 50 % Sicherheit 0,20 kgDampf/kgSubstrat
Ethanolgehalt Maische 0,061 l r.A./kgSubstrat
Ethanolproduktion 20.000 hl r.A./a
3,3 kgDampf/l r.A.
9,0 MJDampf/l r.A.
Dampfleistung 625,9 kWDampf
+ 10 % Sicherheit 688,5 kWDampf
Dampfbedarf
r.A.: reiner Alkohol
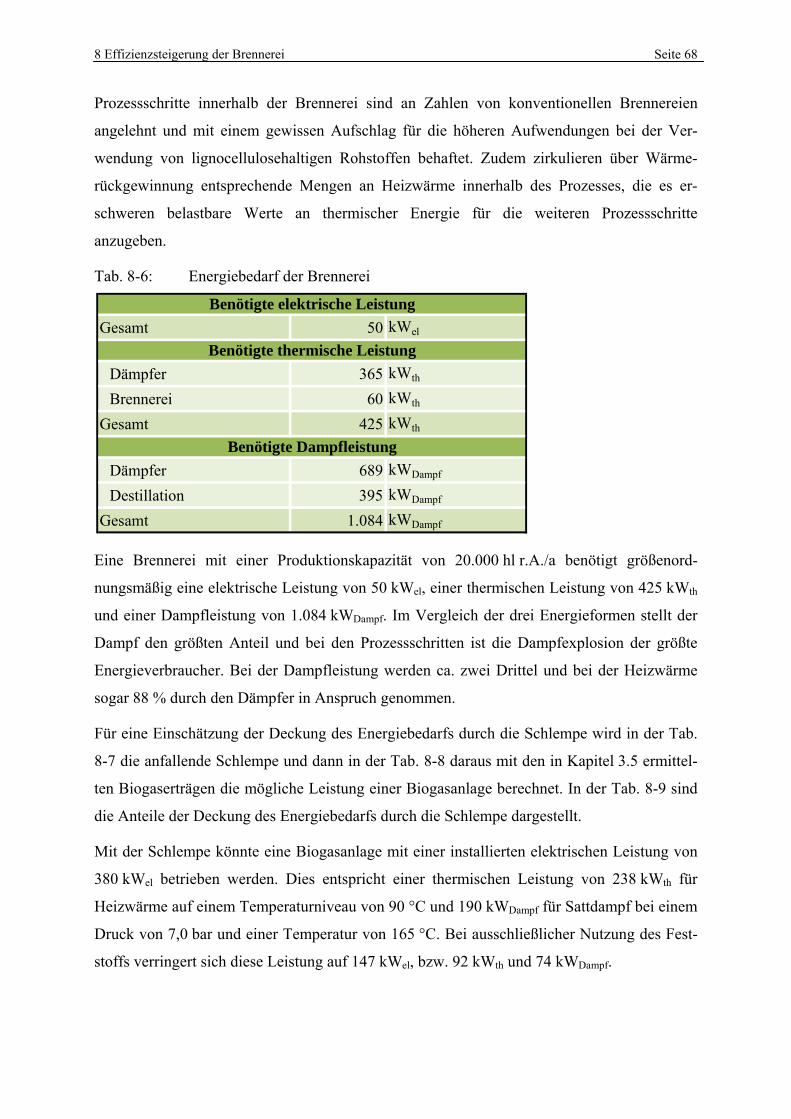
8 Effizienzsteigerung der Brennerei Seite 68
Prozessschritte innerhalb der Brennerei sind an Zahlen von konventionellen Brennereien
angelehnt und mit einem gewissen Aufschlag für die höheren Aufwendungen bei der Ver-
wendung von lignocellulosehaltigen Rohstoffen behaftet. Zudem zirkulieren über Wärme-
rückgewinnung entsprechende Mengen an Heizwärme innerhalb des Prozesses, die es er-
schweren belastbare Werte an thermischer Energie für die weiteren Prozessschritte
anzugeben.
Tab. 8-6: Energiebedarf der Brennerei
Eine Brennerei mit einer Produktionskapazität von 20.000 hl r.A./a benötigt größenord-
nungsmäßig eine elektrische Leistung von 50 kWel, einer thermischen Leistung von 425 kWth
und einer Dampfleistung von 1.084 kWDampf. Im Vergleich der drei Energieformen stellt der
Dampf den größten Anteil und bei den Prozessschritten ist die Dampfexplosion der größte
Energieverbraucher. Bei der Dampfleistung werden ca. zwei Drittel und bei der Heizwärme
sogar 88 % durch den Dämpfer in Anspruch genommen.
Für eine Einschätzung der Deckung des Energiebedarfs durch die Schlempe wird in der Tab.
8-7 die anfallende Schlempe und dann in der Tab. 8-8 daraus mit den in Kapitel 3.5 ermittel-
ten Biogaserträgen die mögliche Leistung einer Biogasanlage berechnet. In der Tab. 8-9 sind
die Anteile der Deckung des Energiebedarfs durch die Schlempe dargestellt.
Mit der Schlempe könnte eine Biogasanlage mit einer installierten elektrischen Leistung von
380 kWel betrieben werden. Dies entspricht einer thermischen Leistung von 238 kWth für
Heizwärme auf einem Temperaturniveau von 90 °C und 190 kWDampf für Sattdampf bei einem
Druck von 7,0 bar und einer Temperatur von 165 °C. Bei ausschließlicher Nutzung des Fest-
stoffs verringert sich diese Leistung auf 147 kWel, bzw. 92 kWth und 74 kWDampf.
Gesamt 50 kWel
Dämpfer 365 kWth
Brennerei 60 kWth
Gesamt 425 kWth
Dämpfer 689 kWDampf
Destillation 395 kWDampf
Gesamt 1.084 kWDampf
Benötigte thermische Leistung
Benötigte Dampfleistung
Benötigte elektrische Leistung
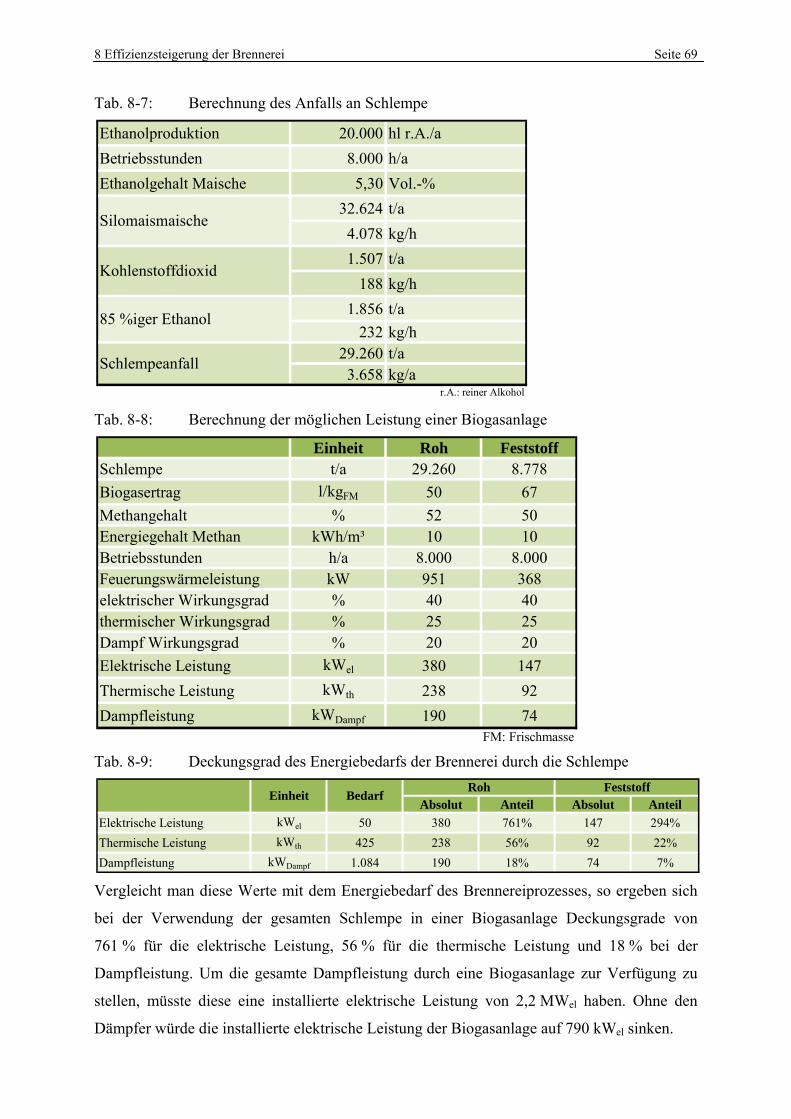
8 Effizienzsteigerung der Brennerei Seite 69
Tab. 8-7: Berechnung des Anfalls an Schlempe
Tab. 8-8: Berechnung der möglichen Leistung einer Biogasanlage
Tab. 8-9: Deckungsgrad des Energiebedarfs der Brennerei durch die Schlempe
Vergleicht man diese Werte mit dem Energiebedarf des Brennereiprozesses, so ergeben sich
bei der Verwendung der gesamten Schlempe in einer Biogasanlage Deckungsgrade von
761 % für die elektrische Leistung, 56 % für die thermische Leistung und 18 % bei der
Dampfleistung. Um die gesamte Dampfleistung durch eine Biogasanlage zur Verfügung zu
stellen, müsste diese eine installierte elektrische Leistung von 2,2 MWel haben. Ohne den
Dämpfer würde die installierte elektrische Leistung der Biogasanlage auf 790 kWel sinken.
Ethanolproduktion 20.000 hl r.A./a
Betriebsstunden 8.000 h/a
Ethanolgehalt Maische 5,30 Vol.-%
32.624 t/a
4.078 kg/h
1.507 t/a
188 kg/h
1.856 t/a
232 kg/h29.260 t/a3.658 kg/a
Silomaismaische
85 %iger Ethanol
Schlempeanfall
r.A.: reiner Alkohol
Kohlenstoffdioxid
Einheit Roh FeststoffSchlempe t/a 29.260 8.778
Biogasertrag l/kgFM 50 67
Methangehalt % 52 50Energiegehalt Methan kWh/m³ 10 10Betriebsstunden h/a 8.000 8.000Feuerungswärmeleistung kW 951 368elektrischer Wirkungsgrad % 40 40thermischer Wirkungsgrad % 25 25Dampf Wirkungsgrad % 20 20
Elektrische Leistung kWel 380 147
Thermische Leistung kWth 238 92
Dampfleistung kWDampf 190 74FM: Frischmasse
Absolut Anteil Absolut Anteil
Elektrische Leistung kWel 50 380 761% 147 294%
Thermische Leistung kWth 425 238 56% 92 22%
Dampfleistung kWDampf 1.084 190 18% 74 7%
Roh FeststoffEinheit Bedarf
9 Planung der Pilotanlage Seite 70
9 PLANUNG DER PILOTANLAGE
9.1 Eruierung und Umsatzplanung der relevanten Sicherheitsbestimmungen
Einzuhaltende Sicherheitsbestimmungen betreffen im Wesentlichen den Einsatz der gentech-
nisch veränderten Organismen in den Fermentationsbehältern und die Sicherstellung, diese
nicht in die Umwelt einzubringen.
9.2 Kontaktierung der Genehmigungsbehörden, Einleiten des Genehmi-
gungsverfahren
Da der Antrag für Phase 2 des in diesem Bericht beschriebenen Forschungs- und Entwick-
lungsprojektes RE2ALKO, die Pilotanlage, abgelehnt wurde, konnte auf weiteres Vorgehen
bezüglich Kontaktierung der Genehmigungsbehörden sowie Einleiten des Genehmigungsver-
fahrens verzichtet werden.
9.3 Planung des Ausbaus der Brennerei
Der Betrieb einer anvisierten Pilotanlage unterliegt dem deutschen Gesetz zur Regelung der
Gentechnik (GenTG), da die zum Einsatz kommenden Hefen gentechnisch verändert sind. Es
entspricht der Sicherheitsstufe S1, der gentechnische Arbeiten zuzuordnen sind, bei denen
nach dem Stand der Wissenschaft nicht von einem Risiko für die menschliche Gesundheit und
die Umwelt auszugehen ist.
Die Errichtung und der Betrieb gentechnischer Anlagen, in denen gentechnische Arbeiten der
Sicherheitsstufe S1 durchgeführt werden sollen, und die vorgesehenen erstmaligen gentechni-
schen Arbeiten sind von dem Betreiber der zuständigen Behörde vor dem beabsichtigten
Beginn der Errichtung oder, falls die Anlage bereits errichtet ist, vor dem beabsichtigten
Beginn des Betriebs anzuzeigen.
An der Universität Hohenheim wurde ein Fermenterraum nach Vorlage der S1-
Sicherheitsbestimmungen ausgerüstet und zugelassen. Alle nötigen Vorkehrungen sind daher
bekannt und können direkt übernommen werden, variieren allerdings in den Bundesländern
geringfügig. Ab 20.000 hl Jahresproduktion wird die Anlagenplanung effizient darstellbar.
Alle weiteren Daten sind aus Kapitel 12 entnehmbar.
9 Planung der Pilotanlage Seite 71
Alle weiteren Einzelheiten zum Genehmigungsverfahren sind im Gesetz zur Regelung der
Gentechnik (GenTG) sowie in der Verordnung über die Sicherheitsstufen und Sicherheits-
maßnahmen bei gentechnischen Arbeiten in gentechnischen Anlagen (GenTSV) zu finden:
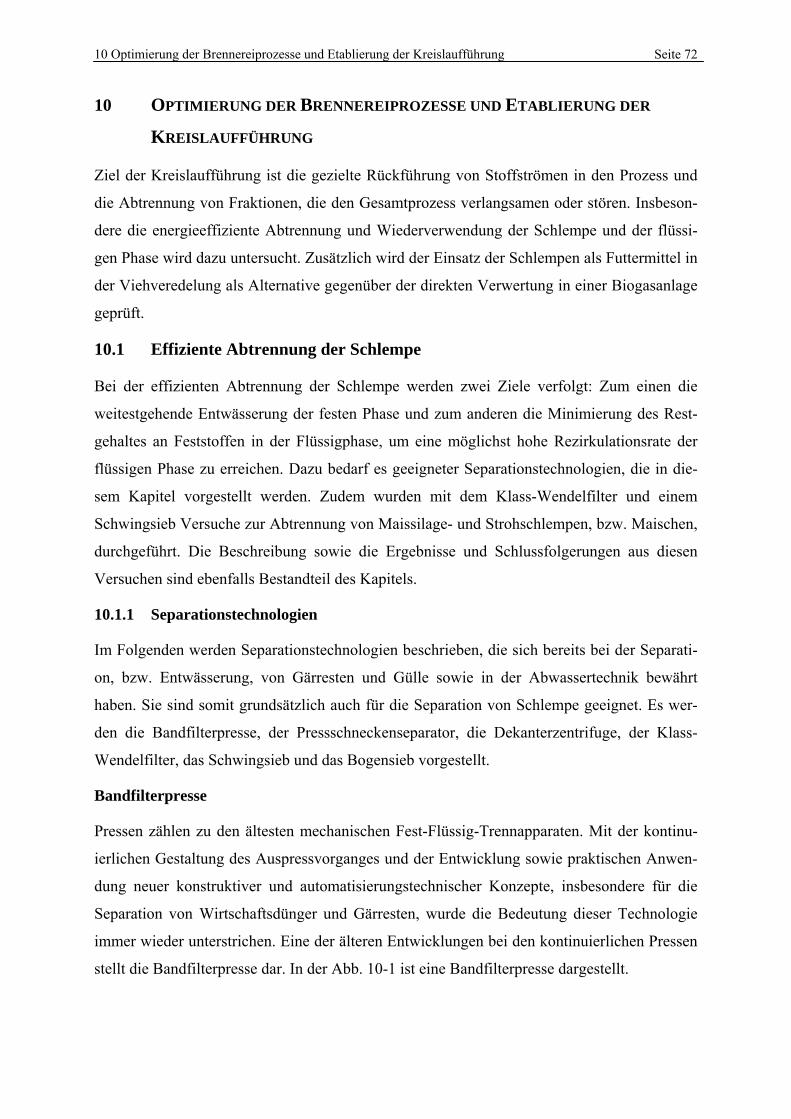
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 72
10 OPTIMIERUNG DER BRENNEREIPROZESSE UND ETABLIERUNG DER
KREISLAUFFÜHRUNG
Ziel der Kreislaufführung ist die gezielte Rückführung von Stoffströmen in den Prozess und
die Abtrennung von Fraktionen, die den Gesamtprozess verlangsamen oder stören. Insbeson-
dere die energieeffiziente Abtrennung und Wiederverwendung der Schlempe und der flüssi-
gen Phase wird dazu untersucht. Zusätzlich wird der Einsatz der Schlempen als Futtermittel in
der Viehveredelung als Alternative gegenüber der direkten Verwertung in einer Biogasanlage
geprüft.
10.1 Effiziente Abtrennung der Schlempe
Bei der effizienten Abtrennung der Schlempe werden zwei Ziele verfolgt: Zum einen die
weitestgehende Entwässerung der festen Phase und zum anderen die Minimierung des Rest-
gehaltes an Feststoffen in der Flüssigphase, um eine möglichst hohe Rezirkulationsrate der
flüssigen Phase zu erreichen. Dazu bedarf es geeigneter Separationstechnologien, die in die-
sem Kapitel vorgestellt werden. Zudem wurden mit dem Klass-Wendelfilter und einem
Schwingsieb Versuche zur Abtrennung von Maissilage- und Strohschlempen, bzw. Maischen,
durchgeführt. Die Beschreibung sowie die Ergebnisse und Schlussfolgerungen aus diesen
Versuchen sind ebenfalls Bestandteil des Kapitels.
10.1.1 Separationstechnologien
Im Folgenden werden Separationstechnologien beschrieben, die sich bereits bei der Separati-
on, bzw. Entwässerung, von Gärresten und Gülle sowie in der Abwassertechnik bewährt
haben. Sie sind somit grundsätzlich auch für die Separation von Schlempe geeignet. Es wer-
den die Bandfilterpresse, der Pressschneckenseparator, die Dekanterzentrifuge, der Klass-
Wendelfilter, das Schwingsieb und das Bogensieb vorgestellt.
Bandfilterpresse
Pressen zählen zu den ältesten mechanischen Fest-Flüssig-Trennapparaten. Mit der kontinu-
ierlichen Gestaltung des Auspressvorganges und der Entwicklung sowie praktischen Anwen-
dung neuer konstruktiver und automatisierungstechnischer Konzepte, insbesondere für die
Separation von Wirtschaftsdünger und Gärresten, wurde die Bedeutung dieser Technologie
immer wieder unterstrichen. Eine der älteren Entwicklungen bei den kontinuierlichen Pressen
stellt die Bandfilterpresse dar. In der Abb. 10-1 ist eine Bandfilterpresse dargestellt.
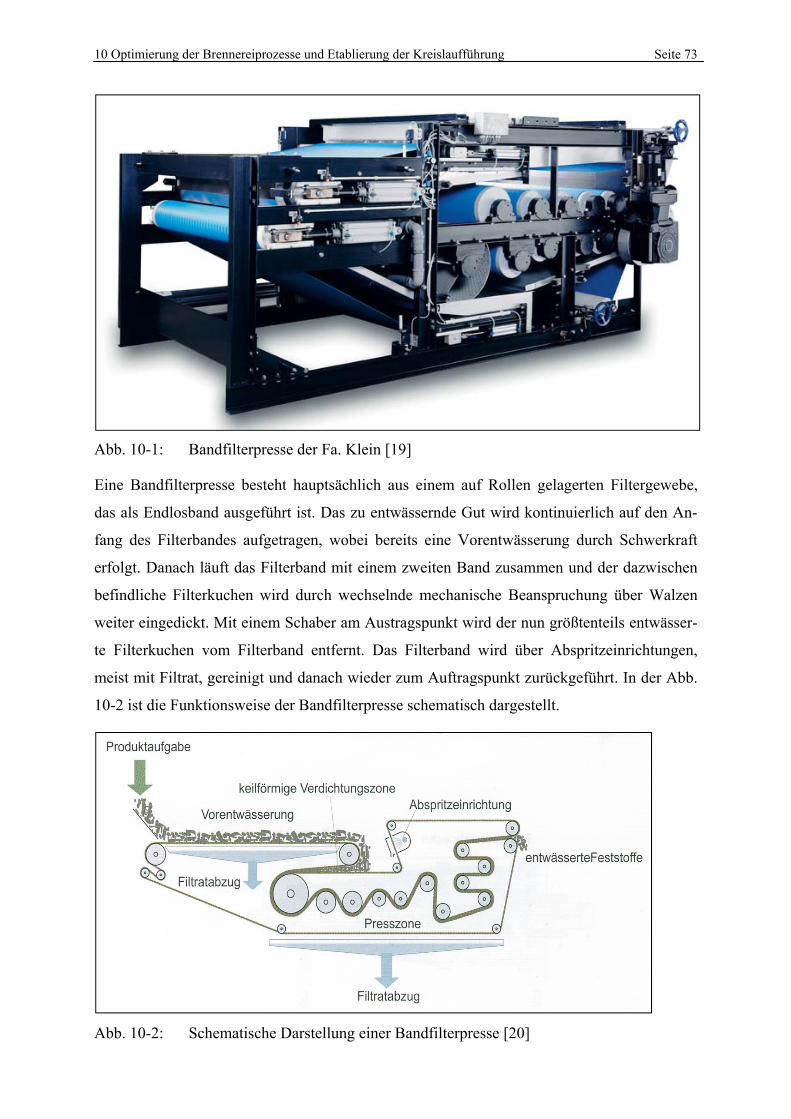
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 73
Abb. 10-1: Bandfilterpresse der Fa. Klein [19]
Eine Bandfilterpresse besteht hauptsächlich aus einem auf Rollen gelagerten Filtergewebe,
das als Endlosband ausgeführt ist. Das zu entwässernde Gut wird kontinuierlich auf den An-
fang des Filterbandes aufgetragen, wobei bereits eine Vorentwässerung durch Schwerkraft
erfolgt. Danach läuft das Filterband mit einem zweiten Band zusammen und der dazwischen
befindliche Filterkuchen wird durch wechselnde mechanische Beanspruchung über Walzen
weiter eingedickt. Mit einem Schaber am Austragspunkt wird der nun größtenteils entwässer-
te Filterkuchen vom Filterband entfernt. Das Filterband wird über Abspritzeinrichtungen,
meist mit Filtrat, gereinigt und danach wieder zum Auftragspunkt zurückgeführt. In der Abb.
10-2 ist die Funktionsweise der Bandfilterpresse schematisch dargestellt.
Abb. 10-2: Schematische Darstellung einer Bandfilterpresse [20]

10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 74
Als Verfahrensvariante kann zusätzlich ein Vakuum an das Filterband angelegt werden.
Durch den Unterdruck an der Unterseite des Filterbandes wird die Filtrationswirkung ver-
stärkt. Weitere Einflussfaktoren, die den Abscheidegrad beeinflussen, sind die Charakteristik
des zu entwässernden Gutes sowie die Größe der Siebmaschen im Filterband.
Vorteile des Verfahrens liegen im erhöhten Entfernungsgrad der Feststoffe gegenüber den
Pressschneckenseparatoren und dem geringeren Energieverbrauch von etwa 1,5 -
2,0 kWhel/m³ im Vergleich zur Dekanterzentrifuge [20].
Pressschneckenseparator (Schneckenpresse)
Eine zweite Entwicklungslinie der Pressen stellen die Pressschneckenseparatoren, auch
Schneckenpressen genannt, dar. Ein Pressschneckenseparator besteht aus einer langsam in
einer zylindrischen Siebtrommel rotierenden Förderschnecke, die gegen einen äußeren Press-
druck fördert. In der Abb. 10-3 ist ein Pressschneckenseparator der Fa. FAN Separator abge-
bildet.
Abb. 10-3: Pressschneckenseparator der Fa. FAN Separator [21]
Im mittleren Bereich der Schneckenpresse befindet sich eine Siebtrommel mit einer definier-
ten Maschenweite. Während der Feststoff langsam mit einer Schnecke durch die Siebtrommel
weitergefördert wird, läuft die flüssige Phase durch die Sieböffnungen ab. Je nach Bauweise
erfolgt eine kontinuierliche Verdichtung der zurückgehaltenen Feststoffe und somit eine
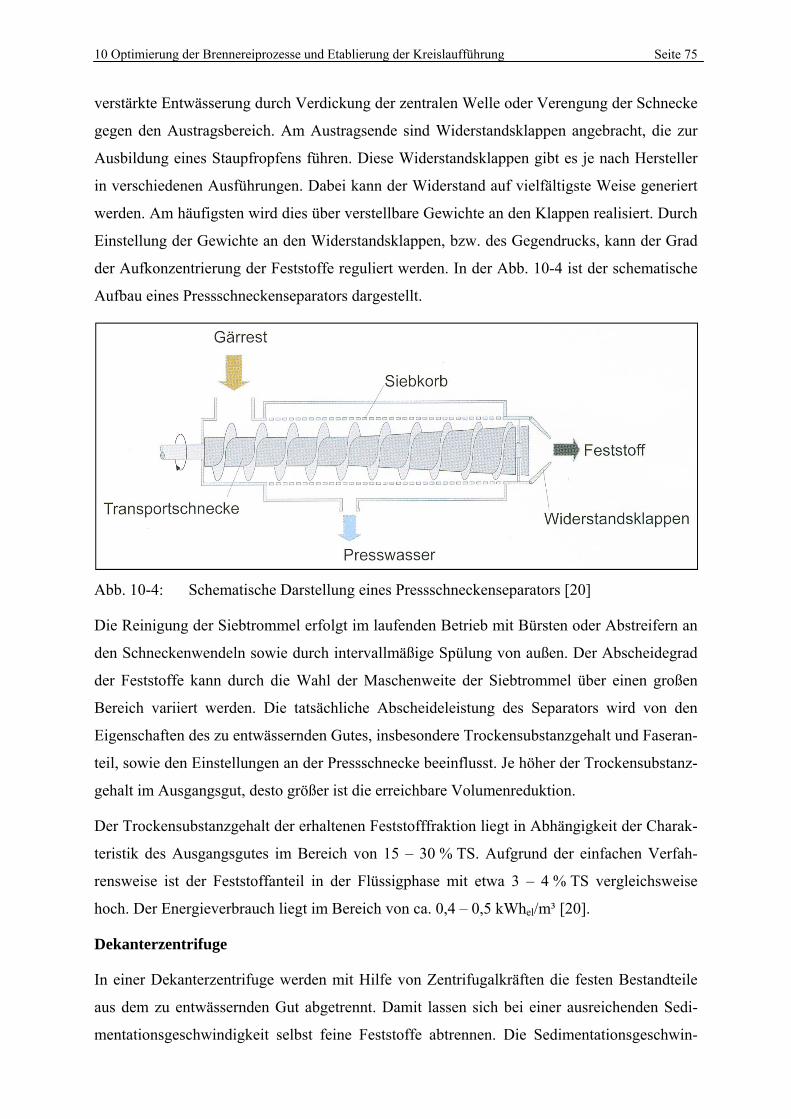
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 75
verstärkte Entwässerung durch Verdickung der zentralen Welle oder Verengung der Schnecke
gegen den Austragsbereich. Am Austragsende sind Widerstandsklappen angebracht, die zur
Ausbildung eines Staupfropfens führen. Diese Widerstandsklappen gibt es je nach Hersteller
in verschiedenen Ausführungen. Dabei kann der Widerstand auf vielfältigste Weise generiert
werden. Am häufigsten wird dies über verstellbare Gewichte an den Klappen realisiert. Durch
Einstellung der Gewichte an den Widerstandsklappen, bzw. des Gegendrucks, kann der Grad
der Aufkonzentrierung der Feststoffe reguliert werden. In der Abb. 10-4 ist der schematische
Aufbau eines Pressschneckenseparators dargestellt.
Abb. 10-4: Schematische Darstellung eines Pressschneckenseparators [20]
Die Reinigung der Siebtrommel erfolgt im laufenden Betrieb mit Bürsten oder Abstreifern an
den Schneckenwendeln sowie durch intervallmäßige Spülung von außen. Der Abscheidegrad
der Feststoffe kann durch die Wahl der Maschenweite der Siebtrommel über einen großen
Bereich variiert werden. Die tatsächliche Abscheideleistung des Separators wird von den
Eigenschaften des zu entwässernden Gutes, insbesondere Trockensubstanzgehalt und Faseran-
teil, sowie den Einstellungen an der Pressschnecke beeinflusst. Je höher der Trockensubstanz-
gehalt im Ausgangsgut, desto größer ist die erreichbare Volumenreduktion.
Der Trockensubstanzgehalt der erhaltenen Feststofffraktion liegt in Abhängigkeit der Charak-
teristik des Ausgangsgutes im Bereich von 15 – 30 % TS. Aufgrund der einfachen Verfah-
rensweise ist der Feststoffanteil in der Flüssigphase mit etwa 3 – 4 % TS vergleichsweise
hoch. Der Energieverbrauch liegt im Bereich von ca. 0,4 – 0,5 kWhel/m³ [20].
Dekanterzentrifuge
In einer Dekanterzentrifuge werden mit Hilfe von Zentrifugalkräften die festen Bestandteile
aus dem zu entwässernden Gut abgetrennt. Damit lassen sich bei einer ausreichenden Sedi-
mentationsgeschwindigkeit selbst feine Feststoffe abtrennen. Die Sedimentationsgeschwin-
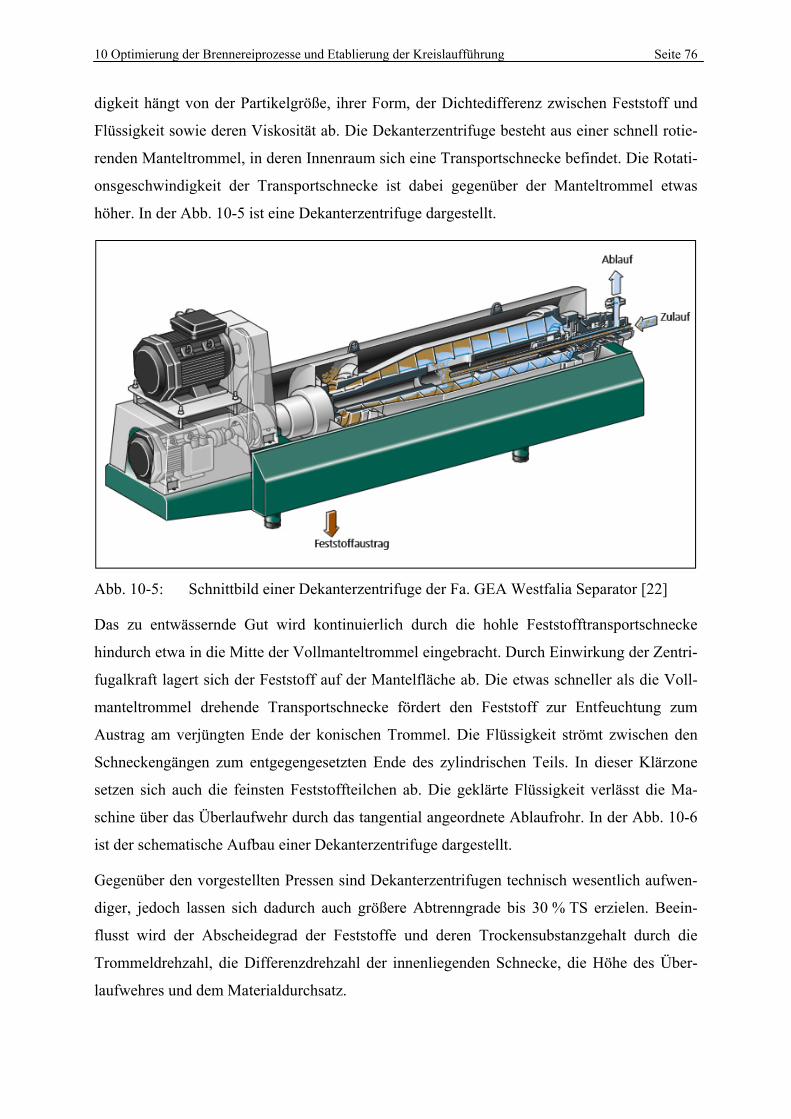
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 76
digkeit hängt von der Partikelgröße, ihrer Form, der Dichtedifferenz zwischen Feststoff und
Flüssigkeit sowie deren Viskosität ab. Die Dekanterzentrifuge besteht aus einer schnell rotie-
renden Manteltrommel, in deren Innenraum sich eine Transportschnecke befindet. Die Rotati-
onsgeschwindigkeit der Transportschnecke ist dabei gegenüber der Manteltrommel etwas
höher. In der Abb. 10-5 ist eine Dekanterzentrifuge dargestellt.
Abb. 10-5: Schnittbild einer Dekanterzentrifuge der Fa. GEA Westfalia Separator [22]
Das zu entwässernde Gut wird kontinuierlich durch die hohle Feststofftransportschnecke
hindurch etwa in die Mitte der Vollmanteltrommel eingebracht. Durch Einwirkung der Zentri-
fugalkraft lagert sich der Feststoff auf der Mantelfläche ab. Die etwas schneller als die Voll-
manteltrommel drehende Transportschnecke fördert den Feststoff zur Entfeuchtung zum
Austrag am verjüngten Ende der konischen Trommel. Die Flüssigkeit strömt zwischen den
Schneckengängen zum entgegengesetzten Ende des zylindrischen Teils. In dieser Klärzone
setzen sich auch die feinsten Feststoffteilchen ab. Die geklärte Flüssigkeit verlässt die Ma-
schine über das Überlaufwehr durch das tangential angeordnete Ablaufrohr. In der Abb. 10-6
ist der schematische Aufbau einer Dekanterzentrifuge dargestellt.
Gegenüber den vorgestellten Pressen sind Dekanterzentrifugen technisch wesentlich aufwen-
diger, jedoch lassen sich dadurch auch größere Abtrenngrade bis 30 % TS erzielen. Beein-
flusst wird der Abscheidegrad der Feststoffe und deren Trockensubstanzgehalt durch die
Trommeldrehzahl, die Differenzdrehzahl der innenliegenden Schnecke, die Höhe des Über-
laufwehres und dem Materialdurchsatz.
