Richten in der Stanz und Umformtechnik - richttechnik.de · Prinzip des Walzrichtens Blechtafeln...
44
www.richttechnik.de www.richttechnik.de www.richttechnik.de Richten in der Stanz und Umformtechnik
Transcript of Richten in der Stanz und Umformtechnik - richttechnik.de · Prinzip des Walzrichtens Blechtafeln...

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Richten in der Stanz und Umformtechnik

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Prinzip des Walzrichtens
Blechtafeln bis über 50mm Dicke und Blechbänder bis zu dünnsten Folien werden vor ihrer Weiterverarbeitung in Richtmaschinen gerichtet.
Das Blech wird hierbei zwischen Walzen, derer Anordnung oben gezeigt wird, einem mehrfachen Hin- und Herbiegevorgang mit abnehmender Krümmung unterworfen.Die Anzahl der Richtwalzen richtet sich nach dem gewünschten Richtergebnis. Am schwierigsten zu richten sind Bleche, die nicht nur in Walzrichtung Unebenheiten aufweisen, sondern auch quer dazu. In diesem Fall ist mindestens eine Präzisionsrichtmaschine erforderlich, bei der jedoch auch ein mehrfaches Wiederholen des Richtvorganges notwendig sein kann, um die mehrachsigen Spannungszustände im Blech zu beseitigen. Die besten Richtergebnisse werden auf einer Präzisionsrichtmaschine, die äußerst dehnungsarm konzipiert und mit Walzendurchbiegung ausgestattet ist, erzielt.

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Warum wird gerichtet?
Beseitigung von Eigenspannung
Beseitigung der Coilkrümmung
Gestiegene Qualitätsanforderungen an das Endprodukt
Steigerung der Werkzeugstandzeiten (Lebensdauer)
Störungen im Werkzeug werden verringert
Steigerung der Hubzahl des Stanzautomaten
Steigerung der Formstabilität der Teile nach dem Ausstanzen
Wiederherstellung der Planheit der Teile nach dem Ausstanzen

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Spannungs-Dehnungsdiagramm S
pa
nn
un
g N
/mm
²
Re
Rm
Richtbereich
Dehnung e in %
Deformation oberhalb der
Streckgrenze
Richten findet im plastischen
Bereich statt

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Wie wird gerichtet?
Normales Durchlaufrichten
Hierbei wird am Auslauf der Maschine die Materialstärke und am Einlauf Materialstärke – Zustellung eingestellt. Entsprechende Werte werden bei der Komfortsteuerung errechnet oder können aus dem Zustelldiagramm entnommen werden. Hierbei wird das Material in Durchlaufrichtung gerichtet.

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Wie wird gerichtet?
Durchlaufrichten + Hochkantrichten
bei dieser Art wird das Band zusätzlich säbelgerichtet. Dieser Effekt tritt durch eine Einspannung des Bandes vor und nach der Richtmaschine auf. Der am Auslauf befindliche Hochkantrichtapparat wird hierzu aus der Mitte verfahren. Der eigentliche Hochkantrichteffekt tritt jedoch in der Richtmaschine auf, da dort das Material im plastischen Bereich ist.

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Durchlaufrichten mit Walzendurchbiegung
hierbei handelt es sich um die aufwendigste Art des Richtens.
Bänder, die nicht die gleiche Dicke über die gesamte Breite aufweisen und daher verschiedene Längen haben, weisen eine Querwölbung des Bandes auf. Hierbei unterscheidet man zwischen Randwelligkeiten und Mittenwellen.
Um diese Fehler zu beheben, ist eine Richtmaschine mit Walzendurchbiegung erforderlich, die eine Zustellung der einzelnen Stützrollenböcke ermöglicht.

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Was sind die Voraussetzungen?
Das Band muss über eine gleichbleibende Festigkeit über den
gesamten Querschnitt verfügen (keine Walzhaut).
Es muss eine Streckgrenze vorhanden sein.

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Werden die Materialeigenschaften verändert?
die Streckgrenze kann durch die Kaltverfestigung des Materials
leicht gesteigert werden.
geringfügige Magnetisierungsverluste können auftreten

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Wie erreiche ich ein gutes Richtergebnis?
gutes Ausgangsmaterial
möglichst kleiner Richtwalzendurchmesser + Walzenabstand
dehnungs- + biegearme Richtmaschine
mindestens 9 Richtwalzen zum Richten der Coilkrümmung
mindestens 15 Walzen zum Planrichten, optimal 19/21 Stück
Richtwalzen müssen abgestützt sein.

