process - w3.siemens.com · process news 3/2005 4 NEWS Der Hochenthalpiekanal Göttingen (HEG) des...
36
Lösungen und Strategien für eine Industrie im Wandel Systeme und Lösungen für die Prozessindustrie process news 10. Jahrgang September 3 | 2005 s Pharma im Focus Pharma im Focus Abgehört: Akustische Pumpendiagnose mit Sitrans DA 400 Goldrichtig: Braumat in der Malzproduktion bei Viking Malt Abgehört: Akustische Pumpendiagnose mit Sitrans DA 400 Goldrichtig: Braumat in der Malzproduktion bei Viking Malt Lösungen und Strategien für eine Industrie im Wandel
Transcript of process - w3.siemens.com · process news 3/2005 4 NEWS Der Hochenthalpiekanal Göttingen (HEG) des...

Lösungen und Strategien für eine Industrie im Wandel
Systeme und Lösungen für die Prozessindustrie
processnews
10. Jahrgang September 3|2005
s
Pharma im FocusPharma im Focus
Abgehört:
Akustische Pumpendiagnose mit Sitrans DA 400
Goldrichtig:
Braumat in der Malzproduktion bei Viking Malt
Abgehört:
Akustische Pumpendiagnose mit Sitrans DA 400
Goldrichtig:
Braumat in der Malzproduktion bei Viking Malt
Lösungen und Strategien für eine Industrie im Wandel

proce
9 12 29
In der Puffervorbereitung bei Chiron in Rosiasteuern Simatic PCS 7 und Simatic Batchsowohl kontinuierliche als auch Batch-Prozesse
RFID-Technologie kann nicht nur dieProzesstransparenz, sondern auch dieProduktsicherheit verbessern
Bei Kali France wird dieVerwiegung von Eisenbahn-waggons dank Siwarex FTAerheblich erleichtert
INHALT2
n
3 EDITORIAL
4 NEWSSimatic PCS7 automatisiertSimulationsanlage für die Raumfahrt
Siemens unterstützt Schulung von FDA-Inspektoren
Mettler Toledo und Siemens:Kooperation trägt erste Früchte
Preisgekrönte Durchflussmesser für Manila Water Company
Strategisches Bündnis mit SAP
FOCUSPharma
6 Unterwegs zu neuen ErfolgenIntegrierte, multidisziplinäre Lösungenfür die Pharmaindustrie
9 Erfolge bei ChironSimatic PCS7 und Simatic Batch bei Chiron Vaccines in Rosia, Italien
10 Integrierte Lösung für Gebäudetechnik und Prozessautomatisierung in Liverpool, Großbritannien
Referenzprojekt für die Abfüllung undGefriertrocknung von Pharmazeutika in Marburg, Deutschland
12 Neue FrequenzRFID in der pharmazeutischen Industrie
15 Das Ziel heißt PerfektionSimatic-Technologie unterstützt FDA-Konformität nach CFR21Part11 in Tablettenpressen von Courtoy
16 Globale KompetenzAutomatisierung und Validierung einer Anlagevon Xian Janssen
18 Digital dokumentiertGood Manufacturing Practice in derArzneimittelproduktion
19 Gut gepacktSiemens baut hochmodernes Logistikzentrum für Merckle/ratiopharm
20 Von der RolleSimotion C in Verpackungslinie für Wundverbände
22 Medizin für die BedienungSimatic WinCCflexible für dieArzneimittelfertigung
23 Qualifizierte UnterstützungApplikations-Softwareerstellung nachFDA21CFR11
process news 3/2005
Tablettenpresse Foto: Siemens AG
Ch
iron
Siem
ens
AG

ess
32
Liebe Leserinnen,liebe Leser!
Mit dieser Ausgabe werfen wir nicht nur einen Blick aufdie aktuelle Landschaft der Prozessindustrien und derdazu passenden Automatisierungs- und Antriebs-technik. Aus gegebenem Anlass blicken wir ausnahms-weise auch einmal zurück: auf zehn spannende Jahre.Vor zehn Jahren erschien die erste Ausgabe der ProcessNews. Und genau so lange arbeiten wir daran, Ihnenaktuelle Informationen zu den Themen zu liefern, dieSie interessieren, und Ihnen darüber hinaus auch einenEinblick in unsere Strategien und Pläne für die Zukunftder Prozessautomatisierung zu geben.
Es freut uns ungemein, dass wir dabei im Großenund Ganzen recht erfolgreich sind – zumindestkommen die Leserbefragungen in den Jahren 1998und 2005 zu diesem Ergebnis. Gerade die aktuelleUmfrage, die wir vor wenigen Monaten durchgeführthaben, zeichnet ein durchweg positives Bild von demWert, den die Process News für Sie hat: Die Mehrheitder Befragten sieht sie als eine informative, kompetenteund seriöse Zeitschrift. Und wir werden unser Bestesgeben, dass die Process News genau das auch inZukunft bleiben wird.
In der aktuellen Ausgabe stellen wir im Schwer-punkt unser Angebot für die Pharmaindustrie vor –eine Branche, die gerade eine turbulente Zeit erlebt, inder sich Marktumfeld und gesetzliche Richtlinien starkwandeln. Mit intelligenten Lösungen für die Prozesseentlang der gesamten Wertschöpfungskette kann diePharmaindustrie diesen neuen Herausforderungenschneller und besser begegnen, wie Beispiele ausItalien, England, Belgien und Deutschland zeigen. Mit unserem Know-how bei wichtigen Themen wieQualifizierung und Validierung oder Technologien wieRFID können wir die Pharmaindustrie dabei unter-stützen, diese Lösungen effektiv umzusetzen.
Wir hoffen, dass wir Ihnen auch mit dieser Ausgabeder Process News wieder einige wertvolle Anregungengeben können!
Ihre
Das Prozessleitsystem Braumat sorgt in einer neuenMälzerei im litauischen Panevezys für gleichbleibendhohe Malzqualität
3
news
24 Wirkung garantiertImpfstoffproduktion bei Virbac mit Simatic PCS7
26 Flexibilät und ProzesssicherheitChromatografieprozess bei Schering mit Simatic PCS7
CASE STUDIESNahrungs- und Genussmittel
28 Tradition und TechnologieFüllstandüberwachung mit Pointek in der Whiskyproduktion
Wägetechnik29 Geeicht auf Qualität
Siwarex FTA bei der Verwiegung von Eisenbahnwaggons
Nahrungs- und Genussmittel32 Goldrichtig
Braumat in der Malzproduktion bei Viking Malt
Profilglas34 Ab in die Zukunft
Simatic PCS7 automatisiert Profilglasproduktionbei Pilkington
TECHNOLOGIEProzessinstrumentierung
30 AbgehörtAkustische Lecksuche an Prozesspumpen mit Sitrans DA400
35 DIALOG
EDITORIAL
process news 3/2005
Siem
ens
AG
Kal
i Fra
nce
Cornelia DürrfeldChefredaktion Process News
process news 3/2005
4 NEWS
Der Hochenthalpiekanal Göttingen (HEG)des Deutsche Zentrums für Luft- und
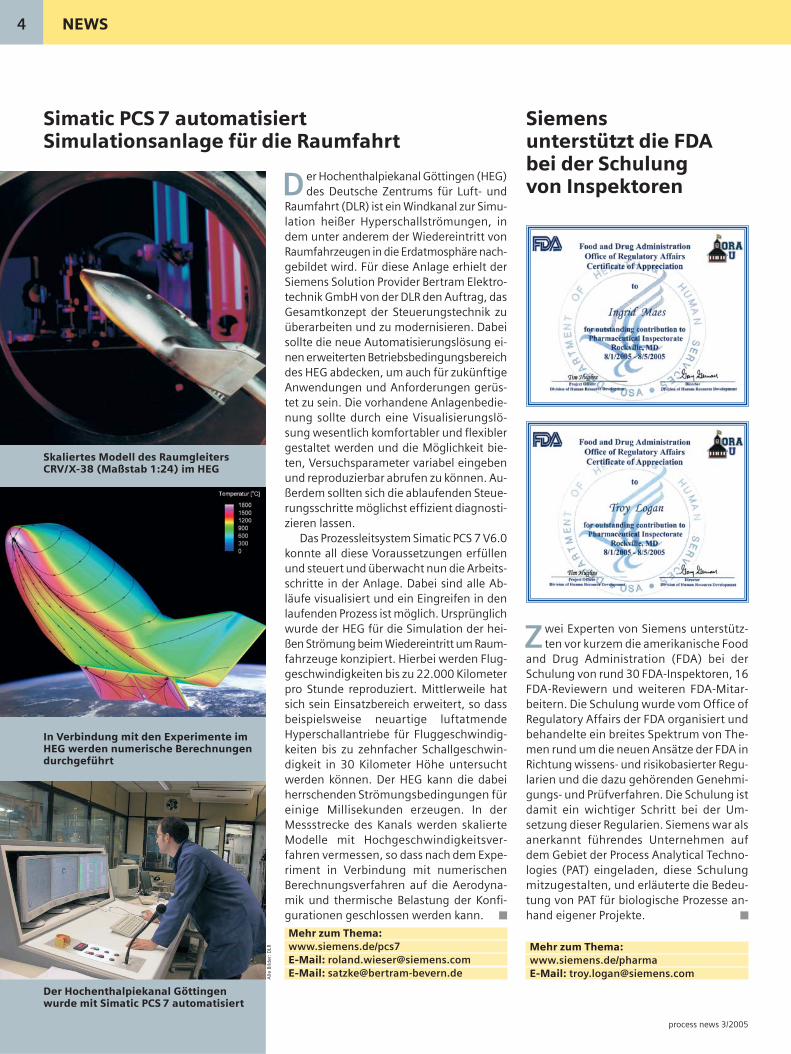
Raumfahrt (DLR) ist ein Windkanal zur Simu-lation heißer Hyperschallströmungen, indem unter anderem der Wiedereintritt vonRaumfahrzeugen in die Erdatmosphäre nach-gebildet wird. Für diese Anlage erhielt derSiemens Solution Provider Bertram Elektro-technik GmbH von der DLR den Auftrag, dasGesamtkonzept der Steuerungstechnik zuüberarbeiten und zu modernisieren. Dabeisollte die neue Automatisierungslösung ei-nen erweiterten Betriebsbedingungsbereichdes HEG abdecken, um auch für zukünftigeAnwendungen und Anforderungen gerüs-tet zu sein. Die vorhandene Anlagenbedie-nung sollte durch eine Visualisierungslö-sung wesentlich komfortabler und flexiblergestaltet werden und die Möglichkeit bie-ten, Versuchsparameter variabel eingebenund reproduzierbar abrufen zu können. Au-ßerdem sollten sich die ablaufenden Steue-rungsschritte möglichst effizient diagnosti-zieren lassen.
Das Prozessleitsystem Simatic PCS 7 V6.0konnte all diese Voraussetzungen erfüllenund steuert und überwacht nun die Arbeits-schritte in der Anlage. Dabei sind alle Ab-läufe visualisiert und ein Eingreifen in denlaufenden Prozess ist möglich. Ursprünglichwurde der HEG für die Simulation der hei-ßen Strömung beim Wiedereintritt um Raum-fahrzeuge konzipiert. Hierbei werden Flug-geschwindigkeiten bis zu 22.000 Kilometerpro Stunde reproduziert. Mittlerweile hatsich sein Einsatzbereich erweitert, so dassbeispielsweise neuartige luftatmendeHyperschallantriebe für Fluggeschwindig-keiten bis zu zehnfacher Schallgeschwin-digkeit in 30 Kilometer Höhe untersuchtwerden können. Der HEG kann die dabeiherrschenden Strömungsbedingungen füreinige Millisekunden erzeugen. In derMessstrecke des Kanals werden skalierteModelle mit Hochgeschwindigkeitsver-fahren vermessen, so dass nach dem Expe-riment in Verbindung mit numerischenBerechnungsverfahren auf die Aerodyna-mik und thermische Belastung der Konfi-gurationen geschlossen werden kann. �
Simatic PCS 7 automatisiert Simulationsanlage für die Raumfahrt
Mehr zum Thema:www.siemens.de/pcs7E-Mail: [email protected]: [email protected]
Zwei Experten von Siemens unterstütz-ten vor kurzem die amerikanische Food
and Drug Administration (FDA) bei derSchulung von rund 30 FDA-Inspektoren, 16FDA-Reviewern und weiteren FDA-Mitar-beitern. Die Schulung wurde vom Office ofRegulatory Affairs der FDA organisiert undbehandelte ein breites Spektrum von The-men rund um die neuen Ansätze der FDA inRichtung wissens- und risikobasierter Regu-larien und die dazu gehörenden Genehmi-gungs- und Prüfverfahren. Die Schulung istdamit ein wichtiger Schritt bei der Um-setzung dieser Regularien. Siemens war alsanerkannt führendes Unternehmen aufdem Gebiet der Process Analytical Techno-logies (PAT) eingeladen, diese Schulungmitzugestalten, und erläuterte die Bedeu-tung von PAT für biologische Prozesse an-hand eigener Projekte. �
Der Hochenthalpiekanal Göttingenwurde mit Simatic PCS 7 automatisiert
Skaliertes Modell des RaumgleitersCRV/X-38 (Maßstab 1:24) im HEG
In Verbindung mit den Experimente imHEG werden numerische Berechnungendurchgeführt
Alle
Bild
er: D
LR
Siemens unterstützt die FDA bei der Schulung von Inspektoren
Mehr zum Thema:www.siemens.de/pharmaE-Mail: [email protected]

process news 3/2005
5
Mehr zum Thema:www.siemens.de/automationE-Mail: [email protected]
Mehr zum Thema:www.siemens.de/prozessinstrumentierungE-Mail: [email protected]
Für rund fünf Millionen Einwohner imGebiet östlich der philippinischen
Hauptstadt Manila übernimmt die Ma-nila Water Company die Wasserver- und-entsorgung. Die dazu gehörenden An-lagen der Manila Water Company wur-den von Siemens mit zwölf Ultraschall-Durchflussmessern vom Typ Sonokitausgestattet. Die Geräte verfügen übereinen integrierten Datenspeicher undkönnen über SMS Messwerte versen-den, so dass alle Daten lückenlos undkontinuierlich aufgezeichnet werden. DieDurchflussmesser besitzen zudem einesehr hohe Verfügbarkeit und einen ge-ringen Instandhaltungsbedarf.
Siemens installierte die Messgerätean zwölf verschiedenen Standorten, ohnedass hierfür die Wasserversorgung unter-brochen werden musste. Für den hervor-ragenden Service und die hohe Produkt-qualität der Durchflussmesser zeichneteder Kunde Siemens mit dem „Suki“-Preisaus. Manila Water Company vergibt die-sen Preis regelmäßig an ausgewählteLieferanten. �
Mettler Toledo und Siemens:Kooperation trägt erste Früchte
Gemeinsam mit Siemens bietet Mettler Toledo abge-stimmte Produktkombinationen an, mit denen sich
anspruchsvolle Wägeaufgaben effizient automatisieren las-sen. Das neue Angebot für hochpräzise Wägeaufgaben istdas Ergebnis der im September 2004 vereinbarten Koope-ration beider Unternehmen.
Die digitalen Wägemodule Modulo WM und die Wäge-brücken Modulo WMH von Mettler Toledo werden mit derhoch auflösenden Siwarex-FTA-Wägeelektronik kombiniertund sind damit in die Simatic-Steuerungstechnik integriert.Die geprüften Produktkombinationen erhalten ein Zertifi-kat beider Unternehmen, mit dem sichergestellt ist, dasssich die Kombination problemlos installieren lässt und imBetrieb einwandfrei funktioniert.
Die Wägemodule Modulo WM und die WägebrückenModulo WMH arbeiten nach dem Prinzip der elektromag-netischen Kraftkompensation und zeichnen sich durchschnelle, präzise Gewichtserfassung aus. Das kompakteund robuste Gehäuse enthält sowohl die Messzelle als auchdie komplette Elektronik. �
Strategisches Bündnismit SAP
S iemens und SAP stimmen gemeinsamihr IT-Angebot ab. Ziel dieses strategi-
schen Bündnisses, dass im Juni dieses Jahresunterzeichnet wurde wurde, ist die durch-gängige Realisierung des „Unternehmensin Echtzeit“ mit effizient abgestimmten IT-Prozessen – von der Betriebswirtschaft biszur Produktion. Mit der gemeinsamen Lö-sung unterstützen beide Unternehmen denIndustrie-Standard ISA-95, wobei sich SAPauf Geschäftslösungen und Siemens aufMES und Control Systems fokussiert.
Das abgestimmte Angebot ist industrie-übergreifend ausgerichtet und soll Unter-nehmen in die Lage versetzen, bei niedrigenMaterial- und Fertigungsbeständen flexibelund schnell auf Auftragsschwankungen zureagieren, neue Produkte zügig einzuführenund dabei ihre Anlagen hoch produktiv zubetreiben. Der Zertifizierungsprozess für dieSchnittstellen zwischen Simatic IT und Net-Weaver wird derzeit abgeschlossen undträgt dann das Zertifikat „Powered by Net-Weaver“. �
Preisgekrönte Durchflussmesser für Manila Water Company
Siem
ens
AG
Die digitalenWägemoduleund Wäge-brücken vonMettler Toledowerden mit derhoch auflösen-den Siwarex-FTA-Wäge-elektronikkombiniert
Mehr zum Thema:www.siemens.de/prozessinstrumentierungE-Mail: [email protected]
Für den hervorragenden Service und diehohe Produktqualität der Durchfluss-messer zeichnete Manila Water Siemensmit dem „Suki“-Preis aus
Siem
ens
AG

