Ultramid® (PA) – Hauptbroschüre, deutschde_DE/function/conversions:... · Nomenklatur...
68
Ultramid ® (PA) Hauptbroschüre Ultramid ® im Internet: www.ultramid.de
Transcript of Ultramid® (PA) – Hauptbroschüre, deutschde_DE/function/conversions:... · Nomenklatur...

Ultramid® (PA)Hauptbroschüre
Ultramid® im Internet: www.ultramid.de
Ultramid® (PA )
Die Ultramid®-Marken der BASF sind Formmassen auf der
Basis von PA6, PA66 und verschiedenen Copolyamiden
wie PA66 / 6. Auch PA610 sowie teilaromatische Polyami-
de wie PA6T / 6 gehören zum Sortiment. Die Formmassen
werden unverstärkt, mit Glasfasern oder Mineralien sowie
für spezielle Anforderungen auch mit Langglasfasern ver-
stärkt angeboten. Ultramid® zeichnet sich durch hohe me-
chanische Festigkeit, Steifigkeit und thermische Beständig-
keit aus. Darüber hinaus bietet Ultramid® gute Zähigkeit bei
tiefen Temperaturen, günstiges Gleitreibeverhalten und pro-
blemlose Verarbeitung. Auf Grund seiner hervorragenden
Eigenschaften ist dieser Werkstoff in nahezu allen Bereichen
der Technik für die verschiedensten Bauteile und Maschi-
nenelemente, als hochwertiger elektrischer Isolierstoff und
für viele besondere Anwendungen unentbehrlich geworden.
Ultramid® (PA )
ULTRAMID® FÜR DEN AUTOMOBILBAU 4 - 5
ULTRAMID® IM ELEKTRO- UND ELEKTRONIKSEKTOR 6 - 7
ULTRAMID® FÜR INDUSTRIEPRODUKTE UND KONSUMGÜTER 8 - 9
DIE EIGENSCHAFTEN VON ULTRAMID® Sortiment
Mechanische EigenschaftenThermische Eigenschaften
Wasseraufnahme und Maßhaltigkeit Elektrische Eigenschaften
BrandverhaltenVerhalten gegenüber Chemikalien
Verhalten bei BewitterungUltramid® T
Ultramid® S Balance
10162224262830363739
10 - 39
DIE VERARBEITUNG VON ULTRAMID® Verarbeitungstechnische Eigenschaften
Allgemeine Hinweise zur Verarbeitung Maschinen- und Werkzeugtechnik beim Spritzgießen
Spritzgießverarbeitung Sonderverfahren
Spanabhebende BearbeitungVerbindungstechnik
Bedrucken, Prägen, Laserbeschriften, Lackieren, MetallisierenKonditionieren
Tempern
40424346525253545555
40 - 55
ALLGEMEINE HINWEISESicherheitshinweise
Lieferform und Lagerung(Integriertes) Managementsystem
ServiceleistungenNomenklatur
Sachverzeichnis
565860616264
56 - 66

4
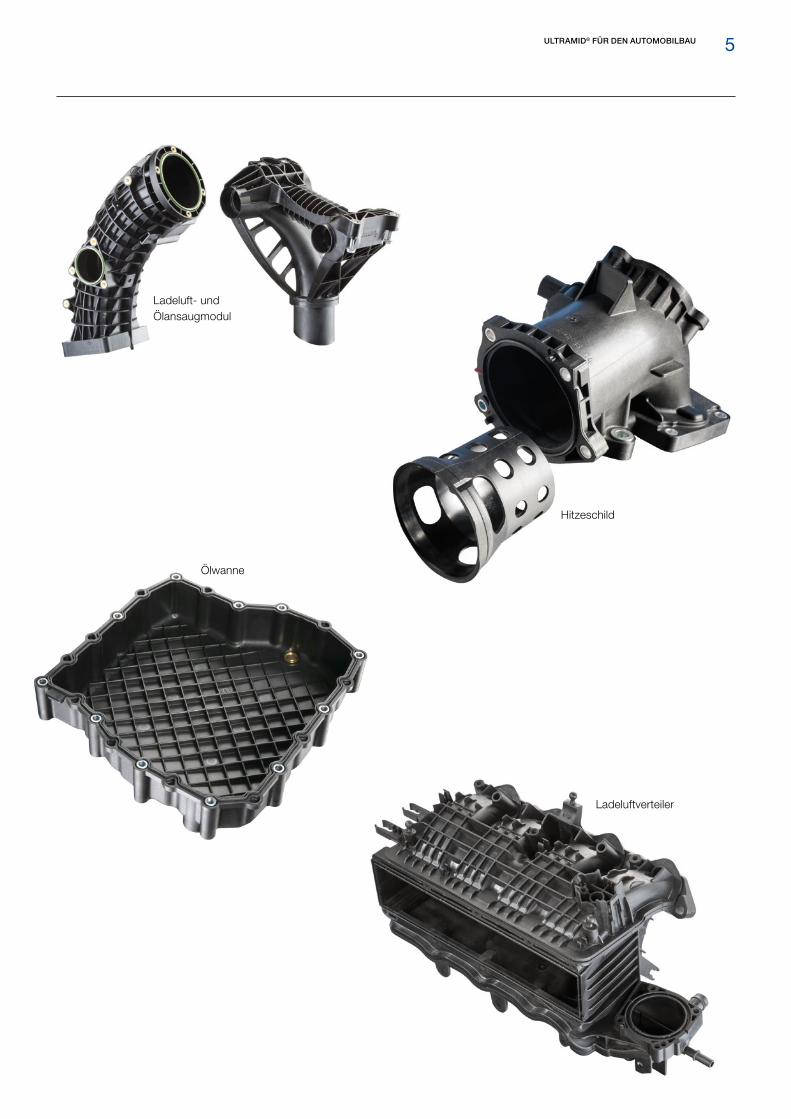
Typische Anwendungsbeispiele für Ultramid® im
Fahrzeugbau:
Motor und Getriebe: Saugrohr und Ladeluftverteiler, Lade-luftendkappen, Ladeluftrohre, Zylinderkopfhaube, Motorab-deckung, Luftmassenmesser, Ölwanne, Ölfiltergehäuse, Ölsensoren, Kettenführungsschienen, Zahnriemenabde-ckungen, Getriebesteuerungen, Sensoren, Wälzlagerkäfige, Zahnräder, Befestigungsklipse
Kühleranlage: Kühlerendkappen, Thermostatgehäuse, Kühlwasserrohre, Lüfterräder, Lüfterzargen
Kraftstoffanlage: Kraftstoff-Filtergehäuse, Kraftstoffleitun-gen, Schnellkupplungen
Aufhängung: Motorlager, Drehmomentstütze, Pendelstütze, Getriebebrücke, Karosserie und Anbauteile, Federbeinlager
Interior: Pedale und Pedalböcke, Hebel und Bedien-elemente, Lautsprechergitter, Türgriffe, Sitzstrukturen
Exterior: Strukturbauteile, Türaußengriffe, Spiegelfuß, Radblenden, Frontend, Crash-Absorber, Lower Bumper Stif-fener (LBS), Schließsysteme für Türen und Klappen
Elektrische Anlagen: Steckverbinder, Sensoren, Steuer-geräte, Sicherungskästen, Schalter, Relais, Generator-/Elektromotorkomponenten, Aktuatoren und Stellantriebe, Kontakt- und Bürstenträger, Lampensockel, Kabelbinder, -schellen und -kanäle.
Ultramid® für den Automobilbau
ULTRAMID® FÜR DEN AUTOMOBILBAU
Die sehr hohen Qualitäts- und Sicherheitsansprüche im modernen Automobilbau stellen große Anforderungen an die eingesetzten Werkstoffe. Ultramid® zeichnet sich durch sehr gute thermische und chemische Beständigkeit, dynamische Festigkeit, Zähigkeit und gute Dauergebrauchseigenschaften aus.
Diese technischen Eigenschaften von Ultramid® lassen sich in hervorragender Weise mit intelligenten Konzepten des Automobilbaus verknüpfen. Ultramid® bietet hierbei auf Grund seiner breiten Funktionalität ein großes Potenzial für die wirtschaftlich optimierte Herstellung von Bauteilen und Baumodulen. Weitere Kriterien wie Leichtbauweise, Wieder-verwertbarkeit und werkstoffübergreifende, integrierte Sys-temlösungen zeigen die Überlegenheit von Ultramid® im Vergleich zu herkömmlichen Werkstoffen.
Hochvoltsteckverbinder
Getriebesteuerung
5ULTRAMID® FÜR DEN AUTOMOBILBAU
Ladeluft- und Ölansaugmodul
Ladeluftverteiler
Ölwanne
Hitzeschild

6
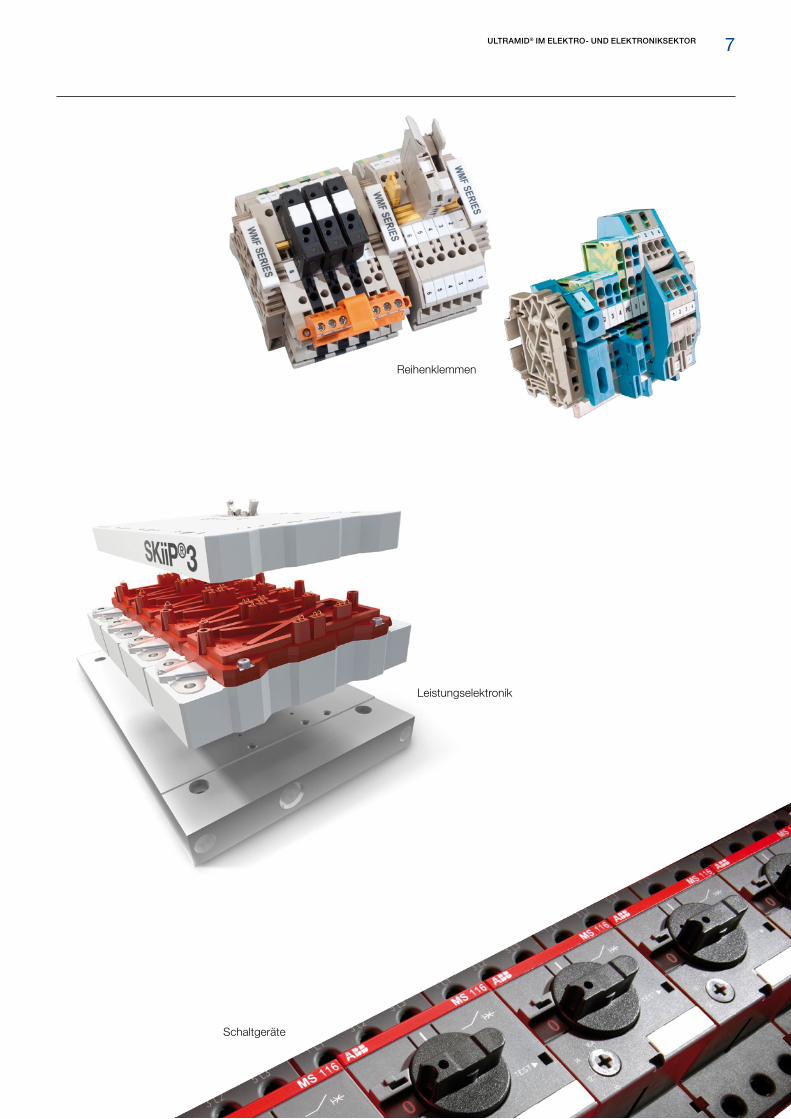
Ultramid® im Elektro- und Elektroniksektor
ULTRAMID® IM ELEKTRO- UND ELEKTRONIKSEKTOR
Die guten elektrischen Isoliereigenschaften, das günstige Gleitreibverhalten, die hervorragende mechanische Festig-keit sowie das breite Sortiment flammgeschützter Marken machen Ultramid® zu einem Werkstoff, der in nahezu allen Bereichen der industriellen Energietechnik, der Elektronik sowie der Hausgerätetechnik eingesetzt wird.
Energietechnik
Hochisolierende Schalterteile und Gehäuse, Reihen- und Verbindungsklemmen, Energieverteilungssysteme, Kabel-kanäle und -befestigungen, Schütze und Leistungsschalter, Spulenkörper, Leitungsschutzschalter, speicherprogrammier-bare Steuerungen
Elektronik
Steckverbinder, elektrische und mechanische Komponenten für IT-Geräte und Telekommunikation, Kondensatorbecher, Chip Carrier
Schutzschalter
Hausgerätetechnik
Hausgerätekomponenten wie Schalter, Magnetventile, Steckvorrichtungen, Programmsteuergeräte, Gehäuse für Elektrohandwerkzeuge; elektrische Ausrüstung und Gehäuseteile von Haushaltsgroßgeräten wie Wasch- und Spülmaschinen und Kleingeräten wie Kaffeeautomaten, Wasserkocher oder Haartrockner
Photovoltaik
Anschlussdosen und Steckverbinder
Photovoltaik-Steckverbinder
7ULTRAMID® IM ELEKTRO- UND ELEKTRONIKSEKTOR
Reihenklemmen
Leistungselektronik
Schaltgeräte
8
Designstühle
Ultramid® für Industrieprodukte und Konsumgüter
Hohe mechanische Belastbarkeit kombiniert mit guter Zähig-keit, aber vor allem auch die breiten Möglichkeiten zur Produkt-anpassung führen zu sehr vielfältigen Ultramid®-Anwendungen im Bereich Konsumgüter und Industrieprodukte. Zum einen handelt es sich um Anwendungen mit hohen mechanischen Anforderungen, wo häufig klassische Materialien wie Metall oder Holz durch Kunststoffe mit maßgeschneiderten Eigen-schaften ersetzt werden. Zum anderen wird Ultramid® aber auch immer häufiger in Bereichen verwendet, in denen Zulassungsfragen eine entscheidende Rolle spielen. So gibt es zum Beispiel spezielle Produkte für Anwendungen mit Lebensmittelkontakt.