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Richtmaschinenaufbau

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Richtmaschine ohne Abstützung

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Richtmaschine ohne Abstützung
Vorteil:
einfacher Aufbau
kein Verschleiß der Richtwalzen durch Pressung auf die Stützrollen
preisgünstig
Nachteil:
großer Walzendurchmesser + Walzenabstand, daher schlechtes
Richtergebnis
Kantenpressung auf die Lagerung der Richtwalze (erhöhter
Verschleiß)
Biegung der Richtwalze (Richtergebnis)
eigentlich kein Richten sondern Biegen

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Richtmaschine abgestützt mit Zwischenwalzen
Richtwalzen
Zwischenwalzen Stützrollen

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Richtmaschine abgestützt mit Zwischenwalzen
Vorteil
Keine optischen Abdrücke auf dem
zu richtenden Band
Erhöhung der Steifigkeit der
Maschine
Reinigungseffekt der Richtwalzen
durch Spiralnut
Nachteil
Sehr viele bewegte Teile
(Verschleiß + Wartung)
Preis
www.richttechnik.de www.richttechnik.de www.richttechnik.de
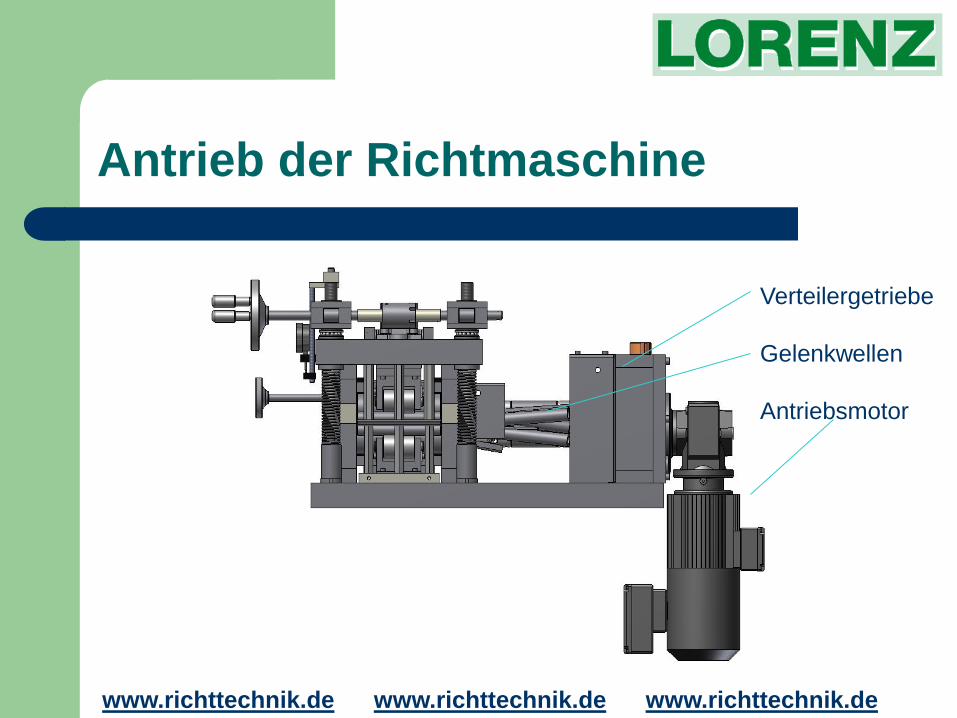
Antrieb der Richtmaschine
Verteilergetriebe
Gelenkwellen
Antriebsmotor

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Antrieb
Alle Walzen werden gemeinsam über das Verteilergetriebe angetrieben.
Antrieb über einen Drehstrom-Motor, der serienmäßig mit einem Frequenzumrichter angesteuert wird. Je nach Anwendungsfall kommt auch ein Servoantrieb zum Einsatz.
Bandrichtmaschinen werden mit einer Durchlaufgeschwindigkeit von bis zu 120 m/min für den Bandzufuhrbetrieb zu Pressen gebaut.
Teilerichtmaschinen werden maximal mit 20 m/min ausgelegt

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Gelenkwellen

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Einstellung der Richtmaschine
Blockwalzeneinstellung über 2 Achsen

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Manuelle Walzenstuhlverstellung über Handräder
oberer Walzenstuhl wird durch 2 Handräder verstellt , die jeweils dem
Maschineneinlauf bzw. Maschinenauslauf/Einlauf zugeordnet sind.
auslaufseitig wird die Materialstärke des zu richtenden Materials
eingestellt.
einlaufseitig wird eine Zustellung gewählt, die unterhalb der
Materialstärke liegt. Entsprechende Einstellungswerte können aus
dem mitgelieferten Zustellungsdiagramm entnommen werden.
Die Messung der Maschineneinstellung erfolgt über zwei digitale
Messuhren.

