TechnoPharm - MAKING SCIENCE WORK
68
APV – Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik e.V. 23890 ISSN 2191- 8341 www.ecv.de Maschinen- und Anlagenbau Serie Teil 1: Besondere Anforderungen an die Schweißtechnik im Pharmaumfeld Realisierung einer Emulsionsansatzanlage Planung und Installation in modularer Bauweise IT-Sicherheit in Pharmaanlagen Maßnahmen zum Schutz von Produktionsdaten – abgeleitet aus dem FDA 21 CFR part 11 Umgebungsmonitoring im Reinraum Qualitative Auswertungen identifizierter Mikroorganismen Neue GMP-Regularien Die wichtigsten Auswirkungen des EU-GMP-Leitfadens Annex 15, Revision 1 für Ingenieure und Techniker 01 ∙ 2015
-
Upload
ecv-editio-cantor-verlag -
Category
Documents
-
view
265 -
download
8
description
Das technisch-wissenschaftliche Journal TechnoPharm richtet sich an Experten und Entscheider, die in Pharmaunternehmen und Zulieferbetrieben für Planung, Installation, Betrieb und Wartung von Produktionsanlagen und nicht zuletzt für F&E zuständig sind.
Transcript of TechnoPharm - MAKING SCIENCE WORK

APV – Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik e.V.
23890 ISSN 2191- 8341
www.ecv.de
Maschinen- und AnlagenbauSerie Teil 1: Besondere Anforderungen an die Schweißtechnik im Pharmaumfeld
Realisierung einer EmulsionsansatzanlagePlanung und Installation in modularer Bauweise
IT-Sicherheit in PharmaanlagenMaßnahmen zum Schutz von Produktionsdaten – abgeleitet aus dem FDA 21 CFR part 11
Umgebungsmonitoring im ReinraumQualitative Auswertungen identifizierter Mikroorganismen
Neue GMP-RegularienDie wichtigsten Auswirkungen des EU-GMP-Leitfadens Annex 15, Revision 1 für Ingenieure und Techniker
01 ∙ 2015
Tech
noPh
arm
·
Band
/ Vol
. 5
· H
eft /
No.
1 (2
015)

Abgelegt auf: Vorstufe:GK:ECV:Satz:TechnoPharm:TP_2015-01:Anzeigensatz-keine-Druck-PDFs:fette-TP-2015-01_216x303.indd Zuletzt gesichert: 03.02.15 (12:15:14 Uhr)
FE 75+ With up to 115 punch stations in a foot print under 2 m2
+ Up to 166 % longer at dwell time pressure+ Patent-pending method for easy, fast turret exchange+ Closed cam system
www.fette-compacting.com
NE
W D
IME
NS
ION
SIN
EFFIC
IEN
CY

Theorie vs. Praxis –Umsetzung von Regularienin der Produktionsrealität
Sehr geehrte Leserdes TechnoPharm-Journals,
wir beginnen das neue Jahr mit einerAusgabe, die vollgepackt ist mitspannenden Themen aus den ver-schiedensten Bereichen.
Der neue Annex 15 „Qualificationand validation“ des EU-GMP-Leitfa-dens wird voraussichtlich im erstenHalbjahr 2015 in Kraft gesetzt undhat schon für vielfältige Reaktionen,Diskussionen und Mutmaßungen ge-sorgt. Eine zweiteilige Artikelseriezeigt Ihnen in kompakter und über-sichtlicher Form auf, was Sie dazuwissen müssen, und bringt Sie aufden neuesten Stand.
Eine Fallstudie zeigt Ihnen außer-dem, wie bei laufendem Betrieb undvorgegebenen Räumlichkeiten einecGMP- und FDA-konforme Anlagezur Herstellung von sterilen Emulsio-nen in Superskid-Bauweise errichtetwurde.
In der Sterilproduktion stellt dasmikrobiologische Umgebungsmoni-toring ein wichtiges Kontrollinstru-
ment dar. Der Beitrag zu diesemThema gibt Aufschluss darüber, wel-che Keimspektren (Bioprofile) vorlie-gen – getrennt nach Oberflächenkon-takten und Luftuntersuchungen –und welche Keimarten dominieren.Ein weiterer Beitrag widmet sichder Entstehung und Erkennung vonBiofilmen in Pharmawasseranlagen.Was sollte in der Praxis beachtet wer-den, um der Entstehung entgegen-zuwirken?
Ein wichtiger Verfahrensschritt inder Arzneistoffherstellung stellt dasMischen dar. Oft werden dazu tech-nisch aufwändige Mischer eingesetzt,obwohl es in vielen Fällen auch ein-facher ginge – mit Statischen Mi-schern. Weiterhin finden Sie in dieserAusgabe die Fortsetzung der Artikel-serie „Schweißen in der Pharmazie –(K)eine heiße Sache!?“
Daten müssen nicht nur verläss-lich erzeugt und gespeichert, son-dern auch geschützt werden, da dieZahl der missbräuchlichen Zugriffezunimmt. Lesen Sie, wie die IT-Si-cherheits-Schutzziele Authentizität,
Integrität, Vertraulichkeit und Ver-bindlichkeit sich in vernetzten auto-matisierungstechnischen Anlagenumsetzen lassen.
Ich wünsche Ihnen viel Vergnügenund neue Impulse für die täglicheArbeit beim Lesen der vorliegendenAusgabe!
IhrDr. Martin Bornhöft,Geschäftsstellenleiter der APV
Editorial

Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-05\Anzeigensatz-keine-Druck-PDFs\Letzner-TP-2014-05-216x303.indd Zuletzt gesichert: 06.08.14 (11:46:21 Uhr)
M a d e i n G e r m a n y
w w w . l e t z n e r . d e
□ Hygienic Design
□ TOC-Messung mit LetzTOC (NDIR)
□ Sterilisation mit Reinstdampf
□ Vollautomatische Flaschenabfüllung für die Laboranalyse
□ SPS-Steuerung, Datendokumentation und Fernwartung mit Industrie PC
Im neuen Draft (Feb. 2014) zum Annex 15 EU GMP Leit-faden wird das ADE/PDE Kriterium (acceptable daily exposure / permitted daily exposure) beim Schwerpunkt Reinigungsvalidierung explizit genannt. Die Neuentwicklung dient der Beschleunigung der Qualifizierung und zur konti-nuierlichen Überwachung des kompletten CIP-Prozesses, entsprechend der PAT (Process Analytical Technologies) Initiative der FDA. Wenn Wasser das Lösungsmittel für den Final Rinse ist, kann nach dem Erreichen einer definierten Leitfähigkeit die TOC Messung mit dem LetzTOC Gerät erfolgen. Dabei wird der TOC-Wert direkt durch die Messung des durch die UV – Oxidation entstandenen Kohlendioxids ermittelt. Die Messung erfolgt mit einem Laser (NDIR Detektion). Das Prinzip gestattet neben anderen Merkmalen auch hohe TOC Werte bis 8.000 ppb zu messen. Ist ein definierter TOC beim Final Rinse erreicht, erfolgt die vollauto-matische Flaschenabfüllung im geschlossenen System. Die Qualifizierung von neuen CIP-Prozessen wird stark beschleunigt, weil die online TOC-Analyse die Laboranalyse-zeiten für TOC eliminiert. Die Reduzierung des Reinigungs-mitteleinsatz und ein größeres Einsparungspotential an Pharmawasser sind gegeben. Interessanter Nebeneffekt, die TOC Werte vom Final Rinse Wasser können direkt mit übernommen werden. Da beim LetzTOC Gerät insgesamt 7 Eingangskanäle zur Verfügung stehen, können auch Proben separat gemessen werden, bzw. kann hier der SST (System Suitability Test) und die Kalibrierung erfolgen, ohne das geschlossene System zu öffnen.
N e u e n t w i c k l u n g : L e t z A n a l y z e - C I P
Pharmawasseraufberei tungLETZNER

TERMINE 4
FOKUS: MASCHINEN- UND ANLAGENBAU
Schumacher, Mark 6Statisches Mischen in der Pharmazie
Warzawa, Marc 16Schweißen in der Pharmazie(K)eine heiße Sache!? – Teil 2
Pichler, Martin 22Planung und Installation einerEmulsionsansatzanlageHerstellung in Superskid-Bauweise
ANALYTIK
Rieth, Michael; Krämer, Norbert 26Mikrobiologisches Umgebungsmonitoringin der SterilproduktionQualitative Auswertung der identifiziertenMikroorganismen
IT
Tebbe, Christopher; Niemann, Karl-Heinz;Runde, Markus 34IT-Sicherheit in PharmaanlagenFDA 21 CFR part 11 aus Sicht der IT-Sicherheitund weitergehende Maßnahmen zum Schutz vonAutomatisierungsanlagen
GMP-REGULARIEN
Gnibl, Rainer; Peither, Thomas 40Annex 15, Revision 1 – was nun? (Teil 1)
GMP-PRAXIS
Bendlin, Herbert 46Biofilme im Pharmawasser verstehen,erkennen und vermeiden
SPEKTRUM 49
PANORAMA 50
PRODUKTE 51
IMPRESSUM 56
Inhaltsverzeichnis
TechnoPharm 5, Nr. 1, 3 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 3Inhaltsverzeichnis
BeiratsgremiumKonstantin Clevermann, Dortmund · Prof. Dr. Jürgen Hannemann, Biberach · Dr. Udo Janske, Darmstadt · Prof. Dr. Gerd Kutz,Detmold · Heinz Kudernatsch, Nürnberg · Hans Ulrich Petereit, Darmstadt · Dr. Elke Sternberger-Rützel, Freiberg a.N. · Dr. MikeSchäfers, Eschweiler · Dr. Frank Stieneker, Hofheim · Roland Szymoniak, Frankfurt am Main · Dr. Jochen Thies, Warendorf · Dipl. Ing.Frank Wilde, Basel · Prof. Dr. Ing. Dominik Rabus, Forchtenberg · Dipl. Ing. Frank Lehmann, Allschwil (Schweiz)
APVnewsNachrichten und Mitteilungen von der Arbeitsgemeinschaft fürPharmazeutische Verfahrenstechnik e.V.(Ausgabe 01/15, nach S. 56)

APVAPV – Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik, Kurfürstenstr. 59, 55118, Main, Tel. + 49 (0) 6131-9769-0,Fax: + 49 (0) 6131-9769-69, e-mail: [email protected]
03./04.03.2015 MAINZ Steriltechnik für Newcomer
16./17.03.2015 WIESBADEN GMP-Basistraining
17./18.03.2015 WIESBADEN Analytischer Methodentransfer
17./18.03.2015 WIESBADEN Basistraining Reinigungsvalidierung
18./19.03.2015 WIESBADEN Korrekter und GMP-gerechter Umgang mit Standardsubstanzen und Reagenzien im Labor
13./14.04.2015 REIMS (FR) 1st European Conference on Pharmaceutics / Drug Delivery
CENTRIALCenTrial GmbH, Paul-Ehrlich-Str. 5, 72076 Tübingen, Tel. + 49 (0) 7071-9992-0, Fax +49 (0) 7071-9992-299,e-mail: [email protected]
27.03.2015 TÜBINGEN Pharmakologie für Nicht-Pharmakologen – von der Dosis zur (Neben-) Wirkung
CONCEPT HEIDELBERGCONCEPT HEIDELBERG GmbH, Rischerstr. 8, 69123 Heidelberg, Tel. + 49 (0) 6221-84440, Fax +49 (0) 6221-844434,e-mail: [email protected]
03.-05.03.2015 HEIDELBERG Der Pharma-Ingenieur / Block I
05./06.03.2015 MANNHEIM GMP-Grundlagen der Sterilproduktion
10./11.03.2015 HEIDELBERG Pharma-Wasser / Erzeugung – Compliance – Monitoring
17./18.03.2015 HEIDELBERG Qualifizierung/Validierung in der Sterilproduktion
18./19.03.2015 HEIDENHEIM Bedruckte Packmittel 2015 / Mit Besichtigung des Packmittelherstellers Edelmann in Heidenheim
24./25.03.2015 NEUSS Pharma-Kongress Produktion und Technik 2015
26.03.2015 NEUSS GMP-Basis-/Einstiegsschulung
EUROPEAN COMPLIANCE ACADEMYEuropean Compliance Academy, P.O. Box 10 21 68, 69011 Heidelberg, e-mail: [email protected]
04./05.03.2015 MÜNCHEN Managing Pharmaceutical Quality
14.04.2015 KARLSRUHE GDP und GTP
15.04.2015 KARLSRUHE Schweißen im GMP-Umfeld
16.04.2015 FREIBURG GMP für Hersteller von Hilfsstoffen
17.03.2015 FRANKFURT/MAIN Pharmakovigilanz-Know how für Regulatory Affairs
17./18.03.2015 MANNHEIM Qualitätssicherung bei Lagerung und Transport von Arzneimitteln
25.03.2015 STUTTGART Professionell trainieren im GMP-Umfeld
26./27.03.2015 BERLIN Datenspionage und Cyberrisiken bei Pharma und Medical Devices
20./21.04.2015 POTSDAM GLP-Basiswissen
FAHForschungsvereinigung der Arzneimittel-Hersteller e. V., Bürgerstr. 12, 53173 Bonn, Tel. +49 (0) 228-18486990,Fax +49 (0) 228-18486999, e-mail: [email protected]
24./25.03.2015 BONN Pharmaproduktion und Partikel
NSF HEALTH SCIENCESNSF Health Sciences Ltd., The Georgian House, 22/24 West End, Kirkbymoorside, York, UK YO62 6AF, Tel. + 44 (0) 1751 432 999,e-mail: [email protected]
03./04.03.2015 AMSTERDAM (NL) Risk-Based Decision Making for Quality Professionals and QPs
16.-20.03.2015 MANCHESTER (GB) Effective Pharmaceutical Audits and Self-Inspections
23.-26.03.2015 MANCHESTER (GB) Pharmaceutical GMP
PTS TRAINING SERVICEPTS Training Service, Postfach 4308, 59737 Arnsberg, Tel. + 4 9(0) 2932-51477, Fax +49 (0 )2932-51674, e-mail: [email protected]
03.03.2015 KÖLN GMP und Soft Skills
03.03.2015 MELSUNGEN Packmittel-Trends / Booklet Etiketten mit Betriebsbesichtigung
10.03.2015 DARMSTADT GSP und GDP / Lagerlogistik Basistraining
12.03.2015 OLTEN (CH) GMP compact
17.-19.03.2015 NIEDERKASSEL Experte für Pharmazie
14./15.04.2015 WEINGARTEN Sterilfertigung / Moderne Technologien vor Ort bei Vetter erleben
14.04.2015 WIEN (AT) Basis / GMP
TTCTechnology Training Center, Werner-Glatt-Straße 1, 79589 Binzen, Tel. + 49 7621 – 664 308, Fax +49 7621 – 664 798, [email protected]
10.-12.03.2015 BINZEN Fluidized Bed Processing
21.-23.03.2015 BINZEN Granulation & Tabletting
Termine
TechnoPharm 5, Nr. 1, 4 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)4 Termine

Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2015-01\Anzeigensatz-keine-Druck-PDFs\bohle-TP-2015-01_216x303.indd Zuletzt gesichert: 05.02.15 (09:49:19 Uhr)
DIE TECHNOLOGISCHE ZUKUNFT HAT BEGONNEN:
Bohle Uni Cone BUC® produktiver, praktischer, präziser
Ihre Vorteile:
• Hohe Ausbeute und Vermeidung von Zwillingsbildung beim Coaten
• Trocknen, Granulieren und Coaten ohne Umbau im selben Gerät
• Bequeme Bedienung durch seitlich angebrachte Düsen
• Optimierte Prozessführung mittels innovativer PAT-Methoden (Partikelgröße und Feuchte)www.lbbohle.de
Die Alternative
zum herkömmlichen
Wurster-Verfahren
Herkömmliches Wurster-Verfahren
Wegweisende Bohle Uni Cone BUC®-Technologie
Bohle-BUC_D_A4_1.indd 1 23.04.14 17:31
APVAPV – Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik, Kurfürstenstr. 59, 55118, Main, Tel. + 49 (0) 6131-9769-0,Fax: + 49 (0) 6131-9769-69, e-mail: [email protected]
03./04.03.2015 MAINZ Steriltechnik für Newcomer
16./17.03.2015 WIESBADEN GMP-Basistraining
17./18.03.2015 WIESBADEN Analytischer Methodentransfer
17./18.03.2015 WIESBADEN Basistraining Reinigungsvalidierung
18./19.03.2015 WIESBADEN Korrekter und GMP-gerechter Umgang mit Standardsubstanzen und Reagenzien im Labor
13./14.04.2015 REIMS (FR) 1st European Conference on Pharmaceutics / Drug Delivery
CENTRIALCenTrial GmbH, Paul-Ehrlich-Str. 5, 72076 Tübingen, Tel. + 49 (0) 7071-9992-0, Fax +49 (0) 7071-9992-299,e-mail: [email protected]
27.03.2015 TÜBINGEN Pharmakologie für Nicht-Pharmakologen – von der Dosis zur (Neben-) Wirkung
CONCEPT HEIDELBERGCONCEPT HEIDELBERG GmbH, Rischerstr. 8, 69123 Heidelberg, Tel. + 49 (0) 6221-84440, Fax +49 (0) 6221-844434,e-mail: [email protected]
03.-05.03.2015 HEIDELBERG Der Pharma-Ingenieur / Block I
05./06.03.2015 MANNHEIM GMP-Grundlagen der Sterilproduktion
10./11.03.2015 HEIDELBERG Pharma-Wasser / Erzeugung – Compliance – Monitoring
17./18.03.2015 HEIDELBERG Qualifizierung/Validierung in der Sterilproduktion
18./19.03.2015 HEIDENHEIM Bedruckte Packmittel 2015 / Mit Besichtigung des Packmittelherstellers Edelmann in Heidenheim
24./25.03.2015 NEUSS Pharma-Kongress Produktion und Technik 2015
26.03.2015 NEUSS GMP-Basis-/Einstiegsschulung
EUROPEAN COMPLIANCE ACADEMYEuropean Compliance Academy, P.O. Box 10 21 68, 69011 Heidelberg, e-mail: [email protected]
04./05.03.2015 MÜNCHEN Managing Pharmaceutical Quality
14.04.2015 KARLSRUHE GDP und GTP
15.04.2015 KARLSRUHE Schweißen im GMP-Umfeld
16.04.2015 FREIBURG GMP für Hersteller von Hilfsstoffen
17.03.2015 FRANKFURT/MAIN Pharmakovigilanz-Know how für Regulatory Affairs
17./18.03.2015 MANNHEIM Qualitätssicherung bei Lagerung und Transport von Arzneimitteln
25.03.2015 STUTTGART Professionell trainieren im GMP-Umfeld
26./27.03.2015 BERLIN Datenspionage und Cyberrisiken bei Pharma und Medical Devices
20./21.04.2015 POTSDAM GLP-Basiswissen
FAHForschungsvereinigung der Arzneimittel-Hersteller e. V., Bürgerstr. 12, 53173 Bonn, Tel. +49 (0) 228-18486990,Fax +49 (0) 228-18486999, e-mail: [email protected]
24./25.03.2015 BONN Pharmaproduktion und Partikel
NSF HEALTH SCIENCESNSF Health Sciences Ltd., The Georgian House, 22/24 West End, Kirkbymoorside, York, UK YO62 6AF, Tel. + 44 (0) 1751 432 999,e-mail: [email protected]
03./04.03.2015 AMSTERDAM (NL) Risk-Based Decision Making for Quality Professionals and QPs
16.-20.03.2015 MANCHESTER (GB) Effective Pharmaceutical Audits and Self-Inspections
23.-26.03.2015 MANCHESTER (GB) Pharmaceutical GMP
PTS TRAINING SERVICEPTS Training Service, Postfach 4308, 59737 Arnsberg, Tel. + 4 9(0) 2932-51477, Fax +49 (0 )2932-51674, e-mail: [email protected]
03.03.2015 KÖLN GMP und Soft Skills
03.03.2015 MELSUNGEN Packmittel-Trends / Booklet Etiketten mit Betriebsbesichtigung
10.03.2015 DARMSTADT GSP und GDP / Lagerlogistik Basistraining
12.03.2015 OLTEN (CH) GMP compact
17.-19.03.2015 NIEDERKASSEL Experte für Pharmazie
14./15.04.2015 WEINGARTEN Sterilfertigung / Moderne Technologien vor Ort bei Vetter erleben
14.04.2015 WIEN (AT) Basis / GMP
TTCTechnology Training Center, Werner-Glatt-Straße 1, 79589 Binzen, Tel. + 49 7621 – 664 308, Fax +49 7621 – 664 798, [email protected]
10.-12.03.2015 BINZEN Fluidized Bed Processing
21.-23.03.2015 BINZEN Granulation & Tabletting
Termine
TechnoPharm 5, Nr. 1, 4 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)4 Termine

Statisches Mischen in derPharmazieMark Schumacher . Schumacher Verfahrenstechnik GmbH, Nümbrecht
Korrespondenz: Mark Schumacher, Schumacher Verfahrenstechnik GmbH, Alte Ziegelei 11, 51588 Nümbrecht;e-mail: [email protected]
ZusammenfassungStatische Mischer werden mittlerweile in fast allen Industriezweigen erfolgreich einge-setzt und stellen oftmals eine echte Alternative dar zu chargenbetriebenen Misch- undRührwerksapparaten. Durch die besonders hohen Anforderungen in der Pharmazie findenin diesem Industriezweig oft noch teure chargenbetriebene Aggregate Anwendung.Diese übernehmen dann manchmal auch Aufgaben, die teilweise problemlos, wesentlichgünstiger und schneller von statischen Inline-Mischern erledigt werden könnten. Geradein der Vorproduktion oder bei der Herstellung von Zwischenprodukten bietet sich häufigein Statischer Mischer an, da hierbei wesentlich einfacher die oftmals hohen Anforde-rungen an den Werkstoff, die Sterilität bzw. vor allem die Wirtschaftlichkeit erfüllt werdenkönnen. Ein Statischer Mischer braucht wenig Platz, kann problemlos in jede Rohrleitungintegriert werden und ist um ca. 95 % günstiger als ein chargenbetriebenes externesAggregat. Zudem fallen die Betriebs- und Wartungskosten um ein Vielfaches geringer aus.Der größte Vorteil aber liegt in dem Grundprinzip des „Inline-Mischens“, bei dem der Pro-duktionsbetrieb kontinuierlich betrieben werden kann, ohne dass Unterbrechungen fürdas Befüllen und Entleeren externer Aggregate nötig sind.
Mischen undHomogenisieren
Mischen und Homogenisieren gehö-ren zu den ältesten und häufigstenGrundoperationen in der Verfahrens-und Prozesstechnik. Seit Bestehender Menschheit werden nachweislichverschiedene Stoffe mittels Mischen,Rühren oder Kneten miteinander zu„neuen“ Stoffen vermengt, um be-stimmte andere Eigenschafften zuerzielen, die die Ausgangsstoffe inreiner Form nicht haben. Dazu wer-den in der Industrie verschiedensteArten und Formen von Mischern ein-gesetzt. Die Hauptaufgabe eines Mi-schers – ob statisch oder dynamisch– besteht letztlich darin, aus ver-
schiedenen Ausgangsstoffen einmöglichst homogenes Gemisch (Ge-menge) herzustellen. Das könnenStoffe mit gleichen oder unterschied-lichen physikalischen Eigenschaftensowie teilweise unterschiedlichenAggregatzuständen (Feststoff, Flüs-sigkeit, Gas) sein. Die entscheiden-den Prozessparameter sind hierbeidas Mischungsverhältnis der Aus-gangsstoffe, die notwendige Misch-zeit und die hierfür notwendigeEnergie, die in den Mischprozess ein-gebracht werden muss.
Unterschieden wird hierbei zwi-schen homogenen und heterogenen„Gemischen“. Ein homogenes Ge-misch ist ein vollständig vermischterStoff, bei dem sich neue molekulareStrukturen bilden. Hierbei werden
neue molekulare oder ionische Bin-dungen eingegangen. Ein heteroge-nes Gemisch hingegen ist kein neuereigener Stoff auf molekularer Ebene,sondern ein „Gemenge“ aus mög-lichst kleinen Einzelbausteinen, die– auf die Gesamtmenge betrachtet– in höchstmöglicher Gleichmäßig-keit verteilt sind (z.B. Emulsionen).Um das Ziel einer gleichmäßigen
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)6 Schumacher . Statisches Mischen in der Pharmazie
Autor
Mark Schumacher
hat Ende 1994 die Industriemeisterprüfung Metallsowie die Ausbildereignungsprüfung vor der IHKBonn abgeschlossen und im Jahr 1996 in Nüm-brecht das heutige Unternehmen „SchumacherVerfahrenstechnik GmbH“ zunächst als Einzel-firma im Nebenerwerb gegründet. Der Herstellerwar von Beginn an auf die Fertigung von Bauteilenaus Sonderwerkstoffen spezialisiert. Seit 1998 wirder im Haupterwerb betrieben. In naher Zukunft istein Umzug des kompletten Unternehmens insnahe gelegene Industriegebiet Bomig geplant.
Keywords. Statische Mischer. Statische Mischkette. Mischen in der Pharmazie. Orbitalschweißen. Mischgüte Statische Mischer in
Wärmetauschern. Mischstrecke

Verteilung (homogenen Mischung)unter ökonomischen und verfahrens-technischen Gesichtspunkten opti-mal zu erreichen, werden in derMischtechnik verschiedene Prozessewie z.B. Rühren, Kneten, Strömungs-oder Freifallmischen angewendet.
Mischerarten undMischprinzip
Hierfür gibt es auf dem Markt mitt-lerweile für fast jeden erdenklichenAnwendungsfall eine große Auswahl
an Apparaten und Anlagen. Letztlichsteht aber bei allen ökonomisch ori-entierten Prozessen in der Industriedie Frage der „Wirtschaftlichkeit“bzw. die Kosten-Nutzen-Frage an re-lativ hoher Stelle. Hierbei sind zweiwesentliche Kennzahlen von ent-scheidender Bedeutung: zum einendie Investitionskosten und die damitverbundene Frage des „Return of In-vestment“ und zum zweiten die lau-fenden Betriebs- und Wartungskos-ten. Spätestens an dieser Stelle sollteman sich mit der Grundsatzfrage des
Mischprinzips (Statisches oder Dy-namisches Mischen?) beschäftigen.Tab. 1 stellt die beiden Mischverfah-ren gegenüber und benennt die wich-tigsten Vor- und Nachteile beiderVerfahren.
Hierbei die optimale Ausgewogen-heit zwischen Anforderungen, Not-wendigkeit und Kosten-Nutzen zufinden, ist in der Praxis nicht ganzso einfach. Einerseits scheint das An-gebot an Herstellern und Aggregatenschier unendlich, während anderer-seits getroffene Aussagen und Anga-
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 7Schumacher . Statisches Mischen in der Pharmazie
Tabelle 1
Vergleich der Vor- und Nachteile zwischen Statischem und Dynamischem Mischen
Statisches Mischen Dynamisches Mischen
Vorteile Nachteile Vorteile NachteileKontinuierlicher Betrieb Mischer kann im Betrieb
nicht geregelt werdenMischgüte kann
beeinflusst werdenKann nur chargenweise
betrieben werden
Keine beweglichen Teile Mischgüte lässt sich nurschwer beeinflussen
Präziseres Steuern desMischvorganges
Beim Befüllen und Entlee-ren Kontakt mit Umwelt
Geringe Investitionskosten Vorwiegend für daskontinuierliche Mischen
Geeignet für diskontinu-ierlichen Betrieb
Hohe Energiekosten
Geringe Betriebskosten Höhere Pumpenenergienötig
Mischzeit kann geregeltwerden
Hohe Anschaffungskosten
Nahezu wartungsfrei Relativ lange Anlaufzeit,daher für kleine Mengen
ungeeignet
Mischgeschwindigkeitkann geregelt werden
Hoher Platzbedarf
In jedem Werkstoffherzustellen
Eignet sich auch fürkleinere Mengen
Hoher Reinigungsaufwand
Geringe Baugrößen Kann unabhängig von derProduktionsanlagebetrieben werden
Hoher Wartungsaufwand
Keine gesondertenReinigungskosten
Kein Einfluss auf dieProduktionsanlage
Kann in eingebautemZustand gespült werden
Kein Kontakt mit derUmwelt
Wesentlich steriler undhygienischer
Erfordert keine Aggregateoder Motoren
Geringere Produkt-bestände in der Anlage
Keine großen Mischtankserforderlich
Statisches Mischen in derPharmazieMark Schumacher . Schumacher Verfahrenstechnik GmbH, Nümbrecht
Korrespondenz: Mark Schumacher, Schumacher Verfahrenstechnik GmbH, Alte Ziegelei 11, 51588 Nümbrecht;e-mail: [email protected]
ZusammenfassungStatische Mischer werden mittlerweile in fast allen Industriezweigen erfolgreich einge-setzt und stellen oftmals eine echte Alternative dar zu chargenbetriebenen Misch- undRührwerksapparaten. Durch die besonders hohen Anforderungen in der Pharmazie findenin diesem Industriezweig oft noch teure chargenbetriebene Aggregate Anwendung.Diese übernehmen dann manchmal auch Aufgaben, die teilweise problemlos, wesentlichgünstiger und schneller von statischen Inline-Mischern erledigt werden könnten. Geradein der Vorproduktion oder bei der Herstellung von Zwischenprodukten bietet sich häufigein Statischer Mischer an, da hierbei wesentlich einfacher die oftmals hohen Anforde-rungen an den Werkstoff, die Sterilität bzw. vor allem die Wirtschaftlichkeit erfüllt werdenkönnen. Ein Statischer Mischer braucht wenig Platz, kann problemlos in jede Rohrleitungintegriert werden und ist um ca. 95 % günstiger als ein chargenbetriebenes externesAggregat. Zudem fallen die Betriebs- und Wartungskosten um ein Vielfaches geringer aus.Der größte Vorteil aber liegt in dem Grundprinzip des „Inline-Mischens“, bei dem der Pro-duktionsbetrieb kontinuierlich betrieben werden kann, ohne dass Unterbrechungen fürdas Befüllen und Entleeren externer Aggregate nötig sind.
Mischen undHomogenisieren
Mischen und Homogenisieren gehö-ren zu den ältesten und häufigstenGrundoperationen in der Verfahrens-und Prozesstechnik. Seit Bestehender Menschheit werden nachweislichverschiedene Stoffe mittels Mischen,Rühren oder Kneten miteinander zu„neuen“ Stoffen vermengt, um be-stimmte andere Eigenschafften zuerzielen, die die Ausgangsstoffe inreiner Form nicht haben. Dazu wer-den in der Industrie verschiedensteArten und Formen von Mischern ein-gesetzt. Die Hauptaufgabe eines Mi-schers – ob statisch oder dynamisch– besteht letztlich darin, aus ver-
schiedenen Ausgangsstoffen einmöglichst homogenes Gemisch (Ge-menge) herzustellen. Das könnenStoffe mit gleichen oder unterschied-lichen physikalischen Eigenschaftensowie teilweise unterschiedlichenAggregatzuständen (Feststoff, Flüs-sigkeit, Gas) sein. Die entscheiden-den Prozessparameter sind hierbeidas Mischungsverhältnis der Aus-gangsstoffe, die notwendige Misch-zeit und die hierfür notwendigeEnergie, die in den Mischprozess ein-gebracht werden muss.
Unterschieden wird hierbei zwi-schen homogenen und heterogenen„Gemischen“. Ein homogenes Ge-misch ist ein vollständig vermischterStoff, bei dem sich neue molekulareStrukturen bilden. Hierbei werden
neue molekulare oder ionische Bin-dungen eingegangen. Ein heteroge-nes Gemisch hingegen ist kein neuereigener Stoff auf molekularer Ebene,sondern ein „Gemenge“ aus mög-lichst kleinen Einzelbausteinen, die– auf die Gesamtmenge betrachtet– in höchstmöglicher Gleichmäßig-keit verteilt sind (z.B. Emulsionen).Um das Ziel einer gleichmäßigen
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)6 Schumacher . Statisches Mischen in der Pharmazie
Autor
Mark Schumacher
hat Ende 1994 die Industriemeisterprüfung Metallsowie die Ausbildereignungsprüfung vor der IHKBonn abgeschlossen und im Jahr 1996 in Nüm-brecht das heutige Unternehmen „SchumacherVerfahrenstechnik GmbH“ zunächst als Einzel-firma im Nebenerwerb gegründet. Der Herstellerwar von Beginn an auf die Fertigung von Bauteilenaus Sonderwerkstoffen spezialisiert. Seit 1998 wirder im Haupterwerb betrieben. In naher Zukunft istein Umzug des kompletten Unternehmens insnahe gelegene Industriegebiet Bomig geplant.
Keywords. Statische Mischer. Statische Mischkette. Mischen in der Pharmazie. Orbitalschweißen. Mischgüte Statische Mischer in
Wärmetauschern. Mischstrecke

ben zu Mischergebnissen und zu er-zielender Homogenität fast immernur Näherungsangaben und Richt-werte sind. Diese lassen sich oftmalsweder exakt nachmessen noch kön-nen Hersteller diese garantieren, dadie Randbedingungen beim Anwen-der in jedem Einzelfall anders ausfal-len und ebenfalls niemals zu 100 %reproduzierbar angegeben werdenkönnen.
Funktion von StatischenMischern
Statische Mischer werden schon seitJahrzehnten in allen erdenklichen In-dustriezweigen überaus erfolgreicheingesetzt und bieten gegenüber dy-namischen Mischapparaten erhebli-che Vorteile:. kontinuierlicher Betrieb (keinChargenbetrieb)
. i. d. R. über 90 % geringere An-schaffungskosten
. bis zu 95 % weniger Energiebedarf
. in fast jedem Werkstoff herzustel-len
. keine beweglichen Teile – dadurchsehr hohes Maß an Sterilität
. kein Wartungsbedarf
. sehr geringer Platzbedarf
. keine elektrischen Anschlüsse
. schneller Ein- und Ausbau
. so gut wie kein VerschleißDiese und noch weitere Vorteile ha-ben für die enorme Verbreitung unddas breite Anwendungsspektrumvon Statischen Mischern gesorgt.Statische Mischer sind – einfach ge-sagt – Rohrleitungskomponentenmit speziell geformten „statischen“Einbauten, den sog. Mischelementen.Wie der Name schon sagt, sind dieseEinbauten statisch, d.h., es bewegtsich nichts. Die zur Mischung benö-tigte Energie wird den zu ver-mischenden Medien in Form eines
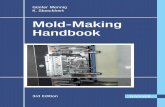
Druckverlustes entzogen. Das Funk-tionsprinzip eines Statischen Mi-schers mit einem Wärmetauscher-mantel veranschaulicht Abb. 1.
Tab. 2 soll auf sehr vereinfachteForm verdeutlichen, welches Misch-verfahren für welchen Anwendungs-fall (nur bezogen auf den Aggregat-zustand) gut oder weniger gut geeig-net ist. „S“ steht hierbei für „Stati-sches Mischen“ und „D“ für „Dyna-misches Mischen“. Die Plus- und Mi-nuszeichen sollen verdeutlichen, wel-ches Verfahren in dem jeweiligenFalle das optimalere ist. Aber Vor-sicht: Auch hier gilt, dass dieses nureine grobe Einteilung und keine
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)8 Schumacher . Statisches Mischen in der Pharmazie
EingangMedium 2
AusgangGemisch
AusgangKühlwasser
EingangKühlwasser
EingangMedium 1
Abb. 1: Schematische Darstellung (Flussschema eines Statischen Mischers mit Wärmetauschermantel, wie er in vielen Bereichen (auch in derPharmazie) eingesetzt wird (Quelle alle Abbildungen: Schumacher Verfahrenstechnik GmbH).
Tabelle 2
Eignung der einzelnen Mischverfahren für jeden Aggre-gatzustand (grobe Orientierung, keine Grundsatzregel)
Fest Flüssig Gasförmig
Fest S(+) D(+++) S(++) D(+++) S(+) D(-)
Flüssig S(++) D(+++) S(+++) D(++) S(+++) D(-)
Gasförmig S(+) D(-) S(+++) D(-) S(+++) D(---)

Grundsatzregel darstellt. Entschei-dend ist immer der Einzelfall.
Einfach gesagt durchströmen beieinem Statischen Mischer die zu ver-mischenden Substanzen eine Art Irr-garten aus speziell geformten Misch-elementen. Hierbei entstehen meh-rere Effekte, die zu einer homogenenDurchmischung führen. Die im Inne-ren eines Statischen Mischers befind-liche Mischkette besteht aus hinter-einander in bestimmten Abständenund Geometrien aufgereihten Misch-elementen. Diese haben je nach An-forderungen bestimmte – meist vomHersteller selbst entwickelte – Geo-metrien/Formen, etwa Schrauben-oder Drallform, Lamellenform, Git-terform, Propellerform, u. ä. Die ge-nauen Formen, Geometrien, Anord-nungen, etc. variieren bei den einzel-nen Herstellern und sind deren „Be-triebsgeheimnis“.
Die Abb. 2 bis 7 zeigen ein paarBeispiele von verschiedenen Ele-mentformen.
Die Elemente werden bei den Her-stellern auf eigens konstruierten Spe-zialanlagen (siehe Abb. 8 und Abb. 9)hergestellt.
Die zu vermischenden Produktewerden im Mischungsprozess ge-meinsam in das Mischergehäuse ge-leitet und durchströmen hierbei dieMischelemente. Diese teilen und ver-drehen den Stoffstrom, führen ihnwieder zusammen und teilen/verdre-hen ihn anschließend erneut. Diesesgeschieht mehrmals entsprechendder Anzahl an Mischelementen. Daserste Mischelement, das durchströmtwird, teilt das zwei- oder mehr-schichtige Stoffgemisch auf, so dasssich nach dem Zusammenführen dieAnzahl der Schichten mindestensverdoppelt. Nach dem zweiten Ele-ment erfolgt eine weitere Verdoppe-lung, usw. Mit jedem weiteren Ele-ment wird so eine höhere Mischgüteerreicht.
Ein gutes Beispiel hierfür aus derGeschichte ist die sog. Weizenkorn-
legende, bei der ein König für einSchachbrett nur eine „bescheidene“Gegenleistung forderte. Er wollte soviel Weizenkörner haben, wie sie sichbei folgender Berechnung ergeben:Auf das erste Feld eines Schachbrettssollte ein Weizenkorn gelegt werden,auf das zweite die doppelte Mengeund auf das dritte wiederum die dop-pelte Menge. Dieses sollte für jedesFeld des Schachbretts gelten. Was zu-erst nach einem bescheidenen Anlie-gen ausgesehen hatte, entpuppte sichals beinahe unlösbar. Denn nach re-lativ langen manuellen Berechnun-gen kam man zu dem Ergebnis, dasses sich bei dem „bescheidenen“Wunsch um 18,45 Trillionen Weizen-körner handelte, die selbst in allenKornkammern zusammen nicht ver-fügbar waren.
Diese vereinfachte Form der Be-trachtung soll nur verdeutlichen,wie hocheffektiv ein gut ausgelegterMischer arbeiten kann. Zudem giltdiese recht einfache Betrachtung
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 9Schumacher . Statisches Mischen in der Pharmazie
Abb. 2: Mischelement zum Vermischen vonhochviskosen Medien in der Pharmazie.Hochglanzelektropoliert.
Abb. 3: Mischkette zur Erhöhung der Strö-mungsgeschwindigkeit und gleichzeitigenschonenden Produktbehandlung.
Abb. 4: Mischelement zum Vermischen vonGasen oder zum Einbringen von Gasen inFlüssigkeiten.
Abb. 5: Mischelement zum Vermischen vonhochviskosen Medien. Ähnlich wie Abb. 2, nurin Kleinstform.
Abb. 6: Das wohl am häufigsten eingesetzteMischelement: die Drall- oder Schraubenform.Hier hochglanzpoliert.
Abb. 7: Ein gekantetes Mischelement speziellfür große Nennweiten ab DN 150.
ben zu Mischergebnissen und zu er-zielender Homogenität fast immernur Näherungsangaben und Richt-werte sind. Diese lassen sich oftmalsweder exakt nachmessen noch kön-nen Hersteller diese garantieren, dadie Randbedingungen beim Anwen-der in jedem Einzelfall anders ausfal-len und ebenfalls niemals zu 100 %reproduzierbar angegeben werdenkönnen.
Funktion von StatischenMischern
Statische Mischer werden schon seitJahrzehnten in allen erdenklichen In-dustriezweigen überaus erfolgreicheingesetzt und bieten gegenüber dy-namischen Mischapparaten erhebli-che Vorteile:. kontinuierlicher Betrieb (keinChargenbetrieb)
. i. d. R. über 90 % geringere An-schaffungskosten
. bis zu 95 % weniger Energiebedarf
. in fast jedem Werkstoff herzustel-len
. keine beweglichen Teile – dadurchsehr hohes Maß an Sterilität
. kein Wartungsbedarf
. sehr geringer Platzbedarf
. keine elektrischen Anschlüsse
. schneller Ein- und Ausbau
. so gut wie kein VerschleißDiese und noch weitere Vorteile ha-ben für die enorme Verbreitung unddas breite Anwendungsspektrumvon Statischen Mischern gesorgt.Statische Mischer sind – einfach ge-sagt – Rohrleitungskomponentenmit speziell geformten „statischen“Einbauten, den sog. Mischelementen.Wie der Name schon sagt, sind dieseEinbauten statisch, d.h., es bewegtsich nichts. Die zur Mischung benö-tigte Energie wird den zu ver-mischenden Medien in Form eines
Druckverlustes entzogen. Das Funk-tionsprinzip eines Statischen Mi-schers mit einem Wärmetauscher-mantel veranschaulicht Abb. 1.
Tab. 2 soll auf sehr vereinfachteForm verdeutlichen, welches Misch-verfahren für welchen Anwendungs-fall (nur bezogen auf den Aggregat-zustand) gut oder weniger gut geeig-net ist. „S“ steht hierbei für „Stati-sches Mischen“ und „D“ für „Dyna-misches Mischen“. Die Plus- und Mi-nuszeichen sollen verdeutlichen, wel-ches Verfahren in dem jeweiligenFalle das optimalere ist. Aber Vor-sicht: Auch hier gilt, dass dieses nureine grobe Einteilung und keine
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)8 Schumacher . Statisches Mischen in der Pharmazie
EingangMedium 2
AusgangGemisch
AusgangKühlwasser
EingangKühlwasser
EingangMedium 1
Abb. 1: Schematische Darstellung (Flussschema eines Statischen Mischers mit Wärmetauschermantel, wie er in vielen Bereichen (auch in derPharmazie) eingesetzt wird (Quelle alle Abbildungen: Schumacher Verfahrenstechnik GmbH).
Tabelle 2
Eignung der einzelnen Mischverfahren für jeden Aggre-gatzustand (grobe Orientierung, keine Grundsatzregel)
Fest Flüssig Gasförmig
Fest S(+) D(+++) S(++) D(+++) S(+) D(-)
Flüssig S(++) D(+++) S(+++) D(++) S(+++) D(-)
Gasförmig S(+) D(-) S(+++) D(-) S(+++) D(---)

hauptsächlich für rein laminareStoffströme. Bei Strömungen im tur-bulenten Bereich (Reynoldszahlen> 1500 – hier gehen die Meinungenoft auseinander) kommt zusätzlichnoch ein sog. Radialmischeffekt un-ter den einzelnen Schichten zustan-de, welcher den Mischeffekt nochwesentlich begünstigt. Je nach Stoff-gemisch, Rohrleitungsquerschnittund rheologischen Bedingungenkann dieser Radialmischeffekt aberauch schon bei Reynoldszahlen von150 einsetzen. Dieses haben verschie-dene Versuche gezeigt, die auf Test-anlagen mit Referenzmedien durch-geführt wurden. Die Abb. 10 bis 12zeigen Teile einer solchen Testanlage.
Mischgüten undHomogenität
Was sich relativ simpel und banalanhört, ist im Detail nicht ganz soeinfach, denn die Kunst im Auslegenbzw. Konstruieren von StatischenMischern liegt natürlich darin, einemöglichst homogene Mischung beigeringem Druckverlust und schonen-der Produktbehandlung zu errei-chen. Dieser Ansatz ähnelt den Vor-gaben „schnell – gut – günstig“: Inder Regel geht immer die Verbes-serung einer Komponente zulasteneiner anderen. Das heißt im Klartext,die immer gewünschte und ange-strebte 100 %ige Homogenität –man spricht auf molekularer Ebeneauch von der „idealen Ordnung“ – ist
nur theoretischer Natur und mit kei-nem Mischer oder Mischprozess zuerreichen. Vielmehr ist es das Ziel,sich diesem möglichst weit anzunä-hern. Die Angaben über Mischgüte,Homogenität oder Varianz basierenletztlich auf zwei wesentlichenGrundlagen: Das sind zum einendie empirischen Werte, welche dieHersteller von Mischaggregaten aufspeziell entwickelten Versuchs- undLaboranlagen in Versuchsreihen er-mitteln. Diese Daten fließen dannin den zweiten Teil der Auslegungein. Dabei handelt es sich um arith-metisch-mathematische Berechnun-gen, bei denen mittels bestimmtenFormeln und Rechenoperationenwie der „statistischen Standard-abweichung“ eine sog. empirischeVarianz ermittelt und hierüber dieMischgüte bestimmt bzw. derSchwankungsbereich eingegrenztwerden.
Anforderungen in derPharmazie
Die Pharmazie hat zusätzlich zu dennormalen Anforderungen an Aggre-gate und Armarturen noch sehr vieleeigene Bestimmungen und Auflagen,da hier mit hochsensiblen Mediengearbeitet wird, die einer gesonder-ten Behandlung bedürfen. Hier gesel-len sich zu den ohnehin schon teil-weise sehr komplexen und schwieri-gen Aufgabenstellungen noch vielezusätzliche Forderungen an dieMischapparate und das Mischergeb-nis, was die Hersteller von Misch-apparaten immer wieder vor enormeHerausforderungen stellt.. homogenste Vermischung auch beiKomponentenzusammensetzungenvon 1:10000000 (gerade bei Arznei-mittel mit hochdosierten und teil-weise toxischen Wirkstoffen)
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)10 Schumacher . Statisches Mischen in der Pharmazie
Abb. 8: Spezialmaschine zur Herstellung vonMischelementen der Nennweiten von DN 40bis DN 150.
Abb. 9: Spezialmaschine zur Herstellung vonMischelementen der Nennweiten von DN 04 bisDN 50.
Abb. 10: Kleiner Teil einer Versuchsanlage zurDurchführung von Strömungsversuchen mitverschiedenen Medien. Diese Anlage ist mo-dular erweiterbar. Abb. 11: Blick auf die verschiedenen Mess-
instrumente wie Durchflussmesser, Mano-meter sowie div. andere Messinstrumente.
Abb. 12: Hier wird die Funktion von Gas-mischern getestet, indem Sauerstoff in einenWasserstrom eingedüst wird.

