
Quality Guidelines for Prototypes and Pre-Series … m (mittel), c (grob) sowie v(sehr grob) 1....
11
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive. Alle Änderungen und Abweichungen müssen zwischen Auftraggeber und Auftragnehmer schriftlich vereinbart werden. Mündliche Absprachen sind gegenstandslos. Alle früheren „Pflichtenhefte“ verlieren hiermit ihre Gültigkeit. Version 04
Transcript of Quality Guidelines for Prototypes and Pre-Series … m (mittel), c (grob) sowie v(sehr grob) 1....
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Alle Änderungen und Abweichungen müssen zwischen Auftraggeber und Auftragnehmer schriftlich vereinbart werden.
Mündliche Absprachen sind gegenstandslos. Alle früheren „Pflichtenhefte“ verlieren hiermit ihre Gültigkeit.
Version 04
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 2 von 11
Historie der Dokumentversionen Version Datum Autor Änderungsgrund / Bemerkungen 01 26.04.2016 Annette Baumann Ersterstellung 02 16.06.2016 Annette Baumann Änderungen der Punkte 3 / 4.2 03 24.06.2016 Philip Gentner Ergänzung 6.4 und Korrektur 6.3 04 04.07.2016 Annette Baumann Ergänzung 1 und Überarbeitung 9 05 09.04.2017 Annette Baumann Logo und Schriftartänderung
Inhaltsverzeichnis Historie der Dokumentversionen ........................................................................................... 2 Inhaltsverzeichnis ................................................................................................................. 2 1 Allgemein ...................................................................................................................... 3
1.1 Gültigkeit ................................................................................................................ 3 1.2 Verantwortlichkeiten ............................................................................................... 3
2 Managementsystem Robert Hofmann GmbH .................................................................. 3 3 Toleranzen .................................................................................................................... 3
3.1 Verfahrensanhängige Toleranzen ............................................................................ 3 3.2 Lebenslauf .............................................................................................................. 3
4 Qualität .......................................................................................................................... 4 4.1 Quality Levels .......................................................................................................... 4 4.2 Qualitätsklassen ...................................................................................................... 4 4.3 Prüfkriterien und Prüfzonen .................................................................................... 5
4.3.1 Bewertung ...................................................................................................... 5 4.3.2 Abnahmewerte: .............................................................................................. 5
5 Messtechnische Prüfung ................................................................................................. 6 5.1 Ausrichtung nach RPS (Referenz Punkt System) ....................................................... 6 5.2 Prüfung und Bewertung ........................................................................................... 6 5.3 Prüfberichte ............................................................................................................ 7
6 Montageteile .................................................................................................................. 7 6.1 Setzteile .................................................................................................................. 7 6.2 Blenden, Dekor ....................................................................................................... 7 6.3 Instrumententafel / Ausströmer .............................................................................. 7 6.4 Leuchten ................................................................................................................. 8 6.5 Stoffe / Leder .......................................................................................................... 8 6.6 Teppiche ................................................................................................................. 8
7 Verpackung und Kennzeichnung .................................................................................... 8 7.1 Inhalt der Kennzeichnung ....................................................................................... 9 7.2 Art der Kennzeichnung von Bauteilen ...................................................................... 9 1.1 Position der Kennzeichnung .................................................................................... 9 1.2 Kennzeichnung der Packeinheiten ......................................................................... 10
8 Lagerung von Formen und Werkzeugen ....................................................................... 10 9 Dokumentation und Bauteile ........................................................................................ 11
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 3 von 11
1 Allgemein Dieses Pflichtenheft gilt für „Quality Guidelines for Prototyps and Pre-Series Parts Automotive Industrie Interieur“ und soll evtl. nicht definierte Anforderungen zwischen dem Auftraggeber und Auftragnehmer sicherstellen.