ULTRAMID® FÜR INDUSTRIEPRODUKTE UND KONSUMGÜTER
Aufgrund der vielfältigen und zum Teil maßgeschneiderten Eigenschaften ergeben sich umfangreiche Anwendungs-gebiete:
Bau und Installationstechnik
Mauer- und Fassadendübel, Befestigungselemente im Fassadenbau und in der Solartechnik, Wärmedämmstege für Fenster
Sanitärtechnik
Griffe, Beschläge, Armaturen, Lüfter, Durchlauferhitzer, Fittinge, Wasserzählergehäuse
Haushalt
Sitzmöbel, Stuhlrollen und -kreuze, Kochbestecke, Möbelbeschläge, Elektrowerkzeuge
Allgemeiner Maschinen- und Apparatebau
Kugellagerkäfige, Zahnräder, Getriebe, Dichtungen, Gehäuse, Flansche, Verbindungselemente, Schrauben, Gleitelemente
Fördertechnik
Rollen, Seilrollen, Laufbuchsen, Transportbehälter, -bänder, -ketten

9ULTRAMID® FÜR INDUSTRIEPRODUKTE UND KONSUMGÜTER
Skibindung
Kochbesteck
Axtstiel
Dübel
Rahmen für Bürostühle
Multi-Wing
10
Die Eigenschaften von Ultramid®
Sortiment
Unter dem Handelsnamen Ultramid® liefert die BASF Poly-amide für die Spritzgießverarbeitung und die Extrusion. Das Sortiment umfasst PA66-Marken (Ultramid® A), PA6-Marken (Ultramid® B), Spezialpolyamide wie PA6T / 6 (Ultramid® T) und PA610 (Ultramid® S Balance) sowie Sondermarken auf der Basis von speziellen Copolyamiden. Die Herstellung erfolgt bei Ultramid® A durch Polykondensation von Hexa-methylendiamin und Adipinsäure, bei Ultramid® B durch hydrolytische Polymerisation von Caprolactam. Diese Aus-gangsstoffe werden aus petrochemischen Rohstoffen wie Benzol, Cyclohexan und p-Xylol gewonnen.
Viele Produkte des Sortiments sind mit Glasfasern oder anderen Füllstoffen verstärkt und enthalten spezielle Addi-tive zur Verbesserung von Zähigkeit, Brandeigenschaften oder Beständigkeit gegenüber Umwelteinflüssen, um ein breites Eigenschaftsprofil zu ermöglichen. Ultramid® T und Ultramid® S Balance haben darüber hinaus weitere Vortei-le wie eine höhere Dimensionsstabilität oder Chemikalien-beständigkeit.
Die wichtigsten Merkmale von Ultramid® sind:
Hohe Festigkeit und Steifigkeit Sehr gute Zähigkeit Gute Federeigenschaften Hervorragende chemische Beständigkeit Maßhaltigkeit Geringe Kriechneigung Gute Gleitreibeigenschaften Einfache Verarbeitung
Basis der Ultramid®-Marken sind Polyamide, die mit verschie-denen Molekulargewichten oder Viskositäten, mit verschie-denen Additiven und mit Faser- oder Mineralverstärkung geliefert werden. Detaillierte Angaben zu den einzelnen Produkten finden sich in den Tabellen 1, 2 und 3 sowie in der Sortimentsübersicht Ultramid®.
DIE EIGENSCHAFTEN VON ULTRAMID®
Sortiment
Designstühle
11
Ultramid® Tist dank seiner teilaromatischen Struktur ein hochsteifer Werkstoff mit hohem Schmelzpunkt, Dimensionsstabilität, hoher Chemikalienbeständigkeit sowie konstanten mecha-nischen Eigenschaften über einen breiten Anwendungsbe-reich.
Glasfaserverstärktes Ultramid®
Diese Werkstoffe zeichnen sich durch besonders hohe mechanische Festigkeit, Härte, Steifigkeit, Wärmeformbe-ständigkeit und Beständigkeit gegen heiße Schmierstoffe und heißes Wasser aus. Daraus hergestellte Teile sind maßkonstant und haben eine hohe Zeitstandfestigkeit. Glasfaserverstärktes Ultramid® T zeichnet sich darüber hin-aus durch eine außerordentlich hohe Wärmeformbestän-digkeit (bis 280 °C) aus. Das Sortiment wird durch lang-glasfaserverstärkte Ultramid® Structure LFX-Typen ergänzt.
Verstärkte und unverstärkte Marken mit BrandschutzausrüstungDie speziell ausgerüsteten Marken Ultramid® C3U, A3X2G5, A3X2G7, A3X2G10, A3U40G5, A3U41G5 SI, A3U42G6, B3UG4, B3U30G6 und T KR 4365 G5 eignen sich beson-ders für elektrotechnische Bauteile mit erhöhten Brandschutz-anforderungen und hoher Kriechstromfestigkeit.
Ultramid® mit Mineral- oder GlaskugelverstärkungDie besonderen Vorteile mineral- und auch glaskugel-ver-stärkter Werkstoffe sind erhöhte Steifigkeit, gute Maßkonstanz, geringe Verzugsneigung, glatte, optisch ansprechende Ober-fläche sowie zum Teil hervorragende Metallisierbarkeit und gutes Fließvermögen.
DIE EIGENSCHAFTEN VON ULTRAMID®
Sortiment
Das Ultramid®-Sortiment umfasst folgende
Produktgruppen:
Ultramid® Aist in unverstärktem Zustand ein Werkstoff mit großer Härte, Steifigkeit, Abriebfestigkeit und Wärmeformbeständigkeit. Es ist ein bevorzugter Werkstoff für hochbelastete und wärme-beanspruchte Teile in der Elektrotechnik, im Maschinen-, Fahrzeug- und Apparatebau.
Ultramid® Bist in unverstärktem Zustand zähhart und ergibt Teile mit gutem Dämpfungsvermögen, die auch im trockenen Zustand und in der Kälte sehr schockfest sind. Es zeichnet sich durch eine besonders hohe Zähigkeit und eine einfache Verarbeitung aus.
Ultramid® CDiese Bezeichnung tragen Copolyamide aus PA6- und PA66-Bausteinen, die je nach Zusammensetzung andere Schmelz-punkte bzw. eine geringere Kristallinität aufweisen.
Ultramid® Dsind Blends aus PA6 oder PA66 mit anderen Polyamiden.
Ultramid® S Balanceist besonders chemikalienbeständig und zeichnet sich durch niedrige Feuchtigkeitsaufnahme aus. Bevorzugte Verwendung findet Ultramid® S Balance in Bauteilen mit Medienkontakt.
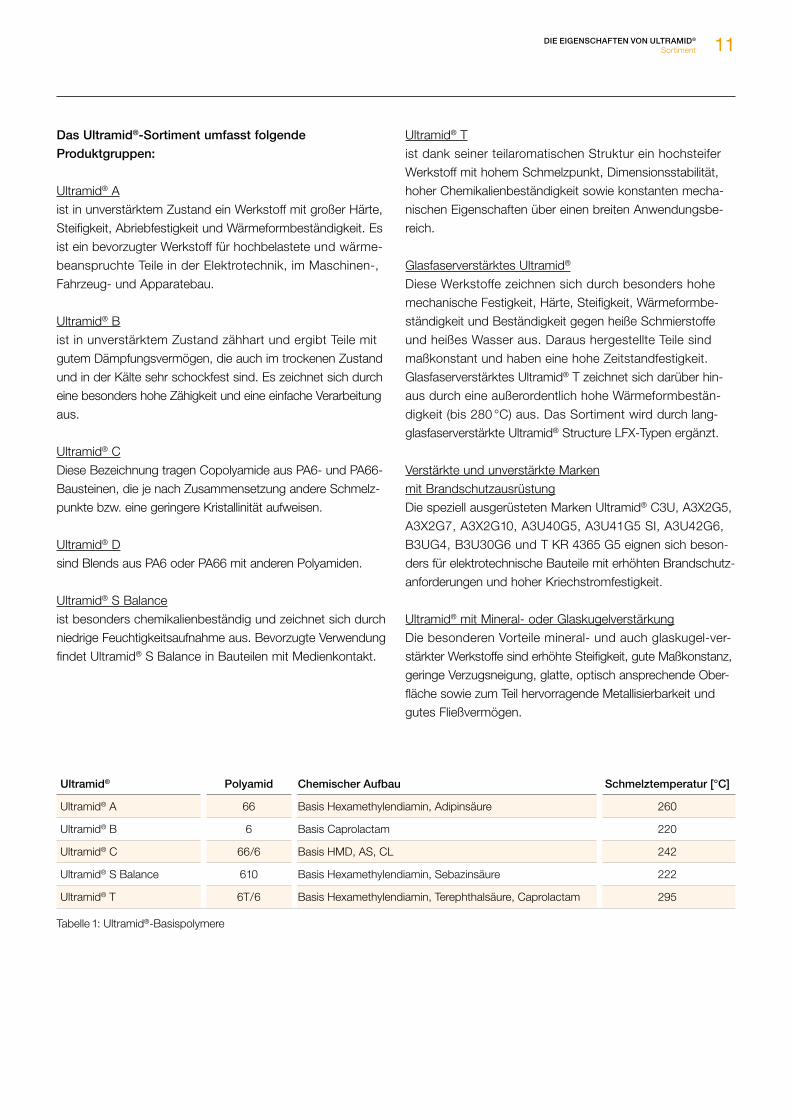
Tabelle 1: Ultramid®-Basispolymere
Ultramid® Polyamid Chemischer Aufbau Schmelztemperatur [°C]
Ultramid® A 66 Basis Hexamethylendiamin, Adipinsäure 260
Ultramid® B 6 Basis Caprolactam 220
Ultramid® C 66 /6 Basis HMD, AS, CL 242
Ultramid® S Balance 610 Basis Hexamethylendiamin, Sebazinsäure 222
Ultramid® T 6T / 6 Basis Hexamethylendiamin, Terephthalsäure, Caprolactam 295
12 DIE EIGENSCHAFTEN VON ULTRAMID®
Sortiment
Ultramid® A F1) W2)
Spritzgusstypen (unverstärkt)
A3K √hohe Fließfähigkeit, schnelle Verarbeitung
A3W
A4K √mittlere Viskosität, hohe Schlagzähigkeit auch im trockenen Zustand
A4H
A3Zschlagzähmodifiziert für hohe Schlagzähigkeit auch im trockenen Zustand und bei niedrigen Temperaturen
A3...Z1…3 √ mittlere bis höchste Zähigkeit, schnelle Verarbeitung
Spezialprodukt
A3K FC Aqua® mit Materialzulassungen für den Kontakt mit Trinkwasser oder Nahrungsmitteln
Spritzgusstypen (verstärkt)
A3EG3…10 √ gute dielektrische Eigenschaften
A3HG3…7hohe Wärmealterungsbeständigkeit auch bei Kontakt mit Schmierstoffen in Verbindung mit guten dielektrischen Eigenschaften
A3WG3…10 sehr hohe Wärmealterungsbeständigkeit
A3ZG3…6schlagzähmodifiziert für hohe Schlagzähigkeit auch im trockenen Zustand und bei niedrigen Temperaturen
A3K6glaskugelverstärkt für hohe Dimensionsstabilität, geringen Verzug und gute Oberflächenbeschaffenheit
A3WGM53glas- und mineralverstärkt mit mittlerer Steifheit und Festigkeit sowie geringem Verzug
Spezialprodukte
A3EG6…7 FC Aqua® mit Materialzulassungen für den Kontakt mit Trinkwasser oder Nahrungsmitteln
