Schlussbericht AiF 14.509 Endkonturnahes Beschichten
69
Leibniz Universität Hannover Institut für Werkstoffkunde Abschlussbericht Forschungsstelle: Institut für Werkstoffkunde Leibniz Universität Hannover Prof. Dr.-Ing. Fr.-W. Bach An der Universität 2 30823 Garbsen Thema: Entwicklung und Charakterisierung von plasma- und hochgeschwindig- keitsflammgespritzten, endkonturnahen, nachbearbeitungsreduzierten Schichten aus feinfraktionierten Pulvern AiF-Nr.: 14.509 N Laufzeit: 01.02.2006 – 31.01.2008 Berichtsdatum: 14.05.2008
-
Upload
walter-brown -
Category
Documents
-
view
59 -
download
11
Transcript of Schlussbericht AiF 14.509 Endkonturnahes Beschichten
Leibniz Universität Hannover Institut für Werkstoffkunde
Abschlussbericht
Forschungsstelle: Institut für Werkstoffkunde Leibniz Universität Hannover Prof. Dr.-Ing. Fr.-W. Bach An der Universität 2 30823 Garbsen
Thema: Entwicklung und Charakterisierung von plasma- und hochgeschwindig- keitsflammgespritzten, endkonturnahen, nachbearbeitungsreduzierten Schichten aus feinfraktionierten Pulvern
AiF-Nr.: 14.509 N
Laufzeit: 01.02.2006 – 31.01.2008
Berichtsdatum: 14.05.2008
Projektbegleitender Ausschuss
GTV Verschleiss-Schutz GmbH
Dr.-Ing. A. Schwenk Gewerbegebiet "Vor der Neuwiese" 57629 Luckenbach
Coating-Center-Castrop GmbH
Dr.-Ing. D. Haumann Am Förderturm 14 44575 Castrop-Rauxel
Terolab Services Germany GmbH
Dr.-Ing. G. Langer Helmholtzstr. 4/6 40764 Langenfeld
Sulzer Metco WOKA GmbH
Dr.-Ing. G. Reisel Im Vorwerk 25 36456 Barchfeld
DURUM Verschleiss-Schutz GmbH
T. Wenz Linselles Str. 125 47877 Willich
Gesellschaft für Fertigungstechnik und Entwicklung e. V.
T. Maul Näherstiller Str. 10 98574 Schmalkalden

Inhaltsverzeichnis
Zusammenfassung......................................................................................................4 1 Einleitung .............................................................................................................5 2 Versuchsplanung- und durchführung ...................................................................6
2.1 Versuchsplanung nach Taguchi ....................................................................6 2.2 Untersuchungen an den Spritzwerkstoffen ...................................................8
2.2.1 Pulvercharakterisierung .........................................................................8 2.2.2 Pulverförderversuche.............................................................................8
2.3 Beschichtungsversuche ..............................................................................10 2.4 Untersuchungen an den Schichten .............................................................12
2.4.1 Dokumentation und Materialografie .....................................................122.4.2 Untersuchung des Schichtauftrags, der Rauheit und der Härte...........12 2.4.3 Untersuchung des Sprödbruchverhaltens............................................13 2.4.4 Röntgendiffraktometrische Untersuchungen........................................14 2.4.5 Untersuchungen zum Verschleiß- und Korrosionsverhalten ................15
2.5 Beschichtung von Demonstratorbauteilen...................................................16 3 Ergebnisse und Diskussion ................................................................................17
3.1 Charakterisierung und Förderverhalten der Spritzwerkstoffe ......................17 3.2 Ergebnisse der Spritzversuche und der Taguchi-Analyse...........................21 3.3 Ergebnisse der Validierungsversuche.........................................................23 3.4 Korrosions- und Verschleißverhalten der Schichten ...................................31
3.4.1 Salzsprühnebeltests nach DIN EN ISO 9227.......................................31 3.4.2 Tribometerversuche nach ASTM G 99.................................................33
3.5 Umsetzung der gewonnenen Erkenntnisse.................................................35 4 Zusammenfassung und Ausblick .......................................................................37 5 Literatur ..............................................................................................................40 Anhang......................................................................................................................41
A1 Durchführung der Pulverförderversuche .....................................................42 A2 Durchführung der Beschichtungsversuche .................................................45 A3 Signal-zu-Rauschverhältnisse der analysierten Schichtkriterien.................47 A4 Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227 .........57

4
Zusammenfassung
Die Verarbeitung von feinen Spritzwerkstoffen mit Korngrößen von < 25 μm mit Plasma- und Hochgeschwindigkeitsflammspritzsystemen stellt einen vielversprechenden Ansatz zur Rati-onalisierung von Beschichtungsprozessen dar. Dadurch eröffnet sich zum einen die Möglich-keit, maßhaltige Beschichtungen zu realisieren, welche ohne bzw. ohne aufwendige Nach-bearbeitungsschritte den gestellten Maß- und Oberflächentoleranzen entsprechen. Zum an-deren können, verglichen mit dem Einsatz von Standardspritzwerkstofffraktionen, verbesser-te Schichteigenschaften erzielt werden.
Im Rahmen dieses Forschungsvorhabens konnte die Verarbeitung von feinen Spritzwerk-stofffraktionen mit Korngrößen von < 25 μm mit Plasma- und Hochgeschwindigkeitsflamm-spritzsystemen erfolgreich realisiert werden. Betrachtet wurden Spritzwerkstoffsysteme, die vor allem zur Erhöhung des Verschleißschutzes bei einer eventuell vorhandenen korrosiven Beanspruchung eingesetzt werden (Cr2O3, Cr3C2 NiCr, WCCoCr). Es wurden Pulverförder-versuche mit verschiedenen marktgängigen Pulverfördersystemen durchgeführt, um Para-meter für eine konstante Pulverförderung zu erhalten. Mit Hilfe von Spritzversuchen konnten wichtige Prozessparameter erfolgreich bestimmt, optimiert und validiert werden. Dabei wur-den für eine Realisierung von endkonturnahen Schichten wichtige Schichtkriterien betrachtet, wie zum Beispiel ein konstanter Schichtauftrag, eine niedrige Oberflächenrauheit und eine hohe Schichthärte. Die Planung, Durchführung und Auswertung der Spritzversuche erfolgte von Taguchi entwickelten Methode des Robust Engineerings. Im Rahmen weiterer Untersu-chungen wurden unter anderem der Porenanteil und das Sprödbruchverhalten sowie die Korrosions- und Verschleißbeständigkeit der Schichten betrachtet. Verglichen mit Standard-schichten bietet die Verarbeitung von feinen Spritzwerkstofffraktionen die Möglichkeit, den Porenanteil in den Schichten deutlich zu senken. Als eine Folge davon wurden bei den auf feinen Spritzwerkstofffraktionen basierenden Schichten auch deutlich verbesserte Korrosi-onsbeständigkeiten ermittelt. Röntgendiffraktometrische Messungen zeigten jedoch, das mit der Abnahme der Spritzpartikelgröße im Spritzprozess vor allem bei der Verwendung von karbidbasierten Schichten die Gefahr zunimmt, dass Veränderungen im Phasenbestand der Schichten aufgrund von Entkohlungs- und Oxidationsreaktionen auftreten können, die sich negativ auf Schichteigenschaften wie Härte und Risszähigkeit auswirken. Insbesondere bei der Verarbeitung des Spritzwerkstoffes Cr3C2 NiCr besteht in diesem Punkt noch weiterer Forschungsbedarf.
Mit Hilfe der ermittelten Prozessparameter wurde je Spritzwerkstoffsystem erfolgreich ein Demonstratorbauteil beschichtet, um verschiedene Arbeitsstände während des Fertigungs-prozesses einer endkonturnahen Beschichtung zu dokumentieren. Im Blickpunkt standen hierbei verschiedene Methoden der Nachbearbeitung. Verschiedene Vor- und Nachteile, die sich bei der Verwendung von feinen Spritzwerkstofffraktionen im Spritzprozess ergeben kön-nen, wurden im Vergleich mit Standardschichten gegenübergestellt.
Das Ziel des Vorhabens wurde erreicht.

5
1 Einleitung
Die Kosten für Vor- und Nachbehandlungen thermisch gespritzter Schichten machen einen erheblichen Teil an den Gesamtkosten für eine Beschichtung aus. Einen vielversprechenden Ansatz zur Rationalisierung des Beschichtungsprozesses stellt die Verarbeitung von feinkör-nigen Spritzwerkstoffen mit Plasma- (APS) bzw. Hochgeschwindigkeitsflammspritzsystemen (HVOF) dar. Hierbei werden Pulver mit Korngrößen von < 25 μm im Spritzprozess einge-setzt. Dadurch soll zum einen eine endkonturnahe Beschichtung realisiert werden, welche ohne bzw. ohne aufwendige Nachbearbeitungsschritte den gestellten Maß- und Oberflächen-toleranzen entspricht. Zum anderen werden, verglichen mit dem Einsatz von Standardpulver-fraktionen, verbesserte Schichteigenschaften erwartet. Mit dem Vorteil des reduzierten Nachbearbeitungsaufwandes können der thermischen Spritztechnik weitere Anwendungsge-biete eröffnet werden, in denen die Applikation thermisch gespritzter Schichten aus wirt-schaftlichen Gründen aufgrund eines zu hohen Nachbearbeitungsaufwandes bisher nicht in Frage kam.
Zum Zeitpunkt der Antragstellung waren am Markt nur vereinzelt feinkörnige Spritzpulver kommerziell erhältlich. Die Eigenschaften von Schichtsystemen aus derartigen Spritzwerk-stoffen sowie die Parameter zur erfolgreichen Verarbeitung feiner Spritzpulver waren weitest-gehend unbekannt. Dementsprechend ergab sich der Anlass für ein Forschungsvorhaben, bei dem ein Schwerpunkt auf der Charakterisierung von auf Spritzpulvern mit Korngrößen von < 25 μm basierenden Schichtsystemen liegt, um solche Schichten als Alternative zu konventionell gespritzten Schichten insbesondere für klein- und mittelständische Beschich-tungsunternehmen zu qualifizieren. Der Fokus dieses Forschungsvorhabens sollte dabei auf Schichtsystemen liegen, die zur Erhöhung des Verschleißschutzes bei einer eventuell vor-handenen korrosiven Beanspruchung eingesetzt werden. Weiterhin bestand Entwicklungs- und Optimierungsbedarf hinsichtlich der Prozessführung bei der Verarbeitung feinkörniger Spritzpulver. Dies betrifft vor allem die Förderbarkeit solcher Pulver mit dem Ziel eines gleichmäßigen Massenstromes sowie den Wärmeeintrag in die Spritzpartikel während des Spritzprozesses. Abschließend sollte die Übertragbarkeit der gewonnen Erkenntnisse in die Praxis anhand der Beschichtung und Nachbearbeitung eines geeigneten Demonstrator-bauteils überprüft werden.
6
2 Versuchsplanung- und durchführung
2.1 Versuchsplanung nach Taguchi
Um die Ziele des Projekts hinsichtlich der Entwicklung maßhaltiger Schichtsysteme mit nied-riger Oberflächenrauheit, geringer Porosität und hoher Härte zu realisieren, wurden Ver-suchsreihen statistisch geplant und ausgewertet. Die Vorteile dieser systematischen Vorge-hensweise gegenüber einer konventionellen Versuchsdurchführung mittels Einzelparameter-variation liegen in der Gewinnung von expliziten Aussagen über die Wirkung der Prozesspa-rameter und ihrer Wechselwirkungen untereinander auf die Schichteigenschaften bei gleich-zeitig deutlich reduziertem Versuchsumfang. Über die von den eingesetzten Gerätschaften und Werkstoffen (zum Beispiel vom Typ des eingesetzten Brenners oder von den verwende-ten Spritzwerkstoffen) abhängigen Aussagen hinaus kann mit diesem Vorgehen auch von den erhaltenen Parameterwirkungen deduktiv auf prozessbedingte Vorgänge wie zum Bei-spiel auf eine Überhitzung und chemische Veränderung des Spritzwerkstoffs geschlossen werden. Damit bietet das Werkzeug der Versuchsplanung Möglichkeiten zur empirischen Untersuchung der grundlegenden Eigenschaften thermischer Spritzprozesse, die weit über eine reine anlagenspezifische Prozessoptimierung hinausgehen.
Es wurde ein zweistufiges Optimierungsverfahren eingesetzt, in dem in den ersten Versuch-reihen in einer gewichteten Rangfolge für die zu betrachtenden Schichtkriterien optimale Parametersätze gesucht wurden, und in weiteren Versuchsreihen anschließend die für diese Versuchsdurchführung prognostizierten Schichteigenschaften validiert wurden. Weil die thermischen Spritzprozesse eine allgemein bekannte hohe Variabilität hinsichtlich der erziel-baren Schichteigenschaften aufzeigen, wurden Teile der von Taguchi entwickelten Methode des Robust Engineerings den Verfahren der klassischen Versuchsplanung (zum Beispiel teilfaktorielle Versuchspläne) vorgezogen. Im Folgenden wird auf die Grundzüge der Tagu-chi-Methode eingegangen. Als weiterführende Quelle sei Phadke (1990) empfohlen; für eine praxisbezogene Einführung in die allgemeinen Grundlagen der Versuchplanung eignet sich Scheffler (1997).
Um die Eigenschaften eines Schichtsystems wie zum Beispiel seine Oberflächenrauheit zu optimieren, ist die Kenntnis der Wirkzusammenhänge zwischen Prozessparametern und den zu verbessernden Schichtkriterien von grundlegender Bedeutung. Die an beschichteten Pro-ben aufgenommenen Messwerte einer Schichteigenschaft können als eine Funktion der Pro-zessparameter aufgefasst werden:
f(x1, x2, …, xn) = yj
wobei xi = Prozessparameter wie Stromstärke, Spritzabstand usw.
yj = Schichtkriterien wie Schichtauftrag, Hartpartikelgehalt usw.
Bei statistisch geplanten Versuchen werden die zu untersuchenden Prozessparameter aus-gehend von der Prozesskenntnis des Durchführenden gewählt. Die Variation dieser Faktoren auf üblicherweise zwei oder drei Faktorstufen gemäß dem Schema eines gewählten Ver-suchsplans ergibt den Versuchsraum mit jeweils einer Dimension pro untersuchtem Parame-ter und pro gemessener sich ergebender Schichteigenschaft. Bei der Anwendung klassi-scher Versuchpläne wird die Grundannahme getroffen, dass die Schichteigenschaften nur
7
von den untersuchten Prozessparametern abhängen. Die Hauptfaktoreneffekte und die Ef-fekte der Faktorenwechselwirkungen auf die Schicht werden durch eine multiple Regression der aufgenommenen Messwerte errechnet.
Die Auswertung von Taguchi-Versuchsplänen erfolgt hingegen mit einer Varianzanalyse. Die Variation der untersuchten Parameter ergibt in jedem Einzelversuch ein anderes Ergebnis. Die Anteile der untersuchten Parameter an dieser Varianz werden berechnet und so wieder-um die Effekte erhalten. Der Modellansatz der oben beschriebenen Wirkungsfunktion ist in der Methode des Robust Engineerings jedoch erweitert: Neben den im Versuchsplan variier-ten Prozessparametern, den so genannten Steuergrößen, wirken auf den Beschichtungspro-zess und damit auf das Schichtsystem auch Stell- und Störgrößen ein. Erstere sind Prozess-einstellungen wie die Substratvorbehandlung oder die Brennerüberfahrgeschwindigkeit, die üblicherweise konstant gehalten werden, bei deren Änderung sich jedoch eine signifikante Veränderung des Schichtsystems ergeben kann. Störgrößen hingegen sind zum Beispiel Verschleißerscheinungen an Gerätschaften wie Pulverinjektionsdüsen und an Brennerteilen wie Kathoden oder Expansiondüsen. Das Zusammenwirken aller drei Gruppen ergibt die hohe Variabilität der Spritzprozesse, welche bei nicht ausreichender Betrachtung einzelner Größen eine erfolgreiche Optimierung des Prozesses verhindert.
Das Ziel des Robust Engineering Ansatzes sind nicht Parametereinstellungen zur maximalen Optimierung einzelner Schichtkriterien. Vielmehr sollen Parametereinstellungen gefunden erhalten werden, die ein möglichst konstantes Ergebnis gewährleisten. Dies entspricht einer Minimierung der Varianz der Werte, die für die einzelnen Schichtkriterien gemessen werden. Dazu werden die aufgenommenen Werte in ein logarithmiertes Signal-zu-Rausch-Verhältnis (signal/noise bzw. S/N Verhältnis) umgerechnet. Der Vorteil besteht dabei unter anderem in der besseren Übertragbarkeit dieser in Dezibel (dB) ausgedrückten Werte auf andere Anla-gen und Spritzwerkstoffe (Prinzip der Additivität der Faktorwirkungen). Analog zu dem Sig-nal-zu-Rauschverhältnis eines HiFi-Verstärkers entspricht das Signal hier dem Einfluss der Steuergrößen auf das Beschichtungsergebnis, das Rauschen hingegen Störeinflüssen. Durch die angestrebte Maximierung des S/N-Verhältnisses werden die Störeinflüsse mini-miert; der Prozess wird robust ausgelegt.
Je nach Zielstellung (Maximierung oder Minimierung eines Schichtkriteriums, Einstellen auf einen Zielwert) werden unterschiedliche Formeln zur Berechnung des S/N-Verhältnisses herangezogen. Neben der Ausgabe der Hauptfaktoreneffekte und der Zweifaktorenwechsel-wirkungen, die durch Mehrfachmessungen an einer Probe erhalten werden können, ist mit dieser Methode eine Optimierung von Schichtsystemen mit einer gewichteten Rangfolge der zu betrachtenden Schichtkriterien möglich.
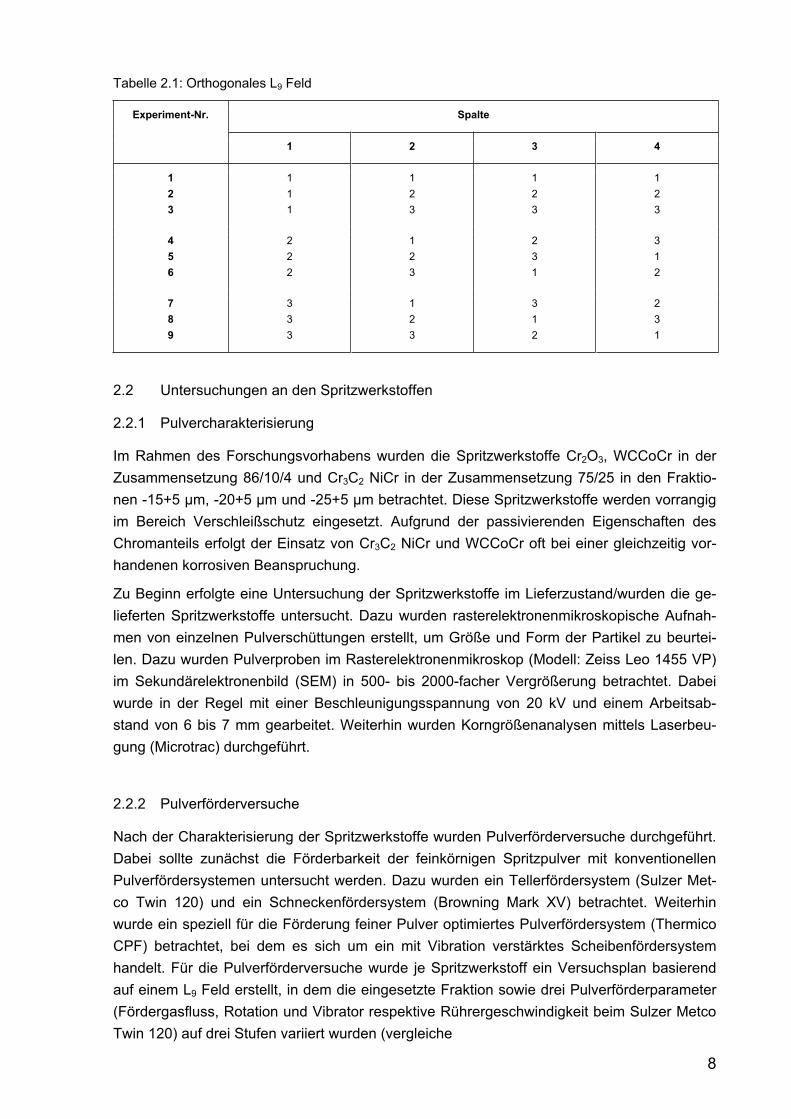
Für die Versuchspläne dieses Forschungsvorhabens wurde jeweils ein orthogonales L9 Feld verwendet, in dem pro untersuchten Spritzwerkstoff in neun Versuchen vier Prozessvariab-len auf drei Stufen (Stufe 1, 2 und 3) variiert wurden (vergleiche Tabelle 2.1). Die statistische Analyse der Messdaten wurde mit den Softwarepaketen Minitab und Statistica vorgenom-men.
8
Tabelle 2.1: Orthogonales L9 Feld
SpalteExperiment-Nr.
1 2 3 4
123
111
123
123
123
456
222
123
231
312
789
333
123
312
231
2.2 Untersuchungen an den Spritzwerkstoffen
2.2.1 Pulvercharakterisierung
Im Rahmen des Forschungsvorhabens wurden die Spritzwerkstoffe Cr2O3, WCCoCr in der Zusammensetzung 86/10/4 und Cr3C2 NiCr in der Zusammensetzung 75/25 in den Fraktio-nen -15+5 μm, -20+5 μm und -25+5 μm betrachtet. Diese Spritzwerkstoffe werden vorrangig im Bereich Verschleißschutz eingesetzt. Aufgrund der passivierenden Eigenschaften des Chromanteils erfolgt der Einsatz von Cr3C2 NiCr und WCCoCr oft bei einer gleichzeitig vor-handenen korrosiven Beanspruchung.
Zu Beginn erfolgte eine Untersuchung der Spritzwerkstoffe im Lieferzustand/wurden die ge-lieferten Spritzwerkstoffe untersucht. Dazu wurden rasterelektronenmikroskopische Aufnah-men von einzelnen Pulverschüttungen erstellt, um Größe und Form der Partikel zu beurtei-len. Dazu wurden Pulverproben im Rasterelektronenmikroskop (Modell: Zeiss Leo 1455 VP) im Sekundärelektronenbild (SEM) in 500- bis 2000-facher Vergrößerung betrachtet. Dabei wurde in der Regel mit einer Beschleunigungsspannung von 20 kV und einem Arbeitsab-stand von 6 bis 7 mm gearbeitet. Weiterhin wurden Korngrößenanalysen mittels Laserbeu-gung (Microtrac) durchgeführt.
2.2.2 Pulverförderversuche
Nach der Charakterisierung der Spritzwerkstoffe wurden Pulverförderversuche durchgeführt. Dabei sollte zunächst die Förderbarkeit der feinkörnigen Spritzpulver mit konventionellen Pulverfördersystemen untersucht werden. Dazu wurden ein Tellerfördersystem (Sulzer Met-co Twin 120) und ein Schneckenfördersystem (Browning Mark XV) betrachtet. Weiterhin wurde ein speziell für die Förderung feiner Pulver optimiertes Pulverfördersystem (Thermico CPF) betrachtet, bei dem es sich um ein mit Vibration verstärktes Scheibenfördersystem handelt. Für die Pulverförderversuche wurde je Spritzwerkstoff ein Versuchsplan basierend auf einem L9 Feld erstellt, in dem die eingesetzte Fraktion sowie drei Pulverförderparameter (Fördergasfluss, Rotation und Vibrator respektive Rührergeschwindigkeit beim Sulzer Metco Twin 120) auf drei Stufen variiert wurden (vergleiche

9
Tabelle 2.2 bis Tabelle 2.4). In Vorversuchen wurden zunächst realisierbare Parameterkom-binationen für die eigentlichen Förderversuche gesucht. Bei den Förderversuchen wurde jeweils die Masse des innerhalb eines Zeitraumes von einer Minute geförderten Pulvers auf-genommen. Ziel der Pulverförderversuche war es, für die sich anschließenden Spritzversu-che Förderparameter zu erhalten, mit denen sich vor allem eine möglichst konstante Pulver-förderung realisieren lässt. Dies stellt auf Grund des geforderten konstanten Schichtauftrags eine wesentliche Voraussetzung dafür dar, dass thermisch gespritzte Schichten endkontur-nah appliziert werden können. Daher erfolgte die Auswertung der Messdaten nicht hinsicht-lich einer Maximierung der geförderten Menge, sondern im Hinblick auf eine möglichst kon-stant geförderte Pulvermenge.
Tabelle 2.2: Programm für die Förderversuche mit dem Browning Mark XV Förderer (Schnecken-fördersystem mit Vibration)
Spritzwerkstoff Pulverfraktion in μm
Rotation Förderschnecke
in UPM
Ar Fördergasfluss in %
(Vorgabe in NLPM)
Vibratorin %
Cr2O3
-15+5-20+5-25+5
200400600
30 (12) 60 (12) 90 (12)
6080
100
Cr3C2 NiCr -15+5-20+5-25+5
300500700
40 (15) 70 (15)
100 (15)
6080
100
WCCoCr-15+5-20+5-25+5
200400600
40 (15) 70 (15)
100 (15)
4070
100
Tabelle 2.3: Programm für die Förderversuche mit dem Sulzer Twin 120 Förderer (Tellerfördersystem mit Rühreinsatz)
Spritzwerkstoff Pulverfraktion in μm
Rotation Förderteller
in UPM
Ar Fördergasfluss in NLPM
Rührer-geschwindigkeit
in %
Cr2O3
-15+5-20+5-25+5
102030
579
304560
Cr3C2 NiCr -15+5-20+5-25+5
51530
68
10
6080
100
WCCoCr-15+5-20+5-25+5
204060
68
10
305070

