Positions- und Pose-Sensoren für Maschinen - TUHH · 10.06.2008 PS.4 Dr.-Ing. habil. Jörg...
81
10.06.2008 PS.1 Dr.-Ing. habil. Jörg Wollnack Schaublin Schaublin Kuka Positions Positions - - und und Pose Pose - - Sensoren Sensoren für für Maschinen Maschinen
Transcript of Positions- und Pose-Sensoren für Maschinen - TUHH · 10.06.2008 PS.4 Dr.-Ing. habil. Jörg...
10.06.2008PS.1
Dr.-Ing. habil. Jörg Wollnack
SchaublinSchaublin
Kuka
PositionsPositions--undund
PosePose--SensorenSensorenfürfür
MaschinenMaschinen
10.06.2008PS.2
Dr.-Ing. habil. Jörg Wollnack
Physikalische MessmethodenPhysikalische Messmethoden
10.06.2008PS.3
Dr.-Ing. habil. Jörg Wollnack
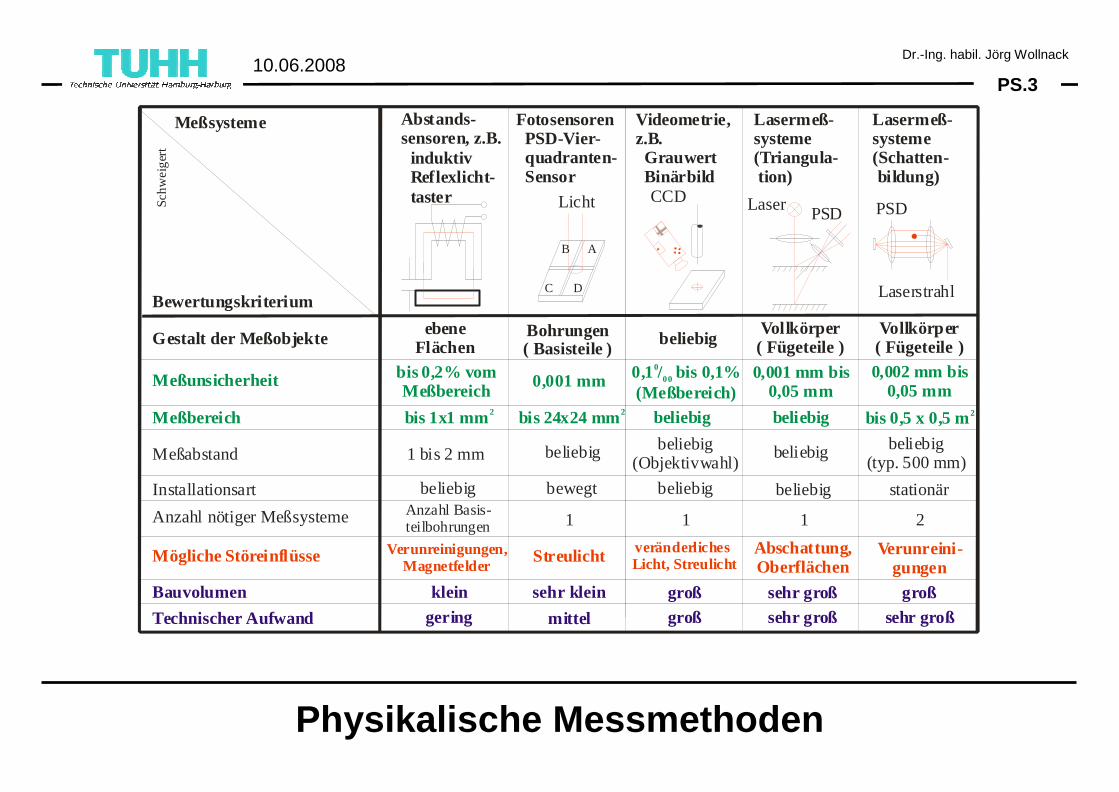
Gestalt der Meßobjekteebene
FlächenBohrungen( Basisteile )
beliebigVollkörper( Fügeteile )
Vollkörper( Fügeteile )
Meßunsicherheit bis 0,2% vomMeßbereich
0,1 / bis 0,1%(Meßbereich)
0000,001 mm 0,001 mm bis
0,05 mm0,002 mm bis
0,05 mm
Anzahl nötiger Meßsysteme Anzahl Basis-teilbohrungen 1 1 1 2
sehr großBauvolumen klein sehr klein groß groß
Technischer Aufwand gering mittel groß sehr großsehr groß
Verunreinigungen,Magnetfelder
Mögliche Störeinflüsse Streulicht veränderliches Licht, Streulicht
Abschattung,Oberflächen
Verunreini-gungen
Installationsart beliebig beliebigbewegt beliebig stationär
Meßabstand 1 bis 2 mm beliebig beliebigbeliebig(Objektivwahl)
beliebig(typ. 500 mm)
Meßbereich bis 1x1 mm2 bis 24x24 mm2 beliebigbeliebig bis 0,5 x 0,5 m2
Abstands-sensoren, z.B. induktiv Reflexlicht- taster
Fotosensoren PSD-Vier- quadranten- Sensor
Videometrie,z.B. Grauwert Binärbild
Lasermeß-systeme(Triangula- tion)
Lasermeß-systeme(Schatten- bildung)
Meßsysteme
Schw
eige
rt
BewertungskriteriumLaserstrahl
PSDLaser PSDCCDLicht
AB
C D
Physikalische Messmethoden
10.06.2008PS.4
Dr.-Ing. habil. Jörg Wollnack
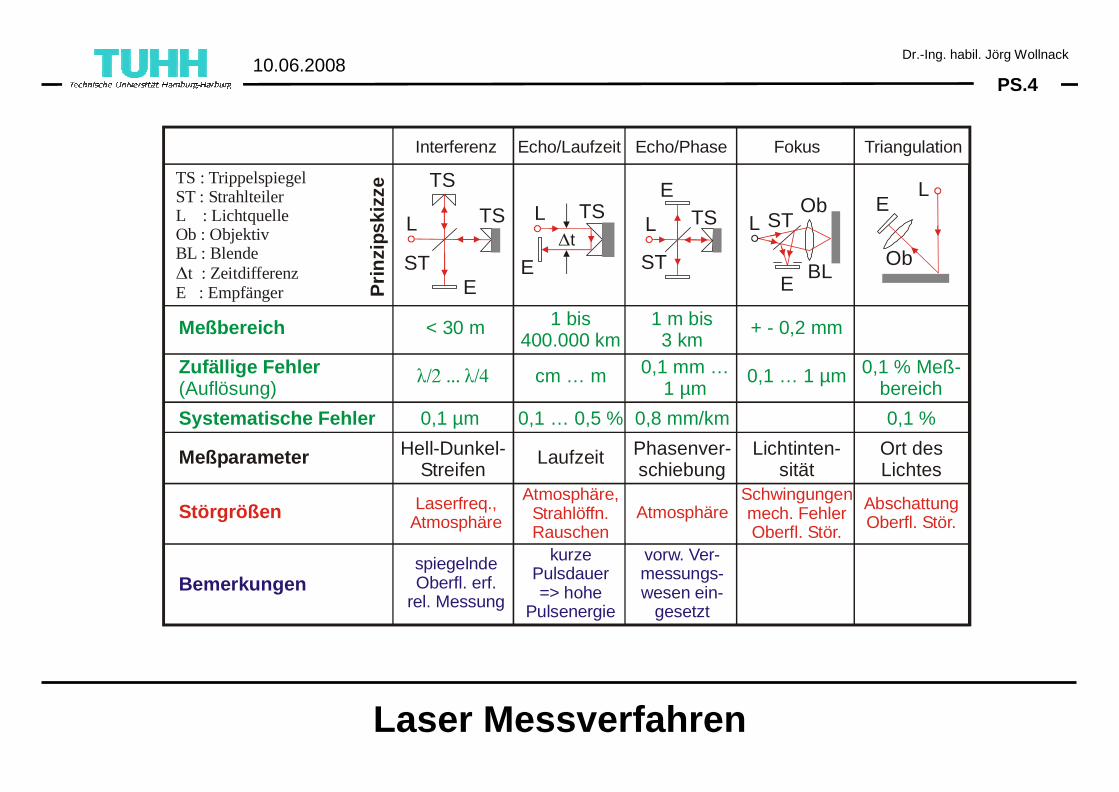
Laser Messverfahren
Interferenz Echo/Laufzeit Echo/Phase Fokus Triangulation
BemerkungenspiegelndeOberfl. erf.
rel. Messung
kurzePulsdauer=> hohe
Pulsenergie
