Rohr- Entgratwerkzeuge Tube Deburring Tools o h r - I n n e n e n t g r a t e r E in ste c h w a g e...
16
Rohr- Entgratwerkzeuge Tube Deburring Tools
Transcript of Rohr- Entgratwerkzeuge Tube Deburring Tools o h r - I n n e n e n t g r a t e r E in ste c h w a g e...

Rohr-Entgratwerkzeuge
TubeDeburringTools
2
Verkauf / Sales service: Phone: ++49 68 98 5042-300
++49 68 98 5042-301++49 68 98 5042-302++49 68 98 5042-303
Fax: ++49 68 98 5042-319E-Mail: [email protected]
www.saar-hartmetall.de
970 Dudley RoadEdgewood, KY 41017Phone: ++1 859 331 8770Fax: ++1 859 331 8771E-Mail: [email protected]
Rua Rio Grande do Sul, 118009510-021 Sao Ceatano do Sul –SPPhone: ++5 511 42274521Fax: ++5 511 42261729E-Mail: [email protected]
Bismarckstrasse 57–59D-66333 Völklingen / SaarGermany
3
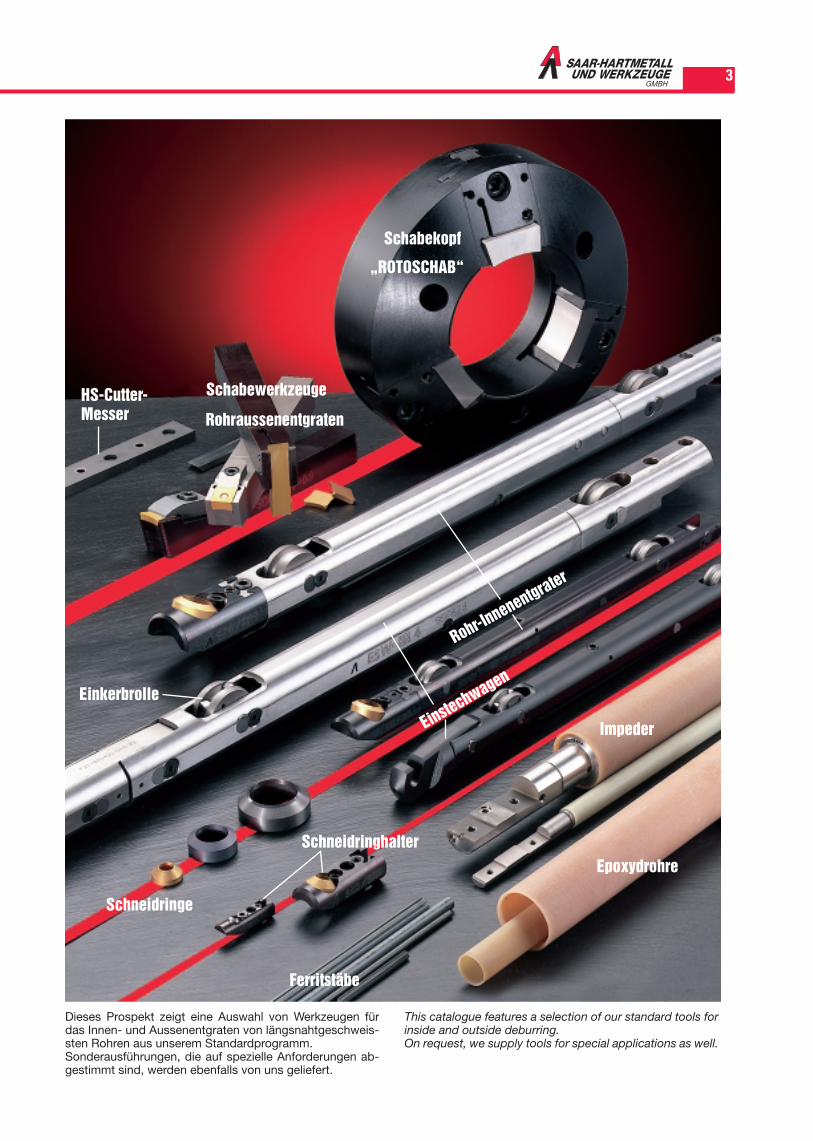
Dieses Prospekt zeigt eine Auswahl von Werkzeugen fürdas Innen- und Aussenentgraten von längsnahtgeschweis-sten Rohren aus unserem Standardprogramm.Sonderausführungen, die auf spezielle Anforderungen ab-gestimmt sind, werden ebenfalls von uns geliefert.
This catalogue features a selection of our standard tools forinside and outside deburring.On request, we supply tools for special applications as well.
