Teile einig ng S 8 Papie lo e Dok men ion S Un e nehmen e ... · Das 3D-CAD/CAM-Modul Sheet-Work...
76
T eilereinigung Seite 28 · Papierlose Dokumentation Seite 36 · Unternehmensverkauf Seite40 Systembau „T rotz genormter T eile lässt sich eine individuelle Lösung entwickeln“ Jens Geißner , Haltec Hallensysteme,Seite16 10. Mai 2004 Ausgabe 20 € 4,50 Industrie Das Maga z in www.maschinenmarkt .de Kaltwalzen V erzahnungsprodukte wirtschaftlich fertigen Seite 22 B 04654
Transcript of Teile einig ng S 8 Papie lo e Dok men ion S Un e nehmen e ... · Das 3D-CAD/CAM-Modul Sheet-Work...

Teilereinigung Seite 28 · Papierlose Dokumentation Seite 36 · Unternehmensverkauf Seite 40
Systembau„Trotz genormter Teile lässt sich
eine individuelle Lösung entwickeln“Jens Geißner, Haltec Hallensysteme, Seite 16
10. Mai 2004 Ausgabe 20 € 4,50
IndustrieDas
Magazinwww.maschinenmarkt.de
Kaltwalzen
Verzahnungsproduktewirtschaftlich fertigenSeite 22
B 04654


Die EU-Osterweiterung bietet deutschen Unternehmenmehr Chancen als Risiken. Denn durch die direkte Nach-barschaft zu zwei der drei wirtschaftlich potentestenBeitrittsländern haben deutsche Unternehmen Vorteileim Wettbewerb mit ihren Konkurrenten aus Frankreich,Italien, Großbritannien oder Spanien.
Mit den zehn Beitrittsländern kommen 70 Mio.Bürger zu den derzeit 380 Mio. hinzu. Das durch-schnittliche Pro-Kopf-Bruttoinlandsprodukt liegtin den neuen Mitgliedsländern aber nur bei einemViertel des alten EU-Durchschnittes. Wachstum istdaher vorprogrammiert – denn Zloty, Forint undKrone werden nicht eins zu eins dem Euro gleich-
gestellt wie einst die Ost- der D-Mark.Nach Aussage des Instituts der deut-schen Wirtschaft, Köln, soll die EU-Osterweiterung in den Jahren 2005und 2006 für etwa 0,5% mehr Wachs-tum in Deutschland sorgen, das aberhauptsächlich durch Produktivitätsge-winne bedingt sein wird.
Die Vorteile von Ländern wie Tsche-chien, Polen und Ungarn sindvor allem die niedrigen Lohn-kosten, die derzeit etwa 25% derdeutschen betragen, sowie diegeringere Steuerbelastung derUnternehmen, die nicht einmalhalb so hoch ausfällt wie in derBundesrepublik. Dieses günstigeInvestitionsklima spiegelt sich inden Direktinvestitionen deut-scher Unternehmen in Zentral-Europa wider: Zwischen 1995und 2001 sind die Investitionenum 430% auf etwa 30 Mrd.Euro gestiegen.
Für wenig qualifizierte Ar-beitskräfte wird es in Deutschland zunehmend eng. Wol-len sie bestehen, müssen sich Arbeitnehmer und Unter-nehmer hierzulande auf Dienstleistungen sowie auf hö-herwertige Produkte konzentrieren, die sich nicht durchBilligprodukte substituieren lassen. Dennoch kann dieneue verlängerte Werkbank in unmittelbarer Nachbar-schaft helfen, den Produktionsstandort Deutschland zuerhalten. Schließlich sichert die Verlagerung arbeitsinten-siver Fertigungsabläufe nach Osten die Wettbewerbs-fähigkeit der deutschen Unternehmen am Weltmarkt.
EU-OSTERWEITERUNG
Die Chancen nutzen
AKTUELLESEDITORIAL
Seit einem Jahrzehnt ist der MMmit Ausgaben in Zentraleuropaaktiv. In Polen, Ungarn und Tsche-chien haben wir die marktführen-den Fachzeitschriften. Diese früh-zeitige Osterweiterung hat denMM in Deutschland gestärkt –denn die Vor-Ort-Redaktionen inden wichtigsten Ländern Zentral-europas haben geholfen, unsereMarktführerschaft in Deutschlandweiter auszubauen.Ken Fouhy

4 MM Das IndustrieMagazin · 20/2004
Hohe Maßgenauigkeit bei kurzer Taktzeit bestimmt dieWeiterentwicklung beim Kaltwalzen von Verzahnungs-produkten 22
OBERFLÄCHENTECHNIKIm Werkzeugbau schätzt man den Verschleiß- und Kor-rosionsschutz, der mit Chemisch-Nickel erzielbar ist; ein-gebettete Festschmierstoffe reduzieren die Reibung 26Die Teilflutung der Kammer erleichtert die Späneabfuhrbeim Werkstückreinigen; dieser Prozess wird vor allembei tiefen Bohrungen als wirkungsvoll angesehen 28
FILTERTECHNIKEin neues Filtersystem macht Ex-Schutz-Anlagen beimAbsaugen von Aluminiumspänen überflüssig 30
AUTOMATION
FERTIGUNGEin ERP-System mit PPS-Funktionalitäten ermöglicht es,
die Durchlaufzeiten bei Metall verarbeitenden Betriebenzu reduzieren 34
KONSTRUKTION
C -TECHNIKDie papierlose Dokumentation von Montagedaten ver-kürzt die Durchlaufzeiten in der Fahrzeugproduktion beieinem Lkw-Hersteller 36
AKTUELLES
LEITARTIKELKen Fouhy: Die Chancen nutzen 3
MÄRKTEZVEI rechnet mit Aufschwung bei Bauelementen 8Schneller Rüsten und Abrichten 8Konzepte für flexibles Fertigen 9Hoffmann Group expandiert weiter 10Kombination von Fertigungsverfahren senkt Kosten 10Ölfreie Luft im Fokus 11Nanotechnik in der Lackforschung 12Neue Maschine reduziert Taktzeiten 12Knickarmroboter soll neue Märkte erschließen 13
SYSTEMBAUAuch bei Bau von Fertighallen muss die bauliche Ästhe-tik heute keineswegs mehr auf der Strecke bleiben 16
RAPID PROTOTYPINGDie Kongressmesse Rapid Tech zeigt am 25. und 26. Mai,wie man den Weg zum Produkt verkürzen kann 18
PRODUKTION
UMFORMTECHNIKDas 3D-CAD/CAM-Modul Sheet-Work berücksichtigtbei der Konstruktion komplexer Blechteile fertigungs-technische Belange 20 Titelbild: Stanzen von Blechteilen
VerschleißschutzChemisch-Nickelschichten
schützen Werkzeugteilenicht nur vor Verschleiß, sie
erleichtern in der Kunst-stoffverarbeitung auch das
Entformen der Teile.Seite 26
KaltwalzenZur Herstellung von Verzahnungsteilenbietet sich das Kaltwalzen an; erstrecht, seitdem Wirtschafltichkeit undFertigungspräzision gesteigert wurden.Seite 22
BlechteileZur Fertigung komplexer
Blechteile müssen 3D-Zeichnungen prozessbezo-gen in einzelne Komponen-
ten zerlegt werden.Seite 20
SystembauDie Zeiten uniformer Systemhallen sindfür Haltec-Manager Jens Geißner vorbei:
„Für jeden Kundenwunsch kann eineindividuelle Lösung entwickelt
werden.“Seite 16
10. Mai 2004

Mittelständische Betriebe stellen ähnliche Anforderun-gen an CAD/CAM-Systeme wie Konzerne, jedoch habensie einen höheren Servicebedarf 38
MANAGEMENT
MERGERS UND AKQUISITIONSDer Unternehmensverkauf ist in der Regel eine wesentli-che Entscheidung, die sorgfältig geplant werden muss, da-mit das böse Erwachen nach dem Verkauf ausbleibt 40
NEUE PRODUKTE UND VERFAHREN
Umformtechnik; Oberflächentechnik; Pumpen, Kom-pressoren, Armaturen, Rohrleitungen; Automatisierung;C-Technik 43
SERVICE
MM -ONLINE, FIRMENVERZEICHNIS 6
TERMINE 48
GEBRAUCHTMASCHINENBÖRSE 51
VORSCHAU, IMPRESSUM 73
INDUSTRIEBAROMETER 74
MM Das IndustrieMagazin · 20/2004 5
Reduzierte DurchlaufzeitDie Durchlaufzeiten in dieser Fertigung konnten mit Hilfeeiner neuen ERP-Software reduziert werden.Seite 34
AUS DEM INHALT
CAD/CAMMittelständische
Betriebe haben beiCAD/CAM-Systemen
einen höherenServicebedarf als
Konzerne.Seite 38

UnternehmensverzeichnisFirmen, die in diesem Heft redaktionell erwähnt sind
SERVICEUNTERNEHMENSERVICE MM -ONLINE
www.maschinenmarkt.de
6 MM Das IndustrieMagazin · 20/2004
B2B: DER SCHNELLE WEG ZU WICHTIGEN MARKTPLÄTZEN
Der B2B-Markt gewinnt zunehmend an Bedeutung, weiler erhebliche Kosteneinsparungen und eine Vereinfa-chung der geschäftlichen Transaktionen zwischen denUnternehmen mit sich bringt. Deshalb ermöglicht Ihnenauch die MM-Homepage einen schnellen Zugang zuwichtigen Marktplätzen.der Industrie.Die Navigationsleiste auf der linken Seite der Homepa-ge enthält unter anderem den Begriff „Branchenlinks“.Dieser Button bietet Ihnen nicht nur die Gelegenheit, di-rekt mit den wichtigsten Firmen, Verbänden und Insti-tutionen der Maschinenbaubranche verbunden zu wer-den, sondern er verschafft Ihnen auch den Zugang zuwichtigen B2B-Plattfomen der Industrie. Mit einem Klickauf diesen B2B-Bereich gelangen Sie zu einer Übersichtüber verschiedene Marktplätze. Zusammen mit dem Na-men des jeweiligen Anbieters sind auch die Teilbereicheaufgeführt, die abgedeckt werden, angefangen von Fer-tigungsteilen und technischen Komponenten über Ge-brauchtmaschinen bis hin zu Logistikdienstleistungen.Je nach Interesse und Bedarf können Sie nun einen derAnbieter auswählen und werden direkt mit der entspre-chenden Homepage verlinkt.
AAldi . . . . . . . . . . . . . . . . . . . . 16Amada . . . . . . . . . . . . . . . . . 20Atlas Copco. . . . . . . . . . . 11, 15AVK-TV . . . . . . . . . . . . . . . . . 48
BBaumgarten . . . . . . . . . . . . . 10Boehringer . . . . . . . . . . . . . . 10Brose. . . . . . . . . . . . . . . . . . . 18BS Rotor Technic . . . . . . . . . . 46Burgmann. . . . . . . . . . . . . . . 10
CCharmilles . . . . . . . . . . . . . . . 15Chiron-Werke . . . . . . . . . . . . . 9
DDaewoo . . . . . . . . . . . . . . . . 10Dammer . . . . . . . . . . . . . . . . 16Dekra . . . . . . . . . . . . . . . . . . . 8Demat. . . . . . . . . . . . . . . . . . 14DMT . . . . . . . . . . . . . . . . . . . 30Dunkes . . . . . . . . . . . . . . . . . 45DVS. . . . . . . . . . . . . . . . . . . . 48
EELA Container . . . . . . . . . . . . 16Epson . . . . . . . . . . . . . . . . . . 13ESMG . . . . . . . . . . . . . . . . . . 48Ex-Cell-O. . . . . . . . . . . . . . . . 22
FFachagentur NachwachsendeRohstoffe. . . . . . . . . . . . . . . . . 9Fachhochschule Aachen . . . . 18FE-Design . . . . . . . . . . . . . . . 47Ford . . . . . . . . . . . . . . . . . . . 30Forschungsgesellschaft für ange-wandte Systemsicherheit & Ar-beitsmedizin . . . . . . . . . . . . . 30Forschungsinstitut für Pigmenteund Lacke . . . . . . . . . . . . . . . 12Forschungszentrum Karlsruhe 48Fraunhofer Institut für ange-wandte Optik & Feinmechanik 9Fraunhofer Institut für Integrier-te Schaltungen . . . . . . . . . . . . 9Freudenberg . . . . . . . . . . . . . 10
GGebab . . . . . . . . . . . . . . . . . . 16Gehr . . . . . . . . . . . . . . . . . . . . 9
HHaltec . . . . . . . . . . . . . . . . . . 16Handte . . . . . . . . . . . . . . . . . 30Hoffmann . . . . . . . . . . . . . . . 10HPS . . . . . . . . . . . . . . . . . . . . 16Hydac . . . . . . . . . . . . . . . . . . 46
IIIR . . . . . . . . . . . . . . . . . . . . . 48Institut der deutschenWirtschaft . . . . . . . . . . . . . . . . 3Interflex . . . . . . . . . . . . . . . . 43ISRM . . . . . . . . . . . . . . . . . . . 48Italienisches Institut für Außen-handel. . . . . . . . . . . . . . . . . . 15Iveco Magirus . . . . . . . . . . . . 36
JJones Day . . . . . . . . . . . . . . . 40Jung . . . . . . . . . . . . . . . . . . . . 8
KKempf . . . . . . . . . . . . . . . . . . 45Kreutz . . . . . . . . . . . . . . . . . . 16KVT . . . . . . . . . . . . . . . . . . . . 15
LLach . . . . . . . . . . . . . . . . . . . 13Logatech. . . . . . . . . . . . . . . . 16
MMafac . . . . . . . . . . . . . . . . . . 28Megatech . . . . . . . . . . . . . . . 47Mitsubishi . . . . . . . . . . . . . . . 43MTC . . . . . . . . . . . . . . . . . . . 38
NNew Tec . . . . . . . . . . . . . . . . 36Novoplan . . . . . . . . . . . . . . . 26
PPortec . . . . . . . . . . . . . . . . . . 18PTC . . . . . . . . . . . . . . . . . . . . 38
RReimann . . . . . . . . . . . . . . . . 10Reis Robotics . . . . . . . . . . . . . 14
SSage KHK Software . . . . . . . . 43Schmidt Colleg . . . . . . . . . . . . 8Schunk . . . . . . . . . . . . . . . . . 74Schuster . . . . . . . . . . . . . . . . 12Sennheiser . . . . . . . . . . . . . . . 9Sigmatek. . . . . . . . . . . . . . . . 10SKZ Consem . . . . . . . . . . . . . 48Smit . . . . . . . . . . . . . . . . . . . 16Solbach. . . . . . . . . . . . . . . . . 16Solid Works . . . . . . . . . . . . . . 20Soyer. . . . . . . . . . . . . . . . . . . 14Stierli Bieger . . . . . . . . . . . . . 45Strack . . . . . . . . . . . . . . . . . . 14Swedx . . . . . . . . . . . . . . . . . . . 9
TTepe . . . . . . . . . . . . . . . . . . . 16Tontarra . . . . . . . . . . . . . . . . 34Trumpf . . . . . . . . . . . . . . . . . 10
UUB-Software . . . . . . . . . . . . . 34Ucimu . . . . . . . . . . . . . . . . . . 14Unigraphics Solutions . . . . . . 47UVK. . . . . . . . . . . . . . . . . . . . 46
VVDMA . . . . . . . . . . . . . . . . . . 14Verband der deutschen Lackin-dustrie. . . . . . . . . . . . . . . . . . 12Vincentz . . . . . . . . . . . . . . . . 48Vogel Industrie Medien . . . . . 48Volkswagen . . . . . . . . . . . 14, 30
WWeidemann. . . . . . . . . . . . . . 28
ZZelter . . . . . . . . . . . . . . . . . . . 9ZVEI . . . . . . . . . . . . . . . . . 8, 48

1. Internationale Fachmesse Robotik + Automation
15. – 18. Juni 2004Neue Messe München
www.automatica-munich.com
15. – 18. Juni 2004Neue Messe München
»INNOVATION AND SOLUTIONS«
Auf der AUTOMATICA sind Sie ganz nah dran an den neuesten Entwicklungenund Trends der Schlüsseltechnologien Robotik, Montage- und Handhabungs-technik und Industrielle Bildverarbeitung.
Jetzt online registrieren:
www.automatica-munich.com
und am Gewinnspiel teilnehmen.Jetzt online registrieren:
www.automatica-munich.com
und am Gewinnspiel teilnehmen.

8 MM Das IndustrieMagazin · 20/2004
auch 2005 fortsetzen. Im zweitenHalbjahr 2005 rechnen die Exper-ten jedoch mit einer Abschwä-chung des Wachstums.
Kräftig zugelegt haben im ver-gangenen Jahr die mikromechani-schen Sensoren, die zu fast 90% inder Automobilelektronik einge-setzt werden: um 13,8% auf etwa500 Mio. Euro. Sie profitierten vomnach wie vor zunehmendenElektronikanteil in Fahrzeugen.Bezogen auf die einzelnen Abneh-mersegmente baute die Automo-bilindustrie ihre Position alsstärkster Absatzmarkt für Bauele-mente auf 31,7% deutlich aus. „DieAutomobilindustrie ist praktischunsere Bank“, erklärte VorsitzerBauer. Es wird damit gerechnet,dass im laufenden Jahr mit einemUmsatzplus von 8,5% und 5,75Mrd. Euro im Kfz-Bereich abge-
Peter Bauer, Vorsitzerdes FachverbandesBauelemente derElektronik im ZVEI:„Es gibt einen Trendzur Verlagerung vonEntwicklungsingenieur-leistungen.“
München (uh) – „Die Kfz- undIndustrielektronik verhalten sichnicht so volatil wie die Telekom-munikation und die Unterhal-tungselektronik“, konstatierte Pe-ter Bauer, Vorsitzer des Fachver-bandes Bauelemente der Elektro-nik im Fachverband Elektrotech-nik- und Elektronikindustrie(ZVEI) anlässlich der Jahrespres-sekonferenz des Fachverbandes inMünchen. Nach einer spürbarenMarkterholung im Jahr 2003 mitknapp 4% Wachstum wird der In-landsmarkt für elektronische Bau-elemente im Jahr 2004 voraus-sichtlich um gut 7% wachsen unddas Marktvolumen auf knapp18 Mrd. Euro steigen (2003: 16,7Mrd. Euro).
Diese Aufwärtsentwicklungkönnte sich nach ersten Einschät-zungen des Fachverbandes ZVEI
München (bk) – Die neue Maschinengeneration des Göppinger Flach-und Profilschleifmaschinenherstellers K. Jung GmbH, ein Unternehmender Schleifring-Gruppe, hat in punkto Rüstzeit und Abrichten einiges anTempo zugelegt. „Im Vergleich zu vorherigen Maschinen sind unsereneuen Flach- und Profilschleifmaschinen dabei rund ein Drittel schnel-ler“, konkretisiert Verkaufsleiter Uwe Henning die Produktivitätssteige-rung der Flachschleifmaschinen Jung JE 525 P. So ermögliche die neueSteuerung Easy/Profile mit ihren sprachfreien Symbolen einfaches Pro-grammieren: Nur zwei Eingaben sind für das Programmieren derSchleifaufgabe erforderlich. Auch das Profilieren der Schleifscheibengeht schneller als bisher. Dafür sorgen das neue CNC-Abrichtgerät undneun hinterlegte Standardprofile, die per Touchscreen aufgerufen, aktu-alisiert und anschließend ausge-führt werden können. „Schnel-ler als es bisher möglich warkönnen nun ohne großen Auf-wand Schleifscheiben profiliertwerden, und das bei kürzesterRüstzeit, höchster Präzision undmaximaler Flexibilität bei abso-luter Wiederholgenauigkeit“,bringt Henning die Vorzüge die-ser neuen Schleifmaschinen aufden Punkt.
An Tempo deutlich zugelegt
Ludwigsburg (uh) – Im Rahmen der Dekra-Award-Ver-leihung in Ludwigsburg wurde auch erstmals der De-kra Award für Unternehmensethik vergeben. DiesenEhrenpreis erhielt das Schmidt Colleg in Stockheim.Das Weiterbildungsinstitut für mittelständischeUnternehmer wurde damit für seinen Beitrag zurSchaffung und Verbesserung von Unternehmensqua-lität mit dem Managementsystem Unterneh-merenergie geehrt. (Von rechts) Dekra-Vorstands-vorsitzender Klaus Schmidt überreicht den Dekra-Award-Ehrenpreis an Dr. Cay von Fournier, HilmarWollner und Stephan Hoffmann, alle Schmidt Colleg.
Bild
:Sch
mid
tCol
leg
schlossen werden kann. Alszweitstärksten Abneh-
merbereich nannteBauer die Daten-technik, mit ei-nem Anteil von23,1% knapp vorder Telekommu-nikation mit22,9% im Jahr
2003. Weil die Entwicklungskostenin den USA enorm gestiegen seien,so Bauer, ließe sich ein Trend ab-lesen „Softwareentwicklung ver-stärkt im Osten Europas einzukau-fen“. Und so steht für ihn fest, dassder Wertschöpfungsanteil inDeutschland zurückgehen wird.Dieser Entwicklung könne dieBranche nur mit einem Innova-tionsfeuerwerk, mit Systemkom-petenz und Qualitätsverbesserun-gen entgegentreten.
ELEKTRONISCHE BAUELEMENTE
K. JUNG GMBHSCHMIDT COLLEG ERHÄLT DEKRA-PREIS
AKTUELLES MÄRKTE
Neun hinterlegte Standardprofile fürsAbrichten der Schleifscheibe sorgenfür kurze Rüstzeiten.
Bild
:K.J
ung
Elektronik für Kraftfahrzeuge bildetdie Konstante im deutschen Inlandsmarkt
Bild
:ZVE
I

