Technische Informationen, Spannfutter Hinweise · PDF fileb1L3 d 2 d 1 L8 d6 L3 249 für...
45
247 Spannfutter c Normen und Anbaumaße 248-254 c Tabelle zu MAPAL Werksnorm 256 c Mechanische Spannfutter 257 c Dehnspanntechnik 258-260 c Schrumpftechnik 261 c Präzisionsbohrfutter 262 c Softsynchro Gewindefutter 263-264 c Aufsteckfräserdorne 264 c Pendelhalter und Ausgleichs-Pendelhalter 265-270 c Auswahlhilfe zu KS-MMS-Spannpatronen 271-273 c Informationen zu MAPAL KS-Spannpatronen 274-279 c Einstell und Handhabungshinweise 280-285 c Definitionen und Berechnungen 286-289 c Informationen zur Verwechselsicherung für Kegelhohlschäfte 290-291 Technische Informationen, Hinweise Nachstehend sind wichtige technische Hinweise und Hintergrundinformationen zur MAPAL Spann- technik aufgeführt. Neben den Normen von HSK-A, HSK-C, HSK-T sowie der verschiedenen SK-Varianten sind die Anbaumaße der Flanschmodule dokumentiert. Im Anschluss befinden sich wichtige technische Hinweise zu den einzelnen im Katalog behandelten Spannzeugen und Spannsystemen. Die Leistungsmerkmale der KS-Spannpatronen umfassen Angaben zu Spannkraft und ertragbaren Biegemoment. Daneben werden übertragbare Drehmomente, Rundlauf- und Wiederholgenauig- keiten und Grenzdrehzahlen der HSK-Schnittstelle erläutert. Nach Definition, Berechnung, Einfluss und Gren- zen des Auswuchtens folgen Informationen über die Verwechselsicherung für Kegelhohlschäfte, die einen Bedienfehler beim Werkzeugwechsel aus- schließt und von MAPAL optional angeboten wird. Schließlich folgen hilfreiche Tipps für die Praxis mit Einstell- und Handhabungshinweisen zu Einbau und Montage der KS-Spannpatrone sowie zu Montage und Ausrichtung von KS-Vorsatzflanschen und MAPAL Modul-Schnittstellen. Kompetenz Spanntechnik | Technische Informationen, Hinweise
Transcript of Technische Informationen, Spannfutter Hinweise · PDF fileb1L3 d 2 d 1 L8 d6 L3 249 für...
247
Spannfutterc Normen und Anbaumaße 248-254
c Tabelle zu MAPAL Werksnorm 256
c Mechanische Spannfutter 257
c Dehnspanntechnik 258-260
c Schrumpftechnik 261
c Präzisionsbohrfutter 262
c Softsynchro Gewindefutter 263-264
c Aufsteckfräserdorne 264
c Pendelhalter und Ausgleichs-Pendelhalter 265-270
c Auswahlhilfe zu KS-MMS-Spannpatronen 271-273
c Informationen zu MAPAL KS-Spannpatronen 274-279
c Einstell und Handhabungshinweise 280-285
c Definitionen und Berechnungen 286-289
c Informationen zur Verwechselsicherung für Kegelhohlschäfte
290-291
Technische Informationen, HinweiseNachstehend sind wichtige technische Hinweise und Hintergrundinformationen zur MAPAL Spann-technik aufgeführt. Neben den Normen von HSK-A, HSK-C, HSK-T sowie der verschiedenen SK-Varianten sind die Anbaumaße der Flanschmodule dokumentiert. Im Anschluss befinden sich wichtige technische Hinweise zu den einzelnen im Katalog behandelten Spannzeugen und Spannsystemen.
Die Leistungsmerkmale der KS-Spannpatronen umfassen Angaben zu Spannkraft und ertragbaren Biegemoment. Daneben werden übertragbare Drehmomente, Rundlauf- und Wiederholgenauig-keiten und Grenzdrehzahlen der HSK-Schnittstelle erläutert.
Nach Definition, Berechnung, Einfluss und Gren-zen des Auswuchtens folgen Informationen über die Verwechselsicherung für Kegelhohlschäfte, die einen Bedienfehler beim Werkzeugwechsel aus-schließt und von MAPAL optional angeboten wird.
Schließlich folgen hilfreiche Tipps für die Praxis mit Einstell- und Handhabungshinweisen zu Einbau und Montage der KS-Spannpatrone sowie zu Montage und Ausrichtung von KS-Vorsatzflanschen und MAPAL Modul-Schnittstellen.
Kompetenz Spanntechnik | Technische Informationen, Hinweise
L8d8
L1 f1
d 2
d 1 b 1L8
d8
L1d 2
d 1 b 1
f5
L8d8
d 1
L1
f5
d 2 b 1 b 2
248
Kompetenz Spanntechnik | Technische Informationen, Hinweise
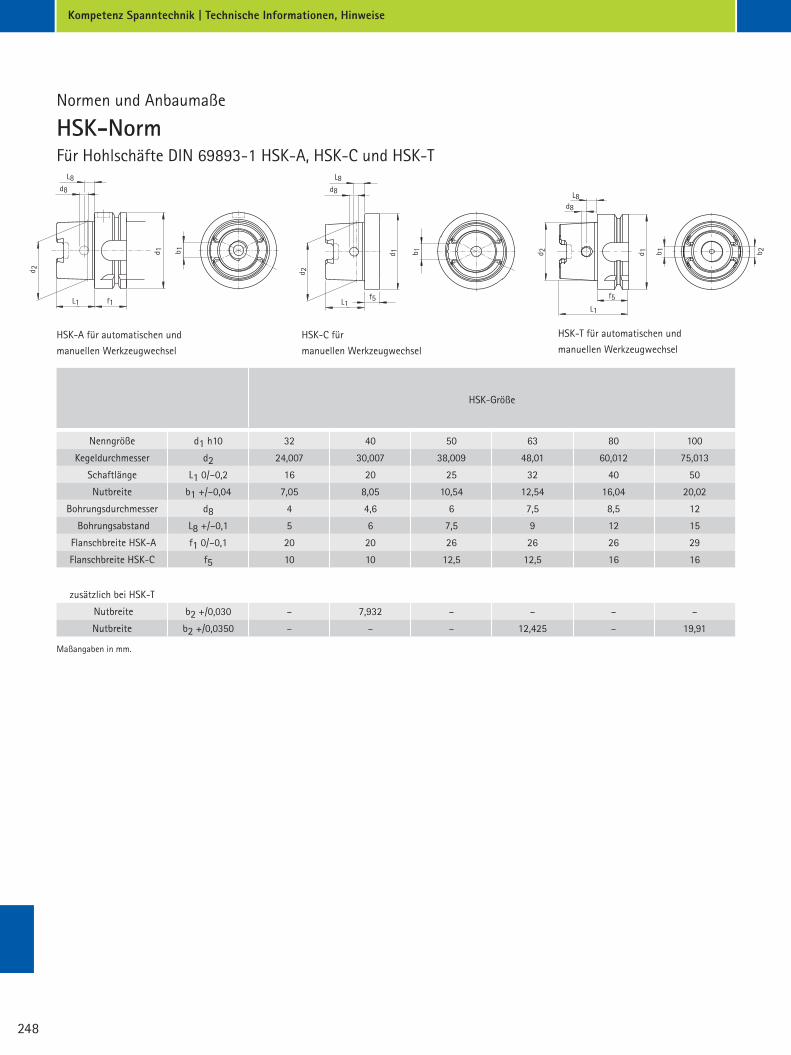
Normen und Anbaumaße
HSK-NormFür Hohlschäfte DIN 69893-1 HSK-A, HSK-C und HSK-T
Nenngröße d1 h10 32 40 50 63 80 100
Kegeldurchmesser d2 24,007 30,007 38,009 48,01 60,012 75,013
Schaftlänge L1 0/–0,2 16 20 25 32 40 50
Nutbreite b1 +/–0,04 7,05 8,05 10,54 12,54 16,04 20,02
Bohrungsdurchmesser d8 4 4,6 6 7,5 8,5 12
Bohrungsabstand L8 +/–0,1 5 6 7,5 9 12 15
Flanschbreite HSK-A f1 0/–0,1 20 20 26 26 26 29
Flanschbreite HSK-C f5 10 10 12,5 12,5 16 16
zusätzlich bei HSK-T
Nutbreite b2 +/0,030 – 7,932 – – – –
Nutbreite b2 +/0,0350 – – – 12,425 – 19,91
HSK-Größe
Maßangaben in mm.
HSK-A für automatischen und
manuellen Werkzeugwechsel
HSK-C für
manuellen Werkzeugwechsel
HSK-T für automatischen und
manuellen Werkzeugwechsel
b1 L3
d 2 d 1
L8
d6L3
b1
249
2
Kompetenz Spanntechnik | Technische Informationen, Hinweise
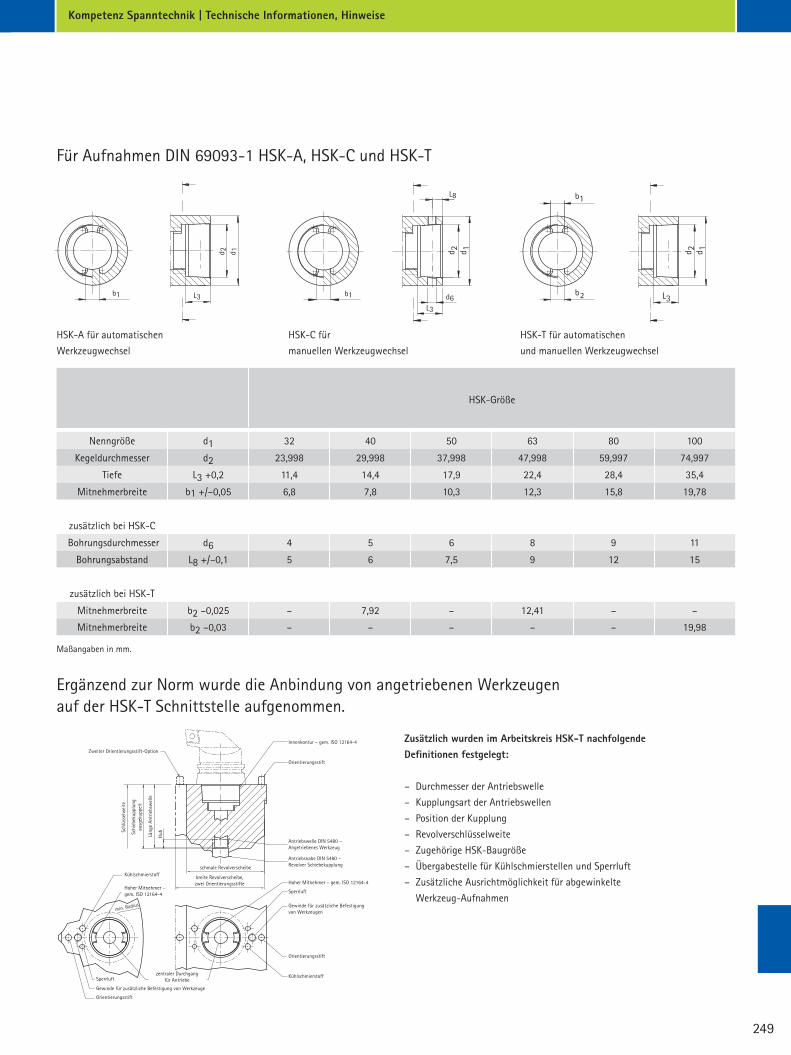
Für Aufnahmen DIN 69093-1 HSK-A, HSK-C und HSK-T
Ergänzend zur Norm wurde die Anbindung von angetriebenen Werkzeugen auf der HSK-T Schnittstelle aufgenommen.
Nenngröße d1 32 40 50 63 80 100
Kegeldurchmesser d2 23,998 29,998 37,998 47,998 59,997 74,997
Tiefe L3 +0,2 11,4 14,4 17,9 22,4 28,4 35,4
Mitnehmerbreite b1 +/–0,05 6,8 7,8 10,3 12,3 15,8 19,78
zusätzlich bei HSK-C
Bohrungsdurchmesser d6 4 5 6 8 9 11
Bohrungsabstand L8 +/–0,1 5 6 7,5 9 12 15
zusätzlich bei HSK-T
Mitnehmerbreite b2 –0,025 – 7,92 – 12,41 – –
Mitnehmerbreite b2 –0,03 – – – – – 19,98
HSK-Größe
Maßangaben in mm.
HSK-A für automatischen
Werkzeugwechsel
HSK-C für
manuellen Werkzeugwechsel
HSK-T für automatischen
und manuellen Werkzeugwechsel
Zusätzlich wurden im Arbeitskreis HSK-T nachfolgende Definitionen festgelegt:
– Durchmesser der Antriebswelle
– Kupplungsart der Antriebswellen
– Position der Kupplung
– Revolverschlüsselweite
– Zugehörige HSK-Baugröße
– Übergabestelle für Kühlschmierstellen und Sperrluft
– Zusätzliche Ausrichtmöglichkeit für abgewinkelte
Werkzeug-Aufnahmen
Zweiter Orientierungsstift-Option
Schl
üsse
lwei
te
Schi
ebek
uppl
ung
ausg
ekup
pelt
Läng
e An
trie
bsw
elle
Hub
Kühlschmierstoff
Hoher Mitnehmer – gem. ISO 12164-4
schmale Revolverscheibe
breite Revolverscheibe,zwei Orientierungsstifte
zentraler Durchgangfür AntriebeSperrluft
Orientierungsstift
Gewinde für zusätzliche Befestigung von Werkzeuge
Antriebswelle DIN 5480 – Angetriebenes Werkzeug
Antriebsnabe DIN 5480 – Revolver Schiebekupplung
Hoher Mitnehmer – gem. ISO 12164-4
Sperrluft
Gewinde für zusätzliche Befestigung von Werkzeugen
Orientierungsstift
Kühlschmierstoff
Innenkontur – gem. ISO 12164-4
Orientierungsstift
min. Radius
L1
d 2 d 1 d 3 d 4
aL2
e1
e1
20°
7:24
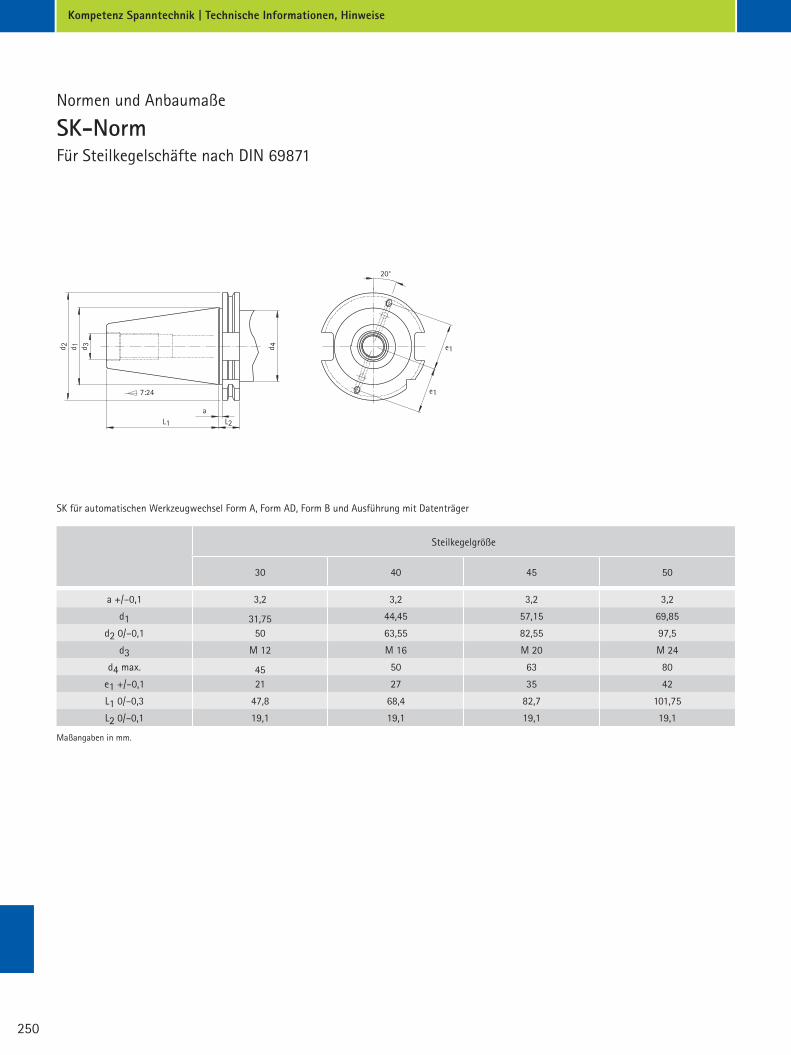
a +/–0,1 3,2 3,2 3,2 3,2
d1 31,75 44,45 57,15 69,85
d2 0/–0,1 50 63,55 82,55 97,5
d3 M 12 M 16 M 20 M 24
d4 max. 45 50 63 80
e1 +/–0,1 21 27 35 42
L1 0/–0,3 47,8 68,4 82,7 101,75
L2 0/–0,1 19,1 19,1 19,1 19,1
250
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Normen und Anbaumaße
SK-NormFür Steilkegelschäfte nach DIN 69871
Steilkegelgröße
30 40 45 50
Maßangaben in mm.
SK für automatischen Werkzeugwechsel Form A, Form AD, Form B und Ausführung mit Datenträger
L1
e1
e1
20°
L2
d 2 d 1 d 3
a
7:24
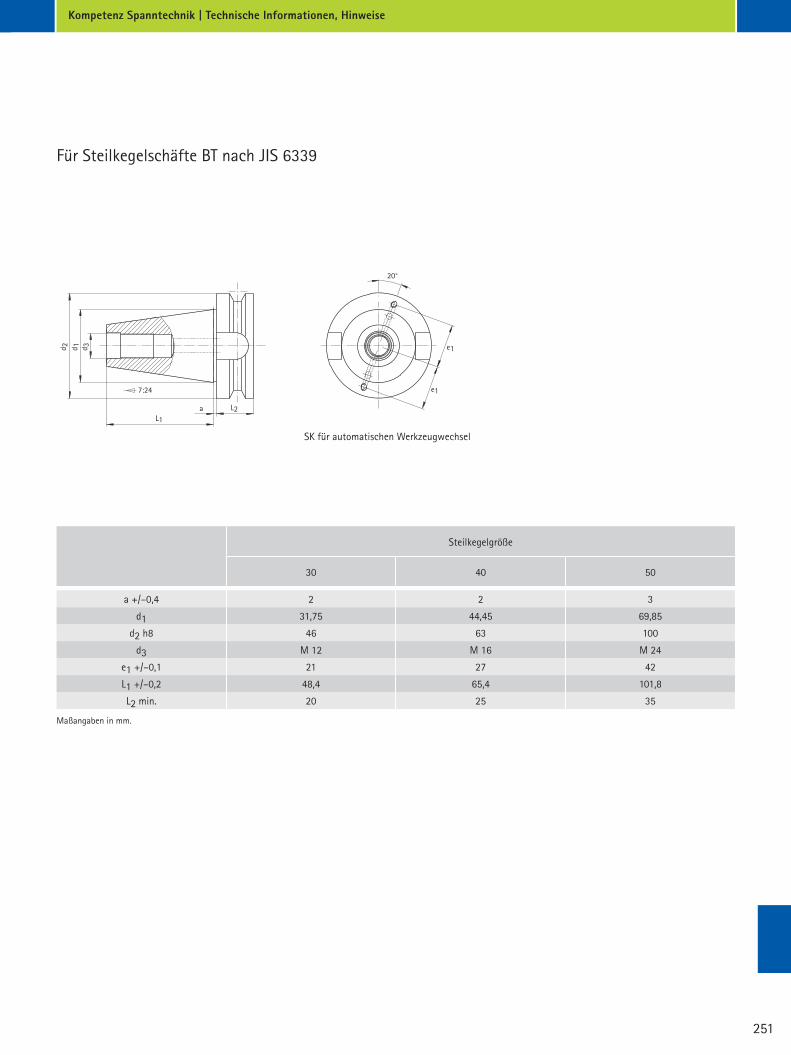
a +/–0,4 2 2 3
d1 31,75 44,45 69,85
d2 h8 46 63 100
d3 M 12 M 16 M 24
e1 +/–0,1 21 27 42
L1 +/–0,2 48,4 65,4 101,8
L2 min. 20 25 35
251
SK für automatischen Werkzeugwechsel
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Für Steilkegelschäfte BT nach JIS 6339
Steilkegelgröße
30 40 50
Maßangaben in mm.