Sollte keinerlei Fixierung erfolgen gilt für Spritzgussteile oder Montagekomponenten Spritzguss T1; DIN 16742:2013-10 TG5 Tabelle 2; Klasse 3; Laserscan farbvergleich zu CAD Modellbau DIN ISO 2768-1 je nach Herstellverfahren; Klasse 3; Kurzmessbericht
1.1 Gültigkeit
Dieses Pflichtenheft ist anzuwenden sollten keine Vorgaben seitens des Kunden bei Auftragsvergabe vorliegen.
1.2 Verantwortlichkeiten Die Verantwortlichkeiten bzgl. der Leistungserbringung sind zu vereinbaren und auch zu dokumentieren.
2 Managementsystem Robert Hofmann GmbH Fa. Robert Hofmann GmbH ist gemäß 9001:2008; 9100:2012; VDA6.4 zertifiziert.
Unser Ziel ist generell eine 0 Fehler Strategie, dies ist aber nur unter Abstimmung der Qualitativen Anforderungen von Prototypen machbar.
3 Toleranzen Sollten keine Toleranzen ersichtlich sein, realisieren wir unsere Bauteile und ZSBs gemäß Kunststoff: DIN 16742:2013-10 TG5 Tabelle 2
3.1 Verfahrensanhängige Toleranzen Die Allgemeintoleranzen für Längenmaße nach DIN ISO 2768-1 in drei verfahrensabhängigen Kategorien m (mittel), c (grob) sowie v(sehr grob)
1. Kategorie m (mittel) - Stereolithografie (SLA) - Vakuumguss - CNC Fräsen / Laserschneiden
2. Kategorie c (grob)
- Selektives Lasersintern (SLS) - Selektives Laserschmelzen (SLM und ALM)
3. Kategorie v (sehr grob)
- Fused Deposition Modeling (FDM)
3.2 Lebenslauf Wir erstellen zu jedem Bauteil einen Lebenslauf. Sollte mit dem Kunden nichts anders vereinbart worden sein verwenden wir unsere Vorlage.
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 4 von 11
4 Qualität