Die optische Übertragung hochbitratigerDaten über kurze Strecken war bisher kaumverbreitet, weil bisher Systemlösungen auspreisgünstigen Komponenten fehlten. Daskönnte sich nun ändern, denn Wissen-schaftler des Fraunhofer-Instituts für Inte-grierte Schaltungen (IIS), Erlangen, habenein Board entwickelt, das aus Standardhalb-leitern aufgebaut ist und für die Übertra-gung von 800 Megabit/s nach dem Fire-Wire-Standard IEEE 1394 ausgelegt ist. ZumEinsatz als Übertragungsmedium kommendabei Polymer- und Multimode-Glasfasern.Auf spezielle Sende- und Empfangsmodule(Transceiver) konnte verzichtet werden.
Computerbildschirme, Tastaturen undMäuse aus Holz baut die im schwedischenSollentuna ansässige Firma Swedx(www.swedx.com). Dabei ist das Ganzemehr als nur ein designerischer Gag, son-dern soll auch dazu beitragen, die Compu-ter-Müllberge zu reduzieren. Verwendetwird in China aufgezogenes Holz, das nachHerstellerangeben schnell und auf biologi-sche Weise abgebaut wird. Ein 15-Zoll-TFT-Monitor von Swedx kostet rund 400 Euround damit etwa 30% mehr als ein ver-gleichbares Modell mit Kunststoffgehäuse.
Lignin-Compounds sollen künftig nichtnur im Spritzguss, sondern auch in derExtrusion verarbeitet werden. Die GehrKunststoffwerk GmbH & Co. KG, Mann-heim, will dem Arboform genannten Werk-stoff damit neue Anwendungen erschlie-ßen. In Zusammenarbeit mit der Fachagen-tur Nachwachsende Rohstoffe, Gülzow, istdie Herstellung von Profilhalbzeugen ge-plant, die wiederum zu Stiften weiterverar-beitet werden solllen. Arboform besteht ausLignin und Naturfasern. Mit Additiven ver-mischt, ist daraus ein Granulat herstellbar,das sich wie Kunststoff verarbeiten lässt.
Ein optisches Mikrofon ohne elektrischeLeiter, das zum Beispiel in feuchten oderexplosionsgefährdeten Räumen eingesetztwerden kann, stellen das Fraunhofer-Institutfür Angewandte Optik und Feinmechanik,Jena, und der Akustikspezialist Sennheiservor. Es nimmt wie ein herkömmlichesMikrofon mit einer Membran auf, dochwerden die Schwingungen nicht elektrisch,sondern optisch detektiert und über einGlasfaserkabel weitergeleitet. Ein entfernterPhotodetektor wandelt das Licht schließlichin elektrische Spannung um.
MM Das IndustrieMagazin · 20/2004 9
500 000 Teile pro Jahr. Gaedike nannte ei-nige durchschnittliche Eckdaten der Fer-tigung: „Bearbeitet werden die Teile vor-wiegend vierachsig, die Grundzeit liegtzwischen drei und zehn Minuten. Je Ope-ration werden etwa 20 Werkzeuge einge-setzt.“ Aufgrund dieser Fertigungsbedin-gungen habe sich für Zelter die schlankeFertigung bewährt.Gaedike zeigte anhand eines „Zelter-spe-zifischen Rasters“ die Stärken der schlan-ken Produktion in Abhängigkeit von derZykluszeit auf: Bis zu einer Zykluszeit vonetwa 300 s sei die schlanke Produktionwirtschaftlich, bei Zykluszeiten zwischen250 und 450 s haben die so genanntenweichen Faktoren entscheidenden Ein-fluss auf die zu wählende Fertigungsart,je nach den Gegebenheiten könne des-halb in dem einen Fall eine schlanke, imanderen Fall eine mannarme Fertigungwirtschaftlich sein. „Ab Zykluszeiten von500 s ist die schlanke Fertigung un-schlagbar“, so Gaedike. GrundsätzlicheVorteile der schlanken Fertigung sind sei-ner Auffassung nach, dass die Investitio-nen stufenweise erfolgen können, sich zu-sätzliche Operationen relative problem-los integrieren lassen und das Layout derMaschinenaufstellung änderbar ist.
TICKERTECHNIK
CHIRON-WORKSHOP
Bild
:Kut
tkat
Ing. Uwe Gaedike, Betriebsleiter der Zel-ter GmbH in Hennef: „Nur anhand der Tei-le und der zu produzierenden Stückzahlkann der optimale Fertigungsablauf ge-plant werden.“
Flexibles Fertigenhat viele GesichterTuttlingen (bk) – Tagtäglich müssen Fer-tigungsplaner darüber nachdenken, wieAufträge möglichst schnell und wirt-schaftlich in der geforderten Qualität ge-fertigt werden können. Dabei führen vie-le Wege zum Ziel, wie Referenten am ver-gangenen Dienstag auf dem Workshop„Lean oder mannarm – wo sind die Gren-zen?“ der Chiron-Werke GmbH & Co.KG anhand von Beispielen aufzeigten.Die flexible Fertigung, so der Tenor derBeiträge, hat viele Gesichter, angefangenvon der manuell beschickten oder auto-matisierten Stand-alone-Maschine überautomatisiertes Komplettfertigen bis hinzur automatisierten Fließfertigung mitflexiblen, autarken Fertigungszellen odermit Sondermaschinen, an der nur weni-ge Menschen noch beteiligt sind.Die Referenten machten deutlich, dass esin punkto Fertigungsoptimierung keinenKönigsweg und keine „Rezepte“ gibt,wenn es beispielsweise darum geht, zurBearbeitung neuer Aufträge entspre-chende Werkzeugmaschinen zu beschaf-fen. Zu unterschiedlich sind die Ferti-gungsbedingungen in den Unternehmenund zu vielfältig die zu fertigenden Teile.„Nur anhand des zu fertigenden Werk-stücks oder der Teilefamilie, der gefor-derten Fertigungsgenauigkeiten und derzu produzierenden Stückzahl kann letzt-lich der optimale Fertigungsablauf ge-plant werden“, so Ing. Uwe Gaedike, Be-triebsleiter der Zelter GmbH in Hennef,in seinem Vortrag „Lean Manufacturing– Möglichkeiten, Potenziale, Ziele“. Ein-fluss auf die Fertigungsplanung habe na-türlich auch der bereits bestehende Ma-schinenpark im Unternehmen.Zelter, ein Zulieferer für die Automobil-industrie, konstruiert und fertigt bei-spielsweise Auspuff-Krümmer, auch mitintegriertem Turbinengehäuse, Turbola-der sowie Lenkgetriebeteile wie Kol-benstangenführungen, Kolben undZahnstangen. Im Einsatz sind 71 Maschi-nen, sieben weitere sind bestellt. Wie inder Automobilindustrie üblich sind dievon Zelter zu fertigenden Stückzahlengroß; sie liegen zwischen 10 000 bis

10 MM Das IndustrieMagazin · 20/2004
FIRMEN
Die Baumgarten GmbH, Daaden, hattehohen Besuch. Der rheinland-pfälzischeWirtschaftsminister Artur Brauckhage zeig-te sich beeindruckt vom fachlichen Know-how des Stanz-, Zieh- und Presswerks. Das1972 gegründete Unternehmen hat sichals Lieferant von Formteilen aus verzinktemund unverzinktem Stahl speziell in derAutomobilindustrie einen Namen ge-macht. 1992 wurden zwei Betriebs-GmbHsins Handelsregister eingetragen, von de-nen sich die Baumgarten GmbH Form-und Schweißtechnik mit dem automati-schen Roboter-Schutzgas- und -Wider-standsschweißen befasst.
Sigmatek, 1992 in Cincinnati/USA ge-gründet, entwickelt Software für die Pro-grammierung von Stanz- und Schneidma-schinen. Mit der Gründung der SigmatekSystems GmbH in Bensheim ist jetzt einweiterer Schritt vollzogen worden, um dieMarktführerschaft auszubauen. Schon jetztgibt es in Deutschland und Benelux rund100 Sigma-Nest-Installationen. Die Soft-ware zeichnet sich nach Angaben des Her-stellers nicht nur durch ihre funktionelleBedienbarkeit aus, sondern auch durch ihrSchachtelprogramm, mit dem zwischen 5und 7% Material gespart werden kann.
Burgmann Industries, Wolfratshausen,realisierte trotz ungünstiger konjunkturellerRahmenbedingungen im Geschäftsjahr2003 ein Umsatzplus von 2,3%. Der kon-solidierte Konzernumsatz des Dichtungs-spezialisten belief sich auf 298 Mio. Euro.Der Auslandsanteil der Gruppe wird mit68% angeben. Die letzte Zeit war für Burg-mann nicht nur erfolg-, sondern auch er-eignisreich. So hat Freudenberg zum1. Januar 2004 wesentliche Unterneh-mensteile – insbesondere die SpartenGleitringdichtungen, Kompensatoren undAutomotive – übernommen, wodurch dieZukunft von Burgmann gesichert ist.
Die Gerhard Reimann Präzisionsma-schinen-Vertriebs GmbH hat im Jahr ih-res 20-jährigen Bestehens das Sortimentdeutlich erweitert, und zwar um Gravier-und Fräsmaschinen von Paso. Auch daskomplette Lieferprogramm des koreani-schen Herstellers Daewoo in den BereichenCNC-Drehmaschinen sowie Vertikal- undHorizontal-Bearbeitungszentren kann jetztüber den Münchner Händler bezogenwerden.
TICKER
Weitere Expansion im europäischenWerkzeugmarkt
HOFFMANN GROUP
München (rk) – Weiter auf Wachstums-kurs befindet sich die Hoffmann Group.Wie der Anbieter von Qualitäts-werkzeugen am Rande der Metavmitteilte, konnte der Umsatz2003 in Europa um 6,9% auf527,6 Mio. Euro gesteigert wer-den. Dabei stand das vergan-gene Jahr ganz im Zeichen derweiteren Ausdehnung inEuropa.
Mit acht deutschen und zehnausländischen Partnerunternehmen be-treut die Hoffmann Group mittlerweile28 Länder. „Entsprechend hoch fiel unserAuslandsumsatz aus, den wir um 25% auf146 Mio. Euro steigern konnten“, infor-mierte Unternehmenssprecher Bert Blei-cher. Die stärksten Märkte waren Spanienund die Schweiz. „Wir sind sicher, dasswir mit der Erschließung insbesondereder östlichen Länder und Skandinaviennicht nur Fuß gefasst, sondern auch dieGrundsteine für eine sehr erfolgreiche
BOEHRINGER WERKZEUGMASCHINEN
Zukunft gelegt haben“, so Hoffmann-Manager Bleicher.
Dies bestätigen die Zahlen für das ers-te Quartal 2004, in dem die Hoffmann-Holding mit den Standorten München,Nürnberg und Bremen den Umsatz imVergleich zum Vorjahr um 14,3% auf 78Mio. Euro verbessern konnte. Besonderskräftig legte dabei das Auslandsgeschäftzu (plus 45,4% auf 7,3 Mio. Euro). AlsUmsatzziel für 2004 peilt Bleicher einPlus von 5% auf 555 Mio. Euro an.
Bert Bleicher,Geschäftsführer der
Hoffmann-Holding undSprecher der Hoff-
mann Group, erwar-tet für das laufendeJahr eine Umsatz-
steigerungvon 5%.
Bild
:Kut
tkat
Leistungsfähige Symbiosedrückt die FertigungskostenMünchen (bk) – Bisher waren zur Fertigungvon Antriebswellen für Pkw mehrere Maschi-nen erforderlich. Jetzt geht das mit nur ei-ner. Möglich macht dies eine Symbiosezweier Fertigungsverfahren. Die StuttgarterBoehringer Werkzeugmaschinen GmbHentwickelte gemeinsam mit Trumpf Laser-technik die CNC-Drehmaschine NG 200Laser, die auch schweißen und markierenkann. Und das funktioniert wie folgt: Nach-dem die Teile, eingespannt in Hauptspindelund Gegenspindel, gedreht sind, fährt dieGegenspindel in Fügeposition. Ein in dreiAchsen fahrbarer Support bewegt denTrumpf-Laserkopf TLF 4000 zum Schweißenan das Werkstück. Die B-Achse des Laserkopfes hat einen Schwenkbereich von 180°.Das schafft die nötige Flexibilität fürs axiale und radiale Heften und Schweißen vonNähten bis zu 200 mm Durchmesser. „Diese Verfahrenkombination verkürzt drastischdie Prozesskette und damit die Durchlaufzeit, senkt die Fertigungskosten und erhöhtdie Teilegenauigkeit, weil in einer Aufspannung die Antriebswellen komplett gefertigtwerden können“, so Johannes Schneider, Leiter Anwendungstechnik bei Boehringer.
Boehringer-Manager Johannes Schnei-der: „Unsere Drehmaschine NG 200 Lasersenkt die Kosten beim Fertigen vongefügten Getriebeteilen.“
Bild: Hoffmann

ATLAS COPCO
Antwerpen (us) – Öl-freie Luft ist nichtnur der Traum vonUmweltorganisatio-nen, sondern auchangestrebtes Zielvon Atlas Copco.Saubere, hochwerti-ge Luft kommt auchder vorrangigen Forderungdes Kunden entgegen: der nachIntegrität seines Produkts. Wiedas Unternehmen im Rahmeneiner Presseveranstaltung imbelgischen Antwerpen mitteilte,erfuhr der Unternehmensbe-reich Oil-free Air in den letztenJahren ein Wachstum von 40%,unter anderem dank der Einfüh-rung einiger neuer ölfreier Kom-pressoren mit variabler Dreh-zahl (VSD). Diese VSD-Technikist nun über das ganze Sortimentverfügbar. Mit den Quality-Air-Lösungen geht Atlas Copco nacheigenen Angaben noch weiter:Die Luft soll nicht nur frei vonÖl, sondern auch von Feuchtig-keit, Staub und Schmutzstoffensein.
Dies will der schwedischeHersteller mit einer Reihe neuerProdukte erreichen. Dies ist zumeinen: die neue Serie ölfreierZentrifugalkompressoren (ZH).Für Anwendungen, die hoheLeistungen erfordern, etwa gro-ße Textilfabriken und Hochöfen,ist das Angebot umfassenderdenn je. Die neue Niederdruck-maschine (ZB) mit Antrieb mithoher Drehzahl. Dieses völlig öl-freie Produkt mit sehr geringemPlatzbedarf ist mit magneti-schen Lagern ausgestattet, so-dass keinerlei Reibung auftritt.Mit den ZL-Kompressoren wirddas Angebot an Niederdruck-maschinen beträchtlich er-weitert.
Die neuen Installationen fürPET-Anwendungen werdendank des ZD-Konzepts elegantund simpel mit elektronischenKurbelwellen. Die ZD 40 bar
plug-and-play bietet nach Anga-ben von Atlas Copco Vorteiledurch die Kombination von Pro-duktintegrität, hoher Zuverläs-sigkeit, geringem Wartungsauf-wand, einfacher Installation undbesseren Leistungen als bei denMitbewerbern.
Atlas Copco gehe, wie es wei-ter heißt, bei seinen Bemühun-gen, dem Kunden Energie unddamit auch unnötige Kosten zusparen, noch weiter. Ein großerTeil der Energiekosten wird dortverursacht, wo „Lecks“ vorhan-den sind. Deshalb bietet der Her-steller einen so genannten AirScan-Service an, mit dem dieseSchwachstellen identifiziertwerden. Auf der Grundlage die-ser Diagnose garantiert dann derAir-Optimizer-Vertrag demKunden erhebliche Energieein-sparungen durch professionelleWartung und permanente Kor-rektur bis zum Erreichen des op-timalen Wirkungsgrades. Mit-tels Air Connect wird die opti-male Wirkung aus der Fernesorgfältig in den erforderlichenGrenzen gehalten.
Atlas Copco ist nach eigenenAngaben schon seit JahrenMarktführer auf dem Gebiet derPressluftinstallationen. Einwichtiger Faktor für diesen Er-folg ist das Sortiment an ener-giesparenden Kompressorenmit VSD-Technik. Diese passtdie Aktivität des Kompressorsdem jeweiligen Bedarf an, wasEnergie sparen hilft.
MM Das IndustrieMagazin · 20/2004 11
Bild
:Atla
sC
opco
AKTUELLESMÄRKTE
Wassergekühlter,ölfreier Schraubenkompressormit integriertem VSD.
Ölfreie Luft im Fokus

Kleinigkeiten mit großer WirkungNANOTECHNIK IN DER LACKFORSCHUNG
Stuttgart (jk) � Auf geradeeinmal 2,5% wertmäßigesWachstum haben es diedeutschen Lackerzeuger2003 gebracht � und dasauch nur, weil das Exportge-schäft um 8% zulegte undden Branchenumsatz aufknapp 4,7 Mrd. Euro hob.Dennoch will Peter Becker,Präsident des Verbands derdeutschen Lackindustrie,Frankfurt/ Main, mit Inno-vationen Optimismus er-zeugen. Um dem Nach-druck zu verleihen, hat erdie Pressekonferenz am 4. Mai ins For-schungsinstitut für Pigmente und Lacke,Stuttgart, gelegt. Dort gab Becker einenEinblick in die Forschung, deren Rich-tung derzeit von der Nanotechnik geprägtwird. Viele Entwicklungen ließen sichdiesem Begriff unterordnen, etwa derNano-Klarlack, der Ende vergangenen
Jahres bei der Mercedes-C-Klasse in Serie gegangenund extrem resistent gegenKratzer ist. Untersuchun-gungen der Oberflächenund Bestandteile von Lack-schichten im Nanometer-bereich haben bereits zuden bekannten Easy-to-cle-an-Lacken geführt. Näch-ster Schritt wären Smart-Coatings, die auch aktivenSchutz bieten. Becker: „Wirsind sehr weit bei der Ent-wicklung von genetischenCodes in Lacken.“ Diese lie-
ßen sich mit Infrarot-Kameras „lesen“und könnten helfen, lackierte Teile zuidentifizieren. Zudem befasse man mitelektrisch leitfähigen Lacken, die bei Ma-terialermüdung oder Rissbildung Warn-signale abgeben. Darüber hinaus gehen„die Gedanken“ in Richtung Lacke, dieSonnenlicht in Strom umwandeln.
Peter Becker, Verband derdeutschen Lackindustrie:„Wir sind sehr weit bei derEntwicklung von geneti-schen Codes in Lacken.“
AKTUELLES MÄRKTE
Bild
:Sch
uste
rPrä
zisio
n
Mit „Dobio“ einen Schritt vorausDenklingen (js) – Getreu der Firmen-philosophie „immer einen Schrittvoraus“ präsentierte der Maschinen-bauer Schuster Präzision zum 25-jähriges Firmenjubiläum seine neues-ten Entwicklung. „Dobio“ soll die zumWeltpatent angemeldete Maschine heißenund der Fertigungstechnik zu noch mehr„Speed“ verhelfen. Durch ein Mittendrehag-gregat ermöglicht das jüngste Mitglied derSchuster-VTM-Plattform die Bearbeitungvon Wellen bis zu 650 mm Länge gleichzei-tig von oben und von unten. Das reduziertdie Taktzeiten um bis zu 50%. „Schuster istPartner vom Stahl bis zum einbaufertigen Bauteil“, erläuterte Firmenchef HelmutSchuster beim Rundgang durch die verschieden ausgestatteten VTM-Plattformen desvertikalen Bearbeitungskonzepts. Die Beteiligung an einschlägigen Forschungssprojek-ten wie Eureka oder Produktion 2000 sowie zahlreiche Auszeichnungen für Technikund Qualität, darunter auch der Bayerische Staatspreis, sind beredte Beispiele für dieInnovationsfreude des Denklinger Unternehmens.
In der Festansprache blickte denn auch Schuster – ganz im Sinne seines Lebensmot-tos „immer einen Schritt voraus“ – nicht zurück, sondern nach vorn und postulierte:„Wir müssen bereit sein, bekanntes Terrain zu verlassen, um den globalen Herausfor-derungen entgegen zu treten“. Vor allem das Ausbildungswesen lag und liegt ihm amHerzen. Und so sind ein Großteil der 142 Beschäftigten „Eigengewächse“.
Viel Prominenz war nachDenklingen gekommen, das dankSchuster Präzision so bekannt ist wieMünchen durch sein Hofbräuhaus.
SCHUSTER PRÄZISION
Bild
:Ver
band
derd
euts
chen
Lack
indu
strie
Personal:Angstfaktor ChefEin gutes Drittel der Deutschen (34 Prozent) hältes für das Beste, wenn ihre Löhne und Gehälterzwischen Gewerkschaften und Arbeitgeberverbän-den ausgehandelt werden. Fast ebenso viele (28Prozent) meinen, Betriebsrat und Geschäftsfüh-rung sollten sich über die Bezahlung der Mitarbei-ter im Unternehmen einigen. Selbst mit ihremChef über das Gehalt sprechen möchten die Deut-schen hingegen nicht so gern: Nur 19 Prozent derBefragten befürworten direkte Verhandlungen mitden Vorgesetzten. Das ergab eine Umfrage, diedas Institut für Demoskopie Allensbach im Auftragder Körber-Stiftung durchführte.Weitere Meldungen unter www.clickmall.de
Wirtschaft:Renaissance E-BusinessDie mittelständischen Unternehmen in Deutsch-land investieren 2004 erstmals nach vier Jahrenwieder mehr Geld ins Internet und in ihr E-Busi-ness. Das belegt die aktuelle Studie „Internet undE-Business im Mittelstand“ von IBM Deutschlandund dem Magazin „impulse“. Demnach werdendie mittelständischen Firmen in diesem Jahr ihreAusgaben für das E-Business um rund 2,5 Prozenterhöhen, nachdem sie im letzten Jahr ihr Internet-Budget noch im Schnitt um 0,2 Prozent gekürzthatten. Für 2005 beabsichtigen die Mittelständlerihre Internet-Investitionen sogar um weitere fünfProzent zu steigern.Weitere Meldungen unter www.clickmall.de
Finanzen:Steuersparmodell ArbeitszimmerWer im Arbeitszimmer zu Hause den Mittelpunktseiner gesamten beruflichen Tätigkeit hat, kannden größten Steuervorteil nutzen, berichtet dieMai-Ausgabe der Zeitschrift Finanztest. Die Ausga-ben für das Arbeitszimmer können dann vollstän-dig als Werbungskosten angesetzt werden.Wird der Arbeitsplatz allerdings nur zur Vor- undNachbereitung der eigentlichen Arbeit, etwa beiAußendienstlern oder für einen Nebenjob genutzt,gilt eine Höchstgrenze von 1250 Euro.Ebenfalls bis zu 1250 Euro kann absetzen, wermehr als die Hälfte der beruflichen Tätigkeit imArbeitszimmer erledigt. Das gilt auch, wennim Unternehmen kein anderer Arbeitsplatz zur Verfügung steht.Weitere Meldungen unter www.clickmall.de
Kommunikation:Zeitdieb „Spam“Bei den E-Mail-Usern liegt die täglich für Spamaufgewendete Zeit ohne Anti-Spam-Lösung beizehn Minuten, mit Anti-Spam-Lösung bei fünfMinuten. Die durchschnittlichen jährlichen Kostenbetragen ohne Anti-Spam-Lösung 4,1 Mio. Dollar,die Ersparnis durch eine Anti-Spam-Lösung beträgt783 000 Dollar. Beim IT-Personal liegt die aufge-wendete Zeit ohne Anti-Spam-Lösung bei 43Minuten, mit Anti-Spam-Lösung bei 19 Minuten.Die durchschnittlichen jährlichen Kosten machenohne Anti-Spam-Lösung 85 800 Dollar aus, eineAnti-Spam-Lösung würde 13 000 Dollar ersparen.Das ergibt eine Studie des Marktforschungs-institutes IDC.Weitere Meldungen unter www.clickmall.de
www.clickmall.de Newsticker
www.clickmall.de – Das Mittelstandsportalder VogelMedien Gruppe

Meerbusch (rk) – Ein neues Marktseg-ment betritt die Epson DeutschlandGmbH mit dem sechsachsigen Knick-armroboter Pro-Six und erweitert da-mit seine bisherige Scara-Produktpa-lette. Die offizielle Präsentation findetim kommenden Juni auf der MesseAutomatica in München statt. DerSechsachser verfügt laut Epson über ei-ne hohe Positioniergenauigkeit und ei-ne genaue Bahnführung. Der erste Typder neuen Modellreihe hat eine Reich-weite von 791 mm und eine maximaleNutzlast von 5 kg. Damit reichen dieEinsatzmöglichkeiten vom Monta-geumfeld bis zum Material- und Werk-zeughandling. Zudem ist der Arbeits-raum durch die Achsgeometrie so ge-staltet, dass sich ein weitgehend kugel-förmiger Arbeitsbereich ergibt. AlleAchsen des Roboters sind mit Sigma-III-Motorentechnik ausgestattet. Umden Anwendern die Installation zu ver-einfachen, ist die Kabelführung, imGegensatz zu vergleichbaren Modellen,bis in den vierten Arm geführt.
Damit sich auch der Programmierersofort zurechtfindet, setzt Epson bei al-
len Robotermodellen auf die gleicheOberfläche mit einheitlicher Program-mierumgebung. Mit insgesamt bis zu14 Achsen kann die Steuerung selbst inheterogenen Umgebungen zwei 6-Achs-Maschinen unabhängig von ein-ander steuern. Die Durchgängigkeit derSteuerungsplattform von den Linear-systemen über die Scaras bis hin zu denPro-Six-Maschinen spart Kosten in derInstandhaltung und bei Schulungen.Als Option erhältlich ist eine sowohlhard- als auch softwaremäßig in dieSteuerung integrierte Bildverarbei-tung, die bis zu zwölf Kameras unter-stützt.
EPSON
Mit sechs Achsenin neue Robotermärkte
AKTUELLESMÄRKTE
CBN-Wendeschneidplatten für dasFertigdrehen von gehärtetem Stahl
LACH-DIAMANT
München (rk) – Unter dem Namen CBN-Duo-Power präsentierte die Jakob LachGmbH & Co. KG, Hanau, auf der MetavWendeschneidplatten für das Fertigdre-hen von gehärteten Stählen und Grau-guss. Die Anforderung der Automobil-und Zubehörindustrie nach einem lang-zeitstabilen Schneidstoff für das Drehengehärteter Stähle sollen mit der Entwick-lung neuer CBN-Sorten B 610 und B 600erfüllt werden. Der Schneidstoff ist hoch-temperaturbeständig, da bei Temperatu-
ren zwischen 800 und 1000 °C zerspant wird. Das Unternehmen empfiehlt dieWendeschneidplatten der Sorte B 610 insbesondere für das Fertigdrehen beiunterbrochenem und kontinuierlichem Schnitt in Werkzeug- und Einsatzstählen.Bei Bauteilen wie Zahnrädern, Gelenkwellen oder Ventilen soll auf diesem Wegeeine geschliffene Oberflächenqualität erreicht werden.
Zukünftig istEpson auch imSegment derKnickarmroboteraktiv: Der neueSechsachserhat eineTraglastbis 5 kg.
Drehen bis die Späne glühen: CBN-Wen-deschneidplatten im Einsatz.
Bild
:Lac
h-D
iam
ant
Bild: Epson
Sie optimierenIhre Prozesse.Wir Ihre Bilanzen.
Produktion und Technologieeinsatzeffizienter gestalten? Investierenin Deutschland oder in Europa unterimmer schwierigeren Bedingungen?Wir haben Antworten für Sie: z.B. anIhre Produktionszyklen angepassteLaufzeitmodelle, bedarfsgerechtgestaltete Zahlungsverläufe oderLeasing-Verträgemit offenen Rest-werten. Bleiben Siemit uns liquidi-tätsschonend auf dem neuestenStand.Undoptimieren Siemit LeasingIhre Produktionsprozesse und IhreBilanzen! Telefon: 06172 88-2114www.deutsche-leasing.com

