Prozessoptimierung durch Versuchsplanung (DOE) - jmp.com · 3 Prozessoptimierung durch...
22
TECHNISCHE EINFÜHRUNG Prozessoptimierung durch Versuchsplanung (DOE) Von Malcolm Moore, Robert Anderson und Phil Kay, SAS
Transcript of Prozessoptimierung durch Versuchsplanung (DOE) - jmp.com · 3 Prozessoptimierung durch...
TECHNISCHE EINFÜHRUNG
Prozessoptimierung durch Versuchsplanung (DOE)
Von Malcolm Moore, Robert Anderson und Phil Kay, SAS
Technische Einführung
Inhaltsverzeichnis
Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Wie kann ich die Versuchsplanung in meinem Unternehmen
einsetzen? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Hintergrundinformationen zur Versuchsplanung . . . . . . . . . . . . . . . . . 2
Einsatzbereich von DOE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Gründe für die Anwendung der statistischen Versuchsplanung . . . . 4
Formelle Abläufe der statistischen Versuchsplanung . . . . . . . . . . . . . 4
Herkömmliche Versuchsanordnung . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Mehrstufiger Lernprozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Datengesteuerte Versuchsplanung:
Integrieren von Beobachtungsdaten . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Fallstudie 1: Beschleunigte Einführung neuer Produkte
durch Entwicklung stabiler Prozesse für Produkte mit
komplizierter Fertigungstechnik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Fallstudie 2: Optimieren eines Produktionsprozesses
zur Steigerung des Durchsatzes und der Produktqualität . . . . . . . . 14
Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Fazit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19

1
Prozessoptimierung durch Versuchsplanung (DOE)
EinführungBenötigen Sie eine effiziente Methode, um festzustellen, welche Änderungen an einem Prozess die besten Resultate erzielen?
Hat sich Ihre Organisation so weiterentwickelt, dass Experimente mit jeweils nur einem Faktor nicht mehr ausreichen?
Sehen Sie sich aufgrund des Zeitdrucks häufig gezwungen, Fragen auszuklammern – und damit Ihrem Verständnis der tatsächlichen Faktoren für Stabilität, Wirksamkeit und Effizienz Grenzen aufzuerlegen?
Wenden Sie Ihre Zeit hauptsächlich für die Lösung von Problemen auf, sodass für die Arbeit an Innovationen und Prozessverbesserungen keine Zeit mehr bleibt?
Wenn Sie auf eine dieser Fragen mit „Ja“ geantwortet haben und über zu wenig Daten verfügen, mit denen Sie Ihre Fragen beantworten könnten, lesen Sie weiter . Sie werden erfahren, wie Sie mit den erstklassigen Funktionen der Versuchsplanung (DOE) in JMP Erkenntnisse für das schnelle und dauerhafte Beheben von Problemen gewinnen . So kann Ihre Organisation sofort Wettbewerbsvorteile realisieren und sich Innovationen und Wachstumszielen widmen . Wenn Sie bereits über ausreichende Daten verfügen, ist für Sie vielleicht auch die begleitende technische Einführung Verbesserung Ihrer Prozesse mit statistischer Modellierung interessant .
DOE ist die geeignete Methode zur Lösung eines Problems, wenn Sie noch nicht über die erforderlichen Daten verfügen . Sie haben möglicherweise Daten für einen anderen Zweck erfasst, sodass diese nicht unmittelbar relevant sind, oder es wurden mehrere Schlüsselvariablen gleichzeitig auf dieselbe Weise verändert . Es kann auch vorkommen, dass die Prozesse, die Sie untersuchen, so neu sind, dass noch nicht genügend Daten dazu zur Verfügung stehen . JMP-Anwender können in solchen Situationen mit DOE das preiswerteste Vorgehen für das Erfassen neuer, relevanter Daten ermitteln und diese analysieren .
Anhand praxisnaher Fallstudien können Sie bewährte Praktiken kennenlernen, mit denen Sie neue, kosteneffiziente Datenerfassungspläne definieren . Es werden die neuesten Funktionen der Versuchsplanung (Design of Experiments, DOE) verwendet, wichtige Variations muster in den resultierenden Daten statistisch modelliert und Sie können visuell mit diesen Modellen interagieren, um optimale und stabile Betriebsbedingungen zu ermitteln .
Wie kann ich die Versuchsplanung in meinem Unternehmen einsetzen?Unternehmen können die Wertschöpfung mit JMP für DOE auf verschiedene Arten realisieren . Ein Unternehmen war beispielsweise nicht in der Lage, die Herstellung neuer Produkte planbar zu skalieren und in den Produktionsprozess zu überführen . Dies führte zu Verzögerungen bei der Produkteinführung und mangelhafter Planbarkeit des Produktausstoßes, sobald die Produktion angelaufen war . Das Verfahren der Ingenieure des Unternehmens bestand darin, jeweils immer nur einen Faktor zu variieren (One Factor At a Time, OFAT), um Problemursachen zu erfassen und Problemlösungen zu versuchen . Die Mitarbeiter verfügten über kein DOE-Wissen und waren der Ansicht, dass sich der Aufwand nicht auszahlen würde, es zu lernen .
2
Technische Einführung
Um die Hemmschwelle zum Lernen und die Angst vor der Komplexität eines Einstiegs in Versuchsplanung zu reduzieren, wurde eine Anwendung entwickelt, die an die Fachterminologie und die Sprache der Techniker des Unternehmens angepasst war . Das Ingenieurteam konnte dadurch problemlos mit DOE beginnen . Jetzt ist es in der Lage, den Prozess gleich beim ersten Mal korrekt zu skalieren und zu übertragen . Die Produktionseinführung ist jetzt planbar und effizient . Die Ingenieurteams an vielen Standorten weltweit haben daher DOE übernommen .
Im Vergleich mit dem bisherigen Ansatz der Variation von jeweils nur einem Faktor optimiert und skaliert das Unternehmen jetzt seine Prozesse mit einer geringeren Anzahl von Experimenten und spart geschätzte drei Millionen US-Dollar pro Produktionsstandort pro Jahr allein durch die Kostensenkung bei der Versuchsplanung . Die schnellere und besser planbare Markteinführung bringt dem Unternehmen unschätzbare Vorteile .
Ein anderes Unternehmen wollte die Kapazität einer Produktionsanlage verdoppeln, um die zunehmende Nachfrage zu befriedigen . Die Ingenieure verfügten über keine detaillierten Kenntnisse der wichtigsten Prozessschritte, die aus einer großen Anzahl von möglicherweise wichtigen Variablen bestanden und den Durchsatz beeinflussen konnten . Außerdem hatten sie nur ein begrenztes Budget für die Versuchsplanung . Das Team verwendete zur Verringerung der Experimentierkosten ein definitives Screening-Design – eine innovative neue Versuchs-planung . Durch die statistische Modellierung der sich daraus ergebenden Daten wurde das Wissen gewonnen, mit dem die Produktionsrate ohne Kapitaleinsatz verdoppelt werden konnte . Sie lesen richtig – Produktion verdoppelt ohne Kapitaleinsatz! Durch den Einsatz des definitiven Screening-Designs konnten mehrere hunderttausend Dollar im Entwicklungsbudget eingespart werden und die Entwicklergruppe gewann intern an Glaubwürdigkeit .
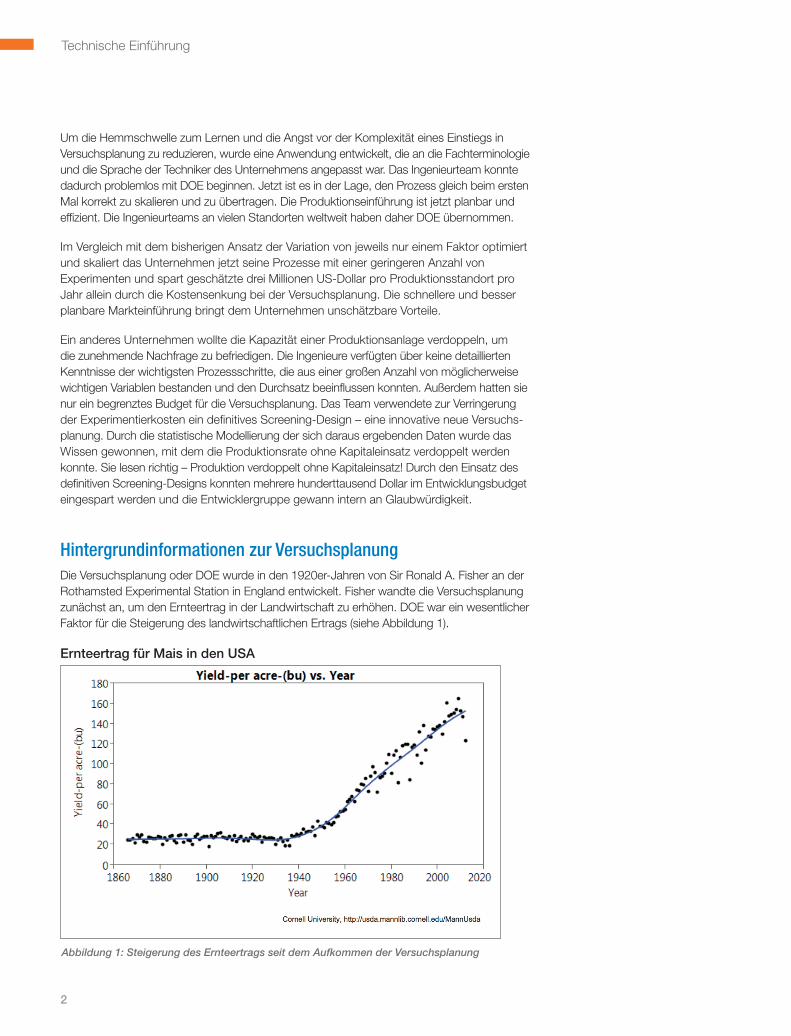
Hintergrundinformationen zur VersuchsplanungDie Versuchsplanung oder DOE wurde in den 1920er-Jahren von Sir Ronald A . Fisher an der Rothamsted Experimental Station in England entwickelt . Fisher wandte die Versuchsplanung zunächst an, um den Ernteertrag in der Landwirtschaft zu erhöhen . DOE war ein wesentlicher Faktor für die Steigerung des landwirtschaftlichen Ertrags (siehe Abbildung 1) .