4.1 Quality Levels Wir produzieren generell nach T Level`n welche im Angebot und in der AB fixiert werden: Status T2: - Teile nach Anforderung hergestellt - Funktion und Material nach Anforderung mit 2.2 Werksprüfzeugnis - Dimensional i. O. - Visuell i. O. (Glatte Oberfläche, keine Poren, Blasen, Linien oder andere Defekte) - Keine Grate - Keine Kerben, empfindliche Nähte mit spürbarem Sprödigkeit in der Angussposition - Keine Defekte wie Risse, Hohlräume usw. im Inneren - Kein Ablösen auf laminierten Teilen Status T1: - Visuell i. O. - Keine Grate, möglicherweise manuell nachbearbeitet - Kein Ablösen auf laminierten Teilen - Keine begrenzte Verarbeitungsmaterialienreduktion (Teile voll ausgebildet) Status T0: - Erste Teile herausgenommen manuell - Nicht im Zyklus erzeugt - Kein Ablösen auf laminierten Teilen - Keine begrenzte Verarbeitungsmaterialienreduktion (Teile voll ausgebildet)
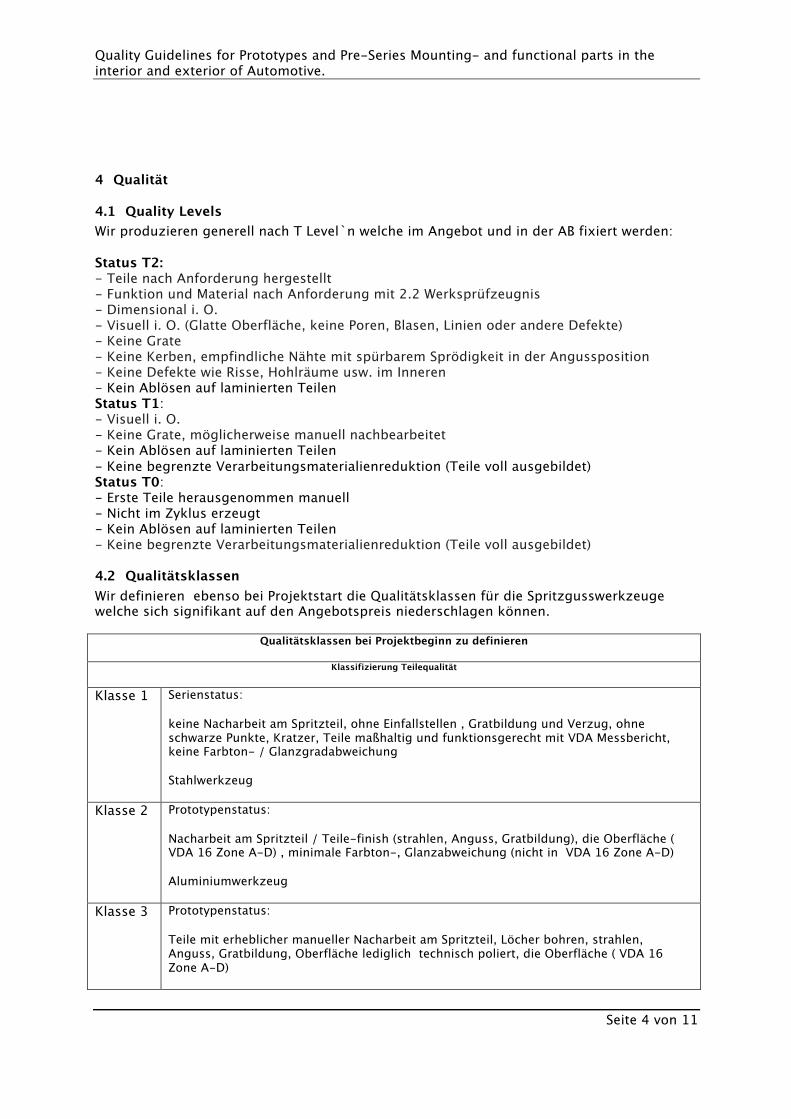
4.2 Qualitätsklassen Wir definieren ebenso bei Projektstart die Qualitätsklassen für die Spritzgusswerkzeuge welche sich signifikant auf den Angebotspreis niederschlagen können.
Qualitätsklassen bei Projektbeginn zu definieren
Klassifizierung Teilequalität
Klasse 1 Serienstatus:
keine Nacharbeit am Spritzteil, ohne Einfallstellen , Gratbildung und Verzug, ohne schwarze Punkte, Kratzer, Teile maßhaltig und funktionsgerecht mit VDA Messbericht, keine Farbton- / Glanzgradabweichung
Stahlwerkzeug
Klasse 2 Prototypenstatus:
Nacharbeit am Spritzteil / Teile-finish (strahlen, Anguss, Gratbildung), die Oberfläche ( VDA 16 Zone A-D) , minimale Farbton-, Glanzabweichung (nicht in VDA 16 Zone A-D)
Aluminiumwerkzeug
Klasse 3 Prototypenstatus:
Teile mit erheblicher manueller Nacharbeit am Spritzteil, Löcher bohren, strahlen, Anguss, Gratbildung, Oberfläche lediglich technisch poliert, die Oberfläche ( VDA 16 Zone A-D)