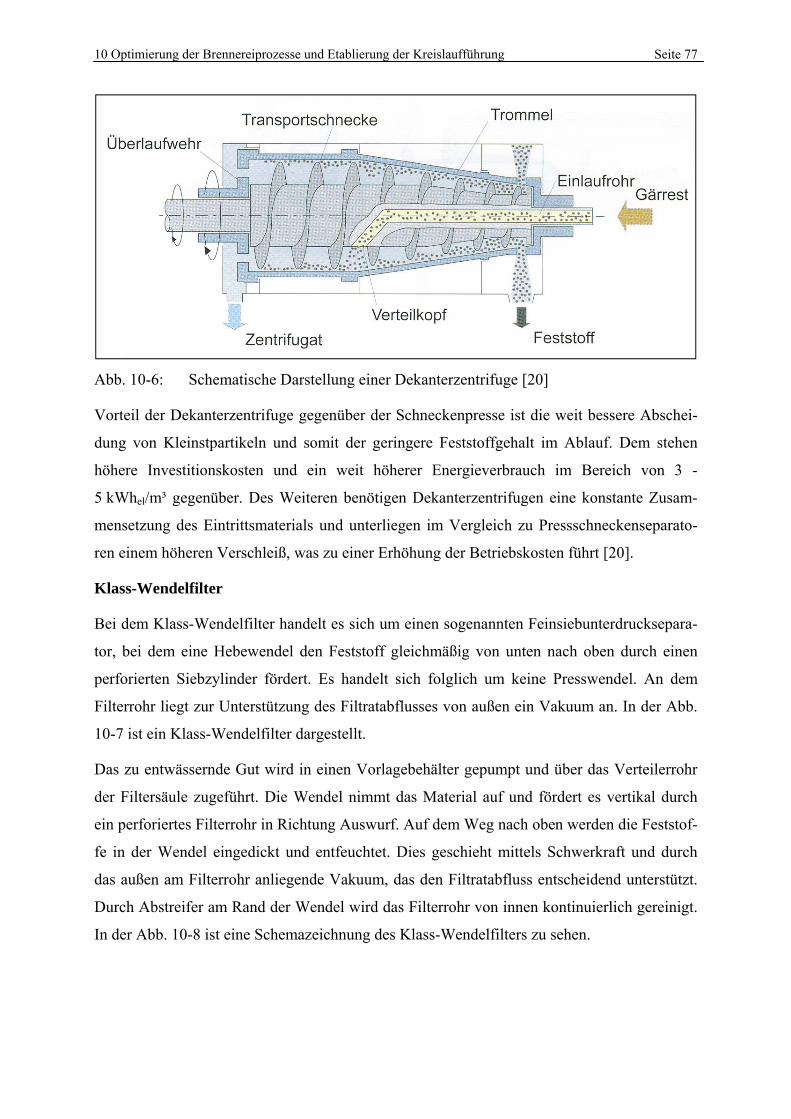
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 77
Abb. 10-6: Schematische Darstellung einer Dekanterzentrifuge [20]
Vorteil der Dekanterzentrifuge gegenüber der Schneckenpresse ist die weit bessere Abschei-
dung von Kleinstpartikeln und somit der geringere Feststoffgehalt im Ablauf. Dem stehen
höhere Investitionskosten und ein weit höherer Energieverbrauch im Bereich von 3 -
5 kWhel/m³ gegenüber. Des Weiteren benötigen Dekanterzentrifugen eine konstante Zusam-
mensetzung des Eintrittsmaterials und unterliegen im Vergleich zu Pressschneckenseparato-
ren einem höheren Verschleiß, was zu einer Erhöhung der Betriebskosten führt [20].
Klass-Wendelfilter
Bei dem Klass-Wendelfilter handelt es sich um einen sogenannten Feinsiebunterdrucksepara-
tor, bei dem eine Hebewendel den Feststoff gleichmäßig von unten nach oben durch einen
perforierten Siebzylinder fördert. Es handelt sich folglich um keine Presswendel. An dem
Filterrohr liegt zur Unterstützung des Filtratabflusses von außen ein Vakuum an. In der Abb.
10-7 ist ein Klass-Wendelfilter dargestellt.
Das zu entwässernde Gut wird in einen Vorlagebehälter gepumpt und über das Verteilerrohr
der Filtersäule zugeführt. Die Wendel nimmt das Material auf und fördert es vertikal durch
ein perforiertes Filterrohr in Richtung Auswurf. Auf dem Weg nach oben werden die Feststof-
fe in der Wendel eingedickt und entfeuchtet. Dies geschieht mittels Schwerkraft und durch
das außen am Filterrohr anliegende Vakuum, das den Filtratabfluss entscheidend unterstützt.
Durch Abstreifer am Rand der Wendel wird das Filterrohr von innen kontinuierlich gereinigt.
In der Abb. 10-8 ist eine Schemazeichnung des Klass-Wendelfilters zu sehen.

10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 78
Abb. 10-7: Klass-Wendelfilter der Fa. Klass
Abb. 10-8: Schemazeichnung des Klass-Wendelfilters [23]
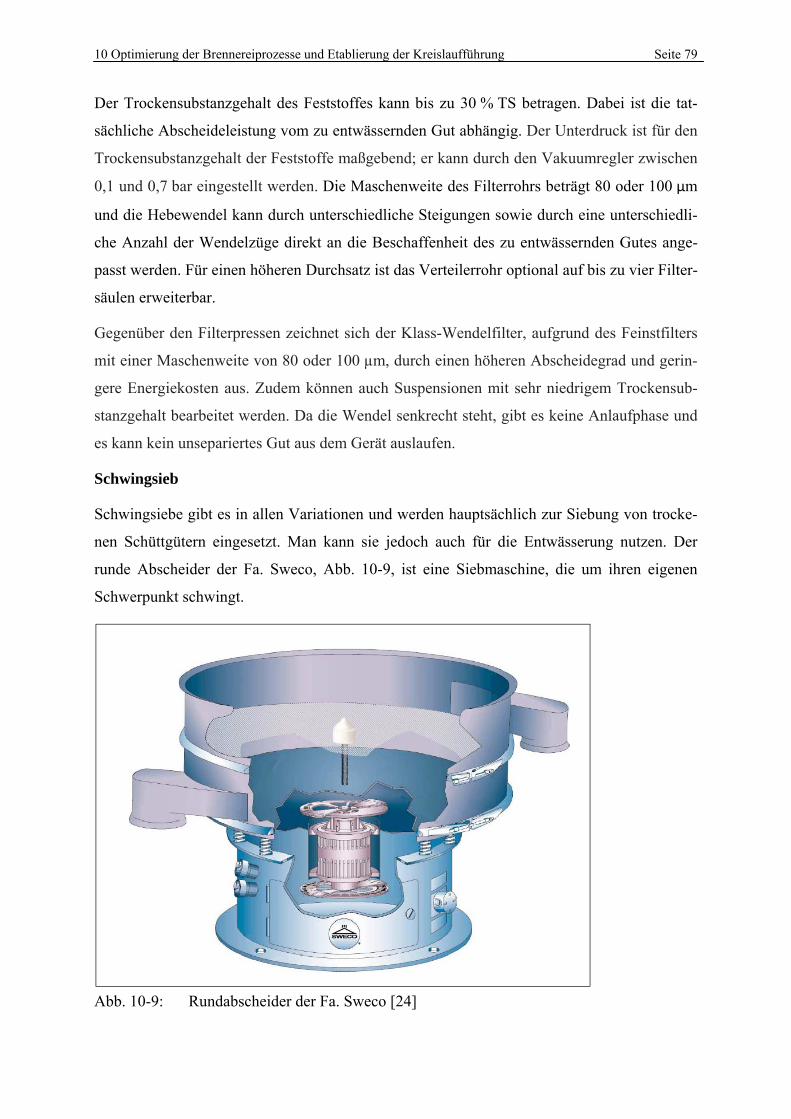
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 79
Der Trockensubstanzgehalt des Feststoffes kann bis zu 30 % TS betragen. Dabei ist die tat-
sächliche Abscheideleistung vom zu entwässernden Gut abhängig. Der Unterdruck ist für den
Trockensubstanzgehalt der Feststoffe maßgebend; er kann durch den Vakuumregler zwischen
0,1 und 0,7 bar eingestellt werden. Die Maschenweite des Filterrohrs beträgt 80 oder 100 μm
und die Hebewendel kann durch unterschiedliche Steigungen sowie durch eine unterschiedli-
che Anzahl der Wendelzüge direkt an die Beschaffenheit des zu entwässernden Gutes ange-
passt werden. Für einen höheren Durchsatz ist das Verteilerrohr optional auf bis zu vier Filter-
säulen erweiterbar.
Gegenüber den Filterpressen zeichnet sich der Klass-Wendelfilter, aufgrund des Feinstfilters
mit einer Maschenweite von 80 oder 100 µm, durch einen höheren Abscheidegrad und gerin-
gere Energiekosten aus. Zudem können auch Suspensionen mit sehr niedrigem Trockensub-
stanzgehalt bearbeitet werden. Da die Wendel senkrecht steht, gibt es keine Anlaufphase und
es kann kein unsepariertes Gut aus dem Gerät auslaufen.
Schwingsieb
Schwingsiebe gibt es in allen Variationen und werden hauptsächlich zur Siebung von trocke-
nen Schüttgütern eingesetzt. Man kann sie jedoch auch für die Entwässerung nutzen. Der
runde Abscheider der Fa. Sweco, Abb. 10-9, ist eine Siebmaschine, die um ihren eigenen
Schwerpunkt schwingt.
Abb. 10-9: Rundabscheider der Fa. Sweco [24]
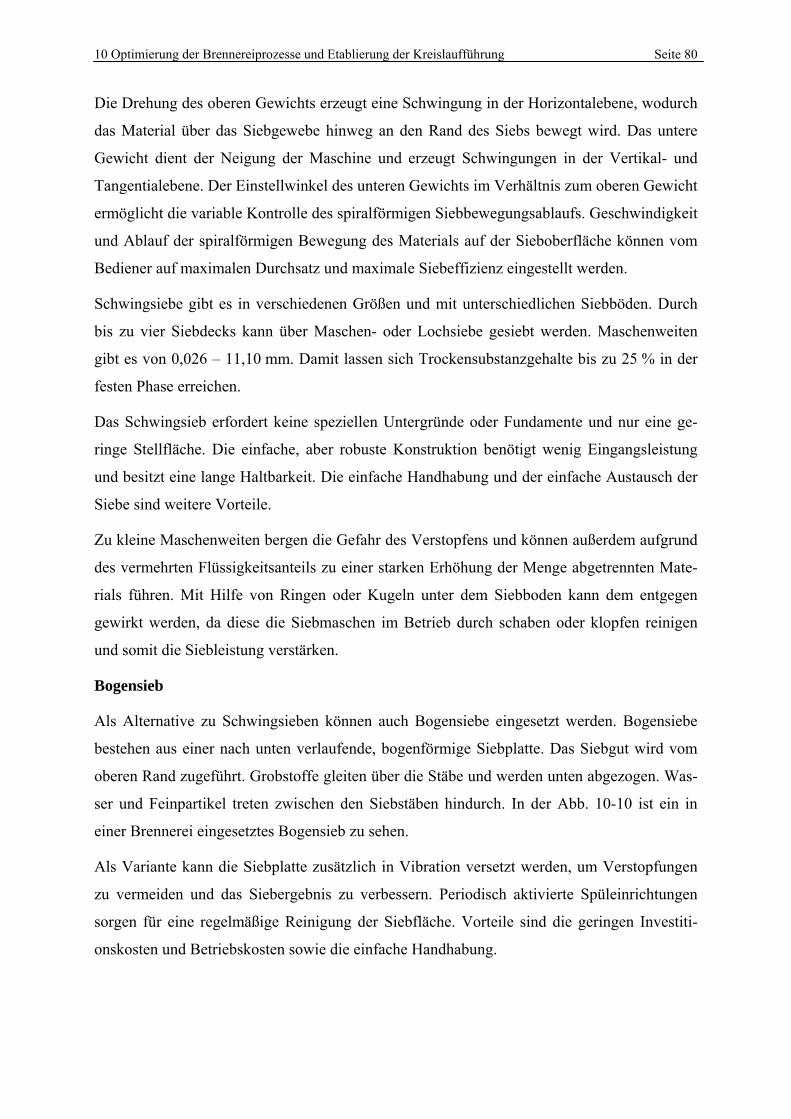
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 80
Die Drehung des oberen Gewichts erzeugt eine Schwingung in der Horizontalebene, wodurch
das Material über das Siebgewebe hinweg an den Rand des Siebs bewegt wird. Das untere
Gewicht dient der Neigung der Maschine und erzeugt Schwingungen in der Vertikal- und
Tangentialebene. Der Einstellwinkel des unteren Gewichts im Verhältnis zum oberen Gewicht
ermöglicht die variable Kontrolle des spiralförmigen Siebbewegungsablaufs. Geschwindigkeit
und Ablauf der spiralförmigen Bewegung des Materials auf der Sieboberfläche können vom
Bediener auf maximalen Durchsatz und maximale Siebeffizienz eingestellt werden.
Schwingsiebe gibt es in verschiedenen Größen und mit unterschiedlichen Siebböden. Durch
bis zu vier Siebdecks kann über Maschen- oder Lochsiebe gesiebt werden. Maschenweiten
gibt es von 0,026 – 11,10 mm. Damit lassen sich Trockensubstanzgehalte bis zu 25 % in der
festen Phase erreichen.
Das Schwingsieb erfordert keine speziellen Untergründe oder Fundamente und nur eine ge-
ringe Stellfläche. Die einfache, aber robuste Konstruktion benötigt wenig Eingangsleistung
und besitzt eine lange Haltbarkeit. Die einfache Handhabung und der einfache Austausch der
Siebe sind weitere Vorteile.
Zu kleine Maschenweiten bergen die Gefahr des Verstopfens und können außerdem aufgrund
des vermehrten Flüssigkeitsanteils zu einer starken Erhöhung der Menge abgetrennten Mate-
rials führen. Mit Hilfe von Ringen oder Kugeln unter dem Siebboden kann dem entgegen
gewirkt werden, da diese die Siebmaschen im Betrieb durch schaben oder klopfen reinigen
und somit die Siebleistung verstärken.
Bogensieb
Als Alternative zu Schwingsieben können auch Bogensiebe eingesetzt werden. Bogensiebe
bestehen aus einer nach unten verlaufende, bogenförmige Siebplatte. Das Siebgut wird vom
oberen Rand zugeführt. Grobstoffe gleiten über die Stäbe und werden unten abgezogen. Was-
ser und Feinpartikel treten zwischen den Siebstäben hindurch. In der Abb. 10-10 ist ein in
einer Brennerei eingesetztes Bogensieb zu sehen.
Als Variante kann die Siebplatte zusätzlich in Vibration versetzt werden, um Verstopfungen
zu vermeiden und das Siebergebnis zu verbessern. Periodisch aktivierte Spüleinrichtungen
sorgen für eine regelmäßige Reinigung der Siebfläche. Vorteile sind die geringen Investiti-
onskosten und Betriebskosten sowie die einfache Handhabung.
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 81
Abb. 10-10: Bogensieb der Forschungs- und Lehrbrennerei der Universität Hohenheim
10.1.2 Abtrennversuche
Aus den im Kapitel 3.4.1 beschriebenen Separationstechnologien standen der Klass-
Wendelfilter und ein Schwingsieb der Fa. Sweco zur Verfügung. Da es bisher keine Erfah-
rungen mit der Separation von Schlempen aus lignocellulosehaltigen Rohstoffen gibt, wurden
diese Separationstechnologien für erste Abtrennversuche mit Maissilage- und Strohmaische,
bzw. –schlempe, eingesetzt. Das Material für die Versuche wurde von der Universität Hohen-
heim gestellt. Zur Verfügung standen Maissilage und Stroh, jeweils nach den Verfahrens-
schritten Hydrolyse, Fermentation und Destillation. Um mögliche Veränderungen in den
einzelnen Substraten, bzw. nach der Separation, feststellen zu können, wurden bei allen flüs-
sigen Fraktionen die elektrische Leitfähigkeit, Temperatur und der pH-Wert gemessen. Zu-
dem wurden für alle Fraktionen die Trockenrückstandsgehalte (TR) und der organische Anteil
des Trockenrückstands (oTR) bestimmt.
Klass-Wendelfilter
Die Vorteile des Klass-Wendelfilters sind der vergleichsweise niedrige Stromverbrauch und
die Vielzahl an Einstellmöglichkeiten. Insbesondere bei der Separation von Gülle hat sich der
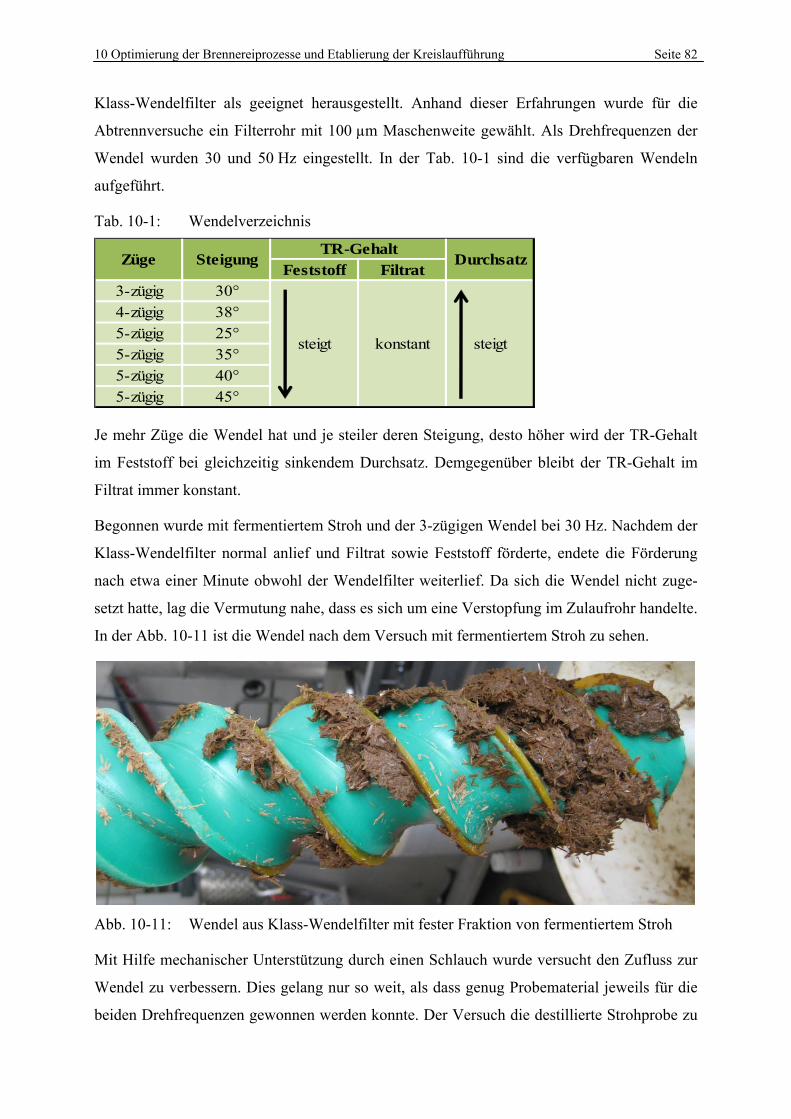
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 82
Klass-Wendelfilter als geeignet herausgestellt. Anhand dieser Erfahrungen wurde für die
Abtrennversuche ein Filterrohr mit 100 µm Maschenweite gewählt. Als Drehfrequenzen der
Wendel wurden 30 und 50 Hz eingestellt. In der Tab. 10-1 sind die verfügbaren Wendeln
aufgeführt.
Tab. 10-1: Wendelverzeichnis
Feststoff Filtrat3-zügig 30°4-zügig 38°5-zügig 25°5-zügig 35°5-zügig 40°5-zügig 45°
Züge
konstant steigtsteigt
TR-GehaltDurchsatzSteigung
Je mehr Züge die Wendel hat und je steiler deren Steigung, desto höher wird der TR-Gehalt
im Feststoff bei gleichzeitig sinkendem Durchsatz. Demgegenüber bleibt der TR-Gehalt im
Filtrat immer konstant.
Begonnen wurde mit fermentiertem Stroh und der 3-zügigen Wendel bei 30 Hz. Nachdem der
Klass-Wendelfilter normal anlief und Filtrat sowie Feststoff förderte, endete die Förderung
nach etwa einer Minute obwohl der Wendelfilter weiterlief. Da sich die Wendel nicht zuge-
setzt hatte, lag die Vermutung nahe, dass es sich um eine Verstopfung im Zulaufrohr handelte.
In der Abb. 10-11 ist die Wendel nach dem Versuch mit fermentiertem Stroh zu sehen.
Abb. 10-11: Wendel aus Klass-Wendelfilter mit fester Fraktion von fermentiertem Stroh
Mit Hilfe mechanischer Unterstützung durch einen Schlauch wurde versucht den Zufluss zur
Wendel zu verbessern. Dies gelang nur so weit, als dass genug Probematerial jeweils für die
beiden Drehfrequenzen gewonnen werden konnte. Der Versuch die destillierte Strohprobe zu
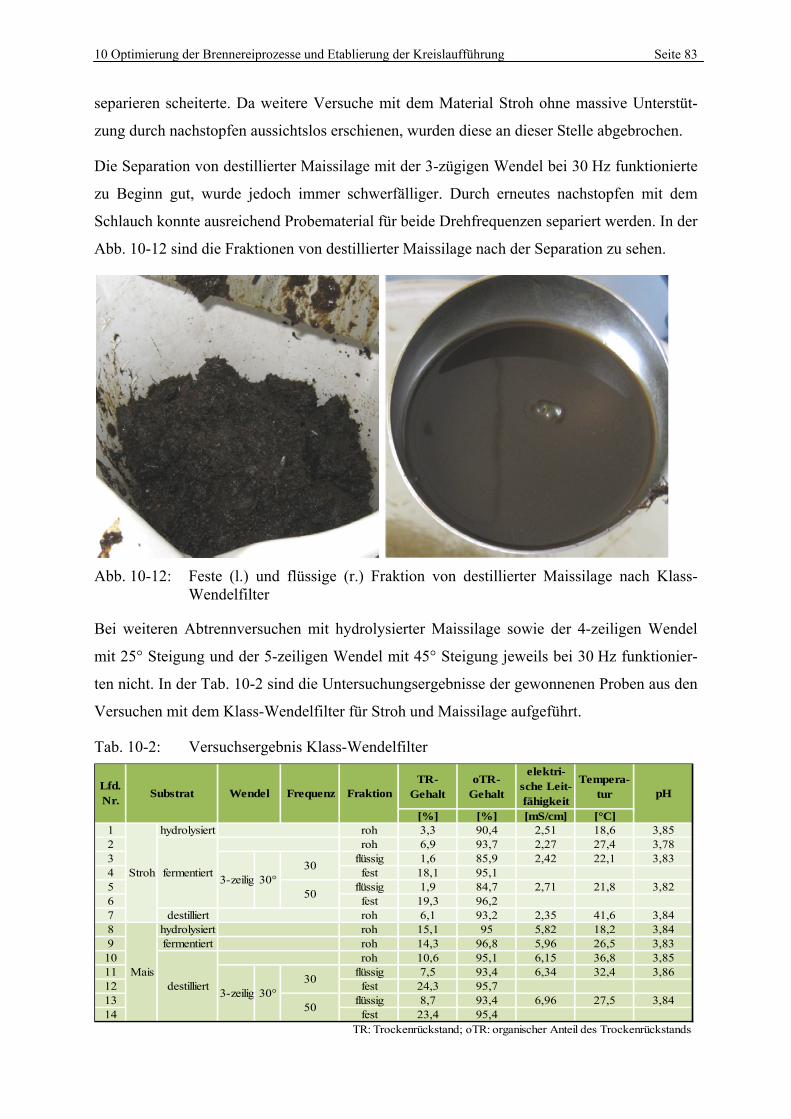
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 83
separieren scheiterte. Da weitere Versuche mit dem Material Stroh ohne massive Unterstüt-
zung durch nachstopfen aussichtslos erschienen, wurden diese an dieser Stelle abgebrochen.
Die Separation von destillierter Maissilage mit der 3-zügigen Wendel bei 30 Hz funktionierte
zu Beginn gut, wurde jedoch immer schwerfälliger. Durch erneutes nachstopfen mit dem
Schlauch konnte ausreichend Probematerial für beide Drehfrequenzen separiert werden. In der
Abb. 10-12 sind die Fraktionen von destillierter Maissilage nach der Separation zu sehen.
Abb. 10-12: Feste (l.) und flüssige (r.) Fraktion von destillierter Maissilage nach Klass-Wendelfilter
Bei weiteren Abtrennversuchen mit hydrolysierter Maissilage sowie der 4-zeiligen Wendel
mit 25° Steigung und der 5-zeiligen Wendel mit 45° Steigung jeweils bei 30 Hz funktionier-
ten nicht. In der Tab. 10-2 sind die Untersuchungsergebnisse der gewonnenen Proben aus den
Versuchen mit dem Klass-Wendelfilter für Stroh und Maissilage aufgeführt.
Tab. 10-2: Versuchsergebnis Klass-Wendelfilter
TR-Gehalt
oTR-Gehalt
elektri-sche Leit-fähigkeit
Tempera-tur
[%] [%] [mS/cm] [°C]1 hydrolysiert roh 3,3 90,4 2,51 18,6 3,852 roh 6,9 93,7 2,27 27,4 3,783 flüssig 1,6 85,9 2,42 22,1 3,834 fest 18,1 95,15 flüssig 1,9 84,7 2,71 21,8 3,826 fest 19,3 96,27 destilliert roh 6,1 93,2 2,35 41,6 3,848 hydrolysiert roh 15,1 95 5,82 18,2 3,849 fermentiert roh 14,3 96,8 5,96 26,5 3,8310 roh 10,6 95,1 6,15 36,8 3,8511 flüssig 7,5 93,4 6,34 32,4 3,8612 fest 24,3 95,713 flüssig 8,7 93,4 6,96 27,5 3,8414 fest 23,4 95,4
TR: Trockenrückstand; oTR: organischer Anteil des Trockenrückstands
Fraktion pH
30°30
Lfd. Nr.
Substrat Wendel Frequenz
50
Maisdestilliert
3-zeilig
Stroh fermentiert3-zeilig 30°
30
50
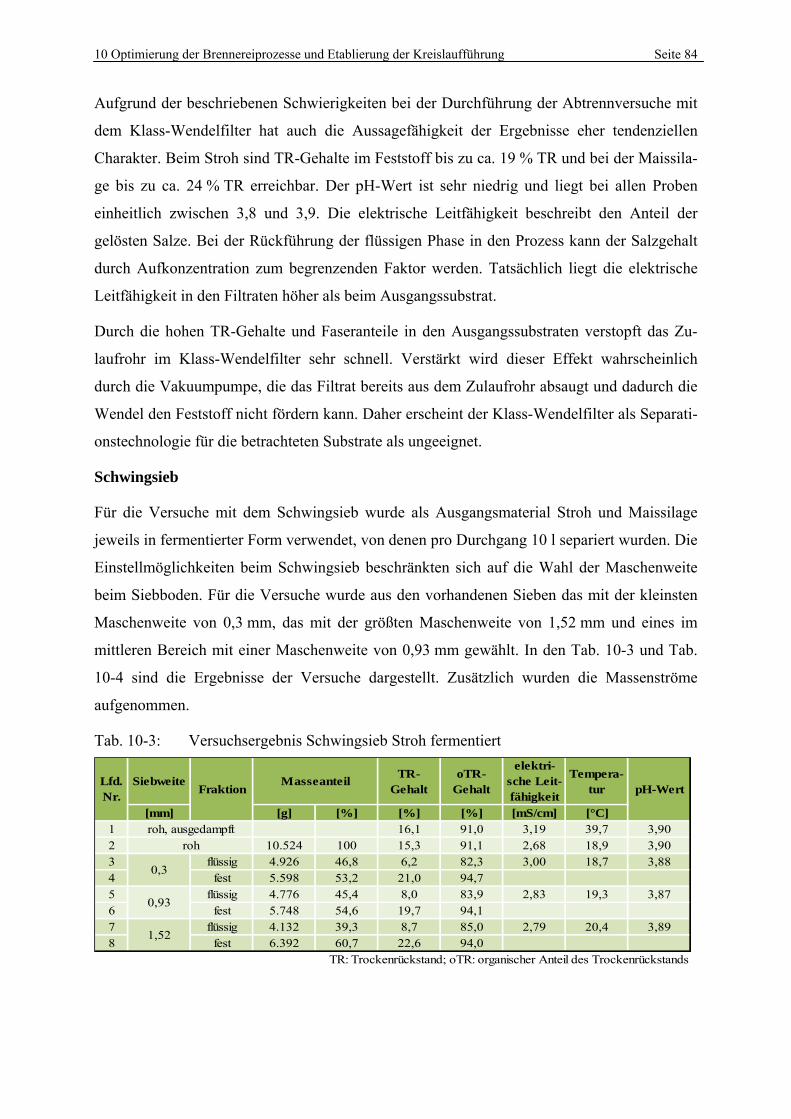
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 84
Aufgrund der beschriebenen Schwierigkeiten bei der Durchführung der Abtrennversuche mit
dem Klass-Wendelfilter hat auch die Aussagefähigkeit der Ergebnisse eher tendenziellen
Charakter. Beim Stroh sind TR-Gehalte im Feststoff bis zu ca. 19 % TR und bei der Maissila-
ge bis zu ca. 24 % TR erreichbar. Der pH-Wert ist sehr niedrig und liegt bei allen Proben
einheitlich zwischen 3,8 und 3,9. Die elektrische Leitfähigkeit beschreibt den Anteil der
gelösten Salze. Bei der Rückführung der flüssigen Phase in den Prozess kann der Salzgehalt
durch Aufkonzentration zum begrenzenden Faktor werden. Tatsächlich liegt die elektrische
Leitfähigkeit in den Filtraten höher als beim Ausgangssubstrat.
Durch die hohen TR-Gehalte und Faseranteile in den Ausgangssubstraten verstopft das Zu-
laufrohr im Klass-Wendelfilter sehr schnell. Verstärkt wird dieser Effekt wahrscheinlich
durch die Vakuumpumpe, die das Filtrat bereits aus dem Zulaufrohr absaugt und dadurch die
Wendel den Feststoff nicht fördern kann. Daher erscheint der Klass-Wendelfilter als Separati-
onstechnologie für die betrachteten Substrate als ungeeignet.
Schwingsieb
Für die Versuche mit dem Schwingsieb wurde als Ausgangsmaterial Stroh und Maissilage
jeweils in fermentierter Form verwendet, von denen pro Durchgang 10 l separiert wurden. Die
Einstellmöglichkeiten beim Schwingsieb beschränkten sich auf die Wahl der Maschenweite
beim Siebboden. Für die Versuche wurde aus den vorhandenen Sieben das mit der kleinsten
Maschenweite von 0,3 mm, das mit der größten Maschenweite von 1,52 mm und eines im
mittleren Bereich mit einer Maschenweite von 0,93 mm gewählt. In den Tab. 10-3 und Tab.
10-4 sind die Ergebnisse der Versuche dargestellt. Zusätzlich wurden die Massenströme
aufgenommen.
Tab. 10-3: Versuchsergebnis Schwingsieb Stroh fermentiert
SiebweiteTR-
GehaltoTR-
Gehalt
elektri-sche Leit-fähigkeit
Tempera-tur
[mm] [g] [%] [%] [%] [mS/cm] [°C]1 16,1 91,0 3,19 39,7 3,902 10.524 100 15,3 91,1 2,68 18,9 3,903 flüssig 4.926 46,8 6,2 82,3 3,00 18,7 3,884 fest 5.598 53,2 21,0 94,75 flüssig 4.776 45,4 8,0 83,9 2,83 19,3 3,876 fest 5.748 54,6 19,7 94,17 flüssig 4.132 39,3 8,7 85,0 2,79 20,4 3,898 fest 6.392 60,7 22,6 94,0
TR: Trockenrückstand; oTR: organischer Anteil des Trockenrückstands
1,52
roh
Lfd. Nr.