Ernteertrag für Mais in den USA
Abbildung 1: Steigerung des Ernteertrags seit dem Aufkommen der Versuchsplanung
3
Prozessoptimierung durch Versuchsplanung (DOE)
Fisher führte vier DOE-Grundsätze ein:
1 . Faktorielles Prinzip – Es werden alle Faktoren mithilfe eines Faktorenrasters gleichzeitig variiert und nicht nur jeweils ein Faktor .
2 . Randomisierung – Das Randomisieren der Reihenfolge der einzelnen Versuchsdurchgänge im Faktorenraster erfolgt, um Verzerrungen durch verborgene (nicht identifizierte) Variablen zu vermeiden .
3 . Blockung – Damit wird das Rauschen durch bekannte Störvariablen unterdrückt .
4 . Replikation – Damit soll ein mögliches Überlagern experimenteller Faktoren aufgrund der (nicht vorhersehbaren) Variation durch Rauschen reduziert werden .
Die DOE-Methode wurde in den folgenden Jahrzehnten verbessert und erweitert:
• In den 1930er-Jahren vereinfachte Frank Yates die Analyse der Versuchsplanungsdaten durch Einführung des Yates-Algorithmus . Seither werden viele Versuchsplanungen noch auf einer Skala von -1 bis +1 codiert .
• In den 1940er-Jahren führte DJ Finney das teilfaktorielle Design ein, mit dem viele Faktoren zur Hälfte oder einem Viertel der Kosten des faktoriellen Designs nach Fisher untersucht werden konnten .
• In den 1950er-Jahren führten George Box und andere die statistische Versuchsplanung in der Chemie und in der industriellen Fertigung ein .
• Seitdem brachte jedes Jahrzehnt Verbesserungen der DOE-Methode . In den vergangenen Jahren wurde das definitive Screening-Design von Brad Jones bei SAS und Chris Nachtsheim von der University of Minnesota erfunden .
DOE-Methoden werden jetzt im Design, in der Entwicklung, beim Skalieren, in der Fertigung und im Bereich des „Quality by Design“ (QbD) angewendet, um sicherzustellen, dass wichtige Fragen vorhersehbar und kosteneffizient beantwortet werden können .
Einsatzbereich von DOEDie statistische Versuchsplanung kann immer dann eingesetzt werden, wenn technische oder geschäftliche Probleme gelöst werden müssen und nicht genügend Daten vorhanden sind, um die Fragen zu beantworten, insbesondere in folgenden Fällen:
• Sie haben mehr Probleme als verfügbare Zeit .
• Die Zeit zur Lösung der Probleme ist nicht vorhersehbar oder Sie stellen fest, dass Sie immer wieder eine große Anzahl von Lernzyklen wiederholen oder durchführen .
• Sie haben das Gefühl, dass Sie immer wieder Umwege gehen und Entscheidungen aufgrund von unvollständigen Informationen treffen müssen .
• Produkte und Prozesse werden mit eingeschränktem Verständnis Ihrer Arbeitsweise definiert oder übertragen .
• Sie werden häufig in einem Teufelskreis gefangen, in dem die Behebung von Problemen der bereits vorhandenen Produkte und Prozesse so viel Zeit in Anspruch nimmt, dass kaum mehr Zeit für Innovation und neue Prozesse oder Produktentwicklungen bleibt .
In diesen Fällen können Sie, wenn Sie die Möglichkeit haben, neue Daten durch aktive Eingriffe zu sammeln, mit der statistischen Versuchsplanung die Daten definieren, die gesammelt werden müssen . Durch die Analyse der dabei erfassten Daten können Sie Ihre Fragen effizient und aussagekräftig beantworten .
4
Technische Einführung
Gründe für die Anwendung der statistischen VersuchsplanungDie Versuchsplanung unterstützt Sie bei der Optimierung von Produkten und Prozessen auf vorhersehbare und zeitsparende Weise . Sie werden dadurch in die Lage versetzt, bessere, fundiertere Entscheidungen zu treffen und den Entscheidungsprozess planbar zu machen . Dadurch reduzieren Sie wiederum die Risiken für Ihr Unternehmen .
Sie werden in die Lage versetzt, Produkte und Prozesse mit spezifischeren Vorgaben zu entwickeln . Aus diesen Gründen sinkt der Bedarf für Verbesserungen oder Notkorrekturen bei Produkten oder Prozessen während der Produktion . Dadurch erhalten Sie mehr Spielraum für Forschung und Entwicklung, Innovationen, neue Produkte und Prozessentwicklung .
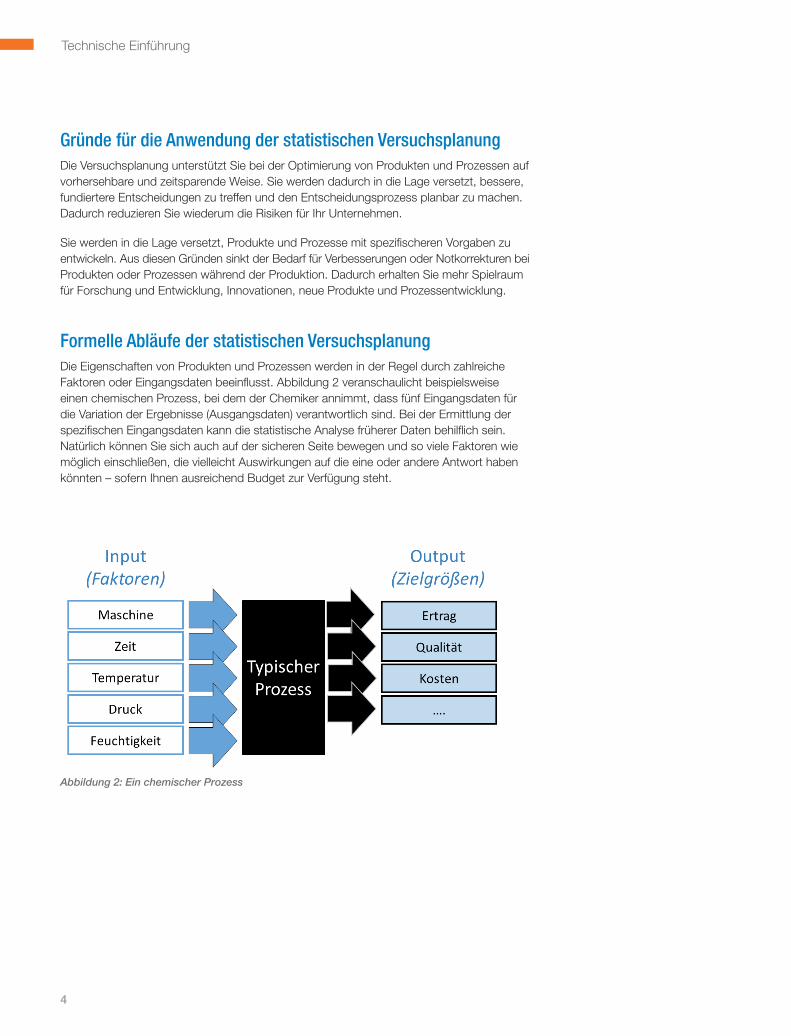
Formelle Abläufe der statistischen VersuchsplanungDie Eigenschaften von Produkten und Prozessen werden in der Regel durch zahlreiche Faktoren oder Eingangsdaten beeinflusst . Abbildung 2 veranschaulicht beispielsweise einen chemischen Prozess, bei dem der Chemiker annimmt, dass fünf Eingangsdaten für die Variation der Ergebnisse (Ausgangsdaten) verantwortlich sind . Bei der Ermittlung der spezifischen Eingangsdaten kann die statistische Analyse früherer Daten behilflich sein . Natürlich können Sie sich auch auf der sicheren Seite bewegen und so viele Faktoren wie möglich einschließen, die vielleicht Auswirkungen auf die eine oder andere Antwort haben könnten – sofern Ihnen ausreichend Budget zur Verfügung steht .
Abbildung 2: Ein chemischer Prozess
5
Prozessoptimierung durch Versuchsplanung (DOE)
Herkömmliche VersuchsanordnungEin gängiges Verfahren in der Wissenschaft und Technik besteht darin, bei einem Experiment immer nur einen Faktor zu verändern (OFAT) . Der OFAT-Ansatz wird mit nur zwei Faktoren (Temperatur und Zeit) in Abbildung 2 veranschaulicht, um ihre Auswirkungen auf eines der Ergebnisse (Ertrag) zu untersuchen . Frühere Erkenntnisse haben gezeigt, dass die Untersuchung der Temperatur am besten in einem Bereich von 500-550 °C erfolgt und die Zeit im Bereich 500-1300 Minuten variiert wird .