. Mischen von pulverförmigen Fest-stoffen unterschiedlicher physika-lischer Eigenschaften
. Mischen von Flüssigkeiten in tro-ckenes Schüttgut (zur Erzeugungvon Agglomeraten)
. höchste Anforderungen an Hy-giene und Sterilität
. sehr hohe Wiederholgenauigkeitund Reproduzierbarkeit
Es ist nachvollziehbar, dass dieseVielzahl von Vorgaben nicht von Uni-versallösungen von der Stange bewäl-tigt werden kann. Viele Anforderun-gen an das Endprodukt sind ins-besondere in der Pharmazie derartkompliziert, das diese auch entspre-chend komplexe Mischapparate undverfahrenstechnisch aufwändige Ab-läufe erfordern. Da sich in den letztenJahren aber auch die Mess- und Ana-lysentechnik enorm weiterentwickelthat, ist die Zuverlässigkeit hinsicht-lich des Mischergebnisses und derHomogenität bei Statischen Mi-schern enorm gestiegen. Dadurcheignen sich Statische Mischer immermehr auch für komplexere Aufgabenund liefern sehr gute Ergebnisse. Soist es bei richtiger Anordnung derMess- und Analyseinstrumente mitt-lerweile möglich, auch Statische Mi-scher während des laufenden Prozes-
ses in Teilen zu regeln. Bei einer gutenAnlagenplanung können die entspre-chendenWerte nach demMischer so-fort erfasst und ausgewertet werden.Über eine entsprechende Auswerte-elektronik können anschließend so-fort die Zuflüsse der Einzelkom-ponenten geregelt werden.
Bei vielen Anwendungen – vor al-lem in der Vorproduktion oder beider Herstellung von Zwischenpro-dukten – ist der Einsatz von Stati-schen Mischern ohnehin oftmals we-sentlich sinnvoller und wirtschaftli-cher. Ein weiterer Grund, einem Dy-namischen Mischer einen StatischenMischer vorzuziehen, sind die immerweiterentwickelten Fertigungsmög-lichkeiten und die hohe Flexibilitätbei der Werkstoffauswahl. Hierdurchgibt es konstruktiv und bauartbe-dingt so gut wie keine Einschränkun-gen mehr.
Auch die CIP-Fähigkeit (Clean-In-Place – dies bedeutet, dass die Bau-teile ohne Demontage in der Anlagemit gereinigt und gespült werdenkönnen) eines Statischen Mischersist ein sehr großer Vorteil. Währenddynamische Mischapparate separatund aufwändig gereinigt werdenmüssen, lassen sich Statische Mi-scher meist einfach im eingebauten
Zustand in der Gesamtanlage mitreinigen, ohne dass zusätzliche Ar-beitsschritte erforderlich sind.
Durch neue Bauformen und Geo-metrien von Mischelementen undMischketten gelingt es, die Misch-güte um ca. 25-30 % zu erhöhen,ohne dass hierfür eine nennenswerthöhere Druckzuführung oder Verlän-gerung der Mischstrecke erforderlichsind. Möglich wird das durch eineetwas abgeänderte Drallform unddas zusätzliche Aufteilen und Verfor-men der einzelnen Elemente. Hier-durch wird bei gleicher Länge derMischstrecke das Produkt noch bes-ser durchmischt – ohne einen nen-nenswert höheren Energiebedarf zuverursachen. Dies resultiert aus derzusätzlichen Aufteilung der Stoff-ströme, bevor diese wieder komplettzusammengeführt werden. Geradebei Strömungen im oberen lamina-ren Bereich sowie beim Übergangzum turbulenten Bereich haben Ver-suche eine wesentliche Verbesserungder Mischgüte gezeigt. Insbesonderein der Pharmazie ist der Einsatz die-ser Bauform interessant, da sichdiese Form der Mischkette relativgünstig herstellen und vor allemmit verhältnismäßig wenig Aufwandauf Hochglanz polieren lässt. Dies
hauptsächlich für rein laminareStoffströme. Bei Strömungen im tur-bulenten Bereich (Reynoldszahlen> 1500 – hier gehen die Meinungenoft auseinander) kommt zusätzlichnoch ein sog. Radialmischeffekt un-ter den einzelnen Schichten zustan-de, welcher den Mischeffekt nochwesentlich begünstigt. Je nach Stoff-gemisch, Rohrleitungsquerschnittund rheologischen Bedingungenkann dieser Radialmischeffekt aberauch schon bei Reynoldszahlen von150 einsetzen. Dieses haben verschie-dene Versuche gezeigt, die auf Test-anlagen mit Referenzmedien durch-geführt wurden. Die Abb. 10 bis 12zeigen Teile einer solchen Testanlage.
Mischgüten undHomogenität
Was sich relativ simpel und banalanhört, ist im Detail nicht ganz soeinfach, denn die Kunst im Auslegenbzw. Konstruieren von StatischenMischern liegt natürlich darin, einemöglichst homogene Mischung beigeringem Druckverlust und schonen-der Produktbehandlung zu errei-chen. Dieser Ansatz ähnelt den Vor-gaben „schnell – gut – günstig“: Inder Regel geht immer die Verbes-serung einer Komponente zulasteneiner anderen. Das heißt im Klartext,die immer gewünschte und ange-strebte 100 %ige Homogenität –man spricht auf molekularer Ebeneauch von der „idealen Ordnung“ – ist
nur theoretischer Natur und mit kei-nem Mischer oder Mischprozess zuerreichen. Vielmehr ist es das Ziel,sich diesem möglichst weit anzunä-hern. Die Angaben über Mischgüte,Homogenität oder Varianz basierenletztlich auf zwei wesentlichenGrundlagen: Das sind zum einendie empirischen Werte, welche dieHersteller von Mischaggregaten aufspeziell entwickelten Versuchs- undLaboranlagen in Versuchsreihen er-mitteln. Diese Daten fließen dannin den zweiten Teil der Auslegungein. Dabei handelt es sich um arith-metisch-mathematische Berechnun-gen, bei denen mittels bestimmtenFormeln und Rechenoperationenwie der „statistischen Standard-abweichung“ eine sog. empirischeVarianz ermittelt und hierüber dieMischgüte bestimmt bzw. derSchwankungsbereich eingegrenztwerden.
Anforderungen in derPharmazie
Die Pharmazie hat zusätzlich zu dennormalen Anforderungen an Aggre-gate und Armarturen noch sehr vieleeigene Bestimmungen und Auflagen,da hier mit hochsensiblen Mediengearbeitet wird, die einer gesonder-ten Behandlung bedürfen. Hier gesel-len sich zu den ohnehin schon teil-weise sehr komplexen und schwieri-gen Aufgabenstellungen noch vielezusätzliche Forderungen an dieMischapparate und das Mischergeb-nis, was die Hersteller von Misch-apparaten immer wieder vor enormeHerausforderungen stellt.. homogenste Vermischung auch beiKomponentenzusammensetzungenvon 1:10000000 (gerade bei Arznei-mittel mit hochdosierten und teil-weise toxischen Wirkstoffen)
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)10 Schumacher . Statisches Mischen in der Pharmazie
Abb. 8: Spezialmaschine zur Herstellung vonMischelementen der Nennweiten von DN 40bis DN 150.
Abb. 9: Spezialmaschine zur Herstellung vonMischelementen der Nennweiten von DN 04 bisDN 50.
Abb. 10: Kleiner Teil einer Versuchsanlage zurDurchführung von Strömungsversuchen mitverschiedenen Medien. Diese Anlage ist mo-dular erweiterbar. Abb. 11: Blick auf die verschiedenen Mess-
instrumente wie Durchflussmesser, Mano-meter sowie div. andere Messinstrumente.
Abb. 12: Hier wird die Funktion von Gas-mischern getestet, indem Sauerstoff in einenWasserstrom eingedüst wird.
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2015-01\Anzeigensatz-keine-Druck-PDFs\schumacher-TP-2015-01_216x102.indd Zuletzt gesichert: 09.02.15 (08:00:56 Uhr)
www.schumacher-vt.de
Statische Mischerfür die:
• Chemieindustrie
• Petrochemie
• Pharmazie
• Lebensmittelindustrie

sorgt neben der Sterilität auch füreinen geringeren Druckverlust unddamit verbunden für einen geringenEnergieeintrag.
Abb. 13 zeigt eine hochglanz-polierte entnehmbare Mischkettespeziell für die Pharmazie. Obwohldiese Mischketten CIP-fähig sind,werden oftmals Statische Mischermit entnehmbaren Mischketten ein-gesetzt. Hierbei kann zu Revisions-zwecken oder aus anderen Gründendie Mischkette einfach aus dem Mi-scher herausgenommen werden. DieKlemmung kann auf unterschiedli-che Weise erfolgen. Abb. 14 zeigt ei-nen Statischen Mischer mit Wärme-tauschermantel und extrem langerund entnehmbarer Mischkette. DieKlemmung erfolgt hierbei mittels ei-ner Haltestrebe, welche in einer extrahierfür eingebrachten Quernute amEintrittsflansch sitzt. Diese Nute ist
so gefertigt, das diese nicht in denDichtflächenbereich der Dichtungkommt. Somit kann die Abdichtungüber die reguläre Standarddichtungerfolgen.
Tab. 3 zeigt ein paar Anwendungs-beispiele zum Einsatz von StatischenMischern.
Bei vielen Prozessschritten ist einebestimmte Temperatur für ein opti-males Ergebnis von großer Bedeu-tung. Gerade hier können StatischeMischer in Doppelwandausführungein Mittel der ersten Wahl sein. Hierkann anfallende Prozessenergie sinn-voll zum Beheizen genutzt werden,die ansonsten einfach verpuffen wür-de. Ebenso kann anfallendes Wasserzum Kühlen verwendet werden.Beim Mischen kommt es häufig zuverschiedenen chemischen Reaktio-nen. Diese können exotherm sein,d.h., es fällt Prozesswärme an, oder
aber es wird eine Aktivierungsenergiebenötigt. In beiden Fällen könnenStatische Mischer mit Wärmetau-schermantel (ähnlich wie Abb. 14) re-lativ einfach und unkompliziert zurProzessoptimierung eingesetzt wer-den. Bei exothermen Reaktionenwird der Wärmetauschermantel zurKühlung und Abführung der Prozess-wärme genutzt und bietet dadurchdie Möglichkeit, aufgeheiztes Kühl-wasser anderweitig zu nutzen. BeiReaktionen, die eine Aktivierungs-energie benötigen, wird der Wärme-tauschermantel außerdem zum Be-heizen des Mischers eingesetzt.
Ein Problem bei Statischen Mi-schern – insbesondere wenn es da-rum geht, neben dem Mischen auchnoch temperierende Aufgaben zu er-füllen – ist die sog. Verweilzeit imReaktor. Je nach Strömungs-geschwindigkeit ist diese oftmals zukurz, um einen akzeptablen Wir-kungsgrad zu erzielen. Hier könnenStatische Mischer in Schlangenformeingesetzt werden, um die Verweil-zeit im Mischergehäuse zu erhöhen.Um hier aber durch zu lange Misch-strecken nicht unnötig den Druck-verlust und damit die Energiekostenzu erhöhen sowie die Herstell- bzw.Investitionskosten im Rahmen zuhalten, kommen hier Spezialmisch-ketten zum Einsatz. Hierbei wird ent-weder die Mischstrecke durch mit-tendrin installierte Turbulenz- oderBeruhigungsstrecken unterbrochen
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)12 Schumacher . Statisches Mischen in der Pharmazie
Tabelle 3
Einige Grundsatzmischaufgaben mit konkreten Anwendungsbeispielen
Mischvorgang Beispiel
Einbringen von Gasen in Flüssigkeiten Anreichern von Wasser mit Sauerstoff
Vermischen hochviskoser Medien Vermischen von Cremes, Salben, u. ä. mit Zusatzstoffen
Vermischen nahezu sämtlicherflüssiger Medien
Vermischen von Wasser mit Natronlauge (NaOH)
Vermischen nahezu sämtlicher Gase Vermischen von Argon mit Stickstoff
Vermischen trockener Pulver Vorvermischen von Trockenbindemittel mit Wirkstoffen
Vermischen von Feststoffen mit Flüssigkeiten Vermischen von löslichen Pulvern mit wässrigen Lösungen
Abb. 14: Statischer Mischer mit Wärmetau-schermantel und extrem langer, entnehmbarerMischkette.
Abb. 13: Entnehmbare Spezialmischkette fürdie Pharmazie. Oberflächengüte unter Ra 0,4µelektropoliert. Kette außen rund geschliffen fürhöchste Passgenauigkeit.

oder es werden andere Bauformeneingesetzt. Hierbei fallen zwar derDruckverlust, aber auch die Misch-güte wesentlich geringer aus. Auf-grund der längeren Gesamtstreckewird am Ende aber die gleiche Misch-güte bei gleichem Druckverlust er-reicht.
Ein großer Vorteil hierbei ist, dassder Produktbereich und der Wärme-tauscherbereich relativ einfach undkostengünstig in unterschiedlichenWerkstoffen ausgeführt werden kön-nen. Der Heizkreislauf kann dann ausnormalem Edelstahlwerkstoff gefer-tigt werden, während der Produkt-bereich und die Mischstrecke ent-sprechend den Anforderungen ausspeziellen Sonderwerkstoffen beste-hen können. Auch hier müssen inden meisten Fällen jeder Anwen-dungsfall für sich betrachtet und ent-sprechende Lösungen ausgearbeitetwerden. Auch hierfür werden spe-zielle Versuche gefahren, um den Mi-scher optimal auszulegen – wieAbb. 15 zeigt.
Damit es nicht zu einem sog. Fou-ling (Anbacken von Produktstoffen ander Rohrinnenwand) kommt, könnenStatische Mischer sowie die Mischket-ten im Produktbereich hochglanz-poliert werden, was Oberflächengütenvon unter Ra 0,40μ ermöglicht. Auchlassen modernste Beschichtungs-methoden mittlerweile fast jede Formder Oberflächenbeschichtung zu. Soist es ohne weiteres möglich, die Pro-dukträume inklusive der Mischkettenentsprechend den gewünschten An-forderungen zu beschichten. Das kön-nen Antihaft- oder PTFE-Beschich-
tungen genauso sein wie Gummierun-gen oder spezielle Hartbeschichtun-gen. Für das Mischen von hochvisko-sen Medien im Hochdruckbereich, diesehr oft sog. „nicht-newtonsche“ Ei-genschaften haben, gibt es mittler-weile die Möglichkeit, die Mischkettemittels eines Spezialverfahrens imHochvakuum zu verlöten. Dieses er-fordert aber ein sehr hohes Maß anErfahrung und eine sehr hohe Fer-tigungstiefe des Herstellers. Zum ei-nen muss das Mischrohr extrem ge-nau gefertigt und auf Toleranzen von1/100 mm gehont (Hochglanzfinish/Polieren auf höchste Oberflächen-güten und Toleranzen > 1/100 mm)werden. Zum zweiten muss die einge-setzte Mischkette speziell geformtund vorgefertigt werden, so dass dieseauf ein genau definiertes ÜbermaßzumMischrohr geschliffen wird. Hier-nach werden die beiden Komponen-ten mittels spezieller Verfahren inei-nander eingeschrumpft, um diese an-schließend im Hochvakuum zu ver-löten.
Beim Einschrumpfen werden dasInnenteil – in diesem Fall die Misch-kette – in flüssigem Stickstoff gekühltund das Außengehäuse in einemOfen erwärmt. Durch die Tempera-turerhöhung dehnt sich das Außen-gehäuse aus, während im Gegenzugdas Innenteil durch Abkühlung zu-sammenschrumpft. Nun lassen sichbeide Teile leicht ineinanderschie-ben. Nach dem Temperaturausgleichauf Umgebungstemperatur schrump-fen bzw. dehnen sich beide Bauteilewieder auf ihre Ursprungsgröße aus,wodurch beide Teile eine extremenge und feste Verbindung eingehen.Dadurch erhält man einen StatischenMischer mit einer komplett spaltfreianliegenden und mittels Fügeverfah-ren mit dem Mischerrohr fest ver-bundenen Mischkette, die höchstenDrücken und Scherkräften standhältund keinerlei Toträume aufweist.Abb. 16 zeigt einen so hergestelltenMischer im Querschnitt. Der Mischerwurde nach dem Einschrumpfen undVakuumverlöten der Länge nach auf-getrennt, um die Qualität der Verbin-dung zu untersuchen.
Einen wesentlichen Vorteil in Be-zug auf pharmazeutische Anforde-rungen bringt die sog. Orbital-schweißtechnik mit sich, die immerhäufiger zum Einsatz kommt. Hier-bei wird nicht – wie sonst in derSchweißtechnik üblich – das Werk-stück in Rotation versetzt und dannmittels Schweißzusatz WIG ver-schweißt. Stattdessen werden dieBauteile mittels einer speziellen Or-bitalschweißzange (siehe Abb. 17)verschweißt. Hierbei umschließt dieSchweißzange die zu verschweißen-den Bauteile und bildet eine herme-tisch abgeschlossene Atmosphäre.Der entstehende „Arbeitsraum“ wirddann mit einem hochreinen inertenGas gefüllt. Darauf fährt eineSchweißnadel automatisch gesteuert„orbital“ um das Bauteil herum undverschweißt dieses ohne Zugabe ei-nes Schweißzusatzes. Dieses Verfah-ren ist mittlerweile bis zu Wandstär-ken von 3,00 mm möglich und sorgt
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 13Schumacher . Statisches Mischen in der Pharmazie
Abb. 16: Aufgeschnittener Mischer mit in Va-kuum verlöteten Mischelementen aus 2.4610(ähnl. Hastelloy C4).
Abb. 17: Orbitalschweißzange. Diese wird umdie beiden zu verschweißenden Werkstückegespannt. Die Schweißnadel (hier nicht zusehen) fährt, nachdem der Schweißbereichhermetisch abgeschlossen und mit einemhochreinen inerten Gas gefüllt wurde, „orbital“um die Schweißnaht herum.
Abb. 15: Testanlage für Versuche mit langenMischstrecken in Verbindung mit Wärmetau-schern.
sorgt neben der Sterilität auch füreinen geringeren Druckverlust unddamit verbunden für einen geringenEnergieeintrag.
Abb. 13 zeigt eine hochglanz-polierte entnehmbare Mischkettespeziell für die Pharmazie. Obwohldiese Mischketten CIP-fähig sind,werden oftmals Statische Mischermit entnehmbaren Mischketten ein-gesetzt. Hierbei kann zu Revisions-zwecken oder aus anderen Gründendie Mischkette einfach aus dem Mi-scher herausgenommen werden. DieKlemmung kann auf unterschiedli-che Weise erfolgen. Abb. 14 zeigt ei-nen Statischen Mischer mit Wärme-tauschermantel und extrem langerund entnehmbarer Mischkette. DieKlemmung erfolgt hierbei mittels ei-ner Haltestrebe, welche in einer extrahierfür eingebrachten Quernute amEintrittsflansch sitzt. Diese Nute ist
so gefertigt, das diese nicht in denDichtflächenbereich der Dichtungkommt. Somit kann die Abdichtungüber die reguläre Standarddichtungerfolgen.
Tab. 3 zeigt ein paar Anwendungs-beispiele zum Einsatz von StatischenMischern.
Bei vielen Prozessschritten ist einebestimmte Temperatur für ein opti-males Ergebnis von großer Bedeu-tung. Gerade hier können StatischeMischer in Doppelwandausführungein Mittel der ersten Wahl sein. Hierkann anfallende Prozessenergie sinn-voll zum Beheizen genutzt werden,die ansonsten einfach verpuffen wür-de. Ebenso kann anfallendes Wasserzum Kühlen verwendet werden.Beim Mischen kommt es häufig zuverschiedenen chemischen Reaktio-nen. Diese können exotherm sein,d.h., es fällt Prozesswärme an, oder
aber es wird eine Aktivierungsenergiebenötigt. In beiden Fällen könnenStatische Mischer mit Wärmetau-schermantel (ähnlich wie Abb. 14) re-lativ einfach und unkompliziert zurProzessoptimierung eingesetzt wer-den. Bei exothermen Reaktionenwird der Wärmetauschermantel zurKühlung und Abführung der Prozess-wärme genutzt und bietet dadurchdie Möglichkeit, aufgeheiztes Kühl-wasser anderweitig zu nutzen. BeiReaktionen, die eine Aktivierungs-energie benötigen, wird der Wärme-tauschermantel außerdem zum Be-heizen des Mischers eingesetzt.
Ein Problem bei Statischen Mi-schern – insbesondere wenn es da-rum geht, neben dem Mischen auchnoch temperierende Aufgaben zu er-füllen – ist die sog. Verweilzeit imReaktor. Je nach Strömungs-geschwindigkeit ist diese oftmals zukurz, um einen akzeptablen Wir-kungsgrad zu erzielen. Hier könnenStatische Mischer in Schlangenformeingesetzt werden, um die Verweil-zeit im Mischergehäuse zu erhöhen.Um hier aber durch zu lange Misch-strecken nicht unnötig den Druck-verlust und damit die Energiekostenzu erhöhen sowie die Herstell- bzw.Investitionskosten im Rahmen zuhalten, kommen hier Spezialmisch-ketten zum Einsatz. Hierbei wird ent-weder die Mischstrecke durch mit-tendrin installierte Turbulenz- oderBeruhigungsstrecken unterbrochen
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)12 Schumacher . Statisches Mischen in der Pharmazie
Tabelle 3
Einige Grundsatzmischaufgaben mit konkreten Anwendungsbeispielen
Mischvorgang Beispiel
Einbringen von Gasen in Flüssigkeiten Anreichern von Wasser mit Sauerstoff
Vermischen hochviskoser Medien Vermischen von Cremes, Salben, u. ä. mit Zusatzstoffen
Vermischen nahezu sämtlicherflüssiger Medien
Vermischen von Wasser mit Natronlauge (NaOH)
Vermischen nahezu sämtlicher Gase Vermischen von Argon mit Stickstoff
Vermischen trockener Pulver Vorvermischen von Trockenbindemittel mit Wirkstoffen
Vermischen von Feststoffen mit Flüssigkeiten Vermischen von löslichen Pulvern mit wässrigen Lösungen
Abb. 14: Statischer Mischer mit Wärmetau-schermantel und extrem langer, entnehmbarerMischkette.
Abb. 13: Entnehmbare Spezialmischkette fürdie Pharmazie. Oberflächengüte unter Ra 0,4µelektropoliert. Kette außen rund geschliffen fürhöchste Passgenauigkeit.

für eine fast nicht mehr sichtbare,hochreine Schweißverbindung, wel-che i. d.R. nicht mehr nachgearbeitetwerden muss. Der kompletteSchweißprozess wird hierbei von ei-ner speziellen Computersteuerungüberwacht und geregelt. Diese be-stimmt die Stromstärke, die Gas-menge und die Schweißgeschwindig-keit. Ähnlich funktioniert dieses Ver-fahren auch auf stationären Anlagenwie derjenigen auf Abb. 18. Aller-dings ist hier zusätzlich noch mög-lich, computergesteuert entspre-chenden Schweißzusatz zuzuführen,was ein Orbitalschweißen von dicke-ren Wandstärken und größerenRohrdurchmessern zulässt. BeideVerfahren sind hinsichtlich der In-vestitions- und Betriebskosten relativteuer, bieten aber absolut hochreineund sterile Schweißverbindungen.Aufgrund der hohen Kosten wird die-ses Verfahren nur bei Herstellern ein-gesetzt, die regelmäßig Produkte fürdie Pharmazie herstellen.
Durch die immer weiterentwickel-ten Fertigungsverfahren wie dasWasserstrahlschneiden, das Oberflä-chenveredeln, das Orbitalschweißensowie neueste Dichtungstechniken,bei denen zum Teil vollständig aufelastomere Dichtwerkstoffe verzich-tet wird, ist es möglich, Statische Mi-scher in fast allen erdenklichenWerkstoffen herzustellen. Das bietetvor allem bei Prozessen mit gefähr-lichen bzw. gesundheitsschädlichenStoffen oder im hochsterilen Bereichwie der Pharmazie enorme Vorteile.Denn bei Statischen Mischern kannder Mischprozess innerhalb des
Rohrleitungssystems durchgeführtwerden, ohne dass die Stoffe in sepa-rate Mischapparate umgefüllt oderzwischengelagert werden müssenund somit in Kontakt mit der Um-welt oder der Umgebung treten.
Auch in Bereichen, in denen mithohen Drücken und hohen Tempera-turen gearbeitet wird, bietet ein Sta-tischer Mischer enorme Vorteile, dader Nutzer aufgrund der großenWerkstoffauswahl extrem flexibel ist.Ein besonderer Vorteil bietet sich,wenn Anlagen oder Anlagenbereicheunter die DGRL (Druckgerätericht-linie) fallen, eine ATEX-Bescheini-gung (Atmosphère Explosibles; spe-zielle Richtlinie für den Explosions-schutz) benötigen oder sonstigenüberwachungspflichtigen Regelwer-ken unterliegen. Da Statische Mi-scher sog. „druckhaltende Ausrüs-tungsteile“ sind, fällt der Aufwandzur Integration in eine über-wachungspflichtige Anlage oder dasEinhalten gesetzlich geforderter Be-stimmungen um ein Vielfaches ge-ringer aus als bei aufwändigen Rühr-werksapparaten oder Mischanlagen.Diese sind in der Regel eigene abnah-mepflichtige Anlagen und werdendementsprechend eingestuft und be-handelt. Dass hierbei ein wesentlichhöherer und kostenintensiverer Auf-wand zur Betreibungsgenehmigunganfällt, bedarf keiner Erläuterung.
Die Wahl des richtigenAnbieters
Hier kann schon im Vorfeld das Ri-siko für Fehlinvestitionen minimiertwerden. Es ist immer ratsam, sich beimehreren Anbietern zu informierenund sich Angebote einzuholen. Beisehr vielen Anbietern handelt es sichum Händler oder Konstruktions-büros, die meistens nicht über dietechnischen Voraussetzungen ver-fügen, Versuche und Messungendurchzuführen oder aber direkt inden Fertigungsprozess eingreifenkönnen. Aber gerade das stellt beikomplexen Mischaufgaben oft einengroßen Vorteil dar, da ein Herstellerhäufig die Möglichkeit hat, auf ent-
sprechenden Testanlagen im Vorfeldzu prüfen, ob Auslegung und Kon-struktion der Mischstrecke die An-forderungen an das Mischergebniserfüllen können. Das bedeutet imUmkehrschluss nicht, dass Produktevon Händlern oder Konstrukteurenzwangsläufig schlechter sind als Pro-dukte, die direkt vom Hersteller be-zogen werden. Da aber ein Händlerimmer zwischen dem Hersteller unddem Anwender steht, führt das nichtunbedingt zu einer Vereinfachungder Abläufe, aber oftmals zu höherenKosten. Hier lohnt sich oftmals einBesuch auf der Webseite des Anbie-ters oder ein direkter Besuch vor Ort.Ein Händler informiert mehr überProdukte und sein Angebotsspek-trum, während ein Hersteller zusätz-lich auch sehr viel über Fertigungs-techniken und Herstellungsverfahrenerzählt.
Dadurch, dass ein Hersteller vonStatischen Mischern in der Regelauch über Versuchsanlagen wie diein Abb. 19 und entsprechende Mess-technik verfügt, bietet sich hier oftdie Möglichkeit, Mischversuche undMessungen mit dem Produkt des An-wenders durchzuführen. Hierbeikann der Anwender dem Herstellereine entsprechende Probe seinesProduktes zukommen lassen, wo-durch der Hersteller in der Lage ist,den Statischen Mischer noch besseran das zu vermischende Produkt an-zupassen und zu optimieren. Stati-sche Mischer werden sehr häufig inAnlagen verbaut, die der DGRL oderanderen sicherheitsrelevanten Vor-
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)14 Schumacher . Statisches Mischen in der Pharmazie
Abb. 19: Versuchsanlage mit drei Parallelstre-cken. Hier können Versuche und Messungendurchgeführt werden, mit denen Rückschlüsseauf das Mischergebnis gezogen werden kön-nen.
Abb. 18: Stationäre Orbitalschweißanlage.Hierbei erfolgt die Verschweißung im Rundlaufdes Werkstückes. Der Schweißbereich wurdenur für das Foto sichtbar gemacht.

TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 15Schumacher . Statisches Mischen in der Pharmazie
schriften unterliegen. Diese müssen auch entsprechendausgelegt, eingestuft, hergestellt und geprüft werden. So-mit fallen Herstellung und Prüfung oftmals unter die Auf-sicht und strengen Überwachungen einer sog. benanntenexternen Stelle (TÜV). Je nach Zulassung eines Herstellerskönnen auch hier im Vorfeld viele Kosten und „Energien“gespart werden. Wenn der Hersteller über entsprechendeZulassungen verfügt, die es ihm ermöglichen, Druck-geräte bis zu einer bestimmten Kategorie ohne das Ein-schalten einer benannten Stelle zu fertigen, führt das zueiner enormen Vereinfachung der Abläufe und Reduzie-rung von Kosten. Hier trennt sich sehr oft die Spreu vomWeizen, da die Kosten für Prüfung, Überwachung undEndabnahme der benannten Stelle (etwa des TÜV) sehroft unterschätzt werden. Natürlich haben auch Händler invielen Dingen Vorteile und verfügen über langjährige Er-fahrungen – bei komplexen Einzelanforderungen ist aberder direkte Weg über den Hersteller meistens der Bessere.
Fazit
Die Anschaffung eines Mischers – egal welcher Bauart –ist immer auch eine „Vertrauenssache“ zwischen Anbieterund Abnehmer. Letztlich bleibt auch immer ein unver-meidbares Restrisiko für den Anwender, ob alle Zusagenund Erwartungen auch erfüllt werden. Bei vielen Misch-aufgaben bleiben komplexe und aufwändige Apparateunersetzlich und können nicht einfach durch StatischeMischer ersetzt werden. Durch weiterentwickelte Baufor-men, Techniken und Analysemethoden hat sich aber inden letzten Jahren das Anwendungsspektrum von Stati-schen Mischern enorm vergrößert.
So werden heutzutage mit Statischen Mischern in vie-len Bereichen sehr hohe Mischgüten erreicht, die denje-nigen eines Dynamischen Mischers in nichts mehr nach-stehen. Kein Statischer Mischer kann und wird jemalsjede Mischaufgabe lösen können oder macht komplexeMischaggregate völlig überflüssig. In sehr vielen Fällenkann ein Statischer Mischer aber eine echte Alternativeoder sogar das Mittel der ersten Wahl sein, zumal dieAnschaffung und Installation mit einem Bruchteil derKosten und Risiken verbunden sind wie denjenigen beiaufwändigen Rührwerksapparaten. In jedem Falle solltebei einer Anschaffung von teuren Aggregaten der Einsatzeines Statischen Mischers als Option geprüft werden.Hierbei gilt: je höher die Erfahrung, Fertigungstiefe undEntwicklungsmöglichkeit eines Anbieters, umso geringerist die Wahrscheinlichkeit, dass die Erwartungen nichterfüllt werden. Dieses trifft auf jede Form und Bauartvon Mischern zu. Hier gilt manchmal „Probieren gehtüber Studieren“ – was bei aufwändigen und teuren An-lagen aufgrund der hohen Kosten sicherlich nicht ratsamist.
für eine fast nicht mehr sichtbare,hochreine Schweißverbindung, wel-che i. d.R. nicht mehr nachgearbeitetwerden muss. Der kompletteSchweißprozess wird hierbei von ei-ner speziellen Computersteuerungüberwacht und geregelt. Diese be-stimmt die Stromstärke, die Gas-menge und die Schweißgeschwindig-keit. Ähnlich funktioniert dieses Ver-fahren auch auf stationären Anlagenwie derjenigen auf Abb. 18. Aller-dings ist hier zusätzlich noch mög-lich, computergesteuert entspre-chenden Schweißzusatz zuzuführen,was ein Orbitalschweißen von dicke-ren Wandstärken und größerenRohrdurchmessern zulässt. BeideVerfahren sind hinsichtlich der In-vestitions- und Betriebskosten relativteuer, bieten aber absolut hochreineund sterile Schweißverbindungen.Aufgrund der hohen Kosten wird die-ses Verfahren nur bei Herstellern ein-gesetzt, die regelmäßig Produkte fürdie Pharmazie herstellen.
Durch die immer weiterentwickel-ten Fertigungsverfahren wie dasWasserstrahlschneiden, das Oberflä-chenveredeln, das Orbitalschweißensowie neueste Dichtungstechniken,bei denen zum Teil vollständig aufelastomere Dichtwerkstoffe verzich-tet wird, ist es möglich, Statische Mi-scher in fast allen erdenklichenWerkstoffen herzustellen. Das bietetvor allem bei Prozessen mit gefähr-lichen bzw. gesundheitsschädlichenStoffen oder im hochsterilen Bereichwie der Pharmazie enorme Vorteile.Denn bei Statischen Mischern kannder Mischprozess innerhalb des
Rohrleitungssystems durchgeführtwerden, ohne dass die Stoffe in sepa-rate Mischapparate umgefüllt oderzwischengelagert werden müssenund somit in Kontakt mit der Um-welt oder der Umgebung treten.
Auch in Bereichen, in denen mithohen Drücken und hohen Tempera-turen gearbeitet wird, bietet ein Sta-tischer Mischer enorme Vorteile, dader Nutzer aufgrund der großenWerkstoffauswahl extrem flexibel ist.Ein besonderer Vorteil bietet sich,wenn Anlagen oder Anlagenbereicheunter die DGRL (Druckgerätericht-linie) fallen, eine ATEX-Bescheini-gung (Atmosphère Explosibles; spe-zielle Richtlinie für den Explosions-schutz) benötigen oder sonstigenüberwachungspflichtigen Regelwer-ken unterliegen. Da Statische Mi-scher sog. „druckhaltende Ausrüs-tungsteile“ sind, fällt der Aufwandzur Integration in eine über-wachungspflichtige Anlage oder dasEinhalten gesetzlich geforderter Be-stimmungen um ein Vielfaches ge-ringer aus als bei aufwändigen Rühr-werksapparaten oder Mischanlagen.Diese sind in der Regel eigene abnah-mepflichtige Anlagen und werdendementsprechend eingestuft und be-handelt. Dass hierbei ein wesentlichhöherer und kostenintensiverer Auf-wand zur Betreibungsgenehmigunganfällt, bedarf keiner Erläuterung.
Die Wahl des richtigenAnbieters
Hier kann schon im Vorfeld das Ri-siko für Fehlinvestitionen minimiertwerden. Es ist immer ratsam, sich beimehreren Anbietern zu informierenund sich Angebote einzuholen. Beisehr vielen Anbietern handelt es sichum Händler oder Konstruktions-büros, die meistens nicht über dietechnischen Voraussetzungen ver-fügen, Versuche und Messungendurchzuführen oder aber direkt inden Fertigungsprozess eingreifenkönnen. Aber gerade das stellt beikomplexen Mischaufgaben oft einengroßen Vorteil dar, da ein Herstellerhäufig die Möglichkeit hat, auf ent-
sprechenden Testanlagen im Vorfeldzu prüfen, ob Auslegung und Kon-struktion der Mischstrecke die An-forderungen an das Mischergebniserfüllen können. Das bedeutet imUmkehrschluss nicht, dass Produktevon Händlern oder Konstrukteurenzwangsläufig schlechter sind als Pro-dukte, die direkt vom Hersteller be-zogen werden. Da aber ein Händlerimmer zwischen dem Hersteller unddem Anwender steht, führt das nichtunbedingt zu einer Vereinfachungder Abläufe, aber oftmals zu höherenKosten. Hier lohnt sich oftmals einBesuch auf der Webseite des Anbie-ters oder ein direkter Besuch vor Ort.Ein Händler informiert mehr überProdukte und sein Angebotsspek-trum, während ein Hersteller zusätz-lich auch sehr viel über Fertigungs-techniken und Herstellungsverfahrenerzählt.
Dadurch, dass ein Hersteller vonStatischen Mischern in der Regelauch über Versuchsanlagen wie diein Abb. 19 und entsprechende Mess-technik verfügt, bietet sich hier oftdie Möglichkeit, Mischversuche undMessungen mit dem Produkt des An-wenders durchzuführen. Hierbeikann der Anwender dem Herstellereine entsprechende Probe seinesProduktes zukommen lassen, wo-durch der Hersteller in der Lage ist,den Statischen Mischer noch besseran das zu vermischende Produkt an-zupassen und zu optimieren. Stati-sche Mischer werden sehr häufig inAnlagen verbaut, die der DGRL oderanderen sicherheitsrelevanten Vor-
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 6–15 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)14 Schumacher . Statisches Mischen in der Pharmazie
Abb. 19: Versuchsanlage mit drei Parallelstre-cken. Hier können Versuche und Messungendurchgeführt werden, mit denen Rückschlüsseauf das Mischergebnis gezogen werden kön-nen.
Abb. 18: Stationäre Orbitalschweißanlage.Hierbei erfolgt die Verschweißung im Rundlaufdes Werkstückes. Der Schweißbereich wurdenur für das Foto sichtbar gemacht.
Abgelegt auf: F:\GK\ECV\Satz\Pharmind\PI_2015-02\Anzeigensatz-keine-Druck-PDFs\TTC-pi-2015-02-74x303.indd Zuletzt gesichert: 09.02.15 (11:29:37 Uhr)
PROGRAMM 01 | 2015
www.ttc-binzen.de
FLUIDIZED BED PROCESSING10. – 12. März 2015, BinzenVortragssprache: Englisch
GRANULATION AND TABLETTING21. – 23. April 2015, BinzenVortragssprache: Englisch
FUNCTIONAL FILM COATING19. – 21. Mai 2015, WeimarVortragssprache: Englisch
FLUIDIZED BED: MAINTENANCE & TROUBLESHOOTING7. – 9. Juli 2015, BinzenVortragssprache: Englisch
WIRBELSCHICHT: WARTUNG & TROUBLESHOOTING14. – 16. Juli 2015, BinzenVortragssprache: Deutsch

Schweißen in der Pharmazie(K)eine heiße Sache!? – Teil 2*)
Marc Warzawa . ANDRAE Ingenieure GmbH, Stuttgart
Korrespondenz: Marc Warzawa, ANDRAE Ingenieure GmbH, Holderäckerstraße 31, 70499 Stuttgart;E-Mail: [email protected]
Am Anfang steht dieAnforderung
Sobald die Entscheidung gefallen ist,einen Ansatz- oder Lagerbehälteroder gar eine ganze Anlage zu be-schaffen, müssen Fragen gestelltund anschließend beantwortet wer-den, schließlich soll der Behälter viel-fältigen Anforderungen gerecht wer-den (Abb. 5):. Welcher Wirkstoff soll verwendetwerden und welche Materialienwerden dafür benötigt?
. Welche Temperaturen herrschenund welche Drücke?
. Wie soll das Bauteil betriebenwerden?
. Wie kann der Betrieb möglichstexakt abgeschätzt werden?
. Wie oft werden solche Lastwechseldurchfahren?
. Für welche Lebensdauer soll dieAnlage oder das Bauteil bemessenwerden?
. Wie soll deren Oberfläche be-schaffen sein?
Abb. 5 stellt diese und weitere wich-tige Fragestellungen grafisch dar.Zwar wird ein versierter Behälter-bauer oder Rohrleitungserrichteraufgrund seiner Erfahrungen Annah-men treffen können und bisweilenauch müssen, aber das Vermutenoder Erraten von Planungsgrund-lagen hat in einem Pharmaprojektnichts zu suchen. Ansonsten steigenRisiko und im Versagensfall die Kos-ten. Dass dafür und für den Termin-verzug keiner die Verantwortung
übernehmen möchte, sollte ausrei-chend Motivation für die Zurver-fügungsstellung aller notwendigenAngaben sein. Tab. 1 listet wichtigeEinflussfaktoren ebenso auf wiemögliche Konsequenzen, falls die ge-troffenen Annahmen sich nicht mitdem späteren Betrieb decken.
Verwirrende Vielfalt
„Früher“, so ist bisweilen zu hören,sei „alles ganz einfach gewesen, daes nur die Druckbehälter-Verord-nung“ gegeben und eine einzelnePrüforganisation über die Einhal-tung der Vorgaben gewacht habe.Zwar sind zwischenzeitlich über 17Jahre vergangen, seitdem der euro-paweite Beschluss gefasst wurde,mehr Verantwortung, aber auchmehr Spielraum in die Hände desEinzelnen zu legen [1]. Aber den-noch erscheinen das Systemwenigertransparent und die Zusammen-hänge nicht einfach zu durchschau-en. Hilfreich könnte die Vorstellungsein, das Vorschriftenwerk vor demHintergrund einzelner Phasen zubetrachten: Anfangs steht die Ge-fährdungsbeurteilung. Je gefähr-licher oder risikoreicher ein Stoff ist,desto sicherer und zuverlässigermuss seine unkontrollierte Freiset-zung verhindert werden. Vergleich-bares trifft für vergleichsweise unge-fährliche Stoffe zu (wie etwa Was-ser), wenn sie unter hohem Druckund / oder hohen Temperaturen ste-hen und dadurch erhebliches Ge-fährdungs- und Zerstörungspoten-zial aufweisen. Für diese Einstufungdes Gefährdungspotenzials soll es
wenig Spielraum und eine europa-weit einheitliche Regelung geben,weswegen sie in einer Richtlinie fest-gelegt wurde, der Druckgerätericht-linie DGRL [1], englisch „PED“ (Pres-sure Equipment Directive). AufGrundlage der Einstufung wird dieBemessung „traditionell“ nach AD-Regelwerk [4] (AD = „AuslegungDruckbehälter“) vorgenommen, wel-che in rund 100 Einzelvorschriftenviele Details regelt oder Hilfestellungleistet. Diese Vielzahl an Einzelvor-schriften ist thematisch gruppiertund immer mit einer Buchstaben-Ziffern-Kombination bezeichnet:. A 1 bis A 404 – Ausrüstung, Auf-stellung Kennzeichnung
. B 0 bis B 13 – Berechnung
. G 1 bis G 2 – Grundsätze
. HP 0 bis HP 801 Nr. 39 – Herstel-lung und Prüfung
. N 1 bis N 4 Anl. 1 – Druckbehälteraus nichtmetallischen Werkstoffen
. S 1 bis S 6 – SonderfälleW 0 bis W 13 – Metallische Werk-stoffe
. Z 1 bis Z 2 – LeitfädenDiese Regularien gelten für die Ein-zelkomponenten (auch Rohrleitun-gen) und die aus ihnen kombinierterstellten Systeme so lange, wie sie– bildlich gesprochen – beim Herstel-ler „im Schaufenster stehen“. Sobalddie Systeme betrieben werden, grei-fen die Betriebs-Sicherheitsverord-nung und die Verantwortung des Be-treibers. Er ist dafür verantwortlich,ein System innerhalb der Aus-legungsgrenzen zu betreiben sowiedie Inspektions- und Wartungsinter-valle einzuhalten. Tab. 2 soll die Zu-sammenhänge verdeutlichen.
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 16–21 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)16 Warzawa . Schweißen in der Pharmazie
*) Teil 1 des Beitrags ist erschienen inTechnoPharm 4, Nr. 6, 314–319 (2014).