FraktionMasseanteil
pH-Wert
roh, ausgedampft
0,3
0,93
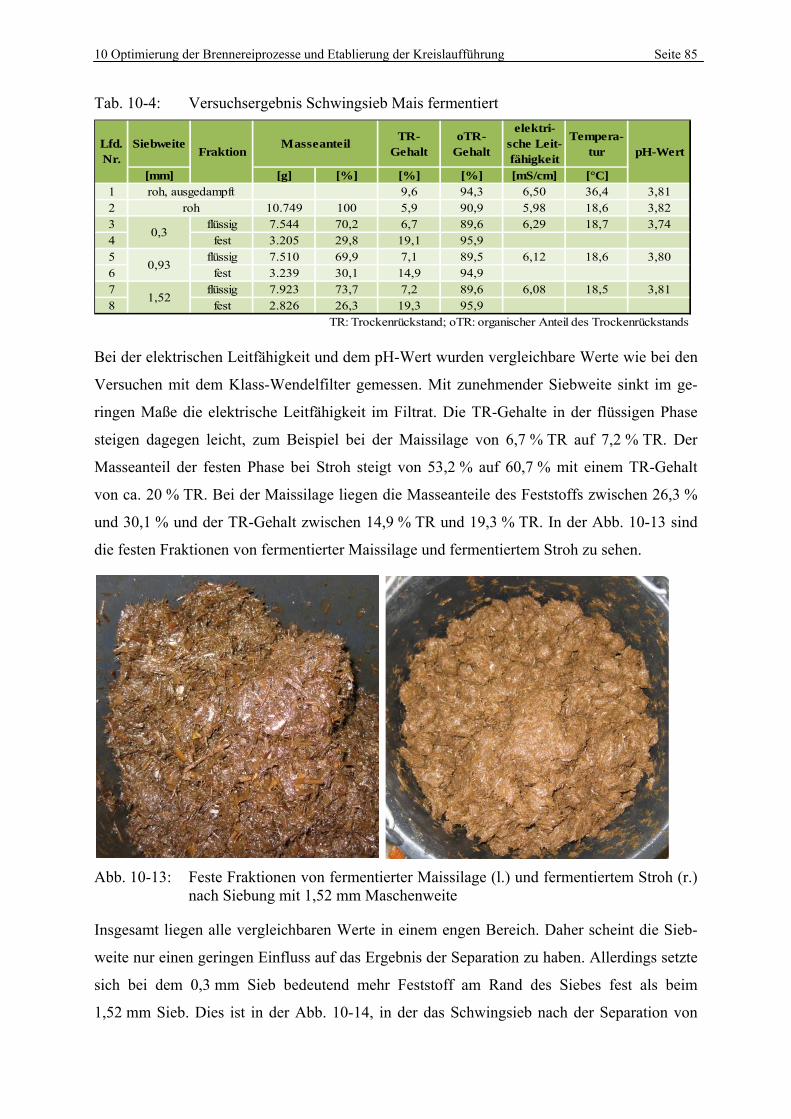
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 85
Tab. 10-4: Versuchsergebnis Schwingsieb Mais fermentiert
SiebweiteTR-
GehaltoTR-
Gehalt
elektri-sche Leit-fähigkeit
Tempera-tur
[mm] [g] [%] [%] [%] [mS/cm] [°C]1 9,6 94,3 6,50 36,4 3,812 10.749 100 5,9 90,9 5,98 18,6 3,823 flüssig 7.544 70,2 6,7 89,6 6,29 18,7 3,744 fest 3.205 29,8 19,1 95,95 flüssig 7.510 69,9 7,1 89,5 6,12 18,6 3,806 fest 3.239 30,1 14,9 94,97 flüssig 7.923 73,7 7,2 89,6 6,08 18,5 3,818 fest 2.826 26,3 19,3 95,9
TR: Trockenrückstand; oTR: organischer Anteil des Trockenrückstands
Lfd. Nr.
Fraktion pH-Wert
roh
Masseanteil
0,3
0,93
1,52
roh, ausgedampft
Bei der elektrischen Leitfähigkeit und dem pH-Wert wurden vergleichbare Werte wie bei den
Versuchen mit dem Klass-Wendelfilter gemessen. Mit zunehmender Siebweite sinkt im ge-
ringen Maße die elektrische Leitfähigkeit im Filtrat. Die TR-Gehalte in der flüssigen Phase
steigen dagegen leicht, zum Beispiel bei der Maissilage von 6,7 % TR auf 7,2 % TR. Der
Masseanteil der festen Phase bei Stroh steigt von 53,2 % auf 60,7 % mit einem TR-Gehalt
von ca. 20 % TR. Bei der Maissilage liegen die Masseanteile des Feststoffs zwischen 26,3 %
und 30,1 % und der TR-Gehalt zwischen 14,9 % TR und 19,3 % TR. In der Abb. 10-13 sind
die festen Fraktionen von fermentierter Maissilage und fermentiertem Stroh zu sehen.
Abb. 10-13: Feste Fraktionen von fermentierter Maissilage (l.) und fermentiertem Stroh (r.) nach Siebung mit 1,52 mm Maschenweite
Insgesamt liegen alle vergleichbaren Werte in einem engen Bereich. Daher scheint die Sieb-
weite nur einen geringen Einfluss auf das Ergebnis der Separation zu haben. Allerdings setzte
sich bei dem 0,3 mm Sieb bedeutend mehr Feststoff am Rand des Siebes fest als beim
1,52 mm Sieb. Dies ist in der Abb. 10-14, in der das Schwingsieb nach der Separation von
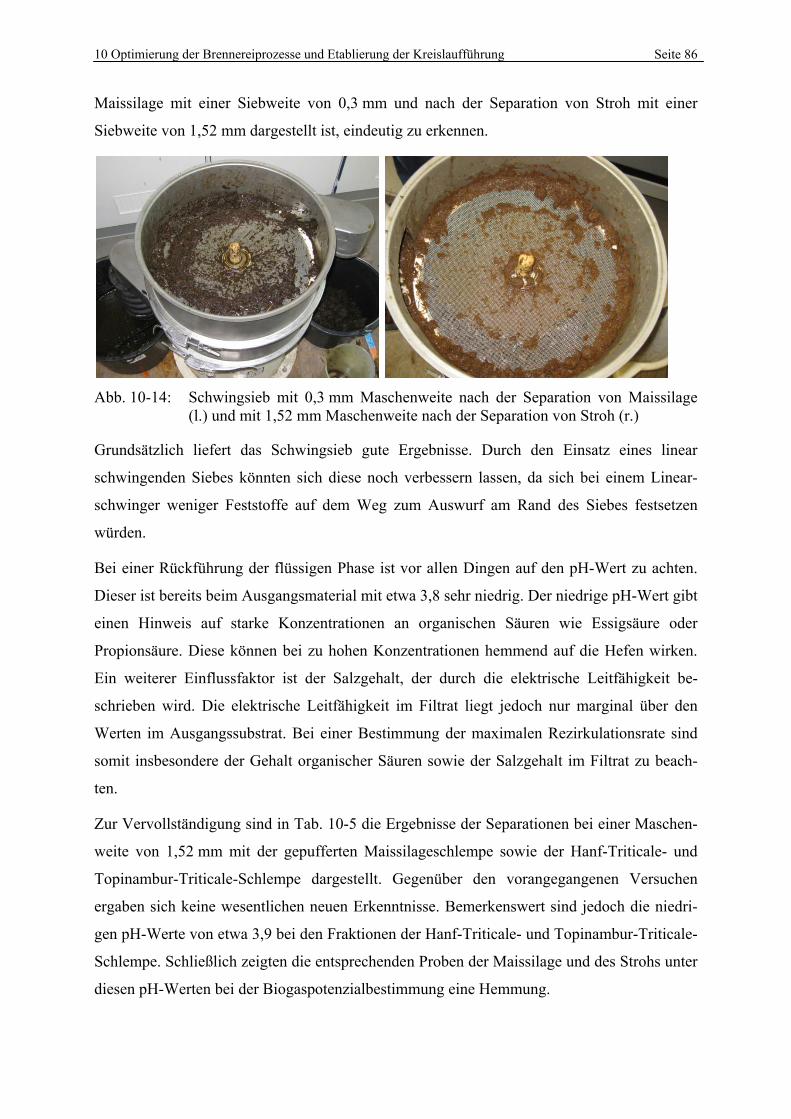
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 86
Maissilage mit einer Siebweite von 0,3 mm und nach der Separation von Stroh mit einer
Siebweite von 1,52 mm dargestellt ist, eindeutig zu erkennen.
Abb. 10-14: Schwingsieb mit 0,3 mm Maschenweite nach der Separation von Maissilage (l.) und mit 1,52 mm Maschenweite nach der Separation von Stroh (r.)
Grundsätzlich liefert das Schwingsieb gute Ergebnisse. Durch den Einsatz eines linear
schwingenden Siebes könnten sich diese noch verbessern lassen, da sich bei einem Linear-
schwinger weniger Feststoffe auf dem Weg zum Auswurf am Rand des Siebes festsetzen
würden.
Bei einer Rückführung der flüssigen Phase ist vor allen Dingen auf den pH-Wert zu achten.
Dieser ist bereits beim Ausgangsmaterial mit etwa 3,8 sehr niedrig. Der niedrige pH-Wert gibt
einen Hinweis auf starke Konzentrationen an organischen Säuren wie Essigsäure oder
Propionsäure. Diese können bei zu hohen Konzentrationen hemmend auf die Hefen wirken.
Ein weiterer Einflussfaktor ist der Salzgehalt, der durch die elektrische Leitfähigkeit be-
schrieben wird. Die elektrische Leitfähigkeit im Filtrat liegt jedoch nur marginal über den
Werten im Ausgangssubstrat. Bei einer Bestimmung der maximalen Rezirkulationsrate sind
somit insbesondere der Gehalt organischer Säuren sowie der Salzgehalt im Filtrat zu beach-
ten.
Zur Vervollständigung sind in Tab. 10-5 die Ergebnisse der Separationen bei einer Maschen-
weite von 1,52 mm mit der gepufferten Maissilageschlempe sowie der Hanf-Triticale- und
Topinambur-Triticale-Schlempe dargestellt. Gegenüber den vorangegangenen Versuchen
ergaben sich keine wesentlichen neuen Erkenntnisse. Bemerkenswert sind jedoch die niedri-
gen pH-Werte von etwa 3,9 bei den Fraktionen der Hanf-Triticale- und Topinambur-Triticale-
Schlempe. Schließlich zeigten die entsprechenden Proben der Maissilage und des Strohs unter
diesen pH-Werten bei der Biogaspotenzialbestimmung eine Hemmung.
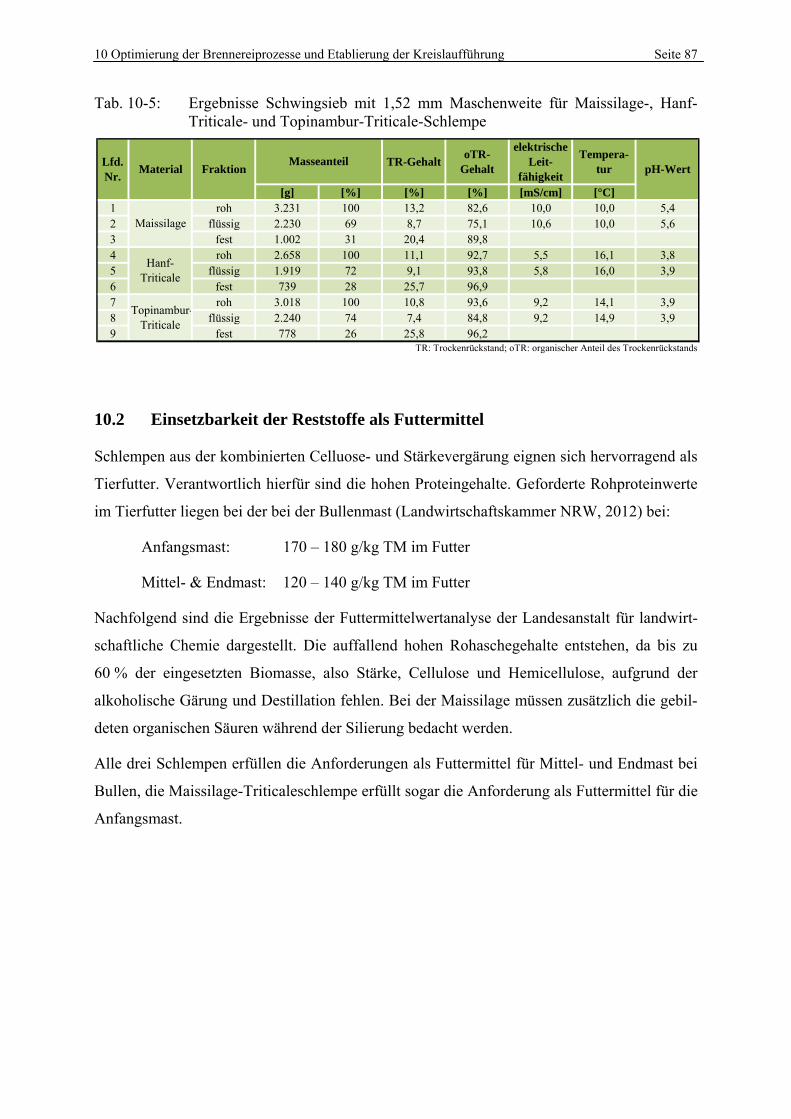
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 87
Tab. 10-5: Ergebnisse Schwingsieb mit 1,52 mm Maschenweite für Maissilage-, Hanf-Triticale- und Topinambur-Triticale-Schlempe
10.2 Einsetzbarkeit der Reststoffe als Futtermittel
Schlempen aus der kombinierten Celluose- und Stärkevergärung eignen sich hervorragend als
Tierfutter. Verantwortlich hierfür sind die hohen Proteingehalte. Geforderte Rohproteinwerte
im Tierfutter liegen bei der bei der Bullenmast (Landwirtschaftskammer NRW, 2012) bei:
Anfangsmast: 170 – 180 g/kg TM im Futter
Mittel- & Endmast: 120 – 140 g/kg TM im Futter
Nachfolgend sind die Ergebnisse der Futtermittelwertanalyse der Landesanstalt für landwirt-
schaftliche Chemie dargestellt. Die auffallend hohen Rohaschegehalte entstehen, da bis zu
60 % der eingesetzten Biomasse, also Stärke, Cellulose und Hemicellulose, aufgrund der
alkoholische Gärung und Destillation fehlen. Bei der Maissilage müssen zusätzlich die gebil-
deten organischen Säuren während der Silierung bedacht werden.
Alle drei Schlempen erfüllen die Anforderungen als Futtermittel für Mittel- und Endmast bei
Bullen, die Maissilage-Triticaleschlempe erfüllt sogar die Anforderung als Futtermittel für die
Anfangsmast.
TR-GehaltoTR-
Gehalt
elektrische Leit-
fähigkeit
Tempera-tur
[g] [%] [%] [%] [mS/cm] [°C]1 roh 3.231 100 13,2 82,6 10,0 10,0 5,42 flüssig 2.230 69 8,7 75,1 10,6 10,0 5,63 fest 1.002 31 20,4 89,84 roh 2.658 100 11,1 92,7 5,5 16,1 3,85 flüssig 1.919 72 9,1 93,8 5,8 16,0 3,96 fest 739 28 25,7 96,97 roh 3.018 100 10,8 93,6 9,2 14,1 3,98 flüssig 2.240 74 7,4 84,8 9,2 14,9 3,99 fest 778 26 25,8 96,2
Hanf-Triticale
Topinambur-Triticale
TR: Trockenrückstand; oTR: organischer Anteil des Trockenrückstands
Lfd. Nr.
FraktionMasseanteil
pH-WertMaterial
Maissilage
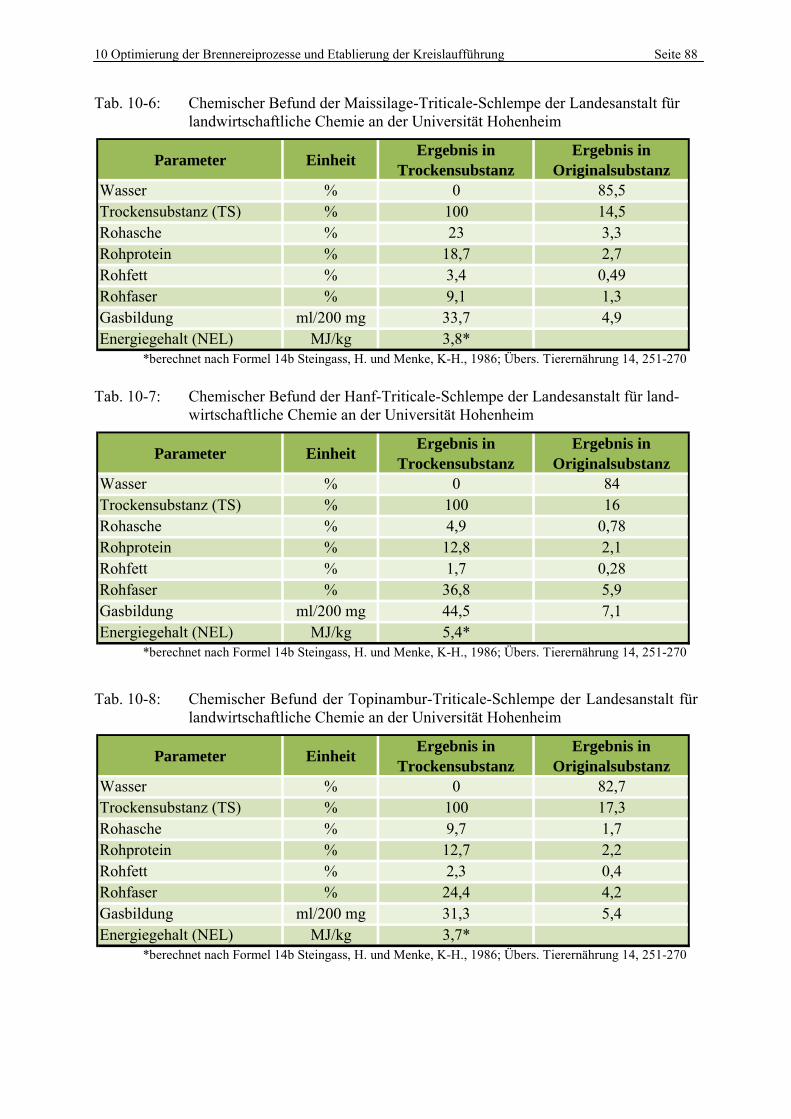
10 Optimierung der Brennereiprozesse und Etablierung der Kreislaufführung Seite 88
Tab. 10-6: Chemischer Befund der Maissilage-Triticale-Schlempe der Landesanstalt für landwirtschaftliche Chemie an der Universität Hohenheim
Tab. 10-7: Chemischer Befund der Hanf-Triticale-Schlempe der Landesanstalt für land-wirtschaftliche Chemie an der Universität Hohenheim
Tab. 10-8: Chemischer Befund der Topinambur-Triticale-Schlempe der Landesanstalt für landwirtschaftliche Chemie an der Universität Hohenheim
Parameter EinheitErgebnis in
TrockensubstanzErgebnis in
OriginalsubstanzWasser % 0 85,5Trockensubstanz (TS) % 100 14,5Rohasche % 23 3,3Rohprotein % 18,7 2,7Rohfett % 3,4 0,49Rohfaser % 9,1 1,3Gasbildung ml/200 mg 33,7 4,9Energiegehalt (NEL) MJ/kg 3,8*
*berechnet nach Formel 14b Steingass, H. und Menke, K-H., 1986; Übers. Tierernährung 14, 251-270
Parameter EinheitErgebnis in
TrockensubstanzErgebnis in
OriginalsubstanzWasser % 0 84Trockensubstanz (TS) % 100 16Rohasche % 4,9 0,78Rohprotein % 12,8 2,1Rohfett % 1,7 0,28Rohfaser % 36,8 5,9Gasbildung ml/200 mg 44,5 7,1Energiegehalt (NEL) MJ/kg 5,4*
*berechnet nach Formel 14b Steingass, H. und Menke, K-H., 1986; Übers. Tierernährung 14, 251-270
Parameter EinheitErgebnis in
TrockensubstanzErgebnis in
OriginalsubstanzWasser % 0 82,7Trockensubstanz (TS) % 100 17,3Rohasche % 9,7 1,7Rohprotein % 12,7 2,2Rohfett % 2,3 0,4Rohfaser % 24,4 4,2Gasbildung ml/200 mg 31,3 5,4Energiegehalt (NEL) MJ/kg 3,7*
*berechnet nach Formel 14b Steingass, H. und Menke, K-H., 1986; Übers. Tierernährung 14, 251-270
11 Butanolfermentation Seite 89
11 BUTANOLFERMENTATION
Saccharomyces cerevisiae ist natürlicherweise in der Lage neben Ethanol auch kleinere Men-
gen höherer Alkohole wie z.B. Isobutanol zu produzieren. Diese höheren Alkohole werden
jedoch aus Aminosäuren generiert und lediglich in geringen Mengen produziert. Höhere
Alkohole, wie auch Isobutanol, besitzen im Vergleich zu Ethanol jedoch bessere physikali-
sche Eigenschaften. Daher soll S. cerevisiae durch gezieltes genetic engineering dahingehend
genetisch manipuliert werden, dass größere Mengen an Isobutanol produziert werden. Um
dies zu ermöglichen soll u.a. Glukose und nicht die Aminosäure Valin als Substrat dienen.
Hierfür müssen Teilabschnitte unterschiedlicher Stoffwechselwege miteinander kombiniert
werden. Es handelt sich bei den Stoffwechselwegen um die Glykolyse, bei der ein Molekül
Glukose zu zwei Molekülen Pyruvat oxidiert wird, um den Valin-Biosyntheseweg und den
sog. Ehrlich Pathway, bei dem Aminosäuren deaminiert, decarboxyliert und zu den korres-
pondierenden Alkoholen reduziert werden.
11.1 Optimierung der Butanol-produzierenden Hefen
Ein grundlegendes Problem besteht darin, dass sich die erwähnten Teilabschnitte nicht alle in
demselben Kompartiment der Zelle befinden. Die Enzyme der Glykolyse und des Ehrlich
Pathways befinden sich im Cytoplasma, wohingegen die benötigten Enzyme des Valin-
Biosyntheseweges in den Mitochondrien lokalisiert sind. Bei den für den Isobutanol Pathway
benötigten Enzymen des Valin-Biosyntheseweges handelt es sich um die Enzyme Ilv2, Ilv5
und Ilv3. Um die Effizienz der Isobutanolproduktion zu steigern, sollen die drei Enzyme Ilv2,
Ilv5 und Ilv3 in das Zytoplasma verlagert werden. Dadurch befänden sich alle zur
Isobutanolproduktion benötigten Enzyme im selben Kompartiment. Somit könnten alle not-
wendigen Reaktionen durchgängig im Zytoplasma ablaufen (siehe Abb. 11-1). Um die Loka-
lisation der Enzyme Ilv2, Ilv5 und Ilv3 vom Mitochondrium in das Cytoplasma zu verlagern,
muß die sich am N-Terminus befindliche Importsequenz entfernt werden. Dadurch wird der
Import vom Zytoplasma in das Mitochondrium verhindert. Um eine Limitierung der
Isobutanolproduktion durch den Ehrlich Pathway auszuschließen wurden zusätzlich ARO10
und ADH2 überexprimiert, da diese Enzyme u.a. für die Decarboxylierung und Reduktion von
KIV (Ketoisovalerat) zu Isobutanol verantwortlich sind.
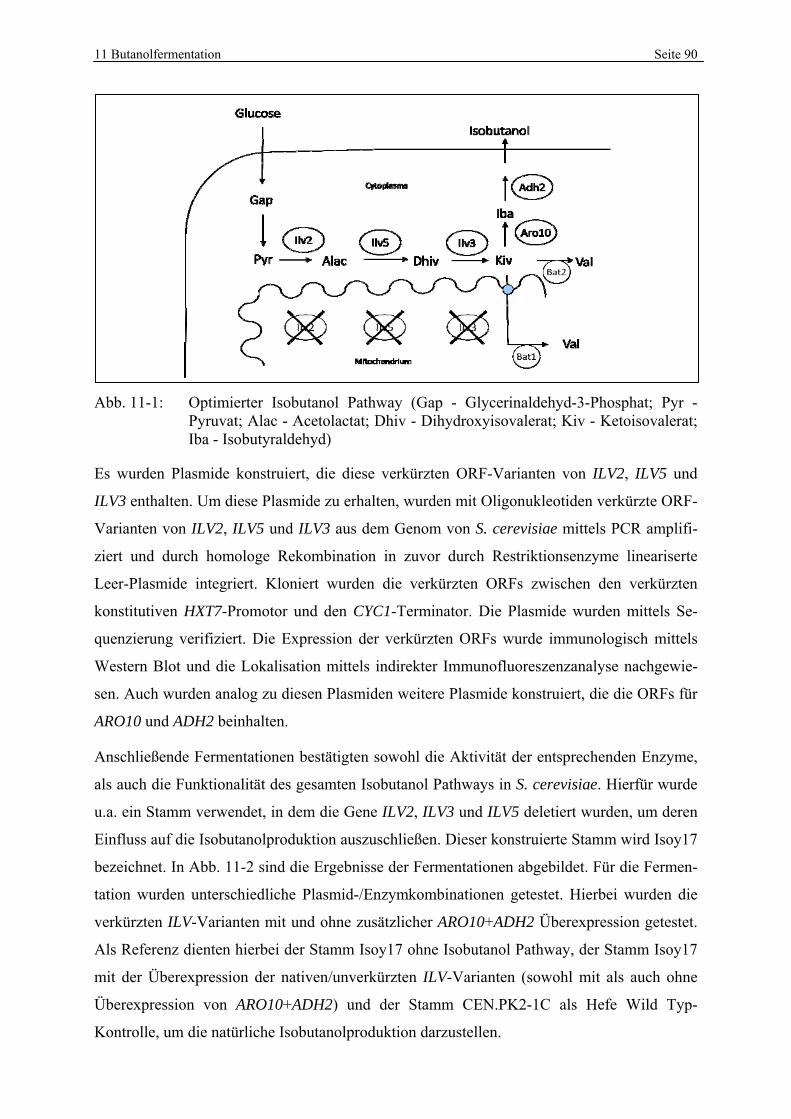
11 Butanolfermentation Seite 90
Abb. 11-1: Optimierter Isobutanol Pathway (Gap - Glycerinaldehyd-3-Phosphat; Pyr - Pyruvat; Alac - Acetolactat; Dhiv - Dihydroxyisovalerat; Kiv - Ketoisovalerat; Iba - Isobutyraldehyd)
Es wurden Plasmide konstruiert, die diese verkürzten ORF-Varianten von ILV2, ILV5 und
ILV3 enthalten. Um diese Plasmide zu erhalten, wurden mit Oligonukleotiden verkürzte ORF-
Varianten von ILV2, ILV5 und ILV3 aus dem Genom von S. cerevisiae mittels PCR amplifi-
ziert und durch homologe Rekombination in zuvor durch Restriktionsenzyme lineariserte
Leer-Plasmide integriert. Kloniert wurden die verkürzten ORFs zwischen den verkürzten
konstitutiven HXT7-Promotor und den CYC1-Terminator. Die Plasmide wurden mittels Se-
quenzierung verifiziert. Die Expression der verkürzten ORFs wurde immunologisch mittels
Western Blot und die Lokalisation mittels indirekter Immunofluoreszenzanalyse nachgewie-
sen. Auch wurden analog zu diesen Plasmiden weitere Plasmide konstruiert, die die ORFs für
ARO10 und ADH2 beinhalten.
Anschließende Fermentationen bestätigten sowohl die Aktivität der entsprechenden Enzyme,
als auch die Funktionalität des gesamten Isobutanol Pathways in S. cerevisiae. Hierfür wurde
u.a. ein Stamm verwendet, in dem die Gene ILV2, ILV3 und ILV5 deletiert wurden, um deren
Einfluss auf die Isobutanolproduktion auszuschließen. Dieser konstruierte Stamm wird Isoy17
bezeichnet. In Abb. 11-2 sind die Ergebnisse der Fermentationen abgebildet. Für die Fermen-
tation wurden unterschiedliche Plasmid-/Enzymkombinationen getestet. Hierbei wurden die
verkürzten ILV-Varianten mit und ohne zusätzlicher ARO10+ADH2 Überexpression getestet.
Als Referenz dienten hierbei der Stamm Isoy17 ohne Isobutanol Pathway, der Stamm Isoy17
mit der Überexpression der nativen/unverkürzten ILV-Varianten (sowohl mit als auch ohne
Überexpression von ARO10+ADH2) und der Stamm CEN.PK2-1C als Hefe Wild Typ-
Kontrolle, um die natürliche Isobutanolproduktion darzustellen.
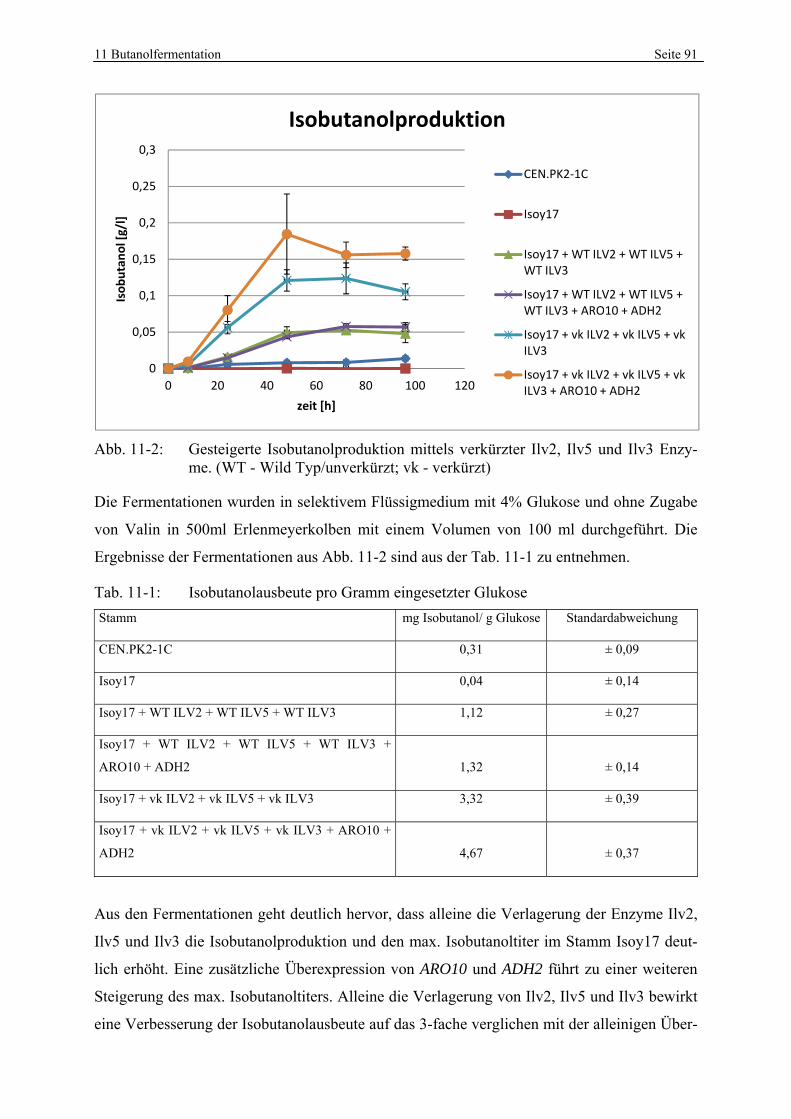
11 Butanolfermentation Seite 91
Abb. 11-2: Gesteigerte Isobutanolproduktion mittels verkürzter Ilv2, Ilv5 und Ilv3 Enzy-me. (WT - Wild Typ/unverkürzt; vk - verkürzt)
Die Fermentationen wurden in selektivem Flüssigmedium mit 4% Glukose und ohne Zugabe
von Valin in 500ml Erlenmeyerkolben mit einem Volumen von 100 ml durchgeführt. Die
Ergebnisse der Fermentationen aus Abb. 11-2 sind aus der Tab. 11-1 zu entnehmen.
Tab. 11-1: Isobutanolausbeute pro Gramm eingesetzter Glukose
Stamm mg Isobutanol/ g Glukose Standardabweichung
CEN.PK2-1C 0,31 ± 0,09
Isoy17 0,04 ± 0,14
Isoy17 + WT ILV2 + WT ILV5 + WT ILV3 1,12 ± 0,27
Isoy17 + WT ILV2 + WT ILV5 + WT ILV3 +
ARO10 + ADH2 1,32 ± 0,14
Isoy17 + vk ILV2 + vk ILV5 + vk ILV3 3,32 ± 0,39
Isoy17 + vk ILV2 + vk ILV5 + vk ILV3 + ARO10 +
ADH2 4,67 ± 0,37
Aus den Fermentationen geht deutlich hervor, dass alleine die Verlagerung der Enzyme Ilv2,
Ilv5 und Ilv3 die Isobutanolproduktion und den max. Isobutanoltiter im Stamm Isoy17 deut-
lich erhöht. Eine zusätzliche Überexpression von ARO10 und ADH2 führt zu einer weiteren
Steigerung des max. Isobutanoltiters. Alleine die Verlagerung von Ilv2, Ilv5 und Ilv3 bewirkt
eine Verbesserung der Isobutanolausbeute auf das 3-fache verglichen mit der alleinigen Über-
0
0,05
0,1
0,15
0,2
0,25
0,3
0 20 40 60 80 100 120
Isobutanol [g/l]
zeit [h]
Isobutanolproduktion
CEN.PK2‐1C
Isoy17
Isoy17 + WT ILV2 + WT ILV5 + WT ILV3
Isoy17 + WT ILV2 + WT ILV5 + WT ILV3 + ARO10 + ADH2
Isoy17 + vk ILV2 + vk ILV5 + vk ILV3
Isoy17 + vk ILV2 + vk ILV5 + vk ILV3 + ARO10 + ADH2
11 Butanolfermentation Seite 92
expression der unverkürzten Ilv-Enzyme. Werden noch zusätzlich ARO10 und ADH2
überexprimiert, so ergibt sich sogar eine Steigerung um das 3,5-fache. Werden die Überex-
pressionsstämme mit dem Wild-Typ Stamm CEN.PK2-1C verglichen, so erhöht sich bei der
Verlagerung der ILV-Enzyme in das Zytoplasma die Ausbeute um das 10,7-fache und mit
einer zusätzliche Überexpression von ARO10 und ADH2 sogar um das 15-fache [25].
11.2 Erhöhung der Butanol- und Lignozellulose-Hydrolysat-Toleranz der
Hefen
Verschiedene Hefestämme wurden auf ihre Toleranz gegenüber zugesetztem Butanol getestet.
Die Toxizitätsgrenze lag zwischen 10 – 20 g/l. Da die Produktion von Isobutanol bisher erst
im Bereich von 0,2 g/l liegt wurden noch keine Experimente durchgeführt, um die Butanol-
Toleranz zu erhöhen.
11.3 Evaluierung der eingesetzten Hefen in SHF/SSF Prozessen
Die Optimierung der Isobutanolproduktion wurde als Proof of principle in einem Laborhefe-
stamm durchgeführt. In einem nächsten Schritt soll dieses Konzept auf einen industriellen
Hefestamm übertragen werden. Dieser zeichnet sich durch eine höhere Toleranz gegenüber
Butanol und Lignozellulose Hydrolysaten aus. Zuvor ist es nicht zielführend, die Hefestämme
dann in SHF und SSF Prozessen zu evaluieren
11.4 Evaluierung von Butanolaufbereitungstechnologien
Als vielversprechende Technologie wird das Gasstripping bzw. Modifikationen zu dieser
Technologie angesehen. Weitere Technologien für das Downstream Processing von
Isobutanol wurden in einem anderen Projekt aus dem Förderschwerpunkt Energetische Bio-
masse evaluiert: 03KB030 - Optimierung des Downstream-Processings innerhalb der fermen-
tativen Herstellung von Biokraftstoffen. Koordination, Durchführung und Auswertung von
Versuchen zur Aufreinigung von Biokraftstoffen mittels eines innovativen
Membranverfahrens.