A3EG6…7 EQerfüllt die besonderen Reinheitsanforderungen für sensible Anwendungen in der Elektronikindustrie
A3EG6 LT lasertransparentes, schwarzes Material für das Laserschweißen
A3HG6 HR mit verbesserter Hydrolysebeständigkeit
A3HG6 BAL mit verbesserter Hydrolysebeständigkeit und besonderer Spannungsrissbeständigkeit
A3WG6…7 HRX mit weiter verbesserter Hydrolysebeständigkeit
A3HG6 WIT geeignet für die Verarbeitung mit Wasserinjektionstechnik (WIT)
A3W2G6…10 mit weiter verbesserter Wärmealterungsbeständigkeit
A3WG7 HP mit guten Fließ- und Oberflächeneigenschaften
A3WG7…10 CRfür mechanisch hoch belastete Teile, anwendungsspezifische Optimierung mit Ultrasim® möglich
A3WC4 mit Kohlefaserverstärkung
Structure A3WG10 LFX
mit Langglasfaserverstärkung
Ultramid® B
Spritzgusstypen (unverstärkt)
B3K √hohe Fließfähigkeit, schnelle Verarbeitung, hohe Schlagzähigkeit nach dem Konditionieren
B3S √
B3W
B35W mittlere Viskosität
B3L √ schlagzähmodifiziert für hohe Schlagzähigkeit auch im trockenen Zustand
B3Z1…4 √ erhöhte Zähigkeit auch im trockenen Zustand und bei sehr niedrigen TemperaturenB35WZ4
Spezialprodukt
B3S HP optimierte Entformung für sehr kurze Zykluszeiten
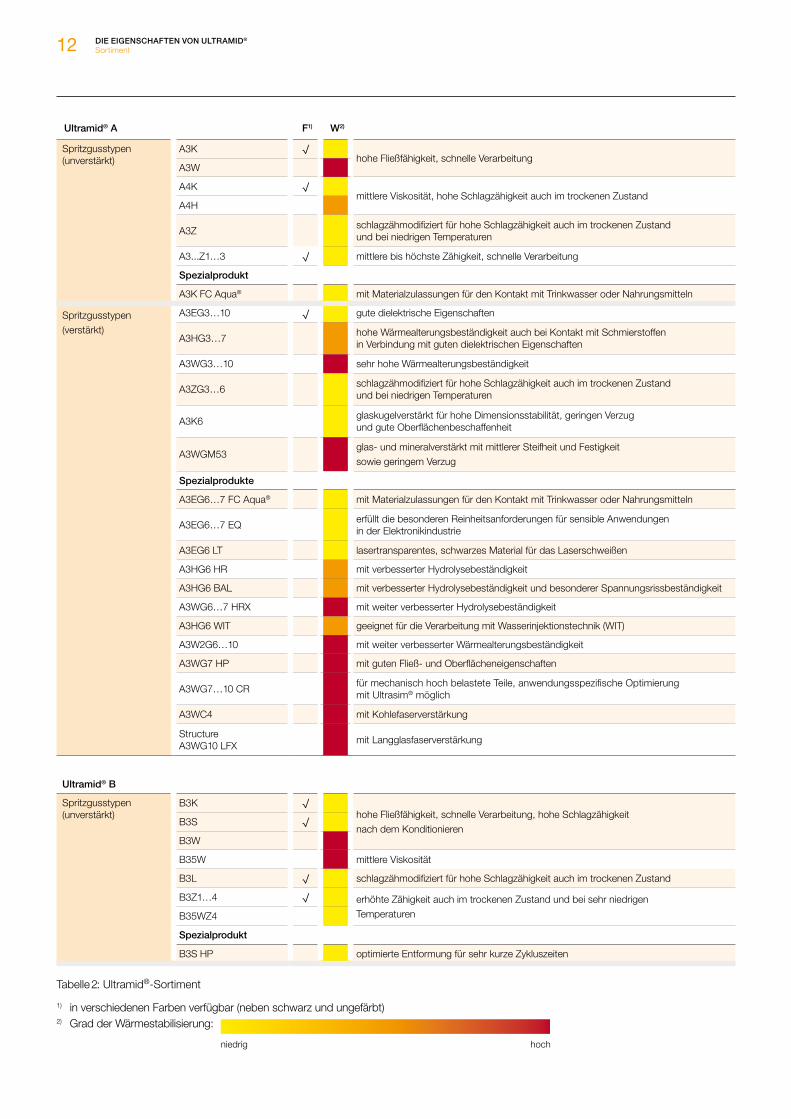
Tabelle 2: Ultramid®-Sortiment
1) in verschiedenen Farben verfügbar (neben schwarz und ungefärbt)2) Grad der Wärmestabilisierung:
niedrig hoch
13DIE EIGENSCHAFTEN VON ULTRAMID®
Sortiment
Ultramid® B F1) W2)
Spritzgusstypen (verstärkt)
B3G3…9 √ glasfaserverstärkte Produkte
B3EG3…10 √ gute dielektrische Eigenschaften
B3E2G3…6 UV-stabilisiert zur Erfüllung der Anforderungen an Automobil-Innenausstattungen
B3WG3…10 hohe Wärmealterungsbeständigkeit
B3E2G9 optimale Prozessstabilisierung für verbesserte Lichtbeständigkeit, z. B. Skibindungen
B3ZG3…8schlagzähmodifiziert für hohe Schlagzähigkeit auch im trockenen Zustand und bei niedrigen Temperaturen
B3GK24 √ glasfaser- und glaskugelverstärkt, geringer Verzug
B3K3…6 √glaskugelverstärkt für hohe Dimensionsstabilität, geringen Verzug und gute Oberflächenbeschaffenheit
B3WGM24… 45 glasfaser- und mineralverstärkt mit mittlerer bis hoher Steifheit und Festigkeit sowie geringem VerzugB3WGM24 HP
B3M6 mineralverstärkt mit mittlerer Steifheit und Festigkeit sowie geringem Verzug
Spezialprodukte
B3EG4…10 SI verbesserte Oberfläche für exzellente Optik und Glätte
B3EG6 EQerfüllt die besonderen Reinheitsanforderungen für sensible Anwendungen in der Elektronikindustrie
B3WG6…8 High Speed exzellentes Fließverhalten
B3WG6 GPX optimiert für das Vibrationsschweißen; Hauptanwendung: Ansaugrohre
B3WG6 GIT geeignet für die Verarbeitung durch Gasinjektionstechnik (GIT)
B3WG6 SF geeignet für physikalisches Schäumen, z. B. MuCell-Verfahren
B3WG6 CRfür hoch belastete Teile, die einer Optimierung mit Ultrasim® bedürfen
B3ZG3…10 CR
Structure B3WG10 LFX
mit Langglasfaserverstärkung
Ultramid® D
Spritzgusstypen (verstärkt)
D3EG10 FC Aqua® hohe Steifigkeit und geringe Wasseraufnahme; mit Materialzulassungen für den Kontakt mit Trinkwasser oder Nahrungsmitteln
Endure D3G7…10 sehr hohe Wärmealterungsbeständigkeit
Blasformtype (verstärkt)
Endure D5G3 BM höchste Wärmealterungsbeständigkeit z. B. für den Einsatz in der Ladeluftstrecke
Ultramid® S
Spritzgusstypen (unverstärkt)
S3W Balance hohe Fließfähigkeit, schnelle Verarbeitung
Spritzgusstypen (verstärkt)
S3EG6 Balance gute dielektrische Eigenschaften
S3WG6 Balance sehr hohe Wärmealterungsbeständigkeit
D3EG10 LFX mit Langglasfaserverstärkung
Ultramid® T
Spritzgusstypen (unverstärkt)
T KR 4350 hohe Fließfähigkeit, schnelle Verarbeitung
Spritzgusstypen (verstärkt)
T KR 4355 G5…10 faserverstärkte Produkte
T KR 4357 G6 faserverstärkt und schlagzähmodifiziert
Spezialprodukte
T KR 4355 G5 LS besonders geeignet für laserbeschriftbare Teile
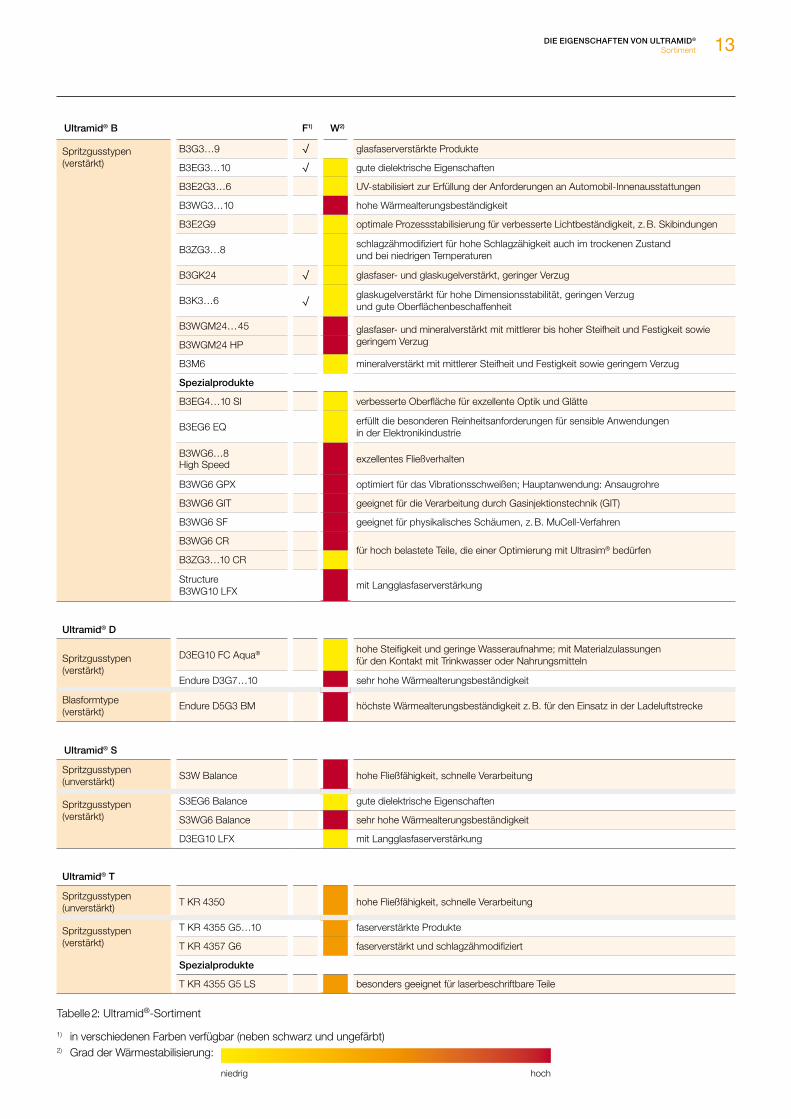
Tabelle 2: Ultramid®-Sortiment
1) in verschiedenen Farben verfügbar (neben schwarz und ungefärbt)2) Grad der Wärmestabilisierung:
niedrig hoch
14 DIE EIGENSCHAFTEN VON ULTRAMID®
Sortiment
Produkt UL 94
GWIT ≥ 775GWFI ≥ 850 d = 1,5 mm
Halogenfreier Flammschutz Symbol
Elektro- haushalts-
geräteReihen-
klemmen SteckverbinderLeitungs-
schutzschalter
Nieder- spannungs-schaltgeräte Photovoltaik Automobilbau
Schienen-fahrzeuge
Ultramid® unverstärkt A3K V-2, 0,4 + +1) PA66
A3U30 V- 0, 0,25 + + PA66 FR
C3U V- 0, 0,4 + + PA6 / 66 FR
B3S V-2, 1,5 + +1) PA6
Ultramid® verstärkt A3U40G5 V- 0, 0,4 + + PA66 GF25 FR
A3X2G5 V- 0, 0,8 + PA66 GF25 FR
A3XZG5 V- 0, 1,5 + PA66-I GF25 FR
A3X2G7 V- 0, 0,75 + PA66 GF35 FR
A3X2G10 V- 0, 1,5 + PA66 GF50 FR
B3UG4 V-2, 0,71 + PA6 GF20 FR
B3U30G6 V-2, 0,75 + PA6 GF30 FR
B3UGM210 V- 0, 1,5 + PA6 GF10-M50 FR
T KR 4365 G5 V- 0, 0,75 + + PA6T / 6 GF25 FR
T KR 4340 G6 V- 0, 0,4 + + PA6T / 6 GF30 FR
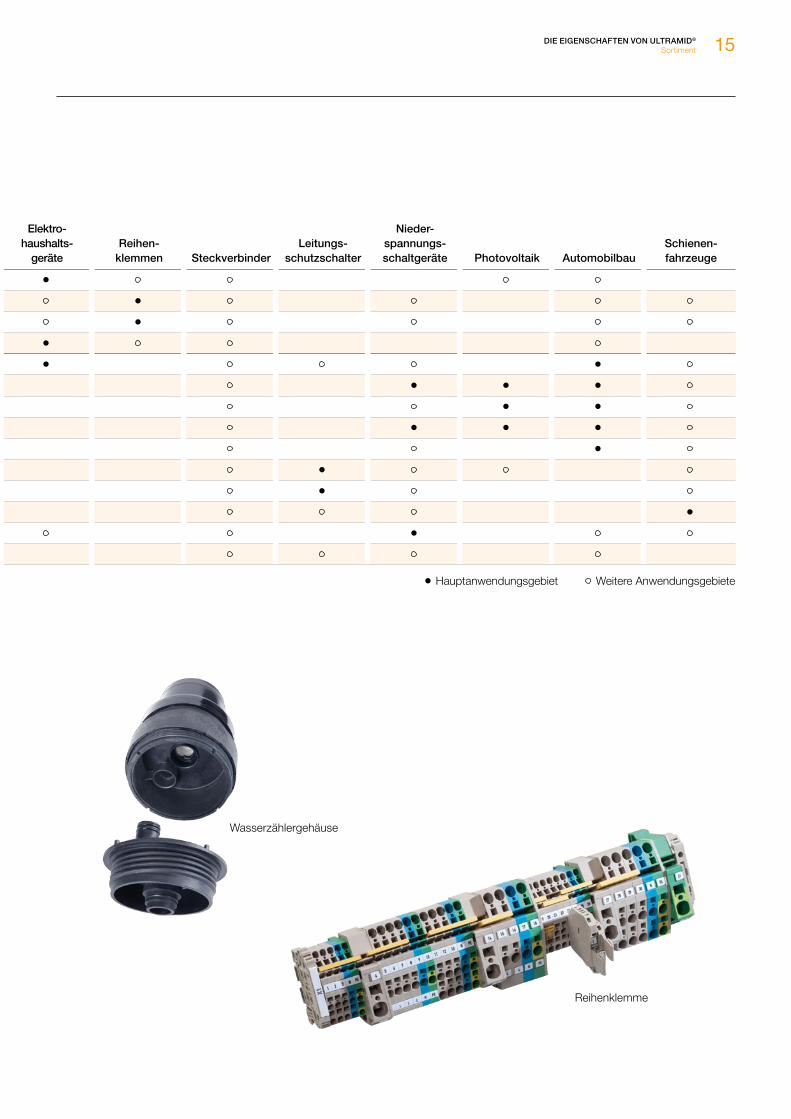
Tabelle 3: Übersicht über verstärkte und unverstärkte Marken mit Brandschutzausrüstung 1) Produkt enthält kein Flammschutzadditiv
Designstühle
15DIE EIGENSCHAFTEN VON ULTRAMID®
Sortiment
Produkt UL 94
GWIT ≥ 775GWFI ≥ 850 d = 1,5 mm
Halogenfreier Flammschutz Symbol
Elektro- haushalts-
geräteReihen-
klemmen SteckverbinderLeitungs-
schutzschalter
Nieder- spannungs-schaltgeräte Photovoltaik Automobilbau
Schienen-fahrzeuge
Ultramid® unverstärkt A3K V-2, 0,4 + +1) PA66
A3U30 V- 0, 0,25 + + PA66 FR
C3U V- 0, 0,4 + + PA6 / 66 FR
B3S V-2, 1,5 + +1) PA6
Ultramid® verstärkt A3U40G5 V- 0, 0,4 + + PA66 GF25 FR
A3X2G5 V- 0, 0,8 + PA66 GF25 FR
A3XZG5 V- 0, 1,5 + PA66-I GF25 FR
A3X2G7 V- 0, 0,75 + PA66 GF35 FR
A3X2G10 V- 0, 1,5 + PA66 GF50 FR
B3UG4 V-2, 0,71 + PA6 GF20 FR
B3U30G6 V-2, 0,75 + PA6 GF30 FR
B3UGM210 V- 0, 1,5 + PA6 GF10-M50 FR
T KR 4365 G5 V- 0, 0,75 + + PA6T / 6 GF25 FR
T KR 4340 G6 V- 0, 0,4 + + PA6T / 6 GF30 FR
Hauptanwendungsgebiet Weitere Anwendungsgebiete
Reihenklemme
Wasserzählergehäuse
16 DIE EIGENSCHAFTEN VON ULTRAMID®
Mechanische Eigenschaften
Mechanische Eigenschaften
Die hier beschriebenen Ultramid® A (PA66) und Ultramid® B (PA6) Marken bieten vielfältige Kombinationen mechanischer Eigenschaften und erfüllen damit vielseitige Anforderungen unserer Kunden beispielsweise aus der E & E- und Automobil- Industrie sowie aus zahlreichen weiteren Branchen.
Das Besondere des Werkstoffs Polyamid ist die ideale Kom-bination von Festigkeit, Steifigkeit und Zähigkeit bei ausge-zeichneter Langlebigkeit über einen weiten Temperatur-bereich. Diese Vorteile sind auf die teilkristalline Struktur des Polyamids zurückzuführen: Starke zwischenmolekulare Wasserstoffbrückenbindungen geben den kristallinen Berei-chen Festigkeit und ermöglichen hohe Einsatztemperaturen, während flexiblere Molekülketten der amorphen Bereiche für außergewöhnliche Zähigkeit sorgen.