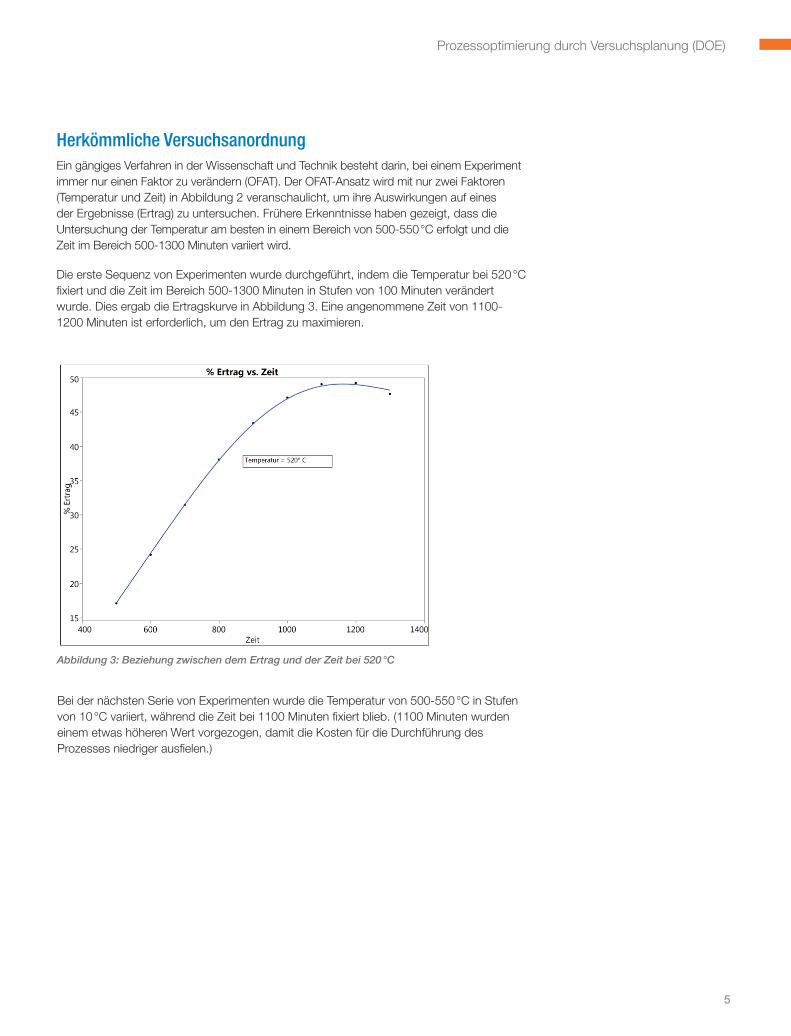
Die erste Sequenz von Experimenten wurde durchgeführt, indem die Temperatur bei 520 °C fixiert und die Zeit im Bereich 500-1300 Minuten in Stufen von 100 Minuten verändert wurde . Dies ergab die Ertragskurve in Abbildung 3 . Eine angenommene Zeit von 1100-1200 Minuten ist erforderlich, um den Ertrag zu maximieren .
Abbildung 3: Beziehung zwischen dem Ertrag und der Zeit bei 520 °C
Bei der nächsten Serie von Experimenten wurde die Temperatur von 500-550 °C in Stufen von 10 °C variiert, während die Zeit bei 1100 Minuten fixiert blieb . (1100 Minuten wurden einem etwas höheren Wert vorgezogen, damit die Kosten für die Durchführung des Prozesses niedriger ausfielen .)
6
Technische Einführung
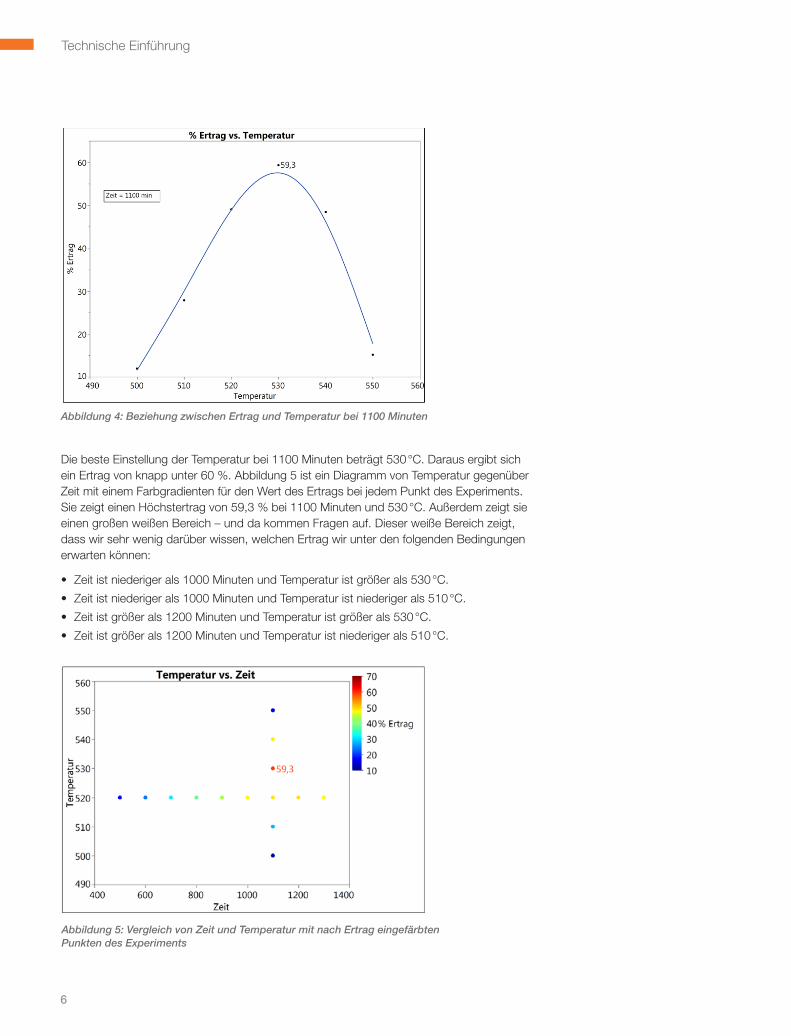
Die beste Einstellung der Temperatur bei 1100 Minuten beträgt 530 °C . Daraus ergibt sich ein Ertrag von knapp unter 60 % . Abbildung 5 ist ein Diagramm von Temperatur gegenüber Zeit mit einem Farbgradienten für den Wert des Ertrags bei jedem Punkt des Experiments . Sie zeigt einen Höchstertrag von 59,3 % bei 1100 Minuten und 530 °C . Außerdem zeigt sie einen großen weißen Bereich – und da kommen Fragen auf . Dieser weiße Bereich zeigt, dass wir sehr wenig darüber wissen, welchen Ertrag wir unter den folgenden Bedingungen erwarten können:
• Zeit ist niederiger als 1000 Minuten und Temperatur ist größer als 530 °C .
• Zeit ist niederiger als 1000 Minuten und Temperatur ist niederiger als 510 °C .
• Zeit ist größer als 1200 Minuten und Temperatur ist größer als 530 °C .
• Zeit ist größer als 1200 Minuten und Temperatur ist niederiger als 510 °C .
Abbildung 4: Beziehung zwischen Ertrag und Temperatur bei 1100 Minuten
Abbildung 5: Vergleich von Zeit und Temperatur mit nach Ertrag eingefärbten Punkten des Experiments
7
Prozessoptimierung durch Versuchsplanung (DOE)
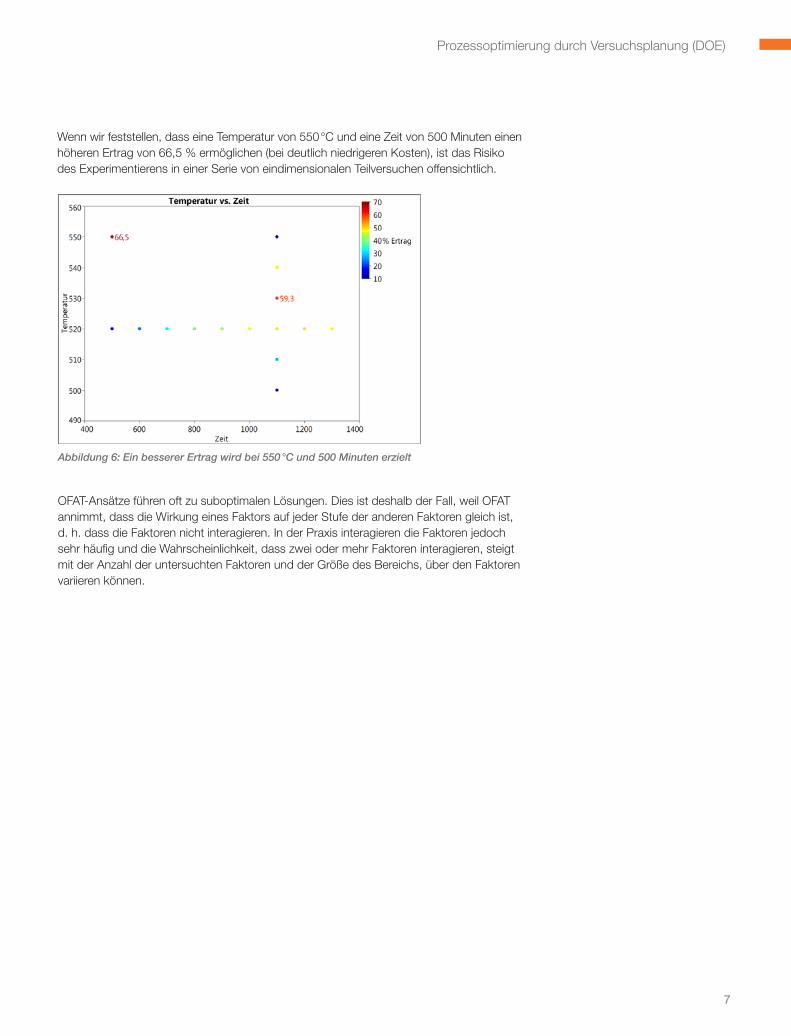
Wenn wir feststellen, dass eine Temperatur von 550 °C und eine Zeit von 500 Minuten einen höheren Ertrag von 66,5 % ermöglichen (bei deutlich niedrigeren Kosten), ist das Risiko des Experimentierens in einer Serie von eindimensionalen Teilversuchen offensichtlich .
OFAT-Ansätze führen oft zu suboptimalen Lösungen . Dies ist deshalb der Fall, weil OFAT annimmt, dass die Wirkung eines Faktors auf jeder Stufe der anderen Faktoren gleich ist, d . h . dass die Faktoren nicht interagieren . In der Praxis interagieren die Faktoren jedoch sehr häufig und die Wahrscheinlichkeit, dass zwei oder mehr Faktoren interagieren, steigt mit der Anzahl der untersuchten Faktoren und der Größe des Bereichs, über den Faktoren variieren können .