14 MM Das IndustrieMagazin · 20/2004
AKTUELLES MÄRKTE
KURZ NOTIERT
Bei der Strack-Gruppe, Lüden-scheid, setzte sich auch im erstenQuartal des laufenden Jahres ih-ren der Aufwärtstrend fort. Er-zielt wurde ein Umsatzplus von2% nach 3% im Jahr 2003. DieZielsetzung, auch in wirtschaft-lich turbulenten Zeiten das Um-satzniveau des guten Jahres 2002zu halten, wurde damit sogarleicht übertroffen. Die Ergeb-nisse dokumentierten zudem, soGeschäftsführer Dag Friedrich,den deutlichen Zugewinn anMarktanteilen. Der Normalien-hersteller will mittelfristig amErhalt und am Ausbau derStandorte in Deutschland fest-halten, was sich unter anderemdarin manifestierte, dass Endevergangenen Jahres im neuenLüdenscheider Industriegebiet
„Am Baukloh“ der erste Ab-schnitt eines dreiteiligen Bau-komplexes in Betrieb genom-men wurde.
Die Heinz Soyer Bolzen-schweißtechnik GmbH wurdeim Rahmen der 56. Internatio-nalen Handwerksmesse mit demBayerischen Staatspreis 2004 fürbesondere technische Leistun-gen in Handwerk ausgezeichnet.Die Prämierung bezieht sich aufdie SchutzgasschweißpistolePSP 03. Zudem bietet das Unter-nehmen mit Sitz in Wörthseeseit kurzem ein neues Quartettstationärer Bolzenschweißma-schinen an.
Der deutsche Maschinen- undAnlagenbau hält weiterhinKurs. Um 27% ist der Auftrags-eingang nach VDMA-Angaben
im März 2004 zum Vorjahr ge-stiegen. Besonders stark gefragtwaren deutsche Maschinen imAusland (plus 41%). Doch auchim Inland wird offenbar wiedermehr investiert, was sich in einerZunahme der Bestellungen um17% niederschlug. Dennoch be-urteilt der VDMA die Entwick-lung am Binnenmarkt noch eherzurückhaltend, während manden Aufschwung im Auslands-geschäft als gefestigt ansieht.
Italiens Werkzeugmaschinen-industrie ist der „Nulllinie“ an-gekommen. Angaben des Bran-chenverbandes Ucimu zufolgelag der Index der Auftragsein-gänge im ersten Quartal 2004mit 70,1 in etwa auf Vorjahres-niveau. Weiter leicht rückläufig(minus 1,8%) waren die In-landsbestellungen, wobei jedoch
die dramatischen Einbrüche derVorquartale, die stets mehr als20% betrugen, offenbar der Ver-gangenheit angehören. Die Aus-landsorders zogen um 0,9% anund erreichten einen Indexwertvon 91,7. Kräftig geordert be-stellt vor allem seitens der VRChina (plus 32,1%), der Türkei(plus 26,3%) und Russlands(plus 33,3%).
Reis Robotics, Obernburg, er-schließt sich mit seiner neuenCO2-Laserroboter-Generationimmer weitere Kundenkreiseund lieferte jetzt vier Laser-Schneidanlagen nach Puebla inMexiko. Mit diesen bearbeitetder Automobilzulieferer PlasticTec stoffhinterspritze Pkw-Innenverkleidungen für VWMexiko. In jeder Zelle arbeitetein 400-W-Laserroboter.

MM Das IndustrieMagazin · 20/2004 15
AKTUELLESMÄRKTE
Bei der Atlas Copco Tools Cen-tral Europe GmbH, Essen, gehtes flott voran. So habe man imersten Quartal dieses Jahres al-lein in der allgemeinen Industrieund dem Maschinenbau inDeutschland ein Umsatzplusvon 13%, verkündet Geschäfts-führer Yngve Revander undführt das auf die im Jahr 2001eingeleitete Konzentration aufden Maschinenbau und das pro-duzierende Gewerbe zurück.„Bei Handwerkzeugen sind wirim letzten Jahr stärker als dieBranche gewachsen“, so VolkerWiens, Leiter des Geschäftsbe-reichs „Allgemeine Industrie“.2003 sei der Markt für Druck-luft- und Elektrowerkzeuge (ab-gesetzte Handwerkzeuge nachStückzahlen) um 5 % gestiegen,hingegen habe Atlas CopcoTools um 14 % zulegen können.
Die KVT Koenig Verbindungs-technik GmbH, Illerrieden,präsentiert sich dieser Tage 30Jahre alt. Angetreten ist dieTochtergesellschaft der Schwei-zer KVT Koenig Verbindungs-technik AG mit dem Ziel, denMarkt mit innovativer Ver-schluss-, Verbindungs- und Be-festigungstechnik zu bedienen.Mittlerweile beschäftigt diedeutsche Firma 100 Mitarbeiter,Zum Koenig-Expander, einemSystem zum Verschließen vonBohrungen in hydraulischenBauteilen, gesellten sich im Lau-fe der Jahre weitere Verbin-dungselemente. Heute verlassen500 Aufträge täglich das Haus.
Das Italienische Institut fürAußenhandel (ICE), Düssel-dorf, lädt am 11. und 12. Mai einzum diesjährigen Beschaffungs-markt Italien. Auf dem Messege-lände in Köln stellen in Halle13.3 rund 150 Unternehmen deritalienischen Zulieferindustrieihre Produkte und Dienstleis-tungen vor. Die Aussteller kom-men vorwiegend aus dem Gie-ßereiwesen, der spanenden undspanlosen Metallverarbeitung
sowie der Gummi- und Kunst-stoffverarbeitung. Weitere Infos:www.italien-on-line.de/sub-contracting
Bei der Charmilles Technolo-gies GmbH, Fellbach, ist manmit dem Verlauf der MetavMünchen vollauf zufrieden.„Die starke Nachfrage nach pro-blemlösenden Komplettdienst-
leistungen übertrifft sogar unse-re Erwartungen“, so das Fazitvon Geschäftsführer PeterQuennet, Der Wunsch nachKnow-how-Transfer und indivi-duellen Beratungsdienstleistun-gen sei das beherrschende The-ma der zahlreichen Messekon-takte gewesen. Der Marktführerin der Funkenerosion präsen-tierte in München Problemlö-
sungen zur Werkstattintegra-tion per drahtlosem Netzwerkmit der Workflow-Manage-ment-Software Sigma und derFernüberwachungs- und Fern-wartungssoftware E-Connect.Großes Interesse fand lautQuennet auch die neue Senk-erosionsmaschine Roboform350/550 mit integriertemSchnellwechselroboter.

16 MM Das IndustrieMagazin · 20/2004
AKTUELLES SYSTEMBAU
Was macht ein Hersteller,der unversehens mit ei-nem millionenschweren
Großauftrag gesegnet wird? Erstampft innerhalb weniger Monateeine neue Produktionsanlage ausdem Boden. So geschehen beimComputerbauer Logatec GmbH,Kölleda, der innerhalb kürzester Zeitneue Fertigungskapazitäten schaffenmusste, um das Nebensortiment derHandelskette Aldi mit Personalcom-putern zu bedienen. Und weil ZeitGeld ist, entschieden die Logatec-Manager, ihre neue Halle im Schnell-verfahren errichten zu lassen. Bereitsfünf Monate nach dem ersten Spa-tenstich lief der erste PC vom Band.
Nicht nur im Hinblick auf dieBauzeit, auch auf der Kostenseiteschlage der Systembau die konven-tionelle Baumethode um Längen, soErwin Wissing, Prokurist bei derSMIT Systemhallen GmbH, Vreden:„Dies erklärt sich aus dem Baukas-tenprinzip des Systembaus. Die ge-normten Teile können kostengünstigin Serie hergestellt werden. Da sieaußerdem flexibel zusammengestelltwerden können, müssen auch weni-ger Arbeitsstunden für die Montageaufgewendet werden.“ Sein Bran-chenkollege Klaus Kreutz, Ge-schäftsführer der Kreutz Systembauin Erndtebrück, gibt ein Beispiel: Ei-ne typische Fabrikationshalle, 54 mlang, 20 m breit und 5,50 m hoch mit
Sandwichwand, Tore, Fenster undOberlicht, schlage mit rund 50 000Euro zu Buche. Wer noch mehr spa-ren will, der kann auch eine Halle auszweiter Hand erwerben. Selbst Her-steller wie die HPS FertighallenGmbH, Hirschberg, bieten Ge-brauchthallen an: zum Kauf, ja sogarzur Miete.
Kunden wollen fast immerschnelle Lösungen
Die typischen Abnehmer von sol-chen systematisierten Stahlhallen-konstruktionen sind Unternehmen,die sehr schnell auf Marktsituatio-nen reagieren müssen oder wenigausgeben wollen, berichtet Tim Kra-nen, Juniorchef der StahlnormbauKranen in Sonsbeck-Hamb. Ein ty-pisches Beispiel aus seinem Kunden-kreis ist ein Druckereichef, der mög-lichst rasch ein neues technisches
Verfahren testen will, in seinem bis-herigen Firmengebäude jedoch kei-nen Platz mehr für zusätzlicheDruckmaschinen hat. Den größtenZeitaufwand, so die Erfahrung vonTim Kranen, erfordern nicht dieHerstellung der Bauteile und der Bauder Halle. Am längsten dauert dasVerfahren bis zur Baugenehmigung:„Die Lieferzeit ab Abruf beträgt jenach Umständen nur einige Wo-chen. Und die Montagearbeiten füreine etwa 10 m � 15 m große Hallesind innerhalb einer Woche abge-schlossen. Wie lange es allerdings biszur Baugenehmigung dauert, weißman vorher nie ganz genau.“
Früher wurden die Kosten- undZeitvorteile mit einem erheblichenNachteil erkauft: Systemhallen wirk-ten uniform. Dies hat sich mittler-weile geändert. Denn jetzt sind siezumindest ebenso flexibel handhab-
Neue Flexibilität
mit FertighallenGeht es darum, räumliche Kapazitäten schnell zu erweitern, kommen Fertig- oderSchellbauhallen ins Spiel. Dabei muss heute nicht einmal mehr auf architektonische Ästhe-tik verzichtet werden. Manchmal genügt sogar eine preisgünstige Containerlösung.
WOLFGANG KAPPELLER
Wolfgang Kappeller ist freier Journalist undleitet die Profitext Fachredaktion für Mar-keting und Vertrieb in 97318 Kitzingen,[email protected]
„Selbst wenn dieeinzelnen Teilegenormt sind, lässtsich, wie beimMassivbau auch,für jeden Kunden-wunsch bis auf deneinzelnen Zenti-meter eine indivi-duelle Lösung ent-wickeln“,
bekräftigt JensGeißner vonder Haltec Hallen-systeme GmbH inHemer.
Bild
:Hal
tec
� Der hohe Vorfertigungsgrad er-möglicht kurze Liefer- und Auf-bauzeiten.� Das modulare System und diekurze Bauzeit reduzieren die Kos-ten.� Trotzdem lassen sich in kun-denorientierter und bedürfnisge-rechter Weise individuelle Lösun-gen planen.
� Der Aufbau ist auf unterschied-lichstem Baugrund möglich.� Die Demontierbarkeit ermög-licht Vergrößerungen, Verände-rungen und sogar den Umzug derkompletten Halle.� Die Anbieter ermöglichen ihrenKunden neben unterschiedlichenFinanzierungsalternativen auchdie Miete eines Hallenobjektes.
SYSTEMBAUHALLEN
Die wichtigsten Vorteile auf einen Blick

MM Das IndustrieMagazin · 20/2004 17
bar wie der Massivbau. Jens Geißnervon der Haltec HallensystemeGmbH in Hemer vergleicht die Sys-tembauhalle mit der Maßkonfek-tion: „Selbst wenn die einzelnen Tei-le genormt sind, lässt sich, wie beimMassivbau auch, für jeden Kunden-wunsch bis auf den einzelnen Zenti-meter eine individuelle Lösung ent-wickeln.“ Normabweichungen wieein größeres Tor oder die Versetzungvon tragenden Stützen setzen Her-steller oft ohne großen Aufpreis um.Individuelle Lösungen sind natür-lich auch durch unterschiedlicheAusstattungen möglich.
Kaum Qualitätsunterschiedezum Massivbau
Die Lösung für den schnellen Bedarfnach gewerblichen Räumlichkeitensind Container. Sie eignen sich be-sonders gut für provisorische Büros,Sanitär- und Sozialräume, berichtetMichael Schmidt, Marketingleiterbei der ELA Container für Baustel-len und Industrie GmbH, Haren.Doch selbst als komplette Ferti-gungshallen mit Magazin-, Aggre-gat- und Werkstatteinheiten, diedurch innenliegende Flur- und Trep-penhaussysteme miteinander ver-bunden sind, lassen sich Containernützen.
Zwar sind Systembauhallen in derRegel kostengünstiger als Massiv-bauten. In Bezug auf die Material-qualität seien sich beide aber eben-bürtig, meint Holger Schulz, Marke-tingleiter bei der Tepe-SystemhallenGmbH, Dülmen-Buldern: „Die Hal-len bestehen aus einer feuerverzink-ten Stahlkonstruktion, die zumin-
dest eben so lang hält wie ein aus Zie-gel- oder Betonwänden bestehendesBauwerk.“
Auch müssen sich Systembau undÄsthetik keineswegs widersprechen.Denn mit Fertigteilen und Modulenlassen sich sogar architektonischeMeisterleistungen umsetzen. EinBeispiel dafür liefert die DammerStahlbau GmbH, Nettetal. Sie reali-sierte für ihren Kunden GebabGmbH, Meerbusch, ein Konzept desMönchengladbacher ArchitektenOdilo Joeken: ein Bauwerk, das aneinen Schiffsbug erinnert – sozusa-gen als weit sichtbare Botschaft,denn schließlich vertreibt GebabSchiffsbeteiligungen. Das Tragwerkdes Erweiterungsgebäudes bestehtaus einer verglasten Stahl-Skelett-konstruktion, deren zwei Stockwer-ke 250 m2 Büroflächen beinhalten.
Nicht nur in Größe und Form,sondern sogar in der individuellenFarbgebung lassen sich Systembau-ten nach Kundenwünschen fertigen,berichtet Hermann Josef Stiefel, Ver-kaufsleiter bei der Walter SolbachMetallbau GmbH, Waldbröl. Mo-derne Systembauten wirken nichtmehr wie ein Fremdkörper auf demFirmengelände. Heute erfüllen sieauch hohe Kundenansprüche in ar-chitektonischer Hinsicht und lassensich sogar an das Corporate Identitydes Kundenunternehmens anpas-sen. MM
AKTUELLESSYSTEMBAU
Wenn es schnell gehen muss: In „Windeseile“ aufgebaut ist diese attraktiveAusstellungshalle.
Bild
er:A
stro
n
� Gewerblicher Hallenbau
� Informationen und Angebote zumThema Systembau
www.maschinenmarkt.de

18 MM Das IndustrieMagazin · 20/2004
AKTUELLES RAPID-PROTOTYPING
Nein, es gehe nicht um Groß-serien und schon gar nichtum die Massenfertigung,
winkt Andreas Gebhardt ab. Was dieRapid Tech am 25. und 26. Mai viel-mehr zeigen werde, sei die Herstel-lung von Miniserien und Einzel-stücken direkt aus dem CAD-Da-tensatz. Das Mittel zum Zweck
seien in erster Linie gene-rative Fertigungsverfah-ren. Man werde in Erfurtvermitteln, wie vorwiegendkleine, filigrane und feineTeile schneller und günstigerals bislang produziert wer-den können – und dieses mitoffenem Blick für die Ge-samtheit der Fertigungs-kosten einschließlich allerbetriebsinternen Umlagen.Gebhardt weiß, wovon er
spricht: Zum einen Professor fürMaschinenbau an der FH Aachen,zum andern Gründer und Ge-schäftsführer eines der ersten Rapid-Prototyping- und Tooling-Zentrenin Deutschland, ist er seit Jahren imschnellen Geschäft aktiv und hat denZuschnitt der neuen Kongressmessemaßgeblich mitgestaltet.
Werden Prototypen mit her-kömmlichen Techniken entwickeltund gefertigt, ist dies in der Regelkostspielig und aufwendig. Bei Än-derungen muss die komplette Ent-wicklungsschleife ein weiteres Maldurchfahren und Modell wie Proto-
typ neu gefertigt werden. Schnelleund generative Fertigungsverfahrenhingegen kürzen sowohl die Vor-laufzeit als auch Iterationsschleifenerheblich ab. Variiert wird rechner-gestützt, gefertigt nach CAD-Daten.Weiter beschleunigt wird der Durch-marsch vom Prototyp zum Produktdurch den generativen Aufbau vonWerkzeugen. So lassen sich mit Ver-fahren wie dem direkten Lasersin-tern Werkzeugeinsätze jenseits 40HRC Härte aus dem Datensatz desKonstrukteurs bauen.
Hatten die Rapid-Techniken denbewährten Entwicklungsweg bishierhin lediglich schneller gemacht,erlauben sie nun den direkten Sprintvom Start zur Zielgeraden. So lassensich nicht mehr allein Prototypen
oder als Zwischenschritt die SpecialTools erzeugen, sondern auch Bau-teile, die direkt und ohne jedes Werk-zeug generiert sind und in Endan-wendung gehen. Gefertigt wird indi-viduell, und Losgröße 1 ist keine Vi-sion mehr. Auch wenn diese Pro-duktion quantitativ auf kleine Serienbeschränkt ist, bedeutet sie für dieindustrielle Herstellung von Kunst-stoff- wie Metallteilen einen qualita-tiven Sprung.
Generative Verfahrenfür die direkte Produktion
„Technische Voraussetzungen, wiesie zu Beginn der 90er Jahre noch ge-fehlt haben, sind jetzt gegeben oderzumindest in greifbare Nähe ge-rückt“, bestätigt Andreas Gebhardt.Insoweit hätten die generativen Ver-fahren das Zeug, die Fertigungstech-nik über kurz oder lang zu revolu-tionieren. Dieses Potenzial für die di-rekte Produktion werde die Rapid
Ohne Toolzum fertigen TeilDie Erfurter Kongressmesse Rapid Tech zeigt am 25. und 26. Mai Trends einer Technologie,die nicht nur den Weg von der Idee über das Special Tool zum Produkt radikal abgekürzthat, sondern bald schon den industriellen Fertigungsprozess revolutionieren könnte.
HANS KRAMER
Hans Kramer ist freier Journalist in 50529Köln.
„Probleme bei derVerbreitung vonRapid-Manufac-turing macht we-niger die Technikselbst als vielmehrdie Denke derKonstrukteure“,
sagt Andreas Geb-hardt, einer derInitiatoren derKongressmesseRapid Tech.
Das Gehäuse für eineWasserpumpe wurde inner-halb von nur 16 Stunden im direk-ten Metall-Lasersintern hergestellt.
Bild
:Kra
mer
Bild: EOS

MM Das IndustrieMagazin · 20/2004 19
Tech aufdecken und anhand von Bei-spielen den Kongressteilnehmernnäher bringen.
In der Wert schöpfenden Indus-trie gibt es starken Bedarf für solcheForen. Oberbegriffe wie Rapid Pro-totyping, Rapid Tooling, Concept-und Function-Modelling sind in denproduzierenden Industrien mittler-weile zwar geläufig und das eine oderandere Verfahren auch bekannt – dietechnische Details, die gestalteri-schen Möglichkeiten und das Ein-sparpotenzial der Verfahren hinge-gen sind weitestgehend Grauzone.So gibt es nach Meinung von Bran-chen-Insidern weitaus weniger tech-nische Probleme als vielmehr Vorbe-halte und eine traditionelle Denkeseitens der Konstrukteure.
Individuelle Fertigungin der Medizintechnik
Anwendungen der generativen Ver-fahren, wie sie bereits heute profita-bel sind, finden sich in der optischenIndustrie – Paradebeispiel sind Bril-lengestelle – oder auch in derMedizintechnik mit Implantaten,Prothetik und Hörgeräten. Alsohauptsächlich dort, wo die Fertigungzwangsläufig individuell ist. Kleinebis mittlere Auflagen, sei es fürlimitierte Pkw-Reihen oder so ge-nannte Originale in Serie, dürftensich jedoch nach und nach durch-setzen.
Die Kongressmesse Rapid Techsoll vor allem den Blick für die Mög-lichkeiten der generativen Technikenöffnen und schärfen. Dadurch er-gänzt sie sowohl die FrankfurterBranchenschau Euromold als auchdie Cebit in Hannover, weil siejenseits des Messestresses den ge-zielten Wissensaustausch möglichmacht.
Karl-Heinz Wodrazka ist einer derReferenten und selbst auch Ausstel-ler auf der Kongressmesse. Seine Por-tec GmbH in Zella-Mehlis hält alleVerfahren für die Produktentwick-lungskette von der CAD-Konstruk-tion über Rapid Prototyping bis zuden Folgeverfahren Vakuumgießenund Feingießen vor. Die Möglich-keiten der generativen Verfahren er-klärt der Geschäftsführer an einem
Stück Aluminiumfeinguss – einemSchienengleiter für einen Fensterhe-ber für die Coburger Brose Fahr-zeugteile GmbH. Die geforderteStückzahl war eins, und zwar ausge-hend von einem im FDM-Verfahrengefertigten Modell aus ABS. In le-diglich vier Arbeitstagen habe Portecacht verschiedene Varianten des Teilsherstellen können gegenüber 13Tagen mit Hilfe konventioneller
Technik. „Und dies“, so freut sichWodrazka, „bei einem Kostenvorteilvon 30%.“ MM
AKTUELLESRAPID-PROTOTYPING
� Rapid Tech
� Fraunhofer-AllianzRapid Prototyping
� Portec
www.maschinenmarkt.de