vorw. Ver-messungs-wesen ein-
gesetzt
Störgrößen Laserfreq., Atmosphäre
Atmosphäre,Strahlöffn.Rauschen
AtmosphäreSchwingungenmech. FehlerOberfl. Stör.
AbschattungOberfl. Stör.
Systematische Fehler 0,1 µm 0,1 … 0,5 % 0,8 mm/km 0,1 %
Meßparameter Hell-Dunkel-Streifen
Laufzeit Phasenver-schiebung
Lichtinten-sität
Ort desLichtes
Zufällige Fehler(Auflösung)
λ/2 ... λ/4 cm … m 0,1 mm …1 µm
0,1 … 1 µm 0,1 % Meß-bereich
Meßbereich < 30 m 1 bis400.000 km
1 m bis3 km
+ - 0,2 mm
TS
TSL
EST
TSL
E
TSL
E
STE
L
BL
ObST
LE
Ob∆t
Pri
nzi
pski
zzeTS : Trippelspiegel
ST : StrahlteilerL : LichtquelleOb : ObjektivBL : Blende
t : ZeitdifferenzE : Empfänger∆
10.06.2008PS.5
Dr.-Ing. habil. Jörg Wollnack
Erf
assu
ng
s-b
erei
chR
ealis
ieru
ng
Meß
volu
men
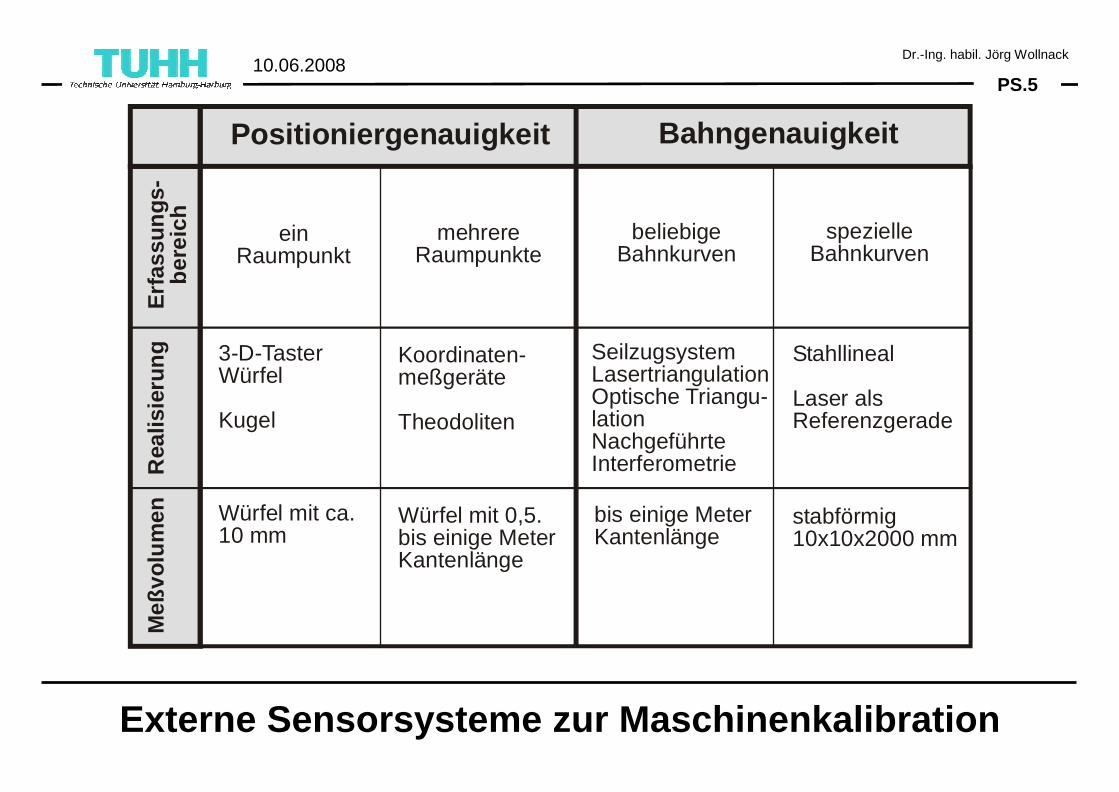
Positioniergenauigkeit Bahngenauigkeit
einRaumpunkt
3-D-TasterWürfel
Kugel
Würfel mit ca.10 mm
Würfel mit 0,5.bis einige MeterKantenlänge
bis einige MeterKantenlänge
stabförmig10x10x2000 mm
Koordinaten-meßgeräte
Theodoliten
SeilzugsystemLasertriangulationOptische Triangu-lationNachgeführteInterferometrie
Stahllineal
Laser als Referenzgerade
mehrereRaumpunkte
beliebigeBahnkurven
spezielleBahnkurven
Externe Sensorsysteme zur Maschinenkalibration
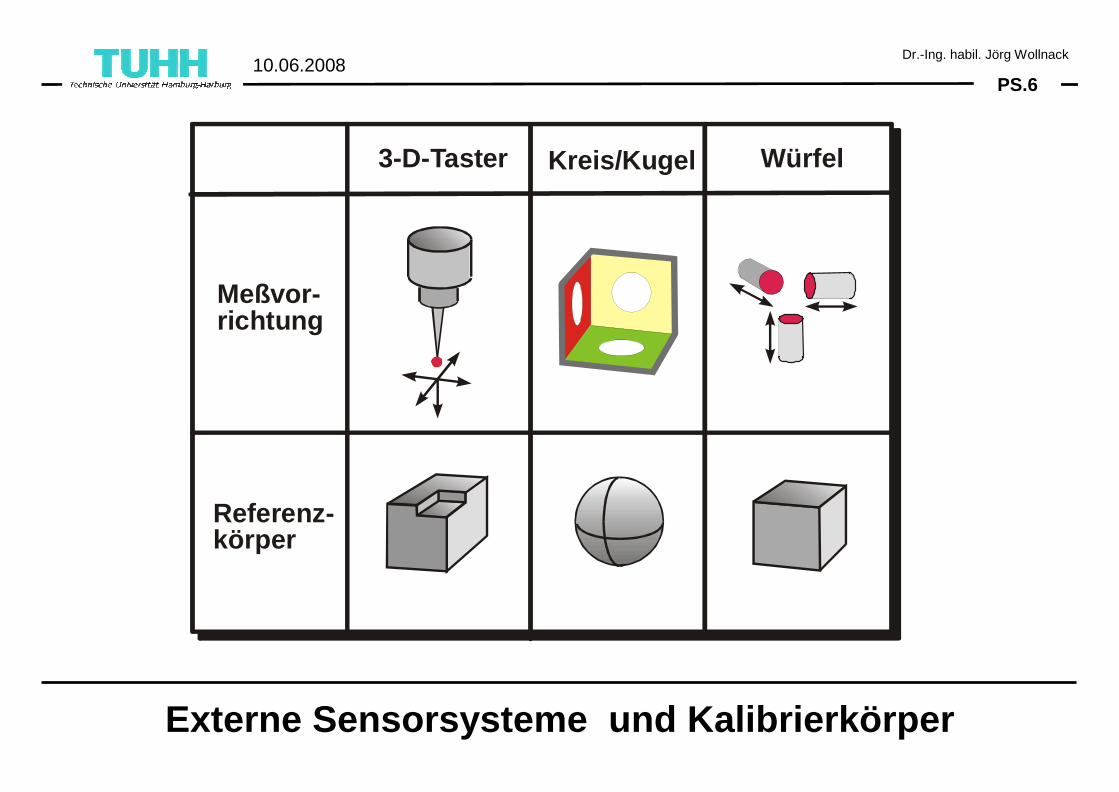
10.06.2008PS.6
Dr.-Ing. habil. Jörg Wollnack
Meßvor-richtung
3-D-Taster Kreis/Kugel Würfel
Referenz-körper
Externe Sensorsysteme und Kalibrierkörper
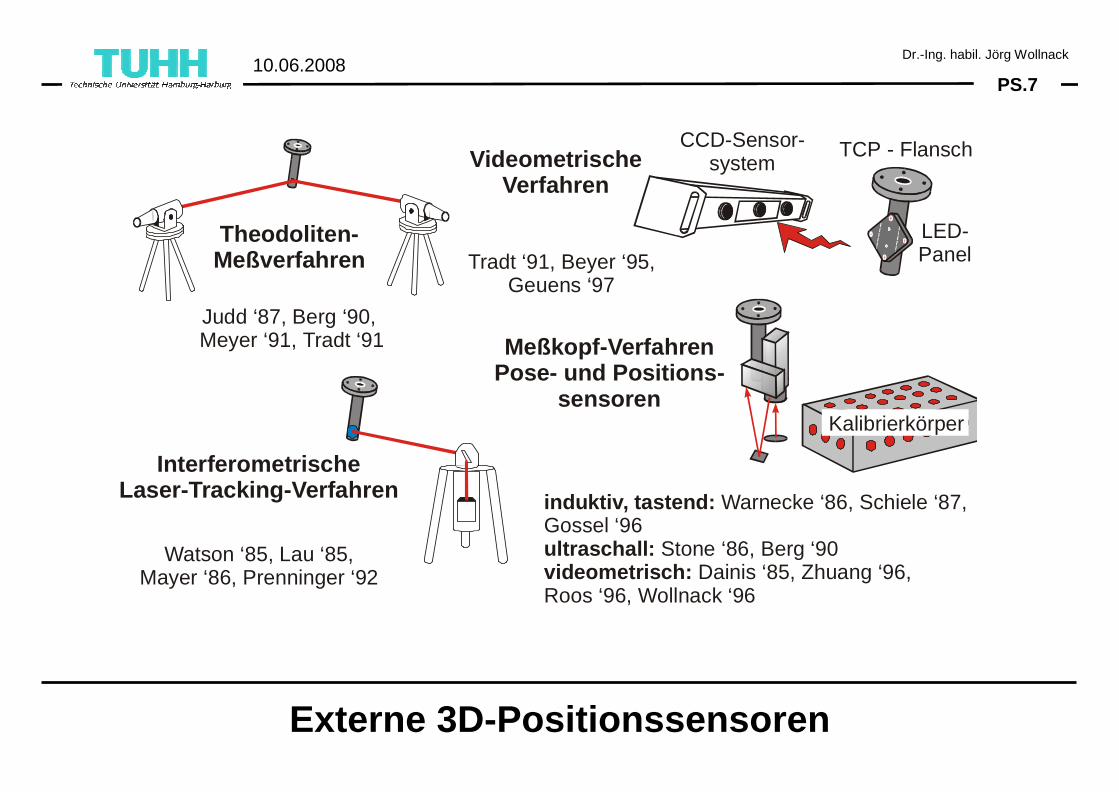
10.06.2008PS.7
Dr.-Ing. habil. Jörg Wollnack
Judd ‘87, Berg ‘90, Meyer ‘91, Tradt ‘91
Theodoliten-Meßverfahren Tradt ‘91, Beyer ‘95,
Geuens ‘97
VideometrischeVerfahren
TCP - Flansch
LED-Panel
CCD-Sensor-system
Watson ‘85, Lau ‘85,Mayer ‘86, Prenninger ‘92
InterferometrischeLaser-Tracking-Verfahren
Meßkopf-VerfahrenPose- und Positions-
sensoren
induktiv, tastend:
ultraschall:videometrisch:
Warnecke ‘86, Schiele ‘87,Gossel ‘96
Stone ‘86, Berg ‘90 Dainis ‘85, Zhuang ‘96,
Roos ‘96, Wollnack ‘96
Kalibrierkörper
Externe 3D-Positionssensoren