6Pharma
FOCUS
Die Pharmaindustrie im 21. Jahrhundert: Neue Chancen
In der Vergangenheit war die pharma-
zeutische Produktion durch sehr restrik-
tive Vorgaben der Gesetzgeber ge-
prägt. Deshalb konnte die Pharma-
industrie nicht wie andere Branchen
am technologischen Fortschritt in den
Bereichen Automatisierung und
Prozesstechnik teilhaben. Getrieben
vom wachsenden Marktdruck und sich
abzeichnenden Problemen in der
Arzneimittelversorgung hat auch die
FDA erkannt, dass die Pharmaindustrie
mit den bestehenden Vorgaben
zukünftig nicht mehr in der Lage sein
würde, sichere, wirksame und nicht
zuletzt erschwingliche Medikamente zu
entwickeln und zu produzieren. Mit
einer neuen Herangehensweise an
Themen wie Qualität und Sicherheit,
die auf einer Risiko-basierten Prozess-
führung und Prozessverständnis
beruht, hat die FDA nun der Pharma-
industrie die Möglichkeit gegeben,
neue Lösungen bei Prozessautomatisie-
rung, -validierung und -überwachung
zu nutzen.
Siemens hat diese Entwicklung
beobachtet, von Anfang an begleitet
und sich mittlerweile einen Ruf als einer
der führenden Technologieexperten für
innovative Themen wie Process Analy-
tical Technology (PAT) erworben.
process news 3/2005
Genau bei der Optimierung dieserSchlüsselthemen kann Siemens ein wichti-ger Partner für die Pharmaindustrie sein,so Anton S. Huber, Vorstandsmitglied desSiemens-Geschäftsbereichs Automation
D ie Herausforderungen, denen sichdie Pharmaindustrie stellen muss,sind immens und sehr vielschichtig.
Die amerikanische Food and Drug Admi-nistration (FDA) hat dies erkannt: Mit neuenRichtlinien fordert sie die Pharmaindustrieexplizit auf, innovative Technologien zunutzen und vom Fortschritt in der Auto-matisierungstechnik und IT zu profitieren.Das trifft mehr oder weniger alle Firmen,die in der Versorgungskette der Medika-mente angesiedelt sind, seien es die che-mischen oder biotechnischen Produzentender Wirkstoffe, die Hersteller der unter-schiedlichen Darreichungsformen oder dieDistributoren der fertig verpackten Arznei-mittel.
Für diese Aufgabe sucht die Pharmain-dustrie Lieferanten, die ihnen bei der Lö-sung helfen können. Dies ergab eine Befra-gung von 66 Pharmaunternehmen, dieSiemens zusammen mit PriceWaterhouse-Coopers Anfang 2005 durchgeführt hat.Die Studie machte deutlich, dass die Befrag-ten das größte Verbesserungspotenzial invier zentralen Bereichen der Pharmain-dustrie sehen: Manufacturing Performance(Leistungsfähigkeit der Produktionsanlage),Supply Chain (Versorgungskette), Quality(Qualität) und Asset Management (Anlagen-bewertung).
Integrierte, multidisziplinäre Lösungen für die Pharmaindustrie
Unterwegs zu neuen ErfolgenDie Pharmaindustrie befindet sich im Umbruch und muss sich in einer völlig veränderten Marktlandschaft neuorientieren: Preisdruck durch Gesundheitsreformen und Auslaufen der Patente, massiv steigende Kosten für Forschung und Entwicklung, Veränderungen im Produktportfolio – weg von Blockbustern hin zu immer speziellerenMedikamenten, die in immer kleineren Chargengrößen produziert werden müssen. Mit einem breitgefächertenProduktportfolio, umfassendem Prozess-Know-how und der Erfahrung aus zahlreichen anderen Branchen verfügtSiemens über integrierte, multidisziplinäre Lösungen, mit denen die Pharmaindustrie in dieser neuen Landschaftweiterhin erfolgreich sein kann.
and Drives. „Mit der Erfahrung, die Siemensin zahlreichen anderen Branchen hat, sindwir dafür bestens vorbereitet. Nehmen Siedas Thema Supply Chain: Da sind wir einanerkannter Lieferant und Kenner der The-

process news 3/2005
7
Qu
elle
: Pri
ceW
ater
hau
seC
oope
r, S
iem
ens,
20
05
Die große Mehrheit der befragten Mitarbeiter sind der Ansicht, dass sie voneinem integrierten, multidisziplinären Ansatze profitieren können. Dabei stehtinsbesondere der Aspekt des zusätzlichen Know-hows im Vordergrund
Denken Sie, dass Ihnen ein Solution Providermit einem multidisziplinärer Ansatz einen
echten Mehrwert bieten kann?
Haben Sie eine derartige Herangehensweisebereits ausprobiert?
Was verstehen Sie unter einem „ganzheitlichen Ansatz“?
Multidisziplinäres Know-how und Erfahrung einkaufenKostenoptimiertes Projekthandling
Einheitliche Preisgestaltung, nur eine ProjektleitungErfolgreiche Projektumsetzung
Schnellere ProjektimplementierungUmfassender Ansatz
Eine globale Projektleitung, getrennte Rechungs-stellung möglich
0 10 20 30 40 50 60 70 80 90 %
30
2 % Weißnicht
85 % Ja
10 % Nein
5 % Weißnicht
23
21
20
1815
7
52 % Ja
46 % Nein
„Wir sind bestensdarauf vorbereitet, diePharmaindustrie beimErreichen ihrer Ziele zuunterstützen.“
Anton S. Huber, Vorstandsmitglied des Siemens-Geschäftsbereiches Automation and Drives
matik. Wir kennen uns mit ManufacturingPerformance in der Chemie ebenso gut auswie beim Thema Qualität in der Nahrungs-und Genussmittelindustrie. Das ist nebenunseren Produkten und Lösungen ein ech-
ter Mehrwert, den kein anderer Lieferantbieten kann. Dabei arbeiten wir mit einemgroßen Netzwerk von Partnern und Solu-tion Providern zusammen. Gemeinsamkönnen wir die vielfältigen Aspekte der
Aufgaben in der Pharmaindustrie abde-cken und das dafür notwendige multidis-ziplinäre Know-how zur Verfügung stellen.Mit den Branchen Competence Centern ha-ben wir auch durch unsere Organisationden steigenden Anforderungen unsererKunden nach branchenspezifischen Lösun-gen und Beratung Rechnung getragen.“
Gebündelte Kompetenz
„Das Competence Center Pharma hat dieAufgabe, das breite Angebot von Siemenspharmaspezifisch auszurichten. Das heißtzum einen, diese Lösungskompetenz näherzum Kunden und damit direkt in Projekteeinzubringen, und zum anderen aus derKundennähe heraus die Branchenbedürf-nisse in unsere Industry Suites einfließenzu lassen. Kurz gesagt bedeutet das, dieAnforderungen des Kunden und die Fähig-keiten von Siemens zusammenzubringen“,erklärt Dr. Wolfgang Scheiding, Leiter desCompetence Centers Pharma. Auch er be-tont den Vorteil der breiten Aufstellungvon Siemens und der daraus resultieren-den Möglichkeit eines multidisziplinärenAnsatzes. In der Pharmaindustrie reicht esnicht, nur mit Automatisierungswissen zuglänzen. Neben innovativen Produkten undSystemen von der Feld- bis hin zur MES-Ebene auf der Basis von Totally IntegratedAutomation und Totally Integrated Powerbietet Siemens auch Lösungen für beson-ders sensible Reinräume. Fragen der Zu-gangsberechtigung oder des Raumluftmo-nitorings lassen sich integral von Siemensbeantworten. Neben prozesstechnischenLösungsvorschlägen wie Reduzierung derProduktdurchlaufzeit durch Einbeziehungvon Online-Analytik sind auch Verbesse-rungen der betriebsinternen Logistik unddie Minimierung von Aufwendungen beider Lagerhaltung und Kommissionierungentscheidend. Auch hier hat Siemens un-ter dem Stichwort Logistics and Assembly
Siem
ens
AG
(Fortsetzung auf Seite 8)
▲

process news 3/2005
Kernthemen in der pharmazeutischen Industrie
Mit einem maßgeschneiderten Angebot an GMP-gerechtenLösungen und Dienstleistungen unterstützt Siemens seine Kundenin Pharmaindustrie bei Verbesserungen auf allen wichtigen Gebietender Produktion.
MMaannuuffaaccttuurriinngg EExxcceelllleenncceeB Process knowledgeB AvailabilityB Process reproducibilityB Ease of useUm eine kontinuierlich optimale Produktivität in der Pharmaindustriesicherzustellen, müssen Prozesse und Arbeitsschritte perfekt auf-einander abgestimmt, flexibel und in-line gesteuert und überwachtwerden. Mit einem kompletten Portfolio von Automatisierungs- undOptimierungssystemen sowohl für einzelnen Maschinen als auchkomplexe Produktionsanlagen stellt Siemens dazu die richtigenLösungen zur Verfügung.
OOvveerraallll QQuuaalliittyy EExxcceelllleennccee B Quality by designB Total quality managementB Right first time qualityB Real-time product releaseDurch eine integrierte Herangehensweise mit Tools zur Prozessanalyseund -bewertung, einem breiten Spektrum von Lösungen für dieProzessanalytik und -automatisierung und Advanced Process ControlTools unterstützt Siemens seine Kunden bei der Integration vonqualitätssichernden Maßnahmen in den Prozess und ermöglicht einbesseres Verständnis der qualitätsrelevanten Aspekte in der Produktion.
SSuuppppllyy CChhaaiinn EExxcceelllleennccee B Production logisticsB Warehouse integrationB Demand driven supply netB Collaborative manufacturingAuf der Basis eines breiten Portfolios, bestehend aus Produkten,Systemen, Lösungen und Dienstleistungen, bietet Siemens integrierteLösungen für die gesamte Supply Chain, mit denen sich alle Prozesseund Bereiche der Wertschöpfungskette verknüpfen lassen. Dadurchkann die Produktion besser, effizienter und vor allem flexibler an dietatsächlichen Marktanforderungen angepasst und eine lückenloseNachverfolgbarkeit aller Produkte und Prozesse entlang der Wert-schöpfungskette garantiert werden.
OOppttiimmaall AAsssseett VVaalluuaattiioonnB MaintenanceB Asset managementB Downtime managementB Maximizing operational efficiencyB Maximizing flexibilityIntegrierte Diagnosefunktion en und Asset Management Tools von derEquipmentebene bis zur Manufacturing Execution Ebene erleichterndie Produktionsplanung, verbessern Instandhaltungsprozesse undoptimieren die Ausnutzung aller Ressourcen. Durch Lösungen füreine flexible und rezeptgesteuerte Prozess- und Produktionsführungwird darüber hinaus die Flexibilität der Produktion verbessert.
einiges zu bieten. Es versteht sich von selbst,dass diese Lösungen den GMP-Anforderun-gen gerecht werden.
Eine weitere Aufgabe des CompetenceCenters ist es, das Thema Innovationen fürdie Pharmaindustrie voranzutreiben. Da-zu Dr. Wolfgang Scheiding: „Bei dem The-ma Process Analytical Technology – kurzPAT – und auch bei dem Thema RFID habenwir einen deutlichen Vorsprung vor anderenAnbietern auf dem Markt – eben genau weilwir das für diese Themen unerlässlichemultidisziplinäre Know-how besitzen. Ei-nige PAT-Projekte bei namhaften Pharma-unternehmen werden bereits realisiert unddamit sind wir eines der ersten Unterneh-men, das dieses auch für die FDA so wich-tige Thema in der Pharmaindustrie um-setzt. Um den Medikamentenfälschungenentgegenzutreten, die der Pharmaindus-trie einen Schaden in Milliardenhöhe be-scheren und auch ein Risiko für den Patien-ten bedeuten, wird die RFID-Technologiefür die Pharmabranche immer interessan-ter. Auch hier können wir aus der Erfah-rung in anderen Branchen schöpfen.“ �
„In der Pharma-industrie reicht esnicht, nur mitAutomatisierungs-wissen zu glänzen.“
Dr. Wolfagang Scheiding,Leiter des CompetenceCenter Pharma
Siem
ens
AG
Mehr zum Thema:www.siemens.de/pharmaE-Mail: [email protected]
8Pharma
FOCUS
(Fortsetzung von Seite 7)

zer-Zugangsrechten. Simatic Batch sorgtfür mehr Flexibilität in der Chargensteue-rung sowie bei der Rezeptverwaltung beimRezepturen-Management und gewährleis-tet durch seine Audit Trail- und ElectronicBatch Record-Funktionen die Einhaltungder CFR21 Part 11 und GAMP 4.
Mit diesem Projekt konnte Siemens er-neut die Vorteile belegen, die eine moderneund integrierte Automatisierungslösungin der pharmazeutischen Produktion mitsich bringt. �
Simatic PCS 7 und Simatic Batch bei Chiron Vaccines
Integrierter ErfolgBei Chiron Vaccines in Rosia in Italien hat Siemens sein Projekt- undAutomatisierungs-Know-how unter Beweis gestellt. Mit modernsterTechnologie und einem kompetenten Projektteam implementierte Siemenseine integrierte Lösung, die sowohl kontinuierliche als auch Batch-Prozessein der Produktion steuert und auch die Package Units anderer Herstellerproblemlos einbindet.
Chiron VaccinesChiron Vaccines ist der fünft-größte Hersteller von Impf-stoffen weltweit und betreibtProduktionen in Europa, denUSA und Asien. Das Unterneh-men ist der führende Impfstoff-hersteller in Großbritannien,Deutschland und Italien.
Die Puffervorbereitung bei Chiron in Rosia wurde mit Simatic PCS 7 automatisiert
Part 11 und GAMP 4 sowie die Qualifikationund Validierung der Prozesse und desWerks sicherzustellen.
Integration von kontinuierlichen und Batch-Prozessen
Die Lösung besteht aus dem Prozessleit-system Simatic PCS7 V6.0 mit Simatic Batchfür die Chargensteuerung. Auch die PackageUnits in Rosia, die von anderen Herstellerngeliefert wurden, wie die Ultrafiltration undZentrifugen, sind in Simatic PCS 7 inte-griert. Außerdem übernimmt das Prozess-leitsystem die Zeitsynchronisierung füralle Systeme und Packages der Produktionund bietet ein hochentwickeltes Sicher-heitskonzept für die Verwaltung von Benut-
Chiron Vaccines ist einer der weltweitführenden Hersteller von Impfstof-fen. 2002 entschied sich das Unter-
nehmen, an seinem Standort Rosia eine neueProduktion für glycokonjugierte Impfstoffegegen Meningitis zu bauen. Gegen starkeKonkurrenz erhielt Siemens Italien denAuftrag über die gesamte Automatisierungdes neuen Werks. Ausschlaggebend war da-bei vor allem, dass Siemens mit SimaticPCS 7 und Simatic Batch eine komplett inte-grierte Lösung für die Prozess- und Batch-Steuerung vorstellte.
Das anspruchsvolle Projekt erforderteein sorgfältiges Projektmanagement, umdie Anforderungen des Kunden zu erfüllenund die Einhaltung der Vorgaben der CFR21
process news 3/2005
9FOCUSPharma
Mehr zum Thema:www.siemens.de/pharmaE-Mail: [email protected]
Ch
iron