10
Tabelle 2.4: Programm für die Förderversuche mit dem Thermico CPF Förderer (Scheibenförder-system mit Vibration)
Spritzwerkstoff Pulverfraktion in μm
Rotation Förderteller
in UPM
N Fördergasfluss in NLPM
Vibratorin bar
Cr2O3
-15+5-20+5-25+5
81420
81216
234
Cr3C2 NiCr -15+5-20+5-25+5
101622
81420
23,55
WCCoCr-15+5-20+5-25+5
81624
101724
23,55
2.3 Beschichtungsversuche
Für die Durchführung der Spritzversuche wurde eine zweistufige Vorgehensweise gewählt. Für den ersten Durchgang der Versuche wurde je Spritzwerkstoff ein Versuchsplan nach einem L9 Feld erstellt, in dem basierend auf den Ergebnissen der Vor- und Förderversuche Prozess- und Pulverinjektionsparameter auf drei Stufen variiert wurden (vergleiche
Tabelle 2.5 bis Tabelle 2.7). Die gespritzten Schichten wurden hinsichtlich der Schichtkrite-rien Schichtauftrag, Oberflächenrauheit und Härte charakterisiert. Aus den gewonnenen Messdaten wurden mittels Varianzanalysen die Hauptfaktoreffekte mit dem Ziel berechnet, optimale Parametersätze ableiten zu können. Während dieser Analyse wurden die erwähn-ten Schichtkriterien in einer vom projektbegleitenden Ausschuss gewünschten Rangfolge betrachtet. Das heißt, es wurden zunächst Parameterkombinationen gesucht, die einen mög-lichst konstanten Schichtauftrag bei der Anwendung der in den Vorversuchen ermittelten Förderparameter und weiterhin eine möglichst niedrige Oberflächenrauheit versprechen. Dies sind Grundvoraussetzungen für eine wirtschaftliche und endkonturnahe Applikation thermisch gespritzter Schichten. Gleichzeitig wurde die Erzeugung möglichst harter und riss-zäher Schichten angestrebt. Des Weiteren wurden im Laufe der statistischen Auswertung mit Hilfe der Statistik-Software Prognosewerte für die bereits genannten Schichtkriterien be-stimmt. So wurde zum Beispiel berechnet, welche Rauheit sich beim Spritzen mit den opti-malen Parametern ergeben würde. Nach der Bestimmung der zu spritzenden Parametersät-ze und der Prognosewerte, erfolgte im zweiten Durchgang der Spritzversuche die Validie-rung der ermittelten Optima. Ein Vergleich der prognostizierten und der bei den Validie-rungsproben gemessenen Werte für die Schichtkriterien Schichtauftrag, Rauheit und Härte sollte über die Qualität der statistischen Analyse und über die Reproduzierbarkeit der ermit-telten Optima Aufschluss geben. Zusätzlich wurden in zweiten Durchgang der Spritzversu-che Beschichtungen mit bisher am Markt üblichen Pulverfraktionen (-45+25 μm) und etablier-ten Prozessparametern erstellt, um damit in den nachfolgenden Untersuchungen und Tests einen Vergleich zwischen den bisher üblichen und den auf feinen Spritzwerkstoffen basie-renden Beschichtungen zu ermöglichen.
11
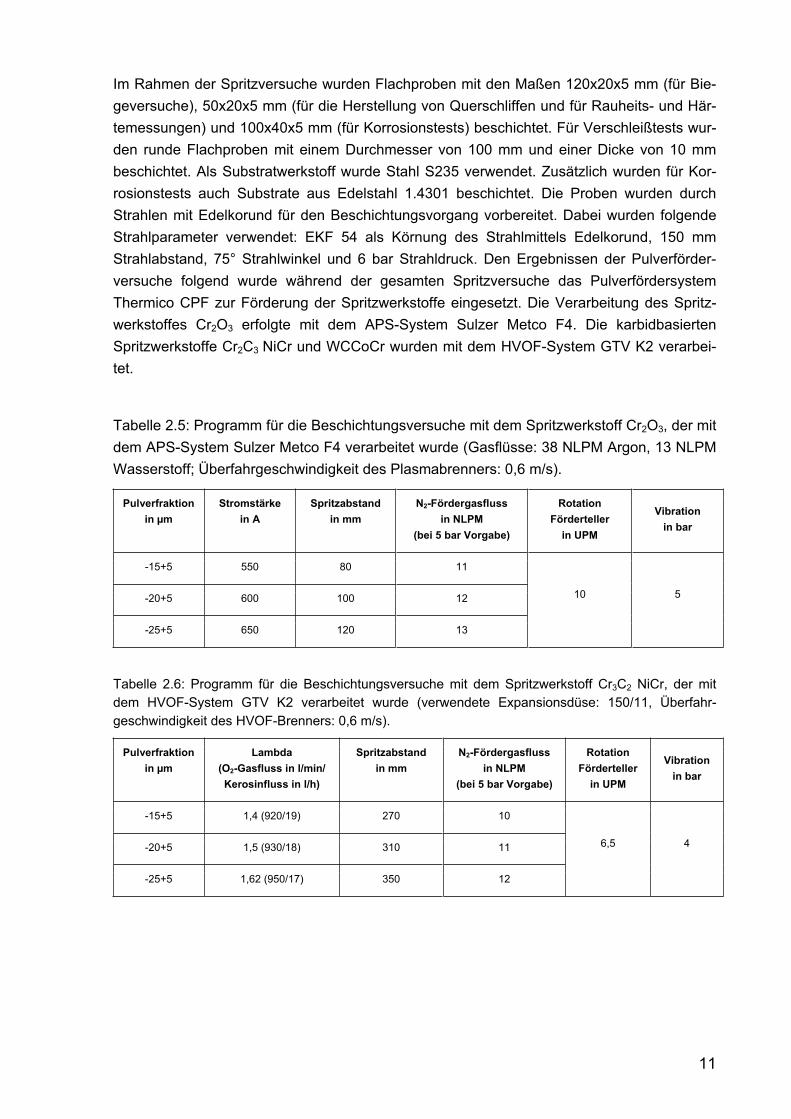
Im Rahmen der Spritzversuche wurden Flachproben mit den Maßen 120x20x5 mm (für Bie-geversuche), 50x20x5 mm (für die Herstellung von Querschliffen und für Rauheits- und Här-temessungen) und 100x40x5 mm (für Korrosionstests) beschichtet. Für Verschleißtests wur-den runde Flachproben mit einem Durchmesser von 100 mm und einer Dicke von 10 mm beschichtet. Als Substratwerkstoff wurde Stahl S235 verwendet. Zusätzlich wurden für Kor-rosionstests auch Substrate aus Edelstahl 1.4301 beschichtet. Die Proben wurden durch Strahlen mit Edelkorund für den Beschichtungsvorgang vorbereitet. Dabei wurden folgende Strahlparameter verwendet: EKF 54 als Körnung des Strahlmittels Edelkorund, 150 mm Strahlabstand, 75° Strahlwinkel und 6 bar Strahldruck. Den Ergebnissen der Pulverförder-versuche folgend wurde während der gesamten Spritzversuche das Pulverfördersystem Thermico CPF zur Förderung der Spritzwerkstoffe eingesetzt. Die Verarbeitung des Spritz-werkstoffes Cr2O3 erfolgte mit dem APS-System Sulzer Metco F4. Die karbidbasierten Spritzwerkstoffe Cr2C3 NiCr und WCCoCr wurden mit dem HVOF-System GTV K2 verarbei-tet.
Tabelle 2.5: Programm für die Beschichtungsversuche mit dem Spritzwerkstoff Cr2O3, der mit dem APS-System Sulzer Metco F4 verarbeitet wurde (Gasflüsse: 38 NLPM Argon, 13 NLPM Wasserstoff; Überfahrgeschwindigkeit des Plasmabrenners: 0,6 m/s).
Pulverfraktion in μm
Stromstärke in A
Spritzabstand in mm
N2-Fördergasfluss in NLPM
(bei 5 bar Vorgabe)
Rotation Förderteller
in UPM
Vibration in bar
-15+5 550 80 11
-20+5 600 100 12
-25+5 650 120 13
10 5
Tabelle 2.6: Programm für die Beschichtungsversuche mit dem Spritzwerkstoff Cr3C2 NiCr, der mit dem HVOF-System GTV K2 verarbeitet wurde (verwendete Expansionsdüse: 150/11, Überfahr-geschwindigkeit des HVOF-Brenners: 0,6 m/s).
Pulverfraktion in μm
Lambda (O2-Gasfluss in l/min/ Kerosinfluss in l/h)
Spritzabstand in mm
N2-Fördergasfluss in NLPM
(bei 5 bar Vorgabe)
Rotation Förderteller
in UPM
Vibration in bar
-15+5 1,4 (920/19) 270 10
-20+5 1,5 (930/18) 310 11
-25+5 1,62 (950/17) 350 12
6,5 4
12
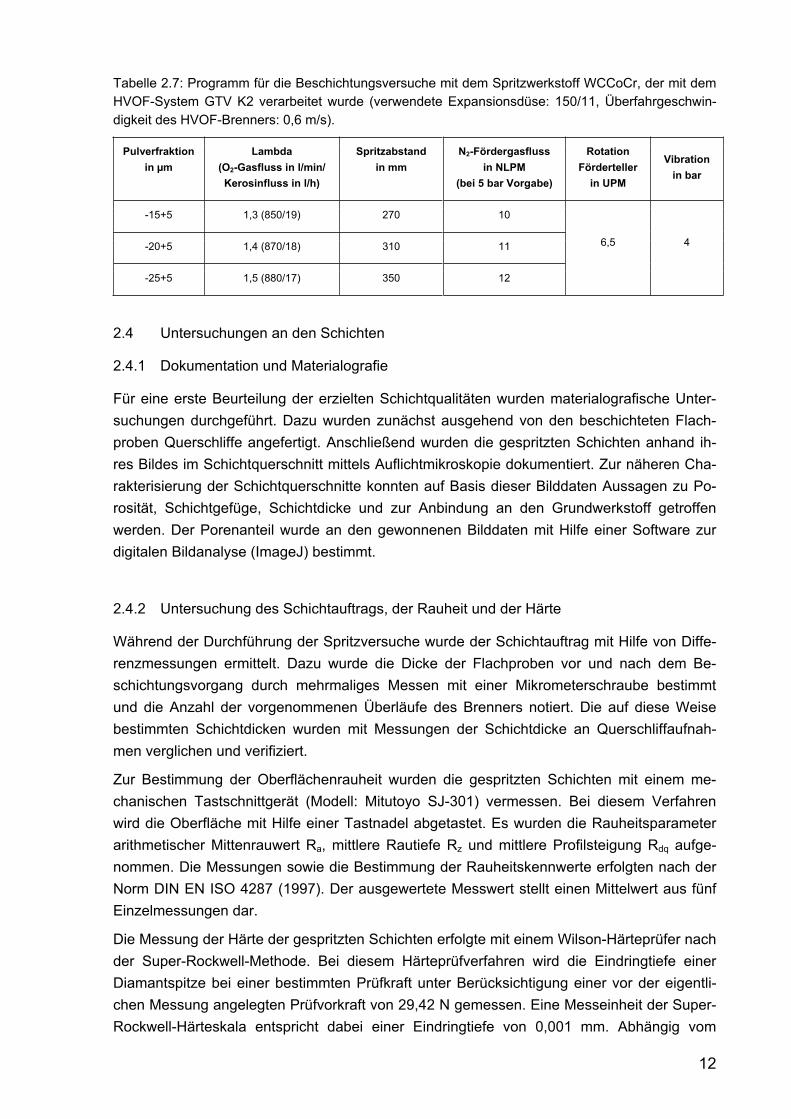
Tabelle 2.7: Programm für die Beschichtungsversuche mit dem Spritzwerkstoff WCCoCr, der mit dem HVOF-System GTV K2 verarbeitet wurde (verwendete Expansionsdüse: 150/11, Überfahrgeschwin-digkeit des HVOF-Brenners: 0,6 m/s).
Pulverfraktion in μm
Lambda (O2-Gasfluss in l/min/ Kerosinfluss in l/h)
Spritzabstand in mm
N2-Fördergasfluss in NLPM
(bei 5 bar Vorgabe)
Rotation Förderteller
in UPM
Vibration in bar
-15+5 1,3 (850/19) 270 10
-20+5 1,4 (870/18) 310 11
-25+5 1,5 (880/17) 350 12
6,5 4
2.4 Untersuchungen an den Schichten
2.4.1 Dokumentation und Materialografie
Für eine erste Beurteilung der erzielten Schichtqualitäten wurden materialografische Unter-suchungen durchgeführt. Dazu wurden zunächst ausgehend von den beschichteten Flach-proben Querschliffe angefertigt. Anschließend wurden die gespritzten Schichten anhand ih-res Bildes im Schichtquerschnitt mittels Auflichtmikroskopie dokumentiert. Zur näheren Cha-rakterisierung der Schichtquerschnitte konnten auf Basis dieser Bilddaten Aussagen zu Po-rosität, Schichtgefüge, Schichtdicke und zur Anbindung an den Grundwerkstoff getroffen werden. Der Porenanteil wurde an den gewonnenen Bilddaten mit Hilfe einer Software zur digitalen Bildanalyse (ImageJ) bestimmt.
2.4.2 Untersuchung des Schichtauftrags, der Rauheit und der Härte
Während der Durchführung der Spritzversuche wurde der Schichtauftrag mit Hilfe von Diffe-renzmessungen ermittelt. Dazu wurde die Dicke der Flachproben vor und nach dem Be-schichtungsvorgang durch mehrmaliges Messen mit einer Mikrometerschraube bestimmt und die Anzahl der vorgenommenen Überläufe des Brenners notiert. Die auf diese Weise bestimmten Schichtdicken wurden mit Messungen der Schichtdicke an Querschliffaufnah-men verglichen und verifiziert.
Zur Bestimmung der Oberflächenrauheit wurden die gespritzten Schichten mit einem me-chanischen Tastschnittgerät (Modell: Mitutoyo SJ-301) vermessen. Bei diesem Verfahren wird die Oberfläche mit Hilfe einer Tastnadel abgetastet. Es wurden die Rauheitsparameter arithmetischer Mittenrauwert Ra, mittlere Rautiefe Rz und mittlere Profilsteigung Rdq aufge-nommen. Die Messungen sowie die Bestimmung der Rauheitskennwerte erfolgten nach der Norm DIN EN ISO 4287 (1997). Der ausgewertete Messwert stellt einen Mittelwert aus fünf Einzelmessungen dar.
Die Messung der Härte der gespritzten Schichten erfolgte mit einem Wilson-Härteprüfer nach der Super-Rockwell-Methode. Bei diesem Härteprüfverfahren wird die Eindringtiefe einer Diamantspitze bei einer bestimmten Prüfkraft unter Berücksichtigung einer vor der eigentli-chen Messung angelegten Prüfvorkraft von 29,42 N gemessen. Eine Messeinheit der Super-Rockwell-Härteskala entspricht dabei einer Eindringtiefe von 0,001 mm. Abhängig vom

13
Spritzwerkstoff wurden als Prüfgesamtkräfte (Prüfvorkraft plus zusätzliche Prüfkraft) für die Cr2O3- und die Cr3C2 NiCr-Schichten 147,1 N bzw. 294,2 N für die härteren WCCoCr-Schichten gewählt. Um den Einfluss von Messfehlern zu minimieren, wurde ein Mittelwert aus zehn Einzelmessungen für die Auswertungen herangezogen.
2.4.3 Untersuchung des Sprödbruchverhaltens
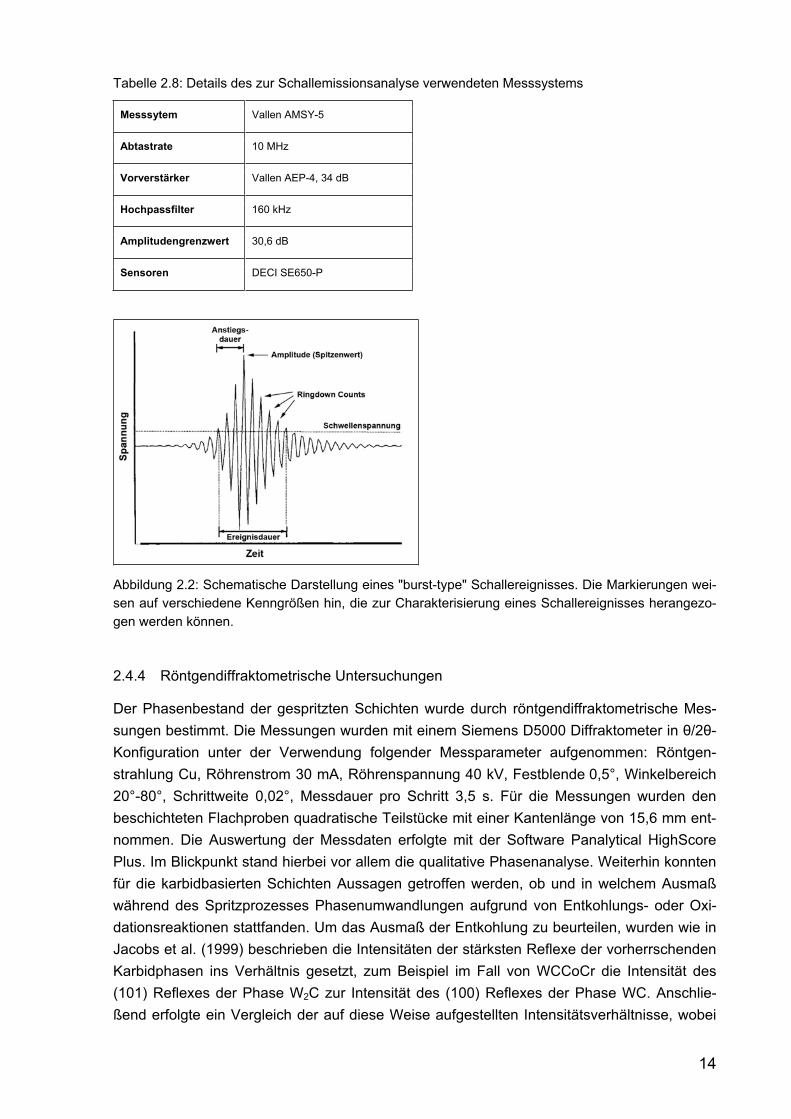
Um Aussagen zum Sprödbruchverhalten und damit zur Risszähigkeit der gespritzten Schich-ten treffen zu können, wurden Drei-Punkt-Biegeversuche in Kombination mit einer Schall-emissionsanalyse durchgeführt. Einen Überblick über die Versuchsanordnung und -durchführung gibt Abbildung 2.1 a. Im Laufe der Biegeversuche wurden zum einen Kraft-Weg-Kurven aufgenommen. Zum anderen wurde der während der Beanspruchung der Pro-ben auftretende Körperschall mit Hilfe von Ultraschallsensoren gemessen. Details des ver-wendeten Messsystems können Tabelle 2.8 entnommen werden. Die beim Biegeversuch in den Schichten auftretenden Schallereignisse entsprechen sogenannten "burst-type“ Ereig-nissen, bei denen schlagartig ein bestimmter Schall, zum Beispiel während der Entstehung eines Risses, freigesetzt wird. Aus den gemessenen Schalldaten (zum Beispiel Anzahl, Amplitude, Energie und Dauer der Schallereignisse, vergleiche Abbildung 2.2) können Aus-sagen bezüglich der Entstehung von Rissen innerhalb der gespritzten Schichten getroffen werden. Während der Auswertung der Messdaten wurde insbesondere die kumulative Ener-gie (Ekum) betrachtet. Ekum stellt eine Aufsummierung der Energien aller Schallereignisse dar, die während eines Biegeversuches gemessen wurden.
a) b) c)
Abbildung 2.1: Drei-Punkt-Biegeversuch in Kombination mit einer Schallemissionsanalyse, a) Ver-suchsanordnung, b, c) Ansichten einer Probe, nachdem der Biegeversuch durchgeführt wurde.
14
Tabelle 2.8: Details des zur Schallemissionsanalyse verwendeten Messsystems
Messsytem Vallen AMSY-5
Abtastrate 10 MHz
Vorverstärker Vallen AEP-4, 34 dB
Hochpassfilter 160 kHz
Amplitudengrenzwert 30,6 dB
Sensoren DECI SE650-P
Abbildung 2.2: Schematische Darstellung eines "burst-type" Schallereignisses. Die Markierungen wei-sen auf verschiedene Kenngrößen hin, die zur Charakterisierung eines Schallereignisses herangezo-gen werden können.
2.4.4 Röntgendiffraktometrische Untersuchungen
Der Phasenbestand der gespritzten Schichten wurde durch röntgendiffraktometrische Mes-sungen bestimmt. Die Messungen wurden mit einem Siemens D5000 Diffraktometer in /2 -Konfiguration unter der Verwendung folgender Messparameter aufgenommen: Röntgen-strahlung Cu, Röhrenstrom 30 mA, Röhrenspannung 40 kV, Festblende 0,5°, Winkelbereich 20°-80°, Schrittweite 0,02°, Messdauer pro Schritt 3,5 s. Für die Messungen wurden den beschichteten Flachproben quadratische Teilstücke mit einer Kantenlänge von 15,6 mm ent-nommen. Die Auswertung der Messdaten erfolgte mit der Software Panalytical HighScore Plus. Im Blickpunkt stand hierbei vor allem die qualitative Phasenanalyse. Weiterhin konnten für die karbidbasierten Schichten Aussagen getroffen werden, ob und in welchem Ausmaß während des Spritzprozesses Phasenumwandlungen aufgrund von Entkohlungs- oder Oxi-dationsreaktionen stattfanden. Um das Ausmaß der Entkohlung zu beurteilen, wurden wie in Jacobs et al. (1999) beschrieben die Intensitäten der stärksten Reflexe der vorherrschenden Karbidphasen ins Verhältnis gesetzt, zum Beispiel im Fall von WCCoCr die Intensität des (101) Reflexes der Phase W2C zur Intensität des (100) Reflexes der Phase WC. Anschlie-ßend erfolgte ein Vergleich der auf diese Weise aufgestellten Intensitätsverhältnisse, wobei
15
mit steigenden Werten das Ausmaß der Karbidumwandlung und damit der Entkohlung zu-nimmt.
2.4.5 Untersuchungen zum Verschleiß- und Korrosionsverhalten
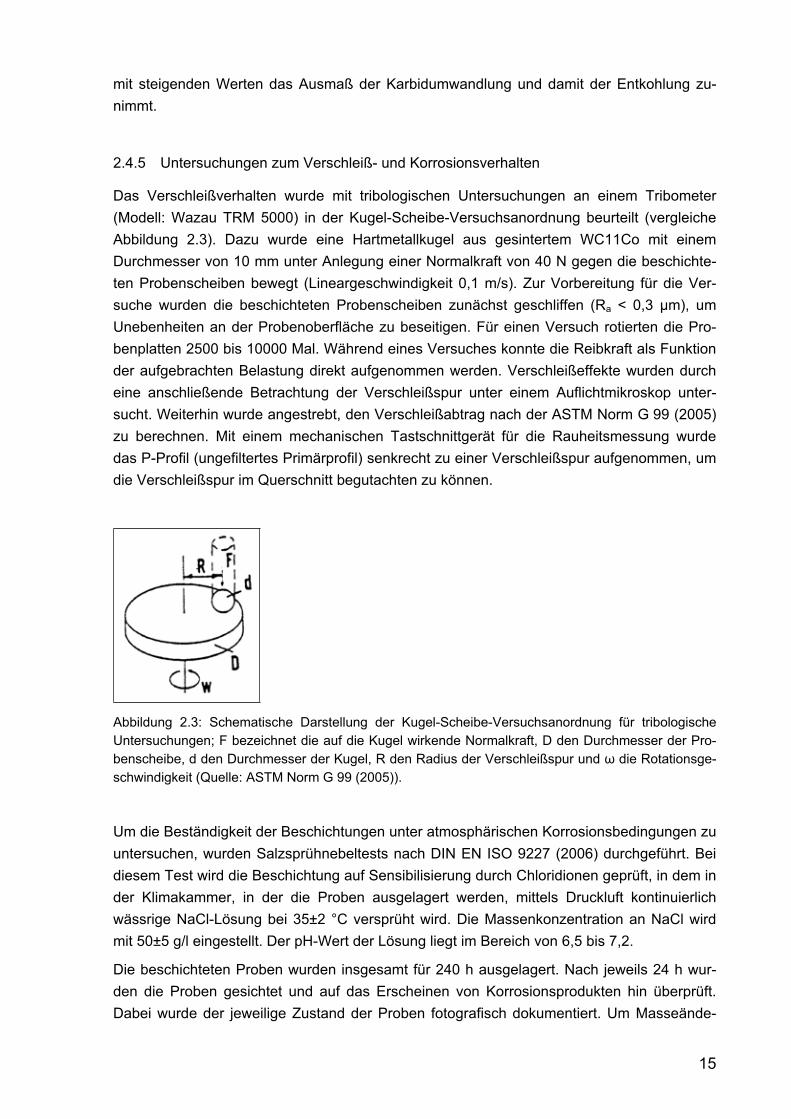
Das Verschleißverhalten wurde mit tribologischen Untersuchungen an einem Tribometer (Modell: Wazau TRM 5000) in der Kugel-Scheibe-Versuchsanordnung beurteilt (vergleiche Abbildung 2.3). Dazu wurde eine Hartmetallkugel aus gesintertem WC11Co mit einem Durchmesser von 10 mm unter Anlegung einer Normalkraft von 40 N gegen die beschichte-ten Probenscheiben bewegt (Lineargeschwindigkeit 0,1 m/s). Zur Vorbereitung für die Ver-suche wurden die beschichteten Probenscheiben zunächst geschliffen (Ra < 0,3 μm), um Unebenheiten an der Probenoberfläche zu beseitigen. Für einen Versuch rotierten die Pro-benplatten 2500 bis 10000 Mal. Während eines Versuches konnte die Reibkraft als Funktion der aufgebrachten Belastung direkt aufgenommen werden. Verschleißeffekte wurden durch eine anschließende Betrachtung der Verschleißspur unter einem Auflichtmikroskop unter-sucht. Weiterhin wurde angestrebt, den Verschleißabtrag nach der ASTM Norm G 99 (2005) zu berechnen. Mit einem mechanischen Tastschnittgerät für die Rauheitsmessung wurde das P-Profil (ungefiltertes Primärprofil) senkrecht zu einer Verschleißspur aufgenommen, um die Verschleißspur im Querschnitt begutachten zu können.
Abbildung 2.3: Schematische Darstellung der Kugel-Scheibe-Versuchsanordnung für tribologische Untersuchungen; F bezeichnet die auf die Kugel wirkende Normalkraft, D den Durchmesser der Pro-benscheibe, d den Durchmesser der Kugel, R den Radius der Verschleißspur und die Rotationsge-schwindigkeit (Quelle: ASTM Norm G 99 (2005)).
Um die Beständigkeit der Beschichtungen unter atmosphärischen Korrosionsbedingungen zu untersuchen, wurden Salzsprühnebeltests nach DIN EN ISO 9227 (2006) durchgeführt. Bei diesem Test wird die Beschichtung auf Sensibilisierung durch Chloridionen geprüft, in dem in der Klimakammer, in der die Proben ausgelagert werden, mittels Druckluft kontinuierlich wässrige NaCl-Lösung bei 35±2 °C versprüht wird. Die Massenkonzentration an NaCl wird mit 50±5 g/l eingestellt. Der pH-Wert der Lösung liegt im Bereich von 6,5 bis 7,2.
Die beschichteten Proben wurden insgesamt für 240 h ausgelagert. Nach jeweils 24 h wur-den die Proben gesichtet und auf das Erscheinen von Korrosionsprodukten hin überprüft. Dabei wurde der jeweilige Zustand der Proben fotografisch dokumentiert. Um Masseände-