Schabekopf
„ROTOSCHAB“
Schabewerkzeuge
Rohraussenentgraten
Rohr-Innenentgrater
Einstechwagen
Impeder
Epoxydrohre
Schneidringe
Schneidringhalter
Ferritstäbe
Einkerbrolle
HS-Cutter-Messer
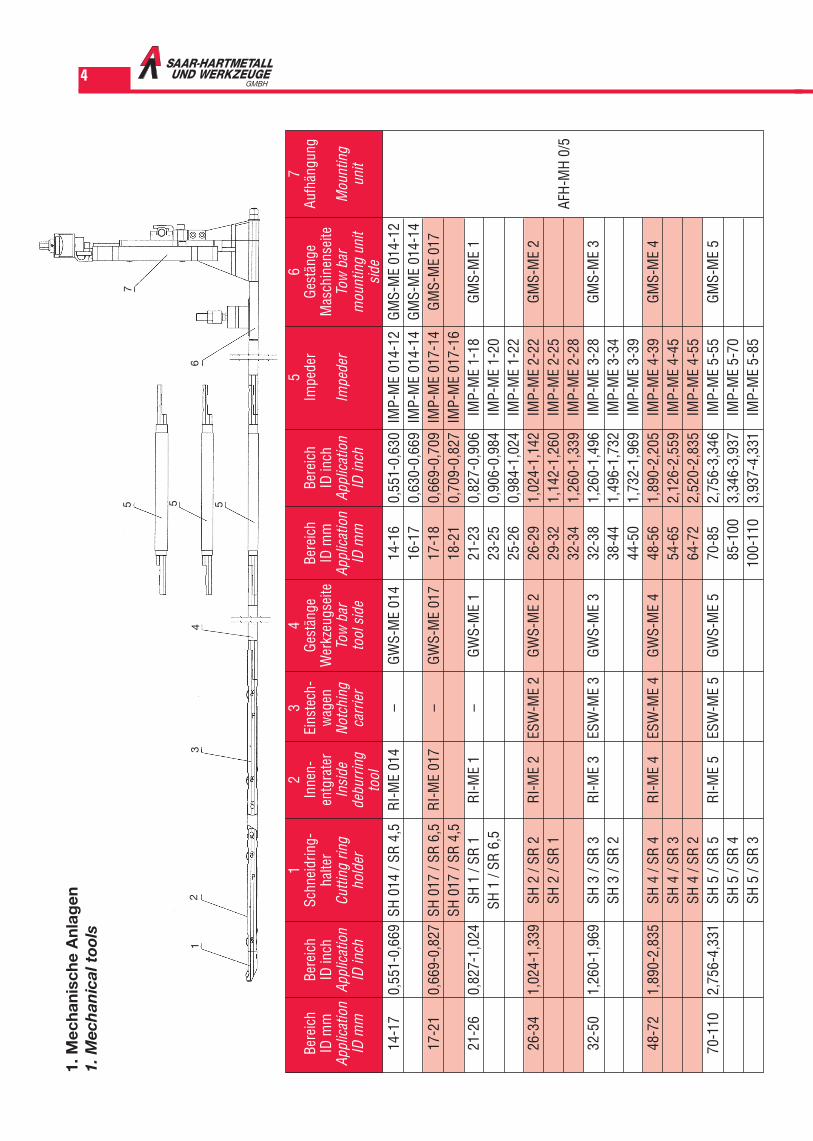
41.
Mec
hani
sche
Anl
agen
1. M
ech
anic
al t
ools
7
6
5 5 5
43
21
12
34
56
7Be
reic
hBe
reic
hSc
hnei
drin
g-In
nen-
Eins
tech
-Ge
stän
geBe
reic
hBe
reic
hIm
pede
rGe
stän
geAu
fhän
gung
ID m
mID
inch
halte
ren
tgra
ter
wag
enW
erkz
eugs
eite
ID m
mID
inch
Mas
chin
ense
iteAp
plic
atio
nAp
plic
atio
nCu
tting
ring
Insi
deNo
tchi
ngTo
w b
arAp
plic
atio
nAp
plic
atio
nIm
pede
rTo
w b
arM
ount
ing
ID m
mID
inch
hold
erde
burr
ing
carr
ier
tool
sid
eID
mm
ID in
chm
ount
ing
unit
unit
tool
side
14-1
70,
551-
0,66
9SH
014
/ SR
4,5
RI-M
E 01
4–
GWS-
ME
014
14-1
60,
551-
0,63
0IM
P-M
E 01
4-12
GMS-
ME
014-
1216
-17
0,63
0-0,
669
IMP-
ME
014-
14GM
S-M
E 01
4-14
17-2
10,
669-
0,82
7SH
017
/ SR
6,5
RI-M
E 01
7–
GWS-
ME
017
17-1
80,
669-
0,70
9IM
P-M
E 01
7-14
GMS-
ME
017
SH 0
17 /
SR 4
,518
-21
0,70
9-0,
827
IMP-
ME
017-
1621
-26
0,82
7-1,
024
SH 1
/ SR
1RI
-ME
1–
GWS-
ME
121
-23
0,82
7-0,
906
IMP-
ME
1-18
GMS-
ME
1SH
1 /
SR 6
,523
-25
0,90
6-0,
984
IMP-
ME
1-20
25-2
60,
984-
1,02
4IM
P-M
E 1-
2226
-34
1,02
4-1,
339
SH 2
/ SR
2RI
-ME
2ES
W-M
E 2
GWS-
ME
226
-29
1,02
4-1,
142
IMP-
ME
2-22
GMS-
ME
2SH
2 /
SR 1
29-3
21,
142-
1,26
0IM
P-M
E 2-
25AF
H-M
H 0/
532
-34
1,26
0-1,
339
IMP-
ME
2-28
32-5
01,
260-
1,96
9SH
3 /
SR 3
RI-M
E 3
ESW
-ME
3GW
S-M
E 3
32-3
81,
260-
1,49
6IM
P-M
E 3-
28GM
S-M
E 3
SH 3
/ SR
238
-44
1,49
6-1,
732
IMP-
ME
3-34
44-5
01,
732-
1,96
9IM
P-M
E 3-
3948
-72
1,89
0-2,
835
SH 4
/ SR
4RI
-ME
4ES
W-M
E 4
GWS-
ME
448
-56
1,89
0-2,
205
IMP-
ME
4-39
GMS-
ME
4SH
4 /
SR 3
54-6
52,
126-
2,55
9IM
P-M
E 4-
45SH
4 /
SR 2
64-7
22,
520-
2,83
5IM
P-M
E 4-
5570
-110
2,75
6-4,
331
SH 5
/ SR
5RI
-ME
5ES
W-M
E 5
GWS-
ME
570
-85
2,75
6-3,
346
IMP-
ME
5-55
GMS-
ME