10.06.2008PS.8
Dr.-Ing. habil. Jörg Wollnack
Pose SensorPose Sensor

10.06.2008PS.9
Dr.-Ing. habil. Jörg Wollnack
TCPKS
MGKS
MPKS
K
MTaster 6
Tast
er1
Taster 5
Taster 4
Tast
er3
Tast
er2
Justierstift
Pose-Sensor mit sechs 1D-Distanzsensoren I

10.06.2008PS.10
Dr.-Ing. habil. Jörg Wollnack
Gossel
InduktiverInduktiverPositionPosition--sensorsensor
Pose-Sensor mit sechs 1D-Distanzsensoren II

10.06.2008PS.11
Dr.-Ing. habil. Jörg Wollnack
KryptonKrypton
Optischer Pose-Sensor mit sechs 1D-Distanzsensoren
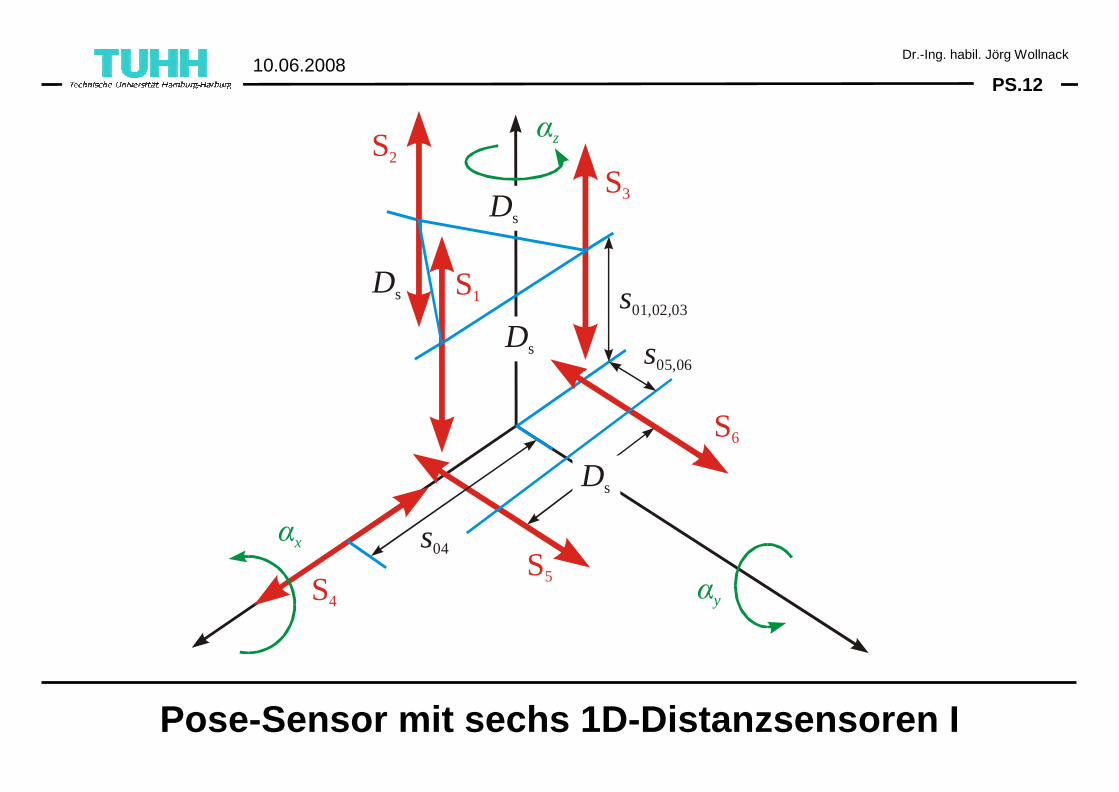
10.06.2008PS.12
Dr.-Ing. habil. Jörg Wollnack
S4
S5
S6
S1
S2
S3
Ds
Ds
Ds
Ds
s01,02,03
s05,06
s04αx
αz
αy
Pose-Sensor mit sechs 1D-Distanzsensoren I
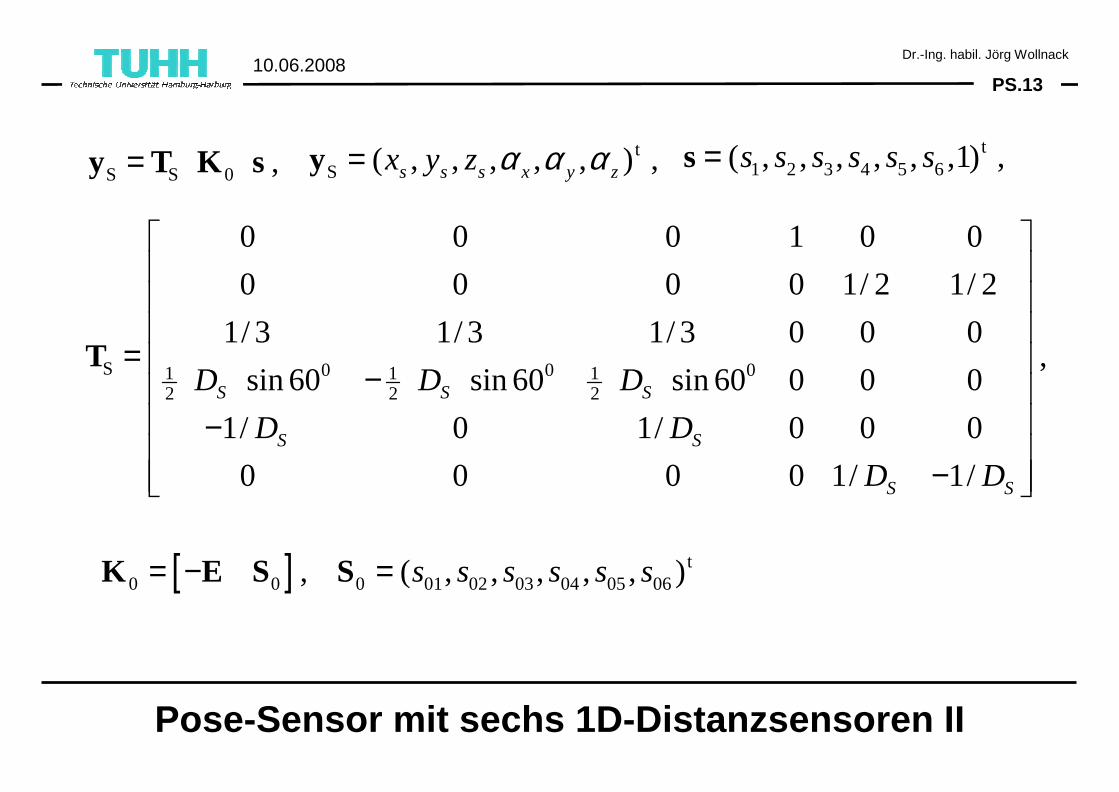
10.06.2008PS.13
Dr.-Ing. habil. Jörg Wollnack
S S 0 ,=y T K s tS ( , , , , , ) ,s s s x y zx y z α α α=y t
1 2 3 4 5 6( , , , , , ,1) ,s s s s s s=s
S 0 0 01 1 12 2 2
0 0 0 1 0 0
0 0 0 0 1/ 2 1/ 2
1/ 3 1/ 3 1/ 3 0 0 0,
sin 60 sin 60 sin 60 0 0 0
1/ 0 1/ 0 0 0
0 0 0 0 1/ 1/
S S S
S S
S S
D D D
D D
D D
= − −
−
T
[ ] t0 0 0 01 02 03 04 05 06, ( , , , , , )s s s s s s= − =K E S S
Pose-Sensor mit sechs 1D-Distanzsensoren II
10.06.2008PS.14
Dr.-Ing. habil. Jörg Wollnack
yS := Posevektor
s := Vektor der von den Sensoren gemessenen Abstände
TS := Sensor-Transformationsmatrix
S0 := Abstandsvektor zwischen den Sensornullpunkten und
Koordinatennullpunkten des Sensorkoordinatensystems
DS := Abstand zwischen den Sensoren
Posesensor mit sechs 1D-Abstandssensoren III