Abbildung 6: Ein besserer Ertrag wird bei 550 °C und 500 Minuten erzielt
8
Technische Einführung
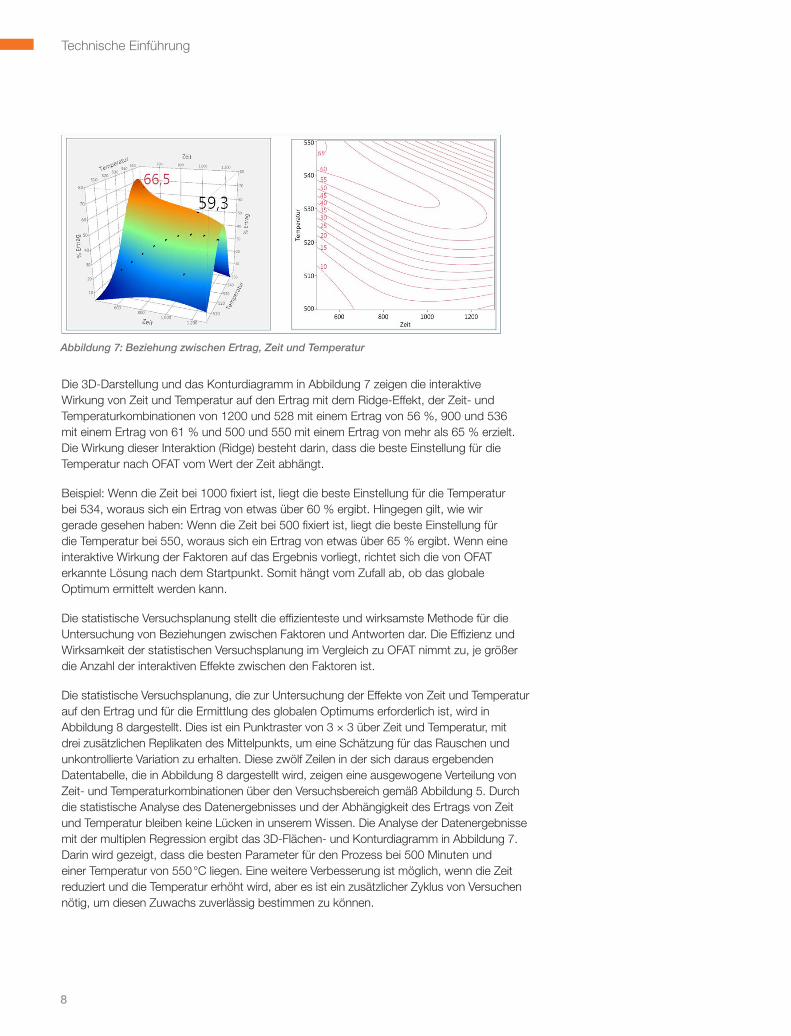
Die 3D-Darstellung und das Konturdiagramm in Abbildung 7 zeigen die interaktive Wirkung von Zeit und Temperatur auf den Ertrag mit dem Ridge-Effekt, der Zeit- und Temperaturkombinationen von 1200 und 528 mit einem Ertrag von 56 %, 900 und 536 mit einem Ertrag von 61 % und 500 und 550 mit einem Ertrag von mehr als 65 % erzielt . Die Wirkung dieser Interaktion (Ridge) besteht darin, dass die beste Einstellung für die Temperatur nach OFAT vom Wert der Zeit abhängt .
Beispiel: Wenn die Zeit bei 1000 fixiert ist, liegt die beste Einstellung für die Temperatur bei 534, woraus sich ein Ertrag von etwas über 60 % ergibt . Hingegen gilt, wie wir gerade gesehen haben: Wenn die Zeit bei 500 fixiert ist, liegt die beste Einstellung für die Temperatur bei 550, woraus sich ein Ertrag von etwas über 65 % ergibt . Wenn eine interaktive Wirkung der Faktoren auf das Ergebnis vorliegt, richtet sich die von OFAT erkannte Lösung nach dem Startpunkt . Somit hängt vom Zufall ab, ob das globale Optimum ermittelt werden kann .
Die statistische Versuchsplanung stellt die effizienteste und wirksamste Methode für die Untersuchung von Beziehungen zwischen Faktoren und Antworten dar . Die Effizienz und Wirksamkeit der statistischen Versuchsplanung im Vergleich zu OFAT nimmt zu, je größer die Anzahl der interaktiven Effekte zwischen den Faktoren ist .
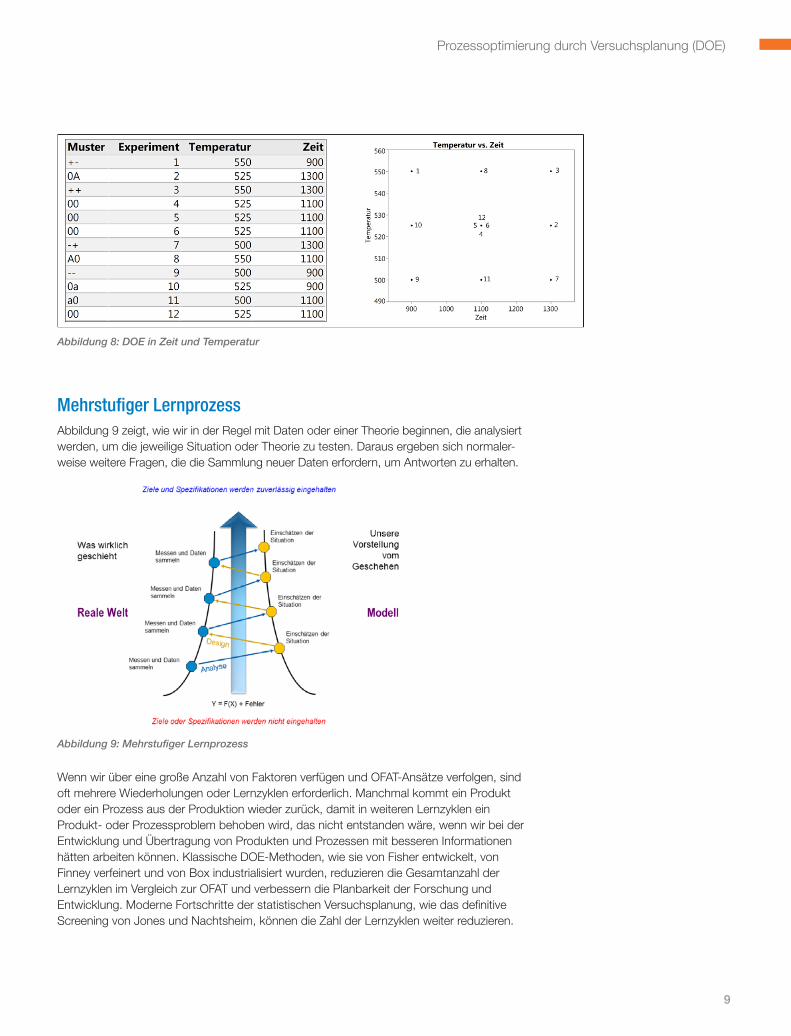
Die statistische Versuchsplanung, die zur Untersuchung der Effekte von Zeit und Temperatur auf den Ertrag und für die Ermittlung des globalen Optimums erforderlich ist, wird in Abbildung 8 dargestellt . Dies ist ein Punktraster von 3 × 3 über Zeit und Temperatur, mit drei zusätzlichen Replikaten des Mittelpunkts, um eine Schätzung für das Rauschen und unkontrollierte Variation zu erhalten . Diese zwölf Zeilen in der sich daraus ergebenden Datentabelle, die in Abbildung 8 dargestellt wird, zeigen eine ausgewogene Verteilung von Zeit- und Temperatur kombinationen über den Versuchsbereich gemäß Abbildung 5 . Durch die statistische Analyse des Datenergebnisses und der Abhängigkeit des Ertrags von Zeit und Temperatur bleiben keine Lücken in unserem Wissen . Die Analyse der Datenergebnisse mit der multiplen Regression ergibt das 3D-Flächen- und Kontur diagramm in Abbildung 7 . Darin wird gezeigt, dass die besten Parameter für den Prozess bei 500 Minuten und einer Temperatur von 550 °C liegen . Eine weitere Verbesserung ist möglich, wenn die Zeit reduziert und die Temperatur erhöht wird, aber es ist ein zusätzlicher Zyklus von Versuchen nötig, um diesen Zuwachs zuverlässig bestimmen zu können .
Abbildung 7: Beziehung zwischen Ertrag, Zeit und Temperatur
9
Prozessoptimierung durch Versuchsplanung (DOE)
Mehrstufiger LernprozessAbbildung 9 zeigt, wie wir in der Regel mit Daten oder einer Theorie beginnen, die analysiert werden, um die jeweilige Situation oder Theorie zu testen . Daraus ergeben sich normaler-weise weitere Fragen, die die Sammlung neuer Daten erfordern, um Antworten zu erhalten .
Abbildung 8: DOE in Zeit und Temperatur
Abbildung 9: Mehrstufiger Lernprozess
Wenn wir über eine große Anzahl von Faktoren verfügen und OFAT-Ansätze verfolgen, sind oft mehrere Wiederholungen oder Lernzyklen erforderlich . Manchmal kommt ein Produkt oder ein Prozess aus der Produktion wieder zurück, damit in weiteren Lernzyklen ein Produkt- oder Prozessproblem behoben wird, das nicht entstanden wäre, wenn wir bei der Entwicklung und Übertragung von Produkten und Prozessen mit besseren Informationen hätten arbeiten können . Klassische DOE-Methoden, wie sie von Fisher entwickelt, von Finney verfeinert und von Box industrialisiert wurden, reduzieren die Gesamtanzahl der Lernzyklen im Vergleich zur OFAT und verbessern die Planbarkeit der Forschung und Entwicklung . Moderne Fortschritte der statistischen Versuchsplanung, wie das definitive Screening von Jones und Nachtsheim, können die Zahl der Lernzyklen weiter reduzieren .
10
Technische Einführung
Durch die Extraktion zusätzlicher Informationen aus einer geringeren Anzahl von Lernzyklen mit planbarer Verlässlichkeit stellt JMP die Informationen bereit, die Sie für eine richtige Entscheidung benötigen . Außerdem wird damit besser planbar, wie diese Entscheidungen mit begrenztem Budget oder Zeitaufwand erreicht werden können .