5SH
5 /
SR 4
85-1
003,
346-
3,93
7IM
P-M
E 5-
70SH
5 /
SR 3
100-
110
3,93
7-4,
331
IMP-
ME
5-85

5
12
34
56
7Be
reic
hBe
reic
hSc
hnei
drin
g-In
nen-
Eins
tech
-Ge
stän
geBe
reic
hBe
reic
hIm
pede
rGe
stän
geAu
fhän
gung
ID m
mID
inch
halte
ren
tgra
ter
wag
enW
erkz
eugs
eite
ID m
mID
inch
Mas
chin
ense
iteAp
plic
atio
nAp
plic
atio
nCu
tting
ring
Insi
deNo
tchi
ngTo
w b
arAp
plic
atio
nAp
plic
atio
nIm
pede
rTo
w b
arM
ount
ing
ID m
mID
inch
hold
erde
burr
ing
carr
ier
tool
sid
eID
mm
ID in
chm
ount
ing
unit
unit
tool
side
32-5
01,
260-
1,96
9SH
3 /
SR 3
RI-H
N 3
ESW
-HN
3GW
S-HN
332
-38
1,26
0-1,
496
IMP-
HN 3
-28
GMS-
HN 3
SH 3
/ SR
238
-44
1,49
6-1,
732
IMP-
HN 3
-34
44-5
01,
732-
1,96
9IM
P-HN
3-3
948
-72
1,89
0-2,
835
SH 4
/ SR
4RI
-HN
4ES
W-H
N 4
GWS-
HN 4
48-5
61,
890-
2,20
5IM
P-HN
4-3
9GM
S-HN
4SH
4 /
SR 3
54-6
52,
126-
2,55
9IM
P-HN
4-4
5SH
4 /
SR 2
64-7
22,
520-
2,83
5IM
P-HN
4-5
5AF
H-M
H 0/
570
-110
2,75
6-4,
331
SH 5
/ SR
5RI
-HN
5ES
W-H
N 5
GWS-
HN 5
70-8
52,
756-
3,34
6IM
P-HN
5-5
5GM
S-HN
5SH
5 /
SR 4
85-1
003,
346-
3,93
7IM
P-HN
5-7
0SH
5 /
SR 3
100-
110
3,93
7-4,
331
IMP-
HN 5
-85
108-
184
4,25
2-7,
244
SH 6
/ SR
6RI
-HN
6ES
W-H
N 6
GWS-
HN 6
108-
125
4,25
2-4,
921
IMP-
HN 6
-85
GMS-
HN 6
SH 6
/ SR
512
5-15
54,
921-
6,10
2IM
P-HN
6-1
0015
5-18
46,
102-
7,24
4IM
P-HN
6-1
30
2. H
ydra
ulis
che
Anl
agen
2. H
ydra
ulic
too
ls
7
6
5 5 5
43
21
6
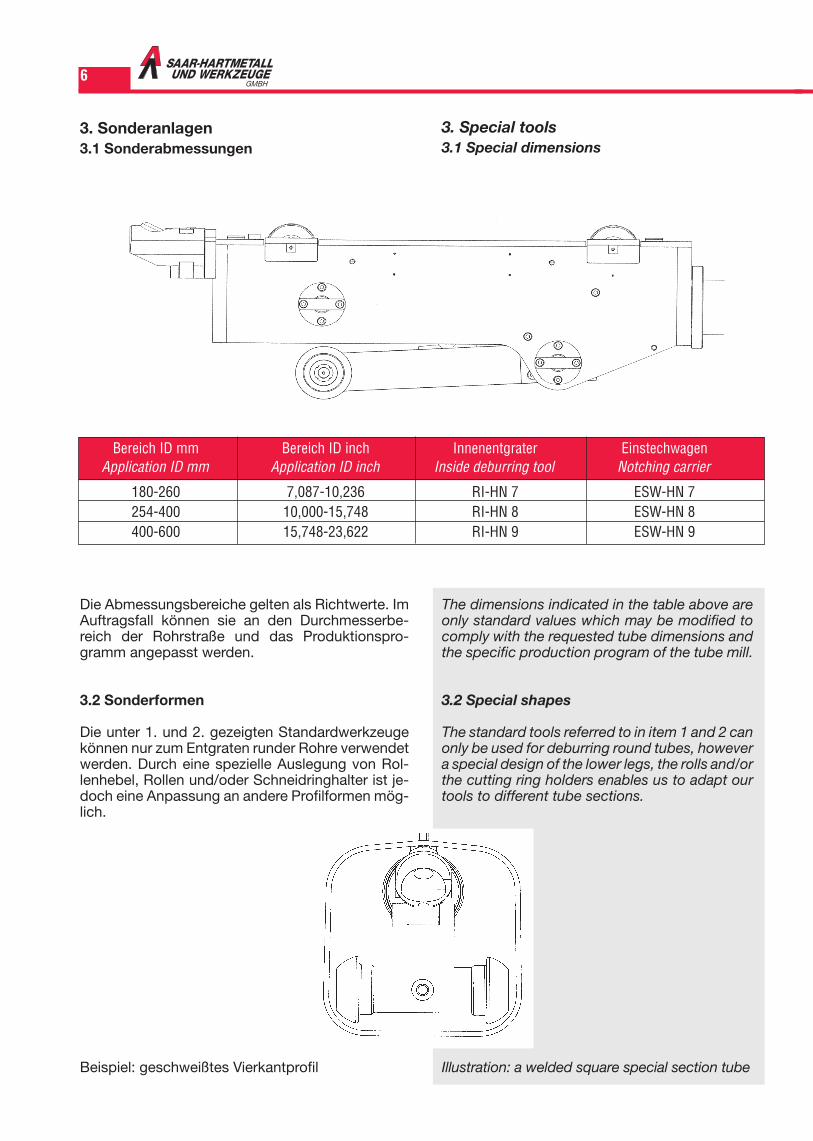
3. Sonderanlagen3.1 Sonderabmessungen
3. Special tools3.1 Special dimensions
Bereich ID mm Bereich ID inch Innenentgrater EinstechwagenApplication ID mm Application ID inch Inside deburring tool Notching carrier
180-260 7,087-10,236 RI-HN 7 ESW-HN 7254-400 10,000-15,748 RI-HN 8 ESW-HN 8400-600 15,748-23,622 RI-HN 9 ESW-HN 9
Die Abmessungsbereiche gelten als Richtwerte. ImAuftragsfall können sie an den Durchmesserbe-reich der Rohrstraße und das Produktionspro-gramm angepasst werden.