10.06.2008PS.15
Dr.-Ing. habil. Jörg Wollnack
Optische Sensoren

10.06.2008PS.16
Dr.-Ing. habil. Jörg Wollnack
Photonen die in einen Halbleiterkristall eindringen, können
Elektronen-Lochpaare erzeugen. Die Energie des Photons wird
dabei an das Elektron abgegeben. Das Elektron gelangt durch
diesen Prozeß vom Valenz- ins Leitungsband.
Photosensoren I

10.06.2008PS.17
Dr.-Ing. habil. Jörg Wollnack
Photosensoren II
EV
EDES
EAES
EL
Eg
E
+
+
+Donatorenreiner Halbleiter Akzeptoren
h f
h f
h f
10.06.2008PS.18
Dr.-Ing. habil. Jörg Wollnack
Photosensoren III
Die durch Photonen freigesetzten Elektronen-Lochpaare können zum Stromfluß (CMOS-Sensor) beitragen oder eine
freigesetzte Ladungsmenge definieren (CCD-Sensor).
Auf der Messung des Stromflusses oder der Ladung basieren Photosensoren.
10.06.2008PS.19
Dr.-Ing. habil. Jörg Wollnack
∆y r/
. ..
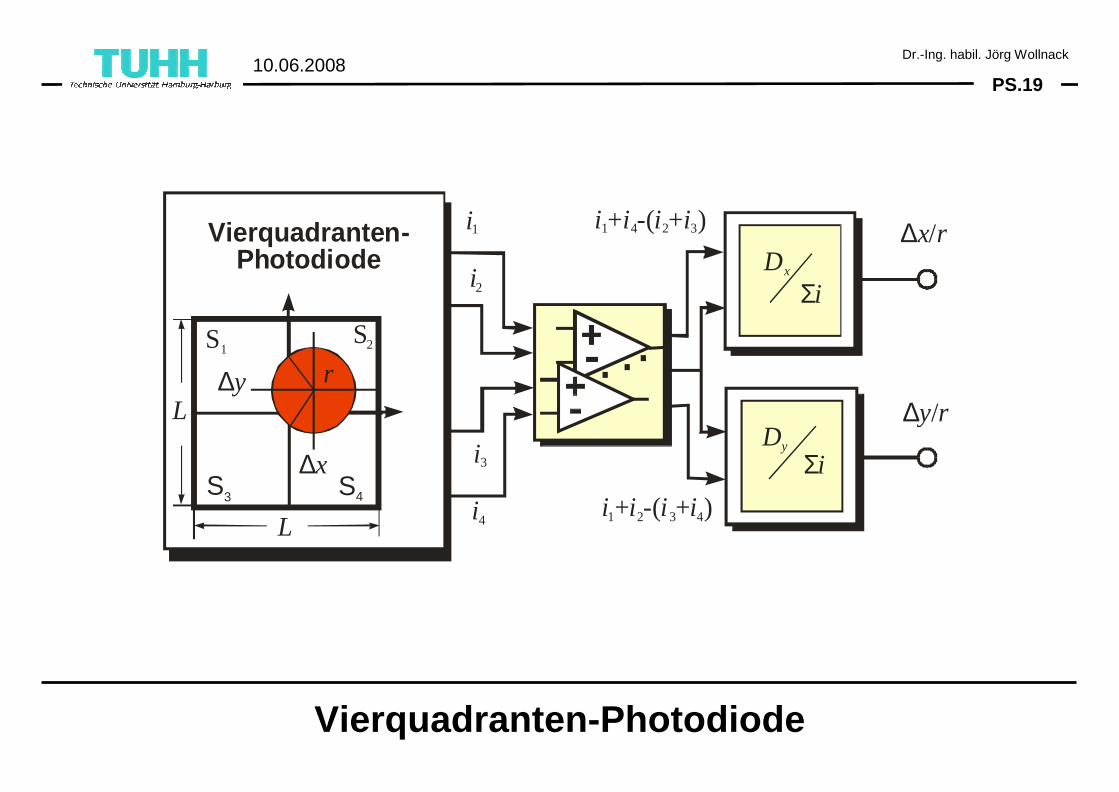
Vierquadranten-Photodiode
∆x r/Dx
Σi
S1S2
∆y
i1
i2
i i i i1 4 2 3+ -( + )
r
Dy
Σi
L
L
S3 S4
∆x
i i i i1 2 3 4+ -( + )
i3
i4
Vierquadranten-Photodiode

10.06.2008PS.20
Dr.-Ing. habil. Jörg Wollnack
PSD-Sensor
2 /∆x L
PSD
2 /∆y L
+-
Dx
Σix
Dy
Σiy
+-. ..
ix1
ix2
i ix2 x- 1
i iy y2 1-
iy1
iy2
∆x
∆y
L
L
10.06.2008PS.21
Dr.-Ing. habil. Jörg Wollnack
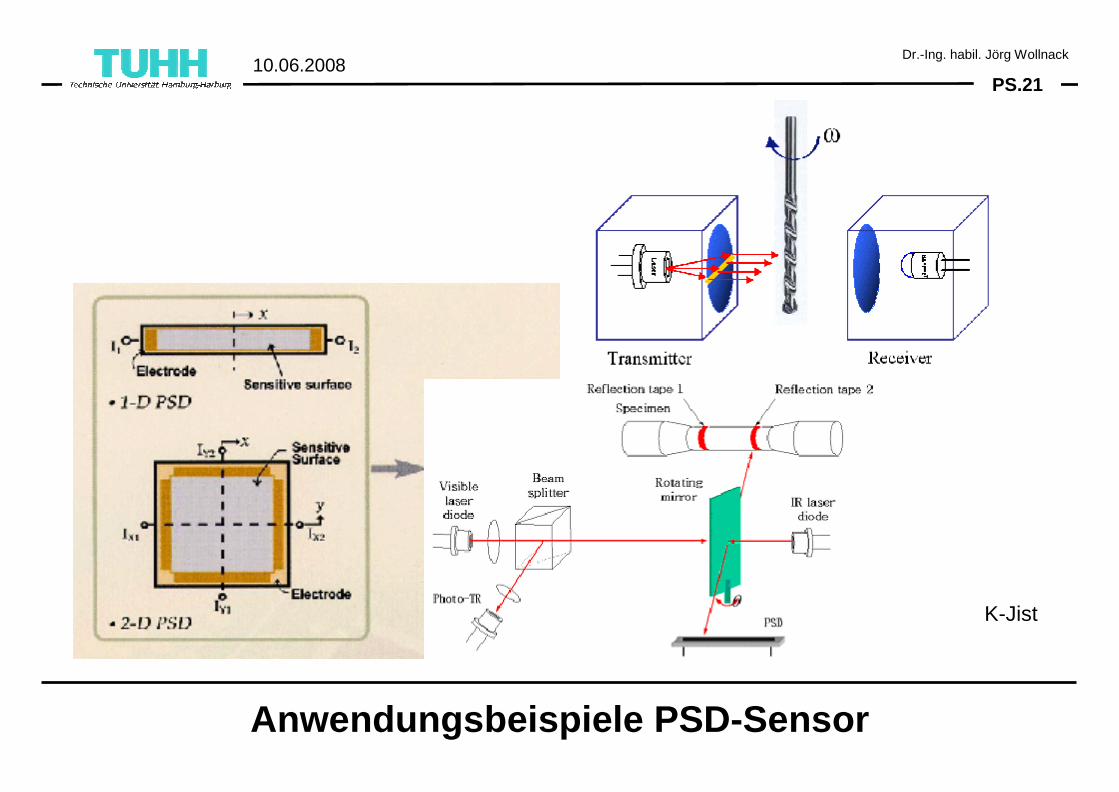
Anwendungsbeispiele PSD-Sensor
K-Jist

10.06.2008PS.22
Dr.-Ing. habil. Jörg Wollnack
CCD-Sensor I
hf
u
SiO2
-
Gate
Bulk
Ausgabe-elektronik
Ladungsmessung

10.06.2008PS.23
Dr.-Ing. habil. Jörg Wollnack
x
y
Video-ausgang
Horizontales SchieberegisterV
erti
kale
s S
chie
bere
gist
er
Photo-sensitive
CCD-Zelle
CCD-Sensor II
10.06.2008PS.24
Dr.-Ing. habil. Jörg Wollnack
0: /q eW N h f N h c λΦ = ⋅ ⋅ = ⋅ ⋅
e ed dΦ Φ Ω′ =Φe := PhotonenenergieΦe‘ := PhotonenenergieN := PhotonenzahlΩ := Raumwinkel
Photonenenergie und Photonenflußdichte
Nach der Quantentheorie ist der Strahlungs- oderPhotonenfluß das Produkt der pro Zeiteinheit durch
den Wirkungsquerschnitt übertragenden Photonenzahl Nmit der Photonenenergie
Photonenflußdichte

10.06.2008PS.25
Dr.-Ing. habil. Jörg Wollnack
Kontinuitätsgleichung im stromlosen Zustand
/20 (1 ) ,i nT
n qd Q e e daττ η −′= ⋅ ⋅Φ ⋅ ⋅ − ⋅ 0 (1 ( ))a R λ′ ′Φ = Φ ⋅ −
Φ ‘ := Photonenflußdichte:= Quantenwirkungsgrad
τn := ElektronenlebensdauerTi := Integrationsdauer
1 Szq e βη −= −
Bei konstanter Wellenlänge liegt Proportionalität zwischen der Bei konstanter Wellenlänge liegt Proportionalität zwischen der Photonenflußdichte und der flächenbezogenen Ladung vor. Photonenflußdichte und der flächenbezogenen Ladung vor.