PRODUKTION UMFORMTECHNIK
Blechkonstruktio-nen haben in derMetallverarbei-
tung heute einen hohenStellenwert. Dabei werdendie Anforderungen an diezu fertigenden Blechteileimmer komplexer und dasEinsatzgebiet immer um-fangreicher. Nicht nur dieBlechbearbeitungsmaschi-nen, wie die Laserbearbei-tungsmaschinen oder Abkantpres-sen, haben sich dieser Aufgabe zustellen, auch die jeweiligen Software-produkte müssen dieser Entwick-lung folgen. Die 3D-Konstruktion istmittlerweile ein etablierter Aus-gangspunkt für die Fertigung vonBlechteilen und heutzutage ent-scheidet sich die überwiegendeMehrheit der Kunden für solcheSoftwarelösungen.
Vor diesem Hintergrund hat dieAmada GmbH als einer der führen-
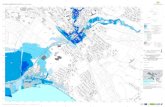
forderungsprofil erstellt und in ein-zelne, fertigungsrelevante Blechteilezerlegt werden. Dieser, oft sehr auf-wendige Vorgang wird mit Sheet-Works einfach und automatisch um-gesetzt. So wird unter Berücksichti-gung aller notwendigen abkantspe-zifischen Daten, die Blechkonstruk-tion in Einzelteile zerlegt und zu einer Baugruppe zusammengefügt.(Bild 1). Danach können alle einzel-nen Blechteile gleichzeitig abgewi-ckelt und die entstandenen 2D-Pla-tinen anschließend zur Fertigungweitergeleitet werden.
Das Abwickeln von Blechteilen isteine bekannte Technik, die viele Soft-
waresysteme anbieten. Sheet-Works reicht jedoch über die
allgemein gebotenen Featureshinaus und unterstützt denSoftwareanwender in die-
sem Bereich mit zusätz-lichen Möglichkeiten.
So werden beispiels-weise unterschiedlicheBlechdicken in einemTeil erkannt und in
mehrere Einzelteilen sepa-riert, wodurch sich weitere Möglich-keiten für die Konstruktion ergeben.
Beinhaltet die Herstellung einesBlechkörpers beispielsweise eineTiefziehoperation (Bild 2), so kanndiese mit dem „Shape-Analyser“erkannt und die Geometrie desBlechkörpers „erlernt“ werden. DieShapes, zu gut deutsch die Konturendes Blechkörpers, werden mit Spe-zialwerkzeugen erstellt und Sheet-Works speichert alle notwendigenInformationen zum Erstellen derOperationen mit der 2D-Platinen-zeichnung ab (Bild 3).
Die Amada-Stanzsoftware istdann in der Lage, diese Informatio-nen zu erkennen und in Stanzbefeh-le umzuwandeln. Die über 20 ver-schiedenen Schnittstellen für unter-schiedlichste Geometrieformate, dievon Solid-Works zur Verfügung ge-stellt werden, finden volle Unterstüt-zung durch Sheet-Works (Step, Igesoder Pro/E UG).
Vor allem die Kommunikationzwischen einem Lohnfertigungsbe-trieb und seinen Kunden wird da-durch um ein Vielfaches einfacher.
Vom Einzelteil zur Baugruppe
3D-Blechkonstruktionsentwicklungberücksichtigt fertigungstechnische Gegebenheiten
KURT VAN DYK
Kurt van Dyk ist Leiter der Schulungs- undSoftwareabteilung bei der Amada GmbH in42781 Haan, Tel.(0 21 29) 5 79-01, [email protected]
Bild 1: Die Blechkonstruk-tion wird in Einzelteile zer-legt und dann zu einer Bau-gruppe zusammengefügt.
20 MM Das IndustrieMagazin · 20/2004
den Hersteller von Blechbearbei-tungsmaschinen und -anlagen inKooperation mit dem Softwareent-wickler Solid-Works das Software-modul Sheet-Works entwickelt. Da-bei handelt es sich um ein Konstruk-tions- und Fertigungsmodul(CAD/CAM) für die Blechverarbei-tung, wobei die Schnittstelle zwi-schen Konstruktion und Fertigungbenutzerfreundlich, komfortabelund intelligent gestaltet wurde.
Zu diesem Zweck wurde vonAmada ein spezielles Datenformat
geschaffen, das alle teilbezo-genen Informationen ge-
meinsam speichert undden entsprechenden Ferti-
gungsprozessen zur Ver-fügung stellt. Sheet-Workswurde im Jahre 2000 erst-mals in Japan vorgestelltund ist seit 2003 auch inEuropa verfügbar.
Wie die Praxis zeigt, musseine 3D-Zeichnung allzu oft
nach einem bestimmten An-
Bild 2: Der Shape-Analyser erkenntbeispielsweise aucheine Tiefziehopera-tion und erlerntderen Geometrie.

MM Das IndustrieMagazin · 20/2004 21
Selbst Vorgaben der ISO-9000-Zer-tifizierung werden überschaubarund können wesentlich einfacherumgesetzt werden.
Sogar ältere Fertigungsdaten las-sen sich einfach weiterverwenden,denn selbst Zeichnungen, die mit an-deren CAD-Systemen erstellt wur-den und in Solid-Works/Sheet-Works eingelesen werden, könnenmit weiteren Analysemodulen aufFehler untersucht und weiter ver-wendet werden.
Das Abkantenvon Blechen wirdheute von manuellbedienten Abkant-pressen oder Biege-robotern ausge-führt. Die zumSteuern dieser Ma-schinen notwendi-gen NC-Program-me werden mitCAM-Systemen er-stellt. Die von Ama-da angebotenen Softwaremodule –AP100/Bend-CAM für die Abkant-pressen oder AP100/Astro-CAM fürdie Roboter Programmierung – sindso konzipiert, dass alle Daten, die inSheet-Works ermittelt wurden,übernommen werden. Darin liegtder besondere Vorteil, denn dieUnterstützung durch Software wirdfür den Anwender erst dann zu einerrunden Sache, wenn er einfach undkomfortabel von der Konstruktionzum lauffähigen Steuerprogrammfür die Maschine gelangt.
Blechabwicklungen, die in Sheet-Works erstellt wurden, beinhalten al-
PRODUKTIONUMFORMTECHNIK
� Amada GmbH
� Solid-Works GmbH
www.maschinenmarkt.de
Bild 3: Sheet-Works speichert alle not-wendigen Informationen, um daraus eine2D-Platinenzeichnung zu erstellen.
Bild
er:A
mad
a
le für eine Weiterverarbeitung not-wendigen Informationen. Die be-nutzten Biegeverkürzungen, Biege-radien oder Richtungen können vonden CAM-Modulen verwendet wer-den, um zum Beispiel eine automa-tische Werkzeugauswahl zu treffen.Im Anschluss folgen dann die Erstel-lung der Biegereihenfolge und einKollisionscheck.
Ein Blechbearbeiter muss in kür-zester Zeit beurteilen, ob ein ange-fragtes Teil von ihm in der ge-
wünschten Qualitätund Zeit sowie zukalkulierbaren Kos-ten in ein CNC-Programm umge-setzt werden kann.Bei der Ermittlungdieser Daten unter-stützt Sheet-Worksden Anwender. Derganze Fertigungs-prozess ist soft-wareübergreifend
simulierbar und alle Produkte kön-nen so auf ihre Fertigungstauglich-keit geprüft werden.
Sheet-Works vereinfacht selbstdie schwierigsten, komplexesten An-forderungen. Sogar das Darstellenund Bearbeiten von Spezialwerkzeu-gen, um komplexe Blechteile zu er-stellen, ist möglich. Kein anderesSoftwaremodul bietet derzeit diesenumfangreichen Nutzen. MM
FAZIT
� Komplexe Blechbauteile zuentwickeln und fertigenwar bisher mit immensemZeitaufwand verbunden
� Mit dem Einzug von CAD-Systemen und in der Folgeauch von CAM-Systemenwurde eine durchgängigeProzesskette möglich
Kunststoff-Schutzelemente
zum Sichern, Schützen,Abdecken, Verschließen,
Kennzeichnen und Abdichten
Pöppelmann GmbH & Co. KGPostfach 11 60 - D-49378 Lohne
Tel. 0 44 42 / 9 82-91 00Fax 0 44 42 / 9 82-91 50
KAPSTO-Normprogramm- mit über 3000 Ausführungen- aus Lagervorrat lieferbar
Online-Produktsuche
www.KAPSTO.com
Wir senden Ihnen gerne unserenumfangreichen Gesamtkatalog zu.
NEU

22 MM Das IndustrieMagazin · 20/2004
PRODUKTION UMFORMTECHNIK
Das Kaltwalzverfahren zähltzu den Druckumformver-fahren. Das heißt, dass der
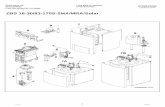
Werkstückwerkstoff durch eineDruckbeanspruchung in den plasti-schen Zustand versetzt wird. DasPrinzip des Kaltwalzens ist, dass zweisich gegenläufig bewegende stangen-förmige Werkzeuge das Profil am ro-tierenden Werkstück einwalzen.
Das zu verzahnende Rundmateri-al wird der Maschine zugeführt undzwischen zwei sich gegenüberliegen-den Spitzen gespannt. Zwei horizon-tal angebrachte Werkzeuge führeneine gegenläufige Bewegung zuein-ander aus und versetzen das Werk-stück durch Reibschluss in Rota-tionsbewegung, wodurch das in dieWerkzeuge eingeschliffene Zahn-profil auf das Werkstück übertragenwird. An den Kontaktstellen wird dasWerkstückmaterial zum Werkzeugverdrängt und fließt in dessen Frei-räume. Eine optimale Synchronisa-tion der beiden Werkzeuge ist dabeiwichtig, da auf diese Weise die Ver-zahnungsgüte maßgeblich beein-flusst wird (Bild 1).
Hohe Genauigkeit bei sehr kurzenTaktzeiten und bei hoher Maschi-
nenverfügbarkeit gelten heute als dieKernpunkte des Kaltwalzens. Jedochwird auch immer mehr Wert auf gu-te Zugänglichkeit, hohe Werkzeug-standzeit, die Umrüstfreundlichkeitund das Servicekonzept der Maschi-nen und Anlagen gelegt.
Verbesserte Prozesssteuerungsteigert Genauigkeit
Eine Antwort auf diese Forderungenist die neue KaltwalzmaschinenserieXK 8xx von Ex-Cell-O für die Kalt-umformung von Wellen (Bild 2).Durch den Einsatz von elektrome-
chanischen Antrieben und zwei zu-sätzlichen Achsen, die auchwährend des Umformprozessesbeeinflussbar sind, ermöglichtdiese Maschine eine ausgeklü-gelte Prozesssteuerung zur Er-zielung einer noch höherenWirtschaftlichkeit bei gleichzei-
tig gesteigerter Präzision. Ein wei-teres Augenmerk wurde auf die Be-
dienerfreundlichkeit der neuen Ma-schine gelegt. Dies zeigt sich in denvereinfachten Einstellmöglichkeitender Werkzeuge und einer verbesser-ten Maschinenumrüstbarkeit. Auchdas Service- und Wartungskonzeptwurde überarbeitet. Die neue Ma-schinenverkleidung und das überar-beitete Beladekonzept sichern eineoptimale Zugänglichkeit der Ma-schine für den Werkzeugwechsel,Wartungen und Reparaturen. Da-durch und mit einer neugestaltetenWerkstückvorrichtung wurde dieUmrüstflexibilität verbessert.
Das Verfahren des Kaltwalzenszeigt für die Herstellung von Pass-verzahnungen, Ölnuten, Gewinden,Ringnuten, Kerbverzahnungen mitKnickprofil und Rändeln sehr guteErgebnisse und hat dadurch einensehr breiten Einsatzbereich. DiesesVerfahren eignet sich besonders fürPassverzahnungen mit Evolventen-profil nach DIN 5480/ISO 4156/AN-
Zahn um ZahnNeues Kaltwalzverfahren für die Herstellungvon hochgenauen Verzahnungsprodukten
MARKUS STANIK
Dr. Markus Stanik ist KonstruktionsleiterSpezialmaschinen bei der Ex-Cell-O GmbHin 73054 Eislingen. Tel. (0 71 61) 8 05-0,[email protected]
Bild 1: Ablaufprinzip des Kaltwalzens.
Bild 2: Simula-tionsdarstellungder Kaltwalzma-schine XK 875 3D.

französischdeutschtürkisch
tschechischpolnisch
ungarischrussisch
chinesisch
Fax 0931 /418-2022
Interessieren Sie sich für Werbemöglichkeiten in den internationalenAusgaben des MM? Wir senden Ihnen gerne Media-Infos zu. Einfachankreuzen, für welche Länderausgaben Sie sich interessieren undper Fax an:
Absender
Name/Vorname
Firma Anzahl Mitarbeiter
Funktion
Postfach/Straße
PLZ/Ort
Telefon
www-Adresse
Unser Service für Sie: Wir sorgen für die ÜbersetzungIhrer Anzeige in die gewünschte Sprache!
MM Xiandai ZhizaoAuflage: 24.938, 38 x jährlich,+ 8 x MM China Plasticswww.vogel.com.cn
MM Müszaki MagazinAuflage: 7.000, 12 x jährlichwww.mmonline.hu
MM Magazyn PrzemyslowyAuflage: 10.000, 6 x jährlichwww.magazynprzemyslowy.com
MM Pr°umyslové spektrumAuflage: 9.000, 12 x jährlichwww.mmspektrum.cz
MM Makina MagazinAuflage: 10.000, 12 x jährlichwww.dunyagazetesi.com.tr
MM Das österreichischeIndustriemagazinAuflage: 11.000, 13 x jährlichwww.technik-medien.at
MM Money & TechnologiesAuflage: 10.000, 12 x jährlichwww.mmdt.com.ua
MSM Le Mensuel de l’industrieAuflage: 7000, 11 x jährlichwww.fachpresse.chSMM Schweizer MaschinenmarktAuflage: 14.400, 23 x jährlich
0433
1_m
mi_
a4_1
23
Werben Sie in den Sprachender internationalen Industrie!
SMM Schweiz (deutsch)MSM Schweiz (französisch)ÖsterreichTürkeiTschechische RepublikPolenUngarnUkraineChina
Ich möchte ein Preisangebot für Anzeigenwerbung
über Seite(n) -farbig in .Ich habe noch Fragen. Bitte rufen Sie mich an.
Vogel Industrie Medien, 97064 Würzburg, Tel. 09 31/4 18-24 40, Fax 09 31/4 18-20 22 www.maschinenmarkt.de
Platzieren Sie IhreAnzeige in kompeten-ten und attraktivenWerbeträgern –mentalitätsgerechtund in Landessprache.Mit MM IndustrialMagazines betretenSie internationaleWachstumsmärktein Europa und Asien.

PRODUKTION UMFORMTECHNIK
SI B92.2M und ähnlichenVerzahnungen, insbeson-dere für Module zwischen0,3 und 2. Der Eingriffs-winkel sollte dabei größerals 25° sein. Kleinere Ein-griffswinkel sind nur beiSchrägverzahnungen rea-lisierbar. Bereits die Vor-gänger-Serie XK 2xx hatsich vielfach bewährt.
Das Haupteinsatzge-biet der Maschine ist die
Getriebewellenfertigung und andere verzahnte Wellen im An-triebsstrang eines Automobils (Bild 3). Vorwiegend kann dieMaschine dort eingesetzt werden, wo in hohen bis sehr hohenStückzahlen Profile auf Wellengeometrien aufgebracht werdenmüssen.
Aufgrund der Maschinenflexibilitätwerden Arbeitsschritte zusammenfasst
Speziell das Ex-Cell-O-Verfahren zeigt sich in Wirtschaftlichkeitund Präzision als sicheres Verfahren, weil es aufgrund der Ma-schinenflexibilität die Zusammenfassung mehrerer Arbeits-schritte in einer Aufspannung und in einer Maschine ermög-licht. In einem Zyklus können so beispielsweise bis zu fünf Ver-zahnungen (je nach Verzahnungsbreite), Gewinde, Ölnuten,Einstiche und Beschriftungen auf das Werkstück aufgebrachtwerden in einer Bearbeitungszeit, die weniger als eine Minutebeträgt. Damit lässt sich eine hohe Lagegenauigkeit der Verzah-nungen zueinander und eine sehr hohe Produktivität realisie-ren. Im Vergleich zu spanend hergestellten Bauteilen ist die Pro-duktionszeit je nach Verzahnungslänge um 30 bis 70% kürzer.Ein weiterer positiver Effekt der umformenden Verfahren ist,dass sich die Festigkeit in der Randschicht erhöht, was positiveAuswirkungen auf die Lebensdauer der Bauteile hat. Hinzukommt, die Verzahnungen benötigen prinzipbedingt keine Aus-laufzonen oder große Freistiche. Beim Walzen kann die nutzba-re Verzahnung fast bis an einen Bund aufgebracht werden.
Der Einsatz einer Minimalmengenschmierung beim Kaltwal-zen ist problemlos möglich. Im Gegensatz zu den meisten an-deren umformenden Verfahren sind keine Umformhilfsmittel
Bild 3:Anwendungsbeispiele von Kalt-walzprodukten sind diese Wellenfür Antriebskomponenten in derAutomobilindustrie.
FAZIT
� Geht es um die Herstellungvon Steckverzahnungen, Spi-ralverzahnungen, Ölnuten oderRändeln für Automobilteile,dann gilt das Kaltwalzverfahrenals wirtschaftliche Größe
� Eine neu entwickelte Maschi-nenbaureihe mit optimierterTechnik zum Kaltwalzen unter-stützt die Forderungen nachWirtschaftlichkeit und Präzisionunter anderem durch eine ver-fahrensbeeinflussende Prozess-steuerung
STÄUBLI Tec-Systems GmbH • ConnectorsD-95448 Bayreuth • Theodor-Schmidt-Str. 25Tel. +49 921 883-80 • Fax +49 921 [email protected] • www.staubli.com
Universelle RBE-Schnellkupplungfür nahezu alle Medien dermodernen Industrieproduktion
Schnellkupplung zur sicheren und zuverlässigenVerbindung von Leitungen für gasförmigeund flüssige Medien.
Modulare Bauweise zur problemlosen Anpassungan beliebige Anwendungen und Medien.
Ausführungen in Chromstahl oder Edelstahl.
Ausrüstbar mit sieben alternativenDichtungsmaterialien und drei Absperrvarianten.
Verschiedene Farbcodierungen und entsprechendeSicherheitsverschlüsse zum Ausschlussvon Leitungsverwechselungen.
Druckbolzen mit Sicherheitsverriegelungauch in überstehender Bauweise lieferbar.
Spezielle RBE-Ausführungen fürHochdruck- oder Vakuumanwendungen.
STÄUBLI RBE
GEHT NICHT GIBT`S NICHT
T H E C O N N E C T I O N S O L U T I O NCONNECTORS

und Schmierstoffschichten wie beispiels-weise Phosphatieren nötig. Der in vie-
len Fällen notwendige Wasch-prozess für die Werkstücke
entfällt dann eben-falls. Die Werkstückekönnen grundsätz-
lich mit Minimalmen-genschmierung bearbeitet
werden. Damit sind die Werk-stücke, nachdem sie die Maschine
verlassen haben, praktisch trocken. Soist dieser Prozess auch umweltverträglicher im Vergleich zu vie-len anderen Umformprozessen, bei denen Fette, Öle oder Ähn-liches am Werkstück haften bleibt.
Mit Hilfe der FEM-Simulation des Umformvorgangs kannnun auch gezielt auf den Umformvorgang Einfluss genommenwerden. Jetzt ist es möglich, die Abläufe und das Maschinen-und Werkstückverhalten genau zu simulieren und deshalb schonvor den ersten Versuchen gezielt Einfluss auf den Prozess zu neh-men. Damit werden auch die Walzstangen geometrisch opti-miert und ein umformgerechtes Maschinenverhalten definiert.
Höhere Verfahrgeschwindigkeitenreduzieren die Taktzeiten
Durch die parallele Entwicklung und den Bau von Kaltwalzma-schinen sowie der Walzwerkzeuge (Bild 4) lässt sich beides op-timal aufeinander abstimmen und Verbesserungen können di-rekt aus dem einen Bereich in den anderen übernommen wer-den. Aufgrund dieser Konstellation sind auch Basisversuche,Einfahren neuer Werkstücktypen und Lohnwalzen bei Ex-Cell-O möglich
Mit Hilfe der Prozesssteuerung und der gesteigerten Maschi-nensteifigkeit kann die Werkstückqualität entscheidend verbes-sert werden. Kürzere Taktzeiten sind aufgrund der schnellerenVerfahrgeschwindigkeiten der Maschine möglich. Die notwen-digen Maßkorrekturen beim Einfahren eines neuen Werkstücksoder bei einer neuen Charge können direkt in der Steuerungeingegeben werden, es ist keine manuelle Justage der Umform-werkzeuge mehr notwendig. Diese Maschinenserie ermöglichtneben dem herkömmlichen Walzen in eine Richtung auch einReversierwalzen. So kann eine sehr symmetrische Zahngeo-metrie erzielt werden.Aufgrund der verschiedenen Maschinen-achsen lassen sich mit dem gleichen Umformwerkzeug ver-schiedene Verzahnungen herstellen. Die Zähnezahl kann mitHilfe der Maschine in einem gewissen Rahmen variiert werden.Das gilt sowohl für gerade als auch für ungerade Zähnezahlen.Die Teilungsfehlerkorrektur, die bisher an den Werkzeugen vor-genommen werden musste, erfolgt durch Eingabe des Korrek-turwertes in der Steuerung. Mit verschiedenen Geschwindig-keits- und Zustellprofilen kann direkt auf die Verzahnungs-qualität Einfluss genommen werden. Weiterhin stehen verschie-dene, auf das Werkstück und den Kundenwunsch angepasste,Optionen und Automationen zur Verfügung. Damit kann opti-mal auf die jeweiligenWerkstücke und dasPlatzangebot des Kundenreagiert werden. MM
PRODUKTIONUMFORMTECHNIK
� Ex-Cell-O GmbH
www.maschinenmarkt.de
Bild 4: Eine Auswahl vonKaltwalzwerkzeugen.
Bilder: Ex-Cell-O
Alles aus einer Hand
Zentrale: Tel.: 07334-9619 0Fax: 07334-9619 30
Vertrieb: Tel.: 02191-67 2020Fax: 02191-67 2055
Ihr Systemlieferant
Systembaukasten für Handhabungsgeräte
individuelle GreiferlösungenMühelos Lasten heben und bewegen
Präzisionsteilefertigung fürCNC-Dreh- und FrästeileBohrwerkarbeitenEinzel- und SerienfertigungHochmoderne Fertigung
Industrielle BlechbearbeitungCNC-Laser- und StanzteileBaugruppen und KomponentenPulverbeschichtungNaßlackierung
“Quick-Boy”-SystemParallelarm- und LinearsystemeGewindeschneiden von M2 - M42
Von der Konstruktion, über die Fertigung,bis zur Montage kompletter Maschinen,pneumatischelektrischhydraulisch
Montage von Baugruppen undkompletten Maschinen
Wir stellen aus: METAV Düsseldorf, 15.–19. Juni 2004