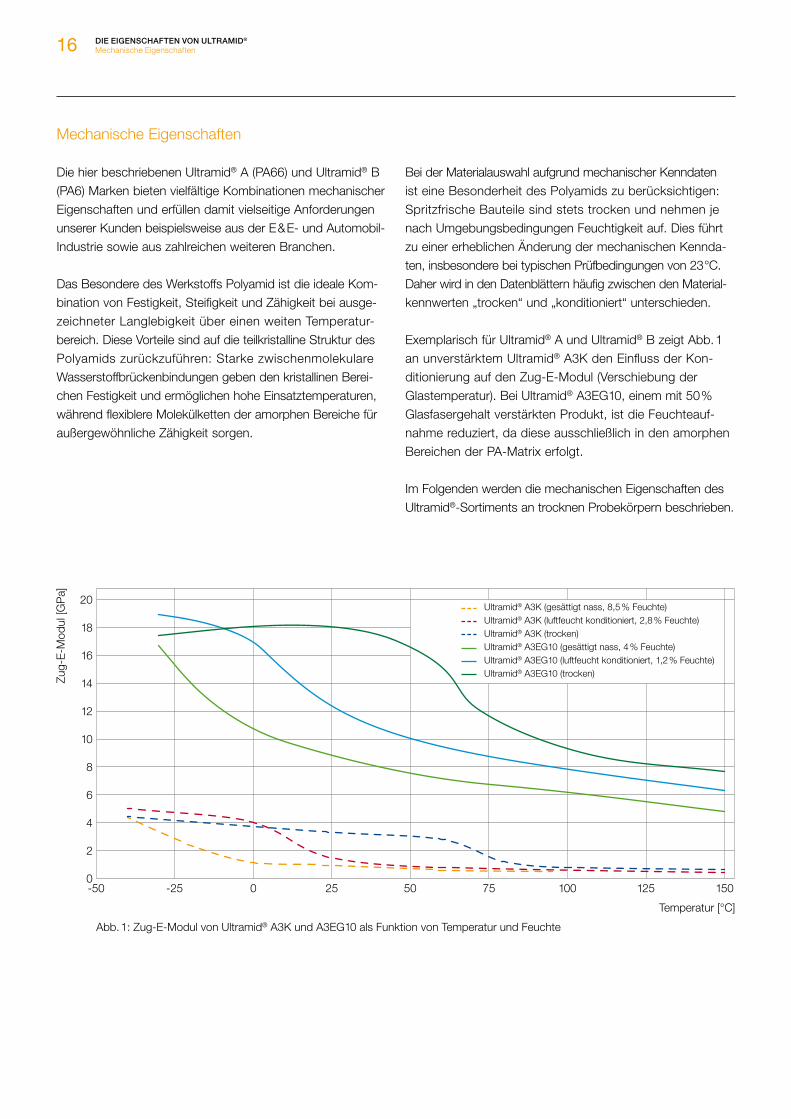
Bei der Materialauswahl aufgrund mechanischer Kenndaten ist eine Besonderheit des Polyamids zu berücksichtigen: Spritzfrische Bauteile sind stets trocken und nehmen je nach Umgebungsbedingungen Feuchtigkeit auf. Dies führt zu einer erheblichen Änderung der mechanischen Kennda-ten, insbesondere bei typischen Prüfbedingungen von 23 °C. Daher wird in den Datenblättern häufig zwischen den Material-kennwerten „trocken“ und „konditioniert“ unterschieden.
Exemplarisch für Ultramid® A und Ultramid® B zeigt Abb. 1 an unverstärktem Ultramid® A3K den Einfluss der Kon-ditionierung auf den Zug-E-Modul (Verschiebung der Glastemperatur). Bei Ultramid® A3EG10, einem mit 50 % Glasfasergehalt verstärkten Produkt, ist die Feuchteauf-nahme reduziert, da diese ausschließlich in den amorphen Bereichen der PA-Matrix erfolgt.
Im Folgenden werden die mechanischen Eigenschaften des Ultramid®-Sortiments an trocknen Probekörpern beschrieben.
Zug-
E-M
odul
[GP
a]
20
18
16
14
12
10
8
6
4
2
0-50 -25 0 25 50 75 100 125 150
Temperatur [°C]
Abb. 1: Zug-E-Modul von Ultramid® A3K und A3EG10 als Funktion von Temperatur und Feuchte
Ultramid® A3K (gesättigt nass, 8,5 % Feuchte) Ultramid® A3K (luftfeucht konditioniert, 2,8 % Feuchte) Ultramid® A3K (trocken) Ultramid® A3EG10 (gesättigt nass, 4 % Feuchte) Ultramid® A3EG10 (luftfeucht konditioniert, 1,2 % Feuchte) Ultramid® A3EG10 (trocken)
17DIE EIGENSCHAFTEN VON ULTRAMID®
Mechanische Eigenschaften
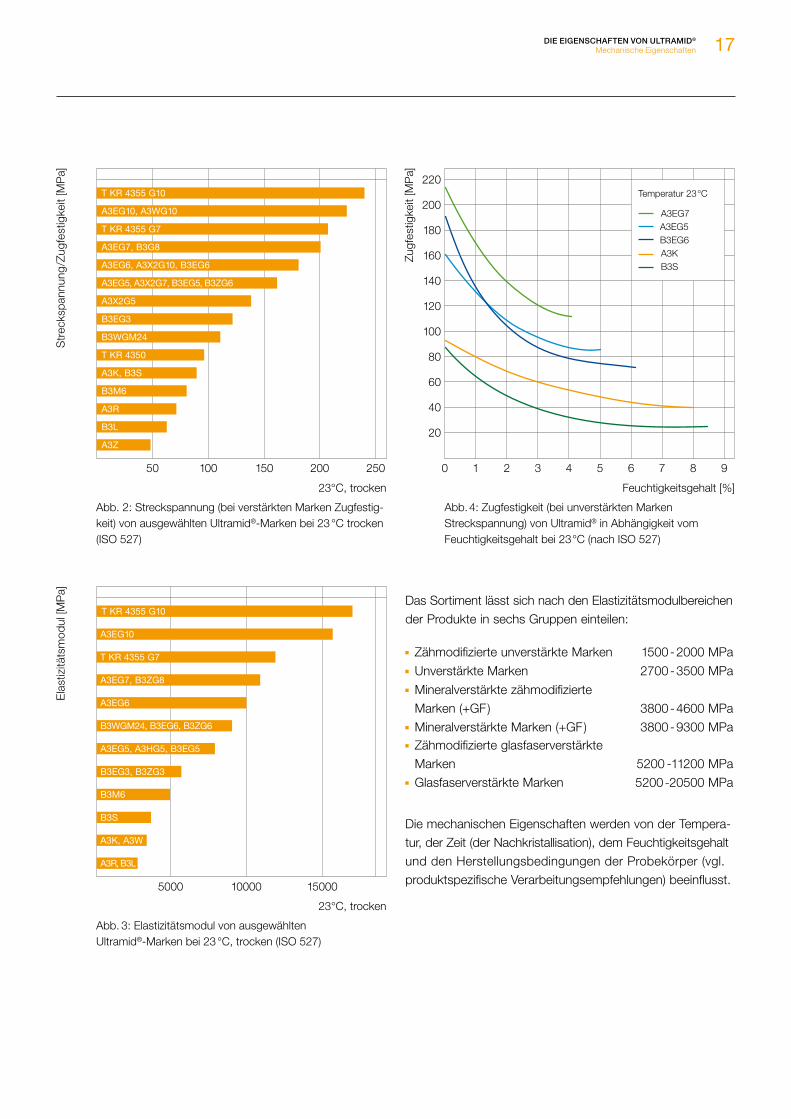
Abb. 4: Zugfestigkeit (bei unverstärkten Marken Streckspannung) von Ultramid® in Abhängigkeit vom Feuchtigkeitsgehalt bei 23 °C (nach ISO 527)
Zugf
estig
keit
[MP
a]
Feuchtigkeitsgehalt [%]
9
20
220
200
180
160
140
120
100
80
60
40
0 1 2 4 73 65 8
Temperatur 23 °C
A3EG7 A3EG5 B3EG6 A3K B3S
Str
ecks
pann
ung/
Zugf
estig
keit
[MP
a]
23°C, trocken
Abb. 2: Streckspannung (bei verstärkten Marken Zugfestig-keit) von ausgewählten Ultramid®-Marken bei 23 °C trocken (ISO 527)
200 25015010050
Ela
stiz
itäts
mod
ul [M
Pa]
23°C, trocken
5000 10000 15000
Abb. 3: Elastizitätsmodul von ausgewählten Ultramid®-Marken bei 23 °C, trocken (ISO 527)
A3EG10
T KR 4355 G7
A3EG7, B3ZG8
A3EG6
B3WGM24, B3EG6, B3ZG6
A3EG5, A3HG5, B3EG5
B3EG3, B3ZG3
B3M6
B3S
A3K, A3W
A3R, B3L
T KR 4355 G10
A3EG10, A3WG10
T KR 4355 G10
T KR 4355 G7
A3EG7, B3G8
A3EG6, A3X2G10, B3EG6
A3EG5, A3X2G7, B3EG5, B3ZG6
A3X2G5
B3EG3
B3WGM24
T KR 4350
A3K, B3S
B3M6
A3R
B3L
A3Z
Das Sortiment lässt sich nach den Elastizitätsmodulbereichen der Produkte in sechs Gruppen einteilen:
Zähmodifizierte unverstärkte Marken 1500 - 2000 MPa
Unverstärkte Marken 2700 - 3500 MPa
Mineralverstärkte zähmodifizierte Marken (+GF) 3800 - 4600 MPa
Mineralverstärkte Marken (+GF) 3800 - 9300 MPa Zähmodifizierte glasfaserverstärkte Marken 5200 - 11200 MPa
Glasfaserverstärkte Marken 5200 - 20500 MPa
Die mechanischen Eigenschaften werden von der Tempera-tur, der Zeit (der Nachkristallisation), dem Feuchtigkeitsgehalt und den Herstellungsbedingungen der Probekörper (vgl. produktspezifische Verarbeitungsempfehlungen) beeinflusst.
18 DIE EIGENSCHAFTEN VON ULTRAMID®
Mechanische Eigenschaften
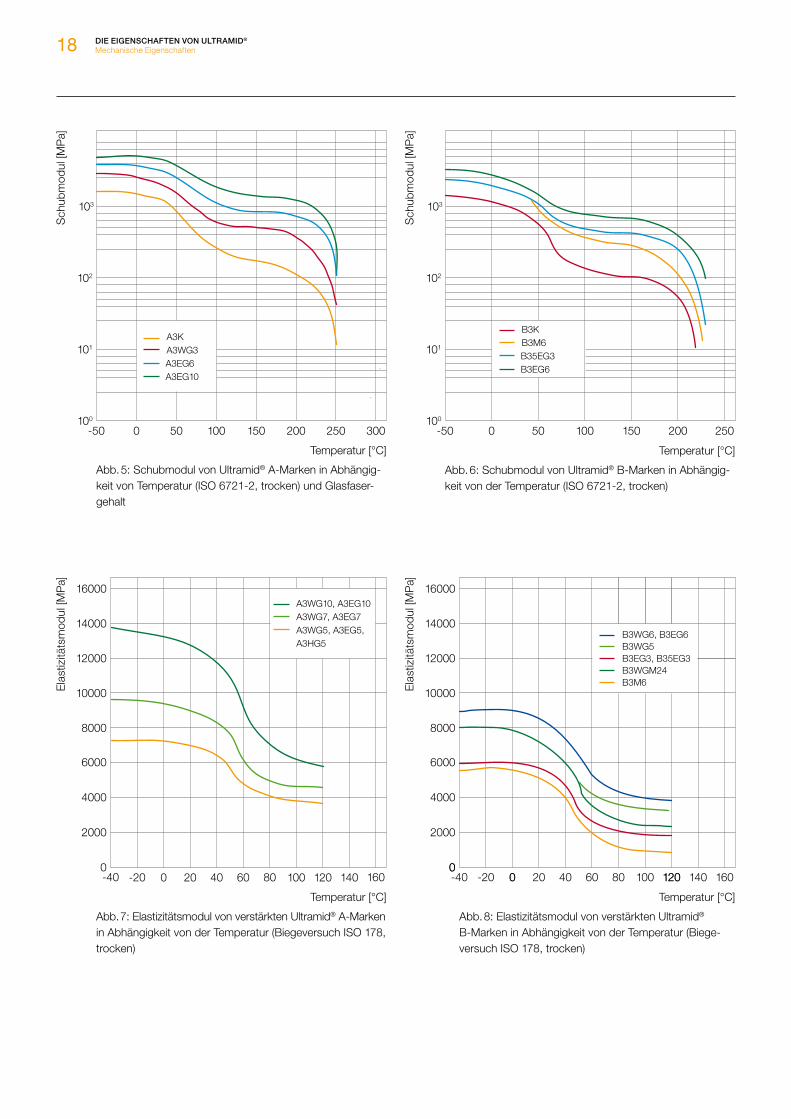
Abb. 6: Schubmodul von Ultramid® B-Marken in Abhängig-keit von der Temperatur (ISO 6721-2, trocken)
250200150100500100
101
102
103
Sch
ubm
odul
[MP
a]
-50
Temperatur [°C]
B3K B3M6 B35EG3 B3EG6
Abb. 7: Elastizitätsmodul von verstärkten Ultramid® A-Marken in Abhängigkeit von der Temperatur (Biegeversuch ISO 178, trocken)
Ela
stiz
itäts
mod
ul [M
Pa]
Temperatur [°C]
1601401201008060402000
2000
4000
6000
8000
10000
12000
14000
16000
-40 -20
A3WG10, A3EG10 A3WG7, A3EG7 A3WG5, A3EG5,
A3HG5
Abb. 8: Elastizitätsmodul von verstärkten Ultramid® B-Marken in Abhängigkeit von der Temperatur (Biege-versuch ISO 178, trocken)
Ela
stiz
itäts
mod
ul [M
Pa]
Temperatur [°C]
1601401201008060402000
2000
4000
6000
8000
10000
12000
14000
16000
-40 -20 12000
B3WG6, B3EG6 B3WG5 B3EG3, B35EG3 B3WGM24 B3M6
Abb. 5: Schubmodul von Ultramid® A-Marken in Abhängig-keit von Temperatur (ISO 6721-2, trocken) und Glasfaser-gehalt
Sch
ubm
odul
[MP
a]
Temperatur [°C]
300250200150100500100
101
102
103
-50
A3K A3WG3 A3EG6 A3EG10
19DIE EIGENSCHAFTEN VON ULTRAMID®
Mechanische Eigenschaften
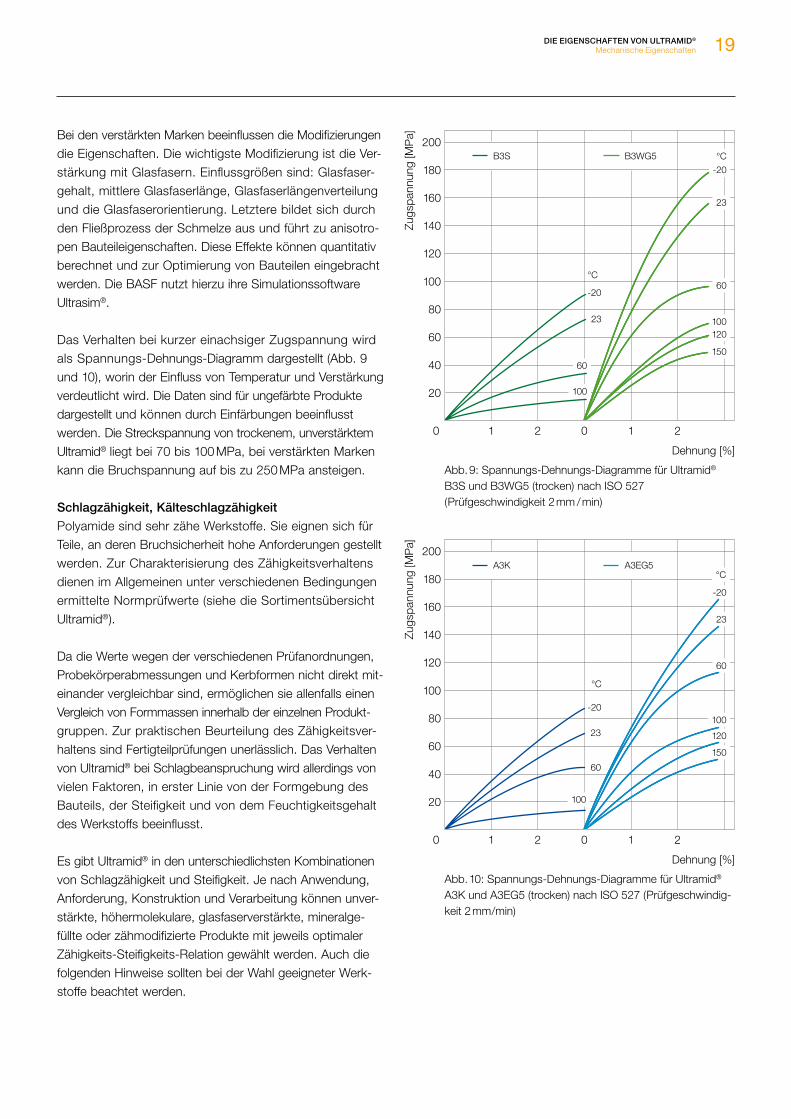
Bei den verstärkten Marken beeinflussen die Modifizierungen die Eigenschaften. Die wichtigste Modifizierung ist die Ver - stärkung mit Glasfasern. Einflussgrößen sind: Glasfaser-gehalt, mittlere Glasfaserlänge, Glasfaserlängenverteilung und die Glasfaserorientierung. Letztere bildet sich durch den Fließprozess der Schmelze aus und führt zu anisotro-pen Bauteileigenschaften. Diese Effekte können quantitativ berechnet und zur Optimierung von Bauteilen eingebracht werden. Die BASF nutzt hierzu ihre Simulationssoftware Ultrasim®.