16
rungen zum Beispiel aufgrund der Bildung von Korrosionsprodukten verfolgen zu können, wurden die Proben vor und nach der Auslagerung gewogen.
2.5 Beschichtung von Demonstratorbauteilen
Um die Übertragbarkeit der in der vorliegenden Arbeit gewonnenen Erkenntnisse zur Verar-beitung feiner Spritzwerkstofffraktionen mit Korngrößen von < 25 μm in die Praxis zu über-prüfen, wurde mit den Mitgliedern des projektbegleitenden Ausschusses die Vorbereitung, Beschichtung und Nachbehandlung von Demonstratorbauteilen vereinbart. Je untersuchtem Spritzwerkstoffsystem wurde dazu als zu beschichtendes Bauteil ein Zylinder aus Edelstahl 1.4301 (180 mm Länge, 100 mm Durchmesser) vorgesehen. Auf jedem dieser Zylinder wur-den drei 30 mm breite Nuten erstellt, die eine Tiefe von 150 μm (bezogen auf den Radius des Zylinders) aufwiesen. Die Applikation der thermisch gespritzten Schichten erfolgte in diese Nuten.
Während der Vorbereitung wurden zunächst die gewünschten Maße der Bauteile und die Vertiefungen durch Drehen eingestellt. Anschließend erfolgte eine Strahlbehandlung der zu beschichteten Flächen. Als Strahlparameter wurden die bereits während der Spritzversuche verwendeten Parameter verwendet (vergleiche Kapitel 2.3). Für den Spritzprozess wurden die mit Hilfe der Taguchi-Analyse ermittelten Optima verwendet (vergleiche Tabelle 3.2 in Kapitel 3.2). Im Rahmen der Nachbearbeitung sollte der Durchmesser an den beschichteten Stellen durch geeignete Methoden auf das Durchmessermaß des Edelstahlzylinders ge-bracht werden, so dass ein nahtloser Übergang zwischen Schicht- und Grundwerkstoffober-fläche realisiert werden kann. Derartige Abmessungen kommen zum Beispiel zum Einsatz, wenn stark beanspruchte Teilbereiche von Wellen zum Verschleißschutz mit thermisch ge-spritzten Schichten beschichtet werden. Als Nachbehandlung wurde jeweils eine Schicht geschliffen bzw. geschliffen und poliert. Weiterhin wurde für Vergleichszwecke eine der drei Beschichtungen pro Demonstratorbauteil im Zustand wie gespritzt belassen. Ziel war es, pro untersuchtem Spritzwerkstoffsystem ein Demonstratorbauteil zu erhalten, welches die ver-schiedenen Arbeitsstände während der Herstellung von thermisch gespritzten Schichten do-kumentiert (Schicht wie gespritzt, geschliffen, geschliffen und poliert).
17
3 Ergebnisse und Diskussion
3.1 Charakterisierung und Förderverhalten der Spritzwerkstoffe
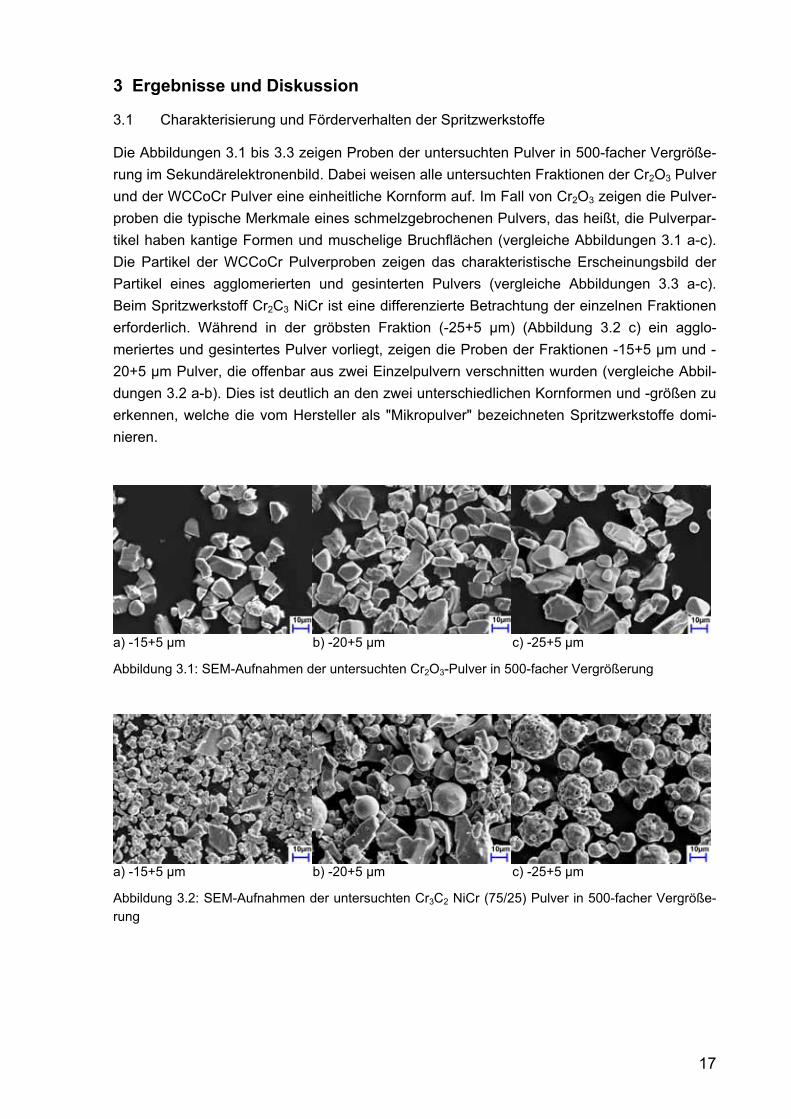
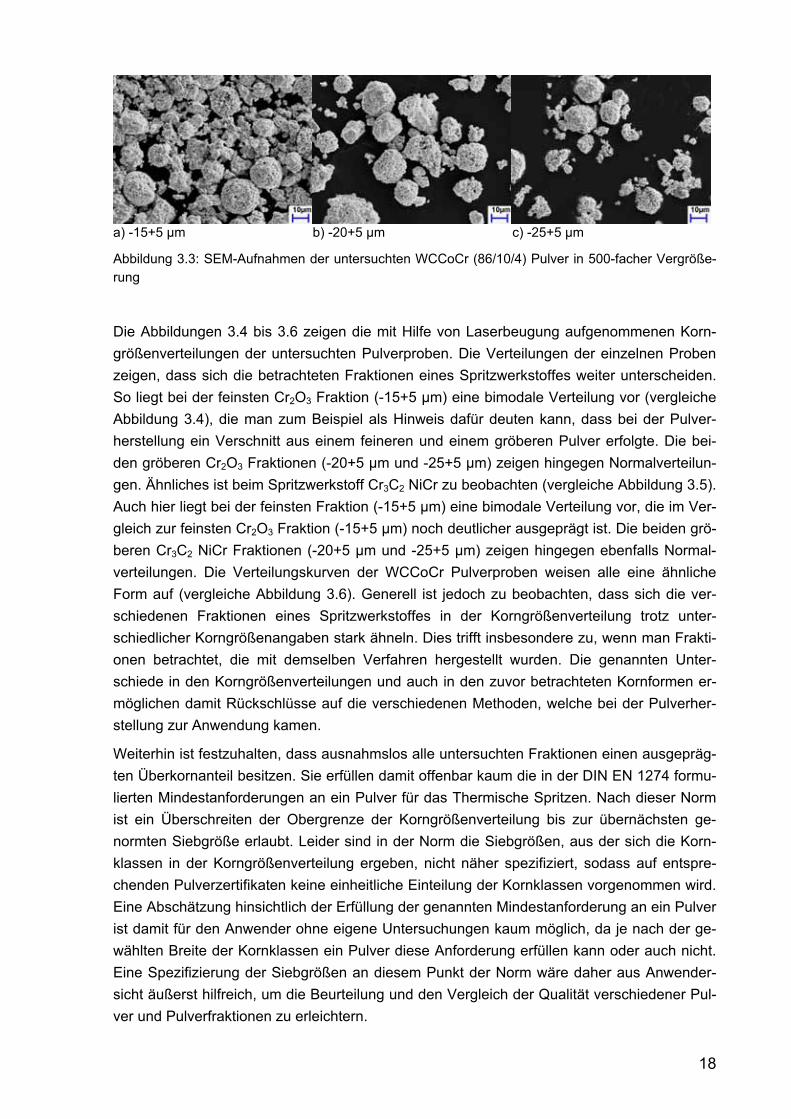
Die Abbildungen 3.1 bis 3.3 zeigen Proben der untersuchten Pulver in 500-facher Vergröße-rung im Sekundärelektronenbild. Dabei weisen alle untersuchten Fraktionen der Cr2O3 Pulver und der WCCoCr Pulver eine einheitliche Kornform auf. Im Fall von Cr2O3 zeigen die Pulver-proben die typische Merkmale eines schmelzgebrochenen Pulvers, das heißt, die Pulverpar-tikel haben kantige Formen und muschelige Bruchflächen (vergleiche Abbildungen 3.1 a-c). Die Partikel der WCCoCr Pulverproben zeigen das charakteristische Erscheinungsbild der Partikel eines agglomerierten und gesinterten Pulvers (vergleiche Abbildungen 3.3 a-c). Beim Spritzwerkstoff Cr2C3 NiCr ist eine differenzierte Betrachtung der einzelnen Fraktionen erforderlich. Während in der gröbsten Fraktion (-25+5 μm) (Abbildung 3.2 c) ein agglo-meriertes und gesintertes Pulver vorliegt, zeigen die Proben der Fraktionen -15+5 μm und -20+5 μm Pulver, die offenbar aus zwei Einzelpulvern verschnitten wurden (vergleiche Abbil-dungen 3.2 a-b). Dies ist deutlich an den zwei unterschiedlichen Kornformen und -größen zu erkennen, welche die vom Hersteller als "Mikropulver" bezeichneten Spritzwerkstoffe domi-nieren.
a) -15+5 μm b) -20+5 μm c) -25+5 μm
Abbildung 3.1: SEM-Aufnahmen der untersuchten Cr2O3-Pulver in 500-facher Vergrößerung
a) -15+5 μm b) -20+5 μm c) -25+5 μm
Abbildung 3.2: SEM-Aufnahmen der untersuchten Cr3C2 NiCr (75/25) Pulver in 500-facher Vergröße-rung
18
a) -15+5 μm b) -20+5 μm c) -25+5 μm
Abbildung 3.3: SEM-Aufnahmen der untersuchten WCCoCr (86/10/4) Pulver in 500-facher Vergröße-rung
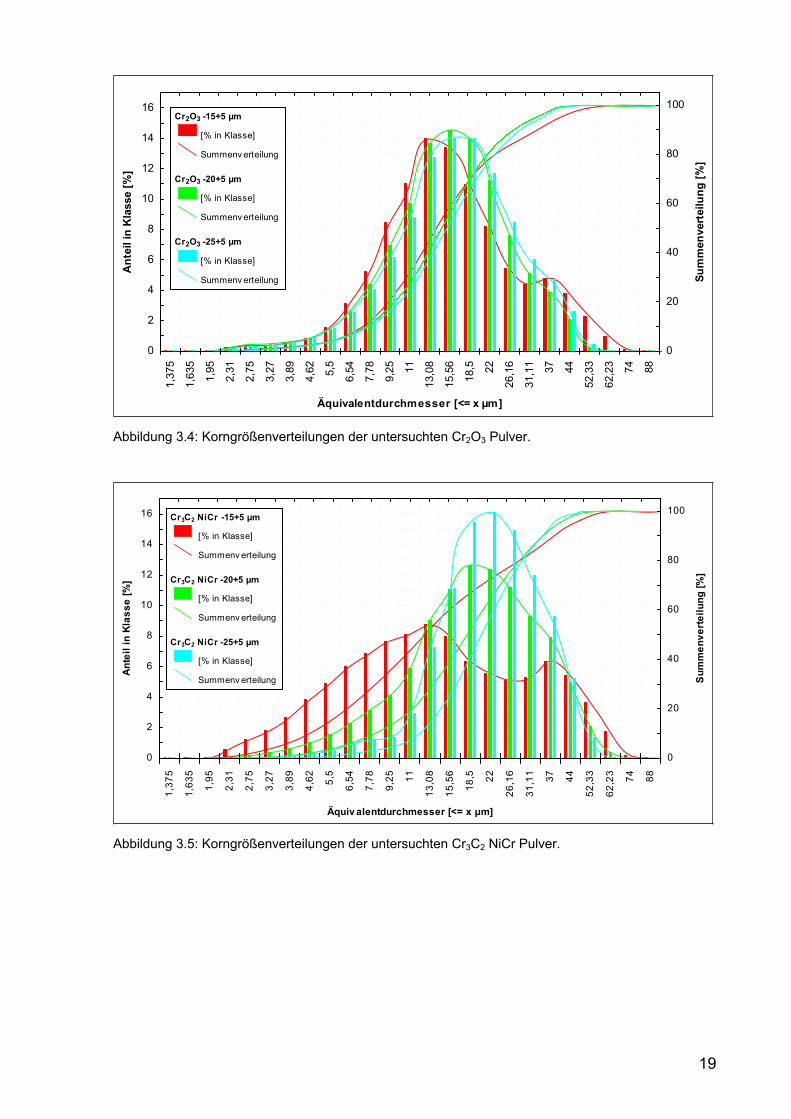
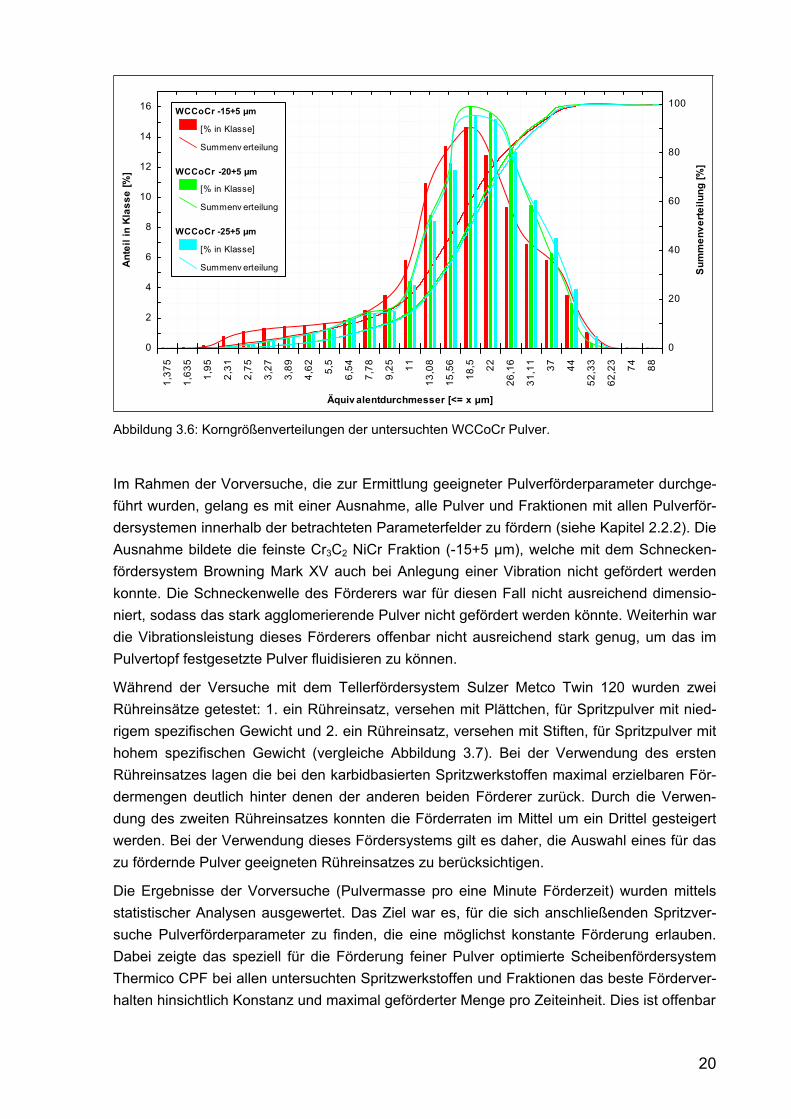
Die Abbildungen 3.4 bis 3.6 zeigen die mit Hilfe von Laserbeugung aufgenommenen Korn-größenverteilungen der untersuchten Pulverproben. Die Verteilungen der einzelnen Proben zeigen, dass sich die betrachteten Fraktionen eines Spritzwerkstoffes weiter unterscheiden. So liegt bei der feinsten Cr2O3 Fraktion (-15+5 μm) eine bimodale Verteilung vor (vergleiche Abbildung 3.4), die man zum Beispiel als Hinweis dafür deuten kann, dass bei der Pulver-herstellung ein Verschnitt aus einem feineren und einem gröberen Pulver erfolgte. Die bei-den gröberen Cr2O3 Fraktionen (-20+5 μm und -25+5 μm) zeigen hingegen Normalverteilun-gen. Ähnliches ist beim Spritzwerkstoff Cr3C2 NiCr zu beobachten (vergleiche Abbildung 3.5). Auch hier liegt bei der feinsten Fraktion (-15+5 μm) eine bimodale Verteilung vor, die im Ver-gleich zur feinsten Cr2O3 Fraktion (-15+5 μm) noch deutlicher ausgeprägt ist. Die beiden grö-beren Cr3C2 NiCr Fraktionen (-20+5 μm und -25+5 μm) zeigen hingegen ebenfalls Normal-verteilungen. Die Verteilungskurven der WCCoCr Pulverproben weisen alle eine ähnliche Form auf (vergleiche Abbildung 3.6). Generell ist jedoch zu beobachten, dass sich die ver-schiedenen Fraktionen eines Spritzwerkstoffes in der Korngrößenverteilung trotz unter-schiedlicher Korngrößenangaben stark ähneln. Dies trifft insbesondere zu, wenn man Frakti-onen betrachtet, die mit demselben Verfahren hergestellt wurden. Die genannten Unter-schiede in den Korngrößenverteilungen und auch in den zuvor betrachteten Kornformen er-möglichen damit Rückschlüsse auf die verschiedenen Methoden, welche bei der Pulverher-stellung zur Anwendung kamen.
Weiterhin ist festzuhalten, dass ausnahmslos alle untersuchten Fraktionen einen ausgepräg-ten Überkornanteil besitzen. Sie erfüllen damit offenbar kaum die in der DIN EN 1274 formu-lierten Mindestanforderungen an ein Pulver für das Thermische Spritzen. Nach dieser Norm ist ein Überschreiten der Obergrenze der Korngrößenverteilung bis zur übernächsten ge-normten Siebgröße erlaubt. Leider sind in der Norm die Siebgrößen, aus der sich die Korn-klassen in der Korngrößenverteilung ergeben, nicht näher spezifiziert, sodass auf entspre-chenden Pulverzertifikaten keine einheitliche Einteilung der Kornklassen vorgenommen wird. Eine Abschätzung hinsichtlich der Erfüllung der genannten Mindestanforderung an ein Pulver ist damit für den Anwender ohne eigene Untersuchungen kaum möglich, da je nach der ge-wählten Breite der Kornklassen ein Pulver diese Anforderung erfüllen kann oder auch nicht. Eine Spezifizierung der Siebgrößen an diesem Punkt der Norm wäre daher aus Anwender-sicht äußerst hilfreich, um die Beurteilung und den Vergleich der Qualität verschiedener Pul-ver und Pulverfraktionen zu erleichtern.
19
1,37
5
1,63
5
1,95
2,31
2,75
3,27
3,89
4,62 5,5
6,54
7,78
9,25 11
13,0
8
15,5
6
18,5 22
26,1
6
31,1
1 37 44
52,3
3
62,2
3 74 88
Äquivalentdurchmesser [<= x μm]
0
2
4
6
8
10
12
14
16
Ant
eil i
n K
lass
e [%
]
0
20
40
60
80
100
Sum
men
vert
eilu
ng [%
]
Cr2O3 -15+5 μm
[% in Klasse]
Summenv erteilung
Cr2O3 -20+5 μm
[% in Klasse]
Summenv erteilung
Cr2O3 -25+5 μm
[% in Klasse]
Summenv erteilung
Abbildung 3.4: Korngrößenverteilungen der untersuchten Cr2O3 Pulver.
1,37
5
1,63
5
1,95
2,31
2,75
3,27
3,89
4,62 5,
5
6,54
7,78
9,25 11
13,0
8
15,5
6
18,5 22
26,1
6
31,1
1 37 44
52,3
3
62,2
3 74 88
Äquiv alentdurchmesser [<= x μm]
0
2
4
6
8
10
12
14
16
Ant
eil i
n K
lass
e [%
]
0
20
40
60
80
100
Sum
men
vert
eilu
ng [%
]
Cr3C2 NiCr -15+5 μm
[% in Klasse]
Summenv erteilung
Cr3C2 NiCr -20+5 μm
[% in Klasse]
Summenv erteilung
Cr3C2 NiCr -25+5 μm
[% in Klasse]
Summenv erteilung
Abbildung 3.5: Korngrößenverteilungen der untersuchten Cr3C2 NiCr Pulver.
20
1,37
5
1,63
5
1,95
2,31
2,75
3,27
3,89
4,62 5,
5
6,54
7,78
9,25 11
13,0
8
15,5
6
18,5 22
26,1
6
31,1
1 37 44
52,3
3
62,2
3 74 88
Äquiv alentdurchmesser [<= x μm]
0
2
4
6
8
10
12
14
16
Ant
eil i
n K
lass
e [%
]
0
20
40
60
80
100
Sum
men
vert
eilu
ng [%
]
WCCoCr -15+5 μm
[% in Klasse]
Summenv erteilung
WCCoCr -20+5 μm
[% in Klasse]
Summenv erteilung
WCCoCr -25+5 μm
[% in Klasse]
Summenv erteilung
Abbildung 3.6: Korngrößenverteilungen der untersuchten WCCoCr Pulver.
Im Rahmen der Vorversuche, die zur Ermittlung geeigneter Pulverförderparameter durchge-führt wurden, gelang es mit einer Ausnahme, alle Pulver und Fraktionen mit allen Pulverför-dersystemen innerhalb der betrachteten Parameterfelder zu fördern (siehe Kapitel 2.2.2). Die Ausnahme bildete die feinste Cr3C2 NiCr Fraktion (-15+5 μm), welche mit dem Schnecken-fördersystem Browning Mark XV auch bei Anlegung einer Vibration nicht gefördert werden konnte. Die Schneckenwelle des Förderers war für diesen Fall nicht ausreichend dimensio-niert, sodass das stark agglomerierende Pulver nicht gefördert werden könnte. Weiterhin war die Vibrationsleistung dieses Förderers offenbar nicht ausreichend stark genug, um das im Pulvertopf festgesetzte Pulver fluidisieren zu können.
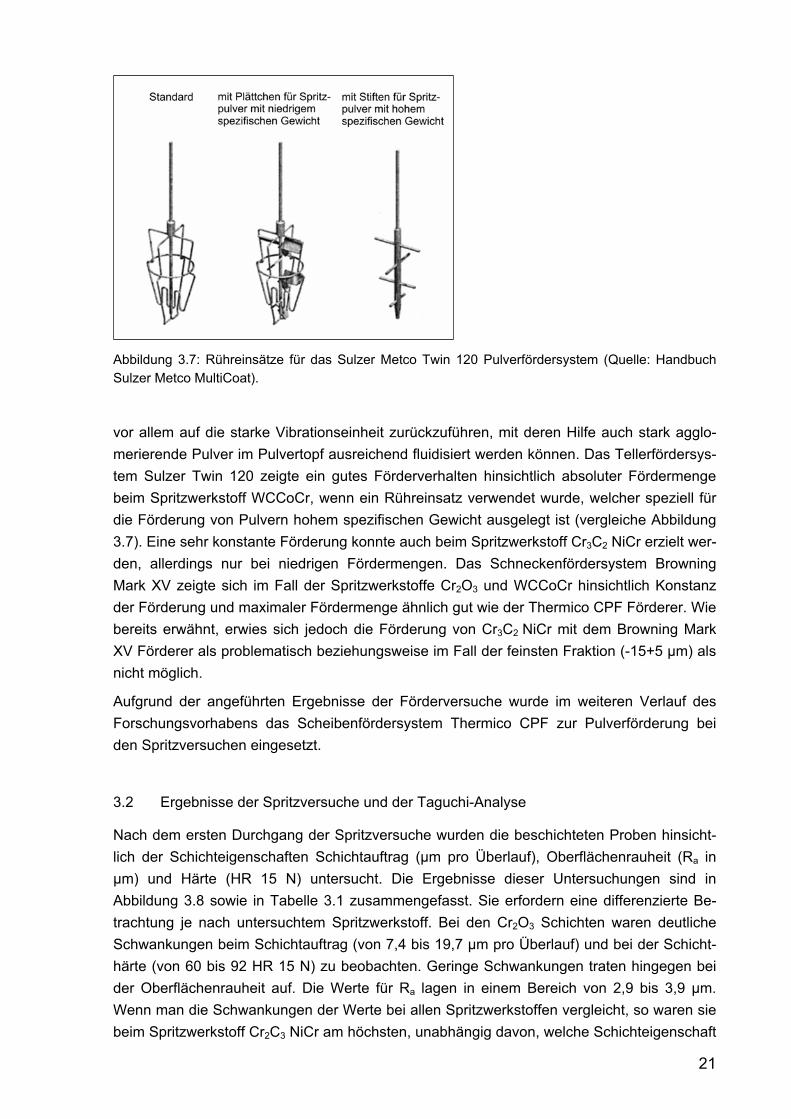
Während der Versuche mit dem Tellerfördersystem Sulzer Metco Twin 120 wurden zwei Rühreinsätze getestet: 1. ein Rühreinsatz, versehen mit Plättchen, für Spritzpulver mit nied-rigem spezifischen Gewicht und 2. ein Rühreinsatz, versehen mit Stiften, für Spritzpulver mit hohem spezifischen Gewicht (vergleiche Abbildung 3.7). Bei der Verwendung des ersten Rühreinsatzes lagen die bei den karbidbasierten Spritzwerkstoffen maximal erzielbaren För-dermengen deutlich hinter denen der anderen beiden Förderer zurück. Durch die Verwen-dung des zweiten Rühreinsatzes konnten die Förderraten im Mittel um ein Drittel gesteigert werden. Bei der Verwendung dieses Fördersystems gilt es daher, die Auswahl eines für das zu fördernde Pulver geeigneten Rühreinsatzes zu berücksichtigen.
Die Ergebnisse der Vorversuche (Pulvermasse pro eine Minute Förderzeit) wurden mittels statistischer Analysen ausgewertet. Das Ziel war es, für die sich anschließenden Spritzver-suche Pulverförderparameter zu finden, die eine möglichst konstante Förderung erlauben. Dabei zeigte das speziell für die Förderung feiner Pulver optimierte Scheibenfördersystem Thermico CPF bei allen untersuchten Spritzwerkstoffen und Fraktionen das beste Förderver-halten hinsichtlich Konstanz und maximal geförderter Menge pro Zeiteinheit. Dies ist offenbar
21
Abbildung 3.7: Rühreinsätze für das Sulzer Metco Twin 120 Pulverfördersystem (Quelle: Handbuch Sulzer Metco MultiCoat).
vor allem auf die starke Vibrationseinheit zurückzuführen, mit deren Hilfe auch stark agglo-merierende Pulver im Pulvertopf ausreichend fluidisiert werden können. Das Tellerfördersys-tem Sulzer Twin 120 zeigte ein gutes Förderverhalten hinsichtlich absoluter Fördermenge beim Spritzwerkstoff WCCoCr, wenn ein Rühreinsatz verwendet wurde, welcher speziell für die Förderung von Pulvern hohem spezifischen Gewicht ausgelegt ist (vergleiche Abbildung 3.7). Eine sehr konstante Förderung konnte auch beim Spritzwerkstoff Cr3C2 NiCr erzielt wer-den, allerdings nur bei niedrigen Fördermengen. Das Schneckenfördersystem Browning Mark XV zeigte sich im Fall der Spritzwerkstoffe Cr2O3 und WCCoCr hinsichtlich Konstanz der Förderung und maximaler Fördermenge ähnlich gut wie der Thermico CPF Förderer. Wie bereits erwähnt, erwies sich jedoch die Förderung von Cr3C2 NiCr mit dem Browning Mark XV Förderer als problematisch beziehungsweise im Fall der feinsten Fraktion (-15+5 μm) als nicht möglich.
Aufgrund der angeführten Ergebnisse der Förderversuche wurde im weiteren Verlauf des Forschungsvorhabens das Scheibenfördersystem Thermico CPF zur Pulverförderung bei den Spritzversuchen eingesetzt.
3.2 Ergebnisse der Spritzversuche und der Taguchi-Analyse
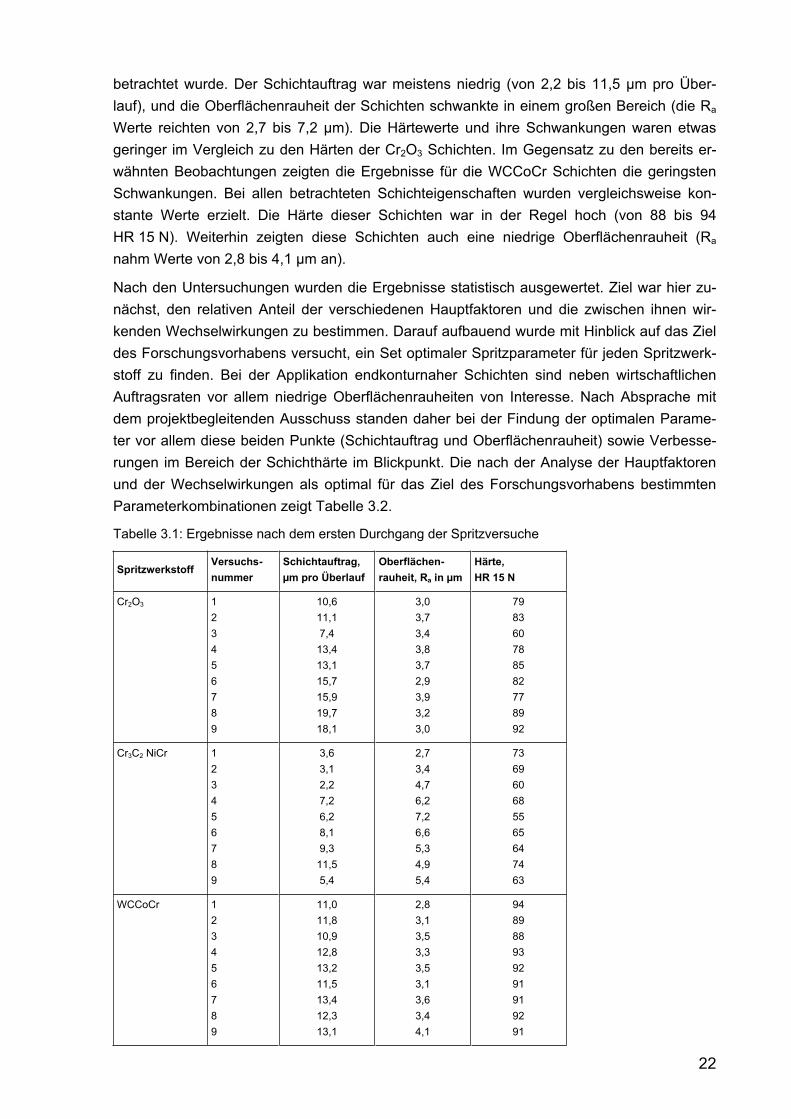
Nach dem ersten Durchgang der Spritzversuche wurden die beschichteten Proben hinsicht-lich der Schichteigenschaften Schichtauftrag (μm pro Überlauf), Oberflächenrauheit (Ra in μm) und Härte (HR 15 N) untersucht. Die Ergebnisse dieser Untersuchungen sind in Abbildung 3.8 sowie in Tabelle 3.1 zusammengefasst. Sie erfordern eine differenzierte Be-trachtung je nach untersuchtem Spritzwerkstoff. Bei den Cr2O3 Schichten waren deutliche Schwankungen beim Schichtauftrag (von 7,4 bis 19,7 μm pro Überlauf) und bei der Schicht-härte (von 60 bis 92 HR 15 N) zu beobachten. Geringe Schwankungen traten hingegen bei der Oberflächenrauheit auf. Die Werte für Ra lagen in einem Bereich von 2,9 bis 3,9 μm. Wenn man die Schwankungen der Werte bei allen Spritzwerkstoffen vergleicht, so waren sie beim Spritzwerkstoff Cr2C3 NiCr am höchsten, unabhängig davon, welche Schichteigenschaft
22
betrachtet wurde. Der Schichtauftrag war meistens niedrig (von 2,2 bis 11,5 μm pro Über-lauf), und die Oberflächenrauheit der Schichten schwankte in einem großen Bereich (die Ra
Werte reichten von 2,7 bis 7,2 μm). Die Härtewerte und ihre Schwankungen waren etwas geringer im Vergleich zu den Härten der Cr2O3 Schichten. Im Gegensatz zu den bereits er-wähnten Beobachtungen zeigten die Ergebnisse für die WCCoCr Schichten die geringsten Schwankungen. Bei allen betrachteten Schichteigenschaften wurden vergleichsweise kon-stante Werte erzielt. Die Härte dieser Schichten war in der Regel hoch (von 88 bis 94 HR 15 N). Weiterhin zeigten diese Schichten auch eine niedrige Oberflächenrauheit (Ra
nahm Werte von 2,8 bis 4,1 μm an).
Nach den Untersuchungen wurden die Ergebnisse statistisch ausgewertet. Ziel war hier zu-nächst, den relativen Anteil der verschiedenen Hauptfaktoren und die zwischen ihnen wir-kenden Wechselwirkungen zu bestimmen. Darauf aufbauend wurde mit Hinblick auf das Ziel des Forschungsvorhabens versucht, ein Set optimaler Spritzparameter für jeden Spritzwerk-stoff zu finden. Bei der Applikation endkonturnaher Schichten sind neben wirtschaftlichen Auftragsraten vor allem niedrige Oberflächenrauheiten von Interesse. Nach Absprache mit dem projektbegleitenden Ausschuss standen daher bei der Findung der optimalen Parame-ter vor allem diese beiden Punkte (Schichtauftrag und Oberflächenrauheit) sowie Verbesse-rungen im Bereich der Schichthärte im Blickpunkt. Die nach der Analyse der Hauptfaktoren und der Wechselwirkungen als optimal für das Ziel des Forschungsvorhabens bestimmten Parameterkombinationen zeigt Tabelle 3.2.
Tabelle 3.1: Ergebnisse nach dem ersten Durchgang der Spritzversuche
Spritzwerkstoff Versuchs-nummer
Schichtauftrag, μm pro Überlauf
Oberflächen-rauheit, Ra in μm
Härte,HR 15 N
Cr2O3 1 23456789
10,611,17,4
13,413,115,715,919,718,1
3,03,73,43,83,72,93,93,23,0
798360788582778992
Cr3C2 NiCr 1 23456789
3,63,12,27,26,28,19,3
11,55,4
2,73,44,76,27,26,65,34,95,4
736960685565647463
WCCoCr 1 23456789
11,011,810,912,813,211,513,412,313,1
2,83,13,53,33,53,13,63,44,1
948988939291919291