3.2 Sonderformen
Die unter 1. und 2. gezeigten Standardwerkzeugekönnen nur zum Entgraten runder Rohre verwendetwerden. Durch eine spezielle Auslegung von Rol-lenhebel, Rollen und/oder Schneidringhalter ist je-doch eine Anpassung an andere Profilformen mög-lich.
Beispiel: geschweißtes Vierkantprofil
The dimensions indicated in the table above areonly standard values which may be modified tocomply with the requested tube dimensions andthe specific production program of the tube mill.
3.2 Special shapes
The standard tools referred to in item 1 and 2 canonly be used for deburring round tubes, howevera special design of the lower legs, the rolls and/orthe cutting ring holders enables us to adapt ourtools to different tube sections.
Illustration: a welded square special section tube
7
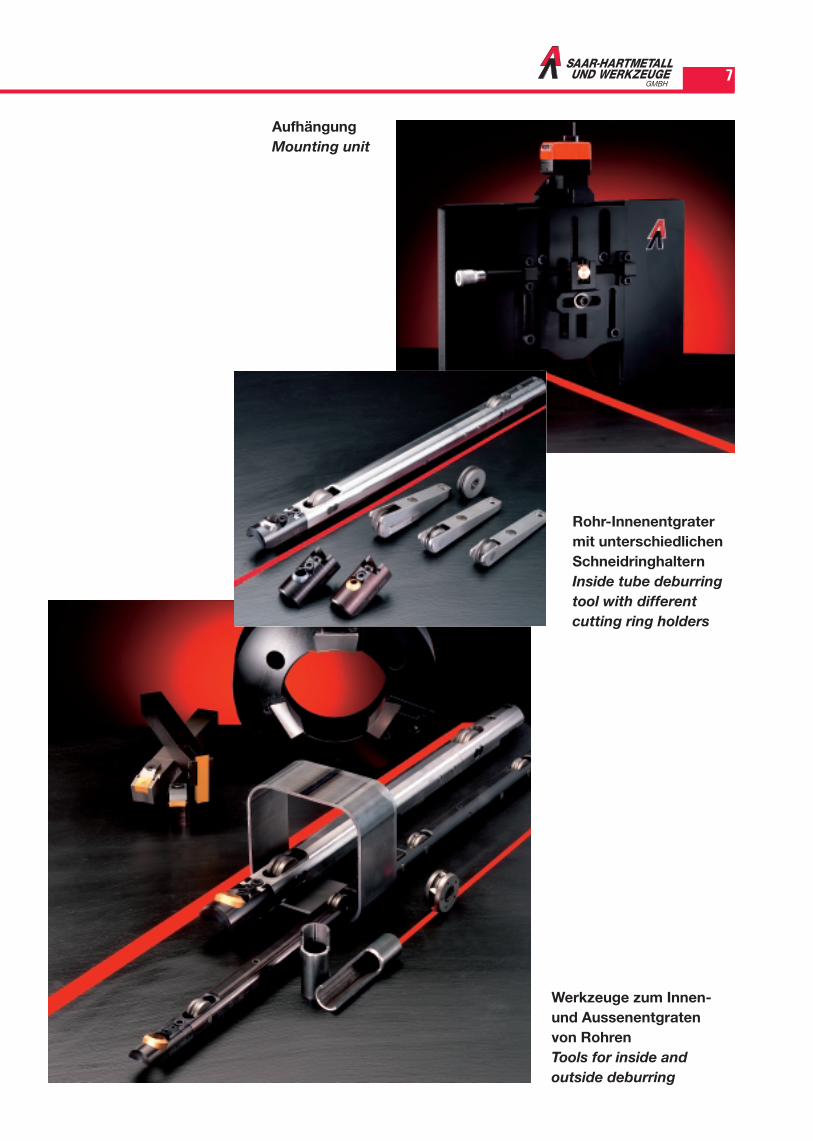
AufhängungMounting unit
Rohr-Innenentgratermit unterschiedlichenSchneidringhalternInside tube deburringtool with different cutting ring holders
Werkzeuge zum Innen-und Aussenentgraten von RohrenTools for inside and outside deburring

8
4. Impeder4.1 Mechanische Impeder
4. Impeder4.1 Mechanical impeder
Anlagen- Bereich Impederbereich Impederbereich Durchfluß- Rückfluß-größe ID mm ID mm ID inch Impeder Impeder
Size of Application Application of Application of the Flow-through- Return-flow-the tool ID mm the impeder ID mm impeder ID inch impeder impederME 014 14-17 14-16 0,551-0,630 IMP-ME0 14-12
16-17 0,630-0,669 IMP-ME0 14-14ME 017 17-21 17-18 0,669-0,709 IMP-ME0 17-14
18-21 0,709-0,827 IMP-ME0 17-16ME 1 21-26 21-23 0,827-0,906 IMP-ME 1-18
23-25 0,906-0,984 IMP-ME 1-2025-26 0,984-1,024 IMP-ME 1-22
ME 2 26-34 26-29 1,024-1,142 IMP-ME 2-22 IMP-ME 2-22 WRF29-32 1,142-1,260 IMP-ME 2-25 IMP-ME 2-25 WRF32-34 1,260-1,339 IMP-ME 2-28 IMP-ME 2-28 WRF
ME 3 32-50 32-38 1,260-1,496 IMP-ME 3-28 IMP-ME 3-28 WRF38-44 1,496-1,732 IMP-ME 3-34 IMP-ME 3-34 WRF44-50 1,732-1,969 IMP-ME 3-39 IMP-ME 3-39 WRF