Das Verhalten bei kurzer einachsiger Zugspannung wird als Spannungs-Dehnungs-Diagramm dargestellt (Abb. 9 und 10), worin der Einfluss von Temperatur und Verstärkung verdeutlicht wird. Die Daten sind für ungefärbte Produkte dar gestellt und können durch Einfärbungen beeinflusst werden. Die Streckspannung von trockenem, unverstärktem Ultramid® liegt bei 70 bis 100 MPa, bei verstärkten Marken kann die Bruchspannung auf bis zu 250 MPa ansteigen.
Schlagzähigkeit, Kälteschlagzähigkeit
Polyamide sind sehr zähe Werkstoffe. Sie eignen sich für Teile, an deren Bruchsicherheit hohe Anforderungen gestellt werden. Zur Charakterisierung des Zähigkeitsverhaltens dienen im Allgemeinen unter verschiedenen Bedingungen ermittelte Normprüfwerte (siehe die Sortimentsübersicht Ultramid®).
Da die Werte wegen der verschiedenen Prüfanordnungen, Probekörperabmessungen und Kerbformen nicht direkt mit-einander vergleichbar sind, ermöglichen sie allenfalls einen Vergleich von Formmassen innerhalb der einzelnen Produkt-gruppen. Zur praktischen Beurteilung des Zähigkeitsver-haltens sind Fertigteilprüfungen unerlässlich. Das Verhalten von Ultramid® bei Schlagbeanspruchung wird allerdings von vielen Faktoren, in erster Linie von der Formgebung des Bauteils, der Steifigkeit und von dem Feuchtigkeitsgehalt des Werkstoffs beeinflusst.
Es gibt Ultramid® in den unterschiedlichsten Kombinationen von Schlagzähigkeit und Steifigkeit. Je nach Anwendung, Anforderung, Konstruktion und Verarbeitung können unver-stärkte, höhermolekulare, glasfaserverstärkte, mineralge-füllte oder zähmodifizierte Produkte mit jeweils optimaler Zähigkeits-Steifigkeits-Relation gewählt werden. Auch die folgenden Hinweise sollten bei der Wahl geeigneter Werk-stoffe beachtet werden.
Abb. 9: Spannungs-Dehnungs-Diagramme für Ultramid® B3S und B3WG5 (trocken) nach ISO 527 ( Prüfgeschwindigkeit 2 mm / min)
2
20Zu
gspa
nnun
g [M
Pa]
200
180
160
140
120
100
80
60
40
0 1 2 10
Dehnung [%]
150
120100
60
23
-20°C
60
°C
B3S B3WG5
-20
23
Abb. 10: Spannungs-Dehnungs-Diagramme für Ultramid® A3K und A3EG5 (trocken) nach ISO 527 ( Prüfgeschwindig-keit 2 mm /min)
Zugs
pann
ung
[MP
a]
2
20
200
180
160
140
120
100
80
60
40
0 1 2 10
Dehnung [%]
100
150
120
100
60
23
-20
°C
°C
A3K A3EG5
60
23
-20
100
20
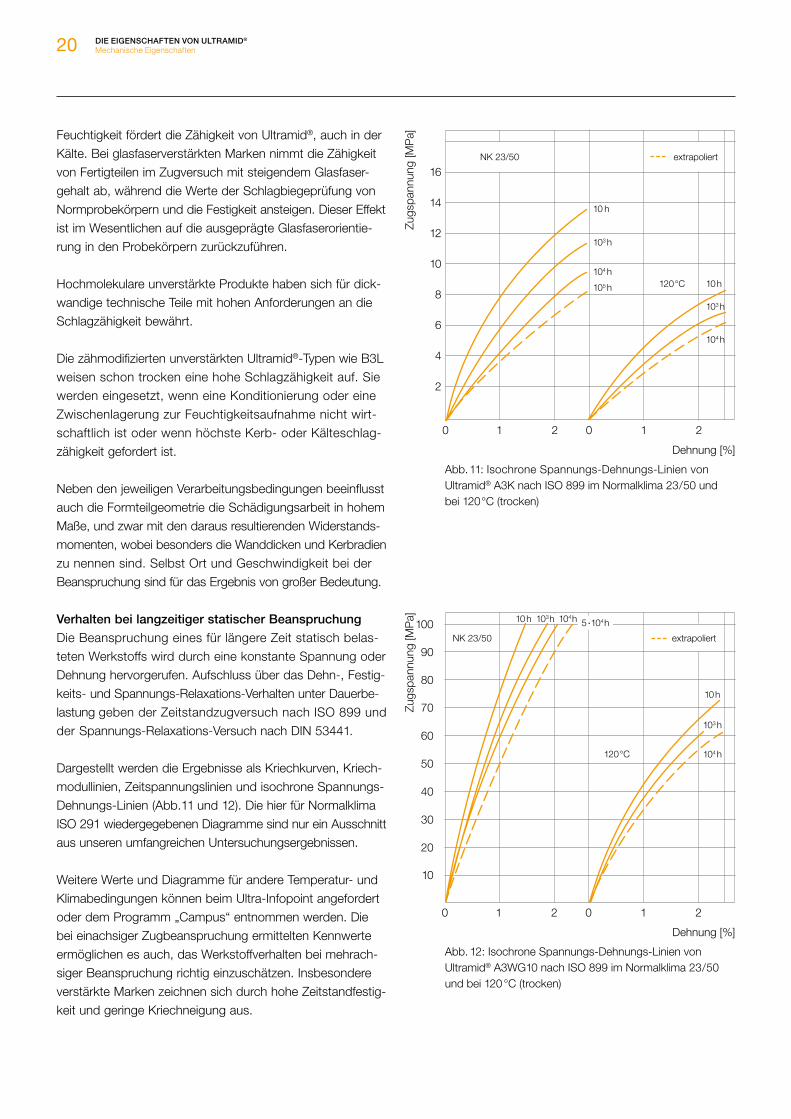
Abb. 12: Isochrone Spannungs-Dehnungs-Linien von Ultramid® A3WG10 nach ISO 899 im Normalklima 23 / 50 und bei 120 °C (trocken)
Dehnung [%]
Zugs
pann
ung
[MP
a]
0 1 2 0 1 2
10
20
30
40
50
60
70
80
90
100 10 h
10 h
103 h
104 h120 °C
5 · 104 h104 h103 h
extrapoliertNK 23/50
Abb. 11: Isochrone Spannungs-Dehnungs-Linien von Ultramid® A3K nach ISO 899 im Normalklima 23 / 50 und bei 120 °C (trocken)
Zugs
pann
ung
[MP
a]
Dehnung [%]
2
2
16
14
12
10
8
6
4
0 1 2 10
105 h 120 °C104 h
104 h
103 h
10 h
10 h
103 h
extrapoliertNK 23/50
Feuchtigkeit fördert die Zähigkeit von Ultramid®, auch in der Kälte. Bei glasfaserverstärkten Marken nimmt die Zähigkeit von Fertigteilen im Zugversuch mit steigendem Glasfaser-gehalt ab, während die Werte der Schlagbiegeprüfung von Normprobekörpern und die Festigkeit ansteigen. Dieser Effekt ist im Wesentlichen auf die ausgeprägte Glasfaserorientie-rung in den Probekörpern zurückzuführen.
Hochmolekulare unverstärkte Produkte haben sich für dick-wandige technische Teile mit hohen Anforderungen an die Schlagzähigkeit bewährt.
Die zähmodifizierten unverstärkten Ultramid®-Typen wie B3L weisen schon trocken eine hohe Schlagzähigkeit auf. Sie werden eingesetzt, wenn eine Konditionierung oder eine Zwischenlagerung zur Feuchtigkeitsaufnahme nicht wirt-schaftlich ist oder wenn höchste Kerb- oder Kälteschlag-zähigkeit gefordert ist.
Neben den jeweiligen Verarbeitungsbedingungen beeinflusst auch die Formteilgeometrie die Schädigungsarbeit in hohem Maße, und zwar mit den daraus resultierenden Widerstands-momenten, wobei besonders die Wanddicken und Kerbradien zu nennen sind. Selbst Ort und Geschwindigkeit bei der Beanspruchung sind für das Ergebnis von großer Bedeutung.
Verhalten bei langzeitiger statischer Beanspruchung
Die Beanspruchung eines für längere Zeit statisch belas-teten Werkstoffs wird durch eine konstante Spannung oder Dehnung hervorgerufen. Aufschluss über das Dehn-, Festig-keits- und Spannungs-Relaxations-Verhalten unter Dauerbe-lastung geben der Zeitstandzugversuch nach ISO 899 und der Spannungs-Relaxations-Versuch nach DIN 53441.
Dargestellt werden die Ergebnisse als Kriechkurven, Kriech-modullinien, Zeitspannungslinien und isochrone Spannungs-Dehnungs-Linien (Abb.11 und 12). Die hier für Normalklima ISO 291 wiedergegebenen Diagramme sind nur ein Ausschnitt aus unseren umfangreichen Untersuchungsergebnissen.
Weitere Werte und Diagramme für andere Temperatur- und Klimabedingungen können beim Ultra-Infopoint angefordert oder dem Programm „Campus“ entnommen werden. Die bei einachsiger Zugbeanspruchung ermittelten Kennwerte ermöglichen es auch, das Werkstoffverhalten bei mehrach-siger Beanspruchung richtig einzuschätzen. Insbesondere verstärkte Marken zeichnen sich durch hohe Zeitstandfestig-keit und geringe Kriechneigung aus.
DIE EIGENSCHAFTEN VON ULTRAMID®
Mechanische Eigenschaften

21
Lastwechsel
Max
. Spa
nnun
g [M
Pa]
100
10
Abb. 13: Schwingfestigkeit von Ultramid® A3WG7 bei verschiedenen Temperaturen ( trocken, R = -1, 10 Hz, längs orientiert, Dicke = 3 mm)
1000 10000 100000 1000000
23 °C 80 °C 130 °C
Verhalten bei schwingender Beanspruchung,
Schwingfestigkeit
Technische Teile werden häufig auch durch dynamische Kräfte beansprucht, vor allem bei Wechsel- oder Schwin-gungsbeanspruchungen, die periodisch in stets gleicher Weise auf das Konstruktionsteil einwirken. Das Verhalten eines Werkstoffs gegenüber solchen Beanspruchungen wird in Dauerprüfungen z. B. unter Zug-Druck-Belastung bis zu sehr großen Lastspielzahlen ermittelt. Die Ergebnis-se sind in Wöhler-Diagrammen dargestellt, die man durch Auftragen der aufgebrachten Spannung über der jeweils erreichten Schwingspielzahl erhält (Abb. 13). Bei der Über-tragung der Prüfergebnisse in die Praxis ist zu berücksich-tigen, dass sich die Werkstücke bei hoher Lastwechselfre-quenz infolge innerer Reibung stark erwärmen können. Für diese Fälle sind die bei höheren Temperaturen gemes-senen Kurven heranzuziehen (Abb.13).
DIE EIGENSCHAFTEN VON ULTRAMID®
Mechanische Eigenschaften
Reibungs- und Verschleißverhalten
Die glatte, zähharte Oberfläche, die teilkristalline Struktur, die hohe Wärmebeständigkeit und die Widerstandsfä-higkeit gegen Schmierstoffe, Kraftstoffe und Lösungsmittel machen Ultramid® zu einem idealen Werkstoff für gleitbean-spruchte Bauteile. Hervorzuheben sind die guten Notlaufeigen-schaften: Während metallische Werkstoffe bei Trockenlauf zum „Fressen“ neigen, sind Gleitpaarungen mit Ultramid® in vielen Fällen auch ohne Schmierung funktionstauglich.