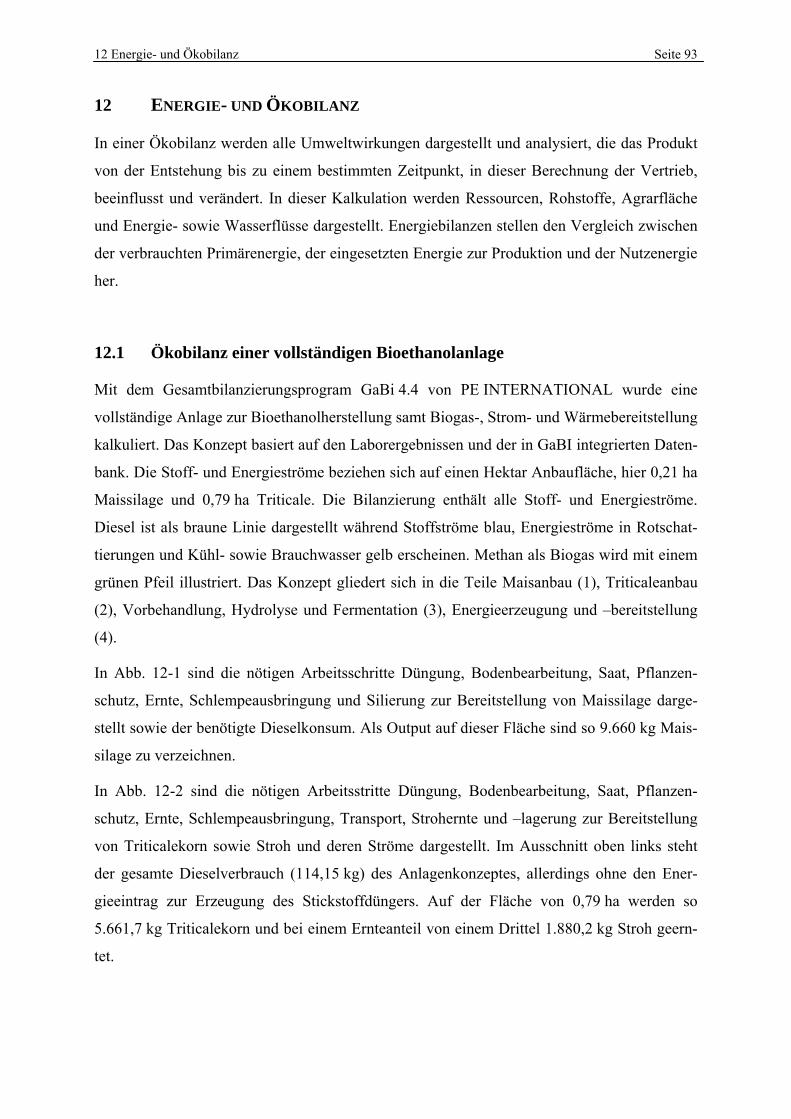
12 Energie- und Ökobilanz Seite 93
12 ENERGIE- UND ÖKOBILANZ
In einer Ökobilanz werden alle Umweltwirkungen dargestellt und analysiert, die das Produkt
von der Entstehung bis zu einem bestimmten Zeitpunkt, in dieser Berechnung der Vertrieb,
beeinflusst und verändert. In dieser Kalkulation werden Ressourcen, Rohstoffe, Agrarfläche
und Energie- sowie Wasserflüsse dargestellt. Energiebilanzen stellen den Vergleich zwischen
der verbrauchten Primärenergie, der eingesetzten Energie zur Produktion und der Nutzenergie
her.
12.1 Ökobilanz einer vollständigen Bioethanolanlage
Mit dem Gesamtbilanzierungsprogram GaBi 4.4 von PE INTERNATIONAL wurde eine
vollständige Anlage zur Bioethanolherstellung samt Biogas-, Strom- und Wärmebereitstellung
kalkuliert. Das Konzept basiert auf den Laborergebnissen und der in GaBI integrierten Daten-
bank. Die Stoff- und Energieströme beziehen sich auf einen Hektar Anbaufläche, hier 0,21 ha
Maissilage und 0,79 ha Triticale. Die Bilanzierung enthält alle Stoff- und Energieströme.
Diesel ist als braune Linie dargestellt während Stoffströme blau, Energieströme in Rotschat-
tierungen und Kühl- sowie Brauchwasser gelb erscheinen. Methan als Biogas wird mit einem
grünen Pfeil illustriert. Das Konzept gliedert sich in die Teile Maisanbau (1), Triticaleanbau
(2), Vorbehandlung, Hydrolyse und Fermentation (3), Energieerzeugung und –bereitstellung
(4).
In Abb. 12-1 sind die nötigen Arbeitsschritte Düngung, Bodenbearbeitung, Saat, Pflanzen-
schutz, Ernte, Schlempeausbringung und Silierung zur Bereitstellung von Maissilage darge-
stellt sowie der benötigte Dieselkonsum. Als Output auf dieser Fläche sind so 9.660 kg Mais-
silage zu verzeichnen.
In Abb. 12-2 sind die nötigen Arbeitsstritte Düngung, Bodenbearbeitung, Saat, Pflanzen-
schutz, Ernte, Schlempeausbringung, Transport, Strohernte und –lagerung zur Bereitstellung
von Triticalekorn sowie Stroh und deren Ströme dargestellt. Im Ausschnitt oben links steht
der gesamte Dieselverbrauch (114,15 kg) des Anlagenkonzeptes, allerdings ohne den Ener-
gieeintrag zur Erzeugung des Stickstoffdüngers. Auf der Fläche von 0,79 ha werden so
5.661,7 kg Triticalekorn und bei einem Ernteanteil von einem Drittel 1.880,2 kg Stroh geern-
tet.
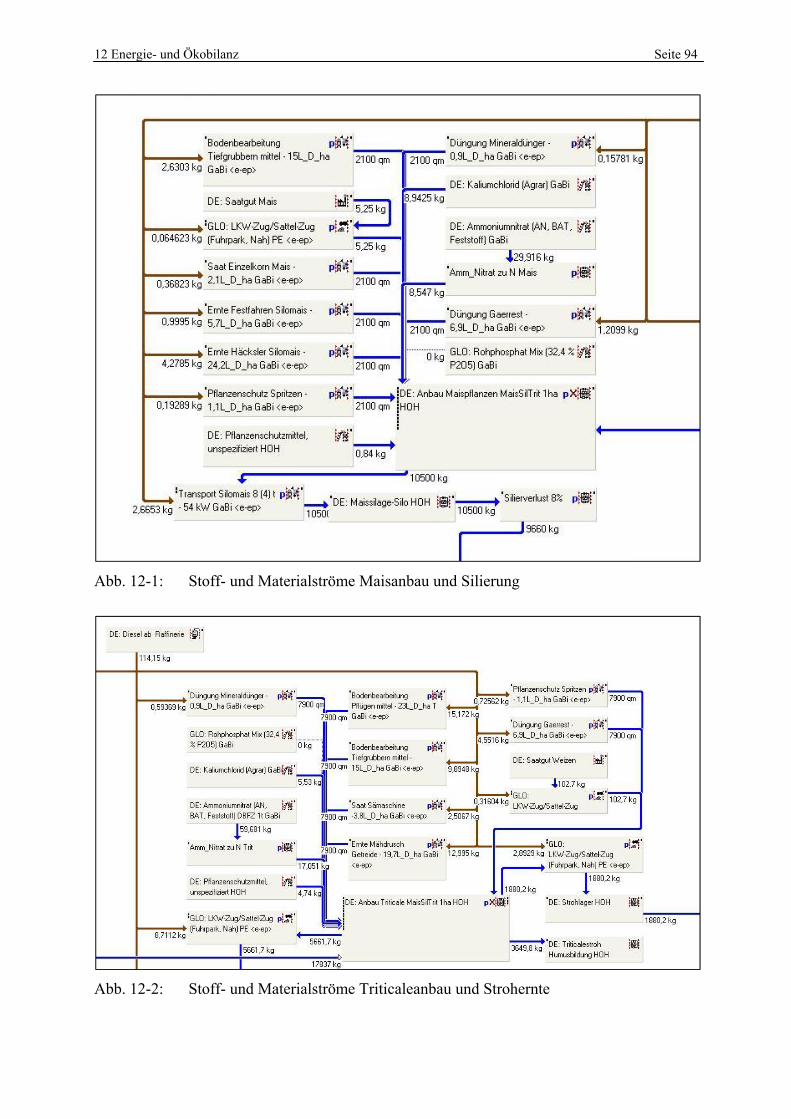
12 Energie- und Ökobilanz Seite 94
Abb. 12-1: Stoff- und Materialströme Maisanbau und Silierung
Abb. 12-2: Stoff- und Materialströme Triticaleanbau und Strohernte
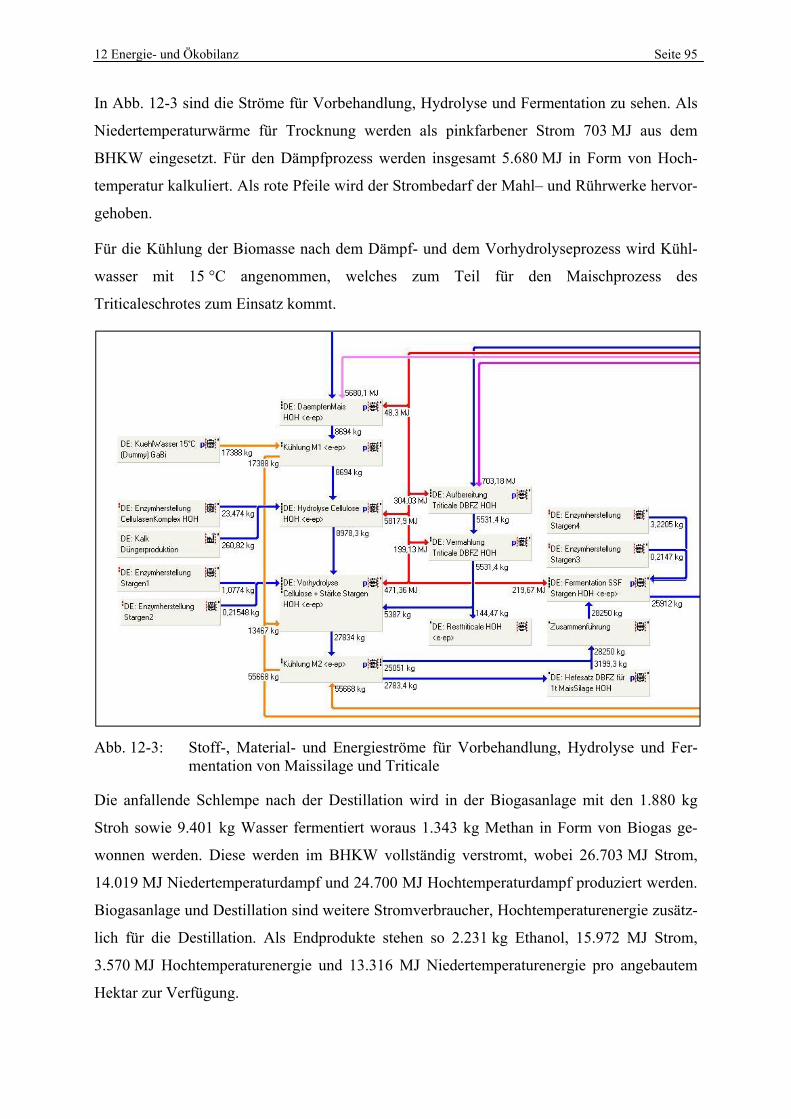
12 Energie- und Ökobilanz Seite 95
In Abb. 12-3 sind die Ströme für Vorbehandlung, Hydrolyse und Fermentation zu sehen. Als
Niedertemperaturwärme für Trocknung werden als pinkfarbener Strom 703 MJ aus dem
BHKW eingesetzt. Für den Dämpfprozess werden insgesamt 5.680 MJ in Form von Hoch-
temperatur kalkuliert. Als rote Pfeile wird der Strombedarf der Mahl– und Rührwerke hervor-
gehoben.
Für die Kühlung der Biomasse nach dem Dämpf- und dem Vorhydrolyseprozess wird Kühl-
wasser mit 15 °C angenommen, welches zum Teil für den Maischprozess des
Triticaleschrotes zum Einsatz kommt.
Abb. 12-3: Stoff-, Material- und Energieströme für Vorbehandlung, Hydrolyse und Fer-mentation von Maissilage und Triticale
Die anfallende Schlempe nach der Destillation wird in der Biogasanlage mit den 1.880 kg
Stroh sowie 9.401 kg Wasser fermentiert woraus 1.343 kg Methan in Form von Biogas ge-
wonnen werden. Diese werden im BHKW vollständig verstromt, wobei 26.703 MJ Strom,
14.019 MJ Niedertemperaturdampf und 24.700 MJ Hochtemperaturdampf produziert werden.
Biogasanlage und Destillation sind weitere Stromverbraucher, Hochtemperaturenergie zusätz-
lich für die Destillation. Als Endprodukte stehen so 2.231 kg Ethanol, 15.972 MJ Strom,
3.570 MJ Hochtemperaturenergie und 13.316 MJ Niedertemperaturenergie pro angebautem
Hektar zur Verfügung.
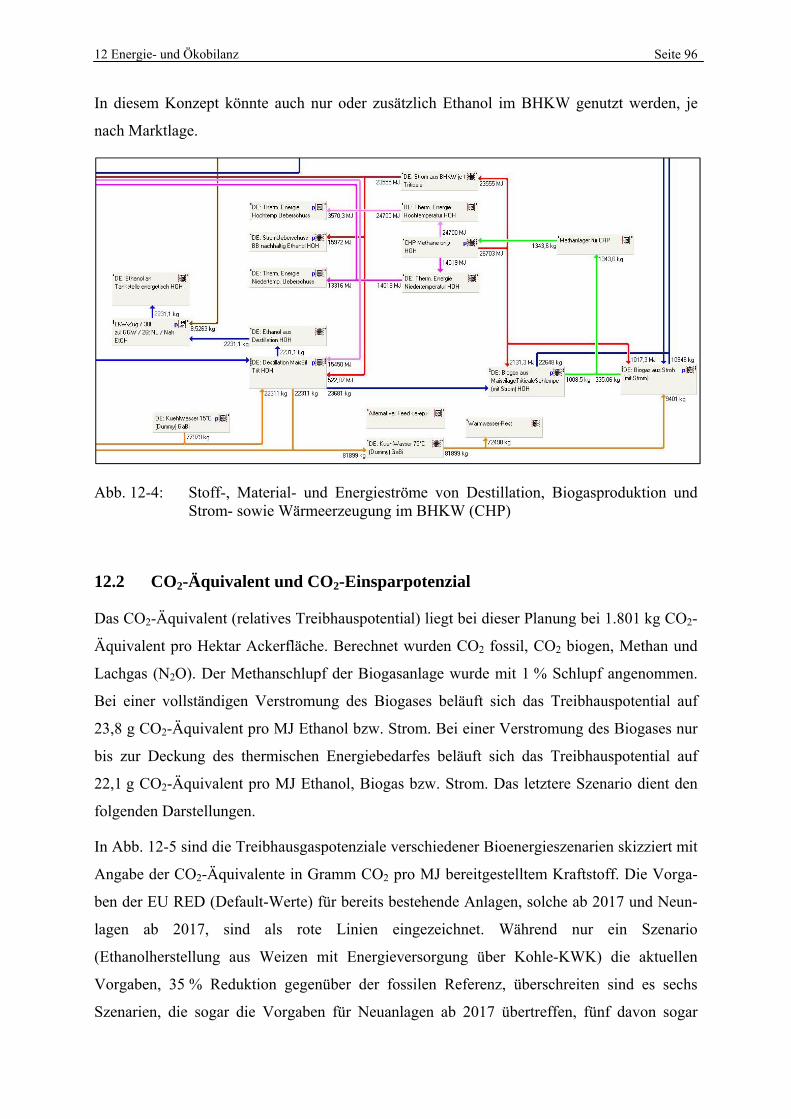
12 Energie- und Ökobilanz Seite 96
In diesem Konzept könnte auch nur oder zusätzlich Ethanol im BHKW genutzt werden, je
nach Marktlage.
Abb. 12-4: Stoff-, Material- und Energieströme von Destillation, Biogasproduktion und Strom- sowie Wärmeerzeugung im BHKW (CHP)
12.2 CO2-Äquivalent und CO2-Einsparpotenzial
Das CO2-Äquivalent (relatives Treibhauspotential) liegt bei dieser Planung bei 1.801 kg CO2-
Äquivalent pro Hektar Ackerfläche. Berechnet wurden CO2 fossil, CO2 biogen, Methan und
Lachgas (N2O). Der Methanschlupf der Biogasanlage wurde mit 1 % Schlupf angenommen.
Bei einer vollständigen Verstromung des Biogases beläuft sich das Treibhauspotential auf
23,8 g CO2-Äquivalent pro MJ Ethanol bzw. Strom. Bei einer Verstromung des Biogases nur
bis zur Deckung des thermischen Energiebedarfes beläuft sich das Treibhauspotential auf
22,1 g CO2-Äquivalent pro MJ Ethanol, Biogas bzw. Strom. Das letztere Szenario dient den
folgenden Darstellungen.
In Abb. 12-5 sind die Treibhausgaspotenziale verschiedener Bioenergieszenarien skizziert mit
Angabe der CO2-Äquivalente in Gramm CO2 pro MJ bereitgestelltem Kraftstoff. Die Vorga-
ben der EU RED (Default-Werte) für bereits bestehende Anlagen, solche ab 2017 und Neun-
lagen ab 2017, sind als rote Linien eingezeichnet. Während nur ein Szenario
(Ethanolherstellung aus Weizen mit Energieversorgung über Kohle-KWK) die aktuellen
Vorgaben, 35 % Reduktion gegenüber der fossilen Referenz, überschreiten sind es sechs
Szenarien, die sogar die Vorgaben für Neuanlagen ab 2017 übertreffen, fünf davon sogar

12 Energie- und Ökobilanz Seite 97
deutlich, unter anderem die geplante und vorgestellte Cellulose-Ethanolanlage
(22,1 g CO2/MJ Kraftstoff, orange hervorgehoben). Hier wird ein Treibhauseinsparungspoten-
tial von 73,6 % gegenüber dem fossilen Referenzwert (83,8 g CO2/MJ Kraftstoff) erzielt.
Abb. 12-5: Darstellung der CO2-Äquivalente im Vergleich zu den Default-Werten der EU RED
Die Emissionen fossiler Kraftstoffe und des deutschen Strommixes in kg CO2 / GJ sind in
Tab. 12-1 dargestellt. In dem bilanzierten Modell entsteht ein Stromüberschuss von 12,1 GJ,
an Ethanol 59,79 GJ und insgesamt 9,54 GJ von fast 68 GJ produziertem Biomethan pro
Hektar und Jahr (linke Tabellenhälfte). Der energetische Bedarf der Brennerei liegt hier bei
32,56 GJ, jedoch müsste eigentlich die vollständige Differenz (58,3 GJ/ha·a) zwischen produ-
ziertem Methan und Restmethan kalkuliert werden und nicht nur der benötigte energetische
Anteil in Form von Strom und Hochtemperaturwärme. Allerdings dürfte der Stromüberschuss
nun nicht mehr hinzu gerechnet werden. Insgesamt werden 114,08 GJ/ha·a an Energie bereit
gestellt und 5,88 GJ/ha·a für Transport, Feldbestellung, Düngerproduktion etc. verbraucht.
Der Nettoenergiegewinn liegt so bei 108,2 GJ pro Hektar und Jahr.
Bei Betrachtung des ersetzten fossilen CO2 in der rechten Tabellenhälfte erkennt man eine
Vermeidung von 10.662 kg ersetzten fossilen CO2 zu 1.767 kg verbrauchten fossilen CO2 für
83,8
40
70
55
44
26
43
2419,7
46,9
22,4 22,1
0
10
20
30
40
50
60
70
80
90
100
g CO2/M
J Kraftstoff
73,6
35% ab Inkrafttreten der EU RED
50% ab 2017
60% ab 2017 für Neuanlagen
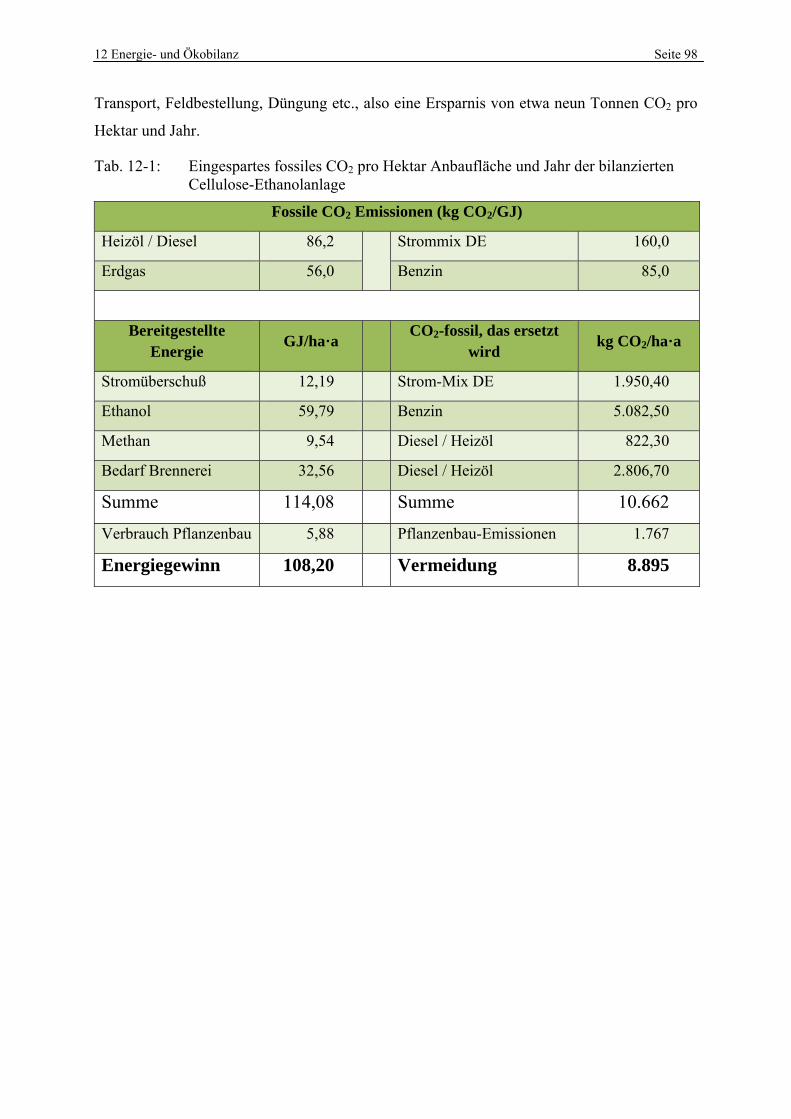
12 Energie- und Ökobilanz Seite 98
Transport, Feldbestellung, Düngung etc., also eine Ersparnis von etwa neun Tonnen CO2 pro
Hektar und Jahr.
Tab. 12-1: Eingespartes fossiles CO2 pro Hektar Anbaufläche und Jahr der bilanzierten Cellulose-Ethanolanlage
Fossile CO2 Emissionen (kg CO2/GJ)
Heizöl / Diesel 86,2 Strommix DE 160,0
Erdgas 56,0 Benzin 85,0
Bereitgestellte Energie
GJ/ha·a CO2-fossil, das ersetzt
wird kg CO2/ha·a
Stromüberschuß 12,19 Strom-Mix DE 1.950,40
Ethanol 59,79 Benzin 5.082,50
Methan 9,54 Diesel / Heizöl 822,30
Bedarf Brennerei 32,56 Diesel / Heizöl 2.806,70
Summe 114,08 Summe 10.662
Verbrauch Pflanzenbau 5,88 Pflanzenbau-Emissionen 1.767
Energiegewinn 108,20 Vermeidung 8.895
13 Zusammenfassung Seite 99
13 ZUSAMMENFASSUNG
Vor dem Hintergrund der noch ungenügenden Klimabilanz der heutigen
Bioethanolproduktion sowie der öffentlichen Diskussion über die energetische Nutzung von
Nahrungsmitteln, ist es dringend erforderlich, die Rohstoffbasis von Bioethanolanlagen auf
biogene Rest- und Abfallstoffe umzustellen sowie energieautarke, integrierte Produktionspro-
zesse zu konzipieren. Dazu wurde in dem diesem Bericht zugrundeliegendem Forschungs-
und Entwicklungsvorhaben die einzelnen Prozessschritte zur Produktion von Bioethanol und
Biobutanol aus Lignocellulose untersucht.
Zunächst wurden lignocellulosehaltige Rohstoffe ermittelt, die zur Produktion von Bioethanol
geeignet sind. Als Modellsubstrate für die Entwicklung eines Prozesses zur Produktion von
Bioethanol aus Lignocellulose zu eginn Heu, Getreidestroh sowie Gras- und Maissilage
ausgewählt.
Durch die Umstellung der Rohstoffbasis auf lignocellulosehaltige Biomasse ergeben sich
veränderte, bzw. neue, Anforderungen an die Vorbehandlung gegenüber konventionellen
Verfahren. Als erster Schritt ist dazu eine mechanische Zerkleinerung vorzusehen. Bei der
Untersuchung eines Prallreaktors konnte eine Steigerung der anaeroben biologischen Abbau-
barkeit um bis zu 10 % bei Stroh und Heu festgestellt werden.
An der Uni Hohenheim wurden Vorbehandlung und Zerkleinerung verschiedener Substrate
getestet, unter anderem mit Maissilage, Weizenstroh, Heu, Grassilage, Topinamburstroh,
Hanfstroh, Bambusstroh und Silage einer Blühpflanzensilage.
Verschiedene Behälter für die Hydrolyse wurden getestet. Hierbei erwiesen sich Rolleninku-
bator und Maischbad als die besten Lösungen für den Labormaßstab. Ein Vinotherm zeigte im
200 l-Maßstab seine mögliche Eignung für größere Ansätze.
Die Hydrolyseversuche wurden mit Enzymen von Erbslöh durchgeführt. Bei einigen Substra-
ten konnten Hydrolysewerte über 75 % erzielt werden, so bei Hanfstroh und Topinambur. Bei
Maissilage, Stroh und Heu wurde dieses Ziel nur knapp verfehlt. Miscanthus, Grassilage und
Blühpflanzensilage lagen weit darunter.
Bei Fermentationsversuchen konnten alle Substrate außer der Blühpflanzensilage vergoren
werden. Es wurden die Hefen Thermosacc und Ethanol Red getestet. Bei den Silagen musste
der pH-Wert mittels Calciumcarbonat angehoben werden.
SSF-Versuche mit Vorhydrolysaten aus Cellulose- und Stärkefrucht steigerten bei allen getes-
teten Substraten die Hydrolyse- und damit auch Fermentationsergebnisse. In Maissilage-,
13 Zusammenfassung Seite 100
Hanf- und Topinamburansätzen konnte eine fast vollständige Hydrolyse und Fermentation
(> 97 %) der Cellulose erreicht werden. Für die Berechnungen wurde eine 95 %ige Fermenta-
tion des Stärkeglukans angenommen.
In den verschiedenen Hydrolysaten findet sich nicht nur die durch Hefen leicht vergärbare
Glucose sondern auch die nicht-vergärbaren C5-Zucker Xylose und Arabinose. Da diese
einen z.T. signifikanten Anteil an der Biomasse ausmachen, wurden mit Hilfe gentechnischer
Methoden Hefen konstruiert, die auch diese Zucker vergären können. Ausgehend von dem
Industriehefestamm Ethanol Red (Fermentis) konnte ein Stamm konstruiert werden, der neben
Glucose auch Xylose vollständig zu Ethanol vergärt, und das mit einer Rate, die etwa einem
Drittel der Glucoseverbrauchsrate entspricht. Zudem konnte das Proof-of-principle erbracht
werden für die Konstruktion eines Hefestammes, der bis zu 0,2 g/l Isobutanol bildet.
Isobutanol besitzt als Kraftstoff bessere Eigenschaften als Ethanol.
Aufgabe der Separation ist die Abtrennung der Feststoffe aus der Schlempe und die Rückfüh-
rung der Flüssigphase in den Prozess. Dafür wurden mit dem Klass-Wendelfilter und einem
Schwingsieb Abtrennversuche durchgeführt, wobei sich das Schwingsieb als die geeignetere
Separationstechnologie herausstellte. Elektrische Leitfähigkeiten bis zu 10 mS/cm und pH-
Werte um 5,5 im Filtrat könnten allerdings die Rückführung von Filtrat in den Prozess ver-
hindern.
Ein großer Vorteil dezentraler Brennereien sind die regional geschlossenen Energie- und
Stoffkreisläufe. Vor diesem Hintergrund wurde die Nutzung der verbleibenden Schlempe in
einer Biogasanlage zur Bereitstellung von Prozessenergie untersucht. Das verbliebende Me-
thangaspotenzial betrug dabei für Schlempe aus Maissilage ca. 291 l/kgoTR.
Neben den eingesetzten Rohstoffen hat die Bereitstellung CO2-neutraler Prozessenergie den
größten Einfluss auf die Nachhaltigkeit des Bioethanols. Mit einer Biogasanlage kann die
benötigte Prozessenergie in Form von Strom, Heizwärme und Dampf zur Verfügung gestellt
werden. Eine entsprechende Biogasanlage bräuchte dazu eine installierte elektrische Leistung
von 2,2 MWel, wovon 380 kWel durch die Schlempe gedeckt werden könnten. Größter Ener-
gieverbraucher ist der Dämpfprozess, der durch den hohen Dampf- und Wärmebedarf allein
1,4 MWel der Leistung der Biogasanlage in Anspruch nimmt. An dieser Stelle besteht aus
energetischer Sicht ein erhebliches Optimierungspotenzial.
Es wurde eine Ökobilanzierung anhand einer Maissilage und Tritikalekorn vergärenden
Ethanolanlage durchgeführt. Alle Schritte der Bereiche Anbau und Verarbeitung von Mais
und Triticale, Aufschluss, Fermentation, Destillation, Biogasfermentation, Energiebereitstel-

13 Zusammenfassung Seite 101
lung und Schlempeverarbeitung wurden integriert. Als mögliche Produkte entstehen Ethanol,
Biogas, Strom, Wärme und Schlempe als Tierfutter.
Eine ökonomische Betrachtung wurde extern vergeben. Die Ergebnisse sind im entsprechen-
den Bericht dazu nachzulesen.
14 Verzeichnisse Seite 102
14 VERZEICHNISSE
14.1 Literaturverzeichnis
x
[1] Bundesverband der deutschen Bioethanolwirtschaft e.V.:, Stand der Information:
21.11.2011, http://www.bdbe.de/Produktion.html
[2] Verfahrensschritte für Bioethanol aus lignocellulosehaltigen Rohstoffen, Stand der
Information: 21.11.2011, http://www.bio-
sprit.ch/RohstoffeTechnologien/ZelluloseEthanol/Rohstoffeund
Herstellung/tabid/573/language/de-CH/Default.aspx
[3] SCHOBER, C.: Untersuchungen zum Einsatz technischer und mikrobiell hergestellter
Enzymsysteme zur Hydrolyse der Lignocellulose in Maissilage, ISBN 978-3-8325-2049-
6, Logos Verlag Berlin GmbH, Berlin, 2008
[4] ZELLER, V. u.a.: Basisinformationen für eine nachhaltige Nutzung landwirtschaftlicher
Rohstoffe zur Bioenergiegewinnung, ISSN 2192-1806, Deutsches
Biomasseforschungszentrum (DBFZ), Leipzig, 2011
[5] VETTER, A. u.a.: Standortangepasste Anbausysteme für Energiepflanzen, 3. Auflage,
ISBN 978-3-942147-02-6, Fachagentur Nachwachsende Rohstoffe e.V. (FNR), Gülzow,
2012
[6] VETTER, A. u.a.: Flyer zum Verbundprojekt EVA Phase II - 2009 bis 2012, Thüringer
Landesanstalt für Landwirtschaft, Domburg
[7] IGNATOWITZ, E.: Chemietechnik, ISBN 3-8085-7046-6, Europa Lehrmittel,
Wuppertal, 1997
[8] Schneidmühle der Fa. MEWA, Stand der Information: 21.11.2011, http://www.mewa-
recycling.de/maschinen/schneidmuehle-usm.html
[9] Querstromzerspaner der Fa. Anlagenbau Umwelt + Technik (AUT), Stand der
Information: 21.11.2011,
http://www.querstromzerspaner.eu/lib/img/galerie/querstromzerspaner_ large.jpg
[10] Bioextruder der Fa. Lehmann, Stand der Information: 21.11.2011, http://www.lehmann-
maschinenbau.de/web/index.php?id=54
14 Verzeichnisse Seite 103
[11] BELLISSIMI, E. u.a.: Effects of acetic acid on the kinetics of xylose fermentation by an
engineered, xylose-isomerase-based Saccharomyces cerevisiae strain., FEMS Yeast Res.