ME 4 48-72 48-56 1,890-2,205 IMP-ME 4-39 IMP-ME 4-39 WRF54-65 2,126-2,559 IMP-ME 4-45 IMP-ME 4-45 WRF64-72 2,520-2,835 IMP-ME 4-55 IMP-ME 4-55 WRF
ME 5 70-110 70-85 2,756-3,346 IMP-ME 5-55 IMP-ME 5-55 WRF85-100 3,346-3,937 IMP-ME 5-70 IMP-ME 5-70 WRF100-110 3,937-4,331 IMP-ME 5-85 IMP-ME 5-85 WRF
Impeder / Impeder

9
4.2 Hydraulische Impeder 4.2 Hydraulic impeder
Anlagen- Bereich Impederbereich Impederbereich Durchfluß- Rückfluß-größe ID mm ID mm ID inch Impeder Impeder
Size of Application Application of Application of the Flow-through- Return-flow-the tool ID mm the impeder ID mm impeder ID inch impeder impeder
HN 3 32-50 32-38 1,260-1,496 IMP-HN 3-28 IMP-HN 3-28 WRF38-44 1,496-1,732 IMP-HN 3-34 IMP-HN 3-34 WRF44-50 1,732-1,969 IMP-HN 3-39 IMP-HN 3-39 WRF
HN 4 48-72 48-56 1,890-2,205 IMP-HN 4-39 IMP-HN 4-39 WRF54-65 2,126-2,559 IMP-HN 4-45 IMP-HN 4-45 WRF64-72 2,520-2,835 IMP-HN 4-55 IMP-HN 4-55 WRF
HN 5 70-110 70-85 2,756-3,346 IMP-HN 5-55 IMP-HN 5-55 WRF85-100 3,346-3,937 IMP-HN 5-70 IMP-HN 5-70 WRF100-110 3,937-4,331 IMP-HN 5-85 IMP-HN 5-85 WRF
HN 6 108-184 108-125 4,252-4,921 IMP-HN 6-85 IMP-HN 6-85-WRF125-155 4,921-6,102 IMP-HN 6-100 IMP-HN 6-100-WRF155-184 6,102-7,244 IMP-HN 6-130 IMP-HN 6-130-WRF
HN 7/8/9 180-600 auf Anfrage on request
4.3 Ferrite und EpoxydrohreUnser Lieferprogramm umfasst nahezu alle markt-gängigen Ferrite und Epoxydrohre.
4.3 Ferrites and epoxy tubesIn addition we supply most of the current ferritesand epoxy tubes.
Ferrite und Epoxydrohre / Ferrites and epoxy tubes
10
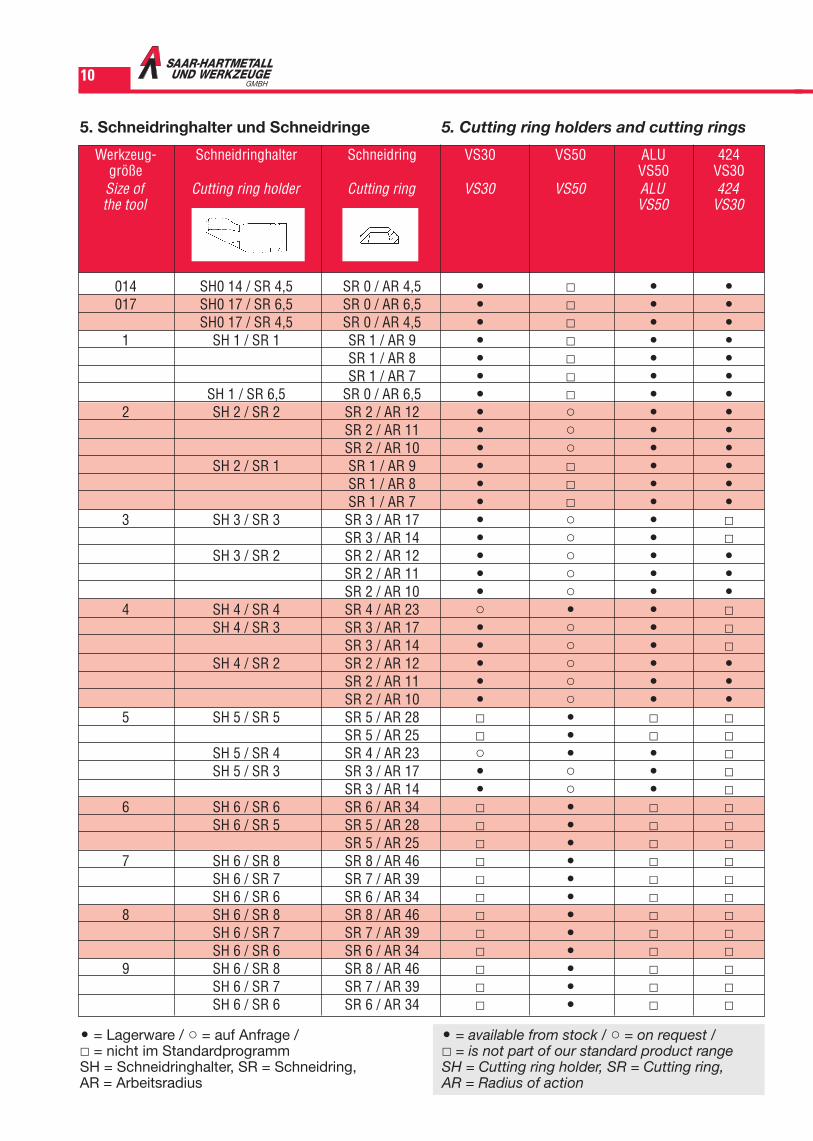
5. Schneidringhalter und Schneidringe 5. Cutting ring holders and cutting rings
� = Lagerware / � = auf Anfrage / � = nicht im StandardprogrammSH = Schneidringhalter, SR = Schneidring, AR = Arbeitsradius