Datengesteuerte Versuchsplanung: Integrieren von BeobachtungsdatenAbbildung 9 zeigt, dass das Lernen stufenweise erfolgt Am Beginn des DOE-Lernprozesses verfügen Sie vielleicht über bestehende Daten . In diesem Fall kann die statistische Modellierung dieser Daten das Design der nächsten Versuchsplanung unterstützen . Insbesondere kann die Analyse vorheriger Daten für die Entscheidung herangezogen werden, welche Faktoren in Ihre Versuchsplanung einbezogen werden und wie groß deren Varianzbereich ist .
Bestehende Daten sind möglicherweise unstrukturiert . Damit wird die Extraktion von Informationen über Faktoren und Faktorenbereiche schwierig . Das Problem bei unstrukturierten Daten kann beispielsweise sein, dass die Faktoren miteinander in Beziehung stehen (beispielsweise führt eine Zunahme eines X-Werts zu einer Zunahme oder Abnahme eines anderen X-Werts), dass einige der Datenzellen fehlerhaft aufgezeichnet wurden oder dass andere Zellen leer sind bzw . ganz fehlen . Mit JMP Statistical Discovery können Sie sicherstellen, dass Sie aussagekräftige Informationen aus unstrukturierten Daten extrahieren können, um die potenziellen Faktoren und Faktorenbereiche zu ermitteln . Im Zusammenwirken mit modernen DOE-Methoden reduzieren wir die Zeit, den Aufwand und die Kosten für die Lernphase .
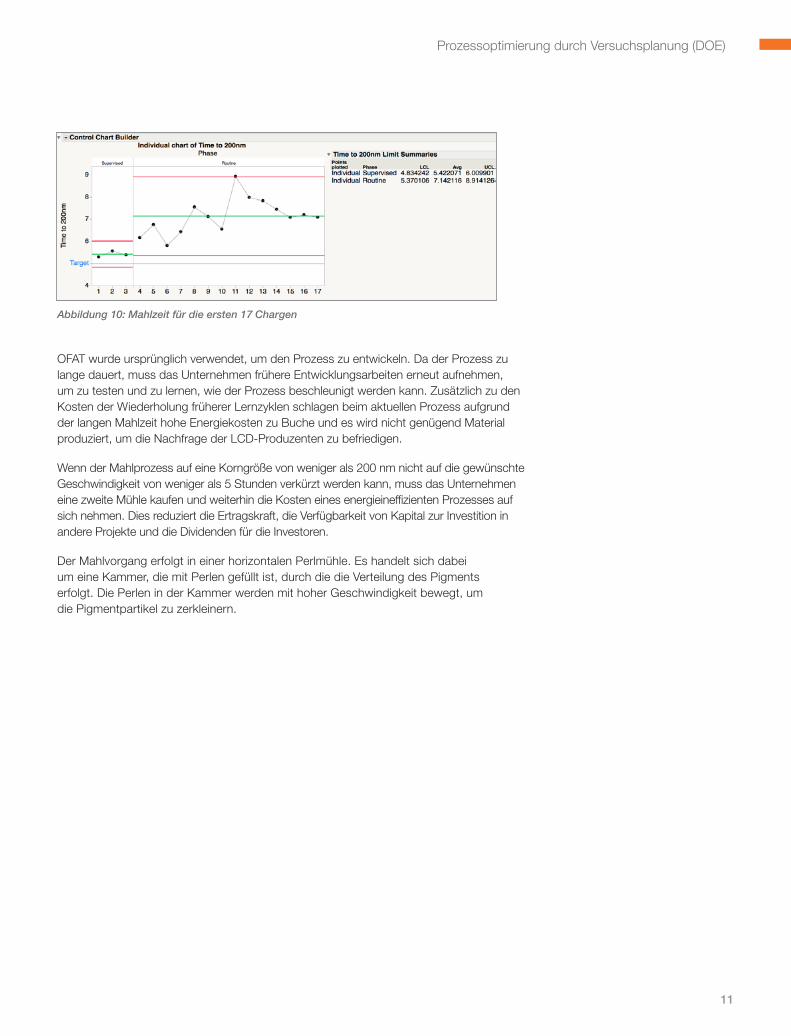
Fallstudie 1: Beschleunigte Einführung neuer Produkte durch Entwicklung stabiler Prozesse für Produkte mit komplizierter FertigungstechnikEin Anbieter von Spezialchemikalien, der Pigmente für Hersteller von LCD-Displays liefert, hat Schwierigkeiten, genügend Pigmente nach vorgegebenen Spezifikationen für eine ausreichende Versorgung seiner Abnehmer zu liefern . Um gestochen scharfe Displays herzustellen, müssen die Pigmentpartikel auf weniger als 200 nm zerkleinert werden . Die dafür erforderliche Zeit ist extrem variabel . Die Phase des Mahlens ist energieaufwendig und stellt einen Engpass dar . Die lange Zeit für das Zerkleinern führt zu übertriebenen Energiekosten und beeinträchtigt den Durchsatz . Das Unternehmen benötigt einen schnelleren Prozess oder zusätzliche Mühlen, die zusätzlich zu den bereits vorhandenen Anlagen laufen .
Abbildung 10 zeigt einen Aufwärtstrend für die Mahlzeit auf weniger als 200 nm für zuletzt verarbeitete Produktionschargen von Pigmenten . Um die Kapitalkosten für das Aufstellen zusätzlicher Mühlen zu vermeiden, muss es gelingen, die Mahlzeit auf unter 5 Stunden zu drücken . Dies stellt eine Herausforderung dar, weil dies bei vorherigen Chargen niemals erreicht werden konnte .
11
Prozessoptimierung durch Versuchsplanung (DOE)
OFAT wurde ursprünglich verwendet, um den Prozess zu entwickeln . Da der Prozess zu lange dauert, muss das Unternehmen frühere Entwicklungsarbeiten erneut aufnehmen, um zu testen und zu lernen, wie der Prozess beschleunigt werden kann . Zusätzlich zu den Kosten der Wiederholung früherer Lernzyklen schlagen beim aktuellen Prozess aufgrund der langen Mahlzeit hohe Energiekosten zu Buche und es wird nicht genügend Material produziert, um die Nachfrage der LCD-Produzenten zu befriedigen .
Wenn der Mahlprozess auf eine Korngröße von weniger als 200 nm nicht auf die gewünschte Geschwindigkeit von weniger als 5 Stunden verkürzt werden kann, muss das Unternehmen eine zweite Mühle kaufen und weiterhin die Kosten eines energieineffizienten Prozesses auf sich nehmen . Dies reduziert die Ertragskraft, die Verfügbarkeit von Kapital zur Investition in andere Projekte und die Dividenden für die Investoren .
Der Mahlvorgang erfolgt in einer horizontalen Perlmühle . Es handelt sich dabei um eine Kammer, die mit Perlen gefüllt ist, durch die die Verteilung des Pigments erfolgt . Die Perlen in der Kammer werden mit hoher Geschwindigkeit bewegt, um die Pigmentpartikel zu zerkleinern .
Abbildung 10: Mahlzeit für die ersten 17 Chargen
12
Technische Einführung
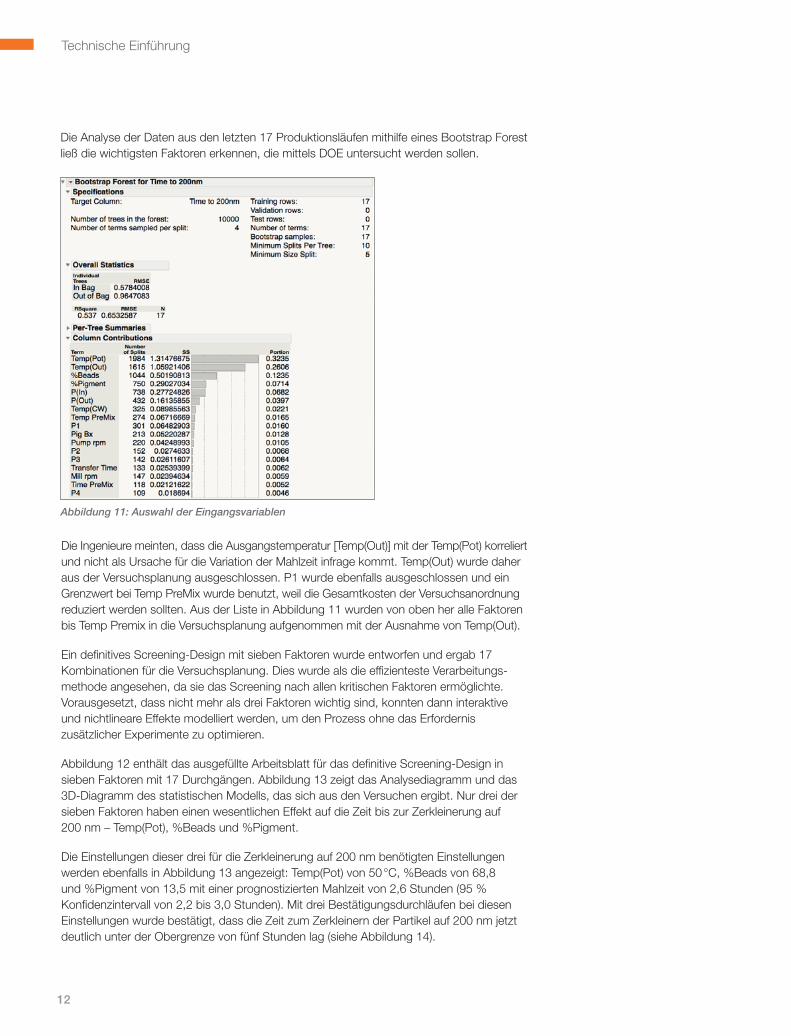
Abbildung 11: Auswahl der Eingangsvariablen
Die Analyse der Daten aus den letzten 17 Produktionsläufen mithilfe eines Bootstrap Forest ließ die wichtigsten Faktoren erkennen, die mittels DOE untersucht werden sollen .