10.06.2008PS.26
Dr.-Ing. habil. Jörg Wollnack
Spektrale Empfindlichkeit
400 600 800 1000 λ/nm
1
0,5
0
Srel
Die Wellenlängenabhängigkeit der Generationsrate wird durch die relative spektrale
Empfindlichkeitskurve Srel des CCD-Sensors in Abbildung zum Ausdruck gebracht.

10.06.2008PS.27
Dr.-Ing. habil. Jörg Wollnack
Generationsrate der Ladungsträger
** ( )( ) (1 ( )) zaG R e α λα λ λ − ⋅′= ⋅Φ ⋅ − ⋅
R(λ) := wellenlängenabhängiger Reflexionsfaktor des Materialsz := Tiefe, gemessen von der Oberfläche des CCD-Sensorsα* := wellenlängen- und materialabhängiger
Absorptionskoeffizient

10.06.2008PS.28
Dr.-Ing. habil. Jörg Wollnack
0Min
B
c h
Eλ ⋅=
EB := Bandlücke zwischen Valenz- und Leitungsbandc0 := Lichtgeschwindigkeit im Vakuumh := Planksches Wirkungsquantum
Grenzwellenlänge der Ladungsträgergeneration
Die Energie des Photons muß größer als der Energieab-stand zwischen dem Valenz- und Leitungsband sein, wenn das Photon zur Ladungsmenge oder zum Stromfluß bei-tragen soll.

10.06.2008PS.29
Dr.-Ing. habil. Jörg Wollnack
+
++
blau rot IR
p+
n
n+Metall-kontakt
SiO2Kontakt
optischeVergütung
Raum-ladungs-
zone
Innerer photoelektrischer Effekt am PN-Übergang I

10.06.2008PS.30
Dr.-Ing. habil. Jörg Wollnack
Legt man an den PN-Übergang einer Photodiode eine in Sperrichtung wirkende Spannung, dann bildet sich im relativ niedrig dotierten N-Gebiet eine breite, im hochdotierten P-Gebiet hingegen eine vernachlässigbar schmale ladungsträger verarmte Raumladungszone aus.
Beide Raumladungszonen zusammen bezeichnet man als Sperrschicht.
Ohne Bestrahlung der Diode fließt nur der sehr kleine Dunkelstrom durch die Sperrschicht.
Setzt man die Diode jedoch einer Strahlung aus, dann werden die in den Kristall eindringenden Photonen (Strahlungsquanten) absorbiert und Ladungsträgerpaare (Elektronen-Löcher-Paare) erzeugt.
Innerer photoelektrischer Effekt am PN-Übergang II
10.06.2008PS.31
Dr.-Ing. habil. Jörg Wollnack
Dieser Vorgang läuft fast vollständig in der Sperrschicht ab, wenn die einfallende Strahlung im Spektralbereich der Diode liegt
Unter dem Einfluß des in der Sperrschicht herrschenden elektrischen Feldes tritt eine sofortige Trennung der Ladungsträgerpaare ein.
Die Elektronen werden zur N-, die Löcher zur P-Seite bewegt.
Es fließt ein zusätzlicher Strom, der Photostrom.
Innerer photoelektrischer Effekt am PN-Übergang III

10.06.2008PS.32
Dr.-Ing. habil. Jörg Wollnack
CMOS-Sensoren
Graupner
Photodioden, A/DPhotodioden, A/D--Wandler, Wandler,
ProzessorProzessor--Units usw.Units usw.
auf einem Chipauf einem Chip

10.06.2008PS.33
Dr.-Ing. habil. Jörg Wollnack
VideometrischeVideometrischeMesssystemeMesssysteme
10.06.2008PS.34
Dr.-Ing. habil. Jörg Wollnack
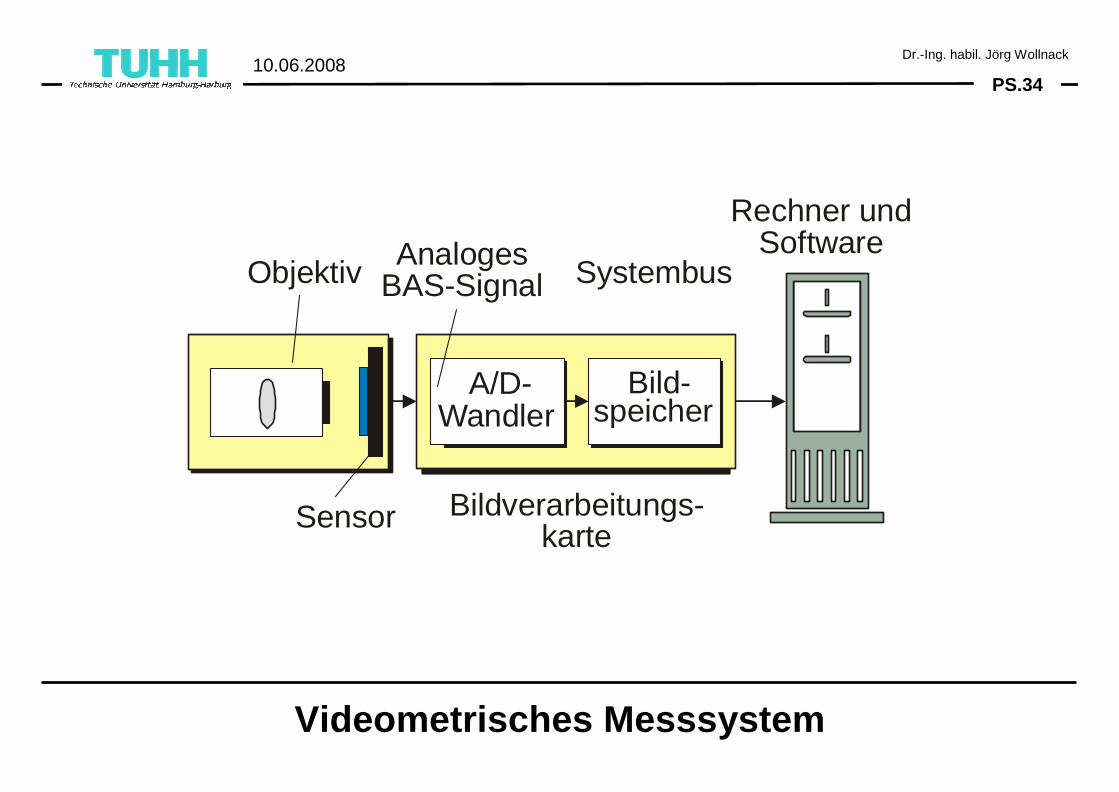
A/D-Wandler
Bild-speicher
Objektiv
Sensor
AnalogesBAS-Signal
Bildverarbeitungs-karte
Systembus
Rechner undSoftware
Videometrisches Messsystem

10.06.2008PS.35
Dr.-Ing. habil. Jörg Wollnack
Geometrisches und videometrisches KameramodellGeometrisches und videometrisches Kameramodell
lassen sich streng genommen nicht voneinanderlassen sich streng genommen nicht voneinander
trennen.trennen.
Geometrie- und Signalverarbeitungsmodell

10.06.2008PS.36
Dr.-Ing. habil. Jörg Wollnack
KameraKamera--ModellbildungModellbildungTsai 1986 geometrisches Kamera- Kalibration nur Maßstabsfaktor
modell und HauptachseLenz 1988 geometrisches und “ (vollständig) lineare Abhängig-
videometrisches Modell keitenGräßner, Gossel 1996 Konstruktion mini- nicht identifizier- keine Lösungs-
maler Modelle bare Parameter und Maschinen-genauigkeitWollnack 1998 numerische Kon- identifizierbare
struktion minimaler Parameter, mit Lösungs-Modelle geordnet nach und Maschinen-
Signifikanz genauigkeit
Entwicklung videometrischer Messsysteme
Keppler 1609 astronomische MessungenAltschuler 1979 Topograpiemessungen mit Laser-Punkt-MatrixZumbrunn 1987 periodische analoge und digitale HelligkeitsmusterBoyer 1987 FarbcodierungBreukmann 1990 strukturierte Lichtquellen (Binärcodierung)Wahl 1992 strukturierte Lichtquelle mit LCD-MatrixMalz 1992 informationstheoretische Betrachtungen der 3D-Messtechnik
Videometrie / TriangulationVideometrie / Triangulation
10.06.2008PS.37
Dr.-Ing. habil. Jörg Wollnack
3D3D--VideometrieVideometrie