V
W 0,4B
H M F
ø 9,
5
7:24
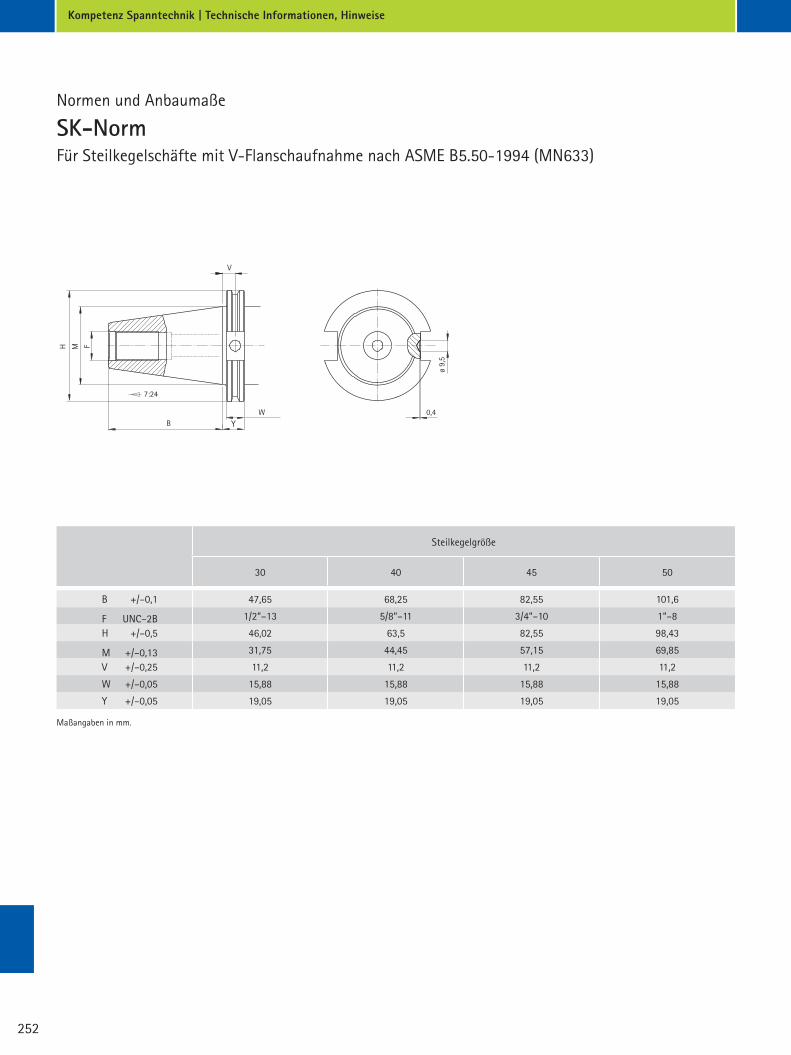
B +/–0,1 47,65 68,25 82,55 101,6
F UNC–2B 1/2“–13 5/8“–11 3/4“–10 1“–8
H +/–0,5 46,02 63,5 82,55 98,43
M +/–0,13 31,75 44,45 57,15 69,85
V +/–0,25 11,2 11,2 11,2 11,2
W +/–0,05 15,88 15,88 15,88 15,88
Y +/–0,05 19,05 19,05 19,05 19,05
252
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Normen und Anbaumaße
SK-NormFür Steilkegelschäfte mit V-Flanschaufnahme nach ASME B5.50-1994 (MN633)
Steilkegelgröße
30 40 45 50
Maßangaben in mm.
253
"X"
Kompetenz Spanntechnik | Technische Informationen, Hinweise
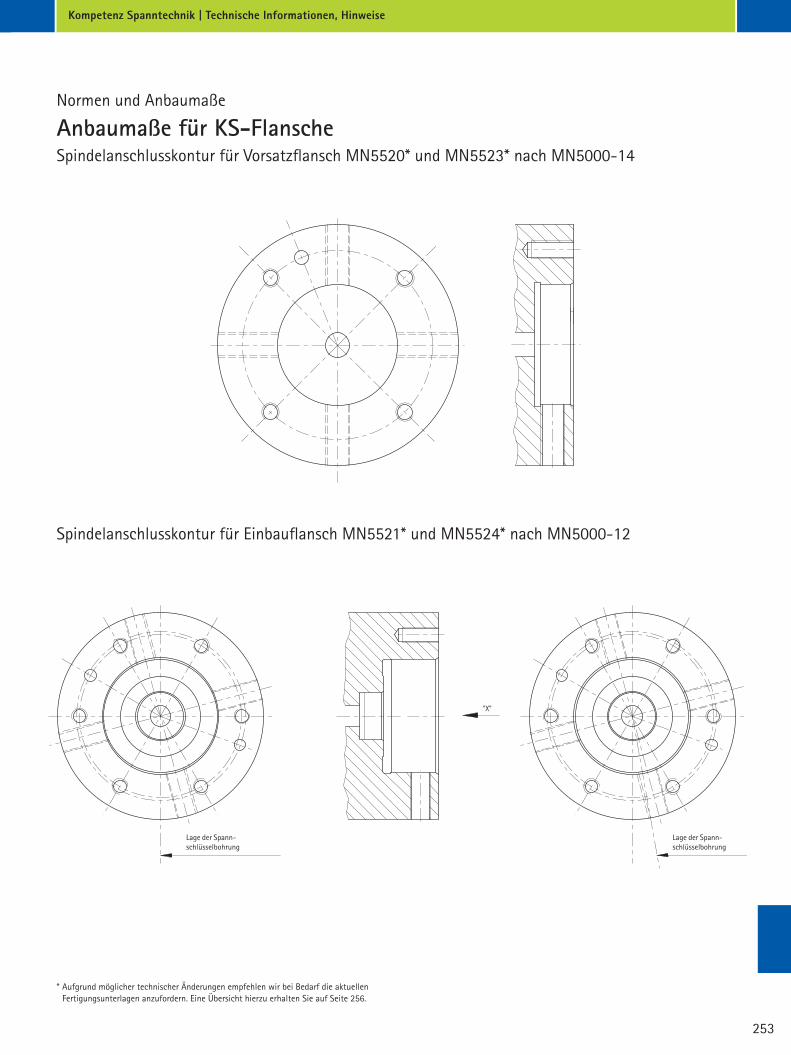
Normen und Anbaumaße
Anbaumaße für KS-FlanscheSpindelanschlusskontur für Vorsatzflansch MN5520* und MN5523* nach MN5000-14
* Aufgrund möglicher technischer Änderungen empfehlen wir bei Bedarf die aktuellen Fertigungsunterlagen anzufordern. Eine Übersicht hierzu erhalten Sie auf Seite 256.
Spindelanschlusskontur für Einbauflansch MN5521* und MN5524* nach MN5000-12
Lage der Spann-schlüsselbohrung
Lage der Spann-schlüsselbohrung
254
Kompetenz Spanntechnik | Technische Informationen, Hinweise
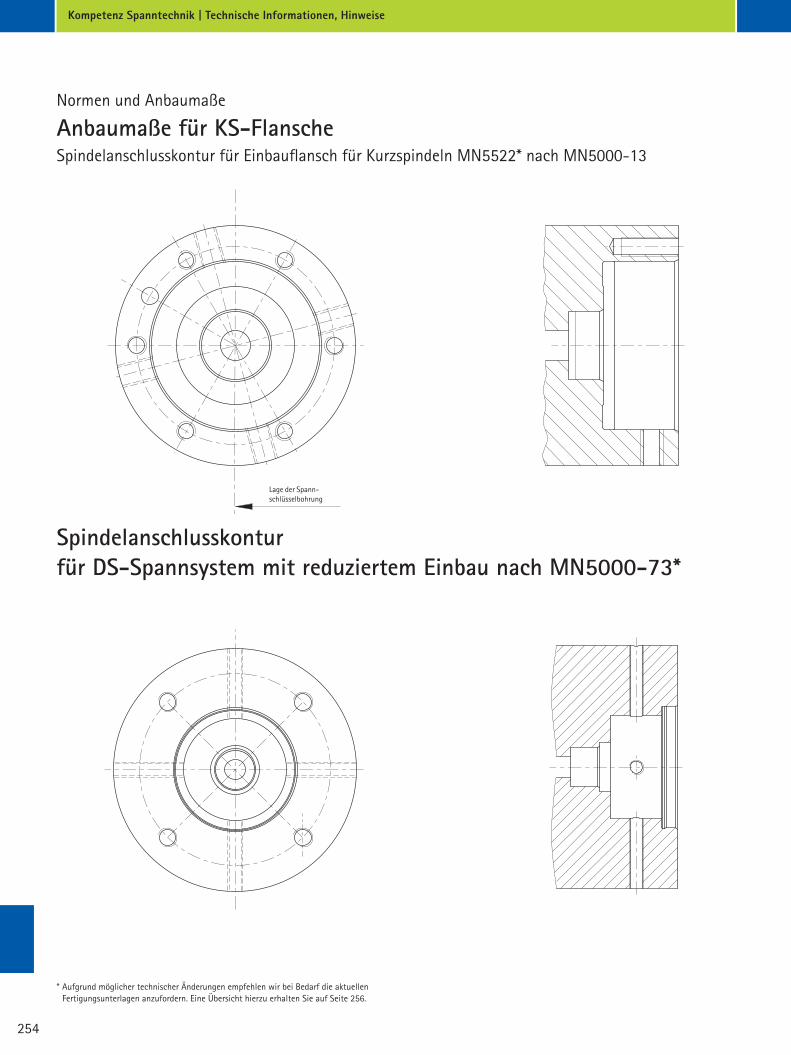
Normen und Anbaumaße
Anbaumaße für KS-FlanscheSpindelanschlusskontur für Einbauflansch für Kurzspindeln MN5522* nach MN5000-13
Lage der Spann-schlüsselbohrung
* Aufgrund möglicher technischer Änderungen empfehlen wir bei Bedarf die aktuellen Fertigungsunterlagen anzufordern. Eine Übersicht hierzu erhalten Sie auf Seite 256.
Spindelanschlusskontur für DS-Spannsystem mit reduziertem Einbau nach MN5000-73*
A
A
255
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Sternrevolver Schnitt A-A Trommelrevolver
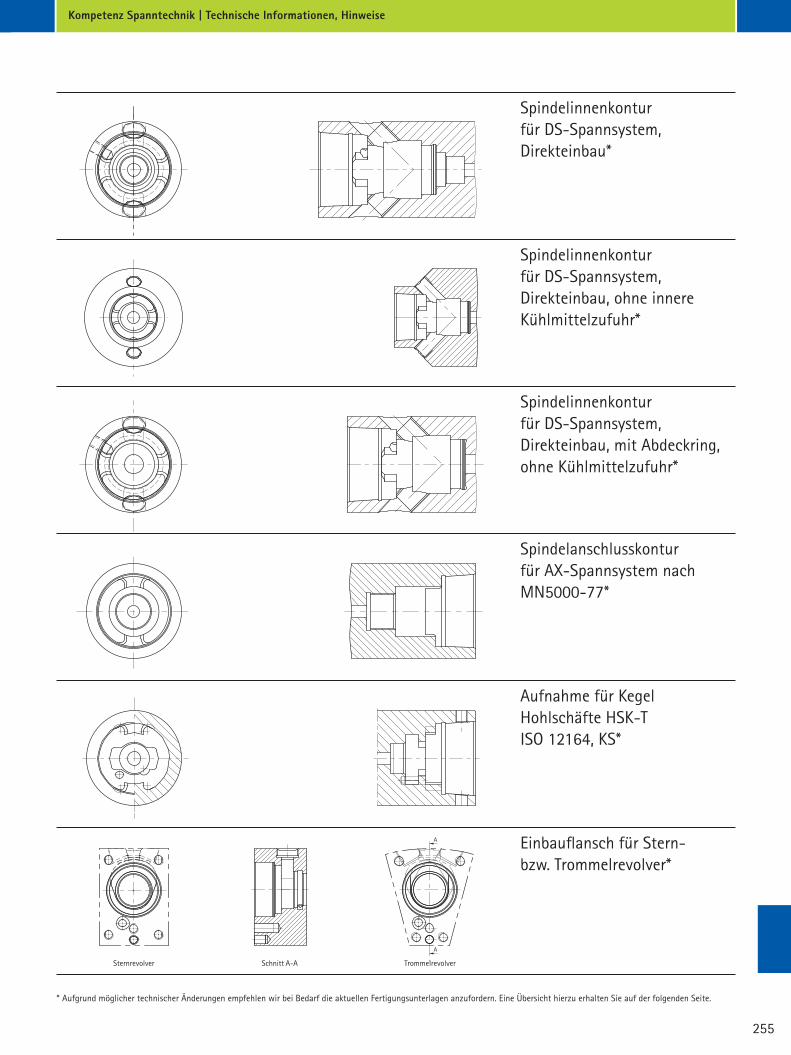
* Aufgrund möglicher technischer Änderungen empfehlen wir bei Bedarf die aktuellen Fertigungsunterlagen anzufordern. Eine Übersicht hierzu erhalten Sie auf der folgenden Seite.
Spindelinnenkontur für DS-Spannsystem, Direkteinbau*
Spindelinnenkontur für DS-Spannsystem, Direkteinbau, ohne innere Kühlmittelzufuhr*
Spindelinnenkontur für DS-Spannsystem, Direkteinbau, mit Abdeckring, ohne Kühlmittelzufuhr*
Spindelanschlusskontur für AX-Spannsystem nach MN5000-77*
Aufnahme für Kegel Hohlschäfte HSK-T ISO 12164, KS*
Einbauflansch für Stern- bzw. Trommelrevolver*
256
Kompetenz Spanntechnik | Technische Informationen, Hinweise
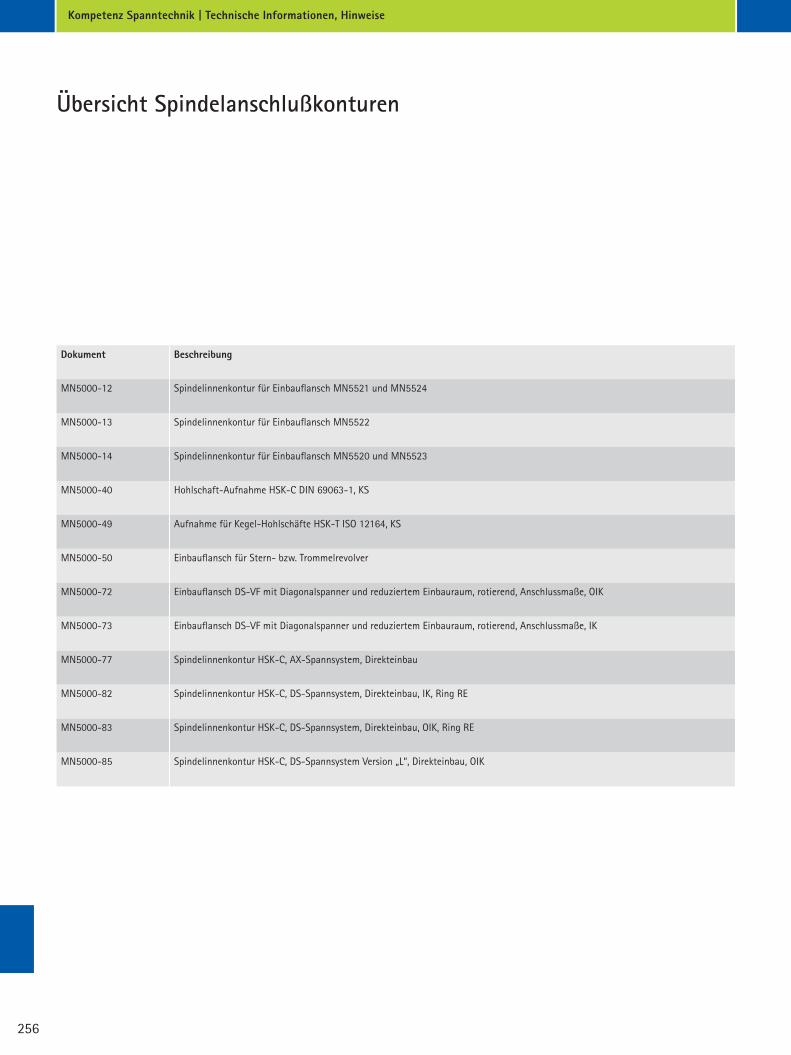
Übersicht Spindelanschlußkonturen
Dokument Beschreibung
MN5000-12 Spindelinnenkontur für Einbauflansch MN5521 und MN5524
MN5000-13 Spindelinnenkontur für Einbauflansch MN5522
MN5000-14 Spindelinnenkontur für Einbauflansch MN5520 und MN5523
MN5000-40 Hohlschaft-Aufnahme HSK-C DIN 69063-1, KS
MN5000-49 Aufnahme für Kegel-Hohlschäfte HSK-T ISO 12164, KS
MN5000-50 Einbauflansch für Stern- bzw. Trommelrevolver
MN5000-72 Einbauflansch DS-VF mit Diagonalspanner und reduziertem Einbauraum, rotierend, Anschlussmaße, OIK
MN5000-73 Einbauflansch DS-VF mit Diagonalspanner und reduziertem Einbauraum, rotierend, Anschlussmaße, IK
MN5000-77 Spindelinnenkontur HSK-C, AX-Spannsystem, Direkteinbau
MN5000-82 Spindelinnenkontur HSK-C, DS-Spannsystem, Direkteinbau, IK, Ring RE
MN5000-83 Spindelinnenkontur HSK-C, DS-Spannsystem, Direkteinbau, OIK, Ring RE
MN5000-85 Spindelinnenkontur HSK-C, DS-Spannsystem Version „L“, Direkteinbau, OIK
257
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
Technik mechanische Spannfutter
Die kostengünstigste Einstiegsvariante in die Werkzeugspannung stellen die mechanischen Spannfutter dar. Robustheit und Einfachheit zeichnen diese Spannfutter aus.
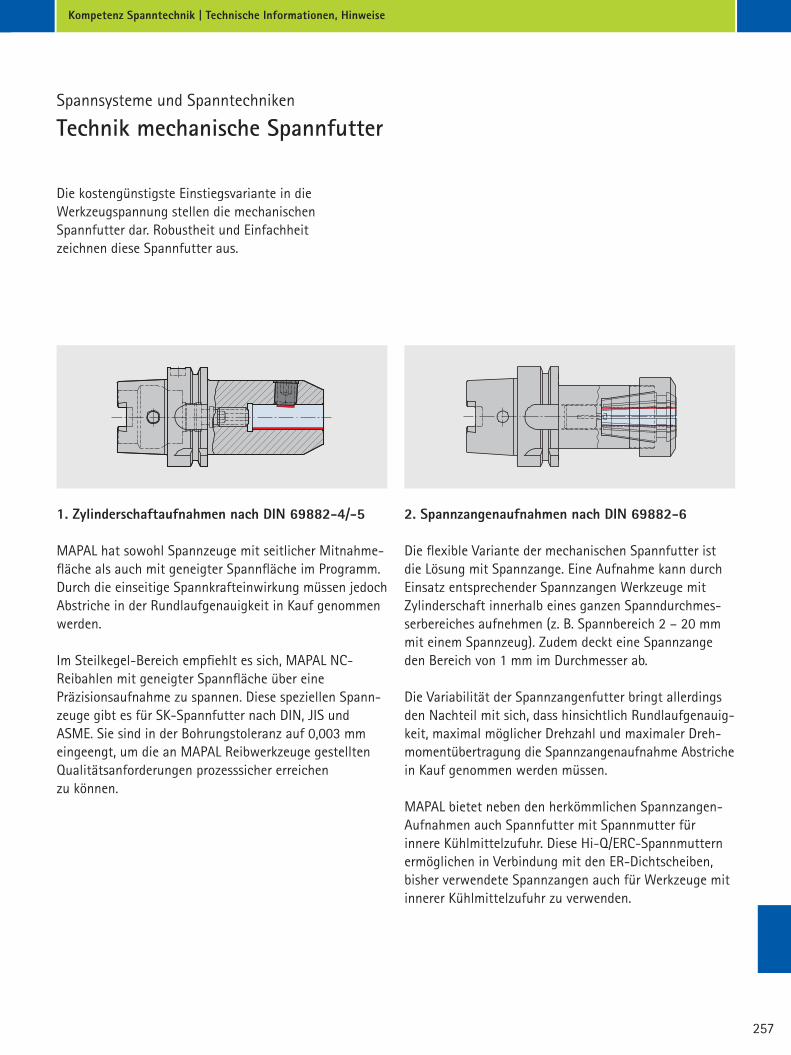
1. Zylinderschaftaufnahmen nach DIN 69882-4/-5
MAPAL hat sowohl Spannzeuge mit seitlicher Mitnahme-fläche als auch mit geneigter Spannfläche im Programm. Durch die einseitige Spannkrafteinwirkung müssen jedoch Abstriche in der Rundlaufgenauigkeit in Kauf genommen werden.