TechnoPharm 5, Nr. 1, 16–21 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 17Warzawa . Schweißen in der Pharmazie
Tabelle 1
Auflistung wichtiger und erforderlicher Angaben sowie mögliche spätere Konsequenzenim Falle von Abweichungen
Benötigte Angabe Hat Einfluss auf bzw.weswegen wichtig?
Mögliche Auswirkung, wennAngabe fehlt
Druck1) (Überdruck) Auslegung Sicherheitsventil – bläst zu früh ab: Inhalt (evtl. Produkt) gehtunnötig verloren
– bläst zu spät ab: Produkt wird gefährdet
Wandstärke aufreißen, platzen2)
Druck1) (Unterdruck) Wandstärke, Verstärkungsringe (außen) – Dichtungssysteme ungeeignet (Luft gelangtunkontrolliert ins Innere)
– Einbeulen2),3)
Temperatur Wandstärke, Materialauswahl – Versagen der Konstruktion2)
– Freisetzung von transportierten Stoffen
Lastwechsel Wandstärke aufreißen, platzen2)
Chemischer Charakter des Inhaltes Auswahl des Werkstoffs – Werkstoff „unnötig“ hochwertig: unnötigeKosten
– Werkstoff „minderwertig“: Korrosion,Beeinträchtigung des Produkts, Leckagen undaustretender Inhalt
Physikalischer Charakter des Inhaltes Dimensionierung – wenn dynamische Viskosität höher als erwartet,sind Ventile, Rohrleitungen zu klein („zu wenigDurchfluss“)
– ist der Durchfluss zu gering, drohen Stagnation(Alterung!) oder Entmischung/Ablagerung
Spezifische Wärmekapazität Heizen oder Kühlen:– nicht ausreichend dimensioniert (Regelventil
immer 100 % offen)– überdimensioniert (Regelung immer unter 20 %
Öffnung)
Heizen erforderlich Doppel- oder Dreifachwandung (wenn be-reits „Kühlen“ ermöglicht ist)
Behälter oder Rohrleitungsinhalt kann nicht be-heizt werden, erfordert Änderung der Anlage, z. B.die Nachrüstung eines Wärmetauschers
Kühlen erforderlich Doppel- oder Dreifachwandung (wenn be-reits „Heizen“ ermöglicht ist)
– Behälter oder Rohrleitungsinhalt kann nichtbeheizt werden, erfordert Änderung der Anlage,z. B. die Nachrüstung eines Wärmetauschers
– Dämmung erforderlich, die Tauwasserbildungausschließt
Oberflächenbehandlung, z. B. geschliffen Optische Erscheinung, Korrosionsverhalten – Oberflächen-Finish kann nicht ohne größerenEingriff verändert werden
– nachträgliche Elektropolitur nicht mehr oder nurmit hohem Aufwand realisierbar
z. B. elektropolieren Elektropolitur ist nachträglich im gleichen Umfangnicht mehr möglich oder nur sehr aufwändig
Ferritgehalt limitiert vorhandener maximaler Ferritgehalt ist zuhoch
– Behälter glühen– Naht / Nähte heraustrennen2)
Schweißnahtdokumentation war ursprünglich nicht verlangt, wurdenicht ausgeführt
– ist nachträglich nicht mehr erstellbar,insbesondere bei Orbitalnähten
– Behälter ohne Dokumentation, folglich ohneZulassungsmöglichkeit2)
Geprüfter Schweißer erforderlich Sicherheit, gesetzliche Vorgaben ist nachträglich nicht mehr „zeitnah“dokumentierbar2)
Material mit Zertifikat lückenlose Materialverfolgung die Chargen-Nr. ist nachträglich nicht mehrprüfbar
1)Angabe erforderlich für Bemessung nach AD-Regelwerk [4] bzw. DIN EN 13 445 [3] oder DIN EN 12 952 [2]2)mechanischer Totalschaden3)Der Nachweis auf Unterdruckfestigkeit wird üblicherweise nur rechnerisch (nicht durch eine Unterdruckprobe) geführt.
Schweißen in der Pharmazie(K)eine heiße Sache!? – Teil 2*)
Marc Warzawa . ANDRAE Ingenieure GmbH, Stuttgart
Korrespondenz: Marc Warzawa, ANDRAE Ingenieure GmbH, Holderäckerstraße 31, 70499 Stuttgart;E-Mail: [email protected]
Am Anfang steht dieAnforderung
Sobald die Entscheidung gefallen ist,einen Ansatz- oder Lagerbehälteroder gar eine ganze Anlage zu be-schaffen, müssen Fragen gestelltund anschließend beantwortet wer-den, schließlich soll der Behälter viel-fältigen Anforderungen gerecht wer-den (Abb. 5):. Welcher Wirkstoff soll verwendetwerden und welche Materialienwerden dafür benötigt?
. Welche Temperaturen herrschenund welche Drücke?
. Wie soll das Bauteil betriebenwerden?
. Wie kann der Betrieb möglichstexakt abgeschätzt werden?
. Wie oft werden solche Lastwechseldurchfahren?
. Für welche Lebensdauer soll dieAnlage oder das Bauteil bemessenwerden?
. Wie soll deren Oberfläche be-schaffen sein?
Abb. 5 stellt diese und weitere wich-tige Fragestellungen grafisch dar.Zwar wird ein versierter Behälter-bauer oder Rohrleitungserrichteraufgrund seiner Erfahrungen Annah-men treffen können und bisweilenauch müssen, aber das Vermutenoder Erraten von Planungsgrund-lagen hat in einem Pharmaprojektnichts zu suchen. Ansonsten steigenRisiko und im Versagensfall die Kos-ten. Dass dafür und für den Termin-verzug keiner die Verantwortung
übernehmen möchte, sollte ausrei-chend Motivation für die Zurver-fügungsstellung aller notwendigenAngaben sein. Tab. 1 listet wichtigeEinflussfaktoren ebenso auf wiemögliche Konsequenzen, falls die ge-troffenen Annahmen sich nicht mitdem späteren Betrieb decken.
Verwirrende Vielfalt
„Früher“, so ist bisweilen zu hören,sei „alles ganz einfach gewesen, daes nur die Druckbehälter-Verord-nung“ gegeben und eine einzelnePrüforganisation über die Einhal-tung der Vorgaben gewacht habe.Zwar sind zwischenzeitlich über 17Jahre vergangen, seitdem der euro-paweite Beschluss gefasst wurde,mehr Verantwortung, aber auchmehr Spielraum in die Hände desEinzelnen zu legen [1]. Aber den-noch erscheinen das Systemwenigertransparent und die Zusammen-hänge nicht einfach zu durchschau-en. Hilfreich könnte die Vorstellungsein, das Vorschriftenwerk vor demHintergrund einzelner Phasen zubetrachten: Anfangs steht die Ge-fährdungsbeurteilung. Je gefähr-licher oder risikoreicher ein Stoff ist,desto sicherer und zuverlässigermuss seine unkontrollierte Freiset-zung verhindert werden. Vergleich-bares trifft für vergleichsweise unge-fährliche Stoffe zu (wie etwa Was-ser), wenn sie unter hohem Druckund / oder hohen Temperaturen ste-hen und dadurch erhebliches Ge-fährdungs- und Zerstörungspoten-zial aufweisen. Für diese Einstufungdes Gefährdungspotenzials soll es
wenig Spielraum und eine europa-weit einheitliche Regelung geben,weswegen sie in einer Richtlinie fest-gelegt wurde, der Druckgerätericht-linie DGRL [1], englisch „PED“ (Pres-sure Equipment Directive). AufGrundlage der Einstufung wird dieBemessung „traditionell“ nach AD-Regelwerk [4] (AD = „AuslegungDruckbehälter“) vorgenommen, wel-che in rund 100 Einzelvorschriftenviele Details regelt oder Hilfestellungleistet. Diese Vielzahl an Einzelvor-schriften ist thematisch gruppiertund immer mit einer Buchstaben-Ziffern-Kombination bezeichnet:. A 1 bis A 404 – Ausrüstung, Auf-stellung Kennzeichnung
. B 0 bis B 13 – Berechnung
. G 1 bis G 2 – Grundsätze
. HP 0 bis HP 801 Nr. 39 – Herstel-lung und Prüfung
. N 1 bis N 4 Anl. 1 – Druckbehälteraus nichtmetallischen Werkstoffen
. S 1 bis S 6 – SonderfälleW 0 bis W 13 – Metallische Werk-stoffe
. Z 1 bis Z 2 – LeitfädenDiese Regularien gelten für die Ein-zelkomponenten (auch Rohrleitun-gen) und die aus ihnen kombinierterstellten Systeme so lange, wie sie– bildlich gesprochen – beim Herstel-ler „im Schaufenster stehen“. Sobalddie Systeme betrieben werden, grei-fen die Betriebs-Sicherheitsverord-nung und die Verantwortung des Be-treibers. Er ist dafür verantwortlich,ein System innerhalb der Aus-legungsgrenzen zu betreiben sowiedie Inspektions- und Wartungsinter-valle einzuhalten. Tab. 2 soll die Zu-sammenhänge verdeutlichen.
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 16–21 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)16 Warzawa . Schweißen in der Pharmazie
*) Teil 1 des Beitrags ist erschienen inTechnoPharm 4, Nr. 6, 314–319 (2014).

Bei den in Tab. 2 zitierten Normenhandelt es sich um Bemessungsnor-men, die als harmonisierte Normenin allen Staaten der EuropäischenUnion verbindlich und gleichlautendeingeführt sind. In den VereinigtenStaaten von Amerika sowie Kanadagelten dementsprechende ASME-Vor-schriften sowie Vorgaben der Sachver-sicherer oder der Betreiber.
Prinzipiell enthalten diese jeweilsvergleichbare Elemente, die sich aufdie Auslegung, das verwendete Mate-rial sowie den sicheren Betrieb unddie dazu erforderlichen Sicherheits-einrichtungen beziehen. Insbeson-dere auf den Komplex der ASME-Vorschriften wird zu einem späterenZeitpunkt eingegangen werden, so-
fern seitens der Leserschaft Interesseund Nachfrage bestehen.
Arbeiten in Zeiten desUmbruchs
Ständig sei alles im Wandel, ist im-mer wieder zu vernehmen, und mitt-lerweile werden Phasen analog zuSoftware-Versionen durchnum-meriert: Zu „Web 2.0“ gesellt sich „In-dustrie 4.0“ [6], und auch „altbe-währte Vorschriften“ verlieren „überNacht“ ihre Gültigkeit. Dieser Wan-del lässt sich am Beispiel der Druck-behälterverordnung (DruckBehV)gut verdeutlichen:
Die DruckBehV hatte sich zwarbewährt, war aber im Laufe der Zeit
durchsetzt von zahlreichen Ausnah-men und Sonderregelungen oderVerweisen auf andere Bestimmun-gen, wie beispielsweise die Acetylen-verordnung (AcetV). Deren all-gemeine Vorgaben wiederum wur-den in den Anforderungen der „Tech-nischen Regeln für Acetylenanlagenund Calciumcarbidlager“ (TRAC)präzisiert und für die praktische Um-setzung handhabbar gemacht.
Mit dem Inkrafttreten der Betriebs-sicherheitsverordnung (BetrSichV) imJahre 2002 wurden neben der AcetVauch zahlreiche andere Verordnun-gen, etwa die zuvor erwähnte Druck-BehV, außer Kraft gesetzt. Das zuge-hörige technische Regelwerk, beispiel-haft seien die TRAC, die TRB (Tech-
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 16–21 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)18 Warzawa . Schweißen in der Pharmazie
Abb. 5: Verschiedenste Randbedingungen nehmen Einfluss auf die Auslegung. Sind im Vorfeld nur wenige Details bekannt, steigen Sicherheiten oderRisiken (Quelle alle Abbildungen: Marc Warzawa).
Tabelle 2
Zusammenhänge zwischen den Rechtssystemen
Bau / Errichtung Betrieb
Richtlinie Nationales Recht Richtlinie Nationales Recht
Europäische Union DGRL [1] AD-Regelwerk [4]DIN EN 12952DIN EN13 445
Arbeitsmittelrichtlinie 89/655/EWG, späterersetzt durchdie Richtlinie 2009/104/EG
BetrSichV [5]

nische Regeln für Druckbehälter) unddie TRG (Technische Regeln Druck-gase) genannt, behielt noch im Rah-men der Regelung von Übergangsfris-ten seine Gültigkeit, die jedoch zumEnde 2012 auslief. Im Verantwor-tungsbereich des ABS (Ausschuss fürBetriebssicherheit) und des AGS (Aus-schuss für Gefahrstoffe) wurden neueTechnische Regeln für Gase erarbei-tet, die vor allem den Ersatz für dieaußer Kraft getretenen TechnischenRegeln sowie die Schaffung eines „ko-härenten (= zusammenhängenden)Regelwerks“ für Gase mit Schnittstel-len zum bestehenden Regelwerk zumZiel hatten.
Der Systematik folgend, aus-gehend von der Gefahr eines Stoffesdessen Beherrschung oder Eindäm-mung zu regeln, wurden zunächsttechnische Vorschriften zur Gefähr-dungsbeurteilung und danachSchutzmaßnahmen für den Umgangmit ortsbeweglichen Druckgasbehäl-tern erarbeitet. Sie wurden im Mai2013 in Form der TRGS 407 „Tätig-keiten mit Gasen – Gefährdungs-beurteilung“ [7] sowie TRBS 3145 /TRGS 725 „Ortsbewegliche Druck-gasbehälter – Füllen, Bereithalten, in-nerbetriebliche Beförderung, Entlee-ren“ [8] verabschiedet und durchVeröffentlichung im Ministerialblattim August 2013 als geltende Richt-linien in Kraft gesetzt. Die Projekt-
gruppe Gase (PG Gase) im ABS sollunabhängig davon prüfen, ob darü-ber hinaus noch weitere technischeRegeln benötigt werden, beispiels-weise für Acetylen, Flüssiggas oderFüllanlagen. Man darf also gespanntund interessiert sein, wie die Vor-schriftenlandschaft zukünftig verän-dert oder geformt werden wird.
Wer betreibt, der bleibt
Der Gesetzgeber wollte sicherstellen,dass es einen Verantwortlichen gibt.Hatte er sich noch zu Zeiten derDruckbehälterverordnung in diePflicht nehmen lassen und Prüffris-ten sowie zahlreiche Details im Textder Verordnung festgelegt, sollte nunauf europäischer Ebene eine Syste-matik geschaffen werden, die aufmöglichst viele Fälle zutrifft und zu-gleich dem Einzelnen maximale Frei-heiten ermöglicht. Damit war eineForderung der anderen europäischenStaaten berücksichtigt worden, de-nen nicht an der „bloßen Übernah-me“ der DruckBehVauf europäischerEbene gelegen war.
Druckgeräte unterliegen seit dem01.01.2008 der Betriebssicherheits-verordnung (BetrSichV) und sie ge-hören in deren Sinne weitgehend zuden „überwachungsbedürftigen An-lagen“. Unter welchen Umständenein Behälter gemäß Europäischer
Druckgeräterichtlinie PED [1] als„Druckgerät“ eingestuft wird, liegtan verschiedenen Faktoren, darunterbeispielsweise die Gefährlichkeit desMediums, dessen Betriebsdruck so-wie Betriebstemperatur ebenso wiedie Größe des Behältnisses. Bei Inte-resse und Nachfrage kann in einemweiteren Beitrag auch speziell auf diePED eingegangen werden.
In früheren Zeiten hatten sich dieBetreiber einer Anlage nicht seltenauf die Freigabe eines Druckbeh-älters durch die damit beauftragtePrüforganisation zurückgezogenund sich im Betrieb wenig um Ver-antwortung und spezifische Randbe-dingungen des Betriebs gekümmert.Schließlich konnte man ja einenStempel vorweisen und „alles ande-re“ musste „einem erst einmal nach-gewiesen“ werden.
Zwischenzeitlich ging die Verant-wortlichkeit vollständig auf den Be-treiber über. Dieser hat die mit derBenutzung verbundenen Gefährdun-gen im Rahmen einer Gefährdungs-beurteilung zu ermitteln und zu be-werten. Im Zuge dieses Vorgangssind die notwendigen Maßnahmen„zur sicheren Bereitstellung und Be-nutzung der Anlage“ zu ermittelnund nach dem Stand der Technikfestzulegen. Dem Betreiber eröffnetsich dadurch auch die Möglichkeit,die Betriebsweise zu berücksichtigen
Bei den in Tab. 2 zitierten Normenhandelt es sich um Bemessungsnor-men, die als harmonisierte Normenin allen Staaten der EuropäischenUnion verbindlich und gleichlautendeingeführt sind. In den VereinigtenStaaten von Amerika sowie Kanadagelten dementsprechende ASME-Vor-schriften sowie Vorgaben der Sachver-sicherer oder der Betreiber.
Prinzipiell enthalten diese jeweilsvergleichbare Elemente, die sich aufdie Auslegung, das verwendete Mate-rial sowie den sicheren Betrieb unddie dazu erforderlichen Sicherheits-einrichtungen beziehen. Insbeson-dere auf den Komplex der ASME-Vorschriften wird zu einem späterenZeitpunkt eingegangen werden, so-
fern seitens der Leserschaft Interesseund Nachfrage bestehen.
Arbeiten in Zeiten desUmbruchs
Ständig sei alles im Wandel, ist im-mer wieder zu vernehmen, und mitt-lerweile werden Phasen analog zuSoftware-Versionen durchnum-meriert: Zu „Web 2.0“ gesellt sich „In-dustrie 4.0“ [6], und auch „altbe-währte Vorschriften“ verlieren „überNacht“ ihre Gültigkeit. Dieser Wan-del lässt sich am Beispiel der Druck-behälterverordnung (DruckBehV)gut verdeutlichen:
Die DruckBehV hatte sich zwarbewährt, war aber im Laufe der Zeit
durchsetzt von zahlreichen Ausnah-men und Sonderregelungen oderVerweisen auf andere Bestimmun-gen, wie beispielsweise die Acetylen-verordnung (AcetV). Deren all-gemeine Vorgaben wiederum wur-den in den Anforderungen der „Tech-nischen Regeln für Acetylenanlagenund Calciumcarbidlager“ (TRAC)präzisiert und für die praktische Um-setzung handhabbar gemacht.
Mit dem Inkrafttreten der Betriebs-sicherheitsverordnung (BetrSichV) imJahre 2002 wurden neben der AcetVauch zahlreiche andere Verordnun-gen, etwa die zuvor erwähnte Druck-BehV, außer Kraft gesetzt. Das zuge-hörige technische Regelwerk, beispiel-haft seien die TRAC, die TRB (Tech-
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 16–21 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)18 Warzawa . Schweißen in der Pharmazie
Abb. 5: Verschiedenste Randbedingungen nehmen Einfluss auf die Auslegung. Sind im Vorfeld nur wenige Details bekannt, steigen Sicherheiten oderRisiken (Quelle alle Abbildungen: Marc Warzawa).
Tabelle 2
Zusammenhänge zwischen den Rechtssystemen
Bau / Errichtung Betrieb
Richtlinie Nationales Recht Richtlinie Nationales Recht
Europäische Union DGRL [1] AD-Regelwerk [4]DIN EN 12952DIN EN13 445
Arbeitsmittelrichtlinie 89/655/EWG, späterersetzt durchdie Richtlinie 2009/104/EG
BetrSichV [5]

und in einem gewissen Rahmen Prüf-fristen zu verlängern oder eben auchzu verkürzen. Denn wer sollte die zuerwartenden Beanspruchungen bes-ser kennen als der spätere Betreiber?
Beim Lesen der vorigen Zeilenmag sich der Leser die Frage gestellthaben, wie beispielsweise ein Zahn-arzt, der in seiner Praxis zum Betriebder Bohrer eine Druckluftanlage in-stalliert hat und dadurch zum Betrei-ber eines Druckgeräts avancierte,sich mit Details der zugehörigen Be-stimmungen und technischen Regelnauskennen können soll. Schließlichgehört das zumindest bislang nichtzur grundsätzlichen Ausbildung von„Zahn-Klempnern“. Doch ebenso wiedie Lohnbuchhaltung einem Lohn-buchhalter oder Sicherheitsaspekteauf Baustellen dem SiGeKo (Sicher-heits- und Gesundheits-Koordinator)übertragen werden können, kann derZahnarzt aus dem Beispiel die Ein-stufung und Beurteilung den Mit-arbeitern einer „Benannten Stelle“,wie die Prüfstellen heute bezeichnetwerden, übertragen und mit derWahrnehmung von Erst- oder wie-derkehrenden Prüfungen oder demBeurteilen des Aufstellungsortes be-trauen. Die Prüfung hat sich vor die-sem Hintergrund zu einer Maß-nahme im Zusammenhang mit derReduzierung von vorhandenen Risi-ken gewandelt. Während man vorEinführung der PED „von außen“– sprich: durch die Prüforganisation –auf die Prüfplichten hingewiesen wur-de, sollte nun der Antrieb zum spezifi-
kationsgerechten Betrieb und Einhal-ten der Prüffristen „von innen“, alsodem Betreiber, kommen. Gleichwohltragen Mitarbeiter der Prüforganisa-tion zum „schlechten Gewissen des Be-treibers“ ihr Scherflein bei, wenn, wievom Autor selbst beobachtet, ein Mit-arbeiter der Prüforganisation durchdas Unternehmen des Auftraggeberspilgert und ihm anschließend eineListe übergibt, welche Behälter seinesErachtens einer Prüfpflicht unterlie-gen, ihm noch nicht bekannt warenund welche er aufgrund seiner Sach-kenntnis der selbstverständlich kosten-pflichtigen Prüfung empfiehlt.
Leben in Harmonie!?
Die zuvor beschriebenen Randbedin-gungen erscheinen vielschichtig undkompliziert und sind in der Realitätzumindest komplex. Doch auch hiersind wir Zeuge einer Umbruchphase,die seit dem Inkrafttreten des Art. 10der Verordnung 1025/2012/EU zurDurchführung von Harmonisie-rungs-Rechtsvorschriften einge-schlagen wurde. Auf Grundlage euro-päischer Richtlinien (eine Auflistungfindet sich unter [9]) erteilen zu-nächst die Europäische Kommissionund die EFTA an CEN, CENELECoder ETSI (existierende europäischeNormungsgremien) ein „Mandat“ zurErarbeitung eines Normentwurfs. Siesind ein Hauptelement des 1985 vor-gestellten Neuen Konzepts innerhalbdes Europäischen Binnenmarktesund dienen dem „freien Verkehr
von Waren und Dienstleistungen“.Nach der Beratung des Norment-wurfs unter Mitwirkung der nationa-len Normungsstellen, beispielsweisedes DIN (Deutsche Institut für Nor-mung e.V., Berlin), in einem mehr-stufigen Prozess der „europäischenHarmonisierung“ erfolgt die Ver-abschiedung als EN (EuropäischeNorm) im Rahmen einer EU-Richt-linie. Sobald die Fundstelle von derEuropäischen Kommission im EU-Amtsblatt bekanntgegeben wurde,handelt es sich um eine „harmoni-sierte Norm“ („HAS“ = „harmonisedstandard“).
In Konsequenz bedeutet dies: Werauf Grundlage einer harmonisiertenNorm arbeitet und beispielsweise ei-nen pharmazeutischen Behälter nachdem Teil 3 „Konstruktion und Be-rechnung für drucktragende Kessel-teile“ der DIN EN 12952 Wasserrohr-kessel und Anlagenkomponenten [2]berechnet, wer unter Anwendung desTeil 5 („Verarbeitung und Bauausfüh-rung für drucktragende Kesselteile“)unter Verwendung von Werkstoffennach Teil 2 baut, während der Fer-tigung nach Teil 6 prüft und doku-mentiert und mit Komponenten nachTeil 7 ausrüstet, kann davon aus-gehen, dass seine Behälter keiner Ein-zelprüfung mehr unterliegen. DiesesVorgehen befindet sich in direkterKonkurrenz zu den zugleich nochgültigen AD-Merkblättern, welche inihrer Systematik eher „vom Einzelteilhin zur Großserie“ aufgebaut sind.Derzeit beginnen die harmonisierten
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 16–21 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)20 Warzawa . Schweißen in der Pharmazie
Abb. 6: Vereinfachte Darstellung der Zusammenhänge zwischen einzelnen Verordnungen, Normen und Vorschriften.

Normen Fuß zu fassen. Die Nachfragehat dazu geführt, dass Hersteller vonBerechnungsprogrammen zur Behäl-terbemessung die Algorithmen inihre Software übernommen haben.Zunächst schleppend, aber zuneh-mend immer stärker finden dieseharmonisierten Normen über Upda-tes und ProgrammerweiterungenEingang in den täglichen Gebrauchund damit den Markt. In Abb. 6 istder Versuch unternommen worden,wesentliche Zusammenhänge überden Planungs- und Realisierungswegeines Druckgerätes vereinfacht dar-zustellen.
Doch wie der Behälter auch be-messen, produziert und geprüft wor-den ist – es obliegt dem Betreiber, ihnbestimmungsgemäß zu betreibenund wiederkehrend zu prüfen.
Im nächsten Teil der Serie „Schweißen inder Pharmazie“ in Ausgabe 3/2015 (Erschei-nungstermin 08.06.2015) wird es um dieGrundzüge des „Hygienic Design“ und umAspekte von Schweißarbeiten in pharmazeuti-schen Reinräumen gehen.
Fachliteratur[1] DGRL („Druckgeräterichtlinie“) Richtlinie
97/23/EG des Europäischen Parlamentsund des Rates vom 29. Mai 1997 zur An-gleichung der Rechtsvorschriften derMitgliedsstaaten über Druckgeräte
[2] DIN EN 12 952 Wasserrohrkessel undAnlagenkomponenten, Teile 1 bis 18
[3] DIN EN 13 445 Unbefeuerte Druckbehäl-ter, Teile 1 bis 10
[4] AD-Regelwerk, herausgegeben vom Ver-band der Technischen Überwachungs-Ver-eine e.V., Postfach 10 38 34, 45038 Essen
[5] BetrSichV („Betriebssicherheitsverord-nung“) Verordnung über Sicherheit undGesundheitsschutz bei der Bereitstellungvon Arbeitsmitteln und deren Benutzungbei der Arbeit, über Sicherheit beim Be-trieb überwachungsbedürftiger Anlagenund über die Organisation des betriebli-chen Arbeitsschutzes, veröffentlicht am27.09.2002 im BGBl. I, S. 3777, Inkrafttre-ten am 03.10.2002.
[6] Barbara Stumpp: Sichere Datenübertra-gung ist Voraussetzung für Industrie 4.0,http://www.process.vogel.de/kommunikation/articles/467465/?cmp=nl-62, abgerufenam 27.11.2014
[7] http://www.baua.de/de/Themen-von-A-Z/Gefahrstoffe/TRGS/TRGS.html
[8] www.baua.de/de/Themen-von-A-Z/Anlagen-und-Betriebssicherheit/TRBS/TRBS.html
[9] http://www.eu-richtlinien-online.de/cn/bGV2ZWw9dHBsLXJpY2h0bGluaWVu.html
[10] http://ec.europa.eu/enterprise/policies/european-standards/harmonised-standards/pressure-equipment/index_en.htm
TechnoPharm 5, Nr. 1, 16–21 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 21Warzawa . Schweißen in der Pharmazie
Borer Chemie AGGewerbestrasse 13, 4528 Zuchwil / SwitzerlandTel. +41 32 686 56 00, Fax +41 32 686 56 90www.borer.ch, [email protected]
Kontaktieren Sie uns:
Die perfekte Lösung für Tablettierwerkzeuge
Reinigung und Konservierung 1-Schritt-Prozess
Ihr Nutzen
– wässrige Reinigung - ohne Lösungsmittel – im 1-Schritt-Verfahren - bis 80 % schneller – idealer Korrosionsschutz - lange Lebensdauer – analytisch rein - höhere Sicherheit
und in einem gewissen Rahmen Prüf-fristen zu verlängern oder eben auchzu verkürzen. Denn wer sollte die zuerwartenden Beanspruchungen bes-ser kennen als der spätere Betreiber?
Beim Lesen der vorigen Zeilenmag sich der Leser die Frage gestellthaben, wie beispielsweise ein Zahn-arzt, der in seiner Praxis zum Betriebder Bohrer eine Druckluftanlage in-stalliert hat und dadurch zum Betrei-ber eines Druckgeräts avancierte,sich mit Details der zugehörigen Be-stimmungen und technischen Regelnauskennen können soll. Schließlichgehört das zumindest bislang nichtzur grundsätzlichen Ausbildung von„Zahn-Klempnern“. Doch ebenso wiedie Lohnbuchhaltung einem Lohn-buchhalter oder Sicherheitsaspekteauf Baustellen dem SiGeKo (Sicher-heits- und Gesundheits-Koordinator)übertragen werden können, kann derZahnarzt aus dem Beispiel die Ein-stufung und Beurteilung den Mit-arbeitern einer „Benannten Stelle“,wie die Prüfstellen heute bezeichnetwerden, übertragen und mit derWahrnehmung von Erst- oder wie-derkehrenden Prüfungen oder demBeurteilen des Aufstellungsortes be-trauen. Die Prüfung hat sich vor die-sem Hintergrund zu einer Maß-nahme im Zusammenhang mit derReduzierung von vorhandenen Risi-ken gewandelt. Während man vorEinführung der PED „von außen“– sprich: durch die Prüforganisation –auf die Prüfplichten hingewiesen wur-de, sollte nun der Antrieb zum spezifi-
kationsgerechten Betrieb und Einhal-ten der Prüffristen „von innen“, alsodem Betreiber, kommen. Gleichwohltragen Mitarbeiter der Prüforganisa-tion zum „schlechten Gewissen des Be-treibers“ ihr Scherflein bei, wenn, wievom Autor selbst beobachtet, ein Mit-arbeiter der Prüforganisation durchdas Unternehmen des Auftraggeberspilgert und ihm anschließend eineListe übergibt, welche Behälter seinesErachtens einer Prüfpflicht unterlie-gen, ihm noch nicht bekannt warenund welche er aufgrund seiner Sach-kenntnis der selbstverständlich kosten-pflichtigen Prüfung empfiehlt.
Leben in Harmonie!?
Die zuvor beschriebenen Randbedin-gungen erscheinen vielschichtig undkompliziert und sind in der Realitätzumindest komplex. Doch auch hiersind wir Zeuge einer Umbruchphase,die seit dem Inkrafttreten des Art. 10der Verordnung 1025/2012/EU zurDurchführung von Harmonisie-rungs-Rechtsvorschriften einge-schlagen wurde. Auf Grundlage euro-päischer Richtlinien (eine Auflistungfindet sich unter [9]) erteilen zu-nächst die Europäische Kommissionund die EFTA an CEN, CENELECoder ETSI (existierende europäischeNormungsgremien) ein „Mandat“ zurErarbeitung eines Normentwurfs. Siesind ein Hauptelement des 1985 vor-gestellten Neuen Konzepts innerhalbdes Europäischen Binnenmarktesund dienen dem „freien Verkehr
von Waren und Dienstleistungen“.Nach der Beratung des Norment-wurfs unter Mitwirkung der nationa-len Normungsstellen, beispielsweisedes DIN (Deutsche Institut für Nor-mung e.V., Berlin), in einem mehr-stufigen Prozess der „europäischenHarmonisierung“ erfolgt die Ver-abschiedung als EN (EuropäischeNorm) im Rahmen einer EU-Richt-linie. Sobald die Fundstelle von derEuropäischen Kommission im EU-Amtsblatt bekanntgegeben wurde,handelt es sich um eine „harmoni-sierte Norm“ („HAS“ = „harmonisedstandard“).
In Konsequenz bedeutet dies: Werauf Grundlage einer harmonisiertenNorm arbeitet und beispielsweise ei-nen pharmazeutischen Behälter nachdem Teil 3 „Konstruktion und Be-rechnung für drucktragende Kessel-teile“ der DIN EN 12952 Wasserrohr-kessel und Anlagenkomponenten [2]berechnet, wer unter Anwendung desTeil 5 („Verarbeitung und Bauausfüh-rung für drucktragende Kesselteile“)unter Verwendung von Werkstoffennach Teil 2 baut, während der Fer-tigung nach Teil 6 prüft und doku-mentiert und mit Komponenten nachTeil 7 ausrüstet, kann davon aus-gehen, dass seine Behälter keiner Ein-zelprüfung mehr unterliegen. DiesesVorgehen befindet sich in direkterKonkurrenz zu den zugleich nochgültigen AD-Merkblättern, welche inihrer Systematik eher „vom Einzelteilhin zur Großserie“ aufgebaut sind.Derzeit beginnen die harmonisierten
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 16–21 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)20 Warzawa . Schweißen in der Pharmazie
Abb. 6: Vereinfachte Darstellung der Zusammenhänge zwischen einzelnen Verordnungen, Normen und Vorschriften.

Planung und Installation einerEmulsionsansatzanlageHerstellung in Superskid-Bauweise
Martin Pichler . Zeta Biopharma GmbH, Lieboch (Österreich)
Korrespondenz: Martin Pichler, Zeta Biopharma GmbH, Zetaplatz 1, 8501 Lieboch (Österreich);e-mail: [email protected]
ZusammenfassungDer Artikel zeigt, wie die Zeta Biopharma GmbH in vergleichsweise kurzer Zeit eine voll-automatisierte, cGMP- (current GMP) und FDA-konforme (U.S. Food and Drug Administra-tion) Emulsionsansatzanlage mit Wirkstoff am B. Braun-Standort in Berlin errichtenkonnte. Die Installation der Neuanlage musste während des laufenden Betriebeserfolgen, von den zur Verfügung stehenden 80 m2 Fläche mussten 35 m2 als Reinraumausgeführt werden. Das Zeitfenster von der Planung, Fertigung, Automatisierung bis zurQualifizierung betrug 18 Monate. Die Anlage wurde in Superskid-Bauweise ausgeführt.
Ausgangssituation
Aufgrund der großen Produktnach-frage am B. Braun-Standort Berlin(Abb. 1) musste in kurzer Zeit einevollautomatisierte, cGMP- und FDA-konforme Emulsionsansatzanlage mitWirkstoff errichtet werden. Der Kundebeauftragte Zeta Biopharma GmbH indiesem Zusammenhang mit einemTurn-Key-Projekt, das alle Tätigkeitenvom Basic Engineering über Detail-En-gineering, Fertigung, Montage, Auto-matisierung, Inbetriebnahme bis hinzur Qualifizierung (IQ und OQ) um-fasste. Die Abwicklung erfolgte auf-grund der engen Zeitschiene als so ge-nanntes Fast-Track-Projekt, wobei fürdie Fertigung eine Superskid-Bauweise(s. u.) zur Anwendung kam.
Anlagenkonzept
Die Eckdaten der Anlage (Abb. 2):. 4 stationäre Ansatzbehälter à2500 l
. 1 stationärer Ansatzbehälter à700 l
. 1 mobiler Tank à 250 l
. 1 mobiler Tank à 100 l
. 1 Propofol-Zugabebehälterà 30 l
. Filtereinheiten
. Transferleitungen zu 2 Abfülllinienauf gleicher Ebene
. MedienversorgungDie zentrale Aufgabe der Anlage liegtdarin, effizient und kostengünstig
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 22–25 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)22 Pichler . Planung und Installation einer Emulsionsansatzanlage
Abb. 1: Von Zeta gelieferte Emulsionsansatzanlage am B. Braun-Standort in Berlin (Quelle alle: Zeta Biopharma GmbH).

qualitativ hochwertige, sichere undlagerstabile Emulsionen zu erzeugen.Als Emulsion wird ein Gemischzweier normalerweise nicht misch-barer Flüssigkeiten wie Wasser undÖl bezeichnet. Die errichtete Anlageverbindet durch ein spezielles Ver-fahren die für die Herstellung not-wendigen Substanzen und hält dieseüber die Lagerzeit bis zum Einsatzstabil – das heißt, die beiden Flüssig-keiten entmischen sich nicht. Dies isteine heikle Aufgabe, weil die Qualitäteiner Emulsion unter anderem davonabhängt, in welcher Reihenfolge dieSubstanzen kombiniert werden undwelche Parameter (Temperaturen,Drücke, etc.) bei der Herstellungherrschen. Eine homogene Ver-mischung mittels der speziell kon-struierten Zeta-Magnetrührwerkesorgt für ein optimales Ausmischender unterschiedlichen Ansatzgrößen.Die komplette Anlage ist CIP/SIP-fä-hig (Cleaning-In-Place/Sterilization-In-Place) und alle Behälter sind mitjeweils einer Temperierstation aus-geführt. Mit der Anlage können An-satzgrößen von 625 bis 2500 l erstelltwerden.
In der Emulsionsansatzanlage wirdauch das Narkosemittel Propofol alsInjektionslösung hergestellt, was be-sondere Maßnahmen in Bezug aufMitarbeiterschutz und Anlagensicher-heit erforderte. Um beides optimal zugewährleisten, wurde für die Zugabevon Propofol ein eigener, fix verschlos-sener Propofol-Zugabebehälter (Volu-men 30 l) in die Anlage integriert, deran die stationären Ansatzbehälter an-gedockt werden kann. Die Zuführungdes Propofolbehälters an die Ansatz-behälter wurde mittels einer auto-matisierten Hebevorrichtung umge-setzt. Auf diese Weise ist sicher-gestellt, dass die Propofolzugabe voll-automatisiert und ohne jeglichen hän-dischen Eingriff erfolgen kann.
Projektablauf undTerminplan
Am Beginn der Zusammenarbeit mitdem Projektauftraggeber stand dasBasic Engineering mit der Gesamt-
auslegung der Anlage. Es folgte dasDetail-Engineering inklusive der Her-stellung eines 100 %-3D-Modells ba-sierend auf den Software-Program-men Cadison und NavisWorks. Mit-hilfe dieser Software war es möglich,Schnittstellen zu anderen Planungs-dokumenten zu schaffen – etwa R&Is(Rohrleitungs- und Instrumentendia-gramme) und Isometrien – sowieKollisionsprüfungen durchzuführenund fertige Materialauszüge zu er-stellen. Im 3D-Modell wurden alleDetails integriert: Rohrleitungen, Ar-maturen und Messgeräte, pharmage-rechte Kabelschutzrohre, Behälterinkl. Reinraumaufteilung (Reinraum-wände und Bühne), Hebevorrichtun-gen, Andockstationen, etc. Die Erstel-lung der Fertigungsunterlagen (Iso-metrien, Rahmenzeichnungen, etc.)basierte ebenfalls auf dem 3D-Mo-dell. Außerdem wurden im Zugedes Engineerings auch die Prozess-
beschreibung und die Funktionsspe-zifikationen erstellt, die dann die Ba-sis für die Programmierung der Soft-ware bildeten. Es folgten die Fer-tigung, Automatisierung, Ausliefe-rung und Einbringung, Montage, In-betriebnahme und Qualifizierung derAnlage.. Engineering: Juni 2011 –Dezember 2011
. Fertigung: Dezember 2011 –März 2012
. FAT (Factory Acceptance Test):April 2012
. Anlieferung und Einbringung:April 2012
. Montage: April 2012 – Juni 2012
. Lieferung der kompletten Medien-versorgung: November 2011 –August 2012
. Inbetriebnahme und Qualifizie-rung (Site Acceptance Testinkl. Leistungsfahrt): Juni 2012 –Oktober 2012
TechnoPharm 5, Nr. 1, 22–25 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 23Pichler . Planung und Installation einer Emulsionsansatzanlage
Abb. 2: 3D-Modell der Emulsionsansatzanlage.
Planung und Installation einerEmulsionsansatzanlageHerstellung in Superskid-Bauweise
Martin Pichler . Zeta Biopharma GmbH, Lieboch (Österreich)
Korrespondenz: Martin Pichler, Zeta Biopharma GmbH, Zetaplatz 1, 8501 Lieboch (Österreich);e-mail: [email protected]
ZusammenfassungDer Artikel zeigt, wie die Zeta Biopharma GmbH in vergleichsweise kurzer Zeit eine voll-automatisierte, cGMP- (current GMP) und FDA-konforme (U.S. Food and Drug Administra-tion) Emulsionsansatzanlage mit Wirkstoff am B. Braun-Standort in Berlin errichtenkonnte. Die Installation der Neuanlage musste während des laufenden Betriebeserfolgen, von den zur Verfügung stehenden 80 m2 Fläche mussten 35 m2 als Reinraumausgeführt werden. Das Zeitfenster von der Planung, Fertigung, Automatisierung bis zurQualifizierung betrug 18 Monate. Die Anlage wurde in Superskid-Bauweise ausgeführt.
Ausgangssituation
Aufgrund der großen Produktnach-frage am B. Braun-Standort Berlin(Abb. 1) musste in kurzer Zeit einevollautomatisierte, cGMP- und FDA-konforme Emulsionsansatzanlage mitWirkstoff errichtet werden. Der Kundebeauftragte Zeta Biopharma GmbH indiesem Zusammenhang mit einemTurn-Key-Projekt, das alle Tätigkeitenvom Basic Engineering über Detail-En-gineering, Fertigung, Montage, Auto-matisierung, Inbetriebnahme bis hinzur Qualifizierung (IQ und OQ) um-fasste. Die Abwicklung erfolgte auf-grund der engen Zeitschiene als so ge-nanntes Fast-Track-Projekt, wobei fürdie Fertigung eine Superskid-Bauweise(s. u.) zur Anwendung kam.
Anlagenkonzept
Die Eckdaten der Anlage (Abb. 2):. 4 stationäre Ansatzbehälter à2500 l
. 1 stationärer Ansatzbehälter à700 l
. 1 mobiler Tank à 250 l
. 1 mobiler Tank à 100 l
. 1 Propofol-Zugabebehälterà 30 l
. Filtereinheiten
. Transferleitungen zu 2 Abfülllinienauf gleicher Ebene
. MedienversorgungDie zentrale Aufgabe der Anlage liegtdarin, effizient und kostengünstig
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 22–25 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)22 Pichler . Planung und Installation einer Emulsionsansatzanlage
Abb. 1: Von Zeta gelieferte Emulsionsansatzanlage am B. Braun-Standort in Berlin (Quelle alle: Zeta Biopharma GmbH).

Die gesamte Projekt-durchlaufzeit vom Engi-neering bis zur Inbetrieb-nahme betrug 18 Monate.
Realisierungs-konzept undAusführung
Die enge Zeitschienekonnte nur durch den ho-hen Vorfertigungsgrad inSuperskid-Bauweise ein-gehalten werden. Die Ge-samtanlage wurde bereitswährend der ersten Pla-nungsphase in mehrereModule (Skids) aufgeteilt,die dann – in Edelstahl-rahmen montiert – zu ei-ner Gesamtanlage zusam-mengebaut wurden. DieSchnittstellen zwischenden Skids wurden im Zuge der vo-rangegangenen 3D-Planung opti-miert. Somit konnte der Dienstleisterdie komplette Anlage am eigenenStandort vorfertigen und aufbauen.Der Kunde konnte sie durch die Be-reitstellung der nötigen Medien wieReinstdampf, WFI (Water for Injecti-on) und Druckluft beim dyna-mischen FAT (Factory AcceptanceTest) testen. Nach Abschluss desFAT wurde die Anlage ge-mäß der Vorplanung de-montiert, verpackt, zumKunden transportiert undmithilfe von Kränen inner-halb von drei Tagen imersten Obergeschoß einge-bracht. Die Ansatzanlagewurde in Lieboch parallelzu den notwendigen Bau-maßnahmen in Berlin er-richtet.
Sowohl die Wände alsauch die Arbeitsbühnewurden als Reinraumtren-nung gestaltet. Nur einkleiner Teil der Behälterinkl. der für die Bedienungnotwendigen Aufbautenragen in den Reinraum.Die Anschlüsse an Wandund am Bühnenboden
wurden dicht, gleichzeitig aber flexi-bel ausgeführt, um Schwingungenvon Behältern und Bühne auszuglei-chen. Dies erreichten eigens ent-wickelte Anschlüsse mit integriertenDichtungen in Sonderbauweise.
Die komplette Infrastruktur (Ver-rohrungen, Armaturen, Equipmentund Messgeräte) konnte durch diesenEngineering-Ansatz im Technikraumverbaut werden. Die Reinraumflächen
wurden minimiert, was wie-derum zu geringerem Rei-nigungsaufwand und somitnachhaltiger Kostenredu-zierung führt. Aufgrunddieser Bauweise kann einGroßteil der Wartungs-arbeiten im hygienisch we-niger kritischen Technik-bereich durchgeführt wer-den.
Automatisierungs-Realisierung
Die Erstellung der Funk-tionsspezifikationen erfolgteanhand der vom Dienstleis-ter entwickelten R&Is undder Prozessbeschreibung.Diese bildeten die Basis fürdie Programmierung derSoftware auf PCS7, gemäß
GAMP5- und S88-Standard mit einerrezeptbasierten Fahrweise. Des Wei-teren wurden durch die Software diekomplette Alarmierung, das Trendingund die Reporting-Funktion realisiert.
Die Software wurde schon vor demSoftware-FAT mit dem Kunden interngetestet. Nach erfolgreicher Absolvie-rung des Software-FAT und Freigabedurch den Auftraggeber wurde dieSoftware auf die Anlage aufgespielt
und im Zuge des dyna-mischen FAT weiter getes-tet.
Factory AcceptanceTest und SiteAcceptance Test (SAT)
Das Konzept für die Anla-genqualifizierung (FAT undSAT) wurde im Vorfeld inAbstimmung mit demKunden basierend auf denStandard-SOPs des Unter-nehmens entwickelt undauf das Projekt maß-geschneidert. Die Ab-nahme im Werk erfolgtegemeinsam mit dem Auf-traggeber und beinhalteteeinen mechanischen undeinen dynamischen FAT.
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 22–25 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)24 Pichler . Planung und Installation einer Emulsionsansatzanlage
Abb. 3: Zeichnung der Emulsionsansatzanlage – Reinraumbereich.
Abb. 4: Zeichnung der Emulsionsansatzanlage – Technikbereich.