process news 3/2005
10Pharma
FOCUS
Chiron konzentriert sich bei For-schung und Entwicklung auf dreiwesentliche Gebiete: die Entwick-
lung von Blut-Screening-Produkten, diedazu beitragen, die Ausbreitung vonInfektionskrankheiten zu verhindern, Impf-stoffe für Erwachsene und Kinder sowieBiopharmazeutika mit Schwerpunkt aufder Behandlung von Infektionskrankhei-ten und Krebs. Der Hauptsitz des Unter-nehmens ist in Emeryville in Kalifornien.Chiron Vaccines unterhält Forschungsein-richtungen in den USA und Europa undbetreibt Produktionsstätten in der ganzenWelt. Dazu gehört auch eine Impfstoffpro-duktion in Großbritannien. Genau hier inder Nähe von Liverpool hat Siemens eng
mit Chiron zusammengearbeitet, um eineneue Produktion, die so genannte Site 4,neben den bestehenden Anlagen zuerrichten. Diese neue Produktionsanlageerfüllt außerdem die neuesten regulatori-schen Anforderungen.
Das Werk in Liverpool ist eine der größ-ten Produktionsstätten für Influenza-Impfstoffe von Chiron weltweit. Durchkontinuierliche Investitionen in diesenStandort verfolgt Chiron das Ziel, seineStellung als fünftgrößter Impfstoffprodu-zent der Welt und zweitgrößter Produzentvon Grippe-Impfstoffen zu festigen. Zudiesen Maßnahmen gehört die Site 4, diein absehbarer Zeit die bestehende Anlageersetzen soll.
Die Impfstoffproduktion in Liverpoolbesteht aus einer Reihe von getrenntenProzessschritten, die jeweils einen unter-schiedlich hohen Automatisierungsgradbesitzen. Die Package Units – wie Inkuba-toren, Gebläsekühler, Zentrifugen, Ultra-filtration, Motor-Steuerungszentren undVersorgungseinrichtungen – sind mit demübergeordneten Prozessleitsystem ver-knüpft, um sicherzustellen, dass alle wich-tigen Batch-Informationen über die einzel-nen Schritte hinweg kontinuierlich erfasst,gesammelt und dokumentiert werden.
Paket mit Mehrwert
Als Partner bei der Automatisierung derProduktion entschied sich Chiron fürSiemens – aufgrund der guten Leistungendes Engineering-Teams bei der Ausführungvon Projekten. Dieses Projekt zeigt, welcheVorteile Totally Integrated Automation demKunden zu bieten hat. Denn entscheidendwar, dass das Siemens-Team Chiron dieEinhaltung der zu Beginn des Projekts defi-nierten Zeit-, Kosten- und Qualitätsvorga-ben zusichern konnte. Was die von Siemensvorgeschlagene Lösung darüber hinausauszeichnete, war der zusätzliche Mehr-wert während der Implementierungsphaseund den anschließenden Service- und Sup-portleistungen.
Siemens ging das Projekt mit einer inte-grierten Lösung an, zu der alle Bereiche
Ch
iron
Integrierte Lösung für Gebäudetechnik undProzessautomatisierung in Großbritannien
Komplett-AngebotChiron ist einer der weltweit größten Hersteller von Impfstoffen, Produktenfür die Blutuntersuchung und biopharmazeutischen Produkten. Mit einemUmsatz von 1,7 Milliarden US-Dollar und 5400 Mitarbeitern auf der ganzenWelt ist Chiron eine bedeutende Kraft in der weltweiten pharmazeutischenEntwicklung. Das Unternehmen sieht Forschung und Innovation alsSchlüsselfaktoren für seinen Erfolg.

process news 3/2005
11
der Automatisierungs- und Antriebstech-nik – Prozessautomatisierung, Instrumen-tierung, Antriebe, Motorsteuerungen – undder Gebäudetechnik gehören. Dieser An-satz zeigte, dass Siemens weit über dieeigentliche Technik hinaus auch die Unter-nehmensziele von Chiron unterstützenkann. Mit dem Wissen des CompetenceCenters für Pharma, lokaler Engineering-kompetenz und dem Produkt- und Service-Know-how konnte Siemens demonstrie-ren, dass es Branchen-, Engineering- undAutomatisierungskompetenz nutzt, um dieoptimale Lösung zu finden.
Das Prozessleitsystem Simatic PCS7 istdie Schlüsseltechnologie, mit der ChironLeistung und Produktivität der Anlagen
verbessert. Ein weiteres Merkmal ist dieZukunftssicherheit der Lösung und dieMöglichkeit, auch die Motor Control Centereinzubinden. Durch die nahtlose Integra-tion der Prozessautomatisierung mit denSystemen der Gebäudeautomatisierung,die ebenfalls von Siemens stammen, sindalle relevanten Informationen in einemdurchgängigen System integriert. Das En-gineering wurde komplett von Siemens inGroßbritannien übernommen.
Harald Rückl, Engineering Manager derSite 4 in Liverpool, hatte bereits währendseiner Zeit bei Chiron in Marburg guteErfahrungen mit Simatic PCS7 gesammelt.Daher zweifelte er nicht daran, dass dasSiemens-Team auch das neue Projekt in
Liverpool innerhalb des vorgegebenen Ter-min- und Kostenrahmens abschließen unddie Spezifikationen erfolgreich umsetzenwürde.
Vertrauensvolle Zusammenarbeit
Im Anschluss an den erfolgreichen Ab-schluss des Projektes in Liverpool konntesich Siemens daher einen Vertrag über dieInstandhaltung der Systeme sichern – einweiterer Beweis für die gute und erfolgrei-che Zusammenarbeit zwischen Chiron undSiemens. �
Referenzprojekt für die Abfüllung und Gefriertrocknung von Pharmazeutika in MarburgAuch in einem weiteren Projekt am
Standort Marburg war Siemens bei
Chiron sehr erfolgreich: beim Neubau
einer Abfüll- und Gefriertrocknungs-
anlage für Therapeutika und Impfstoffe.
Die Arzneimittelfertigung stellt grund-
sätzlich schon hohe Anforderungen,
was FDA- und GMP-Richtlinien betrifft.
In diesem Fall lag die Messlatte noch
höher, denn es ging um einen asepti-
schen Prozess: Jegliche mikrobielle
Verunreinigung von Prozess und Produk-
ten musste von Anfang an ausgeschlos-
sen werden. Hinzu kam, dass durch den
Umbau tiefgreifende Veränderungen im
bestehenden Gebäude notwendig
wurden, die im laufenden Betrieb aus-
geführt werden mussten. Um die vor-
gegebenen Reinraumanforderungen zu
erreichen, erneuerte Siemens nicht nur
die Prozesstechnik, sondern auch die
gesamte dazugehörige Klima- sowie
Reinraumtechnik des Abfüllbetriebes.
Dabei erarbeitete Siemens die Konzept-
studie für das GMP-Upgrade und über-
nahm das Basic und Detail Engineering
inklusive der Erstellung eines 3D-Modells
für Lüftungssysteme, Rohrleitungssysteme
und Kabeltrassen sowie die Bau- und
Montageüberwachung. Das Siemens-
Team unterstützte Chiron außerdem bei
der Inbetriebnahme und Qualifizierung
der gesamten Anlage gemäß FDA und
GMP. Mitte Dezember 2003 wurde die
alte Anlage demontiert und der gesamte
Gebäudebereich vollständig entkernt.
Bereits Ende Mai 2004 ging der erste Teil
der neuen Anlage in Betrieb. Chiron
Vaccines verfügt jetzt nicht nur über
wesentlich verbesserte Produktionsein-
richtungen, sondern kann mit der Anlage
auch seine Kapazität weiter steigern.
„Der Betrieb ist auf dem neuesten Stand
der Technik“, so Andreas Umlauf, Projekt-
leiter bei Chiron Vaccines.
Siem
ens
AG
Mehr zum Thema:www.siemens.de/pharmaE-Mail: [email protected]
process news 3/2005
12Pharma
FOCUS
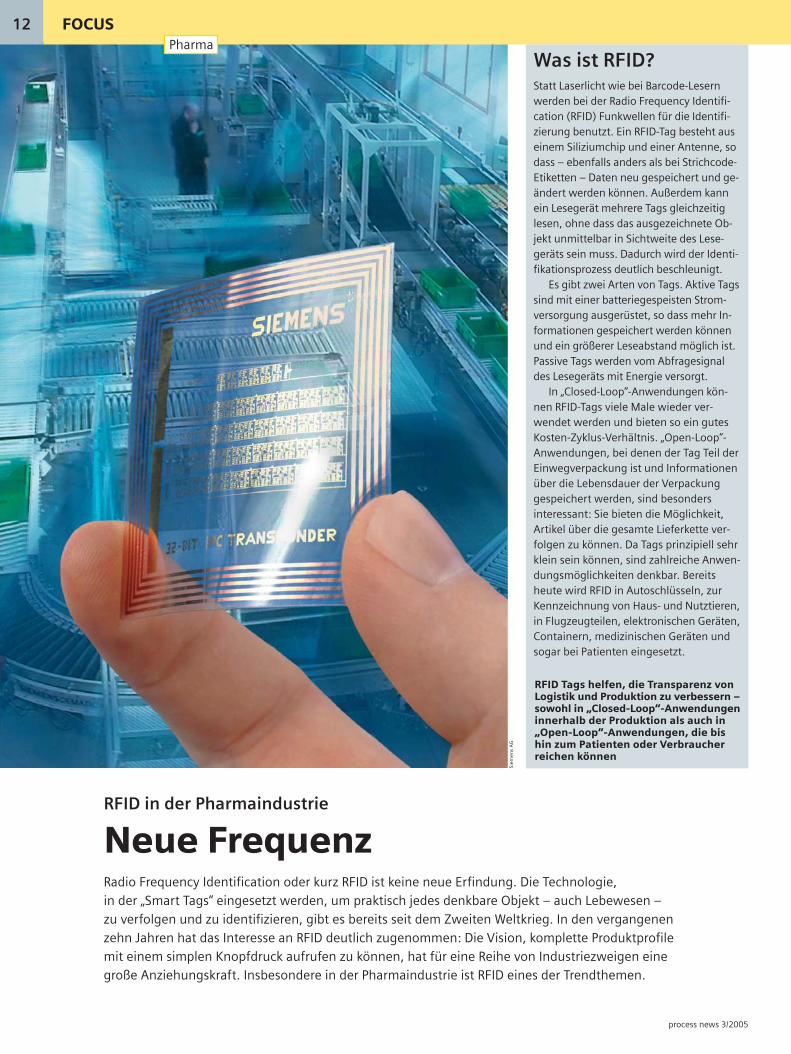
Was ist RFID?Statt Laserlicht wie bei Barcode-Lesernwerden bei der Radio Frequency Identifi-cation (RFID) Funkwellen für die Identifi-zierung benutzt. Ein RFID-Tag besteht auseinem Siliziumchip und einer Antenne, sodass – ebenfalls anders als bei Strichcode-Etiketten – Daten neu gespeichert und ge-ändert werden können. Außerdem kannein Lesegerät mehrere Tags gleichzeitiglesen, ohne dass das ausgezeichnete Ob-jekt unmittelbar in Sichtweite des Lese-geräts sein muss. Dadurch wird der Identi-fikationsprozess deutlich beschleunigt.
Es gibt zwei Arten von Tags. Aktive Tagssind mit einer batteriegespeisten Strom-versorgung ausgerüstet, so dass mehr In-formationen gespeichert werden könnenund ein größerer Leseabstand möglich ist.Passive Tags werden vom Abfragesignaldes Lesegeräts mit Energie versorgt.
In „Closed-Loop“-Anwendungen kön-nen RFID-Tags viele Male wieder ver-wendet werden und bieten so ein gutesKosten-Zyklus-Verhältnis. „Open-Loop“-Anwendungen, bei denen der Tag Teil derEinwegverpackung ist und Informationenüber die Lebensdauer der Verpackunggespeichert werden, sind besondersinteressant: Sie bieten die Möglichkeit,Artikel über die gesamte Lieferkette ver-folgen zu können. Da Tags prinzipiell sehrklein sein können, sind zahlreiche Anwen-dungsmöglichkeiten denkbar. Bereitsheute wird RFID in Autoschlüsseln, zurKennzeichnung von Haus- und Nutztieren,in Flugzeugteilen, elektronischen Geräten,Containern, medizinischen Geräten undsogar bei Patienten eingesetzt.
RFID Tags helfen, die Transparenz vonLogistik und Produktion zu verbessern –sowohl in „Closed-Loop“-Anwendungeninnerhalb der Produktion als auch in„Open-Loop“-Anwendungen, die bishin zum Patienten oder Verbraucherreichen können
RFID in der Pharmaindustrie
Neue FrequenzRadio Frequency Identification oder kurz RFID ist keine neue Erfindung. Die Technologie, in der „Smart Tags“ eingesetzt werden, um praktisch jedes denkbare Objekt – auch Lebewesen – zu verfolgen und zu identifizieren, gibt es bereits seit dem Zweiten Weltkrieg. In den vergangenenzehn Jahren hat das Interesse an RFID deutlich zugenommen: Die Vision, komplette Produktprofilemit einem simplen Knopfdruck aufrufen zu können, hat für eine Reihe von Industriezweigen einegroße Anziehungskraft. Insbesondere in der Pharmaindustrie ist RFID eines der Trendthemen.
Siem
ens
AG

process news 3/2005
M it RFID können Waren von ihremUrsprungspunkt verfolgt und soein höherer Grad an Transparenz
in der Wertschöpfungskette erreicht werden.Durch den Einsatz von RFID wird für ein-zelne Produkte ein elektronischer „Stamm-baum“ generiert, der alle relevanten Infor-mationen über das Produkt enthält: die ver-wendeten Rohstoffe, die Produktionsdaten,die Versanddaten, die Lagerbedingungenund die Lagerzeiten, die Handling-Ereig-nisse und schließlich die Informationenzum Verkauf oder zur Verwendung des Pro-dukts. Diese Information kann ihrerseits da-zu genutzt werden, alle Bereiche der SupplyChain zu optimieren – angefangen von derProduktverfügbarkeit im Geschäft oderbeim Endverbraucher bis hin zur Lagerver-waltung, zu den Vorlaufzeiten, zur Investi-tionsplanung und Kundenzufriedenheit.RFID kann auch sehr zur Verbesserung derProduktivität und Produktsicherheit beitra-gen. Bei Artikeln mit hoher Wertschöpfungkönnen RFID-Informationen zudem als Tool
genutzt werden, um die Authentizität desProduktes zu garantieren und dadurch auchden grauen Markt, Diebstahl sowie Nach-ahmung zu bekämpfen.
Damit sich jedoch all diese Vorteile, diedie Auszeichnung einzelner Produkte mitRFID-Tags bietet, auch realisieren lassen,müssen drei wesentliche Punkte erfüllt wer-den: Die einzelnen Tags dürfen nur wenigkosten, die verschiedenen derzeit vorhan-denen Technologien müssen standardisiertund die physikalische Leistungsfähigkeitder RFID in unterschiedlichen Umgebungenmuss noch verbessert werden. Für alle dreiAnforderungen wird bald eine Lösung er-wartet. Aber auch der Schutz der Privat-sphäre ist ein Problemfeld: Die Verbraucherwollen normalerweise nicht, dass Produktenach dem Kauf weiter nachverfolgbar blei-ben. Bei Patienten hingegen, die eine spezi-elle Medikation benötigen, kann genau dieseweitere Überwachungsmöglichkeit durchden Arzt oder Apotheker eine erwünschtezusätzliche Sicherheit bieten.
Zentrale Probleme angehen
Gerade um mit dem wachsenden Problemder Nachahmung von Medikamenten undder damit verbundenen Auswirkungen aufdie Patientensicherheit fertig zu werden,veröffentlichte die Food and Drug Adminis-tration einen umfangreichen Bericht, indem der den Einsatz von RFID als Schlüssel-technologie zur Verbesserung der Sicher-heit von Medikamenten empfohlen wird.
Diese Empfehlungen wie auch die neues-ten länderspezifischen Bestimmungen zumMedikamentennachweis in den USA führendazu, dass viele Arzneimittelhersteller nunzu den Vorreitern im Bereich der Produkt-auszeichnung mit RFID gehören.
Spätestens dann, wenn der Nachweis derEchtheit eines Medikaments (anhand sei-ner zertifizierten Original-Herstelldaten,die der Apotheker oder Verkäufer überprü-fen kann) und Informationen wie der elek-tronische „Stammbaum“ (ein Protokoll, dasdokumentiert, dass das Medikament untersicheren Bedingungen hergestellt und ver-
Zu den typischen Anwendungsbereichen von RFID gehören Logistik und Vertrieb
13
Siem
ens
AG
▲