Die Ingenieure meinten, dass die Ausgangstemperatur [Temp(Out)] mit der Temp(Pot) korreliert und nicht als Ursache für die Variation der Mahlzeit infrage kommt . Temp(Out) wurde daher aus der Versuchsplanung ausgeschlossen . P1 wurde ebenfalls aus geschlossen und ein Grenzwert bei Temp PreMix wurde benutzt, weil die Gesamtkosten der Versuchs anordnung reduziert werden sollten . Aus der Liste in Abbildung 11 wurden von oben her alle Faktoren bis Temp Premix in die Versuchsplanung aufgenommen mit der Ausnahme von Temp(Out) .
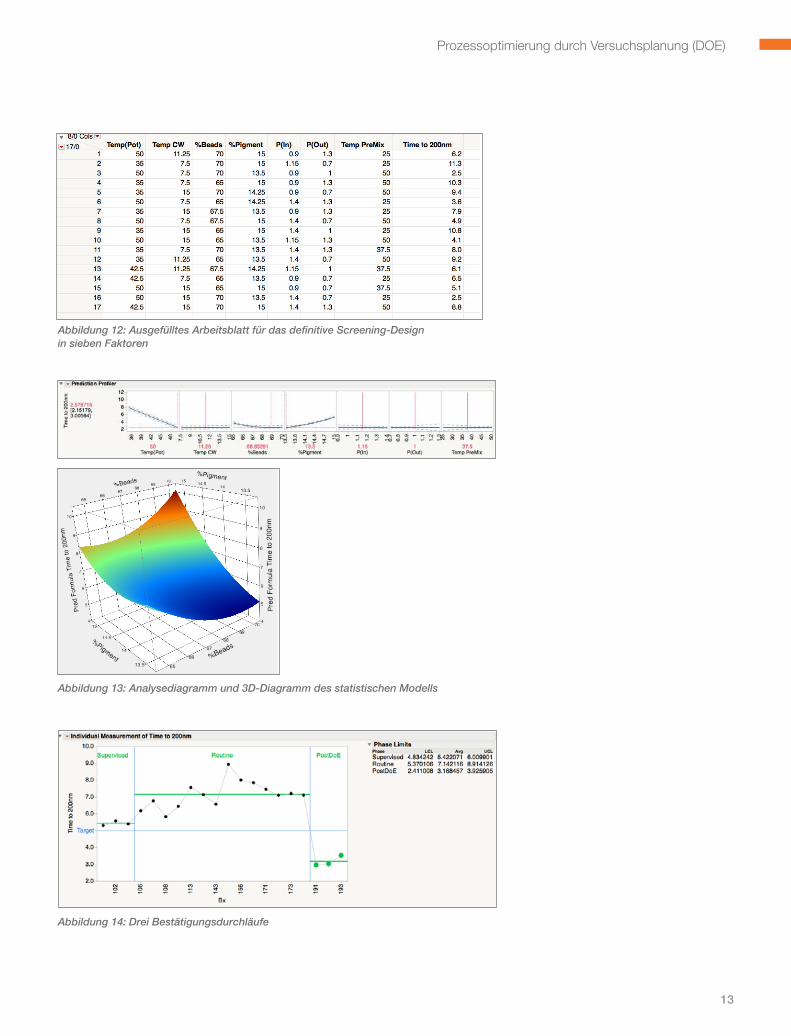
Ein definitives Screening-Design mit sieben Faktoren wurde entworfen und ergab 17 Kombinationen für die Versuchsplanung . Dies wurde als die effizienteste Verarbeitungs-methode angesehen, da sie das Screening nach allen kritischen Faktoren ermöglichte . Vorausgesetzt, dass nicht mehr als drei Faktoren wichtig sind, konnten dann interaktive und nichtlineare Effekte modelliert werden, um den Prozess ohne das Erfordernis zusätzlicher Experimente zu optimieren .
Abbildung 12 enthält das ausgefüllte Arbeitsblatt für das definitive Screening-Design in sieben Faktoren mit 17 Durchgängen . Abbildung 13 zeigt das Analysediagramm und das 3D-Diagramm des statistischen Modells, das sich aus den Versuchen ergibt . Nur drei der sieben Faktoren haben einen wesentlichen Effekt auf die Zeit bis zur Zerkleinerung auf 200 nm – Temp(Pot), %Beads und %Pigment .
Die Einstellungen dieser drei für die Zerkleinerung auf 200 nm benötigten Einstellungen werden ebenfalls in Abbildung 13 angezeigt: Temp(Pot) von 50 °C, %Beads von 68,8 und %Pigment von 13,5 mit einer prognostizierten Mahlzeit von 2,6 Stunden (95 % Konfidenzintervall von 2,2 bis 3,0 Stunden) . Mit drei Bestätigungsdurchläufen bei diesen Einstellungen wurde bestätigt, dass die Zeit zum Zerkleinern der Partikel auf 200 nm jetzt deutlich unter der Obergrenze von fünf Stunden lag (siehe Abbildung 14) .
13
Prozessoptimierung durch Versuchsplanung (DOE)
Abbildung 13: Analysediagramm und 3D-Diagramm des statistischen Modells
Abbildung 12: Ausgefülltes Arbeitsblatt für das definitive Screening-Design in sieben Faktoren
Abbildung 14: Drei Bestätigungsdurchläufe

14
Technische Einführung
Zusammenfassung
Das Data Mining der gesammelten Daten ergab die Variablen, die als Eingangsdaten für ein definitives Screening-Design verwendet wurden, aus dem ein effizienter Plan für die Versuchsdurchführung entstand . Die statistische Modellierung der sich daraus ergebenden Daten führte zur Entwicklung einer dauerhaften Lösung . Das Problem wurde schnell gelöst, sparte Hunderttausende von Dollar an Investitionsbudget ein und erweiterte die Glaubwürdigkeit des Standorts als ein Ort für kostengünstige Fertigung mit hoher Wertschöpfung .
Fallstudie 2: Optimieren eines Produktionsprozesses zur Steigerung des Durchsatzes und der ProduktqualitätEin Hersteller von Halbleitern stieß auf Probleme bei der Verarbeitung mit dem temperatur-kontrollierten, chemischen Niederdruck-Beschichtungsverfahren (LPCVD) in einer Ofenröhre, um eine neue Produktspezifikation umzusetzen . Das Unternehmen verarbeitet vier Chargen von Wafern, jeweils mit 24 Wafern bei jedem Maschinendurchgang .
Während des Verfahrens wird eine neue Schicht Siliziumnitrid auf jede Wafer aufgetragen . Die Beschichtung soll dabei eine einheitliche Dicke aufweisen und einen einheitlichen Brechungsindex erhalten . Für den Prozess wird die Ofenröhre geheizt und Gas fließt von einem Ende der Röhre zum anderen . Dabei strömt es über die Wafer und zwischen ihnen durch . Das Verfahren besteht aus einer Rezeptur, die den Heizwert, die Temperatur, den Gasstrom und den Druck steuert .
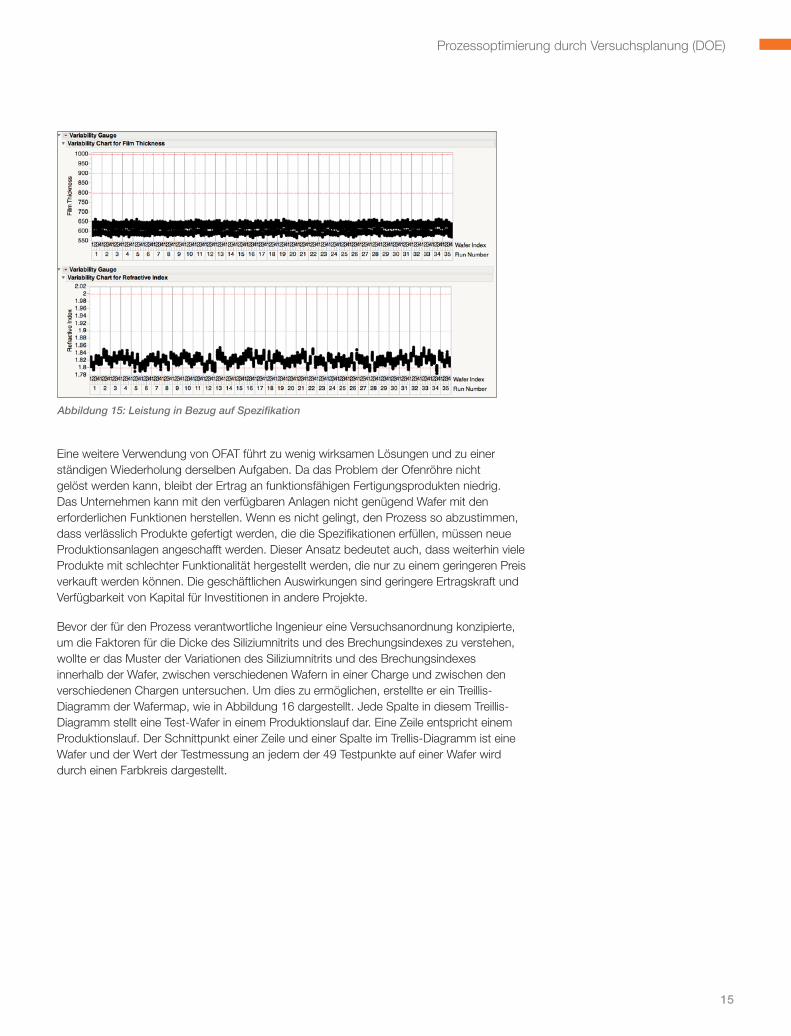
Der Prozess wird mit vier Test-Wafern überwacht, einer für jeden Durchgang des Prozesses . Jede Test-Wafer hat 49 Messstellen innerhalb der Wafer . Abbildung 15 zeigt ein Diagramm der Beschichtungsdicke und des Brechungsindexes für jede Test-Wafer . Die X-Achse kennzeichnet die Produktionslauf-ID und die Test-Wafer-ID innerhalb des Produktionslaufs . Die Y-Achse enthält den Wert der Beschichtungsdicke oder des Brechungsindexes für jede der 49 Messstellen innerhalb jeder Test-Wafer . Jedes Diagramm zeigt auch die Grenz- und Zielwerte der Spezifikation .