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 5 von 11
Aluminiumwerkzeug
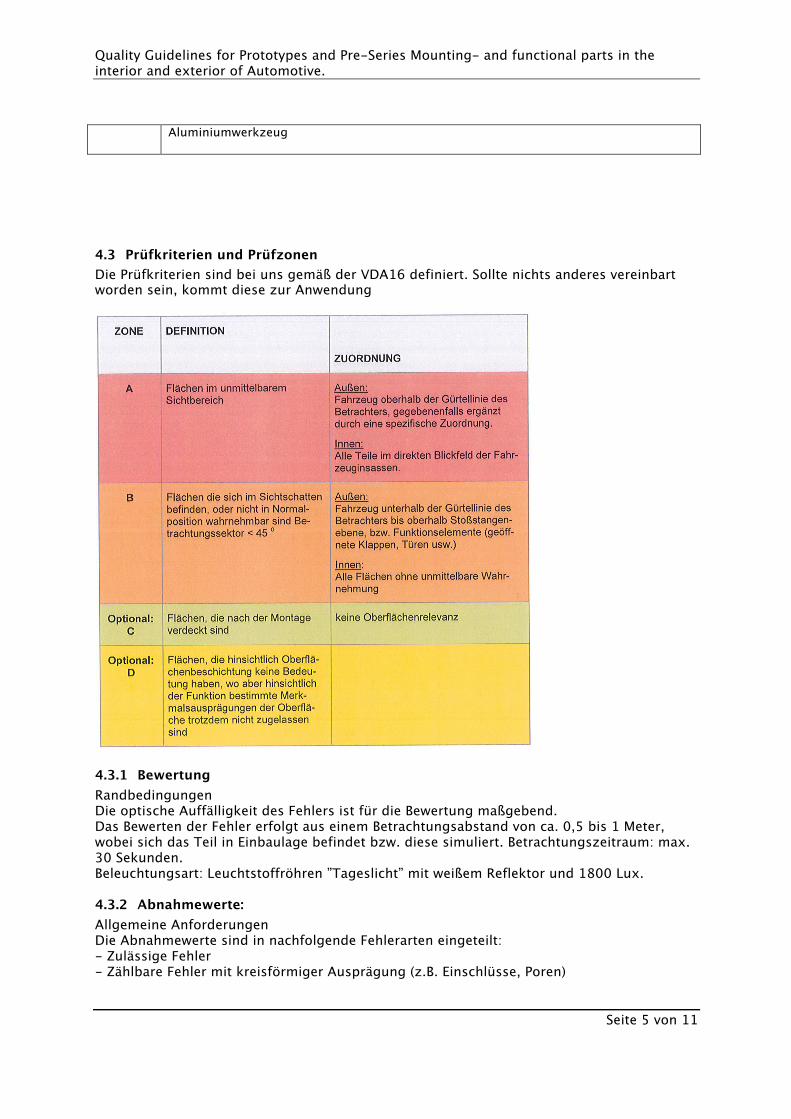
4.3 Prüfkriterien und Prüfzonen Die Prüfkriterien sind bei uns gemäß der VDA16 definiert. Sollte nichts anderes vereinbart worden sein, kommt diese zur Anwendung
4.3.1 Bewertung Randbedingungen Die optische Auffälligkeit des Fehlers ist für die Bewertung maßgebend. Das Bewerten der Fehler erfolgt aus einem Betrachtungsabstand von ca. 0,5 bis 1 Meter, wobei sich das Teil in Einbaulage befindet bzw. diese simuliert. Betrachtungszeitraum: max. 30 Sekunden. Beleuchtungsart: Leuchtstoffröhren ”Tageslicht” mit weißem Reflektor und 1800 Lux.
4.3.2 Abnahmewerte: Allgemeine Anforderungen Die Abnahmewerte sind in nachfolgende Fehlerarten eingeteilt: - Zulässige Fehler - Zählbare Fehler mit kreisförmiger Ausprägung (z.B. Einschlüsse, Poren)
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 6 von 11
Die angegebenen Werte gelten immer pro Bewertungszone. Eine Zone ist begrenzt durch die Bauteilgrenzen, z.B. die Kontur des Stoßfängers. Funktionsbeeinträchtigende Fehler sind nicht zulässig. (z.B. Kratzer bis auf das Grundmaterial) Grundlage ist VDA16
5 Messtechnische Prüfung
5.1 Ausrichtung nach RPS (Referenz Punkt System)
Die Maße eines Bauteiles beziehen sich auf eine Bezugsbasis, das sogenannten Bauteilkoordinatensystem. Es wird durch geometrische Elemente des Bauteiles eindeutig im Raum definiert. Generell verwenden wir die in den CAD Daten verankerten Punkte / Flächen. Standardgemäß erfolgt die Vermessung und Dokumentation anhand taktiler Messeinrichtung oder Laserscanner. Die Dokumentation erfolgt mittels Farbvergleich und bis zu 15 dargestellten Maßen.