Im Steilkegel-Bereich empfiehlt es sich, MAPAL NC- Reibahlen mit geneigter Spannfläche über eine Präzisionsaufnahme zu spannen. Diese speziellen Spann-zeuge gibt es für SK-Spannfutter nach DIN, JIS und ASME. Sie sind in der Bohrungstoleranz auf 0,003 mm eingeengt, um die an MAPAL Reibwerkzeuge gestellten Qualitätsanforderungen prozesssicher erreichen zu können.
2. Spannzangenaufnahmen nach DIN 69882-6
Die flexible Variante der mechanischen Spannfutter ist die Lösung mit Spannzange. Eine Aufnahme kann durch Einsatz entsprechender Spannzangen Werkzeuge mit Zylinderschaft innerhalb eines ganzen Spanndurchmes-serbereiches aufnehmen (z. B. Spannbereich 2 – 20 mm mit einem Spannzeug). Zudem deckt eine Spannzange den Bereich von 1 mm im Durchmesser ab.
Die Variabilität der Spannzangenfutter bringt allerdings den Nachteil mit sich, dass hinsichtlich Rundlaufgenauig-keit, maximal möglicher Drehzahl und maximaler Dreh-momentübertragung die Spannzangenaufnahme Abstriche in Kauf genommen werden müssen.
MAPAL bietet neben den herkömmlichen Spannzangen-Aufnahmen auch Spannfutter mit Spannmutter für innere Kühlmittelzufuhr. Diese Hi-Q/ERC-Spannmuttern ermöglichen in Verbindung mit den ER-Dichtscheiben, bisher verwendete Spannzangen auch für Werkzeuge mit innerer Kühlmittelzufuhr zu verwenden.
258
1
3
2
45
6
7
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
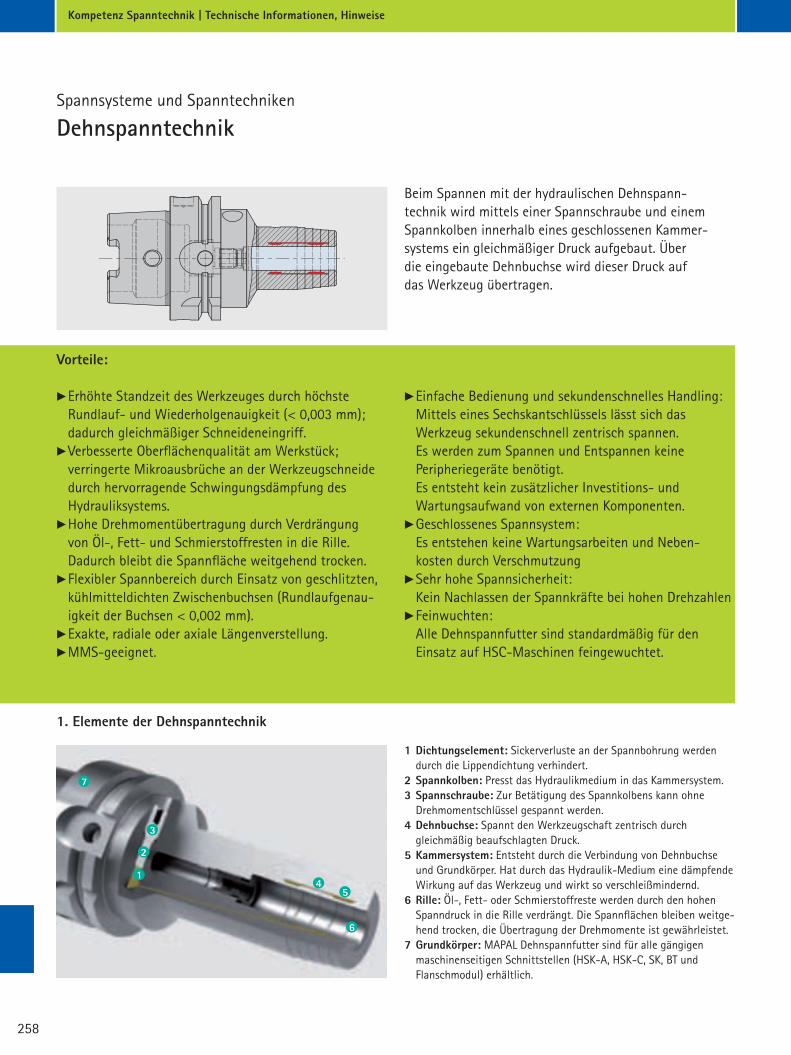
Dehnspanntechnik
Beim Spannen mit der hydraulischen Dehnspann- technik wird mittels einer Spannschraube und einem Spannkolben innerhalb eines geschlossenen Kammer- systems ein gleichmäßiger Druck aufgebaut. Über die eingebaute Dehnbuchse wird dieser Druck auf das Werkzeug übertragen.
1 Dichtungselement: Sickerverluste an der Spannbohrung werden durch die Lippendichtung verhindert.
2 Spannkolben: Presst das Hydraulikmedium in das Kammersystem.3 Spannschraube: Zur Betätigung des Spannkolbens kann ohne
Drehmomentschlüssel gespannt werden.4 Dehnbuchse: Spannt den Werkzeugschaft zentrisch durch
gleichmäßig beaufschlagten Druck.5 Kammersystem: Entsteht durch die Verbindung von Dehnbuchse
und Grundkörper. Hat durch das Hydraulik-Medium eine dämpfende Wirkung auf das Werkzeug und wirkt so verschleißmindernd.
6 Rille: Öl-, Fett- oder Schmierstoffreste werden durch den hohen Spanndruck in die Rille verdrängt. Die Spannflächen bleiben weitge-hend trocken, die Übertragung der Drehmomente ist gewährleistet.
7 Grundkörper: MAPAL Dehnspannfutter sind für alle gängigen maschinenseitigen Schnittstellen (HSK-A, HSK-C, SK, BT und Flanschmodul) erhältlich.
1. Elemente der Dehnspanntechnik
Vorteile:
c Erhöhte Standzeit des Werkzeuges durch höchste Rundlauf- und Wiederholgenauigkeit (< 0,003 mm); dadurch gleichmäßiger Schneideneingriff.
c Verbesserte Oberflächenqualität am Werkstück; verringerte Mikroausbrüche an der Werkzeugschneide durch hervorragende Schwingungsdämpfung des Hydrauliksystems.
c Hohe Drehmomentübertragung durch Verdrängung von Öl-, Fett- und Schmierstoffresten in die Rille. Dadurch bleibt die Spannfläche weitgehend trocken.
c Flexibler Spannbereich durch Einsatz von geschlitzten, kühlmitteldichten Zwischenbuchsen (Rundlaufgenau-igkeit der Buchsen < 0,002 mm).
c Exakte, radiale oder axiale Längenverstellung.c MMS-geeignet.
c Einfache Bedienung und sekundenschnelles Handling: Mittels eines Sechskantschlüssels lässt sich das Werkzeug sekundenschnell zentrisch spannen. Es werden zum Spannen und Entspannen keine Peripheriegeräte benötigt. Es entsteht kein zusätzlicher Investitions- und Wartungsaufwand von externen Komponenten.
c Geschlossenes Spannsystem: Es entstehen keine Wartungsarbeiten und Neben-kosten durch Verschmutzung
c Sehr hohe Spannsicherheit: Kein Nachlassen der Spannkräfte bei hohen Drehzahlen
c Feinwuchten: Alle Dehnspannfutter sind standardmäßig für den Einsatz auf HSC-Maschinen feingewuchtet.
259
2
1
5
43
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
Dehnspanntechnik
Bitte entnehmen Sie das jeweils übertragbare Drehmoment aus der Tabelle.
Die angegebenen Drehmomente sind gültig für Schaftlängen nach DIN 6535 und DIN 1835.
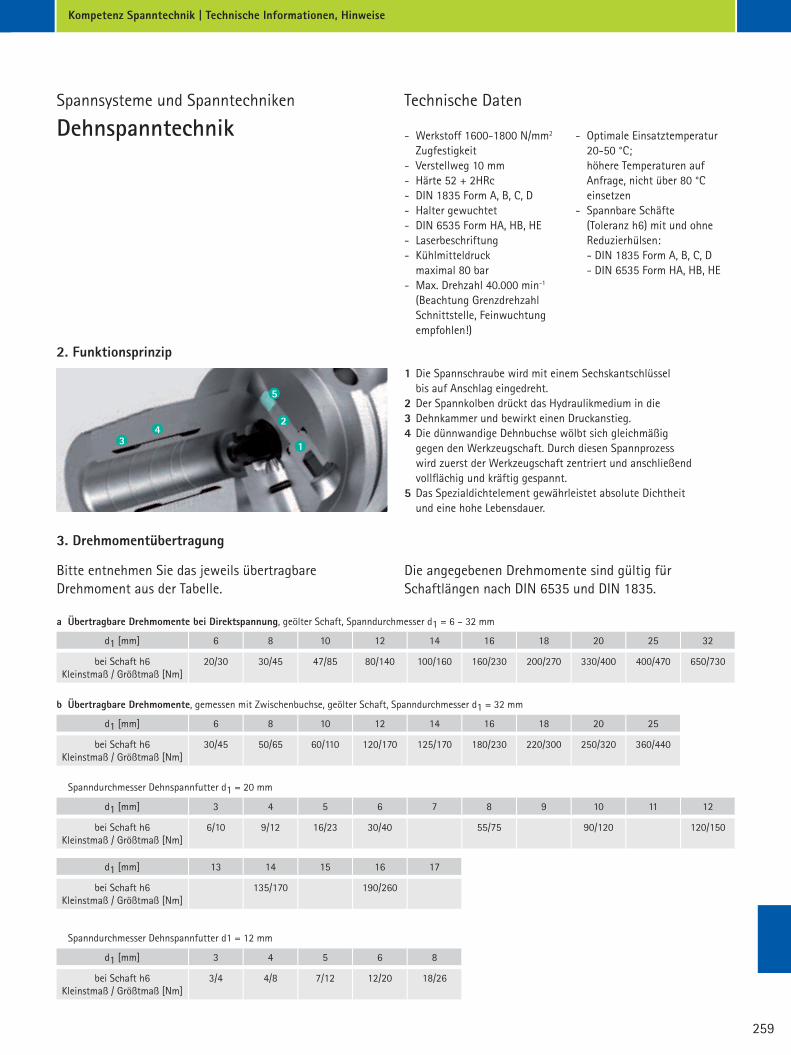
1 Die Spannschraube wird mit einem Sechskantschlüssel bis auf Anschlag eingedreht.
2 Der Spannkolben drückt das Hydraulikmedium in die 3 Dehnkammer und bewirkt einen Druckanstieg.4 Die dünnwandige Dehnbuchse wölbt sich gleichmäßig
gegen den Werkzeugschaft. Durch diesen Spannprozess wird zuerst der Werkzeugschaft zentriert und anschließend vollflächig und kräftig gespannt.
5 Das Spezialdichtelement gewährleistet absolute Dichtheit und eine hohe Lebensdauer.
3. Drehmomentübertragung
2. Funktionsprinzip
d1 [mm] 6 8 10 12 14 16 18 20 25 32
d1 [mm] 6 8 10 12 14 16 18 20 25
d1 [mm] 3 4 5 6 7 8 9 10 11 12
d1 [mm] 3 4 5 6 8
d1 [mm] 13 14 15 16 17
bei Schaft h6 Kleinstmaß / Größtmaß [Nm]
20/30 30/45 47/85 80/140 100/160 160/230 200/270 330/400 400/470 650/730
bei Schaft h6 Kleinstmaß / Größtmaß [Nm]
30/45 50/65 60/110 120/170 125/170 180/230 220/300 250/320 360/440
bei Schaft h6 Kleinstmaß / Größtmaß [Nm]
6/10 9/12 16/23 30/40 55/75 90/120 120/150
bei Schaft h6 Kleinstmaß / Größtmaß [Nm]
3/4 4/8 7/12 12/20 18/26
bei Schaft h6 Kleinstmaß / Größtmaß [Nm]
135/170 190/260
a Übertragbare Drehmomente bei Direktspannung, geölter Schaft, Spanndurchmesser d1 = 6 – 32 mm
b Übertragbare Drehmomente, gemessen mit Zwischenbuchse, geölter Schaft, Spanndurchmesser d1 = 32 mm
Spanndurchmesser Dehnspannfutter d1 = 20 mm
Spanndurchmesser Dehnspannfutter d1 = 12 mm
Technische Daten
- Werkstoff 1600-1800 N/mm2 Zugfestigkeit
- Verstellweg 10 mm- Härte 52 + 2HRc- DIN 1835 Form A, B, C, D- Halter gewuchtet- DIN 6535 Form HA, HB, HE- Laserbeschriftung- Kühlmitteldruck
maximal 80 bar- Max. Drehzahl 40.000 min-1
(Beachtung Grenzdrehzahl Schnittstelle, Feinwuchtung
empfohlen!)
- Optimale Einsatztemperatur 20-50 °C;
höhere Temperaturen auf Anfrage, nicht über 80 °C
einsetzen- Spannbare Schäfte
(Toleranz h6) mit und ohne Reduzierhülsen:
- DIN 1835 Form A, B, C, D - DIN 6535 Form HA, HB, HE

260
1
3
24
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
Dehnspanntechnik
Im Bereich der Spannzeuge mit HSK-Aufnahme bietet MAPAL darüber hinaus Dehnspannfutter mit radialer Werkzeuglängeneinstellung an. Auch mit dieser Ein-stellmethode sind Rundlaufgenauigkeiten < 0,003 mm gewährleistet.
1 Betätigung der radialen Längeneinstellung2 Entlüftung3 Spanneinleitung4 Einstellschraube
Bestandteile der radialen Längeneinstellung
4. Radiale Werkzeuglängeneinstellung Vorteile der radialen Längeneinstellung:
c µ-genaue Längeneinstellung durch kompaktes Einstellgetriebe
c Keine durch Eigengewicht oder Axialdruck bedingte Positionsveränderung des Werkzeuges durch selbst- hemmende Verstellschraube
c 10 mm Verstellweg für alle Spanndurchmesser mit rückseitigem Anschlag der Verstellschraube
c Unempfindlich gegen Verschmutzungc Robuste Mechanikc Kühlmitteldicht bis 100 barc Bedienerfreundlich und prozesssicher

261
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
Schrumpftechnik
Die Schrumpftechnik nutzt wärmebedingte Ausdehnung zur Werkzeugspannung. Eine Induktionsspule erwärmt das Schrumpffutter. Das Futter dehnt sich aus, der kalte Werkzeugschaft kann eingesetzt werden. Das Schrumpf-futter wird wieder abgekühlt, zieht sich zusammen und bildet mit dem Werkzeug eine kraftschlüssige Verbindung aufgrund Übermaß am Werkzeugschaft.
1. Erwärmen des Spannfutters Das Spannfutter wird mittels modernster Induktionstechnik gezielt an der Einspannstelle erwärmt. Eine Induktionsspule erzeugt dazu schnell wechselnde Wirbelströme, die direkt auf das Schrumpffutter wirken und exakt an der Stelle erwärmen, an der der Werkzeugschaft sitzt. Der Bohrungsdurchmesser weitet sich.
2. Einsetzen des Werkzeugschaftes Der kalte Werkzeugschaft wird in das erwärmte Schrumpffutter gefügt.
3. Abkühlen Das Schrumpffutter wird abgekühlt, der Spanndurchmesser geht wieder auf sein Ausgangsmaß zurück und spannt den Werkzeugschaft. Ein leistungsfähiges Gerät mit wassergekühlten Kühlkörpern ermöglicht schnelle Abkühlung innerhalb von 30 Sekunden. Dadurch erfolgt keine Erwärmung des Kegels und des Datenchips. In Kühlkörper einsetzbare Adapter ermöglichen die Kühlung von Verlängerungen sowie nicht genormten Schrumpffuttern.
Das Ergebnis: Durch die induktive Erwärmung lassen sich Werkzeugwechsel sekunden-schnell realisieren. Schrumpffutter, gegebenenfalls Werkzeugverlängerung und Werkzeugschaft bilden eine kraftschlüssige Verbindung. Es können Hartmetall wie auch HSS-Werkzeuge perfekt gespannt werden. Das Werk-zeug sitzt passgenau mit höchster Spannkraft in der Werkzeugaufnahme.
Vorteile:
c Hohe Flexibilität: Vielfältige Kombinationsmöglichkeiten von Schrumpffuttern und Verlängerungen
c Breites Anwendungsspektrum: Hohe Drehmomentübertragung und Radialsteifigkeit
c Hohe Lebensdauer: Keine Geometrie- oder Gefügeveränderungen bei der Erwärmung
Funktionsprinzip
c Keine Wartungskosten: Geschlossenes System, dadurch keine Verschmutzung
c Hohe Maßhaltigkeit am Werkstück: Dauerrundlaufgenauigkeiten und Wiederholgenauig-keiten von < 0,003 mm in der Aufnahmebohrung.
c Hohe Werkzeugstandzeiten und Oberflächengüten: standardmäßig feingewuchtet.
262
Kompetenz Spanntechnik | Technische Informationen, Hinweise
(*) Prüfung der Rundlaufabweichung gemäß MAPAL Prüfprotokoll “Präzision“.
(**) Alle Präzisionsbohrfutter werden mittels eines Sechskant- Quergriffschlüssels seitlich über einen Kegelbetrieb gespannt (siehe Bedienungsanleitung).
Für den Einsatz des Bohrfutters ist am Sechskant-Quergriffschlüs-sel ein Anzugsmoment von 8 Nm bzw. 15 Nm ausreichend. Die mit den Präzisionsbohrfuttern erreichbaren höheren Haltemomente sind als zusätzliche Sicherheit zu sehen und sind für den üblichen Einsatz nicht notwendig.
(***) Die Präzisionsbohrfutter sind „ungewuchtet“ für einen Einsatz bis 7.000 min-1 geeignet.
Für die Anwendung bei Drehzahlen über 7.000 min-1 bis 35.000 min-1 (z. B. in der Alu- oder Holzbearbeitung) müssen die Bohrfutter zusätzlich gemäß den Wuchtklassen gewuchtet wer-den – unter Berücksichtigung von Drehzahl und Wuchtgüte.