23
Abbildung 3.8: Ergebnisse nach dem ersten Durchgang der Spritzversuche
Tabelle 3.2: Ergebnis der Taguchi-Analyse: im Hinblick auf die Applikation endkonturnaher thermisch gespritzter Schichten optimierte Spritzparameterkombinationen (die Angaben in den Klammern bezie-hen sich auf die entsprechenden Stufen im jeweiligen Versuchsplan).
Spritzwerkstoff
Pulverfraktion in μm
Stromstärke in A (APS) bzw.
(HVOF)
Spritzabstandin mm
N2-Fördergasfluss in NLPM
(bei 5 bar Vorgabe)
Rotation Förderteller
in UPM
Vibrationin bar
Cr2O3 -25+5 (3) 650 (3) 100 (2) 12 (2) 10 5
Cr3C2 NiCr -15+5 (1) 1,4 (1) 270 (1) 10 (1) 6,5 4
WCCoCr -15+5 (1) 1,4 (2) 310 (2) 11 (2) 6,5 4
3.3 Ergebnisse der Validierungsversuche
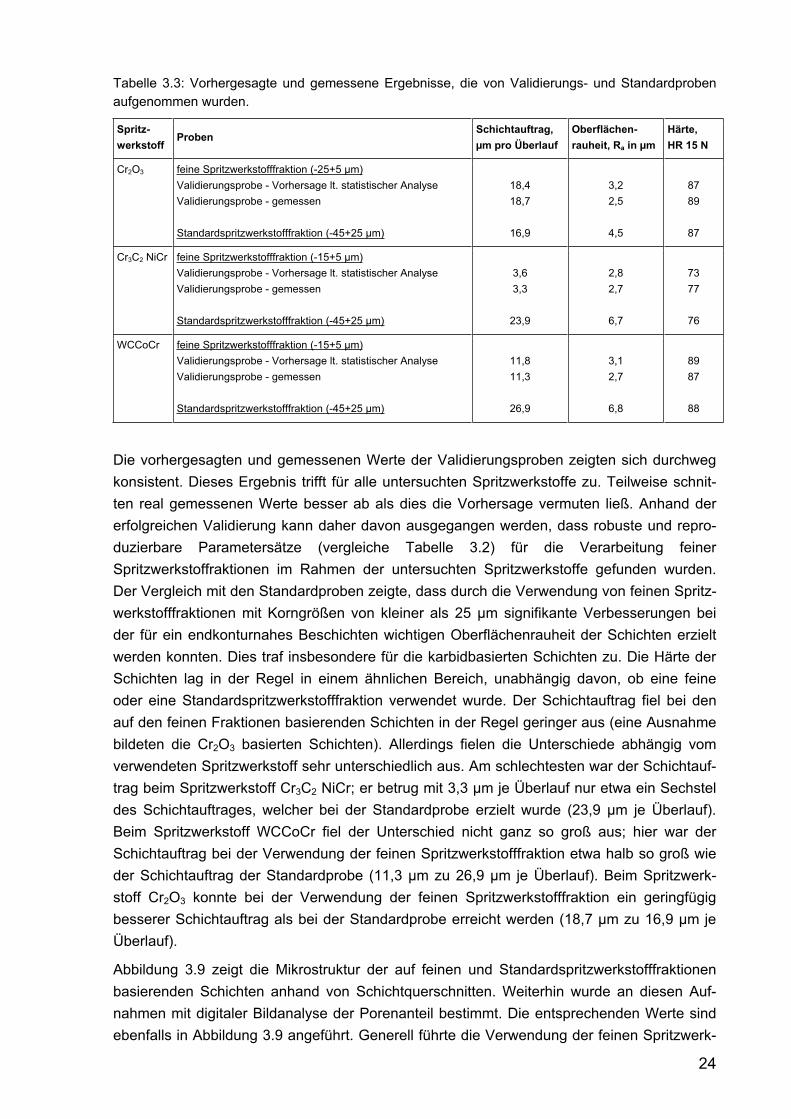
Im zweiten Durchgang der Spritzversuche wurden Validierungsproben beschichtet, um die Reproduzierbarkeit der aus den Ergebnissen der statistischen Analyse abgeleiteten optima-len Parametersätze nachzuweisen. Für Vergleichszwecke wurden weiterhin Standardproben beschichtet, welche auf Standardspritzwerkstofffraktionen (-45+25 μm) basierten. Die Cha-rakterisierung der Schichten erfolgte wie zuvor zunächst nach den Schichtkriterien Schicht-auftrag (μm je Überlauf), Oberflächenrauheit (Ra in μm) und Härte (HR 15 N). Den gemesse-nen Werten der Validierungsproben wurden Vorhersagen gegenübergestellt, welche die Sta-tistiksoftware für die Verwendung der optimalen Parametersätze ausgab. Tabelle 3.3 fasst diese Ergebnisse zusammen.
24
Tabelle 3.3: Vorhergesagte und gemessene Ergebnisse, die von Validierungs- und Standardproben aufgenommen wurden.
Spritz-werkstoff
ProbenSchichtauftrag, μm pro Überlauf
Oberflächen-rauheit, Ra in μm
Härte,HR 15 N
Cr2O3 feine Spritzwerkstofffraktion (-25+5 μm)Validierungsprobe - Vorhersage lt. statistischer Analyse Validierungsprobe - gemessen
Standardspritzwerkstofffraktion (-45+25 μm)
18,418,7
16,9
3,22,5
4,5
8789
87
Cr3C2 NiCr feine Spritzwerkstofffraktion (-15+5 μm)Validierungsprobe - Vorhersage lt. statistischer Analyse Validierungsprobe - gemessen
Standardspritzwerkstofffraktion (-45+25 μm)
3,63,3
23,9
2,82,7
6,7
7377
76
WCCoCr feine Spritzwerkstofffraktion (-15+5 μm)Validierungsprobe - Vorhersage lt. statistischer Analyse Validierungsprobe - gemessen
Standardspritzwerkstofffraktion (-45+25 μm)
11,811,3
26,9
3,12,7
6,8
8987
88
Die vorhergesagten und gemessenen Werte der Validierungsproben zeigten sich durchweg konsistent. Dieses Ergebnis trifft für alle untersuchten Spritzwerkstoffe zu. Teilweise schnit-ten real gemessenen Werte besser ab als dies die Vorhersage vermuten ließ. Anhand der erfolgreichen Validierung kann daher davon ausgegangen werden, dass robuste und repro-duzierbare Parametersätze (vergleiche Tabelle 3.2) für die Verarbeitung feiner Spritzwerkstoffraktionen im Rahmen der untersuchten Spritzwerkstoffe gefunden wurden. Der Vergleich mit den Standardproben zeigte, dass durch die Verwendung von feinen Spritz-werkstofffraktionen mit Korngrößen von kleiner als 25 μm signifikante Verbesserungen bei der für ein endkonturnahes Beschichten wichtigen Oberflächenrauheit der Schichten erzielt werden konnten. Dies traf insbesondere für die karbidbasierten Schichten zu. Die Härte der Schichten lag in der Regel in einem ähnlichen Bereich, unabhängig davon, ob eine feine oder eine Standardspritzwerkstofffraktion verwendet wurde. Der Schichtauftrag fiel bei den auf den feinen Fraktionen basierenden Schichten in der Regel geringer aus (eine Ausnahme bildeten die Cr2O3 basierten Schichten). Allerdings fielen die Unterschiede abhängig vom verwendeten Spritzwerkstoff sehr unterschiedlich aus. Am schlechtesten war der Schichtauf-trag beim Spritzwerkstoff Cr3C2 NiCr; er betrug mit 3,3 μm je Überlauf nur etwa ein Sechstel des Schichtauftrages, welcher bei der Standardprobe erzielt wurde (23,9 μm je Überlauf). Beim Spritzwerkstoff WCCoCr fiel der Unterschied nicht ganz so groß aus; hier war der Schichtauftrag bei der Verwendung der feinen Spritzwerkstofffraktion etwa halb so groß wie der Schichtauftrag der Standardprobe (11,3 μm zu 26,9 μm je Überlauf). Beim Spritzwerk-stoff Cr2O3 konnte bei der Verwendung der feinen Spritzwerkstofffraktion ein geringfügig besserer Schichtauftrag als bei der Standardprobe erreicht werden (18,7 μm zu 16,9 μm je Überlauf).
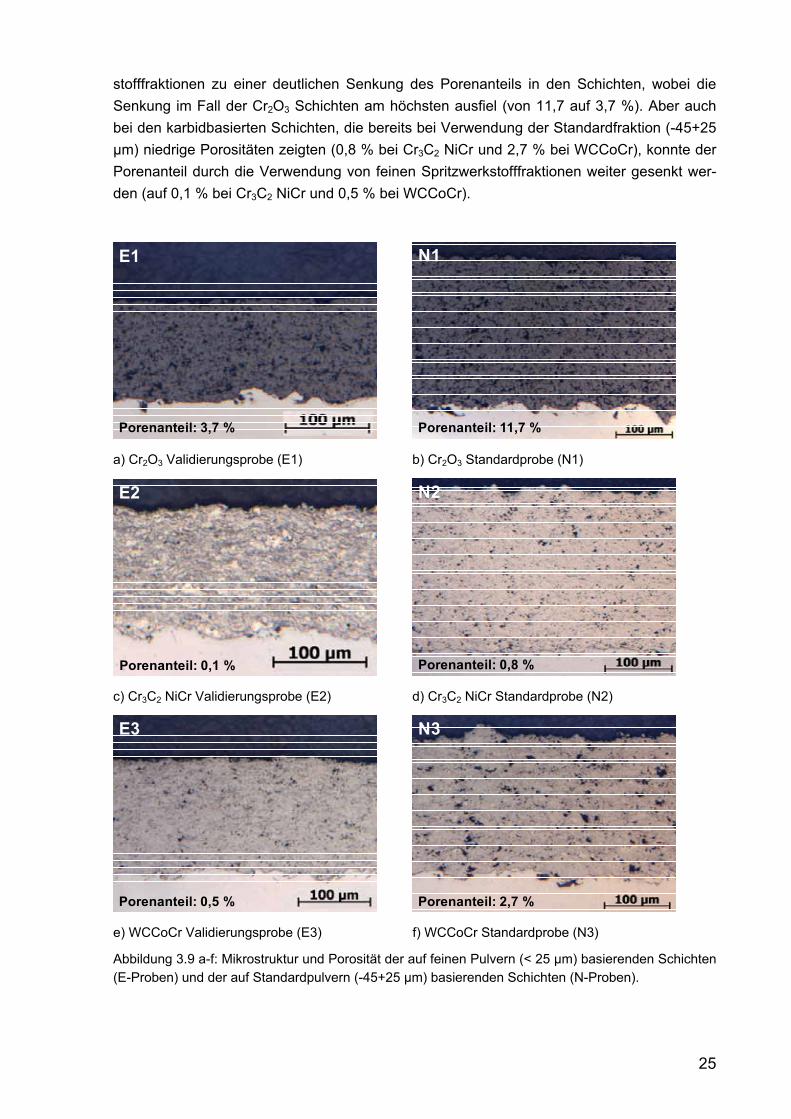
Abbildung 3.9 zeigt die Mikrostruktur der auf feinen und Standardspritzwerkstofffraktionen basierenden Schichten anhand von Schichtquerschnitten. Weiterhin wurde an diesen Auf-nahmen mit digitaler Bildanalyse der Porenanteil bestimmt. Die entsprechenden Werte sind ebenfalls in Abbildung 3.9 angeführt. Generell führte die Verwendung der feinen Spritzwerk-
25
stofffraktionen zu einer deutlichen Senkung des Porenanteils in den Schichten, wobei die Senkung im Fall der Cr2O3 Schichten am höchsten ausfiel (von 11,7 auf 3,7 %). Aber auch bei den karbidbasierten Schichten, die bereits bei Verwendung der Standardfraktion (-45+25 μm) niedrige Porositäten zeigten (0,8 % bei Cr3C2 NiCr und 2,7 % bei WCCoCr), konnte der Porenanteil durch die Verwendung von feinen Spritzwerkstofffraktionen weiter gesenkt wer-den (auf 0,1 % bei Cr3C2 NiCr und 0,5 % bei WCCoCr).
Porenanteil: 3,7 %
E1
Porenanteil: 11,7 %
N1
a) Cr2O3 Validierungsprobe (E1) b) Cr2O3 Standardprobe (N1)
Porenanteil: 0,1 %
E2
Porenanteil: 0,8 %
N2
c) Cr3C2 NiCr Validierungsprobe (E2) d) Cr3C2 NiCr Standardprobe (N2)
Porenanteil: 0,5 %
E3
Porenanteil: 2,7 %
N3
e) WCCoCr Validierungsprobe (E3) f) WCCoCr Standardprobe (N3)
Abbildung 3.9 a-f: Mikrostruktur und Porosität der auf feinen Pulvern (< 25 μm) basierenden Schichten (E-Proben) und der auf Standardpulvern (-45+25 μm) basierenden Schichten (N-Proben).
26
Mit der Verwendung feiner Spritzwerkstofffraktionen steigt aufgrund der sinkenden Spritzpar-tikelgröße die Gefahr der Überhitzung der Spritzpartikel während des Spritzprozesses. Ins-besondere bei karbidbasierten Schichten kann es dadurch zu Veränderungen im Phasenbe-stand der Schichten kommen. Hierbei spielen vor allem Phasenumwandlungen aufgrund von Entkohlungs- und Oxidationseffekten eine Rolle (Zimmermann et al. 2003). Die daraus resul-tierende Entstehung von sekundären Karbidphasen sowie von Oxiden übt einen deutlichen Einfluss auf die Schichteigenschaften aus. So können die Schichten zum Beispiel versprö-den oder Änderungen bei der Schichthärte auftreten. Eine ausführliche Betrachtung der Re-aktionen, die bei der Verwendung von Cr3C2 NiCr und WCCoCr stattfinden können, findet sich in Berger (2007). Erste Anhaltspunkte für Veränderungen im Phasenbestand kann die Betrachtung der Schichtquerschnitte liefern (vergleiche Abbildung 3.9). Hier fällt vor allem die starke Oxidbildung in der auf der feinen Spritzwerkstofffraktion basierenden Cr3C2NiCrSchicht auf (erkennbar an den dunkelgrauen Phasen). Die zugehörige Standardschicht zeigt dieses von einer starken Oxidation der Spritzpartikel geprägte Bild nicht. Im Fall der WCCoCr Schichten zeigte ein Vergleich der Schichtquerschnitte zunächst keine sichtbaren Unterschiede im Phasenbestand.
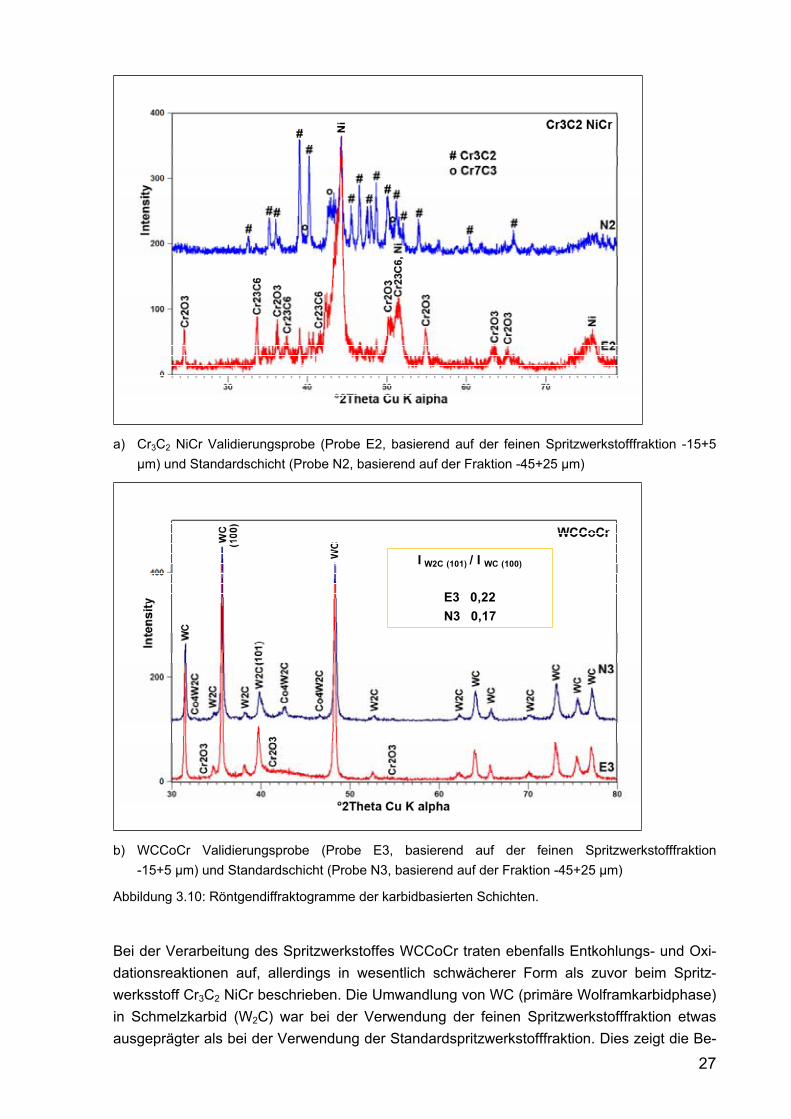
Um die Veränderungen im Phasenbestand der karbidbasierten Schichten näher zu untersu-chen, wurden an den Schichten röntgendiffraktometrische Messungen und anschließend eine qualitative Phasenanalyse durchgeführt. Weiterhin wurden im Fall des Spritzwerkstoffes WCCoCr wie in Jacobs et al. (1999) beschrieben die Intensitäten der stärksten Röntgenre-flexe der Karbidphasen ins Verhältnis gesetzt, um so Aussagen zum Ausmaß etwaiger Ent-kohlungseffekte treffen zu können. Die aufgenommenen Röntgendiffraktogramme sowie den Phasenbestand der karbidbasierten Schichten zeigt Abbildung 3.10.
Bei der Betrachtung des Diffraktogrammes der auf der feinen Spritzwerkstoffraktion basie-renden Cr3C2 NiCr Schicht fallen zunächst die deutlich sichtbaren Cr2O3 Reflexe auf, die den zuvor bei der Betrachtung des Schichtquerschliffes gewonnenen Eindruck bestätigen, dass in diesem Fall während des Spritzprozesses eine starke Oxidation der Spritzpartikel statt-fand. Dies ist zu einem auf die Oxidation von Chrom aus der NiCr Matrix des Spritzwerkstof-fes zurückzuführen. Schwerer wiegen allerdings die Effekte durch Entkohlungsreaktionen, bei denen sich Cr3C2 (Primärkarbid, welches im Spritzwerkstoff vorliegt) in sekundäre Chromkarbide (vor allem in Cr7C3 und Cr23C6) umwandelt und als Folge davon Chrom freige-setzt und oxidiert wird. Bei der auf der feinen Spritzwerkstoffraktion basierenden Cr3C2 NiCr Schicht kam es zu vergleichsweise starken Entkohlungsreaktionen. Dies ist daran erkennbar, dass das zugehörige Diffraktogramm vor allem von der sekundären Cr23C6 Phase als vor-herrschende Karbidphase dominiert wird. Dahinter treten die Anteile weiterer Chromkarbid-phasen deutlich zurück. Der Vergleich mit der zugehörigen Standardschicht zeigt, dass das bei der Standardschicht das Ausmaß der Entkohlungsreaktionen wesentlich geringer ausfiel. Der Phasenbestand der Standardschicht wird hauptsächlich vom Primärkarbid Cr3C2 domi-niert, wobei zum Teil auch eine Umwandlung in die sekundäre Cr7C3 Phase stattfand. Cr2O3
konnte in der Standardschicht nur in Spuren gefunden werden, sodass davon auszugehen ist, dass hier eine starke Oxidation der Spritzpartikel während des Spritzprozesses im We-sentlichen vermieden werden konnte.
27
a) Cr3C2 NiCr Validierungsprobe (Probe E2, basierend auf der feinen Spritzwerkstofffraktion -15+5 μm) und Standardschicht (Probe N2, basierend auf der Fraktion -45+25 μm)
I W2C (101) / I WC (100)
E3 0,22N3 0,17
b) WCCoCr Validierungsprobe (Probe E3, basierend auf der feinen Spritzwerkstofffraktion-15+5 μm) und Standardschicht (Probe N3, basierend auf der Fraktion -45+25 μm)
Abbildung 3.10: Röntgendiffraktogramme der karbidbasierten Schichten.
Bei der Verarbeitung des Spritzwerkstoffes WCCoCr traten ebenfalls Entkohlungs- und Oxi-dationsreaktionen auf, allerdings in wesentlich schwächerer Form als zuvor beim Spritz-werksstoff Cr3C2 NiCr beschrieben. Die Umwandlung von WC (primäre Wolframkarbidphase) in Schmelzkarbid (W2C) war bei der Verwendung der feinen Spritzwerkstofffraktion etwas ausgeprägter als bei der Verwendung der Standardspritzwerkstofffraktion. Dies zeigt die Be-
28
trachtung der Intensitätsverhältnisse der stärksten Karbidreflexe (IW2C (101) / IWC (100)), wo bei der auf der feinen Spritzwerkstofffraktion basierenden Schicht ein leicht höherer Wert (0,22) als bei der Standardschicht (0,17) ermittelt wurde. Das Diffraktogramm der Standardschicht zeigt weiterhin noch schwache Reflexe einer sogenannten -Phase (in diesem Fall Co4W2C),deren Vorhandensein auf die Reaktion der Karbide mit der Co-haltigen Matrix des Spritz-werkstoffes zurückzuführen ist. Das Diffraktogramm der auf der feinen Spritzwerkstofffraktion basierenden Schicht zeigt neben einem amorphen Phasenanteil (erkennbar an dem breiten Reflex im Winkelbereich 37 bis 47 °2 ) auch das Vorhandensein von Cr2O3. Allerdings sind die zu der Cr2O3 Phase zugehörigen Reflexe nur sehr schwach ausgeprägt, sodass davon auszugehen ist, dass der Oxidanteil in dieser Schicht sehr gering ausfällt. Bei dem amorphen Phasenanteil könnte es sich nach Berger (2007) um eine komplexe Zusammensetzung (zum Beispiel eine (Co, Cr, W)-basierte Legierung) handeln, die auf eine Reaktion zwischen Kar-biden und Matrixlegierung zurückzuführen ist.
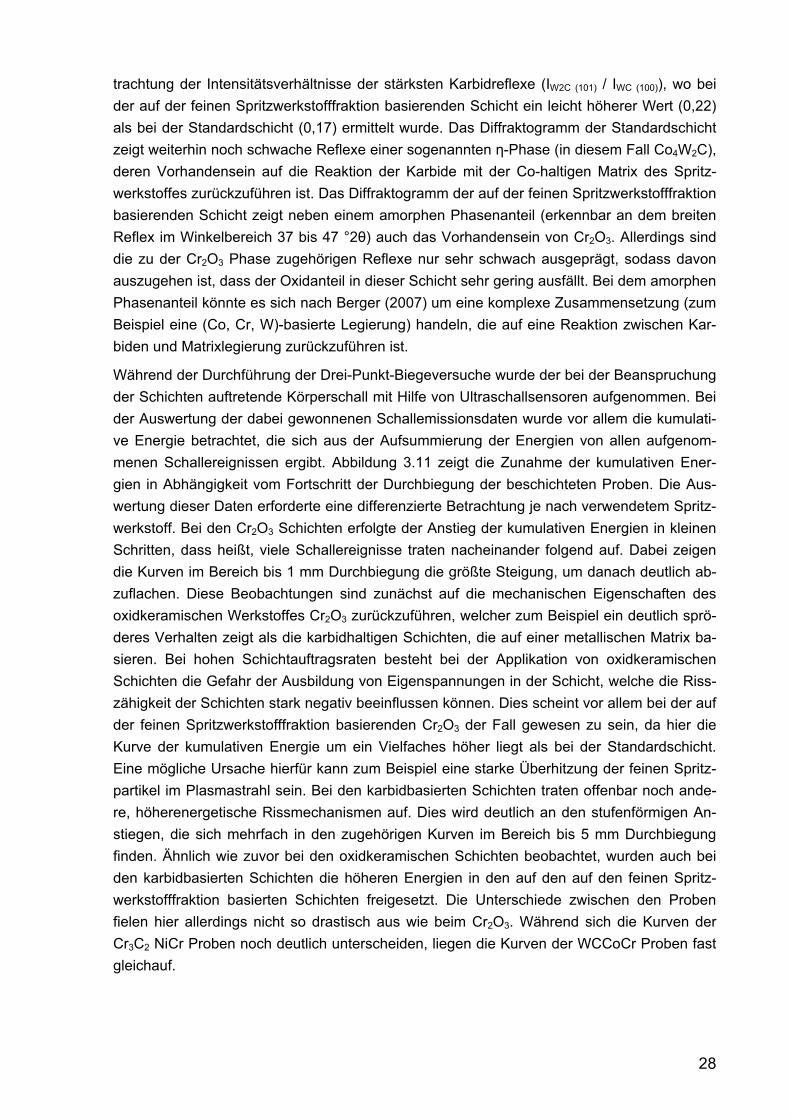
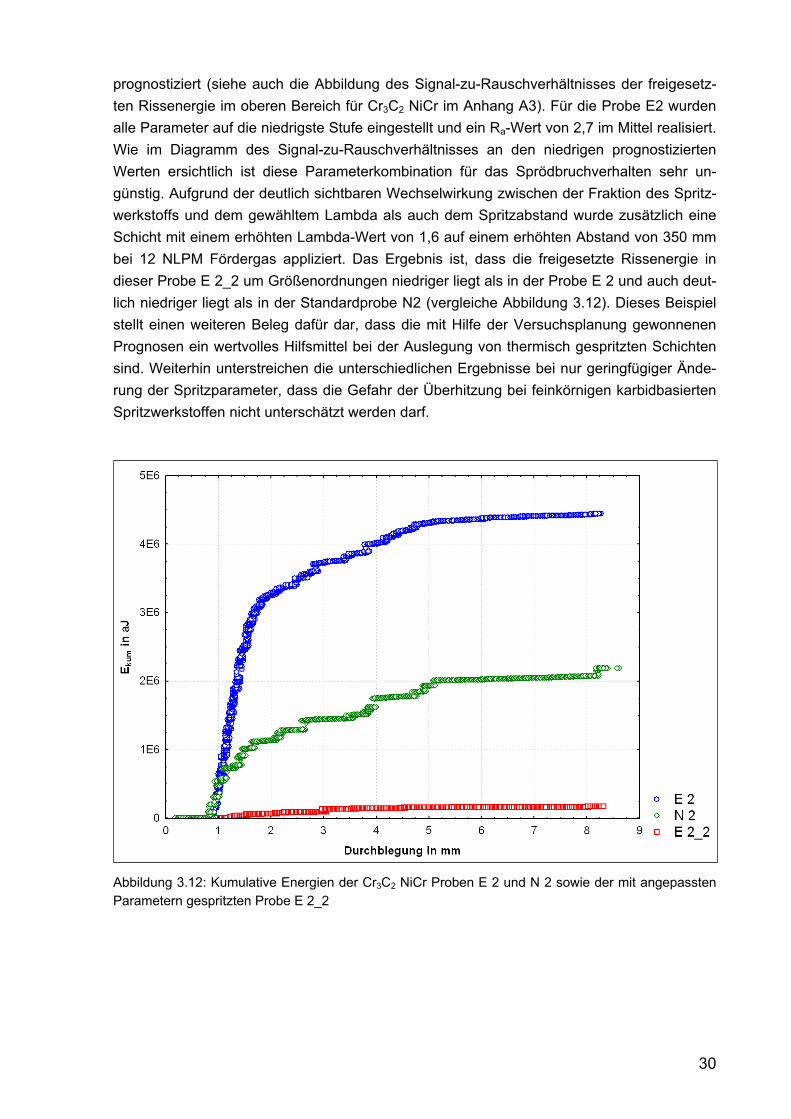
Während der Durchführung der Drei-Punkt-Biegeversuche wurde der bei der Beanspruchung der Schichten auftretende Körperschall mit Hilfe von Ultraschallsensoren aufgenommen. Bei der Auswertung der dabei gewonnenen Schallemissionsdaten wurde vor allem die kumulati-ve Energie betrachtet, die sich aus der Aufsummierung der Energien von allen aufgenom-menen Schallereignissen ergibt. Abbildung 3.11 zeigt die Zunahme der kumulativen Ener-gien in Abhängigkeit vom Fortschritt der Durchbiegung der beschichteten Proben. Die Aus-wertung dieser Daten erforderte eine differenzierte Betrachtung je nach verwendetem Spritz-werkstoff. Bei den Cr2O3 Schichten erfolgte der Anstieg der kumulativen Energien in kleinen Schritten, dass heißt, viele Schallereignisse traten nacheinander folgend auf. Dabei zeigen die Kurven im Bereich bis 1 mm Durchbiegung die größte Steigung, um danach deutlich ab-zuflachen. Diese Beobachtungen sind zunächst auf die mechanischen Eigenschaften des oxidkeramischen Werkstoffes Cr2O3 zurückzuführen, welcher zum Beispiel ein deutlich sprö-deres Verhalten zeigt als die karbidhaltigen Schichten, die auf einer metallischen Matrix ba-sieren. Bei hohen Schichtauftragsraten besteht bei der Applikation von oxidkeramischen Schichten die Gefahr der Ausbildung von Eigenspannungen in der Schicht, welche die Riss-zähigkeit der Schichten stark negativ beeinflussen können. Dies scheint vor allem bei der auf der feinen Spritzwerkstofffraktion basierenden Cr2O3 der Fall gewesen zu sein, da hier die Kurve der kumulativen Energie um ein Vielfaches höher liegt als bei der Standardschicht. Eine mögliche Ursache hierfür kann zum Beispiel eine starke Überhitzung der feinen Spritz-partikel im Plasmastrahl sein. Bei den karbidbasierten Schichten traten offenbar noch ande-re, höherenergetische Rissmechanismen auf. Dies wird deutlich an den stufenförmigen An-stiegen, die sich mehrfach in den zugehörigen Kurven im Bereich bis 5 mm Durchbiegung finden. Ähnlich wie zuvor bei den oxidkeramischen Schichten beobachtet, wurden auch bei den karbidbasierten Schichten die höheren Energien in den auf den auf den feinen Spritz-werkstofffraktion basierten Schichten freigesetzt. Die Unterschiede zwischen den Proben fielen hier allerdings nicht so drastisch aus wie beim Cr2O3. Während sich die Kurven der Cr3C2 NiCr Proben noch deutlich unterscheiden, liegen die Kurven der WCCoCr Proben fast gleichauf.
29
Abbildung 3.11: Kumulative Energien der während der Drei-Punkt-Biegeversuche an den Schichten aufgenommenen Körperschallereignisse (E-Proben basieren auf einer feinen Spritzwerkstofffraktion (< 25 μm), N-Proben auf einer Standardspritzwerkstofffraktion (-45+25 μm).
Die angeführten Ergebnisse der Schallemissionsanalyse korrelieren mit den zuvor beschrie-benen Ergebnissen der Phasenanalyse. Es wurde deutlich, dass die Veränderungen des Phasenbestandes der Schichten aufgrund von Entkohlungs- und Oxidationsreaktionen, von denen die auf den feinen Spritzwerkstofffraktionen basierenden Schichten stärker betroffen waren, zu veränderten Schichteigenschaften führten. Dass Rissverhalten der Schichten wur-de offenbar durch das Vorhandensein von spröderen Karbid- und Oxidphasen negativ beein-flusst. Das starke Auftreten von sekundären Karbidphasen (vor allem Cr23C6) und Oxidpha-sen (Cr2O3) innerhalb der auf der feinen Spritzwerkstofffraktion basierenden Cr3C2 NiCr Schicht spiegelt sich in dem deutlichen Unterschied zwischen Kurven der kumulativen Ener-gien der Cr3C2 NiCr Proben wieder, wo bei der auf der feinen Spritzwerkstofffraktion basie-renden Cr3C2 NiCr Schicht höhere Rissenergien beobachtet wurden. Die geringeren Unter-schiede im Phasenbestand der WCCoCr Schichten führten zu einem ähnlichen Verhalten während der Beanspruchung in den Drei-Punkt-Biegeversuchen (vergleiche hierzu die ähnli-che Form der Kurven der kumulativen Rissenergien der WCCoCr Proben).
Weil die Auslegung der Schichtsysteme in erster Linie hinsichtlich eines niedrigen Nachbe-arbeitungsaufwandes und nicht eines optimierten Sprödbruchverhaltens erfolgte, ergaben sich für die mit feinen Pulvern gespritzten Proben die in Abbildung 3.11 aufgezeigten gegen-über den konventionell gespritzten Schichten deutlich erhöhten Rissenergien. Für die Probe E2 wurde dieses Verhalten bereits in der Auswertung der Analysen der Vorversuchsreihen
30
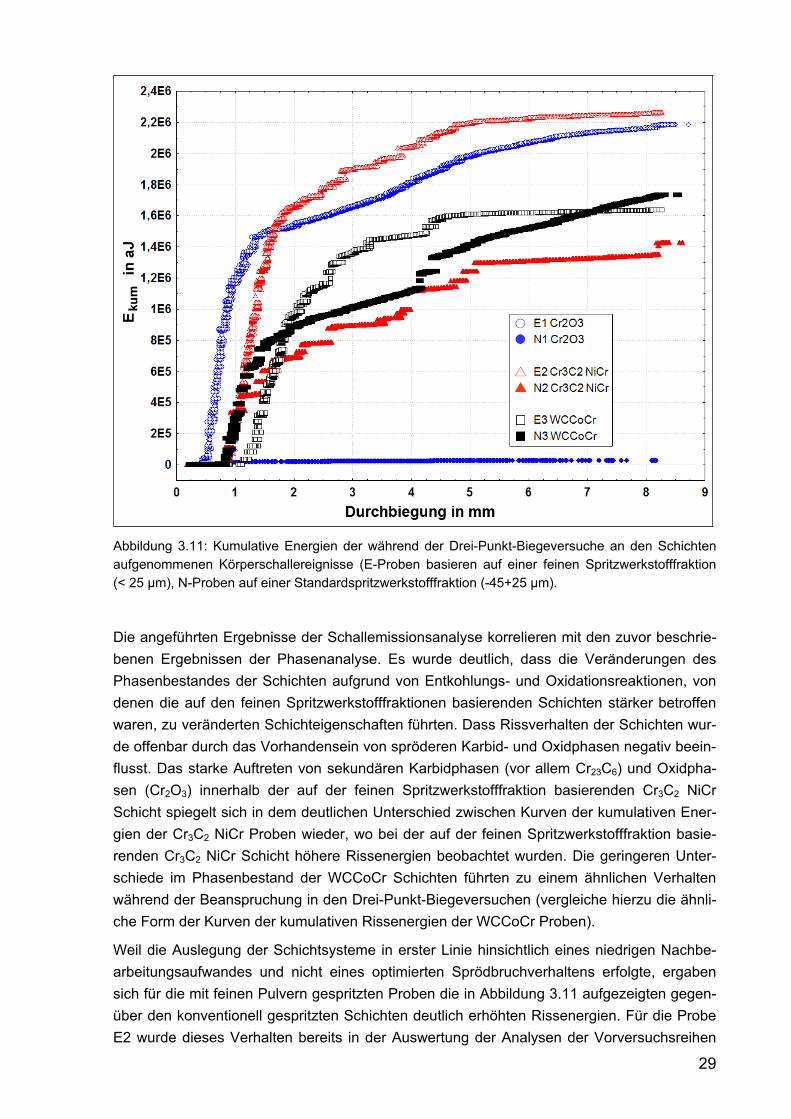
prognostiziert (siehe auch die Abbildung des Signal-zu-Rauschverhältnisses der freigesetz-ten Rissenergie im oberen Bereich für Cr3C2 NiCr im Anhang A3). Für die Probe E2 wurden alle Parameter auf die niedrigste Stufe eingestellt und ein Ra-Wert von 2,7 im Mittel realisiert. Wie im Diagramm des Signal-zu-Rauschverhältnisses an den niedrigen prognostizierten Werten ersichtlich ist diese Parameterkombination für das Sprödbruchverhalten sehr un-günstig. Aufgrund der deutlich sichtbaren Wechselwirkung zwischen der Fraktion des Spritz-werkstoffs und dem gewähltem Lambda als auch dem Spritzabstand wurde zusätzlich eine Schicht mit einem erhöhten Lambda-Wert von 1,6 auf einem erhöhten Abstand von 350 mm bei 12 NLPM Fördergas appliziert. Das Ergebnis ist, dass die freigesetzte Rissenergie in dieser Probe E 2_2 um Größenordnungen niedriger liegt als in der Probe E 2 und auch deut-lich niedriger liegt als in der Standardprobe N2 (vergleiche Abbildung 3.12). Dieses Beispiel stellt einen weiteren Beleg dafür dar, dass die mit Hilfe der Versuchsplanung gewonnenen Prognosen ein wertvolles Hilfsmittel bei der Auslegung von thermisch gespritzten Schichten sind. Weiterhin unterstreichen die unterschiedlichen Ergebnisse bei nur geringfügiger Ände-rung der Spritzparameter, dass die Gefahr der Überhitzung bei feinkörnigen karbidbasierten Spritzwerkstoffen nicht unterschätzt werden darf.
Abbildung 3.12: Kumulative Energien der Cr3C2 NiCr Proben E 2 und N 2 sowie der mit angepassten Parametern gespritzten Probe E 2_2