Das Hauptproblem mit der Dicke der Beschichtung besteht darin, dass sie nicht innerhalb der Toleranzen der Spezifikation liegt, sodass die Wafer die Spezifikation nicht einhalten . Es gibt nur geringe Abweichungen unter den Wafern und geringe Variationen (in Bezug auf die Toleranzen der Spezifikation) innerhalb der Wafer . Der Brechungsindex liegt auch nicht innerhalb der Toleranzen der Spezifikation . Es kommt zu Variationen zwischen den Wafern und niedrigen Variationen innerhalb der Wafer (in Bezug auf die Toleranzen der Spezifikation) . Die OFAT-Ansätze zur Verbesserung der Situation konnten keine wesentlichen Verbesserungen erreichen .
15
Prozessoptimierung durch Versuchsplanung (DOE)
Abbildung 15: Leistung in Bezug auf Spezifikation
Eine weitere Verwendung von OFAT führt zu wenig wirksamen Lösungen und zu einer ständigen Wiederholung derselben Aufgaben . Da das Problem der Ofenröhre nicht gelöst werden kann, bleibt der Ertrag an funktionsfähigen Fertigungsprodukten niedrig . Das Unternehmen kann mit den verfügbaren Anlagen nicht genügend Wafer mit den erforderlichen Funktionen herstellen . Wenn es nicht gelingt, den Prozess so abzustimmen, dass verlässlich Produkte gefertigt werden, die die Spezifikationen erfüllen, müssen neue Produktionsanlagen angeschafft werden . Dieser Ansatz bedeutet auch, dass weiterhin viele Produkte mit schlechter Funktionalität hergestellt werden, die nur zu einem geringeren Preis verkauft werden können . Die geschäftlichen Auswirkungen sind geringere Ertragskraft und Verfügbarkeit von Kapital für Investitionen in andere Projekte .
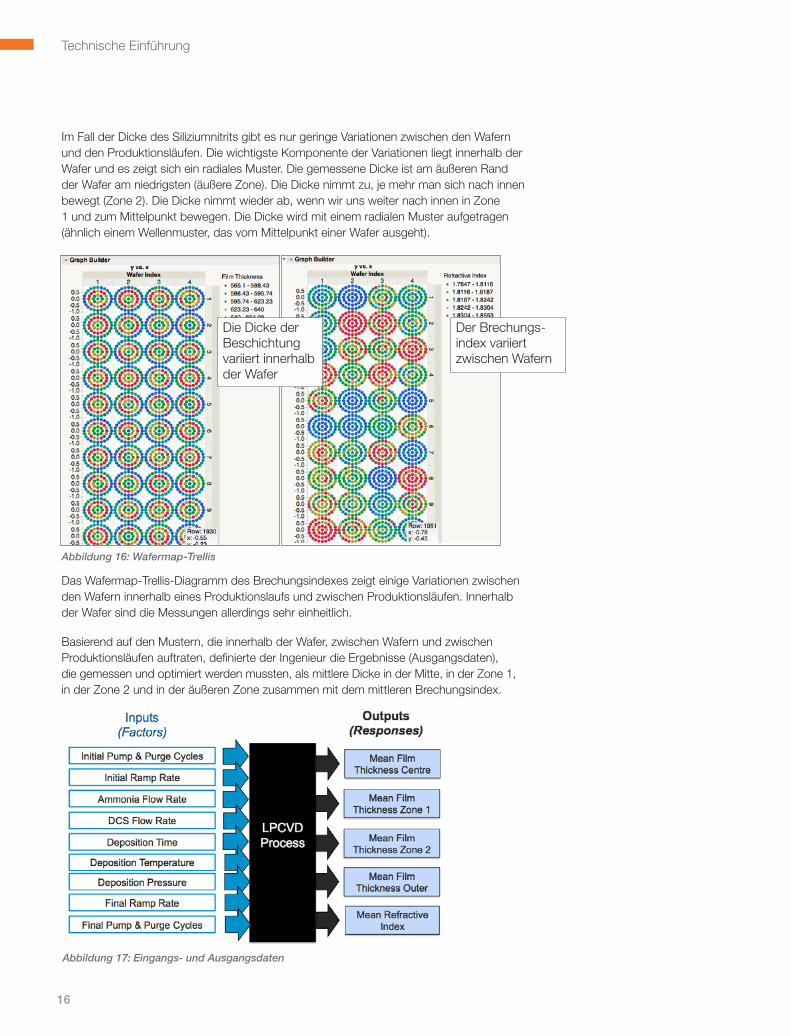
Bevor der für den Prozess verantwortliche Ingenieur eine Versuchsanordnung konzipierte, um die Faktoren für die Dicke des Siliziumnitrits und des Brechungsindexes zu verstehen, wollte er das Muster der Variationen des Siliziumnitrits und des Brechungsindexes innerhalb der Wafer, zwischen verschiedenen Wafern in einer Charge und zwischen den verschiedenen Chargen untersuchen . Um dies zu ermöglichen, erstellte er ein Treillis-Diagramm der Wafermap, wie in Abbildung 16 dargestellt . Jede Spalte in diesem Treillis-Diagramm stellt eine Test-Wafer in einem Produktionslauf dar . Eine Zeile entspricht einem Produktionslauf . Der Schnittpunkt einer Zeile und einer Spalte im Trellis-Diagramm ist eine Wafer und der Wert der Testmessung an jedem der 49 Testpunkte auf einer Wafer wird durch einen Farbkreis dargestellt .
16
Technische Einführung
Im Fall der Dicke des Siliziumnitrits gibt es nur geringe Variationen zwischen den Wafern und den Produktionsläufen . Die wichtigste Komponente der Variationen liegt innerhalb der Wafer und es zeigt sich ein radiales Muster . Die gemessene Dicke ist am äußeren Rand der Wafer am niedrigsten (äußere Zone) . Die Dicke nimmt zu, je mehr man sich nach innen bewegt (Zone 2) . Die Dicke nimmt wieder ab, wenn wir uns weiter nach innen in Zone 1 und zum Mittelpunkt bewegen . Die Dicke wird mit einem radialen Muster aufgetragen (ähnlich einem Wellenmuster, das vom Mittelpunkt einer Wafer ausgeht) .
Das Wafermap-Trellis-Diagramm des Brechungsindexes zeigt einige Variationen zwischen den Wafern innerhalb eines Produktionslaufs und zwischen Produktionsläufen . Innerhalb der Wafer sind die Messungen allerdings sehr einheitlich .
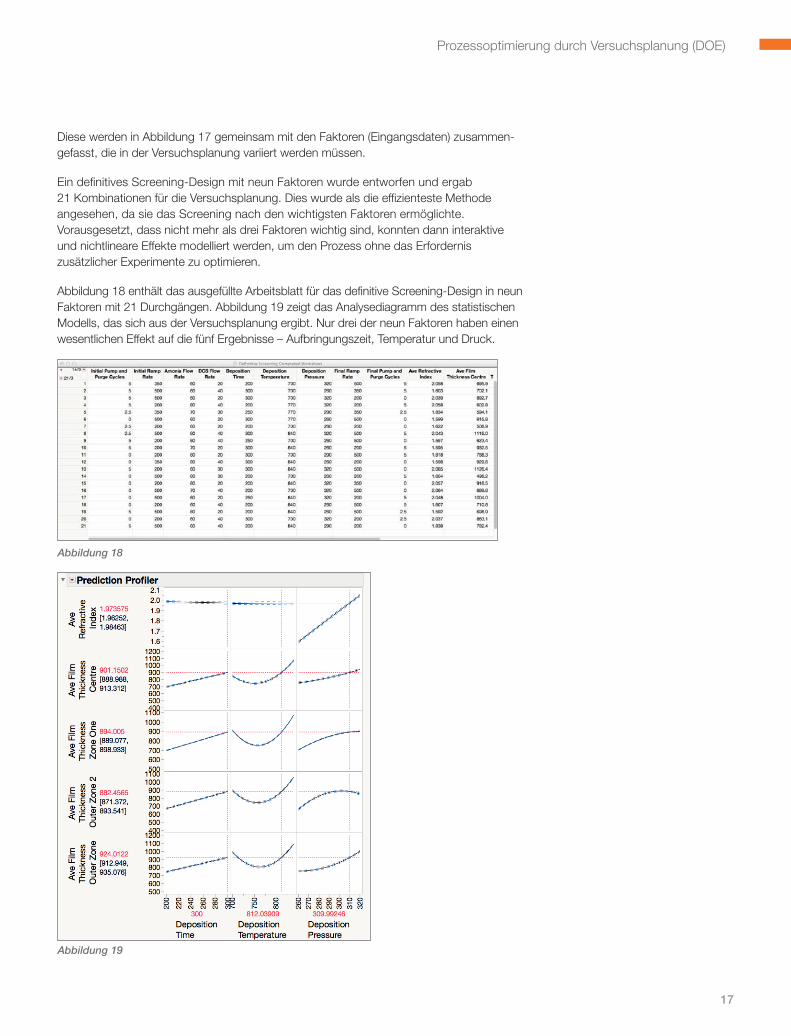
Basierend auf den Mustern, die innerhalb der Wafer, zwischen Wafern und zwischen Produktionsläufen auftraten, definierte der Ingenieur die Ergebnisse (Ausgangsdaten), die gemessen und optimiert werden mussten, als mittlere Dicke in der Mitte, in der Zone 1, in der Zone 2 und in der äußeren Zone zusammen mit dem mittleren Brechungsindex .
Abbildung 16: Wafermap-Trellis
Die Dicke der Beschichtung variiert innerhalb der Wafer
Der Brechungs-index variiert zwischen Wafern
Abbildung 17: Eingangs- und Ausgangsdaten
17
Prozessoptimierung durch Versuchsplanung (DOE)
Diese werden in Abbildung 17 gemeinsam mit den Faktoren (Eingangsdaten) zusammen-gefasst, die in der Versuchsplanung variiert werden müssen .