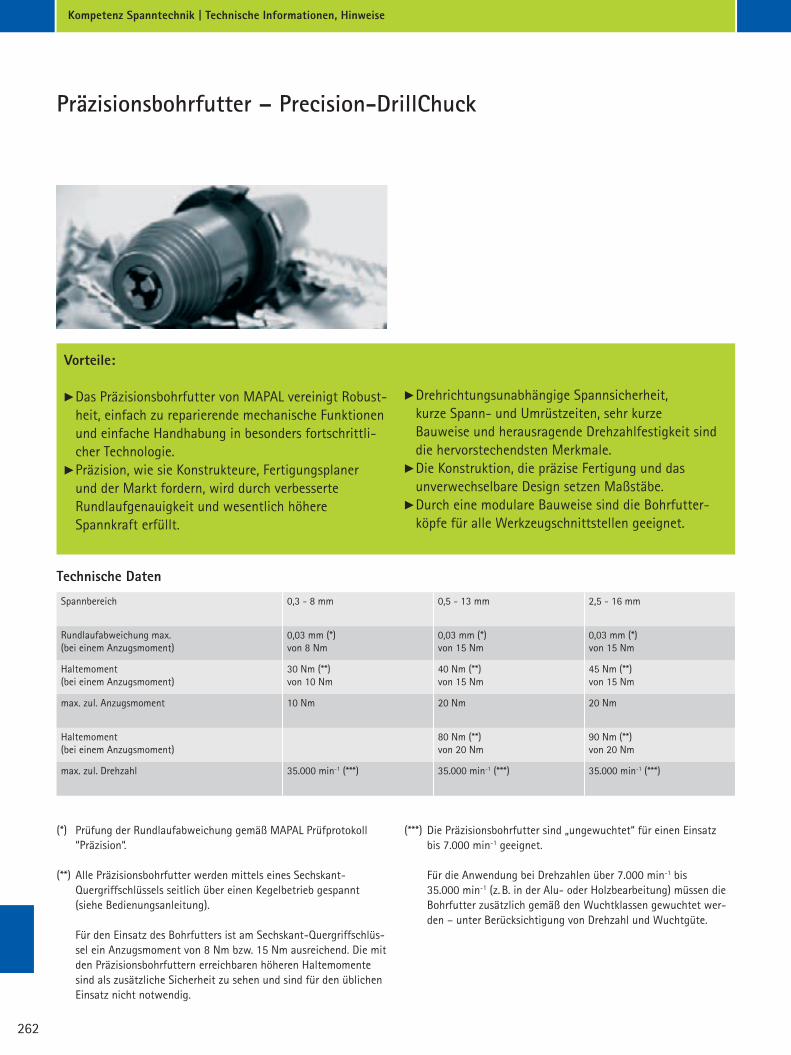
Präzisionsbohrfutter – Precision-DrillChuck
Vorteile:
c Das Präzisionsbohrfutter von MAPAL vereinigt Robust-heit, einfach zu reparierende mechanische Funktionen und einfache Handhabung in besonders fortschrittli-cher Technologie.
c Präzision, wie sie Konstrukteure, Fertigungsplaner und der Markt fordern, wird durch verbesserte Rundlaufgenauigkeit und wesentlich höhere Spannkraft erfüllt.
c Drehrichtungsunabhängige Spannsicherheit, kurze Spann- und Umrüstzeiten, sehr kurze Bauweise und herausragende Drehzahlfestigkeit sind die hervorstechendsten Merkmale.
c Die Konstruktion, die präzise Fertigung und das unverwechselbare Design setzen Maßstäbe.
c Durch eine modulare Bauweise sind die Bohrfutter-köpfe für alle Werkzeugschnittstellen geeignet.
Technische Daten
Spannbereich 0,3 - 8 mm 0,5 - 13 mm 2,5 - 16 mm
Rundlaufabweichung max. (bei einem Anzugsmoment)
0,03 mm (*) von 8 Nm
0,03 mm (*) von 15 Nm
0,03 mm (*) von 15 Nm
Haltemoment(bei einem Anzugsmoment)
30 Nm (**)von 10 Nm
40 Nm (**)von 15 Nm
45 Nm (**) von 15 Nm
max. zul. Anzugsmoment 10 Nm 20 Nm 20 Nm
Haltemoment (bei einem Anzugsmoment)
80 Nm (**) von 20 Nm
90 Nm (**) von 20 Nm
max. zul. Drehzahl 35.000 min-1 (***) 35.000 min-1 (***) 35.000 min-1 (***)

263
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
Technik Softsynchro® Gewindefutter
1. Softsynchro® Gewindefutter
Das Synchronisieren von Drehbewegung der Spindel und Vorschubachse ermöglicht das Fertigen von Gewinden mit Werkzeugen ohne Längenausgleich. Dennoch können in der Praxis Synchronisationsfehler oft nicht komplett ver-mieden werden. Gründe sind die Maschinendynamik und das Zusammenspiel von Spindel- und Linearantrieben. Auch Toleranzen am Gewindewerkzeug spielen eine Rolle. Beim Einsatz starrer Werkzeuge resultieren diese Syn-chronisationsfehler in hohen Axialkräften und dadurch verringerten Standzeiten und unsauberen, nicht lehren-haften Gewinden und Gewindeflanken.
Spannzangen-Aufnahmen des Typs Softsynchro® wirken als Dämpfungsglied zwischen Synchronspindel und Gewindewerkzeug und nutzen so die Synchronspindel in optimaler Weise. Beste Standzeiten und Oberflächen-güten sind möglich.
Das MAPAL Programm umfasst Softsynchro® Gewindefutter mit HSK-A Aufnahme sowie mit Zylinderschaft nach DIN 1835 B + E.
Vorteile:
c Ausgleich von Steigungsdifferenzen zwischen Synchronspindel und Gewindewerkzeug
c Hohe Rundlaufgenauigkeitenc Feste Spannung durch Spannzangen mit
Vierkantaufnahmec Keine Sonderschäfte am Werkzeug nötigc Hohe Prozesssicherheit bei der synchronen
Gewindeherstellung

264
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
Technik Softsynchro® Gewindefutter und Aufsteckfräserdorne
Softsynchro® Gewindefutter 2. Aufsteckfräserdorne nach DIN 69882-3
Ein bewährtes Spannsystem zur Aufnahme von Messerköpfen, Walzenstirnfräsern und Winkelstirnfräsern.
Konstruktiver Aufbau der Softsynchro® Gewindefutter:
c 2-teilig (Futterschaft/Werkzeug-Aufnahme): leicht zu demontieren, problemlose Instandhaltungc Axialkraftkompensation und Drehmoment getrennt:
kaum Einflussnahmec Vorgespannte Dämpfungselemente aus Kunststoff:
kein Einfluss auf die Werkzeugschneide durch axiales Aufschwingen Axialbewegung erst nach Überschreiten der Vorspannung
c Längsbewegung geführt durch Kugeln: weniger Rollreibung, sehr gutes Ansprechverhalten
c Bis 50 bar Innenkühlung geeignet: keine Beeinflussung der Axialkraft durch Kühlschmier-stoff-Druck, daher keine Längenbewegung.
265
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
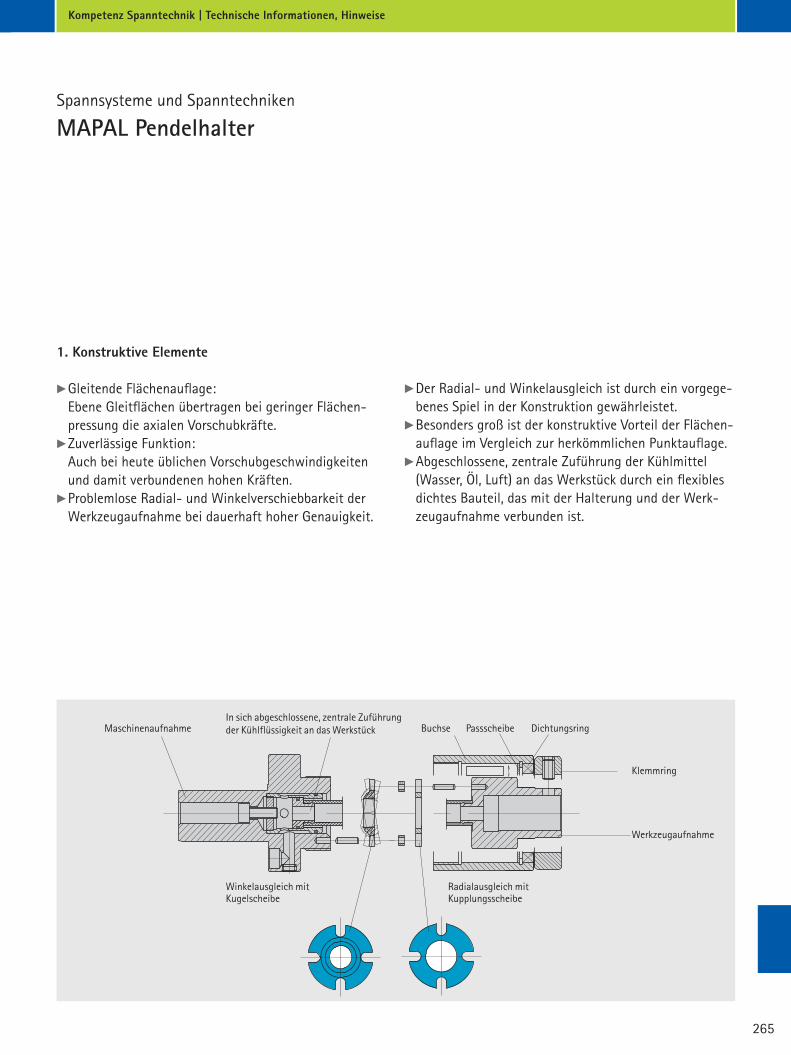
MAPAL Pendelhalter
1. Konstruktive Elemente
c Gleitende Flächenauflage: Ebene Gleitflächen übertragen bei geringer Flächen-
pressung die axialen Vorschubkräfte.c Zuverlässige Funktion: Auch bei heute üblichen Vorschubgeschwindigkeiten
und damit verbundenen hohen Kräften.c Problemlose Radial- und Winkelverschiebbarkeit der
Werkzeugaufnahme bei dauerhaft hoher Genauigkeit.
c Der Radial- und Winkelausgleich ist durch ein vorgege-benes Spiel in der Konstruktion gewährleistet.
c Besonders groß ist der konstruktive Vorteil der Flächen-auflage im Vergleich zur herkömmlichen Punktauflage.
c Abgeschlossene, zentrale Zuführung der Kühlmittel (Wasser, Öl, Luft) an das Werkstück durch ein flexibles dichtes Bauteil, das mit der Halterung und der Werk-zeugaufnahme verbunden ist.
MaschinenaufnahmeIn sich abgeschlossene, zentrale Zuführung der Kühlflüssigkeit an das Werkstück Buchse Passscheibe Dichtungsring
Klemmring
Werkzeugaufnahme
Radialausgleich mit Kupplungsscheibe
Winkelausgleich mit Kugelscheibe
266
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
MAPAL Pendelhalter
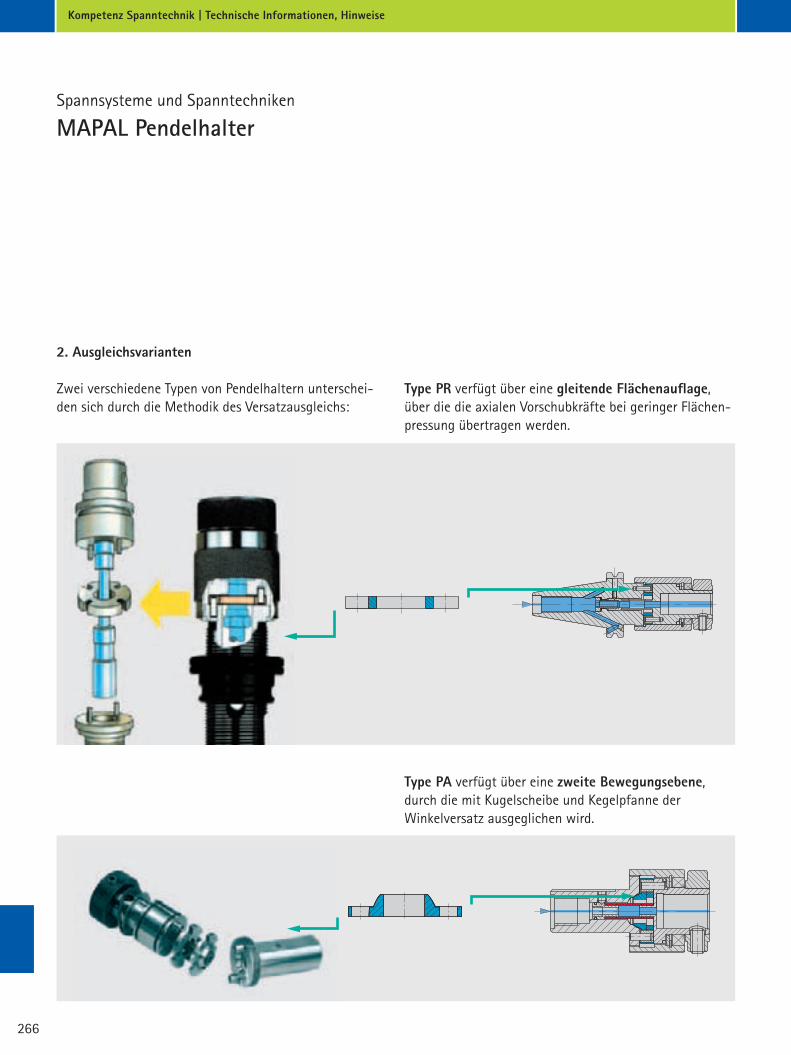
2. Ausgleichsvarianten
Zwei verschiedene Typen von Pendelhaltern unterschei-den sich durch die Methodik des Versatzausgleichs:
Type PA verfügt über eine zweite Bewegungsebene, durch die mit Kugelscheibe und Kegelpfanne der Winkelversatz ausgeglichen wird.
Type PR verfügt über eine gleitende Flächenauflage, über die die axialen Vorschubkräfte bei geringer Flächen-pressung übertragen werden.
267
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
MAPAL Pendelhalter
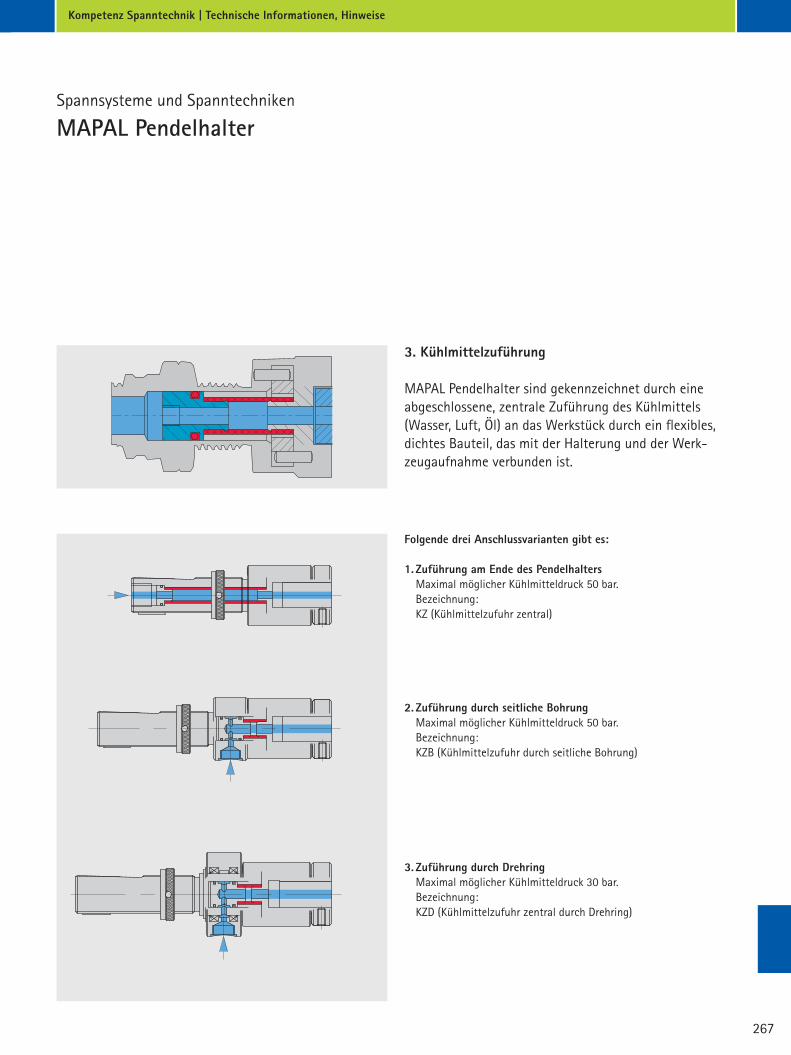
3. Kühlmittelzuführung
MAPAL Pendelhalter sind gekennzeichnet durch eine abgeschlossene, zentrale Zuführung des Kühlmittels (Wasser, Luft, Öl) an das Werkstück durch ein flexibles, dichtes Bauteil, das mit der Halterung und der Werk-zeugaufnahme verbunden ist.
Folgende drei Anschlussvarianten gibt es:
1. Zuführung am Ende des Pendelhalters Maximal möglicher Kühlmitteldruck 50 bar. Bezeichnung: KZ (Kühlmittelzufuhr zentral)
2. Zuführung durch seitliche Bohrung Maximal möglicher Kühlmitteldruck 50 bar. Bezeichnung:
KZB (Kühlmittelzufuhr durch seitliche Bohrung)
3. Zuführung durch Drehring Maximal möglicher Kühlmitteldruck 30 bar. Bezeichnung:
KZD (Kühlmittelzufuhr zentral durch Drehring)
268
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
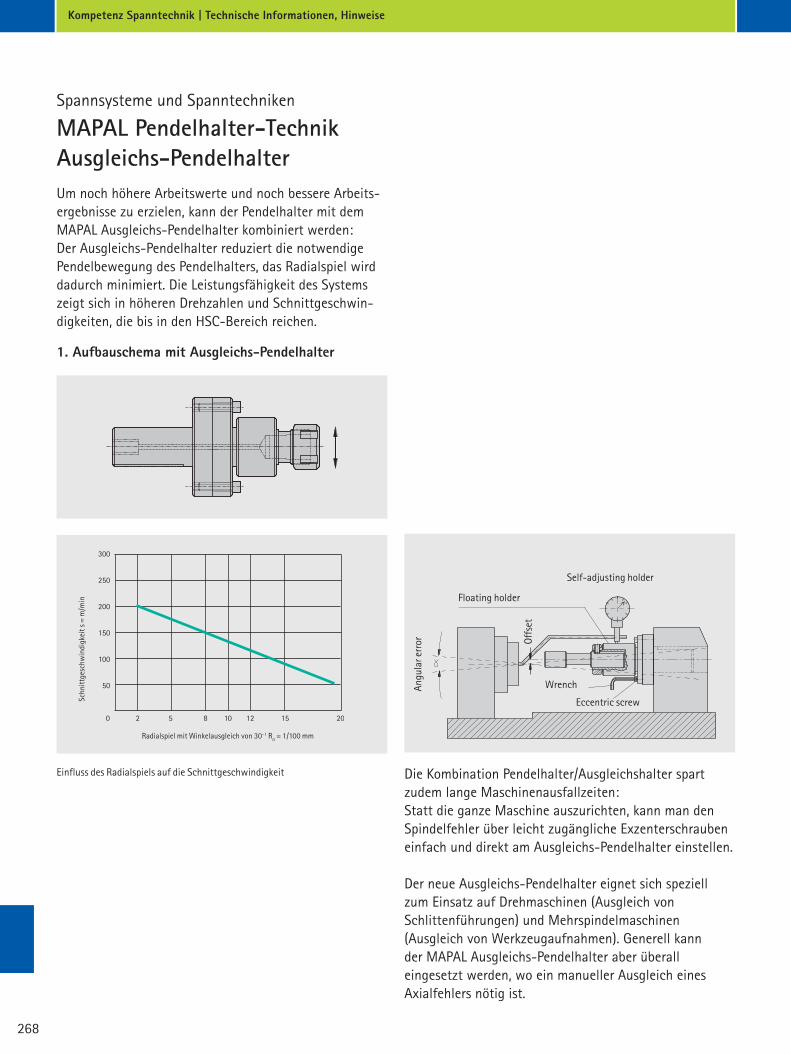
MAPAL Pendelhalter-Technik Ausgleichs-PendelhalterUm noch höhere Arbeitswerte und noch bessere Arbeits-ergebnisse zu erzielen, kann der Pendelhalter mit dem MAPAL Ausgleichs-Pendelhalter kombiniert werden: Der Ausgleichs-Pendelhalter reduziert die notwendige Pendelbewegung des Pendelhalters, das Radialspiel wird dadurch minimiert. Die Leistungsfähigkeit des Systems zeigt sich in höheren Drehzahlen und Schnittgeschwin-digkeiten, die bis in den HSC-Bereich reichen.
Die Kombination Pendelhalter/Ausgleichshalter spart zudem lange Maschinenausfallzeiten: Statt die ganze Maschine auszurichten, kann man den Spindelfehler über leicht zugängliche Exzenterschrauben einfach und direkt am Ausgleichs-Pendelhalter einstellen.