9, 358-64, 2009
[12] BOLES, E. u.a.: Characterization of a glucose-repressed pyruvate kinase (Pyk2p) in
Saccharomyces cerevisiae that is catalytically insensitive to fructose-1,6-bisphosphate., J
Bacteriol. 179, 2987-93, 1997
[13] BISCHOFSBERGER, W. U.A.: Anaerobtechnik, 2. Auflage, ISBN 3-540-06850-3,
Springer-Verlag Berlin, Heidelberg, 2005
[14] GRONAUER, A. u.a.: Sicherung der Prozessstabilität in landwirtschaftlichen
Biogasanlagen, LfL-Information, Bayerische Landesanstalt für Landwirtschaft (LfL),
Freising-Weihenstephan, 2007
[15] ERNEUERBARE ENERGIEN GESETZ (EEG) (2009), "Gesetz für den Vorrang
Erneuerbarer Energien" vom 25. Oktober 2008, Stand der Information: 21.11.2011,
http://www.gesetze-im-internet.de/bundesrecht/eeg_2009/gesamt.pdf
[16] ERNEUERBARE ENERGIEN GESETZ (EEG) (2012), "Gesetz für den Vorrang
Erneuerbare Energien", Konsolidierte (unverbindliche) Fassung des Gesetzestextes in der
ab 01. Januar 2012 geltenden Fassung, Stand der Information: 21.11.2011,
http://www.bmu.de/files/pdfs/allgemein/application/pdf/eeg_2012.pdf
[17] BIOMASSEVERORDNUNG (BiomasseV) (2012), "Verordnung über die Erzeugung
von Strom aus Biomasse", Konsolidierte (unverbindliche) Fassung des
Verordnungstextes in der ab 01. Januar 2012 geltenden Fassung, Stand der Information:
21.11.2011, http://www.erneuerbare-
energien.de/files/pdfs/allgemein/application/pdf/biomasseverordnung_kon_bf.pdf
[18] WETTER, C., BRÜGGING, E., und BAUMKÖTTER, D.: CO2-neutrale
Dampferzeugung für die dezentrale Bioethanolproduktion, Machbarkeitsstudie, Im
Auftrag des Bundesministeriums für Ernährung, Landwirtschaft und Verbraucherschutz,
Steinfurt, 2011
[19] Bandfilterpresse der Fa. Klein, Stand der Information: 21.11.2011, http://www.klein-
ts.com/de/galerie/siebbandpresse-snp.php
[20] FUCHS, W., DROSG, B.: Technologiebewertung von Gärrestbehandlungs- und
14 Verzeichnisse Seite 104
Verwertungskonzepten, ISBN 978-3-900962-86-9, Eigenverlag der Universität für
Bodenkultur Wien, Tulln, 2010
[21] Pressschneckenseparator der Fa. FAN Separator, Stand der Information: 21.11.2011,
http://upload.wikimedia.org/wikipedia/commons/8/8b/FAN_Separator.gif
[22] Schnittbild einer Dekanterzentrifuge der Fa. GEA Westfalia Separator, Stand der
Information: 21.11.2011, http://www.westfalia-separator.com/de/produkte/dekanter.html
[23] Schemazeichnung des Klass-Wendelfilters, Stand der Information: 21.11.2011,
http://www.klass-filter.de/
[24] Rundabscheider der Fa. Sweco, Stand der Information: 21.11.2011,
http://www.sweco.com/round_separator.html
[25] BRAT, D. u.a.: Cytosolic re-localization an optimization of valine synthesis and
catabolism enables increased isobutanol production with the yeast Saccharomyces
cerevisiae, Biotechnology for Biofuels, Ausgabe 5:65, 2012
[26] SENN, T., BUCK, M.: Handreichung, Stuttgart, 2011
x
14.2 Abbildungsverzeichnis
Abb. 2-1: Verfahrensschritte zur Herstellung von Bioethanol (nach [1]) 7
Abb. 2-2: Industrielle Bioethanolanlagen in Deutschland [1] 9
Abb. 2-3: Verfahrensschritte für Bioethanol aus lignocellulosehaltigen Rohstoffen [2] 12
Abb. 3-1: Getreidestrohpotenzial auf Landkreisebene in Tonnen Frischmasse (t FM/a)
mit Ackerflächenbezug nach VDLUFA (oberer Wert) [4] 16
Abb. 4-1: Schematische Darstellung einer Schneidmühle [7] 20
Abb. 4-2: Schneidmühle der Fa. MEWA [8] 20
Abb. 4-3: Schematische Darstellung einer Prallmühle [7] 21
Abb. 4-4: Querstromzerspaner der Fa. Anlagenbau Umwelt + Technik (AUT) [9] 22
Abb. 4-5: Bioextruder der Fa. Lehmann [10] 23
Abb. 4-6: Prallreaktor der Fa. Schäfer 25
14 Verzeichnisse Seite 105
Abb. 4-7: Stroh vor (l.) und nach der Behandlung (r.) mit dem Prallreaktor 25
Abb. 4-8: Heu vor (l.) und nach der Behandlung (r.) mit dem Prallreaktor 26
Abb. 4-9: Grassilage vor (l.) und nach der Behandlung (r.) mit dem Prallreaktor 26
Abb. 4-10: Grassilage mit Scheitholz vor (l.) und nach der Behandlung (r.) mit dem
Prallreaktor 27
Abb. 4-11: Maissilage vor (l.) und nach der Behandlung (r.) mit dem Prallreaktor 27
Abb. 4-12: Eudiometer (Vergärungsstand) 28
Abb. 4-13: oTR-spezifischer Methanertrag der Stroh- und Grassilageproben 29
Abb. 4-14: oTR-spezifischer Methanertrag der Heu- und Maissilageproben 30
Abb. 4-15: Reaktor für Steam-explosion und Dämpfversuche 31
Abb. 5-1: Getestete Hydrolysebehälter: Laborrührwerk mit Blattrührer (o. l.),
Laborfermenter (o. r.), Vinotherm (u. l.), Maischbad (u. m.), Rolleninkubator
(u. r.) 33
Abb. 5-2: a) Hydrolyse von Topinamburmaische mit 17 % bzw. 26 % TS in der
Maische (l.) und b) Strohmaische mit 13,2 % TS in der Maische (r.) 35
Abb. 5-3: a) Hydrolyse von Hanfmaische mit 8,9 % TS in der Maische (l.) und b)
Miscanthusmaische mit 8,6 % TS in der Maische (r.) 36
Abb. 6-1: Vergärung von Maissilagehydrolysat (28,6 % TS) mit
Triticalemaischehydrolysat vermengt. Die Prozentzahlen der einzelnen
Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen
Lignocellulose- und Stärkefrucht an 38
Abb. 6-2: Vergärung von Maissilagevorhydrolysat mit Triticalemaischevorhydrolysat
(Stargen-Enzyme) vermengt. Die Prozentzahlen der einzelnen Kurvennamen
geben das prozentuale Gewichtsverhältnis zwischen Lignocellulose- und
Stärkefrucht an. 39
Abb. 6-3: Vergärung von Topinamburmaischen 3 Tage hydrolysiert mit
Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen
Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen
Lignocellulose- und Stärkefrucht an 40
14 Verzeichnisse Seite 106
Abb. 6-4: Vergärung von Topinamburmaischen 5 Tage hydrolysiert mit
Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen
Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen
Lignocellulose- und Stärkefrucht an 41
Abb. 6-5: Vergärung von Strohmaische 4,5 Tage hydrolysiert mit
Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen
Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen
Lignocellulose- und Stärkefrucht an 42
Abb. 6-6: Vergärung von Miscanthusmaische 5 Tage hydrolysiert mit
Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen
Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen
Lignocellulose- und Stärkefrucht an 43
Abb. 6-7: Vergärung von Hanfstrohmaische 3,5 Tage hydrolysiert mit
Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen
Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen
Lignocellulose- und Stärkefrucht an 44
Abb. 6-8: Vergärung einer Blühpflanzensilagemaische, 6 Tage hydrolysiert, mit
Triticalemaischevorhydrolysat vermengt. Die Prozentzahlen der einzelnen
Kurvennamen geben das prozentuale Gewichtsverhältnis zwischen
Lignocellulose- und Stärkefrucht an 45
Abb. 7-1: Wachstumstest von Industriehefestämmen auf Synthetischen
Minimalmedium mit Glukose als Kohlenstoffquelle und unterschiedlichen
Acetatkonzentrationen 47
Abb. 7-2: Wachstumstest eines Referenz Laborstammes auf Synthetischen
Minimalmedium mit Glukose als Kohlenstoffquelle und unterschiedlichen
Acetatkonzentrationen 48
Abb. 7-3: Xylose- und Arabinose-Stoffwechselweg im optimierten Industriehefestamm 49
Abb. 7-4: Integrationsstrategie 50
Abb. 7-5: Plasmidkarte von pHD8-i-pyk2-xyl-ppp-hxt7-G 51
Abb. 7-6: Plasmidkarte von pHD22-i-pyk2-ara-tal2-tkl2-H 52
Abb. 7-7: Schema der in die pyk2 Allele integrierten Gene für die Pentoseverwertung 53
14 Verzeichnisse Seite 107
Abb. 7-8: relative Enzymaktivität des konstruierten Industriehefestammes im Vergleich
zu einen konstruierten und optimieren Labor – Referenzstammes. (XI –
Xyloseisomerase, XKS – Xylulosekinase, TAL – Transaldolase, TKL –
Transketolase, RPE – Ribulose-5-phospate 3-epimerase, RKI – Ribose-5-
phosphate ketol-isomerase) 53
Abb. 7-9: Xylose Fermentation des konstruierten und evolvierten Stammes 54
Abb. 7-10: Tropftest, Wachstum nach 7 Tagen auf synthetischem Minimalmedium mit
2% Arabinose. Zu sehen ist der konstruierte Industriehefestamm vor und
nach der Evolvierung mit der zusätzlichen Überexpression der Gene für
Arabinoseverstoffwechselung auf Plasmid (AraA Arabinoseisomerase, AraB
Ribulosekinase, AraD Ribulose-5-Phosphat 4-epimerase) 55
Abb. 7-11: Schema der vor die GAL2 Allele integrierten Gene für die
Pentoseverwertung 56
Abb. 7-12: Fermentation des Stammes ReA8 Minimal-Medium mit gemischter
Zuckerquelle 56
Abb. 7-13: Fermentation des Stammes ReA9 in Minimal-Medium mit gemischter
Zuckerquelle 57
Abb. 8-1: oTR-spezifischer Methanertrag der Maisfraktionen nach Klass-Wendelfilter 59
Abb. 8-2: oTR-spezifischer Methanertrag der Strohfraktionen nach Klass-Wendelfilter 59
Abb. 8-3: oTR-spezifischer Methanertrag der Mais- und Strohfraktionen nach
Schwingsieb mit 1,52 mm Maschenweite 60
Abb. 8-4: oTR-spezifischer Methanertrag der gepufferten und destillierten
Maisfraktionen nach Schwingsieb mit 1,52 mm Maschenweite 63
Abb. 8-5: oTR-spezifischer Methanertrag der Hanf-Triticale- und Topinambur-
Triticale-Fraktionen nach Schwingsieb mit 1,52 mm Maschenweite 64
Abb. 8-6: Abhitzedampferzeuger einer dezentralen Brennerei 65
Abb. 10-1: Bandfilterpresse der Fa. Klein [19] 73
Abb. 10-2: Schematische Darstellung einer Bandfilterpresse [20] 73
Abb. 10-3: Pressschneckenseparator der Fa. FAN Separator [21] 74
Abb. 10-4: Schematische Darstellung eines Pressschneckenseparators [20] 75
14 Verzeichnisse Seite 108
Abb. 10-5: Schnittbild einer Dekanterzentrifuge der Fa. GEA Westfalia Separator [22] 76
Abb. 10-6: Schematische Darstellung einer Dekanterzentrifuge [20] 77
Abb. 10-7: Klass-Wendelfilter der Fa. Klass 78
Abb. 10-8: Schemazeichnung des Klass-Wendelfilters [23] 78
Abb. 10-9: Rundabscheider der Fa. Sweco [24] 79
Abb. 10-10: Bogensieb der Forschungs- und Lehrbrennerei der Universität Hohenheim 81
Abb. 10-11: Wendel aus Klass-Wendelfilter mit fester Fraktion von fermentiertem Stroh 82
Abb. 10-12: Feste (l.) und flüssige (r.) Fraktion von destillierter Maissilage nach Klass-
Wendelfilter 83
Abb. 10-13: Feste Fraktionen von fermentierter Maissilage (l.) und fermentiertem Stroh
(r.) nach Siebung mit 1,52 mm Maschenweite 85
Abb. 10-14: Schwingsieb mit 0,3 mm Maschenweite nach der Separation von Maissilage
(l.) und mit 1,52 mm Maschenweite nach der Separation von Stroh (r.) 86
Abb. 11-1: Optimierter Isobutanol Pathway (Gap - Glycerinaldehyd-3-Phosphat; Pyr -
Pyruvat; Alac - Acetolactat; Dhiv - Dihydroxyisovalerat; Kiv -
Ketoisovalerat; Iba - Isobutyraldehyd) 90
Abb. 11-2: Gesteigerte Isobutanolproduktion mittels verkürzter Ilv2, Ilv5 und Ilv3
Enzyme. (WT - Wild Typ/unverkürzt; vk - verkürzt) 91
Abb. 12-1: Stoff- und Materialströme Maisanbau und Silierung 94
Abb. 12-2: Stoff- und Materialströme Triticaleanbau und Strohernte 94
Abb. 12-3: Stoff-, Material- und Energieströme für Vorbehandlung, Hydrolyse und
Fermentation von Maissilage und Triticale 95
Abb. 12-4: Stoff-, Material- und Energieströme von Destillation, Biogasproduktion und
Strom- sowie Wärmeerzeugung im BHKW (CHP) 96
Abb. 12-5: Darstellung der CO2-Äquivalente im Vergleich zu den Default-Werten der
EU RED 97
14.3 Tabellenverzeichnis
Tab. 3-1: Zusammensetzung von Rohstoffen für die Bioethanolproduktion [3] 14
14 Verzeichnisse Seite 109
Tab. 3-2: Darstellung der Standardfruchtfolgen aus dem FNR-Forschungsprojekt [5][6] 17
Tab. 7-1: Auswertung der Xylose Fermentation 54
Tab. 7-2: Auswertung der Fermentation des Stammes ReA8 mit gemischter
Zuckerquelle 57
Tab. 7-3: Auswertung der Fermentation des Stammes ReA9 mit gemischter
Zuckerquelle 57
Tab. 8-1: pH-Werte der Mais- und Strohfraktionen nach Schwingsieb mit 1,52 mm
Maschenweite am Ende der Biogaspotenzialbestimmung im Gärrest 61
Tab. 8-2: Versuchsergebnis Schwingsieb Mais destilliert 62
Tab. 8-3: Dampfbedarf für Destillation 66
Tab. 8-4: Heizwärmebedarf für Dämpfprozess 67
Tab. 8-5: Dampfbedarf für Dämpfprozess 67
Tab. 8-6: Energiebedarf der Brennerei 68
Tab. 8-7: Berechnung des Anfalls an Schlempe 69
Tab. 8-8: Berechnung der möglichen Leistung einer Biogasanlage 69
Tab. 8-9: Deckungsgrad des Energiebedarfs der Brennerei durch die Schlempe 69
Tab. 10-1: Wendelverzeichnis 82
Tab. 10-2: Versuchsergebnis Klass-Wendelfilter 83
Tab. 10-3: Versuchsergebnis Schwingsieb Stroh fermentiert 84
Tab. 10-4: Versuchsergebnis Schwingsieb Mais fermentiert 85
Tab. 10-5: Ergebnisse Schwingsieb mit 1,52 mm Maschenweite für Maissilage-, Hanf-
Triticale- und Topinambur-Triticale-Schlempe 87
Tab. 10-6: Chemischer Befund der Maissilage-Triticale-Schlempe der Landesanstalt für
landwirtschaftliche Chemie an der Universität Hohenheim 88
Tab. 10-7: Chemischer Befund der Hanf-Triticale-Schlempe der Landesanstalt für
landwirtschaftliche Chemie an der Universität Hohenheim 88
Tab. 10-8: Chemischer Befund der Topinambur-Triticale-Schlempe der Landesanstalt
für landwirtschaftliche Chemie an der Universität Hohenheim 88
14 Verzeichnisse Seite 110
Tab. 11-1: Isobutanolausbeute pro Gramm eingesetzter Glukose 91
Tab. 12-1: Eingespartes fossiles CO2 pro Hektar Anbaufläche und Jahr der bilanzierten
Cellulose-Ethanolanlage 98
14.4 Abkürzungsverzeichnis
BDBe Bundesverband der deutschen Bioethanolwirtschaft
BfB Bundesmonopolverwaltung für Branntwein
BHKW Blockheizkraftwerk
BMU Bundesministerium für Umwelt
CaCO3 Calciumcarbonat
CO2 Kohlenstoffdioxid
C2H5OH Ethanol
C6H12O6 Glucose
DBFZ Deutsches-Biomasse-Forschungs-Zentrum
DDGS destillers dry grain solubles
EEG Erneuerbare Energien Gesetz
E5 Ottokraftstoff mit bis zu 5% Bioethanol
E10 Ottokraftstoff mit bis zu 10% Bioethanol
E85 Ottokraftstoff mit bis zu 85% Bioethanol
E100 Ottokraftstoff aus 100% Bioethanol
FM Frischmasse
GenTG Gesetz zur Regelung der Gentechnik (Gentechnikgesetz)
GenTSV Gentechnik-Sicherheitsverordnung
GPS Ganzpflanzensilage
HF Hauptfrucht
HMF Hydroxymethylfurfural
HPLC High-performance liquid chromatography
14 Verzeichnisse Seite 111
H2SO4 Schwefelsäure
H2O Wasser
H+ Wasserstoff-Ion
KIV Ketoisovalerat
KTBL Kuratorium für Technik und Bauwesen in der Landwirtschaft
NawaRo Nachwachsender Rohstoff
NaOH Natriumhydroxid
NEL Netto Energie Laktation
NREL National Renewable Energy Laboratory
ORF open reading frame
oTR organischer Trockenrückstand
PCR Polymerase Chain Reaction
PTJ Projektträger Jülich
r.A. reiner Alkohol
RI Refractive Index
SHF Separate Saccharification and Fermentation
SSF Simultaneous Saccharification and Fermentation
SZF Sommerzwischenfrucht
TR Trockenrückstand
TS Trockensubstanz
US Untersaat
VDLUFA Verband deutscher landwirtschaftlicher Untersuchungs- und For-
schungsanstalten
WZF Winterzwischenfrucht
ZwF Zwischenfrucht
11 Verzeichnisse Seite 122
ANLAGEN
1
UNIVERSITÄT HOHENHEIM
Optimierung der regionalen Bioethanol-herstellung aus biogenen Reststoffen
(RE2ALKO)
Teilprojekt:
Wirtschaftlichkeit der Bioethanol-erzeugung unter Einbeziehung
biogener Reststoffe
Prof. Dr. Enno Bahrs Dr. Beate Zimmermann
Universität Hohenheim Institut für Landwirtschaftliche Betriebslehre (410B)
Juni 2013
1
Inhaltsverzeichnis
1 Einführung 2
1.1 Zielsetzung 2
1.2 Methodische Vorgehensweise 2
2 Anlagenbeschreibung 4
3 Berechnungsgrundlagen 9
4 Wirtschaftlichkeit der untersuchten Bioethanolanlagen 15
5 Wettbewerbsfähigkeit von Bioethanol 19
6 Schlussfolgerungen 27
7 Literaturverzeichnis 28
Einführung
2
1 Einführung
1.1 Zielsetzung
Im vorliegenden Teilprojekt wird die Wirtschaftlichkeit der im Rahmen des Gesamt-
projektes entwickelten und optimierten Verfahren der Bioethanolerzeugung analy-
siert. Dabei werden die einzelnen Verfahren hinsichtlich ihrer Produktionskosten,
Energie- und Klimaeffizienz sowie CO2-Vermeidungskosten untersucht.
Im Vergleich zu den gängigen Verfahren der Bioethanolerzeugung im großen Maß-
stab, soll mit den hier betrachteten Verfahren zum einen eine Verminderung der
Konkurrenz um Nahrungsmittel und zum anderen eine Verbesserung der Energie-
und Klimaeffizienz erreicht werden. Schließlich stellt sich die Frage, ob die betrachte-
ten Konzepte nach dem Wegfall des Branntweinmonopols eine Entwicklungsmög-
lichkeit für Brennereien darstellen könnten.
Zur Reduzierung der Konkurrenz zwischen nachwachsenden Rohstoffen und der
Nahrungsmittelproduktion steht bei den betrachteten Verfahren die Integration bio-
gener Abfall- oder Reststoffe, d.h. lignocellulosehaltigen Materials, im Vordergrund.
Zur Verbesserung der Energieeffizienz wird die Bioethanolerzeugung mit der Biogas-
produktion verknüpft. Dabei wird die bei der Alkoholerzeugung als Nebenprodukt an-
fallende Schlempe als Rohstoff für die Biogaserzeugung und damit als Energieliefe-
rant genutzt (Schlempevergärung statt Trocknung). Schließlich basiert das Konzept
auf der dezentralen Bioethanolproduktion, die es zum einen ermöglicht, die Trans-
portkosten für Substrate zu minimieren, Stoffkreisläufe zu schließen und vor allem
einen Beitrag zur Steigerung der regionalen Wertschöpfung zu leisten. Insgesamt soll
mit diesem Konzept der energieautarken dezentralen Bioethanolerzeugung im ge-
schlossenen System unter Einbeziehung biogener Reststoffe eine beträchtliche Re-
duzierung der CO2-Emissionen erreicht werden.
1.2 Methodische Vorgehensweise
Zur Beurteilung der Wettbewerbsfähigkeit verschiedener Konzepte der Bioethanoler-
zeugung wird ein Verfahrensvergleich erstellt. Auf dieser Basis lassen sich die unter-
suchten Bioethanolverfahren hinsichtlich Produktionskosten, Energiebilanz, Emissi-
onsminderung und CO2-Vermeidungskosten vergleichen.
Einführung
3
Als Datengrundlage für die Wirtschaftlichkeitsanalyse dienen im wesentlichen die von
BUCK UND SENN (2012) im Rahmen des Forschungsprojektes Re2Alko gemessenen
Stoffflüsse und erarbeiteten Ergebnisse. Diese umfassen sowohl die Definition ver-
schiedener optimierter Anlagevarianten als auch deren jeweilige Input- und Output-
mengen.
Darüber hinaus werden für die Wirtschaftlichkeitsberechnungen Kalkulationsdaten,
Erfahrungen von Anlagenbauern und Anlagenbetreibern sowie verschiedene Litera-
tur verwendet.
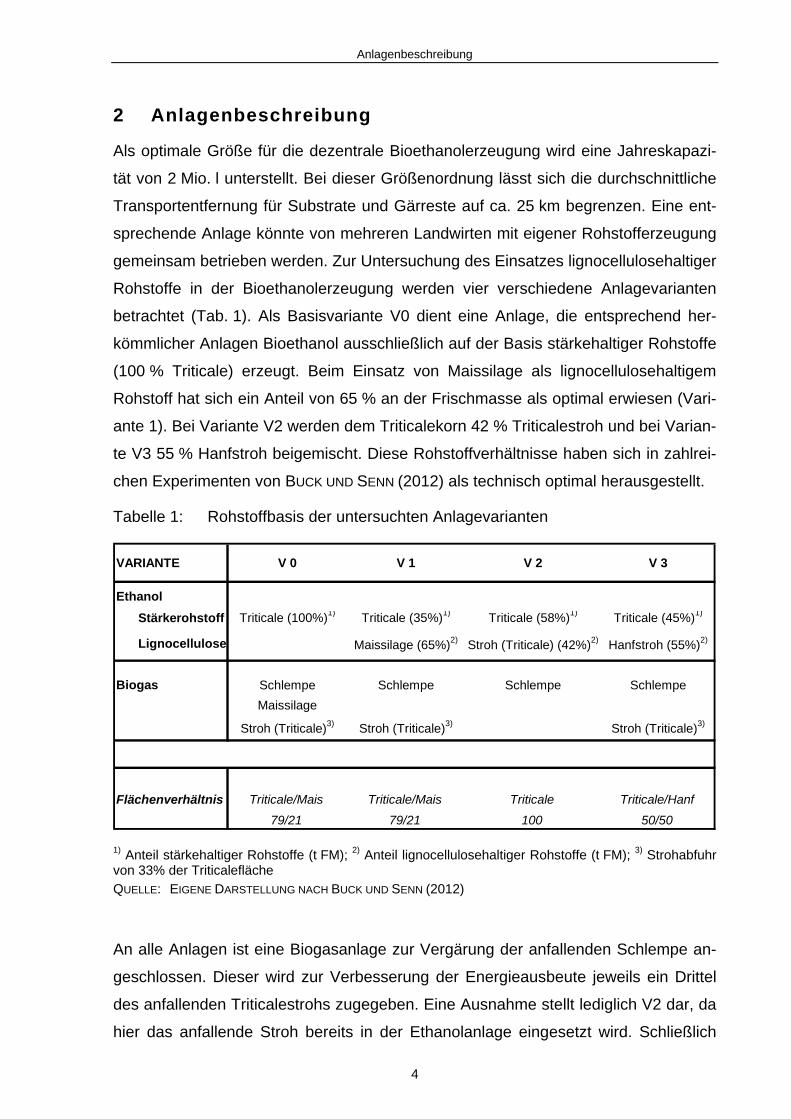
Anlagenbeschreibung
4
2 Anlagenbeschreibung
Als optimale Größe für die dezentrale Bioethanolerzeugung wird eine Jahreskapazi-
tät von 2 Mio. l unterstellt. Bei dieser Größenordnung lässt sich die durchschnittliche
Transportentfernung für Substrate und Gärreste auf ca. 25 km begrenzen. Eine ent-
sprechende Anlage könnte von mehreren Landwirten mit eigener Rohstofferzeugung
gemeinsam betrieben werden. Zur Untersuchung des Einsatzes lignocellulosehaltiger
Rohstoffe in der Bioethanolerzeugung werden vier verschiedene Anlagevarianten
betrachtet (Tab. 1). Als Basisvariante V0 dient eine Anlage, die entsprechend her-
kömmlicher Anlagen Bioethanol ausschließlich auf der Basis stärkehaltiger Rohstoffe
(100 % Triticale) erzeugt. Beim Einsatz von Maissilage als lignocellulosehaltigem
Rohstoff hat sich ein Anteil von 65 % an der Frischmasse als optimal erwiesen (Vari-
ante 1). Bei Variante V2 werden dem Triticalekorn 42 % Triticalestroh und bei Varian-
te V3 55 % Hanfstroh beigemischt. Diese Rohstoffverhältnisse haben sich in zahlrei-
chen Experimenten von BUCK UND SENN (2012) als technisch optimal herausgestellt.
Tabelle 1: Rohstoffbasis der untersuchten Anlagevarianten
1) Anteil stärkehaltiger Rohstoffe (t FM); 2) Anteil lignocellulosehaltiger Rohstoffe (t FM); 3) Strohabfuhr von 33% der Triticalefläche
QUELLE: EIGENE DARSTELLUNG NACH BUCK UND SENN (2012)
An alle Anlagen ist eine Biogasanlage zur Vergärung der anfallenden Schlempe an-
geschlossen. Dieser wird zur Verbesserung der Energieausbeute jeweils ein Drittel
des anfallenden Triticalestrohs zugegeben. Eine Ausnahme stellt lediglich V2 dar, da
hier das anfallende Stroh bereits in der Ethanolanlage eingesetzt wird. Schließlich
VARIANTE V 0 V 1 V 2 V 3
Ethanol
Stärkerohstoff Triticale (100%)1) Triticale (35%)1) Triticale (58%)1) Triticale (45%)1)
Lignocellulose Maissilage (65%)2) Stroh (Triticale) (42%)2) Hanfstroh (55%)2)
Biogas Schlempe Schlempe Schlempe Schlempe
Maissilage
Stroh (Triticale)3) Stroh (Triticale)3) Stroh (Triticale)3)
Flächenverhältnis Triticale/Mais Triticale/Mais Triticale Triticale/Hanf
79/21 79/21 100 50/50
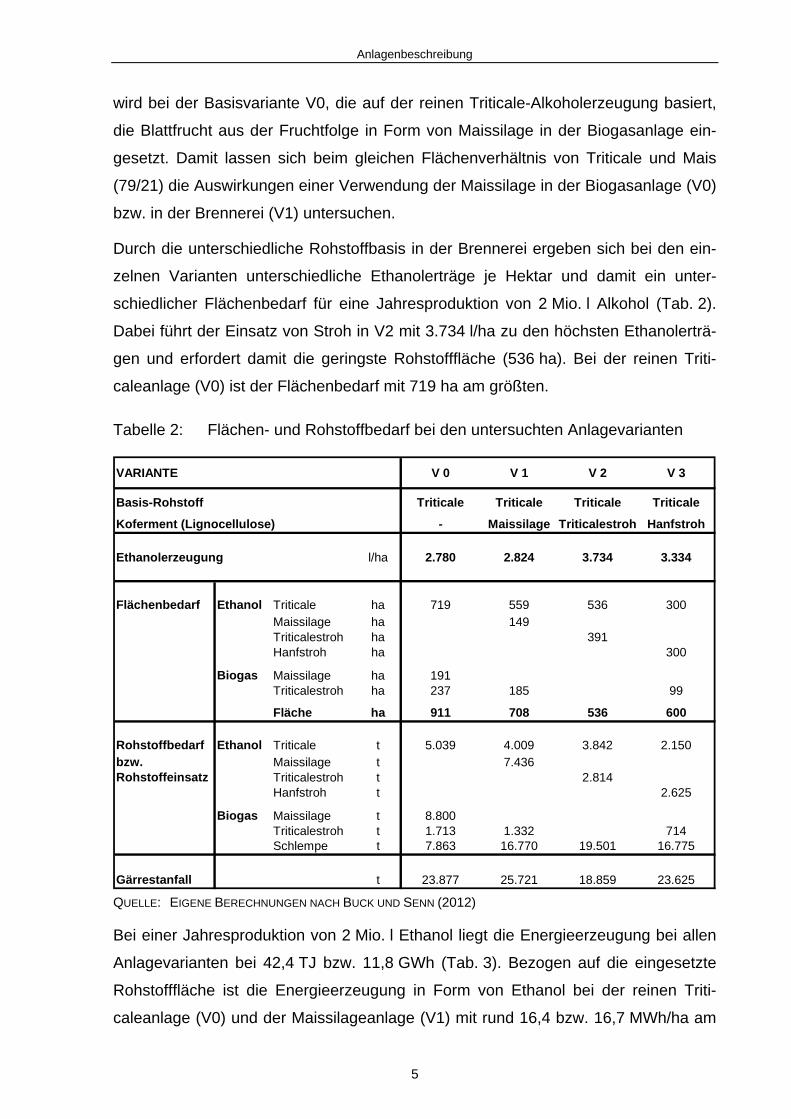
Anlagenbeschreibung
5
wird bei der Basisvariante V0, die auf der reinen Triticale-Alkoholerzeugung basiert,
die Blattfrucht aus der Fruchtfolge in Form von Maissilage in der Biogasanlage ein-
gesetzt. Damit lassen sich beim gleichen Flächenverhältnis von Triticale und Mais
(79/21) die Auswirkungen einer Verwendung der Maissilage in der Biogasanlage (V0)
bzw. in der Brennerei (V1) untersuchen.
Durch die unterschiedliche Rohstoffbasis in der Brennerei ergeben sich bei den ein-
zelnen Varianten unterschiedliche Ethanolerträge je Hektar und damit ein unter-
schiedlicher Flächenbedarf für eine Jahresproduktion von 2 Mio. l Alkohol (Tab. 2).
Dabei führt der Einsatz von Stroh in V2 mit 3.734 l/ha zu den höchsten Ethanolerträ-
gen und erfordert damit die geringste Rohstofffläche (536 ha). Bei der reinen Triti-
caleanlage (V0) ist der Flächenbedarf mit 719 ha am größten.
Tabelle 2: Flächen- und Rohstoffbedarf bei den untersuchten Anlagevarianten
QUELLE: EIGENE BERECHNUNGEN NACH BUCK UND SENN (2012)
Bei einer Jahresproduktion von 2 Mio. l Ethanol liegt die Energieerzeugung bei allen
Anlagevarianten bei 42,4 TJ bzw. 11,8 GWh (Tab. 3). Bezogen auf die eingesetzte
Rohstofffläche ist die Energieerzeugung in Form von Ethanol bei der reinen Triti-
caleanlage (V0) und der Maissilageanlage (V1) mit rund 16,4 bzw. 16,7 MWh/ha am
VARIANTE V 0 V 1 V 2 V 3
Basis-Rohstoff Triticale Triticale Triticale Triticale
- Maissilage Triticalestroh Hanfstroh
Ethanolerzeugung l/ha 2.780 2.824 3.734 3.334
Flächenbedarf Ethanol Triticale ha 719 559 536 300Maissilage ha 149Triticalestroh ha 391Hanfstroh ha 300
Biogas Maissilage ha 191Triticalestroh ha 237 185 99
Fläche ha 911 708 536 600
Rohstoffbedarf Ethanol Triticale t 5.039 4.009 3.842 2.150bzw. Maissilage t 7.436Rohstoffeinsatz Triticalestroh t 2.814
Hanfstroh t 2.625
Biogas Maissilage t 8.800Triticalestroh t 1.713 1.332 714Schlempe t 7.863 16.770 19.501 16.775
Gärrestanfall t 23.877 25.721 18.859 23.625
Koferment (Lignocellulose)
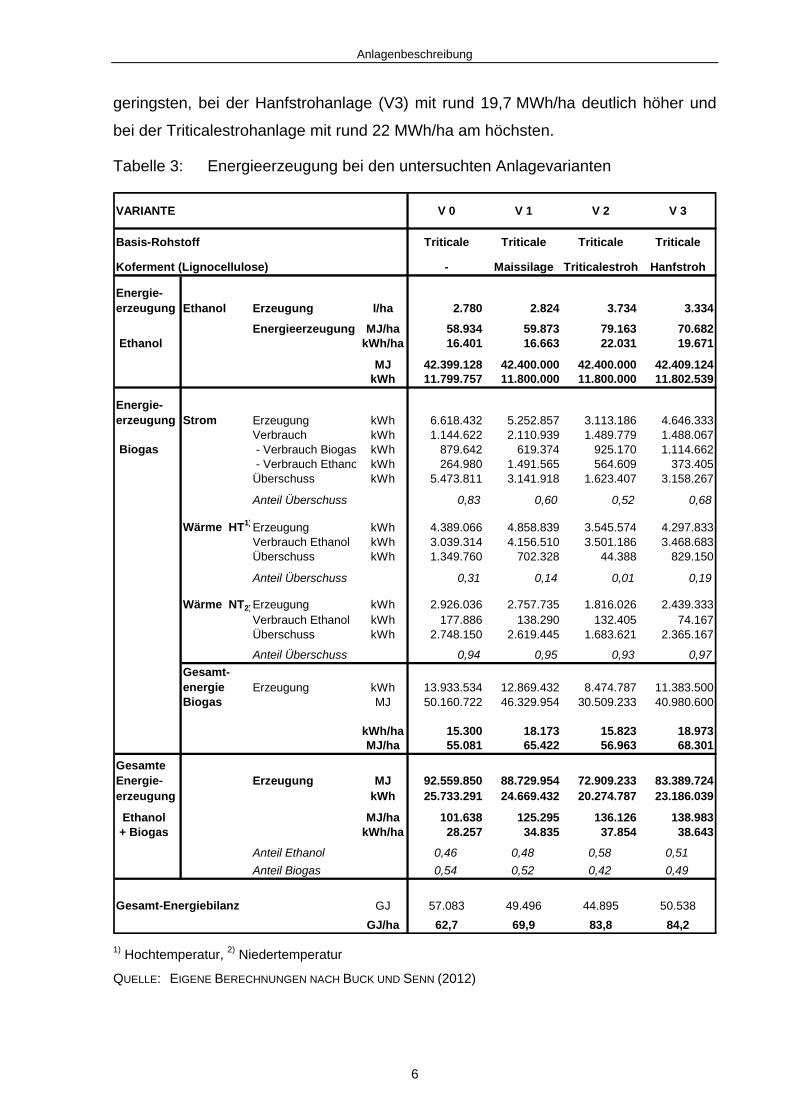
Anlagenbeschreibung
6
geringsten, bei der Hanfstrohanlage (V3) mit rund 19,7 MWh/ha deutlich höher und
bei der Triticalestrohanlage mit rund 22 MWh/ha am höchsten.