Ein definitives Screening-Design mit neun Faktoren wurde entworfen und ergab 21 Kombinationen für die Versuchs planung . Dies wurde als die effizienteste Methode angesehen, da sie das Screening nach den wichtigsten Faktoren ermöglichte . Vorausgesetzt, dass nicht mehr als drei Faktoren wichtig sind, konnten dann interaktive und nichtlineare Effekte modelliert werden, um den Prozess ohne das Erfordernis zusätzlicher Experimente zu optimieren .
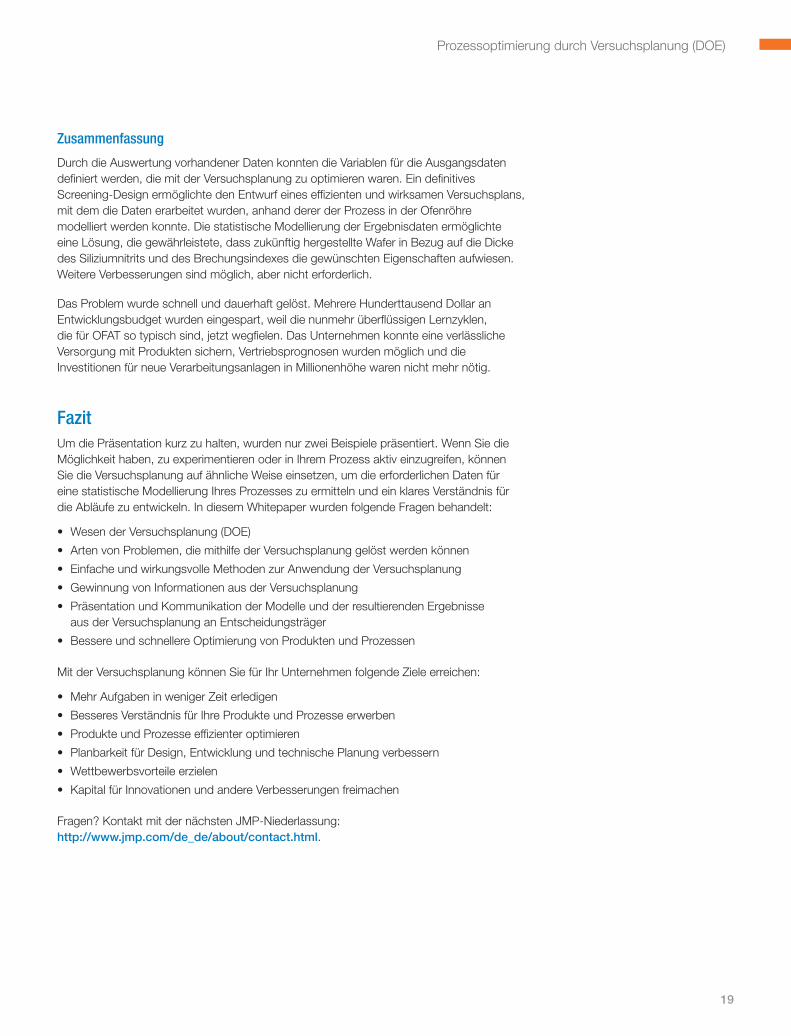
Abbildung 18 enthält das ausgefüllte Arbeitsblatt für das definitive Screening-Design in neun Faktoren mit 21 Durchgängen . Abbildung 19 zeigt das Analysediagramm des statistischen Modells, das sich aus der Versuchsplanung ergibt . Nur drei der neun Faktoren haben einen wesentlichen Effekt auf die fünf Ergebnisse – Aufbringungszeit, Temperatur und Druck .
Abbildung 18
Abbildung 19

18
Technische Einführung
Die Einstellungen dieser drei Faktoren, die notwendig waren, damit die fünf Ergebnisse innerhalb der Spezifikationen liegen, werden ebenfalls in Abbildung 19 dargestellt:
• Aufbringungszeit = 300
• Aufbringungstemperatur = 812
• Aufbringungsdruck = 310
Diese Einstellung führt zu folgenden prognostizierten Ergebnissen:
• Prognostizierter durchschnittlicher Brechungsindex = 1,97
• Mittlere Dicke in der Mitte = 895
• Mittlere Dicke in der Zone 1 = 900
• Mittlere Dicke in der Zone 2 = 880
• Mittlere Dicke in der äußeren Zone = 926
Die neue Prozessrezeptur für Aufbringungszeit, Aufbringungstemperatur und Aufbringungs-druck wurde zunächst mit Vorsicht eingeführt und bestätigt, nachdem beobachtet werden konnte, dass drei Produktionsläufe Wafer ergaben, die alle innerhalb der Spezifikationen lagen . Abbildung 20 bestätigt die Verbesserung für die ersten 20 Produktionsläufe mit der neuen Rezeptur . Die Dicke der Beschichtung liegt knapp an den Zielwerten und keine Messung innerhalb einer Wafer nähert sich den Grenzwerten der Spezifikation .
Der Prozess ist daher geeignet, eine konsistente Aufbringung von Siliziumnitrit mit der erforderlichen Dicke zu gewährleisten . Der Brechungsindex ist nicht gut zentriert und die Variationen von Wafer zu Wafer sind klar erkennbar . Alle Messungen des Brechungsindexes liegen aber weit innerhalb der Grenzwerte der Spezifikation, was bedeutet, dass der Prozess in Bezug auf den Brechungsindex sehr gut geeignet ist . Der Brechungsindex kann zwar weiter verbessert werden, aber daraus ergeben sich keine wesentlichen Vorteile .
Abbildung 20: Leistung nach der Verbesserung
19
Prozessoptimierung durch Versuchsplanung (DOE)
Zusammenfassung
Durch die Auswertung vorhandener Daten konnten die Variablen für die Ausgangsdaten definiert werden, die mit der Versuchsplanung zu optimieren waren . Ein definitives Screening-Design ermöglichte den Entwurf eines effizienten und wirksamen Versuchsplans, mit dem die Daten erarbeitet wurden, anhand derer der Prozess in der Ofenröhre modelliert werden konnte . Die statistische Modellierung der Ergebnisdaten ermöglichte eine Lösung, die gewährleistete, dass zukünftig hergestellte Wafer in Bezug auf die Dicke des Siliziumnitrits und des Brechungsindexes die gewünschten Eigenschaften aufwiesen . Weitere Verbesserungen sind möglich, aber nicht erforderlich .
Das Problem wurde schnell und dauerhaft gelöst . Mehrere Hunderttausend Dollar an Entwicklungsbudget wurden eingespart, weil die nunmehr überflüssigen Lernzyklen, die für OFAT so typisch sind, jetzt wegfielen . Das Unternehmen konnte eine verlässliche Versorgung mit Produkten sichern, Vertriebsprognosen wurden möglich und die Investitionen für neue Verarbeitungsanlagen in Millionenhöhe waren nicht mehr nötig .
FazitUm die Präsentation kurz zu halten, wurden nur zwei Beispiele präsentiert . Wenn Sie die Möglichkeit haben, zu experimentieren oder in Ihrem Prozess aktiv einzugreifen, können Sie die Versuchsplanung auf ähnliche Weise einsetzen, um die erforderlichen Daten für eine statistische Modellierung Ihres Prozesses zu ermitteln und ein klares Verständnis für die Abläufe zu entwickeln . In diesem Whitepaper wurden folgende Fragen behandelt:
• Wesen der Versuchsplanung (DOE)
• Arten von Problemen, die mithilfe der Versuchsplanung gelöst werden können
• Einfache und wirkungsvolle Methoden zur Anwendung der Versuchsplanung
• Gewinnung von Informationen aus der Versuchsplanung
• Präsentation und Kommunikation der Modelle und der resultierenden Ergebnisse aus der Versuchsplanung an Entscheidungsträger
• Bessere und schnellere Optimierung von Produkten und Prozessen
Mit der Versuchsplanung können Sie für Ihr Unternehmen folgende Ziele erreichen:
• Mehr Aufgaben in weniger Zeit erledigen
• Besseres Verständnis für Ihre Produkte und Prozesse erwerben
• Produkte und Prozesse effizienter optimieren
• Planbarkeit für Design, Entwicklung und technische Planung verbessern
• Wettbewerbsvorteile erzielen
• Kapital für Innovationen und andere Verbesserungen freimachen
Fragen? Kontakt mit der nächsten JMP-Niederlassung: http://www.jmp.com/de_de/about/contact.html .
Über SAS und JMPJMP ist eine Softwarelösung von SAS, die seit 1989 auf dem Markt ist. John Sall, Mitbegründer und Executive VP von SAS, ist der leitende Architekt von JMP. SAS ist ein führendes Unternehmen im Bereich Software und Dienstleistungen zur Unternehmensanalyse und der größte unabhängige Hersteller von Business Intelligence-Lösungen. Durch innovative Anwendungen hilft SAS Kunden an über 75.000 Standorten, Dienstleistungen und Produkte durch schnellere, faktenbasierte Entscheidungen zu verbessern. Seit 1976 liefert SAS seinen Kunden weltweit THE POWER TO KNOW®.
SAS Institute GmbH +49 6621 415 123JMP ist eine Softwarelösung von SAS. Erfahren Sie mehr über SAS unter sas.de Das JMP D-A-CH Verkaufsteam erreichen Sie unter +49 (0) 7031 4916510 oder besuchen Sie uns auf jmp.com/deSAS and all other SAS Institute Inc. product or service names are registered trademarks or trademarks of SAS Institute Inc. in the USA and other countries. ® zeigt die Registrierung in den USA an. Other brand and product names are trademarks of their respective companies. 107747_S140545.0615














![LATEXKurs Literaturverzeichnisse · 2017. 12. 10. · nur ein Test (Doe 50 v. Chr., S. 4) nur ein Test ([Doe, S. 4]) Hinweis. Wenn die Punkt Option verwendet wird, muss die Quellen](https://static.fdokument.com/doc/165x107/610ae5e8ab0e4e1c7d63e009/latexkurs-literaturverzeichnisse-2017-12-10-nur-ein-test-doe-50-v-chr-s.jpg)