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Motorische Walzenstuhlverstellung mit Digitalanzeige
www.richttechnik.de www.richttechnik.de www.richttechnik.de
Motorische Walzenstuhlverstellung
Einstellung durch 2 Stirnradgetriebemotoren, die jeweils den
Maschineneinlauf bzw., Maschinenauslauf in der Höhe
verstellen.
Messung der Maschineneinstellung erfolgt über zwei
Weggeber. Die Ablesegenauigkeit beträgt digital 0,01 mm und
kann am Bedienrechner abgelesen werden

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Verteilergetriebe

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Einführhilfe
Bandandrückvorrichtung
Niederhalter
Einführkeil

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Schnellwechseleinrichtung

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Scnellwechseleinrichtunmg
www.richttechnik.de www.richttechnik.de www.richttechnik.de
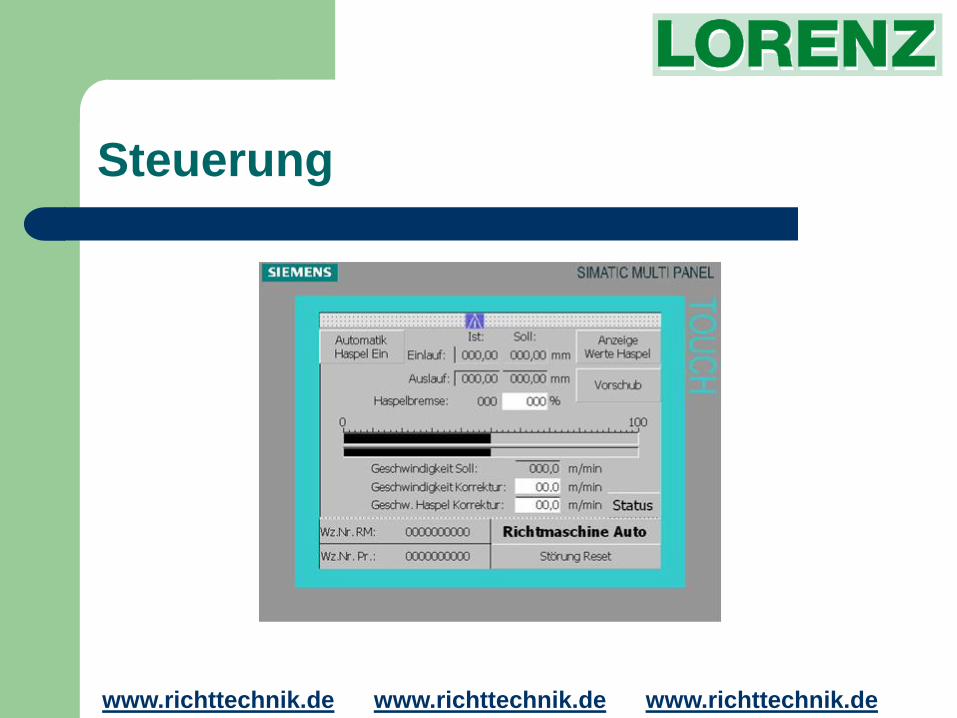
Steuerung

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Komfortsteuerung
Fehlerrmeldungen mit aufrufbarem Hilfstext zur schnelleren Fehlerbehebung.
History-Speicher zur Abfrage der aufgetretenen Störungen mit Aufzeichnung von Datum,Uhrzeit,
wann der Fehler aufgetreten ist, wann die Störung beseitigt wurde und wann die Störmeldung gelöscht wurde.
Statusanzeige aller wichtigen Betriebszustände. Beispiel: Tische in Endlage unten, Einführkeil hinten etc......
Hilfstexte zu den einzelnen Bedienmenüs (Erklärung der Funktionen

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Voreinstellung

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Eingabe der Sollwerte
– Einlauf
– Auslauf
– Bandbreite
– Banddicke
– Bandfestigkeit
– Hubzahl
– Vorschublänge

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Datenspeicher

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Memory-Speicher zum Speichern von
– Bandbreite
– Banddicke
– Einlauf
– Auslauf
– Vorschublänge
– Hubzahl
– Geschwindigkeit

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Produktübersicht
Haspeln
Richtmaschinen
Vorschübe
Querteilscheren

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Haspeln Tragkraft 10-250KN

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Richtmaschinen Materialstärke 0,1-25mm

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Hochleistungswalzenvorschübe Materialstärke 0,2-12mm

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Haspel für leichte Bänder

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Doppelabwickelhaspel

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Kompaktabwickelanlage

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Richteinheit

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Richteinheit

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Bandanlage

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Bandanlage für Feinstanzpresse Querschnitt max. 500x14

www.richttechnik.de www.richttechnik.de www.richttechnik.de
Querteilanlage Querschnitt 200x12 Edelstahl














![S13031619390 - pref.fukushima.lg.jp · -1 10 11 ORT] -f (300—700mm) (50mm) fi530m 0) e o. o. 8 usv/y 0028 USV/y mSv/y OOOuSWy)](https://static.fdokument.com/doc/165x107/5bf1e28f09d3f256398b4604/s13031619390-pref-1-10-11-ort-f-300700mm-50mm-fi530m-0-e-o-o.jpg)