10.06.2008PS.38
Dr.-Ing. habil. Jörg Wollnack
Projektions-ebene
Seh-strahlen
Projektort t = 0
t t = 1
t t = 5
P
t
t110100
110100
:
Projektor =
inverse KameraKamera
SehstrahlProjektions-strahl
Objekt
aktivaktiv
diffuseBeleuchtung
retroreflektierendeoder aktivleuchtende
Marken
passivpassiv
Triangulation
Objekt
b
S1
S2
z
x
p"
p'
P
Basis
KorrespondenzproblemKorrespondenzproblem

10.06.2008PS.39
Dr.-Ing. habil. Jörg Wollnack
•• Bewegung der Kamera mit zur ersten AufnahmeBewegung der Kamera mit zur ersten Aufnahmebekannter Posebekannter Pose
3D-Videometrie
•• Mehrere Kamerasysteme mit zueinander bekanntenMehrere Kamerasysteme mit zueinander bekanntenPosenPosen
•• Bewegung des Objekt mit zur ersten AufnahmeBewegung des Objekt mit zur ersten Aufnahmebekannter Posebekannter Pose
•• Mehrere KameraMehrere Kamera-- und Projektorsysteme mit zueinanund Projektorsysteme mit zueinan--der bekannten Posender bekannten Posen
10.06.2008PS.40
Dr.-Ing. habil. Jörg Wollnack
•• Bewegung des Lichtstrahls oder der LichtebeneBewegung des Lichtstrahls oder der Lichtebenedurch bewegte Spiegelsystemedurch bewegte Spiegelsysteme(Servoregelkreise mit Lagemessung)
•• Bewegung des Objekts bei Punktprojektoren inBewegung des Objekts bei Punktprojektoren inzwei Freiheitsgraden und bei Lichtebenenprojektorenzwei Freiheitsgraden und bei Lichtebenenprojektorenin einem Freiheitsgradin einem Freiheitsgrad(x/y-Meßtisch bzw. Förderband mit Lagemessung)
Formerfassung durch 3D-Triangulation
•• Musterprojektoren mit MusterMusterprojektoren mit Muster--, Grauwert, Grauwert--, Farbwert, Farbwert--Codierung der LichtebenenCodierung der Lichtebenen--NummerNummer(Fein-Interpolation bei Helligkeitssprüngen durch optische Tiefpaßfilterungmöglich)

10.06.2008PS.41
Dr.-Ing. habil. Jörg Wollnack
Objekt
BasisxS
yS
vu
zS
PS
B
θ
x
y
z
B
u f
u
v
f
F
H
GG
I
K
JJ
=+
−
F
H
GG
I
K
JJ
S
tan
tan,
θθ
u
v
d m
d nx
y
FHGIKJ
=⋅⋅
FHG
IKJ
,
Projektions-ebene
Seh-strahlen z a x b y zS S S S= + +
x
y
z
c
au b v f
u
v
f
F
H
GG
I
K
JJ
= −+ +
⋅−
F
H
GG
I
K
JJ
S
,
g b b f>> ⇒ ≈
d
d
d
d
d
d
SCCD
x
y
z
z
f
u
vz
f
z
Bu
F
H
GG
I
K
JJ
=⋅FHGIKJ
⋅ ⋅
F
H
GGG
I
K
JJJ
0
0 04, d
d
u
vf
z
M
q PM
q P
x
x x
y
y y
FHGIKJ
= ⋅
F
H
GGG
I
K
JJJ0
,
Basisgleichungen der Triangulation
Grobe Näherung

10.06.2008PS.42
Dr.-Ing. habil. Jörg Wollnack
Beispiele und AnwendungenBeispiele und Anwendungenvideometrischervideometrischer
MesssystemeMesssysteme

10.06.2008PS.43
Dr.-Ing. habil. Jörg Wollnack
1D-Triangulation

10.06.2008PS.44
Dr.-Ing. habil. Jörg Wollnack
Anwendungsbeispiele 1D-Triangulation I
KeyenceKeyence

10.06.2008PS.45
Dr.-Ing. habil. Jörg Wollnack
Anwendungsbeispiele 1D-Triangulation II
Keyence

10.06.2008PS.46
Dr.-Ing. habil. Jörg Wollnack
3D-Triangulation mit drei Kamerasystemen
OPTOTRACKaktive optischen Markenaktive optischen Marken

10.06.2008PS.47
Dr.-Ing. habil. Jörg Wollnack
Beispiele für passive retroreflektierende Messmarken
Leica

10.06.2008PS.48
Dr.-Ing. habil. Jörg Wollnack
Leica
V-STARS-Photogrammetrie-Software

10.06.2008PS.49
Dr.-Ing. habil. Jörg Wollnack
TricamTricam
Triangulation von Freiformflächen
Vitronic

10.06.2008PS.50
Dr.-Ing. habil. Jörg Wollnack
Dachkanal Lichtbild
Beim Lichtschnittverfahren werden Lichtlinien
unter einem Winkel auf das Werkstück
projiziert. Aus dem mit einer CCD Kamera
aufgenommenen Videobild kann die Lage der
Naht durch die Auswertung des
Linienversatzes ermittelt werden, die an der
Nahtposition auftritt.
Sensorik Steuerung Roboter Steuerung
Ethernet
SENSOR
ROBOTER
x
y
z
(0,0,0)
Basissystem
(x,y,z,R,P,Y)
Bildverarbeitung
CPU Interface
zur
Steuerung
TCP
Soll-Position
Ist-Position Fein-
Inter-
polationTaktzeit:
10-20ms
Encoder
Quelle: Dr. Barthel Sensorsysteme
Prof. Emmelmann
Triangulation beim Laserschweißen

10.06.2008PS.51
Dr.-Ing. habil. Jörg Wollnack
Percepton
Triangulation in der Automobilmontage

10.06.2008PS.52
Dr.-Ing. habil. Jörg Wollnack
BeispieleBeispieleoptisch aktiver Messmerkmaleoptisch aktiver Messmerkmale

10.06.2008PS.53
Dr.-Ing. habil. Jörg Wollnack
d L
x
LED
konvexeLinse
dB
Streuglas
Loch-blende
dS
a)
g Loch-blende
dB
Streuglas
Leuchtstofflampen
b)
Optisch aktive Messmerkmale
Hochfrequenzbetrieb(ansonsten Helligkeitsmodulationen)

10.06.2008PS.54
Dr.-Ing. habil. Jörg Wollnack
xM
yMzM
P1
P3 P2’ P2
TMI
nA
TIO
Posemeßmerkmal
mechanischesInterface
(zum Bauteil)
Objekt-koordinaten-
system
LED
Optisch aktives Posemessmerkmal

10.06.2008PS.55
Dr.-Ing. habil. Jörg Wollnack
•• kostengünstige Verfügbarkeit von CCD/CMOS-Bild-sensoren sowie leistungsfähige Rechnersysteme und Algorithmen⇒ Anwendungsfelder der Videometrie nicht voll aus-geschöpft
•• piezoaktuatorische Translation des Sensors⇒ kleinen abtastenden Aperturen um Bruchteile des
Rasterabstandes⇒ höchstauflösende videometrische Messsysteme
•• präzises, zweidimensionales Sensorgitter sowie Subpixel-bildverarbeitung und Kamerakalibration ⇒ relativ preiswert hohe Messgenauigkeit erreichbar
Potential der Videometrie I
10.06.2008PS.56
Dr.-Ing. habil. Jörg Wollnack
•• Kalibration von Low-Cost-CCD/CMOS-Kamera-Systemen(z.B. Internet-Kamera)⇒ essentielle Genauigkeitssteigerung⇒ videometrische Meßsysteme mit mittlerer Genauigkeit
•• Videometrie hat und wird weiterhin von der Entwicklungder Mikroelektronik profitieren
Potential der Videometrie II

10.06.2008PS.57
Dr.-Ing. habil. Jörg Wollnack
TopographievermessungTopographievermessungSensorSensor--,,
MaschinenMaschinen-- undundRoboterRoboter--
KalibrationKalibration
Laser Messtechnik,Videometrie und Systemintegration
10.06.2008PS.58
Dr.-Ing. habil. Jörg Wollnack
•• Messkosten machen in der Messkosten machen in der CFKCFK--FertigungFertigung der Luftfahrtder Luftfahrt--industrieindustrie bis zu 40% der Produktionskosten ausbis zu 40% der Produktionskosten aus
•• Messsysteme erweitern unsere Sinnesorgane undMesssysteme erweitern unsere Sinnesorgane undobjektivieren die Wahrnehmungobjektivieren die Wahrnehmung
•• Messdaten dokumentieren und objektivieren SachverhalteMessdaten dokumentieren und objektivieren Sachverhalte
•• Messdaten dienen zur Qualitätssicherung und ProduktionsMessdaten dienen zur Qualitätssicherung und Produktions--steuerungsteuerung und und --regelungregelung
Problemstellung

10.06.2008PS.59
Dr.-Ing. habil. Jörg Wollnack
Erst weitgehend automatisierte MessErst weitgehend automatisierte Mess-- und Fertigungsund Fertigungs--prozesseprozesse können die teilweise drastischen Messkönnen die teilweise drastischen Mess-- undundFertigungskosten signifikant reduzierenFertigungskosten signifikant reduzieren
Dies erfordert sowohl eine mechanische und datentechnischeDies erfordert sowohl eine mechanische und datentechnischeIntegration als auch eine Automatisierung der MessprozesseIntegration als auch eine Automatisierung der Messprozesse
Lösungsansatz

10.06.2008PS.60
Dr.-Ing. habil. Jörg Wollnack
lokal
global
Laser Tracker
Laser Radar
Videometrie
lokal
Globale und lokale Messsysteme
AutomatisierungAutomatisierungundund
Systemintegration !Systemintegration !