26 MM Das IndustrieMagazin · 20/2004
PRODUKTION OBERFLÄCHENTECHNIK
Spritzgießwerkzeuge für dieKunststoffverarbeitung sindkomplex aufgebaute Gebilde.
So muss der Werkzeugbauer bei derPlanung und Herstellung die wirt-
schaftliche Ferti-gung der Kunst-stoffteile und dieWerkzeugstand-zeit gewährleis-ten. Die Bauteil-oberflächen un-terliegen im Pro-duktionsprozessvielfachen Belas-
tungen und Angriffen. Ihr Schutz hatsomit große wirtschaftliche Bedeu-
tung. Mit Chemisch-Nickel-Schich-ten sind die Oberflächeneigenschaf-ten � abgestimmt auf die jeweiligeAnwendung � in einem weiten Be-reich veränderbar.
Die mechanischen Eigenschaftenwie Härte, Zugfestigkeit und Bear-beitbarkeit beeinflussen die Werk-stoffauswahl bei Werkzeugen undBauteilen. Der gezielte Schutz einerOberfläche � beispielsweise vor Kor-rosion, Verschleiß, Anhaftungenund Kratzern � kann durch gezieltesBeschichten gewährleistet werden.Mit den Chemisch-Nickel-Verfah-ren lassen sich die Oberflächenei-genschaften gezielt vorwählen, Stahlund NE-Werkstoffe können ver-zugsfrei beschichtet werden.
Die Abscheidung der Chemisch-Nickel-Schichten geschieht aus
wässrigen Lösungen bei einer Maxi-maltemperatur von 90 °C. Das Be-sondere im Vergleich zu allen ande-ren Beschichtungsverfahren ist: DieSchichten werden absolut gleichmä-ßig auch in Bohrungen und Rippenabgeschieden (Bild 1). Die Schicht-dicken lassen sich im Voraus festle-gen. Je nach Anforderungsprofil gibtes unterschiedliche Chemisch-Ni-ckel-Verfahren. So bieten die hoch-phosphorhaltigen Schichten einenextremen Korrosionsschutz sowohlim Konturbereich als auch bei derWerkzeugtemperierung.
Ist Verschleißschutz gefragt, wer-den Schichten mit niedrigem Phos-phoranteil, so genannte Hart-Che-misch-Nickel-Schichten eingesetzt.Stehen die Gleiteigenschaften imVordergrund oder soll die Entform-barkeit bei der Verarbeitung be-stimmter Kunststoffe verbessertwerden, können Chemisch-Nickel-Dispersionsschichten verwendetwerden. Bei diesen Schichten wirdbeim Beschichtungsvorgang gleich-zeitig ein Feststoff abgeschieden. Beiden Chemisch-Nickel-PTFE- undChemisch-Nickel-Bornit-Schichtenliegt der Reibwert unter 0,1.
Maßkorrekturen gehören mittler-weilse zum Alltag in der Produktion.Nickel-Schichten sind optimale Hil-fen, wenn schnell und wirtschaftlichein fehlendes Maß verzugsfrei korri-giert werden muss. Mit den „chemi-schen“ Verfahren kann auf ein vor-gegebenes Fertigmaß beschichtetwerden, die maximale Schichtdickenliegen bei 200 μm. Ist ein Maßaus-gleich bis hinauf in den Millimeter-bereich gefragt, kommt Galvanisch-Nickel als Alternative zum Schwei-
Einstellbare
FunktionenBreites Eigenschaftsspektrum sichert Chemisch-Nickelzahlreiche Anwendungen bei der Werkzeugbeschichtung
UDO DANIELS
Dipl.-Ing. Udo Daniels ist Geschäftsführerder Novoplan Ingenieur GmbH in 73431Aalen, Tel. (0 73 61) 92 84-0, Fax (0 73 61)92 84-25, [email protected]
FAZIT
� Hoher Korrosions- und Ver-schleißschutz werden erzielt
� Eingelagerter Festschmierstoffreduziert Reibung
� Größere Maßkorrekturen sindmöglich
Bild 1: Eine gleichmäßige Schichtab-scheidung ermöglicht eine hohe Kon-turtreue (Schliffbild).
Das breite Eigenschaftsspektrum prädestiniert Chemisch-Nickel-Schichtenfür viele Anwendungen.
Quelle: Novoplan, 2004
Schicht Anwendung
Korrosionsschutz Korrosionsschutz-Chemisch-Nickel
Schutz von Kavitäten undTemperierkanälen
Verschleißschutz Hart-Chemisch-Nickel
Politurschutz Hochglanz-Chemisch-Nickel Schutz von Kavitäten
Reparatur
Antihaftung,Gleitpaarung
Aufgabe
Schutz von Oberflächen ausStahl und NE-Werkstoffen
Verzicht auf Trennmittel,bewegte Werkzeugteile
Chemisch-Nickel
Galvanisch-Nickel
Erzeugen von Aufbauten mitEndmaßErzeugen von Aufbauten bis inden Millimeterbereich

MM Das IndustrieMagazin · 20/2004 27
ßen zum Einsatz. Verfahrensbedingtkommt es dabei zum Kantenaufbau.
Auch auf komplexen Geometrie-flächen wie Gewinden kann mitHart- oder Hochglanz-Chemisch-Nickel auf das gewünschte Fertig-maß beschichtet werden. Eine Nach-arbeit ist außer in den Übergangsbe-reichen nicht notwendig. In Bild 2wurde an Gewindekernen ein Maß-verlust mit 85 μm Hochglanz-Che-misch-Nickel ausgeglichen. Die Ge-nauigkeit bei der Abscheidung be-trägt �3% der Schichtdicke.
Zur Verbesserung der Gleiteigen-schaften von Oberflächen dienenChemisch-Nickel-PTFE und Che-misch-Nickel-Bornit. Der wesentli-che Vorteil beider Beschichtungenist: Während des Beschichtungspro-zesses wird ein Feststoffschmiermit-tel feinverteilt in die Nickelmatrixeingebaut. Aufgrund der dadurch er-reichten optimierten Eigenschaften
hat sich diese Beschichtungsvarianteals Entformungshilfe in der Kunst-stoffverarbeitung und als Gleitbe-schichtung durchgesetzt (Bild 2).
Trennmittel zu ersetzen spieltnichtnur bei wirtschaftlichen Überlegun-gen eine Rolle. Werden die Artikel be-druckt oder wird für die Medizin-
technik produziert, verbietet sich de-ren Verwendung. So konnte bei derHerstellung von weißen Polypropy-lenteilen durch das Beschichten derFormkontur mit 8 μm Chemisch-Ni-ckel-PTFEaufdenEinsatz vonTrenn-mittel ganz verzichtet werden.
Ob empfindliche Oberflächenoder vorhandene Oberflächenstruk-tur: Wie sich diese Einflüsse auf dasEntformungsverhalten einer Werk-zeugoberfläche auswirken, ist in derKunststoffverarbeitung von vielenFaktoren abhängig: etwa vom verar-beiteten Werkstoff, den Prozesspara-metern oder der Oberflächenrauig-keit. Die aufgeführten Erfahrungenkönnen wichtige Grundlage für einebessere Wirtschaftlichkeit sein.MM
PRODUKTIONOBERFLÄCHENTECHNIK
� Chemisch-Nickel-Schichtenvon Novoplan
www.maschinenmarkt.de
Bild 2: Als Entfor-mungshilfe wurde8 μm dick Che-misch-Nickel-PTFEabgeschieden.

28 MM Das IndustrieMagazin · 20/2004
PRODUKTION OBERFLÄCHENTECHNIK
Zwei Trends in der Metallbear-beitung beeinflussen zuneh-mend die Entwicklung der
Teilereinigung: Einerseits sind es dieimmer kleiner werdenden Abmes-
sungen, die erhöhte Anforderungenan die Sauberkeit stellen. Anderer-seits ist die Komplexität der Teile unddamit der Schwierigkeitsgrad derReinigung gestiegen. Beide Phäno-mene lassen sich zum Beispiel beiKomponenten für Hydraulikantrie-be beobachten: bei Steuerblöckenund Ventilen, die der Bauteilher-steller Weidemann Hydraulik inStraubenhardt bei Pforzheim kon-struiert und fertigt � und die mitzahlreichen Bohrungen versehensind (Bild 1); mehrere hundert Lö-cher sind es bei Steuerblöcken, ausdenen die Späne entfernt werdenmüssen. Dazu setzt der Metallbear-beiter auf eine Anlagentechnik,
die eine Teilflutung der Reinigungs-kammer ermöglicht. Seit kurzem hater deshalb die Anlage Java desSchwarzwälder Herstellers Mafac inBetrieb (Bild 2).
Zuvor wurden die Teile in einerreinen Tauchbadanlage gewaschenund danach manuell trocken gebla-sen. Das stellte sich zunehmend alsunwirtschaftlich heraus. Außerdemwar aus Umweltschutzgründen eineUmstellung erforderlich. Man ent-schied sich für die 1-Bad-Anlage Ja-va, die mit wässrigen Reinigungs-mitteln arbeitet. Aufgrund der indieser Anlage möglichen Teilflutungder Kammer werde ein Reinigungs-ergebnis erzielt, das den Anforde-rungen entspreche, heißt es.
Die größte Schwierigkeit lag imEntfernen der Späne aus den Boh-rungen, die zum Teil als Sacklöchermit bis zu 300 mm Tiefe in die Steu-erblöcke eingearbeitet werden. DieBlöcke haben dabei Größen, die imunteren Bereich mit der einer Ziga-rettenschachtel vergleichbar sind.Bei großen Werkstücken beträgt dasGewicht bis zu 100 kg. Als typischfür Weidemann gelten Steuerblöckemit Abmessungen von 200 mm �
200 mm � 300 mm. Zu etwa 80%sind sie aus Stahl und Stahlguss ge-fertigt, rund 20% der Werkstückebestehen aus Aluminium.
DurchzugTeilflutung der Reinigungskammererleichtert Späneabfuhr aus Bohrungen
JOSEF KRAUS
Weitere Informationen: Mafac GmbH &Co. KG, 72275 Alpirsbach, Tel. (0 74 44)95 09-0, [email protected].
Bild 1: Steuer-blöcke mit Sacklö-chern bis 300 mmTiefe – eine Her-ausforderung fürdie Teilereinigung.

MM Das IndustrieMagazin · 20/2004 29
Die Reinigung ist in eine Nass- und Trocknungsphase unter-teilt. Während der Nassreinigung wird erst im Spritzprozess ge-arbeitet. Dazu rotiert die Spritzvorrichtung mit den Düsen umdie im stehenden Beschickungssystem fixierten Teile. Die Reini-gung geht danach „fließend“ in die Teilflutung der Kammer über.
Während dieses Pro-zesses rotiert die Spritz-vorrichtung weiterhin:sowohl unterhalb alsauch oberhalb des ge-fluteten Bereichs. Aufdiese Weise lassen sichin und außerhalb der
Bohrungen alle Schmutzstoffe lösen und fortspülen, die beimSägen, Fräsen, Schleifen und Bohren anfallen werden. Das sindbei Weidemann Öl, Fett, Emulsionen und vor allem Späne.
In der Trocknungsphase werden die Teile impulsartig mitWarmluft abgeblasen. Für dieses Impuls-Blasen ist das Trock-nungssystem mit den Luftdüsen parallel zur Spritzvorrichtunginstalliert. Es rotiert um das stehende Beschickungssystem. Ins-gesamt sind zur Reinigung und Trocknung fünf Programme ge-speichert, die der Anlagenbediener über eine Bildschirmsteue-rung mit Klartextanzeige aktivieren kann. Der gesamte Pro-grammablauf umfasst 5 bis 12 min.
Die Anlage enthält ein 450 l großes Bad mit wässriger Flüs-sigkeit, dem ein 2,5%iges Reinigungskonzentrat zugesetzt ist.Seit der Inbetriebnahme Anfang Herbst vergangenen Jahreswar noch kein Badwechsel erforderlich. Als Grund dafür wirdein Koaleszenzabscheider mit Oberflächenskimmer angeführt.Dieser Abscheider zur Öl- und Fettabtrennung ist in der Anla-ge installiert. Die „abgeschöpften“ Verunreinigungen werden ineinem separaten Behältergesammelt. Ein Unter-wasserfilter in der Rück-lauffiltration ermöglichteinen restlosen Späne-austrag. MM
PRODUKTIONOBERFLÄCHENTECHNIK
FAZIT
� Aus tiefen Sacklöchern werdenSpäne entfernt
� Es wird nur mit einem Reini-gungsbad gearbeitet
Bild 2: 1-Bad-Anlage, mit der hydraulische Steuerblöcke und Venti-le gereinigt werden. Sie ist seit Anfang Herbst vergangenen Jahresohne Badwechsel in Betrieb.
Bild
er:W
eide
man
n
� Reinigungsanlagen von Mafac
� Hydraulische Antriebskomponen-ten von Weidemann
www.maschinenmarkt.de

30 MM Das IndustrieMagazin · 20/2004
PRODUKTION FILTERTECHNIK
Bei der Trockenbearbeitungoder Bearbeitung unter Mini-malmengenschmierung von
Aluminium und Al-Legierungenentstehen explosionsfähige Prozess-stäube, die je nach Korngrößenver-teilung, Oxidationsgrad, Feuchteund Konsistenz den Explosionsklas-sen St 1 bis St 2 zuzuordnen sind.Durch Akkumulierung dieser Stäu-be entsteht in Arbeitsräumen, insbe-sondere aber in klassischen Trocken-absauganlagen, erhöhte Explosions-und Brandgefahr. Ablagerungen öl-benetzter Stäube aus der Minimal-mengenschmierung verstärken dieBrandgefahr.
Zum Brand- undExplosionsschutz beider Absaugung und Ab-scheidung von Leichtme-tallwerkstoffen Dr. Al-brecht Vogl, Forschungsgesellschaftfür angewandte Systemsicherheitund Arbeitsmedizin (FSA), Mann-heim: „Späne und Stäube von Alu-minium und Aluminiumlegierun-gen sind prinzipiell brennbar. DieFeinstäube dieser Leichtmetallwerk-stoffe können im aufgewirbelten Zu-stand leichtentzündliche Staub-Luft-Gemische bilden, die bei Vor-handensein einer wirksamen Zünd-quelle außerordentlich heftig ablau-fende Staubexplosionen mit hohemSchadensausmaß verursachen kön-nen. Speziell bei der Objektabsau-
RALF HAIST
Dipl.-Ing. Ralf Haist ist Technischer Leiterder Jakob Handte & Co. GmbH, 78532 Tutt-lingen, Tel. (0 74 61) 70 11-0
Bild 1: Gesamtabsaugung fürSpäne und Staub an Ex-Cell-O-Bearbeitungszentren für trocke-ne Zerspanung.
Bild 2: Filterele-ment zum Separie-ren von Alumi-nium, Spänen, Flit-ter, Staub und Öl-Aerosolen.
gung in der zerspanenden Werk-stoffbearbeitung findet in den Ent-staubungsanlagen und Abscheiderneine Akkumulation solcher Späne,Stäube und Feinstäube statt. Dies er-klärt, weshalb nach der Auswertungvon Staubexplosionsereignissen inder metallverarbeitenden Industriedie Anlagengruppe „Entstaubungs-anlagen/Abscheider“ mit einem An-teil von zirka 44 % eindeutiger Spit-zenreiter ist (Quelle: BIA-ReportDokumentation Staubexplosionen,HVBG).
Die Erfahrungen aus der Indus-triepraxis haben gezeigt, dass in sol-chen Anlagen ein hohes Gefahren-potenzial im Hinblick auf Brändeund Explosionen besteht. Weil dasAuftreten wirksamer Zündquellenim Allgemeinen nicht mit der not-wendigen Sicherheit ausgeschlossenwerden kann, müssen diese Anlagendurch konstruktive Maßnahmen ge-schützt werden.
Eine vorrangige Maßnahme desExplosionsschutzes besteht selbst-verständlich darin, die Entstehungexplosionsfähiger Atmosphärendurch verfahrenstechnische Maß-nahmen zu verhindern, so dassselbst im Falle einer Zündquelle erstgar keine Explosion auftreten kann.
Gefahr gebanntFiltersystem bietet Sicherheit gegen Brand und Explosion

MM Das IndustrieMagazin · 20/2004 31
Dies gilt insbesondere unter Be-rücksichtigung des neuen europäi-schen Regelwerks auf diesem Gebiet.Ideen, die das Auftreten explosions-fähiger Atmosphären in den ge-nannten Anlagen sicher verhindernkönnen, würden einen erheblichenFortschritt im Explosionsschutz dar-stellen.“
In der BG-Regel 109 der Süddeut-schen Metall-Berufsgenossenschaftwerden die Richtlinien zur Vermei-dung der Gefahren von Staubbrän-den und Staubexplosionen bei derBearbeitung von Aluminium undseinen Legierungen beschrieben.Praktisch resultieren daraus meistaußerhalb von Werkshallen stehen-de, druckstoßfeste Trockenabschei-der mit Druckentlastung und Lösch-mittelsperre oder innerhalb vonWerkshallen druckfeste Trockenab-scheider mit Explosionsentkopplun-gen. Der technische Aufwand inklu-sive umfangreicher Verrohrung istgroß. Zudem entstehen zwangsläu-fig laufende Wartungskosten.Außerdem ist eine Rückführung derLuft in die Halle nicht möglich. Wasbleibt ist letztendlich immer das Ri-siko einer Auslösung, verbunden mitProblemen wie Stillstandzeiten oderInstandsetzungen.
Mit den Trockenabscheidern MF-Sorp für die Absaugung und Ab-scheidung explosionsfähiger Alumi-niumstäube und Späne aus Schleif-und spanabhebenden Prozessen anMaschinen und Anlagen hat Handteein neues System entwickelt, das denbisher üblichen technischen Auf-
wand unnötig macht. Durch ausrei-chendes Beimengen von Sorp-Ex-Inals Additiv wird eine Inertisierungnach VDI 2263 erreicht. Das heißt,die Mischungsanteile der Alumini-umstäube in der erfassten schad-stoffbeladenen Luft (Rohgas) wer-den soweit reduziert, dass eine abso-lute Sicherheit gegen Brand und Ex-plosion gewährleistet ist. Darüberhinaus übernimmt das Additiv die
Sorption von kondensierenden or-ganischen Komponenten, die bei derBearbeitung unter Minimalmengen-schmierung in die Abluft gelangen.
Sorp-Ex-In ist ein Mischproduktaus nicht brennbarem und nicht ex-plosivem Kalkmehl und vulkani-schem Gesteinsmehl, das die Auf-nahmefähigkeit von Kühlschmier-mittel aus Prozessen mit Minimal-mengenschmierung erhöht.
PRODUKTIONFILTERTECHNIK
FAZIT
� Ein neues Filtersystem machtExplosionsschutz-Einrichtun-gen bei der Absaugung undAbscheidung von Aluminium-stäuben aus schleifenden undspanabhebenden Prozessenüberflüssig
� Das Beimengen eines Additivsbeim Absaugen der Stäube inein spezielles Filtersystem ge-währleistet absolute Sicher-heit gegen Brand und Explo-sion

PRODUKTION FILTERTECHNIK
Ein wesentlicher Bestandteil istdas von Handte entwickelte und zumPatent angemeldete Verfahren zumÜberwachen des maximal zulässigenAluminium-Staubgehaltes imStaubgemisch. Dieses Verfahrenwurde von der DMT geprüft und ab-genommen.
Die Geräte in Modulbauweise be-stehen hauptsächlich aus einer Fil-terkammer mit Handte-Micropore-
Filterelemen-ten, einemStaubtrichterund dem dar-unter ange-ordneten Staub-behälter mit Additiv-injektor. Der Ventilator mit Ausblas-schalldämpfer zum Ansaugen derLuft über die Reingaskammer kannoptional auf dem Gehäuse oder
nebenstehend montiert werden.Dies gibt die Möglichkeit MF-Sorp-Trockenabscheider einzeln oder imVerbund an einem zentralen Venti-lator zu betreiben. Zur Vorabschei-dung und Wertstoffrückführungvon Spänen sind die Geräte bei Be-darf mit einem gebrauchsmusterge-schützten Vorabscheidersystem ausHorizontal-Zyklon, Sichter und Spä-neaustragsschleuse ausgestattet. DerHorizontal-Zyklon dient zum Tren-nen der Späne vom Feinststaub. ImSichter wird der den Spänen anhaf-tende Staub zusätzlich entfernt unddem Filter zugeführt. So werdendurch die Späneaustragsschleusenur Späne ausgetragen, die nicht ex-plosionsfähig sind.
Die mit Prozessstäuben beladeneLuft (Rohgas) trifft beim Eintritt indie Filterkammer zuerst auf einSchutzblech, das die Handte-Micro-pore-Filterelemente schützt und ei-ne optimale Filteranströmung be-wirkt. Das Rohgas durchströmt die-se Filter von außen nach innen. DerProzessstaub wird auf der äußerenOberfläche zurückgehalten. ZumAbreinigen der Filterelemente wer-den diese von innen mit Druckluft-stößen beaufschlagt. Dabei löst sichder angesammelte Staubkuchen undfällt durch den Staubtrichter in denStaubbehälter. Die gereinigte Luftwird aus der Reingaskammer ange-saugt und als Abluft ins Freie gebla-sen. Sie kann auch als Rückluftfüh-rung zurückgeführt werden.
Die Inertisierung der im Rohgasenthaltenen Prozessstäube erfolgtdurch Beimengen eines Additivs. ImStaubbehälter befindet sich davoneine vorgegebene Menge, die zusam-men mit den ausgefilterten und überden Staubtrichter herabgefallenenProzessstäuben ein nicht explosions-fähiges Additiv-Staubgemisch bil-det. Dieses Gemisch wird vom Addi-tivinjektor im Staubbehälter nachoben in die Filterkammer eingedüstund dort mit dem von außen ange-saugten Luftstrom gleichmäßig auf
Bild 3: Schemati-scher Aufbau der
Gesamtanlage.
Bilder: Handte
Die Rietschle Thomas Unter-nehmensgruppe gehört zu denweltweit führenden Herstellernvon Pumpen und Kompressoren.Die Gruppe verfügt über einbreites Produktportfolio – Tausendevon verschiedenen Produkt-varianten aus einer Hand – großeForschungs- und Entwicklungs-kapazitäten, globale Fertigungs-möglichkeiten und über ein lokalesVertriebs- und Servicenetz in über40 Ländern.Gemeinsam haben wir über 100Jahre Erfahrung mit den speziellenAnforderungen unserer Kunden.
Wenn Sie mehr über RietschleThomas wissen möchten, rufenSie uns an unter 0 76 22 / 392-0oder besuchen Sie unsereInternetseite.
THE LEADER IN VACUUM ANDPRESSURE TECHNOLOGIES
www.rtpumps.com
A Thomas Industries company
Ihr Partnerfür Vakuum und
Druck
Besuchen Sie uns:drupa:Halle 12, Stand C06.IFFAHalle 4, Stand E 35

MM Das IndustrieMagazin · 20/2004 33
die Oberflächen der Filterelemente aufgetragen. Beim Abreini-gen der Filterelemente fällt das zunehmend mit Prozessstäubenangereicherte Additiv-Staubgemisch wieder in den Staubbehäl-ter zurück. Das Gemisch wird so lange im Kreislauf gefahren bisder maximal zulässige Aluminium-Staubgehalt im Staubge-misch erreicht ist. Behälterkontrollen sowie der Behälterwech-sel können „online“ ohne Betriebsunterbrechung stattfinden.Fest eingestellte Prozesszyklen sowie eine Reihe von Kontroll-und Messeinrichtungen gewährleisten die zuverlässige Funktionder Handte-Trockenabscheider MF-Sorp.
Sichere Funktion getestet und zertifiziertDie sichere Funktion des neuen Verfahrens wurde von der DMT(Deutsche Montag Technologie GmbH) in umfangreichen Ver-suchen getestet und zertifiziert. In der Praxis haben sich dieHandte-Trockenabscheider MF-Sorp bereits in mehreren Ap-plikationen bewährt. Eine dieser Anwendungen wurde gemein-sam mit dem Werkzeugmaschinen-Hersteller Ex-Cell-O für ver-schiedene Standorte des Automobilherstellers Ford umgesetzt.Im Zuge zunehmender Verwendung von Aluminium als Leicht-baumaterial und den damit einhergehenden Bemühungen,durch Trockenbearbeitung oder Bearbeitung unter Minimal-mengenschmierung eine Kostenreduzierung zu erreichen, wardie Aufgabenstellung an Ex-Cell-O als Spezialist auf diesem Ge-biet, Bearbeitungsmaschinen für Getriebeteile mit geeignetenTrockenfiltersystemen zu kombinieren. Diese sollten innerhalbder Produktion am jeweiligen Maschinenstandort aufgestelltwerden können, eine sichere Absaugung und gleichzeitig dieSpänerückgewinnung als Wertstoff gewährleisten. Eine wesent-liche Anforderung war die Reinhaltung der Arbeitsräume alsQualitätsbestandteil. Das wird durch Rückführung der abge-saugten Luft zum Aufbau eines Luftschleiers im Bearbeitungs-raum begünstigt. Fertigungsinseln mit Ex-Cell-O-Werkzeug-maschinen in Kombination mit Handte-Trockenabscheider MF-Sorp stehen zwischenzeitlich an verschiedenen Standorten inEuropa und den USA.
Eine andere Applikation mit Handte-Trockenabscheider MF-Sorp ist bei der Volkswagen Sachsen GmbH im Werk Mosel in-stalliert. Dort werden Aluminiumbauteile in begehbaren Ar-beitskabinen mit Handschleifwerkzeugen einem anspruchsvol-len Endfinish unterzogen. Das erzeugt extreme Feinststäube, diehoch explosiv sein können und deshalb abzusaugen sind. DazuThomas Witzke, Abteilung Versorgungstechnik bei VW-Wolfs-burg: „Ein Merkmal herkömmlicher Trockenfiltersysteme ist,dass sie immer von einer Explosion beziehungsweise einemBrand im System ausgehen. Deshalb müssen sie zur Schadens-begrenzung besonders stabil und aufwändig konzipiert sein.Beim neuen Trockenabscheider MF-Sorp dagegen kann erst garkeine Explosion oder ein Brand entstehen. Das bedeutet für unseine völlig andere Risikosituation.“ Außer der Risikovermeidungist für Volkswagen wie für Ford die Aufstellung der Anlage di-rekt neben den Arbeitskabinen oder den Werkzeugmaschinenein wesentlicher Vorteil. In den Hallen werden so ein enormerVerrohrungsaufwand so-wie aufwändige techni-sche Sicherheitsvorkeh-rungen eingespart. MM
PRODUKTIONFILTERTECHNIK
� Homepage Handte
www.maschinenmarkt.de