31
3.4 Korrosions- und Verschleißverhalten der Schichten
3.4.1 Salzsprühnebeltests nach DIN EN ISO 9227
Um Aussagen zur Korrosionsbeständigkeit der gespritzten Schichten treffen zu können, wur-de das Verhalten beschichteter Flachproben unter atmosphärischen Korrosionsbedingungen geprüft. Dazu wurden die Proben für 240 h einem Salzsprühnebel ausgesetzt. Zur Beurtei-lung des Korrosionsverhaltens wurden zum einen Masseänderungen, die sich durch die Bil-dung von Korrosionsprodukten ergaben, aufgenommen (vergleiche Tabelle 3.4). Weiterhin erfolgte während des Testverlaufs alle 24 h eine fotographische Dokumentation des Korrosi-onsfortschrittes (vergleiche Anhang A1).
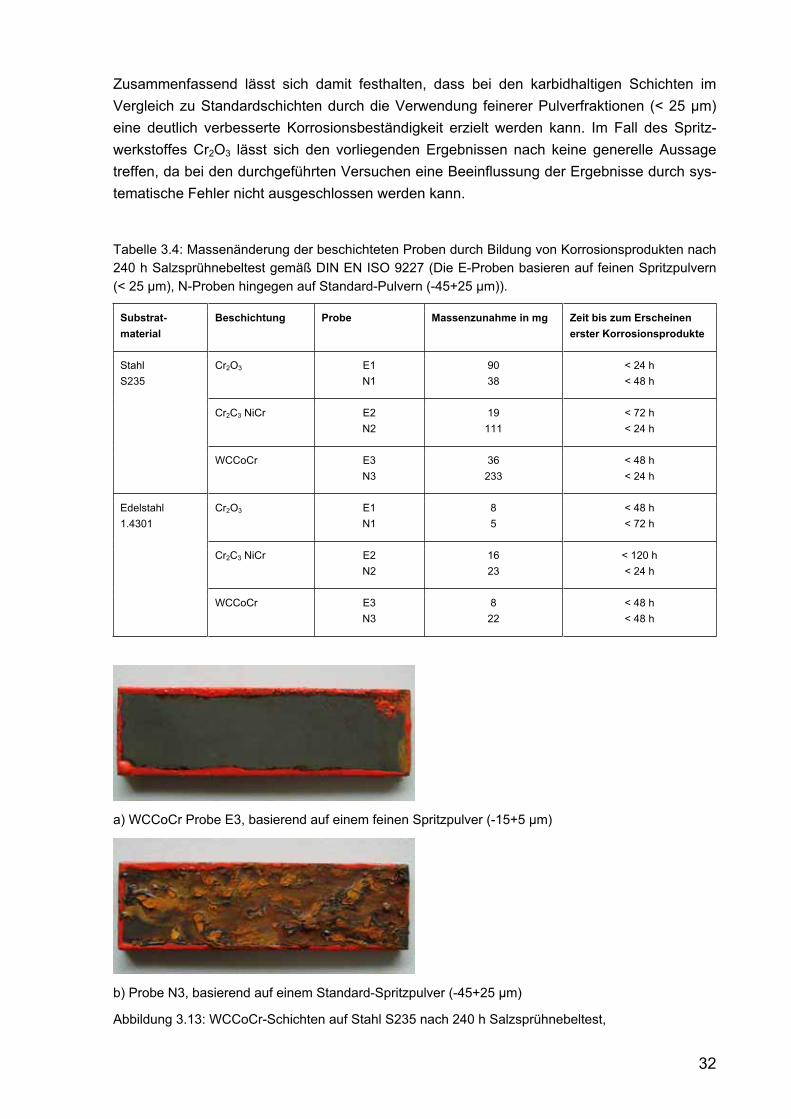
Die Ergebnisse unterscheiden sich zunächst in Abhängigkeit davon, welcher Werkstoff als Substratmaterial eingesetzt wurde. Bei der Verwendung von korrosionsbeständigerem Edel-stahl fielen die Massezunahmen durch entstandene Korrosionsprodukte deutlich geringer aus als bei Stahl. Prinzipiell wurden aber bei beiden Substratmaterialien dieselben Trends je untersuchtem Spritzwerkstoff festgestellt. Im Fall der karbidhaltigen Schichten fielen die Mas-sezunahmen bei den auf feinen Pulverfraktionen (< 25 μm) basierenden Schichten (E-Proben) deutlich geringer aus im Vergleich zu den Standardschichten (N-Proben). Beson-ders auffallend waren die Unterschiede bei WCCoCr, dem Spritzwerkstoff, der von den un-tersuchten Spritzwerkstoffen im Allgemeinen als am wenigsten korrosionsbeständig betrach-tet wird. Beispielsweise nahm die Masse der Standardschicht-Probe N3 (-45+25 μm WCCoCr auf Stahl S235) durch Bildung von Korrosionsprodukten um 233 mg zu. Demge-genüber steht eine deutlich geringere Massenzunahme von lediglich 36 mg bei der Probe E3 (-15+5 μm WCCoCr auf Stahl S235). Auch ein optischer Vergleich der Proben nach 240 h Testdauer zeigt die deutlichen Unterschiede im Korrosionsverhalten (vergleiche Abbildung 3.13). Beim Spritzwerkstoff Cr3C2 NiCr wurde ein ähnliches Verhalten beobachtet. Die abso-luten Werte bei den Massenzunahmen lagen hier allerdings niedriger als bei WCCoCr. Dies lässt sich vor allem auf den höheren Cr-Anteil im Spritzwerkstoff Cr3C2 NiCr und der damit verbundenen erhöhten Korrosionsbeständigkeit zurückführen.
Im Gegensatz zu den bereits beschriebenen Ergebnissen stehen die Resultate, die bei den Cr2O3-Schichten beobachtet wurden. Hier schnitten die Schichten, die auf der feinen Pulver-fraktion (< 25 μm) basierten, schlechter ab als die Standard-Schichten. Zum Beispiel nahm die Masse der Probe E1 (-25+5 μm Cr2O3 auf Stahl S235) um 90 mg zu, bei der Standard-Probe N1 (-45+25 μm Cr2O3 auf Stahl S235) waren es lediglich 38 mg. Nach den vorliegen-den Beobachtungen blieb jedoch unklar, ob es sich hierbei um einen wirklichen Effekt han-delt, oder ob systematische Fehler bei der Versuchsdurchführung berücksichtigt werden müssen. Die Cr2O3-Schichten wurden vor Testbeginn nicht mit einem Siegler behandelt, so dass durch die im Vergleich zu den karbidhaltigen Schichten höhere Schichtporosität grund-sätzlich mehr Angriffspunkte für das Wirken von Korrosionsmechanismen vorhanden waren. Weiterhin wiesen die Proben E1 und N1 nicht dieselben Schichtdicken auf (E1: etwa 125 μm dick, Probe N1: etwa 250 μm dick), sodass trotz des niedrigeren Porenanteils der Probe E1 (3,7 % im Vergleich 11,7 % Porenanteil bei der Probe N1) die geringere Schichtdicke zu ei-nem schnelleren Korrosionsangriff geführt haben könnte.
32
Zusammenfassend lässt sich damit festhalten, dass bei den karbidhaltigen Schichten im Vergleich zu Standardschichten durch die Verwendung feinerer Pulverfraktionen (< 25 μm) eine deutlich verbesserte Korrosionsbeständigkeit erzielt werden kann. Im Fall des Spritz-werkstoffes Cr2O3 lässt sich den vorliegenden Ergebnissen nach keine generelle Aussage treffen, da bei den durchgeführten Versuchen eine Beeinflussung der Ergebnisse durch sys-tematische Fehler nicht ausgeschlossen werden kann.
Tabelle 3.4: Massenänderung der beschichteten Proben durch Bildung von Korrosionsprodukten nach 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227 (Die E-Proben basieren auf feinen Spritzpulvern (< 25 μm), N-Proben hingegen auf Standard-Pulvern (-45+25 μm)).
Substrat-material
Beschichtung Probe Massenzunahme in mg Zeit bis zum Erscheinen erster Korrosionsprodukte
Cr2O3 E1 N1
9038
< 24 h < 48 h
Cr2C3 NiCr E2 N2
19111
< 72 h < 24 h
StahlS235
WCCoCr E3 N3
36233
< 48 h < 24 h
Cr2O3 E1 N1
85
< 48 h < 72 h
Cr2C3 NiCr E2 N2
1623
< 120 h < 24 h
Edelstahl1.4301
WCCoCr E3 N3
822
< 48 h < 48 h
a) WCCoCr Probe E3, basierend auf einem feinen Spritzpulver (-15+5 μm)
b) Probe N3, basierend auf einem Standard-Spritzpulver (-45+25 μm)
Abbildung 3.13: WCCoCr-Schichten auf Stahl S235 nach 240 h Salzsprühnebeltest,
33
3.4.2 Tribometerversuche nach ASTM G 99
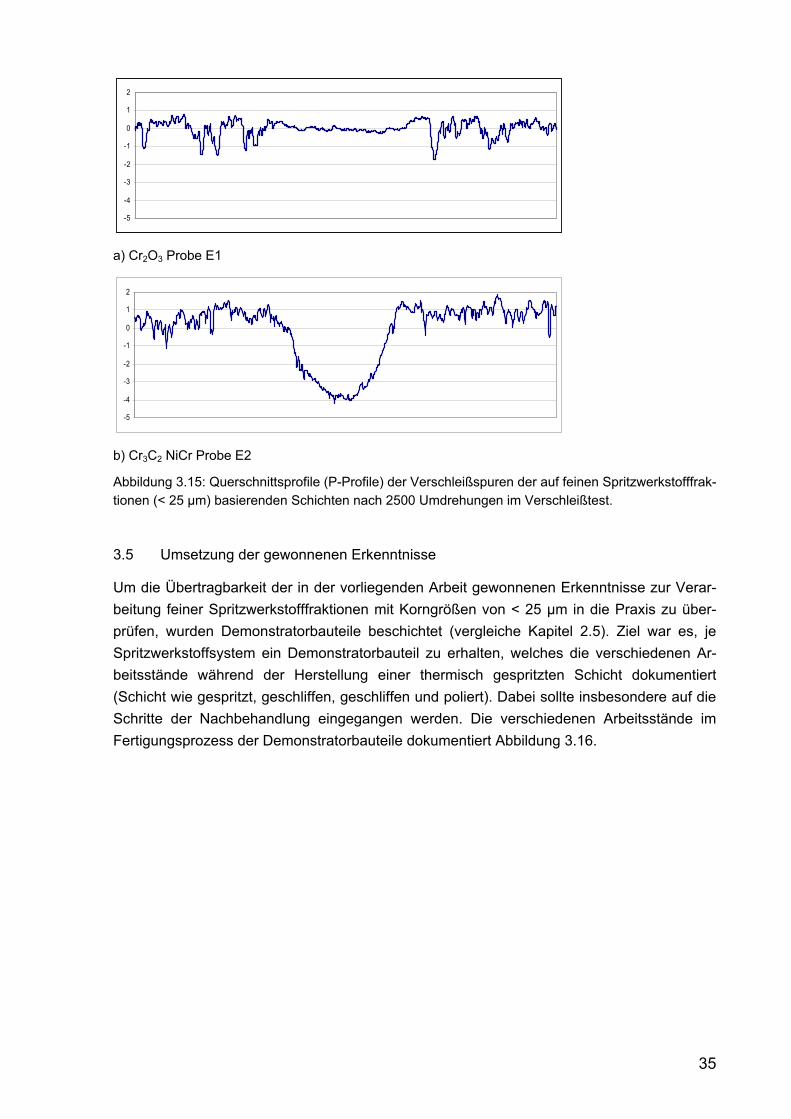
Zum Test der Verschleißbeständigkeit der gespritzten Schichten wurden Versuche mit Hilfe eines Tribometers durchgeführt. Dazu wurde die Kugel-auf-Scheibe Versuchsanordnung gewählt. Nach den Tests wurden die Verschleißspuren zunächst unter einem Auflichtmikro-skop betrachtet und fotografisch dokumentiert. Einige Beispiele für die erzielten Verschleiß-spuren zeigt Abbildung 3.14. Weiterhin wurde versucht, die Dimensionen der Verschleißspu-ren gemäß ASTM G 99 zu vermessen, um damit den durch das Wirken von Verschleißeffek-ten entstandenen Volumenverlust zu ermitteln. Mit einem mechanischen Tastschnittgerät für die Rauheitsmessung wurde das P-Profil (ungefiltertes Primärprofil) senkrecht zu einer Ver-schleißspur aufgenommen, um auf diese Weise die Verschleißspur im Querschnitt betrach-ten zu können.
Bei den mit Cr2O3 beschichteten Proben kam es nicht zu der Ausbildung einer Verschleiß-spur im eigentlichen Sinne. Vielmehr bildete sich auf der Kontaktfläche, wo die Kugel auf der Probenoberfläche rieb, eine Art Tribofilm aus feinsten abradierten Cr2O3 Partikeln (vergleiche Abbildung 3.14 a). Dieses Verhalten wurde unter anderem bereits in Bolelli et al. (2006) be-schrieben. Demnach wirkt dieser Tribofilm als eine Art Gleitmittel und er schützt damit die Schicht an der Stelle vor weiterem Verschleiß. Dies wird ebenfalls deutlich, wenn man das Profil der Verschleißspur betrachtet (vergleiche Abbildung 3.15 a). Dem Profil nach sind wäh-rend der Beanspruchung an der Schichtoberfläche lediglich die Rauheitsspitzen abgenom-men worden. Ein Verschleißabtrag durch ein "Eingraben" der Kugel in die Schicht, welches ein annähernd halbkreisförmiges Profil der Verschleißspur zur Folge gehabt hätte, erfolgte jedoch nicht. Von einer Berechnung des Verschleißabtrages nach ASTM G99, welche eine Ausbildung des besagten halbkreisförmigen Profils erfordert, wurde daher abgesehen. Die beschriebene Ausbildung eines Tribofilms erfolgte bei allen untersuchten Cr2O3-Proben, un-abhängig davon, ob sie auf feinen oder Standard-Spritzwerkstoffraktionen basierten.
Bei den mit Cr3C2 NiCr beschichteten Proben kam es zu deutlichen Verschleißeffekten (ver-gleiche Abbildung 3.14 b und das zugehörige P-Profil in Abbildung Abbildung 3.15 b). Der Verschleißmechanismus war hier überwiegend durch Oberflächenzerrüttung und Adhäsions-verschleiß gekennzeichnet. Die nähere Betrachtung des Gegenkörpers nach den Tests zeig-te Anhaftungen von feinsten Schichtpartikeln. Offenbar kam es während des Testverlaufs zur Ablösung feinster Partikel aus der Schicht, die im Kontaktbereich zwischen Gegenkörper und Schichtoberfläche zum Wirken eines abrasiven Verschleißmechanismuses führten. Durch die deutliche Ausbildung einer Verschleißspur konnte hier der Verschleißabtrag gemäß ASTM G99 berechnet werden. Der Volumenverlust nach 2500 Umdrehungen betrug bei der auf der feinen Spritzwerkstofffraktion (-15+5 μm) basierenden Schicht (Probe E2) 0,31 mm³. Er lag damit höher als bei der Standardschicht. Dort wurde nach 2500 Umdrehungen ein Volumenverlust von 0,24 mm³ beobachtet. Diese Werte stehen im Gegensatz zu früher ver-öffentlichten Werten (zum Beispiel in Matthäus et al. (2004)), wo in ähnlichen Verschleißtests auf feinen Pulvern basierende Cr3C2 NiCr Schichten besser abschnitten als Standard-Schichten. Allerdings wurde in jener Untersuchung ein extra für die Verarbeitung feiner Spritzpulver modifizierter HVOF-Brenner verwendet, während in der vorliegenden Arbeit ein Standardbrenner zum Einsatz kam. Offenbar wurden durch die zuvor beschrieben Phasen-umwandlungen aufgrund von Entkohlungs- und Oxidationsreaktionen und die daraus resul-

34
tierende Zunahme des Anteils an Sprödphasen in der Schicht die Verschleißbeständigkeit der auf der feinen Spritzwerkstofffraktion basierenden Schicht negativ beeinflusst.
Während der Tests an den mit WCCoCr beschichteten Proben konnte kein nennenswerter Verschleiß an der Schichtoberfläche festgestellt werden. Eine Analyse der Verschleißspuren ergab, dass hier die Morphologie der Schichtoberflächen trotz der Beanspruchung durch den reibenden Gegenkörper intakt blieb. Eine Untersuchung des Gegenkörpers zeigte eine deut-liche Abflachung der Kugel an dem Punkt, wo sie im Kontakt mit der Schichtoberfläche stand. Die auf Abbildung 3.14 dargestellte Verschleißspur ist daher eher auf vom Abrieb der Kugel stammende Partikel zurückzuführen, die sich in den Rauheitstälern der Schichtober-fläche ablagerten. Offenbar war das Material des gewählten Gegenkörpers (gesinterte WC11Co-Kugel, 10 mm Durchmesser, nominelle Härte laut Hersteller: 89,5 HRA bzw. 1420 HV30) nicht hart genug, um einen Verschleißangriff an den WCCoCr-Proben bewirken zu können. Der beschriebene Abtrag am Gegenkörper trat bei allen mit WCCoCr beschichte-ten Proben auf, unabhängig von der verwendeten Korngröße des Spritzwerkstoffes. Da wie zuvor bei den Cr2O3 Schichten beschrieben auch bei den Verschleißspuren der WCCoCr-Schichten kein halbkreisförmiges Profil ausgebildet wurde, wurde auch hier von einer Be-rechnung des Verschleißabtrags nach ASTM G 99 abgesehen.
a) Cr2O3 Probe E1
b) Cr3C2 NiCr Probe E2
c) WCCoCr Probe E3
Abbildung 3.14: Verschleißspuren an auf feinen Spritzwerkstofffraktionen (< 25 μm) basierenden Schichten nach 2500 Umdrehungen im Verschleißtest.
35
-5
-4
-3
-2
-1
0
1
2
a) Cr2O3 Probe E1
-5
-4
-3
-2
-1
0
1
2
b) Cr3C2 NiCr Probe E2
Abbildung 3.15: Querschnittsprofile (P-Profile) der Verschleißspuren der auf feinen Spritzwerkstofffrak-tionen (< 25 μm) basierenden Schichten nach 2500 Umdrehungen im Verschleißtest.
3.5 Umsetzung der gewonnenen Erkenntnisse
Um die Übertragbarkeit der in der vorliegenden Arbeit gewonnenen Erkenntnisse zur Verar-beitung feiner Spritzwerkstofffraktionen mit Korngrößen von < 25 μm in die Praxis zu über-prüfen, wurden Demonstratorbauteile beschichtet (vergleiche Kapitel 2.5). Ziel war es, je Spritzwerkstoffsystem ein Demonstratorbauteil zu erhalten, welches die verschiedenen Ar-beitsstände während der Herstellung einer thermisch gespritzten Schicht dokumentiert (Schicht wie gespritzt, geschliffen, geschliffen und poliert). Dabei sollte insbesondere auf die Schritte der Nachbehandlung eingegangen werden. Die verschiedenen Arbeitsstände im Fertigungsprozess der Demonstratorbauteile dokumentiert Abbildung 3.16.
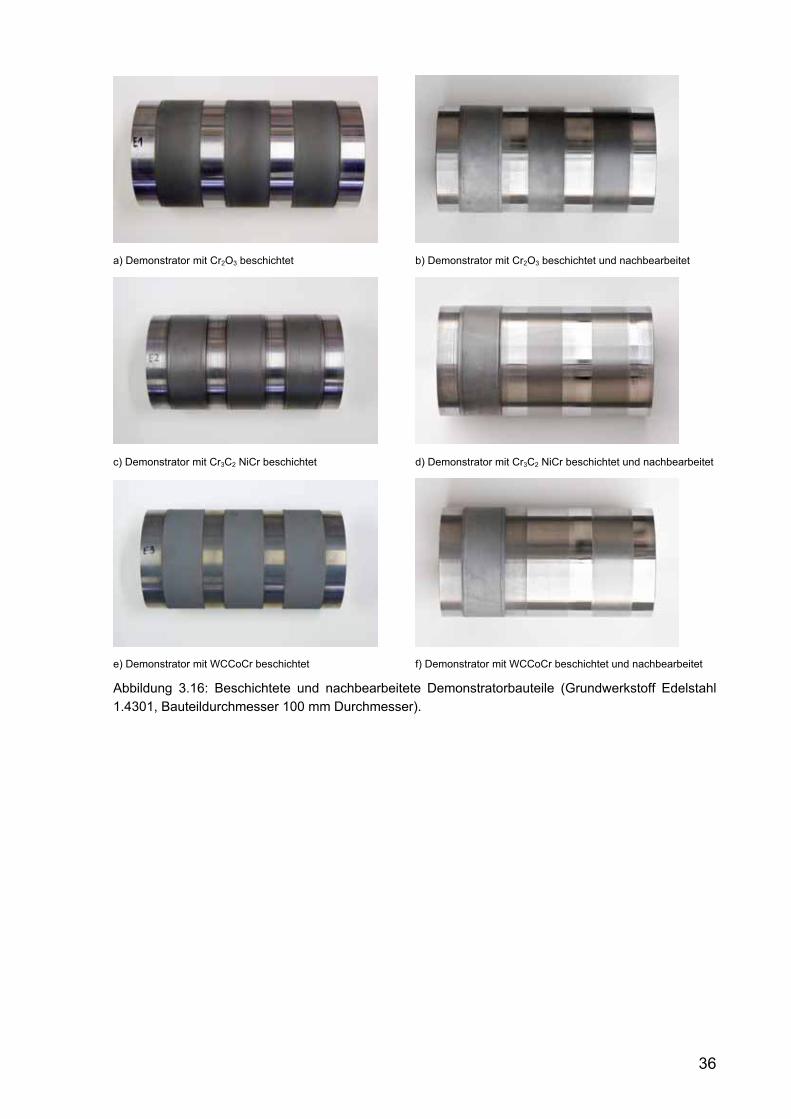
36
a) Demonstrator mit Cr2O3 beschichtet b) Demonstrator mit Cr2O3 beschichtet und nachbearbeitet
c) Demonstrator mit Cr3C2 NiCr beschichtet d) Demonstrator mit Cr3C2 NiCr beschichtet und nachbearbeitet
e) Demonstrator mit WCCoCr beschichtet f) Demonstrator mit WCCoCr beschichtet und nachbearbeitet
Abbildung 3.16: Beschichtete und nachbearbeitete Demonstratorbauteile (Grundwerkstoff Edelstahl 1.4301, Bauteildurchmesser 100 mm Durchmesser).
37
4 Zusammenfassung und Ausblick
Im Rahmen dieses Forschungsvorhabens konnte die Verarbeitung von feinen Spritzwerk-stofffraktionen mit Korngrößen von < 25 μm mit Plasma- und Hochgeschwindigkeitsflamm-spritzsystemen erfolgreich realisiert werden. Betrachtet wurden Spritzwerkstoffsysteme, die vor allem zur Erhöhung des Verschleißschutzes bei einer eventuell vorhandenen korrosiven Beanspruchung eingesetzt werden (Cr2O3, Cr3C2 NiCr, WCCoCr).
Es wurden Pulverförderversuche mit verschiedenen marktgängigen Pulverfördersystemen durchgeführt, bei denen Parameter für eine konstante Pulverförderung bestimmt wurden. Mit Hilfe von Spritzversuchen konnten wichtige Prozessparameter erfolgreich bestimmt, optimiert und validiert werden. Dabei standen für eine Realisierung von endkonturnahen Schichten wichtige Schichtkriterien im Blickpunkt, wie zum Beispiel ein konstanter Schichtauftrag, eine niedrige Oberflächenrauheit und eine hohe Schichthärte. Die Planung, Durchführung und Auswertung der Spritzversuche basierte auf der von Taguchi entwickelten Methode des Ro-bust Engineerings. Die Möglichkeit, mit dieser Methode robuste, reproduzierbare Parameter für an sich hoch variable thermische Spritzprozesse ermitteln zu können, wurde erneut dar-gestellt und durch die erfolgreiche Validierung dieser Parameter zusätzlich unterstrichen. In weiteren Untersuchungen wurden unter anderem der Porenanteil und das Sprödbruchverhal-ten sowie die Korrosions- und Verschleißbeständigkeit der Schichten verglichen mit Stan-dardschichten betrachtet. Im Rahmen der eingesetzten Untersuchungsmethoden konnte eine Kombination von Drei-Punkt-Biegeversuchen mit einer Schallemissionsanalyse, bei welcher der während einer Beanspruchung einer Schicht durch Rissbildung auftretende Kör-perschall aufgenommen wird, erfolgreich zur Untersuchung des Sprödbruchverhaltens von thermisch gespritzten Schichten eingesetzt werden. Als vielversprechend erwies sich hier die Betrachtung der kumulativen Energie, die eine Aufsummierung der Energien von allen beo-bachteten Schallereignissen darstellt. Die Bestimmung des Phasenbestandes von thermisch gespritzten Schichten durch den Einsatz von röntgendiffraktometrischen Messungen bietet eine gute Möglichkeit, um im Fall von karbidbasierten Schichtsystemen das Ausmaß von während des Spritzprozesses stattfindenden Entkohlungs- und Oxidationsreaktionen zu bestimmen. Die Betrachtung von Veränderungen im Phasenbestand von thermisch gespritz-ten Schichten sowie daraus resultierender, veränderter Schichteigenschaften erlaubt Rück-schlüsse auf während des Spritzprozesses ablaufende Vorgänge und Reaktionen.
Für den Spritzwerkstoff Cr2O3 konnten Parameter ermittelt werden, welche die Verarbeitung einer feiner Spritzwerkstofffraktion (-15+5 μm) mit dem Ziel einer maßhaltigen Schicht erlau-ben. Verglichen mit Cr2O3 Standardschichten ergaben sich jedoch keine deutlichen Verbes-serungen bei den Schichteigenschaften. Zwar konnte der Porenanteil bei den auf der feinen Fraktion basierenden Schichten deutlich gesenkt werden; da Cr2O3 Schichten für ihren Ein-satz in der Regel jedoch versiegelt werden, sind Verbesserungen im Bereich des Porenteils eher nicht von Bedeutung. Untersuchungen zum Sprödbruchverhalten der Cr2O3 Schichten zeigten, dass ein erhöhter Schichtauftrag und daraus resultierend ein höherer Anteil an Ei-genspannungen innerhalb der Schichten das Sprödbruchverhalten der Schichten negativ beeinflussen kann.
38
Im Rahmen der durchgeführten Forschungsarbeiten stellte die Verarbeitung feiner Cr3C2
NiCr Spritzpulver die größte Herausforderung dar. Bereits die Pulverförderung dieser stark agglomerierenden Pulver gestaltete sich im Vergleich zu den anderen beiden betrachteten Spritzwerkstoffsystemen schwieriger, vor allem beim Einsatz von konventionellen Pulverför-dersystemen. Der Einsatz eines für die Förderung feiner Spritzwerkstoffe optimierten Förder-systems wie des Thermico CPF Pulverförderers erwies sich in diesem Fall als besonders vorteilhaft. Während der Spritzversuche lag der erzielte Auftragswirkungsgrad bei Cr3C2 NiCr am niedrigsten. Offenbar konnte ein großer Teil der geförderten Spritzwerkstoffmenge nicht erfolgreich abgeschieden werden. Die Untersuchung des Phasenbestandes der Cr3C2 NiCr Schichten zeigte die hohe Anfälligkeit dieses Spritzwerkstoffes gegenüber Entkohlungs- und Oxidationsreaktionen während des Spritzprozesses. Die Umwandlung von Primärkarbiden (Cr3C2) in Sekundärkarbide (Cr7C3, C23C6) sowie die vermehrte Bildung von Cr2O3 üben ei-nen deutlichen, negativen Einfluss auf die Schichteigenschaften aus. Es besteht vor allem die Gefahr einer Versprödung und damit einhergehend einer verschlechterten Risszähigkeit der Schichten. Dies wird ebenfalls deutlich an dem schlechteren Abschneiden der auf der feinen Fraktion basierenden Cr3C2 NiCr Schicht während der Verschleißtests im Vergleich zu Cr3C2 Standardschichten. Dennoch wird das Potenzial, das in der Verwendung feiner Spritz-werkstofffraktionen steckt, auch beim diesem Spritzwerkstoff deutlich, vor allem wenn man den niedrigeren Porenanteil und die höhere Korrosionsbeständigkeit der auf der feinen Spritzwerkstofffraktion basierenden Schichten betrachtet. Bei der Applikation der Cr3C2 NiCr Standardschichten, die auf der Fraktion -45+25 μm basierten, konnten zuvor genannten Problematiken ebenfalls beobachtet werden, allerdings in wesentlich schwächerer Form. Die Optimierung der Spritzparameter für die Verarbeitung feiner Cr3C2 NiCr Spritzpulver erfolgte im Rahmen dieses Forschungsvorhabens vor allem im Hinblick auf eine erfolgreiche Reali-sierung von maßhaltigen Schichten, das heißt Ziel waren zunächst die Einstellung eines kon-stanten Schichtauftrags, einer niedrigen Oberflächenrauheit bei hohen Schichthärten. Zu-künftige Optimierungsarbeiten sollten daher die zuvor genannten Problematiken, die im we-sentlichen auf eine Überhitzung der feinen Spritzpartikel während des Spritzprozesses zu-rückgehen, stärker berücksichtigen. Ein Weg könnte dabei die Variation von Rahmenbedin-gungen sein, die im Lauf dieses Forschungsvorhabens konstant gehalten wurden, zum Bei-spiel der Einsatz verschiedener Expasionsdüsen für das GTV K2 HVOF-Spritzsystem.
Der Übergang von Standard- zu feinen Spritzwerkstofffraktionen bereitete beim Spritzwerk-stoff WCCoCr die geringsten Probleme. Mit Hilfe der ermittelten Spritzparameter konnten mit einer feinen WCCoCr Fraktion (-15+5 μm) Schichten appliziert werden, deren Phasenbe-stand sich nicht wesentlich vom dem Phasenbestand von WCCoCr Standardschichten un-terschied. Zwar gab es bei der Verwendung der feinen Fraktion auch hier Anzeichen für das Wirken von Entkohlungs- und Oxidationsreaktionen, deren Ausmaß allerdings weitaus gerin-ger ausfiel im Vergleich zu den Cr3C2 NiCr Schichten. Eine negative Beeinflussung der Schichteigenschaften konnte daher nicht festgestellt werden, so dass verglichen mit WCCoCr Standardschichten bei den auf der feinen Fraktion basierenden WCCoCr Schichten ähnliche Eigenschaften (zum Beispiel bei der Schichthärte, im Sprödbruchverhalten und der Verschleißbeständigkeit) bzw. verbesserten Eigenschaften wie die Senkung des Porenan-