10.06.2008PS.61
Dr.-Ing. habil. Jörg Wollnack
EEW
FhG
Prozesskette

10.06.2008PS.62
Dr.-Ing. habil. Jörg Wollnack
Großbauteilmontage
Laser-Tracker
3D-Videometrie
kooperierende Multi-Robotersysteme
steiferBauteilbeschlag
elastischerBauteilbeschlag
3D-Messmarke
Montagebauteil
Master-Roboter
Slave-Roboter
Tool-Grabber-Sensor
STCP
SM
SG
SR
Walking-Rivet-Robot
Roboter
Auf 10m Toleranzen von0,5 bis 2 mm gefordert !
Temperaturdehnung von15 bis 30 µm/°C/m !
Elastische Verformungenim Schwerkraftfeld vonmehreren mm !
10.06.2008PS.63
Dr.-Ing. habil. Jörg Wollnack
Kuka
Ahlers
SHW
EEW
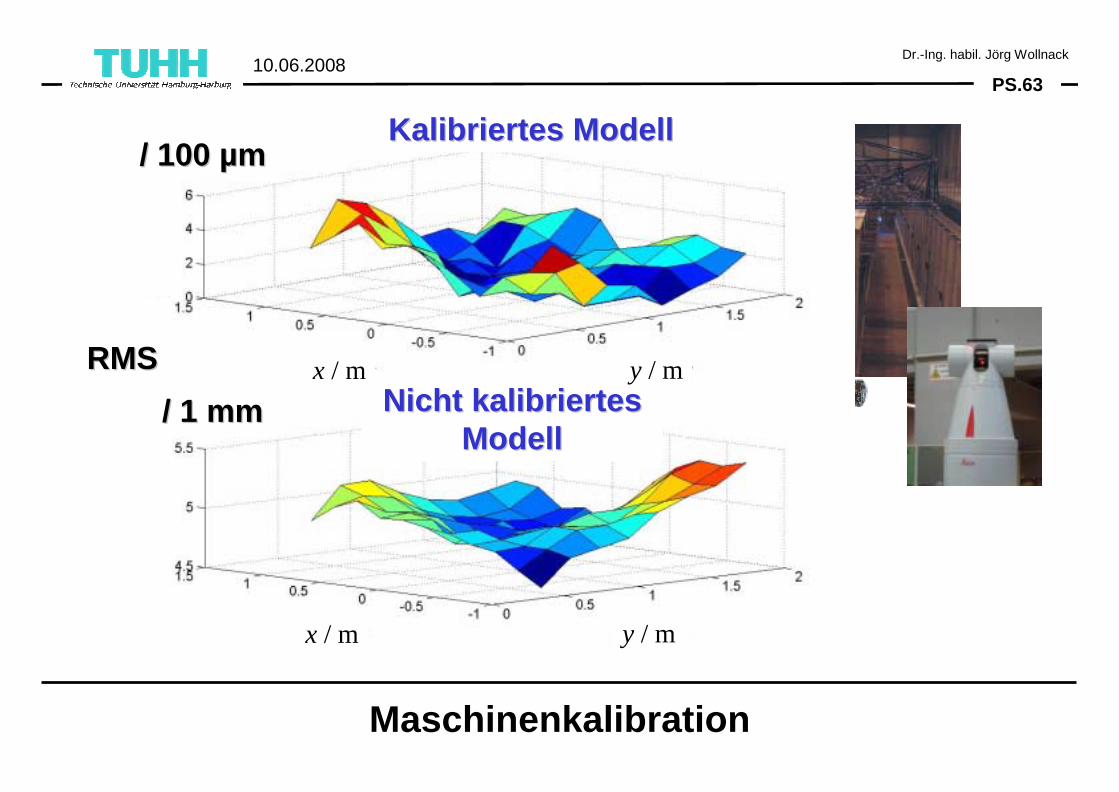
Maschinenkalibration
Kalibriertes ModellKalibriertes Modell
Nicht kalibriertesNicht kalibriertesModellModell
/ 100 µm/ 100 µm
/ 1 mm/ 1 mm
RMSRMS x / m y / m
x / m y / m
10.06.2008PS.64
Dr.-Ing. habil. Jörg Wollnack
EEW
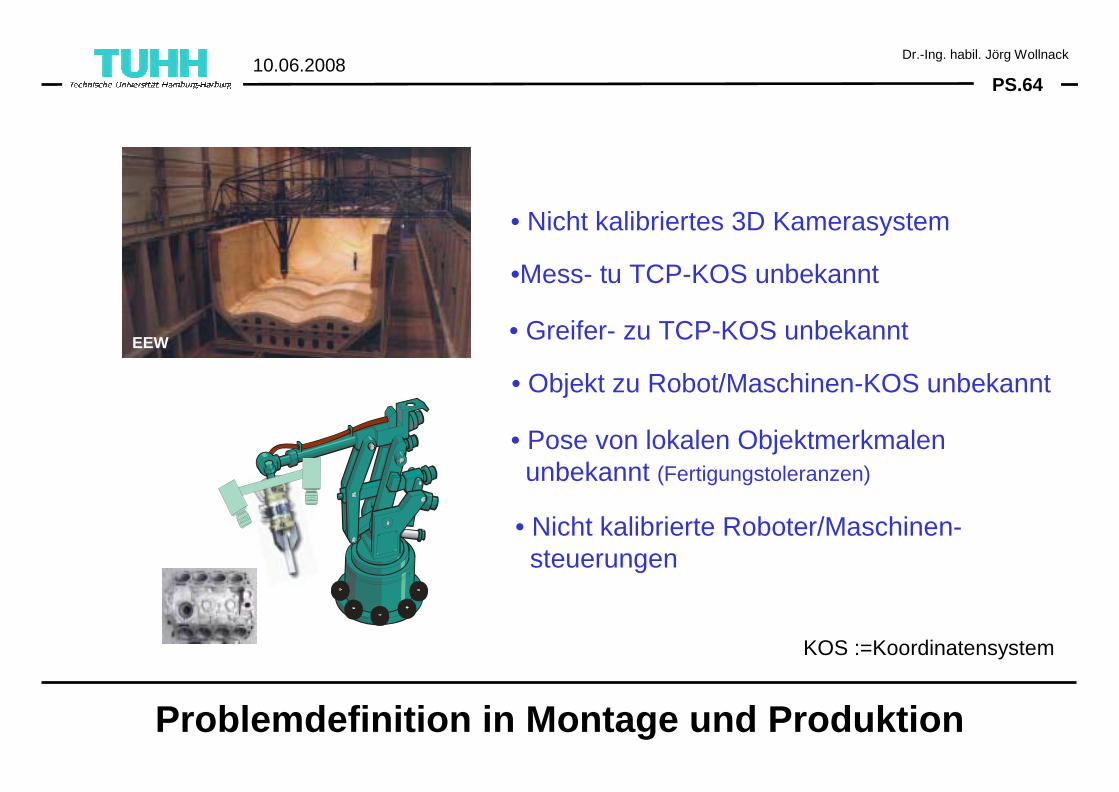
Problemdefinition in Montage und Produktion
• Nicht kalibriertes 3D Kamerasystem
•Mess- tu TCP-KOS unbekannt
• Greifer- zu TCP-KOS unbekannt
• Objekt zu Robot/Maschinen-KOS unbekannt
• Nicht kalibrierte Roboter/Maschinen-steuerungen
KOS :=Koordinatensystem
• Pose von lokalen Objektmerkmalen unbekannt (Fertigungstoleranzen)
10.06.2008PS.65
Dr.-Ing. habil. Jörg Wollnack
EEW
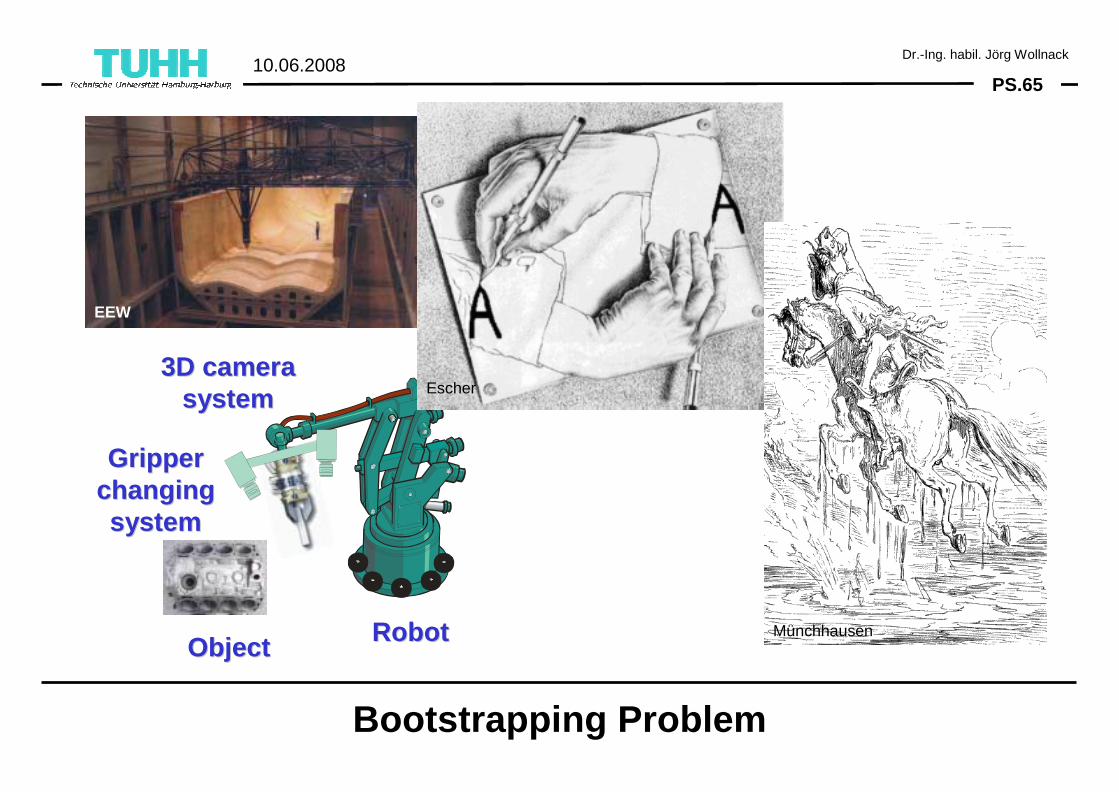
Bootstrapping Problem
ObjectObject RobotRobot
3D camera3D camerasystemsystem
GripperGripperchangingchangingsystemsystem
??Escher
Münchhausen