Verschleiß und Reibung sind Systemeigenschaften, die von vielen Parametern abhängen, z. B. von der Werkstoffpaa-rung, der Oberflächenbeschaffenheit, der Geometrie der sich berührenden Gleitelemente, dem Zwischenmedium (Schmierstoff) und der Beanspruchung aufgrund äußerer Bedingungen wie Belastung, Geschwindigkeit und Tempe-ratur.
Die wichtigsten Einflüsse auf die Höhe des Gleitverschleißes und des Gleitreibungskoeffizienten von Ultramid® sind die Härte und Oberflächenrauhigkeit der Gleitpartner, der Flä-chendruck, die Gleitstrecke, die Gleitflächentemperatur und die Schmierung.
22
Thermische Eigenschaften
Ultramid® hat folgende Schmelztemperaturen:Ultramid® A: 260 °CUltramid® B: 220 °CUltramid® C: 243 °CUltramid® S: 222 °CUltramid® T: 295 °C
Aufgrund seiner teilkristallinen Struktur und der starken Wasser-stoffbrückenbindungen ist Ultramid® auch bei erhöhter Tem-peratur bis in die Nähe des Schmelzbereiches formbeständig.
Unter den teilkristallinen Thermoplasten hebt sich Ultramid® durch geringe Längenausdehnungskoeffizienten ab.
Besonders die verstärkten Marken sind bei Temperatur-änderungen sehr maßhaltig. Bei den glasfaserverstärkten Marken ist die Längenausdehnung jedoch von der Orientie-rung der Fasern abhängig.
Verhalten bei Temperatureinwirkung
Das Verhalten von Bauteilen aus Ultramid® in der Wärme ist außer von den produktspezifischen thermischen Eigen-schaften auch von Dauer und Art der Temperatureinwirkung und der mechanischen Belastung abhängig. Ferner übt die Gestaltung der Teile einen Einfluss aus. Die Wärmeformbe-ständigkeit von Teilen aus Ultramid® ist deshalb nicht ohne weiteres anhand der Temperaturwerte aus den verschiedenen genormten Prüfungen abzuschätzen, so wertvoll sie zur Orientierung und zum Vergleich auch sein mögen.
Einen guten Einblick in das Temperaturverhalten liefern die im Torsionsschwingungsversuch nach ISO 6721-2 in Abhängigkeit von der Temperatur gemessenen Schub- modul- und Dämpfungswerte. Der Vergleich der Schub-modulkurven (Abb. 5 und 6) gibt Aufschluss über das unterschiedliche mechanisch-thermische Verhalten bei gerin-gen Deformationsbeanspruchungen und -geschwindigkeiten. Nach den praktischen Erfahrungen stimmt die Wärmeform-beständigkeit von optimal gefertigten Teilen gut mit den im Torsionsversuch ermittelten Temperaturbereichen überein, in denen die beginnende Erweichung deutlich wird.
Für die Anwendung in elektrischen Geräten ist meist die Prüfung der Wärmesicherheit nach IEC 60695-10-2 (Kugel-druckprüfung) vorgeschrieben. Die Anforderungen dieser Prüfung bei 125 °C für Träger spannungsführender Teile wer-den von Fertigteilen aus allen Ultramid®-Marken erfüllt. Auch höhere Temperaturen können mit Ultramid® erreicht werden. Hierfür empfehlen sich die verstärkten Marken.
DIE EIGENSCHAFTEN VON ULTRAMID®
Thermische Eigenschaften
Schutzschalter
23
Zeit [h]
Bru
chsp
annu
ng [M
Pa]
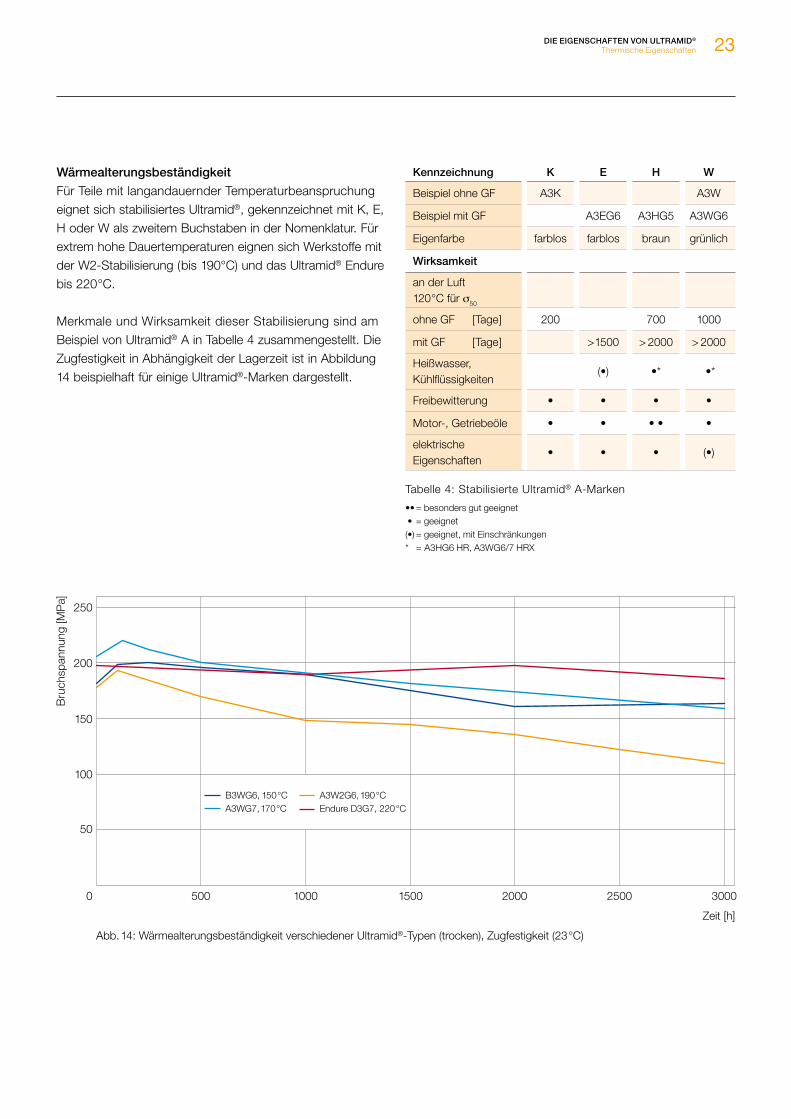
Abb. 14: Wärmealterungsbeständigkeit verschiedener Ultramid®-Typen (trocken), Zugfestigkeit (23 °C)
250
200
150
100
50
0 500 1000 1500 2000 2500 3000
B3WG6, 150 °C A3W2G6, 190 °C A3WG7, 170 °C Endure D3G7, 220 °C
Wärmealterungsbeständigkeit
Für Teile mit langandauernder Temperaturbeanspruchung eignet sich stabilisiertes Ultramid®, gekennzeichnet mit K, E, H oder W als zweitem Buchstaben in der Nomenklatur. Für extrem hohe Dauertemperaturen eignen sich Werkstoffe mit der W2-Stabilisierung (bis 190°C) und das Ultramid® Endure bis 220 °C.
Merkmale und Wirksamkeit dieser Stabilisierung sind am Beispiel von Ultramid® A in Tabelle 4 zusammengestellt. Die Zugfestigkeit in Abhängigkeit der Lagerzeit ist in Abbildung 14 beispielhaft für einige Ultramid®-Marken dargestellt.
DIE EIGENSCHAFTEN VON ULTRAMID®
Thermische Eigenschaften
Tabelle 4: Stabilisierte Ultramid® A-Marken
Kennzeichnung K E H W
Beispiel ohne GF A3K A3W
Beispiel mit GF A3EG6 A3HG5 A3WG6
Eigenfarbe farblos farblos braun grünlich
Wirksamkeit
an der Luft 120 °C für σ50
ohne GF [ Tage ] 200 700 1000
mit GF [ Tage ] > 1500 > 2000 > 2000
Heißwasser, Kühlflüssigkeiten
(•) •* •*
Freibewitterung • • • •
Motor-, Getriebeöle • • • • •
elektrische Eigenschaften
• • • (•)
•• = besonders gut geeignet • = geeignet (•) = geeignet, mit Einschränkungen* = A3HG6 HR, A3WG6/7 HRX
24
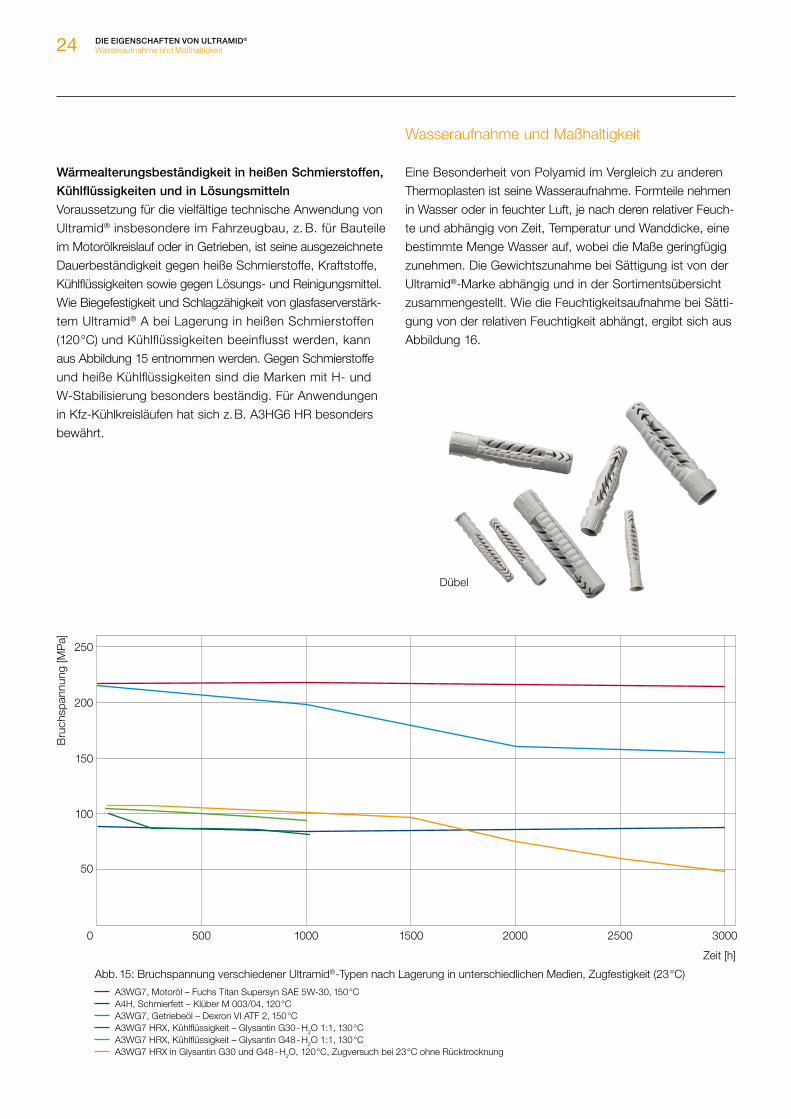
Abb. 15: Bruchspannung verschiedener Ultramid®-Typen nach Lagerung in unterschiedlichen Medien, Zugfestigkeit (23 °C)
A3WG7, Motoröl – Fuchs Titan Supersyn SAE 5W-30, 150 °C A4H, Schmierfett – Klüber M 003/04, 120 °C A3WG7, Getriebeöl – Dexron VI ATF 2, 150 °C A3WG7 HRX, Kühlflüssigkeit – Glysantin G30 - H2O 1:1, 130 °C A3WG7 HRX, Kühlflüssigkeit – Glysantin G48 - H2O 1:1, 130 °C A3WG7 HRX in Glysantin G30 und G48 - H2O, 120 °C, Zugversuch bei 23 °C ohne Rücktrocknung
Bru
chsp
annu
ng [M
Pa]
DIE EIGENSCHAFTEN VON ULTRAMID®
Wasseraufnahme und Maßhaltigkeit
Wärmealterungsbeständigkeit in heißen Schmierstoffen,
Kühlflüssigkeiten und in Lösungsmitteln
Voraussetzung für die vielfältige technische Anwendung von Ultramid® insbesondere im Fahrzeugbau, z. B. für Bauteile im Motorölkreislauf oder in Getrieben, ist seine ausgezeichnete Dauerbeständigkeit gegen heiße Schmierstoffe, Kraftstoffe, Kühlflüssigkeiten sowie gegen Lösungs- und Reinigungsmittel. Wie Biegefestigkeit und Schlagzähigkeit von glasfaserverstärk-tem Ultramid® A bei Lagerung in heißen Schmierstoffen (120 °C) und Kühlflüssigkeiten beeinflusst werden, kann aus Abbildung 15 entnommen werden. Gegen Schmierstoffe und heiße Kühlflüssigkeiten sind die Marken mit H- und W-Stabilisierung besonders beständig. Für Anwendungen in Kfz-Kühlkreisläufen hat sich z. B. A3HG6 HR besonders bewährt.