39
teils und signifikante Verbesserungen im Bereich der Korrosionsbeständigkeit erzielt werden konnten.
Bei der Beschichtung von Demonstratorbauteilen konnten verschiedene Vor- und Nachteile aufgezeigt werden, die sich beim Einsatz von feinen Spritzwerkstofffraktionen mit Korngrö-ßen von < 25 μm ergeben können. Abgesehen von der bereits angeführten Herausforde-rung, das Problem der Überhitzung der feiner Spritzpartikel während des Spritzprozesses zu lösen, das je nach verwendetem Spritzwerkstoffsystem unterschiedlich schwer wiegt, sind weitere Gegebenheiten zu berücksichtigen. Eine Applikation maßhaltiger Schichten zielt vor allem auf eine Reduzierung der Kosten, die aufgrund niedrigerer Schleifübermaße für die Nachbehandlung von Bauteilen mit thermisch gespritzten Bauteile aufzubringen sind. Einer Senkung der Kosten im Bereich der Nachbehandlung können jedoch höhere Kosten im Be-reich der Spritzwerkstoffbeschaffung gegenüberstehen, da die Spritzwerkstoffhersteller auf-grund der geringeren Ausbeute im Herstellungsprozess im Vergleich zu Standardspritzwerk-stoffen zum Teil deutlich höhere Preise für feine Spritzwerkstoffe ausweisen. Weiterhin ist zu berücksichtigen, dass für ein Bauteil, welches endkonturnah beschichtet werden soll, schon während der Bearbeitung des Grundbauteils wesentlich schärfere Toleranzgrenzen in den Abmessungen einzuhalten sind. Unebenheiten, zum Beispiel aufgrund von Drehriefen oder Welligkeiten im Bauteil, können durch das verringerte Schleifübermaß in der Regel nicht ausgeglichen werden. Auch während des Beschichtungsbetriebes wird in der Regel ein ge-naueres Arbeiten erforderlich sein, zum Beispiel beim Einspannen des zu beschichtenden Bauteils. Dadurch verlängerte Rüstzeiten können zu erhöhten Arbeits- und Personalkosten führen. Für eine Abschätzung, ob sich eine Applikation maßhaltiger Schichtsysteme für einen Beschichtungsbetrieb lohnt, ist daher eine individuelle Kostengegenüberstellung nötig, wel-che die genannten Faktoren und deren Wirkung im Einzelfall berücksichtigt.
40
5 Literatur
Bolelli, G., Cannillo, V., Lusvarghi, L., Manfredini, T., Wear behaviour of thermally sprayed ceramic oxide coatings, Wear, Vol. 261, 2006, S. 1298-1315
Berger, L.-M., Hardmetals as thermal spray coatings, Powder Metallurgy, Vol.50, 2007, S. 205-214
Jacobs, L., Hyland, M. M., Gutleber, J., Sampath, S., Investigation of Decarburization in the WC-Co system during High Velocity Combustion Spraying in: http://www.matscieng.sunysb.edu/ctsr/nuggets/nugget28/index.html, veröffentlicht am 30.08.99 (Stand: 06.05.08)
Phadke, M. S., Quality Engineering Using Robust Design: Produkt- und Prozeßoptimierung mit den Methoden der statistischen Versuchsplanung nach G. Taguchi, gfmt Verlag Mün-chen, 1990, 377 S.
Scheffler, E., Statistische Versuchsplanung und –auswertung – Eine Einführung für Prakti-ker, Deutscher Verlag für Grundstoffindustrie München, 1997, 454 S.
Zimmermann, S., Keller, H., Schwier, G.: Verbesserte Schichteigenschaften durch optimierte Karbidpulver für moderne HVOF-Systeme, Tagungsunterlagen zum 6. HVOF-Kolloqium, 27. und 28.11.2003, Erding, S. 31-38
41
Anhang
A1 Durchführung der Pulverförderversuche
A2 Durchführung der Beschichtungsversuche
A3 Signal-zu-Rausch-Verhältnisse der analysierten Schichtkriterien
A4 Dokumentation 240 h Salzsprühnebeltest nach DIN EN ISO 9227

42
A1
Dur
chfü
hrun
g de
r Pul
verfö
rder
vers
uche
Gef
örde
rte P
ulve
rmen
ge a
uf d
em T
herm
ico
CP
F Fö
rder
er in
g/m
in
Ko
rng
röß
eR
ota
tio
nF
örd
erg
asfl
uss
N2
Vib
rato
r[μ
m]
[RP
M]
[N
LM
P]
[bar]
1
2
3
1
2
31
2
3
1
2
3
8
1
4
2
08
12
16
2,0
3
,0
4,0
10
16
22
8
1
4
2
02
,0
3,5
4
,08
16
24
10
17
24
2,0
3
,5
5,0
Ve
rsu
ch N
r.D
urc
hf.
Nr.
Ko
rng
röß
eR
ota
tio
nF
örd
erg
asfl
uss
N2
Vib
rato
rC
r 2O
3s2
xC
r 2C
3-N
iCr
s2x
WC
Co
Cr
s2x
11
11
11
6,0
91,2
643,1
6
21
11
11
5,4
80,8
241,7
8
31
11
11
5,8
60,6
442,0
8
11
22
23
2,8
230,2
792,9
8
21
22
23
0,7
126,7
190,9
3
31
22
23
0,6
830,1
390,5
8
11
33
34
6,7
853,0
3143,7
2
21
33
34
3,2
351,4
6137,2
9
31
33
34
4,6
348,3
1130,8
8
12
12
31
9,1
336,4
548,2
2
22
12
31
9,2
136,7
348,2
7
32
12
31
9,3
836,2
148,4
8
12
23
13
9,4
467,5
4100,7
6
22
23
13
8,5
067,9
498,7
0
32
23
13
9,5
568,3
496,1
0
12
31
24
3,2
080,6
4143,7
7
22
31
24
4,3
182,8
0141,1
6
32
31
24
3,2
183,7
7142,6
6
13
13
22
3,2
938,6
253,8
4
23
13
22
2,4
937,4
952,0
9
33
13
22
2,4
537,6
352,3
5
13
21
33
8,3
253,5
1100,3
0
23
21
33
8,3
853,8
298,4
2
33
21
33
8,4
553,4
198,8
0
13
32
15
1,3
080,5
2135,6
9
23
32
15
1,0
371,9
5139,8
3
33
32
15
2,1
672,7
7139,4
3
WC
Co
Cr
Fa
kto
rstu
fen:
für:
Cr 2
O3
Cr 2
C3
NiC
r
0,1
6
2,5
7
0,3
8
-15+
5 -2
0+
5 -2
5+
5
0,1
0
4,0
6
5,7
8
0,0
5
0,0
90,3
1
1,5
1
3,2
0
0,0
2
0,3
3
0,4
1
0,2
2
0,0
7
0,0
0
1,2
3
1,7
9
0,1
3
0,5
8
0,6
4
0,4
7
0,0
7
0,0
2
0,4
0
1,6
0
0,6
2
0,2
1
0,3
2
2,0
2
2,4
0
0,2
6
1,7
2
0,8
9
0,9
9
0,7
3
1,3
0
6,4
2
0,1
4
0,5
3
1,6
8
41,2
2
6 7 8 9
2,3
4
1,3
1
0,9
4
0,9
9
4,7
3
5,4
5
22
,36
0,5
90,3
52
,28
5,2
1
1 2 3 4 5
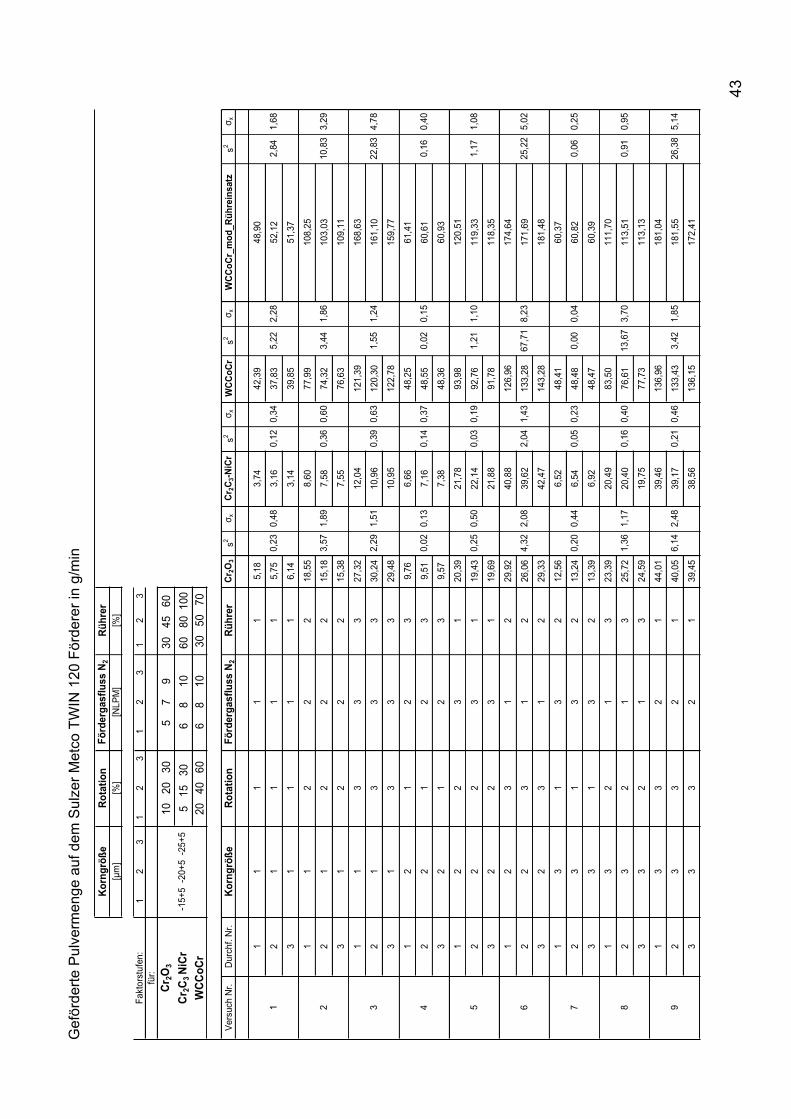
43
Gef
örde
rte P
ulve
rmen
ge a
uf d
em S
ulze
r Met
co T
WIN
120
För
dere
r in
g/m
in
Korn
größ
eRo
tatio
nFö
rder
gasf
luss
N2
Rühr
er[μ
m]
[%]
[NLP
M]
[%]
1
2
31
2
3
1
2
31
2
3
10
20
305
7
9
30
45
60
5 1
5 3
06
8
1
060
80
100
20
40
606
8
1
030
50
70
Vers
uch
Nr.
Dur
chf.
Nr.
Korn
größ
eRo
tatio
nFö
rder
gasf
luss
N2
Rühr
erCr
2O3
s2x
Cr2C
3-NiC
rs2
xW
CCoC
rs2
xW
CCoC
r_m
od_R
ühre
insa
tzs2
x
11
11
15,
183,
7442
,39
48,9
0
21
11
15,
753,
1637
,83
52,1
2
31
11
16,
143,
1439
,85
51,3
7
11
22
218
,55
8,60
77,9
910
8,25
21
22
215
,18
7,58
74,3
210
3,03
31
22
215
,38
7,55
76,6
310
9,11
11
33
327
,32
12,0
412
1,39
168,
63
21
33
330
,24
10,9
612
0,30
161,
10
31
33
329
,48
10,9
512
2,78
159,
77
12
12
39,
766,
6648
,25
61,4
1
22
12
39,
517,
1648
,55
60,6
1
32
12
39,
577,
3848
,36
60,9
3
12
23
120
,39
21,7
893
,98
120,
51
22
23
119
,43
22,1
492
,76
119,
33
32
23
119
,69
21,8
891
,78
118,
35
12
31
229
,92
40,8
812
6,96
174,
64
22
31
226
,06
39,6
213
3,28
171,
69
32
31
229
,33
42,4
714
3,28
181,
48
13
13
212
,56
6,52
48,4
160
,37
23
13
213
,24
6,54
48,4
860
,82
33
13
213
,39
6,92
48,4
760
,39
13
21
323
,39
20,4
983
,50
111,
70
23
21
325
,72
20,4
076
,61
113,
51
33
21
324
,59
19,7
577
,73
113,
13
13
32
144
,01
39,4
613
6,96
181,
04
23
32
140
,05
39,1
713
3,43
181,
55
33
32
139
,45
38,5
613
6,15
172,
41
Fakt
orst
ufen
:fü
r:Cr
2O3
Cr2C
3Ni
Cr
0,95
5,14
2 3 4 95 6 7 8
0,06
0,91
26,3
8
1,68
3,29
4,78
0,40
1,08
5,02
0,25
2,84
10,8
3
22,8
3
0,16
1,17
25,2
2
3,42
2,28
1,86
1,24
0,15
1,10
8,23
0,04
3,70
1,85
0,21
0,34
0,60
0,63
0,37
0,19
1,43
0,23
0,40
0,46
0,44
1,17
0,12
0,36
0,39
0,14
0,03
2,04
0,05
0,16
0,48
1,89
1,51
0,13
0,50
2,08
6,14
5,22
3,44
1,55
0,02
1,21
67,7
1
0,00
13,6
7
2,48
2,29
0,02
0,25
4,32
0,20
1,36
-15+
5 -2
0+5
-25+
5
0,23
1
WCC
oCr
3,57
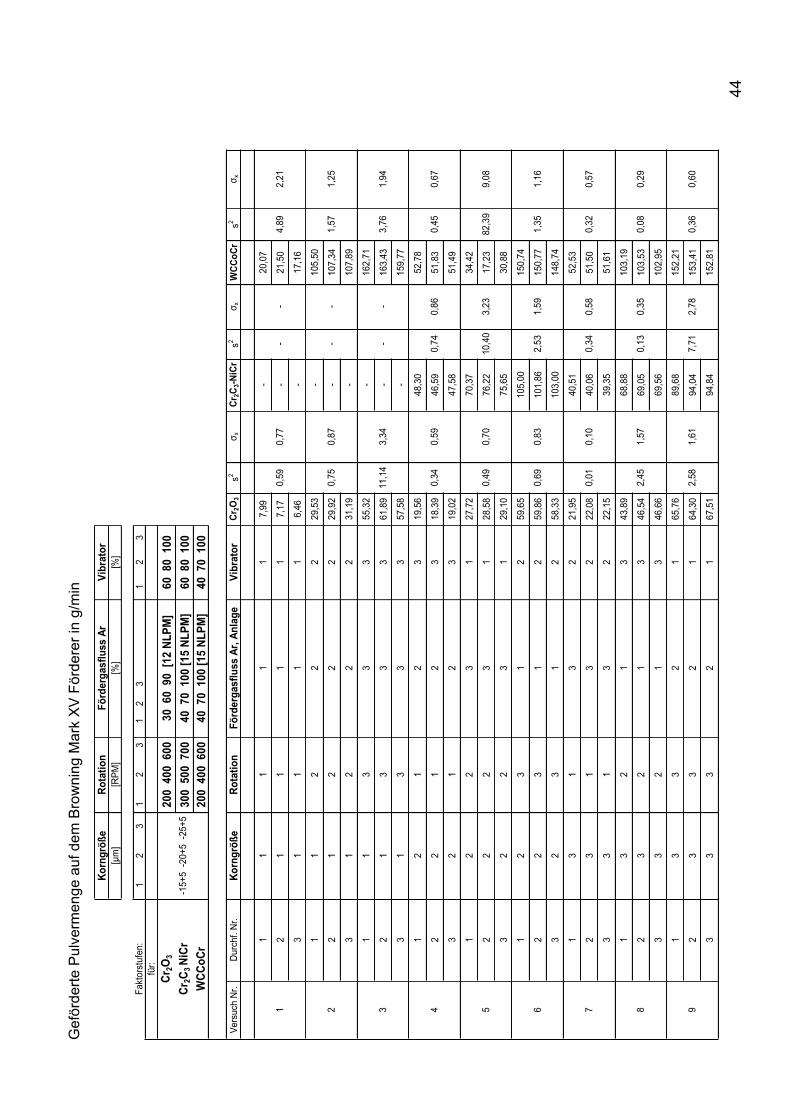
44
Gef
örde
rte P
ulve
rmen
ge a
uf d
em B
row
ning
Mar
k XV
För
dere
r in
g/m
in
Korn
größ
eRo
tatio
nFö
rder
gasf
luss
Ar
Vibr
ator
[μm
][R
PM]
[%]
[%]
1
2
31
2
3
1
2
3
1
2
3
200
400
600
30 6
0 9
0 [1
2 NL
PM]
60 8
0 1
0030
0 5
00 7
0040
70
100
[15
NLPM
]60
80
100
200
400
600
40 7
0 1
00 [1
5 NL
PM]
40 7
0 1
00
Vers
uch
Nr.
Durc
hf. N
r.Ko
rngr
öße
Rota
tion
Förd
erga
sflu
ss A
r, An
lage
Vibr
ator
Cr2O
3s2
xCr
2C3-N
iCr
s2x
WCC
oCr
s2x
11
11
17,
99-
20,0
7
21
11
17,
17-
21,5
0
31
11
16,
46-
17,1
6
11
22
229
,53
-10
5,50
21
22
229
,92
-10
7,34
31
22
231
,19
-10
7,89
11
33
355
,32
-16
2,71
21
33
361
,89
-16
3,43
31
33
357
,58
-15
9,77
12
12
319
,56
48,3
052
,78
22
12
318
,39
46,5
951
,83
32
12
319
,02
47,5
851
,49
12
23
127
,72
70,3
734
,42
22
23
128
,58
76,2
217
,23
32
23
129
,10
75,6
530
,88
12
31
259
,65
105,
0015
0,74
22
31
259
,86
101,
8615
0,77
32
31
258
,33
103,
0014
8,74
13
13
221
,95
40,5
152
,53
23
13
222
,08
40,0
651
,50
33
13
222
,15
39,3
551
,61
13
21
343
,89
68,8
810
3,19
23
21
346
,54
69,0
510
3,53
33
21
346
,66
69,5
610
2,95
13
32
165
,76
89,6
815
2,21
23
32
164
,30
94,0
415
3,41
33
32
167
,51
94,8
415
2,81
-15+
5 -2
0+5
-25+
5
- -
2,45
-
2,53
0,34
0,13
0,01
-
0,74
0,86
10,4
03,
23
2,78
7,71
8 9
0,59
0,75
11,1
4
0,34
0,49
0,69
3 4 5 6
- -
1 2
1,59
0,77
0,87
3,34
0,59
0,70
0,83
1,35
0,32
0,08
0,36
7
2,58
0,10
1,57
0,58
0,35
2,21
1,25
1,94
0,67
1,61
4,89
1,57
3,76
0,45
82,3
9
0,60
Fakt
orst
ufen
:fü
r:Cr
2O3
Cr2C
3Ni
CrW
CCoC
r
9,08
1,16
0,57
0,29
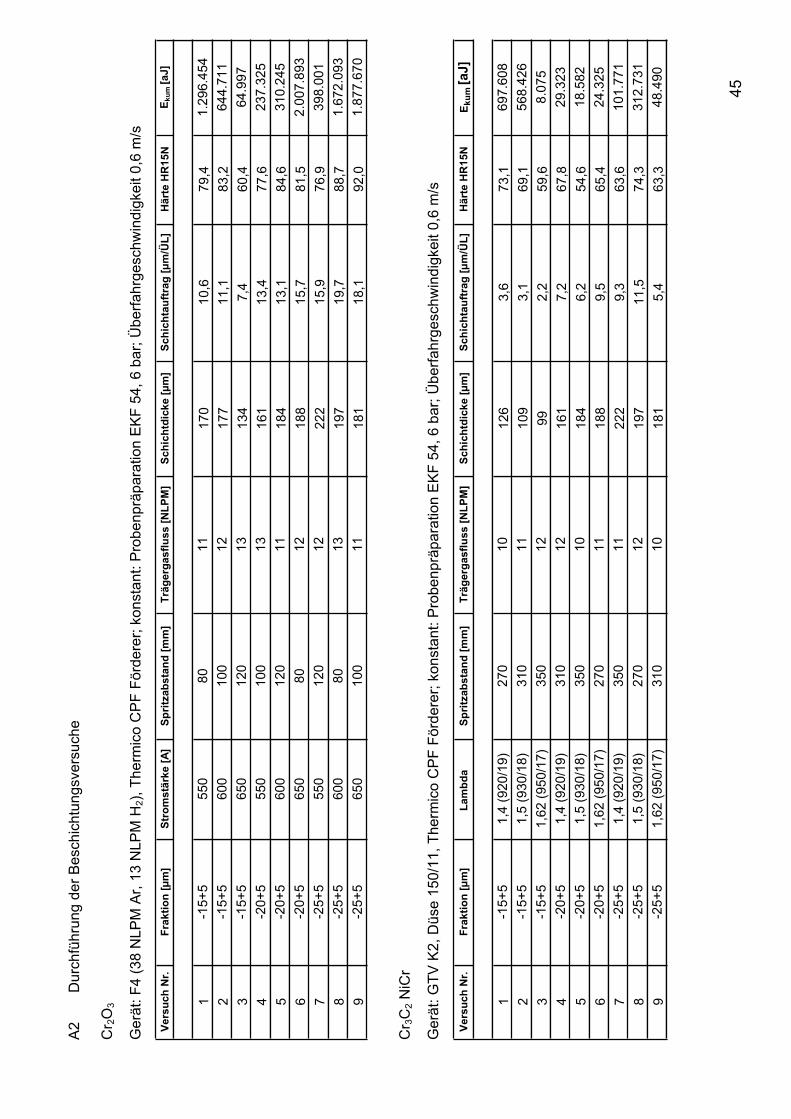
45
A2
Dur
chfü
hrun
g de
r Bes
chic
htun
gsve
rsuc
he
Cr 2
O3
Ger
ät: F
4 (3
8 N
LPM
Ar,
13 N
LPM
H2)
, The
rmic
o C
PF
Förd
erer
; kon
stan
t: P
robe
nprä
para
tion
EK
F 54
, 6 b
ar; Ü
berfa
hrge
schw
indi
gkei
t 0,6
m/s
Vers
uch
Nr.
Frak
tion
[μm
]St
rom
stär
ke [A
]Sp
ritza
bsta
nd [m
m]
Träg
erga
sflu
ss [N
LPM
]Sc
hich
tdic
ke [μ
m]
Schi
chta
uftr
ag [μ
m/Ü
L]H
ärte
HR
15N
E kum
[aJ]
1-1
5+5
550
8011
170
10,6
79,4
1.29
6.45
42
-15+
560
010
012
177
11,1
83,2
644.
711
3-1
5+5
650
120
1313
47,
460
,464
.997
4-2
0+5
550
100
1316
113
,477
,623
7.32
55
-20+
560
012
011
184
13,1
84,6
310.
245
6-2
0+5
650
8012
188
15,7
81,5
2.00
7.89
37
-25+
555
012
012
222
15,9
76,9
398.
001
8-2
5+5
600
8013
197
19,7
88,7
1.67
2.09
39
-25+
565
010
011
181
18,1
92,0
1.87
7.67
0
Cr 3
C2 N
iCr
Ger
ät: G
TV K
2, D
üse
150/
11, T
herm
ico
CP
F Fö
rder
er; k
onst
ant:
Pro
benp
räpa
ratio
n E
KF
54, 6
bar
; Übe
rfahr
gesc
hwin
digk
eit 0
,6 m
/s
Vers
uch
Nr.
Frak
tion
[μm
]La
mbd
a Sp
ritza
bsta
nd [m
m]
Träg
erga
sflu
ss [N
LPM
]Sc
hich
tdic
ke [μ
m]
Schi
chta
uftr
ag [μ
m/Ü
L]H
ärte
HR
15N
E kum
[aJ]
1-1
5+5
1,4
(920
/19)
270
1012
63,
673
,169
7.60
82
-15+
51,
5 (9
30/1
8)31
011
109
3,1
69,1
568.
426
3-1
5+5
1,62
(950
/17)
350
1299
2,2
59,6
8.07
54
-20+
51,
4 (9
20/1
9)31
012
161
7,2
67,8
29.3
235
-20+
51,
5 (9
30/1
8)35
010
184
6,2
54,6
18.5
826
-20+
51,
62 (9
50/1
7)27
011
188
9,5
65,4
24.3
257
-25+
51,
4 (9
20/1
9)35
011
222
9,3
63,6
101.
771
8-2
5+5
1,5
(930
/18)
270
1219
711
,574
,331
2.73
19
-25+
51,
62 (9
50/1
7)31
010
181
5,4
63,3
48.4
90
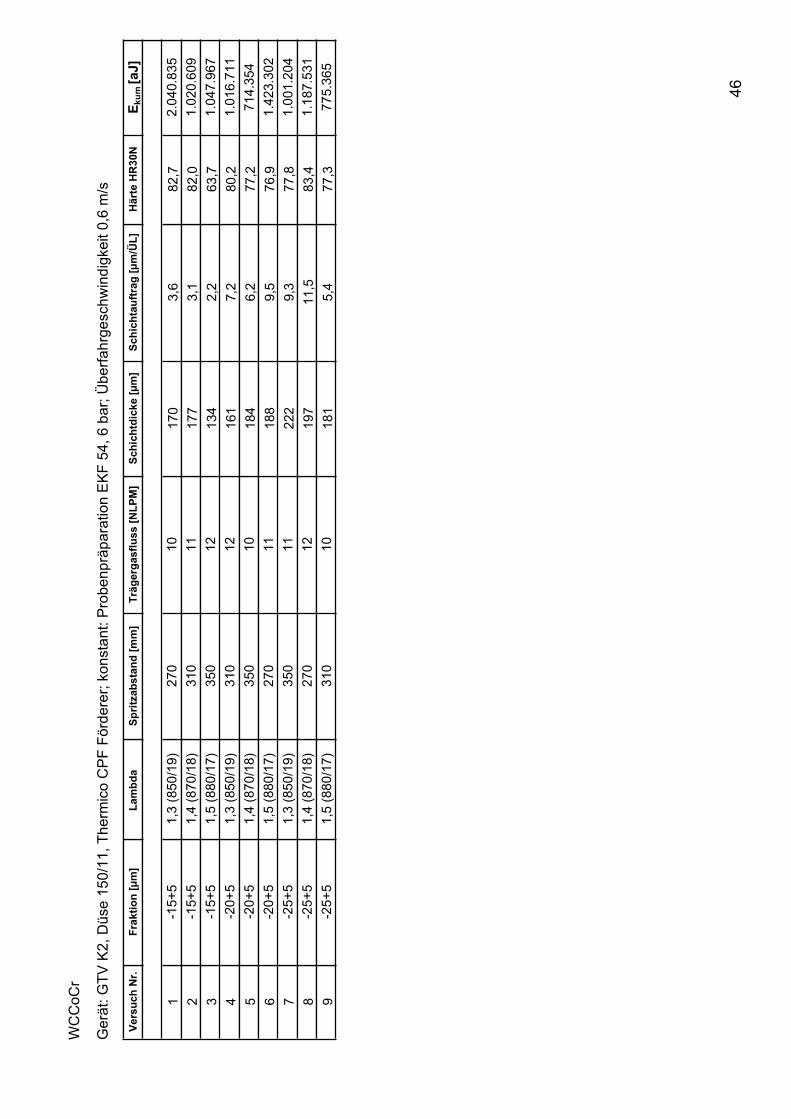
46
WC
CoC
r
Ger
ät: G
TV K
2, D
üse
150/
11, T
herm
ico
CP
F Fö
rder
er; k
onst
ant:
Pro
benp
räpa
ratio
n E
KF
54, 6
bar
; Übe
rfahr
gesc
hwin
digk
eit 0
,6 m
/s
Vers
uch
Nr.
Frak
tion
[μm
]La
mbd
a Sp
ritza
bsta
nd [m
m]
Träg
erga
sflu
ss [N
LPM
]Sc
hich
tdic
ke [μ
m]
Schi
chta
uftr
ag [μ
m/Ü
L]H
ärte
HR
30N
E kum
[aJ]
1-1
5+5
1,3
(850
/19)
270
1017
03,
682
,72.
040.
835
2-1
5+5
1,4
(870
/18)
310
1117
73,
182
,01.
020.
609
3-1
5+5
1,5
(880
/17)
350
1213
42,
263
,71.
047.
967
4-2
0+5
1,3
(850
/19)
310
1216
17,
280
,21.
016.
711
5-2
0+5
1,4
(870
/18)
350
1018
46,
277
,271
4.35
46
-20+
51,
5 (8
80/1
7)27
011
188
9,5
76,9
1.42
3.30
27
-25+
51,
3 (8
50/1
9)35
011
222
9,3
77,8
1.00
1.20
48
-25+
51,
4 (8
70/1
8)27
012
197
11,5
83,4
1.18
7.53
19
-25+
51,
5 (8
80/1
7)31
010
181
5,4
77,3
775.
365
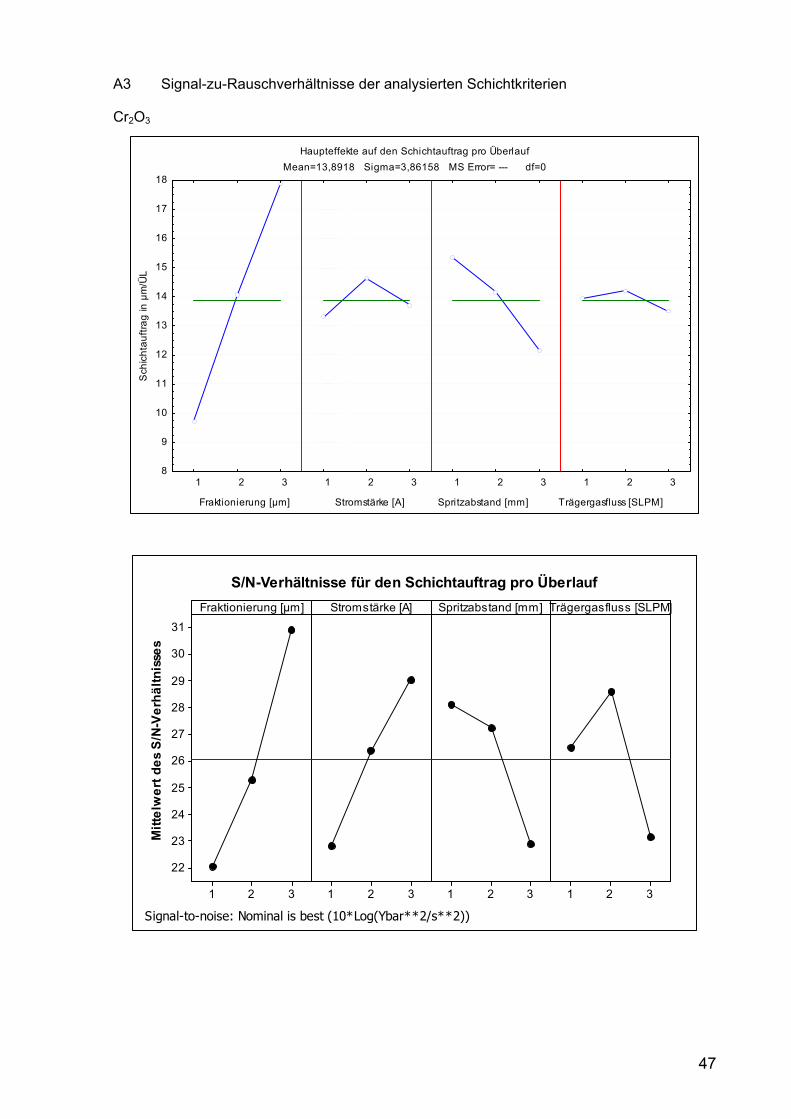
47
A3 Signal-zu-Rauschverhältnisse der analysierten Schichtkriterien
Cr2O3
Haupteffekte auf den Schichtauftrag pro ÜberlaufMean=13,8918 Sigma=3,86158 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Stromstärke [A] Spritzabstand [mm] Trägergasfluss [SLPM]
8
9
10
11
12
13
14
15
16
17
18
Sch
icht
auftr
ag in
μm
/ÜL
Mitt
elw
ert d
es S
/N-V
erhä
ltnis
ses
321
31
30
29
28
27
26
25
24
23
22
321 321 321
Fraktionierung [μm] Stromstärke [A] Spritzabstand [mm] Trägergasfluss [SLPM]
S/N-Verhältnisse für den Schichtauftrag pro Überlauf
Signal-to-noise: Nominal is best (10*Log(Ybar**2/s**2))