10.06.2008PS.66
Dr.-Ing. habil. Jörg Wollnack
EEW
Hand-Augen-Kalibration
BewegungBewegungMessungMessungIterative ModellkalibrationIterative ModellkalibrationAdaptives SystemverhaltenAdaptives Systemverhalten
10.06.2008PS.67
Dr.-Ing. habil. Jörg Wollnack
FlexibleFlexibleGroßbauteilGroßbauteil--fertigungfertigung undund
--montagemontage

10.06.2008PS.68
Dr.-Ing. habil. Jörg Wollnack
Von der Vorrichtung zur flexiblen Montagezelle
10.06.2008PS.69
Dr.-Ing. habil. Jörg Wollnack
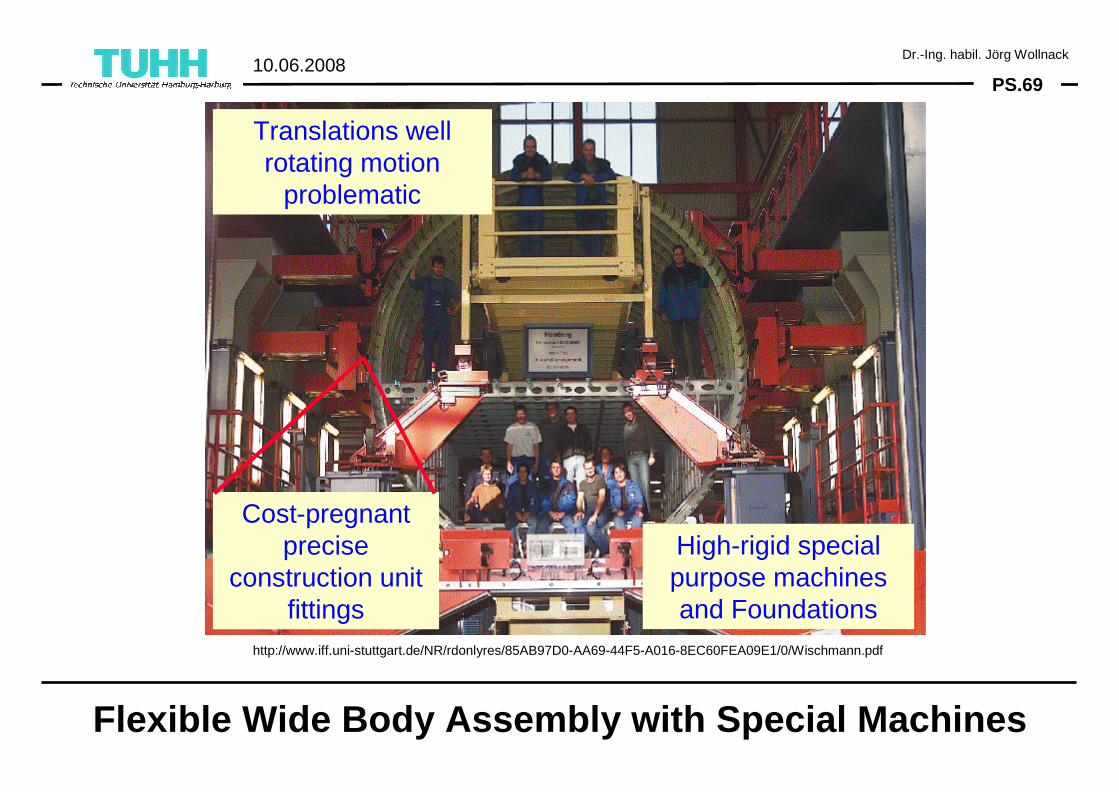
Flexible Wide Body Assembly with Special Machines
http://www.iff.uni-stuttgart.de/NR/rdonlyres/85AB97D0-AA69-44F5-A016-8EC60FEA09E1/0/Wischmann.pdf
Translations well rotating motion
problematic
High-rigid special purpose machines and Foundations
Cost-pregnant precise
construction unit fittings

10.06.2008PS.70
Dr.-Ing. habil. Jörg Wollnack
Absolute PositionierfehlerAbsolute Positionierfehlerder Großbauteile der Großbauteile
0,1 bis 0,2 mm0,1 bis 0,2 mm(nach typisch 2-4 Iterationen)
Preiswerte Greifer, StandardPreiswerte Greifer, Standard--Industrieroboter und preiswerte Industrieroboter und preiswerte
HallenfundamenteHallenfundamente
Fotos: Roman Jupitz Symposium 2004Symposium 2004
Wide Body handling with Cooperating Robots
Inexpensive gripper,Inexpensive gripper,robots androbots and
hall foundationshall foundations
Absolute positioning Absolute positioning errors 0,1 errors 0,1 –– 0,2 mm0,2 mm(after typically 2-4 iterations)

10.06.2008PS.71
Dr.-Ing. habil. Jörg Wollnack
Absolute PositionierAbsolute Positionier--fehlerfehler der Großder Groß--
bauteilebauteile0,05 bis 0,1 mm0,05 bis 0,1 mm
(nach typisch 2-4 Iterationen)
Preiswerte Greifer,Preiswerte Greifer,StandardStandard--IndustrieIndustrie--roboterroboter und preisund preis--
werte Hallenwerte Hallen--fundamentefundamente
Fotos:RomanJupitz
Experimental Field for Wide Body Shape and Pose Automatic Control Loop
Inexpensive Inexpensive gripper,gripper,
robots androbots andhall foundationshall foundations
Absolute Absolute positioning errors positioning errors
0,05 0,05 –– 0,1 mm0,1 mm(after typically 2-4
iterations)

10.06.2008PS.72
Dr.-Ing. habil. Jörg Wollnack
SensorSensor--undund
RoboterRoboter--Kalibration Kalibration

10.06.2008PS.73
Dr.-Ing. habil. Jörg Wollnack
STCP
0 η
STCPp η
SK
ri
TKTCP
SK
ri
TKTCP
TTCP0p η
TC0C1
TTCP0C η
Sr0 Sr1
SC fCI0 fCI1
Fully Automatic Sensor Calibration (2003)

10.06.2008PS.74
Dr.-Ing. habil. Jörg Wollnack
Calibration Body (1990)
3D3D
2D2D
Measurement markersMeasurement markers

10.06.2008PS.75
Dr.-Ing. habil. Jörg Wollnack
3D/6D Sensor System3D/6D Sensor System
Measurement markersMeasurement markers
Fully Automatic Sensor Calibration (2006)

10.06.2008PS.76
Dr.-Ing. habil. Jörg Wollnack
Robot Calibration (2004)
3D Sensor System3D Sensor System
3D Measurement Markers3D Measurement MarkersIndustrial RobotsIndustrial Robots

10.06.2008PS.77
Dr.-Ing. habil. Jörg Wollnack
CFKCFKProduktionszellenProduktionszellen

10.06.2008PS.78
Dr.-Ing. habil. Jörg Wollnack
IFB/EADS
Materials for Aeroplane Construction (A380)

10.06.2008PS.79
Dr.-Ing. habil. Jörg Wollnack
Robotics and CFK I

10.06.2008PS.80
Dr.-Ing. habil. Jörg Wollnack
EADS
CFK Place Robots

10.06.2008PS.81
Dr.-Ing. habil. Jörg Wollnack
EADS
Tons Production with Cartesian Robots