Wasseraufnahme und Maßhaltigkeit
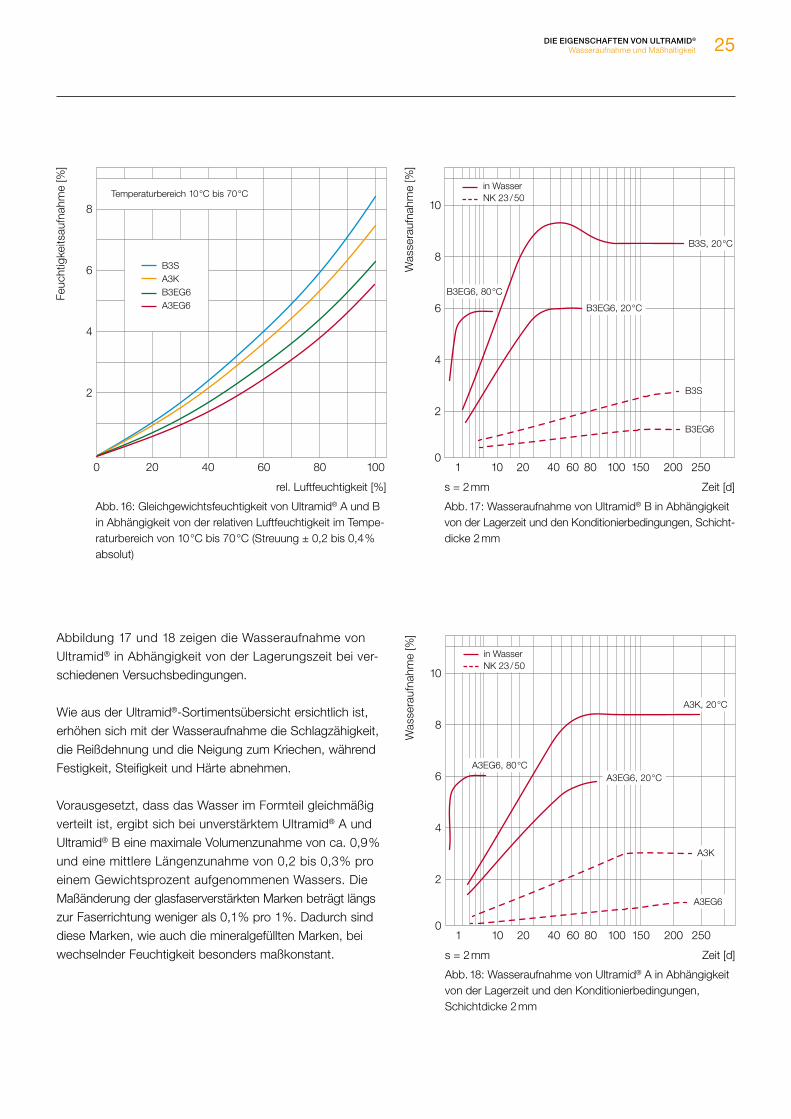
Eine Besonderheit von Polyamid im Vergleich zu anderen Thermoplasten ist seine Wasseraufnahme. Formteile nehmen in Wasser oder in feuchter Luft, je nach deren relativer Feuch-te und abhängig von Zeit, Temperatur und Wanddicke, eine bestimmte Menge Wasser auf, wobei die Maße geringfügig zunehmen. Die Gewichtszunahme bei Sättigung ist von der Ultramid®-Marke abhängig und in der Sortimentsübersicht zusammengestellt. Wie die Feuchtigkeitsaufnahme bei Sätti-gung von der relativen Feuchtigkeit abhängt, ergibt sich aus Abbildung 16.
Dübel
Zeit [h]
250
200
150
100
50
0 500 1000 1500 2000 2500 3000
25
Abbildung 17 und 18 zeigen die Wasseraufnahme von Ultramid® in Abhängigkeit von der Lagerungszeit bei ver-schiedenen Versuchsbedingungen.
Wie aus der Ultramid®-Sortimentsübersicht ersichtlich ist, erhöhen sich mit der Wasseraufnahme die Schlagzähigkeit, die Reißdehnung und die Neigung zum Kriechen, während Festigkeit, Steifigkeit und Härte abnehmen.
Vorausgesetzt, dass das Wasser im Formteil gleichmäßig verteilt ist, ergibt sich bei unverstärktem Ultramid® A und Ultramid® B eine maximale Volumenzunahme von ca. 0,9 % und eine mittlere Längenzunahme von 0,2 bis 0,3 % pro einem Gewichtsprozent aufgenommenen Wassers. Die Maßänderung der glasfaserverstärkten Marken beträgt längs zur Faserrichtung weniger als 0,1 % pro 1 %. Dadurch sind diese Marken, wie auch die mineralgefüllten Marken, bei wechselnder Feuchtigkeit besonders maßkonstant.
DIE EIGENSCHAFTEN VON ULTRAMID®
Wasseraufnahme und Maßhaltigkeit
Abb. 16: Gleichgewichtsfeuchtigkeit von Ultramid® A und B in Abhängigkeit von der relativen Luftfeuchtigkeit im Tempe-raturbereich von 10 °C bis 70 °C (Streuung ± 0,2 bis 0,4 % absolut)
Feuc
htig
keits
aufn
ahm
e [%
]
rel. Luftfeuchtigkeit [%]
8
6
4
2
0 20 40 60 80 100
Temperaturbereich 10 °C bis 70 °C
B3S A3K B3EG6 A3EG6
Abb. 17: Wasseraufnahme von Ultramid® B in Abhängigkeit von der Lagerzeit und den Konditionierbedingungen, Schicht-dicke 2 mm
Was
sera
ufna
hme
[%]
10
6
8
4
2
0250200150100801 10 20 40 60
Zeit [d]s = 2 mm
B3S, 20 °C
B3EG6, 20 °C
B3S
B3EG6
B3EG6, 80 °C
in Wasser NK 23 / 50
Abb. 18: Wasseraufnahme von Ultramid® A in Abhängigkeit von der Lagerzeit und den Konditionierbedingungen, Schichtdicke 2 mm
Was
sera
ufna
hme
[%]
10
6
8
4
2
0250200150100801 10 20 40 60
Zeit [d]s = 2 mm
A3K, 20 °C
A3K
A3EG6, 80 °CA3EG6, 20 °C
A3EG6
in Wasser NK 23 / 50

26
Bürstenhalter
Elektrische Eigenschaften
Die überragende Bedeutung von Ultramid® in der Elektrotech-nik, insbesondere für elektrische Isolierteile und Gehäuse in der Energietechnik, beruht auf den guten Isoliereigenschaften (Durchgangs- und Oberflächenwiderstand) in Verbindung mit hoher Durchschlag- und Kriechstromfestigkeit sowie günsti - gem Verhalten in der Wärme und bei der Alterung. Ultramid® gehört damit zu den hochwertigen Isolierstoffen. Sobald hohe Anforderungen an das Brandverhalten bestehen, kommen bevorzugt die brandgeschützten Marken zum Einsatz.
DIE EIGENSCHAFTEN VON ULTRAMID®
Elektrische Eigenschaften
Bezüglich der elektrischen Eigenschaften ist folgendes zu beachten:
Die Produkte zeichnen sich durch eine hohe Kriechstrom-festigkeit aus, die durch den Feuchtigkeitsgehalt des Materials nur wenig beeinträchtigt wird.
Der spezifische Durchgangswiderstand und der Oberflächen-widerstand sind sehr hoch; bei erhöhter Temperatur und auch bei höherem Wassergehalt nehmen diese Werte ab.
Bei Einsatz unter sogenannten „erschwerten Bedingungen“ ist es wie bei allen elektrischen Isolierstoffen üblich, durch entsprechende konstruktive Maßnahmen eine kontinuier-liche Betauung durch Schwitz- oder Kondenswasser zu vermeiden.
Ungünstige Einsatzbedingungen wie Stauwärme in Kom-bination mit hoher Luftfeuchtigkeit, feuchtwarmes Klima oder schlechte Entlüftung können das Isolationsverhalten beeinträchtigen.
Aus diesen Gründen sollte die Funktionsfähigkeit der Bau-teile in jedem Anwendungsfall sorgfältig geprüft werden. Die elektrischen Prüfwerte sind in der Sortimentsübersicht zusammengestellt.
Für besonders sensible Automobilelektronik wie Steuerge-räte und Sensoren bietet BASF ein Portfolio verschiedener Polyamid 6- und 66-Typen an, das dabei hilft, Schäden durch Elektrokorrosion an den Schaltkreisen zu vermeiden. Die verschiedenen Ultramid® EQ-Typen ( EQ = Electronic Quality) zeichnen sich durch eine extrem hohe Reinheit bezüglich elektrisch aktiven oder korrosionsfördernden Inhaltstoffen wie Jod oder Brom aus und bieten trotzdem noch eine gute Wärmealterungsbeständigkeit. Sie unterliegen außerdem einer besonderen Qualitätsprüfung, die die Auswahl der Rohstoffe, den Produktionsprozess und den Nachweis des Halogengehalts umfasst. Das global verfügbare Portfolio besteht aus ungefärbten und schwarzen Typen mit einem Glasfasergehalt von 30 und 35 Prozent, die auch laserbe-schriftbar sind.
Stecker
27
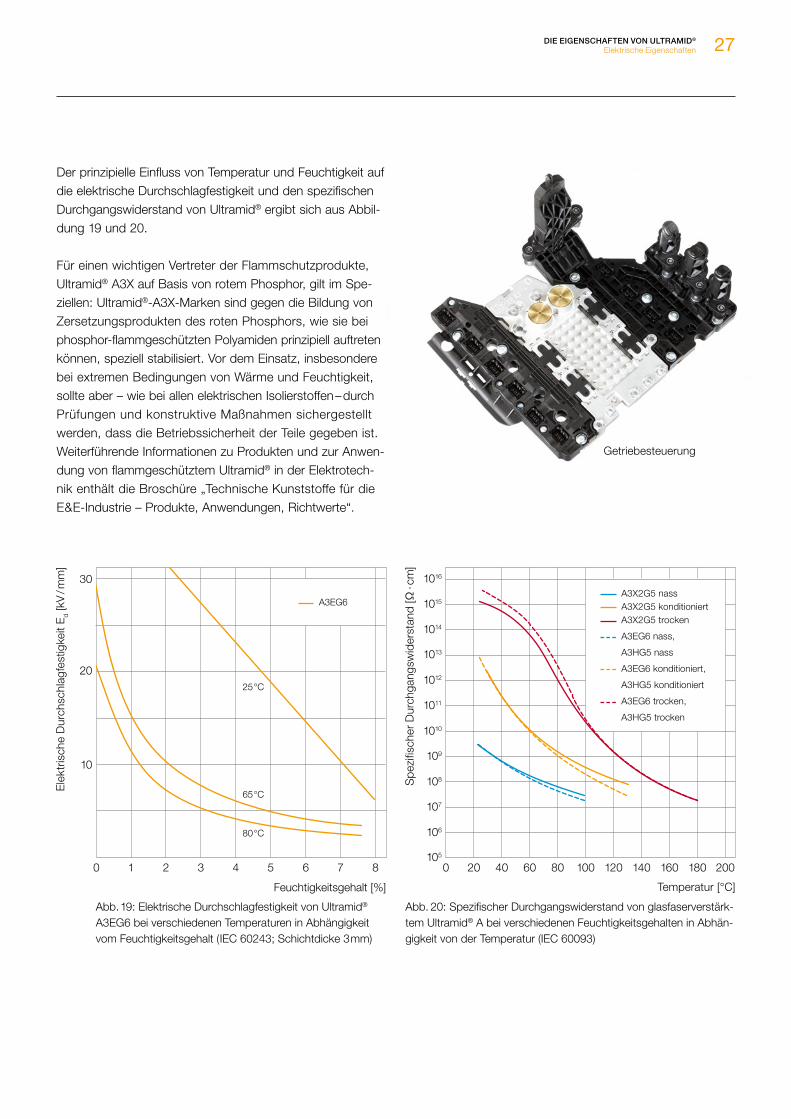
Der prinzipielle Einfluss von Temperatur und Feuchtigkeit auf die elektrische Durchschlagfestigkeit und den spezifischen Durchgangswiderstand von Ultramid® ergibt sich aus Abbil-dung 19 und 20.
Für einen wichtigen Vertreter der Flammschutzprodukte, Ultramid® A3X auf Basis von rotem Phosphor, gilt im Spe-ziellen: Ultramid®-A3X-Marken sind gegen die Bildung von Zersetzungsprodukten des roten Phosphors, wie sie bei phosphor-flammgeschützten Polyamiden prinzipiell auftreten können, speziell stabilisiert. Vor dem Einsatz, insbesondere bei extremen Bedingungen von Wärme und Feuchtigkeit, sollte aber – wie bei allen elektrischen Isolierstoffen – durch Prüfungen und konstruktive Maßnahmen sichergestellt werden, dass die Betriebssicherheit der Teile gegeben ist. Weiterführende Informationen zu Produkten und zur Anwen-dung von flammgeschütztem Ultramid® in der Elektrotech-nik enthält die Broschüre „Technische Kunststoffe für die E & E-Industrie – Produkte, Anwendungen, Richtwerte“.