� = available from stock / � = on request / � = is not part of our standard product rangeSH = Cutting ring holder, SR = Cutting ring, AR = Radius of action
Werkzeug- Schneidringhalter Schneidring VS30 VS50 ALU 424größe VS50 VS30
Size of Cutting ring holder Cutting ring VS30 VS50 ALU 424the tool VS50 VS30
014 SH0 14 / SR 4,5 SR 0 / AR 4,5 � � � �017 SH0 17 / SR 6,5 SR 0 / AR 6,5 � � � �
SH0 17 / SR 4,5 SR 0 / AR 4,5 � � � �1 SH 1 / SR 1 SR 1 / AR 9 � � � �
SR 1 / AR 8 � � � �SR 1 / AR 7 � � � �
SH 1 / SR 6,5 SR 0 / AR 6,5 � � � �2 SH 2 / SR 2 SR 2 / AR 12 � � � �
SR 2 / AR 11 � � � �SR 2 / AR 10 � � � �
SH 2 / SR 1 SR 1 / AR 9 � � � �SR 1 / AR 8 � � � �SR 1 / AR 7 � � � �
3 SH 3 / SR 3 SR 3 / AR 17 � � � �SR 3 / AR 14 � � � �
SH 3 / SR 2 SR 2 / AR 12 � � � �SR 2 / AR 11 � � � �SR 2 / AR 10 � � � �
4 SH 4 / SR 4 SR 4 / AR 23 � � � �SH 4 / SR 3 SR 3 / AR 17 � � � �
SR 3 / AR 14 � � � �SH 4 / SR 2 SR 2 / AR 12 � � � �
SR 2 / AR 11 � � � �SR 2 / AR 10 � � � �
5 SH 5 / SR 5 SR 5 / AR 28 � � � �SR 5 / AR 25 � � � �
SH 5 / SR 4 SR 4 / AR 23 � � � �SH 5 / SR 3 SR 3 / AR 17 � � � �
SR 3 / AR 14 � � � �6 SH 6 / SR 6 SR 6 / AR 34 � � � �
SH 6 / SR 5 SR 5 / AR 28 � � � �SR 5 / AR 25 � � � �
7 SH 6 / SR 8 SR 8 / AR 46 � � � �SH 6 / SR 7 SR 7 / AR 39 � � � �SH 6 / SR 6 SR 6 / AR 34 � � � �
8 SH 6 / SR 8 SR 8 / AR 46 � � � �SH 6 / SR 7 SR 7 / AR 39 � � � �SH 6 / SR 6 SR 6 / AR 34 � � � �
9 SH 6 / SR 8 SR 8 / AR 46 � � � �SH 6 / SR 7 SR 7 / AR 39 � � � �SH 6 / SR 6 SR 6 / AR 34 � � � �

11
6. Sonderwerkzeuge für das Rohr-Innen-entgraten
6. Special tools for inside deburring
Sonderwerkzeuge für das InnenentgratenSpecial tools for inside deburring
Schneidringe / Cutting rings
Ausser unseren Standardwerkzeugen fertigen wir - auf Anfrage - auch Sonderwerkzeuge für dasInnenentgraten von Rohren.
On request, we supply special tools for inside de-burring as well.
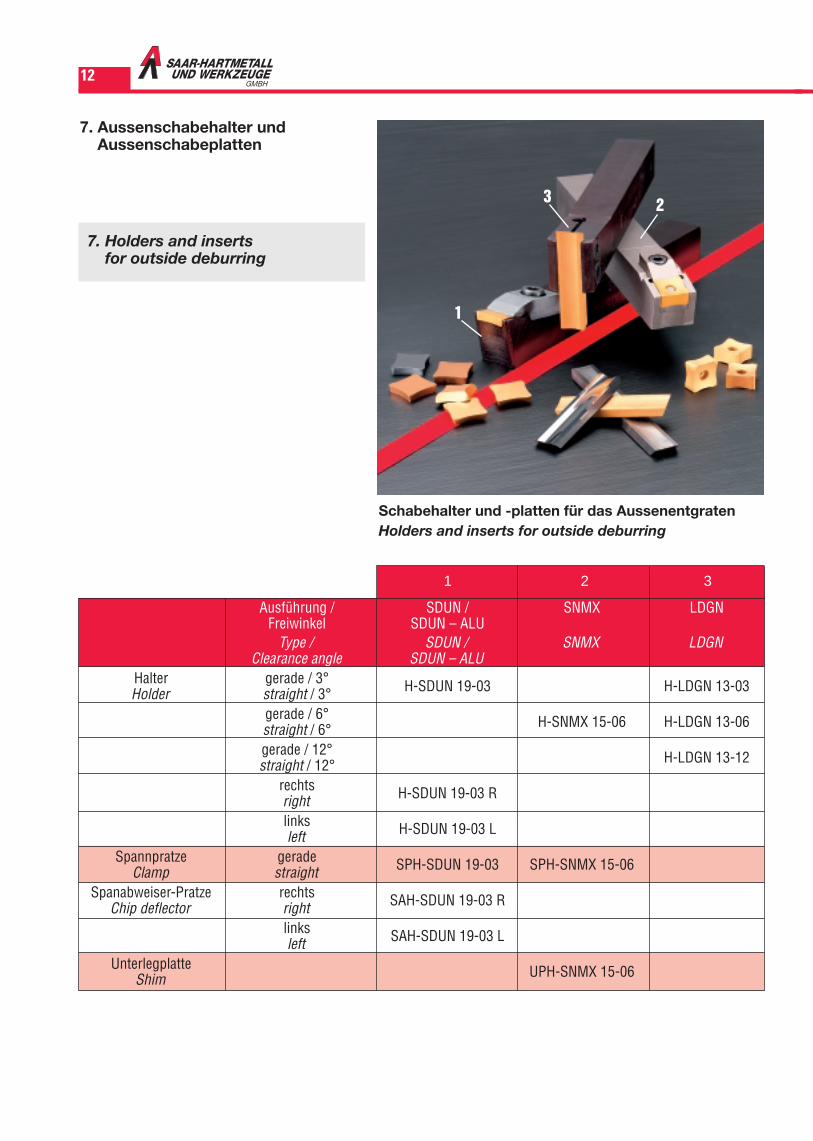