5.2 Prüfung und Bewertung
Die Messteile werden grundsätzlich spannungsfrei in Aufnahmen oder Aufnahmesystem vermessen.
Nach Möglichkeit werden die Bauteile in Einbaulage vermessen. Ggf. erfolgt eine Vermessung unter Zuhilfenahme einer Lehre oder Messaufnahme Robert Hofmann hat mehrere Levels zur Auswertung
1 = Stich Masse Messschieber oder ähnlich ( ohne Messraum )
2 = Laserscan (farbvergleich) vgl. CAD
2a =Laserscan (...) bis 15 Masse ausgemessen vgl. zu CAD
2b = Laserscan (...) ab 16 Masse ausgemessen vgl. zu CAD
3 =Teil kurz ( Teile Vermessung Kontrollmasse)
4 =Teil lang ( Teile Vermessung komplett)
5 = VDA
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 7 von 11
5.3 Prüfberichte
Wenn nichts anderes vereinbart wurde, werden die Prüfberichte mit folgenden Informationen zur Verfügung gestellt:
- ZSB- Gewicht / Einzelgewicht
- Temperatur Messraum
- Liegezeit des Bauteiles vor Vermessung
- Messergebnisse Farbvergleich „ Best Fit“ mit bis zu 15 Messwerten
- Material Werksprüfzeugnisse
- Ergebnis der Sichtprüfung
- Angabe Q Level
- Lebenslauf
6 Montageteile Nachfolgend ist der Standard der Robert Hofmann GmbH für Prototyp and Pre-Series Parts Interieur Automotive beschreiben
6.1 Setzteile Für Komponenten welche durch den Kunden vorgeschrieben oder beigestellt werden übernehmen wir grundsätzlich keinerlei Bewertung, Auswahl oder Prüfung. Auch sind diese Komponenten von unserer AGB ausgenommen.
6.2 Blenden, Dekor Für die Überprüfung der Bauteile erstellen wir eine spezifische Lehre, Vorrichtung welche die spannungsfreie Auflage gewährleistet und die Teile nicht beschädigt.
Bei verchromten Bauteilen mit glänzender Oberfläche wird grundsätzlich die Fläche im Werkzeug poliert um evtl. Oberflächenmängel zu vermeiden
Der Glanzgrad muss durch den Kunden definiert werden
6.3 Instrumententafel / Ausströmer Es werden zusätzliche Funktionsanforderungen erfüllt, wie Dichtheit, Gratfreiheit und Leichtgängigkeit der Bedienelemente (Lamellen und Stellräder).
Ergänzende zu prüfende oder einzustellende Betätigungskräfte müssen vor Projektbeginn spezifiziert werden.
Elektrische/elektronische Funktionalität, Beleuchtung und Potentiometer Einstellungen können vorgenommen werden, müssen aber genauer spezifiziert werden.
Die Spaltmaße werden mittels Farbvergleich durch Laserscan ermittelt
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 8 von 11
6.4 Leuchten Wir prüfen grundsätzlich jede Leuchte auf Funktion und Dichtheit. Die Vorgaben dazu müssen aber vom Kunden kommen.
Idealerweise werden seitens des Kunden folgende Punkte bereitgestellt:
- Prüfeinrichtung oder Adapter welche Serienbedingung hat - Prüfanweisung - Referenzteile
Dichtheit:
Prüfung mittels „Hella Leak Test Device“. Geprüft wird mit Überdruck.