Der neue Ausgleichs-Pendelhalter eignet sich speziell zum Einsatz auf Drehmaschinen (Ausgleich von Schlittenführungen) und Mehrspindelmaschinen (Ausgleich von Werkzeugaufnahmen). Generell kann der MAPAL Ausgleichs-Pendelhalter aber überall eingesetzt werden, wo ein manueller Ausgleich eines Axialfehlers nötig ist.
1. Aufbauschema mit Ausgleichs-Pendelhalter
Schn
ittge
schw
indi
gkei
t s =
m/m
in
Radialspiel mit Winkelausgleich von 30–1 R0 = 1/100 mm
Einfluss des Radialspiels auf die Schnittgeschwindigkeit
Angu
lar e
rror
Floating holder
Self-adjusting holder
Wrench
Eccentric screw
Off
set

269
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
MAPAL Pendelhalter
Einfache Bauweise, störungsfreie Funktion
Mit Reibahlen lassen sich die Maßgenauigkeit und Ober-flächengüte einer Bohrung verbessern. Hierzu stützen sich die Reibahlen mit ihren Führungselementen an der Bohrwand ab. Dies gilt sowohl für mehrschneidige Reibahlen als auch für Werkzeuge nach dem Einschnei-denprinzip.
Die Übereinstimmung der Vorbohrung mit der Werkzeug-achse ist Voraussetzung für die einwandfreie Funktion beider Werkzeugausführungen. Diese Bedingung ist in vielen Fällen nicht erfüllt. So entsteht zum Beispiel beim
Vorteile:
c Lange Standzeiten, auch bei hohen Vorschub- geschwindigkeiten, durch störungsfreien Betrieb
c Gleichbleibende Serienergebnissec Verringerung von Ausschuss und Nacharbeitenc Kleiner Abstand bei Mehrspindeleinsatz durch
schlanke Bauform und geringen Kopfdurchmesserc Vorteilhaft bei hohen Drehzahlenc Keine Verschleißteile, daher keine kostenintensive
Ersatzteilhaltung
Bearbeiten in mehreren Aufspannungen sowie häufig beim einfachen Werkzeugwechsel ein Takt- und Positionsfehler und somit ein Versatz zwischen Werk-zeug und Werkstück.
Das MAPAL Pendelhalterprogramm „System Wellach“ wurde für den optimalen Einsatz von Hochgeschwin- digkeitsreibahlen konzipiert und kompensiert diesen Achs- und Winkelversatz.
270
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Spannsysteme und Spanntechniken
MAPAL Pendelhalter-TechnikAusgleichs-Pendelhalter
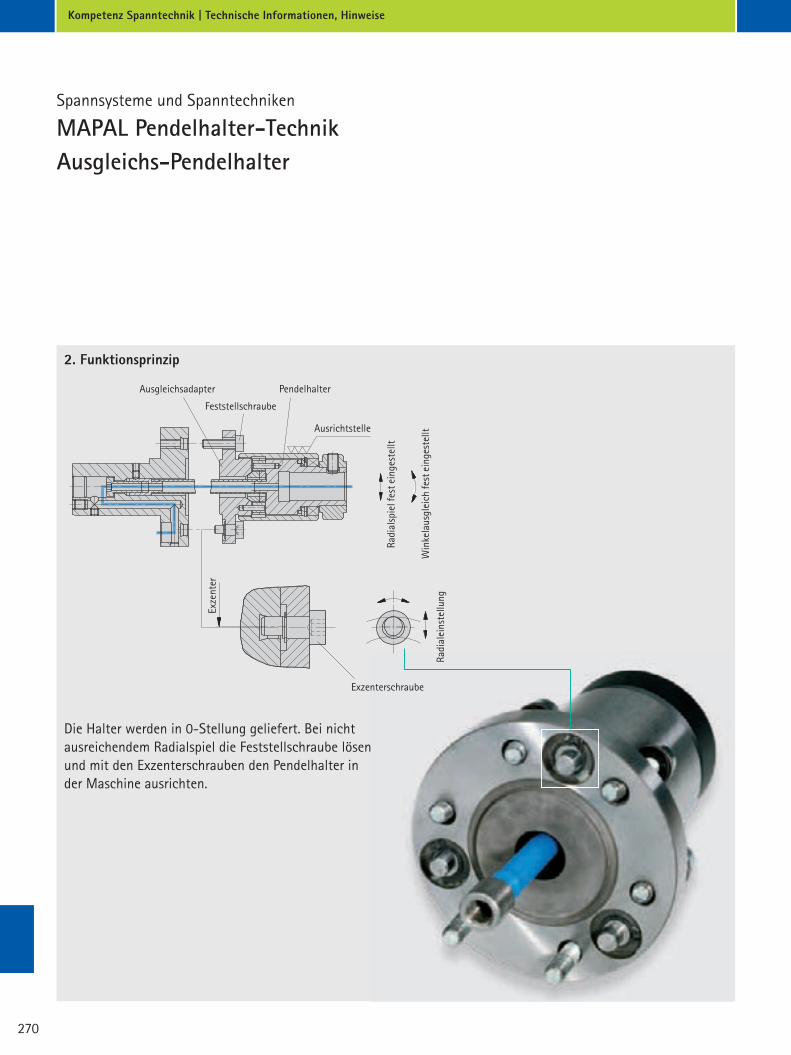
2. Funktionsprinzip
Radi
alei
nste
llung
Pendelhalter
Ausrichtstelle
Feststellschraube
Exzenterschraube
Exze
nter
Win
kela
usgl
eich
fest
ein
gest
ellt
Radi
alsp
iel f
est e
inge
stel
ltAusgleichsadapter
Die Halter werden in 0-Stellung geliefert. Bei nicht ausreichendem Radialspiel die Feststellschraube lösen und mit den Exzenterschrauben den Pendelhalter in der Maschine ausrichten.
271
Kompetenz Spanntechnik | Technische Informationen, Hinweise
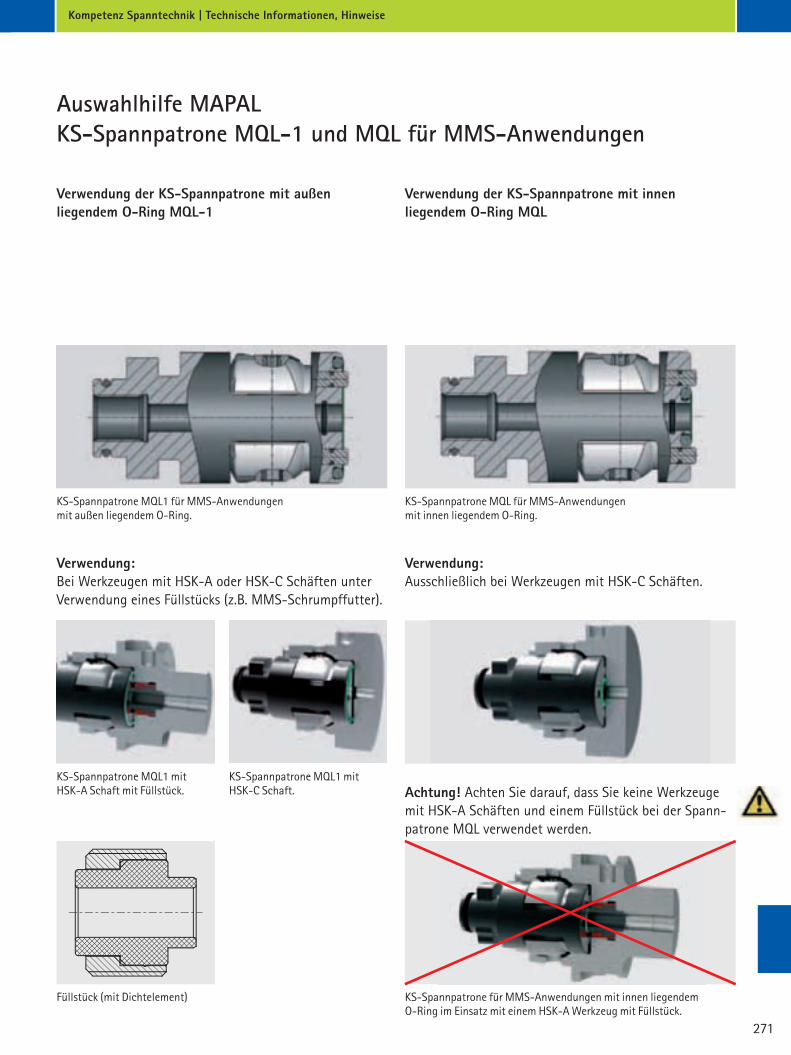
Auswahlhilfe MAPAL KS-Spannpatrone MQL-1 und MQL für MMS-Anwendungen
Verwendung der KS-Spannpatrone mit innen liegendem O-Ring MQL
Verwendung:Ausschließlich bei Werkzeugen mit HSK-C Schäften.
Achtung! Achten Sie darauf, dass Sie keine Werkzeuge mit HSK-A Schäften und einem Füllstück bei der Spann-patrone MQL verwendet werden.
Verwendung:Bei Werkzeugen mit HSK-A oder HSK-C Schäften unter Verwendung eines Füllstücks (z.B. MMS-Schrumpffutter).
Verwendung der KS-Spannpatrone mit außen liegendem O-Ring MQL-1
KS-Spannpatrone MQL für MMS-Anwendungen mit innen liegendem O-Ring.
KS-Spannpatrone MQL1 für MMS-Anwendungen mit außen liegendem O-Ring.
KS-Spannpatrone MQL1 mit HSK-A Schaft mit Füllstück.
KS-Spannpatrone MQL1 mit HSK-C Schaft.
Füllstück (mit Dichtelement) KS-Spannpatrone für MMS-Anwendungen mit innen liegendem O-Ring im Einsatz mit einem HSK-A Werkzeug mit Füllstück.

272
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Maschinenseitige Anbindungsmöglichkeiten der KS-Spannpatrone für MMS-Anwendungen
Adapterrohr mit Bohrungsübergang 1 Kanal
Übergabe des Aerosols in der Spann-patrone. Das spindelseitige Überga-beelement ragt in die Spannpatrone. Die Abdichtung erfolgt im Bohrungs-übergang des Adapterrohrs.
Adapterrohr mit Zapfenübergang
Die Übergabe des Aerosols von der Spindel an das Spannzeug erfolgt außerhalb der Spannpatrone. Das Adapterrohr ragt aus der Spann- patrone heraus und dichtet zur Spindel ab.
Blindstopfen
Zur Verwendung mit KS-Spannpa-tronen für MMS-Anwendungen, wenn diese ohne Adapterrohr verwendet werden. Ein Übergabe-element transportiert das Aerosol von der Mischanlage direkt zum Werkzeug.
273
Kompetenz Spanntechnik | Technische Informationen, Hinweise
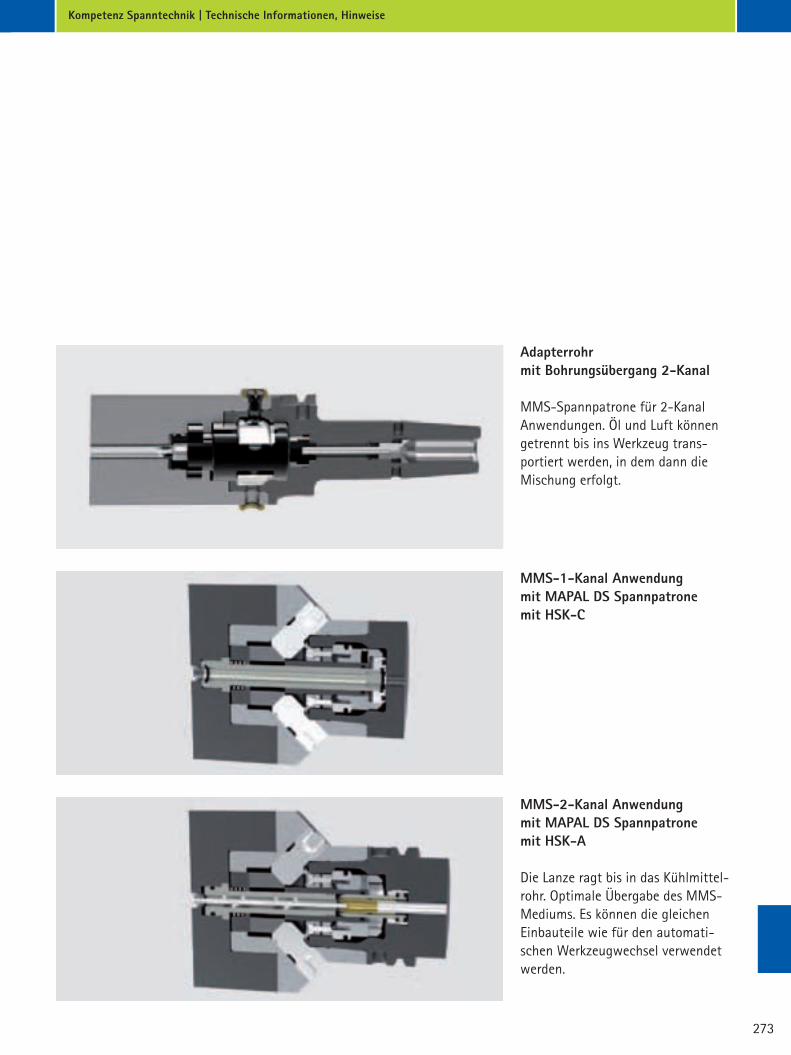
Adapterrohr mit Bohrungsübergang 2-Kanal
MMS-Spannpatrone für 2-Kanal Anwendungen. Öl und Luft können getrennt bis ins Werkzeug trans-portiert werden, in dem dann die Mischung erfolgt.
MMS-1-Kanal Anwendung mit MAPAL DS Spannpatrone mit HSK-C
MMS-2-Kanal Anwendung mit MAPAL DS Spannpatrone mit HSK-A
Die Lanze ragt bis in das Kühlmittel-rohr. Optimale Übergabe des MMS-Mediums. Es können die gleichen Einbauteile wie für den automati-schen Werkzeugwechsel verwendet werden.

274
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Übersicht manuelle HSK-Spanneinheiten
Betätigungsart 3-4 Umdrehungen mit Drehmomentschlüssel
3-4 Umdrehungen mit Drehmomentschlüssel
3-4 Umdrehungen mit Drehmomentschlüssel
3-4 Umdrehungen mit Drehmomentschlüssel
3-4 Umdrehungen mit Drehmomentschlüssel
360°-Schraubantrieb mit Drehmomentschlüssel
Betätigungsstelle (HSK 63)
radial, 9 mm hinter Planfläche radial, 9 mm hinter Planfläche radial, 9 mm hinter Planfläche radial, 9 mm hinter Planfläche 33 mm hinter Planfläche unter 45° zentral von vorne oder hinten
Spannkraft (HSK 63)
30 kN 30 kN 30 kN 30 kN 25 kN 25 kN
Betätigungsmoment(HSK 63)
20 Nm 20 Nm 20 Nm 20 Nm ca. 40 Nm 40 Nm
Zentraler Durchgang (HSK 63)
2 x ø 6 mm IKZ auf HSK-C-Werkzeuge und HSK-A-Werkzeuge ohne Kühlmittelrohr
2 x ø 6 mm
IKZ bis 150 bar auf HSK-C-Werkzeuge und HSK-A-Werkzeuge ohne Kühl-mittelrohr
ø 6 mm zentral ø 6 mm zentral ø 12 mm zentral
IKZ auf HSK-C-Werkzeugen und HSK-A-Werkzeugen mit oder ohne Kühlmittelrohr
ø 4 mm
IKZ auf Anfrage
Spindeldirekteinbau ja ja ja ja ja ja
Spannbare HSK-Ausführungen
HSK-AHSK-BHSK-C
HSK-DHSK-T
HSK-A HSK-B HSK-C
HSK-D HSK-T
HSK-A HSK-B HSK-C
HSK-D HSK-T
HSK-A HSK-B HSK-C
HSK-D HSK-T
HSK-A HSK-B HSK-C HSK-D
HSK-E HSK-F HSK-T
HSK-A HSK-B HSK-C HSK-D
HSK-E HSK-F HSK-T
HSK-Baugrößen HSK 32 bis HSK 100 HSK 32 bis HSK 100 HSK 40 bis HSK 100 HSK 40 bis HSK 100 HSK 32 bis HSK 100 HSK 32 bis HSK 100
Einsatzgebiet Das bewährte Standardsystemfür nahezu jede Anwendung
Die Lösung für hohe Kühlmitteldrücke KS-Patrone mit zentralem Durchgang für MMS Anwendungen
KS-Patrone mit zentralem Durchgang für MMS Anwendungen
Die Lösung bei sehr engen Spindelabständen mit großem zentralem Durchgang
Ideal zum Spannen von scheibenförmigen Werkzeugen (Schleifscheiben, Sägeblätter, etc.)
Spannsysteme KS-Spannpatrone Standard
KS-Spannpatrone Hochdruck
KS-Spannpatrone MQL1
KS-Spannpatrone MMS MQL
DS-Diagonalspannpatrone AX-Axialspannpatrone
Hinweis: Weitere HSK-Baugrößen auf Anfrage erhältlich.

275
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Betätigungsart 3-4 Umdrehungen mit Drehmomentschlüssel
3-4 Umdrehungen mit Drehmomentschlüssel
3-4 Umdrehungen mit Drehmomentschlüssel
3-4 Umdrehungen mit Drehmomentschlüssel
3-4 Umdrehungen mit Drehmomentschlüssel
360°-Schraubantrieb mit Drehmomentschlüssel
Betätigungsstelle (HSK 63)
radial, 9 mm hinter Planfläche radial, 9 mm hinter Planfläche radial, 9 mm hinter Planfläche radial, 9 mm hinter Planfläche 33 mm hinter Planfläche unter 45° zentral von vorne oder hinten
Spannkraft (HSK 63)
30 kN 30 kN 30 kN 30 kN 25 kN 25 kN
Betätigungsmoment(HSK 63)
20 Nm 20 Nm 20 Nm 20 Nm ca. 40 Nm 40 Nm
Zentraler Durchgang (HSK 63)
2 x ø 6 mm IKZ auf HSK-C-Werkzeuge und HSK-A-Werkzeuge ohne Kühlmittelrohr
2 x ø 6 mm
IKZ bis 150 bar auf HSK-C-Werkzeuge und HSK-A-Werkzeuge ohne Kühl-mittelrohr
ø 6 mm zentral ø 6 mm zentral ø 12 mm zentral
IKZ auf HSK-C-Werkzeugen und HSK-A-Werkzeugen mit oder ohne Kühlmittelrohr
ø 4 mm
IKZ auf Anfrage
Spindeldirekteinbau ja ja ja ja ja ja
Spannbare HSK-Ausführungen
HSK-AHSK-BHSK-C
HSK-DHSK-T
HSK-A HSK-B HSK-C
HSK-D HSK-T
HSK-A HSK-B HSK-C
HSK-D HSK-T
HSK-A HSK-B HSK-C
HSK-D HSK-T
HSK-A HSK-B HSK-C HSK-D
HSK-E HSK-F HSK-T
HSK-A HSK-B HSK-C HSK-D
HSK-E HSK-F HSK-T
HSK-Baugrößen HSK 32 bis HSK 100 HSK 32 bis HSK 100 HSK 40 bis HSK 100 HSK 40 bis HSK 100 HSK 32 bis HSK 100 HSK 32 bis HSK 100
Einsatzgebiet Das bewährte Standardsystemfür nahezu jede Anwendung
Die Lösung für hohe Kühlmitteldrücke KS-Patrone mit zentralem Durchgang für MMS Anwendungen
KS-Patrone mit zentralem Durchgang für MMS Anwendungen
Die Lösung bei sehr engen Spindelabständen mit großem zentralem Durchgang
Ideal zum Spannen von scheibenförmigen Werkzeugen (Schleifscheiben, Sägeblätter, etc.)