48
Cr2O3
S/N-Verhältnisse für den arithmetischen Mittenrauwert Ra(kleiner ist besser)
Mean=-10,545 Sigma=1,02093 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Stromstärke [A] Spritzabstand [mm] Trägergasfluss [SLPM]
-11,6
-11,4
-11,2
-11,0
-10,8
-10,6
-10,4
-10,2
-10,0
-9,8
-9,6
-9,4
ETA
= -1
0*lo
g10(
(Sum
(y²))
/N)
S/N-Verhältnisse für die mittlere Rauhtiefe RZ(kleiner ist besser)
Mean=-27,114 Sigma=,886310 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Stromstärke [A] Spritzabstand [mm] Trägergasfluss [SLPM]
-27,8
-27,6
-27,4
-27,2
-27,0
-26,8
-26,6
-26,4
-26,2
ETA
= -1
0*lo
g10(
(Sum
(y²))
/N)
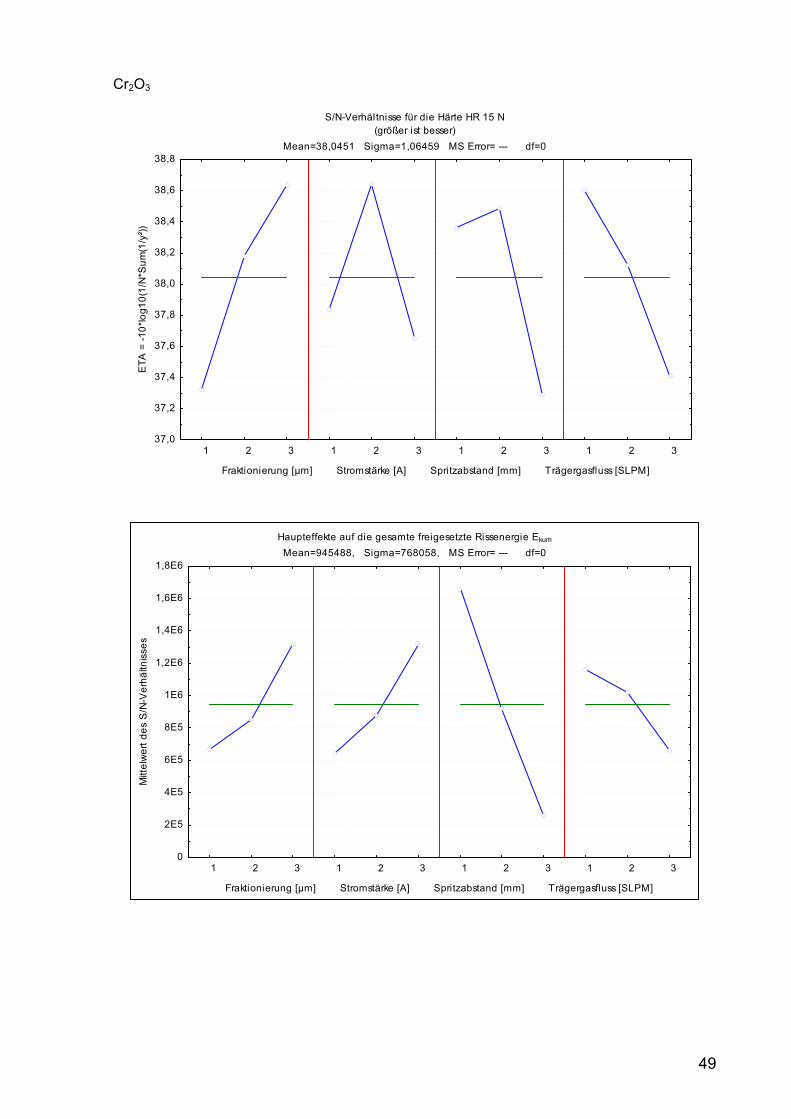
49
Cr2O3
S/N-Verhältnisse für die Härte HR 15 N(größer ist besser)
Mean=38,0451 Sigma=1,06459 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Stromstärke [A] Spritzabstand [mm] Trägergasfluss [SLPM]
37,0
37,2
37,4
37,6
37,8
38,0
38,2
38,4
38,6
38,8
ETA
= -1
0*lo
g10(
1/N
*Sum
(1/y
²))
Haupteffekte auf die gesamte freigesetzte Rissenergie Ekum
Mean=945488, Sigma=768058, MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Stromstärke [A] Spritzabstand [mm] Trägergasfluss [SLPM]
0
2E5
4E5
6E5
8E5
1E6
1,2E6
1,4E6
1,6E6
1,8E6
Mitt
elw
ert d
es S
/N-V
erhä
ltnis
ses
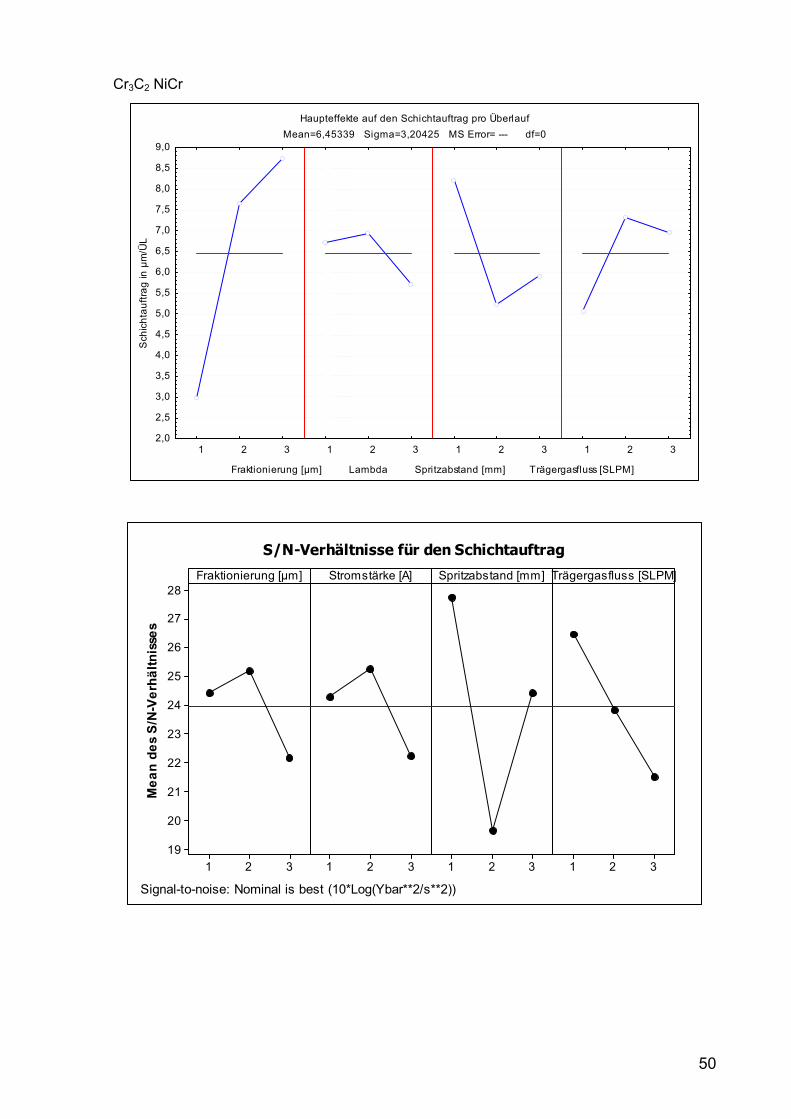
50
Cr3C2 NiCr
Haupteffekte auf den Schichtauftrag pro ÜberlaufMean=6,45339 Sigma=3,20425 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7,5
8,0
8,5
9,0S
chic
htau
ftrag
in μ
m/Ü
LM
ean
des
S/N
-Ver
hältn
isse
s
321
28
27
26
25
24
23
22
21
20
19321 321 321
Fraktionierung [μm] Stromstärke [A] Spritzabstand [mm] Trägergasfluss [SLPM]
S/N-Verhältnisse für den Schichtauftrag
Signal-to-noise: Nominal is best (10*Log(Ybar**2/s**2))

51
Cr3C2 NiCr
S/N-Verhältnisse für den arithmetischen Mittenrauwert Ra(kleiner ist besser)
Mean=-13,894 Sigma=2,68261 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
-17,0
-16,5
-16,0
-15,5
-15,0
-14,5
-14,0
-13,5
-13,0
-12,5
-12,0
-11,5
-11,0
-10,5
ETA
= -1
0*lo
g10(
(Sum
(y²))
/N)
Cr3C2 NiCrS/N-Ratios für die Rauheit Rz
(Smaller is better)Mean=-30,357 Sigma=2,36526 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
-33,0
-32,5
-32,0
-31,5
-31,0
-30,5
-30,0
-29,5
-29,0
-28,5
-28,0
-27,5
ETA
= -1
0*lo
g10(
(Sum
(y²))
/N)
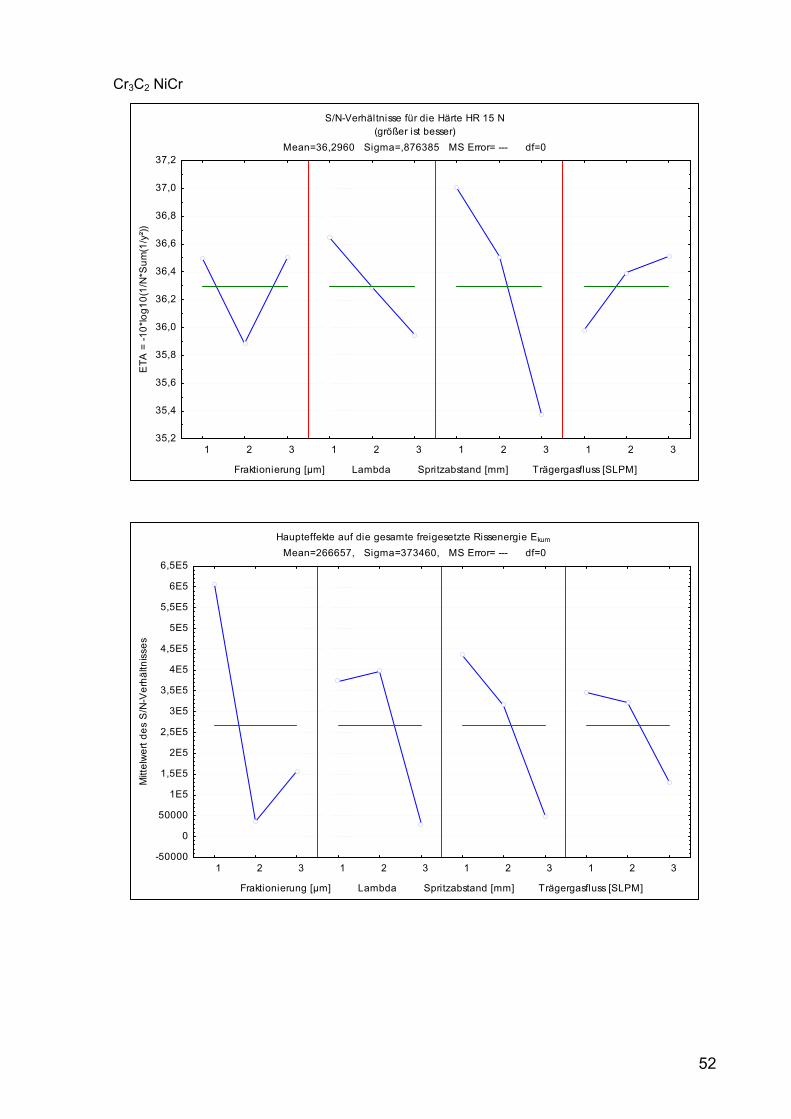
52
Cr3C2 NiCr
S/N-Verhältnisse für die Härte HR 15 N(größer ist besser)
Mean=36,2960 Sigma=,876385 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
35,2
35,4
35,6
35,8
36,0
36,2
36,4
36,6
36,8
37,0
37,2
ETA
= -1
0*lo
g10(
1/N
*Sum
(1/y
²))
Haupteffekte auf die gesamte freigesetzte Rissenergie Ekum
Mean=266657, Sigma=373460, MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
-50000
0
50000
1E5
1,5E5
2E5
2,5E5
3E5
3,5E5
4E5
4,5E5
5E5
5,5E5
6E5
6,5E5
Mitt
elw
ert d
es S
/N-V
erhä
ltnis
ses
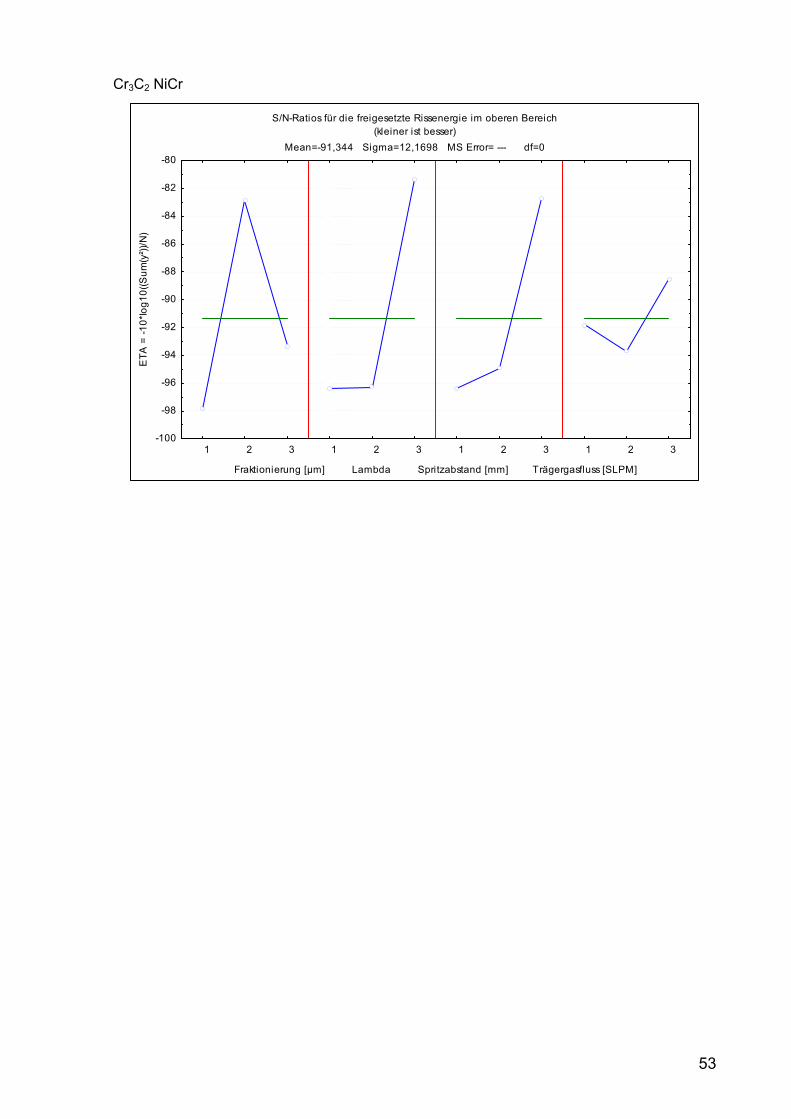
53
Cr3C2 NiCr
S/N-Ratios für die freigesetzte Rissenergie im oberen Bereich(kleiner ist besser)
Mean=-91,344 Sigma=12,1698 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
-100
-98
-96
-94
-92
-90
-88
-86
-84
-82
-80
ETA
= -1
0*lo
g10(
(Sum
(y²))
/N)

54
WCCoCr
Haupteffekte auf den Schichtauftrag pro ÜberlaufMean=12,2130 Sigma=,954877 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
11,0
11,2
11,4
11,6
11,8
12,0
12,2
12,4
12,6
12,8
13,0
Sch
icht
auftr
ag in
μm
/ÜL
Mitt
elw
ert d
es S
/N-V
erhä
ltnis
ses
321
31
30
29
28
27
26
25
24
23321 321 321
Fraktionierung [μm] Stromstärke [A] Spritzabstand [mm] Trägergasfluss [SLPM]
S/N-Verhältnisse für den Schichtauftrag
Signal-to-noise: Nominal is best (10*Log(Ybar**2/s**2))
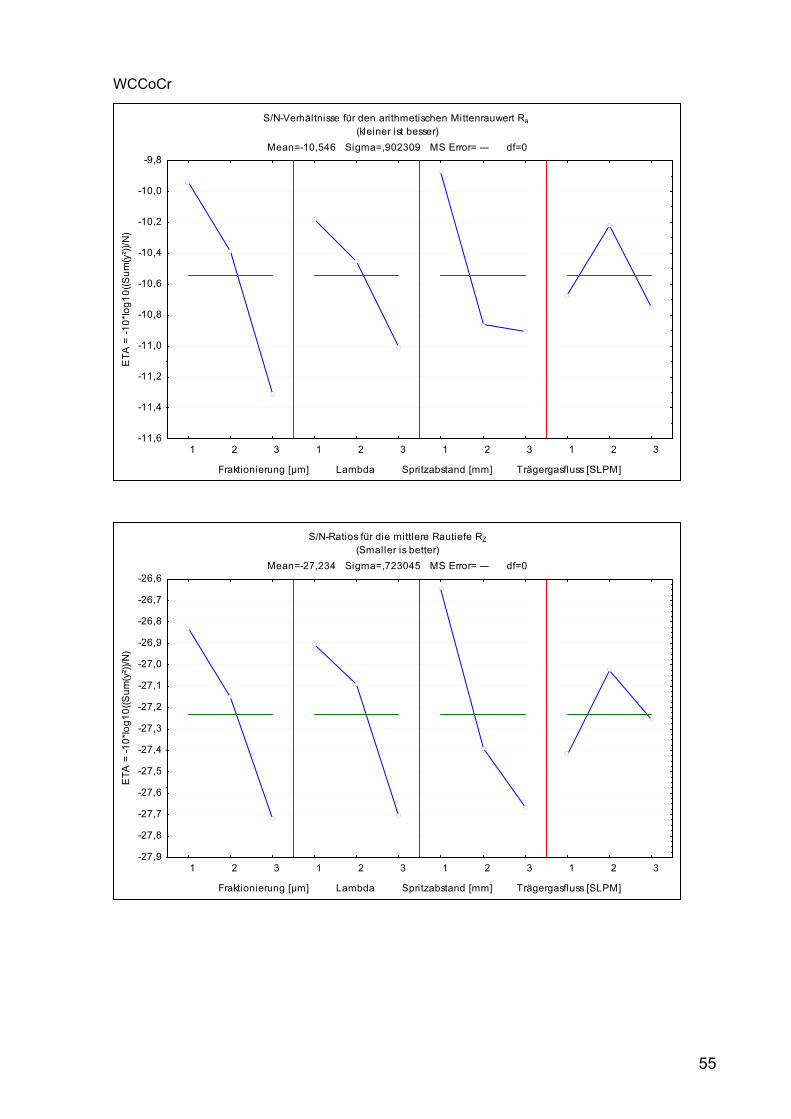
55
WCCoCr
S/N-Verhältnisse für den arithmetischen Mittenrauwert Ra(kleiner ist besser)
Mean=-10,546 Sigma=,902309 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
-11,6
-11,4
-11,2
-11,0
-10,8
-10,6
-10,4
-10,2
-10,0
-9,8
ETA
= -1
0*lo
g10(
(Sum
(y²))
/N)
S/N-Ratios für die mittlere Rautiefe RZ(Smaller is better)
Mean=-27,234 Sigma=,723045 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
-27,9
-27,8
-27,7
-27,6
-27,5
-27,4
-27,3
-27,2
-27,1
-27,0
-26,9
-26,8
-26,7
-26,6
ETA
= -1
0*lo
g10(
(Sum
(y²))
/N)
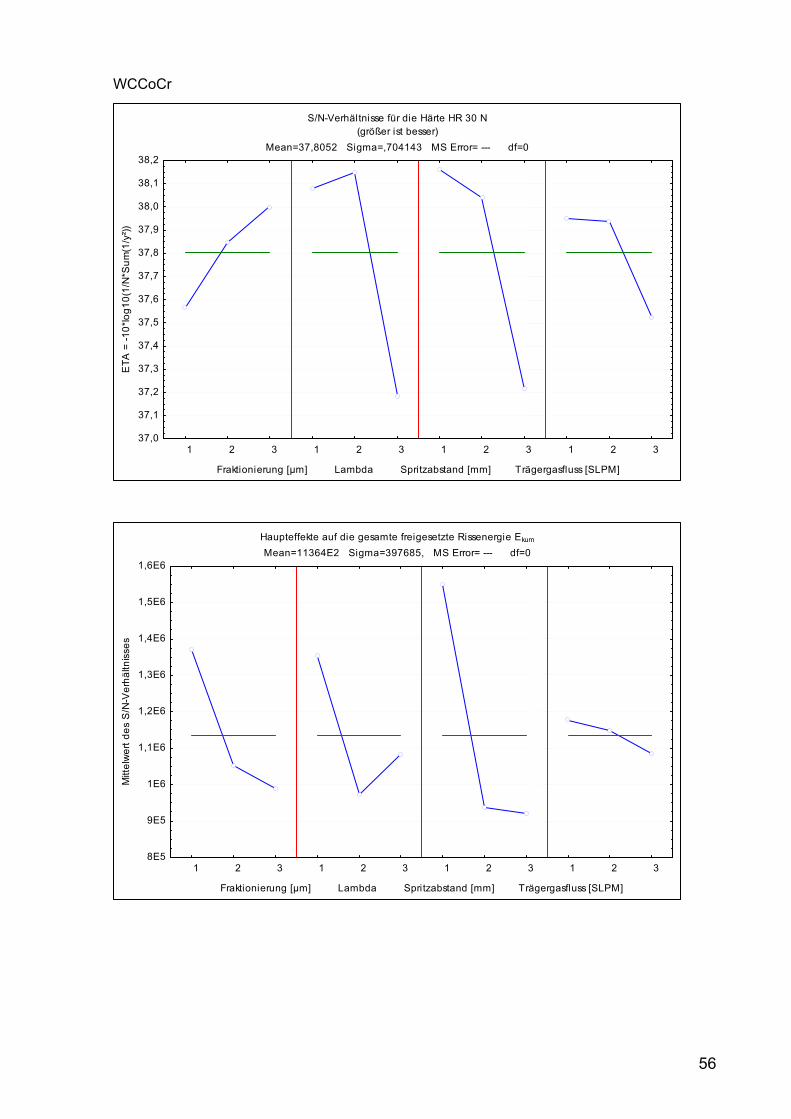
56
WCCoCr
S/N-Verhältnisse für die Härte HR 30 N(größer ist besser)
Mean=37,8052 Sigma=,704143 MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
37,0
37,1
37,2
37,3
37,4
37,5
37,6
37,7
37,8
37,9
38,0
38,1
38,2
ETA
= -1
0*lo
g10(
1/N
*Sum
(1/y
²))
Haupteffekte auf die gesamte freigesetzte Rissenergie Ekum
Mean=11364E2 Sigma=397685, MS Error= --- df=0
1 2 3 1 2 3 1 2 3 1 2 3
Fraktionierung [μm] Lambda Spritzabstand [mm] Trägergasfluss [SLPM]
8E5
9E5
1E6
1,1E6
1,2E6
1,3E6
1,4E6
1,5E6
1,6E6
Mitt
elw
ert d
es S
/N-V
erhä
ltnis
ses
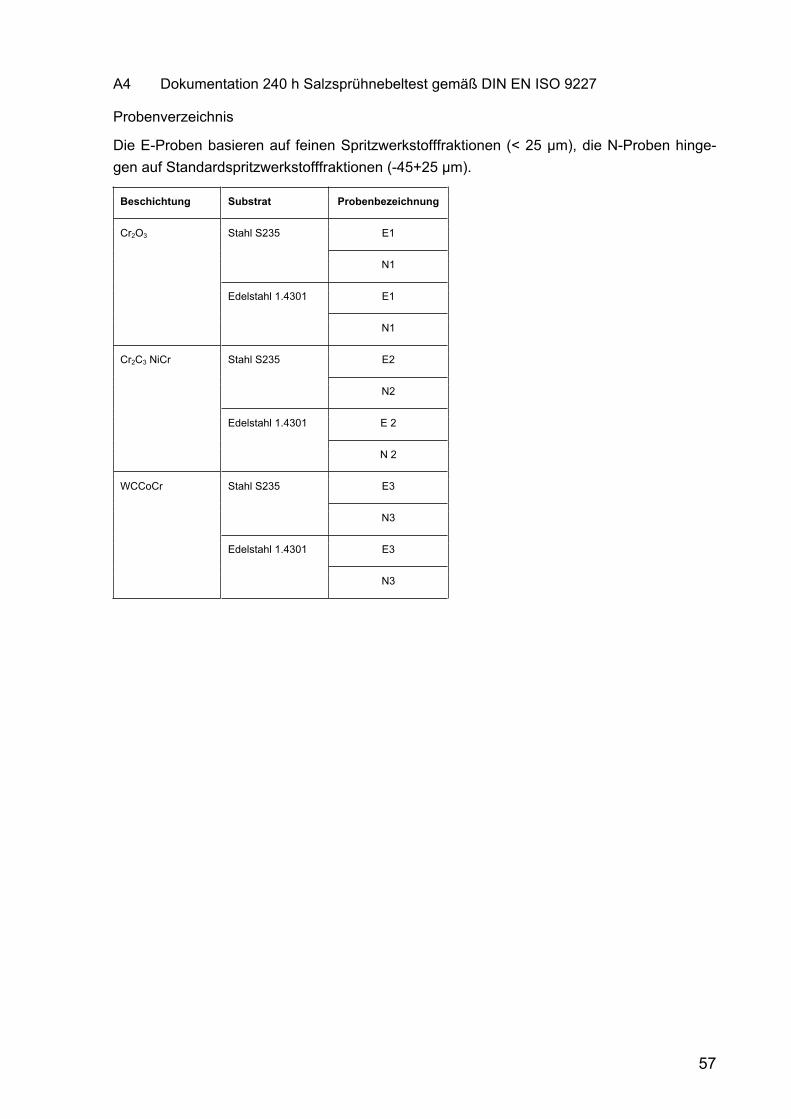
57
A4 Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probenverzeichnis
Die E-Proben basieren auf feinen Spritzwerkstofffraktionen (< 25 μm), die N-Proben hinge-gen auf Standardspritzwerkstofffraktionen (-45+25 μm).
Beschichtung Substrat Probenbezeichnung
E1Stahl S235
N1
E1
Cr2O3
Edelstahl 1.4301
N1
E2Stahl S235
N2
E 2
Cr2C3 NiCr
Edelstahl 1.4301
N 2
E3Stahl S235
N3
E3
WCCoCr
Edelstahl 1.4301
N3
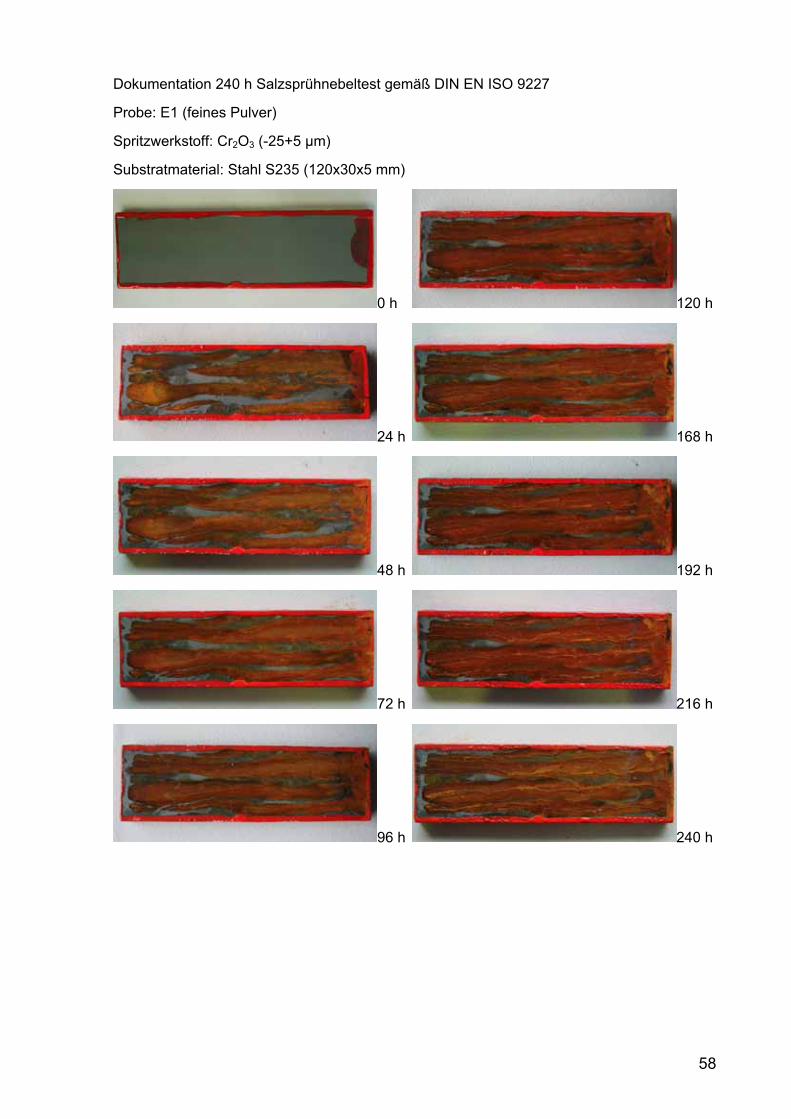
58
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: E1 (feines Pulver)
Spritzwerkstoff: Cr2O3 (-25+5 μm)
Substratmaterial: Stahl S235 (120x30x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
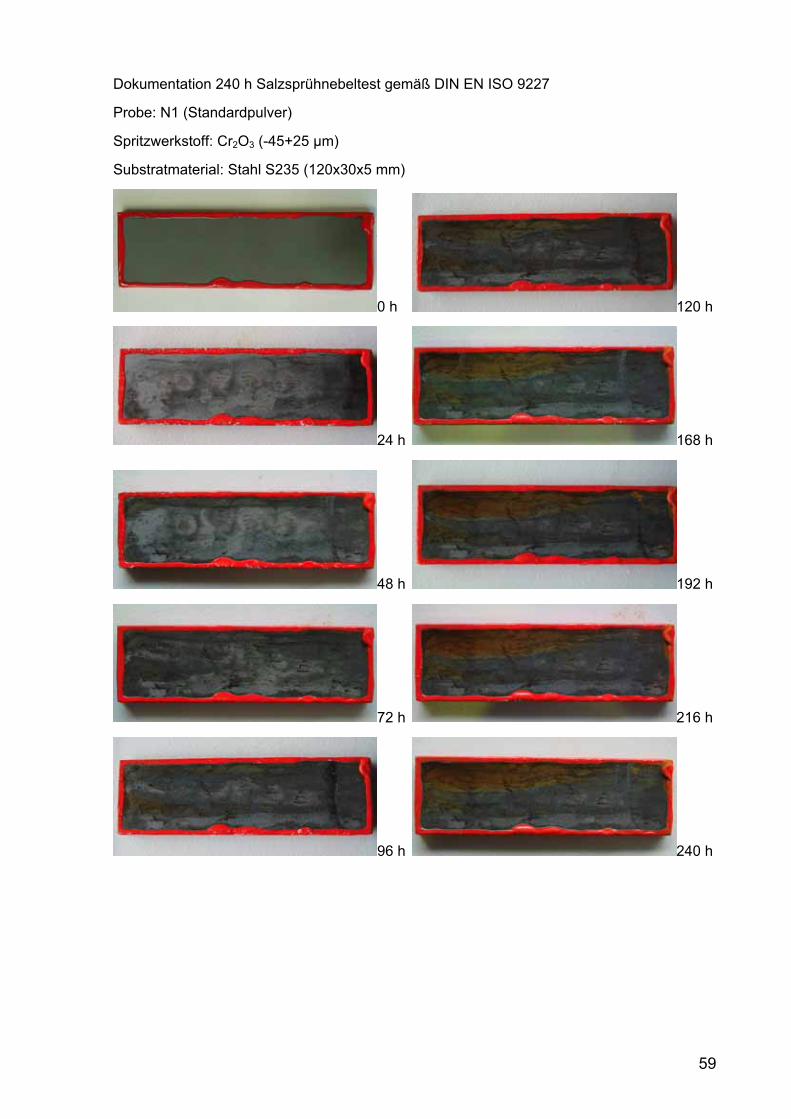
59
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: N1 (Standardpulver)
Spritzwerkstoff: Cr2O3 (-45+25 μm)
Substratmaterial: Stahl S235 (120x30x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h