Tabelle 3: Energieerzeugung bei den untersuchten Anlagevarianten
1) Hochtemperatur, 2) Niedertemperatur
QUELLE: EIGENE BERECHNUNGEN NACH BUCK UND SENN (2012)
VARIANTE V 0 V 1 V 2 V 3
Basis-Rohstoff Triticale Triticale Triticale Triticale
Koferment (Lignocellulose) - Maissilage Triticalestroh Hanfstroh
Energie-erzeugung Ethanol Erzeugung l/ha 2.780 2.824 3.734 3.334
Energieerzeugung MJ/ha 58.934 59.873 79.163 70.682 Ethanol kWh/ha 16.401 16.663 22.031 19.671
MJ 42.399.128 42.400.000 42.400.000 42.409.124kWh 11.799.757 11.800.000 11.800.000 11.802.539
Energie- erzeugung Strom Erzeugung kWh 6.618.432 5.252.857 3.113.186 4.646.333
Verbrauch kWh 1.144.622 2.110.939 1.489.779 1.488.067 Biogas - Verbrauch Biogas kWh 879.642 619.374 925.170 1.114.662
- Verbrauch Ethano kWh 264.980 1.491.565 564.609 373.405Überschuss kWh 5.473.811 3.141.918 1.623.407 3.158.267
Anteil Überschuss 0,83 0,60 0,52 0,68
Wärme HT1)Erzeugung kWh 4.389.066 4.858.839 3.545.574 4.297.833Verbrauch Ethanol kWh 3.039.314 4.156.510 3.501.186 3.468.683Überschuss kWh 1.349.760 702.328 44.388 829.150
Anteil Überschuss 0,31 0,14 0,01 0,19
Wärme NT2)Erzeugung kWh 2.926.036 2.757.735 1.816.026 2.439.333Verbrauch Ethanol kWh 177.886 138.290 132.405 74.167Überschuss kWh 2.748.150 2.619.445 1.683.621 2.365.167
Anteil Überschuss 0,94 0,95 0,93 0,97
Gesamt-energie Erzeugung kWh 13.933.534 12.869.432 8.474.787 11.383.500Biogas MJ 50.160.722 46.329.954 30.509.233 40.980.600
kWh/ha 15.300 18.173 15.823 18.973MJ/ha 55.081 65.422 56.963 68.301
Gesamte Energie- Erzeugung MJ 92.559.850 88.729.954 72.909.233 83.389.724erzeugung kWh 25.733.291 24.669.432 20.274.787 23.186.039
Ethanol MJ/ha 101.638 125.295 136.126 138.983 + Biogas kWh/ha 28.257 34.835 37.854 38.643
Anteil Ethanol 0,46 0,48 0,58 0,51
Anteil Biogas 0,54 0,52 0,42 0,49
Gesamt-Energiebilanz GJ 57.083 49.496 44.895 50.538
GJ/ha 62,7 69,9 83,8 84,2
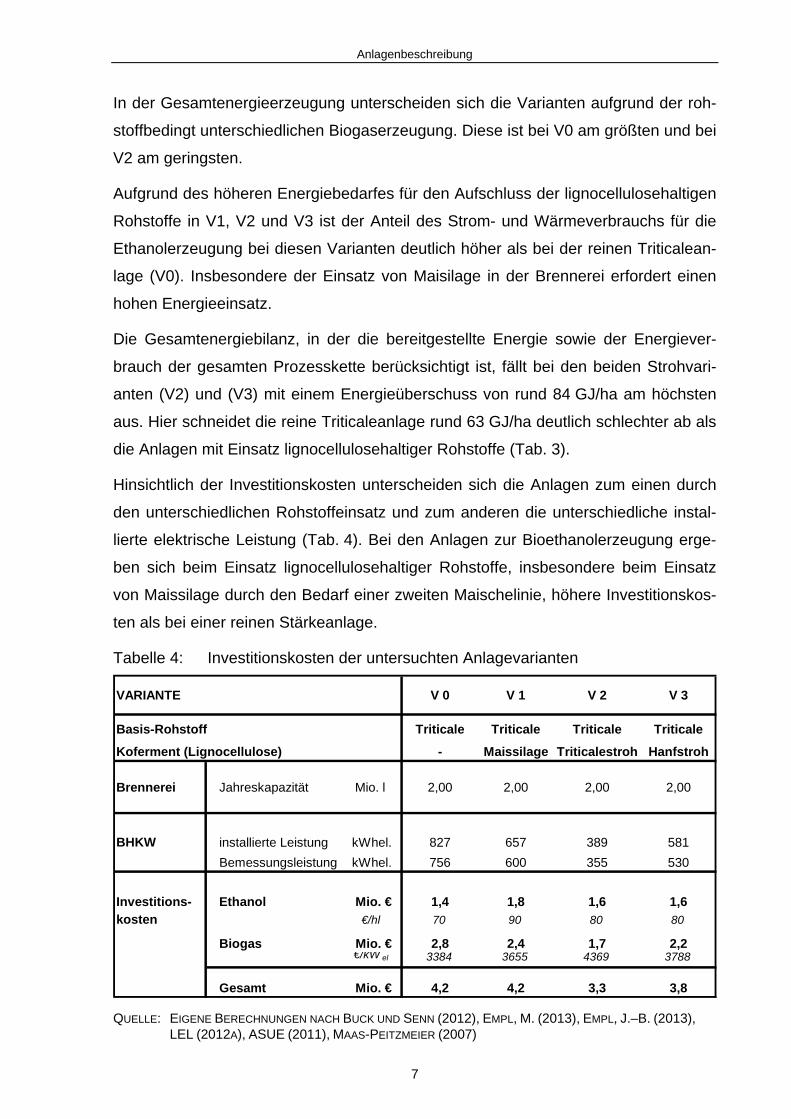
Anlagenbeschreibung
7
In der Gesamtenergieerzeugung unterscheiden sich die Varianten aufgrund der roh-
stoffbedingt unterschiedlichen Biogaserzeugung. Diese ist bei V0 am größten und bei
V2 am geringsten.
Aufgrund des höheren Energiebedarfes für den Aufschluss der lignocellulosehaltigen
Rohstoffe in V1, V2 und V3 ist der Anteil des Strom- und Wärmeverbrauchs für die
Ethanolerzeugung bei diesen Varianten deutlich höher als bei der reinen Triticalean-
lage (V0). Insbesondere der Einsatz von Maisilage in der Brennerei erfordert einen
hohen Energieeinsatz.
Die Gesamtenergiebilanz, in der die bereitgestellte Energie sowie der Energiever-
brauch der gesamten Prozesskette berücksichtigt ist, fällt bei den beiden Strohvari-
anten (V2) und (V3) mit einem Energieüberschuss von rund 84 GJ/ha am höchsten
aus. Hier schneidet die reine Triticaleanlage rund 63 GJ/ha deutlich schlechter ab als
die Anlagen mit Einsatz lignocellulosehaltiger Rohstoffe (Tab. 3).
Hinsichtlich der Investitionskosten unterscheiden sich die Anlagen zum einen durch
den unterschiedlichen Rohstoffeinsatz und zum anderen die unterschiedliche instal-
lierte elektrische Leistung (Tab. 4). Bei den Anlagen zur Bioethanolerzeugung erge-
ben sich beim Einsatz lignocellulosehaltiger Rohstoffe, insbesondere beim Einsatz
von Maissilage durch den Bedarf einer zweiten Maischelinie, höhere Investitionskos-
ten als bei einer reinen Stärkeanlage.
Tabelle 4: Investitionskosten der untersuchten Anlagevarianten
QUELLE: EIGENE BERECHNUNGEN NACH BUCK UND SENN (2012), EMPL, M. (2013), EMPL, J.–B. (2013), LEL (2012A), ASUE (2011), MAAS-PEITZMEIER (2007)
VARIANTE V 0 V 1 V 2 V 3
Basis-Rohstoff Triticale Triticale Triticale Triticale
Koferment (Lignocellulose) - Maissilage Triticalestroh Hanfstroh
Brennerei Jahreskapazität Mio. l 2,00 2,00 2,00 2,00
BHKW installierte Leistung kWhel. 827 657 389 581
Bemessungsleistung kWhel. 756 600 355 530
Investitions- Ethanol Mio. € 1,4 1,8 1,6 1,6kosten €/hl 70 90 80 80
Biogas Mio. € 2,8 2,4 1,7 2,2€/kW el 3384 3655 4369 3788
Gesamt Mio. € 4,2 4,2 3,3 3,8
Anlagenbeschreibung
8
Bei den angeschlossenen Biogasanlagen beruhen die Kostenunterschiede im we-
sentlichen auf dem Unterschied in der installierten elektrischen Leistung.
Die Vergütung für den überschüssigen Strom aus der Biogasanlage unterscheidet
sich in der Grundvergütung durch die unterschiedliche Bemessungsleistung des
BHKW und in der Zusatzvergütung durch den unterschiedlichen Substrateinsatz
(Tab. 5). Eine Zusatzvergütung wird lediglich für Mais und Stroh gewährt, nicht je-
doch für Schlempe. Die höchsten Stromerlöse ergeben sich in V0 durch den hohen
Maisanteil in der Biogasanlage. Bei reiner Schlempevergärung ist die Stromvergü-
tung am geringsten, d.h. hier liegt der Schwerpunkt auf der Energieerzeugung für
den Eigenbedarf.
Tabelle 5: Stromvergütung1) bei den untersuchten Anlagevarianten
1) Jahr der Inbetriebnahme 2013
QUELLE: EIGENE BERECHNUNGEN NACH BUCK UND SENN (2012), EEG (2012), BIOMASSEV (2012), EMPL, J.–B. (2013),
VARIANTE V 0 V 1 V 2 V 3
Basis-Rohstoff Triticale Triticale Triticale Triticale
Koferment (Lignocellulose) - Maissilage Triticalestroh Hanfstroh
Grundvergütung Cent/kWh 12,01 12,33 12,88 12,53
Zusatzvergütung - Vergütungsklasse I (Mais) Cent/kWh 3,91 0,00 0,00 0,00 - Vergütungsklasse II (Stroh) Cent/kWh 1,33 1,31 0,00 0,79
Gesamtvergütung Cent/kWh 17,25 13,64 12,88 13,32
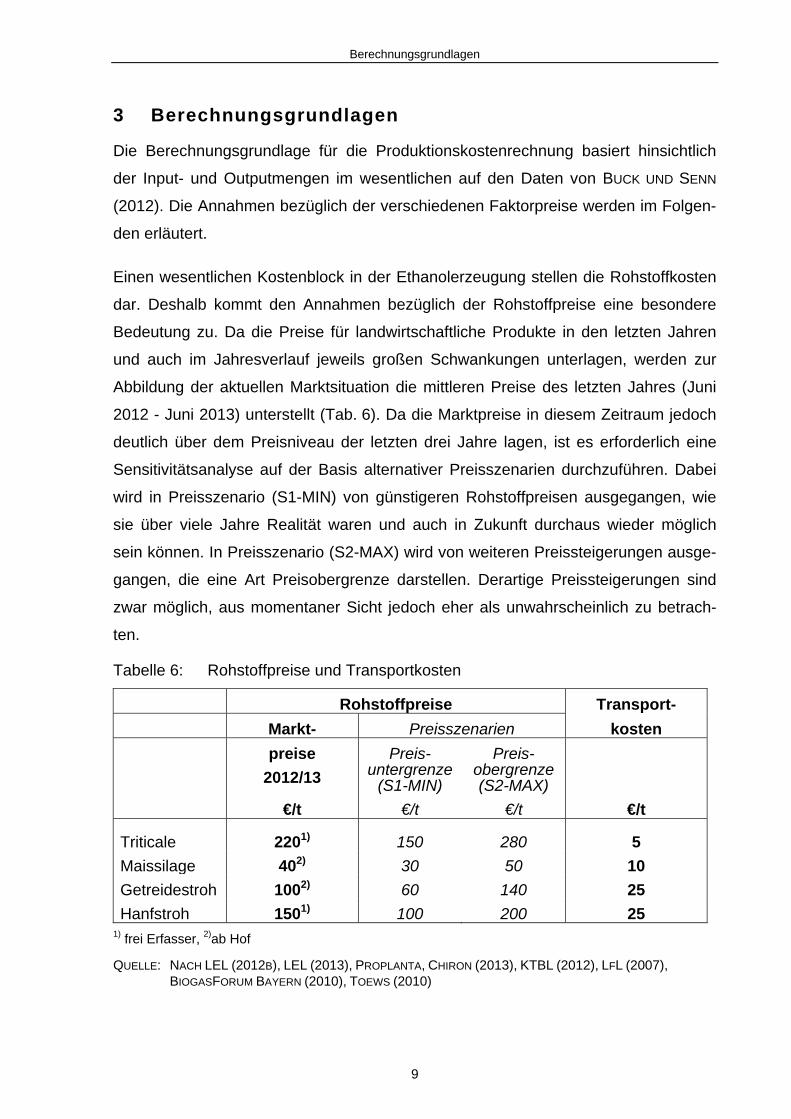
Berechnungsgrundlagen
9
3 Berechnungsgrundlagen
Die Berechnungsgrundlage für die Produktionskostenrechnung basiert hinsichtlich
der Input- und Outputmengen im wesentlichen auf den Daten von BUCK UND SENN
(2012). Die Annahmen bezüglich der verschiedenen Faktorpreise werden im Folgen-
den erläutert.
Einen wesentlichen Kostenblock in der Ethanolerzeugung stellen die Rohstoffkosten
dar. Deshalb kommt den Annahmen bezüglich der Rohstoffpreise eine besondere
Bedeutung zu. Da die Preise für landwirtschaftliche Produkte in den letzten Jahren
und auch im Jahresverlauf jeweils großen Schwankungen unterlagen, werden zur
Abbildung der aktuellen Marktsituation die mittleren Preise des letzten Jahres (Juni
2012 - Juni 2013) unterstellt (Tab. 6). Da die Marktpreise in diesem Zeitraum jedoch
deutlich über dem Preisniveau der letzten drei Jahre lagen, ist es erforderlich eine
Sensitivitätsanalyse auf der Basis alternativer Preisszenarien durchzuführen. Dabei
wird in Preisszenario (S1-MIN) von günstigeren Rohstoffpreisen ausgegangen, wie
sie über viele Jahre Realität waren und auch in Zukunft durchaus wieder möglich
sein können. In Preisszenario (S2-MAX) wird von weiteren Preissteigerungen ausge-
gangen, die eine Art Preisobergrenze darstellen. Derartige Preissteigerungen sind
zwar möglich, aus momentaner Sicht jedoch eher als unwahrscheinlich zu betrach-
ten.
Tabelle 6: Rohstoffpreise und Transportkosten
Rohstoffpreise Transport-
Markt- Preisszenarien kosten
preise
2012/13
Preis-untergrenze
(S1-MIN)
Preis-obergrenze (S2-MAX)
€/t €/t €/t €/t
Triticale 2201) 150 280 5
Maissilage 402) 30 50 10
Getreidestroh 1002) 60 140 25
Hanfstroh 1501) 100 200 25 1) frei Erfasser, 2)ab Hof
QUELLE: NACH LEL (2012B), LEL (2013), PROPLANTA, CHIRON (2013), KTBL (2012), LFL (2007), BIOGASFORUM BAYERN (2010), TOEWS (2010)
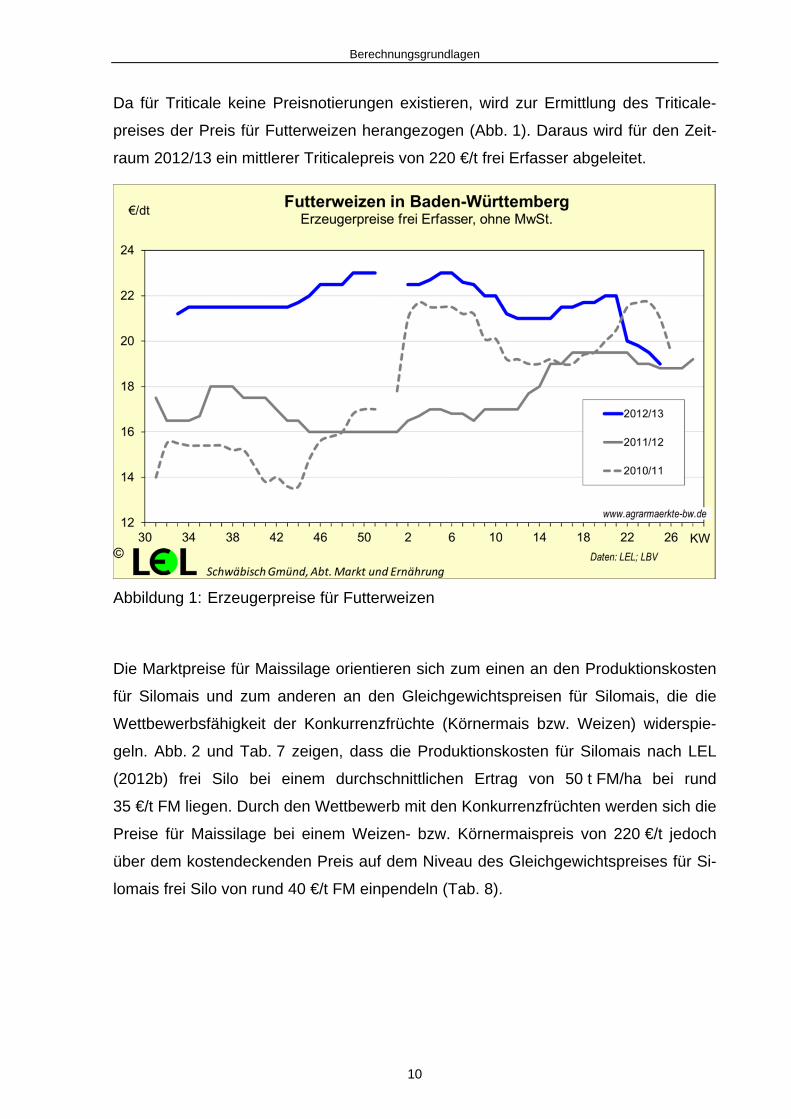
Berechnungsgrundlagen
10
Da für Triticale keine Preisnotierungen existieren, wird zur Ermittlung des Triticale-
preises der Preis für Futterweizen herangezogen (Abb. 1). Daraus wird für den Zeit-
raum 2012/13 ein mittlerer Triticalepreis von 220 €/t frei Erfasser abgeleitet.
Abbildung 1: Erzeugerpreise für Futterweizen
Die Marktpreise für Maissilage orientieren sich zum einen an den Produktionskosten
für Silomais und zum anderen an den Gleichgewichtspreisen für Silomais, die die
Wettbewerbsfähigkeit der Konkurrenzfrüchte (Körnermais bzw. Weizen) widerspie-
geln. Abb. 2 und Tab. 7 zeigen, dass die Produktionskosten für Silomais nach LEL
(2012b) frei Silo bei einem durchschnittlichen Ertrag von 50 t FM/ha bei rund
35 €/t FM liegen. Durch den Wettbewerb mit den Konkurrenzfrüchten werden sich die
Preise für Maissilage bei einem Weizen- bzw. Körnermaispreis von 220 €/t jedoch
über dem kostendeckenden Preis auf dem Niveau des Gleichgewichtspreises für Si-
lomais frei Silo von rund 40 €/t FM einpendeln (Tab. 8).
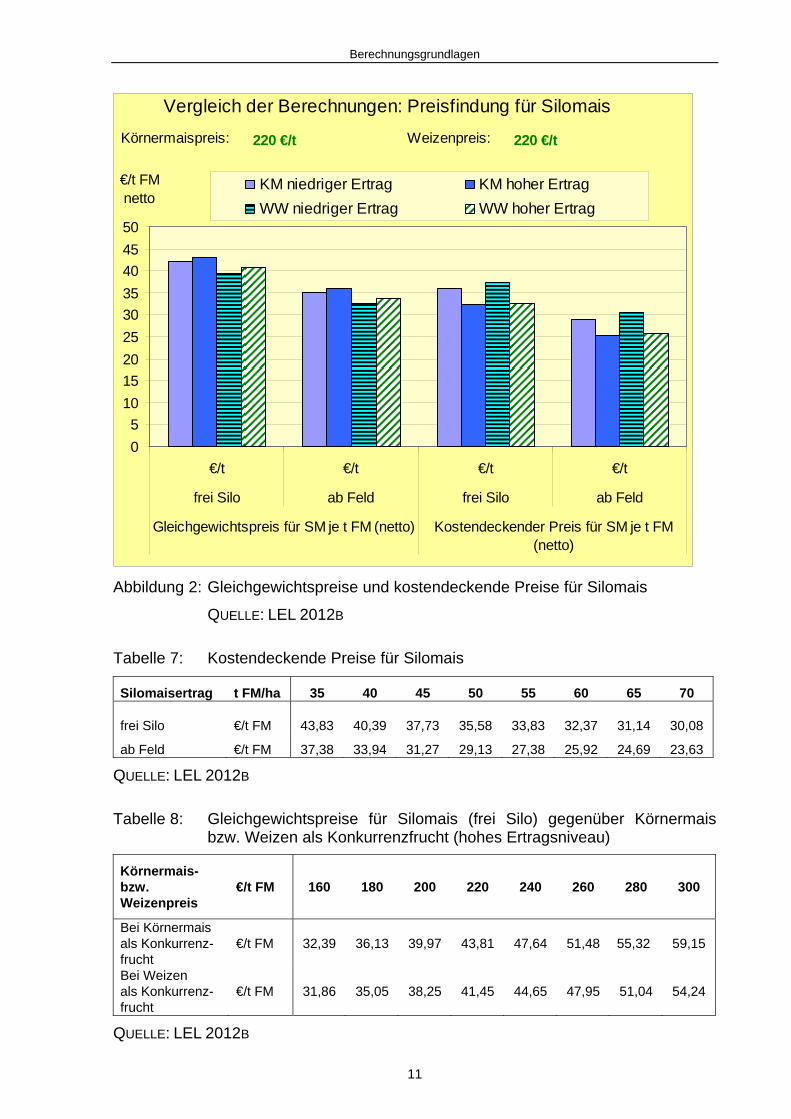
Berechnungsgrundlagen
11
Abbildung 2: Gleichgewichtspreise und kostendeckende Preise für Silomais
QUELLE: LEL 2012B
Tabelle 7: Kostendeckende Preise für Silomais
Silomaisertrag t FM/ha 35 40 45 50 55 60 65 70
frei Silo €/t FM 43,83 40,39 37,73 35,58 33,83 32,37 31,14 30,08
ab Feld €/t FM 37,38 33,94 31,27 29,13 27,38 25,92 24,69 23,63
QUELLE: LEL 2012B
Tabelle 8: Gleichgewichtspreise für Silomais (frei Silo) gegenüber Körnermais bzw. Weizen als Konkurrenzfrucht (hohes Ertragsniveau)
Körnermais- bzw. Weizenpreis
€/t FM 160 180 200 220 240 260 280 300
Bei Körnermais als Konkurrenz-frucht
€/t FM 32,39 36,13 39,97 43,81 47,64 51,48 55,32 59,15
Bei Weizen als Konkurrenz-frucht
€/t FM 31,86 35,05 38,25 41,45 44,65 47,95 51,04 54,24
QUELLE: LEL 2012B
0
5
10
15
20
25
30
35
40
45
50
€/t €/t €/t €/t
frei Silo ab Feld frei Silo ab Feld
Gleichgewichtspreis für SM je t FM (netto) Kostendeckender Preis für SM je t FM(netto)
€/t FM netto
KM niedriger Ertrag KM hoher Ertrag
WW niedriger Ertrag WW hoher Ertrag
Vergleich der Berechnungen: Preisfindung für Silomais
Weizenpreis:220 €/t 220 €/t Körnermaispreis:
Berechnungsgrundlagen
12
Die Preise für Getreidestroh (Rechteckballen) bewegten sich nach PROPLANTA (2013)
in der ersten Jahreshälfte 2012 um 140 €/t, von September 2012 bis März 2013 um
106 €/t und liegen seither bei rund 90 €/t. Daraus lässt sich für den Betrachtungszeit-
raum Juni 2012 – Juni 2013 ein mittlerer Preis für Triticalestroh von rund 100 €/t ab
Lager ableiten (Tab. 6). In Regionen mit nicht existierenden Verkaufsmöglichkeiten
für die potentielle Strohmenge orientiert sich der Wert des Strohs an den „Herstel-
lungskosten“, die sich im wesentlichen aus dem Düngerwert und den Kosten für
Strohwerbung, -lagerung und -transport zusammensetzen.
Die Bewertung von Hanfstroh mit Marktpreisen ist aufgrund der geringen Anbauflä-
che und der geringen Vermarktungsmenge relativ schwierig. Für die in diesem Pro-
jekt untersuchte Hanfanlage wurde das Hanfstroh von der Firma Chiron in Baltringen
(LK Biberach) bezogen. Diese verarbeitet Hanfstroh zu Hanfbriketts, die als Brenn-
stoff verkauft werden. Von Chiron erhalten die landwirtschaftlichen Hanfstrohlieferan-
ten 150 €/t für Rechteckballen (CHIRON, 2013). Dieser Wert wurde für die folgenden
Berechnungen als aktueller Preis für Hanfstroh übernommen. Da Hanf bzw. Hanföl
ein Nischenprodukt darstellt, sind derzeit keine flächendeckenden Vermarktungs-
möglichkeiten vorhanden. In Regionen ohne existierende Vermarktungsmöglichkei-
ten, sind die Produktionskosten des Hanfstrohs als relevanter Wert heranzuziehen.
Für die Ableitung der Preisszenarien wurde beim Getreidepreis von einer Preis-
schwankung um etwa 30 % ausgegangen (Tab. 6). Die Preisuntergrenze von rund
150 €/t, die sich für Triticale ergibt, spiegelt in etwa die Situation in der Vergangenheit
(letzte 5 Jahre) wider. Für Silomais leitet sich daraus ein Gleichgewichtspreis von
rund 30 €/t ab. Da dieser bei durchschnittlichen Erträgen unter dem kostendecken-
den Preis von 35 €/t FM liegt, wird sich der Preis bei 35 €/t einpendeln müssen bzw.
wird nur noch unter Hochertragsbedingungen Maissilage zu 30 €/t erzeugt werden
können. Die Preisobergrenze für Triticale von 280 €/t ergibt sich bei einer Preisstei-
gerung um rund 30 %. Als Gleichgewichtspreis für Maissilage ergibt sich daraus ein
Wert von rund 50 - 55 €/t.
Bei Getreidestroh werden die in der Vergangenheit beobachteten Preisschwankun-
gen zwischen rund 60 und 140 €/t als Preisober- bzw. -untergrenze angesetzt
(Tab. 6). Da es für Hanfstroh kaum Anhaltspunkte für Marktpreise bzw. Preisentwick-
lungen gibt, wird wie beim Getreide eine Schwankung um 30 % angenommen.
Berechnungsgrundlagen
13
Die Transportkosten für landwirtschaftliche Rohstoffe (Tab. 6) beruhen auf eigenen
Berechnungen auf der Basis von KTBL (2013), Toews (2010), LfL (2007) bzw. Bio-
gasForum Bayern (2010) und beziehen sich auf eine durchschnittliche Transportent-
fernung von 25 km.
Die bei der Ethanolerzeugung anfallende Schlempe stellt bei Einsatz in der Biogas-
anlage lediglich ein Zwischenprodukt dar. Bei isolierter Betrachtung der Ethanoler-
zeugungskosten ist jedoch eine Bewertung der Schlempe als Nebenprodukt erforder-
lich. Da aber keine vollständigen Analysewerte für die einzelnen Schlempen vorlie-
gen, werden die Nebenprodukterlöse in Anlehnung an WISSENSCHAFTLICHER BEIRAT
BEIM BMELV (2007) abgeschätzt. Dabei wird von einer Verwertung der Schlempe als
DDGS (Dried Distillers Grains with Solubles) ausgegangen. Die anfallende DDGS-
Menge entspricht etwa 30 % der eingesetzten Triticalemenge. Die DDGS-Preise lie-
gen etwa im Bereich der Getreidepreise. Der Schlempeanteil aus den lignocellulose-
haltigen Rohstoffen wird hier aufgrund des geringen Eiweißanteils vernachlässigt. Bei
der Gesamtbetrachtung der Produktionskosten im geschlossenen System (Brennerei
+ Biogasanlage) ist die Bewertung der Schlempe jedoch nicht relevant, da sie nur
einen durchlaufenden Posten darstellt.
Beim Gärrest wird davon ausgegangen, dass er auf den Rohstoffflächen im Umkreis
von durchschnittlich 25 km wieder ausgebracht wird und damit der Nährstoffkreislauf
annähernd geschlossen ist. Die Kosten für den Gärresttransport basieren auf Toews
(2010) sowie BiogasForum Bayern (2010). Der Nährstoffwert des Gärrestes wird der
Biogasanlage gutgeschrieben. Bezüglich der Anrechenbarkeit der Nährstoffe wird bei
Stickstoff von 70 % der durch die Rohstoffe gelieferten Nährstoffe und bei Phosphor
und Kali von 100 % ausgegangen.
Weitere Grundlagen der Berechnung sind in Tab. 9 aufgeführt.
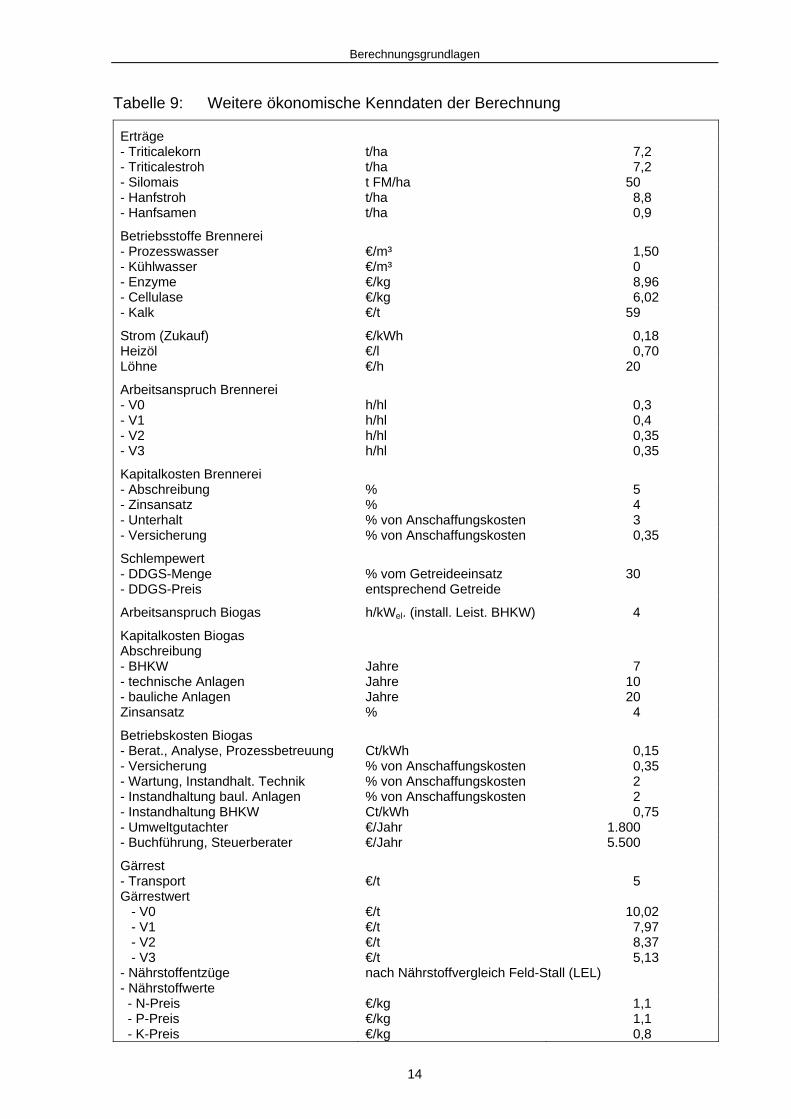
Berechnungsgrundlagen
14
Tabelle 9: Weitere ökonomische Kenndaten der Berechnung
Erträge - Triticalekorn t/ha 7,2 - Triticalestroh t/ha 7,2 - Silomais t FM/ha 50 - Hanfstroh t/ha 8,8 - Hanfsamen t/ha 0,9
Betriebsstoffe Brennerei - Prozesswasser €/m³ 1,50 - Kühlwasser €/m³ 0 - Enzyme €/kg 8,96 - Cellulase €/kg 6,02 - Kalk €/t 59
Strom (Zukauf) €/kWh 0,18 Heizöl €/l 0,70 Löhne €/h 20
Arbeitsanspruch Brennerei - V0 h/hl 0,3 - V1 h/hl 0,4 - V2 h/hl 0,35 - V3 h/hl 0,35
Kapitalkosten Brennerei - Abschreibung % 5 - Zinsansatz % 4 - Unterhalt % von Anschaffungskosten 3 - Versicherung % von Anschaffungskosten 0,35
Schlempewert - DDGS-Menge % vom Getreideeinsatz 30 - DDGS-Preis entsprechend Getreide
Arbeitsanspruch Biogas h/kWel. (install. Leist. BHKW) 4
Kapitalkosten Biogas Abschreibung - BHKW Jahre 7 - technische Anlagen Jahre 10 - bauliche Anlagen Jahre 20 Zinsansatz % 4
Betriebskosten Biogas - Berat., Analyse, Prozessbetreuung Ct/kWh 0,15 - Versicherung % von Anschaffungskosten 0,35 - Wartung, Instandhalt. Technik % von Anschaffungskosten 2 - Instandhaltung baul. Anlagen % von Anschaffungskosten 2 - Instandhaltung BHKW Ct/kWh 0,75 - Umweltgutachter €/Jahr 1.800 - Buchführung, Steuerberater €/Jahr 5.500
Gärrest - Transport €/t 5 Gärrestwert - V0 €/t 10,02 - V1 €/t 7,97 - V2 €/t 8,37 - V3 €/t 5,13 - Nährstoffentzüge nach Nährstoffvergleich Feld-Stall (LEL) - Nährstoffwerte - N-Preis €/kg 1,1 - P-Preis €/kg 1,1 - K-Preis €/kg 0,8
Wirtschaftlichkeit der untersuchten Bioethanolanlagen
15
4 Wirtschaftlichkeit der untersuchten Bioethanolanlagen
Für die untersuchten Anlagevarianten wurde neben der kombinierten Bioethanol- und
Biogaserzeugung in Form eines geschlossenen Systems jeweils eine getrennte Wirt-
schaftlichkeitsrechnung für die beiden Bereiche als separate Einheiten durchgeführt.