process news 3/2005
14Pharma
FOCUS
„Closed-Loop“-Anwendungen innerhalbder Produktion.
Beim Arzneimittelvertrieb, in Apothe-ken und Krankenhäusern kann RFID dazubeitragen, Fehler zu vermeiden und dieDurchlaufzeiten zu verringern. In Klinikenkönnte mit einer RFID-gestützten drahtlo-sen Infrastruktur der Dokumentationsauf-wand reduziert werden, so dass das Perso-nal mehr Zeit für die Patienten hat.
Jahrzehntelange Erfahrung mit RFID
Siemens hat seit Jahrzehnten umfangrei-che Erfahrungen mit RFID in verschiedenenBereichen gesammelt: vom Kennzeichnenvon Teilen in der Automobilindustrie bishin zu RFID-überwachten Logistikprozes-sen, Zugangskontrollen und der Aufzeich-nung von Patientendaten mit RFID.
Angesichts des vielfältigen und multi-disziplinären Charakters von RFID hatSiemens die Erfahrungen aus zahlreichenFachrichtungen miteinander kombiniert,
um eine durchgängige End-to-End-RFID-Lösung zu entwickeln, und arbeitet gegen-wärtig an Lösungen, die sich speziell mitden Anforderungen der Pharmaindustriebefassen.
Ein Beispiel findet sich in Österreich, woSiemens eine Pilotlösung für die Rückver-folgung von Blutkonserven in enger Zu-sammenarbeit mit der lokalen Blutbankund dem lokalen Krankenhaus implemen-tiert hat. Zudem arbeitet Siemens seit kur-zem gemeinsam mit dem schweizerischenVerpackungsunternehmen Limmatdruck,einem der führenden Verpackungsmaschi-nenlieferanten in der Pharmaindustrie, da-ran, Kartons oder Verpackungen von einzel-nen Produkten mit einem RFID-Tag zu ver-sehen, so dass die Prozessdaten direkt aufdas Tag geschrieben werden können. �
Mögliche Anwendungen von RFID in der Pharmaindustrie und im medizinischen Bereich
In der Klinik B Verfolgung von LaborprobenB Identifikation von Patienten
Lieferkette B Überwachung des grauen MarktesB Schutz vor NachahmungenB ProduktrückrufB Erkennung von VerfalldatenB Verifizierung des Medikaments beim VerkaufB Medikamenten-Stammbaum
Asset Management B Identifikation, Rückverfolgung von Containern im Labor und in der Produktion
B Containerbewegung und -geschichte
Produktion B Management des InventarsB MaterialverfolgungB Anlagenmanagement
Produktentwicklung B Identifikation von VersuchstierenB Verfolgung von LaborprobenB Identifikation von Patienten/Verwendung
in vorklinischen Studien
trieben wurde) in den USA oder sogar welt-weit Pflicht werden, müssen Arzneimittel-hersteller diese Richtlinien erfüllen, umweiterhin erfolgreich zu sein.
Dafür müssen jedoch einige Investitio-nen getätigt werden, die zunächst keinendirekten finanziellen Vorteil bringen. Aberangesichts der Forderungen nach einerimmer kürzeren Time-to-market, schnelle-rem Reagieren auf Marktanforderungen,Kostenreduzierungen und größerer Flexi-bilität in der Azneimittelproduktion kannRFID dazu beitragen, Unternehmenspro-zesse und die Effizienz der gesamten Wert-schöpfungskette zu optimieren – und somitallen Beteiligten erhebliche Vorteile bieten.
Der Einsatz der RFID-Technologie in derPharmaindustrie ist nicht nur auf die Opti-mierung der Wertschöpfungskette oder dieRückverfolgbarkeit begrenzt. Wie aus derTabelle hervorgeht, hat RFID vielfältigePotenziale in der gesamten pharma-zeutischen Wertschöpfungskette, auch in
Mehr zum Thema:www.siemens.de/pharmaE-Mail: [email protected]

15FOCUSPharma
Simatic-Technologie unterstützt FDA-Konformität nachCFR 21 Part 11 in Tablettenpressen von Courtoy
Das Ziel heißt PerfektionBei Courtoy ist die Zukunft eng mit der ständigen Entwicklung in Richtungeiner noch besseren Konformität mit den Richtlinien der FDA verknüpft. „BeiArzneimitteln erwarten die Menschen vor allem Qualität und Zuverlässigkeit.Das ist mit ein Grund, warum einer unserer Hauptkunden in der Pharma-industrie uns ausdrücklich gebeten hat, mit Siemens zusammenzuarbeiten“,sagt Wouter Happaerts, Chef-Designer für Software bei Courtoy. Bei derKonzeption einer neuen Tablettenpresse profitierten die Ingenieure bei Courtoyerheblich von Totally Integrated Automation (TIA) – der durchgängigen Basiszur Realisierung kundenspezifischer Automatisierungslösungen.
all diese Anforderungen gleichzeitig erfülltwerden konnten. Deshalb entwickelte Cour-toy das „Exchangeable Functional Module“(EFM) für die neueste Generation seinerRotationspressen.
Bei Rotationspressen sind alle Teile, diemit dem Produkt in Berührung kommen,und alle Produktformatteile im Bereich desRevolverkopfs und des Stanztischs ange-ordnet. Dieser Revolverkopf – komplett mitStanzstempeln, Matrizen, Pulverfördersys-tem, Abstreifer, Ausstoßfinger, Staubab-saugdüsen und der Tablettenrutsche – istin ein gekapseltes Gehäuse integriert. Da-durch kann die Maschine von einem einzi-gen Bediener innerhalb von 30 Minuten aufein neues Produkt umgestellt werden.
Mehr Informationen:www.siemens.de/pharmaE-Mail: [email protected]
D ie Firma Courtoy N.V. mit Sitz in derNähe von Brüssel ist ein führenderHersteller von Rotationstabletten-
pressen. Das Unternehmen, das zu NiroPharma Systems gehört, konzipiert undbaut seit mehr als 80 Jahren eine breit gefä-cherte Palette von Rotationspressen.
Die Tablettenproduktion sieht sich heutemit zwei scheinbar gegensätzlichen Anfor-derungen konfrontiert: Zum einen mussman in der Lage sein, hochwirksame Medi-kamente sicher zu handhaben, zum ande-ren müssen die Produktionskosten gesenktwerden. Gleichzeitig werden die Chargen-größen kleiner, was der Produktionspla-nung ein Maximum an Flexibilität abver-langt. Bislang gab es keine Lösung, mit der
Die Tablettenpresse Modulverwendet ein neues, modularesKonzept, das auch eine bessereKonformität unterstützt
Integrierte und offeneAutomatisierungsslösung
Jürgen Boeckx, Forschungs- und Entwick-lungsleiter bei Courtoy, betont die Bedeu-tung der Automatisierung im Hinblick aufdie Konformität der Maschinen: „Kompo-nenten wie Simatic WinCC oder der inte-grierte Simatic S7-400 Controller und dieFeldbustechnologie besitzen das Potenzial,um die Entwicklung in Richtung einer nochbesseren Konformität mit den Regularienvoranzutreiben.“ Da die auf Simatic WinCCbasierende Lösung das Potenzial für höchsteIntegration auf der Seite des Endanwendersbietet, ist die Siemens-Lösung das Standard-Setup für die Modul-Presse von Courtoy.
Signifikante Vorteile
Für die Entwickler bei Courtoy hat TotallyIntegrated Automation eine Reihe von ein-schneidenden Verbesserungen bei der Ma-schinenentwicklung ermöglicht. Dank derstark vereinfachten Feldbus-Verkabelungkonnten einige kritische Designproblemegelöst werden und auf der Software-Ebeneprofitierten die Ingenieure von Courtoy da-von, dass WinCC Standardpakete und über-lagerte Funktionen integrieren kann – zumBeispiel die Vernetzung mit der MES-Ebeneohne zusätzliche Programmierung.
Streben nach immer bessererKonformität
Courtoy will die integrierten Diagnose-funktionen durch WinCC erweitern, um denimmer strengeren Anforderungen der Re-gulierungsbehörden zu entsprechen. „Ob-wohl die perfekte Konformität aufgrund derstrengen Bestimmungen nur schwer zu er-reichen ist, haben wir jetzt das Potenzial, esdennoch zu schaffen“, sind Wouter Hap-paerts und Jürgen Boeckx überzeugt. �
Foto
: Cou
rtoy
Foto
: Sie
men
s A
G

process news 3/2005
16Pharma
FOCUS
Automatisierung und Validierung einer Anlage von Xian Janssen
Globale KompetenzIn der pharmazeutischen Industrie gibt es kein Wenn und Aber: Es gelten
strenge internationale Regeln und auch das Automatisierungssystem musseinen umfassenden Validierungsprozess durchlaufen, bevor es seinen Betrieb
aufnehmen kann. Bei der Umrüstung der Automatisierung einerProduktionsanlage von Xian Janssen in China konnte Siemens erneut seine
Kompetenz in der Pharmaindustrie unter Beweis stellen. Redundante Systemesorgen für ein Maximum an Zuverlässigkeit und das umfassende Know-how
von Siemens erleichterte die Validierung der Systeme deutlich.

process news 3/2005
17
X ian Janssen Pharmaceutical Ltd. istein Joint Venture zwischen dem zumJohnson & Johnson gehörenden
belgischen Pharmaunternehmen Janssenund einem chinesischen Partner. Das Unter-nehmen gilt als die Nummer eins in der chi-nesischen Pharmaindustrie und produzierteine ganze Reihe sehr erfolgreicher Pro-dukte. Die in der Stadt Xian gelegene Pro-duktion von Xian Janssen stellt patentiertePharmaka her, die zum Beispiel in der Myko-logie, Gastroenterologie, Anästhesie, Psy-chiatrie und Neurologie eingesetzt werden.Selbstverständlich entspricht die Produk-tion auch den internationalen Standards derpharmazeutischen Industrie und ist nachCFR 21, Part 11 zertifiziert.
Das Werk wurde Mitte der 80er Jahre inBetrieb genommen. Das damals imple-mentierte System zur Produktionssteue-rung genügte mittlerweile in vielen Punk-ten nicht mehr den heutigen Anforderun-gen. Xian Janssen entschied sich daher, dasSystem durch eine Lösung der neuestenGeneration zu ersetzen. Die Wahl fiel aufdas Prozessleitsystem Simatic PCS 7. Dabeiwar ein entscheidender Aspekt, dass die inShanghai ansässige Siemens IndustrialAutomation Ltd. (SIAS) nicht nur die erfor-derliche Engineering-Kompetenz vor Ortzur Verfügung stellen, sondern Xian Jans-sen auch bei der Validierung des Systemsunterstützen konnte.
Zuverlässigkeit durch Redundanz
Das Prozessleitsystem in Xian musste dabeisowohl nationalen als auch internationalenStandards der pharmazeutischen Industrieentsprechen, wie etwa den Auflagen deramerikanischen Food and Drug Adminis-tration (FDA) sowie den Vorgaben derWorld Health Organization (WHO) und derGood Manufacturing Practice (GMP). Ent-sprechend der Produktionsstruktur bei
Xian Janssen teilt sich das System in zweiBereiche auf: die Fertigung von Pharma-produkten in flüssiger Form einerseits unddie Herstellung von Salben andererseits,wobei der Flüssigprodukt-Bereich den weit-aus größeren Teil der Produktion aus-macht. Dank der offenen Architektur vonPCS 7 war es problemlos möglich, das neueProzessleitsystem an die vorhandene Infra-struktur mit den dazu gehörigen Feldge-räten anzubinden, was den Investitions-aufwand für die Modernisierung deutlichreduzierte.
Um die uneingeschränkte Verfügbarkeitder Automatisierungslösung sicherzustel-len, sind alle wesentlichen Funktionen re-dundant ausgelegt. Dadurch ist auch einelückenlose Dokumentation sämtlicher Pro-duktionsparameter gewährleistet. Außer-dem wurde ein umfassendes Dokumenten-management-System implementiert, umjederzeit den Zugriff auf sämtliche Auf-zeichnungen zu gewährleisten.
Das Prozessleitsystem besteht aus zweiAutomatisierungssystemen, an die dreiOperator Stations und jeweils eine Engi-neering Station für jeden der beiden Pro-duktionsbereiche angebunden sind. Solassen sich beide Bereiche auch vollkom-men unabhängig voneinander steuern. DieSteuerung und Statusanzeige der Salben-produktion sind dabei von beiden Teilsys-temen aus möglich.
Ein besonderes Merkmal von PCS 7 istdie ereignisgesteuerte Synchronisation derredundant ausgelegten Systeme. Bei Stö-rung eines Systems wird automatisch aufdas funktionsfähige System umgeschaltet,ohne dass dabei die laufenden Zyklen desFertigungsprozesses beeinträchtigt wer-den. Auch bei Wartungsarbeiten oder beimAustausch von Hardware-Komponentenmuss der laufende Betrieb nicht unterbro-chen werden.
Validierungsunterstützung
Zusätzlich zu Hardwaredesign, Software-Konfiguration und Installation des Leitsys-tems gehörte zum Projektumfang abschlie-ßend auch die Validierung des Systems.Hier half das Siemens-Team Xian Janssendabei, einen strukturierten Validierungs-prozess nach dem V-Modell durchzufüh-ren. Mit speziellen Engineering-Leistun-gen wurde jeder Projektschritt detailliertdokumentiert und so die entsprechendeFunktionalität im Rahmen der Validierungnachgewiesen – eine recht umfangreicheAufgabe, denn die Validierung eines sol-chen Projekts besteht aus einer Dokumen-tation mit nicht weniger als 20.000 Seitensowie zahlreichen Testläufen zum Nach-weis der sicheren Funktionsweise derAnlage, die nach genau vorgegebenen Kri-terien ablaufen müssen.
Siemens besitzt bereits umfangreicheErfahrung mit der Steuerung von Produk-tionsprozessen in der pharmazeutischenIndustrie auf der ganzen Welt. Daher konn-ten sich die Projektmitarbeiter von SIAS aufein großes Wissensreservoir stützen, wasmit dazu beitrug, dass diese erste Validie-rung einer chinesischen Produktion durchSIAS ohne Probleme über die Bühne ging.
Sicherheit im laufenden Betrieb
Für SIAS war die Modernisierung der Pro-duktion bei Xian Janssen das bisher um-fangreichste Projekt im Bereich der Phar-maindustrie. Siemens konnte damit ein-drucksvoll dokumentieren, dass das glo-bale Know-how zu pharmarelevantenThemen, wie zum Beispiel der Validie-rung, und die erforderlichen Leistungendirekt vor Ort zur Verfügung stehen. Mitt-lerweile hat sich das neue System auch imlaufenden Betrieb bewährt. Die redundan-te Auslegung der Systeme schafft ein äu-ßerst hohes Sicherheitsniveau, allerdingsmusste PCS 7 bislang noch nicht auf dieseFunktionalität zurückgreifen: Seit derInbetriebnahme des neuen Prozessleit-systems kam es zu keinerlei Störungen –ein weiterer Beweis für die technolo-gische Zuverlässigkeit der eingesetztenSysteme und die Projektkompetenz desSiemens-Teams. �
Mehr zum Thema:www.siemens.de/pharmaE-Mail: [email protected]

18Pharma
FOCUS
V or einigen Jahren wurden in vielenpharmazeutischen Produktionsan-lagen Wägevorgänge zentralisiert,
um die Genauigkeit und Reproduzierbar-keit bei der Abwiegung und Bereitstellungder für die Produktion bestimmten Stoffezu verbessern. Jetzt steht der nächste Schrittan: Elektronische Wägesysteme bieten ent-scheidende Vorteile in Bezug auf Effizienzund Qualität gegenüber manuellen Ab-läufen.
Die Koordination von ERP- und Ferti-gungsebene ist die zentrale Aufgabe vonManufacturing Execution Systemen (MES)und von wesentlicher Bedeutung für einereibungslose Produktion. Um aus der Bill ofMaterials Wäge- und Rezepturaufträge zuerzeugen, werden Konzepte wie auftrags-oder kampagnenbezogene Verwiegung undContainerzuweisung eingesetzt.
Das MES-System Simatic IT bietet einedurchgängige Lösung auch für die Ver-wiegung und Dosierung in der Arzneimit-telproduktion. Über eine XML-basierteSchnittstelle (Simatic IR Data IntegrationService) werden dabei Wäge- und Rezep-turaufträge vom ERP-System herunter-geladen und können dann direkt vonautorisierten Bedienern weiterbearbeitetwerden.
Aufträge können sortiert und ausge-führt oder in Phasen aufgeteilt werden,wobei alle notwendigen Informationen fürdie vollständige Nachverfolgbarkeit vomRohstoff bis zur verpackten Palette imLager stets verfügbar bleiben. Diese Trans-parenz kommt insbesondere bei Wall-to-Wall MES-Lösungen zum Tragen, die einekonstante Qualität aller ein- und ausge-henden Waren sicherstellen sollen. Zusätz-
lich lässt sich die Simatic IT-Lösung fürVerwiege- und Dosierfunktionen direkt mitverschiedenen Waagen und Barcode-Lese-geräten verbinden, so dass diese Vorgängekomplett automatisiert werden können.
Effizientes Downtime-Management
Die Option Simatic IT OEE-DTM (OverallEquipment Efficiency and Downtime Ma-nagement) stellt Tools für eine durchgän-gige Überwachung und Steuerung der An-lageneffizienz zur Verfügung. Die intuitive,benutzerfreundliche Komplettumgebungist eng in die gesamte Simatic IT ProductionSuite integriert.
Die Standard-Funktionalitäten vonSimatic IT und Simatic Batch sind nahtlosintegrierbar und nutzen das gesamte Po-tenzial von Totally Integrated Automationeinschließlich Simatic PCS 7 und SimaticBatch. Batch-Verarbeitung, Rohstoff-Ma-nagement sowie das Erstellen und Verwal-ten von Electronic Batch Records sind nureinige der Funktionen, die die enge Inte-gration der verschiedenen Produkte ge-währleistet. �
Good Manufacturing Practice in derArzneimittelproduktion
Digital dokumentiertDie Standardisierung und Reproduzierbarkeit von Prozessen über alleProduktionsanlagen hinweg ist ein wichtiges Ziel in der pharmazeutischenIndustrie. Gegenüber einer Dokumentation auf Papier bietet die elektronischeErfassung und Archivierung von Chargendaten in Electronic Batch Records, wie sie zum Beispiel durch Simatic IT unterstützt wird, entscheidende Vorteile.
Mehr zum Thema:www.siemens.de/pharmawww.siemens.de/simatic-itE-Mail: [email protected]