34 MM Das IndustrieMagazin · 20/2004
AUTOMATION FERTIGUNG
Bei der Tontarra Medizintech-nik GmbH zeichnete sich be-züglich des IT-Einsatzes im-
mer deutlicher ein Verbesserungsbe-darf ab. Die früher verwendete Soft-ware deckte zwar im Großen undGanzen die Belange des Unterneh-mens Tontarra ab, doch gab es per-
manent Proble-me mit den stetigsteigenden Pro-gramm-Modifi-kationen. Zu Be-ginn des Jahres2002 entschieddie Geschäfts-führung vonTontarra des-halb, zur effizien-teren Steuerungder Produktions-
abläufe ein neues – integriertes �
ERP-System zu implementieren.Gerade ein Mittelständler muss
sich gut überlegen, mit wem er als
ERP-Partner auf eine langfristigeZusammenarbeit setzt. Die UB-Soft-ware GmbH zeichnet sich daduchaus,dass ihr Standard-ERP-Paketbereits in mehr als 300 Unternehmeneingesetzt.
Dieses Know-how ergab für Ton-tarra den Ausschlag für seine Ent-scheidung. Vorteile des Systems sind:Die Software Mayesty deckt sämtli-che Bereiche der Wertschöpfungs-kette sowohl in Produktion als auchim Handel bis ins Detail ab, teureFolgeanpassungen werden vermie-den, weil branchenspezifische Eigen-heiten bereits als Standard imple-mentiert sind.
Umsetzung erfolgteinnerhalb kürzester Zeit
Mit dem Start pünktlich zu Beginndes neuen Geschäftsjahres am 1.April 2002 wurde eine der wesent-lichen Entscheidungsvoraussetzun-gen von der UB-Software erfüllt undgleichzeitig die Basis gelegt für einevertrauensvolle Zusammenarbeit.Der hohe Erfüllungsgrad der Mayes-ty-Standards machte zahlreichesonst aufwändige Anpassungen un-nötig. Gute Erfahrungen hat Tontar-
ra inzwischen auch mit den Updatesgemacht: Der Pflegeaufwand istniedrig. Bei der Übernahme der neu-en Releases – ein Update jährlichwirdvon UB-Software kostenfrei ge-liefert – sind bisher keine Schwierig-keiten aufgetreten.
Steht eine Produktion konkret an,löst das Programm alle Stücklistendes zugrundeliegenden Produk-tionsauftrags auf und erstellt für je-de Baugruppe einen Fertigungsauf-trag. Alle notwendigen Unterlagenund Fertigungspapiere, wie Materi-al- und Arbeitsscheine, werden auto-matisch erstellt.
Mit dem neuen ERP-System er-reichte man bei Tontarra eine Funk-tionalität, die mit dem alten Systemdefinitiv nicht zu bewältigen gewe-sen wäre und die ein mittelständi-scher Betrieb heutzutage im inter-nationalen Wettbewerb unbedingtbraucht. Beispielsweise ist das Sys-tem für Serien- und Einzelfertigungausgelegt. Für die verlängerte Werk-bank kann mit einfachen Mitteln dergünstigste Anbieter ermittelt wer-den, ein integriertes Qualitätsma-nagement sichert die hohen Quali-tätsstandards, und der Versand wird
Agieren statt reagierenERP-System mit PPS-Funktionalitätenfür Metall verarbeitende Betriebe sorgt für reduzierte Durchlaufzeiten
ALBERTO PETRELLA UND UWE BADER
Alberto Petrella ist Geschäftsführer derTontarra Medizintechnik GmbH in 78573Wurmlingen. Uwe Bader ist Geschäftsfüh-rer der UB-Software Entwicklungs- undVertriebs-GmbH in 78549 Spaichingen, Tel.(0 74 24) 95 82 30, [email protected]
FAZIT
� Bei einem Gerätehersteller zeig-te sich ein Verbesserungsbedarfbeim innerbetrieblichen Infor-mationsfluss
� Zur effizienteren Steuerung derProduktionsabläufe wurde einintegriertes ERP-System imple-mentiert
Die Durchlaufzei-ten in der Ferti-gung konnten mitHilfe der neuenERP-Softwarereduziert werden.
Bild
er:V
erfa
sser

MM Das IndustrieMagazin · 20/2004 35
durch die zügige Versandabwicklung rationalisiert. Positiv istauch die transparente Mehrlager-/Chargenverwaltung und dieautomatische BDE (Betriebsdatenerfassung). Die BDE liefertnicht nur die Daten für das Entlohnungssystem, sondern auchexakte Werte für die Nachkalkulation � gerade nach der Ein-führung neuer Produkte ein wichtiger Punkt für das Unterneh-men.
Medizintechnische Besonderheiten abgedecktAls exportorientierte Firma profitiert Tontarra auch von der ver-einfachten Exportabwicklung in Mayesty. Qualitätsstandardsgelten somit nicht nur für die Rohmaterialien, die das Unter-nehmen einkauft, sondern auch für deren Aufbereitung und Ver-arbeitung: So muss über die Chargenverwaltung jederzeit fest-gestellt werden können, welche Rohcharge bei welchen Produk-ten wann und wie verarbeitet wurde. Über die Funktion „chao-tisches Lagern“ kann außerdem das Problem der Chargentren-nung gelöst werden, und es spart wertvollen Lagerplatz ein. Fürden US-Markt müssen die Qualitätsstandards darüber hinausden Medical Device Amendments des FD & C Act (Food, Drugsand Cosmetics Act) entsprechen. Das Berücksichtigen von Nor-men und Standards in der Produkt- und Vermarktungsplanunggehört ebenso dazu wie die Planung der entsprechenden Akti-vitäten bei Tests, Validation und Zulassung. Unabhängig von derZuordnung muss der Hersteller eine technische Dokumentationfür die einzelnen Produkte oder Produktgruppen erstellen undpflegen. Ferner muss er für CE-gekennzeichnete Produkte eineKonformitätserklärung vorweisen können � alles liegt bereits inMayesty grundlegend vor.
Von praktischem Nutzen ist vor allem die Möglichkeit, schnellund transparent Information über Auftragsfortschritt, Lagerbe-stand, Kapazitätsauslastung und Lieferfähigkeit zu erhalten.Von Vorteil sind darüber hinaus die reduzierten Durchlaufzei-ten und daraus resultierend die schnelle Abarbeitung der Auf-träge vom Auftragseingang über die technische Auftragsbear-beitung, Materialdisposition und Terminierung bis zur Aus-lieferung.
Über die Funktion „Versand per MDE-Gerät“ wird mit demAbscannen der Etiketten vor dem Einpacken in den Karton undder Generierung des Lieferscheins sichergestellt, dass der Kun-de nichts auf dem Lieferschein stehen hat, was nicht im Kartonist. Außerdem kann per MDE-Gerät die Inventur durchgeführtwerden. Die Verwaltung der administrativen Bereiche insbe-sondere im Einkauf und der Auftragsbearbeitung wird so ent-lastet. Für die Geschäftsführung unerlässlich sind inzwischen dieschnellen und übersichtlichen Auswertungen der Geschäftdatennach vorgegebenen Kriterien.
Auch für die Herausforderungen der Zukunft ist Tontarra be-stens gerüstet: In Planunung ist heute schon der rationelle Aus-bau der Geschäftsbeziehungen zu Vorlieferanten und Kunden(wie Auftragsübermittlung, Lieferscheine, Preislisten) per EDIund E-Commerce. Bei Tontarra ist die IT ein verlässlicher Kom-pass, der stets anzeigt,was getan werden muss,um das Geschäft zu opti-mieren: Wir sind damitin der Lage zu agieren,statt zu reagieren. MM
AUTOMATIONFERTIGUNG
� Tontarra
� UB-Software
www.maschinenmarkt.de

36 MM Das IndustrieMagazin · 20/2004
KONSTRUKTION C-TECHNIK
Von der Wiege bis zur Bahremüssen sich die Menschenmit unendlich viel Papier
herumquälen. Doch auch seit An-bruch des Computerzeitalters hörtder Traum vom papierlosen Lebennicht auf. Bisher ist es meist auch ein
Traum geblieben. Wasder Privatmann an Pa-pierkram schon allesauszufüllen hat, wirdin der Industrie pro-blemlos getoppt. ZurSicherheit und Fehler-vermeidung muss hierpraktisch alles schrift-lich erfasst werden,trotzdem sollen alleVorgänge gleichzeitigschnell und flexibelablaufen. Eine Qua-dratur des Kreises. Abund zu gelingen in der„realen“ Wirklichkeit
dennoch einige Aufehen erregendedigitale Lösungen.
Einer, der es vormacht, ist die Ive-co Magirus AG in Ulm. Dort laufen
die Lkw jetzt ohne Papierkrieg vielschneller vom Band, als man das vor-her vermutete.
Als erster Fahrzeughersteller ar-beitet das Unternehmen jetzt mit ei-nem elektronischen Montagedaten-Management (MDM) bei der Nutz-fahrzeugfertigung (Bilder 1 und 2).Am Band gibt es nun kein Stück Pa-pier mehr. Die Produktion der neu-en Schwer-Lkw-Baureihe „Stralis“,die seit Januar 2002 auf dem Marktist, wird nun über dieses neue Sys-tem abgewickelt. Entwickelt und im-plementiert wurde das System nachpraxisorientierten Vorgaben seitensIveco durch den Münchner Automa-tisierungsspezialisten New-TecGmbH.
Produktionsprozessewurden harmonisiert
Bereits im Jahr 2000 hatten UlmerFahrzeugbauer die Gruppenarbeiteingeführt. Seitdem sorgen täglicheMeetings für kurze Entscheidungs-prozesse. Im selben Jahr wurde auchdas Iveco-Magirus-Produktionssys-tem (IMPS) eingeführt. Dies war einerster erfolgreicher Schritt, denMontagegruppen mehr Eigenver-antwortung einzuräumen und da-mit im Werk Ulm eine schlankereKostenstruktur durch die Harmoni-sierung der Produktionsprozesseherbeizuführen.
Nach der Entscheidung, das ge-samte Management der Montageda-ten für die Herstellung des Schwer-Lkw Stralis auf papierlosen Betriebumzustellen, und zwar nicht nur ineinzelnen Fertigungsbereichen, son-dern durchgängig im ganzen Werk,wurde im Juni 2003 dieses umfang-reiche Projekt abgeschlossen. Vordieser Umstellung wurde jedes Fahr-
zeug vom Rahmenbau bis zur end-gültigen Funktionskontrolle undAuslieferung von einem Papierkata-log mit etwa 60 Seiten begleitet. AlleFertigungsschritte, die Dokumenta-tion sicherheitsrelevanter Fahrzeug-bauteile und Drehmomentangabensowie die gesamten Fehlermeldun-gen waren in diesen Fahrzeugbe-gleitpapieren enthalten. Jeder Wer-ker arbeitete die Checkpunkte seinerAufgaben auf dieser Papierliste ab,danach wurde die Checkliste an dennächsten Takt beziehungsweise andie nächste Arbeitsgruppe weiter-geleitet.
Nachteilig an diesem System warzum einen die Tatsache, dass eineMeldung über Fehlteile am Band nurper Hand auf Papier weitergereichtwerden konnte, zum anderen war ei-ne Erfassung aller erforderlichenNacharbeitsvorgänge erst bei Vorla-ge des gesamten Begleitkatalogs inder Sektion Endkontrolle möglich.Um die Arbeitsliste in der SektionNacharbeit zusammenstellen zukönnen, war eine Zeit von 20 bis 30Minuten nötig (Durchsicht des gan-zen Kataloges) und unter Umstän-den dauerte es dann noch mehrereStunden, bis ein Fehlteil vor Ort an-geliefert werden konnte.
Ein weiterer erheblicher Aufwandmusste mit der Katalogisierung undArchivierung der Fahrzeugsbegleit-papiere betrieben werden. Bei einemFertigungsausstoß von 65 bis 70Fahrzeugen pro Tag mussten alle Be-gleitpapiere zur Dokumentation derordnungsgemäßen Montage sicher-heitsrelevanter Bauteile 15 Jahre langaufbewahrt werden: Vier Tonnen Pa-pier pro Jahr sammelten sich so in ei-nem Hochregallager auf dem Werks-gelände in Ulm an.
Papierlos schnellerPapierlose Montagedaten-Dokumentationverkürzt Durchlaufzeiten in der Fahrzeugproduktion
MICHAEL WOLTER
Michael Wolter ist Geschäftsführer derNew Tec GmbH in 80939 München, Tel.(0 89) 31 82 94-14, [email protected]
Bild 1: Bedieneram MDM-Monitorbeim elektroni-schen Erfassen undDokumentierenvon Montagedaten.
FAZIT
� Der Lkw-Hersteller IvecoMagirus AG in Ulm hat fürdie Fertigung des TypsStralis eine neue Montage-daten-Dokumentationeingeführt
� Dieses elektronische Mon-tagedaten-Management(MDM) kommt ganz ohnePapierkrieg aus und hilftdadurch Kosten und Fehlerzu vermeiden

Mitte 2003 wurde dann das New-Tec-paperless-System eingeführt.Dabei der Lkw-Fertigung ein perma-nenter Arbeitsplatzwechsel erfolgt,wurde das MDM-System so flexibelgestaltet, dass die 126 eingerichtetenTerminals miteinander vernetzt sindund jeder Mitarbeiter an jedem Ter-minal arbeiten kann. Dabei meldeter sich mit seiner persönlichen Bar-code-Karte am jeweiligen Terminalan. Die Mitarbeiter der Funktions-prüfung am Ende des Montageban-des sind jeweils mit einem mobilenHandheld-Gerät ausgestattet, mitdem sie sich auch problemlos im fer-tigen Fahrzeug, beispielsweise in derFahrerkabine bewegen können.
Alle auszuführenden Arbeiten derjeweiligen Arbeitsstation oder Takteswerden auf dem Bildschirm eines PCangezeigt. Nach Beendigung des Ar-beitsschrittes quittiert der Werkerdie Ausführung und den Status derMontage. Dieser Status wird elektro-nisch an die nächste Station weiter-gegeben. Eventuelle Fehlteile oderbeschädigte Komponenten werdenbei der Produktionsleitung somit so-fort sichtbar und können noch wäh-rend der Montage von den Werkernkorrigiert werden.
Die Nacharbeitszeiten in der End-und Funktionskontrolle haben sichdadurch deutlich verkürzt. Statt 60
Seiten Dokumentation muss dortjetzt nur noch eine Seite überprüftwerden, auf der alle relevantenPunkte aufgelistet sind. Für die Ver-antwortlichen im Werk besteht dieMöglichkeit, die Produktionsabläu-fe online einzusehen, um jederzeitunterstützend eingreifen zu können.
Eine weitere wichtige Aufgabe fürNew-Tec bestand zudem darin, dieProduktion bei Iveco mit der „pa-pierlosen Methode“ auch bei einemeventuellen Serverausfall sicherzu-stellen – denn bei Stillstand der Fahr-zeugfertigung würden schnell Ver-luste in Millionenhöhe entstehen.Deshalb entwickelten die Mitarbei-ter bei New-Tec ein spezielles Ver-fahren, das die Datenerfassung auchbei einem kompletten Ausfall deszentralen Datenservers garantiert.
In einem solchen Fall werden dieEingaben zunächst von den autarkenArbeitsplatzrechnern gespeichertund nach Behebung des Problemsautomatisch zur Zentrale zurück-übertragen. Ein kostspieliger Pro-duktionsausfall wird dadurch ausge-schlossen. MM
KONSTRUKTIONC-TECHNIK
Bild 2: Auf derper MausklickausgewähltenSkizze wirdder Fehler ge-nau lokalisiert.Später ist dieSkizze durchdie Liste„Offene Feh-ler“ immervorhanden.
Bild
er:N
ew-T
ec
� Iveco Magirus AG
� New-Tec GmbH
www.maschinenmarkt.de

38 MM Das IndustrieMagazin ·20/2004
KONSTRUKTION C-TECHNIK
Noch vor zehn Jahren wurdezwischen großen CAD/CAM-Systemen und Mittel-
standslösungen unterschieden. DieZeiten sind vorbei. Preise und Funk-tionalitäten haben sich enorm ange-nähert. Der Mittelstand hat also heu-te – wie die Großindustrie – die freieAuswahl. Jetzt geht es nur noch umdas bestmögliche System. WelchePunkte dabei wichtig sind, sei amSystem Pro/Engineer gezeigt.
Ein Pro/Engineer-Arbeitsplatz(Hard- und Software) kostete vorzehn Jahren rund 100 000 DM. Heu-te kann man den gleichen Arbeits-platz für 10 000 Euro erwerben. Mitwesentlich besserer Funktionalität,versteht sich.
Die Bedienung der Systemeist relativ einfach
Vor zehn bis 15 Jahren galten die gro-ßen CAD/CAM-Systeme als relativschwierig zu bedienen – eine langeAusbildungszeit war die Regel. Heu-te laufen auch sie, wie die ehemalskleinen Systeme, auf PC unter Win-dows. Nach fünf Tagen Grundaus-bildung kann man mit einfachen Tei-lekonstruktionen beginnen. DieCAD/CAM-Welt hat sich also starkgewandelt, zugunsten der mittel-ständischen Anwender. Sie können
bei den verbliebenen CAD/CAM-Systemen aus dem Vollen schöpfen.
Die Anforderungen eines mittel-ständischen Unternehmens an einegute CAD/CAM-Lösung sind ähn-
lich wie bei den Konzernen:� Produktmodellierung,
�Auslegung und Be-rechnung,� Analyse und Si-mulation,
� Stammdaten und Stücklisten,� Produktdatenverwaltung,� Technische Informationssysteme,� Kommunikation und Workflow,� Messdatenverarbeitungsind unter einen Hut zu bringen.
Vielen Unternehmen ist das auchbewusst geworden. Es geht nicht nurdarum, schnell zu zeichnen, sondernden gesamten Prozess optimieren,die Konstruktion zu automatisierenund Altbestände mit einbeziehen.Welche Kriterien sind für das einzel-ne Unternehmen wichtig? Dazu ei-nige Hinweise.
Mittelständler arbeiten oft fürgroße Unternehmen. Wie wichtig istes dann, mit deren CAD/CAM-Sys-temen direkt Daten austauschen zukönnen? Wenn es wichtig ist, hatman mit einem Mainstream-Systemnatürlich eher die Chance einen Tref-fer zu landen als mit einem exoti-schen System.
Viele mittelständische Maschi-nen- und Apparatebauer brauchenfür ihre Anlagen meist nicht nurCAD/CAM-Systeme mit reinen Ma-schinenbaufunktionalitäten. Fastimmer werden auch Blechabde-ckungen gebraucht, oft auch Rohre,Profile und Kabelverlegungen, umnur einige zu nennen. DasCAD/CAM-System muss alle dieseGewerke abdecken können. BeiPro/Engineer ist das beispielsweiseder Fall. Das vorhandene Grundsys-tem und seine Zusatzmodule er-möglichen eine breite Anwendungund zwar auf einer Datenbasis.
Kraftpaketefür den MittelstandLeistungsfähige CAD/CAM-Systeme ermöglichen das Optimierenvon Prozessketten in kleinen und mittleren Unternehmen
KARL OBERMANN
Dipl.-Ing. Karl Obermann ist freier Journa-list für Technik in 90613 Großhabersdorf.Weitere Informationen: PTC GmbH, Tel.(0 89) 3 21 06-0, [email protected]
ModerneCAD/CAM-Lösun-gen bieten alleswas der Mittel-stand zur Produkt-entwicklung und-fertigung benö-tigt.
Bild
er:P
TC

Wenn aber der Leistungsumfangder Standardsoftware einmal nichtreicht, dann sollte die Möglichkeitbestehen, vom Systemanbieter spe-zielle Lösungen erstellen zu lassen.Das Softwarehaus PTC beispiels-weise gibt dazu seinen Software-Partnern Pro/Toolkit an die Hand.Dieses ist das Originalentwicklungs-system für Pro/Engineer. Damit lässtsich viel effektiver als mit anderenTools die Zusatzsoftware in Pro/E in-tegrieren.
Als Beispiel lässt sich MTC nen-nen. MTC, ein Systemhaus imPro/Engineer-Umfeld in Nürnberg,hat für die Firma Leistritz und derenGewindewirbelmaschinen ein spe-zielles CAM-System geschrieben. Esermöglicht – integriert in Pro/Engi-neer – die Erstellung 5-achsiger NC-Programme für dieses Zerspanver-fahren. Die Programme dafür gab esvorher auf dem Weltmarkt nicht zukaufen.
KONSTRUKTIONC-TECHNIK
Auch – und gerade – im Mittel-stand ist man auf eine gute Leistungseines CAD/CAM-Systems angewie-sen. PTC hat in dieser Hinsicht nacheigenen Aussagen mit Pro/Engineer-Wildfire eine neue Bestmarke ge-setzt. Wie man in Wildfire Geome-trien generiert und manipuliert, wieschnell man dabei vorankommt,sucht derzeit seinesgleichen.
Postprozessoren erweiternden Anwendungsbereich
Eine gute Konstruktion ist nur diehalbe Miete. Gerade im Mittelstandwill man auch fertigen können.Pro/Engineer hat sich in diesemPunkt deutlich verstärkt, nicht zu-letzt mit der Integration der Softwarevon Open Mind. Wer mehr will,kann wiederum auf Dienstleister wieMTC zurückgreifen. Die Nürnber-ger helfen mit speziellen Anpassun-gen, etwa für den Bau von Spritz-gussformen, mit eigenen Postpro-
zessoren und mit Software für dieAnbindung der Messtechnik.
Auch im Mittelstand geht nichtsmehr ohne IT-Rückgrat, sprichPDM/PLM. Im Pro/Engineer-Um-feld gibt es dafür ausreichend Lö-sungen, von Pro/Intralink für dieCAD-nahe Ver-waltung bis hinzu Windchill,dem umfassen-den PDM-Sys-tem. Spezialmo-dule und eine op-timale Imple-mentierung kann man wiederumvon den Anbietern erwarten. Dievolle CAD/CAM-Power ist also auchfür den Mittelstand möglich. MM
� PTC – Pro/Engineer
� Manufacturing Training ConsultingGmbH (MTC)
www.maschinenmarkt.de
FAZIT
� CAD/CAM-Systeme verkürzendie Prozesskette
� Zusatzmodule erweitern denAnwendungsbereich
HF-Motorspindeln/Motorelemente
KaVo Elektrotechnisches Werk GmbHD-88299 Leutkirch/Germany Telefon +49 (0) 75 61 / 86-0 • Telefax +49 (0) 75 61 / 86-371 • www.kavo-drives.com
KaVo Innovations...
...2004