Spannsysteme KS-Spannpatrone Standard
KS-Spannpatrone Hochdruck
KS-Spannpatrone MQL1
KS-Spannpatrone MMS MQL
DS-Diagonalspannpatrone AX-Axialspannpatrone
276
✓
Kompetenz Spanntechnik | Technische Informationen, Hinweise
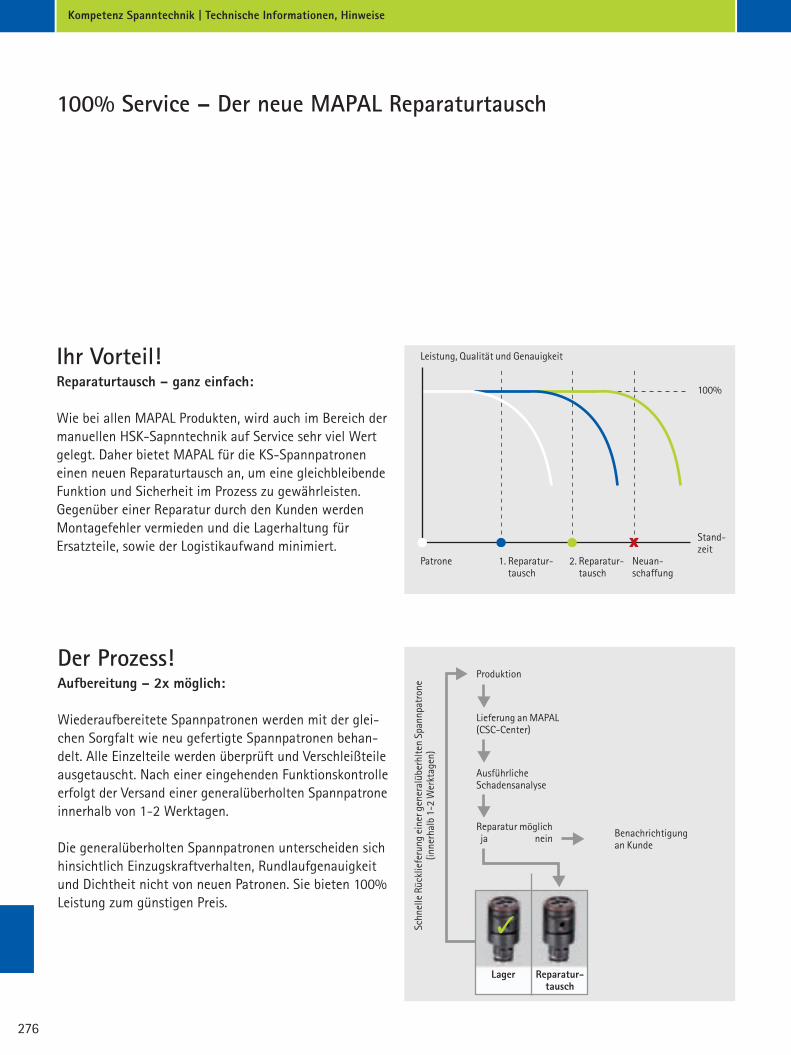
Ihr Vorteil!Reparaturtausch – ganz einfach:
Wie bei allen MAPAL Produkten, wird auch im Bereich der manuellen HSK-Sapnntechnik auf Service sehr viel Wert gelegt. Daher bietet MAPAL für die KS-Spannpatronen einen neuen Reparaturtausch an, um eine gleichbleibende Funktion und Sicherheit im Prozess zu gewährleisten. Gegenüber einer Reparatur durch den Kunden werden Montagefehler vermieden und die Lagerhaltung für Ersatzteile, sowie der Logistikaufwand minimiert.
Der Prozess!Aufbereitung – 2x möglich:
Wiederaufbereitete Spannpatronen werden mit der glei-chen Sorgfalt wie neu gefertigte Spannpatronen behan-delt. Alle Einzelteile werden überprüft und Verschleißteile ausgetauscht. Nach einer eingehenden Funktionskontrolle erfolgt der Versand einer generalüberholten Spannpatrone innerhalb von 1-2 Werktagen.
Die generalüberholten Spannpatronen unterscheiden sich hinsichtlich Einzugskraftverhalten, Rundlaufgenauigkeit und Dichtheit nicht von neuen Patronen. Sie bieten 100% Leistung zum günstigen Preis.
100%
Stand-zeit
Patrone
Leistung, Qualität und Genauigkeit
1. Reparatur- tausch
Produktion
Lieferung an MAPAL (CSC-Center)
AusführlicheSchadensanalyse
Reparatur möglich ja nein Benachrichtigung
an Kunde
Schn
elle
Rüc
klie
feru
ng e
iner
gen
eral
über
hlte
n Sp
annp
atro
ne
(inne
rhal
b 1-
2 W
erkt
agen
)
2. Reparatur- tausch
Neuan- schaffung
100% Service – Der neue MAPAL Reparaturtausch
Lager Reparatur-tausch
277
Kompetenz Spanntechnik | Technische Informationen, Hinweise
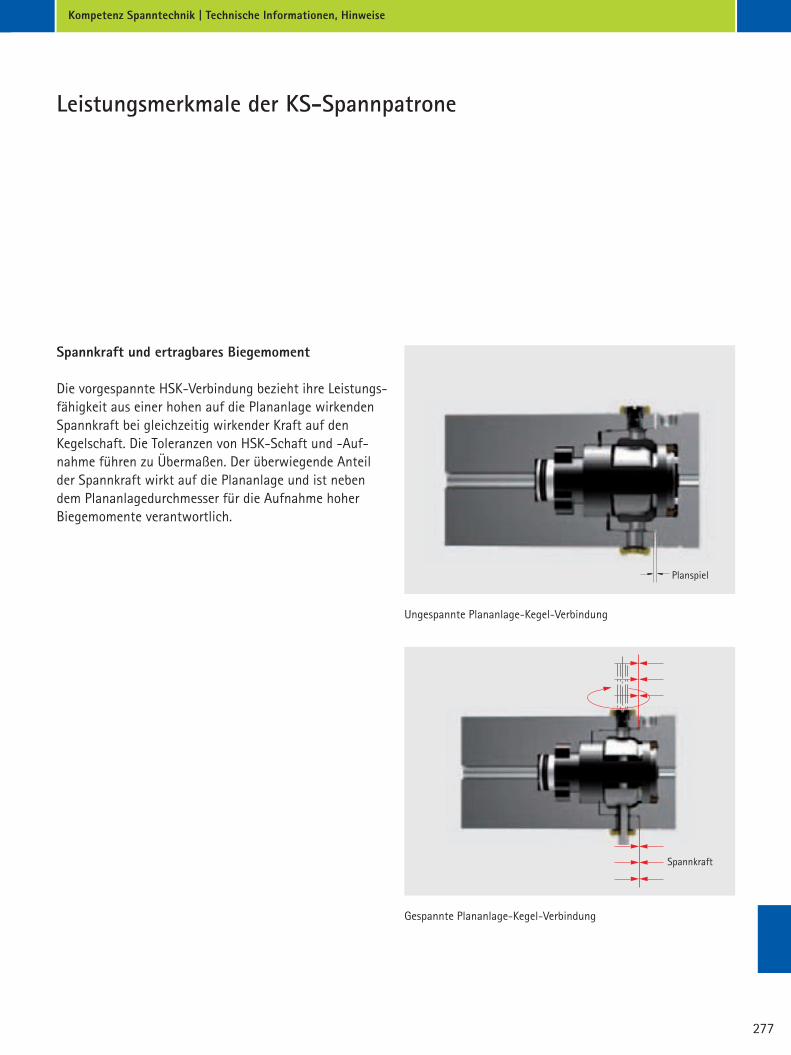
Leistungsmerkmale der KS-Spannpatrone
Spannkraft und ertragbares Biegemoment
Die vorgespannte HSK-Verbindung bezieht ihre Leistungs-fähigkeit aus einer hohen auf die Plananlage wirkenden Spannkraft bei gleichzeitig wirkender Kraft auf den Kegelschaft. Die Toleranzen von HSK-Schaft und -Auf- nahme führen zu Übermaßen. Der überwiegende Anteil der Spannkraft wirkt auf die Plananlage und ist neben dem Plananlagedurchmesser für die Aufnahme hoher Biegemomente verantwortlich.
Ungespannte Plananlage-Kegel-Verbindung
Gespannte Plananlage-Kegel-Verbindung
Planspiel
Spannkraft
278
Kompetenz Spanntechnik | Technische Informationen, Hinweise
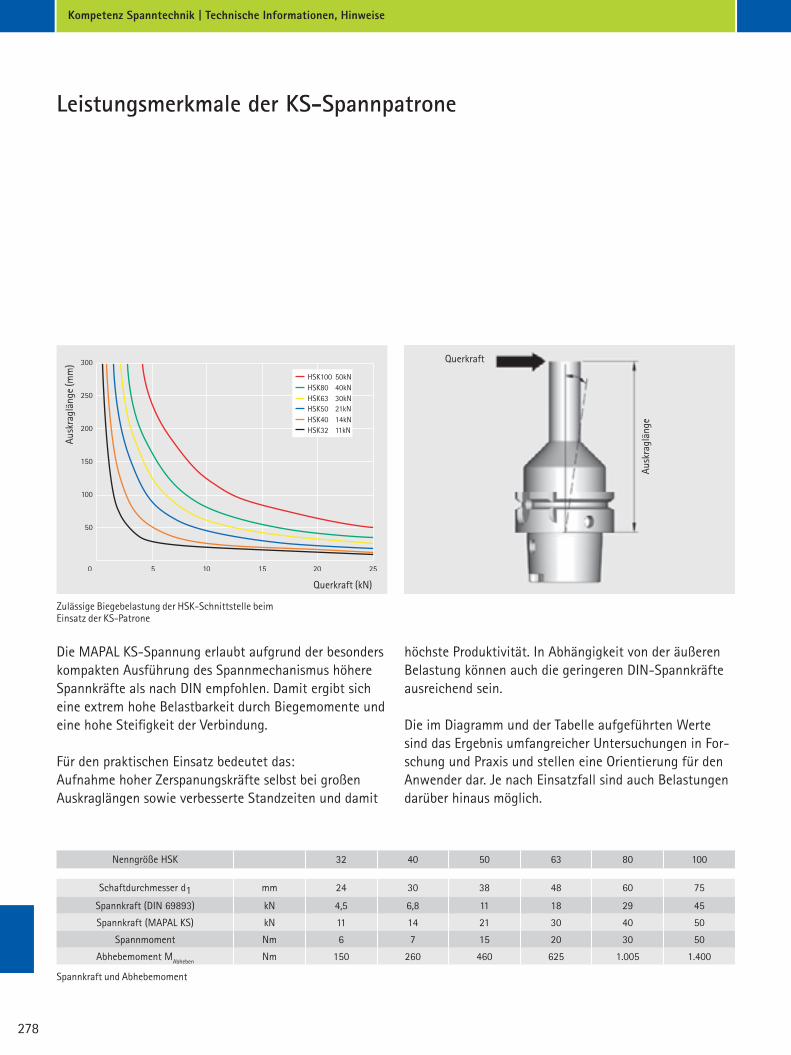
Zulässige Biegebelastung der HSK-Schnittstelle beim Einsatz der KS-Patrone
Spannkraft und Abhebemoment
Ausk
ragl
änge
(mm
)
Querkraft (kN)
Schaftdurchmesser d1 mm 24 30 38 48 60 75
Spannkraft (DIN 69893) kN 4,5 6,8 11 18 29 45
Spannkraft (MAPAL KS) kN 11 14 21 30 40 50
Spannmoment Nm 6 7 15 20 30 50
Abhebemoment MAbheben Nm 150 260 460 625 1.005 1.400
Nenngröße HSK 32 40 50 63 80 100
Die MAPAL KS-Spannung erlaubt aufgrund der besonders kompakten Ausführung des Spannmechanismus höhere Spannkräfte als nach DIN empfohlen. Damit ergibt sich eine extrem hohe Belastbarkeit durch Biegemomente und eine hohe Steifigkeit der Verbindung.
Für den praktischen Einsatz bedeutet das: Aufnahme hoher Zerspanungskräfte selbst bei großen Auskraglängen sowie verbesserte Standzeiten und damit
höchste Produktivität. In Abhängigkeit von der äußeren Belastung können auch die geringeren DIN-Spannkräfte ausreichend sein.
Die im Diagramm und der Tabelle aufgeführten Werte sind das Ergebnis umfangreicher Untersuchungen in For-schung und Praxis und stellen eine Orientierung für den Anwender dar. Je nach Einsatzfall sind auch Belastungen darüber hinaus möglich.
Leistungsmerkmale der KS-Spannpatrone
Querkraft
Ausk
ragl
änge
Md
279
Kompetenz Spanntechnik | Technische Informationen, Hinweise
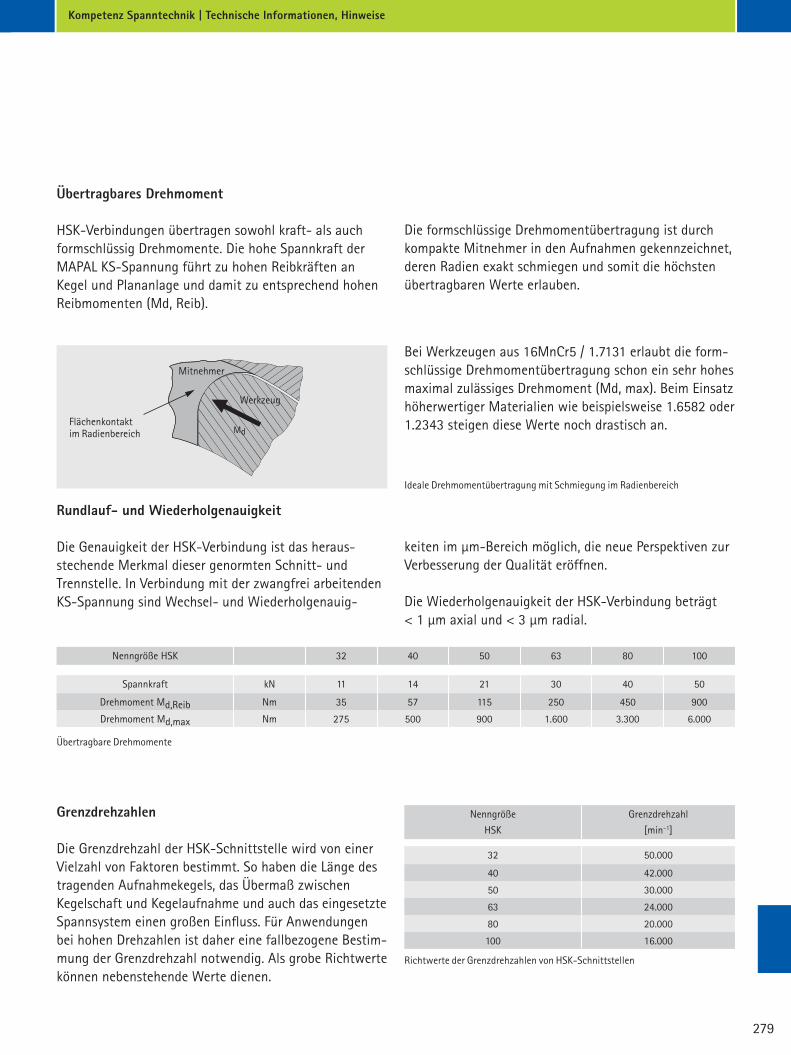
Übertragbares Drehmoment
HSK-Verbindungen übertragen sowohl kraft- als auch formschlüssig Drehmomente. Die hohe Spannkraft der MAPAL KS-Spannung führt zu hohen Reibkräften an Kegel und Plananlage und damit zu entsprechend hohen Reibmomenten (Md, Reib).
Übertragbare Drehmomente
Die formschlüssige Drehmomentübertragung ist durch kompakte Mitnehmer in den Aufnahmen gekennzeichnet, deren Radien exakt schmiegen und somit die höchsten übertragbaren Werte erlauben.
Spannkraft kN 11 14 21 30 40 50
Drehmoment Md,Reib Nm 35 57 115 250 450 900
Drehmoment Md,max Nm 275 500 900 1.600 3.300 6.000
Nenngröße HSK 32 40 50 63 80 100
Bei Werkzeugen aus 16MnCr5 / 1.7131 erlaubt die form-schlüssige Drehmomentübertragung schon ein sehr hohes maximal zulässiges Drehmoment (Md, max). Beim Einsatz höherwertiger Materialien wie beispielsweise 1.6582 oder 1.2343 steigen diese Werte noch drastisch an.
Rundlauf- und Wiederholgenauigkeit
Die Genauigkeit der HSK-Verbindung ist das heraus-stechende Merkmal dieser genormten Schnitt- und Trennstelle. In Verbindung mit der zwangfrei arbeitenden KS-Spannung sind Wechsel- und Wiederholgenauig-
keiten im µm-Bereich möglich, die neue Perspektiven zur Verbesserung der Qualität eröffnen.
Die Wiederholgenauigkeit der HSK-Verbindung beträgt < 1 µm axial und < 3 µm radial.
Mitnehmer
Flächenkontakt im Radienbereich
Werkzeug
Ideale Drehmomentübertragung mit Schmiegung im Radienbereich
Grenzdrehzahlen
Die Grenzdrehzahl der HSK-Schnittstelle wird von einer Vielzahl von Faktoren bestimmt. So haben die Länge des tragenden Aufnahmekegels, das Übermaß zwischen Kegelschaft und Kegelaufnahme und auch das eingesetzte Spannsystem einen großen Einfluss. Für Anwendungen bei hohen Drehzahlen ist daher eine fallbezogene Bestim-mung der Grenzdrehzahl notwendig. Als grobe Richtwerte können nebenstehende Werte dienen.
32 50.000
40 42.000
50 30.000
63 24.000
80 20.000
100 16.000
Richtwerte der Grenzdrehzahlen von HSK-Schnittstellen
Nenngröße
HSK
Grenzdrehzahl
[min–1]

280
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Einbau der KS-Spannpatrone in Maschinenspindel, Spannfutter oder Adapter mittels Montagezange
Benennung der einzelnen Komponenten der KS-Montagezange
Hinweise:Verwenden Sie für die KS-Spannpatrone in der Standard- und Hochdruckausführung ausschließlich die KS-Mon-tagezange für Standard- und Hochdruckausführung mit dem Schwert.
Verwenden Sie für die KS-Spannpatrone in der MMS-Ausführung ausschließlich die KS-Montagezange für die MMS-Ausführung mit den zwei Pins.
1. Öffnen Sie die Greifbacken der KS-Montagezange, indem Sie den Kugelkopf nach unten drücken.
2. Halten Sie den Kugelkopf gedrückt.
Hinweise:Achten Sie darauf, dass die Greifbacken der KS-Montage-zange geöffnet sind und dass das Schwert der KS-Spann-patrone bei Standard- und Hochdruckausführung in die Scheide passt.
3. Setzen Sie die KS-Spannpatrone in die KS-Montage- zange ein. 4. Lassen Sie den Kugelkopf los.
Ergebnis:Die KS-Spannpatrone ist mit der KS-Montagezange verbunden.