Siemens baut hochmodernes Logistikzentrum für Merckle/ratiopharm
Gut gepacktSiemens hat für Merckle/ratiopharm am Standort Ulm/Donautal ein neuesLogistikzentrum errichtet, das Maßstäbe setzt: Mit einem Ausstoß von rund 1.000 Paletten und 170.000 Picks pro Tag ist das hochautomatisierteLogistikzentrum in der Pharmadistribution führend.
19FOCUS
S iemens hat im Zuge des Neubausauch das existierende Warenverteil-zentrum technisch aufgerüstet und
den Materialfluss an das neue Logistikzen-trum angebunden. Die Fördertechnik desVerteilzentrums wurde mit Simatic S7 Con-trollern automatisiert. Auch die Antriebs-und Steuerungstechnik der Regalbedien-geräte wurden modernisiert. Darüber hin-aus wird die Materialfluss-Software vonSiemens übergreifend das neue und dasbestehende Lager an die LogistiksoftwareSAP-LES (Logistics Execution System) an-binden.
Hochmodernes Lager
Die direkt aus der benachbarten Produk-tion kommenden oder extern angeliefer-ten Artikel treffen auf Europaletten imHochregallager mit 28.000 Stellplätzen ein,wo sie von sechs Regalbediengeräten auto-matisch doppeltief eingelagert werden. DieMitarbeiter auf den Picking Cars, mannbe-dienten Regalbediengeräten, entnehmendie Originalkartons direkt von den eingela-
gerten Paletten, bekleben sie miteinem Barcodelabel und schie-ben sie dann direkt vom Arbeits-tisch in einen in den Picking Carintegrierten Stetigförderer. Inden Regalgassen stationär ein-gebaute Förderbänder nehmendie gekennzeichneten Kartonsvon dort auf und transportierensie zum Kopf des Regalbaus, wosie gesammelt und in RichtungKommissionierhalle weitertrans-portiert werden. Je nachdem, ob die Originalkartons komplett
versendet werden sollen oder für eineMischkommissionierung mit anderenMedikamenten vorgesehen sind, führt sieihr weiterer Weg direkt in den Versand oderin das Durchlauflager.
Pharma
Mehr zum Thema:www.siemens.de/pharmaE-Mail: [email protected]
Automatisierung erleichtert die Handarbeit
Für die Einzelstück-Kommissionierung istdas Durchlauflager vorgesehen, wo mit Hilfeeines Pick-to-Light-Systems in neun Kom-missionergängen rationell gearbeitet wird.
Eine Besonderheit der Anlage ist eine mitdem Pick-to-Light-System gekoppelte ex-akte Kontrollwiegung der Auftragspositionnach jedem Befüllvorgang. Das überge-ordnete Rechnersystem kann jedem Ent-nahmevorgang ein exaktes Gewicht zuord-nen und so automatisiert die Kommissio-nierqualität überwachen, um Fehlmengenzu verhindern.
Am Ende der Kommissionierzone quit-tiert der Mitarbeiter den gesamten Auftragund schiebt das Tablar mit dem Auftrags-karton auf die Fördertechnik zurück. Diesetransportiert den Karton zum nächstenauftragsrelevanten Kommissionierbahn-hof. Die fertig kommissionierten Misch-kartons werden anschließend mit den Ori-ginalkartons zusammengeführt und inacht Hubbalkengeräten zwischengelagert.Dort stehen sie zentral für die schnelle, auf-tragsbezogene Versorgung der Groß- undKleinpackplätze bereit.
Flexibler und genauer
Mit dem neuen Logistikzentrum, das Ende2004 in Betrieb ging, ist Merckle/ratio-pharm sehr zufrieden: Die Flexibilität undGenauigkeit bei der Versorgung der Kun-den konnten gesteigert werden. Einzelsen-dungen wie auch Großgebinde lassen sich imDistributionszentrum schnell zusammen-stellen und bedarfsgerecht versenden. �
Die Kontrollverwiegung der Paketereduziert die Zahl der Fehl-kommissionierungen deutlich
Foto
s: S
iem
ens
AG

Simotion C in Verpackungslinie für Wundverbände
Von der RolleBis Ende 2003 wurde bei BSN medical in Hamburg ein großer Teil der Pflaster-produktion noch von Hand verpackt. Daher sollte die „alte“ Verpackungslinieautomatisiert werden. In der Vector Verpackungstechnik GmbH sowie Siemensals Elektroausrüster fand BSN medical einen engagierten und kompetentenPartner zur Lösung dieser Aufgabe. Die fast 20 Maschinenmodule wurden mitdem Motion Control-System Simotion ausgestattet und konnten dadurch Schrittfür Schritt unabhängig voneinander in Betrieb genommen werden – und dadurchkonnte sogar der knappe Zeitrahmen für dieses Projekt eingehalten werden.
process news 3/2005
D ie BSN medical GmbH & Co. KG, eineZusammenlegung von Unterneh-mensbereichen der Beiersdorf AG
und des britischen Konzerns Smith &Nephew, deckt mit ihren Produkten welt-weit das klinische Marktsegment „MedicalCare“ ab. Einen wichtigen Beitrag lieferndabei Produkte zur Wundversorgung. DieVerbandmaterialien werden von bewährten,vom Mutterkonzern Beiersdorf übernom-menen Maschinen produziert. Bei der Pro-duktverpackung stand die Automatisie-rung allerdings seit langem aus, da dieschwierige Anbindung an die Produktions-maschinen die Modernisierung immerwieder verzögert hatte. Anfang 2003 nahmein BSN-Team diese Aufgabe schließlich inAngriff.
Bedingt durch die Expansion des Absatz-marktes seit der Fusionierung mit Smith &Nephew und die Signalwirkung auch fürandere Unternehmensbereiche stand dasProjekt unter großem Zeit- und Erfolgs-druck. Dank der engagierten Zusammen-arbeit aller Beteiligten konnte die kompletteVerpackungslinie nach nur siebeneinhalbMonaten Entwicklungs- und Bauzeit in derzweiten Dezemberwoche 2003 installiertwerden und nahm Anfang 2004 sofort dievolle Produktion im Dreischichtbetrieb auf.
Twin-Portalroboter bewältigt hohes Produktaufkommen
Die Verpackungslinie besteht aus zwei Falt-schachtelaufstellern, einem Schachtelver-schließer, einem Seitenverpacker für Ver-sandkartons und einem Twin-Portalrobo-ter – dem eigentlichen Herz der Linie. DiePflaster werden in langen Bahnen produ-ziert und auf Rollen gelagert. Eine Rollen-schneidemaschine wickelt davon kleinereRollen mit 5, 10 oder 20 Meter laufenderPflasterlänge ab. Diese Rollen werden dannentsprechend der gewünschten Pflaster-breite geschnitten. Insgesamt beschickt dieAnlage ungefähr zehn Schachteltypen mitcirca 70 Produkten aus sehr verschiedenenPflastersorten in 20 Lieferformaten.
Die große Produktvielfalt, die die Anlagebewältigen muss, birgt einige Tücken: „Ge-rade bei kleinen Formaten ist eine Robo-terlösung überfordert. Wir haben deshalbeine Portalgreiferanlage vorgeschlagen, diealle Pflasterrollen gleichzeitig aufnimmt“,begründet Klaus Zott, Gebietsverkaufs-leiter der Firma Vector, die Notwendigkeiteiner individuellen Top-Loader-Lösung.„Die Rollenschneidemaschine ist aber dem
20 FOCUS
Alle
Fot
os: W
olfg
ang
Mar
sch
ner
Beladestation mit Twin-Portalroboter
Pharma

Kleber des Pflasters stark ausgesetzt. Ausdiesem Grund muss vor der Maschine re-lativ viel Platz für die manuelle Reinigungund den Service der Schneidevorrichtungbleiben, wodurch die Verfahrwege für dasPortal sehr lang sind. Also haben wir eineTwin-Portal-Maschine gebaut, bei der zweiGreifergruppen auf verschiedenen Lauf-höhen die Pflasterrollen abwechselnd ab-holen und in die Schachteln ablegen.“
Komplettausrüstung und Motion Control-Kompetenz
Die beiden Schachtelaufsteller mit je vierAchsen, der Schachtelverschließer (siebenAchsen) und auch der Seitenpacker (achtAchsen) werden komplett von SimotionC230 gesteuert. Beim Twin-Portalroboterkommt eine Simatic S7-300 mit der Bahn-und Positioniersteuerung FM 357 zum Ein-satz. Das Bedienen und Beobachten sowohlder einzelnen Maschinen als auch derGesamtanlage erfolgt über Simatic MultiPanels in Touch-Screen-Ausführung. AlleKomponenten der Anlage kommunizierenüber Profibus DP, die einzelnen Maschinensind über DP-DP-Koppler verbunden. DieKommunikation über das sicherheitsge-richtete Profisafe-Protokoll reduziert denVerkabelungsaufwand erheblich: So könnenSicherheitseinrichtungen wie Schutztür-
Kontakte oder Not-Aus-Schalter direkt andie dezentrale Peripherie angeschlossenwerden.
Die Handhabung der Produktvielfaltwird durch diese Motion Control-basier-te Automatisierung sehr erleichtert. Zujedem Schachteltyp sind die individu-ellen Bewegungsparameter der MotionControl-Achsen gespeichert und überRezepturen abrufbar. Dem Bedienper-sonal bleiben nur wenige manuelle Rüst-arbeiten beim Formatwechsel zu erle-digen, so dass man mit der Anlage sehrflexibel auf die aktuelle Liefersituationreagieren kann.
Aufbauend auf der hohen Durchgän-gigkeit in der Kommunikation bietet dasAutomatisierungssystem die Möglichkeitzur Ferndiagnose und Fernwartung. EinService, den sowohl Vector als auch BSNmedical sehr schätzen. „Wenn Unterstüt-zung nötig ist, dann muss das ganz fixgehen“, macht Electrical Engineer ClausGoldberger die hohen Verfügbarkeitsan-forderungen bei BSN medical noch einmaldeutlich.
Gelungenes Projekt
Beim Hamburger Verbandmaterial-Produ-zenten ist man sich einig, dass ProjektleiterBernard Bandel mit seinem Team eine mus-
tergültige Verpackungsanlage errichtet hat,die zuverlässig läuft. Mit der Entscheidung,Siemens als Komplettausrüster und bei En-gineering-Leistungen in das Projekt einzu-binden, hat Vector seine Kapazitäten kon-sequent und strategisch wirksam auf dieeigentliche Verpackungsaufgabe konzen-triert. Die überzeugende Umsetzung der Be-wegungsführung mit Simotion hat inzwi-schen dazu geführt, dass der Mutterkon-zern Beiersdorf Simotion zur Lösung vonMotion Control-Aufgaben vorschreibt. ■
process news 3/2005
21
Komfortable Bedienerführung mit Hilfe grafischer Visualisierung
Deckel-Verschließstation
Befüllung der aufgerichteten Schachteln mit Pflasterrollen
Mehr zum Thema:www.siemens.de/verpackungE-Mail: [email protected]

Mehr zum Thema:www.siemens.de/wincc-flexibleE-Mail: [email protected]
process news 3/2005
22Pharma
FOCUS
Dokumentation und Sicherheit sindin der Arzneimittelfertigung das Aund O: Jeder Eingriff in den Herstel-
lungsprozess, der Auswirkungen auf dieQualität des Produktes hat, muss dokumen-tiert werden. In einem detaillierten AuditTrail muss festgehalten werden, wer wann,was und warum geändert hat; ebenso wich-tig ist es, Änderungen von unberechtigterHand zu verhindern.
Diese Anforderungen können jetzt mitSimatic WinCC flexible 2005 voll erfülltwerden – und zwar nicht nur im Zusam-menspiel mit PC-Systemen, sondern sogarschon mit den Simatic Panels der Klassen270 und 370.
Zugriffsschutz, Audit Trail undelektronische Unterschrift
Die Benutzerverwaltung von Simatic WinCCflexible weist den Benutzern definierte,hierarchisch gestaffelt Rechte zu. Der Be-nutzer wird gezwungen, in bestimmten Ab-ständen sein Passwort zu ändern, um dieZugriffsicherheit zu erhöhen. Eine einstell-bare Passworthistorie, das automatischeAbmelden eines Benutzers nach längererInaktivität und die Sperrung des Accountsnach mehrfacher Fehleingabe des Passwortssind weitere Schutzfunktionen in WinCCflexible.
Mit der Option „Audit” von WinCC flexi-ble 2005 können qualitätsrelevante Variab-len und Daten festgelegt werden. Änderun-gen dieser Variablen werden überwacht undmit Zeitstempel, dem angemeldeten Benut-zer, dem Variablennamen sowie altem undneuem Wert im Audit Trail gespeichert. Einfreiwilliger oder verpflichtender Kommen-tar erläutert, weshalb der Wert geändertwurde. Bei besonders sensiblen Eingriffenfordert das System 1 eine elektronische Un-
terschrift: Der Benutzer muss die Änderungdurch die Eingabe seines Passworts bestä-tigen.
Pharma-gerechtes Engineering
WinCC flexible 2005 hat nicht nur die Vari-ablen des Produktionsprozesses im Griff,sondern auch Veränderungen an der An-lage – eine wichtige Aufgabe, denn ohneeine entsprechende Dokumentation ver-liert die Anlage ihre Validierung. DieOption „Change Control“ führt alle Ände-rungen in der Projektierung automatischund übersichtlich im Änderungslogbuchmit: Mit Zeitstempel wird erfasst, wer was
an welchem Objekt geändert hat. Die auto-matische Versionierung ermöglicht Funk-tionen wie Vergleichen und Rollback.
Mehr Effizienz bei der Projektierung
Ein intuitives Bibliothekenkonzept, das un-ter anderem vorgefertigte Objekte enthält,ermöglicht eine schnelle und effektive Kon-figuration. Bildbausteine können zentralgeändert werden. Zahlreiche itelligenteAssistenten helfen zum Beispiel dabei, Pro-jekte einfach anzulegen oder grafisch Bewe-gungsbahnen von Objekten zu definieren.Dadurch sorgt Simatic WinCC flexible da-für, dass die Projektierung von Maschinenund Anlagen nicht nur gemäß der gelten-den Richtlinien für die Pharmaindustrieabläuft, sondern auch schnell und komfor-tabel. �
Simatic WinCC flexible für die Arzneimittelfertigung
Medizin für dieBedienungWie kaum eine andere Branche unterliegt die Arzneimittelfertigung strengenAuflagen und Vorgaben. Mit umfangreichen Funktionen für die Dokumen-tation aller Prozesse unterstützt Simatic WinCC flexible 2005 die Einhaltungder Vorgaben von GMP, wie zum Beispiel CFR 21 Part 11, und sorgt auch auf Panel-Ebene für ein Maximum an Sicherheit und Transparenz.
HighlightsFlexibel einsetzbarB maschinen- und prozessnahB für Anwendungen mit Panels und PC
projektierbar mit einer Engineering-Software und für den Einsatz inunterschiedlichstenAutomatisierungslösungen
B weltweit (mehrsprachig)
Höchste ProjektierungseffizienzB komfortable OberflächeB intelligente WerkzeugeB wieder verwendbare BildbausteineB mehrsprachige ProjektierungenB komfortable Übernahme von
Projektierungsdaten von der ProTool-Familie
Innovative HMI-KonzepteB anlagenweiter Zugriff auf Variablen
und BilderB verteilte BedienstationenB lokale WartenlösungenB Anbindung an die Office-Welt
Teil von Totally IntegratedAutomationB in Simatic Step 7, Simatic iMap und
Simotion Scout