Dabei wird bei der getrennten Betrachtung davon ausgegangen, dass die für die Al-
koholerzeugung erforderliche Energie (Strom bzw. Heizöl) zu Marktpreisen zugekauft
und die Schlempe als DDGS verkauft wird. Der in der Biogasanlage erzeugte Strom
wird nach dem Erneuerbare Energien Gesetz 2012 (EEG) verkauft und es erfolgt
keine Nutzung der anfallenden Wärme. Als Zukaufspreis für Schlempe wird der
DDGS-Verkaufspreis angesetzt. Beim geschlossenen System in der kombinierten
Anlage wird dagegen der Energiebedarf der Ethanolerzeugung aus der Biogasanlage
gedeckt, die bei der Alkoholerzeugung anfallende Schlempe in der Biogasanlage
eingesetzt und der überschüssige Strom nach EEG 2012 verkauft. Die Bewertung
von Strom, Wärme und Schlempe wird nur zur Darstellung der Wirtschaftlichkeit der
beiden Bereiche Brennerei und Biogasanlage durchgeführt. Tatsächlich stellen diese
Kostenpositionen jedoch lediglich durchlaufende Posten dar.
Für die kombinierten Anlagevarianten, die in diesem Projekt im Mittelpunkt stehen,
wird neben der Wirtschaftlichkeit unter aktuellen Marktbedingungen die Situation un-
ter veränderten Preisen dargestellt. Dies erfolgt über jeweils zwei Preisszenarien, die
eine Preisuntergrenze (S1-MIN) bzw. eine Preisobergrenze (S2-MAX) darstellen.
Tab. 10 zeigt die Zusammensetzung der Produktionskosten der Bioethanolerzeu-
gung für verschiedene Anlagenvarianten. Aus ihr geht hervor, dass unter aktuellen
Marktbedingungen die Hanfstrohanlage (V3) im geschlossenen System mit Produkti-
onskosten für Bioethanol von 0,66 €/l die günstigste Variante darstellt. An zweiter
Stelle hinsichtlich der Wettbewerbsfähigkeit steht die reine Triticaleanlage (V0) als
separate Brennerei ohne Schlempevergärung mit 0,69 €/l. Am höchsten sind die
Produktionskosten beim Einsatz von Maissilage zur Alkoholerzeugung mit 0,94 €/l
(V1). Diese basieren im wesentlichen auf dem hohen Energieaufwand, der zum Auf-
schluss der Maissilage erforderlich ist. Aber auch die Kosten für Betriebsstoffe fallen
durch den hohen Bedarf an Cellulase, Wasser und Kalk stärker ins Gewicht. Darüber
hinaus bestehen höhere Arbeits- und Kapitalkosten, die sich durch eine zweite Mai-
schelinie ergeben. Schließlich sind die Rohstoffkosten bei dieser Anlagevariante mit
0,63 €/l die höchsten unter allen Anlagevarianten.
Wirtschaftlichkeit der untersuchten Bioethanolanlagen
16
Im Gegensatz zur reinen Triticaleanlage führt das geschlossene System bei den An-
lagevarianten mit Nutzung lignocellulosehaltiger Rohstoffe in der Alkoholerzeugung
zu Vorteilen. Diese basieren zum einen auf dem geschlossenen Energiekreislauf, der
bei höherem Energiebedarf für den Celluloseaufschluss (V1, V2 und V3) zu größeren
Vorteilen führt als bei der reinen Triticaleanlage, die weniger Energie für den Auf-
schluss des stärkehaltigen Rohstoffs benötigt. Zum anderen ist das Ergebnis der Bi-
ogaserzeugung im geschlossenen System bei den „Cellulose-Verfahren“ durch die
geringeren Substratkosten, die lediglich für Stroh anfallen, positiv. Dagegen lohnt
sich die Biogaserzeugung auf Maisbasis bei der reinen Triticale-Ethanolanlage (V0)
aufgrund hoher Substratkosten für Silomais und dem geringen Nutzen der betriebs-
eigenen Energieerzeugung in der angeschlossenen Brennerei nicht.
Schließlich zeigt sich, dass sich die Biogaserzeugung auf der Basis von Schlempe in
getrennten Anlagen, d.h. ohne Wärmenutzung, bei keiner Anlagevariante lohnt. Bei
der Bioethanolerzeugung in getrennten Anlagen schneidet die reine Triticaleanlage
(V0) mit Produktionskosten von 0,69 €/l am besten ab.
Hinsichtlich des Einsatzes von Maissilage wird aus dieser Untersuchung deutlich,
dass er sowohl in der Biogasanlage (V0) als auch in der Ethanolanlage (V1) zu infer-
ioren Ergebnissen führt.
Unter günstigeren Marktpreisbedingungen für nachwachsende Rohstoffe, wie sie
lange Zeit Realität waren (Preisszenario S1-MIN), könnte Bioethanol in der Hanfstro-
hanlage sogar zu rund 0,51 €/l und in der reinen Triticaleanlage zu 0,53 €/l erzeugt
werden.
Im Fall deutlicher Preissteigerungen bei nachwachsenden Rohstoffen (Preisszenario
S2-MAX), stiegen die Produktionskosten für Bioethanol auf 0,81 bis 1,13 €/l.
Insgesamt zeigt die Produktionskostenanalyse, dass die Hanfstrohanlage im ge-
schlossenen System die günstigste der untersuchten Anlagevarianten darstellt, ge-
folgt von der reinen Triticaleanlage. Im Mittelfeld liegt die Getreidestrohanlage, die
nur bei sehr günstigen Rohstoffpreisen zu wirtschaftlichen Ergebnissen führt. Die
schlechteste Variante stellt die Nutzung von Silomais zur Bioethanolerzeugung dar,
die bei allen Preisszenarien im Anlagenvergleich die höchsten Produktionskosten
aufweist.
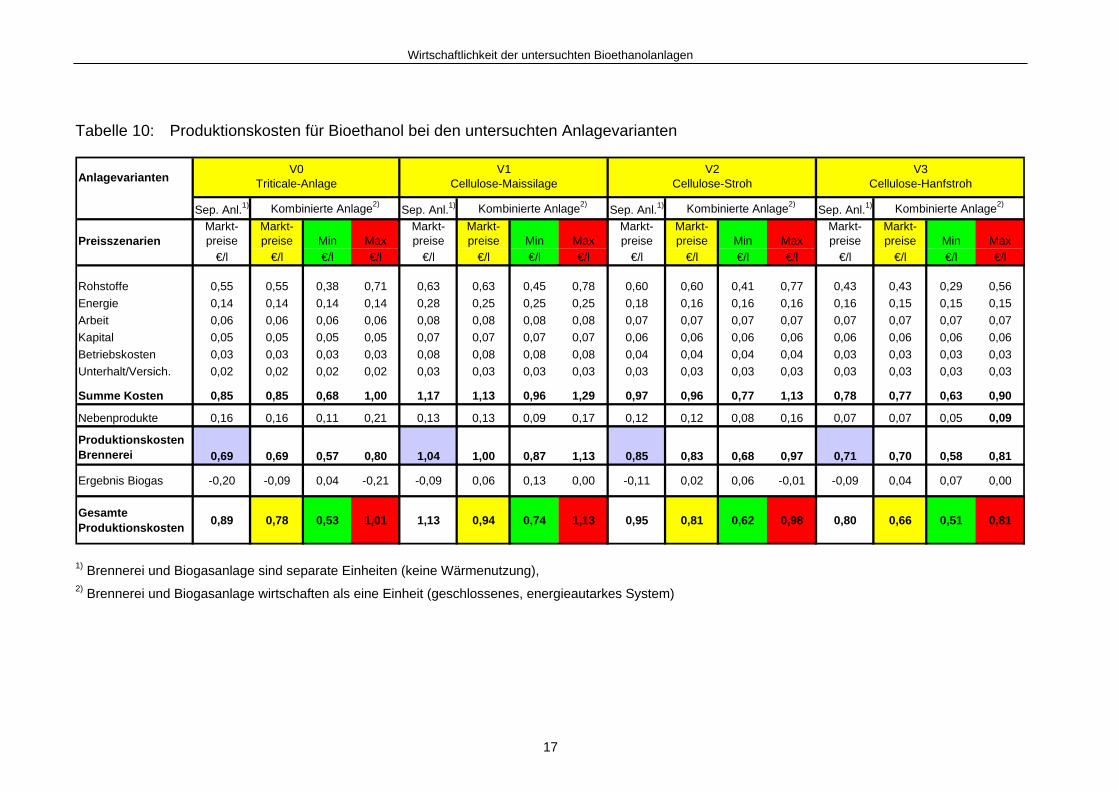
Wirtschaftlichkeit der untersuchten Bioethanolanlagen
17
Tabelle 10: Produktionskosten für Bioethanol bei den untersuchten Anlagevarianten
1) Brennerei und Biogasanlage sind separate Einheiten (keine Wärmenutzung), 2) Brennerei und Biogasanlage wirtschaften als eine Einheit (geschlossenes, energieautarkes System)
Anlagevarianten
Sep. Anl.1) Sep. Anl.1) Sep. Anl.1) Sep. Anl.1)
PreisszenarienMarkt- preise
Markt- preise Min Max
Markt- preise
Markt- preise Min Max
Markt- preise
Markt- preise Min Max
Markt- preise
Markt- preise Min Max
€/l €/l €/l €/l €/l €/l €/l €/l €/l €/l €/l €/l €/l €/l €/l €/l
Rohstoffe 0,55 0,55 0,38 0,71 0,63 0,63 0,45 0,78 0,60 0,60 0,41 0,77 0,43 0,43 0,29 0,56
Energie 0,14 0,14 0,14 0,14 0,28 0,25 0,25 0,25 0,18 0,16 0,16 0,16 0,16 0,15 0,15 0,15
Arbeit 0,06 0,06 0,06 0,06 0,08 0,08 0,08 0,08 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07
Kapital 0,05 0,05 0,05 0,05 0,07 0,07 0,07 0,07 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06
Betriebskosten 0,03 0,03 0,03 0,03 0,08 0,08 0,08 0,08 0,04 0,04 0,04 0,04 0,03 0,03 0,03 0,03
Unterhalt/Versich. 0,02 0,02 0,02 0,02 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03
Summe Kosten 0,85 0,85 0,68 1,00 1,17 1,13 0,96 1,29 0,97 0,96 0,77 1,13 0,78 0,77 0,63 0,90
Nebenprodukte 0,16 0,16 0,11 0,21 0,13 0,13 0,09 0,17 0,12 0,12 0,08 0,16 0,07 0,07 0,05 0,09
Produktionskosten Brennerei 0,69 0,69 0,57 0,80 1,04 1,00 0,87 1,13 0,85 0,83 0,68 0,97 0,71 0,70 0,58 0,81
Ergebnis Biogas -0,20 -0,09 0,04 -0,21 -0,09 0,06 0,13 0,00 -0,11 0,02 0,06 -0,01 -0,09 0,04 0,07 0,00
Gesamte Produktionskosten
0,89 0,78 0,53 1,01 1,13 0,94 0,74 1,13 0,95 0,81 0,62 0,98 0,80 0,66 0,51 0,81
V3 Cellulose-Hanfstroh
Kombinierte Anlage2)Kombinierte Anlage2)
V0 Triticale-Anlage
V1 Cellulose-Maissilage
Kombinierte Anlage2)
V2 Cellulose-Stroh
Kombinierte Anlage2)
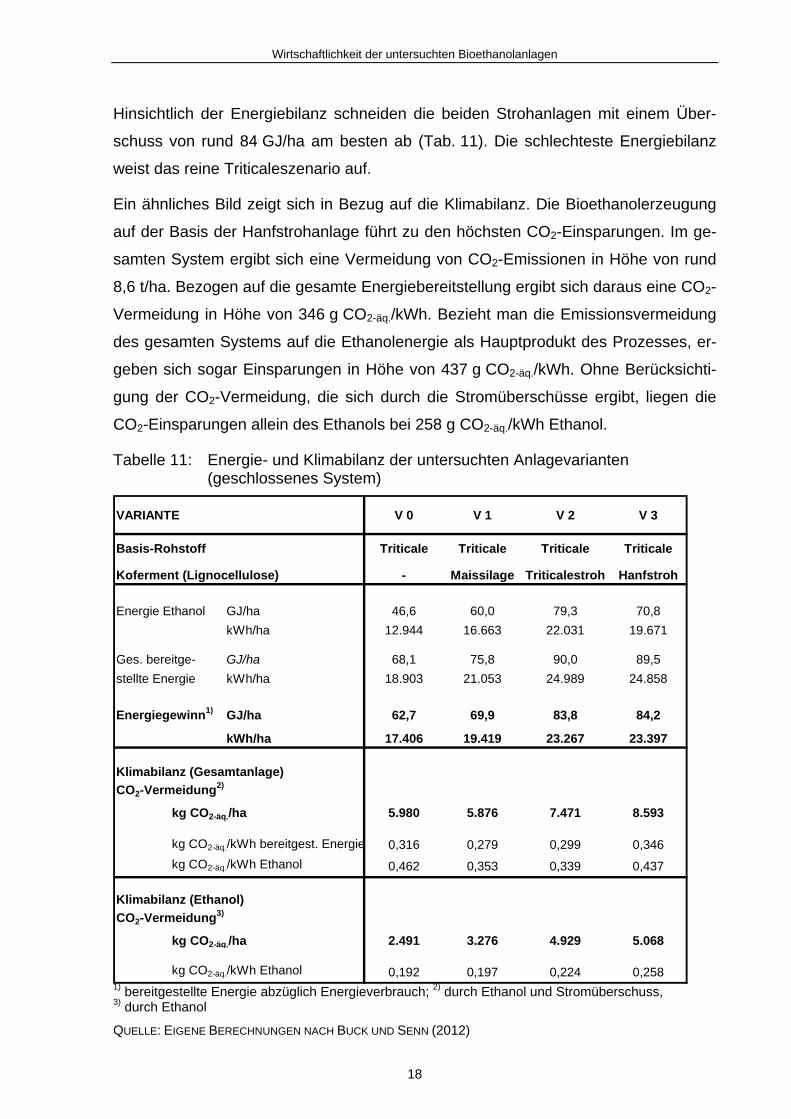
Wirtschaftlichkeit der untersuchten Bioethanolanlagen
18
Hinsichtlich der Energiebilanz schneiden die beiden Strohanlagen mit einem Über-
schuss von rund 84 GJ/ha am besten ab (Tab. 11). Die schlechteste Energiebilanz
weist das reine Triticaleszenario auf.
Ein ähnliches Bild zeigt sich in Bezug auf die Klimabilanz. Die Bioethanolerzeugung
auf der Basis der Hanfstrohanlage führt zu den höchsten CO2-Einsparungen. Im ge-
samten System ergibt sich eine Vermeidung von CO2-Emissionen in Höhe von rund
8,6 t/ha. Bezogen auf die gesamte Energiebereitstellung ergibt sich daraus eine CO2-
Vermeidung in Höhe von 346 g CO2-äq./kWh. Bezieht man die Emissionsvermeidung
des gesamten Systems auf die Ethanolenergie als Hauptprodukt des Prozesses, er-
geben sich sogar Einsparungen in Höhe von 437 g CO2-äq./kWh. Ohne Berücksichti-
gung der CO2-Vermeidung, die sich durch die Stromüberschüsse ergibt, liegen die
CO2-Einsparungen allein des Ethanols bei 258 g CO2-äq./kWh Ethanol.
Tabelle 11: Energie- und Klimabilanz der untersuchten Anlagevarianten (geschlossenes System)
1) bereitgestellte Energie abzüglich Energieverbrauch; 2) durch Ethanol und Stromüberschuss, 3) durch Ethanol
QUELLE: EIGENE BERECHNUNGEN NACH BUCK UND SENN (2012)
VARIANTE V 0 V 1 V 2 V 3
Basis-Rohstoff Triticale Triticale Triticale Triticale
Koferment (Lignocellulose) - Maissilage Triticalestroh Hanfstroh
Energie Ethanol GJ/ha 46,6 60,0 79,3 70,8
kWh/ha 12.944 16.663 22.031 19.671
Ges. bereitge- GJ/ha 68,1 75,8 90,0 89,5
stellte Energie kWh/ha 18.903 21.053 24.989 24.858
Energiegewinn1) GJ/ha 62,7 69,9 83,8 84,2
kWh/ha 17.406 19.419 23.267 23.397
Klimabilanz (Gesamtanlage)
CO2-Vermeidung2)
kg CO2-äq./ha 5.980 5.876 7.471 8.593
kg CO2-äq./kWh bereitgest. Energie 0,316 0,279 0,299 0,346
kg CO2-äq./kWh Ethanol 0,462 0,353 0,339 0,437
Klimabilanz (Ethanol)
CO2-Vermeidung3)
kg CO2-äq./ha 2.491 3.276 4.929 5.068
kg CO2-äq./kWh Ethanol 0,192 0,197 0,224 0,258
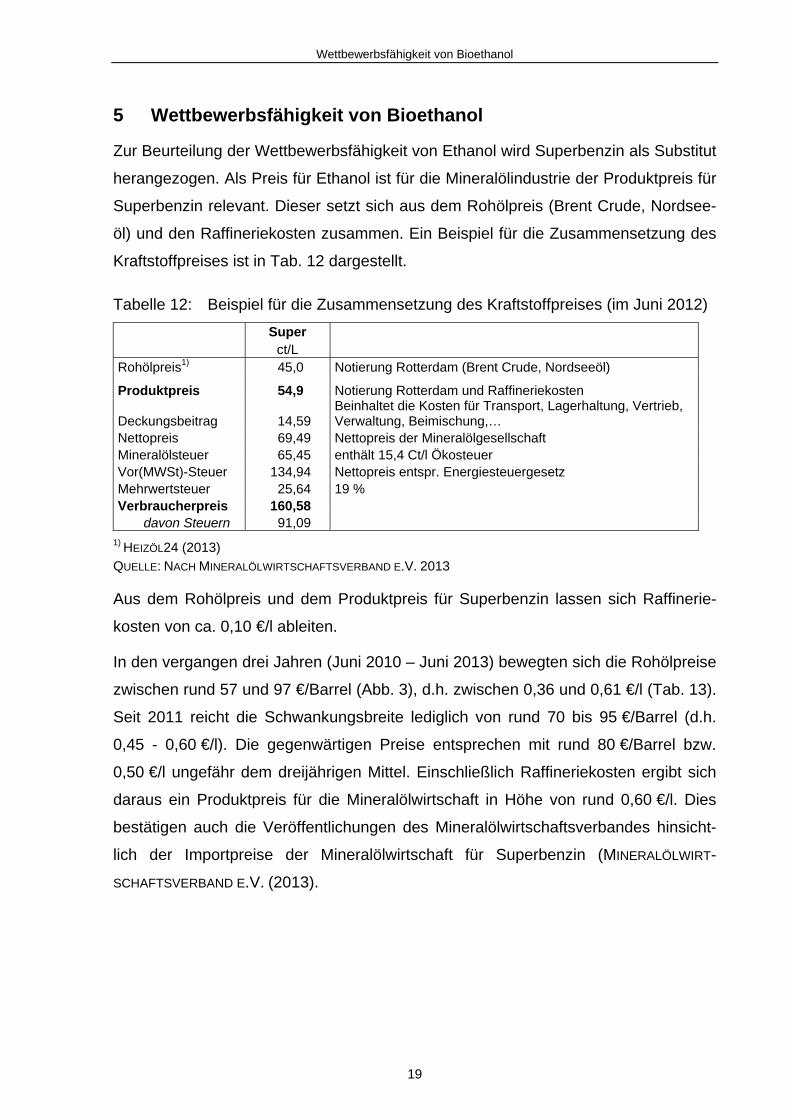
Wettbewerbsfähigkeit von Bioethanol
19
5 Wettbewerbsfähigkeit von Bioethanol
Zur Beurteilung der Wettbewerbsfähigkeit von Ethanol wird Superbenzin als Substitut
herangezogen. Als Preis für Ethanol ist für die Mineralölindustrie der Produktpreis für
Superbenzin relevant. Dieser setzt sich aus dem Rohölpreis (Brent Crude, Nordsee-
öl) und den Raffineriekosten zusammen. Ein Beispiel für die Zusammensetzung des
Kraftstoffpreises ist in Tab. 12 dargestellt.
Tabelle 12: Beispiel für die Zusammensetzung des Kraftstoffpreises (im Juni 2012)
Super ct/L Rohölpreis1) 45,0 Notierung Rotterdam (Brent Crude, Nordseeöl)
Produktpreis 54,9 Notierung Rotterdam und Raffineriekosten
Deckungsbeitrag 14,59 Beinhaltet die Kosten für Transport, Lagerhaltung, Vertrieb, Verwaltung, Beimischung,…
Nettopreis 69,49 Nettopreis der Mineralölgesellschaft Mineralölsteuer 65,45 enthält 15,4 Ct/l Ökosteuer Vor(MWSt)-Steuer 134,94 Nettopreis entspr. Energiesteuergesetz Mehrwertsteuer 25,64 19 % Verbraucherpreis 160,58 davon Steuern 91,09
1) HEIZÖL24 (2013)
QUELLE: NACH MINERALÖLWIRTSCHAFTSVERBAND E.V. 2013
Aus dem Rohölpreis und dem Produktpreis für Superbenzin lassen sich Raffinerie-
kosten von ca. 0,10 €/l ableiten.
In den vergangen drei Jahren (Juni 2010 – Juni 2013) bewegten sich die Rohölpreise
zwischen rund 57 und 97 €/Barrel (Abb. 3), d.h. zwischen 0,36 und 0,61 €/l (Tab. 13).
Seit 2011 reicht die Schwankungsbreite lediglich von rund 70 bis 95 €/Barrel (d.h.
0,45 - 0,60 €/l). Die gegenwärtigen Preise entsprechen mit rund 80 €/Barrel bzw.
0,50 €/l ungefähr dem dreijährigen Mittel. Einschließlich Raffineriekosten ergibt sich
daraus ein Produktpreis für die Mineralölwirtschaft in Höhe von rund 0,60 €/l. Dies
bestätigen auch die Veröffentlichungen des Mineralölwirtschaftsverbandes hinsicht-
lich der Importpreise der Mineralölwirtschaft für Superbenzin (MINERALÖLWIRT-
SCHAFTSVERBAND E.V. (2013).
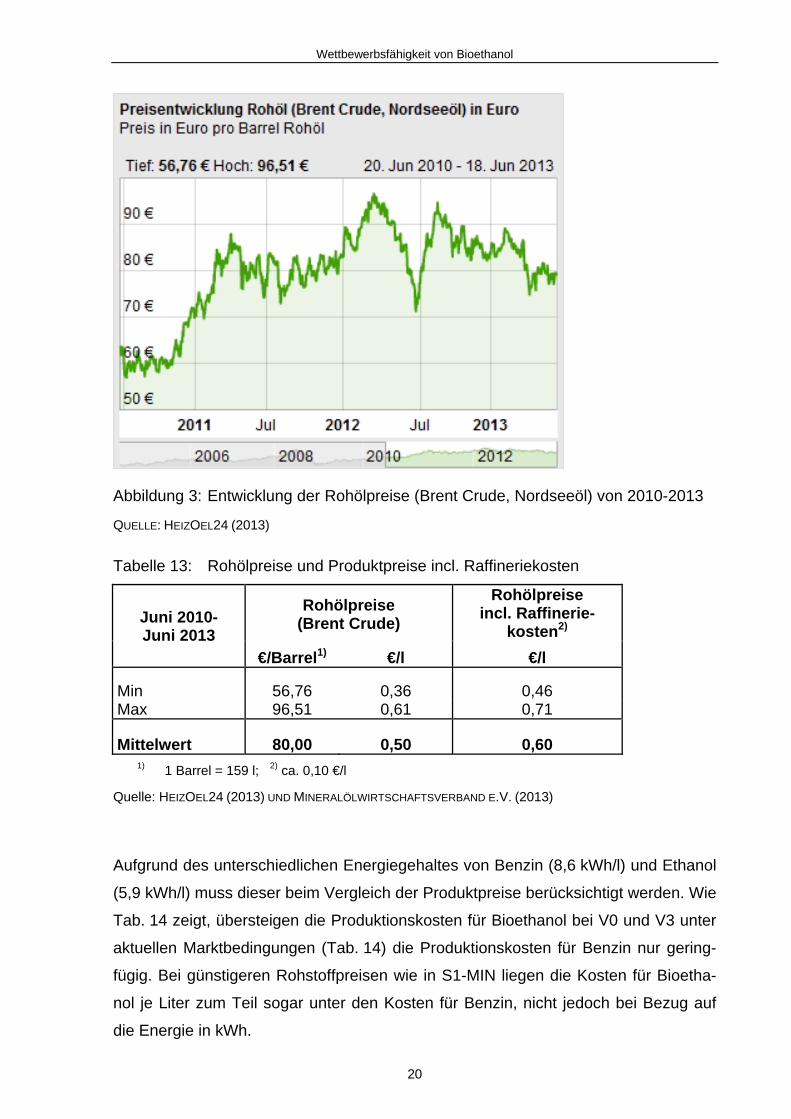
Wettbewerbsfähigkeit von Bioethanol
20
Abbildung 3: Entwicklung der Rohölpreise (Brent Crude, Nordseeöl) von 2010-2013
QUELLE: HEIZOEL24 (2013)
Tabelle 13: Rohölpreise und Produktpreise incl. Raffineriekosten
Juni 2010- Juni 2013
Rohölpreise (Brent Crude)
Rohölpreise incl. Raffinerie-
kosten2)
€/Barrel1) €/l €/l
Min 56,76 0,36 0,46 Max 96,51 0,61 0,71
Mittelwert 80,00 0,50 0,60 1) 1 Barrel = 159 l; 2) ca. 0,10 €/l
Quelle: HEIZOEL24 (2013) UND MINERALÖLWIRTSCHAFTSVERBAND E.V. (2013)
Aufgrund des unterschiedlichen Energiegehaltes von Benzin (8,6 kWh/l) und Ethanol
(5,9 kWh/l) muss dieser beim Vergleich der Produktpreise berücksichtigt werden. Wie
Tab. 14 zeigt, übersteigen die Produktionskosten für Bioethanol bei V0 und V3 unter
aktuellen Marktbedingungen (Tab. 14) die Produktionskosten für Benzin nur gering-
fügig. Bei günstigeren Rohstoffpreisen wie in S1-MIN liegen die Kosten für Bioetha-
nol je Liter zum Teil sogar unter den Kosten für Benzin, nicht jedoch bei Bezug auf
die Energie in kWh.
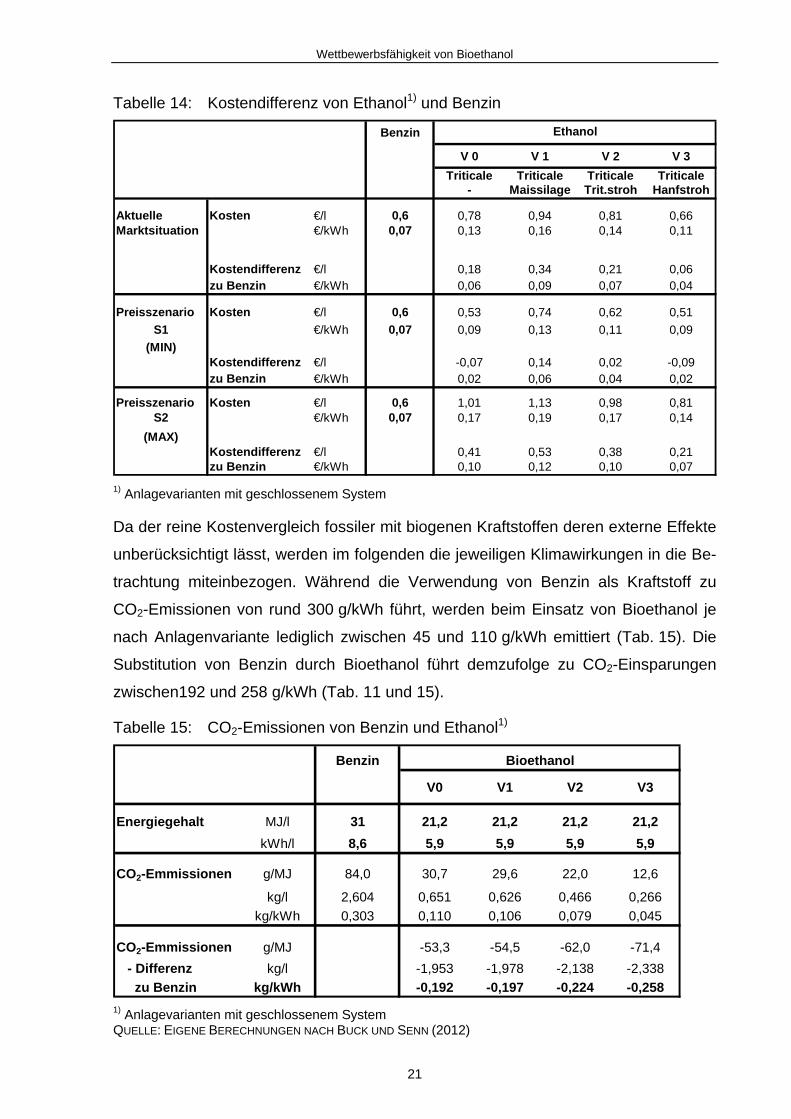
Wettbewerbsfähigkeit von Bioethanol
21
Tabelle 14: Kostendifferenz von Ethanol1) und Benzin
1) Anlagevarianten mit geschlossenem System
Da der reine Kostenvergleich fossiler mit biogenen Kraftstoffen deren externe Effekte
unberücksichtigt lässt, werden im folgenden die jeweiligen Klimawirkungen in die Be-
trachtung miteinbezogen. Während die Verwendung von Benzin als Kraftstoff zu
CO2-Emissionen von rund 300 g/kWh führt, werden beim Einsatz von Bioethanol je
nach Anlagenvariante lediglich zwischen 45 und 110 g/kWh emittiert (Tab. 15). Die
Substitution von Benzin durch Bioethanol führt demzufolge zu CO2-Einsparungen
zwischen192 und 258 g/kWh (Tab. 11 und 15).