Öffnen der KS-Montagezange
Einsetzen der KS-Spannpatrone in die KS-Montagezange
Einzelne Komponenten der KS- Montagezange für Standard- und Hoch-druckausführung
Greifbacken
Schwert
Kugelkopf
281
Kompetenz Spanntechnik | Technische Informationen, Hinweise
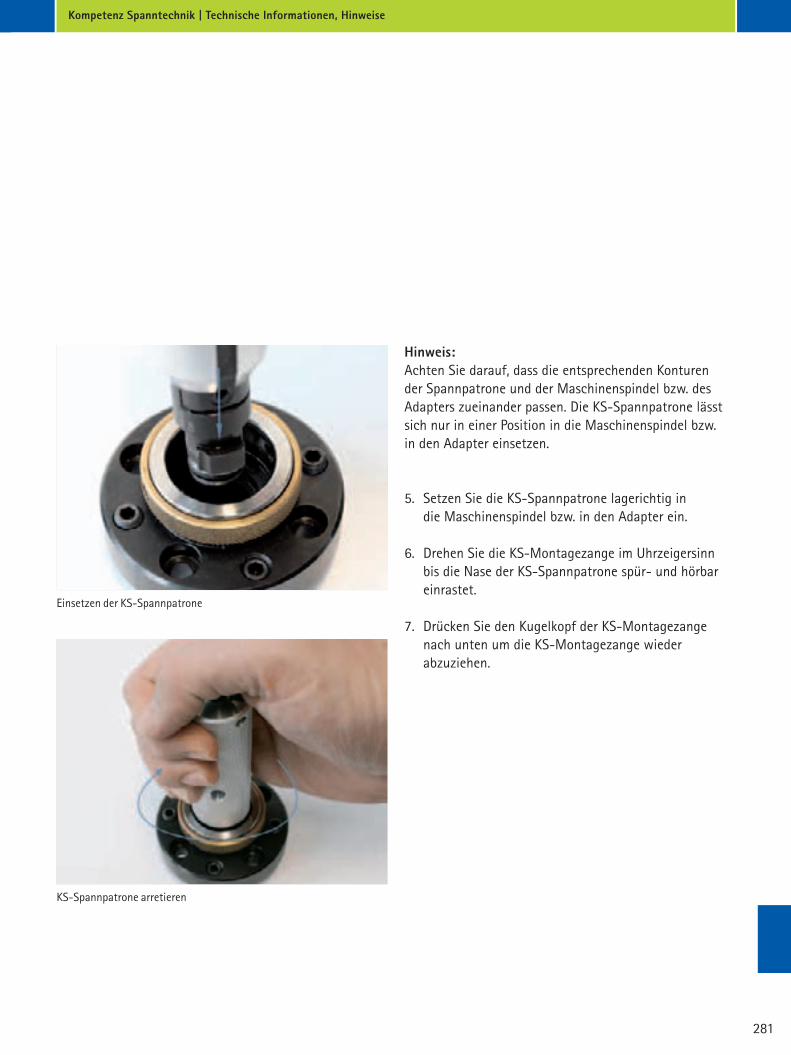
Hinweis:Achten Sie darauf, dass die entsprechenden Konturen der Spannpatrone und der Maschinenspindel bzw. des Adapters zueinander passen. Die KS-Spannpatrone lässt sich nur in einer Position in die Maschinenspindel bzw. in den Adapter einsetzen.
5. Setzen Sie die KS-Spannpatrone lagerichtig in die Maschinenspindel bzw. in den Adapter ein.
6. Drehen Sie die KS-Montagezange im Uhrzeigersinn bis die Nase der KS-Spannpatrone spür- und hörbar einrastet.
7. Drücken Sie den Kugelkopf der KS-Montagezange nach unten um die KS-Montagezange wieder abzuziehen.
Einsetzen der KS-Spannpatrone
KS-Spannpatrone arretieren
282
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Einbau der KS-Spannpatrone in Maschinenspindel, Spannfutter oder Adapter mittels Montageschlüssel
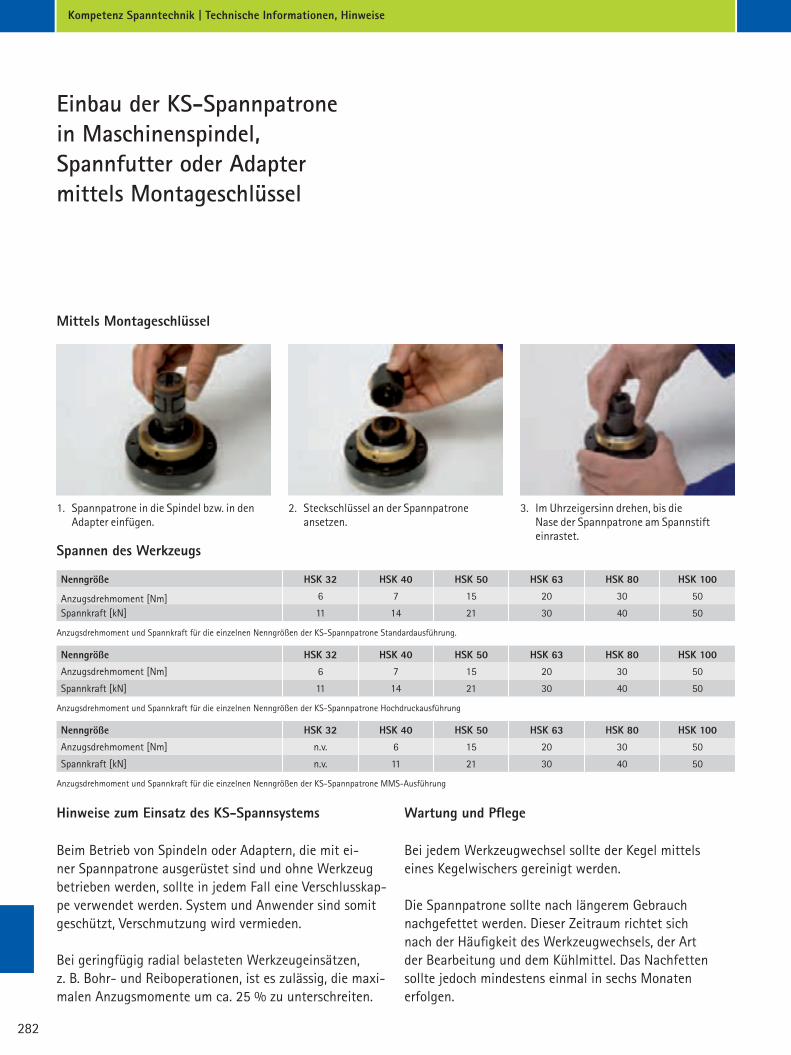
Mittels Montageschlüssel
1. Spannpatrone in die Spindel bzw. in den Adapter einfügen.
2. Steckschlüssel an der Spannpatrone ansetzen.
3. Im Uhrzeigersinn drehen, bis die Nase der Spannpatrone am Spannstift einrastet.
Hinweise zum Einsatz des KS-Spannsystems
Spannen des Werkzeugs
Wartung und Pflege
Beim Betrieb von Spindeln oder Adaptern, die mit ei-ner Spannpatrone ausgerüstet sind und ohne Werkzeug betrieben werden, sollte in jedem Fall eine Verschlusskap-pe verwendet werden. System und Anwender sind somit geschützt, Verschmutzung wird vermieden.
Bei geringfügig radial belasteten Werkzeugeinsätzen, z. B. Bohr- und Reiboperationen, ist es zulässig, die maxi-malen Anzugsmomente um ca. 25 % zu unterschreiten.
Bei jedem Werkzeugwechsel sollte der Kegel mittels eines Kegelwischers gereinigt werden.
Die Spannpatrone sollte nach längerem Gebrauch nachgefettet werden. Dieser Zeitraum richtet sich nach der Häufigkeit des Werkzeugwechsels, der Art der Bearbeitung und dem Kühlmittel. Das Nachfetten sollte jedoch mindestens einmal in sechs Monaten erfolgen.
Anzugsdrehmoment und Spannkraft für die einzelnen Nenngrößen der KS-Spannpatrone Standardausführung.
Anzugsdrehmoment und Spannkraft für die einzelnen Nenngrößen der KS-Spannpatrone Hochdruckausführung
Anzugsdrehmoment und Spannkraft für die einzelnen Nenngrößen der KS-Spannpatrone MMS-Ausführung
Nenngröße HSK 32 HSK 40 HSK 50 HSK 63 HSK 80 HSK 100
Anzugsdrehmoment [Nm] 6 7 15 20 30 50
Spannkraft [kN] 11 14 21 30 40 50
Nenngröße HSK 32 HSK 40 HSK 50 HSK 63 HSK 80 HSK 100
Anzugsdrehmoment [Nm] 6 7 15 20 30 50
Spannkraft [kN] 11 14 21 30 40 50
Nenngröße HSK 32 HSK 40 HSK 50 HSK 63 HSK 80 HSK 100
Anzugsdrehmoment [Nm] n.v. 6 15 20 30 50
Spannkraft [kN] n.v. 11 21 30 40 50

283
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Einstell- und Handhabungshinweise
KS-Vorsatzflansch1. Montage und Ausrichtung des KS-Vorsatzflansches mit Radialausrichtung
1. Kegel und Planflächen von Vorsatzflansch und Adapter reinigen.
2. Vorsatzflansch einfügen. Befestigungsschrauben mit 50 % des vorgegebenen Anzugsmoments anziehen (siehe Tabelle Seite 284).
4. Prüfdorn bzw. Werkzeug einsetzen und mittels Spannschraube befestigen.
3. Kegel und Planfläche von Prüfdorn bzw. Werkzeug reinigen.
284
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Einstell- und Handhabungshinweise
KS-Vorsatzflansch
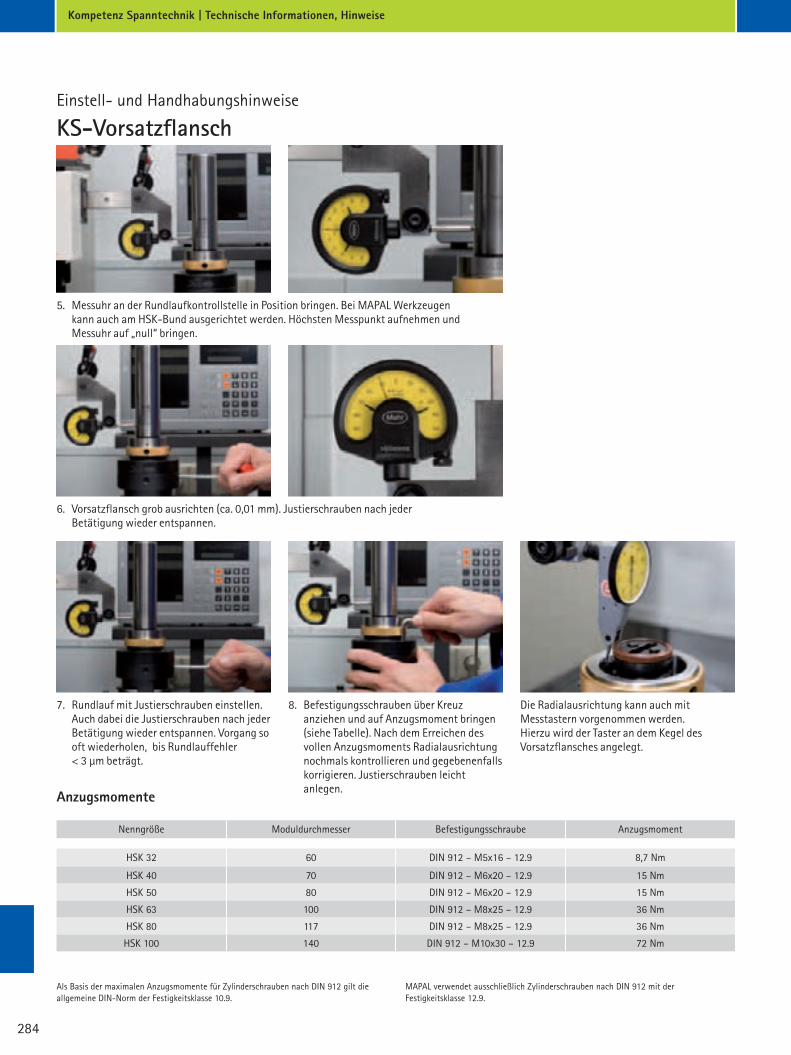
6. Vorsatzflansch grob ausrichten (ca. 0,01 mm). Justierschrauben nach jeder Betätigung wieder entspannen.
7. Rundlauf mit Justierschrauben einstellen. Auch dabei die Justierschrauben nach jeder Betätigung wieder entspannen. Vorgang so oft wiederholen, bis Rundlauffehler < 3 µm beträgt.
8. Befestigungsschrauben über Kreuz anziehen und auf Anzugsmoment bringen (siehe Tabelle). Nach dem Erreichen des vollen Anzugsmoments Radialausrichtung nochmals kontrollieren und gegebenenfalls korrigieren. Justierschrauben leicht anlegen.
Die Radialausrichtung kann auch mit Messtastern vorgenommen werden. Hierzu wird der Taster an dem Kegel des Vorsatzflansches angelegt.
Nenngröße Moduldurchmesser Befestigungsschraube Anzugsmoment
Anzugsmomente
Als Basis der maximalen Anzugsmomente für Zylinderschrauben nach DIN 912 gilt die allgemeine DIN-Norm der Festigkeitsklasse 10.9.
MAPAL verwendet ausschließlich Zylinderschrauben nach DIN 912 mit der Festigkeitsklasse 12.9.
5. Messuhr an der Rundlaufkontrollstelle in Position bringen. Bei MAPAL Werkzeugen kann auch am HSK-Bund ausgerichtet werden. Höchsten Messpunkt aufnehmen und Messuhr auf „null“ bringen.
HSK 32 60 DIN 912 – M5x16 – 12.9 8,7 Nm
HSK 40 70 DIN 912 – M6x20 – 12.9 15 Nm
HSK 50 80 DIN 912 – M6x20 – 12.9 15 Nm
HSK 63 100 DIN 912 – M8x25 – 12.9 36 Nm
HSK 80 117 DIN 912 – M8x25 – 12.9 36 Nm
HSK 100 140 DIN 912 – M10x30 – 12.9 72 Nm
285
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Einstell- und Handhabungshinweise
KS-Vorsatzflansch
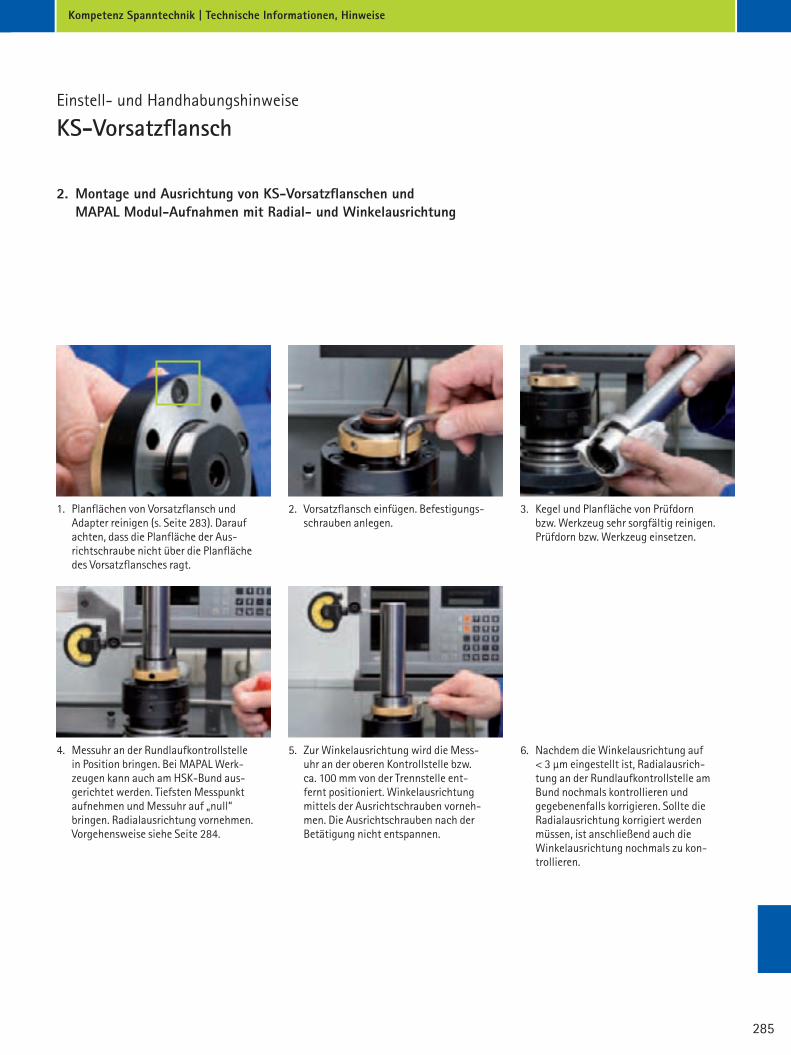
2. Montage und Ausrichtung von KS-Vorsatzflanschen und MAPAL Modul-Aufnahmen mit Radial- und Winkelausrichtung
1. Planflächen von Vorsatzflansch und Adapter reinigen (s. Seite 283). Darauf achten, dass die Planfläche der Aus- richtschraube nicht über die Planfläche des Vorsatzflansches ragt.
4. Messuhr an der Rundlaufkontrollstelle in Position bringen. Bei MAPAL Werk- zeugen kann auch am HSK-Bund aus- gerichtet werden. Tiefsten Messpunkt aufnehmen und Messuhr auf „null“ bringen. Radialausrichtung vornehmen. Vorgehensweise siehe Seite 284.
2. Vorsatzflansch einfügen. Befestigungs- schrauben anlegen.
5. Zur Winkelausrichtung wird die Mess- uhr an der oberen Kontrollstelle bzw. ca. 100 mm von der Trennstelle ent- fernt positioniert. Winkelausrichtung mittels der Ausrichtschrauben vorneh- men. Die Ausrichtschrauben nach der Betätigung nicht entspannen.
3. Kegel und Planfläche von Prüfdorn bzw. Werkzeug sehr sorgfältig reinigen. Prüfdorn bzw. Werkzeug einsetzen.
6. Nachdem die Winkelausrichtung auf < 3 µm eingestellt ist, Radialausrich- tung an der Rundlaufkontrollstelle am Bund nochmals kontrollieren und gegebenenfalls korrigieren. Sollte die Radialausrichtung korrigiert werden müssen, ist anschließend auch die Winkelausrichtung nochmals zu kon- trollieren.
286
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Definition, Berechnung, Einfluss und Grenzen des Auswuchtens
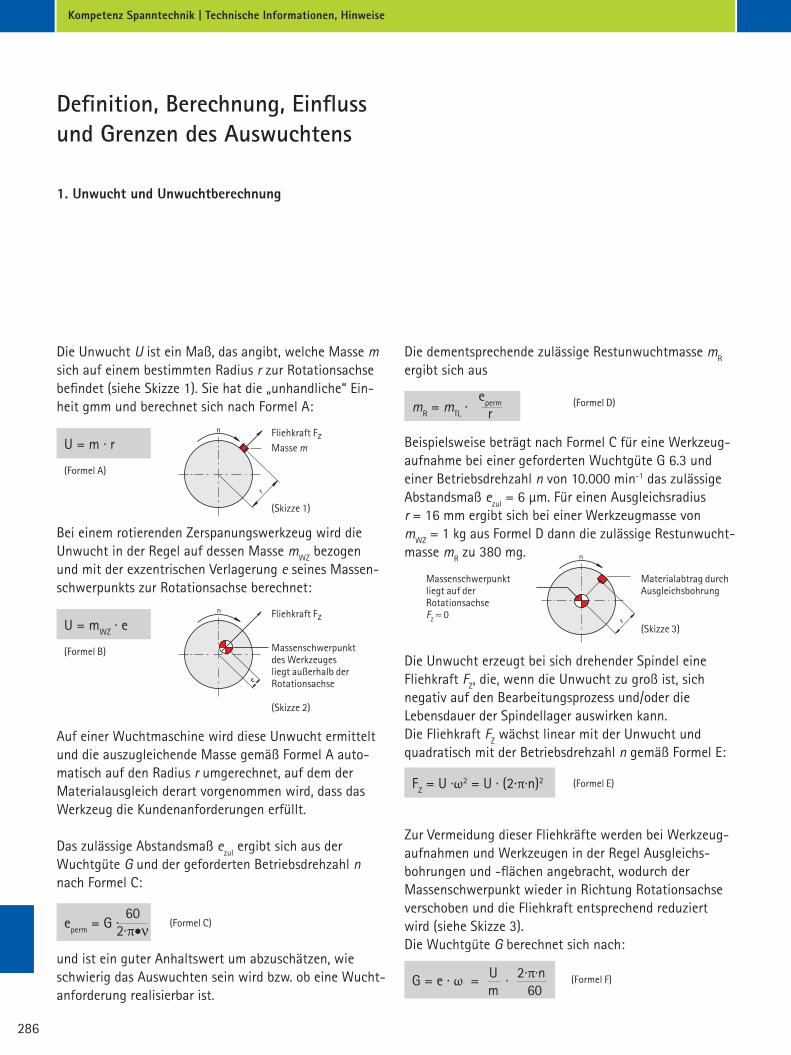
Die Unwucht U ist ein Maß, das angibt, welche Masse m sich auf einem bestimmten Radius r zur Rotationsachse befindet (siehe Skizze 1). Sie hat die „unhandliche“ Ein-heit gmm und berechnet sich nach Formel A:
1. Unwucht und Unwuchtberechnung
Die dementsprechende zulässige Restunwuchtmasse mR ergibt sich aus
Beispielsweise beträgt nach Formel C für eine Werkzeug-aufnahme bei einer geforderten Wuchtgüte G 6.3 und einer Betriebsdrehzahl n von 10.000 min-1 das zulässige Abstandsmaß ezul = 6 µm. Für einen Ausgleichsradius r = 16 mm ergibt sich bei einer Werkzeugmasse von mWZ = 1 kg aus Formel D dann die zulässige Restunwucht- masse mR zu 380 mg.