Applikations-Softwareerstellung nach FDA 21 CFR 11
QualifizierteUnterstützungMehr als 20 Jahre Erfahrung stehen hinter der Applikationsunterstützung fürAutomatisierung von Verpackungsmaschinen, die Siemens für seine Kunden imMaschinenbau anbietet. Erfahrene Spezialisten begleiten die Entwicklung einerVerpackungsmaschine von der Konzeption über die Projektierung undRealisierung bis hin zur Inbetriebnahme und Optimierung vor Ort.
process news 3/2005
23FOCUS
D ie Applikationszentren sind weltweitverteilt und stellen an 13 Standortenin 7 Ländern Branchen-Know-how
und Technologiewissen für die Entwick-lung und Optimierung von Motion Control-Lösungen im Maschinenbau zur Verfügung.Gemeinsam mit dem Kunden erstellen dieinsgesamt über 100 Applikationsingenieuredie optimale Applikation für jede Maschineauf Basis von Standardkomponenten, ange-fangen bei einer detaillierten Ist-Analyseund dem Anforderungsprofil, über die Ab-stimmung technischer Fragen und Mach-barkeitsanalysen bis hin zum Realisierungs-vorschlag. Dadurch gewinnt der Maschinen-bauer mehr Planungssicherheit.
Auf Wunsch übernehmen die Applika-tionscenter die Projektierung der Applika-tion auch als Gesamtausrüstung inklusiveSchaltschrank auf der Basis einer Vielzahlvon bewährten Lösungen und Standardap-
plikationen. Durch entsprechende Schu-lungsmaßnahmen stellt Siemens dabeisicher, dass der Kunde die Lösung selbst-ständig pflegen, ändern und erweiternkann. Dieses „Alles aus einer Hand“-Kon-zept verringert die Zahl der Schnittstellenund schafft Synergien bei Konzeption, Er-probung und Optimierung der Maschinen-lösung, so dass sowohl der Aufwand als auchdie Kosten bei der Maschinenentwicklungdeutlich reduziert werden können.
Service für Inbetriebnahme und Validierung
Die Automatisierungs- und Antriebsspezi-alisten der Applikationscenter unterstüt-zen den Kunden selbstverständlich auchbei der Inbetriebnahme und Optimierungder Maschine von der Parametrierung überden Probebetrieb bis hin zur Einweisungund Schulung. Ergänzt wird das umfas-
Mehr zum Thema:www.siemens.de/motioncontrolE-Mail: [email protected]
sende Angebot durch eine Hotline undTeleservice. All dies trägt dazu bei, dass dieMaschine auch im laufenden Anlagenbe-trieb optimal arbeitet.
Speziell für Verpackungsanwendungenin der pharmazeutischen Industrie konzi-pieren die Applikationsspezialisten Soft-ware auf Basis des neuen Automatisierungs-systems Simotion, die nach dem V-Modellspezifiziert, erstellt, getestet und doku-mentiert wird. So eine Applikationssoft-ware in ST-Code nach IEC 61131 mit inte-grierten Motion Control-Funktionen wurdebereits als „Validierfestes Schieberegister“für modulare Maschinenkonzepte in Ko-operation mit einem führenden Herstellervon Blistermaschinen entwickelt.
Von A bis Z optimal unterstützt
Zahlreiche Maschinenbauer haben in denvergangenen Jahrzehnten bereits von dergesammelten Erfahrung der Expertenteamsin den Applikationscentern für Motion Con-trol-Lösungen profitiert. Optimale Produkt-auswahl und -integration, das Aufsetzen aufstandardisierten und offenen Lösungen, eineigenes Hightech-Maschinentestzentrumund ein gezieltes Projektmanagement – dassind nur einige der Vorteile, die sich aus derengen Zusammenarbeit zwischen Maschi-nenbauer und Siemens ergeben. �
Pharma
Weltweit unterstützen die Expertenteams in den Applikationszentren ihre Kunden aus demVerpackungsmaschinenbau bei der Entwicklung ihrer Maschinen
Alle
Bild
er: S
iem
ens
AG

Prozess dauert 48 Stunden und läuft ineinem speziell konstruierten Gebäude ab,da er den gleichen Anforderungen unter-liegt, wie sie an Produkte für die Human-medizin gestellt werden: So müssen dieProzesse gemäß den Vorgaben der GMP(Good Manufacturing Practice) ablaufenund die Anforderungen der AMM (Autori-sation de Mise sur le Marché, Zulassungs-bestimmungen der französischen Behör-den) erfüllen.
D ie aktiven Grundlagen der Impf-stoffe werden aus Zell- oder Bakte-rienkulturen gewonnen. Die Wirk-
stoffe werden steril in einen der Formu-lierungsbehälter der PräparationseinheitBio 4 überführt. Nach der Formulierungund der Qualitätskontrolle wird der Impf-stoff in 3-ml-Kolben dosiert und verpacktund anschließend – je nach Anforderung –gefriergetrocknet oder flüssig in Kälte-kammern bei +4 °C gelagert. Der gesamte
process news 3/2005
24Pharma
FOCUS
Im Dienst derTiergesundheitDie Gesundheit von Haus- undNutztieren auf der ganzen Weltist das zentrale Anliegen von Vir-bac. Das Unternehmen mit Sitzin Carros in der Nähe von Nizzaist einer der weltweit führendenProduzenten von Impfstoffenund Therapeutika für Tiere. Vir-bac stellt in seinen Unterneh-mensbereichen Chemotherapieund Biotherapie rund 3000 Pro-dukte her. Neben Impfstoffengehören zahlreiche antibioti-sche, antiparasitäre, ent-zündungshemmende, derma-tologische und ophthal-mologische Präparate in fastallen in der Tiermedizin ge-bräuchlichen Darreichungs-formen zum Portfolio des Unter-nehmens.
Simatic PCS 7 unterstützt die Bedienungund Überwachung der Prozesse
Impfstoffproduktion bei Virbac mit Simatic PCS 7
Wirkung garantiertHunde, Katzen, Rinder, Pferde: Die meisten dieser Haus- und Nutztierewerden einmal in ihrem Leben mit den Produkten von Virbac in Berührungkommen. Denn das französische Unternehmen ist einer der führendenHersteller von Impfstoffen für Tiere. Für die Herstellung dieser Impfstoffegelten die gleichen strengen Vorgaben wie bei Medikamenten für denMenschen. Seit kurzem sorgt das Prozessleitsystem Simatic PCS 7 dafür, dassdie Produkte immer den geltenden Richtlinien in puncto Sicherheit undWirksamkeit entsprechen.

process news 3/2005
25
Kontrollierter Prozess in steriler Umgebung
Die Präparationseinheit Bio 4 besteht ausinsgesamt vier identischen Behältern mitunterschiedlichem Fassungsvermögen, dieunabhängig voneinander arbeiten. In jedemdieser Behälter werden pH-Wert, Druck,Temperatur sowie das Gewicht der Rohstoffewährend des gesamten Mischprozessesüberwacht und in einem Chargenprotokollhinterlegt. Wägezellen an jedem Behältererfassen zudem laufend das Gewicht vonBehälter und Suspension. Da der gesamteProzess unter absolut sterilen Bedingun-gen ablaufen muss, gehört neben einemClean-in-Place-(CIP-) auch ein Sterilize-in-Place-(SIP-)System zur Anlage.
Bewährte Anlage unter neuer Kontrolle
„Unsere Präparationseinheit ist mittler-weile mehr als zehn Jahre alt und das dazu-gehörige Automatisierungssystem ent-sprach nicht mehr dem Stand der Technik“,beschreibt Philippe Gugi, Produktionsleiterbei Virbac, die Ausgangssituation für dieModernisierung der Anlage. „Daher such-ten wir eine neue Lösung für die Anlagen-
steuerung, die einerseits alle Fertigungs-stufen weitgehend automatisiert, uns an-dererseits aber die Möglichkeit lässt, dieBestandteile der Impfstoffe von Hand zuge-ben zu können“, ergänzt Philippe Astruc,Produktionsleiter Biologie bei Virbac.
Für die technische Umsetzung einer mo-dernen, zeitgemäßen Automatisierungs-lösung wandte sich Virbac an Siemens imnahen Nizza. Diese Entscheidung war nichtnur in den technischen Vorzügen vonSimatic PCS 7 begründet, sondern auch inder räumlichen Nähe zu Siemens. Den Ver-antwortlichen bei Virbac war es sehr wich-tig, einen kompetenten Partner mit lokalerPräsenz in diesem Projekt zu haben.
Bei der Modernisierung der Systemearbeiteten sowohl die technischen Abteilun-gen von Virbac als auch die Qualitätssiche-rung und das Siemens-Projektteam engzusammen. Als Automatisierungssystemwurde Simatic PCS7 gewählt. Die Informa-tionen aus dem Prozess werden über Profi-bus DP erfasst und an das Leitsystem über-mittelt. Mit Profibus DP ist nicht nur einschneller Datenfluss zu sämtlichen Senso-ren und Aktoren der vier Produktionsbehäl-
ter und der CIP- und SIP-Systeme gewähr-leistet, sondern auch die Ansteuerung derRührwerke und der Wiegeeinrichtungen.„Auf diese Weise konnten wir die Reak-tionszeiten im Prozess erzielen, die wirfür unsere Prozesse brauchen“, erläutertThierry Simon, Projekttechniker bei Virbac,den Systemvorteil.
Außerdem wurde das Prozessleitsystemum einige spezifische Funktionen ergänzt.So wird zum Beispiel der Status der Anla-genkomponenten einem Farbcode zuge-ordnet, so dass der aktuelle Betriebszu-stand jederzeit auf einen Blick ersichtlichist. Dabei berücksichtig das System auto-matisch, dass bestimmte Prozesszuständeein „Verfallsdatum“ haben: Wird zum Bei-spiel eine gereinigte Anlage in einem Zeit-raum von 5 Tagen nicht sterilisiert, verliertsie den Status „gereinigt“ und muss vorder Sterilisation erneut gereinigt werden.Wurde eine Prozesseinheit sterilisiert, ver-fällt dieser Status nach drei Tagen.
„Mit Simatic PCS 7 können wir eine lü-ckenlose Rückverfolgbarkeit der Produkteund der Abläufe sicherstellen“, so ThierrySimon. Die Produktionsdaten werden gleich-zeitig in beiden Steuerungsstationen ge-speichert. Philippe Gugi ergänzt: „Am Endeeiner jeden Charge wird eine Batch-Doku-mentation erstellt und für die Dauer dergesetzlich vorgeschriebenen Aufbewah-rungszeit gespeichert. Zudem kann vomBediener eine elektronische Unterschriftauf die Lot-Dokumentation aufgebrachtwerden.“
Ausgezeichnete Ergebnisse
Simatic PCS 7 ist in der Präparationseinheitbei Virbac seit Mitte September 2004 zurgrößten Zufriedenheit des Kunden in Be-trieb. Rückverfolgbarkeit und Wiederhol-barkeit der Chargen konnten deutlich ver-bessert werden. Auch mit dem Projektab-lauf sind die Verantwortlichen bei Virbaczufrieden: „Wir haben unsere Ziele vollerreicht, Kosten und Termine wurden ein-gehalten“, bestätigt Philippe Gugi. Mittler-weile sind schon die nächsten Projekte inPlanung: So soll demnächst eine weitereAnlage für die Formulierung ausgebautwerden. �
Mehr zum Thema:www.siemens.de/pharmaE-Mail: [email protected]
Die Systeme der Preparationseinheit Bio 4 werden seit kurzem mit Simatic PCS 7 überwacht
Vir
bac

process news 3/2005
D ie 1851 von Ernst Schering in Berlingegründete Schering AG galt schonimmer als einer der großen Innova-
toren im Pharmabereich. Bereits 1921 be-gann Schering mit der Erforschung vonSexualhormonen und stellte 1961 das erstePräparat zur hormonalen Empfängnisver-hütung vor. Heute ist Schering einer derweltweit führenden Hersteller von Präpa-raten, vor allem für Gynäkologie, Androlo-gie und Diagnostik, für die in dem Bergka-mener Werk die Wirkstoffe hergestellt wer-den. An verschiedenen Standorten in Europa,Asien und Südamerika werden dann in derPharmazeutischen Produktion die eigent-lichen Präparate für den internationalenMarkt produziert. Am Standort für die Wirk-
stoffherstellung in Bergkamen in Nordrhein-Westfahlen betreibt Schering verschiedeneAnlagen für mikrobiologische und chemi-sche Verfahren. Für die verlässliche Rein-heit der fertigen Wirkstoffe werden unteranderem zwei Trennungsanlagen nach demHPLC-Verfahren (High Pressure LiquidChromatography) eingesetzt. Dabei wird derWirkstoff unter Druck durch eine mit Kie-selgel gefüllte Säule geführt, um noch ent-haltene Verunreinigungen zu lösen undabzutrennen, bis am Ende nur noch derreine medizinische Wirkstoff übrig bleibt.
Ergebnis langjähriger Zusammenarbeit
In der Vergangenheit hatte Schering dieHPLC-Säulen jeweils komplett mit Steuerung
vom Hersteller bezogen. Der Nachteil dieserLösung war jedoch, dass jede Änderung ander Prozesssteuerung extrem aufwändig war,was die Life Cycle Costs für die Anlagen ent-sprechend in die Höhe trieb. Ende 2002 be-schloss das Unternehmen daher, beim Steu-erungssystem völlig neue Wege zu gehen: Essollte eine Lösung eingesetzt werden, die aufoffenen Industriestandards aufsetzt undeine problemlose Änderung von Parameternund Rezepturen ermöglicht. Die Wahl desrichtigen Automatisierungssystems ist dabeinicht allein eine technische Entscheidung,sondern verlangt auch ein erhebliches Ver-trauen in den Partner, der dieses System in-stalliert und zum Laufen bringt, denn in derpharmazeutischen Industrie werden Pro-
Chromatografieprozess bei Schering mit Simatic PCS7 automatisiert
Flexibilität undProzesssicherheitFlexibilität, Zuverlässigkeit und eine lückenlose Dokumentation – das sind nureinige der Anforderungen, die eine moderne Pharmaproduktion an die Prozess-leittechnik stellt. In zwei Trennungsanlagen für pharmazeutische Wirkstoffe imWerk Bergkamen entschied sich Schering, die bestehende Steuerung durch einemodernere Lösung zu ersetzen, mit der das Unternehmen Rezepturen ohnegroßen Aufwand selbst definieren und ändern kann. Bei diesem Projektvertraute Schering erneut auf die Kompetenzen von Siemens und setzt damiteine langjährige, erfolgreiche Partnerschaft fort.
Alle
Bild
er: S
cher
ing
AG
Der Wirkstoffbetrieb B am Standort Bergkamen
26 FOCUSPharma

process news 3/2005
dukte verarbeitet, die oftmals mit einem ho-hen Kosteneinsatz verbunden sind. Ein Kilo-gramm eines Wirkstoffs kann dabei durch-aus einen Wert von mehreren zehntausendEuro darstellen. Zwischen Schering undSiemens bestand bereits eine langjährigeZusammenarbeit, die sich schon bei zahl-reichen Projekten bewährt hatte. In den acht-ziger Jahren setzte Schering Siemens-Steu-erungen vom Typ R-30 ein, die später vonTeleperm M abgelöst wurden. Die Entschei-dung, für die Umrüstung der HPLC-AnlagenSimatic PCS7 mit Simatic Batch einzusetzen,war daher nicht nur eine Entscheidung fürdie neueste Technologie-Generation, son-dern auch ein Votum für Siemens als einenPartner, dem man vertraut.
Komplettes Leistungspaket in kürzester Zeit
Siemens war für die gesamte Hardware-und Software-Installation und das Engi-neering für das Prozessleitsystem verant-wortlich. Dazu kamen die Schulung derMitarbeiter bei Schering und die Unter-stützung bei der Validierung der Anlage.
Wie immer, wenn es um ein laufendesProduktionssystem geht, musste auch die-ses Projekt innerhalb eines engen Zeitrah-mens realisiert werden. Der Auftrag wurdeMitte Dezember 2002 erteilt und bereitsim Januar 2003 wurde mit der Projektie-rung begonnen. Der Factory Acceptance-Test fand Ende Januar und die Inbetrieb-nahme Mitte März 2003 statt. Danach
wurde die Produktionsanlage validiert,bevor beide HPLC-Säulen schließlich An-fang Mai 2003 den Betrieb aufnehmenkonnten.
Eine besondere Herausforderung inner-halb des engen Zeitrahmens war, dass wäh-rend der Projektlaufzeit die Version 6.0 vonPCS 7 eingeführt wurde und der Kundegleich von Anfang an auf das neueste Re-lease des Prozessleitsystems setzen wollte.Doch das Siemens-Team zeigte sich auchdieser Hürde gewachsen und integriertedie neue Version ohne größere Schwierig-keiten, so dass Schering jetzt eine automa-tische Prozesssteuerung auf dem neuestentechnischen Stand besitzt.
Komplexer Prozess im Griff
Die HPLC-Säulen werden im Batchbetriebgesteuert, bei dem eine Abtastrate im Milli-sekunden-Bereich erforderlich ist. Durchdie direkte Kommunikation zwischen demProzessleitsystem und den über Profibusangeschlossenen Antrieben, Sensoren undAktoren kann das Leitsystem ohne Proble-me schnell genug auf die Prozessinforma-tionen zugreifen und unmittelbar auf dieaktuelle Prozesssituation reagieren.
Die einzelnen Rezepturen setzen sich ausnicht weniger als 400 unterschiedlichenRezeptparametern zusammen, die einer Bi-bliothek entnommen werden. Um den vonSchering geforderten Funktionsumfang zuerreichen, wurden auf der Basis der Grund-funktionen in SCL zahlreiche Sonderappli-kationen in WinCC und Visual Basic entwi-ckelt, die zum Beispiel die Darstellung vonParameterbildern, Checkbildern und Chro-matogrammen erlauben.
Im Gegensatz zur bisher verwendetenLösung können jetzt dank des modularenund offenen Aufbaus des gesamten Sys-tems neue Rezepturen über die grafischeBenutzerschnittstelle schnell und einfachvom Kunden selbst vorgenommen wer-den. Änderungen und Anpassungen sinddamit jederzeit und ohne großen Aufwandmöglich.
Für beide Seiten war das Projekt die Fort-setzung einer langjährigen, erfolgreichenPartnerschaft – und für Schering zudem derentscheidende Schritt zu einer Produktions-umgebung, die endlich die gewünschte Fle-xibilität bietet. �
Mehr zum Thema:www.siemens.de/pharmaE-Mail: [email protected]
Blick auf einen Reaktor im Wirkstoffbetrieb B, in dem Siemens eine HPLC-Anlage mit Simatic PCS 7 und Simatic Batch automatisiert hat
Die Schering AG mit Sitz in Berlin ist einer der großen forschenden Arzneimittelhersteller
27