Ausführung / SDUN / SNMX LDGNFreiwinkel SDUN – ALU
Type / SDUN / SNMX LDGNClearance angle SDUN – ALU
Halter gerade / 3° H-SDUN 19-03 H-LDGN 13-03Holder straight / 3°gerade / 6° H-SNMX 15-06 H-LDGN 13-06straight / 6°
gerade / 12° H-LDGN 13-12straight / 12°rechts H-SDUN 19-03 Rrightlinks H-SDUN 19-03 Lleft
Spannpratze gerade SPH-SDUN 19-03 SPH-SNMX 15-06Clamp straightSpanabweiser-Pratze rechts SAH-SDUN 19-03 RChip deflector right
links SAH-SDUN 19-03 LleftUnterlegplatte UPH-SNMX 15-06Shim
12
7. Aussenschabehalter und Aussenschabeplatten
7. Holders and insertsfor outside deburring
Schabehalter und -platten für das AussenentgratenHolders and inserts for outside deburring
3
1
2
1 2 3
13
Radius SDUN SDUN - ALU SNMX LDGNRadius SDUN SDUN - ALU SNMX LDGN
15 SDUN 190416 015 LDGN 130560 01518 SDUN 190416 018 LDGN 130560 01820 SDUN 190416 020 SDUN 190416 020 ALU SNMX 150708 020 LDGN 130560 02025 SDUN 190416 025 SDUN 190416 025 ALU SNMX 150708 025 LDGN 130560 02530 SDUN 190416 030 SDUN 190416 030 ALU SNMX 150708 030 LDGN 130560 03035 SDUN 190416 035 SDUN 190416 035 ALU LDGN 130560 03540 SDUN 190416 040 SDUN 190416 040 ALU SNMX 150708 040 LDGN 130560 04045 SDUN 190416 045 LDGN 130560 04550 SDUN 190416 050 SDUN 190416 050 ALU SNMX 150708 050 LDGN 130560 05055 SDUN 190416 05560 SDUN 190416 060 SNMX 150708 060 LDGN 130560 06065 SDUN 190416 06570 SDUN 190416 070 SNMX 150708 070 LDGN 130560 07075 SDUN 190416 07580 SDUN 190416 080 LDGN 130560 08090 SDUN 190416 090
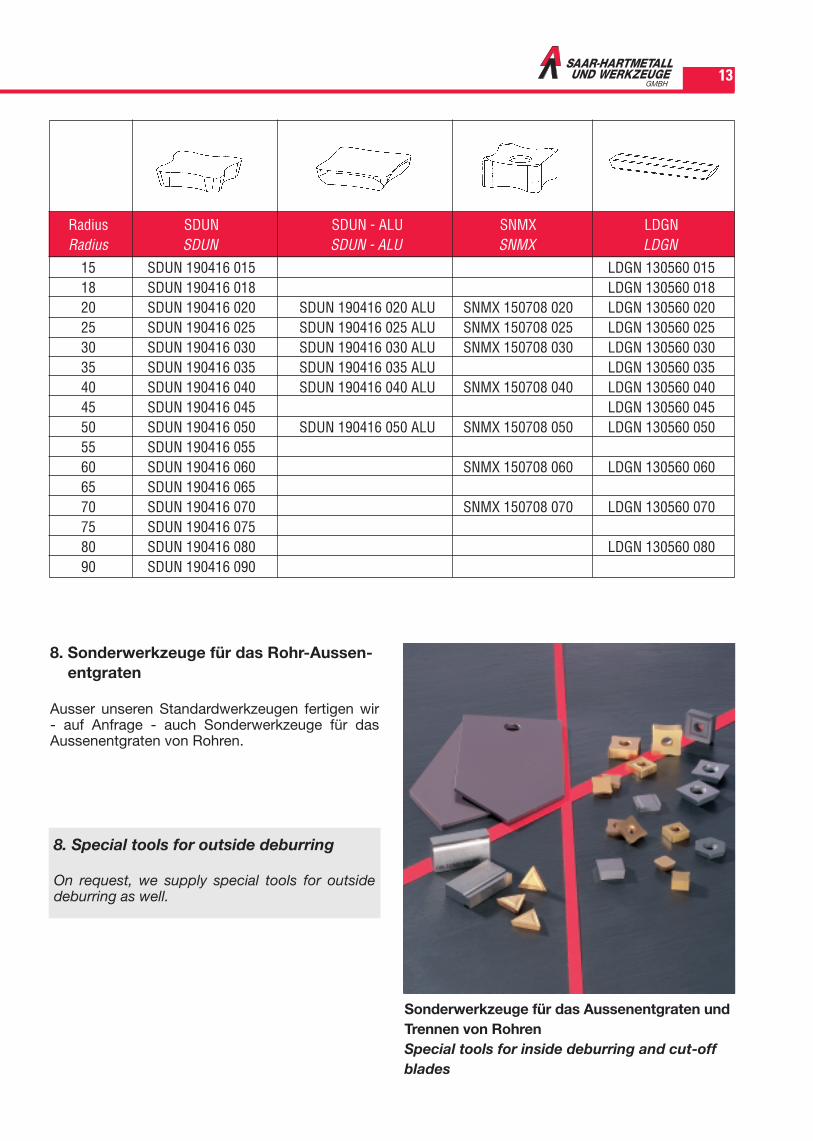
Sonderwerkzeuge für das Aussenentgraten undTrennen von RohrenSpecial tools for inside deburring and cut-offblades
8. Sonderwerkzeuge für das Rohr-Aussen-entgraten
8. Special tools for outside deburring
Ausser unseren Standardwerkzeugen fertigen wir - auf Anfrage - auch Sonderwerkzeuge für dasAussenentgraten von Rohren.
On request, we supply special tools for outsidedeburring as well.