Bei einem rotierenden Zerspanungswerkzeug wird die Unwucht in der Regel auf dessen Masse mWZ bezogen und mit der exzentrischen Verlagerung e seines Massen-schwerpunkts zur Rotationsachse berechnet:
Die Unwucht erzeugt bei sich drehender Spindel eine Fliehkraft FZ, die, wenn die Unwucht zu groß ist, sich negativ auf den Bearbeitungsprozess und/oder die Lebensdauer der Spindellager auswirken kann.Die Fliehkraft FZ wächst linear mit der Unwucht und quadratisch mit der Betriebsdrehzahl n gemäß Formel E:
Zur Vermeidung dieser Fliehkräfte werden bei Werkzeug-aufnahmen und Werkzeugen in der Regel Ausgleichs-bohrungen und -flächen angebracht, wodurch der Massenschwerpunkt wieder in Richtung Rotationsachse verschoben und die Fliehkraft entsprechend reduziert wird (siehe Skizze 3).Die Wuchtgüte G berechnet sich nach:
Auf einer Wuchtmaschine wird diese Unwucht ermittelt und die auszugleichende Masse gemäß Formel A auto-matisch auf den Radius r umgerechnet, auf dem der Materialausgleich derart vorgenommen wird, dass das Werkzeug die Kundenanforderungen erfüllt.
Das zulässige Abstandsmaß ezul ergibt sich aus der Wuchtgüte G und der geforderten Betriebsdrehzahl n nach Formel C:
U = m · r
U = mWZ · e
FZ = U ·ω2 = U · (2·π·n)2
(Formel A)
(Formel B)
(Formel C)
(Formel D)
(Formel E)
(Formel F)
(Skizze 1)
Fliehkraft Fz
Fliehkraft Fz
Masse m
Massenschwerpunktdes Werkzeuges liegt außerhalb der Rotationsachse
(Skizze 2)
eperm = G · 60
2·π·n
mR = mTL ·eperm
r
Materialabtrag durchAusgleichsbohrung
Massenschwerpunkt liegt auf der RotationsachseFZ ≈ 0
(Skizze 3)
G = e · ω = · U 2·π·n m 60
und ist ein guter Anhaltswert um abzuschätzen, wie schwierig das Auswuchten sein wird bzw. ob eine Wucht-anforderung realisierbar ist.

287
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Definition, Berechnung, Einfluss und Grenzen des Auswuchtens
Ziel des Auswuchten einer Werkzeugaufnahme (mit Werkzeug) muss es sein, eine für den jeweiligen Anwen-dungsfall hin reichende Wuchtgüte sicherzustellen. Dies stellt somit immer einen Kompromiss zwischen dem technisch Machbaren und dem technisch sowie wirtschaftlich Sinnvollen dar.
Generell gilt, dass eine Wuchtforderung sowohl unrea-listisch als auch unrealisierbar ist, wenn das daraus resultierende zulässige Abstandmaß ezul kleiner als die radiale(n) Spanngenauigkeit(en) der verwendeten Werkzeugaufnahme ist.
Für den Hohlschaftkegel (HSK) als die derzeit genauste Schnittstelle liegt dieser Grenzwert bei emin > 2 µm. Mit diesem Wert ergibt sich nach Formel B für eine Werkzeugaufnahme mit ein gespanntem Werkzeug (Gesamtmasse 1.340 g) eine mögliche und nicht zu beeinflussende Unwucht von 2,68 gmm bzw. gemäß Formel F bei einer Betriebsdrehzahl von z. B. 30.000 min-1 eine bestmögliche Wuchtgüte von G 6,3.
2. Wuchtgrenzen
Die gleiche Spann(un)genauigkeit wie beim Einsatz in der Werkzeugmaschinenspindel besteht vorher natürlich auch auf der Wuchtmaschine, so dass schon deshalb eine geringere Restunwucht bzw. eine bessere Wuchtgüte nicht reproduzierbar erreicht werden kann.
Auch die Messgenauigkeit von Wuchtmaschinen, wie sie in der Werkzeugindustrie im Einsatz sind, muss bei dieser Grenzbe trachtung Berücksichtigung finden. Bei der Anzeigeempfindlichkeit von 0,5 gmm einer hochwertigen Wuchtmaschine bedeutet dies eine weitere Mess unsicherheit hinsichtlich der Schwer punkt-verlagerung von 0,5 µm bzw. bezüglich der Wuchtgüte von ∆G 1 bei 30.000 min-1 (Werkzeugmasse 1.340 g).

288
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Definition, Berechnung, Einfluss und Grenzen des Auswuchtens
In diesen Spannfuttern kommen Standardwerkzeuge wie Bohrer und Fräser zum Einsatz, die aufgrund ihrer Spannfläche(n) eine bauartbedingte Unwucht aufweisen. Wuchtet man nun die Aufnahmen für diese Werkzeuge ohne Berücksichtigung dieser Unwucht, so überträgt sich die gesamte Unwucht des Einsteckwerkzeugs auf das montierte Paket „Aufnahme + Werkzeug“. Aus diesem Grund muss zum korrekten Auswuchten der Aufnahme entweder ein Schaft eingespannt oder die entsprechende Unwucht auf der Schraubenseite „vorgehalten werden“. Hierbei ist das Material des ein-zuspannenden Werkzeugs (im wesentlichen HSS oder Hartmetall) aufgrund der unterschiedlichen spezifischen Dichte von großer Bedeutung.
Ist das Werkzeugmaterial entweder nicht bekannt oder variiert es, so können diese Aufnahmen für ein „fiktives Material“ gewuchtet werden, dessen theoretische Dichte mit 11,2 g/mm3 genau zwischen der von Stahl (7,8 g/mm3) und Hartmetall (14,6 g/mm3) liegt. Somit ist die mögliche Abweichung bei für den An wender in der Regel erforderlicher freier Wahl des Werkzeugwerkstoffs nur halb so groß, als wenn man entweder für Stahl oder Hartmetall wuchten würde.
Hinsichtlich der bei solchen Aufnahmen generell reali-sierbaren Wuchtgrenzen muss außerdem die Spannge-nauigkeit des Zylinderschafts in der Aufnahmebohrung berücksichtigt werden.
3. Wuchten von Spannfuttern für Zylinderschäfte Form HB und HE
Beispiel:Werkzeug Ø 25 mm / 370 gDIN-Toleranzen: Bohrung H5 ergibt Ø-Toleranz 0/+9 µm Schaft h6 ergibt Ø-Toleranz 0/–13 µm ⇒ maximale radiale Verlagerung 11 µm
Für das betrachtete Gesamtwerkzeug (Aufnahme + Werkzeug = 1.340 g) ergibt sich gemäß Formel F für eine Bearbeitungsdrehzahl von 8.000 min-1 eine mögliche Verschlechterung der Wuchtgüte um ∆G 2,5. Die Spanngenauigkeit des HSK ergibt eine weitere Unsicherheit von ∆G 1,68.
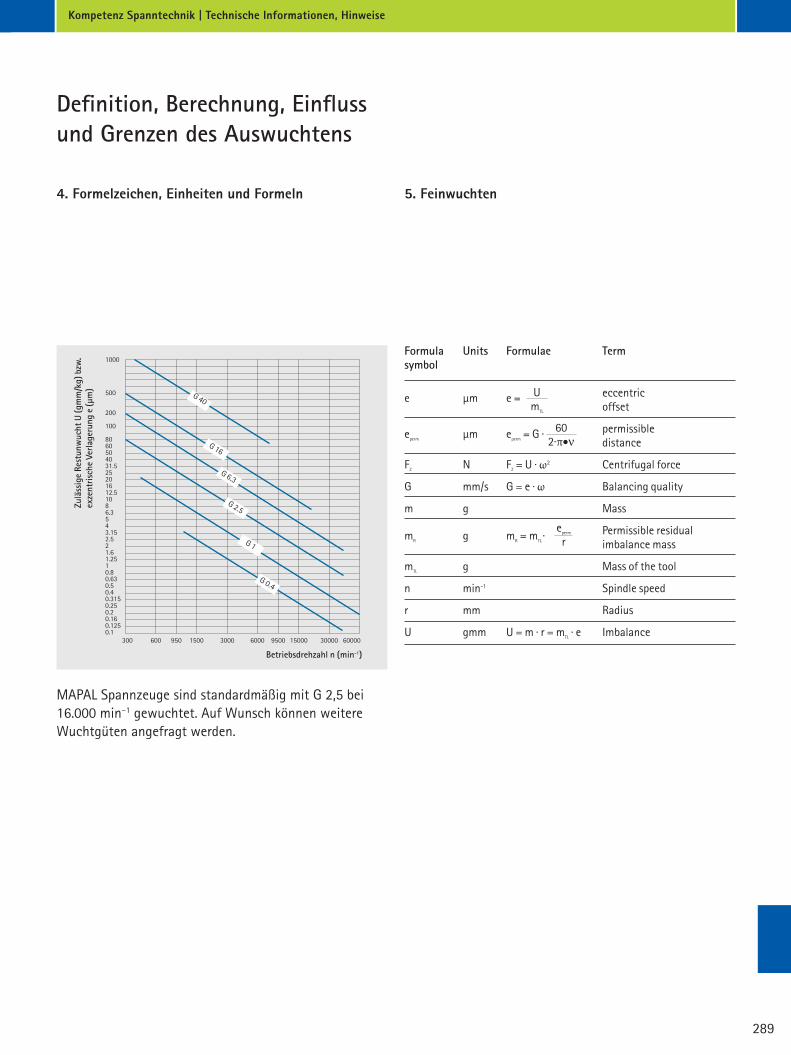
Das Fazit kann im Falle dieser Aufnahmen nur sein, dass Forderungen unter G 6,3 kaum sinnvoll sind. In gewissen Fällen kann es notwendig sein, Werk-zeugaufnahme und Werkzeug gemeinsam zu wuchten. Klare Grenzwerte können jedoch nur unter Berücksich-tigung von Werkzeugart, Auskrag länge und Maschinen- bzw. Spindelausführung festgelegt werden. Das nachfolgende Diagramm (nach DIN/ISO 1940–1) zeigt für die Auswucht-Gütestufen G die zulässigen, auf eine Wuchtkörpermasse von 1 kg normierte Rest-unwucht U bzw. die zulässige radiale Schwerpunktver-lagerung e in Abhängigkeit der Be triebs drehzahl n.
289
1000
500
200
100
80 60 50 40 31.5 25 20 16 12.51086.3543.152.521.61.2510.80.630.50.40.3150.250.20.160.1250.1
300 600 950 1500 3000 6000 9500 15000 30000 60000
G 0.4
G 1
G 2.5
G 6.3
G 16
G 40
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Definition, Berechnung, Einfluss und Grenzen des Auswuchtens
MAPAL Spannzeuge sind standardmäßig mit G 2,5 bei 16.000 min–1 gewuchtet. Auf Wunsch können weitere Wuchtgüten angefragt werden.
4. Formelzeichen, Einheiten und Formeln 5. Feinwuchten
Betriebsdrehzahl n (min-1)
Zulä
ssig
e Re
stun
wuc
ht U
(gm
m/k
g) b
zw.
exze
ntris
che
Verla
geru
ng e
(µm
)
Formula Units Formulae Termsymbol
e µm e = eccentric offset
eperm µm eperm = G · permissible distance
FZ N FZ = U · ω2 Centrifugal force
G mm/s G = e · ω Balancing quality
m g Mass
mR g mR = mTL ·
Permissible residual imbalance mass
mTL g Mass of the tool
n min-1 Spindle speed
r mm Radius
U gmm U = m · r = mTL · e Imbalance
UmTL
602·π·n
eperm r
290
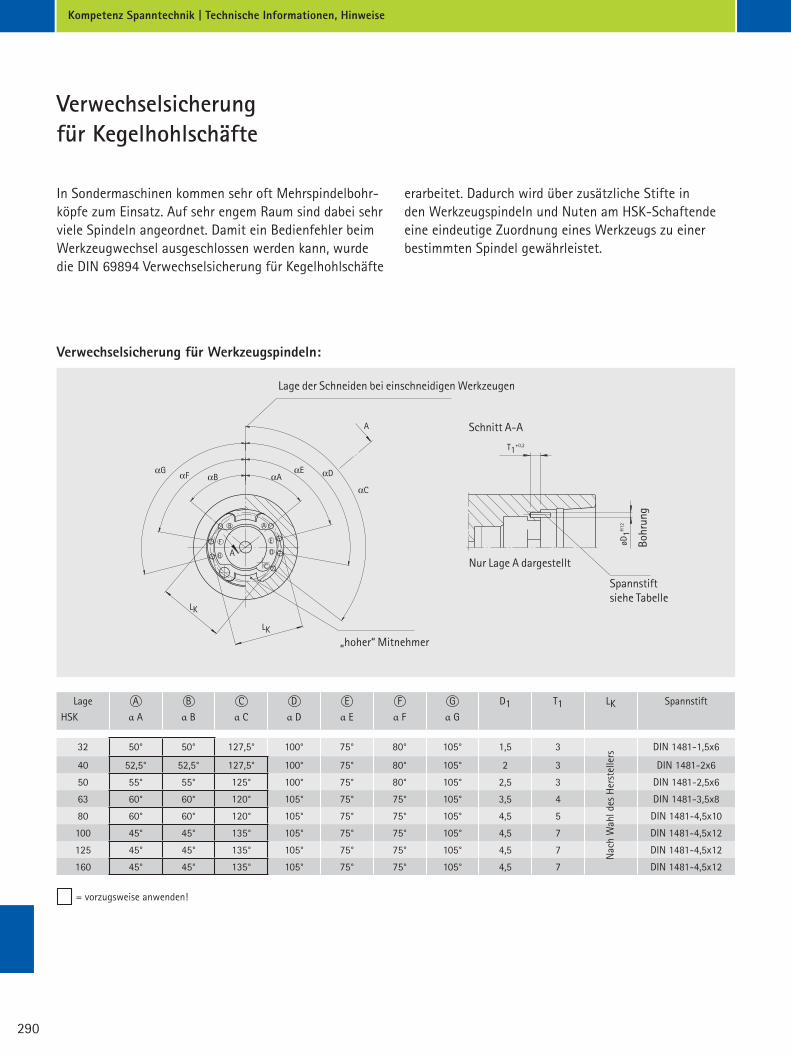
32 50° 50° 127,5° 100° 75° 80° 105° 1,5 3 DIN 1481-1,5x6
40 52,5° 52,5° 127,5° 100° 75° 80° 105° 2 3 DIN 1481-2x6
50 55° 55° 125° 100° 75° 80° 105° 2,5 3 DIN 1481-2,5x6
63 60° 60° 120° 105° 75° 75° 105° 3,5 4 DIN 1481-3,5x8
80 60° 60° 120° 105° 75° 75° 105° 4,5 5 DIN 1481-4,5x10
100 45° 45° 135° 105° 75° 75° 105° 4,5 7 DIN 1481-4,5x12
125 45° 45° 135° 105° 75° 75° 105° 4,5 7 DIN 1481-4,5x12
160 45° 45° 135° 105° 75° 75° 105° 4,5 7 DIN 1481-4,5x12
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Lage
HSK
A
α A
B
α B
C
α C
D
α D
E
α E
F
α F
G
α G
D1 T1 LK Spannstift
Nac
h W
ahl d
es H
erst
elle
rs
= vorzugsweise anwenden!
Lage der Schneiden bei einschneidigen Werkzeugen
„hoher“ Mitnehmer
Spannstift siehe Tabelle
Nur Lage A dargestellt
Schnitt A-A
Bohr
ung
Verwechselsicherung für Kegelhohlschäfte
In Sondermaschinen kommen sehr oft Mehrspindelbohr-köpfe zum Einsatz. Auf sehr engem Raum sind dabei sehr viele Spindeln angeordnet. Damit ein Bedienfehler beim Werkzeugwechsel ausgeschlossen werden kann, wurde die DIN 69894 Verwechselsicherung für Kegelhohlschäfte
erarbeitet. Dadurch wird über zusätzliche Stifte in den Werkzeugspindeln und Nuten am HSK-Schaftende eine eindeutige Zuordnung eines Werkzeugs zu einer bestimmten Spindel gewährleistet.
Verwechselsicherung für Werkzeugspindeln:
291
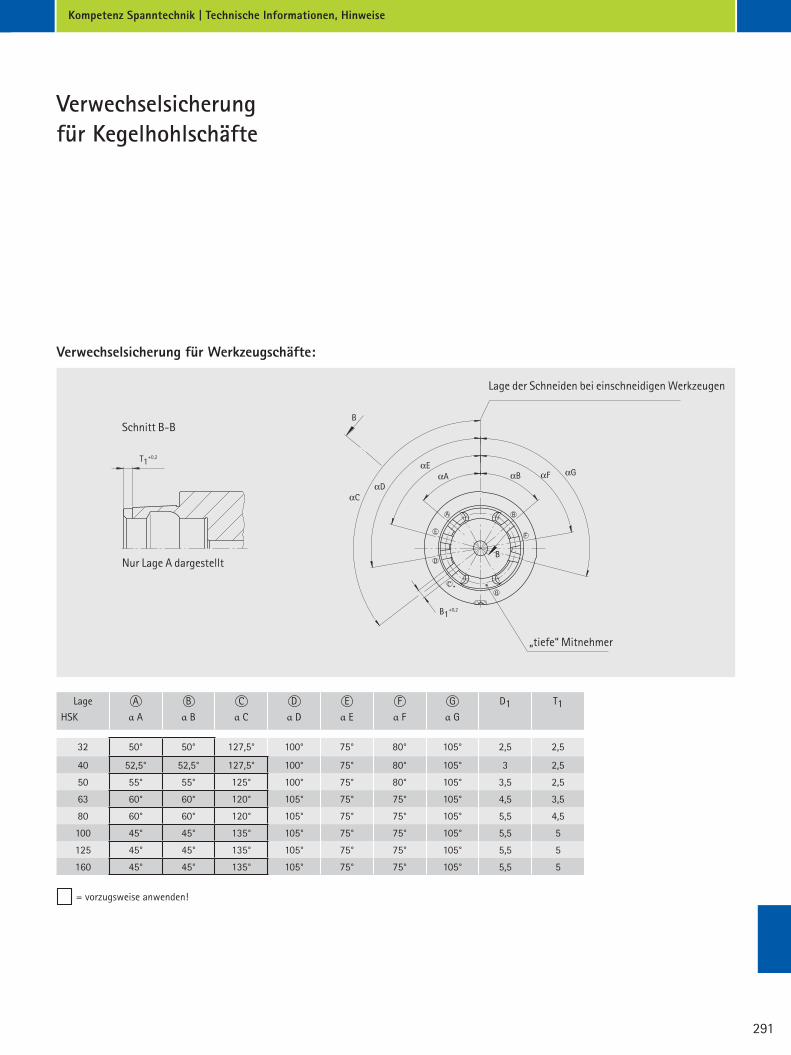
32 50° 50° 127,5° 100° 75° 80° 105° 2,5 2,5
40 52,5° 52,5° 127,5° 100° 75° 80° 105° 3 2,5
50 55° 55° 125° 100° 75° 80° 105° 3,5 2,5
63 60° 60° 120° 105° 75° 75° 105° 4,5 3,5
80 60° 60° 120° 105° 75° 75° 105° 5,5 4,5
100 45° 45° 135° 105° 75° 75° 105° 5,5 5
125 45° 45° 135° 105° 75° 75° 105° 5,5 5
160 45° 45° 135° 105° 75° 75° 105° 5,5 5
Kompetenz Spanntechnik | Technische Informationen, Hinweise
Verwechselsicherung für Kegelhohlschäfte
Verwechselsicherung für Werkzeugschäfte:
Lage der Schneiden bei einschneidigen Werkzeugen
„tiefe“ Mitnehmer
Nur Lage A dargestellt
Schnitt B-B
Lage
HSK
A
α A
B
α B
C
α C
D
α D
E
α E
F
α F
G
α G
D1 T1
= vorzugsweise anwenden!