process news 3/2005
28Nahrungs- und Genussmittel
CASE STUDY
kennung sorgt. Herkömmliche kapazitiveGeräte messen den Spannungsabfall oderStromfluss und werden von Veränderun-gen in den Materialeigenschaften beein-flusst. Die Pointek-Sensoren überwachendie Kapazität anhand der Frequenzände-rung. Da selbst kleine Füllstandänderun-gen große Frequenzänderungen verursa-chen, besitzt diese Methode eine bessereAuflösung und eine höhere Genauigkeit.
Pointek CLS 200 enthält einen Hochfre-quenzoszillator mit einem in der Fühler-spitze gekapselten Sensor. Die empfindlicheSpitze liefert einen präzisen und genauenSchaltpunkt, der weder durch Materialan-backungen noch Feuchtigkeit oder Nässebeeinflusst wird. Das Messgerät lässt sicheinfach montieren und kalibrieren.
Technologie unterstütztQualitätssicherung
Die zuverlässige Füllstanderkennung trägtdazu bei, den Schaum effektiv zu kontrol-lieren. Ein Überlaufen wird verhindert undsomit der Prozess geschützt. Ein weitererwichtiger Vorteil ist die gleichmäßigereQualität des Destillats, da die Brenner nurbei Bedarf arbeiten. Dadurch vermindertsich auch der Personal- und Wartungsauf-wand. Die Bediener sind für andere Auf-gaben frei und die Produktion kann auchan den Wochenenden fortgesetzt werden.„Diese Technologie hilft uns, die hohe Qua-lität unserer Produkte zu garantieren unddie Leistungsfähigkeit zu verbessern“, er-klärt Willie Thomson von der Dufftown Dis-tillery. „Es ist eine ideale Symbiose aus be-währten Traditionen und moderner Tech-nologie.“ �
Füllstandüberwachung mit Pointek in der Whiskyproduktion
Tradition und TechnologieDie Pointek-Füllstandüberwachungsgeräte können dank ihrer einzigartigenInverse Frequency Shift-Technologie Schaum zuverlässig erkennen. Dadurchtragen sie dazu bei, die hohe Qualität des in der renommierten Dufftown Distillery hergestellten Whiskys sicherzustellen.
In der Dufftown Distillery in den schotti-schen Highlands brennen William Grant& Sons Distillers Limited seit 1866 fei-
nen Scotch-Whisky – so etwa den Glenfid-dich, der zu den meistverkauften Single-Malt-Marken der Welt gehört. HochwertigeRohstoffe und die sorgfältige Prozessüber-wachung spielen bei der Whiskyerzeugungeine entscheidende Rolle. Zuerst werdenGerstenmalz und Wasser in einem Maisch-bottich vermischt. Die Maische wird gekühltund anschließend fermentiert. Ergebnisder Fermentation ist das niedrigprozentigeso genannte Wash, das destilliert wird, umden Alkoholgehalt zu erhöhen und Neben-produkte abzutrennen. Der Whisky kommtdann für mindestens acht Jahre in Eichen-fässer, wo er zu Scotch reift.
Während der Fermentation bildet sichSchaum, der sich mit dem ersten Brand ver-mischen kann. Um den Schaum unter Kon-trolle zu halten, müssen die Brenner aus-geschaltet und dürfen erst dann wiedereingeschaltet werden, wenn der Schaumzerfallen ist. Genau diesen Vorgang wolltedas Werk in Dufftown automatisieren. DaSchaum ein Wasser-Luft-Gemisch ist, wares bisher nicht möglich, ihn mit älterenFüllstandmessgeräten wie Schwimmernoder Schwinggabeln zu erkennen.
Bessere Auflösung und höhereGenauigkeit
2003 installierte die Brennerei am Halsjeder Brennblase ein Messgerät Pointek CLS200. Erreicht der Schaum die Spitze desMessgerätefühlers, erkennt das CLS 200den Schaum und schaltet die Brenner auto-matisch ab und erst wieder ein, wenn derSchaumpegel gesunken und der Sensor freiist. In den Pointek-Messgeräten wird dieinnovative Inverse Frequency Shift-Techno-logie verwendet, die für eine präzise, zuver-lässige und reproduzierbare Füllstander-
Weitere Informationen:www.siemens.de/processinstrumentationE-Mail: [email protected]

process news 3/2005
29CASE STUDYWägetechnik
Mehr zum Thema:www.siemens.de/siwarexE-Mail: [email protected]
N ahe bei Mulhouse gelegen, ver-sorgt das Werk von Kali France vorallem Kunden in Frankreich mit
Kalium- und Magnesiumprodukten. DieSalze werden fertig zum Verkauf in Eisen-bahnwaggons verladen. Im Rahmen derModernisierung des Automatisierungssys-tems suchte Kali France auch nach einerneuen, moderneren Lösung für die Ver-wiegung der Waggons, da das bislang indiesem Bereich eingesetzte System nichtmehr dem Stand der Technik entsprach. Einentscheidendes Kriterium dabei: Da dieWaggons direkt in den Verkauf gehen,musste das neue System eichfähig sein.
Integrierte Lösung
Die neue Lösung besteht aus einer Kombi-nation aus robusten Wägezellen SiwarexCC aus rostfreiem Stahl, die dem Kontaktmit den aggressiven Salzen Stand halten,und einem Wägeprozessor Siwarex FTA,der direkt in die neuen Simatic S7-300 Con-troller integriert ist. Über ein OperatorPanel OP270 kann das Personal sämtlicheBeladevorgänge lokal verfolgen und bedie-nen. Die Steuerung der Verwiegung istüber Industrial Ethernet auch in die werks-interne Automatisierungslösung eingebun-den, so dass die Waagenparameter auchremote geändert werden können.
Die Maßnahmen für die Zertifizierungder eichfähigen Gewichtsmessung durchdie französische Eichbehörde DRIRE wur-den von der Firma Alsace Pesage über-nommen, die über langjährige Erfahrun-gen auf diesem Gebiet verfügt. Basis fürdie Zertifizierung des WägeprozessorsSiwarex FTA war die europäische Beschei-nigung für dessen Einsatz als nicht selbst-tätige, in das System integrierte Waage, diedas Zertifizierungsverfahren erheblich ver-einfachte.
Durchweg positive Erfahrungen
Marc Pupka, technischer Leiter von KaliFrance, schätzt vor allem die Integrationder Karte im Automatisierungssystem: „Sokönnen wir die Diagnosefunktionen desWägemoduls mit der hohen Funktionalitätund Flexibilität eines Automatisierungs-systems kombinieren. Die dezentrale Über-wachung des Systems reduziert auch dieReaktionszeiten, wenn es zu Problemen imBetrieb kommt: Störungen lassen sich jetztbeheben, ohne dass ein Mitarbeiter direktan der Waage sein muss.“ Da Siwarex auchbei anderen Aufgaben, wie etwa der Dosier-
steuerung oder bei Qualitätskontrollen,eingesetzt werden kann, wird auch dieInstandhaltung bei Kali France erleichtert.
Alles in allem sind die Verantwortlichenbei Kali France von den zahlreichen Vortei-len des Siwarex FTA-Prozessors so über-zeugt, dass Siwarex mittlerweile als Stan-dardwägesystem der Automatisierungs-lösungen bei Kali France eingesetzt wird. �
Siwarex FTA bei der Verwiegung von Eisenbahnwaggons
Geeicht auf QualitätDie Produkte der Kali France werden in Wittenheim in der Nähe von Mulhouseauf Eisenbahnwaggons verladen und in den Verkauf gegeben. Bei derModernisierung des Wägesystems war daher ein entscheidendes Kriterium,dass die neue Lösung eichfähig sein musste. Kein Problem für den Wäge-prozessor Siwarex FTA, der auch im Produktionsalltag überzeugt: Die nahtloseIntegration in die Automatisierungslösung erleichtert die Abläufe bei derVerwiegung erheblich.
Die Kali- und Magnesiumsalze werden auf Waggons verladen undgehen direkt in den Verkauf
Über ein OP270 wird die Verwiegunglokal überwacht und bedient
Alle
Bild
er: K
ali F
ran
ce

process news 3/2005
30Prozessinstrumentierung
TECHNOLOGIE
Um Fehler oder Verschleiß an Pum-pen zu erkennen, war es bislangerforderlich, regelmäßig eine Anla-
genbegehung durchzuführen. Die Lecka-gen an Pumpenventilen konnten dabeivon erfahrenen Mitarbeitern am Betriebs-geräusch erkannt werden. Andere Metho-den, wie auf Vergleichsbetrachtungen be-
ruhende Systeme, ließen wiederum nureine relativ unspezifische Aussage überden Zustand der Pumpe oder der Pum-penventile zu. Beide Methoden warennicht ausreichend zuverlässig oder zu-mindest zeitlich diskontinuierlich, so dasses immer wieder zu unerwarteten Ausfäl-len kam.
Akustische Pumpendiagnose
Sitrans DA 400 erlaubt jetzt eine kontinu-ierliche Zustandsüberwachung von oszil-lierende Verdrängerpumpen. Das Diagnose-system detektiert bereits kleinste Leckagenan den Förderventilen über den Körper-schall des Pumpensystems und ermöglichtes damit, Schäden bereits im Frühstadiumihrer Entstehung zu erkennen.
Das Prinzip der akustischen Diagnoseberuht darauf, dass an den Leckagenstellendurch Kavitation ein Körperschall im Ultra-schallbereich entsteht, der sich durch au-ßenliegende Körperschallsensoren onlinedetektieren lässt. Der piezoelektrische Sen-sor des Sitrans DA 400 misst über ein Pie-zoelement im Ultraschallbereich über 20Kilohertz die Schallemission der Kavita-tion, die sich als Körperschall im Pumpen-gehäuse ausbreitet.
Sitrans DA 400 besteht aus einer Aus-werteeinheit und den Körperschallsen-soren, die einfach an der Außenseite derPumpe montiert werden und sich daher
Akustische Lecksuche an Prozesspumpen mit Sitrans DA 400
AbgehörtViele Betreiber von Prozesspumpen wünschen sich eine tief greifendeVerbesserung der Verfügbarkeit dieser oft prozesskritischen Anlagen-komponente. Mit dem Diagnosegerät Sitrans DA 400 hat Siemens eineLösung entwickelt, mit der sich bereits kleinste Leckagen an Pumpenzuverlässig erkennen lassen.
Durchflussmesstechnik bei Friesland Foods CheeseFriesland Foods Cheese produziert eine Vielzahl von Käsesorten, die unter verschie-denen Markennamen in den Handel kommen. Vor kurzem errichtete das Unterneh-men in Bedum in den Niederlanden eine neue Käserei mit zwei Produktionslinien.
In der neuen Anlage setzt Friesland Foods Cheese in vielen Bereichen der Produk-tion Durchflussmesstechnik von Siemens ein – alles in allem 45 magnetisch-indukti-ve Durchflussmesser Sitrans FM und elf Coriolis-Massedurchflussmesser Sitrans FC.
Dabei überzeugten Friesland Foods Cheese die hohe Qualität der Durchfluss-messer und die guten Erfahrungen, die das Unternehmen mit diesen Systemen seitmittlerweile über zehn Jahren gesammelt hat. Das flexible Gerätekonzept und dieeinfache Inbetriebnahme und Instandhaltung der Geräte waren weitere wichtigePluspunkte.
Gute Erfahrungen und ein gutes Preis-Leistungs-Verhältnis waren bei derEntscheidung für Siemens ausschlaggebend
Alle
Fot
os: F
ries
lan
d Fo
ods

process news 3/2005
31
auch an bereits vorhandenen Pumpen nach-rüsten lassen. Darüber hinaus kann dasDiagnosesystem über Profibus DP oder PAleicht in vorhandene Einrichtungen oderin Leitsysteme integriert werden.
Genaue und verlässlicheMessergebnisse
Das System kann sogar die Funktionsfä-higkeit jedes einzelnen Pumpenventils se-lektiv ermitteln – und das bereits ab zweiProzent Leckage. Die Diagnoseeinrichtungerlaubt darüber hinaus die kontinuierliche,gleichzeitige und unabhängige Überwa-chung von bis zu vier Förderventilen einerPumpe. Vier weitere Universaleingänge ste-hen für externe Sensoren zur Überwachungweiterer wichtiger Verschleißteile oder Pro-zessgrößen zur Verfügung.
Ein wichtiger Aspekt für die Betreibervon Pumpen sind dabei vor allem die Zu-verlässigkeit und Aussagekraft der Über-wachung: Pumpe und Anlage haben eben-falls eine Geräuschkulisse, die bei der Sig-
nalauswertung der Körperschallsensorenstören kann. Daher fließt bei der Bewer-tung des Signals ein, dass sowohl bei geöff-netem Ventil als auch bei geschlossenemintaktem Ventil keine Kavitation auftrittund deshalb der gemessene Schallpegeldem Arbeitsgeräusch der Pumpe entspricht.Die zum Diagnosesystem passende Appli-kationssoftware blendet diesen Schallpe-gel und weitere Störgeräusche gezielt aus,so dass sich ein von Nebeneffekten freies,auswertbares Nutzsignal ergibt.
Kontinuierliche Überwachung
Mit der akustischen Diagnose können Ver-drängerpumpen jetzt zum ersten Malkontinuierlich überwacht werden. Dies er-möglicht eine zustandsbasierte präventiveInstandhaltung, mit der die Betriebssicher-heit und Verfügbarkeit der Pumpe – unddamit letzten Endes auch die Produktivitätder gesamten Anlage – deutlich gesteigertwerden kann. �
Mehr zum Thema:www.siemens.de/prozessinstrumentierungE-Mail: [email protected]
Sparsam, verschleißarm und sicher gemäß SIL 2:Sipart PS2Eine besonders interessante Applikation ist die Ver-wendung von Sipart PS2 zusammen mit einer exter-nen Stellungserfassung, die kontakt- und berüh-rungslos arbeitet. Der magnetische PositionssensorNCS (Non Contacting Position Sensor) besteht ausSensorschaltung und Permanentmagnet und gewähr-leistet eine präzise Linearweg- oder Drehwinkelerfas-sung. Der Magnet ist bei Linearantrieben zur Messungder Wegstrecke an der Spindel oder bei Schwenkan-trieben zur Messung des Drehwinkels an der Wellebefestigt. Die Positionserfassung arbeitet absolut verschleiß- und reibungsfrei, da keineKraft über Hebel, Rollen oder Gelenke übertragen werden muss.
In den elektropneumatischen Stellungsreglern Sipart PS2 kommen zudem pneumati-sche Piezoventile zum Einsatz, die Druckluft nahezu leistungslos schalten: Die pneumati-sche Hauptsteuerstufe leistet den Kraft- bzw. Energieaufwand für das Schalten des druck-behafteten Luftstroms, das heißt, die Druckluft leistet die eigentliche Schaltarbeit. Die Pie-zovorsteuerstufe triggert lediglich die Hauptschaltstufe und benötigt für das Auslösen desUmschaltvorgangs sehr wenig Energie. Durch den Einsatz der modernen Piezoventile ver-braucht der Stellungsregler im Vergleich zu herkömmlichen Reglern mit Düse und Prall-platte nur etwa zwei Prozent der Druckluftmenge – eine deutliche Einsparung.
Seit kurzem sind die elektropneumatischen Stellungsregler Sipart PS2 auch für sicher-heitsrelevante Anwendungen mit Anforderungen bis SIL 2 (Safety Integrity Level 2) zuge-lassen. Die SIL-Qualifizierung für die 4–20-mA-Versionen inklusive Hart-Kommunikationfür einfachwirkende Antriebe führte Siemens gemeinsam mit exida.com durch.
Wirtschaftlichkeit der akustischen Pumpendiagnose über die Zeit(Quelle: Feluwa Pumpen GmbH, Mürlenbach)
Ko
ste
n(I
nve
stit
ion
un
d In
stan
dh
altu
ng
)
Jahre0 5 10 15 20 25 30
500.000
400.000
300.000
200.000
100.000
mit Ventildiagnose
ohne Ventildiagnose
Siem
ens
AG
Einspar-potenzial