40 MM Das IndustrieMagazin · 20/2004
MANAGEMENT MERGERS & ACQUISITIONS
Ein Unternehmensverkauf, ganzoder teilweise, kann aus denunterschiedlichsten Motiven
erfolgen – zum Beispiel Konzentra-tion auf das Kerngeschäft, schlichtefinanzielle Gründe, Altersnachfolge.Während alle diese Situationen imEinzelfall eine unterschiedliche Be-handlung erfordern, gibt es doch we-sentliche Gemeinsamkeiten, die alleArten eines Unternehmensverkaufsbetreffen. Die Entscheidung zur Ver-äußerung eines Unternehmens odereines Unternehmensteils bedarf ei-ner sorgfältigen Planung, die sowohlZeit als auch Einsatz der Geschäfts-führung oder der Gesellschafter er-fordert, denn niemand kennt dasUnternehmen und auch die eigenenInteressen besser, um eine möglichstoptimale Lösung zu erzielen. Nicht
immer ist dies uneingeschränktmöglich, da gerade in der gegenwär-tigen wirtschaftlichen Lage immeröfter ein Notverkauf erforderlichwird, in dem dann der Käufer die we-sentlichen Bedingungen zu diktierensucht.
Die Entscheidung zum Verkaufkommt in vielen Fällen gleichzeitigmit einem entsprechenden Angebot.In solchen Fällen ist durchaus zuüberlegen, ob es weitere Interessen-ten geben könnte, die strategischbesser zum Unternehmen passenoder eine attraktivere Gegenleistungbieten. Die Identifizierung poten-zieller strategischer oder institutio-neller Interessenten schafft einenÜberblick über den Markt und denmöglicherweise zu erzielenden Preis.
Den Verkaufsprozessvertraulich behandeln
Eine weitere Überlegung sollte dieStrukturierung des Veräußerungs-prozesses sein. Abhängig von derGröße des Unternehmens kann sichein formeller Bieterprozess anbieten,in dem in einem strukturierten Ver-fahren mehrere Interessenten auf derBasis gleicher Informationen paral-lel Angebote abgeben, die der Ver-käufer ablehnen oder annehmenkann. Der Nachteil eines solchenVerfahrens sind die in der Regel er-heblichen Kosten dieses Prozesses.Alternativ können im Rahmen vonindividuellen Gesprächen einzelnepotenzielle Interessenten in eineVorauswahl gezogen werden, mit de-nen weiterverhandelt wird, bis sichder geeignetste Käufer herauskristal-lisiert. Auch dieser Prozess kann sehrzeit- und kostenintensiv sein.
Die Struktur einer möglichenTransaktion, insbesondere auch un-
ter Berücksichtigung der steuer-lichen Interessen der Parteien, solltefrühzeitig geprüft werden. So stelltsich dann zum Beispiel die Frage, obAnteile an einer Gesellschaft (ShareDeal) oder einzelne Vermögenswer-te (Asset Deal) übertragen werdensollen. Während bei einem ShareDeal der Käufer in die Position desveräußernden Gesellschafters ein-tritt und die Gesellschaft an sich er-wirbt, werden im Rahmen eines As-set Deals einzelne Vermögenswerte,die zusammen mit den ebenfallsübergehenden Mitarbeitern einenBetriebsteil bilden, übertragen.Gleichzeitig sollte geklärt werden, obmöglicherweise staatliche Genehmi-gungen erforderlich werden.
Auch ist darauf zu achten, denProzess an sich vertraulich zu be-handeln, um insbesondere auf derEbene der Mitarbeiter und Ge-schäftspartner Irritationen und Stö-rungen zu vermeiden.
Details des Kaufvertragesfrühzeitig regeln
Üblicherweise entwirft der poten-tielle Käufer den Kaufvertrag. DieInteressen des Käufers stehen in derRegel im direkten Widerspruch zuden Interessen des Verkäufers. Ins-besondere folgende Punkte erfor-dern eine detaillierte Regelung imVertrag, will man spätere Ausein-andersetzungen vermeiden:� Gewährleistungen: während derKäufer einen möglichst ausführ-lichen Katalog an Gewährleistungenwill, hat der Verkäufer ein Interessean einer weitgehenden Einschrän-kung der Gewährleistungen. Dasnunmehr geltende Schuldrecht ist,soweit nichts anderes vereinbart ist,in der Regel eher käuferfreundlich.
Was tun beim Verkauf des
Unternehmens?Worauf der Verkäufer achten muss
ANSGAR REMPP
Ansgar Rempp ist Partner-in-Charge derinternationalen Anwaltskanzlei Jones Dayin 80538 München, Tel. (0 89) 2 06 04 22 00,Fax (0 89) 2 06 04 22 93, [email protected]. Er berät regelmäßig in Fragen derUnternehmensveräußerung.
Manchmal kann dierichtige Entschei-dung in den Ver-kaufsverhandlun-gen auch sein, aufeine bessere Gele-genheit zu wartenoder sie sich zuschaffen.

MM Das IndustrieMagazin · 20/2004 41
Es ist also dringend geboten, die ent-sprechenden Beschränkungen derGewährleistung und betragsmäßigeHaftungsobergrenzen in den Vertragaufzunehmen. Gleiches gilt für dieVerjährung von etwaigen Gewähr-leistungsansprüchen; auch diesekönnen gegenüber der gesetzlichenRegelung verkürzt werden.� Due Diligence/Kenntnis des Käu-fers: In vielen Fällen hat der Käufervor Abschluss eine sogenannte DueDiligence, also eine genaue Untersu-chung des Kaufgegenstandes, durch-geführt. Nach den Vorschriften desBGB sind die Rechte eines Käuferswegen eines Mangels dann ausge-schlossen, wenn er diesen bei Ver-tragsschluss kannte. Hat der Käufereinen Mangel grob fahrlässig nichtgekannt, so kann er nur dann Rech-te geltend machen, wenn der Ver-käufer diesen Mangel arglistig ver-schwiegen hat oder eine Garantie fürdie Beschaffenheit der Sache abgege-ben hat. Der Käufer wird stets dar-auf drängen, dass diese Bestimmungdes BGB abbedungen wird und derVerkäufer ausdrückliche Beschaf-fenheitsgarantien abgibt, für die erdann – unabhängig von einer etwai-gen Kenntnis oder fahrlässigen Un-kenntnis des Käufers – verschuldens-unabhängig haftet.� Vertragsübernahme: Werden imRahmen eines Asset Deals einzelneVermögenswerte übertragen, so istvielfach der Verkäufer verpflichtet,diverse Verträge an den Käufer zu„übertragen“. Grundsätzlich erfor-dert die Übertragung der Rechte undPflichten aus einem Vertrag die Zu-stimmung des jeweiligen Vertrags-partners. Im Interesse des Verkäufersist in der Regel eine vollständigeÜbertragung der Rechte und Pflich-ten aus dem Vertrag mit einer voll-ständigen Freistellung des Verkäu-fers von allen Verbindlichkeiten, ein-schließlich möglicher Haftungsan-sprüche, Gewährleistungs-, War-tungs- oder sonstigen Pflichtengegenüber dem Dritten. Verweigertder Dritte die Zustimmung, so kannzum Beispiel eine Erfüllungsüber-nahme für diesen Vertrag durch denKäufer, einschließlich einer internenHaftungsfreistellung durch den
Käufer, vereinbart werden. All diesbedarf einer ausdrücklichen, auf denEinzelfall angepassten Regelung, willder Verkäufer nicht hinterher mitAltlasten aus „übertragenen“ Verträ-gen, oder gar mit Restverträgen oh-ne Geschäftsbetrieb, die er mangelsGeschäftsbetrieb auch nicht mehrerfüllen kann, zurückbleiben.
Kaufpreisanpassungnach Vertragsschluss
Kaufverträge sehen oft eine spätereAnpassung des Kaufpreises vor, zumBeispiel auf der Basis einer Stich-tagsbilanz, die erst auf den Tag derVeräußerung aufgestellt werdenmuss, oder aufgrund der Ergebnisseeiner Inventur oder der Kaufpreiswird vom Erreichen gewisser Kenn-zahlen abhängig gemacht wird. In alldiesenFällen istaus derSichtdesVer-käufers unter anderem darauf zuachten, dass das Ergebnis vom Käu-fer unabhängig durch den Verkäufer(oder einen dazu bestellten neutra-len Dritten) überprüft werden kann,der (gegebenenfalls bereits gezahlte)Kaufpreis nicht aufgrund der mög-lichen Kaufpreisanpassung (unterein akzeptables Maß) sinkt, und ge-gebenenfalls auch eine Verzinsung inden Vertrag aufgenommen wird.
Zum Teil werden auch in denKaufverträgen so genannte „Earn-out“-Klauseln vereinbart, nach de-nen ein Teil des Kaufpreises basie-rend auf dem späteren Erfolg des ver-
kauften Unternehmens zu einemspäteren Zeitpunkt gezahlt wird. Üb-liche Bestimmungen sind zum Bei-spiel die Vereinbarung eines be-stimmten Gewinns (vor oder nachSteuern) oder eines bestimmtenUmsatzes in einem bestimmten Zeit-raum. Diese Klauseln erfordern ausSicht des Verkäufers besondere Vor-sicht. Der Verkäufer ist nach demVerkauf des Unternehmens nichtmehr in der Lage,die Erfüllung die-ser Ziele zu beein-flussen oder zukontrollieren.Aus seiner Sichtmuss eine solcheBestimmung sogefasst sein, dasssie auch durchneutrale Drittenachgeprüft wer-den kann. Aus derSicht eines Käu-fers mag es zumBeispiel vorteil-haft sein, einen Gewinn im Jahr indem der Earn-out relevant wird,nicht anfallen zu lassen, sondern –mit durchaus legalen Mittel – in einFolgejahr zu verschieben. MM
MANAGEMENTMERGERS & ACQUISITIONS
FAZIT
� Bei Verkaufsentscheidung poten-zielle strategische oder institu-tionelle Interessenten identifizie-ren
� Veräußerungsprozess strukturie-ren
� Gewährleistungen, Due Dili-gence und Vertragsübernahmeim Kaufvertrag detailliert regeln
� Kaufpreisanpassung nach Ver-tragsschluss
� Web-Auftritt der Anwalts-kanzlei Jones Day
www.maschinenmarkt.de
Der Unterneh-mensverkauf ist inder Regel eineganz und garnicht alltäglicheEntscheidung. Siebedarf einer sehrsorgfältigen Pla-nung und Durch-führung.
Bild
er:M
M-A
rchi
v

Zweiwalzen-Maschinen+ Abstapler
03/D
/CYSTÖLTING & SIEK Telefon (0 52 07) 23 41 + 92 05 85
Telefax (0 52 07) 56 44Internet www.stoelting-siek.deE-Mail [email protected] Schloß Holte-Stukenbrock
Anfertigung vonStanzteilenBiegeteilenStanz/BiegteilenRoboter-Schweißteileneinbaufertigen Baugruppen,
auf Wunsch OberflächenveredeltPulverbeschichtetGalvanisiertFeuerverzinkt
EigenerWerkzeugbau
Unterstützungbei der Produkt-entwicklung
DIN EN ISO 9001
...wir bringen
Metall in Form!
metallformGLASERGMBH
Kirschäckerstraße 37 96052 Bamberg
Telefon (0951) 9 35 20 -0 • Telefax (0951) 9 35 20 -45www.metallform-glaser.de
42 MM Das IndustrieMagazin · 20/2004

MARKTSPIEGEL
Visualisierungsplattformhat Betriebsdaten sicher im Griff
Prozessleitsysteme sind aus dermodernen Fertigung und dem An-lagenbau nicht mehr wegzuden-ken. Sie sorgen für effizientere Be-triebsabläufe, übersichtliche Steu-erungen und eine lückenloseÜberwachung. Mehr Einblick indie Steuerungsabläufe von auto-matisierten Maschinen und Anlagen bietet die Visualisierungssoft-ware MX4 von Mitsubishi Electric. Das modulare Softwarepaket istin verschiedenen Ausführungen von der Stand-Alone-Version biszur umfassenden Prozessleitsoftware verfügbar.Das nach Unternehmensangabe leistungsstarke, leicht zu bedie-nende Programm bietet eine detaillierte Analyse und Archivierungaller Betriebsdaten. Eine standardmäßig ins Programm integrierteRedundanz verhindere kritische Situationen und soll Prozesse undAnlagen zuverlässig vor Ausfällen schützen.� Mitsubishi Electric,Tel. (0 21 02) 4 86-61 30, www.mitsubishi-automation.com
Prozessnavigator fürdie Fertigung
IF-6020-Production isteine Software-Lösungfür den MES-Sek-tor (Manufactu-ring ExecutionSystems).Der Pro-zessna-viga-tor
Umfassende Business-Lösungen
Sage KHK präsentiert die Version 3.2. der Business-Software Offi-ce-Line. Dabei wurde vor allem die Bedienerfreundlichkeit durchzusätzliche Datenpflegeassistenten verbessert. Mit der neuen Offi-ce-Line 200 erweitert das Unternehmen zudem das Einsatzge-biet der Software auch für größere mittelständische Unterneh-men. Zu den neuen Funktionen für dieses Segment gehörenetwa eine erweiterte Wiedervorlage, Unternehmens-Workflows, Rechtevergabe auf Feldebene oder Interna-tionale-Mandanten. Erstmals wird die Office-Line-Produktion gezeigt, eine Lösung für die Ferti-gungsplanung und -steuerung, die auf Basis derWarenwirtschaft der Business-Software arbei-tet und in diese integriert ist.� Sage KHK Software GmbH & Co. KGTel. (0 69) 5 00 07-11 30, www.sagekhk.de
für die Fertigung gibt einen ablauforientierten Überblick zuallen Teilbereichen einer Fertigung, so Hersteller InterflexDatensysteme. Dabei konzentriere sich das System inProduktionsunternehmen auf die gesamte Prozess-kette, also von ERP (Enterprise Resource Plan-ning) und BDE (Betriebsdatenerfassung) überFertigungsleitstand bis hin zu Qualitätsdaten.Die Software ermittelt, wie es heißt, früh-zeitig Schwachstellen eines Fertigungs-prozesses und stellt diese ab. Zudemließen sich aufgrund der visualisier-ten Produktionsinformationenwährend des laufenden Betriebsrasch Maßnahmen umsetzen,um Liefertermine sowieQualitätsstandards zu hal-ten.� Interflex Daten-systeme GmbH &Co. KG,Tel. (07 11)13 22-1 08,www.ich-bin-da.de
PRODUKTE
... da gehtwas durch
Prod
uktio
nspr
ogra
mm
:
Nor
malsa
ugen
deKr
eise
lpum
pen
Selb
stans
auge
nde
Krei
selp
umpe
n
Meh
rpha
senp
umpe
n
Flüss
igke
itsrin
g-Va
kuum
pump
en
Sond
erpu
mpen
Freistrompumpenzur Flüssigkeits-Feststoff-Förderung
Technische Eigenschaften:Freier und verstopfungssichererPumpendurchgang.Schonende Förderung.Standardpumpenleistungen bis140 m3/h und 5,5 bar.Kugeldurchgang bis 80 mm.
Anwendungen:Abwasser, verunreinigte Waschlaugen,spänebelastete Kühlschmierstoffe,Kalkmilch, Produktmitförderung u. a.
EDUR-PumpenfabrikEduard Redlien GmbH & Co. KGPostfach 19 49 · D-24018 KielTelefon (04 31) 68 98-68Telefax (04 31) 68 98-8 00http://www.edur.deE-Mail: [email protected]

41334 Nettetal · Postfach 20 60Tel. 0 21 57 12 97 0 · Fax 0 21 57 12 97 88
www.dammer.de · [email protected]
T I E F Z I E H T E I L EWir produzieren– Hülsen– Zwingen– Kappen– Tiefziehteilenach Kundenwunschbis 2 mm Stärke
A.G. THORWARTH Metallwarenf. GmbHPostfach 10 01 44, 98561 SchmalkaldenTelefon (0 36 83) 40 27 61, Fax 40 27 62, www.agthorwarth.de
Reinigungs- und Entfettungsanlagen
Über
70 Jahre
Erfahr
ung
Wir lösen auch Ihr Reinigungsproblem – Sprechen Sie uns an!Apparatebau Clemens Bous GmbH & Co. KG · Hansestr. 49 · 51149 Köln · www.bous-koeln.deTelefon (0 22 03) 9 35 21-0 · Fax (0 22 03) 9 35 21-22 · E-Mail: [email protected]
44 MM Das IndustrieMagazin · 20/2004

MARKTSPIEGEL
MM Das IndustrieMagazin · 20/2004 45
Rollierwerkzeug bietet Flexibilitätbei Anstellwinkel und Anpressdruck
Mit dem Typ UBT-T steht ein Einrollen-Rol-lierwerkzeug zur Verfügung, bei dem der An-stellwinkel der Rolle auf 0, 45 und 90° einge-stellt werden kann. Zudem lässt sich laut Her-steller der Anpressdruck über ein Federpaketvariabel an der jeweilige Aufgabe anpassen.Dazu seien je nach Bedarf Rollen mit Sonder-radien für sehr unterschiedliche Konturen lie-ferbar, heißt es. Eine Konturbearbeitung ineiner Aufspannung ist möglich. Die Vorteile
des Werkzeugs auf CNC-Drehmaschinen werden besonders in ei-ner verringerten Rautiefe, einem erhöhten Traganteil sowie in ei-ner sauberen, spanlosen Bearbeitung gesehen.� Kempf GmbH, Tel. (0 71 53) 95 49 27, www.kempf-tools.de
CNC-gesteuerte Biegemaschinemit integrierter Winkelprogrammierung
Bei der neuen Horizontal-Biege-maschine können an der Steue-rung die Grunddaten wie Materi-alqualität, Abmessungen, Winkeloder Schenkellänge einfach undschnell eingegeben werden. So je-denfalls betont es der Hersteller.Verschiedene Unterprogramme
unterstützen dabei den Anwender bei der Programmierung. DieArbeitsdaten, zum Beispiel Biegehub, Anschlagmaß und Zu-schneidlänge, werden automatisch von der Software berechnetund in den Bearbeitungsprozess gegeben.� Stierli Bieger AG (Schweiz),Tel. (00 41-41) 920 20 55, www.stierli-bieger.com
Pneumatische Pressenim unteren Schließkraftbereich
Pneumatische Pressen sind insbesondere dafürgeeignet, den unteren Kraftbereich von Hydrau-likpressen wirtschaftlich zu ergänzen. Standard-mäßig sind solche Pressen mit Presskräften von5 bis 80 kN ausgestattet und in verschiedenenBauformen, von der Tischausführung bis hin zurEinständerpresse mit verstellbarem Tisch ausgelegt.Dazu kommen die unterschiedlichen Steuervarianten wie Zwei-hand- oder Handhebelsteuerung, Lichtschrankenauslösung, ma-nuell einstellbarer Tiefenanschlag für exakt reproduzierbare Hub-tiefen oder Fußschalter bei gesicherten Werkzeugen. Als Beispielsei hierfür der Typ DZ 2/VZ 3 mit 30 kN Presskraft genannt, beidem der Pressvorgang durch einen im Stößel untergebrachtenKraftmessring in DMS-Technik kontrolliert wird.� S. Dunkes GmbH, Tel. (0 70 21) 72 75-0, www.dunkes.de
PRODUKTE

46 MM Das IndustrieMagazin · 20/2004
MARKTSPIEGEL PRODUKTE
Oberflächen mit Lotusblatt-Effekt
Damit Schmutz und Eis an Windkraftanlagen nicht festhaftenkönnen, wurde eine besondere Beschichtung entwickelt. Sie er-zeugt auf den Oberflächen der Rotorblätter und Türme den so ge-nannten Lotusblatt-Effekt. Bei der Reinigung perlt das Wasser vonder Oberfläche ab, wobei die Verschmutzung gleich mit abgewa-schen wird. Dieser Effekt sei besonders vorteilhaft bei Offshore-Anlagen. Außerdem verringere die Beschichtung den Luftwider-stand. Die Schutzwirkung des hydrophoben Überzugs soll min-destens sechs Jahre halten. Weitere Vorteile der Beschichtung wer-den einerseits in einem erhöhten Abrieb-, Stoß- und Kratzwider-stand gesehen. Andererseits verweist man darauf, dass sich damitdie Schutzwirkung des so genannten Gel-Coats sowie die Bestän-digkeit gegenüber UV-Strahlung verbessern lässt.� BS Rotor Technic,Tel. (0 55 51) 9 14 11 90, www.bs-rotor.de
Strahl-Reinigung von Metallhalbzeug
Zur kontinuierlichen Reinigung flächiger Metallhalbzeuge wieBänder, Bleche und Tafeln wurde ein Verfahren entwickelt, beidem ein flacher Flüssigkeitsstrahl mit Hochdruck auf die Oberflä-che trifft. Das geschieht in einer Reinigungshaube, in der Unter-druck herrscht, so dass der Flachstrahl auf das Reinigungsgutschießt und damit laut Anbieter den Schmutz auch aus kleinstenPoren entfernt. Die zurückgespritzte Flüssigkeit wird aus demWirkbereich der Reinigung abgesaugt. Dadurch könne der für denImpact des Strahls schädliche Flüssigkeitsfilm erst gar nicht ent-stehen. Die Absaugvorrichtung ist so angeordnet, dass die Halb-zeuge trocken das Reinigungsmodul verlassen. Die Verwendungvon Abquetschwalzen sei nicht erforderlich.� UVK Prozess-Technologien GmbH & Co. KG,Tel. (0 26 02) 9 99 27-0, www-uvk-protec.com
Prüfstand zur Bestimmungder Oberflächensauberkeit
Um die Sauberkeit gefertigter Kompo-nenten der Hydraulik und Fluidtech-nik überprüfen zu können, wurde derPrüfstand CTU (Contamination TestUnit) entwickelt. Damit lassen sichArt, Größe und Menge der Rest-schmutzteilchen ermitteln, so dass
durch Optimierungsmaßnahmen in der Teilereinigung die vorge-gebenen Qualitätsstandards eingehalten werden. Der Prüfstandumfasst ein Reinluft-, Reinraum- und Analysemodul. Anwendun-gen werden in der Automobil- und Zulieferindustrie, im Getriebe-und Motorenbau sowie bei Herstellern von Hydraulikkomponen-ten gesehen. Dort geht der Trend zu immer kleineren, jedoch leis-tungsfähigeren Komponenten, wodurch die Anforderungen hin-sichtlich der Produktsauberkeit steigen.� Hydac Filtertechnik GmbH,Tel. (0 68 97) 5 09-01, www.hydac.com

MARKTSPIEGEL
MM Das IndustrieMagazin · 20/2004 47
Internetfähiger Kondensatableiter
In kompakter Bauform kommt der elektro-nisch niveauregulierte Druckluft-Kondensat-ableiter UFM-T05 daher. Seine Niveausenso-ren werden im Werk kalibriert, wenn es dieAnwendung über den Standard hinaus erfor-derlich macht. Über eine Programmierein-heit kann dieser Wert auch nachträglich jus-tiert werden. Beim Modell „Superplus“ kön-nen über Internet Daten des Betriebszustandsgesendet werden. Der Kondensatableiter er-bringt Abscheideleistungen von bis zu 6 lKondensat in 10 min. Das entspricht imDurchschnitt der Anwendungsfälle der Kon-densatmenge eines 30-kW-Kompressors odereines Filters mit einer Durchflussleistung von 100 m3/min.� Ultrafilter International AG,Tel. (0 21 29) 5 69-0, www.donaldson.com
Motorpumpen für unter Wasser
Die Unterwasser-Motorpumpenbaureihe UPA 100 Caus Edelstahl ist für den Einsatz in der Wasserversor-gung, Bewässerung, Grundwasserabsenkung undDruckerhöhung sowie im Brandschutz vorgesehen.Die maximale Förderhöhe liegt bei 400 m, diegrößte Fördermenge beträgt 15 000 l/h. Dabei kanndie Temperatur des zu fördernden Mediums bis zu30 °C betragen. Die robust konstruierten Aggregatesind in der Lage, Wasser bis zu einem Feststoffge-halt von 50 g/m3 zu fördern. Die eingebaute strö-mungsgünstige Rückschlagklappe ist blockiersicherund verhindert beim Abschalten des Aggregats einLeerlaufen der Druckleitung. Schäden durch einRückwärtslaufen der Pumpe werden so vermieden.� KSB AG, Tel. (0 62 33) 86 37 02, www.ksb.com
Gebläse für den Ex-Bereich
Continental Industrie bietet einegroße Bandbreite an Gebläsen zurFörderung von explosiven Gasenund Dämpfen an, die den gängi-gen Atex-Vorschriften der Katego-rie 3 (Zone 2) sowie der Kategorie2 (Zone 1) entsprechen. Mit Si-cherheitsgehäusen und antistati-
schen Keilriemen eignen sich die Gebläse besonders für den Ex-Bereich. Das gilt vor allem für die integrierten Drehstrommoto-ren. Das Bild zeigt eine Gebläseanlage zur Verarbeitung von Klär-schlamm und Biomasse für einen Entsorger. Die Zentrifugalgeblä-se der Baureihe 008 – 151 beziehungsweise Exhaustoren decken ei-nen Volumenstrombereich von 200 bis 20 000 m3/h ab.� Continental Industrie GmbH,
Tel. (0 21 33) 25 98 30, www.continental-industrie.de
PRODUKTE
F+L Bachmann AGMünchwilerstr. 219554 TägerschenTel. +41(0)71 918 60 70Fax +41(0)71 918 60 [email protected]
Eine Kreuzspinne . . .. . . hat dank ihren Mundwerkzeu-gen eine besondere Fähigkeit er-halten. Als Spezialisten von . . .
. . . CNC-Fräsen/Drehen . . .. . . haben wir – mit modernster Tech-nologie – die Möglichkeiten, hoch-präzise Teile als Einzel- oder Serienan-fertigung herzustellen. Als weitereSpezialität produzieren wir komplizier-te Drehteile mit kleinsten Durchmes-sern nach Kundenwunsch.
Fordern Sie uns heraus. Wir beweisenIhnen gerne unsere Kompetenz.