Tabelle 15: CO2-Emissionen von Benzin und Ethanol1)
1) Anlagevarianten mit geschlossenem System QUELLE: EIGENE BERECHNUNGEN NACH BUCK UND SENN (2012)
Benzin
V 0 V 1 V 2 V 3
Triticale Triticale Triticale Triticale- Maissilage Trit.stroh Hanfstroh
Aktuelle Kosten €/l 0,6 0,78 0,94 0,81 0,66Marktsituation €/kWh 0,07 0,13 0,16 0,14 0,11
Kostendifferenz €/l 0,18 0,34 0,21 0,06zu Benzin €/kWh 0,06 0,09 0,07 0,04
Preisszenario Kosten €/l 0,6 0,53 0,74 0,62 0,51
S1 €/kWh 0,07 0,09 0,13 0,11 0,09
(MIN)Kostendifferenz €/l -0,07 0,14 0,02 -0,09zu Benzin €/kWh 0,02 0,06 0,04 0,02
Preisszenario Kosten €/l 0,6 1,01 1,13 0,98 0,81S2 €/kWh 0,07 0,17 0,19 0,17 0,14
(MAX)Kostendifferenz €/l 0,41 0,53 0,38 0,21zu Benzin €/kWh 0,10 0,12 0,10 0,07
Ethanol
Benzin
V0 V1 V2 V3
Energiegehalt MJ/l 31 21,2 21,2 21,2 21,2
kWh/l 8,6 5,9 5,9 5,9 5,9
CO2-Emmissionen g/MJ 84,0 30,7 29,6 22,0 12,6
kg/l 2,604 0,651 0,626 0,466 0,266
kg/kWh 0,303 0,110 0,106 0,079 0,045
CO2-Emmissionen g/MJ -53,3 -54,5 -62,0 -71,4
- Differenz kg/l -1,953 -1,978 -2,138 -2,338
zu Benzin kg/kWh -0,192 -0,197 -0,224 -0,258
Bioethanol
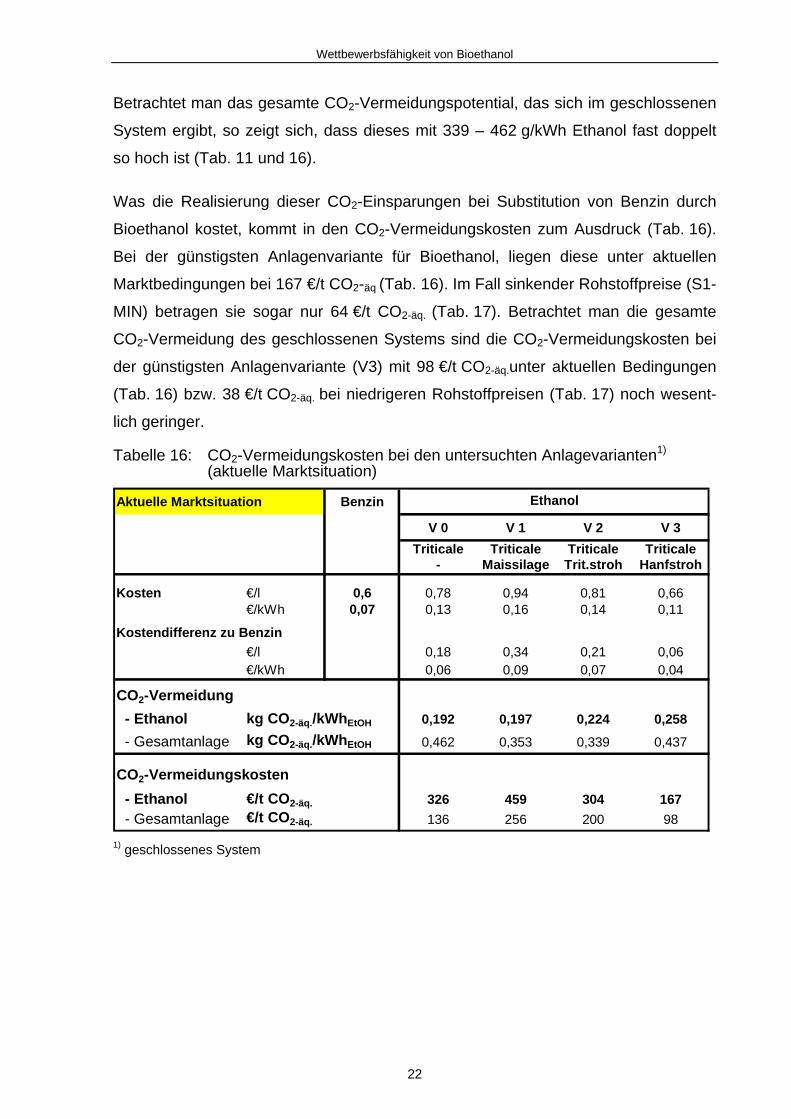
Wettbewerbsfähigkeit von Bioethanol
22
Betrachtet man das gesamte CO2-Vermeidungspotential, das sich im geschlossenen
System ergibt, so zeigt sich, dass dieses mit 339 – 462 g/kWh Ethanol fast doppelt
so hoch ist (Tab. 11 und 16).
Was die Realisierung dieser CO2-Einsparungen bei Substitution von Benzin durch
Bioethanol kostet, kommt in den CO2-Vermeidungskosten zum Ausdruck (Tab. 16).
Bei der günstigsten Anlagenvariante für Bioethanol, liegen diese unter aktuellen
Marktbedingungen bei 167 €/t CO2-äq (Tab. 16). Im Fall sinkender Rohstoffpreise (S1-
MIN) betragen sie sogar nur 64 €/t CO2-äq. (Tab. 17). Betrachtet man die gesamte
CO2-Vermeidung des geschlossenen Systems sind die CO2-Vermeidungskosten bei
der günstigsten Anlagenvariante (V3) mit 98 €/t CO2-äq.unter aktuellen Bedingungen
(Tab. 16) bzw. 38 €/t CO2-äq. bei niedrigeren Rohstoffpreisen (Tab. 17) noch wesent-
lich geringer.
Tabelle 16: CO2-Vermeidungskosten bei den untersuchten Anlagevarianten1)
(aktuelle Marktsituation)
1) geschlossenes System
Aktuelle Marktsituation Benzin
V 0 V 1 V 2 V 3
Triticale Triticale Triticale Triticale- Maissilage Trit.stroh Hanfstroh
Kosten €/l 0,6 0,78 0,94 0,81 0,66€/kWh 0,07 0,13 0,16 0,14 0,11
Kostendifferenz zu Benzin
€/l 0,18 0,34 0,21 0,06€/kWh 0,06 0,09 0,07 0,04
CO2-Vermeidung
- Ethanol kg CO2-äq./kWhEtOH 0,192 0,197 0,224 0,258
- Gesamtanlage kg CO2-äq./kWhEtOH 0,462 0,353 0,339 0,437
CO2-Vermeidungskosten
- Ethanol €/t CO2-äq. 326 459 304 167
- Gesamtanlage €/t CO2-äq. 136 256 200 98
Ethanol
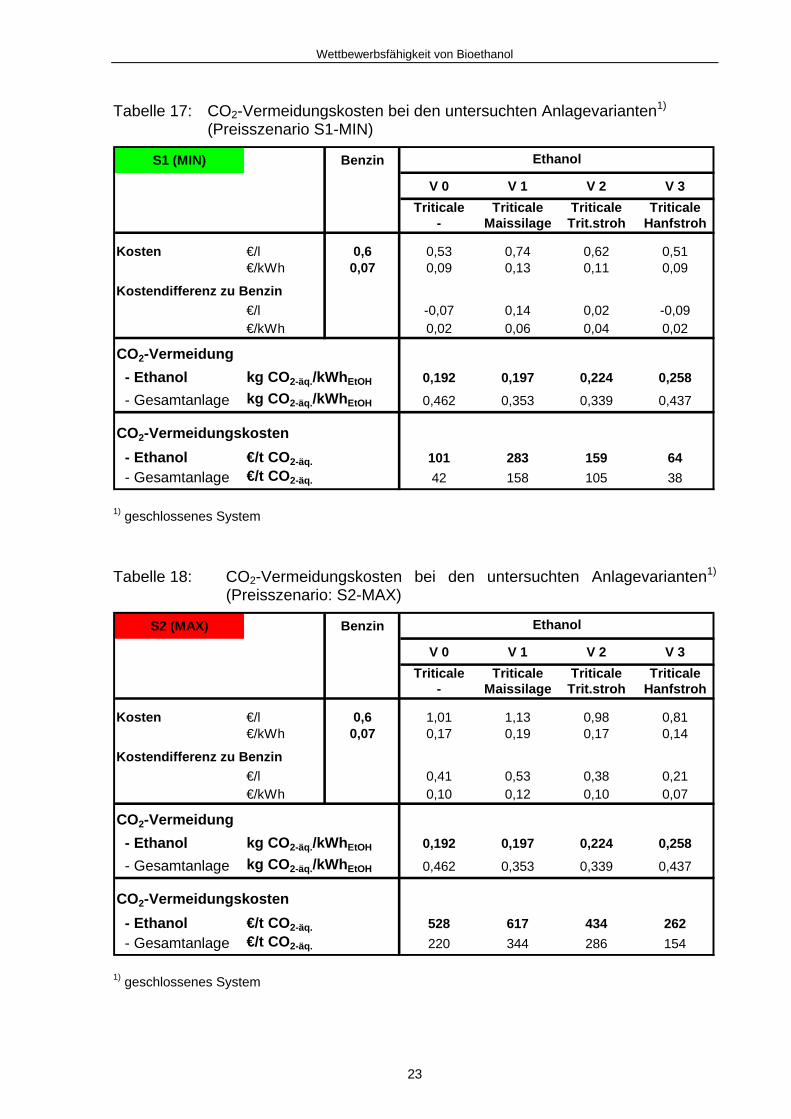
Wettbewerbsfähigkeit von Bioethanol
23
Tabelle 17: CO2-Vermeidungskosten bei den untersuchten Anlagevarianten1)
(Preisszenario S1-MIN)
1) geschlossenes System
Tabelle 18: CO2-Vermeidungskosten bei den untersuchten Anlagevarianten1)
(Preisszenario: S2-MAX)
1) geschlossenes System
S1 (MIN) Benzin
V 0 V 1 V 2 V 3
Triticale Triticale Triticale Triticale- Maissilage Trit.stroh Hanfstroh
Kosten €/l 0,6 0,53 0,74 0,62 0,51€/kWh 0,07 0,09 0,13 0,11 0,09
Kostendifferenz zu Benzin
€/l -0,07 0,14 0,02 -0,09€/kWh 0,02 0,06 0,04 0,02
CO2-Vermeidung
- Ethanol kg CO2-äq./kWhEtOH 0,192 0,197 0,224 0,258
- Gesamtanlage kg CO2-äq./kWhEtOH 0,462 0,353 0,339 0,437
CO2-Vermeidungskosten
- Ethanol €/t CO2-äq. 101 283 159 64
- Gesamtanlage €/t CO2-äq. 42 158 105 38
Ethanol
S2 (MAX) Benzin
V 0 V 1 V 2 V 3
Triticale Triticale Triticale Triticale- Maissilage Trit.stroh Hanfstroh
Kosten €/l 0,6 1,01 1,13 0,98 0,81€/kWh 0,07 0,17 0,19 0,17 0,14
Kostendifferenz zu Benzin
€/l 0,41 0,53 0,38 0,21€/kWh 0,10 0,12 0,10 0,07
CO2-Vermeidung
- Ethanol kg CO2-äq./kWhEtOH 0,192 0,197 0,224 0,258
- Gesamtanlage kg CO2-äq./kWhEtOH 0,462 0,353 0,339 0,437
CO2-Vermeidungskosten
- Ethanol €/t CO2-äq. 528 617 434 262
- Gesamtanlage €/t CO2-äq. 220 344 286 154
Ethanol
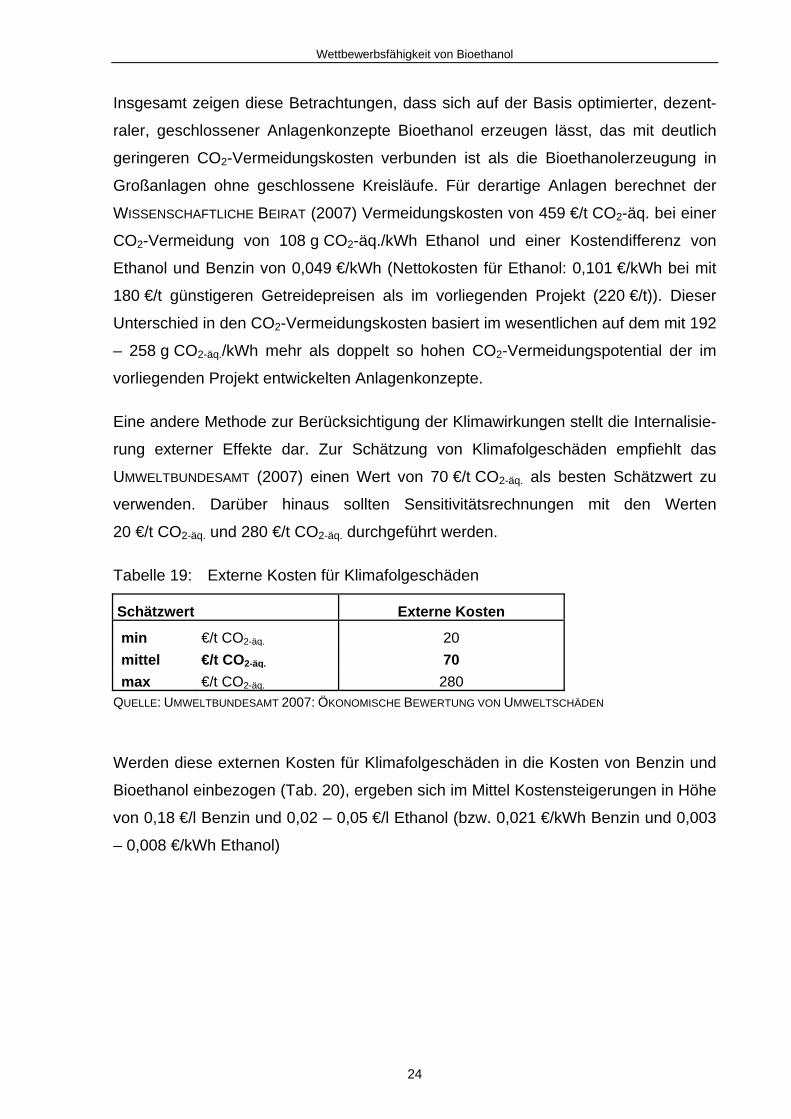
Wettbewerbsfähigkeit von Bioethanol
24
Insgesamt zeigen diese Betrachtungen, dass sich auf der Basis optimierter, dezent-
raler, geschlossener Anlagenkonzepte Bioethanol erzeugen lässt, das mit deutlich
geringeren CO2-Vermeidungskosten verbunden ist als die Bioethanolerzeugung in
Großanlagen ohne geschlossene Kreisläufe. Für derartige Anlagen berechnet der
WISSENSCHAFTLICHE BEIRAT (2007) Vermeidungskosten von 459 €/t CO2-äq. bei einer
CO2-Vermeidung von 108 g CO2-äq./kWh Ethanol und einer Kostendifferenz von
Ethanol und Benzin von 0,049 €/kWh (Nettokosten für Ethanol: 0,101 €/kWh bei mit
180 €/t günstigeren Getreidepreisen als im vorliegenden Projekt (220 €/t)). Dieser
Unterschied in den CO2-Vermeidungskosten basiert im wesentlichen auf dem mit 192
– 258 g CO2-äq./kWh mehr als doppelt so hohen CO2-Vermeidungspotential der im
vorliegenden Projekt entwickelten Anlagenkonzepte.
Eine andere Methode zur Berücksichtigung der Klimawirkungen stellt die Internalisie-
rung externer Effekte dar. Zur Schätzung von Klimafolgeschäden empfiehlt das
UMWELTBUNDESAMT (2007) einen Wert von 70 €/t CO2-äq. als besten Schätzwert zu
verwenden. Darüber hinaus sollten Sensitivitätsrechnungen mit den Werten
20 €/t CO2-äq. und 280 €/t CO2-äq. durchgeführt werden.
Tabelle 19: Externe Kosten für Klimafolgeschäden
Schätzwert Externe Kosten
min €/t CO2-äq. 20
mittel €/t CO2-äq. 70
max €/t CO2-äq. 280 QUELLE: UMWELTBUNDESAMT 2007: ÖKONOMISCHE BEWERTUNG VON UMWELTSCHÄDEN
Werden diese externen Kosten für Klimafolgeschäden in die Kosten von Benzin und
Bioethanol einbezogen (Tab. 20), ergeben sich im Mittel Kostensteigerungen in Höhe
von 0,18 €/l Benzin und 0,02 – 0,05 €/l Ethanol (bzw. 0,021 €/kWh Benzin und 0,003
– 0,008 €/kWh Ethanol)
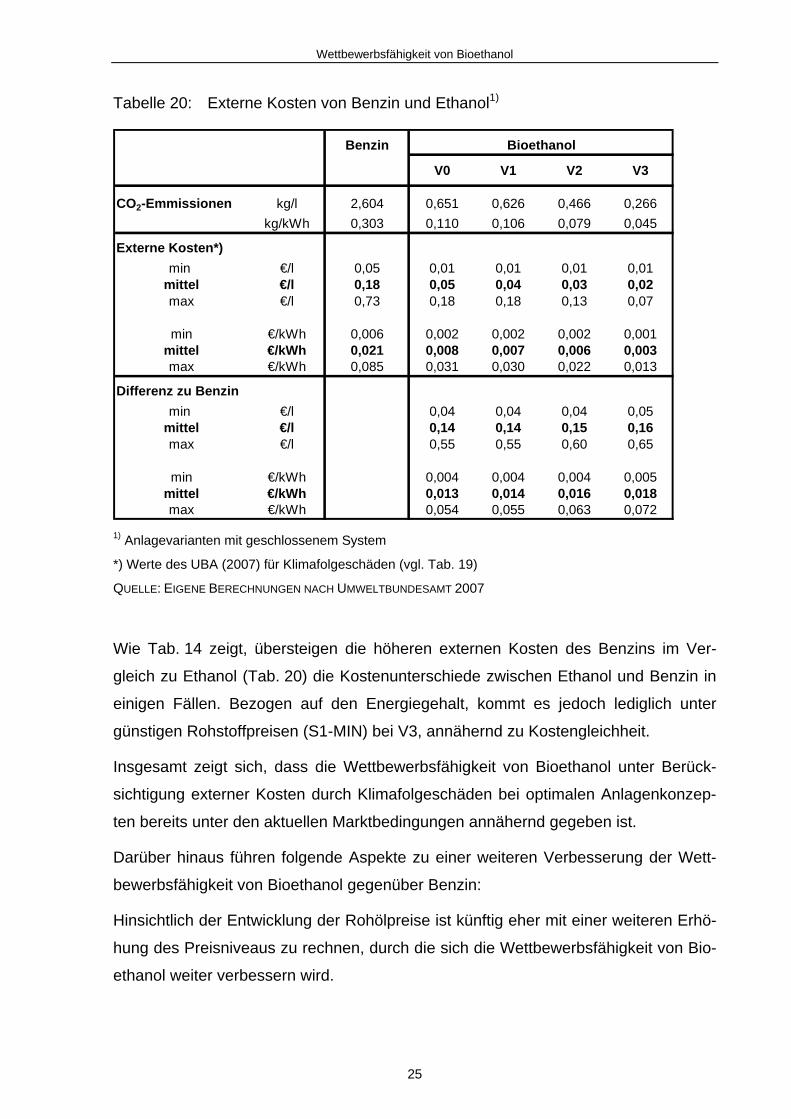
Wettbewerbsfähigkeit von Bioethanol
25
Tabelle 20: Externe Kosten von Benzin und Ethanol1)
1) Anlagevarianten mit geschlossenem System
*) Werte des UBA (2007) für Klimafolgeschäden (vgl. Tab. 19)
QUELLE: EIGENE BERECHNUNGEN NACH UMWELTBUNDESAMT 2007
Wie Tab. 14 zeigt, übersteigen die höheren externen Kosten des Benzins im Ver-
gleich zu Ethanol (Tab. 20) die Kostenunterschiede zwischen Ethanol und Benzin in
einigen Fällen. Bezogen auf den Energiegehalt, kommt es jedoch lediglich unter
günstigen Rohstoffpreisen (S1-MIN) bei V3, annähernd zu Kostengleichheit.
Insgesamt zeigt sich, dass die Wettbewerbsfähigkeit von Bioethanol unter Berück-
sichtigung externer Kosten durch Klimafolgeschäden bei optimalen Anlagenkonzep-
ten bereits unter den aktuellen Marktbedingungen annähernd gegeben ist.
Darüber hinaus führen folgende Aspekte zu einer weiteren Verbesserung der Wett-
bewerbsfähigkeit von Bioethanol gegenüber Benzin:
Hinsichtlich der Entwicklung der Rohölpreise ist künftig eher mit einer weiteren Erhö-
hung des Preisniveaus zu rechnen, durch die sich die Wettbewerbsfähigkeit von Bio-
ethanol weiter verbessern wird.
Benzin
V0 V1 V2 V3
CO2-Emmissionen kg/l 2,604 0,651 0,626 0,466 0,266
kg/kWh 0,303 0,110 0,106 0,079 0,045
Externe Kosten*)
min €/l 0,05 0,01 0,01 0,01 0,01mittel €/l 0,18 0,05 0,04 0,03 0,02max €/l 0,73 0,18 0,18 0,13 0,07
min €/kWh 0,006 0,002 0,002 0,002 0,001mittel €/kWh 0,021 0,008 0,007 0,006 0,003max €/kWh 0,085 0,031 0,030 0,022 0,013
Differenz zu Benzin
min €/l 0,04 0,04 0,04 0,05mittel €/l 0,14 0,14 0,15 0,16max €/l 0,55 0,55 0,60 0,65
min €/kWh 0,004 0,004 0,004 0,005mittel €/kWh 0,013 0,014 0,016 0,018max €/kWh 0,054 0,055 0,063 0,072
Bioethanol
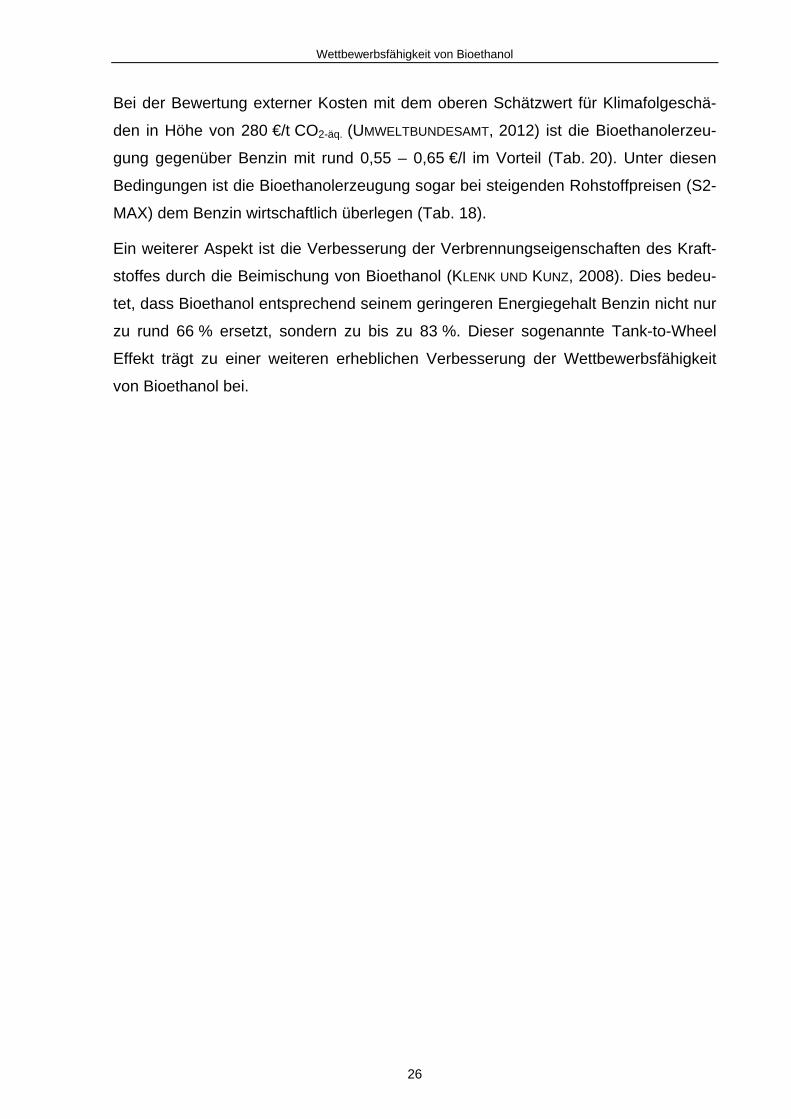
Wettbewerbsfähigkeit von Bioethanol
26
Bei der Bewertung externer Kosten mit dem oberen Schätzwert für Klimafolgeschä-
den in Höhe von 280 €/t CO2-äq. (UMWELTBUNDESAMT, 2012) ist die Bioethanolerzeu-
gung gegenüber Benzin mit rund 0,55 – 0,65 €/l im Vorteil (Tab. 20). Unter diesen
Bedingungen ist die Bioethanolerzeugung sogar bei steigenden Rohstoffpreisen (S2-
MAX) dem Benzin wirtschaftlich überlegen (Tab. 18).
Ein weiterer Aspekt ist die Verbesserung der Verbrennungseigenschaften des Kraft-
stoffes durch die Beimischung von Bioethanol (KLENK UND KUNZ, 2008). Dies bedeu-
tet, dass Bioethanol entsprechend seinem geringeren Energiegehalt Benzin nicht nur
zu rund 66 % ersetzt, sondern zu bis zu 83 %. Dieser sogenannte Tank-to-Wheel
Effekt trägt zu einer weiteren erheblichen Verbesserung der Wettbewerbsfähigkeit
von Bioethanol bei.
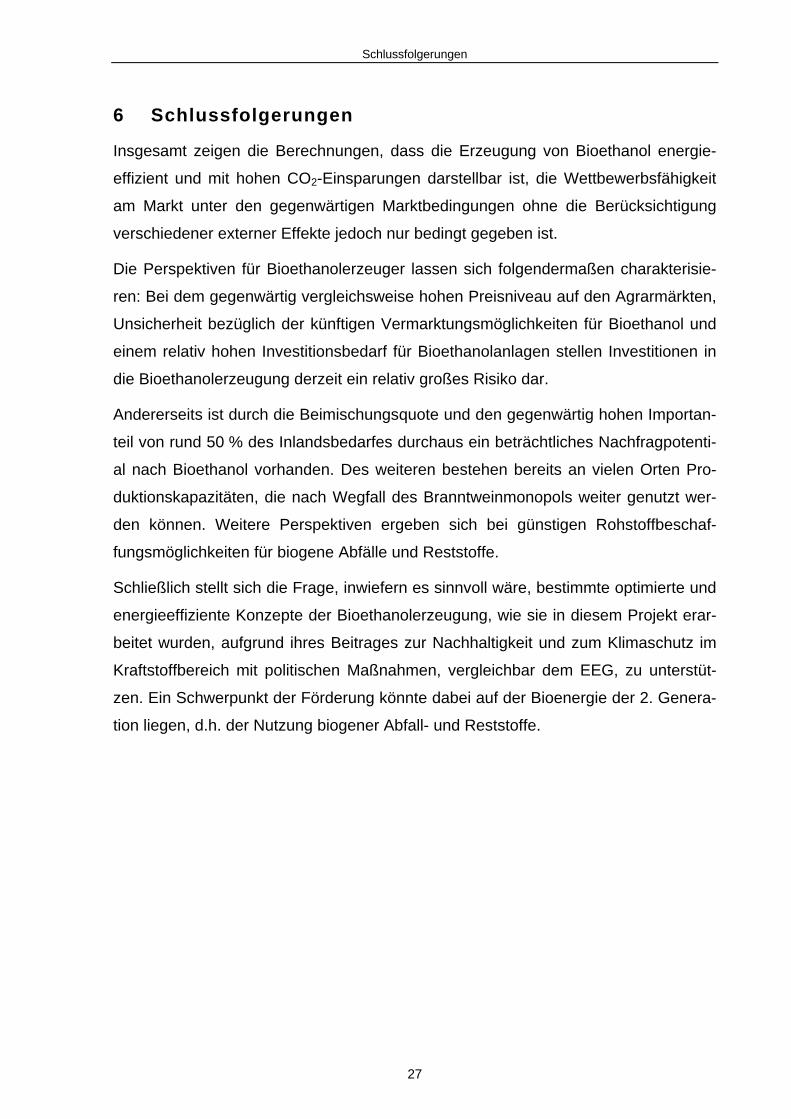
Schlussfolgerungen
27
6 Schlussfolgerungen
Insgesamt zeigen die Berechnungen, dass die Erzeugung von Bioethanol energie-
effizient und mit hohen CO2-Einsparungen darstellbar ist, die Wettbewerbsfähigkeit
am Markt unter den gegenwärtigen Marktbedingungen ohne die Berücksichtigung
verschiedener externer Effekte jedoch nur bedingt gegeben ist.
Die Perspektiven für Bioethanolerzeuger lassen sich folgendermaßen charakterisie-
ren: Bei dem gegenwärtig vergleichsweise hohen Preisniveau auf den Agrarmärkten,
Unsicherheit bezüglich der künftigen Vermarktungsmöglichkeiten für Bioethanol und
einem relativ hohen Investitionsbedarf für Bioethanolanlagen stellen Investitionen in
die Bioethanolerzeugung derzeit ein relativ großes Risiko dar.
Andererseits ist durch die Beimischungsquote und den gegenwärtig hohen Importan-
teil von rund 50 % des Inlandsbedarfes durchaus ein beträchtliches Nachfragpotenti-
al nach Bioethanol vorhanden. Des weiteren bestehen bereits an vielen Orten Pro-
duktionskapazitäten, die nach Wegfall des Branntweinmonopols weiter genutzt wer-
den können. Weitere Perspektiven ergeben sich bei günstigen Rohstoffbeschaf-
fungsmöglichkeiten für biogene Abfälle und Reststoffe.
Schließlich stellt sich die Frage, inwiefern es sinnvoll wäre, bestimmte optimierte und
energieeffiziente Konzepte der Bioethanolerzeugung, wie sie in diesem Projekt erar-
beitet wurden, aufgrund ihres Beitrages zur Nachhaltigkeit und zum Klimaschutz im
Kraftstoffbereich mit politischen Maßnahmen, vergleichbar dem EEG, zu unterstüt-
zen. Ein Schwerpunkt der Förderung könnte dabei auf der Bioenergie der 2. Genera-
tion liegen, d.h. der Nutzung biogener Abfall- und Reststoffe.
Literaturverzeichnis
28
7 Literaturverzeichnis
ASUE (ARBEITSGEMEINSCHAFT FÜR SPARSAMEN UND UMWELTFREUNDLICHEN
ENERGIEVERBRAUCH) (2011): BHKW-Kenndaten 2011. Essen.
BUCK, M. UND SENN, T. (2012): Ergebnisse aus dem Forschungsprojekt Re2Alko
CHIRON (2013): Preise für Hanfstroh. Mündliche Mitteilung Februar 2013. http://www.chiron-ul.de/index.html
EEG (ERNEUERBARE ENERGIEN GESETZ) (2012): "Gesetz für den Vorrang Erneuerbare Energien", http://www.bmu.de/files/pdfs/allgemein/application/pdf/eeg_2012.pdf
BIOMASSEV (BIOMASSEVERORDNUNG) (2012): "Verordnung über die Erzeugung von Strom aus Biomasse", http://www.erneuerbare-energien.de/files/pdfs/allgemein/ application/pdf/biomasseverordnung_kon_bf.pdf
EMPL, M. (2013): Anlagekosten von Biogasanlagen. Mündliche Mittelung, Januar 2013.
EMPL, J.-B. (2013): Anlagekosten und laufende Betriebskosten in Biogasanlagen. Mündliche Mittelung, Januar 2013.
KTBL (2012): Datensammlung für die Betriebsplanung 2012/13.
KLENK UND KUNZ (2008): Sugar Industry, Band 133, 2008.
LFL (BAYERISCHE LANDESANSTALT FÜR LANDWIRTSCHAFT) (2007): NawaRo-Transport. Konzepte zur Reduzierung der Kosten beim Transport von nachwachsenden Rohstoffen für Biogasanlagen.
BIOGASFORUM BAYERN (2010): Verfahren zum Transport von Biomasse. Nr. II - 6/2012. (http://www.biogas-forum-bayern.de/publikationen/ Verfah-ren_zum_Transport_von_Biomasse.pdf). 20.Juni 2013.
LEL (LANDESANSTALT FÜR DIE ENTWICKLUNG DER LANDWIRTSCHAFT UND DER LÄNDLICHEN
RÄUME) (2012a). Biogas-Invest 2012. Vers. 2.1, 08/2012. Programm zur Ermitt-lung der Wirtschaftlichkeit von Biogasanlagen nach dem neuen EEG 2012 und der produzierten Biogasmenge. Schwäbisch Gmünd. http://www.lel-bw.de/pb/,Lde/647899
LEL (LANDESANSTALT FÜR DIE ENTWICKLUNG DER LANDWIRTSCHAFT UND DER LÄNDLICHEN
RÄUME) (2012b). Ermittlung eines angemessenen Verkaufspreises für Silomais. 21.8.2012. Schwäbisch Gmünd. http://www.lel-bw.de/pb/,Lde/647899
LEL (LANDESANSTALT FÜR DIE ENTWICKLUNG DER LANDWIRTSCHAFT UND DER LÄNDLICHEN
RÄUME) (2013). Futtergetreide – Preisgrafiken. 24.5.2013. Schwäbisch Gmünd. http://www.lel-bw.de/pb/,Lde/Startseite/Markt+und+Ernaehrung+mit+Landesstelle/Futtergetreide.
Literaturverzeichnis
29
HEIZOEL24 (2013): Was kostet Rohöl? Aktuelle Ölpreise. Interaid GmbH, Berlin. http://www.heizoel24.de/charts/rohoel. 18. Juni 2013.
MAAS-PEITZMEIER, PH. (2007): Möglichkeiten der Energieerzeugung und Schlempe-verwertung über eine angepasste Biogasanlage. FH Soest. www.duesse.de/znr/pdfs/2007/2007-12-13-brenner-03.pdf . Februar 2013
MINERALÖLWIRTSCHAFTSVERBAND E.V. (2013): Zusammensetzung des Verbraucher-preises für Superbenzin (95 Oktan, E5). http://www.mwv.de/index.php/daten/statistikenpreise/?loc=1&jahr=2012. 20. Juni 2013.
PROPLANTA (2013): Stroh- und Heupreise 2012/13. http://www.proplanta.de/Markt-und-Preis/News/Aktuelle-Strohpreise. Juni 2013.
TOEWS, T. (2010): Bestimmung der Erntekosten von Silomais und deren Relevanz für die Wirtschaftlichkeit von Biogasanlagen. Vortrag 8.6.2010. FH Bingen. http://bioenergie.fnr.de/fileadmin/bioenergie-beratung/rheinland-pfalz-saarland/dateien/Toews_ErntekostenSilomais-Biomassetransport.pdf
UBA (UMWELTBUNDESAMT) 2007: Ökonomische Bewertung von Umweltschäden. http://www.umweltdaten.de/publikationen/fpdf-l/3193.pdf
WISSENSCHAFTLICHER BEIRAT BEIM BMELV (2007): Nutzung von Biomasse zur Ener-giegewinnung – Empfehlungen an die Politik. http://www.bmelv.de/SharedDocs/Downloads/Ministerium/Beiraete/Agrarpolitik/GutachtenWBA.pdf?__blob=publicationFile



