14
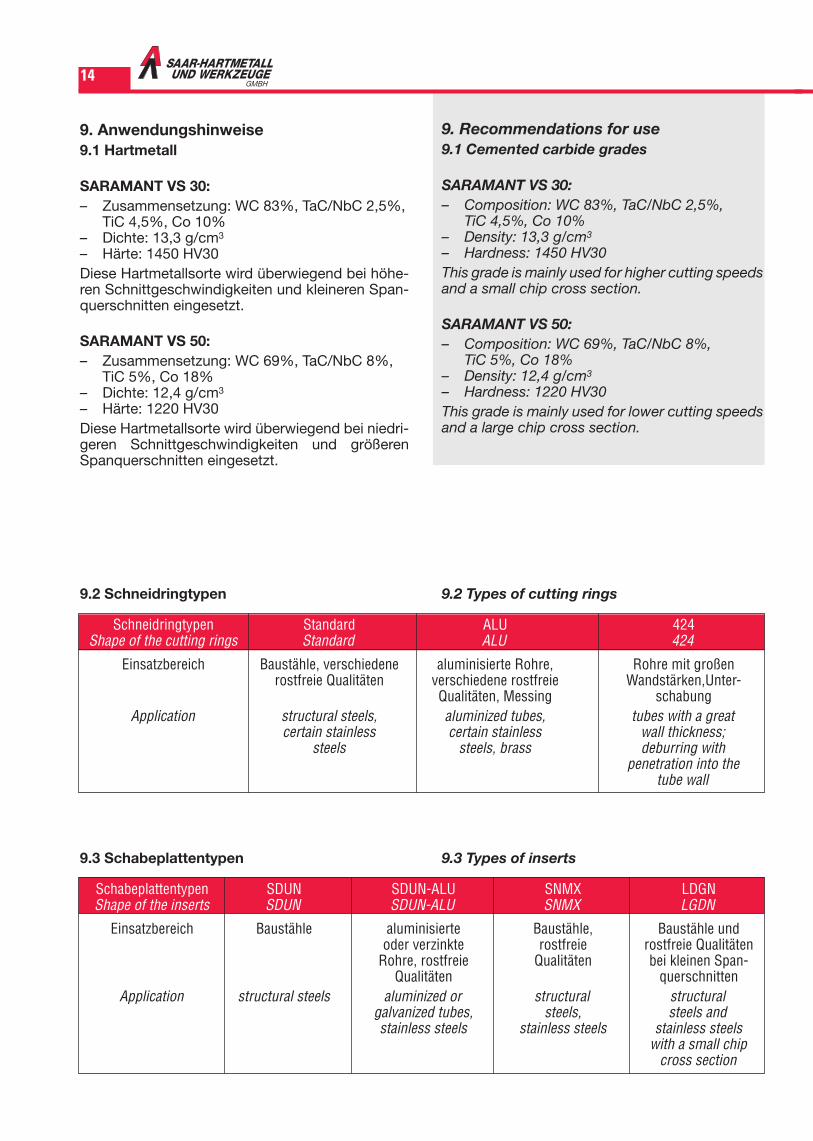
Schneidringtypen Standard ALU 424Shape of the cutting rings Standard ALU 424
Einsatzbereich Baustähle, verschiedene aluminisierte Rohre, Rohre mit großenrostfreie Qualitäten verschiedene rostfreie Wandstärken,Unter-
Qualitäten, Messing schabungApplication structural steels, aluminized tubes, tubes with a great
certain stainless certain stainless wall thickness;steels steels, brass deburring with
penetration into thetube wall
Schabeplattentypen SDUN SDUN-ALU SNMX LDGNShape of the inserts SDUN SDUN-ALU SNMX LGDN
Einsatzbereich Baustähle aluminisierte Baustähle, Baustähle undoder verzinkte rostfreie rostfreie Qualitäten
Rohre, rostfreie Qualitäten bei kleinen Span-Qualitäten querschnitten
Application structural steels aluminized or structural structuralgalvanized tubes, steels, steels andstainless steels stainless steels stainless steels
with a small chip cross section
9.3 Schabeplattentypen
9.2 Schneidringtypen
9.3 Types of inserts
9.2 Types of cutting rings
9. Anwendungshinweise9.1 Hartmetall
SARAMANT VS 30:– Zusammensetzung: WC 83%, TaC/NbC 2,5%,
TiC 4,5%, Co 10%– Dichte: 13,3 g/cm3
– Härte: 1450 HV30Diese Hartmetallsorte wird überwiegend bei höhe-ren Schnittgeschwindigkeiten und kleineren Span-querschnitten eingesetzt.
SARAMANT VS 50:– Zusammensetzung: WC 69%, TaC/NbC 8%,
TiC 5%, Co 18%– Dichte: 12,4 g/cm3
– Härte: 1220 HV30Diese Hartmetallsorte wird überwiegend bei niedri-geren Schnittgeschwindigkeiten und größerenSpanquerschnitten eingesetzt.
9. Recommendations for use9.1 Cemented carbide grades
SARAMANT VS 30:– Composition: WC 83%, TaC/NbC 2,5%,
TiC 4,5%, Co 10%– Density: 13,3 g/cm3
– Hardness: 1450 HV30This grade is mainly used for higher cutting speedsand a small chip cross section.
SARAMANT VS 50:– Composition: WC 69%, TaC/NbC 8%,
TiC 5%, Co 18%– Density: 12,4 g/cm3
– Hardness: 1220 HV30This grade is mainly used for lower cutting speedsand a large chip cross section.

15
“HS-CUTTER“ zum Zerkleinern von Spänen
“HS-CUTTER“ for chopping thecontinues chip into small bits
“ROTOSCHAB“ zum Aussenentgraten (nicht lieferbar in den USA)“ROTOSCHAB“ for outside deburring(not sold to the USA)
Abbildungen und technische Spezifikationen:Änderungen vorbehalten.
Illustrations and technical specifications,subject to change.

Kompetenz, Qualitätsmanagement undmodernste Fertigungsanlagen
Unser Einsatz für Sie!Hartmetall- und PM-Legierungen mit eigenen Qualitäten!Ausgerichtet auf Einzel- bis Mittelserienfertigung!Gerüstet zur Lösung kundenspezifischer Wünsche!
Technical know-how, qualitity assurance, up-to-date production facilities
That’s our commitment to you!Carbide grades and powder metallurgical alloys with specific technological properties!Modern facilities to satisfy special needs!Appropriate machines for the manufacture of special tools and for medium batch production!
Bismarckstrasse 57–59D-66333 Völklingen/SaarGermanyPhone: ++49 6898 / 5042-300 Telefon: ++ 49 until -303Fax: ++49 6898 / 5042-319E-Mail: [email protected]
www.saar-hartmetall.de