Der mechanische FAT umfasste dieInstallationsprüfung sowie die Prü-fung der Anlagendokumentation(Schweißdokumentation, Endosko-piebilder, Materialzertifikate, etc.).Im Zuge des dynamischen FAT konn-ten durch die Bereitstellung aller not-wendigen Medien alle Funktionender Anlage gemeinsam mit dem Ab-nehmer bereits im Werk ge-testet werden. Nach erfolgrei-cher Abnahme wurde die ge-samte Anlage in die einzel-nen Skids (Module) zerlegt,verpackt und zum Kunden-werk nach Berlin transpor-tiert (Abb. 3).
Nach Abschluss der Anla-genmontage erfolgten dieVorort-Inbetriebnahme unddie Qualifizierung der Anlage(SAT). Zur Sicherstellung dereinwandfreien Funktion derAnlage wurden nochmals allePhasen und Rezepte mit denbeim Kunden vorhandenenMedien und Gegebenheitengetestet. Den Abschluss bil-dete eine Leistungsfahrt, diebestätigte, dass die unter-schiedlichen Ansatzgrößenin der bei der Auftragsvergabevereinbarten Zeit hergestelltwerden können.
Mit der im Zuge des SATerfolgreich durchgeführtenLeistungsfahrt wurde die An-lage an den Auftraggeberübergeben (Abb. 4).
Erfolgsfaktoren,wesentlicheErkenntnisse
Grundlage und Ergebnis ei-nes professionellen Projekt-managements sind – abge-sehen von einem erfahrenenund Know-how-trächtigenTeam – die optimale Termin-planung und vor allem diekonsequente Verfolgung undEinhaltung dieser Planungvon Kunden- und Lieferan-tenseite. Dazu trugen auchinterne und externe Zwi-
schen-Reviews in der Planungsphase(periodisch alle zwei Wochen) bei.
Weitere Erfolgsfaktoren waren diepermanente Fortschrittskontrolle, diesofortige Definition von Maßnahmenbei Eintreten von Engpässen undschnelle, kurzfristige Entscheidungen.Als wichtig erwies sich auch die flexi-ble Herangehensweise im Rahmen der
Projektabarbeitung: So wurde in derPhase der Inbetriebnahme und Quali-fizierung auf Mehrschichtbetrieb um-gestellt. Zu einem der wesentlichstenErfolgsfaktoren zählte vor allem dieoffene, vertrauensvolle und trans-parente Zusammenarbeit zwischendem Projektteam des Auftragnehmersmit jenem des Auftraggebers.
Die gesamte Projekt-durchlaufzeit vom Engi-neering bis zur Inbetrieb-nahme betrug 18 Monate.
Realisierungs-konzept undAusführung
Die enge Zeitschienekonnte nur durch den ho-hen Vorfertigungsgrad inSuperskid-Bauweise ein-gehalten werden. Die Ge-samtanlage wurde bereitswährend der ersten Pla-nungsphase in mehrereModule (Skids) aufgeteilt,die dann – in Edelstahl-rahmen montiert – zu ei-ner Gesamtanlage zusam-mengebaut wurden. DieSchnittstellen zwischenden Skids wurden im Zuge der vo-rangegangenen 3D-Planung opti-miert. Somit konnte der Dienstleisterdie komplette Anlage am eigenenStandort vorfertigen und aufbauen.Der Kunde konnte sie durch die Be-reitstellung der nötigen Medien wieReinstdampf, WFI (Water for Injecti-on) und Druckluft beim dyna-mischen FAT (Factory AcceptanceTest) testen. Nach Abschluss desFAT wurde die Anlage ge-mäß der Vorplanung de-montiert, verpackt, zumKunden transportiert undmithilfe von Kränen inner-halb von drei Tagen imersten Obergeschoß einge-bracht. Die Ansatzanlagewurde in Lieboch parallelzu den notwendigen Bau-maßnahmen in Berlin er-richtet.
Sowohl die Wände alsauch die Arbeitsbühnewurden als Reinraumtren-nung gestaltet. Nur einkleiner Teil der Behälterinkl. der für die Bedienungnotwendigen Aufbautenragen in den Reinraum.Die Anschlüsse an Wandund am Bühnenboden
wurden dicht, gleichzeitig aber flexi-bel ausgeführt, um Schwingungenvon Behältern und Bühne auszuglei-chen. Dies erreichten eigens ent-wickelte Anschlüsse mit integriertenDichtungen in Sonderbauweise.
Die komplette Infrastruktur (Ver-rohrungen, Armaturen, Equipmentund Messgeräte) konnte durch diesenEngineering-Ansatz im Technikraumverbaut werden. Die Reinraumflächen
wurden minimiert, was wie-derum zu geringerem Rei-nigungsaufwand und somitnachhaltiger Kostenredu-zierung führt. Aufgrunddieser Bauweise kann einGroßteil der Wartungs-arbeiten im hygienisch we-niger kritischen Technik-bereich durchgeführt wer-den.
Automatisierungs-Realisierung
Die Erstellung der Funk-tionsspezifikationen erfolgteanhand der vom Dienstleis-ter entwickelten R&Is undder Prozessbeschreibung.Diese bildeten die Basis fürdie Programmierung derSoftware auf PCS7, gemäß
GAMP5- und S88-Standard mit einerrezeptbasierten Fahrweise. Des Wei-teren wurden durch die Software diekomplette Alarmierung, das Trendingund die Reporting-Funktion realisiert.
Die Software wurde schon vor demSoftware-FAT mit dem Kunden interngetestet. Nach erfolgreicher Absolvie-rung des Software-FAT und Freigabedurch den Auftraggeber wurde dieSoftware auf die Anlage aufgespielt
und im Zuge des dyna-mischen FAT weiter getes-tet.
Factory AcceptanceTest und SiteAcceptance Test (SAT)
Das Konzept für die Anla-genqualifizierung (FAT undSAT) wurde im Vorfeld inAbstimmung mit demKunden basierend auf denStandard-SOPs des Unter-nehmens entwickelt undauf das Projekt maß-geschneidert. Die Ab-nahme im Werk erfolgtegemeinsam mit dem Auf-traggeber und beinhalteteeinen mechanischen undeinen dynamischen FAT.
Fokus: Maschinen- und Anlagenbau
TechnoPharm 5, Nr. 1, 22–25 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)24 Pichler . Planung und Installation einer Emulsionsansatzanlage
Abb. 3: Zeichnung der Emulsionsansatzanlage – Reinraumbereich.
Abb. 4: Zeichnung der Emulsionsansatzanlage – Technikbereich.
Abgelegt auf: \\NTRORZA3\H-root$\Vorstufe\GK\ECV\Satz\TechnoPharm\TP_2015-01\Anzeigensatz-keine-Druck-PDFs\diosna-TP-2015-01_146x213.indd Zuletzt gesichert: 03.02.15 (12:33:31 Uhr)

Mikrobiologisches Umgebungs-monitoring in der SterilproduktionQualitative Auswertung der identifizierten Mikroorganismen
Dr. Michael Rieth . Merck-Millipore, DarmstadtDr. Norbert Krämer . Merck-Serono, Darmstadt
Korrespondenz: Dr. Michael Rieth, Merck-Millipore, Abt. MM-QGB-D, Frankfurter Str. 250, 64293 Darmstadt;e-mail: [email protected]
ZusammenfassungDie mikrobiologischen Umgebungsmonitoring-Daten eines Jahres aus einem Sterilbetriebwerden hinsichtlich ihres prozentualen Vorkommens der verschiedenen Mikroorganismenausgewertet. Die Monitoring-Daten beziehen sich auf die Ergebnisse der Oberflächenkon-takte und der Luftuntersuchungen (aktives und passives „air-sampling“ sind zusammen-gefasst) aus den Reinraumklassen A bis D. Das so ermittelte Keimspektrum wird im Fol-genden Bioprofil genannt. Das Bioprofil der Oberflächenkontakte ist weniger artenreichausgeprägt als das der Luftuntersuchungen. Die gram-positiven Staphylokokken (Haut-und Schleimhautflora) und Mikrokokken (Haut- und Umgebungsflora) dominieren beibeiden Untersuchungen die mikrobielle Flora. Unter den Staphylokokken ist Staphylo-coccus epidermidis und unter den Mikrokokken Micrococcus luteus die jeweils am häu-figsten vorkommende Bakterienart. Hefen und Schimmelpilze spielen eine untergeordneteRolle.
Einleitung
Unter mikrobiologischem Umge-bungsmonitoring versteht man einProgramm (bisweilen auch Biocon-trol-Programm genannt) zur Erfas-sung und Beherrschung der Hygiene-zustände bei der Produktion vonArzneimitteln. Das USP chapter< 1116> sieht dies als ein Schlüssel-element der aseptischen Fertigungan: „Environmental monitoring isone of several key elements requiredin order to ensure that an asepticprocessing area is maintained in anadequate level of control“ [1]. Dazuwerden – einem schriftlichen Moni-toring-Plan folgend – die Raumluft,produktberührende und nicht-pro-duktberührende Oberflächen, Räu-me, Betriebsmittel (Wasser, Gase,Druckluft, Schmiermittel, Rei-nigungs- und Desinfektionsmittel)und Mitarbeiter (Reinraumkleidung,
Handschuhe, Mundschutz) in einemPharmabetrieb mikrobiologisch un-tersucht. Zusätzlich wird ein physi-kalisches Monitoring durchgeführt,welches die Partikel in der Raumluftund den Überdruck, die Temperaturund die relative Luftfeuchte in denRäumen sowie die Messung der Luft-geschwindigkeit unter laminar flowerfasst. Der EU-GMP-Leitfadennennt im Annex 1 die erlaubten Li-mits (Aktionslevel, AL) für die Rein-raumklassen A, B, C und D [2](Tab. 1-3), gibt jedoch keine qualita-tiven Vorgaben bezüglich der Mi-kroorganismen-Flora. In der vorlie-genden Publikation werden zwei Bio-profile (eines für die Luft- und einesfür die Oberflächenuntersuchungen)vorgelegt, in welchen die Arten/Fa-milien und Häufigkeiten von Mi-kroorganismen in einem Steril-betrieb aus einem Zeitraum von ei-nem Jahr ausgewertet sind. Der Ste-
rilbetrieb hat mit seinen vier Rein-raumklassen eine Gesamtfläche von987 m2, die sich folgendermaßen auf-teilen: D: 430 m2, C: 157 m2, B: 320 m2,A (= Fläche unter laminar flow):80 m2. Pro Jahr werden ca. 70000 mi-krobiologische Monitoring-Daten er-hoben.
Material und Methoden
Aktive Luftkeimsammlungen werdenmit Air-Sampler MAS 100 NT durch-geführt, das Monitoring von Druck-luft und Gasen mit dem MAS 100 CG(beide von Merck-Millipore). Bei derMessung mit diesen Geräten werdendie Luft und mit dieser Partikel mitanhaftenden Mikroorganismen ange-saugt und nach dem Prinzip der Im-paktion auf eine Nährbodenplatte ge-schleudert (USP 37 <797>: „Im-paction shall be the preferred me-thod of volumetric air sampling“ [1]).
Analytik
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)26 Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion

Der Air-Sampler enthält im autokla-vierbaren Sammelkopf eine Loch-platte mit N=300 Löchern (Durch-messer 0,6 mm). Mit zunehmenderPartikelzahl nimmt die Wahrschein-lichkeit zu, dass zwei Partikel durchdas gleiche Loch eingesogen werden.Zwei dicht beieinander liegende Ko-lonien würden auf der Agaroberflä-che nur eine sichtbare Kolonie bil-
den. Statistisch korrigieren lässt sichdies durch die von Feller [3] beschrie-bene Formel:
Pr = N [1/N + 1/N-1 + 1/N-2 + 1/N-r+1]
Zu jeder Koloniezahl r lässt sichdie statistisch korrekte KoloniezahlPr errechnen. Zur leichteren Auswer-tung benutzt man eine Korrektur-
tabelle. Im Routine-Monitoring wer-den 1000 l Luft angesogen, Dauer10 min. USP 37 chapter <797> emp-fiehlt „a sufficient volume of air (400to 1000 L) … to maximize sensitivi-ty“; außerdem fordert dieses Kapiteldie regelmäßige Kalibrierung nachden Vorgaben des Herstellers [1].Die Wartung und Kalibrierung deroben genannten Geräte wird herstel-
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 27Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion
Tabelle 1
Mikrobiologische Aktionslevel (AL) gemäß [2] sowie Warnlevel (WL) und Frequenzen fürdie Reinraumklassen A bis D. Die WL und AL für die Luftuntersuchungen sind strenger alsin [2] gefasst. Frequenzen: S = schichtweise, T = täglich, W = wöchentlich, M = monatlich,Q = quartalsweise, HJ = halbjährlich, J = jährlich, # = oder andere Frequenz gemäßRisikoanalyse
Klasse A
z. B. Abfüllungsteriler Produkte
Klasse B
z. B. Hintergrund für A,Schleusen, Verkehrsflächen
Klasse C
z. B. Einwaage und Herstellung vonAnsatzlösungen, Musterziehung von
Parenteralia-Ausgangsstoffen,Schleusen, Verkehrsflächen
Klasse D
z. B. Reinigung von Geräten,Bördeln, Schleusen, Verkehrsflächen
Produktions-räume
Produktions-räume
SchleusenVerkehrsflächen
Produktions-räume
SchleusenVerkehrsflächen
Produktions-räume
SchleusenVerkehrsflächen
Betriebs-mittel
Desinfektions/Reinigungsmittel
– HJ HJ J J J J
AL (Desinfektionsmittel /Reinigungsmittel)
– 0 KBE/10 ml,10 KBE/ml
0 KBE/10 ml,10 KBE/ml
0 KBE/10 ml,10 KBE/ml
Schmiermittel HJ – – – – – –
AL [KBE/ml] 1 – – – – – –
Gase, Druckluft(MAS 100 CG)
übermedia fill
übermedia fill
– – – – –
WL/AL [KBE/ 1000 L] –/0 –/0 20 /100 20 /100
Oberflächen
(Kontakt-platte)
[KBE/25 cm2]
Equipment und produktnaheOberflächen
C – – 2xW # – M –
WL/AL –/< 1 – – 15/25 – 25/50 –
Produktferne Oberflächen(z. B. Stühle, Telefon)
– T T – – – –
WL/AL – 3/5 3/5 – – – –
Räume(Wand, Boden, Ablagen, Tür,Lamellen)
C T T 2xW # 2xW # M M
WL/AL restliche AbklatscheWL/AL Boden
–/< 1–/< 1
3/53/5
3/53/5
15/2515/25
15/2550/100
25/5025/50
25/50100/200
Luft Airsampler MAS 100 NT S S T 2xW # 2xW # M M
WL/AL [KBE/m3] –/< 1 5/7 5/7 50/100 50/100 100/200 100/200
Sedimentationsplatte S S T S 2xW M M
WL/AL [KBE/60 cm2] –/< 1 2/3 2/3 20/50 20/50 50/100 50/100
Personal
[KBE/25 cm2]
Fingerprint (in A u. B), oderHand
S S – S – M –
WL/AL –/< 1 3/5 – 5/10 – 5/10 –
Kleidung:Schulter, Bauch, Unterarm
– S – 2xW – M –
WL/AL – 3/5 – 50/100 – 100/200 –
Mundschutz – M – – – – –
WL/AL – 3/5 – – – – –
Mikrobiologisches Umgebungs-monitoring in der SterilproduktionQualitative Auswertung der identifizierten Mikroorganismen
Dr. Michael Rieth . Merck-Millipore, DarmstadtDr. Norbert Krämer . Merck-Serono, Darmstadt
Korrespondenz: Dr. Michael Rieth, Merck-Millipore, Abt. MM-QGB-D, Frankfurter Str. 250, 64293 Darmstadt;e-mail: [email protected]
ZusammenfassungDie mikrobiologischen Umgebungsmonitoring-Daten eines Jahres aus einem Sterilbetriebwerden hinsichtlich ihres prozentualen Vorkommens der verschiedenen Mikroorganismenausgewertet. Die Monitoring-Daten beziehen sich auf die Ergebnisse der Oberflächenkon-takte und der Luftuntersuchungen (aktives und passives „air-sampling“ sind zusammen-gefasst) aus den Reinraumklassen A bis D. Das so ermittelte Keimspektrum wird im Fol-genden Bioprofil genannt. Das Bioprofil der Oberflächenkontakte ist weniger artenreichausgeprägt als das der Luftuntersuchungen. Die gram-positiven Staphylokokken (Haut-und Schleimhautflora) und Mikrokokken (Haut- und Umgebungsflora) dominieren beibeiden Untersuchungen die mikrobielle Flora. Unter den Staphylokokken ist Staphylo-coccus epidermidis und unter den Mikrokokken Micrococcus luteus die jeweils am häu-figsten vorkommende Bakterienart. Hefen und Schimmelpilze spielen eine untergeordneteRolle.
Einleitung
Unter mikrobiologischem Umge-bungsmonitoring versteht man einProgramm (bisweilen auch Biocon-trol-Programm genannt) zur Erfas-sung und Beherrschung der Hygiene-zustände bei der Produktion vonArzneimitteln. Das USP chapter< 1116> sieht dies als ein Schlüssel-element der aseptischen Fertigungan: „Environmental monitoring isone of several key elements requiredin order to ensure that an asepticprocessing area is maintained in anadequate level of control“ [1]. Dazuwerden – einem schriftlichen Moni-toring-Plan folgend – die Raumluft,produktberührende und nicht-pro-duktberührende Oberflächen, Räu-me, Betriebsmittel (Wasser, Gase,Druckluft, Schmiermittel, Rei-nigungs- und Desinfektionsmittel)und Mitarbeiter (Reinraumkleidung,
Handschuhe, Mundschutz) in einemPharmabetrieb mikrobiologisch un-tersucht. Zusätzlich wird ein physi-kalisches Monitoring durchgeführt,welches die Partikel in der Raumluftund den Überdruck, die Temperaturund die relative Luftfeuchte in denRäumen sowie die Messung der Luft-geschwindigkeit unter laminar flowerfasst. Der EU-GMP-Leitfadennennt im Annex 1 die erlaubten Li-mits (Aktionslevel, AL) für die Rein-raumklassen A, B, C und D [2](Tab. 1-3), gibt jedoch keine qualita-tiven Vorgaben bezüglich der Mi-kroorganismen-Flora. In der vorlie-genden Publikation werden zwei Bio-profile (eines für die Luft- und einesfür die Oberflächenuntersuchungen)vorgelegt, in welchen die Arten/Fa-milien und Häufigkeiten von Mi-kroorganismen in einem Steril-betrieb aus einem Zeitraum von ei-nem Jahr ausgewertet sind. Der Ste-
rilbetrieb hat mit seinen vier Rein-raumklassen eine Gesamtfläche von987 m2, die sich folgendermaßen auf-teilen: D: 430 m2, C: 157 m2, B: 320 m2,A (= Fläche unter laminar flow):80 m2. Pro Jahr werden ca. 70000 mi-krobiologische Monitoring-Daten er-hoben.
Material und Methoden
Aktive Luftkeimsammlungen werdenmit Air-Sampler MAS 100 NT durch-geführt, das Monitoring von Druck-luft und Gasen mit dem MAS 100 CG(beide von Merck-Millipore). Bei derMessung mit diesen Geräten werdendie Luft und mit dieser Partikel mitanhaftenden Mikroorganismen ange-saugt und nach dem Prinzip der Im-paktion auf eine Nährbodenplatte ge-schleudert (USP 37 <797>: „Im-paction shall be the preferred me-thod of volumetric air sampling“ [1]).
Analytik
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)26 Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion

Analytik
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)28 Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion
Tabelle 2
Auswertung der Luftkeimsammlungen (aktiv und passiv) aus einem Jahr in den Rein-raumklassen A bis D: Die Identifizierungen erfolgen nach WL- und AL-Überschreitungen.
Mikroorganismen Gram-Färbung
prozentualeHäufigkeit[%] pro Jahr
Rang Anmerkungen
Micrococcus positiv 26,1 1 darunter M. luteus zu 55,6 %
Staphylococcus positiv 24,7 2 meist S. epidermidis,S. aureus zu 1 %
Acinetobacter negativ 9,6 3 „water borne bacteria“Kocuria positiv 7,4 4 meist K. kristinaePseudomonas negativ 6,3 5 „water borne bacteria“Bacillus, Paenibacillus positiv 5,1 6
Pilze –- 3,8 7
Moraxella negativ 3,0 8
Brevibacterium positiv 2,4 9
Paracoccus negativ 1,9 10
Sphingomonas negativ 1,7 11 „water borne bacteria“Hefen –- 1,4 12
Brevundimonas negativ 1,2 13 „water borne bacteria“
Sonstige unterschied-lich
1,1 14 u. a. Cupriavidus, Massilia,Microbacterium, Rhizobium,Streptococcus
Leuconostoc positiv 1,0 15
Corynebacterium positiv 0,7 16
Stenotrophomonas negativ 0,6 17 „water borne bacteria“Roseomonas negativ 0,4 18 „water borne bacteria“Brachybacterium positiv 0,4 19
Aerococcus positiv 0,3 20
Aeromonas negativ 0,2 21 „water borne bacteria“Alloiococcus positiv 0,2 22
Dermacoccus negativ 0,2 23
Gemella positiv 0,1 24
Gordonia positiv 0,1 25
Janibacter negativ 0,1 26
Prokaryonten (Bakterien) positiv 68,7 ohne Sonstige
Prokaryonten (Bakterien) negativ 25,0 ohne Sonstige
Eukaryonten (Pilze, Hefen) –- 5,2

lerseitig mit jährlicher Frequenzempfohlen.
Für passive Luftkeimsammlungenwerden Sedimentationsplatten ein-gesetzt, die vor Benutzung an dieRaumtemperatur adaptiert werden.Anwendung finden Petrischalen(Durchmesser 90 mm, Fläche ca.60 cm2) mit 30 ml Caseinpepton-So-jamehlpepton-Agar (CSA), um einemAustrocknen entgegenzuwirken. DiePetrischalen werden mit abgenom-menem Deckel ausgelegt. Dazu wirdder Deckel umgedreht und auf denPetrischalenrand und den Boden ge-legt. Die Expositionszeit beträgt imRegelfall vier Stunden; einzelne Sedi-mentationsplatten können gemäß[2] weniger als vier Stunden expo-niert werden. Petrischalen gleicherArt werden für das aktive „air sam-pling“ verwendet. Im Routine-Moni-toring werden die Gas- und Druck-luftleitungen vor der Probenahmenicht gespült, um die realen Bedin-gungen beim täglichen Betrieb abzu-bilden. Für Oberflächenuntersuchun-
gen werden Kontaktplatten (Durch-messer 55 mm, Fläche 25 cm2) mitCSA plus Zusatz von vier Enthem-mern (Lecithin, L-Histidin, Tween[= Polysorbat] 80, Thiosulfat) ver-wendet. Die Enthemmer fungierenals Inaktivatoren der Wirkstoffe derverwendeten Desinfektionsmittel.Nach dem Kontakt wird die Oberflä-che mit 70 % v/v 2-Propanol desinfi-ziert zwecks Vermeidung eines mi-krobiellen Wachstums auf dem dorteventuell anhaftenden Nährmedium.Alle Plattentypen sind reinraumtaug-lich dreifach verpackt, Gammastrah-len-sterilisiert und nach Einsatz ver-riegelbar (Millipore-Heipha). Die In-kubation der arretierten Platten ge-schieht kopfliegend im Brutraum bei20-25 °C über fünf Tage hinweg.
Die Identifizierung der Mikroor-ganismen wird mit dem Vitek 2 com-pact-System (bioMerieux) durch-geführt. Die Gram-Färbung ge-schieht mittels Mirastainer II. DasGram-Färbeprogramm dauert ca.zwölf Minuten.
Fazit
Die Auswertung der Luftkeimsamm-lungen (aktiv und passiv) zeigt imVergleich zum Oberflächen-Monito-ring eine deutlich höhere Artenviel-falt. Vorherrschend sind mit 68,7 %die gram-positiven Bakterien. Eshandelt sich überwiegend um Sta-phylokokken (typische Bewohnerder menschlichen Haut und Schleim-haut) und umMikrokokken (typischeUmgebungsbakterien, die luftgetra-gen verbreitet werden, so genannte„air borne bacteria“, z. T. auch zurHautflora gehörend). Spitzenreiterunter den Staphylokokken ist Staphy-lococcus epidermidis, unter den Mi-krokokken ist es Micrococcus luteus.55,6 % der Mikrokokken werden alsM. luteus identifiziert. Unter den Sta-phylokokken wird S. aureus zu 1 %gefunden. Laut Literatur tragen inDeutschland ca. 30 % der Bevölke-rung diese Bakterien in der Schleim-haut des vorderen Nasenbereichs;hinzu kommt eine passagere Besied-
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 29Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion
Tabelle 3
Auswertung des Oberflächen-Monitoring aus einem Jahr in den Reinraumklassen A bis D:Die Identifizierungen erfolgen nach WL- und AL-Überschreitungen.
Mikroorganismen Gram-Färbung
prozentualeHäufigkeit[%] pro Jahr
Rang Anmerkungen
Staphylococcus positiv 29,6 1 meist S. epidermidis,zu 10 % S. aureus
Bacillus, Lysinibacillus,Paenibacillus
positiv 29,4 2 Paenibacillus glucanolyticushäufig
Micrococcus positiv 17,6 3 zu 50 % M. luteusKocuria positiv 5,9 4 meist K. kristinaeAcinetobacter negativ 5,9 5 „water borne bacteria“Aerococcus positiv 2,9 6
Paracoccus negativ 2,9 7 P. yeeiEnterobacteriaceae negativ 2,9 8
Janibacter negativ 2,9 9
Bakterien positiv 85,4
Bakterien negativ 14,6
Analytik
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)28 Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion
Tabelle 2
Auswertung der Luftkeimsammlungen (aktiv und passiv) aus einem Jahr in den Rein-raumklassen A bis D: Die Identifizierungen erfolgen nach WL- und AL-Überschreitungen.
Mikroorganismen Gram-Färbung
prozentualeHäufigkeit[%] pro Jahr
Rang Anmerkungen
Micrococcus positiv 26,1 1 darunter M. luteus zu 55,6 %
Staphylococcus positiv 24,7 2 meist S. epidermidis,S. aureus zu 1 %
Acinetobacter negativ 9,6 3 „water borne bacteria“Kocuria positiv 7,4 4 meist K. kristinaePseudomonas negativ 6,3 5 „water borne bacteria“Bacillus, Paenibacillus positiv 5,1 6
Pilze –- 3,8 7
Moraxella negativ 3,0 8
Brevibacterium positiv 2,4 9
Paracoccus negativ 1,9 10
Sphingomonas negativ 1,7 11 „water borne bacteria“Hefen –- 1,4 12
Brevundimonas negativ 1,2 13 „water borne bacteria“
Sonstige unterschied-lich
1,1 14 u. a. Cupriavidus, Massilia,Microbacterium, Rhizobium,Streptococcus
Leuconostoc positiv 1,0 15
Corynebacterium positiv 0,7 16
Stenotrophomonas negativ 0,6 17 „water borne bacteria“Roseomonas negativ 0,4 18 „water borne bacteria“Brachybacterium positiv 0,4 19
Aerococcus positiv 0,3 20
Aeromonas negativ 0,2 21 „water borne bacteria“Alloiococcus positiv 0,2 22
Dermacoccus negativ 0,2 23
Gemella positiv 0,1 24
Gordonia positiv 0,1 25
Janibacter negativ 0,1 26
Prokaryonten (Bakterien) positiv 68,7 ohne Sonstige
Prokaryonten (Bakterien) negativ 25,0 ohne Sonstige
Eukaryonten (Pilze, Hefen) –- 5,2

lung bei weiteren ca. 30 % [4]. DerGrund für das geringe Auffinden imMonitoring liegt wohl daran, dass dieMitarbeiter in den ReinraumklassenA, B und C sterile Einmal-Maskenund desinfizierte Korbbrillen tragen;Bartträger benutzen in allen vierReinraumklassen Bartbinden. Typi-scherweise imWasser vorkommendeMikroorganismen („water bornebacteria“) sind zu 20 % vorhanden.Insbesondere nach Reinigungsmaß-nahmen werden diese Mikroorganis-men (im Krankenhaus auch als„Feuchtkeime“ [5] bezeichnet) eben-falls im Luft-Monitoring detektiert.Der Anteil der aeroben Endosporen-bildenden Bakterien liegt bei 5,1 %;identifiziert wird neben verschiede-nen Bacillus-Arten häufig auch Pae-nibacillus glucanolyticus. Eukaryonti-sche Mikroorganismen (Schimmel-pilze und Hefen) liegen bei 5,2 %, wo-bei die Hefen, die in der Natur aufPflanzenblüten, aber auch auf dermenschlichen Haut/Schleimhaut le-ben, zu 1,4 % vorkommen.
Die Artenvielfalt im Bioprofil desOberflächen-Monitoring ist deutlichgeringer. Identifiziert werden zu85,4 % gram-positive Bakterien (Sta-phylokokken zu 29,6 %, Mikrokokkenzu 17,6 %, Kocuria-Arten zu 5,9 %).Staphylococcus epidermidis ist derSpitzenreiter unter den Staphylokok-ken, S. aureus (Abb. 1) kommt zu10 % vor. M. luteus (Abb. 2) ist mitca. 50 % der Spitzenreiter unter denMikrokokken, unter den Kocuria-Ar-ten ist es Kocuria kristinae. Fasst mandie Micrococcus- und die Kocuria-Ar-ten zusammen (sie sind eng ver-wandt), so erhält man den Wert23,5 % für ihr relatives Auftreten; da-mit liegt diese Gruppe von Bakterienan dritter Stelle im Oberflächen-Mo-nitoring. Alle anderen identifiziertenMikroorganismen befinden sich imeinstelligen Prozentbereich. Wasser-bakterien (Acinetobacter) liegen bei5,9 % Häufigkeit, einem Wert, derdeutlich niedriger ist als im air moni-toring. Die Erklärung dafür ist, dassdie Probennehmer geschult sind,keine Kontaktplatten auf feuchteOberflächen zu drücken. Es fällt auf,
dass im Oberflächen-Monitoringkeine Schimmelpilze und Hefen ge-funden werden. Dies ist auf die Ver-wendung der bakteriziden Desinfek-tionsmittel zurückzuführen, die auchüber eine gute mykozide Wirkungverfügen. Allerdings werden zu 29,4 %aerobe Endosporenbildner gefunden(Bacillus-, Lysinibacillus- und Paeni-bacillus-Arten – hier vor allem P. glu-canolyticus). Dies legt den Schluss na-he, dass in verstärktem Maße sporo-zide Desinfektionsmittel verwendetwerden müssen. In der Folgezeit wirdeine Reduktion durch den Einsatzvon Wasserstoffperoxid-haltigen Des-infektionsmitteln erreicht.
Kurzcharakterisierungder Mikroorganismen
Acinetobacter: Die gram-negativen,stäbchenförmigen Bakterien kommenauf der menschlichen Haut, im Was-ser und auf Fleisch, Fisch und Eiernvor. Sie sind am Verderb von protein-haltigen Lebensmitteln beteiligt.
Aerococcus: Aerococcus-Arten ge-hören zusammen mit Alloiococcusund Gemella zur Familie der Strepto-coccaceae, die auf den Schleimhäu-ten von Mensch und Tier zu findensind. Die gram-positiven Zellen lie-gen meist als Diplokokken vor.
Aeromonas: Diese Bakterien sindgram-negative, meist unipolar begei-ßelte Stäbchen, die im Süß- undBrackwasser leben. Katalase-positiv.In Krankenhäusern können sie durchBesiedlung von Luftbefeuchtern undDialysegeräten Patienten infizierenund Pneumonien, Gastroenteritidensowie Wund- und Augeninfektionenhervorrufen.
Alloiococcus: siehe Aerococcus.Bacillus: Diese typischen Bewoh-
ner des Erdreichs sind gram-positive,z. T. gram-labile Endosporenbildner.Die Zellen liegen als Kokken oderStäbchen vor, die sehr groß sein kön-nen (Länge bis 10μm). Viele Artenbilden extrazelluläre Enzyme, diezum Verderb von Rohstoffen und Le-bensmitteln führen. Über Ver-packungsmaterialien können sie inReinraumbereiche gelangen.
Brachybacterium: Hierbei handeltes sich um unbewegliche, coccoide,aerobe, gram-positive Bakterien. Siewachsen unter mesophilen Bedin-gungen bei einem Temperaturopti-mum von 25-30 °C. Isoliert werdensie aus Böden. Die komplette Genom-sequenz von B. faecium liegt vor [7].
Brevibacterium: Diese gram-posi-tive Art besiedelt die menschlicheHaut und ist Katalase-positiv. Die ha-lophilen Kokken haben einen Durch-messer zwischen 0,6 und 1,0μm.
Brevundimonas: Dies sind gram-negative, kleine, bewegliche stäb-chenförmige Wasserbakterien. Derbekannteste Vertreter ist B. diminuta.
Corynebacterium: Diese Katalase-positiven Bakterien sind gram-posi-tive bis gram-labile, unbeweglicheStäbchen (Länge 3-5μm) von pleo-morpher oder keulenförmiger Form.Sie sind weit verbreitet im Erdreich,auf Pflanzen, im Wasser, auf der Hautund Schleimhaut von Mensch undTier. Einige Arten bilden Toxine undsind opportunistisch humanpathogen.
Analytik
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)30 Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion
Abb. 1: Ausstrich von Staphylococcus aureusATCC 6538 (links, mit Hämolyse-Reaktion)und ATCC 6538P (rechts, ohne Hämolyse) aufPetrischale mit Blood Agar Base unter Zusatzvon 5 % defibriniertem Schafsblut [6] (Quelle:Merck-Serono).
Abb. 2: Micrococcus luteus auf Petrischale mitCSA, mit positiver Katalase-Reaktion. (Quelle:Dr. Armin Quentmeier, TU Dortmund).

TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 31Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion
Cupriavidus: Die gram-negativen, beweglichen Stäb-chen gehören zur Familie der Burkholderiaceae. Ihr Nameleitet sich von ihrer hohen Toleranz gegenüber Kupfer ab.Sie kommen im Wasser vor.
Dermacoccus: Diese gram-positiven, unbeweglichenBakterien sind mit den Micrococcaceae verwandt. Ihrenatürlichen Standorte sind das Erdreich, Schlämme undOberflächenwasser.
Gemella: siehe Aerococcus.Gordonia: Diese gram-positiven, coryneformen, im
Erdreich lebenden Bakterien gehören zur Ordnung derActinomycetales. Sie können an (seltenen) Krankenhaus-infektionen beteiligt sein [8].
Hefen: Identifizierte Vertreter sind Candida albicans(Vorkommen auf der menschlichen Haut), Cryptococcusneoformans (Vorkommen auf Pflanzen einschließlich Erd-boden), Rhodoturola-Arten (Vorkommen auf Getreide,Oliven und in Fruchtsäften) und Mucor-Arten (Vorkom-men auf totem pflanzlichem Material und im Erdboden).
Janibacter: Aerobe Janibacter-Arten wurden aus Bödenund Schlämmen in Kläranlagen isoliert. Die gram-positi-ven Zellen sind coccoid und unbeweglich [9].
Kocuria: Diese gram-positive Gattung gehört zur Fa-milie der Micrococcaceae. Häufige Vertreter sind K. kris-tinae, K. varians und K. rosea.
Leuconostoc: Diese Arten sind gram-positive, unbe-wegliche Kokken, die in Paaren oder Ketten auftretenkönnen. Sie sind in der Natur weit verbreitet, vor allemauf Pflanzen.
Lysinibacillus: Dies sind gram-positive, stäbchenförmi-ge, mesophile Endosporenbildner. Ihr natürlicher Stand-ort ist das Erdreich.
Massilia: Dieses gram-negative Bakterium gehört zurFamilie der Burkholderiales. Es wurde aus dem Blut infi-zierter Patienten isoliert.
Microbacterium: Dies sind gram-positive, unbeweg-liche Stäbchen. Es gibt thermotolerante Spezies, die einePasteurisierung bei 72 °C überleben. Sie kommen in Milchund Milchprodukten vor.
Micrococcus: Die gram-positiven, häufig gram-labilenKokken haben einen Durchmesser von zwischen 0,5 und1μm, M. luteus hat eine Zellgröße von zwischen 0,9 und1,8μm. Die Kolonien der Mikrokokken sind wegen Pig-mentbildung häufig gefärbt. Die farbigen Pigmente (gelb,orange, rot) dienen als Schutz vor UV-Strahlung.M. luteuszeigt sich auf der Agaroberfläche mit zitronengelben Ko-lonien und ist Katalase-positiv (Abb. 2). Häufig anzutref-fende Umgebungskeime sind M. luteus und M. lylae.
Moraxella: Es handelt sich um aerobe, gram-negativeKokken, die Katalase- und Oxidase-positiv und psychro-tolerant (Wachstum zwischen 0 °C und 35 °C) sind. Siekommen auf humanen Schleimhäuten, im Auge, aberauch im Wasser vor und sind am Verderb von See- undSüßwasserfisch sowie Fleisch beteiligt.
Paenibacillus: Die natürlichen Standorte der Paeniba-cillus-Arten sind Erdböden; sie wachsen aerob bis fakul-
Frankfurt am Main · 15 – 19 June 2015
Be informed. Be inspired. Be there.
➢ World Forum and Leading Show for the Process Industries
➢ 3,800 Exhibitors from 50 Countries
➢ 170,000 Attendees from 100 Countries
www.achema.de
lung bei weiteren ca. 30 % [4]. DerGrund für das geringe Auffinden imMonitoring liegt wohl daran, dass dieMitarbeiter in den ReinraumklassenA, B und C sterile Einmal-Maskenund desinfizierte Korbbrillen tragen;Bartträger benutzen in allen vierReinraumklassen Bartbinden. Typi-scherweise imWasser vorkommendeMikroorganismen („water bornebacteria“) sind zu 20 % vorhanden.Insbesondere nach Reinigungsmaß-nahmen werden diese Mikroorganis-men (im Krankenhaus auch als„Feuchtkeime“ [5] bezeichnet) eben-falls im Luft-Monitoring detektiert.Der Anteil der aeroben Endosporen-bildenden Bakterien liegt bei 5,1 %;identifiziert wird neben verschiede-nen Bacillus-Arten häufig auch Pae-nibacillus glucanolyticus. Eukaryonti-sche Mikroorganismen (Schimmel-pilze und Hefen) liegen bei 5,2 %, wo-bei die Hefen, die in der Natur aufPflanzenblüten, aber auch auf dermenschlichen Haut/Schleimhaut le-ben, zu 1,4 % vorkommen.
Die Artenvielfalt im Bioprofil desOberflächen-Monitoring ist deutlichgeringer. Identifiziert werden zu85,4 % gram-positive Bakterien (Sta-phylokokken zu 29,6 %, Mikrokokkenzu 17,6 %, Kocuria-Arten zu 5,9 %).Staphylococcus epidermidis ist derSpitzenreiter unter den Staphylokok-ken, S. aureus (Abb. 1) kommt zu10 % vor. M. luteus (Abb. 2) ist mitca. 50 % der Spitzenreiter unter denMikrokokken, unter den Kocuria-Ar-ten ist es Kocuria kristinae. Fasst mandie Micrococcus- und die Kocuria-Ar-ten zusammen (sie sind eng ver-wandt), so erhält man den Wert23,5 % für ihr relatives Auftreten; da-mit liegt diese Gruppe von Bakterienan dritter Stelle im Oberflächen-Mo-nitoring. Alle anderen identifiziertenMikroorganismen befinden sich imeinstelligen Prozentbereich. Wasser-bakterien (Acinetobacter) liegen bei5,9 % Häufigkeit, einem Wert, derdeutlich niedriger ist als im air moni-toring. Die Erklärung dafür ist, dassdie Probennehmer geschult sind,keine Kontaktplatten auf feuchteOberflächen zu drücken. Es fällt auf,
dass im Oberflächen-Monitoringkeine Schimmelpilze und Hefen ge-funden werden. Dies ist auf die Ver-wendung der bakteriziden Desinfek-tionsmittel zurückzuführen, die auchüber eine gute mykozide Wirkungverfügen. Allerdings werden zu 29,4 %aerobe Endosporenbildner gefunden(Bacillus-, Lysinibacillus- und Paeni-bacillus-Arten – hier vor allem P. glu-canolyticus). Dies legt den Schluss na-he, dass in verstärktem Maße sporo-zide Desinfektionsmittel verwendetwerden müssen. In der Folgezeit wirdeine Reduktion durch den Einsatzvon Wasserstoffperoxid-haltigen Des-infektionsmitteln erreicht.
Kurzcharakterisierungder Mikroorganismen
Acinetobacter: Die gram-negativen,stäbchenförmigen Bakterien kommenauf der menschlichen Haut, im Was-ser und auf Fleisch, Fisch und Eiernvor. Sie sind am Verderb von protein-haltigen Lebensmitteln beteiligt.
Aerococcus: Aerococcus-Arten ge-hören zusammen mit Alloiococcusund Gemella zur Familie der Strepto-coccaceae, die auf den Schleimhäu-ten von Mensch und Tier zu findensind. Die gram-positiven Zellen lie-gen meist als Diplokokken vor.
Aeromonas: Diese Bakterien sindgram-negative, meist unipolar begei-ßelte Stäbchen, die im Süß- undBrackwasser leben. Katalase-positiv.In Krankenhäusern können sie durchBesiedlung von Luftbefeuchtern undDialysegeräten Patienten infizierenund Pneumonien, Gastroenteritidensowie Wund- und Augeninfektionenhervorrufen.
Alloiococcus: siehe Aerococcus.Bacillus: Diese typischen Bewoh-
ner des Erdreichs sind gram-positive,z. T. gram-labile Endosporenbildner.Die Zellen liegen als Kokken oderStäbchen vor, die sehr groß sein kön-nen (Länge bis 10μm). Viele Artenbilden extrazelluläre Enzyme, diezum Verderb von Rohstoffen und Le-bensmitteln führen. Über Ver-packungsmaterialien können sie inReinraumbereiche gelangen.
Brachybacterium: Hierbei handeltes sich um unbewegliche, coccoide,aerobe, gram-positive Bakterien. Siewachsen unter mesophilen Bedin-gungen bei einem Temperaturopti-mum von 25-30 °C. Isoliert werdensie aus Böden. Die komplette Genom-sequenz von B. faecium liegt vor [7].
Brevibacterium: Diese gram-posi-tive Art besiedelt die menschlicheHaut und ist Katalase-positiv. Die ha-lophilen Kokken haben einen Durch-messer zwischen 0,6 und 1,0μm.
Brevundimonas: Dies sind gram-negative, kleine, bewegliche stäb-chenförmige Wasserbakterien. Derbekannteste Vertreter ist B. diminuta.
Corynebacterium: Diese Katalase-positiven Bakterien sind gram-posi-tive bis gram-labile, unbeweglicheStäbchen (Länge 3-5μm) von pleo-morpher oder keulenförmiger Form.Sie sind weit verbreitet im Erdreich,auf Pflanzen, im Wasser, auf der Hautund Schleimhaut von Mensch undTier. Einige Arten bilden Toxine undsind opportunistisch humanpathogen.
Analytik
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)30 Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion
Abb. 1: Ausstrich von Staphylococcus aureusATCC 6538 (links, mit Hämolyse-Reaktion)und ATCC 6538P (rechts, ohne Hämolyse) aufPetrischale mit Blood Agar Base unter Zusatzvon 5 % defibriniertem Schafsblut [6] (Quelle:Merck-Serono).
Abb. 2: Micrococcus luteus auf Petrischale mitCSA, mit positiver Katalase-Reaktion. (Quelle:Dr. Armin Quentmeier, TU Dortmund).

tativ anaerob bei pH-Werten größer3,8. Ein häufig identifizierter Vertre-ter dieser Katalase-positiven Endo-sporenbildner ist P. glucanolyticus.
Paracoccus: Diese gram-negati-ven, aeroben, unbeweglichen Bakte-rien leben im Erdreich und auf derOberfläche von Pflanzen und Wur-zelgemüsen. Das Temperaturopti-mum liegt zwischen 25 °C und 30 °C.
Pilze: Schimmelpilze kommenubiquitär vor. Die anspruchslosenAspergillus-Arten leben im Erdbo-den, ebenso die Penicillium-Arten.Das Wachstum von Penicillium fin-det zwischen –2 °C und +40 °C statt,daher können sie auch Kühlräumebesiedeln. Penicillium-Arten verder-ben viele Rohstoffe und Lebensmit-tel. Weitere typische Vertreter derPilze, die im Umgebungsmonitoringgefunden werden, sind Fusarium-,Cladosporium- und Alternaria-Arten.
Pseudomonas: Die für Pseudomo-naden typische Zellform ist das Stäb-chen, das gerade oder leicht ge-krümmt und durch polare Begeiße-lung beweglich sein kann. Die Zellensind zwischen 1,5 und 4,0μm lang beieiner Breite von zwischen 0,5 und1,0μm. Die gram-negativen Bakte-rien leben überwiegend im Wasser,können aber auch in Böden und aufPflanzen vorkommen. Neben denpflanzen- und tierpathogenen Vertre-tern können viele Pseudomonadenals opportunistische, nosokomialeKrankheitserreger den Menschen be-fallen (siehe Krankenhausinfektio-nen) [10]. Zum Beispiel ist Pseudomo-nas aeruginosa fakultativ humanpa-thogen und führt zu Mittelohrent-zündungen und Wundinfektionenmit blaugrünem Eiter. Die Farbedes Eiters wird durch das wasserlös-liche Pigment Pyocyanin hervorgeru-fen.
Rhizobium: Diese auch Knöll-chenbakterien genannten Mikroor-ganismen sind gram-negativ und be-weglich. Sie sind im Erdreich verbrei-
tet und können dort mit Pflanzen-wurzeln eine Symbiose eingehen.
Roseomonas: Der Name deutetauf die pink-pigmentierten Koloniendieser gram-negativen Bakterien hin.Ihr natürlicher Standort ist nicht be-kannt; einige Arten wurden aus Was-serproben isoliert, andere aus huma-nem Blut [11].
Sphingomonas: Die natürlichenLebensräume der Sphingomonadalessind Böden, Süß- und Meerwasser.Die stäbchen- bis eiförmigen Zellensind gram-negativ. Einige Arten sindbegeißelt. Ihr Name rührt vom Vor-handensein von Sphingolipiden inder Zellwand her. Ein typischer Ver-treter ist S. paucimobilis.
Staphylococcus: Der Durchmes-ser der kugeligen Kokken liegt zwi-schen 0,8 und 1,2μm. Sie sind Kata-lase-positiv und Oxidase-negativ. BeiS. aureus, S. intermedius und S. hyicusist die Plasmakoagulase positiv. DieZellen zeigen ein gram-positives Fär-beverhalten. Aufgrund ihrer Unbe-weglichkeit ordnen sich die Staphy-lokokken zu Haufen oder Traubenan. Staphylokokken sind auf derHaut und Schleimhaut von Menschund Tier weit verbreitet. TypischeVertreter sind S. epidermidis, S. capi-tis, S. warneri und S. hominis. Staphy-lokokken sind anspruchslos undwachsen auf vielen üblichen Nähr-medien; sie zeigen zudem eine hoheSalzresistenz (bis 6,5 % NaCl). AufBlutagar weisen viele Arten charak-teristische Hämolyse-Höfe auf. S. au-reus ist der häufigste Lebensmittel-vergifter, seine Enterotoxine sind hit-zestabil.
Stenotrophomonas: Die gram-ne-gativen Vertreter kommen ubiquitärim Wasser, in Erdböden und aufPflanzen vor. Die stäbchenförmigen,beweglichen Zellen sind mit einerLänge von zwischen 0,7 und 1,8μmund einer Breite von zwischen 0,4und 0,7μm relativ klein. Stenotro-phomonas-Arten werden auch in
Sekreten der Atemwege nachgewie-sen.
Streptococcus: Streptokokken sie-deln im Nasen-Rachenraum und imDarm von Mensch und Tier. Die Bak-terien sind fakultativ anaerob, gram-positiv, Katalase-negativ und unbe-weglich. Streptokokken lagern sichhäufig zu Diplokokken oder zu Ket-ten zusammen [12]. Siehe auch Aero-coccus und Leuconostoc.
DanksagungDie Autoren danken Dr. ArminQuentmeier, TU Dortmund, für dasMicrococcus-Foto.
Fachliteratur[1] USP 37 / NF 32, United States Pharma-
copeial Convention, Inc., 12601 Rockville,MD, USA, 2014.
[2] Auterhoff, G., Throm, S. (Hrsg.): EU-Leit-faden der Guten Herstellungspraxis fürArzneimittel und Wirkstoffe. 9. Aufl.,Editio Cantor Verlag, Aulendorf 2010.
[3] Feller, W.: An introduction to the pro-bability theory and its application. JohnWiley and Sons, Inc., New York, USA, 1950,S. 175 f.
[4] Groß, U.: Kurzlehrbuch Medizinische Mi-krobiologie und Infektiologie. 2. Aufl.,Thieme, Stuttgart 2009.
[5] Wallhäußer, K. H.: Praxis der Sterilisation,Desinfektion, Konservierung, Keimiden-tifizierung, Betriebshygiene. 4. Aufl.,Thieme, Stuttgart 1988, S. 138.
[6] Merck KGaA: Microbiology Manual, 12.Aufl., Darmstadt 2005, S. 193.
[7] Lapidus, A. et al.: Complete genome se-quence of Brachybacterium faecium typestrain (Schefferle 6-10T). Standards inGenomic Sciences 1 (2009) 3-11.
[8] Lai, C. C. et al.: Infections caused byGordonia species at a medical centre inTaiwan 1997 to 2008. Clin. Microbiol. In-fect. 16 (2010) 1448-1453.
[9] Yoon, J.-H. et al.: Janibacter terrae sp. nov.,a bacterium isolated from soil around awastewater treatment plant. Internatio-nal Journal of Systematic and Evolutio-nary Microbiology 50 (2000) 1821-1827.
[10] Kappstein, I.: Nosokomiale Infektionen.4. Aufl., Thieme, Stuttgart 2009.
[11] Shokar, N. K. et al.: Roseomonas gilardiiInfection: Case Report and Review. J. Clin.Microbiol. 40, No. 12 (2002) 4789-4791.
[12] Köhler, W. et. al.: Medizinische Mikro-biologie. 8. Aufl., Urban & Fischer, Mün-chen, Jena 2001, S. 260 f.
Analytik
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)32 Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion

ecv
ECV · Editio Cantor Verlag
Ihr UnternehmenIhr Know-how
Ihr Buch
www.insights.ecv.de
Alles was Sie wissen müssen:Lara Lehmann Tel. +49 (0)8191-985 78 11eMail: [email protected]
Die Corporate Books-Reihe ecvINSIGHTS!
Ihr Buchdigital | gedruckt
NEU!
tativ anaerob bei pH-Werten größer3,8. Ein häufig identifizierter Vertre-ter dieser Katalase-positiven Endo-sporenbildner ist P. glucanolyticus.
Paracoccus: Diese gram-negati-ven, aeroben, unbeweglichen Bakte-rien leben im Erdreich und auf derOberfläche von Pflanzen und Wur-zelgemüsen. Das Temperaturopti-mum liegt zwischen 25 °C und 30 °C.
Pilze: Schimmelpilze kommenubiquitär vor. Die anspruchslosenAspergillus-Arten leben im Erdbo-den, ebenso die Penicillium-Arten.Das Wachstum von Penicillium fin-det zwischen –2 °C und +40 °C statt,daher können sie auch Kühlräumebesiedeln. Penicillium-Arten verder-ben viele Rohstoffe und Lebensmit-tel. Weitere typische Vertreter derPilze, die im Umgebungsmonitoringgefunden werden, sind Fusarium-,Cladosporium- und Alternaria-Arten.
Pseudomonas: Die für Pseudomo-naden typische Zellform ist das Stäb-chen, das gerade oder leicht ge-krümmt und durch polare Begeiße-lung beweglich sein kann. Die Zellensind zwischen 1,5 und 4,0μm lang beieiner Breite von zwischen 0,5 und1,0μm. Die gram-negativen Bakte-rien leben überwiegend im Wasser,können aber auch in Böden und aufPflanzen vorkommen. Neben denpflanzen- und tierpathogenen Vertre-tern können viele Pseudomonadenals opportunistische, nosokomialeKrankheitserreger den Menschen be-fallen (siehe Krankenhausinfektio-nen) [10]. Zum Beispiel ist Pseudomo-nas aeruginosa fakultativ humanpa-thogen und führt zu Mittelohrent-zündungen und Wundinfektionenmit blaugrünem Eiter. Die Farbedes Eiters wird durch das wasserlös-liche Pigment Pyocyanin hervorgeru-fen.
Rhizobium: Diese auch Knöll-chenbakterien genannten Mikroor-ganismen sind gram-negativ und be-weglich. Sie sind im Erdreich verbrei-
tet und können dort mit Pflanzen-wurzeln eine Symbiose eingehen.
Roseomonas: Der Name deutetauf die pink-pigmentierten Koloniendieser gram-negativen Bakterien hin.Ihr natürlicher Standort ist nicht be-kannt; einige Arten wurden aus Was-serproben isoliert, andere aus huma-nem Blut [11].
Sphingomonas: Die natürlichenLebensräume der Sphingomonadalessind Böden, Süß- und Meerwasser.Die stäbchen- bis eiförmigen Zellensind gram-negativ. Einige Arten sindbegeißelt. Ihr Name rührt vom Vor-handensein von Sphingolipiden inder Zellwand her. Ein typischer Ver-treter ist S. paucimobilis.
Staphylococcus: Der Durchmes-ser der kugeligen Kokken liegt zwi-schen 0,8 und 1,2μm. Sie sind Kata-lase-positiv und Oxidase-negativ. BeiS. aureus, S. intermedius und S. hyicusist die Plasmakoagulase positiv. DieZellen zeigen ein gram-positives Fär-beverhalten. Aufgrund ihrer Unbe-weglichkeit ordnen sich die Staphy-lokokken zu Haufen oder Traubenan. Staphylokokken sind auf derHaut und Schleimhaut von Menschund Tier weit verbreitet. TypischeVertreter sind S. epidermidis, S. capi-tis, S. warneri und S. hominis. Staphy-lokokken sind anspruchslos undwachsen auf vielen üblichen Nähr-medien; sie zeigen zudem eine hoheSalzresistenz (bis 6,5 % NaCl). AufBlutagar weisen viele Arten charak-teristische Hämolyse-Höfe auf. S. au-reus ist der häufigste Lebensmittel-vergifter, seine Enterotoxine sind hit-zestabil.
Stenotrophomonas: Die gram-ne-gativen Vertreter kommen ubiquitärim Wasser, in Erdböden und aufPflanzen vor. Die stäbchenförmigen,beweglichen Zellen sind mit einerLänge von zwischen 0,7 und 1,8μmund einer Breite von zwischen 0,4und 0,7μm relativ klein. Stenotro-phomonas-Arten werden auch in
Sekreten der Atemwege nachgewie-sen.
Streptococcus: Streptokokken sie-deln im Nasen-Rachenraum und imDarm von Mensch und Tier. Die Bak-terien sind fakultativ anaerob, gram-positiv, Katalase-negativ und unbe-weglich. Streptokokken lagern sichhäufig zu Diplokokken oder zu Ket-ten zusammen [12]. Siehe auch Aero-coccus und Leuconostoc.
DanksagungDie Autoren danken Dr. ArminQuentmeier, TU Dortmund, für dasMicrococcus-Foto.
Fachliteratur[1] USP 37 / NF 32, United States Pharma-
copeial Convention, Inc., 12601 Rockville,MD, USA, 2014.
[2] Auterhoff, G., Throm, S. (Hrsg.): EU-Leit-faden der Guten Herstellungspraxis fürArzneimittel und Wirkstoffe. 9. Aufl.,Editio Cantor Verlag, Aulendorf 2010.
[3] Feller, W.: An introduction to the pro-bability theory and its application. JohnWiley and Sons, Inc., New York, USA, 1950,S. 175 f.
[4] Groß, U.: Kurzlehrbuch Medizinische Mi-krobiologie und Infektiologie. 2. Aufl.,Thieme, Stuttgart 2009.
[5] Wallhäußer, K. H.: Praxis der Sterilisation,Desinfektion, Konservierung, Keimiden-tifizierung, Betriebshygiene. 4. Aufl.,Thieme, Stuttgart 1988, S. 138.
[6] Merck KGaA: Microbiology Manual, 12.Aufl., Darmstadt 2005, S. 193.
[7] Lapidus, A. et al.: Complete genome se-quence of Brachybacterium faecium typestrain (Schefferle 6-10T). Standards inGenomic Sciences 1 (2009) 3-11.
[8] Lai, C. C. et al.: Infections caused byGordonia species at a medical centre inTaiwan 1997 to 2008. Clin. Microbiol. In-fect. 16 (2010) 1448-1453.
[9] Yoon, J.-H. et al.: Janibacter terrae sp. nov.,a bacterium isolated from soil around awastewater treatment plant. Internatio-nal Journal of Systematic and Evolutio-nary Microbiology 50 (2000) 1821-1827.
[10] Kappstein, I.: Nosokomiale Infektionen.4. Aufl., Thieme, Stuttgart 2009.
[11] Shokar, N. K. et al.: Roseomonas gilardiiInfection: Case Report and Review. J. Clin.Microbiol. 40, No. 12 (2002) 4789-4791.
[12] Köhler, W. et. al.: Medizinische Mikro-biologie. 8. Aufl., Urban & Fischer, Mün-chen, Jena 2001, S. 260 f.
Analytik
TechnoPharm 5, Nr. 1, 26–32 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)32 Rieth und Krämer . Umgebungsmonitoring in der Sterilproduktion