process news 3/2005
32Nahrungs- und Genussmittel
CASE STUDY
D er Prozess des Malzens ist vom Prin-zip her eigentlich ganz einfach: AlsErstes kommt das Weichen, bei dem
die Gerste zusammen mit Wasser in großenBehältern lagert, um einen kontrolliertenKeimprozess zu starten. Nach etwa zweiTagen beginnt dann das Keimen, bei demwichtige Enzyme freigesetzt werden unddie Gerste genau die bröckelige Konsistenzerhält, die für den späteren Brauprozesserforderlich ist. Dieser Prozess wird nachfünf bis sieben Tagen durch das Darren be-endet, ein gezieltes Trocknen, bei dem dieGerste innerhalb eines oder zwei weitererTage genau den Geschmack und die Fär-bung erhält, die für die jeweilige Biersortetypisch sind.
Erfolgreiche Zusammenarbeit mit Tradition
Die Herstellung von Malz ist heute nahezuvollständig automatisiert, um eine gleichbleibende Malzqualität sicherzustellen.Dennoch verlangen die einzelnen Prozesseviel Know-how von den Anlagenbauern undAutomatisierungslieferanten. Viking Maltist einer der größten Malzhersteller Euro-pas mit Mälzereien im finnischen Lahti, in
Söderham und Halmstad in Schweden so-wie in Panevezys in Litauen. Die Gesamt-kapazität liegt bei über 340.000 Tonnen proJahr. Die dabei eingesetzte technische Aus-stattung kommt von der Schmidt SeegerAG, Deutschland, einem bekannten Spezi-alisten für Mälzereianlagen und Silos fürGetreide und Saatgut. Die Automatisie-rungstechnik stammt von Siemens: DasProzessleitsystem Braumat bietet eine in-telligente Leitsystemlösung, die es Braue-reien und auch Mälzereien ermöglicht, ihrehochsensiblen Prozesse geschmacksicherzu steuern und vollautomatisch ablaufenzu lassen.
Nachdem Schmidt Seeger und Siemensbereits die erste Turmmälzerei von VikingMalt in Schweden installiert und über vieleJahre betreut hatten, war es für das Unter-nehmen nur logisch, auch für die geplantezweite Turmmälzerei in Halmstad/Schwe-den und bei der Errichtung einer neuenAnlage in Litauen auf das gute Zusammen-spiel mit den beiden bewährten Partnernzu setzen.
Der neue Fertigungskomplex in Pane-vezys/Litauen wurde am 26. August 2004wegen der überregionalen Bedeutung für
Litauens Wirtschaft in Anwesenheit deslitauischen Premierministers Algirdas Bra-zauskas und des litauischen Landwirt-schaftsministers Jeronimas Kraujelis feier-lich seiner Bestimmung übergeben. VikingMalt reagiert mit dieser Anlage auf den stei-genden Bedarf in den baltischen Ländernund angrenzenden Staaten und leistet einenentscheidenden Beitrag zur Stärkung derLandwirtschaft der Region, die als das besteAnbaugebiet des Landes gilt.
Zwei Bauweisen, ein System
Aufgrund der unterschiedlichen lokalenGegebenheiten sind die beiden Mälzereiennach verschiedenen Gesichtspunkten ge-baut worden. Die neue Mälzerei von VikingMalt in Litauen wurde in Flachbauweisegeplant und ist zunächst für eine Jahres-produktion von 60.000 Tonnen ausgelegt.Sie besteht aus einer Flachbett-Weichan-lage, drei Keimkästen und einer Darre,ergänzt durch 16 Gerste- und acht Malz-silos, sowie den peripheren Anlagen fürAnnahme, Trocknung und Reinigung desRohmaterials. Das gesamte System zeich-net sich technisch durch eine Vielzahl vonAntrieben für die Förderung, Umwälzung
Braumat in der Malzproduktion bei Viking Malt
GoldrichtigWasser, Hopfen und Malz sind bekanntlich alles, was in ein gutes Bier gehört.Was das Malz angeht, zählt Finnland zu den wirklich großen Lieferanten derBranche. Die gleich bleibende Malzqualität der Finnen ist auch das Ergebniseines speziell auf die Bierbranche abgestimmten Prozessleitsystems.

process news 3/2005
33
und Behandlung aus. Allein die Mälzereihat 200 Antriebe, im Bereich der Silos sindes sogar 600. Sie erfordern 1400 Steuer-signale, die über Profibus DP mit dem Pro-zessleitsystem ausgetauscht werden. Die54 Wenderantriebe im Keimkasten wurdenüber ET 200S-Direktstarter angebunden.
In Schweden wird dagegen ein so ge-nannter Malzturm eingesetzt, bei dem dieeinzelnen Teilprozesse übereinander an-geordnet sind. Er besteht aus zehn zylin-drokonischen Weichen, sechs Keimkästensowie drei Darren und erweitert die der-zeitige Jahresproduktion von 85.000 Ton-nen auf insgesamt 170.000 Tonnen. Seinmechanischer Aufbau erfordert rund 550Antriebe und folgt im Wesentlichen dem-selben Systemkonzept wie bei der Anlage inLitauen.
Genau nach Rezept
Mälzereien arbeiten nach ausgefeiltenRezepturen, mit denen unterschiedlicheMalzsorten mit ganz spezifischen Eigen-schaften hergestellt werden. Siemens rea-lisierte für die beiden neuen Mälzereienvon Viking Malt eine vollautomatische Re-zeptsteuerung. Das Ergebnis sind zwei
hochmoderne und wirtschaftlich produ-zierende Mälzereien, die sich durch weit-gehend vollautomatische Prozessabläufeauszeichnen und mit minimalem Perso-nalaufwand betrieben werden können.
Das Prozessleitsystem Braumat bietetsich dabei als eine geradezu ideale System-umgebung an. Es erlaubt nicht nur die ge-zielte Programmierung und Modifizierungvon Rezepten über eine grafische Benut-zeroberfläche, sondern unterstützt aucheine flexible Produktionsplanung mit vari-ablen Parametern und steuert vollautoma-tisch die einzelnen Batch-Prozesse. Dabeisind sämtliche Sensoren, Aktoren und An-triebe der Anlage direkt an das Steuerungs-system angebunden, so dass jederzeit allerelevanten Informationen zur Verfügungstehen und der laufende Mälzprozess vonder Entnahme der Gerste aus dem Silo biszur Einlagerung des fertigen Produktes un-eingeschränkt transparent ist.
Eine chargen- oder zeitbezogene Archi-vierung gewährleistet eine lückenlose Do-kumentation des gesamten Herstellungs-prozesses. Außerdem kann auf alle prozess-relevanten Daten und Abläufe zugegriffenwerden, so dass auch die zentrale Steue-
rung mehrerer gleichzeitiger Produktions-abläufe möglich ist.
Für Viking Malt war auch die Skalier-barkeit der von Siemens installierten Fer-tigungssteuerung ein wichtiger Aspekt.Bengt Ohlsson, Managing Director vonViking Malt, sagte anlässlich der Inbetrieb-nahme der Mälzerei in Litauen: „Mit diesertopmodernen Mälzerei haben wir einenweiteren Schritt auf dem Weg zu unseremZiel erreicht, uns zu einem zuverlässigenMalzlieferanten für unsere internationalenKunden zu entwickeln.“ Im Umfeld der Ver-anstaltung deutete das Unternehmen be-reits an, dass es die Kapazität der geradefertiggestellten Anlage in absehbarer Zeitverdoppeln möchte. �
Mehr zum Thema:www.siemens.de/malzRüdiger SeligE-Mail: [email protected] RuppE-Mail: [email protected]
Blick über die Dächer: Hier wird die Gerste für die Malzproduktion gelagert
Die neue Mälzerei im litauischen Panevezys
Siem
ens
AG
Siem
ens
AG

process news 3/2005
Mehr zum Thema:www.siemens.de/glaswww.profilit.comE-Mail: [email protected]
Unter Architekten ist Pilkington Pro-filit™seit langem ein Begriff für Fas-saden aus Glas. Profilit™ ist ein Profil-
glas-System, das im Pilkington-Werk Bau-glasindustrie in Schmelz im Saarland ineinem eigens dafür entwickelten Maschi-nenwalzverfahren hergestellt wird.
Im Rahmen einer Kaltreparatur hat Pil-kington die gesamte Produktion einer um-fangreichen Erneuerung unterzogen, umdann im April 2004 die neu aufgebauteSchmelzwanne wieder anzutempern und mitder Glaselementefertigung fortzufahren.
Auf dem Weg ins 21. Jahrhundert
Nach Aussage von Produktionsleiter Chris-toph Claesges vollzog die Profilglaspro-duktion mit dem technischen Upgrade derAnlage „einen Schritt in das 21. Jahrhun-dert, der den Marktanforderungen an daszukunftsorientierte Produkt PilkingtonProfilit™ angepasst ist.“ Einen wesentlichenBeitrag dazu leistete auch ein neues Leit-system für die Steuerung von Schmelz-wanne, Verformungsanlage, Öl-, Kompres-
sor- und Hydrostation. Pilkington ent-schied sich dabei für die Zusammenarbeitmit Siemens und das ProzessleitsystemSimatic PCS 7.
Das voll redundant ausgelegte Systemerlaubt die durchgängige Steuerung undÜberwachung des gesamten Prozesses voneiner Stelle aus. Es findet in vier System-schränken Platz und wird durch eine um-fangreiche Peripherie ergänzt, zu der unteranderem Komponenten wie Sipart-Regler,Siwarex-Waagen, Sitrans P-Druckmessum-former, Sitrans FR-Ringkolbenzähler undSimovert Masterdrives gehören.
Die gesamte Realisierung des Projekteslag in den Händen von Siemens. Sie reichtevon der Entwicklung der Stromlaufpläne biszur Verkabelung und von der Software-Pro-jektierung über die Parametrierung bis zurerfolgreichen Inbetriebnahme. Der Trans-port des Rohglases innerhalb der Verfor-mungsmaschine und im Kühlkanal wirdüber Simovert Masterdrives VC gesteuert, dieebenfalls nahtlos in PCS 7 integriert sind.
Routinierte Projektleitung
Pilkington zeigte sich äußerst zufrieden mitder routinierten Projektabwicklung durchdas Siemens-Team und konnte pünktlichzum vorgesehenen Termin und ohne ir-gendwelche Anlaufprobleme den Betriebaufnehmen. Für das Unternehmen sinddamit jetzt auch in technologischer Hin-sicht die Weichen für eine erfolgreiche Ver-marktung seines außergewöhnlichen Pro-duktes gestellt, das einst als reine Indus-triefassade begann und auf bestem Weg ist,sich zu einem kreativen Gestaltungsmittelmoderner Architektur zu entwickeln. �
Pilk
ingt
on
Simatic PCS7 automatisiert Profilglasproduktion bei Pilkington
Ab in die ZukunftDie ProfilitTM Profilgläser von Pilkington sind auf dem besten Weg, sich voneiner reinen Industrieanwendung zum designorientierten Gestaltungsmittel inder modernen Architektur zu verändern. Eine Entwicklung mit Zukunft, diekürzlich auch von einer grundlegenden Modernisierung der Prozessleittechnikunterstrichen wurde.
Pilk
ingt
on
34Profilglas
CASE STUDY

Veranstaltungen im Herbst
Auch im Herbst ist Siemens wieder auf zahlreichen interessantenVeranstaltungen rund um die aktuellen Themen in der Pharma-industrie vertreten:
ISA Expo 2005, 25. bis 27. Oktober, ChicagoKontakt: [email protected]
China-Pharm, 25. bis 28. Oktober, ShanghaiKontakt: [email protected]
Pharmaceutical Manufacturing 2005,31. Oktober bis 2. November, MiamiKontakt: [email protected]
Make2Pack Workgroup,15. November 2005, MailandKontakt: [email protected]
ISPE Annual Meeting,7. bis 10. November 2005, Scottsdale, ArizonaKontakt: [email protected]
www.siemens.de/pharma
infosinfosSie möchten mehr über Systeme und Lösungen für die Prozess-industrie von Siemens Automation and Drives erfahren? Dann be-suchen Sie doch unsere Online-Informationsplattform im Internet:
www.siemens.de/prozessautomatisierung
onlineonline
events
Unter der Adresse
www.siemens.de/processnewskönnen Sie alle bisherigen Ausgaben der process news und dasaktuelle Heft als PDF-Datei herunterladen, im Reference Centergezielt nach Artikeln zu bestimmten Themen, Technologien oderSystemen suchen.
events
35DIALOG
Impressum process news 3-05HerausgeberSiemens Aktiengesellschaft,Bereich Automation and Drives (A&D), Gleiwitzer Str. 555, 90475 Nürnberg
www.siemens.de/automation
Bereichsvorstand Helmut Gierse, Anton S. Huber, Alfred Ötsch
Presserechtliche VerantwortungPeter Miodek
Verantwortlich für den InhaltCornelia Dürrfeld
KonzeptionChristian Leifels
RedaktionCornelia Dürrfeld, Siemens AG, A&D SPSiemensallee 84, 76187 Karlsruhe,Tel.: (07 21) 5 95-25 91Fax: (07 21) 5 95-68 [email protected]
RedaktionsbeiratAlexandre Bouriant, Cristiana Cerrato, Michael Gilluck, Birgit Gottsauner, Walter Huber,Keiren Lake, Bernd Langhans, Bernd Lehmann,Silvana Rau, Rüdiger Selig, Roland Wieser,Wolfgang Wilcke
VerlagPublicis KommunikationsAgentur GmbH, GWACorporate Publishing ZeitschriftenPostfach 3240, 91050 ErlangenTel.: (0 91 31) 91 92-5 01Fax: (0 91 31) 91 92-5 94
Redaktion: Kerstin Purucker
Layout: Jürgen Streitenberger
C.v.D., Schlussredaktion:Irmgard Wagner
DTP: Doess, Nürnberg
Druck: Stürtz GmbH, Würzburg
process news erscheint vierteljährlich
Auflage: 21.000
Jobnummer: 002100 RPD53
© 2005 by Siemens Aktiengesellschaft München und Berlin. Alle Rechte vorbehalten.
Diese Ausgabe wurde auf Papier aus umwelt-freundlich chlorfrei gebleichtem Zellstoff gedruckt.
ISSN 1430-2284 (Print)
Die folgenden Produkte sind eingetragene Marken der Siemens AG:ET 200, OP270, ProTool, S7-400, SIMATIC,SIMATIC IT, SIMATIC iMap, SIMATIC Multi Panel,SIMOTION, SIMOVERT, SIPART, SITRANS,SIWAREX, STEP 7, TELEPERM, TOTALLYINTEGRATED AUTOMATION, TOTALLYINTEGRATED POWER, WinCC
Wenn Markenzeichen, Handelsnamen,technische Lösungen oder dergleichen nichtbesonders erwähnt sind, bedeutetet dies nicht,dass sie keinen Schutz genießen.
Die Informationen in diesem Magazin enthaltenlediglich allgemeine Beschreibungen bzw.Leistungsmerkmale, welche im konkretenAnwendungsfall nicht immer in derbeschriebenen Form zutreffen bzw. welche sichdurch Weiterentwicklung der Produkte ändernkönnen. Die gewünschten Leistungsmerkmalesind nur dann verbindlich, wenn sie beiVertragsschluss ausdrücklich vereinbartwerden.
IWI: TPOG
Bestellnummer: E20001-M6305-B100
pharma
Der direkte Weg zum perfekten Batch –PAT Services und Solutions
Qualität als integraler Bestandteil Ihres Produktionsprozesses? Mit
unserem multidisziplinären PAT-Angebot bereiten wir Ihnen den Weg.
Gemeinsam identifizieren wir Ihr Produktionspotenzial, entwickeln
Implementierungsstrategien für kontrollierte Produktqualität und Real
Time Product Release, und unterstützen Sie bei der Umsetzung.
Erreichen Sie mit PAT das Ziel eines schnellen, optimierten und kon-
trollierten Produktionsablaufs. Mehr Info: [email protected]
w w w . s i e m e n s . c o m / p h a r m a
KOMPETENZ