60
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: E1 (feines Pulver)
Spritzwerkstoff: Cr2O3 (-25+5 μm)
Substratmaterial: Edelstahl 1.4301 (120x40x5 mm)
0h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
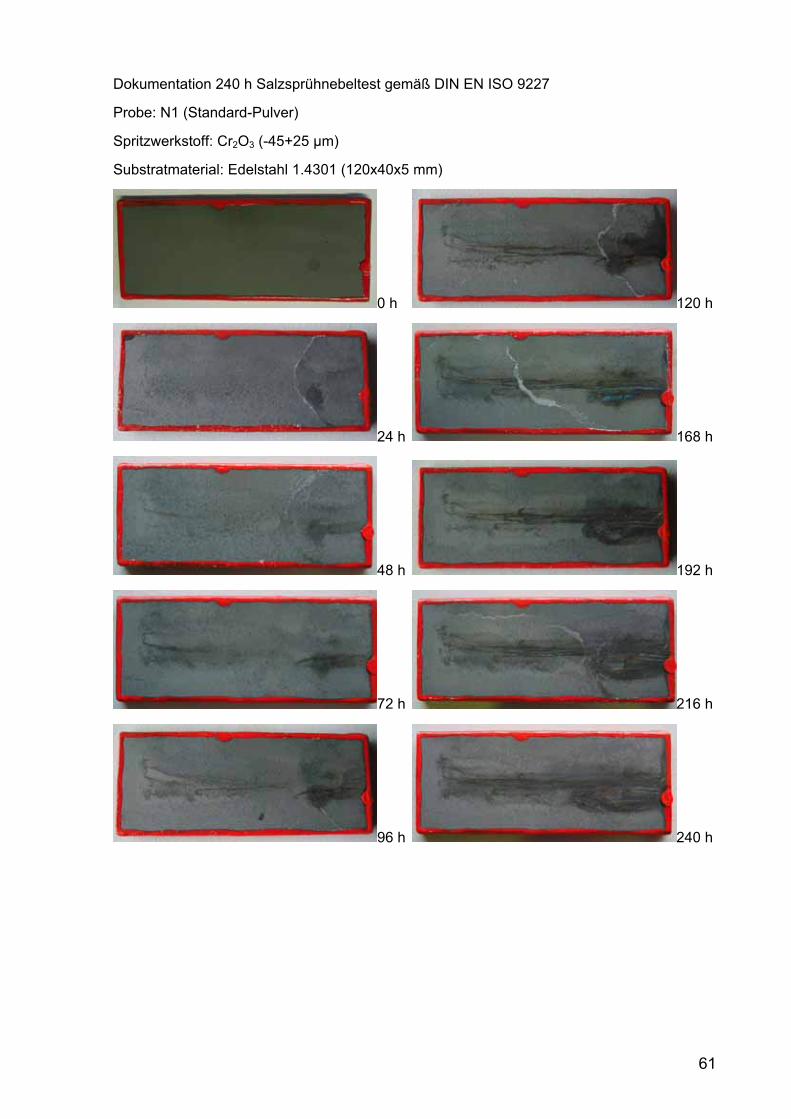
61
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: N1 (Standard-Pulver)
Spritzwerkstoff: Cr2O3 (-45+25 μm)
Substratmaterial: Edelstahl 1.4301 (120x40x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
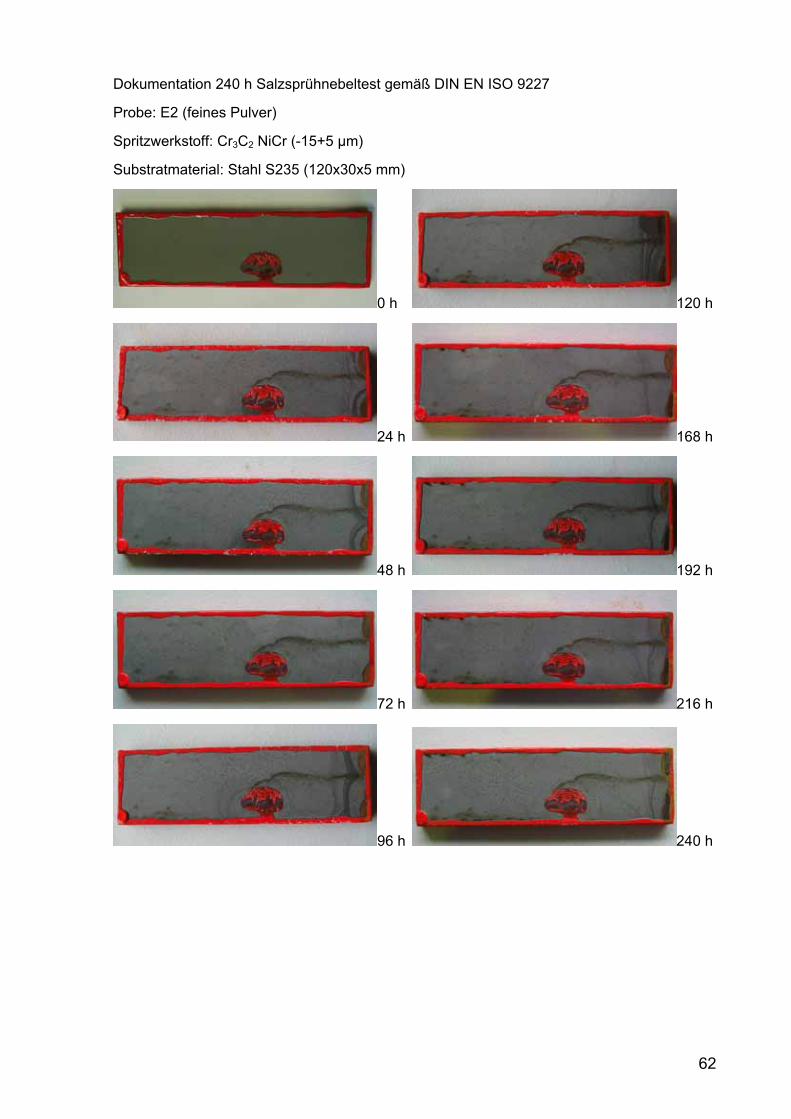
62
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: E2 (feines Pulver)
Spritzwerkstoff: Cr3C2 NiCr (-15+5 μm)
Substratmaterial: Stahl S235 (120x30x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
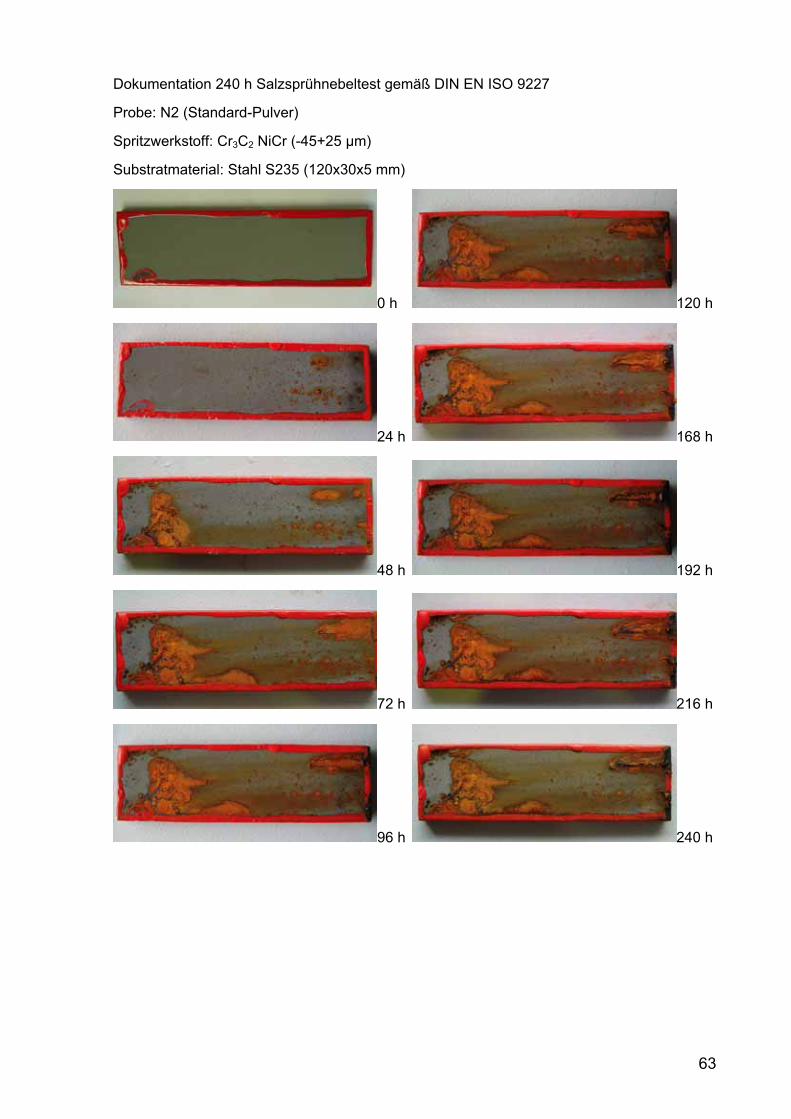
63
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: N2 (Standard-Pulver)
Spritzwerkstoff: Cr3C2 NiCr (-45+25 μm)
Substratmaterial: Stahl S235 (120x30x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
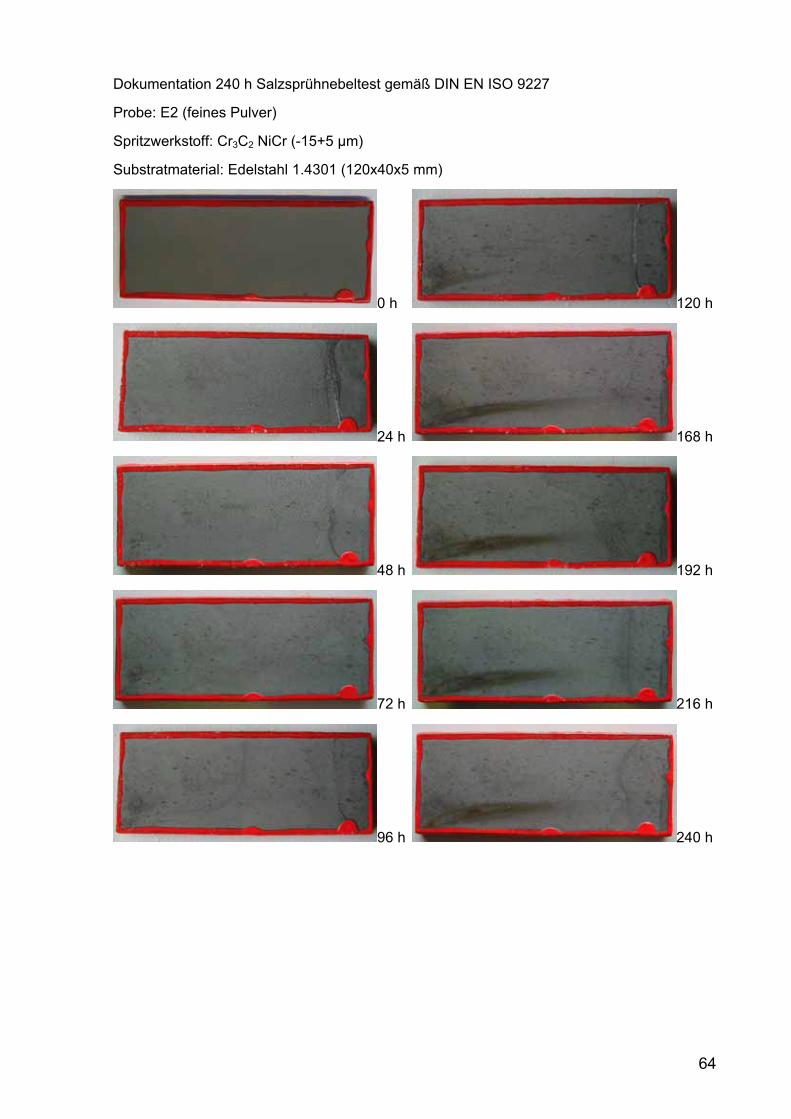
64
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: E2 (feines Pulver)
Spritzwerkstoff: Cr3C2 NiCr (-15+5 μm)
Substratmaterial: Edelstahl 1.4301 (120x40x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
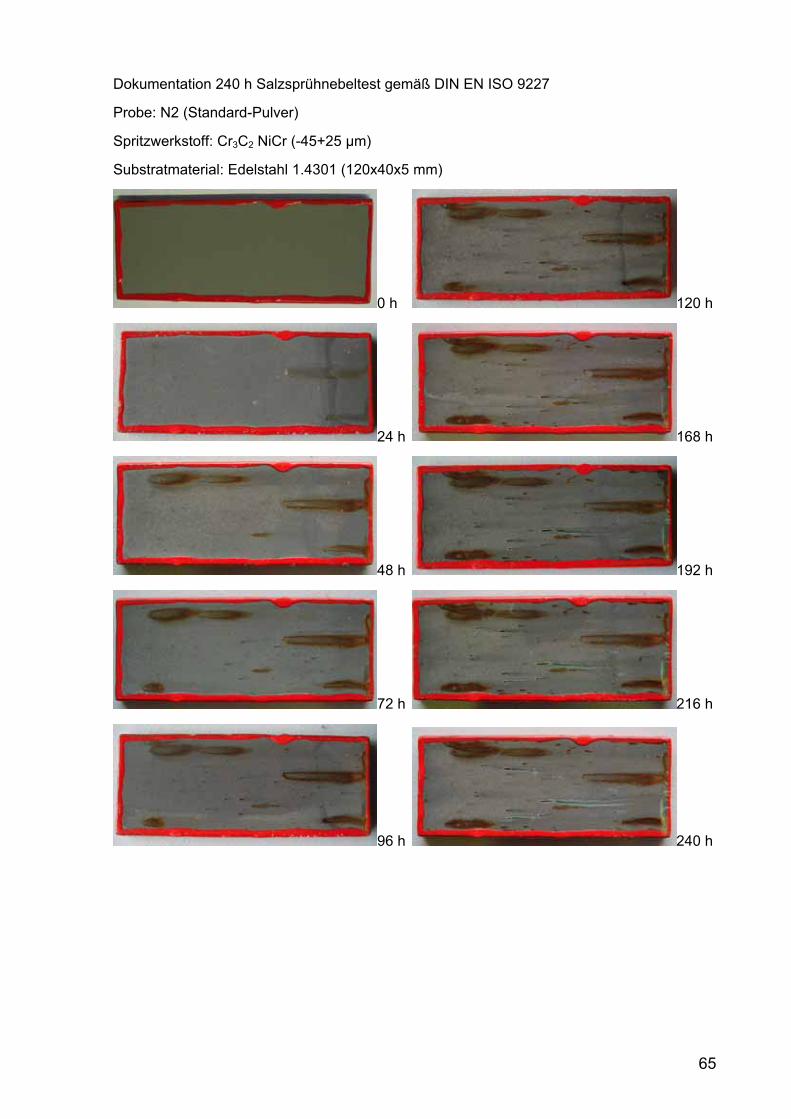
65
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: N2 (Standard-Pulver)
Spritzwerkstoff: Cr3C2 NiCr (-45+25 μm)
Substratmaterial: Edelstahl 1.4301 (120x40x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
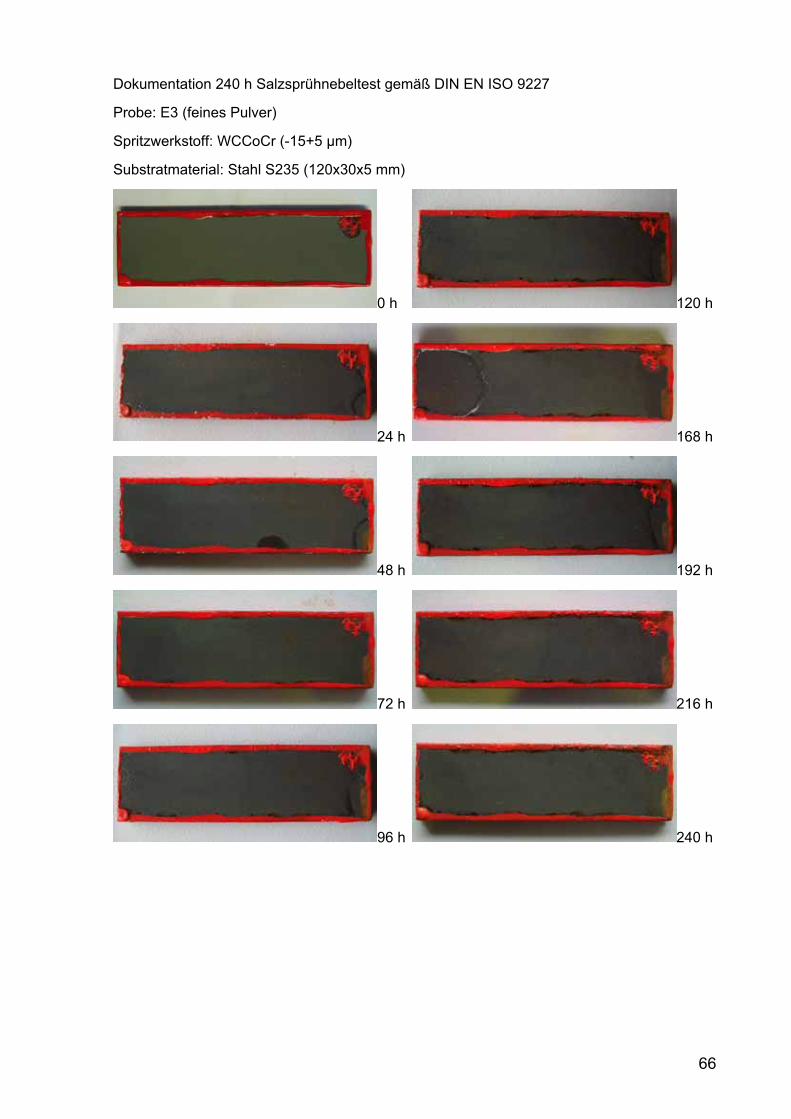
66
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: E3 (feines Pulver)
Spritzwerkstoff: WCCoCr (-15+5 μm)
Substratmaterial: Stahl S235 (120x30x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
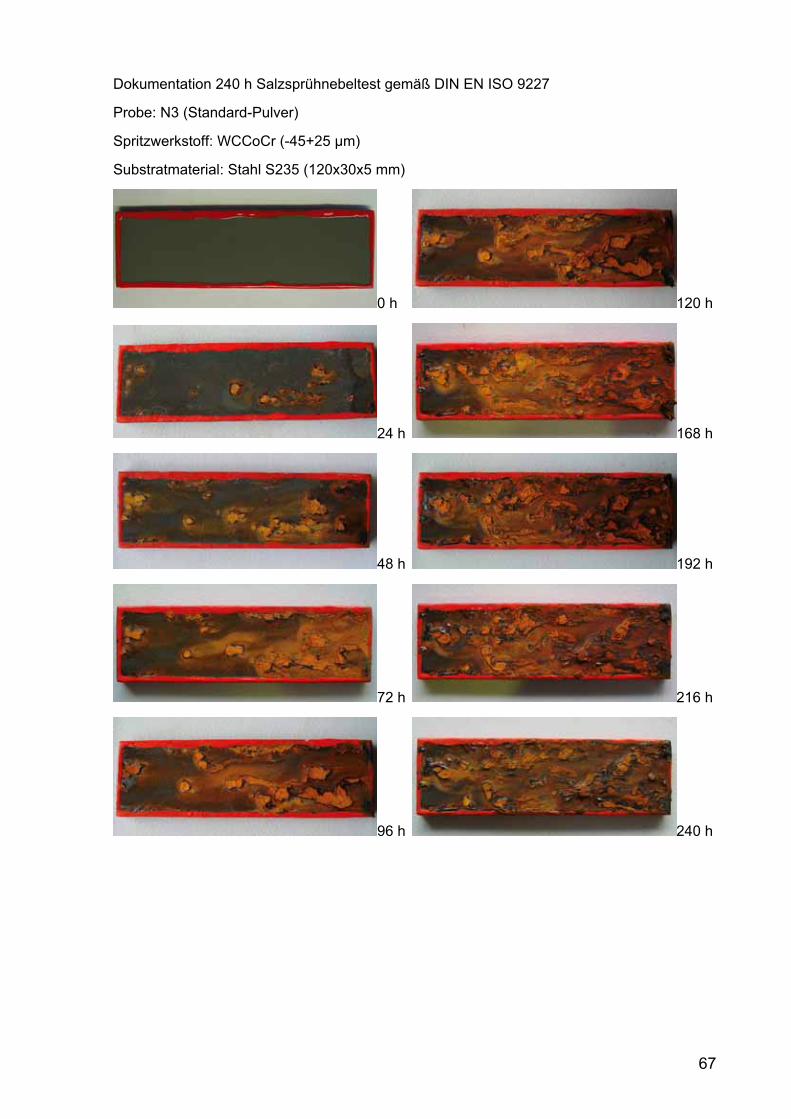
67
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: N3 (Standard-Pulver)
Spritzwerkstoff: WCCoCr (-45+25 μm)
Substratmaterial: Stahl S235 (120x30x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
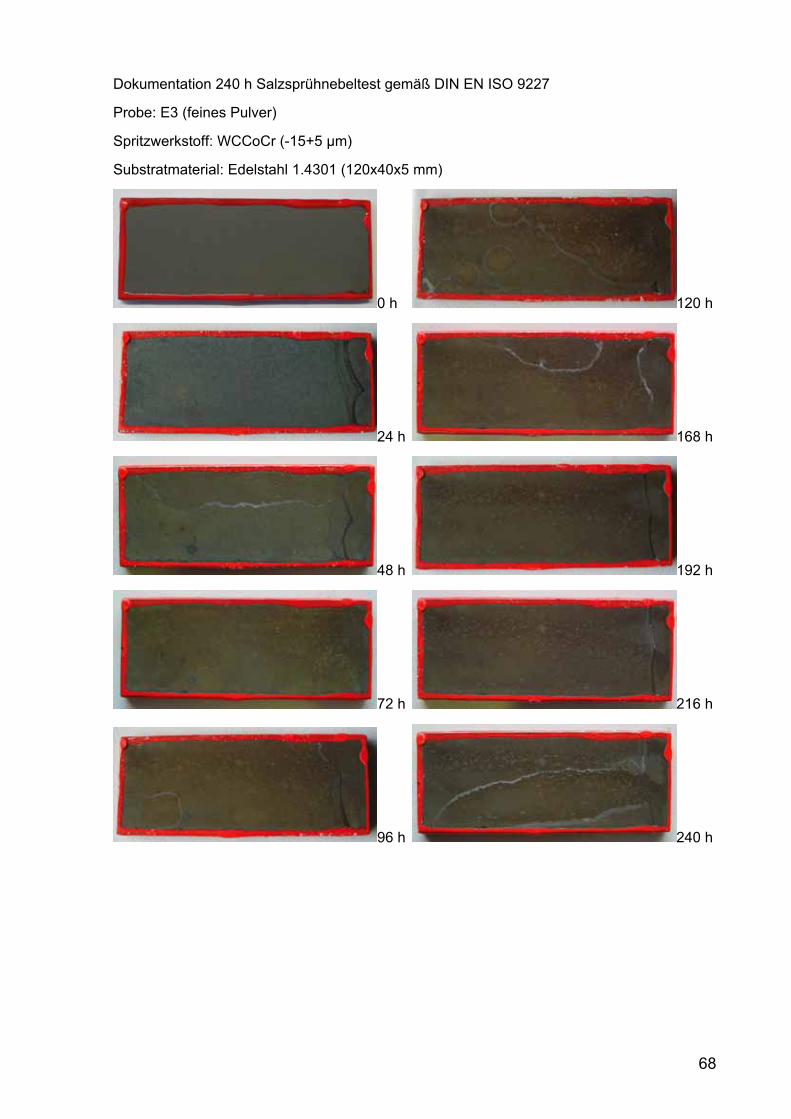
68
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: E3 (feines Pulver)
Spritzwerkstoff: WCCoCr (-15+5 μm)
Substratmaterial: Edelstahl 1.4301 (120x40x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h
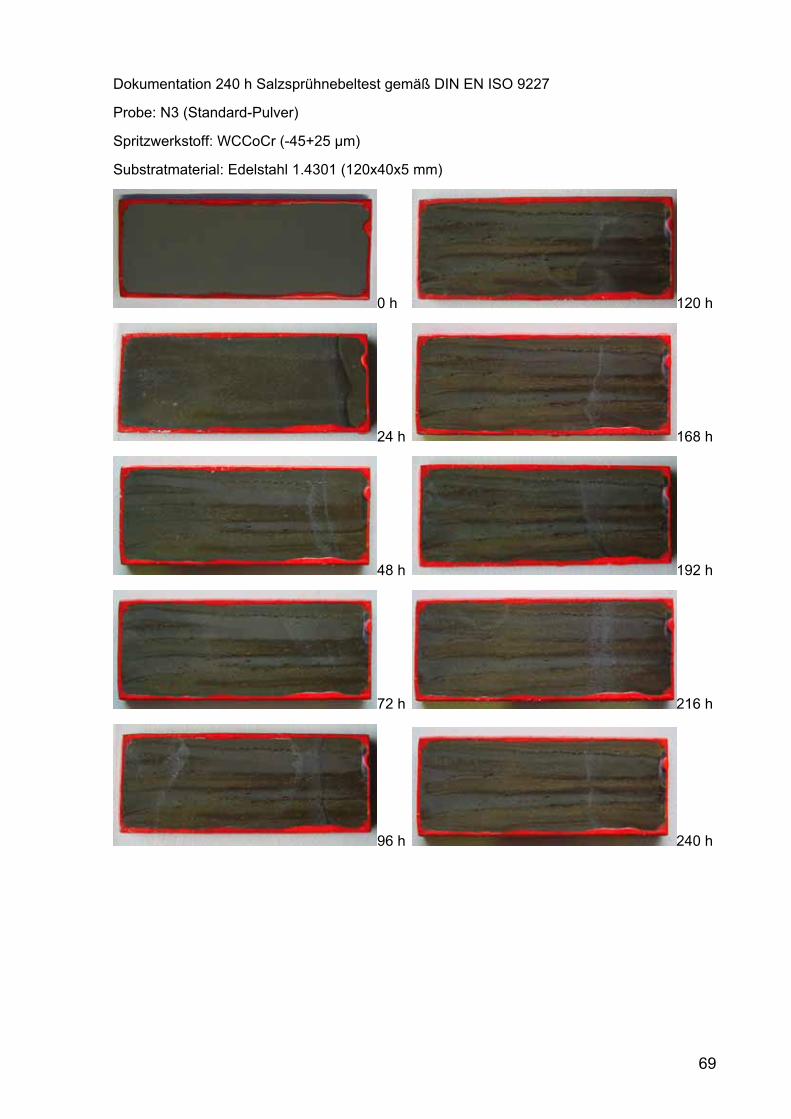
69
Dokumentation 240 h Salzsprühnebeltest gemäß DIN EN ISO 9227
Probe: N3 (Standard-Pulver)
Spritzwerkstoff: WCCoCr (-45+25 μm)
Substratmaterial: Edelstahl 1.4301 (120x40x5 mm)
0 h 120 h
24 h 168 h
48 h 192 h
72 h 216 h
96 h 240 h