IT-Sicherheit in PharmaanlagenFDA 21 CFR part 11 aus Sicht der IT-Sicherheit und weitergehende Maßnahmen zum Schutzvon Automatisierungsanlagen
Christopher Tebbe & Prof. Dr.-Ing. Karl-Heinz Niemann & Dr.-Ing. Markus Runde . HochschuleHannover, Hannover
Korrespondenz: Cristopher Tebbe, Hochschule Hannover, Fachbereich Elektrotechnik, Postfach 92 02 61, 30441 Hannover;e-mail: [email protected]
ZusammenfassungAuf Grund der steigenden Zahl von Berichten über IT-Sicherheitsvorfälle [1, 2, 3] imUmfeld der Automatisierungstechnik werden die Forderungen nach einem durchgängigenSchutz automatisierungstechnischer Anlagen immer intensiver.Neben Forschungsprojekten zu diesem Thema werden den Anwendern Richtlinien, Normenund Standards zum Schutz von automatisierungstechnischen Anlagen zur Verfügunggestellt [4, 5, 6, 7]. Im Bereich der Pharmaherstellung stellt sich die Frage, welche beson-deren Anforderungen an die IT-Sicherheit bestehen, die durch diese allgemein auf dieAutomatisierungstechnik ausgerichteten Arbeiten nicht berücksichtigt werden. Es existierenbereits einige Regulierungen, dich sich mit dem Thema IT-Sicherheit in der Pharmaindustriebefassen. Der Code of Federal Regulations (CFR) 21 part 11 der U.S. Food and Drug Admi-nistration (FDA) [8] ist ein Beispiel für eine solche Regelung. Sie definiert, unter welchenUmständen die FDA elektronische Aufzeichnungen und Unterschriften (als elektronischeoder eingescannte Unterschrift) als gleichbedeutend mit Papieraufzeichnungen akzeptiertund wie diese (bei der Übertragung und Archivierung) zu schützen sind.Aus den Bestimmungen der FDA 21 CFR part 11 können die IT-Sicherheits-SchutzzieleAuthentizität, Integrität, Vertraulichkeit und Verbindlichkeit (von Aktionen) für Daten derPharmaindustrie abgeleitet werden. Der folgende Beitrag beleuchtet, wie sich die verschie-denen Schutzziele auf vernetzte automatisierungstechnische Anlagen übertragen lassen.Darauf basierend werden Anforderungen an Schutzmaßnahmen abgeleitet – unter Berück-sichtigung der Anforderungen aus der Pharmaindustrie – und am Beispiel des BMBF-For-schungsprojekts SEC_PRO diskutiert.
IT
TechnoPharm 5, Nr. 1, 34–39 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)34 Tebbe et al. . IT-Sicherheit in Pharmaanlagen
Autoren
Christopher Tebbe
Christopher Tebbe M.Sc.(30) ist seit 2012 wissen-schaftlicher Mitarbeiteran der Fakultät I – Elek-tro- und Informations-technik der HochschuleHannover im Fach-bereich Prozessinforma-tik und Automatisie-rungstechnik. Zuvor stu-dierte er an der Fach-hochschule Hannover
angewandte Informatik mit dem Schwerpunkt si-chere Informationssysteme. Forschungsschwer-punkt: Entwicklung von (teil-)automatisiertenVerfahren zur Bedrohungsanalysen von Netzwer-ken automatisierter Anlagen.
Prof. Dr.-Ing.Karl-Heinz Niemann
Prof. Dr.-Ing. Karl-HeinzNiemann (55) vertritt seitdem Jahr 2005 die Lehr-gebiete Prozessinforma-tik und Automatisie-rungstechnik an derHochschule Hannover.Von 2002 bis 2005 war eran der FachhochschuleNordostniedersachsenfür das Lehrgebiet Pro-zessdatenverarbeitungverantwortlich. Davor
war er in leitender Stellung in der Entwicklung vonProzessleitsystemen u. a. bei ABB, Elsag Bailey undHartmann & Braun tätig.
Dr.-Ing. Markus Runde
Dr.-Ing. Markus Runde(30) war bis Juni 2014wissenschaftlicher Mit-arbeiter an der Fakultät I –Elektro- und Informati-onstechnik der Hoch-schule Hannover imFachbereich Prozessinfor-matik und Automatisie-rungstechnik. Forschungs-schwerpunkt: Entwicklungvon integrierten IT-Sicher-
heitslösungen für vernetzte Automatisierungskom-ponenten. Zuvor studierte er an der FachhochschuleHannover Elektro- und Informationstechnik mit denFachrichtungen Automatisierungstechnik, Prozess-informatik und Sensortechnik. Derzeit arbeitet HerrRunde als Automation Engineer bei der BASF SE inLudwigshafen am Rhein.

Einleitung
In den letzten Monaten und Jahrenstieg die Zahl von IT-Sicherheitsvor-fällen und Datenlecks sowie Fällenvon Industriespionage im Bereichder (Pharma-)Industrie immer stär-ker an. Viele Nachrichten und Ver-öffentlichungen zu diesem Thema[9, 10, 11] zeigen die steigende Rele-vanz und Notwendigkeit, Produkti-onsanlagen und deren Netzwerkevor Angriffen von Innen und Außenzu schützen. In der Pharmaindustrieist neben der Produktionsanlageselbst vor allem das Know-how inGefahr, welches in den Netzwerkenin Form von Rezepten, Vorgehenswei-sen und Produktionsdaten vorliegt.
Um den Herstellern und Betrei-bern eine Hilfestellung zum Schutzautomatisierungstechnischer Anla-gen (Automatisierungsanlagen) zugeben, entwickeln viele Vereinigun-gen und Organisationen Richtlinien,Normen und Standards [5, 12]. Dabeihandelt es sich vor allem um generi-sche Ansätze und Vorgehensweisen.In diesem Beitrag sollen exempla-risch anhand der FDA 21 CFR part11 IT-Sicherheits-Schutzziele für dieDaten der Pharmaindustrie abgelei-tet und auf die Kommunikation in-nerhalb von Automatisierungsanla-gen übertragen werden. Zum Schlussfolgt die Vorstellung möglicherSchutzmaßnahmen, mit denen dieIT-Sicherheits-Schutzziele unter Be-rücksichtigung der Anforderungenaus der Pharmaindustrie eingehaltenwerden können.
Ableitung von IT-Sicher-heits-Schutzzielenanhand der FDA 21 CFRpart 11
Die amerikanische Food and DrugAdministration (FDA) hat bereits1997 die erste Version einer Regulie-rung (Code of Federal Regulations,CFR) verabschiedet, die definiert, un-ter welchen Umständen die FDAelektronische Aufzeichnungen undelektronische Unterschriften mit de-nen in Papierform gleichsetzt. Diesgilt auch für Unterschriften, die
handschriftlich erfolgten und danachdigitalisiert wurden.
§ 11.10 von 21 CFR part 11 [8] be-schreibt die Voraussetzungen, dieeingehalten werden müssen, damiteine Gleichstellung elektronischerund papierener Aufzeichnungen ineinem geschlossenen System mög-lich wird: „Persons who use closedsystems to create, modify, maintain,or transmit electronic records shallemploy procedures and controls de-signed to ensure the authenticity, in-tegrity, and, when appropriate, theconfidentiality of electronic records,and to ensure that the signer cannotreadily repudiate the signed recordas not genuine.“
Nach diesem Ausschnitt aus § 11.10gehören dazu die Wahrung der Echt-heit und der Integrität elektronischerAufzeichnungen sowie die optionaleSicherstellung ihrer Vertraulichkeit.Zusätzlich wird gefordert, dass der Un-terzeichner eine unterschriebene Auf-zeichnung später nicht als ungültig be-zeichnen kann. Dieser Aspekt der ein-deutigen Zuordnung des Unterzeich-ners wird als Verbindlichkeit bezeich-net. Eine spätere Anpassung einer Auf-zeichnung muss jedoch weiterhin er-folgen können, sofern diese mit „AuditTrails“ (Aufzeichnung aller Änderun-gen inkl. Zeitstempel und Autor) abge-sichert wird. Auch das Ersetzen einerAufzeichnung durch eine neue Versionmuss weiterhin möglich sein. DerSchutz der Verbindlichkeit bei diesenAnpassungen ist durchgehend zu ge-währleisten.
Nach § 11.30 muss bei offenen Sys-temen zusätzlich zu den gefordertenSchutzmaßnahmen aus dem Ab-schnitt aus § 11.10 der kompletteKommunikationsweg bei der Über-tragung elektronischer Aufzeichnun-gen und Unterschriften derart ge-schützt sein, dass die übertragenenDaten auf ihre Echtheit und Integri-tät hin überprüft werden können. Beigeheimen Daten ist außerdem dieVertraulichkeit sicherzustellen. Ähn-liche Forderungen werden in ande-ren Paragraphen wiederholt. Anhanddieser Forderungen lassen sich diebetroffenen IT-Sicherheits-Schutz-ziele und beispielhafte Bedrohungen
ableiten, die in Tab. 1 zusammen mitden betroffenen Paragraphen undmöglichen Schutzmaßnahmen auf-gelistet sind, wie sie z.B. in [13] vor-geschlagen werden.
KryptographischeGrundlagen der Schutz-maßnahmen für dieImplementierung derFDA-Anforderungen
Wie Tab. 1 zeigt, können die IT-Si-cherheits-Schutzziele Authentizität(Echtheit), Integrität und die Ver-bindlichkeit einer Aktion mithilfevon Zertifikaten und einer kryptogra-phischen Signatur geschützt werden.Dies wird zwar nicht zwingend vonder FDA 21 CFR part 11 gefordert,stellt durch die Abdeckung verschie-dener Schutzziele aber eine effizienteUmsetzung der Schutzbedürfnissedar. Für eine kryptographische Sig-natur wird ein so genanntes Schlüs-selpaar benötigt. Der private Teil desSchlüsselpaares, welcher für die Er-stellung einer Signatur genutzt wird,ist nur dem Besitzer bekannt. Deröffentliche Teil wird mithilfe einerPublic Key Infrastructure (PKI) [14]öffentlich zur Verfügung gestellt. Mitdem öffentlichen Schlüsselteil lässtsich eindeutig überprüfen, ob der da-zugehörige private Schlüsselteil fürdie Erzeugung einer Signatur genutztwurde. Auf Grund der Aufteilung desSchlüsselpaares in zwei Teile wirdderen Verwendung als asymmetri-sche Kryptographie bezeichnet.
Um zusätzlich einen bestimmtenöffentlichen Schlüssel einer be-stimmten Person zuordnen zu kön-nen, werden Zertifikate genutzt. Zer-tifikate werden von einer vertrauens-würdigen Entität (certification aut-hority, CA) ausgestellt. Diese enthal-ten neben dem öffentlichen Schlüs-selteil und Daten des Besitzers eineSignatur der vertrauenswürdigen En-tität. Mithilfe dieser Signatur lässtsich die Echtheit des Zertifikatsüberprüfen. Hierzu wird lediglichder öffentliche Schlüssel der vertrau-enswürdigen Entität benötigt. Da-durch muss nicht länger einer Personvertraut werden, dass ihre Signatur
TechnoPharm 5, Nr. 1, 34–39 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 35Tebbe et al. . IT-Sicherheit in Pharmaanlagen
IT-Sicherheit in PharmaanlagenFDA 21 CFR part 11 aus Sicht der IT-Sicherheit und weitergehende Maßnahmen zum Schutzvon Automatisierungsanlagen
Christopher Tebbe & Prof. Dr.-Ing. Karl-Heinz Niemann & Dr.-Ing. Markus Runde . HochschuleHannover, Hannover
Korrespondenz: Cristopher Tebbe, Hochschule Hannover, Fachbereich Elektrotechnik, Postfach 92 02 61, 30441 Hannover;e-mail: [email protected]
ZusammenfassungAuf Grund der steigenden Zahl von Berichten über IT-Sicherheitsvorfälle [1, 2, 3] imUmfeld der Automatisierungstechnik werden die Forderungen nach einem durchgängigenSchutz automatisierungstechnischer Anlagen immer intensiver.Neben Forschungsprojekten zu diesem Thema werden den Anwendern Richtlinien, Normenund Standards zum Schutz von automatisierungstechnischen Anlagen zur Verfügunggestellt [4, 5, 6, 7]. Im Bereich der Pharmaherstellung stellt sich die Frage, welche beson-deren Anforderungen an die IT-Sicherheit bestehen, die durch diese allgemein auf dieAutomatisierungstechnik ausgerichteten Arbeiten nicht berücksichtigt werden. Es existierenbereits einige Regulierungen, dich sich mit dem Thema IT-Sicherheit in der Pharmaindustriebefassen. Der Code of Federal Regulations (CFR) 21 part 11 der U.S. Food and Drug Admi-nistration (FDA) [8] ist ein Beispiel für eine solche Regelung. Sie definiert, unter welchenUmständen die FDA elektronische Aufzeichnungen und Unterschriften (als elektronischeoder eingescannte Unterschrift) als gleichbedeutend mit Papieraufzeichnungen akzeptiertund wie diese (bei der Übertragung und Archivierung) zu schützen sind.Aus den Bestimmungen der FDA 21 CFR part 11 können die IT-Sicherheits-SchutzzieleAuthentizität, Integrität, Vertraulichkeit und Verbindlichkeit (von Aktionen) für Daten derPharmaindustrie abgeleitet werden. Der folgende Beitrag beleuchtet, wie sich die verschie-denen Schutzziele auf vernetzte automatisierungstechnische Anlagen übertragen lassen.Darauf basierend werden Anforderungen an Schutzmaßnahmen abgeleitet – unter Berück-sichtigung der Anforderungen aus der Pharmaindustrie – und am Beispiel des BMBF-For-schungsprojekts SEC_PRO diskutiert.
IT
TechnoPharm 5, Nr. 1, 34–39 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)34 Tebbe et al. . IT-Sicherheit in Pharmaanlagen
Autoren
Christopher Tebbe
Christopher Tebbe M.Sc.(30) ist seit 2012 wissen-schaftlicher Mitarbeiteran der Fakultät I – Elek-tro- und Informations-technik der HochschuleHannover im Fach-bereich Prozessinforma-tik und Automatisie-rungstechnik. Zuvor stu-dierte er an der Fach-hochschule Hannover
angewandte Informatik mit dem Schwerpunkt si-chere Informationssysteme. Forschungsschwer-punkt: Entwicklung von (teil-)automatisiertenVerfahren zur Bedrohungsanalysen von Netzwer-ken automatisierter Anlagen.
Prof. Dr.-Ing.Karl-Heinz Niemann
Prof. Dr.-Ing. Karl-HeinzNiemann (55) vertritt seitdem Jahr 2005 die Lehr-gebiete Prozessinforma-tik und Automatisie-rungstechnik an derHochschule Hannover.Von 2002 bis 2005 war eran der FachhochschuleNordostniedersachsenfür das Lehrgebiet Pro-zessdatenverarbeitungverantwortlich. Davor
war er in leitender Stellung in der Entwicklung vonProzessleitsystemen u. a. bei ABB, Elsag Bailey undHartmann & Braun tätig.
Dr.-Ing. Markus Runde
Dr.-Ing. Markus Runde(30) war bis Juni 2014wissenschaftlicher Mit-arbeiter an der Fakultät I –Elektro- und Informati-onstechnik der Hoch-schule Hannover imFachbereich Prozessinfor-matik und Automatisie-rungstechnik. Forschungs-schwerpunkt: Entwicklungvon integrierten IT-Sicher-
heitslösungen für vernetzte Automatisierungskom-ponenten. Zuvor studierte er an der FachhochschuleHannover Elektro- und Informationstechnik mit denFachrichtungen Automatisierungstechnik, Prozess-informatik und Sensortechnik. Derzeit arbeitet HerrRunde als Automation Engineer bei der BASF SE inLudwigshafen am Rhein.

korrekt ist und wirklich von ihrstammt. Lediglich der vertrauens-würdigen Entität muss vertraut wer-den.
Der Schutz der Vertraulichkeitvon Daten und elektronischen Auf-zeichnungen nach [8] kann auchdurch kryptographische Maßnah-men (Verschlüsselung) erfolgen.Wird ein asymmetrisches Schlüssel-paar eingesetzt, so wird der öffentli-che Teil für die Verschlüsselung ge-nutzt. Die Entschlüsselung kann nurmithilfe des dazugehörigen privatenSchlüssels erfolgen, der nur demEmpfänger bekannt ist. Alternativkann für die Verschlüsselung undEntschlüsselung auch ein einzelner,geheimer Schlüssel genutzt werden.Dieser muss jedem bekannt sein, derDaten ver- oder entschlüsseln will.
Vergleich der FDA-Anfor-derungen mitgenerischen Forderungender IT-Sicherheit
Bei Betrachtung der in Tab. 1 auf-geführten Bedrohungen zeigt sich,dass sich diese speziellen Anforderun-gen aus dem Bereich der Pharma-industrie (FDA 21 CFR part 11) aufbeliebige Automatisierungsanlagenabbilden lassen. Ein Beispiel dafürist die Änderung einer elektronischenAufzeichnung, die in einem Netzwerkeiner Automatisierungsanlage der Än-derung eines Datenpakets entspricht.Diese Bedrohung betrifft das Schutz-ziel Integrität, da Daten verändertwerden können, ohne dass dies er-kennbar ist (eventuelle Prüfsummenzur Fehlerkorrektur können von ei-nem Angreifer neu berechnet wer-den). Durch die Übertragung der Be-drohungen auf die Kommunikation inAutomatisierungsanlagen sind dortdie gleichen IT-Sicherheits-Schutz-ziele betroffen wie bei den FDA-An-forderungen. Tab. 2 zeigt die über-führten Bedrohungen und die ent-sprechenden IT-Sicherheits-Schutz-ziele. Im Gegensatz zu der Forderungaus der FDA 21 CFR part 11, bei derein Schutz der Vertraulichkeit bei derÜbertragung von Daten nur innerhalboffener Systeme gefordert wird, ist
eine Verschlüsselung der Netzwerk-kommunikation innerhalb eines Un-ternehmens gerade im Bereich derPharmaindustrie zum Schutz vonKnow-how durchaus sinnvoll.
Neben den aufgeführten Gefahren-potenzialen besteht in Automatisie-rungsanlagen eine weitere Bedrohung:die Behinderung bzw. Einschränkungder Kommunikation. Das durch dieseBedrohung betroffene Schutzziel istdie Verfügbarkeit einer Anlage, dadurch die Beeinträchtigung der Kom-munikation die Produktivität der An-lage negativ beeinflusst werden kann.Somit ergeben sich für das Netzwerkeiner Automatisierungsanlage die fol-genden IT-Sicherheits-Schutzziele:Authentizität, Integrität, Vertraulich-keit, Verbindlichkeit und Verfügbar-keit. Bis auf die Verfügbarkeit könnendiese Schutzziele durch die gleichen(kryptographischen) Schutzmaßnah-men wie bei [13] realisiert werden,wobei weitere Schutzmaßnahmenexistieren. Die Verfügbarkeit von An-
lagen wird über die Härtung ihrerKomponenten [15] sowie die Erken-nung von Angriffen auf ihre Verfüg-barkeit sichergestellt. Tab. 3 zeigt dieIT-Sicherheits-Schutzziele für dieKommunikation in Automatisierungs-anlagen, einschließlich der Bedrohun-gen und der möglichen Schutzmaß-nahmen.
Zusammengefasst lassen sich fol-gende Forderungen für die sichereKommunikation in Automatisie-rungsanlagen aus Tab. 2 und Tab. 3ableiten:. F1: Eindeutige Authentifizierungvon Kommunikationsteilnehmern(Authentizität)
. F2: Schutz von Datenpaketen ge-gen Manipulation (Integrität)
. F3: Verhinderung des Abflussesgeheimer Daten (Vertraulichkeit)
. F4: Schutz von Datenpaketen ge-gen Fälschen der Absenderadresse(Authentizität, Verbindlichkeit)
Auf Grund der besonderen Anforde-rungen in der Automatisierungstech-
IT
TechnoPharm 5, Nr. 1, 34–39 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)36 Tebbe et al. . IT-Sicherheit in Pharmaanlagen
Tabelle 1
IT-Sicherheits-Schutzziele der FDA 21 CFR part 11 undmögliche Schutzmaßnahmen
BetroffenesSchutzziel
BeispielhafteBedrohungen
BetroffeneTeile der FDACFR 21 part 11
Schutzmaß-nahme
Authentizität(Echtheit)
Fälschen einerUnterschrift
§ 11.10, § 11.30,§ 11.70,§ 11.100,§ 11.200
Zertifikatzusammen mitkryptographischerSignatur
Integrität Fälschen einerUnterschrift,Inhalt einerelektronischenAufzeichnungändern
§ 11.10, § 11.30,§ 11.70,§ 11.300
Zertifikatzusammen mitkryptographischerSignatur
Vertraulichkeit Daten ausspähen § 11.10, § 11.30 Verschlüsselung,Zugangs-beschränkung
Verbindlichkeit Leugnen einerUnterschrift
§ 11.10, § 11.70,§ 11.100,§ 11.200
Zertifikatzusammen mitkryptographischerSignatur

nik müssen folgende zusätzliche For-derungen erfüllt werden:. Z1: (Echtzeit-)Kommunikationdarf nicht beeinträchtigt werden(Verfügbarkeit)
. Z2: Transparenter Schutz derKommunikation (keine Anpassungvon Anwendungen)
Umsetzung möglicherSchutzmaßnahmen
Ein Beispiel für die Errichtung einesganzheitlichen Schutzansatzeswurde im Rahmen des BMBF-For-schungsprojektes „Sichere Produk-tion mit verteilten Automatisie-rungssystemen“ (SEC_PRO) reali-siert. Am Beispiel des SEC_PRO-Schutzkonzeptes soll im Folgendeneine mögliche Umsetzung der abge-leiteten Forderungen (F1 bis F4) aneine sichere Kommunikation in Au-tomatisierungsanlagen unter Beach-tung der zusätzlichen Anforderun-gen (Z1 und Z2) und der IT-Sicher-heits-Schutzziele aufgezeigt werden.Dazu werden konkrete Umsetzun-gen der möglichen Schutzmaßnah-men aus Tab. 3 für F1 bis F4 vor-gestellt.
Für eine korrekte Authentifizie-rung (Forderung F1) von Kommuni-kationspartnern können Signaturenin Verbindung mit Zertifikaten ge-nutzt werden, um die Identität ein-deutig zu verifizieren. Damit ein An-greifer nicht den privaten Schlüssel-teil eines asymmetrischen Schlüssel-paares aus dem Speicher einer Kom-ponente auslesen kann, nutztSEC_PRO so genannte Security To-ken. Dabei handelt es sich um Halb-leiterbausteine (Trusted PlatformModules) [16], auf denen der privateSchlüsselteil sicher verwahrt wird.Alle Operationen, für die der privateSchlüsselteil benötigt wird, werdenauf dem Security Token ausgeführt,so dass der private Schlüsselteilselbst nicht zugänglich ist. Auf dieseWeise sind eindeutige Identifizierungund Authentifizierung von Kom-munikationspartnern vor Beginn ei-ner Kommunikation und zu jedemanderen Zeitpunkt möglich (siehePhase 1 in Abb. 1).
TechnoPharm 5, Nr. 1, 34–39 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 37Tebbe et al. . IT-Sicherheit in Pharmaanlagen
Tabelle 2
Übertragung der Bedrohungen aus der FDA 21 CFRpart 11 auf AT-Netzwerke
BetroffenesSchutzziel
BeispielhafteBedrohungen FDACFR 21 part 11
BeispielhafteBedrohung vonNetzwerkenautomatisierterAnlagen
Authentizität(Echtheit)
Fälschen einerUnterschrift
Fälschen einerAbsenderadresse beiDatenpaketen
Integrität Fälschen einer Unter-schrift, Inhalt einerelektronischenAufzeichnung ändern
Fälschen oder Manipu-lieren von Datenpaketen(Übernahme derKommunikation durchAngreifer)
Vertraulichkeit Daten ausspähen Abfangen bzw. Mitlesenvon Daten(paketen)
Verbindlichkeit Leugnen einer Unter-schrift
Abstreiten, ein Daten-paket gesendet zu haben
Tabelle 3
Zuordnung der IT-Sicherheits-Schutzziele zu möglichenBedrohungen in AT-Netzwerken
BetroffenesSchutzziel
BeispielhafteBedrohungen
Schutzmaßnahme
Authentizität(Echtheit)
Fälschen einerAbsenderadresse beiDatenpaketen
Zertifikat zusammen mitkryptographischerSignatur, kryptographi-sche Prüfsumme
Integrität Fälschen oder Manipu-lieren von Datenpaketen(Übernahme derKommunikation durchAngreifer)
Zertifikat zusammen mitkryptographischerSignatur, kryptographi-sche Prüfsumme
Vertraulichkeit Abfangen bzw. Mitlesenvon Daten(paketen)
Verschlüsselung,Zugangsbeschränkung
Verbindlichkeit Abstreiten, ein Daten-paket gesendet zu haben
Zertifikat zusammen mitkryptographischerSignatur, kryptographi-sche Prüfsumme
Verfügbarkeit Behinderung/Einschrän-kung der Netzwerkkom-munikation
Härtung, Erkennung vonAngriffen
korrekt ist und wirklich von ihrstammt. Lediglich der vertrauens-würdigen Entität muss vertraut wer-den.
Der Schutz der Vertraulichkeitvon Daten und elektronischen Auf-zeichnungen nach [8] kann auchdurch kryptographische Maßnah-men (Verschlüsselung) erfolgen.Wird ein asymmetrisches Schlüssel-paar eingesetzt, so wird der öffentli-che Teil für die Verschlüsselung ge-nutzt. Die Entschlüsselung kann nurmithilfe des dazugehörigen privatenSchlüssels erfolgen, der nur demEmpfänger bekannt ist. Alternativkann für die Verschlüsselung undEntschlüsselung auch ein einzelner,geheimer Schlüssel genutzt werden.Dieser muss jedem bekannt sein, derDaten ver- oder entschlüsseln will.
Vergleich der FDA-Anfor-derungen mitgenerischen Forderungender IT-Sicherheit
Bei Betrachtung der in Tab. 1 auf-geführten Bedrohungen zeigt sich,dass sich diese speziellen Anforderun-gen aus dem Bereich der Pharma-industrie (FDA 21 CFR part 11) aufbeliebige Automatisierungsanlagenabbilden lassen. Ein Beispiel dafürist die Änderung einer elektronischenAufzeichnung, die in einem Netzwerkeiner Automatisierungsanlage der Än-derung eines Datenpakets entspricht.Diese Bedrohung betrifft das Schutz-ziel Integrität, da Daten verändertwerden können, ohne dass dies er-kennbar ist (eventuelle Prüfsummenzur Fehlerkorrektur können von ei-nem Angreifer neu berechnet wer-den). Durch die Übertragung der Be-drohungen auf die Kommunikation inAutomatisierungsanlagen sind dortdie gleichen IT-Sicherheits-Schutz-ziele betroffen wie bei den FDA-An-forderungen. Tab. 2 zeigt die über-führten Bedrohungen und die ent-sprechenden IT-Sicherheits-Schutz-ziele. Im Gegensatz zu der Forderungaus der FDA 21 CFR part 11, bei derein Schutz der Vertraulichkeit bei derÜbertragung von Daten nur innerhalboffener Systeme gefordert wird, ist
eine Verschlüsselung der Netzwerk-kommunikation innerhalb eines Un-ternehmens gerade im Bereich derPharmaindustrie zum Schutz vonKnow-how durchaus sinnvoll.
Neben den aufgeführten Gefahren-potenzialen besteht in Automatisie-rungsanlagen eine weitere Bedrohung:die Behinderung bzw. Einschränkungder Kommunikation. Das durch dieseBedrohung betroffene Schutzziel istdie Verfügbarkeit einer Anlage, dadurch die Beeinträchtigung der Kom-munikation die Produktivität der An-lage negativ beeinflusst werden kann.Somit ergeben sich für das Netzwerkeiner Automatisierungsanlage die fol-genden IT-Sicherheits-Schutzziele:Authentizität, Integrität, Vertraulich-keit, Verbindlichkeit und Verfügbar-keit. Bis auf die Verfügbarkeit könnendiese Schutzziele durch die gleichen(kryptographischen) Schutzmaßnah-men wie bei [13] realisiert werden,wobei weitere Schutzmaßnahmenexistieren. Die Verfügbarkeit von An-
lagen wird über die Härtung ihrerKomponenten [15] sowie die Erken-nung von Angriffen auf ihre Verfüg-barkeit sichergestellt. Tab. 3 zeigt dieIT-Sicherheits-Schutzziele für dieKommunikation in Automatisierungs-anlagen, einschließlich der Bedrohun-gen und der möglichen Schutzmaß-nahmen.
Zusammengefasst lassen sich fol-gende Forderungen für die sichereKommunikation in Automatisie-rungsanlagen aus Tab. 2 und Tab. 3ableiten:. F1: Eindeutige Authentifizierungvon Kommunikationsteilnehmern(Authentizität)
. F2: Schutz von Datenpaketen ge-gen Manipulation (Integrität)
. F3: Verhinderung des Abflussesgeheimer Daten (Vertraulichkeit)
. F4: Schutz von Datenpaketen ge-gen Fälschen der Absenderadresse(Authentizität, Verbindlichkeit)
Auf Grund der besonderen Anforde-rungen in der Automatisierungstech-
IT
TechnoPharm 5, Nr. 1, 34–39 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)36 Tebbe et al. . IT-Sicherheit in Pharmaanlagen
Tabelle 1
IT-Sicherheits-Schutzziele der FDA 21 CFR part 11 undmögliche Schutzmaßnahmen
BetroffenesSchutzziel
BeispielhafteBedrohungen
BetroffeneTeile der FDACFR 21 part 11
Schutzmaß-nahme
Authentizität(Echtheit)
Fälschen einerUnterschrift
§ 11.10, § 11.30,§ 11.70,§ 11.100,§ 11.200
Zertifikatzusammen mitkryptographischerSignatur
Integrität Fälschen einerUnterschrift,Inhalt einerelektronischenAufzeichnungändern
§ 11.10, § 11.30,§ 11.70,§ 11.300
Zertifikatzusammen mitkryptographischerSignatur
Vertraulichkeit Daten ausspähen § 11.10, § 11.30 Verschlüsselung,Zugangs-beschränkung
Verbindlichkeit Leugnen einerUnterschrift
§ 11.10, § 11.70,§ 11.100,§ 11.200
Zertifikatzusammen mitkryptographischerSignatur

Für die Erfüllung der beiden For-derungen F2 und F4 sind zwei Um-setzungsmöglichkeiten denkbar(siehe Tab. 3). Die eine Möglichkeitist die Verwendung von Signaturen,um die Manipulation von Daten undAbsenderadressen erkennen zu kön-nen. Da die Verwendung asymmetri-scher Kryptographie (Signaturen) je-doch relativ zeitintensiv ist, wird fürdie Echtzeitkommunikation ein Ver-fahren mit höherer Performanz be-nötigt, um der Forderung Z1 Rech-nung zu tragen. Dazu bieten sich Ver-fahren an, die nur einen geheimenSchlüssel zwischen Sender und Emp-fänger einsetzen. Dieser geheimeSchlüssel kann dazu genutzt werden,eine Prüfsumme für ein Datenpaketzu erzeugen, die nur Besitzer des ge-heimen Schlüssels (Sender und Emp-fänger) erzeugen bzw. verifizierenkönnen [17]. Somit wird eine Erken-nung von manipulierten Datenpake-ten unter Echtzeitbedingungen mög-lich [18]. Kryptographische Verfah-ren, bei denen ein geheimer Schlüsselverwendet wird, werden als sym-metrische kryptographische Verfah-ren bezeichnet. Damit der geheimeSchlüssel nicht vor Kommunikati-onsbeginn ungeschützt übertragenwerden muss, werden in Phase 1der Abb. 1 zwei geheime Schlüsselauf sichere Weise ausgetauscht (einerje Kommunikationsrichtung). DerAustausch findet über ein standardi-siertes Verfahren unter Nutzungasymmetrischer Kryptographie statt
(IKEv2 [14]). Damit ein Angreiferkeine Rückschlüsse auf die geheimenSchlüssel ziehen kann, werden sie inbestimmten Zeitabständen erneuert.Die geheimen Schlüssel werden des-halb auch Sitzungsschlüssel genannt.
Die Forderung F3 nach Vertrau-lichkeit von Datenpaketen zumSchutz geistigen Eigentums (z.B. Re-zepte und technische Prozesse) be-steht nicht überall. In vielen Produk-tionsanlagen kann auf den Aspekt derVertraulichkeit verzichtet werden. ImBereich der Pharmaindustrie ist derVertraulichkeit jedoch eine besondereBedeutung zuzuweisen, da – wie ein-gangs erwähnt – das Know-how (Re-zepte, Vorgehensweisen und Produk-tionsdaten) in Form von Netzwerk-daten in der Anlage vorliegt. Die Ver-traulichkeit kann mithilfe von Ver-schlüsselungsverfahren sichergestelltwerden [19]. Wie bei der Umsetzungvon F2 und F4 muss dabei ein sym-metrisches Verfahren eingesetzt wer-den, um die Forderung Z1 erfüllen zukönnen. Im Projekt SEC_PRO wurdenauch hierfür Sitzungsschlüssel fürjede Kommunikationsrichtung ver-wendet (siehe Phase 2 in Abb. 1).
Die Forderung nach einem trans-parenten Schutz (Forderung Z2), derkeine Anpassungen auf Anwendungs-ebene erfordert, wurde im ProjektSEC_PRO durch eine „IT- Sicherheits-schicht“ zwischen Netzwerk und In-dustrial-Ethernet-Protokoll-Stack rea-lisiert. Dadurch können alle eingehen-den Pakete analysiert werden, bevor
sie den Protokoll-Stack und die An-wendung erreichen. Sollen Daten ver-schickt werden, so bearbeitet die „IT-Sicherheitsschicht“ die Datenpaketedirekt vor dem Versand. Weder derProtokoll-Stack noch darauf aufbau-ende Anwendungen werden durchdie „IT-Sicherheitsschicht“ und derenSchutz der Kommunikation beein-flusst. Dadurch werden die Schutz-maßnahmen vollkommen transparentin die Kommunikation eingebunden.
Fazit
Anhand der FDA 21 CFR part 11 las-sen sich die IT-Sicherheits-SchutzzieleAuthentizität, Integrität, Vertraulich-keit und Verbindlichkeit für elektro-nische Aufzeichnungen und Unter-schriften ableiten. Die Bedrohungenfür diese Schutzziele können von derFDA 21 CFR part 11 auf die Kommuni-kation in Automatisierungsanlagenübertragen werden, wobei zusätzlichdas Schutzziel Verfügbarkeit hin-zukommt. Anhand der IT-Sicher-heits-Schutzziele und ihrer Bedrohun-gen lassen sich Schutzmaßnahmenableiten, die sowohl für die FDA 21CFR part 11 als auch für die Kom-munikation in Automatisierungsanla-gen wirksam sind. Auf Grund der un-terschiedlichen Anforderungen inner-halb dieser Bereiche unterscheidetsich die Umsetzung der Schutzmaß-nahmen jedoch. Abb. 2 zeigt die er-mittelten Anforderungen an Schutz-maßnahmen für die Kommunikationin Automatisierungsanlagen im Be-reich der Pharmaindustrie.
Als Beispiel für die konkrete Um-setzung von Schutzmaßnahmenwurde das ForschungsprojektSEC_PRO vorgestellt. Mithilfe vonSecurity Token, Zertifikaten und Sig-naturen wird eine eindeutige Identi-fizierung und Authentifizierung vonNetzwerkteilnehmern möglich (F1).Kryptographische Prüfsummen er-möglichen in Verbindung mit gehei-men Sitzungsschlüsseln den Schutzder Integrität, Authentizität und dieVerbindlichkeit von Netzwerkkom-munikation (F2 und F4). Die Vertrau-lichkeit von Datenpaketen schützensymmetrische Verschlüsselungsver-
IT
TechnoPharm 5, Nr. 1, 34–39 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)38 Tebbe et al. . IT-Sicherheit in Pharmaanlagen
Abb. 1: Geschützte Kommunikation mit Schutzmaßnahmen nach SEC_PRO (Quelle alle Abbil-dungen: Hochschule Hannover).

fahren, die ebenfalls die geheimenSitzungsschlüssel nutzen (F3). Aufdiese Weise realisiert SEC_PRO einenintegrierten und transparentenSchutz der Kommunikation in Auto-matisierungsanlagen (Z2). Dies um-fasst auch den Schutz der Kommuni-kation unter Echtzeitbedingungen(Z1) (siehe dazu [18]).
Es ist zu erkennen, dass die Anfor-derungen der IT-Sicherheit aus demBereich der Pharmaindustrie künftigauch für konventionelle Anlagen gel-ten werden – mit Ausnahme desAspektes der Vertraulichkeit von Da-ten. Mit dem vorgestellten Sicher-heitskonzept lassen sich die Anforde-rungen von Pharmaanlagen wie auchvon Nicht-Pharmaanlagen abdecken.Der Aspekt der Vertraulichkeit vonDaten kann über eine optionale Ver-schlüsselung realisiert werden. Diesewird voraussichtlich im Wesentli-chen im Bereich der Pharmaindus-trie zum Einsatz kommen.
Literatur[1] Slay, Jill; Miller, Michael: Lessons learned
from theMaroochyWater Breach. In: 20thWorld Computer Congress. Online ver-fügbar unter http://www.ifip.org/wcc2008/site/IFIPSampleChapter.pdf, zuletzt ge-prüft am 24.03.2014.
[2] VDMA e.V. (2013): VDMA Studie Security2013-14. Status Quo der Security in Pro-duktion und Automation. Hg. v. VDMAe.V. Frankfurt am Main. Online verfügbarunter www.vdma.org, zuletzt geprüft am22.03.2014.
[3] Tofino: Case Profile: Davis-Besse NuclearPower Plant, http://www.tofinosecurity.com/why/Case-Profile-Davis-Besse-Nuclear-Power-Plant , 2009, zuletzt besucht am23.03.2013.
[4] Promotorengruppe Kommunikation derForschungsunion Wirtschaft – Wissen-schaft (Hg.) (2013): Umsetzungsempfeh-lungen für das Zukunftsprojekt Industrie4.0. Abschlussbericht des ArbeitskreisesIndustrie 4.0.
[5] IEC 62443: Communication network andsystem security – Introduction to securityissues, 2009.
[6] Bundesamt für Sicherheit in der Infor-mationstechnik (2013): ICS-Security-Kompendium. Hg. v. Bundesamt für Si-cherheit in der Informationstechnik. On-line verfügbar unter https://www.bsi.bund.de/SharedDocs/Downloads/DE/BSI/ICS/ICS-Security_kompendium_pdf.pdf?__blob=publicationFile, zuletzt geprüft am23.03.2014.
[7] Verein Deutscher Ingenieure e.V.: VDI/VDE2182 Blatt 1 – Informationssicherheitin der industriellen Automatisierung All-gemeines Vorgehensmodell, Januar 2011.
[8] Food and Drug Administration (2013):CFR – Code of Federal Regulations Title21 part 11. Hg. v. Food and Drug Admi-nistration. Online verfügbar unter http://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?CFRPart=11,zuletzt geprüft am 22.03.2014.
[9] Department for Business Innovation &Skills (2013): 2013 Information SecurityBreaches Survey Technical Report. Onlineverfügbar unter http://www.pwc.co.uk/assets/pdf/cyber-security-2013-technical-report.pdf, zuletzt geprüft am 22.03.2014.
[10] Ponemon Institute (2013): 2013 Cost ofData Breach Study. Global Analysis. On-line verfügbar unter https://www4.symantec.com/mktginfo/whitepaper/053013_GL_NA_WP_Ponemon-2013-Cost-of-a-Data-Breach-Report_daiNA_cta72382.pdf, zuletzt geprüft am 22.03.2014.
[11] Price Waterhouse and Cooper (2013):Defending yesterday. Pharmaceuticals.Key findings from The Global State ofInformation Security Survey 2014. Onlineverfügbar unter https://www.pwc.com/gx/en//consulting-services/information-security-survey/assets/pwc-pharmaceuticals.pdf,zuletzt geprüft am 22.03.2014.
[12] NAMUR-Arbeitskreis AK 2.8 „Internet/Intranet“ (2006): IT-Sicherheit für Systemeder Automatisierungstechnik. Randbe-dingungen für Maßnahmen beim Einsatzin der Prozessindustrie. NA 115. Erstaus-gabe. Hg. v. NAMUR – Normenausschussfür Mess- und Regelungstechnik.
[13] Xcert International, Inc.: Meeting theFDA’s Requirements for Electronic Re-
cords and Electronic Signatures (21 CFRPart 11). Hg. v. Inc. Xcert International.Online verfügbar unter http://www.21cfrpart11.com/files/library/compliance/xcert_fda_white_paper.pdf, zuletztgeprüft am 22.03.2014.
[14] Claudia Eckert: IT-Sicherheit. Olden-bourg, München [u. a.], 6., überarb. underw. Auflage, 2009.
[15] Doehring, T.; Riedl, M.; Brand, J.; Heiss, S.:Analyse der IT-Security in der industriel-len Automation. In: Automation 2013.
[16] Trusted Computing Group, Incorporated(2013): TCG TPMMain Specification. Part1 Design Principles. Hg. v. Trusted Com-puting Group, Incorporated, zuletzt ge-prüft am 23.03.2014.
[17] NIST Computer Security Division (CSD)(2008): FIPS 198-1. The Keyed-Hash Mes-sage Authentication Code (HMAC). Hg. v.National Institute of Standards andTechnology. Online verfügbar unter http://csrc.nist.gov/publications/fips/fips198-1/FIPS-198-1_final.pdf, zuletzt geprüft am24.03.2014.
[18] Runde, M.; Tebbe, C.; Niemann, K.-H.:Performance Evaluation of an IT SecurityLayer in Real-Time Communication. In:18th IEEE International Conference onEmerging Technologies and Factory Au-tomation (ETFA 2013), Cagliari, Italy,September 2013.
[19] NIST Computer Security Division (CSD)(2001): FIPS 197. Advanced EncryptionStandard (AES). Hg. v. National Instituteof Standards and Technology. Onlineverfügbar unter http://csrc.nist.gov/publications/fips/fips197/fips-197.pdf, zuletztgeprüft am 24.03.2014.
TechnoPharm 5, Nr. 1, 34–39 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 39Tebbe et al. . IT-Sicherheit in Pharmaanlagen
Abb. 2: Forderungen für eine sichere Kommunikation.
Für die Erfüllung der beiden For-derungen F2 und F4 sind zwei Um-setzungsmöglichkeiten denkbar(siehe Tab. 3). Die eine Möglichkeitist die Verwendung von Signaturen,um die Manipulation von Daten undAbsenderadressen erkennen zu kön-nen. Da die Verwendung asymmetri-scher Kryptographie (Signaturen) je-doch relativ zeitintensiv ist, wird fürdie Echtzeitkommunikation ein Ver-fahren mit höherer Performanz be-nötigt, um der Forderung Z1 Rech-nung zu tragen. Dazu bieten sich Ver-fahren an, die nur einen geheimenSchlüssel zwischen Sender und Emp-fänger einsetzen. Dieser geheimeSchlüssel kann dazu genutzt werden,eine Prüfsumme für ein Datenpaketzu erzeugen, die nur Besitzer des ge-heimen Schlüssels (Sender und Emp-fänger) erzeugen bzw. verifizierenkönnen [17]. Somit wird eine Erken-nung von manipulierten Datenpake-ten unter Echtzeitbedingungen mög-lich [18]. Kryptographische Verfah-ren, bei denen ein geheimer Schlüsselverwendet wird, werden als sym-metrische kryptographische Verfah-ren bezeichnet. Damit der geheimeSchlüssel nicht vor Kommunikati-onsbeginn ungeschützt übertragenwerden muss, werden in Phase 1der Abb. 1 zwei geheime Schlüsselauf sichere Weise ausgetauscht (einerje Kommunikationsrichtung). DerAustausch findet über ein standardi-siertes Verfahren unter Nutzungasymmetrischer Kryptographie statt
(IKEv2 [14]). Damit ein Angreiferkeine Rückschlüsse auf die geheimenSchlüssel ziehen kann, werden sie inbestimmten Zeitabständen erneuert.Die geheimen Schlüssel werden des-halb auch Sitzungsschlüssel genannt.
Die Forderung F3 nach Vertrau-lichkeit von Datenpaketen zumSchutz geistigen Eigentums (z.B. Re-zepte und technische Prozesse) be-steht nicht überall. In vielen Produk-tionsanlagen kann auf den Aspekt derVertraulichkeit verzichtet werden. ImBereich der Pharmaindustrie ist derVertraulichkeit jedoch eine besondereBedeutung zuzuweisen, da – wie ein-gangs erwähnt – das Know-how (Re-zepte, Vorgehensweisen und Produk-tionsdaten) in Form von Netzwerk-daten in der Anlage vorliegt. Die Ver-traulichkeit kann mithilfe von Ver-schlüsselungsverfahren sichergestelltwerden [19]. Wie bei der Umsetzungvon F2 und F4 muss dabei ein sym-metrisches Verfahren eingesetzt wer-den, um die Forderung Z1 erfüllen zukönnen. Im Projekt SEC_PRO wurdenauch hierfür Sitzungsschlüssel fürjede Kommunikationsrichtung ver-wendet (siehe Phase 2 in Abb. 1).
Die Forderung nach einem trans-parenten Schutz (Forderung Z2), derkeine Anpassungen auf Anwendungs-ebene erfordert, wurde im ProjektSEC_PRO durch eine „IT- Sicherheits-schicht“ zwischen Netzwerk und In-dustrial-Ethernet-Protokoll-Stack rea-lisiert. Dadurch können alle eingehen-den Pakete analysiert werden, bevor
sie den Protokoll-Stack und die An-wendung erreichen. Sollen Daten ver-schickt werden, so bearbeitet die „IT-Sicherheitsschicht“ die Datenpaketedirekt vor dem Versand. Weder derProtokoll-Stack noch darauf aufbau-ende Anwendungen werden durchdie „IT-Sicherheitsschicht“ und derenSchutz der Kommunikation beein-flusst. Dadurch werden die Schutz-maßnahmen vollkommen transparentin die Kommunikation eingebunden.
Fazit
Anhand der FDA 21 CFR part 11 las-sen sich die IT-Sicherheits-SchutzzieleAuthentizität, Integrität, Vertraulich-keit und Verbindlichkeit für elektro-nische Aufzeichnungen und Unter-schriften ableiten. Die Bedrohungenfür diese Schutzziele können von derFDA 21 CFR part 11 auf die Kommuni-kation in Automatisierungsanlagenübertragen werden, wobei zusätzlichdas Schutzziel Verfügbarkeit hin-zukommt. Anhand der IT-Sicher-heits-Schutzziele und ihrer Bedrohun-gen lassen sich Schutzmaßnahmenableiten, die sowohl für die FDA 21CFR part 11 als auch für die Kom-munikation in Automatisierungsanla-gen wirksam sind. Auf Grund der un-terschiedlichen Anforderungen inner-halb dieser Bereiche unterscheidetsich die Umsetzung der Schutzmaß-nahmen jedoch. Abb. 2 zeigt die er-mittelten Anforderungen an Schutz-maßnahmen für die Kommunikationin Automatisierungsanlagen im Be-reich der Pharmaindustrie.
Als Beispiel für die konkrete Um-setzung von Schutzmaßnahmenwurde das ForschungsprojektSEC_PRO vorgestellt. Mithilfe vonSecurity Token, Zertifikaten und Sig-naturen wird eine eindeutige Identi-fizierung und Authentifizierung vonNetzwerkteilnehmern möglich (F1).Kryptographische Prüfsummen er-möglichen in Verbindung mit gehei-men Sitzungsschlüsseln den Schutzder Integrität, Authentizität und dieVerbindlichkeit von Netzwerkkom-munikation (F2 und F4). Die Vertrau-lichkeit von Datenpaketen schützensymmetrische Verschlüsselungsver-
IT
TechnoPharm 5, Nr. 1, 34–39 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)38 Tebbe et al. . IT-Sicherheit in Pharmaanlagen
Abb. 1: Geschützte Kommunikation mit Schutzmaßnahmen nach SEC_PRO (Quelle alle Abbil-dungen: Hochschule Hannover).