Falls vom Kunden nicht anders gefordert verwenden wir folgende Standardwerte:
Prüfdauer: 30 s Prüfdruck: 30 mbar Leckrate: 0,1 – 0,5 mbar*l / s
Funktion:
Prüfung mittels „PWM Box“. Geprüft wird jede Funktion jeder Leuchte hinsichtlich richtiger Verkabelung und Leuchtfunktion. Das System druckt nach erfolgter Prüfung ein Teilelabel und speichert einen Prüfbericht mit Fotos jeder Funktion.
6.5 Stoffe / Leder Wir prüfen und protokollieren die Qualität gemäß der VDA16 maßgeblich aber auf:
- Faltenbildung - Gleichmäßige Nähte (Nahtabstand), Stichlänge und Fugen - Flucht / Parallelität der Nähte,… - Sauberkeit der Materialien - Fehlerfreiheit des Stoffes / Leders - Schliessnähte
6.6 Teppiche Wir dokumentieren die Schnitt- und Formgenauigkeit mittels Schablonen, Lehren o.ä.
7 Verpackung und Kennzeichnung Sollte es keinerlei Anforderung geben werden die Bauteile wie beschrieben gekennzeichnet und nach bestem Wissen verpackt
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 9 von 11
7.1 Inhalt der Kennzeichnung Es gibt verschiedene Möglichkeiten die Bauteile/ Artikel zu kennzeichnen / zu beschriften.
Jedoch müssen folgende Informationen vorhanden sein:
- Com, Artikelbezeichnung, Artikelnummer, Fertigungsstand, Index, Datum, Kunde, Teilenummer, Materialchargen, ggf. Mindesthaltbarkeitsdatum, ggf. Seriennummer
7.2 Art der Kennzeichnung von Bauteilen Es besteht die freie Wahl der Kennzeichnung, insofern dies nicht durch eine andere Anweisung oder Vorschrift vom Kunden geregelt ist.
Sollte keine Kundenvorgabe vorliegen werden die Bauteile mit dem xxx Label gekennzeichnet werden (Artikelnummer für Label vergeben)
Beispiel einer Bauteilkennzeichnung
1.1 Position der Kennzeichnung Hier besteht ebenso die freie Wahl der Position, insofern dies nicht durch eine andere Anweisung oder Vorschrift vom Kunden geregelt ist.
Jedoch muss diese leicht erkennbar sein und darf sich nicht auf den zu messenden Flächen befinden.
Beispiel einer Bauteilkennzeichnung
Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 10 von 11
1.2 Kennzeichnung der Packeinheiten
Sind die Bauteile verpackt oder die Einzelteile nicht kennzeichenbar (zu klein oder nicht zulässig), so ist auf der Verpackung (Karton/ Box) zusätzlich ein Label mit dem Inhalt anzubringen.
Beispiel Einzelverpackung
Beispiel Kartonagenkennzeichnung
8 Lagerung von Formen und Werkzeugen

Quality Guidelines for Prototypes and Pre-Series Mounting- and functional parts in the interior and exterior of Automotive.
Seite 11 von 11
Die Aufbewahrungsfrist des Herstellers endet spätestens 3 Jahre nach Auftragserhalt. Eine Verschrottung oder sonstige Verwertung der Formen und Werkzeuge setzt jedoch eine vorherige schriftliche Zustimmung des Auftraggebers voraus. Diese wird vor dem Ablauf schriftlich erfragt. Sollte bis zum Ablauf der Dreijahresfrist daraufhin keine Gegenteilige Rückmeldung seitens des Kunden erfolgen, setzen wir die Genehmigung zur Verschrottung voraus und werden diese auch durchführen.
9 Dokumentation und Bauteile Bauteile welche für die Herstellung der Bestellungen des Kunden nicht benötigt werden sowie die originalen Fertigungsanweisungen oder Arbeitsanweisungen werden nach 6 Monaten vernichtet.
Sollte es im Rahmen der 3 Jahres Frist zu einer Neubestellung kommen, ist die Dokumentation im Archiv aufbewahrt und die Bauteile müssen aufgrund des Obsolenzmanagement neu erstellt werden.


