48 MM Das IndustrieMagazin · 20/2004
MESSEN · KONGRESSE · SEMINARE
SERVICE TERMINE
Ausführliche Informationen unter:www.maschinenmarkt.de — Veranstaltungen — TermineUm einen Termin vorzuschlagen, schicken Sie die Detailsbitte an [email protected]
Auswirkung derEuropäischen Bau-produktenrichtlinie fürHersteller elektroni-scher Bauprodukte
ZVEI Zentralverband derElektrotechnik-und Elektroindustrie e. V.,Tel. (0 69) 63 02-4 14,Fax (0 69) 63 02-3 51
Frankfurtam Main,8. 6.,290 Eurozzgl. MwSt.
Miesbach/Oberbayern,16. bis 18. 6.,keine Angabe
IIR Deutschland GmbH,Tel. (0 61 96) 5 85-4 60,Fax (0 61 96) 5 85-4 85
Offenbach,21. und 22. 6.,1695 Eurozzgl. MwSt.
Brand- und Explosions-schutz in Siloanlagen
ESMG European SafetyManagement Groupe. V.,Tel. (0 23 81) 2 71-4 86,Fax (0 23 81) 2 71-4 85
Hamm/Westfalen,22. 6.,260 Eurozzgl. MwSt.
ISRM Institute of Strate-gic Risk Management,Tel. (02 11) 96 86-37 51,Fax (02 11) 96 86-47 51
CH-Zürich,28. 6. bis 2. 7.,995 Europro Tag
2. EATC AutomotiveSeminar: GMT/LFT –langfaserverstärkteThermoplaste imAutomobilbau
F-Paris-Versailles,29. und 30. 6.,keine Angabe
Fließfertigung undKANBAN – Wie Sie IhreHerstellkosten deutlichund dauerhaft senken
MM Seminare, VogelIndustrie Medien GmbH& Co. KG,Tel. (09 31) 4 18-20 54,Fax (09 31) 4 18-22 29
Würzburg,1. und 2. 7.,720 Eurozzgl. MwSt.
Berlin,1. und 2. 7.,1350 Eurozzgl. MwSt.
SKZ ConSem GmbH,Tel. (09 31) 41 04-1 64,Fax (09 31) 41 04-2 27
Würzburg,6. 7.,620 Eurozzgl. MwSt.
Mit Mikrosystemen indie Zukunft – Markt-chancen mit neuenProdukten und Designs
FTU Fortbildungszentrumfür Technik und Umwelt,ForschungszentrumKarlsruhe GmbH,Tel. (0 72 47) 82-40 44,Fax (0 72 47) 82-40 45
Eggenstein-Leopoldshafen,8. 7.,keine Angabe
AVK-TV Arbeitsgemein-schaft VerstärkteKunststoffe TechnischeVereinigung e. V.,Tel. (0 69) 25 09 20,Fax (0 69) 25 09 19
Vincentz Network,Tel. (05 11) 99 10-2 73,Fax (05 11) 99 10-2 79
Betriebswirtschafts-Crashkurs für Verkaufs-leiter und Vertriebs-führungskräfte
Wie können Produkti-vität und Profitabilitätim Vertrieb gesteigertwerden? Mythos:Vertrieb – mit einfachenStrategien zum Erfolg
Strategic Risk Analyst
Tribologische Eigen-schaften von thermo-plastischen Kunst-stoffen
DVS Deutsche Verkaufs-leiter-Schule GmbH,Tel. (0 89) 5 48-5 28-5 00,Fax (0 89) 5 48-5 28-5 08
4. Internationale Strate-giekonferenz Karos-serielackierung – Brenn-punkte der zukünftigenKarosserielackierung
Sandstrahl-Geräte
Friedrich Goldmann GmbH & Co.Neckarhauser Str. 2968229 Mannheim 5
Tel.: 06 21/47 10 34 · Fax: 48 11 00www.f-goldmann.de
hochwertige Sandstrahlgeräte
für Industrie,Handwerk und
Kunsthandwerk
Wir lösen IhreFertigungsprobleme:
Säubern, Mattieren, Oberflächenverfestigen, einebnen, entrosten,entlacken, aufrauhen.
Dekapieren, Dekontaminieren,Polieren, Entgraten oder Abtragen.

Druck = Net
= jede Stunde
volle
Information
Projekte gegen Hunger
11526 sec 2003 e
Blühendes Leben
terre des hommes Hilfe für Kinder in NotPostfach 412649 031 Osnabrück
Telefon 05 41/71 01–0Telefax 05 41/70 72 33eMail [email protected] www.tdh.de
Spendenkonto700 800 700Volksbank Osnabrück eGBLZ 265 900 25
Unterernährung hat gerade für Kinder fatale Folgen. terre des hommes hilft weltweit nicht nur, denakuten Hunger zu stillen, sondern fördert Programme, die den Hunger auf Dauer bekämpfen. Bewässe-rungskanäle, Gewächshäuser oder Kleinkredite für den Kauf von Kühen bringen Milch, Gemüse undGetreide. Informationen erhalten Sie kostenlos. Schicken Sie uns diese Anzeige mit Ihrer Anschrift.

SEMPUCOww
w
com
Wir liefern nach Kundenwunsch
in jeder Bauart und Ausstattung
SEMPUCO Werkzeugmaschinenfabrik GmbH GreizTel. +49 (0)36 61-70 75-0 · Fax +49 (0)36 61-34 90h t t p : / / w w w . s e m p u c o . c o m
RUNDTISCHE
www .dra tex [email protected]
Das biegen wir für Sie hin ...
Hebelund sonstige Draht-biegeteile von 0,4bis 22 mm Mat.-�
KleinserienMittelserien
41316 Nettetal Tel. (0 21 53) 97 88 16Postfach 31 51 Fax (0 21 53) 97 88 56
Einkäufer aufgepasst
3D-Laser-Rohrbearbeitung bis ∅ = 700 + Länge bis 6000
www.MN-METALL.deTel. (0 45 61) 5 17 90 · Fax (0 45 61) 5 79 70
Morsbach 27 · 42857 RemscheidTelefon (0 21 91) 7 37 78 · Telefax (0 21 91) 7 37 17www.herbertz-messer.de · [email protected]
Nutzen Sie unsere Profi-Technik.
Schwelmer Str. 9042389Wuppertal“ (02 02) 62 11 26Fax (02 02) 6 33 71
Wasserstrahl-Schneidtechnik GmbH
Internet: www.schneiden.de
Schneid-Servicefür höchste Ansprüche.Schnell und rationell.Alle Materialien.
Einschl. Anarbeitungen.
WasserstrahlZuschnitte
E-Mail: [email protected]
Kommunikation = Investition= MM IndustrieMagazin = Kompetenz
50 MM Das IndustrieMagazin · 20/2004



















Ihr Partner für
zielgenaue
Kommunikation
04355_p_fueller_a4.p65 19.02.2004, 10:231

0435
5_p_
a4L&
D
in den
Kernbranchen
der Industrie
Name/Vorname
Firma Anz. d. Beschäftigten
Postfach/Straße
PLZ/Ort
Telefon Fax
E-Mail www-Adresse
Vogel Industrie Medien, 97064 WürzburgTelefon 09 31/4 18-20 68, Fax 09 31/4 18-20 22, www.maschinenmarkt.de
Bitte schicken Sie mir ein Preisangebot überSeite(n) farbig.
Bitte schicken Sie mir die Media Daten für
MM MaschinenMarktMM Industrial MagazinesMM LogistikMM Zulieferer
Bitte senden Sie mir ein Ansichtsexemplar.
Bitte rufen Sie mich an.
Tel.
Ich interessiere mich für ein Abonnement.
Fax hin – Erfolg her! Fax 0931/418-2022Ja, ich setze mit MM MaschinenMarkt auf zielgenaue Kommunikation!
Absender
04355_p_fueller_a4.p65 10.03.2004, 09:472



Redaktion:Redaktionsanschrift: Max-Planck-Str. 7/9, 97064 Würzburg, Tel. (09 31) 4 18-23 40,Fax (09 31) 4 18-27 70, Die Fachgebiete in der Redaktion finden Sie im Internet unter:www.maschinenmarkt.de – Impressum – Redaktion. Bitte Presseinfos nur einmal sendenChefredakteur: Ken Fouhy (kf), Tel. -22 03, [email protected]. Chefredakteur: Bernhard Kuttkat (bk), Tel. -24 15Redakteure: Udo Schnell (us), Tel. -24 72 (Chef vom Dienst), Ulrike Gloger (ug), -Tel. 20 61,Ursula Hofmann (uh), Tel. -22 14, Josef Kraus (jk), Tel. -22 72, Rüdiger Kroh (rk), Tel. -25 62,Dietmar Kuhn (dk), Tel. -24 49, Bernd Maienschein (bm), Tel. -21 95, Reinhold Schäfer (rs),Tel. -20 36, Jürgen Schreier (js), Tel. 22 76, -Winfried Schröder (ws), Tel. -23 83MM-Online: Holger Harfst, Tel. -27 15Redaktionsassistenz: Claudia Krampert, Tel. -20 84, Gabriele Hain, Tel. -23 76, Tel. -24 85,Heidemarie Weidner, Tel. -23 40Konzeption und Design: Manfred BayerleinLayout: Manfred Bayerlein (Ltg.), Bruno Feser, Romy Kapfenberger, Michael Scheidler,Manfred WernerProduktion: Irene Hetzer, Bernadette Schäfer-GendronVerantwortlich für VEA-Mitteilungen: RA Manfred Panitz und Dr. Ing. Volker Stuke,VEA. Zeißstr. 72, 30519 Hannover, Tel. (05 11) 9 84 80, Fax (05 11) 98 48-2 88.MM, das IndustrieMagazin ist Organ des Bundesverbandes der Energie-Abnehmer e.V.VEA-Mitglieder erhalten den MM im Rahmen der Mitgliedschaft.Korrespondenten: Hermann Bohle (hb), Brüssel, Dr. Hans Dieball (hd), Neuss, LotharHandge (lh), Velbert, Ulrich W. Schamari, Frankfurt, F. Paul Schwakenberg (fs), Bonn,Martin Stübs (ms), München.
Verlag:Anschrift: Vogel Industrie Medien GmbH & Co. KG, Max-Planck-Straße 7/9,97064 Würzburg, Tel. (09 31) 4 18-0, Fax (09 31) 4 18-20 22, www.maschinenmarkt.de.Geschäftsführung: Gerrit Klein,-29 85, Fax 20 20, [email protected]: Filomena Will, -26 86, Fax -20 22, [email protected]: Michael Hepf, -24 40, Fax -26 11, [email protected]: Elisabeth Ziener, Tel. -26 33, Fax -20 22,[email protected]. für den Anzeigenteil: Barbara Schüll, -22 63, Fax -20 22,[email protected] – Z.Z. gilt Anzeigenpreisliste 065MM-Börse: Harald Bode, -23 68, Fax -26 66, [email protected] und Leserservice: DataM-Services GmbH, Fichtestr. 9, 97074 Würzburg,Martina Grimm, Tel. (09 31) 41 70-4 73, Fax (09 31) 41 70-4 94,[email protected], www.datam-services.de.Abonnentenservice: DataM-Services GmbH, 97103 Würzburg, Tel. (09 31) 41 70-4 62,Fax (09 31) 41 70-4 97.Erscheinungsweise: Wöchentlich montags. Angeschlossen der Informations-gemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung derAuflagenwahrheitBezugspreis: Einzelheft 4,50 €, Abonnement Inland jährlich 202,80 €,Abonnement Ausland jährlich 256,80 €, Europa per Luftpost 286,00 €,Welt per Luftpost 374,00 €. Alle Abonnementpreise verstehen sich einschließlich Versandkosten.Bezugsmöglichkeiten: Bestellungen nehmen der Verlag und alle Buchhandlungen im In- undAusland entgegen. Abbestellungen von Voll-Abonnements sind jederzeit möglich. Sollte die Fach-zeitschrift aus Gründen, die nicht vom Verlag zu vertreten sind, nicht geliefert werden können,besteht kein Anspruch auf Nachlieferung oder Erstattung vorausbezahlter Bezugsgelder.Bankverbindungen: Dresdner Bank AG, Würzburg (BLZ 790 800 52) 301 427 700; Herstellung: R. KrauthDruck: Vogel Druck und Medienservice GmbH & Co. KG, Leibnizstraße 5, 97204 Höchberg.Erfüllungsort und Gerichtsstand: WürzburgManuskripte: Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.Sie werden nur zurückgesandt, wenn Rückporto beiliegt.Copyright: Vogel Industrie Medien GmbH & Co. KG. Alle Rechte vorbehalten. Nachdruck,digitale Verwendung jeder Art, Vervielfältigung nur mit schriftlicher Genehmigung der Redak-tion. Fotokopieren veröffentlichter Beiträge ist gestattet zu innerbetrieblichen Zwecken, wennauf jedes Blatt eine Wertmarke der Verwertungsgesellschaft Wort, Abt. Wissenschaft, in 80336München 2, Goethestraße 49, nach dem jeweils geltenden Tarif aufgeklebt wird.Nachdruck und elektronische Nutzung: Wenn Sie Beiträge dieser Zeitschrift für eigeneVeröffentlichung wie Sonderdrucke, Websites, sonstige elektronische Medien oder Kunden-zeitschriften nutzen möchten, erhalten Sie Information sowie die erforderlichen Rechte überhttp://www.mycontentfactory.de, Tel. (09 31) 4 18-27 86.
Anzeigenverkauf:Auskunft über den Anzeigenverkauf gibt:National/International: Renate Wenzel, Tel. -23 39, Fax -28 57,[email protected]
SERVICE IMPRESSUMISSN 0341-5775
SERVICEVORSCHAU
MM 21 erscheint am 17. 5. 2004mit folgenden Themen:
Schicken Sie mir kostenfrei die nächsten 4 Ausgaben von MM,das IndustrieMagazin. Wenn ich mich innerhalb von 10 Ta-gen nach Erhalt der dritten Ausgabe nicht melde, werde ichAbonnent und bekomme 52 Ausgaben MM, das Industrie-Magazin zum günstigen Vorzugspreis von 15,60 € monat-lich. Das heißt: 18% Ersparnis im Vergleich zum Einzelbezug.Das Abonnement kann jederzeit gekündigt werden.Garantie: Diese Vereinbarung kann ich innerhalb von 14 Ta-gen widerrufen. Zur Wahrung der Frist genügt die rechtzeitigeAbsendung des Widerrufs an: MM IndustrieMagazin, Abon-nenten-Service, 97103 Würzburg.
Datum/Unterschrift
Name Vorname
Firma Funktion
Straße
PLZ Ort
Telefon Telefax
E-Mail www-Adresse Anzahl der Mitarbeiter
Datum Unterschrift MM 20-2004
Wissen auf Probe. Kostenfrei.Faxorder (09 31) 418-2022� Ja, ich möchte MM, das IndustrieMagazin testen!� Ich interessiere mich für das Themen-Special MM Logistik
SteuerungenEin Wechselsystem ermög-licht den Austauschverschiedener Schnittstel-len an der SteuerungFP Sigma.
ContractingAndreas Reincke von der Vattenfall
Europe Contracting GmbH: „InDeutschland besteht ein immenser
Nachholbedarf in energie-nahen Dienstleistungen wie
dem Contracting.“
EDA
Verantwortlich für Leitartikel: Ken Fouhy; Aktuelles: Ursula Hofmann, Josef-Martin Kraus,Rüdiger Kroh, Bernhard Kuttkat, Udo Schnell, Jürgen Schreier; Management: UrsulaHofmann; Umformtechnik, C-Technik: Dietmar Kuhn; Oberflächentechnik: Josef-MartinKraus; Pumpen, Armaturen, Rohrleitungen: Udo Schnell; Fertigungsautomatisierung:Reinhold Schäfer; Marktspiegel: Josef-Martin Kraus, Dietmar Kuhn, Reinhold Schäfer, UdoSchnell; Termine: Claudia Krampert; Personen, Firmenschriften: Gabriele Hain; Schluss-redaktion: Udo Schnell; alle Max-Planck-Straße 7/9, 97082 Würzburg.
ProzesskostenDer absolute Fokus einesjeden Unternehmens mussauf der konsequenten Ver-meidung einer unnötiggroßen Teilevielfalt liegen.
Themen:� MATERIALFLUSS
� ARBEITSSCHUTZ
� VERBINDUNGSTECHNIK
� ENERGIETECHNIK
� STEUERUNGSTECHNIK
� WERKSTOFFE
� MANAGEMENT

74 MM Das IndustrieMagazin · 20/2004
Die deutsche Industriearmatu-renindustrie erzielte in 2003 einUmsatzplus von 4%. Dies meldet
der VDMA Fachverband Armaturen.
Das positive Gesamtergebnis kamin erster Linie aufrund der Nachfra-geimpulse aus dem Ausland zu-
stande. Der Auslandsumsatz mit Industrie-armaturen erhöhte sich um 8%.
Die Hersteller von Regelarmatu-ren erzielten im Vergleich zu ande-ren Armaturengruppen mit plus
11% den größten Umsatzanstieg (Inland: plus8%; Ausland plus 14%).
TRENDS
INDUSTRIE BAROMETER
Service wird bei Schunkjetzt groß geschriebenAb Februar erweitert der Spanntechnikher-steller Schunk GmbH & Co KG für alleSpanntechnikprodukte sein umfassendesServiceangebot und stellt dies unter dasMotto: „Schunk Service – der clevere Wett-bewerbsvorteil“.Drehfutter, stationäre Spannsysteme oderSonder-Hydrodehnspannwerkzeuge werdenvor Ort beim Kunden in Betrieb genommenund gewartet. Die Servicepakete werden da-bei individuell auf die Kundenwünsche und-bedürfnisse abgestimmt. Wartung und In-betriebnahme stellen dabei den wichtigstenTeil des großen Servicespektrums der Lauffe-ner dar. Schunk versteht dich dabei als Ser-vicedienstleister am Anfang der Produktions-kette und will mit seinen Produktspezialistenseinen Kunden bei deren Serviceprogram-men unterstützen.
Weitere Informationen: www.schunk.de
Que
lle:S
chun
k
Aufbau Ost
MM
-Gra
fik
MM
in Prozent des westdeutschen Niveaus
BIP
jeEin
wohne
r
Haush
altsn
etto-
einko
mm
en
Arbeit
skos
ten
jeArb
eitne
hmer
Prod
uktiv
ität
Lohn
stück
koste
n
Inves
tition
en
jeEin
wohne
r
Kapit
alsto
ck
jeEin
wohne
r
Expo
rtquo
te
Erwerb
stätig
en-
quot
e
81
6254
119
33
4942
77 72
108
66
93
38
68
5261
9687
1999
2000
Ostdeutschland: Der Weg ist noch weit
Quelle: iwd
Westeuropa
MM
-Gra
fik
MM
GriechenlandSchweden
FinnlandIrland
SchweizNorwegenDänemark
NiederlandeVerein. Königreich
DeutschlandPortugal
Westeuropa gesamtItalien
SpanienLuxemburgFrankreich
BelgienÖsterreich
Während der Absatz von Pkw mit Otto-Motorum 6% zurückging, stieg der Absatz von Diesel-PKW bis Oktober um 6%
Dieselanteil an denPKW-Neuzulassungenin Westeuropa:Jahr 2002: 40,3%Jan.-Okt. 2003: 42,7%
0 10 20 30 40 50 60 70 80
1,47,5
15,017,0
21,122,622,722,6
26,639,4
42,142,7
47,458,4
65,467,367,5
71,5
Absatz von Diesel-PKW, Januar-Oktober 2003
Während der Absatz von PKW mit Otto-Motor um 6% zurückging, stieg derAbsatz von Diesel-PKW bis Oktober um 6%.
Weitere Informationen: www.vda.deQuelle: VDA
Das verarbeitendeGewerbe ist einechter Lichtblick in derdurchwachsenenBilanz des AufbausOst. Bis 2002 wuchsdie reale Bruttowert-schöpfung um fast150%.
Weitere Informationen:[email protected]
Seit der Wiedervereinigung sind über 400 Mrd. Euro an Unternehmens- undInfrastrukturbeihilfen nach Ostdeutschland geflossen. Doch noch immer ist derAbstand zum Westen beträchtlich.

FAXCOUPON: 0931/418-2543PRAXIS Profiline,Mit FDT in die ZukunftAusgabe 2004ca. 100 Seiten,Deutsch/EnglischISBN 3-8259-1923-4
Preis je Ausgabe€ 21,–, US-$ 21,—, sfr 39,—
Industrie Medien, 97064 Würzburg
Name
Firma
Straße
PLZ, Ort
Tel. / Fax
�
Die universelle Feldgeräteintegration FDT - Field Device Tool - die Softwareschnittstellen standar-disiert, um intelligente Feldgeräte in Automatisierungsanwendungen nahtlos einzubinden, hatihren Siegeszug angetreten. Schließlich wird mit Hilfe der FDT-Spezifikation eine wesentlicheVoraussetzung für die allumfassende Nutzung der zunehmenden Funktionalität der Feldgeräte undfür die Gestaltung eines durchgängigen Engineeringprozesses geschaffen. Diese erste FDT-Ausgabe in der PRAXIS Profiline-Reihe bietet neben dem aktuellen Grundlagenwissen einenÜberblick über herausragende Produkte und Applikationen.
und
Eine Publikation von
Ja, bitte schickenSie mir die angekreuzteAusgabe zum genanntenPreis zzgl.Versandkostenanteil(Inland 2,50 €; Ausland 5 €)
Prozessautomation und Fertigung
ABB www.abb.com/processautomation
CodeWritghts GmbH www.codewrights.biz
Endess+Hauser Process Solutions AGwww.endress.com
ICS GmbH www.icsgmbh.de
Ifak System GmbH www.ifak-system.com
Infoteam Software GmbH www.infoteam.de
Invensys Systems GmbHwww.invensys.com
Krohne Messtechnik GmbH & Co.KGwww.krohne.de
Moeller GmbH www.moeller.net
Pepperl+Fuchs GmbHwww.pepper-fuchs.com
Siemens AG www.siemens.com
Softing AG www.softing.com
Trebing & Himstedt www.t-h.de
in Zusammenarbeit mit