Annex 15, Revision 1 – was nun?(Teil 1)Dr. Rainer Gnibl . Regierung von Oberfranken, BayreuthThomas Peither . Maas & Peither AG, GMP-Verlag, Schopfheim
Korrespondenz: Thomas Peither, Maas & Peither AG, GMP-Verlag, Karlstrasse 2, 79650 Schopfheim;e-mail: [email protected]
ZusammenfassungDieser Beitrag stellt dar, was Betroffene jetzt tun müssen, um die neuen Anforderungendes Anhang/Annex 15 zu erfüllen. Der erste Teil dieses Beitrags behandelt das Lebens-zyklusmodell, die User Requirement Specification (URS), die Qualifizierung und die Pro-zessvalidierung. Leser erfahren in kompakter Form, welche Prozesse kurz- und mittel-fristig verbessert werden müssen. Viele Betriebe werden die Anforderungen aus dem EU-GMP-Leitfaden Annex 15 heute schon erfüllen.
Das müssen Betroffeneüber den neuen Annex 15des EU-GMP-Leitfadenswissen:
Der Annex 15 „Qualification and Va-lidation“ wird voraussichtlich im ers-ten Halbjahr 2015 in Kraft gesetzt. Erfindet dann verbindliche Anwendunginnerhalb der Europäischen Union(EU) und des Europäischen Wirt-schaftsraums (EWR). Im Vorfeldwurde zum Annex 15 viel vermutetund falsch interpretiert, daher habendie Autoren hier die wichtigsten Fak-ten zusammengetragen:. Wer bestehende Systeme bereitsGMP-konform qualifiziert, brauchtnichts zu fürchten. Die bestehendeSystematik zur Qualifizierungwurde beibehalten und nur anwenigen Punkten präzisiert oderergänzt.
. Der am häufigsten angewendete„3-Chargen-Validierungsansatz“(traditioneller Ansatz) kanngrundsätzlich weitergeführt wer-den. Mit dem Annex 15 sind nurwenige Anpassungen erforderlich.Bestehende ordnungsgemäßdurchgeführte Prozessvalidierun-
gen bleiben anerkannt und werdennicht angezweifelt.
. Wer neue Wege zur Prozessvali-dierung beschreiten möchte, wel-che mit den Schlagwörtern „Qualityby Design“, „Design Space“ oder„PAT – Prozessanalytische Tech-
nologie“ verbunden sind, findethierfür jetzt die Rahmenbedingun-gen im revidierten Annex 15. DasDokument enttäuscht jedoch den-jenigen, welcher detaillierte Vor-gaben zur Planung und Umsetzungdieses neuen Validierungsansatzes
GMP-Regularien
TechnoPharm 5, Nr. 1, 40–45 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)40 Gnibl und Peither . Annex 15, Revision 1 – was nun?
Autoren
Dr. Rainer Gnibl
Als GMP-Inspektor in Bayern (seit 2002) und Leiterder Expertenfachgruppe „Inspektion & GMP Leit-faden“ ist Dr. Rainer Gnibl ein versierter Kenner derdeutschen und europäischen GMP-Regulativen. Erwirkt mit bei der Erarbeitung nationaler und eu-ropäischer Regularien und hat umfangreiche Er-fahrung in der nationalen und internationalenGMP-Überwachung. Er ist auch bekannt durchseine vielfältige Autoren-und Vortragstätigkeit.
Thomas Peither
Seit über 20 Jahren als GMP-Berater und seit 15Jahren als Verleger unterstützt Dipl.-Ing. (Univ.)Thomas Peither die Pharmaindustrie bei der Um-setzung von GMP-Anforderungen. Als Herausgeberund Redaktionsleiter beim GMP-Verlag unterstützter die praxisnahe Interpretation von Richtlinien. Erengagiert sich in der internationalen Verbands-arbeit bei PDA und ISPE. Er ist auch stellv. Vor-sitzender des VDI Richtlinienausschusses „Tech-nische GMP (tGMP)“. Ferner ist er als Consultant,Gutachter und Referent national und internationaltätig.
Keywords. EU-GMP-Leitfaden Anhang/Annex 15. Lebenszyklusmodell. User Requirement Specification (URS). Qualifizierung. Prozessvalidierung

sucht. Tatsächlich werden nur dieRahmenbedingungen abgesteckt.
. Die bisherige Revalidierung wird neugeregelt. Bestehende Systeme derQualitätssicherung sollten genutztwerden. Dann können mit wenigMehraufwand und strukturierterDatenauswertung die neuen Anfor-derungen erfüllt werden. Achtung:Kritische Änderungen führen in derRegel zu einer Neuvalidierung desProzesses. In diesem Fall greift derRevalidierungsansatz nicht mehr.
. Die Reinigungsvalidierung wirdwesentliche Modifikationen erfah-ren. Diese stehen im Kontext mitden Änderungen der Kapitel 3 und5 des EU-GMP-Leitfadens Teil Iund der damit verbunden EMA-Guideline „… on setting health ba-sed exposure limits for use in riskidentification in the manufactureof different medicinal products inshared facilities“ (EMA/CHMP/CVMP/SWP/169430/2012). Da dieReinigungsvalidierung in Zusam-menhang mit drei Richtliniensteht, wird diese später in einemseparaten Artikel behandelt.
Der Annex 15 steht für Kontinuitätund entwickelt die bestehenden Kon-zepte weiter. Die Autoren haben denAnnex 15 analysiert und beschreibenim Folgenden die aus ihrer Sichtwichtigsten Themen. Eine voll-umfängliche Betrachtung würdeden Rahmen sprengen, die folgendenAbschnitte gehen aber so detailliertauf die Änderungen oder Neuerun-gen ein, dass Leser einen guten Über-blick erhalten. Teil 1 dieses Beitragsbehandelt folgende Themen:1. Das Lebenszyklusmodell wird der
neue Standard.2. Die URS (User Requirement Spe-
cification / Functional Specifica-tion) ist ein Schlüsseldokument inder Qualifizierung.
3. Der traditionelle Validierungs-ansatz wird präzisiert.
1. Das Lebenszyklusmodellwird der neue Standard
Das Lebenszyklusmodell ist seit län-gerer Zeit als Stand vonWissenschaft
und Technik anerkannt. Sowohl fürEquipment und Facilities als auchfür Prozesse bzw. Produkte wirddas Lebenszyklusmodell im über-arbeiteten Dokument angewendet.Grundlage bildet hierfür das Quali-tätsrisikomanagement (QRM) sowiedas Wissensmanagement. Kapitels 7(„Outsourced Activities“) des EU-GMP-Leitfadens Teil I fordert, dasLebenszyklusmodell jetzt auch aufdie Qualifizierung und Validierungvon ausgelagerten qualitätsrelevan-ten Tätigkeiten anzuwenden. Demträgt jetzt auch der Annex 15 Rech-nung.
Über einen Querverweis auf dieEMA-Guideline „…on Process Valida-tion for finished products. Informa-tion and data to be provided in Re-gulatory Submissions“ (EMA/CHMP/CVMP/QWP/BWP/70278/2012-Rev1) erhält diese Rechtsver-bindlichkeit in Europa. Dies giltauch, wenn das Dokument in ersterLinie zulassungsbezogene Validie-rungsaspekte abbildet. GMP-Aspektekönnen bekanntermaßen über diedortigen Forderungen hinausgehen,zumal jetzt beide Dokumente im ge-meinsamen Kontext zu betrachtensind.
Auch der pharmazeutische Ent-wicklungsbereich rückt in den Fokusdes neuen Annexes 15, sofern auf die-sen in der Validierungsdokumenta-tion Bezug genommen wird oder Da-ten daraus im Rahmen der Validie-rung genutzt werden. Die ICH-Guide-lines ICH Q8 „Pharmaceutical Deve-lopment“ und ICH Q11 „Developmentand Manufacturing of Drug Substan-ces (Chemical Entities and Biotech-nological/Biological Entities)“ wer-den referenziert: „The relevant con-cepts and guidance presented inICH Q8, Q9, Q10 and Q11 should alsobe taken into account”. Die ICH-Gui-delines Q9 „Quality Risk Manage-ment“ und Q10 „Pharmaceutical Qua-lity Systems“ sind ja bereits in dieeuropäischen GMP-Regularien inte-griert. Folgerichtig finden sich indem revidierten Annex 15 jetzt auchElemente des Qualitätsrisikomanage-ments als zentrale Bausteine wieder.
Zur Validierung computergestütz-ter Systeme wird auf den Annex 11zum EU-GMP-Leitfaden verwiesen,um in diesem Bereich Überschnei-dungen zu vermeiden.
Schließlich sei noch erwähnt, dassder revidierte Annex 15 auch den EU-GMP-Leitfaden Teil II zur Wirkstoff-herstellung ergänzt. Dies war bislangnicht so deutlich festgelegt, auchwenn der Wortlaut immer noch In-terpretationsspielraum lässt: „... com-plements but does not add any addi-tional requirements to Part II.“
2. Die URS ist ein Schlüs-seldokument in derQualifizierung
Die wesentlichste Änderung ist dieEtablierung einer User RequirementSpecification/Functional Specifica-tion während der Designqualifizie-rung. Die Organisation der Qualifi-zierungsphasen stellt sich somit wiefolgt dar:. Risikoanalyse (Lebenszyklus). User Requirement Specification/Functional Specification
. Designqualifizierung (DQ)
. Factory Acceptance Test (FAT)
. Site Acceptance Test (SAT) (optio-nal)
. Installationsqualifizierung (IQ)
. Funktionsqualifizierung (OQ)
. Leistungsqualifizierung (PQ)In der URS müssen grundlegendeQualitätselemente definiert werden,um GMP-Risiken frühzeitig zu mini-mieren. Die URS ist der Referenz-punkt über den gesamten Lebens-zyklus hinweg. Ein eindeutiges Num-merieren der Spezifikationspunkte er-leichtert die strukturierte Gliederungund Referenzierung. Dies kann miteiner Traceability-Matrix erreichtwerden, die mit der zugehörigen Risi-koanalyse verbunden ist. Diese Num-merierung kann über verschiedeneURS-Versionen oder auch über dieTests in den Qualifizierungsphasenfortgeführt werden. Ergänzungenund Untergliederungen sind auchspäter möglich. Wie diese Referen-zier- und Rückverfolgbarkeit im je-weiligen Pharmabetrieb sichergestellt
TechnoPharm 5, Nr. 1, 40–45 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 41Gnibl und Peither . Annex 15, Revision 1 – was nun?
Annex 15, Revision 1 – was nun?(Teil 1)Dr. Rainer Gnibl . Regierung von Oberfranken, BayreuthThomas Peither . Maas & Peither AG, GMP-Verlag, Schopfheim
Korrespondenz: Thomas Peither, Maas & Peither AG, GMP-Verlag, Karlstrasse 2, 79650 Schopfheim;e-mail: [email protected]
ZusammenfassungDieser Beitrag stellt dar, was Betroffene jetzt tun müssen, um die neuen Anforderungendes Anhang/Annex 15 zu erfüllen. Der erste Teil dieses Beitrags behandelt das Lebens-zyklusmodell, die User Requirement Specification (URS), die Qualifizierung und die Pro-zessvalidierung. Leser erfahren in kompakter Form, welche Prozesse kurz- und mittel-fristig verbessert werden müssen. Viele Betriebe werden die Anforderungen aus dem EU-GMP-Leitfaden Annex 15 heute schon erfüllen.
Das müssen Betroffeneüber den neuen Annex 15des EU-GMP-Leitfadenswissen:
Der Annex 15 „Qualification and Va-lidation“ wird voraussichtlich im ers-ten Halbjahr 2015 in Kraft gesetzt. Erfindet dann verbindliche Anwendunginnerhalb der Europäischen Union(EU) und des Europäischen Wirt-schaftsraums (EWR). Im Vorfeldwurde zum Annex 15 viel vermutetund falsch interpretiert, daher habendie Autoren hier die wichtigsten Fak-ten zusammengetragen:. Wer bestehende Systeme bereitsGMP-konform qualifiziert, brauchtnichts zu fürchten. Die bestehendeSystematik zur Qualifizierungwurde beibehalten und nur anwenigen Punkten präzisiert oderergänzt.
. Der am häufigsten angewendete„3-Chargen-Validierungsansatz“(traditioneller Ansatz) kanngrundsätzlich weitergeführt wer-den. Mit dem Annex 15 sind nurwenige Anpassungen erforderlich.Bestehende ordnungsgemäßdurchgeführte Prozessvalidierun-
gen bleiben anerkannt und werdennicht angezweifelt.
. Wer neue Wege zur Prozessvali-dierung beschreiten möchte, wel-che mit den Schlagwörtern „Qualityby Design“, „Design Space“ oder„PAT – Prozessanalytische Tech-
nologie“ verbunden sind, findethierfür jetzt die Rahmenbedingun-gen im revidierten Annex 15. DasDokument enttäuscht jedoch den-jenigen, welcher detaillierte Vor-gaben zur Planung und Umsetzungdieses neuen Validierungsansatzes
GMP-Regularien
TechnoPharm 5, Nr. 1, 40–45 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)40 Gnibl und Peither . Annex 15, Revision 1 – was nun?
Autoren
Dr. Rainer Gnibl
Als GMP-Inspektor in Bayern (seit 2002) und Leiterder Expertenfachgruppe „Inspektion & GMP Leit-faden“ ist Dr. Rainer Gnibl ein versierter Kenner derdeutschen und europäischen GMP-Regulativen. Erwirkt mit bei der Erarbeitung nationaler und eu-ropäischer Regularien und hat umfangreiche Er-fahrung in der nationalen und internationalenGMP-Überwachung. Er ist auch bekannt durchseine vielfältige Autoren-und Vortragstätigkeit.
Thomas Peither
Seit über 20 Jahren als GMP-Berater und seit 15Jahren als Verleger unterstützt Dipl.-Ing. (Univ.)Thomas Peither die Pharmaindustrie bei der Um-setzung von GMP-Anforderungen. Als Herausgeberund Redaktionsleiter beim GMP-Verlag unterstützter die praxisnahe Interpretation von Richtlinien. Erengagiert sich in der internationalen Verbands-arbeit bei PDA und ISPE. Er ist auch stellv. Vor-sitzender des VDI Richtlinienausschusses „Tech-nische GMP (tGMP)“. Ferner ist er als Consultant,Gutachter und Referent national und internationaltätig.
Keywords. EU-GMP-Leitfaden Anhang/Annex 15. Lebenszyklusmodell. User Requirement Specification (URS). Qualifizierung. Prozessvalidierung

wird, kann der Anwender selbst ent-scheiden. Hierzu enthält der revi-dierte Annex 15 keine Vorgaben.
Ein Factory Acceptance Test beimAnlagenhersteller wird nun im An-nex 15 gefordert. Dies gilt aber nurfür „neue“ oder „komplexe“ Tech-nologien. Wie „neu“ oder „komplex“zu definieren ist, wird aber nicht aus-geführt. Das eröffnet die Chance, diesfirmenspezifisch festzulegen. Dies istdann erforderlich, wenn auf einenFAT verzichtet wird, obwohl es sichnicht um eine ausreichend bekannte
und auch in der Firma bereits etab-lierte Technologie handelt. Es bestehtausdrücklich die Möglichkeit, IQ-/OQ-Tests und Dokumentenprüfun-gen bereits im Rahmen des FAT beimAnlagenbauer abzuhandeln. Nach er-folgter Installation müssen die Testsnur dann wiederholt werden, wennderen Funktionalität durch den spä-teren Transport oder die Installationnegativ beeinflusst wird.
Die Durchführung eines Site Ac-ceptance Tests wird in der revidier-ten Version lediglich als optional be-zeichnet. Dies ist eine in der Praxishäufig gesehene Übung.
3. Der traditionelleValidierungsansatz wirdpräzisiert
Die Revision des Annexes 15 präzi-siert die Anforderungen für den tra-ditionellen Ansatz der Prozessvali-dierung (PV). Die wesentlichen Ele-
mente werden im Folgenden erläu-tert:. Modell der traditionellen Prozess-validierung
. Validierungsmasterplan
. Research & Development/For-schung & Entwicklung
. Risikoanalyse
. Lieferantenqualifizierung
. Anzahl und Größe der Validie-rungschargen
. Begleitende Validierung
. Bracketing Approach
. Retrospektive Validierung
Modell der traditionellenProzessvalidierungMit dem traditionellen Drei-Char-gen-Validierungsansatz für Prozesselassen sich grundsätzlich auch zu-künftig die Anforderungen des Anne-xes 15 erfüllen. Abb. 1 beschreibt einmögliches Modell der einzelnen Vali-dierungsphasen. Das Lebenszyklus-modell und das Qualitätsrisikomana-gement sind im Annex 15 verankertund daher auch in diesem Prozess-validierungsmodell enthalten.
Validierungsmasterplan (VMP)Der Validierungsmasterplan be-schreibt die Durchführung der Vali-dierungsaktivitäten des Arzneimit-telherstellers. Die Inhalte einesGMP-gerechten VMP wurden imneuen Annex 15 nochmals präzisiert.
Folgende Anforderungen müssenauch weiterhin erfüllt werden:. Beschreibung der Qualifizierungs-und Validierungspolitik
. Festlegung der Strategie zur Re-qualifizierung
. Regelung der Organisationsstruk-tur einschließlich Aufgaben undVerantwortlichkeiten
. Zusammenstellung sämtlicher „fa-cilities, equipment, systems, pro-cesses“ der Firma mit Darstellungdes aktuellen Qualifizierungs-/Va-lidierungsstatus
. Beschreibung der Leitlinien zuEntwicklung und Definition vonAkzeptanzkriterien, u. a. für dieBewertung von Qualifizierungs-und Validierungsaktivitäten
. Abweichungs- und Änderungs-wesen (Deviation & Change Ma-nagement), das schon während derQualifizierung und Validierungangewendet werden sollte. Dies giltauch für signifikante Planän-derungen.
. Existente Dokumente sollten refe-renziert werden. Damit könnenVMPs übersichtlich gestaltet undWiederholungen vermieden werden.
. Komplexe Projekte oder Teile desVMP können aus organisatori-
GMP-Regularien
TechnoPharm 5, Nr. 1, 40–45 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)42 Gnibl und Peither . Annex 15, Revision 1 – was nun?
Abb. 1: Modell der Prozessvalidierung nach Annex 15 (Quelle: Maas & Peither AG, GMP-Verlag)

schen Gründen in anderen VMPsbeschrieben werden (z.B. Compu-tersystemvalidierung, Projekte).
Empfehlungen der Autoren: Bei deroben genannten Liste sollten alle fürdie Produktqualität kritischen „faci-lities, equipment, systems, processes“aufgeführt werden, auch wenn diesnicht explizit im Annex 15 gefordertwird. Es bleibt dem Unternehmenüberlassen, wie diese Zusammenstel-lung zu führen ist. Häufig kommt inder Praxis eine Matrix oder Tabellezur Anwendung. Meist wird die ein-deutige Kennnummer der Geräte,Anlagen oder Prozesse definiert, diedie Frequenz und den Zeitpunkt dernächsten Qualifizierungs-/Validie-rungsaktivitäten festlegt und derenaktuellen Stand wiedergibt. Essen-ziell ist, dass diese Listen der Ände-rungskontrolle unterliegen und so-mit jederzeit einen vollständigenund aktuellen Überblick zu den Qua-lifizierungs- und Validierungsaktivi-täten gewährleistet. Folglich kom-men sie auch häufig im Rahmen ei-ner GMP-Inspektion zum Einsatz,wenn sich der Inspektor einen Über-blick über bestehende Systeme undProzesse verschaffen möchte. Auchkönnen solche Listen in separate Do-kumente ausgegliedert werden.
Ebenso keine explizite Forderungdes Annexes 15 ist, das PreventiveMaintenance System (Kalibrierung,vorbeugende Instandhaltung undWartung) zu beschreiben. Dies istaber ein essenzielles Element zurAufrechterhaltung eines qualifizier-ten Zustandes im Lebenszyklus. DasPreventive Maintenance Systemkann aber auch vollständig außer-halb des VMP betrachtet werden.
Forschung und Entwicklung(Research & Development)Nach dem revidierten Annex 15 bil-den belastbare Daten aus der Pro-dukt- und Prozessentwicklung dieBasis für die darauf folgende Validie-rung des kommerziellen Herstel-lungsprozesses: „It is implicit in thisannex that a robust product develop-ment process is in place to enablesuccessful process validation.“
Wie schon oben erwähnt, solltenauch die ICH Guidelines Q8 und Q11(„Pharmaceutical Development“ und„Development and Manufacturing ofDrug Substances (Chemical Entitiesand Biotechnological/Biological En-tities)“ Berücksichtigung finden. Diesgilt insbesondere, wenn F&E-Datenzur Prozessvalidierung zitiert undherangezogen werden oder diese so-gar den Umfang der Validierungs-aktivitäten reduzieren sollen. Dannsind solche F&E-Daten GMP-gerechtzu dokumentieren und vorzuhalten,um die Referenzier- und Rückführ-barkeit sicherzustellen. Für solcheGMP-kritischen Daten und Prozesseempfiehlt sich eine frühzeitige Ein-bindung der F&E-Aktivitäten in daspharmazeutische Qualitätssiche-rungssystem.
RisikoanalyseDas Qualitätsrisikomanagement istunbedingt unter der Prämisse des ge-samten Produktlebenszyklus zu se-hen. Ein Element des QRM ist eineinitiale Risikoanalyse, die eventuellschon in der F&E-Phase durchgeführtwird. Spätestens vor oder im Rahmender Erstellung des Validierungsplansist eine GMP-gerechte Risikoanalysegemäß ICH Q9 (Teil III des EU-GMP-Leitfadens) durchzuführen.
Risikobasiert können die produkt-bezogenen Qualitätsattribute undProzessparameter. nachvollziehbar identifiziert,. bezüglich ihrer Kritikalität bewer-tet, und
. anschließend mittels Maßnahmenzur Risikominimierung gesteuertund kontrolliert werden:
TechnoPharm 5, Nr. 1, 40–45 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 43Gnibl und Peither . Annex 15, Revision 1 – was nun?
wird, kann der Anwender selbst ent-scheiden. Hierzu enthält der revi-dierte Annex 15 keine Vorgaben.
Ein Factory Acceptance Test beimAnlagenhersteller wird nun im An-nex 15 gefordert. Dies gilt aber nurfür „neue“ oder „komplexe“ Tech-nologien. Wie „neu“ oder „komplex“zu definieren ist, wird aber nicht aus-geführt. Das eröffnet die Chance, diesfirmenspezifisch festzulegen. Dies istdann erforderlich, wenn auf einenFAT verzichtet wird, obwohl es sichnicht um eine ausreichend bekannte
und auch in der Firma bereits etab-lierte Technologie handelt. Es bestehtausdrücklich die Möglichkeit, IQ-/OQ-Tests und Dokumentenprüfun-gen bereits im Rahmen des FAT beimAnlagenbauer abzuhandeln. Nach er-folgter Installation müssen die Testsnur dann wiederholt werden, wennderen Funktionalität durch den spä-teren Transport oder die Installationnegativ beeinflusst wird.
Die Durchführung eines Site Ac-ceptance Tests wird in der revidier-ten Version lediglich als optional be-zeichnet. Dies ist eine in der Praxishäufig gesehene Übung.
3. Der traditionelleValidierungsansatz wirdpräzisiert
Die Revision des Annexes 15 präzi-siert die Anforderungen für den tra-ditionellen Ansatz der Prozessvali-dierung (PV). Die wesentlichen Ele-
mente werden im Folgenden erläu-tert:. Modell der traditionellen Prozess-validierung
. Validierungsmasterplan
. Research & Development/For-schung & Entwicklung
. Risikoanalyse
. Lieferantenqualifizierung
. Anzahl und Größe der Validie-rungschargen
. Begleitende Validierung
. Bracketing Approach
. Retrospektive Validierung
Modell der traditionellenProzessvalidierungMit dem traditionellen Drei-Char-gen-Validierungsansatz für Prozesselassen sich grundsätzlich auch zu-künftig die Anforderungen des Anne-xes 15 erfüllen. Abb. 1 beschreibt einmögliches Modell der einzelnen Vali-dierungsphasen. Das Lebenszyklus-modell und das Qualitätsrisikomana-gement sind im Annex 15 verankertund daher auch in diesem Prozess-validierungsmodell enthalten.
Validierungsmasterplan (VMP)Der Validierungsmasterplan be-schreibt die Durchführung der Vali-dierungsaktivitäten des Arzneimit-telherstellers. Die Inhalte einesGMP-gerechten VMP wurden imneuen Annex 15 nochmals präzisiert.
Folgende Anforderungen müssenauch weiterhin erfüllt werden:. Beschreibung der Qualifizierungs-und Validierungspolitik
. Festlegung der Strategie zur Re-qualifizierung
. Regelung der Organisationsstruk-tur einschließlich Aufgaben undVerantwortlichkeiten
. Zusammenstellung sämtlicher „fa-cilities, equipment, systems, pro-cesses“ der Firma mit Darstellungdes aktuellen Qualifizierungs-/Va-lidierungsstatus
. Beschreibung der Leitlinien zuEntwicklung und Definition vonAkzeptanzkriterien, u. a. für dieBewertung von Qualifizierungs-und Validierungsaktivitäten
. Abweichungs- und Änderungs-wesen (Deviation & Change Ma-nagement), das schon während derQualifizierung und Validierungangewendet werden sollte. Dies giltauch für signifikante Planän-derungen.
. Existente Dokumente sollten refe-renziert werden. Damit könnenVMPs übersichtlich gestaltet undWiederholungen vermieden werden.
. Komplexe Projekte oder Teile desVMP können aus organisatori-
GMP-Regularien
TechnoPharm 5, Nr. 1, 40–45 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)42 Gnibl und Peither . Annex 15, Revision 1 – was nun?
Abb. 1: Modell der Prozessvalidierung nach Annex 15 (Quelle: Maas & Peither AG, GMP-Verlag)
Dosiertechnik in Perfektion!www.viscotec.de
ViscoTec Pharma Dispenser VPHD:Für Pharmazeutika und BioTech Produkte.Besonders für hochviskose und schersensitive Medien geeignet!
Perfekt gefüllt mit ViscoTec!
Pharmazeutika abfüllen und dosieren
Kleinstmengenabfüllungen ab 0,2 ml (Spritzen, Karpulen, Vials ...)
definierter Fadenabriss durch einstellbaren Rückzug
für höchste Reinigungs- und Hygieneansprüche
alle produktberührenden Teile autoklavierbar
EHEDG-zertifiziert
produktberührende Elastomere FDA-konform
3.1 Werkszeugnis
VPHD.indd 1 05.02.2015 13:46:16

„The basis by which process parame-ters and quality attributes were iden-tified as being critical or non-criticalshould be clearly documented, ta-king into account the results of anyrisk assessment activities.“ Die Me-thodik der Risikoanalyse bleibt ge-mäß dem ICH Q9 also weiterhindem Anwender überlassen.
Die Risikoanalyse ist aber nicht alsstatisches Instrument zu sehen. Siekann sich mit dem Lebenszyklusdes Produktes verändern. Das Risiko-potenzial bezüglich der initial identi-fizierten Risiken kann steigen odersinken; außerdem können neue Risi-kofaktoren hinzukommen. Dies kannwährend der Validierungsphasen, imetablierten Routineprozess oderauch bei der Revalidierung erfolgen.Daher sind auch Abweichungen vomValidierungsplan und Abweichungenoder Änderungen im Routineprozessrisikobasiert zu bewerten.
Um die Rückverfolgbarkeit sicher-zustellen und damit auch die Neube-wertungen von Risiken zu erleich-tern, kann eine einheitliche unddurchgehende Nummerierung derinitialen Risikoanalyse hilfreich sein.Diese kann sich über sämtliche Ver-sionen der Risikoanalyse fortsetzenund so die Rückverfolgbarkeit überden gesamten Lebenszyklus hinwegsicherstellen (siehe auch URS).
LieferantenqualifizierungNeu ist auch die klare Forderung,dass Lieferanten kritischer Aus-gangsmaterialien und Packmittelvor der Herstellung der Validierungs-chargen zu qualifizieren sind. Bei-spiele sind nicht explizit genannt, je-doch fallen darunter auf jeden FallLieferanten von Wirkstoffen und Pri-märpackmitteln. Ausnahmen müs-sen unter Zuhilfenahme von Risiko-betrachtungen begründet werden.
Anzahl und Größe der Validie-rungschargenDie Anzahl der Chargenläufe für eineerfolgreiche prospektive Prozessvali-dierung ist nun deutlicher formuliertals bisher. Die Zahl der drei aufeinan-derfolgenden Chargen wird erneut
als Minimalanforderung genannt,dies ist jedoch risikobasiert zu be-gründen. Aus dem Kontext geht jetzteindeutig hervor, dass diese initialeChargenanzahl später im laufendenRoutineprozess mit weiteren Datenzu unterlegen ist. In diesem Zusam-menhang wird erstmals die „OngoingProcess Verification“ ins Spiel ge-bracht.
So wird weiter eine repräsentativeAnzahl von Chargen im Sinne der„Reproducibility“ gefordert. Damitkann belegt werden, dass der Prozesskonstante Ergebnisse bezüglich derProduktqualität liefert. Die „Varia-tions“ und „Trends“ müssen dazu in-nerhalb des festgelegten Normal-bereiches liegen. Grundbedingunghierfür ist eine ausreichende Daten-lage, um dies mathematisch objektivbewerten zu können. Spätestens andieser Stelle wird klar, dass die allei-nige Herstellung von drei Validie-rungschargen den mathematisch-statistischen Anforderungen nichtgerecht werden kann.
Der Hersteller muss also die An-zahl der initial herzustellenden Vali-dierungschargen risikobasiert fest-legen. Das Ziel ist die Gewährleistungeiner hohen Prozesssicherheit:„Each manufacturer must determineand justify the number of batchesnecessary to demonstrate a high levelof assurance that the process is ca-pable of consistently delivering qua-lity product.“
Die Chargengrößemuss derjenigender kommerziellen Produktion (Rou-tineproduktion) entsprechen und mitdem Master Batch Record überein-stimmen. Jede Abweichung von derRoutine-Chargengröße ist aus denGMP-Regularien zu begründen. DieEMA-Guideline „…on Process Valida-tion for finished products – informa-tion and data to be provided in regu-latory submissions“ (EMA/CHMP/CVMP/QWP/BWP/70278/2012-Rev1)ermöglicht zwar grundsätzlich Aus-nahmen von der Routine-Chargen-größe, schließt diese aber für beson-ders kritische Produktgruppen wiederaus. Diese Guideline ist jedoch nur aufValidierungschargen anwendbar, wel-
che für Zulassungszwecke produziertwerden.
Anmerkung der Autoren: Im Rah-men von GMP-Inspektionen wird esjedoch schwierig sein, zu begründen,warum die Zulassungs-Batches an-ders produziert werden als spätereValidierungschargen.
Begleitende Validierung („Con-current Validation“)Die „Concurrent Validation“ ist nachdem neuen Annex 15 nur noch imAusnahmefall und auf Basis einerEinzelfallentscheidung zulässig. Da-bei ist allein das Nutzen-Risiko-Ver-hältnis aus Sicht des Patienten aus-schlaggebend. Eine solche Entschei-dung ist zu begründen und muss sichauch im Validierungsmasterplan wie-derfinden. Eine Autorisierung durchdas verantwortliche Personal wird vo-rausgesetzt. Hier ist wohl in ersterLinie die Sachkundige Person (Quali-fied Person, QP) in der Pflicht. Denndie QP muss die Chargen zertifizie-ren, die während der begleitendenValidierung hergestellt werden. Siemüssen zertifiziert werden, da dieProdukte in den Markt gehen, bevordie initiale Validierung abgeschlossenist.
Grundvoraussetzung zur beglei-tenden Validierung ist eine ausrei-chende Datenlage, welche gewähr-leistet, dass „any given batch of pro-duct is uniform and meets the defi-ned acceptance criteria“. Es kannsich also nur um Prozesse handeln,für die bereits ein. tiefes Prozessverständnis,. eine vollständige Prozessbeherr-schung und
. ein aussagekräftiger Qualitätsrisi-komanagement-Prozess
vorhanden sind und dies mit entspre-chenden Daten belegt werden kann.
Der Ablauf und die Art der Doku-mentation unterscheiden sich nichtvon der prospektiven Prozessvalidie-rung:. Risikoanalyse. PV-Plan. PV-Chargenherstellung und -do-kumentation
. PV-Bericht
GMP-Regularien
TechnoPharm 5, Nr. 1, 40–45 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)44 Gnibl und Peither . Annex 15, Revision 1 – was nun?

Bracketing ApproachIm Glossar zum neuen Annex 15 ist„Bracketing Approach“ wie folgt de-finiert:
„A science and risk based valida-tion approach such that only batcheson the extremes of certain predeter-mined and justified design factors,e. g., strength, batch size, pack sizeare tested during process validation.The design assumes that validationof any intermediate levels is repre-sented by validation of the extremes.Where a range of strengths is to bevalidated, bracketing could be appli-cable if the strengths are identical orvery closely related in composition(e. g., for a tablet range made withdifferent compression weights of asimilar basic granulation, or a cap-sule range made by filling differentplug fill weights of the same basiccomposition into different size cap-sule shells). Bracketing can be ap-plied to different container sizes ordifferent fills in the same containerclosure system.“
Die Validierung neuer Produktesollte für jede Produktstärke undjede Betriebsstätte durchgeführtwerden. Ausnahmen sind nur zuläs-sig, wenn aus der Entwicklungsphaseein breites und tief gehendes Pro-zesswissen vorhanden ist und sichein angemessenes Ongoing-Process-Verification-Programm (siehe Teil 2dieses Beitrags) anschließt. Die Kon-formität mit der aktuellen Produkt-zulassung ist sicherzustellen.
Aber selbst dann wird noch aufeine identische oder zumindest sehrähnliche Zusammensetzung abge-stellt, so dass z.B. bei Tabletten oder
Kapseln der nahezu einzige Unter-schied noch in der eingesetzten Füll-menge besteht. Ähnlich stringentauszulegen ist dies für unterschiedli-che Chargengrößen oder Packungs-größen bei identischem Produkt.Ein weiteres Beispiel wäre die unter-schiedliche Befüllung desselben Con-tainersystems.
Auch für einen Prozesstransfer in-nerhalb einer Betriebsstätte oder zueiner weiteren Betriebsstätte kannmittels Bracketing die Anzahl der Va-lidierungschargen reduziert werden.Dies gilt insbesondere dann, wenneine vollständige initiale Validierungverfügbar und ausreichendes Pro-zesswissen vorhanden sind.
Die Möglichkeiten zum Bracke-ting wurden vom Gesetzgeber be-wusst eingeschränkt und bei dessenAnwendung stark reglementiert. DieGrundvoraussetzungen können wiefolgt zusammengefasst werden:. vollständige initiale Prozessvali-dierung (bei Site-Shift)
. ausreichendes Prozesswissen ausEntwicklungsphase
. Repräsentativität für sämtlicheProzesse sichergestellt
. angepasstes und angemessenesOngoing-Process-Verification-Pro-gramm
. prospektiv festgelegte und be-gründete Parameter (z.B. unter-schiedliche Stärke, Chargengröße,Packungsgröße)
. Zulassungskonformität
Retrospektive Validierung istnicht mehr zulässigZu diesem Thema ist der neue Annex15 eindeutig: „Retrospective valida-
tion is no longer an acceptable ap-proach.“ Hier bleibt also nur die Neu-validierung (prospektive Prozessvali-dierung) von bestehenden und nichtinitial validierten Prozessen.
Ausblick
Im zweiten Teil dieses Beitrags imnächsten Heft dieser Zeitschriftwerden die folgenden Änderungenund Neuerungen im Annex 15 erläu-tert:4. Continuous Process Verification
ist das Konzept der Zukunft.5. Ongoing Process Verification er-
setzt die Revalidierung.6. Der Annex 15 harmonisiert auch
US-FDA-Anforderungen.
Weiterführende LiteraturEU-GMP-Leitfaden, Annex 15 Qualification &Validation (Entwurf), Februar 2014EU-GMP-Leitfaden, Annex 15 Qualification &Validation, Juli 2001US-FDA Guidance for Industry: Process Vali-dation: General Principles and Practices, Ja-nuar 2011ICH-Guidelines ICH Q8 Pharmaceutical De-velopment, Juni 2009, GenfICH-Guideline ICH Q9 Quality Risk Manage-ment, November 2005, GenfICH Guideline ICH Q10 Pharmaceutical Qua-lity Systems, Juni 2008, GenfICH Guideline ICH Q11 Development andManufacturing of Drug Substances (ChemicalEntities and Biotechnological/Biological Enti-ties), Mai 2012, GenfEMA-Guideline: Guideline on process valida-tion for finished products – information anddata to be provided in regulatory submissions(EMA/CHMP/CVMP/QWP/BWP/70278/2012-Rev1), Februar 2014GMP-BERATER, Maas & Peither AG, GMP-Verlag, Schopfheim
TechnoPharm 5, Nr. 1, 40–45 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 45Gnibl und Peither . Annex 15, Revision 1 – was nun?
„The basis by which process parame-ters and quality attributes were iden-tified as being critical or non-criticalshould be clearly documented, ta-king into account the results of anyrisk assessment activities.“ Die Me-thodik der Risikoanalyse bleibt ge-mäß dem ICH Q9 also weiterhindem Anwender überlassen.
Die Risikoanalyse ist aber nicht alsstatisches Instrument zu sehen. Siekann sich mit dem Lebenszyklusdes Produktes verändern. Das Risiko-potenzial bezüglich der initial identi-fizierten Risiken kann steigen odersinken; außerdem können neue Risi-kofaktoren hinzukommen. Dies kannwährend der Validierungsphasen, imetablierten Routineprozess oderauch bei der Revalidierung erfolgen.Daher sind auch Abweichungen vomValidierungsplan und Abweichungenoder Änderungen im Routineprozessrisikobasiert zu bewerten.
Um die Rückverfolgbarkeit sicher-zustellen und damit auch die Neube-wertungen von Risiken zu erleich-tern, kann eine einheitliche unddurchgehende Nummerierung derinitialen Risikoanalyse hilfreich sein.Diese kann sich über sämtliche Ver-sionen der Risikoanalyse fortsetzenund so die Rückverfolgbarkeit überden gesamten Lebenszyklus hinwegsicherstellen (siehe auch URS).
LieferantenqualifizierungNeu ist auch die klare Forderung,dass Lieferanten kritischer Aus-gangsmaterialien und Packmittelvor der Herstellung der Validierungs-chargen zu qualifizieren sind. Bei-spiele sind nicht explizit genannt, je-doch fallen darunter auf jeden FallLieferanten von Wirkstoffen und Pri-märpackmitteln. Ausnahmen müs-sen unter Zuhilfenahme von Risiko-betrachtungen begründet werden.
Anzahl und Größe der Validie-rungschargenDie Anzahl der Chargenläufe für eineerfolgreiche prospektive Prozessvali-dierung ist nun deutlicher formuliertals bisher. Die Zahl der drei aufeinan-derfolgenden Chargen wird erneut
als Minimalanforderung genannt,dies ist jedoch risikobasiert zu be-gründen. Aus dem Kontext geht jetzteindeutig hervor, dass diese initialeChargenanzahl später im laufendenRoutineprozess mit weiteren Datenzu unterlegen ist. In diesem Zusam-menhang wird erstmals die „OngoingProcess Verification“ ins Spiel ge-bracht.
So wird weiter eine repräsentativeAnzahl von Chargen im Sinne der„Reproducibility“ gefordert. Damitkann belegt werden, dass der Prozesskonstante Ergebnisse bezüglich derProduktqualität liefert. Die „Varia-tions“ und „Trends“ müssen dazu in-nerhalb des festgelegten Normal-bereiches liegen. Grundbedingunghierfür ist eine ausreichende Daten-lage, um dies mathematisch objektivbewerten zu können. Spätestens andieser Stelle wird klar, dass die allei-nige Herstellung von drei Validie-rungschargen den mathematisch-statistischen Anforderungen nichtgerecht werden kann.
Der Hersteller muss also die An-zahl der initial herzustellenden Vali-dierungschargen risikobasiert fest-legen. Das Ziel ist die Gewährleistungeiner hohen Prozesssicherheit:„Each manufacturer must determineand justify the number of batchesnecessary to demonstrate a high levelof assurance that the process is ca-pable of consistently delivering qua-lity product.“
Die Chargengrößemuss derjenigender kommerziellen Produktion (Rou-tineproduktion) entsprechen und mitdem Master Batch Record überein-stimmen. Jede Abweichung von derRoutine-Chargengröße ist aus denGMP-Regularien zu begründen. DieEMA-Guideline „…on Process Valida-tion for finished products – informa-tion and data to be provided in regu-latory submissions“ (EMA/CHMP/CVMP/QWP/BWP/70278/2012-Rev1)ermöglicht zwar grundsätzlich Aus-nahmen von der Routine-Chargen-größe, schließt diese aber für beson-ders kritische Produktgruppen wiederaus. Diese Guideline ist jedoch nur aufValidierungschargen anwendbar, wel-
che für Zulassungszwecke produziertwerden.
Anmerkung der Autoren: Im Rah-men von GMP-Inspektionen wird esjedoch schwierig sein, zu begründen,warum die Zulassungs-Batches an-ders produziert werden als spätereValidierungschargen.
Begleitende Validierung („Con-current Validation“)Die „Concurrent Validation“ ist nachdem neuen Annex 15 nur noch imAusnahmefall und auf Basis einerEinzelfallentscheidung zulässig. Da-bei ist allein das Nutzen-Risiko-Ver-hältnis aus Sicht des Patienten aus-schlaggebend. Eine solche Entschei-dung ist zu begründen und muss sichauch im Validierungsmasterplan wie-derfinden. Eine Autorisierung durchdas verantwortliche Personal wird vo-rausgesetzt. Hier ist wohl in ersterLinie die Sachkundige Person (Quali-fied Person, QP) in der Pflicht. Denndie QP muss die Chargen zertifizie-ren, die während der begleitendenValidierung hergestellt werden. Siemüssen zertifiziert werden, da dieProdukte in den Markt gehen, bevordie initiale Validierung abgeschlossenist.
Grundvoraussetzung zur beglei-tenden Validierung ist eine ausrei-chende Datenlage, welche gewähr-leistet, dass „any given batch of pro-duct is uniform and meets the defi-ned acceptance criteria“. Es kannsich also nur um Prozesse handeln,für die bereits ein. tiefes Prozessverständnis,. eine vollständige Prozessbeherr-schung und
. ein aussagekräftiger Qualitätsrisi-komanagement-Prozess
vorhanden sind und dies mit entspre-chenden Daten belegt werden kann.
Der Ablauf und die Art der Doku-mentation unterscheiden sich nichtvon der prospektiven Prozessvalidie-rung:. Risikoanalyse. PV-Plan. PV-Chargenherstellung und -do-kumentation
. PV-Bericht
GMP-Regularien
TechnoPharm 5, Nr. 1, 40–45 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)44 Gnibl und Peither . Annex 15, Revision 1 – was nun?

Biofilme im Pharmawasserverstehen, erkennen und vermeidenDr. Herbert Bendlin . Technisches Sachverständigenbüro, Ransbach-Baumbach
Korrespondenz: Dr. Herbert Bendlin, Technisches Sachverständigenbüro, Gothaer Straße 14, 56235 Ransbach-Baumbach;e-mail: [email protected]
ZusammenfassungEin bekanntes Oberflächenphänomen insbesondere bei Pharmawassersystemen ist dieBildung von Biofilmen, die die mikrobiologische Qualität des Wassers negativ beeinträch-tigen können. Maßnahmen zur rechtzeitigen Erkennung und Beseitigung sind hierbei vongrößter Wichtigkeit.Der Beitrag erläutert anschaulich, wie Biofilm entsteht, wie man ihn erkennt und ver-meidet.
Was ist ein Biofilm?
Moderne Pharmawasseranlagen sindproblemlos in der Lage, die geforder-ten chemisch-physikalischen Anforde-rungen an die Wasserqualität zu erfül-len. Die heutige Technik ist in der La-ge, alle gelösten anorganischen Was-serinhaltsstoffe und auch die meistenorganischen Verbindungen sicher ausdem Wasser zu entfernen.
Ein großes Problem stellt jedochhäufig die Besiedelung der Oberflä-chen mit Mikroorganismen dar.Diese gelangen bei der Aufbereitunghauptsächlich durch das Speisewas-ser in die Anlage, können aber auchdurch kontaminierte Anlagenteileoder Lecks eingebracht werden. Al-lerdings gelangt nur ein sehr kleinerTeil dieser Mikroorganismen in dasPharmawasser. Der größte Teil besie-delt die Oberflächen der Wasserauf-bereitungsanlagen als so genannterBiofilm.
In diesen Biofilm, der aus Mi-kroorganismen und einer Schleim-schicht besteht, können aus demWasser abiotische Partikel aller Arteingelagert werden. Nicht nur leben-de, sondern auch tote Mikroorganis-men können durch passive Adhäsiondie Bildung eines Biofilms auslösen.
Die mikrobiologischen Anforde-rungen an die Wasserqualität kön-
nen also – insbesondere bei der La-gerung und Verteilung – zu einemProblem werden, besonders dann,wenn das Speisewasser entspre-chende Voraussetzungen mitbringt.Aber auch die Betriebsweise undKonstruktion einer Aufbereitungs-anlage haben Einfluss auf die mögli-che Verkeimung und dann folgendelangsame Biofilmbildung. Da dergrößte Einfluss vom Speisewasser(Trinkwasser) kommt, soll diesesauch zunächst betrachtet werden.
In jedem Trinkwasser sind Nähr-stoffe in unterschiedlichen Konzen-trationen vorhanden, die als Grund-lage zumWachstum von Keimen die-nen, welche dann wiederum dieGrundlage für die Biofilme sind.
Wie entsteht ein Biofilm?
Bei der Bildung eines Biofilms kannman drei Phasen unterscheiden:. Induktionsphase: Die Dauer dieserPhase, in der Bakterien sich ad-sorptiv an den Grenzflächen abla-gern, ist sehr schwer vorhersehbar.Sie hängt von vielen Faktoren ab.Dazu zählen u. a. Speisewasser,Zellzahl im Wasser, Oberfläche(Rauigkeit) des Materials, Betriebs-weise (z.B. Wassertemperatur).Während der Induktionsphase sindkeine signifikanten Änderungen in
den Prozessparametern zu bemer-ken. Daher ist die beginnende Bio-filmbildung auch nur schwer imSystem zu erkennen.
. Logarithmische Wachstums-phase: In dieser Phase, die auchAkkumulationsphase genanntwird, erfolgt eine langsame An-sammlung der Keime und Aus-breitung auf der Fläche, dieschließlich zu einer dreidimensio-
GMP-Praxis
TechnoPharm 5, Nr. 1, 46–48 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)46 Bendlin . Biofilme im Pharmawasser
Autor
Dr. Herbert Bendlin
Dr. Herbert Bendlin ist seit 1987 Sachverständigermit dem Schwerpunkt Wasseraufbereitung undValidierung von Reinstwasseranlagen, u. a. im Auf-trag der IHK Koblenz. In Mitarbeit und Leitungverschiedener Fachgruppen und Arbeitskreisebeim DIN, DVGW und der FIGAWA kommt seineKompetenz zum Tragen. Seit 2001 arbeitet er zu-dem als selbstständiger Consultant für den BereichPharmawasser, Validierung von Pharmawasser-aufbereitungsanlagen sowie der Erstellung vonGutachten.
Keywords. Biofilm. Pharmawasser. Mikroorganismen. Sanitisierung

nalen Struktur auf den Materialienführt. Hier sind bereits Änderun-gen der Prozessparameter zu er-kennen, z.B. im Differenzdrucküber die Membranen. Ab hier gibtes bereits Probleme. In dieserPhase gelten Temperatur undNährstoffangebot als besondersmaßgebliche Faktoren. Der Ein-fluss der Zellzahlen, die durchTeilung der Zellen im Biofilm ent-stehen, ist größer als der Einflussder lebenden Zellen, die aus demfreien Wasser an der Biofilmober-fläche adsorbiert werden. DieWachstumsrate entscheidet nun,wie schnell die nächste Phase er-reicht wird. Genaue Zeitangabensind daher auch hier nicht möglich.
. Plateauphase: In dieser Phase hal-ten sich Zuwachs und Ablösung dieWaage. Es ist praktisch ein Gleich-gewicht zwischen Zuwachs undAbbau eingetreten. Wenn diesePhase erreicht ist, ist eine sichereEntfernung des Biofilms aus demSystem nicht mehr möglich. Bei di-cken Biofilmen besteht sogar dieMöglichkeit, dass sich ganze Stückeaus dem Biofilm ablösen. Bedingtdurch die Dicke des Biofilms kannsogar innerhalb des Biofilms einSauerstoffgradient entstehen, derauch Anaerobiern das Wachstum ineinem aeroben System ermöglicht.
Manchmal kann in dieser Phasedie TOC-Messung (Total OrganicCarbon) hohe Werte ergeben, dieauf eine Biofilmbildung hinweisen.
In Abb. 1 sind die unterschiedlichenPhasen schematisch dargestellt.
Wie erkennt man einenBiofilm?
Das Auftreten von mikrobiologi-schen Grenzwertüberschreitungen,bei denen keine offensichtliche Ursa-che zu ermitteln ist, kann ein Hin-weis auf das Vorhandensein einesBiofilms sein. Wiederholungsprüfun-gen liegen dann häufig innerhalb dererlaubten Grenzen und zeigen sonstkeine weiteren Auffälligkeiten.
Typische Bakterien im Reinstwas-ser gehören zurGruppe dergramnegativen,aeroben Stäb-chen und Kok-ken. Sie bildenalso Endotoxineund könnenauch in nähr-stoffarmen Me-dien problemlosleben.
Ebenso kanndas Auftretenvon ungewöhn-
lichen Keimarten (z.B. Burgholderiacepacia), die z.B. während der Vali-dierung nicht aufgetreten sind, aufdas Vorhandensein eines Biofilmshinweisen.
Einen Überblick über die in Biofil-men anzutreffenden Keimarten lie-fert Tab. 1.
Bei starker Ausprägung von Biofil-men ist dieser häufig gut auf Dich-tungsringen nachzuweisen.
Wie kann man Biofilmevermeiden?
Ist ein Biofilm erst einmal vorhan-den, so ist es so gut wie nicht mög-lich, ihn wieder zu beseitigen. Durchden Biofilm sind die Organismen vordem Einfluss von Bioziden sicher ge-schützt. Es wird berichtet, dass Mi-kroorganismen in Biofilmen 1000 bis1500 Mal resistenter gegen Biozidesind als solche Organismen, die sichnicht in Biofilmen befinden. Durchden Einsatz von Desinfektionsmit-teln werden die Organismen zwaran der Oberfläche des Biofilms abge-tötet, nicht jedoch von der Oberflä-che losgelöst. Die abgetöteten Orga-nismen dienen dann den überleben-den Keimen aufgrund der nun bes-seren biologischen Verfügbarkeit so-gar als Nährstoffquelle.
Oberstes Gebot bei der Vermei-dung einer Biofilmbildung ist es da-her, den Nährstoffeintrag in das Sys-tem zu unterbinden. Da dies jedochniemals zu 100 % gelingt, muss dasZiel sein, das Entstehen des Biofilms(die Induktionsphase) durch geeig-
TechnoPharm 5, Nr. 1, 46–48 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 47Bendlin . Biofilme im Pharmawasser
Abb. 1: Verschiedene Phasen der Biofilmbildung (Quelle: Maas & Peither AG, GMP-Verlag).
Tabelle 1
Keimarten in Biofilmen
Häufig auftretende KeimePseudomonas aeruginosa, Ps. fluorescens, Ps. saccha-rophila, Ps. Luteola
Seltener auftretende KeimeBurgholderia cepacia, Stenotrophomonas maltophiliaLegionella, Aeromonas, Acinetobacter, Mycobacterium,Flavobacterium, Klebsiella, EscherichiaBacillus sp., Clostridium sp.
Biofilme im Pharmawasserverstehen, erkennen und vermeidenDr. Herbert Bendlin . Technisches Sachverständigenbüro, Ransbach-Baumbach
Korrespondenz: Dr. Herbert Bendlin, Technisches Sachverständigenbüro, Gothaer Straße 14, 56235 Ransbach-Baumbach;e-mail: [email protected]
ZusammenfassungEin bekanntes Oberflächenphänomen insbesondere bei Pharmawassersystemen ist dieBildung von Biofilmen, die die mikrobiologische Qualität des Wassers negativ beeinträch-tigen können. Maßnahmen zur rechtzeitigen Erkennung und Beseitigung sind hierbei vongrößter Wichtigkeit.Der Beitrag erläutert anschaulich, wie Biofilm entsteht, wie man ihn erkennt und ver-meidet.
Was ist ein Biofilm?
Moderne Pharmawasseranlagen sindproblemlos in der Lage, die geforder-ten chemisch-physikalischen Anforde-rungen an die Wasserqualität zu erfül-len. Die heutige Technik ist in der La-ge, alle gelösten anorganischen Was-serinhaltsstoffe und auch die meistenorganischen Verbindungen sicher ausdem Wasser zu entfernen.
Ein großes Problem stellt jedochhäufig die Besiedelung der Oberflä-chen mit Mikroorganismen dar.Diese gelangen bei der Aufbereitunghauptsächlich durch das Speisewas-ser in die Anlage, können aber auchdurch kontaminierte Anlagenteileoder Lecks eingebracht werden. Al-lerdings gelangt nur ein sehr kleinerTeil dieser Mikroorganismen in dasPharmawasser. Der größte Teil besie-delt die Oberflächen der Wasserauf-bereitungsanlagen als so genannterBiofilm.
In diesen Biofilm, der aus Mi-kroorganismen und einer Schleim-schicht besteht, können aus demWasser abiotische Partikel aller Arteingelagert werden. Nicht nur leben-de, sondern auch tote Mikroorganis-men können durch passive Adhäsiondie Bildung eines Biofilms auslösen.
Die mikrobiologischen Anforde-rungen an die Wasserqualität kön-
nen also – insbesondere bei der La-gerung und Verteilung – zu einemProblem werden, besonders dann,wenn das Speisewasser entspre-chende Voraussetzungen mitbringt.Aber auch die Betriebsweise undKonstruktion einer Aufbereitungs-anlage haben Einfluss auf die mögli-che Verkeimung und dann folgendelangsame Biofilmbildung. Da dergrößte Einfluss vom Speisewasser(Trinkwasser) kommt, soll diesesauch zunächst betrachtet werden.
In jedem Trinkwasser sind Nähr-stoffe in unterschiedlichen Konzen-trationen vorhanden, die als Grund-lage zumWachstum von Keimen die-nen, welche dann wiederum dieGrundlage für die Biofilme sind.
Wie entsteht ein Biofilm?
Bei der Bildung eines Biofilms kannman drei Phasen unterscheiden:. Induktionsphase: Die Dauer dieserPhase, in der Bakterien sich ad-sorptiv an den Grenzflächen abla-gern, ist sehr schwer vorhersehbar.Sie hängt von vielen Faktoren ab.Dazu zählen u. a. Speisewasser,Zellzahl im Wasser, Oberfläche(Rauigkeit) des Materials, Betriebs-weise (z.B. Wassertemperatur).Während der Induktionsphase sindkeine signifikanten Änderungen in
den Prozessparametern zu bemer-ken. Daher ist die beginnende Bio-filmbildung auch nur schwer imSystem zu erkennen.
. Logarithmische Wachstums-phase: In dieser Phase, die auchAkkumulationsphase genanntwird, erfolgt eine langsame An-sammlung der Keime und Aus-breitung auf der Fläche, dieschließlich zu einer dreidimensio-
GMP-Praxis
TechnoPharm 5, Nr. 1, 46–48 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)46 Bendlin . Biofilme im Pharmawasser
Autor
Dr. Herbert Bendlin
Dr. Herbert Bendlin ist seit 1987 Sachverständigermit dem Schwerpunkt Wasseraufbereitung undValidierung von Reinstwasseranlagen, u. a. im Auf-trag der IHK Koblenz. In Mitarbeit und Leitungverschiedener Fachgruppen und Arbeitskreisebeim DIN, DVGW und der FIGAWA kommt seineKompetenz zum Tragen. Seit 2001 arbeitet er zu-dem als selbstständiger Consultant für den BereichPharmawasser, Validierung von Pharmawasser-aufbereitungsanlagen sowie der Erstellung vonGutachten.
Keywords. Biofilm. Pharmawasser. Mikroorganismen. Sanitisierung

nete Methoden zu verhindern oderzumindest die Induktionsphase starkzu verlängern bzw. zu erhalten. Dieskann durch richtiges Monitoring desWassers und der Anlage sowie durchregelmäßige vorbeugende Sanitisie-rung (Heißsanitisierung oder che-mische Sanitisierung, siehe Tab. 2)der Anlage geschehen. Aber auchdie Wahl der richtigen Technik undBetriebsweise sind zu beachten.
Als Fazit bei der Biofilmproblema-tik bleibt somit nur die Feststellung,dass es Ziel eines Betreibers seinmuss, die Bildung eines Biofilmeszu verhindern. Dazu stehen verschie-dene Konzepte bzw. Möglichkeitenzur Auswahl.
Von besonderer Bedeutung isthier die gute Kenntnis der analyti-schen und mikrobiologischen Para-meter des örtlichen Speisewassers.Sind z.B. hohe Zellzahlen vorhanden,oder ist es ein Oberflächenwasser mithohem TOC, so ist eine Ultrafiltra-tion als Vorbehandlung in Betrachtzu ziehen, um die organische Frachtzu reduzieren. Hohe Nährstoffkon-zentrationen, hohe Keimfrachtenund möglicherweise hohe Tempera-turen sind immer ein Problem undfördern die Biofilmbildung. Da jedePharmawasseranlage mit einem Ent-härter beginnt, ist hier auch immermit mehr oder weniger Bakterien-wachstum zu rechnen, abhängigvon der Rohwasserqualität. Dement-sprechend beginnt hier die Kontrolleder Anlage auf mögliche Biofilmbil-dung.
Auch die Be-triebsweisespielt eine wich-tige Rolle. Wirdz.B. wegen derkontinuierlichenBetriebsweiseim Stillstand derAnlage (keineProduktion)eine regelmä-ßige hohe Tem-peratur erreicht,so fördert diesdie Biofilmbil-dung. Wird je-
doch regelmäßig Wasser verworfen(Reduzierung der Temperatur undAustrag von Wasser), so bedeutetdies auch eine Verminderung derBiofilmbildung. Das Anstreben einermaximalen Wasserausbeute kannalso bei entsprechendem Speisewas-ser durchaus negative Auswirkungenin Bezug auf eine mögliche Biofilm-bildung haben.
Da das Speisewasser in vielen Fäl-len praktisch nicht beeinflusst wer-den kann, muss das Risiko einer Bio-filmbildung bei einer Neuinstallationauch in Hinblick auf Konstruktion
und Betriebsweise der Anlage be-rücksichtigt werden. Maßgeblich istauch das Monitoring der Anlage imRoutinebetrieb. Die wichtigstenAspekte sind in Tab. 3 zusammenfas-send dargestellt.
Zusammenfassung
Ein wesentliches mikrobiologischesRisiko für die Herstellung von Arz-neimitteln ist die Bildung von Biofilmim Pharmawassersystem.
Der Biofilm kann in folgende Ent-stehungsphasen differenziert werden:Induktionsphase, Wachstumsphaseund Plateauphase. Regelmäßige Beob-achtung (Monitoring), Sanitisierungund optimaler Betrieb vermeidenden Aufbau eines Biofilms.
QuellenAuszug aus: Der GMP-BERATER, KapitelPharmawasser, Maas & Peither AG, GMP-Verlag, Schopfheim, 2014, ISBN: 978-3-934971-39-4.Bendlin, Eßmann, Feuerhelm, PraxisbuchPharmawasser, Planung, Realisierung, Qualifi-zierung von Reinstwasseranlagen, Maas &Peither AG, GMP-Verlag, Schopfheim, 2011,ISBN 978-3-934971-89-9.
GMP-Praxis
TechnoPharm 5, Nr. 1, 46–48 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)48 Bendlin . Biofilme im Pharmawasser
Tabelle 2
Vorgeschlagene Reinigungsmethoden zurBiofilmreduzierung (erfolgversprechendnur bei zusätzlicher regelmäßigerSanitisierung).
Chlor 50–100 mg/l 2–3 Stunden
QAVs 300–1000 mg/l 2–3 Stunden
Peressigsäure 0,02–0,05 % v/v 2–3 Stunden
H2O2 50–100 mg/l 2–3 Stunden
Tabelle 3
Wichtige Aspekte zur Vermeidung von Biofilmen
Speisewasser Eine genaue Analyse nicht nur der chemisch-physika-lischen, sondern auch der mikrobiologischen Parameter(Zellzahl, KBE/ml und TOC-Gehalt) ist nötig.Das Design der Wasseraufbereitungsanlage ist auf dasSpeisewasser abzustimmen: viele Keime verlangen einehäufige Sanitisierung. Dies kann durch eine automatischeSanitisierung (chemisch oder thermisch), Intervallspülungund/oder Rezirkulation realisiert werden.Die Anlage eines Herstellers kann an einem Ort problemlosarbeiten, an einem anderen Ort mit anderem Speisewasserjedoch Probleme bereiten. Dies hat schon oft zu falschenBewertungen geführt.
Konstruktion hygienisches Design, keine Toträume
Betriebsweise Intervallspülung, Rezirkulation, Ausbeute, Temperatur desWassers, Austrag von Konzentrat und Keimen, regelmäßigeReinigung usw., Sanitisierungskonzept, echte Heißsaniti-sierung (80 ˚C)
Monitoring derAnlage
Sanitisierungskonzept und Überwachung der einzelnenParameter

nete Methoden zu verhindern oderzumindest die Induktionsphase starkzu verlängern bzw. zu erhalten. Dieskann durch richtiges Monitoring desWassers und der Anlage sowie durchregelmäßige vorbeugende Sanitisie-rung (Heißsanitisierung oder che-mische Sanitisierung, siehe Tab. 2)der Anlage geschehen. Aber auchdie Wahl der richtigen Technik undBetriebsweise sind zu beachten.
Als Fazit bei der Biofilmproblema-tik bleibt somit nur die Feststellung,dass es Ziel eines Betreibers seinmuss, die Bildung eines Biofilmeszu verhindern. Dazu stehen verschie-dene Konzepte bzw. Möglichkeitenzur Auswahl.
Von besonderer Bedeutung isthier die gute Kenntnis der analyti-schen und mikrobiologischen Para-meter des örtlichen Speisewassers.Sind z.B. hohe Zellzahlen vorhanden,oder ist es ein Oberflächenwasser mithohem TOC, so ist eine Ultrafiltra-tion als Vorbehandlung in Betrachtzu ziehen, um die organische Frachtzu reduzieren. Hohe Nährstoffkon-zentrationen, hohe Keimfrachtenund möglicherweise hohe Tempera-turen sind immer ein Problem undfördern die Biofilmbildung. Da jedePharmawasseranlage mit einem Ent-härter beginnt, ist hier auch immermit mehr oder weniger Bakterien-wachstum zu rechnen, abhängigvon der Rohwasserqualität. Dement-sprechend beginnt hier die Kontrolleder Anlage auf mögliche Biofilmbil-dung.
Auch die Be-triebsweisespielt eine wich-tige Rolle. Wirdz.B. wegen derkontinuierlichenBetriebsweiseim Stillstand derAnlage (keineProduktion)eine regelmä-ßige hohe Tem-peratur erreicht,so fördert diesdie Biofilmbil-dung. Wird je-
doch regelmäßig Wasser verworfen(Reduzierung der Temperatur undAustrag von Wasser), so bedeutetdies auch eine Verminderung derBiofilmbildung. Das Anstreben einermaximalen Wasserausbeute kannalso bei entsprechendem Speisewas-ser durchaus negative Auswirkungenin Bezug auf eine mögliche Biofilm-bildung haben.
Da das Speisewasser in vielen Fäl-len praktisch nicht beeinflusst wer-den kann, muss das Risiko einer Bio-filmbildung bei einer Neuinstallationauch in Hinblick auf Konstruktion
und Betriebsweise der Anlage be-rücksichtigt werden. Maßgeblich istauch das Monitoring der Anlage imRoutinebetrieb. Die wichtigstenAspekte sind in Tab. 3 zusammenfas-send dargestellt.
Zusammenfassung
Ein wesentliches mikrobiologischesRisiko für die Herstellung von Arz-neimitteln ist die Bildung von Biofilmim Pharmawassersystem.
Der Biofilm kann in folgende Ent-stehungsphasen differenziert werden:Induktionsphase, Wachstumsphaseund Plateauphase. Regelmäßige Beob-achtung (Monitoring), Sanitisierungund optimaler Betrieb vermeidenden Aufbau eines Biofilms.
QuellenAuszug aus: Der GMP-BERATER, KapitelPharmawasser, Maas & Peither AG, GMP-Verlag, Schopfheim, 2014, ISBN: 978-3-934971-39-4.Bendlin, Eßmann, Feuerhelm, PraxisbuchPharmawasser, Planung, Realisierung, Qualifi-zierung von Reinstwasseranlagen, Maas &Peither AG, GMP-Verlag, Schopfheim, 2011,ISBN 978-3-934971-89-9.
GMP-Praxis
TechnoPharm 5, Nr. 1, 46–48 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)48 Bendlin . Biofilme im Pharmawasser
Tabelle 2
Vorgeschlagene Reinigungsmethoden zurBiofilmreduzierung (erfolgversprechendnur bei zusätzlicher regelmäßigerSanitisierung).
Chlor 50–100 mg/l 2–3 Stunden
QAVs 300–1000 mg/l 2–3 Stunden
Peressigsäure 0,02–0,05 % v/v 2–3 Stunden
H2O2 50–100 mg/l 2–3 Stunden
Tabelle 3
Wichtige Aspekte zur Vermeidung von Biofilmen
Speisewasser Eine genaue Analyse nicht nur der chemisch-physika-lischen, sondern auch der mikrobiologischen Parameter(Zellzahl, KBE/ml und TOC-Gehalt) ist nötig.Das Design der Wasseraufbereitungsanlage ist auf dasSpeisewasser abzustimmen: viele Keime verlangen einehäufige Sanitisierung. Dies kann durch eine automatischeSanitisierung (chemisch oder thermisch), Intervallspülungund/oder Rezirkulation realisiert werden.Die Anlage eines Herstellers kann an einem Ort problemlosarbeiten, an einem anderen Ort mit anderem Speisewasserjedoch Probleme bereiten. Dies hat schon oft zu falschenBewertungen geführt.
Konstruktion hygienisches Design, keine Toträume
Betriebsweise Intervallspülung, Rezirkulation, Ausbeute, Temperatur desWassers, Austrag von Konzentrat und Keimen, regelmäßigeReinigung usw., Sanitisierungskonzept, echte Heißsaniti-sierung (80 ˚C)
Monitoring derAnlage
Sanitisierungskonzept und Überwachung der einzelnenParameter
40 Jahre NNE Pharmaplanin DeutschlandNNE Pharmaplan, ein führendes En-gineering- und Beratungsunterneh-men in der Life Science-Industrie, fei-erte dieses Jahr sein 40-jähriges Be-stehen in Deutschland. 1974 als Teildes Gesundheitskonzerns Freseniusin Bad Homburg gegründet, schlosssich Pharmaplan im Jahr 2007 mitNNE, einem dänischen Engineering-unternehmen, zu NNE Pharmaplanzusammen. Dem Heimatort BadHomburg treu geblieben und mitHauptsitz in Dänemark beschäftigtNNE Pharmaplan heute weltweitmehr als 2000 Mitarbeiter an über25 Standorten.
Dienstleistungen für diePharma- und Biotech-Industrie
NNE Pharmaplan arbeitet mit eini-gen der bedeutendsten Pharma-und Biotechnologieunternehmen zu-sammen und unterstützt diese beider Planung und Realisierung sowieder Optimierung ihrer Produktions-anlagen. Sowohl bei Neu-/Umbau alsauch bei Upgrade oder im Tages-geschäft begleitet NNE Pharmaplanseine Kunden auf dem Weg zurGMP-gerechten Produktion. DieStärken sind innovative Dienstleis-tungen für eine schnelle und zuver-lässige Projektrealisierung. Durch dieglobale Ausrichtung sowie lokalesKnow-how verfügt NNE Pharmaplanüber ein breites Erfahrungsspektrumund kann sowohl durch die per-manente Kundennähe als auchdurch länderübergreifende Teamsmaßgeschneiderte Lösungen liefern.
Die Experten von NNE Pharma-plan entwickeln individuell auf dieBedürfnisse der Kunden hin abge-stimmte Machbarkeits- und Kon-zeptstudien – nicht nur im Hinblickauf die Weiterentwicklung des Fa-
brikstandortes, sondern auch bezo-gen auf die Produktionsprozesse.NNE Pharmaplan führt in den Pla-nungsphasen das Basic und DetailEngineering aus und übernimmtBau- und Projektleitung bis hin zurInbetriebnahme und Qualifizie-rung/Validierung. Zudem stellensie durch eine GMP-Compliance-Beratung sicher, dass Prozesse sys-tematisch und effizient den aktuel-len regulatorischen Anforderungenentsprechen.
Der Trend hin zu flexiblenProduktionsanlagen
NNE Pharmaplan hat aufgrund derdynamischen Entwicklung im Bio-tech-Sektor weltweit den Bedarf ankleineren und flexibleren Biotech-Anlagen erkannt und hat als Antwortauf diese Anforderungen das „Bio onDemand“-Konzept entwickelt – einflexibles Konzept mit einem vorher-sehbaren Zeitplan und Budget, wel-ches ein weites Portfolio von Anwen-dungen abdeckt und von den erstenKonzeptions- und Planungsschrittenbis zur Produktion begleitet.
NNE Pharmaplans „Bio on De-mand“-Anlagen basieren auf einerReihe von einfach einsetzbaren Mo-dulen. Standardisierte Prozesse undVersorgungsmodule werden in ver-schiedenen Varianten kombiniert,um den unterschiedlichen Funktio-nen einer modernen Biotech-Pro-duktion zu entsprechen. Somit kön-nen die Anlagen strategisch an diejeweilige Prozess- und Anlagensitua-tion angepasst werden und die spezi-fischen, technischen, produktions-bezogenen und regulatorischen An-forderungen erfüllen. Das Konzeptwurde bereits erfolgreich bei der Pla-nung von Biotech-Produktionsanla-gen in verschiedenen Ländern welt-weit umgesetzt.
Weitere Informationen:NNE Pharmaplan GmbHSiemensstr. 2161352 Bad HomburgTel: +49 6172 8502-100Fax: +49 6172 8502-501E-mail: [email protected]
Spektrum
TechnoPharm 5, Nr. 1, 49 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 49Spektrum
Abb. 1: Innovative Architektur für eine Anlage zur Produktion von Biopharma.

Panorama
TechnoPharm 5, Nr. 1, 50 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)50 Panorama
Pharma Action GmbHAnfang November wurde in Rheda-Wiedenbrück (NRW) das PharmaAction Werk Aurea eröffnet. Die Tön-nies Gruppe steigt mit der Herstellungdes pharmazeutischen IntermediärsCrude Heparin in den Pharma Marktein. Auf einer Gesamtfläche von 3500m2 auf Basis moderner Technologienin einem innovativen Produktionsver-fahren soll künftig der Ausgangsstofffür den Blutgerinnungshemmer He-parin hergestellt werden. Bei Vollaus-lastung und Nutzung aller zur Ver-fügung stehenden Kapazitäten könn-ten mittelfristig rund 60 % der euro-
paweit rückverfolgbarenHeparin-Grundrohstoffe inDeutschland verarbeitetwerden. Die Zusammen-arbeit beider Unternehmenermöglicht die Produktiongroßer Mengen an Hepa-rin-Wirkstoff aus einerQuelle. Die Bezeichnung„Heparin made in Germa-ny“ soll bei der Vermark-tung in Europa, USA undJapan für die Sicherheitund vollständige Rückver-folgbarkeit der Produktestehen.
Boehringer-Ingelheim-Preis 2014:99. und 100. PreisträgerausgezeichnetIm Rahmen einer feierlichen Preisver-leihung zeichnete die Boehringer In-gelheim Stiftung den 99. und 100.Preisträger aus. In diesem Jahr erhiel-ten die Biotechnologin Dr. rer. nat. UteDistler vom Institut für Immunologieund die Medizinerin PD Dr. med. JuliaWeinmann-Menke von der I. Medizi-nischen Klinik und Poliklinik der Uni-versitätsmedizin Mainz die traditions-reiche Auszeichnung, die mit ins-gesamt 30000 Euro dotiert ist. UteDistler optimierte ein Verfahren zurqualitativen und quantitativen Pro-teinanalyse, welches die Grundlage ist,um wichtige biologische Prozesse auf-zuklären. Julia Weinmann-Menke
identifizierte ei-nen neuen Bio-marker, der erst-mals schon Mo-nate im Vorauseine Prognoseüber einen be-stimmten Krank-heitsverlauf beiPatienten mitsystemischemLupus erythema-todes erlaubt.
Der Boehrin-ger-Ingelheim-Preis für hervor-ragende wissenschaftliche Leistun-gen auf dem Gebiet der klinischenund der theoretischen Medizin wirdseit 1969 vergeben. Eine Fachjury der
Universitätsmedizin Mainz wählt diePreisträger aus. Seit 1995 dotiert dieBoehringer Ingelheim Stiftung denPreis.
Takeda GmbHZum Jahresanfang 2015 ergabensich Veränderungen in der Ge-schäftsführung der Takeda GmbH.Jean-Luc Delay, zuständig für Com-mercial Operations Germany, Hu-man Resources und CorporateCommunications sowie Geschäfts-führer der Takeda Pharma VertriebGmbH & Co. KG, übernahm zusätz-lich die Rolle als Sprecher der Ge-schäftsführung. Zudem wurde Dr.Hans-Christian Meyer, Standortlei-ter der Betriebsstätte Oranienburg,neu in die Geschäftsführung der Ta-keda GmbH berufen. Damit folgte er
Dr. Rainer Wi-artalla nach,der zum Ende2014 in den Ru-hestand eintrat.Dieser war be-reits seit 1994für das Vorgän-gerunternehmender heutigenTakeda GmbHtätig und be-gleitete dasUnternehmenbei wichtigen Schritten wie derWeiterentwicklung und Integration
des weltweiten Produktionsnetz-werkes.
Neueröffnung des Werkes durch Clemens Tönnies, Ge-schäftsführer der Tönnies Unternehmensgruppe, NRW-Wirtschaftsminister Garrelt Duin und Erol Thomas Isim,dem Geschäftsführer der Pharma Action GmbH (v.l.n.r.).
V.l.n.r.: Prof. Andreas Barner, Otto Boehringer, die Preisträgerinnen Dr.Ute Distler und Dr. Julia Weinmann-Menke, Prof. Ulrich Förstermann,Prof. Babette Simon und Prof. Klaus Dugi.
Jean-Luc Delay Dr. Hans-Christian Meyer

Produkte
TechnoPharm 5, Nr. 1, 51–55 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 51Produkte
DIGILINE Booklet: DickeBooklet-Labels auditsichercodierenAtlantic Zeiser* hat nach Unterneh-mensangaben das weltweit erste in-tegrierte System eingeführt, dasmehrlagige Booklet-Etiketten bis4 mm Dicke codiert und durch Ka-merainspektion einen auditsicherenProzess ermöglicht. Die Pharma-industrie sucht derzeit nach einersolchen Lösung, die auch bei kleinenAuflagen wirtschaftlich arbeitet, be-sonders für klinische Studien. Ein-fache und schnelle Umrüstvorgängegewährleisten wirtschaftliche Effi-zienz selbst für kleinste Jobs bzw.stark wechselnde Booklet-Formate.
Bei allen Ar-beitsschritten bie-tet die DIGILINEBooklet größt-mögliche Prozess-sicherheit undschließt Arbeits-fehler durch ma-nuelle Eingriffeaus. Die einge-baute Kameraübernimmt die100 %-Prüfung al-ler verarbeitetenLabels. Sie meldetzuverlässigschlecht bedruck-te, unbedruckteund fehlende Labels. Sowohl vor alsauch nach einem manuellen Spleißprüft die Kamera zudem die Etikettenum den bearbeiteten Bereich.
Dank eines speziellen Ultraschall-sensors kann die DIGILINE Bookletauch problemlos teilweise oder voll-ständig transparente Etiketten ver-arbeiten.
Schlauchbeutelmaschine zurVerpackung einzelner VialsDie horizontale Schlauchbeutel-maschine Sigpack HCUL von BoschPackaging Technology* verpackt biszu 300 Blow-Fill-Seal (BFS) Einzel-vials pro Minute. Dank der mitlaufen-den Quersiegelstation (Long-Dwell)werden auch bei hoher Geschwindig-keit hermetisch verschlossene Pa-ckungen gewährleistet. Die Zufüh-rung der als BFS-Karten geliefertenPrimärverpackungseinheiten in dieSigpack HCUL erfolgt formatflexibelund produktschonend mithilfe einesSigpack LDF Delta Roboters oderdurch andere intelligente Beschi-
ckungslösungen. Vor dem Verpackenin der Schlauchbeutelmaschine wer-den die Vials durch die innovativeSepariereinheit des Zuführungssys-tems vereinzelt.
Für den wachsenden Markt derBFS-Darreichungsformen bietet dieSigpack HCUL pharmazeutischenHerstellern folgende Vorteile: pro-
duktschonendeund formatflexi-ble Zuführung,innovative Sepa-riereinheit sowieproduktscho-nende Ultra-schall-Längssie-gelung. Die Ma-schine ist als Teildes BFS-Seam-less-Systems er-
hältlich und bietet ein nahtloses De-sign für eine hohe Gesamtanlagen-effektivität (Overall Equipment Ef-fectiveness, OEE). Die Geschwindig-keit aller Komponenten der Linie istaufeinander abgestimmt, sodass Eng-pässe vermieden, Ausfallzeiten mini-miert und der Produktfluss optimiertwerden.
Die neue Sigpack HCUL von Bosch bietet als Teil des BFS-Seamless-Systems ein nahtloses Design für eine hohe Gesamtanlageneffektivität.
* Robert Bosch GmbHPostfach 10 60 5070049 Stuttgartwww.bosch.de
Die DIGILINE Booklet von Atlantic Zeiser ist das weltweit ersteintegrierte System, das mehrlagige Booklet-Etiketten bis 4 mm Dickecodiert und durch Kamerainspektion einen auditsicheren Prozessgewährleistet.
* Atlantic Zeiser GmbHBogenstraße 6-878576 Emmingen-Liptingenwww.atlanticzeiser.com/de

Produkte
TechnoPharm 5, Nr. 1, 51–55 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)52 Produkte
TICT-iS0˚ Tag – Neue Indikatorenzur TemperaturüberwachungDie Gefrier-Indikatoren TICT-iS0° Tag des Herstellers LogTag* sindmanipulationssichere, irreversibleelektronische Indikatoren, die anzei-gen, ob die Temperatur 60 min oderlänger am oder unter dem Gefrier-punkt (0 °C) gelegen hat. DieiS0° Tag-Indikatoren können dazuverwendet werden, die Temperaturvon gefrierempfindlichen Produktenwie Impfstoffen oder Spezialche-mikalien für einen Zeitraum von biszu 3 Jahren zu überwachen. Sobaldein Gefrieralarm eintritt, wird dasentsprechende Symbol angezeigt;der Indikator ist dann von weiterem
Gebrauch aus-geschlossen. Istder Alarm einmalausgelöst, kannder Indikatornicht wieder ver-wendet werden.
Temperatur-In-dikatoren vonLogTag sind dafürgeeignet am Ziel-ort einfach undunkompliziert –auch ohne Einsatzeines Computersoder Druckers –eine Entscheidungtreffen zu können,ob die Ware temperaturgerecht ange-liefert wurde.
Sollte in kritischen Fällen ein Aus-lesen der Daten hilfreich sein, so ist
dies über ein separat erhältlichesInterface und die kostenlos verfüg-bare Software LogTag Analyzer mög-lich.
Vereinzelungssystemmit integriertemEtikettenspender
Die Multivac Sepp HaggenmüllerGmbH & Co. KG* hat das Ver-packungs-Bandsystem MSB 020 mitdem Inline-Etikettierer IL 111 kom-biniert. Dies rationalisiert den Kenn-zeichnungsprozess, da die Etikettie-rung bereits während der Vereinze-lung erfolgt.
Die Packungen können bei derVereinzelung auch gleich auf derOberseite etikettiert und die Etiket-ten gegebenenfalls schon bedrucktwerden. Dazu ist die Integrationvon Thermotransferdruckern in denEtikettenspender möglich. Anschlie-ßend führt das Bandsystem die fer-tigen Packungen den nachgelagertenModulen zu, zum Beispiel Qualitäts-inspektionssystemen. Es ist auf biszu sechs Spuren ausgelegt und kann
bis zu 60 Packungen pro Minute ver-einzeln. Die Packungen sollten zwi-schen 1,5 und 13 cm hoch und min-destens 5 cm breit sein.
Das beschriebene System kannzwar grundsätzlich in alle Tiefzieh-verpackungsmaschinen von Multivacintegriert werden; in der Regel wirdes jedoch an kleineren Maschinenangebaut. Es ist besonders variabeleinsetzbar und mit vorhandenenVerpackungslösungen kombinierbar.Für die Nachrüstung in älteren Ver-packungsmaschinen ist es mit einerseparaten Steuerung IPC 02 aus-gestattet und arbeitet unabhängigvon vor- oder nachgeordneten Syste-men. Für Neumaschinen wird keineseparate Steuerung benötigt, sodassdie Einstellung von Vereinzelungs-und Etikettierparametern im Termi-nal der Tiefziehverpackungsma-schine erfolgen kann.
Solange die gemessene Temperatur über dem Gefrierpunkt bleibt, zeigtdas Display ein entsprechendes Symbol. Fällt die Temperatur für60 Minuten oder länger unter den Gefrierpunkt, zeigt das Display einanderes Zeichen, das nicht zurückgesetzt oder gelöscht werden kann.
* Multivac Sepp Haggenmüller GmbH & Co. KGBahnhofstr. 487787 Wolfertschwendenwww.multivac.com
* CiK Solutions GmbHHaid-und-Neu-Straße 776131 Karlsruhewww.cik-solutions.com
Vereinzelungssystem MBS 020 mit Inline-Eti-kettierer IL 111

Produkte
TechnoPharm 5, Nr. 1, 51–55 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 53Produkte
ErstöffnungsschutzSchreiner MediPharm* hat mit Flexi-Cap eine Sicherheitslösung entwickelt,die das erstmalige Öffnen von Primär-behältern irreversibel anzeigt und einunbemerktes, illegales Wiederverwen-den ausschließt. Dazu wird das Labelmit einer Kappe kombiniert. Nachdem Öffnen bleibt der untere Teilder Kappe mit dem Label auf demGefäß haften. Beim Versuch, den Restder Kappe zu entfernen, zerreißt dasLabel. Flexi-Cap ermöglicht einen fle-xiblen Einsatz auf unterschiedlichenGefäßarten, -formen und -größen,und kann ohne Erhitzen aufgebrachtwerden. Es eignet sich damit auch fürtemperaturempfindliche Medikamen-te. Etikettendesign und Markenauf-tritt des Herstellers bleiben durch dieKombination von Label und Kappeunverändert. Darüber hinaus bietetder Deckel Platz zum Bedrucken mit
Barcodes oder zur Integration einesNFC-Chips für die elektronische Nach-verfolgung. Die Lösung lässt sichleicht in bestehende Produktionspro-zesse integrieren.
Laser-KennzeichnungssystemeVideojet Technologies* hat seine CO2-Laser-Kennzeichnungssysteme umdie Modelle Videojet 3330 mit 30 Wattund Videojet 3130 mit 10 Watt erwei-tert. Die Systeme erzielen bei verschie-denen Kennzeichnungsgeschwindig-keiten eine gute Codequalität und eig-nen sich für eine Vielzahl von Träger-materialien. Sie unterstützen einfachewie komplexe Codes und können pro-blemlos in viele Anwendungen inte-griert werden. Mit dem Punktschrift-modus können Produkte lt. Hersteller-angaben bis zu 32 % schneller gekenn-zeichnet werden als mit Vektorschrif-ten. Um die Linienintegration zu er-
leichtern, werdeninnerhalb derCO2-Laserkenn-zeichnungsreiheüber 20000 Stan-dardkonfiguratio-nen angeboten,u. a. 21 Optionenfür Kennzeich-nungsfenster unddrei verschiedeneLaserwellenlän-gen. Eine luft-gekühlte Laserquelle reduziert zusam-men mit optimierten Leistungsein-stellungen die Hitzeentwicklung, wasdie Lebensdauer der Laserquelle ver-längert.
Die CO2-Laser-Kennzeichnungssysteme sind für viele Trägermaterialiengeeignet.
* Videojet Technologies GmbHAn der Meil 265555 Limburgwww.viedeojet.eu/de
Erstöffnungsschutz und Kennzeichnung von Medikamentenbehältern.
* Schreiner Group GmbH & Co. KGBruckmannring 2285764 Oberschleißheimwww.schreiner-medipharm.com

Produkte
TechnoPharm 5, Nr. 1, 51–55 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)54 Produkte
ScanköpfeDomino* stellt seinen i-Tech 15 Scan-kopf aus dem CO2-Laser-Sortimentvor. Die gute Beschriftungsqualitätermöglicht Applikationen mit größe-rem Markierfeld, wie z.B. die Codie-rung innerhalb großer Rollenanwen-dungen. Das Markierfeld ist lt. Her-stellerangaben um bis zu 40 % größerals bei bisher entwickelten Industrie-lasern. Es ist möglich, Stick Packsbzw. Beutel für getrocknete oder flüs-sige Substanzen zu codieren – so-wohl vor dem Einfüllen des Produktesals auch danach. Durch das Aufbringeneines visuell lesbaren Codes und eines2D Datamatrix-Codes werden auch
die Serialisierungsvorschriften der EUFälschungsrichtlinie 2011/62/EU er-füllt.
i-Tech 15 Scanköpfe aus dem CO2-Laser-Sortiment.
* Domino Deutschland GmbHLorenz-Schott-Straße 355252 Mainz-Kastelwww.domino-deutschland.de
VentiltechnikFür die Verteilung und Verbindungvon Ventilen und Komponenten bie-tet GEMÜ* ein umfangreiches Pro-duktprogramm an PFA Fittings undPFA Schläuchen. Der Schlauch Tube-Star® ist sowohl als 400 Meter Rolleals auch als sechs Meter Stange inden Größen ¼ bis 1¼ Zoll verfügbar.Das Fitting Programm FlareStar®
bietet über 1200 Variationen, umdie entsprechenden Verbindungen inder Versorgungsanlage herstellen zukönnen. Mit dem Ultraschall-Durch-flussmesser SonicLine® können selbstbei kleinsten Durchflussmengen ge-naue Messwerte erzielt werden. DieDruckmessgeräte der HydraLine-Reihe
besitzen einen hochwertigen Druck-sensor sowie eine patentierte 3-fachMembran, was eine sehr hohe Mess-genauigkeit ermöglicht. Alle Durch-fluss- und Druckmessgeräte sind freivon beweglichen oder feststehendenBauteilen in der Messstrecke, sodassdas Medium ungehindert fließen kann.Ergänzt wird das Produktprogrammnoch um Automatisierungskom-ponenten, wie z.B. Rückmelder undStellungs- oder Prozessregler.
Druckmessgerät C31 der Baureihe HydraLine.
* GEMÜ Gebr. Müller Apparatebau GmbH &Co. KGFritz-Müller-Str. 6-874653 Ingelfingenwww.gemu-group.com

Produkte
TechnoPharm 5, Nr. 1, 51–55 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)54 Produkte
ScanköpfeDomino* stellt seinen i-Tech 15 Scan-kopf aus dem CO2-Laser-Sortimentvor. Die gute Beschriftungsqualitätermöglicht Applikationen mit größe-rem Markierfeld, wie z.B. die Codie-rung innerhalb großer Rollenanwen-dungen. Das Markierfeld ist lt. Her-stellerangaben um bis zu 40 % größerals bei bisher entwickelten Industrie-lasern. Es ist möglich, Stick Packsbzw. Beutel für getrocknete oder flüs-sige Substanzen zu codieren – so-wohl vor dem Einfüllen des Produktesals auch danach. Durch das Aufbringeneines visuell lesbaren Codes und eines2D Datamatrix-Codes werden auch
die Serialisierungsvorschriften der EUFälschungsrichtlinie 2011/62/EU er-füllt.
i-Tech 15 Scanköpfe aus dem CO2-Laser-Sortiment.
* Domino Deutschland GmbHLorenz-Schott-Straße 355252 Mainz-Kastelwww.domino-deutschland.de
VentiltechnikFür die Verteilung und Verbindungvon Ventilen und Komponenten bie-tet GEMÜ* ein umfangreiches Pro-duktprogramm an PFA Fittings undPFA Schläuchen. Der Schlauch Tube-Star® ist sowohl als 400 Meter Rolleals auch als sechs Meter Stange inden Größen ¼ bis 1¼ Zoll verfügbar.Das Fitting Programm FlareStar®
bietet über 1200 Variationen, umdie entsprechenden Verbindungen inder Versorgungsanlage herstellen zukönnen. Mit dem Ultraschall-Durch-flussmesser SonicLine® können selbstbei kleinsten Durchflussmengen ge-naue Messwerte erzielt werden. DieDruckmessgeräte der HydraLine-Reihe
besitzen einen hochwertigen Druck-sensor sowie eine patentierte 3-fachMembran, was eine sehr hohe Mess-genauigkeit ermöglicht. Alle Durch-fluss- und Druckmessgeräte sind freivon beweglichen oder feststehendenBauteilen in der Messstrecke, sodassdas Medium ungehindert fließen kann.Ergänzt wird das Produktprogrammnoch um Automatisierungskom-ponenten, wie z.B. Rückmelder undStellungs- oder Prozessregler.
Druckmessgerät C31 der Baureihe HydraLine.
* GEMÜ Gebr. Müller Apparatebau GmbH &Co. KGFritz-Müller-Str. 6-874653 Ingelfingenwww.gemu-group.com
TechnoPharm 5, Nr. 1, 51–55 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 55Produkte
FiltersystemeDie Firma Lemmermeyer* hat einneuartiges Filtersystem mit auto-matischer Rückspülung für dieReinigung verfahrenstechnischerAnlagen entwickelt. Der neue Per-manent Filter senkt die Ver-schmutzung der Lauge in CIP-An-lagen um bis zu 90 %. Mit Abmes-sungen von 1,0 × 1,5 Meter ist dasGerät eher klein und lässt sich di-rekt an vorhandene CIP-Anlagenanschließen. Anstatt die Laugebei starker Verschmutzung zu ver-werfen, wird sie im neuen Per-manentfilter kostengünstig undeffizient gereinigt. Das Prinzip be-ruht auf dem 50μm Filtergewebeaus Edelstahl in der Trommel, indem alle Schwebstoffe sowie Eiweißund Fette aus der Reinigungslaugezurückbleiben. Die verschmutzte
Trommel wird bei weiterlaufenderFilterung mit Wasser-Sprüheinheitengereinigt und das Filtrat über eineAblaufrinne ausgeleitet. Weil der Fil-
tervorgang während desRückspülvorgangs nichtunterbrochen wird, kannder Permanent Filter rundum die Uhr wartungsfreiin Betrieb sein. Der Per-manent Filter ist komplettaus Edelstahl gefertigt; eswerden nur hochwertigeBauteile eingebaut. Diesführt zu Langlebigkeitund ermöglicht einen stö-rungsfreien Einsatz.
HochleistungsmischerPall Life Sciences* stellt seinenneuen AllegroTM 50 Liter Single-UseMischer für die Arzneimittelherstel-lung vor. Er wurde als Scale-downVersion der größeren Mischer (200-1000 Liter) zur Aufarbeitung kleinerProzessvolumina (2-50 Liter) kon-zipiert. Der Mischer verfügt über ei-nen Anschluss zur Probenahme undkann mit diversen Sensoren (pH,Leitfähigkeit, Temperatur) aus-gestattet werden. Das Gerät, optio-nal mit einer integrierten Wägevor-richtung zur präzisen Kontrolle derFeststoff- oder Flüssigkeitszugabeerhältlich, ist wahlweise mit einemPlastikbehälter oder einem tempe-
rierbaren Edelstahlbehälterverfügbar. In Kombinationmit einem Allegro MVP-System ist eine vollständigeAutomatisierung allerMisch- und Filtrationspro-zesse möglich. Anwendun-gen finden sich in der Me-dien- und Puffervorberei-tung, der pH-Einstellungund der Virusinaktivierungsowie in der finalen Formu-lierung.
Das eher kleine Gerät läuft durch die automatische Rück-spülung wartungsfrei rund um die Uhr.
Der AllegroTM 50 Liter Single-Use Mischer dient der Auf-arbeitung kleiner Prozessvolumina in der Arzneimittel-herstellung.
* Lemmermeyer GmbH & Co.KG –EdelstahlanlagenbauGewerbepark 1286738 Deiningenwww.lemmermeyer.net
* Pall Life SciencesPhilipp-Reis-Straße 663303 Dreieichwww.pall.com

Verlag / PublisherECV · Editio Cantor Verlag für Medizinund Naturwissenschaften GmbHBaendelstockweg 2088326 Aulendorf (Germany)GF/MD: Claudius Arndt,Andreas GerthEingetragen/Registered:Amtsgericht Ulm, HRB 600174Tel. +49 (0) 7525-9400Fax +49 (0) 7525-940 180www.ecv.de
Redaktion / Editorial officeChefredakteur / Editor-in-Chief:Claudius Arndt (V. i. S. d. P.)Tel. +49 (0) 7525-940 159Redakteur / Editor:Jens RenkeTel. +49 (0) 8191-98578 12Fax +49 (0) 8191-98578 19e-mail: [email protected]
Anzeigen / AdvertisementsVerantwortlich/Responsible:Lara LehmannTel. +49 (0) 8191-98578 11Fax +49 (0) 8191-98578 19e-mail: [email protected]
Herstellung / ProductionRombach Druck- und VerlagshausGmbH & Co. KGUnterwerkstr. 5, 79115 FreiburgTel. +49 (0) 761-4500-0Fax +49 (0) 761-4500-2122e-mail: [email protected]
Druck / PrintHOLZMANN DRUCK GmbH & Co. KGGewerbestraße 2, 86825 Bad WörishofenTel.: +49-(0) 8247-993 0Fax:: +49-(0) 8247-993 208e-mail: [email protected]
Bezugsbedingungen (gültig ab Januar 2011)Die Zeitschrift erscheint sechsmal pro Jahr und kannvom Verlag, von der Arbeitsgemeinschaft für Pharma-zeutische Verfahrenstechnik e. V. (APV) oder durch eineBuchhandlung (ISSN 2191-8341) bezogen werden.Preise für das Jahresabonnement als Printausgabe ein-schließlich Online-Zugang (inkl. MwSt., zzgl. Versand):Inland: 72,00 €, APV-Mitglieder und Studenten 54,00 €,zzgl. 14,00 € Versand; Ausland (Europa mit VAT Ident.Nr.): 67,29 €, APV-Mitglieder und Studenten 50,47 €,Versandkosten 16,82 €Ausland (Europa ohne VAT Ident. Nr. und weiteresAusland): 72,00 €, APV-Mitglieder und Studenten 54,00 €,Versandkosten 18,00 €Preis für das Einzelheft: 19,00 € (inkl. MwSt., zzgl.Versand). Das Abonnement ist weiter rechtsverbindlich,wenn es nicht mindestens 3 Monate vor Ende desBerechnungszeitraums gekündigt wird.Konten des Verlages: Commerzbank Friedrichshafen(BLZ 651 400 72) 17 080 80;IBAN: DE21 6514 0072 0170 8080 00;SWIFT-BIC: COBADEFF651.Landesbank Baden-Württemberg(BLZ 600 501 01) 4 508 560;IBAN: DE57 6005 0101 0004 5085 60;SWIFT-BIC: SOLADEST.Deutsche Postbank AG(BLZ 600 100 70) 29 487 703;IBAN: DE08 6001 0070 0029 4877 03;SWIFT-BIC: PBNKDEFF600.
ManuskripteManuskripte sind an die Redaktion zu senden. Es werdennur Beiträge zur Erstveröffentlichung angenommen.Die Autoren versichern, dass sie allein berechtigt sind,über die urheberrechtlichen Nutzungsrechte an ihrenArbeiten einschließlich etwaiger Bilder, Tabellen etc. zuverfügen und dass keine Rechte Dritter verletzt werden.Sie versichern außerdem, dass keine Doppelpublikation(Veröffentlichung auch in anderen Zeitschriften)beabsichtigt ist bzw. erfolgt. Mit der Annahme desManuskriptes zur Veröffentlichung räumt der Autor demVerlag das ausschließliche, zeitlich, räumlich und in-haltlich unbeschränkte Recht zur Veröffentlichung, Ver-vielfältigung, Verbreitung und öffentlichen Wiedergabe inallen Sprachen und Ländern ein, einschließlich desRechts zur Speicherung in und Nutzung durch Daten-banken jeder Art (Online, auch Internet, und Offline)sowie der weiteren Vervielfältigung zu gewerblichenZwecken im Wege des fotomechanischen oder einesanderen Verfahrens.
Urheber- und VerlagsrechteSämtliche in dieser Zeitschrift veröffentlichten Beiträgegenießen urheberrechtlichen Schutz. Kein Teil der Zeit-schrift darf außerhalb der engen Grenzen des Urheber-rechtsgesetzes ohne schriftliche Einwilligung des Ver-lages in irgendeiner Form vervielfältigt, verbreitet odersonst verwertet werden oder in eine von Maschinenverwendbare Sprache übertragen oder übersetzt werden.Insbesondere ist jede Digitalisierung, Speicherung undNutzung in und durch elektronische Datenbanken jederArt untersagt.
HaftungDer Inhalt dieses Heftes wurde sorgfältig erarbeitet.Dennoch übernehmen Autoren, Beirat, Redaktion undVerlag für die Richtigkeit von Angaben sowie für even-tuelle Satz- oder Druckfehler keine Haftung.
WarenzeichenDas Fehlen des Symbols ® nach Namen bedeutet nicht,dass der Name nicht durch Warenzeichen geschützt ist.
SonderdruckeVon Veröffentlichungen erhält der Korrespondenzautor20 Sonderdrucke in Form guter Fotokopierqualität ohneBerechnung. Weitere Sonderdrucke oder Ausführungenin höherwertiger Form oder Aufmachung können gegenÜbernahme der Kosten beim Verlag bezogen werden.
TechnoPharm® ist eine eingetragene Marke
Terms of subscription (valid from January 2011)The journal is published bimonthly beginning in 2012and can be obtained from the Publisher, from the Ar-beitsgemeinschaft Pharmazeutische Verfahrenstechnike. V. (APV) or via bookstores (ISSN 2191-8341).Rates per annum for the print + online subscription(including VAT, plus postage):Germany: 72.00 €, APV members and students 54.00 €,plus postage 14.00 €;Abroad (Europe with VAT ID number): 67.29 €, APV mem-bers and students 50.47 €, plus postage 16,82 € (surface mail);Abroad (Europe without VAT ID number and othercountries): 72.00 €, APV members and students 54.00 €,plus postage 18.00 € (surface mail);Price for single copy: 19.00 € (including VAT, plus postage).A subscription will continue unless cancelled with threemonths’ notice prior to the end of the invoiced period.Publisher’s bank accounts:Commerzbank Friedrichshafen(Bank Code 651 400 72) Account no. 17 080 80;IBAN: DE21 6514 0072 0170 8080 00;SWIFT-BIC: COBADEFF651.Landesbank Baden-Württemberg(Bank Code 600 501 01) Account no. 4 508 560;IBAN: DE57 6005 0101 0004 5085 60;SWIFT-BIC: SOLADEST.Deutsche Postbank AG(Bank Code 600 100 70) Account no. 29 487 703;IBAN: DE08 6001 0070 0029 4877 03;SWIFT-BIC: PBNKDEFF600.
ManuscriptsManuscripts have to be sent to the editorial office. Onlypreviously unpublished papers are eligible for publicati-on. Authors affirm that they are the sole owners of thecopyright to their manuscripts including any figures,tables, etc., if applicable, and that they do not infringe anyrights of third parties. They further affirm that no doublepublication (additional publication in other journals) isintended or will occur. The acceptance of a manuscriptfor publication implies that the author assigns to thePublisher the copyright to the paper whereby the Pu-blisher acquires the exclusive right – unrestricted withregard to time, territory and contents – of publication,reproduction, distribution and public communication inany languages and countries, including the right of sto-rage and use in databases of any kind (online includinginternet and offline) and the right of reproduction forcommercial purposes by photomechanical or other me-ans.
Copyright and the publisher’s rightAll articles published in this journal are protected bycopyright. No part of this journal may be reproduced,distributed or otherwise exploited in any form or trans-ferred into a machine-readable language or translatedbeyond the narrow scope of the Copyright Act withoutthe Publisher's consent in writing. In particular, any kindof digitizing, storage or utilization in and by means ofdatabases is prohibited.
LiabilityThe contents of this issue have been carefully compiled. Ne-vertheless, the authors, editorial advisory board, editorial officeand Publisher do not assume any liability for the correctness ofinformation or for typographical errors or misprints.
TrademarksThe absence of the symbol ® after any name does notimply that this name is not under trademark protection.
ReprintsThe corresponding author receives 20 reprints of a pu-blished article in good photocopy quality free of charge.Additional reprints or reprints in higher quality form ordesign can be obtained from the Publisher against pay-ment.
TechnoPharm® is a registered trademark
TechnoPharm 5, Nr. 1, 56 (2015)© ECV . Editio Cantor Verlag, Aulendorf (Germany)56 Impressum / Masthead
Impressum / Masthead

APVNEWS 01 • 2015
Nachrichten und Mitteilungen
APV – Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik e. V.
MAKING SCIENCE WORK
Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik e.V.Gemeinnütziger wissenschaftlicher VereinInternational Association for Pharmaceutical Technology
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 1

APV NEWS 1-2015
APV NEWS – Aus der Geschäftsstelle
Die Fachmessen POWTECH und TechnoPharm bündeln ihreKräfte: Zukünftig wird die bisher parallel durchgeführte Techno-Pharm in die POWTECH – die weltgrößte Messe für Verfahrens-technik, Analytik und Handling von Pulver und Schüttgut –integriert. Das Ausstellungssegment Pharma selbst bleibt weiter-hin erhalten und wird als thematischer Schwerpunkt unter demNamen „Pharma.Manufacturing.Excellence“ präsentiert. AlsHerzstück dieses Fokusthemas sind unter anderem Fachforenund Sonderschauen geplant, die die APV als ideeller Träger maß-geblich unterstützen wird. Die gesamte Pharmaprozesskette fürfeste, halbfeste und flüssige Arzneimittel wird somit weiterhin inNürnberg abgebildet und Aussteller mit pharmarelevanten Lö-sungen können künftig von einer stärkeren Wahrnehmung imZentrum der POWTECH profitieren.
APV Präsident Breitkreutz: „POWTECH alsattraktive Plattform für die Pharmabranche“Die APV wird Europas größten Treffpunkt für Pharmaproduzen-ten auch in Zukunft als ideeller Träger unterstützen. APV Präsi-dent Prof. Jörg Breitkreutz ist vom neuen Messekonzeptüberzeugt: „Den Experten der Pharmaindustrie wird diePOWTECH mit dem thematischen Schwerpunkt „Pharma.Manu-facturing.Excellence“ weiterhin eine bedeutende und attraktivePlattform bieten. In Zukunft ist Pharma mittendrin statt nur dabei– und die APV wird ihren Beitrag dazu leisten, der Branche auchweiterhin einen fachlichen Austausch auf höchstem Niveau zuermöglichen.“
POWTECH ist Pharma„Jeder zweite Aussteller der POWTECH bietet pharmarelevanteLösungen an“, erklärt Beate Fischer, Projektverantwortliche fürdie POWTECH bei der NürnbergMesse. „Gleichzeitig gab es aufder TechnoPharm viele Firmen, deren Produkte nicht nur für diePharmaindustrie relevant sind. Mit der Integration setzen wir dasum, was sich Aussteller und Besucher schon lange wünschen –nämlich die beiden Messen nicht mehr räumlich zu trennen.“Mehr Informationen zum Pharma-Angebot der POWTECH sowiezur Integration der TechnoPharm unter:www.powtech.de/pharma
Termin vormerken:Die nächste POWTECH findet vom 19. bis 21. April 2016 inNürnberg statt.
APV unterstützt POWTECH als ideeller Träger
NürnbergMesse und APV geben die Integration der Techno-Pharm offiziell bekannt.
Mittendrin statt nur dabei: Pharma als Teil der POWTECH 2016
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 2

APV NEWS 1-2015
APV NEWS – Aus der Geschäftsstelle
Die Fachmessen POWTECH und TechnoPharm bündeln ihreKräfte: Zukünftig wird die bisher parallel durchgeführte Techno-Pharm in die POWTECH – die weltgrößte Messe für Verfahrens-technik, Analytik und Handling von Pulver und Schüttgut –integriert. Das Ausstellungssegment Pharma selbst bleibt weiter-hin erhalten und wird als thematischer Schwerpunkt unter demNamen „Pharma.Manufacturing.Excellence“ präsentiert. AlsHerzstück dieses Fokusthemas sind unter anderem Fachforenund Sonderschauen geplant, die die APV als ideeller Träger maß-geblich unterstützen wird. Die gesamte Pharmaprozesskette fürfeste, halbfeste und flüssige Arzneimittel wird somit weiterhin inNürnberg abgebildet und Aussteller mit pharmarelevanten Lö-sungen können künftig von einer stärkeren Wahrnehmung imZentrum der POWTECH profitieren.
APV Präsident Breitkreutz: „POWTECH alsattraktive Plattform für die Pharmabranche“Die APV wird Europas größten Treffpunkt für Pharmaproduzen-ten auch in Zukunft als ideeller Träger unterstützen. APV Präsi-dent Prof. Jörg Breitkreutz ist vom neuen Messekonzeptüberzeugt: „Den Experten der Pharmaindustrie wird diePOWTECH mit dem thematischen Schwerpunkt „Pharma.Manu-facturing.Excellence“ weiterhin eine bedeutende und attraktivePlattform bieten. In Zukunft ist Pharma mittendrin statt nur dabei– und die APV wird ihren Beitrag dazu leisten, der Branche auchweiterhin einen fachlichen Austausch auf höchstem Niveau zuermöglichen.“
POWTECH ist Pharma„Jeder zweite Aussteller der POWTECH bietet pharmarelevanteLösungen an“, erklärt Beate Fischer, Projektverantwortliche fürdie POWTECH bei der NürnbergMesse. „Gleichzeitig gab es aufder TechnoPharm viele Firmen, deren Produkte nicht nur für diePharmaindustrie relevant sind. Mit der Integration setzen wir dasum, was sich Aussteller und Besucher schon lange wünschen –nämlich die beiden Messen nicht mehr räumlich zu trennen.“Mehr Informationen zum Pharma-Angebot der POWTECH sowiezur Integration der TechnoPharm unter:www.powtech.de/pharma
Termin vormerken:Die nächste POWTECH findet vom 19. bis 21. April 2016 inNürnberg statt.
APV unterstützt POWTECH als ideeller Träger
NürnbergMesse und APV geben die Integration der Techno-Pharm offiziell bekannt.
Mittendrin statt nur dabei: Pharma als Teil der POWTECH 2016
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 2
Conference on Pharmaceutics
Drug Delivery
uropean E 1st 1ST EUROPEAN CONFERENCEon Pharmaceutics – Drug Delivery13 April to 14 April 2015Reims, France
www.europeanmeeting.org
• Oral Short Lectures• Poster Presentations• Industrial Exhibition• Hot Topics
• Drug Targeting• Liposomes and Nanoparticles• Oral Drug Delivery• Pulmonary Drug Delivery• Skin / Vaginal / Rectal / Nasal / Ear / Ocular Drug Delivery• Smart Drug Delivery Systems• Transdermal Drug Delivery• Vaccine Delivery
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 3

World Meeting on Pharmaceutics, Biopharmaceutics and Pharmaceutical Technology
4th – 7th April 2016SECC, Glasgow, Scotland
Find out moreSEE YOU IN GLASGOW IN 2016
APV NEWS
APV NEWS 1-2015
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 4

World Meeting on Pharmaceutics, Biopharmaceutics and Pharmaceutical Technology
4th – 7th April 2016SECC, Glasgow, Scotland
Find out moreSEE YOU IN GLASGOW IN 2016
APV NEWS
APV NEWS 1-2015
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 4
APV NEWS 1-2015
APV NEWS – Aus dem Vereinsleben
Lokale Gruppen
Montag, 2. März 2015Lokale APV-Gruppe Westfalen ab 19:30 Uhr in Hövels-Hausbrauerei in Dortmund(Hoher Wall 5, 44137 Dortmund).Anmeldung erforderlich bis zum 23. Februar 2015 bei Dr. Kathrin Bartscher.
Mittwoch, 25. März 2015Lokale APV-Gruppe Rhein-Main ab 19:30 Uhr. Ort wird noch bekanntgegeben. Weitere Informationen erhalten Sie bei Cathrin Pauly.
Donnerstag, 03. September 2015Lokale APV-Gruppe Berlin um 19:00 Uhr. Ort wird noch bekanntgegeben.Anmeldung erforderlich bis zum 28. August 2015 bei Dr. Andreas Sachse.
Liebe APV-Mitglieder, nach der erfolgreichen Gründung mehrerer lokaler Gruppen würden wir das Konzept der lokalenAPV-Gruppen gerne auch in weiteren Regionen etablieren. Bitte sprechen Sie uns an, wenn SieInteresse an einer Teilnahme an einer lokalen Gruppe in Ihrer Region haben oder als Ansprechpartner, unterstützt durch die APV-Geschäftsstelle, für eine neue lokale Gruppe zur Verfügung stehen würden.
Wir freuen uns auf Ihre Rückmeldung!
Ansprechpartner: Dr. Martin Bornhöft, Email: [email protected], Tel: + 49 6131 9769-30
APVnews – Infos aus der Hochschule
D. Schweizer et al./European Journal of Pharmaceutics andBiopharmaceutics 88 (2014) 291–309Controlled release of therapeutic antibodyformatsDaniel Schweizer, Tim Serno, Achim Goep-ferichThe local administration of antibodies can represent inmany cases a significant improvement for antibody-basedtherapies. The benefits of local delivery include high drugconcentrations at the target site, the possibility of lower
drug dosing and less systemic drug exposure. Currently,the most relevant delivery sites for therapeutic antibodiesare the posterior segments of the eye, mucosal surfaces,the articular joints and the central nervous system (CNS). Inaddition, the oral and pulmonary route may enable non-invasive systemic antibody delivery. However, local antibo-dy delivery to these sites is characterized by short drug resi-dence times and a low compliance of administration. Con-trolled release (CR) systems can address these limitationsand, thereby, enable and improve local delivery applicati-
What’s hot in European Journal ofPharmaceutics and Biopharmaceutics?Stefanie Funke, Ludwig-Maximilians-Universität, D-München
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 5

APV NEWS 1-2015
APVnews – Infos aus der Hochschule
ons by achieving long lasting local drug concentrations,improved efficacy-dosing ratios and reduced treatment-associated side effects. The requirements for CR antibodyformulations are more complex compared to conventionalCR systems for small molecules, and their developmentposes an enormous technical challenge. Therefore, thereview highlights experiences and challenges gathered inthe development of the different CR systems for antibo-dies to date. Additionally, the unmet technological needsencountered in the field are described. This includes a cri-tical evaluation of the limited capability of various CRsystems to preserve antibody stability, delivery site specificconsiderations, as well as the processability of a CR systemwith a particular focus on drug loading and injectability.We believe that the success of CR and local deliveryapproaches could create an enormous added value forpatients in the future.
D. Devineni et al./European Journal of Pharmaceutics andBiopharmaceutics 88 (2014) 332–341Storage stability of keratinocyte growthfactor-2 in lyophilized formulations: Effectsof formulation physical properties and pro-tein fraction at the solid–air interfaceDilip Devineni, Christoph Gonschorek, Mar-cus T. Cicerone, Yemin Xu, John F. Carpen-ter, Theodore W. RandolphLyophilized formulations of keratinocyte growth factor-2(KGF-2) were prepared with a range of disaccharide (sucro-se or trehalose) and hydroxyethyl starch (HES) mass ratios.Protein degradation was assessed as a function of time ofstorage of the dried formulations at 40, 50 and 60°C.Lyophilized and stored samples were rehydrated, and pro-tein degradation was quantified by measuring loss ofmonomeric protein with size exclusion chromatographyand by determining chemical degradation in the solublefraction with reverse-phase chromatography. The seconda-ry structure of the protein in the lyophilized formulationswas studied with infrared spectroscopy. The magnitudes ofdegradation were compared the key physical properties ofthe formulations including retention of protein nativesecondary structure, glass transition temperature (Tg),inverse mean square displacements (µ2)-1 for hydrogenatoms (fast ß relaxation), and the relaxation time τß, whichcorrelates with relaxation due to fast Johari–Goldsteinmotions in the glass (Xu et al., 2013) [1]. In addition, spe-cific surface areas of the lyophilized formulations weredetermined by Brunauer–Emmet–Teller analysis of kryptonadsorption isotherms and used to estimate the fraction ofthe KGF-2 molecules residing at the solid–air interface.KGF-2 degradation rates were highest in formulationswherein the protein’s structure was most perturbed, andwherein ß relaxations were fastest, but the dominant fac-tor governing KGF-2 degradation in freeze-dried formula-tions was the fraction of the protein found at the glasssolid–air interface.
D. Brock et al./European Journal of Pharmaceutics and Bio-pharmaceutics 88 (2014) 434–442Evaluation of critical process parameters forinter-tablet coating uniformity of active-coated GITS using Terahertz Pulsed ImagingDaniela Brock, J. Axel Zeitler, Adrian Funke,Klaus Knop, Peter KleinebuddeThe aim of this study was the evaluation of critical processparameters (CPP) for inter-tablet coating uniformity in anactive pan coating process using nondestructive TerahertzPulsed Imaging (TPI). Coating uniformity was assessed bycalculating the coefficient of variation (CV) of coatingthickness measured by TPI, and the CV of API contentmeasured by high performance liquid chromatography(HPLC). A design of experiments (DoE) was performed atpilot scale with drum load, drum speed, spray rate, runduration and spray pressure as factors. Good agreement inthe CV of both analytical techniques was shown. The DoEmodels both revealed the same CPP: a low drum load, highdrum speed, low spray rate and high run duration werebeneficial for coating uniformity. The spray pressure wasonly significant in one of the DoE models. It was furthershown that the negative impact of a high drum load onthe CV cannot only be compensated by high drum speed,but also be compensated by a low spray rate and long runduration. It was demonstrated that TPI is a feasible tool forthe measurement of inter-tablet coating uniformity and forthe evaluation of CPP in an active pan coating process.
F. Eisenächer et al./European Journal of Pharmaceutics andBiopharmaceutics 88 (2014) 778–786Physiological relevant in vitro evaluation ofpolymer coats for gastroretentive floatingtabletsFriederike Eisenächer, Grzegorz Garbacz,Karsten MäderGastroretentive drug delivery systems are retained in thestomach for a sufficient time interval, releasing the drug ina controlled manner. According to literature, the floatingprinciple is the most frequently used formulation approachfor gastric retention. However, many publications lackinformation of the floating forces, the impact of differentpH-values and almost no information exist concerning theresistance of the floating performance against physiologi-cal relevant stress. Therefore, we evaluated the perfor-mance of CO2-generating floating bilayer (drug and floa-ting layer) tablets with respect to robustness, drug releaseprofile, pH dependence and floating behaviour. Bilayertablets were coated with a flexible and water permeable,but CO2-retaining polymer film of either polyvinyl acetateor ammonio-methacrylate copolymer type A. Metformin-HCl was used as a relevant model drug due to its dose-dependent and saturable absorption from the proximalpart of the small intestine. To mimic physiological relevantmechanical stress conditions, recently developed dissoluti-on stress tests with pulsed pressures were applied in addi-
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 6

APV NEWS 1-2015
APVnews – Infos aus der Hochschule
ons by achieving long lasting local drug concentrations,improved efficacy-dosing ratios and reduced treatment-associated side effects. The requirements for CR antibodyformulations are more complex compared to conventionalCR systems for small molecules, and their developmentposes an enormous technical challenge. Therefore, thereview highlights experiences and challenges gathered inthe development of the different CR systems for antibo-dies to date. Additionally, the unmet technological needsencountered in the field are described. This includes a cri-tical evaluation of the limited capability of various CRsystems to preserve antibody stability, delivery site specificconsiderations, as well as the processability of a CR systemwith a particular focus on drug loading and injectability.We believe that the success of CR and local deliveryapproaches could create an enormous added value forpatients in the future.
D. Devineni et al./European Journal of Pharmaceutics andBiopharmaceutics 88 (2014) 332–341Storage stability of keratinocyte growthfactor-2 in lyophilized formulations: Effectsof formulation physical properties and pro-tein fraction at the solid–air interfaceDilip Devineni, Christoph Gonschorek, Mar-cus T. Cicerone, Yemin Xu, John F. Carpen-ter, Theodore W. RandolphLyophilized formulations of keratinocyte growth factor-2(KGF-2) were prepared with a range of disaccharide (sucro-se or trehalose) and hydroxyethyl starch (HES) mass ratios.Protein degradation was assessed as a function of time ofstorage of the dried formulations at 40, 50 and 60°C.Lyophilized and stored samples were rehydrated, and pro-tein degradation was quantified by measuring loss ofmonomeric protein with size exclusion chromatographyand by determining chemical degradation in the solublefraction with reverse-phase chromatography. The seconda-ry structure of the protein in the lyophilized formulationswas studied with infrared spectroscopy. The magnitudes ofdegradation were compared the key physical properties ofthe formulations including retention of protein nativesecondary structure, glass transition temperature (Tg),inverse mean square displacements (µ2)-1 for hydrogenatoms (fast ß relaxation), and the relaxation time τß, whichcorrelates with relaxation due to fast Johari–Goldsteinmotions in the glass (Xu et al., 2013) [1]. In addition, spe-cific surface areas of the lyophilized formulations weredetermined by Brunauer–Emmet–Teller analysis of kryptonadsorption isotherms and used to estimate the fraction ofthe KGF-2 molecules residing at the solid–air interface.KGF-2 degradation rates were highest in formulationswherein the protein’s structure was most perturbed, andwherein ß relaxations were fastest, but the dominant fac-tor governing KGF-2 degradation in freeze-dried formula-tions was the fraction of the protein found at the glasssolid–air interface.
D. Brock et al./European Journal of Pharmaceutics and Bio-pharmaceutics 88 (2014) 434–442Evaluation of critical process parameters forinter-tablet coating uniformity of active-coated GITS using Terahertz Pulsed ImagingDaniela Brock, J. Axel Zeitler, Adrian Funke,Klaus Knop, Peter KleinebuddeThe aim of this study was the evaluation of critical processparameters (CPP) for inter-tablet coating uniformity in anactive pan coating process using nondestructive TerahertzPulsed Imaging (TPI). Coating uniformity was assessed bycalculating the coefficient of variation (CV) of coatingthickness measured by TPI, and the CV of API contentmeasured by high performance liquid chromatography(HPLC). A design of experiments (DoE) was performed atpilot scale with drum load, drum speed, spray rate, runduration and spray pressure as factors. Good agreement inthe CV of both analytical techniques was shown. The DoEmodels both revealed the same CPP: a low drum load, highdrum speed, low spray rate and high run duration werebeneficial for coating uniformity. The spray pressure wasonly significant in one of the DoE models. It was furthershown that the negative impact of a high drum load onthe CV cannot only be compensated by high drum speed,but also be compensated by a low spray rate and long runduration. It was demonstrated that TPI is a feasible tool forthe measurement of inter-tablet coating uniformity and forthe evaluation of CPP in an active pan coating process.
F. Eisenächer et al./European Journal of Pharmaceutics andBiopharmaceutics 88 (2014) 778–786Physiological relevant in vitro evaluation ofpolymer coats for gastroretentive floatingtabletsFriederike Eisenächer, Grzegorz Garbacz,Karsten MäderGastroretentive drug delivery systems are retained in thestomach for a sufficient time interval, releasing the drug ina controlled manner. According to literature, the floatingprinciple is the most frequently used formulation approachfor gastric retention. However, many publications lackinformation of the floating forces, the impact of differentpH-values and almost no information exist concerning theresistance of the floating performance against physiologi-cal relevant stress. Therefore, we evaluated the perfor-mance of CO2-generating floating bilayer (drug and floa-ting layer) tablets with respect to robustness, drug releaseprofile, pH dependence and floating behaviour. Bilayertablets were coated with a flexible and water permeable,but CO2-retaining polymer film of either polyvinyl acetateor ammonio-methacrylate copolymer type A. Metformin-HCl was used as a relevant model drug due to its dose-dependent and saturable absorption from the proximalpart of the small intestine. To mimic physiological relevantmechanical stress conditions, recently developed dissoluti-on stress tests with pulsed pressures were applied in addi-
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 6
APVnews – Infos aus der Hochschule
APV NEWS 2-2012
Impressum:
Redaktion
Prof. Dr. Jörg Breitkreutz (Präsident)Dr. Martin Bornhöft (Leiter Geschäftsstelle)
Vorstand der APV
Dr. Rainer Alex · Dr. Hermann Allgaier ·Dr. Kathrin Bartscher · Prof. Dr. JörgBreitkreutz · Prof. Dr. Heribert Häusler · Prof. Dr. Sandra Klein · Dr. AlexandraSteckel · Dr. Andreas Rummelt
Arbeitsgemeinschaft für Pharmazeu tischeVerfahrenstechnik e. V. (APV) Kurfürstenstraße 5955118 Mainz (Germany)Telefon +49 6131 9769-0Telefax +49 6131 9769-69e-mail: [email protected]://www.apv-mainz.de
Verlag
ECV · Editio Cantor Verlag für Medizinund Naturwissenschaften GmbHBaendelstockweg 2088326 Aulendorf, Germany
Telefon +49 7525 940-0Telefax +49 7525 940-180
e-mail: [email protected]://www.ecv.de
Alle Rechte bei APV e. V.All rights reservedPrinted in GermanyJede Form des Nachdrucks verboten
Druck
Holzmann Druck GmbH & Co. KGGewerbestr. 286825 Bad Wörishofen, Germany
Satz
Reprosent MediendesignTobias ForschnerNiederwaldstraße 3165385 Rüdesheim am Rhein
tion to release studies according to the pharmacopeia.Bilayer tablets coated with polyvinyl acetate showed shortfloating lag times, reasonable floating strength values,floating durations of more than 24 h in simulated gastricfluid and a robust and pH independent release of Metfor-min-HCl. Tablets coated with ammonio-methacrylatecopolymer type A showed a higher permeability for theactive ingredient combined with a decreased robustness ofthe inflated tablets. Both polymers can be used for bal-loon-like floating devices. The appropriate polymer has tobe chosen dependent from the properties of the activeingredient and requested application of the delivery devi-ce. Furthermore, the dissolution stress test analysis is ableto indicate possible safety issues of gastroretentive formu-lations as well as to characterise the robustness of formu-lation principles towards mechanical stresses of bio-rele-vant intensity.
W.F. Tonnis et al./European Journal of Pharmaceutics andBiopharmaceutics 88 (2014) 1056–1063A novel aerosol generator for homogenousdistribution of powder over the lungs afterpulmonary administration to small labora-tory animalsWouter F. Tonnis, Marieke Bagerman,Michel Weij, Jelmer Sjollema, Henderik W.Frijlink, Wouter L.J. Hinrichs, Anne H. deBoerTo evaluate powder formulations for pulmonary admini-stration in pre-clinic research, the powder should be admi-nistered to the lungs of small laboratory animals. To do soproperly, a device is needed that generates particles smallenough to reach deep into the lungs. In this study a newlydeveloped aerosol generator was tested for pulmonaryadministration of powder to the lungs of mice and its per-formance was compared to the only currently availabledevice, the Penn-Century insufflator. Results showed thatboth devices generated powder particles of approximatelythe same size distribution, but the fine particle fractionneeded for deep lung administration was strongly impro-ved when the aerosol generator was used. Imaging studiesin mice showed that powder particles from the aerosolgenerator deposited into the deep lung, where powderfrom the Penn-Century insufflator did not reach furtherthan the conducting airways. Furthermore, powder admi-nistered by using the aerosol generator was more homo-genously distributed over the five individual lungs lobesthan powder administrated by using the Penn-Centuryinsufflator.
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 7

Hersteller/Typ Listenpreis mtl. Rate
Audi A3 Sportback Attraction 1.2 TFSI 81kW/110PS inkl. Klimaanlage, LM-Felgen, Einparkhilfe, Mittelarmlehne vorn etc. 20.479,00 € 199,00 €
Audi A5 Sportback 1.8 TFSI 106kW/144PS inkl. Navigation, Klimaautomatik, Sound-System, Bluetooth, LM-Felgen 6-Arm, Einparkhilfe etc. 29.202,00 € 269,00 €
BMW X1 sDrive16d 100kW/136PS inkl. Radio BMW Professional CD/MP3, Fussmatten Velours, Klimaanlage, Lederlenkrad, Nebelscheinwerfer etc. 24.958,00 € 289,00 €
BMW 316i Touring 100kW/136PS inkl. Klimaautomatik, Einparkhilfe, Lichtpaket, Ablagenpaket, Sitzheizung Fahrer/Beifahrer, Armauflage vorn etc. 28.193,00 € 319,00 €
BMW 518d Touring 110kW/150PS inkl. 17" LM-Räder V-Speiche 236, Klimaautomatik, Bi-Xenon, Radio Professional, Freisprecheinrichtung etc. 36.050,00 € 449,00 €
Jaguar XF Limousine „Vfw" 2.2 L Diesel 147kW/200PS inkl. Automatik, Ultimate Black, Leder, Navi, Glas-SHD, 18" LM-Felgen, PDC mit Kamera etc 48.504,00 € 389,00 €
Jaguar XF Sportbrake "Vfw" 2.2 L Diesel 147kW/200PS inkl. Automatik, Navi, Leder, Glas-SHD, Einparkhilfe mit Kamera, 19" LM-Felgen etc. 50.975,00 € 399,00 €
Jaguar F-Type Coupé „Vfw" 250kW/340PS inkl. Technology-Pack, Sitz-Memory-Paket 2, Klima-Paket, 19"-Felgen, Sport-Abgasanlage/Sound etc. 67.441,00 € 629,00 €
MINI One First 55kW/75PS inkl. Reifendruckanzeige, Color Line Carbon Black, Fussmatten Velours, Nebelschlussleuchte etc. 13.429,00 € 189,00 €
Porsche Macan S Diesel 190kW/258PS inkl. Metallic, PCM, Leder, BOSE Surround Sound-System, Bi-Xenon, Panorama Dachsystem, 20" LM-Felgen etc 63.021,00 € 969,00 €
Seat Mii „SUN“ 1.0 3-Türer 44kW/60PS inkl. Klimaanlage, Sound-System, Geschwindigkeitsregelanlage, Leichtmetallräder, Einparkhilfe etc. 9.412,00 € 89,00 €
Seat Ibiza ST (Kombi) „SUN“ 1,2 12V 51kW70PS inkl. Navi, Klimaautomatik, Einparkhilfe vorn und hinten, LM-Räder „Marsala“ etc. 14.021,00 € 145,00 €
Skoda Fabia III Combi 1.0 MPI Ambition 55kW/75PS inkl. Klimaanlage, Tempomat, Surround Soundsystem, elektrische Fensterheber vorn etc. 12.748,00 € 145,00 €
Skoda Octavia Combi 2.0 TDI Ambition 110kW/150PS inkl. Musiksystem, Klimaanlage, Parksensoren hinten, Geschwindigkeitsregelanlage etc. 21.807,00 € 229,00 €
Toyota Yaris 5-Türer Hybrid Comfort 55kW/77PS inkl. Klimaautomatik, Multimedia-Audiosystem Touch2 mit Rückfahrkamera, USB, Bluetooth etc. 15.462,00 € 149,00 €
Vfw = Vorführwagen zu Sonderkonditionen, DW = Dienst-/Werkswagen (genannter Listenpreis=Kaufpreis)
Kfz-Leasing: Vorteile für APV-MitgliederDie APV hat für ihre Mitglieder einen Rahmenvertrag mit einem bekannten Leasing-Unternehmen geschlossen. Als Koopera-tionspartner der APV bietet das Unternehmen Leasing von Neu- und Gebrauchtfahrzeugen zu Sonderkonditionen. Alle Markenund Modelle sind lieferbar. Die nachfolgende Tabelle gibt nur wenige aktuelle Beispiele möglicher Modelle und Marken wieder.NEU: Vorführwagen (VFW) aus dem Leasing-Pool und Dienst-/Werkswagen (DW) zu attraktiven Konditionen erhältlich.
Alle Preise in Euro zuzüglich gesetzlicher Mehrwertsteuer. Beschaffung durch die Leasing-Gesellschaft. 36 Monate Laufzeit,15.000 km pro Jahr, Angebote freibleibend. Der Nachlass auf den Listenpreis ist in die ermäßigte Rate einkalkuliert.
Anfragen bitte an [email protected], das Leasing-Unternehmen wird sich dann mit Ihnen in Verbindung setzen.
Leasing und Finanzierung zu günstigen Konditionen sind auch für Investitionsgüter wie Walzenpressen,Verpackungsmaschinen, Laboreinrichtungen etc. über die APV möglich. Sprechen Sie uns an.
JETZT NEU: Leasing auch für andere Investitionsgüter
APV NEWS – Leasing-Highlights zu Sonderkonditionen
APV NEWS 01_2015_APVnews TP 27.01.2015 17:24 Seite 8

ecv
Tel. +49 (0)8191-97000 358, Fax +49 (0)8191-97000 293, eMail: [email protected], Leseproben und Inhaltsverzeichnisse – www.ecv.de
Bitte liefern Sie mir Exemplare der oben aufgeführten Ausgabe.
Rückgabegarantie: Sie haben das Recht, diese Bestellung innerhalb von 14 Tagen ohne Begründung zu widerrufen. Zur Fristwahrung genügt die rechtzeitige Absendung. Preisänderungen vorbehalten. Alle Preise inkl. MwSt. zzgl. Versandkosten.
Name
Vorname
Position
Firma
Anschrift
Postleitzahl / Ort
Land
Umsatzsteuer-Id.-Nr. (nur Europa)
Telefon
Fax
Datum / Unterschrift
Bestellung
ECV · Editio Cantor Verlag
Zielgruppen•Pharmazeutische und Zulieferindustrie•Auftragshersteller •Anlagenbau
•Planungs- und Beratungsunternehmen•Universitäten und Fachhochschulen•Behörden
Lexikon der Pharma-Technologie Werkstoffe und VerfahrenG. Henkel, F. Stieneker, M. Wesch
ISBN 978-3-87193-385-1• € 156,00• 2. Auflage 2013• 17 x 24 cm, 623 Seiten,
diverse Abbildungen, gebunden
Lexikon Online-Version• € 156,00• www.pharmalexikon.ecv.de Free trial
In der Pharma- und Zulieferindustrie arbeiten viele Berufsgruppen miteinander. Pharmazeuten, Techniker, Planer,Einkäufer – um nur einige zu nennen. Im jeweiligen Fachgebiet sind die Fachbegriffe und deren Zusammenhängegeläufig. Regelmäßig wird jeder Einzelne aber auch mit den Begriffen der anderen Fachbereiche konfrontiert. Umdie gleiche Sprache zu sprechen, ist das richtige Verständnis der Pharma-Terminologie Voraussetzung. Missver-ständnisse oder schlimmer Fehlplanungen können sonst die Folge sein.
Um die Vielzahl der Fachbegriffe aus der Vielzahl der Fachdisziplinen richtig einzuordnen, ist eine zuverlässige undvertrauenswürdige Quelle mehr als hilfreich. Mit über 3.400 Fachbegriffen bietet das Lexikon der Pharma-Techno-logie eben diesen umfassenden und auf alle praxisrelevanten Themen gerichteten Wissenstransfer – von der Arz-neimittelentwicklung über die Produktion bis hin zum Vertrieb.
Es erleichtert Berufsanfängern den Einstieg, Einkäufern die Angebotskontrolle und Gesamtverantwortlichen dieMitsprache bei Meetings der Fachabteilungen. Begriffe aus Pharmazie, Chemie- und Verfahrenstechnik, Anlagenund Prozesstechnik, Materialkunde und den Regelwerken rund um GMP werden verständlich und anschaulich erklärt.Bei rechtlichen Aspekten ist die 16. AMG-Novelle berücksichtigt.
Ergänzend zum alphabetisch sortierten, gebundenen und mit Lesezeichen versehenem Buch bietet die Online-Version mit hunderten Links alle Vorzüge einer strukturierten Datenbank. Auf Geschäftsreisen oder in Besprechun-gen ist die für Smartphones optimierte mobile Site der perfekte Begleiter.
Zahlungsweise: Rechnung
RZ Anz. 1 Seite Lexikon PT + Coupon_09_14_Layout 1 15.09.14 14:39 Seite 1

Abgelegt auf: Vorstufe:GK:ECV:Satz:TechnoPharm:TP_2015-01:Anzeigensatz-keine-Druck-PDFs:germex-TP-2015-01_216x303.indd Zuletzt gesichert: 06.02.15 (10:49:52 Uhr)
Beamex bietet die erforderlichen Geräte, Software und Dienstleistungen für effi ziente Kalibriervorgänge. Der Kalibriervorgang beginnt bei der Planung und Terminierung der vorzunehmenden Kalibrierungen und umfasst sowohl die Durchführung der Kalibrierungen als auch die Dokumentation der Ergebnisse. Effi ziente Kalibriervorgänge sparen Zeit, sind kosteneffi zient, gewährleisten zuverlässige Resultate und die Vorgehensweisen werden automatisiert. Der ideale Kalibriervorgang ist integriert, automatisiert und papierlos. Erfahren Sie mehr und testen Sie den Effi zienzgrad Ihrer Kalibriervorgänge: www.beamex.com/de/calibrationsundercontrol
Wie effi zient sind Ihre Kalibriervorgänge?
GERMEX GmbHD-41515 GrevenbroichTel: 0 21 81 - 21 16 [email protected]