DIE EIGENSCHAFTEN VON ULTRAMID®
Elektrische Eigenschaften
Abb. 19: Elektrische Durchschlagfestigkeit von Ultramid® A3EG6 bei verschiedenen Temperaturen in Abhängigkeit vom Feuchtigkeitsgehalt ( IEC 60243; Schichtdicke 3 mm)
Ele
ktris
che
Dur
chsc
hlag
fest
igke
it E
d [k
V / m
m]
Feuchtigkeitsgehalt [%]
30
20
10
0 1 2 3 4 5 6 7 8
80 °C
65 °C
25 °C
A3EG6
Getriebesteuerung
Abb. 20: Spezifischer Durchgangswiderstand von glasfaserverstärk-tem Ultramid® A bei verschiedenen Feuchtigkeitsgehalten in Abhän-gigkeit von der Temperatur (IEC 60093)
200 40 60 80 100 120 160 180140 200
Spe
zifis
cher
Dur
chga
ngsw
ider
stan
d [Ω
· cm
]
1016
1015
1014
1013
1012
1011
107
108
109
1010
106
105
Temperatur [°C]
A3X2G5 nass A3X2G5 konditioniert A3X2G5 trocken
A3EG6 nass,
A3HG5 nass
A3EG6 konditioniert,
A3HG5 konditioniert
A3EG6 trocken,
A3HG5 trocken
28
Brandverhalten
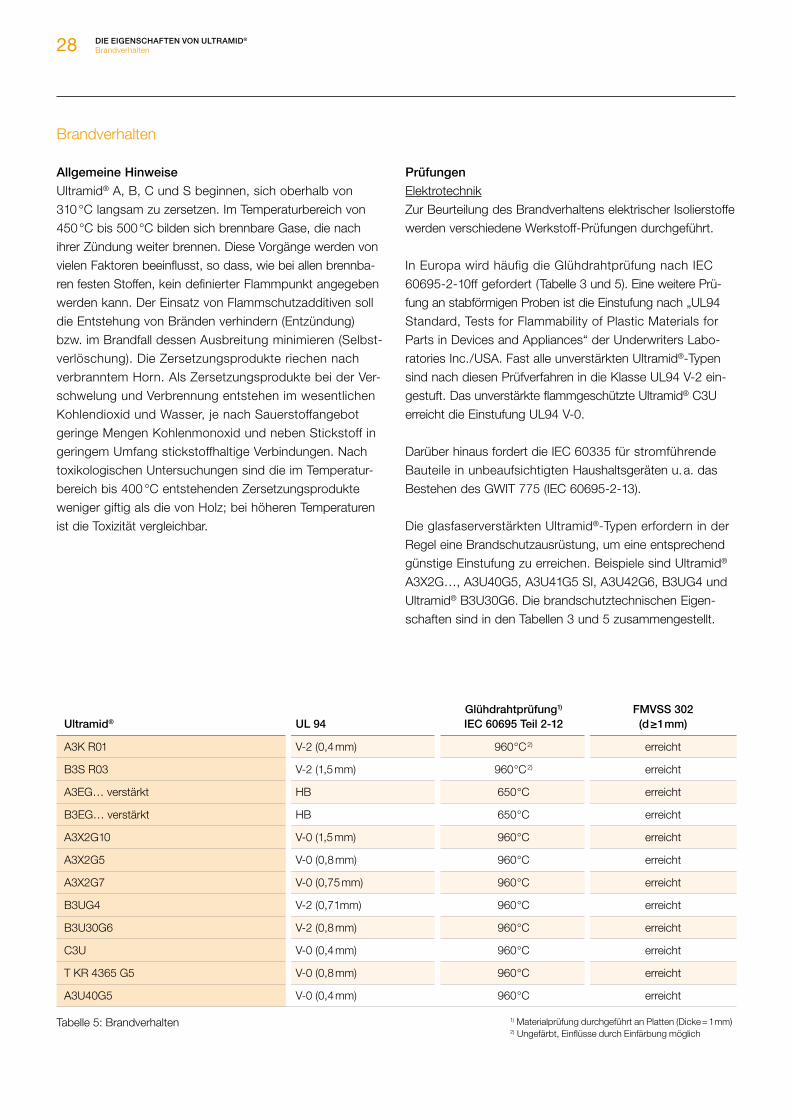
Allgemeine Hinweise
Ultramid® A, B, C und S beginnen, sich oberhalb von 310 °C langsam zu zersetzen. Im Temperaturbereich von 450 °C bis 500 °C bilden sich brennbare Gase, die nach ihrer Zündung weiter brennen. Diese Vorgänge werden von vielen Faktoren beeinflusst, so dass, wie bei allen brennba-ren festen Stoffen, kein definierter Flammpunkt angegeben werden kann. Der Einsatz von Flammschutzadditiven soll die Entstehung von Bränden verhindern (Entzündung) bzw. im Brandfall dessen Ausbreitung minimieren (Selbst-verlöschung). Die Zersetzungsprodukte riechen nach verbranntem Horn. Als Zersetzungsprodukte bei der Ver-schwelung und Verbrennung entstehen im wesentlichen Kohlendioxid und Wasser, je nach Sauerstoffangebot geringe Mengen Kohlenmonoxid und neben Stickstoff in geringem Umfang stickstoffhaltige Verbindungen. Nach toxikologischen Untersuchungen sind die im Temperatur-bereich bis 400 °C entstehenden Zersetzungsprodukte weniger giftig als die von Holz; bei höheren Temperaturen ist die Toxizität vergleichbar.
Prüfungen
ElektrotechnikZur Beurteilung des Brandverhaltens elektrischer Isolierstoffe werden verschiedene Werkstoff-Prüfungen durchgeführt.
In Europa wird häufig die Glühdrahtprüfung nach IEC 60695-2-10ff gefordert ( Tabelle 3 und 5). Eine weitere Prü-fung an stabförmigen Proben ist die Einstufung nach „UL94 Standard, Tests for Flammability of Plastic Materials for Parts in Devices and Appliances“ der Underwriters Labo-ratories Inc. / USA. Fast alle unverstärkten Ultramid®-Typen sind nach diesen Prüfverfahren in die Klasse UL94 V-2 ein-gestuft. Das unverstärkte flammgeschützte Ultramid® C3U erreicht die Einstufung UL94 V-0.
Darüber hinaus fordert die IEC 60335 für stromführende Bauteile in unbeaufsichtigten Haushaltsgeräten u. a. das Bestehen des GWIT 775 (IEC 60695-2-13).
Die glasfaserverstärkten Ultramid®-Typen erfordern in der Regel eine Brandschutzausrüstung, um eine entsprechend günstige Einstufung zu erreichen. Beispiele sind Ultramid® A3X2G…, A3U40G5, A3U41G5 SI, A3U42G6, B3UG4 und Ultramid® B3U30G6. Die brandschutztechnischen Eigen-schaften sind in den Tabellen 3 und 5 zusammengestellt.
DIE EIGENSCHAFTEN VON ULTRAMID®
Brandverhalten
Ultramid® UL 94Glühdraht prüfung1) IEC 60695 Teil 2-12
FMVSS 302(d ≥ 1 mm)
A3K R01 V-2 (0,4 mm) 960 °C 2) erreicht
B3S R03 V-2 (1,5 mm) 960 °C 2) erreicht
A3EG… verstärkt HB 650 °C erreicht
B3EG… verstärkt HB 650 °C erreicht
A3X2G10 V-0 (1,5 mm) 960 °C erreicht
A3X2G5 V-0 (0,8 mm) 960 °C erreicht
A3X2G7 V-0 (0,75 mm) 960 °C erreicht
B3UG4 V-2 (0,71 mm) 960 °C erreicht
B3U30G6 V-2 (0,8 mm) 960 °C erreicht
C3U V-0 (0,4 mm) 960 °C erreicht
T KR 4365 G5 V-0 (0,8 mm) 960 °C erreicht
A3U40G5 V-0 (0,4 mm) 960 °C erreicht
Tabelle 5: Brandverhalten 1) Materialprüfung durchgeführt an Platten (Dicke = 1 mm) 2) Ungefärbt, Einflüsse durch Einfärbung möglich
29
VerkehrswesenIn der Verkehrs- und Transporttechnik tragen Kunststoffe wesentlich zur hohen Leistungsfähigkeit von Straßenfahr-zeugen und Zügen bei. Für Werkstoffe im Innenraum von Kraftfahrzeugen gelten die Anforderungen an die Brand-sicherheit nach DIN 75200 bzw. FMVSS 302, die von den meisten Ultramid®-Produkten ab einer Wanddicke von 1 mm erfüllt werden (Tabelle 5). Für Schienenfahrzeuge wurde neben unterschiedlichen nationalen Regelungen eine euro-päische Norm, die EN 45545, erstellt, die u. a. auch Anforde-rungen an Brandnebenerscheinungen wie Rauchgasdichte und -toxizität enthält.
BauwesenDie Prüfung von Baustoffen für das Bauwesen erfolgt nach DIN 4102 Teil 1 „Brandverhalten von Baustoffen und Bau-teilen“. Platten aus unverstärktem und glasfaserverstärktem Ultramid® (Dicke 1 mm) sind als normalentflammbare Bau-stoffe (bauaufsichtliche Bezeichnung in der Bundesrepublik Deutschland) in die Baustoffklasse B2 einzustufen.
Weiterführende Literatur
Die Vielfalt an existierenden Anwendungen und Regelwerken ist nur noch schwer zu überschauen. Detailliertere Informa-tionen und Materialkennwerte hierzu können den folgenden BASF-Broschüren entnommen werden: Technische Kunststoffe für die E & E-Industrie – Normen und Prüfverfahren Technische Kunststoffe für die E & E-Industrie – Produkte, Anwendungen, Richtwerte Technische Kunststoffe für die Automobilelektrik – Produkte, Anwendungen, Richtwerte
DIE EIGENSCHAFTEN VON ULTRAMID®
Brandverhalten
Lichtmaschinenabdeckung
Klemmenträger

30
Verhalten gegenüber Chemikalien
Ultramid® ist gut beständig gegen Schmierstoffe, Kraftstoffe, Hydraulik- und Kühlflüssigkeiten, Kältemittel, Farben, Lacke, Reinigungs- und Entfettungsmittel, gegen aliphatische und aromatische Kohlenwasserstoffe und viele weitere Lösungs-mittel auch bei erhöhter Temperatur.
Ultramid® ist ebenfalls gegen wässrige Lösungen vieler anorganischer Chemikalien (Salze, Alkalien) widerstandsfä-hig, d.h. korrosionsbeständig. Hervorzuheben ist die her-vorragende Beständigkeit gegen Spannungsrissbildung im Vergleich zu vielen amorphen Kunststoffen. Viele Medien, z. B. Netzmittel, ätherische Öle, Alkohole und weitere organi-sche Lösungsmittel, führen bei Polyamid nicht zu einer Beeinträchtigung des Zeitstandverhaltens.
Das günstige Verhalten gegenüber Chemikalien ist eine wichtige Voraussetzung für die Verwendung von Ultramid® z. B. im Fahrzeug- und Flugzeugbau sowie im Apparatebau.
Gegenüber konzentrierten Mineralsäuren ist Ultramid® nicht beständig. Gleiches gilt auch für bestimmte Oxidationsmittel und Chlorkohlenwasserstoffe, vor allem bei erhöhter Tempe-ratur. Zu beachten ist auch die Empfindlichkeit gegen bestimm- te Schwermetallsalzlösungen, z. B. wässrige Zinkchloridlösung. Glasfaserverstärkte Marken können auch durch alkalische Medien angegriffen werden, da die Glasfasern gegen solche Medien nicht grundsätzlich beständig sind.
Eine zusammenfassende Bewertung der chemischen Beständigkeit von Ultramid® gegenüber den wichtigsten Chemikalien enthält Tabelle 6. Weitere Informationen zur Wirkung von Lösungsmitteln und Chemikalien sind im Inter-net unter www.plasticsportal.eu zu finden oder in der Broschüre „Ultramid, Ultradur und Ultraform – Verhalten gegenüber Chemikalien“. Die Broschüre erläutert die Kurz-zeit- und Langzeit-Medienbeständigkeit von Ultramid® anhand von zahlreichen Messergebnissen. Sie sollen einen Eindruck davon vermitteln, welche Phänomene und Einfluss-faktoren bei Thermoplastbauteilen auftreten können, die Chemikalien ausgesetzt sind. Die getroffenen Aussagen sind allgemeiner Natur und erheben keinen Anspruch auf Voll-ständigkeit oder universelle Gültigkeit. Eine ausreichende Berücksichtigung aller relevanten Faktoren und Würdi-gung der Auswirkungen ist erst in der konkreten Einzelfall-betrachtung möglich.
DIE EIGENSCHAFTEN VON ULTRAMID®
Verhalten gegenüber Chemikalien
Thermostatgehäuse

31
Ölwanne
Die Folgen einer Einwirkung von Medien auf einen poly-meren Werkstoff können von vielen Faktoren abhängen, die eventuell in komplexer Weise wechselwirken. Eine realitäts-nahe Erprobung eines Bauteils unter typischen Anwen-dungs bedingungen liefert daher stets das aussagekräftigste Ergebnis darüber, ob ein Material für eine bestimmte An-wendung geeignet ist oder nicht. Für Laboruntersuchungen werden hingegen häufig einfache Prüfkörper unter wohl definierten und konstanten Bedingungen einem Medium ausgesetzt. Derartige Untersuchungen erlauben einen rela-tiven Vergleich zwischen verschiedenen Materialien und stellen damit eine Grundlage für die Vorauswahl geeigneter Materialkandidaten für eine bestimmte Anwendung dar. Sie können aber eine realitätsnahe Prüfung grundsätzlich nicht ersetzen.
Für die Freigabe der Verwendung des Werkstoffes, insbe-sondere für höher beanspruchte Bauteile in möglicherweise aggressiven Chemikalien, sollte die chemische Tauglichkeit zuverlässig nachgewiesen werden. Dies kann zum Beispiel anhand von Erfahrungen mit ähnlichen Teilen aus dem glei-chen Werkstoff im gleichen Medium unter ähnlichen Bedin-gungen oder durch Erprobung des Teils unter Praxisbedin-gungen erfolgen.
DIE EIGENSCHAFTEN VON ULTRAMID®
Verhalten gegenüber Chemikalien
Ölsensor

32 DIE EIGENSCHAFTEN VON ULTRAMID®
Verhalten gegenüber Chemikalien
Ultramid® A Beispiele Ultramid® B Beispiele Ultramid® S Beispiele Ultramid® T Beispiele
gut beständig: Erfahrungswert aus zahlreichen Anwendungen unter den dort typischen Bedingungen
Aliphatische Kohlenwasserstoffe
Erdgas, Kraftstoffe ( Otto, Diesel ), Paraffinöl, Motor-öle, technische Fette und Schmierstoffe
Aliphatische Kohlenwasserstoffe
Erdgas, Kraftstoffe ( Otto, Diesel ), Paraffinöl, Motor-öle, technische Fette und Schmierstoffe
Aliphatische Kohlenwasserstoffe
Erdgas, Kraftstoffe ( Otto, Diesel ), Paraffinöl, Motor-öle, technische Fette und Schmierstoffe
Aliphatische Kohlenwasserstoffe
Erdgas, Kraftstoffe ( Otto, Diesel ), Paraffinöl, Motor-öle, technische Fette und Schmierstoffe
Aromatische Kohlenwasserstoffe
Benzol, Toluol Aromatische Kohlenwasserstoffe
Benzol, Toluol Aromatische Kohlenwasserstoffe
Benzol, Toluol Aromatische Kohlenwasserstoffe
Benzol, Toluol
Alkalien Kernseife, Waschlaugen, alkalischer Beton
Alkalien Kernseife, Waschlaugen, alkalischer Beton
Alkalien Kernseife, Waschlaugen, alkalischer Beton
Alkalien Kernseife, Waschlaugen, alkalischer Beton
Ethylenglycol Brems-, Hydraulik- flüssigkeiten
Ethylenglycol Brems-, Hydraulikflüssig-keiten, Kühlflüssigkeiten
Ethylenglycol Brems-, Hydraulik- flüssigkeiten
Ether THF, Antiklopfmittel für Kraftstoffe ( TBME, ETBE )
Ether THF, Antiklopfmittel für Kraftstoffe ( TBME, ETBE )
Ether THF, Antiklopfmittel für Kraftstoffe ( TBME, ETBE )
Ether THF, Antiklopfmittel für Kraftstoffe ( TBME, ETBE )
Ester Fette, Speiseöle, Motoröle, Tenside
Ester Fette, Speiseöle, Motoröle, Tenside
Ester Fette, Speiseöle, Motoröle, Tenside
Ester Fette, Speiseöle, Motoröle, Tenside
Aliphatische Alkohole < 60 °CEthanol, Methanol, Isop-ropanol, Frostschutzmittel für Scheibenreiniger, Spi-rituosen, Kraftstoffe ( E10, E50, E90 )
Aliphatische Alkohole < 60 °CEthanol, Methanol, Isop-ropanol, Frostschutzmittel für Scheibenreiniger, Spi-rituosen, Kraftstoffe ( E10, E50, E90 )
Aliphatische Alkohole < 60 °CEthanol, Methanol, Isop-ropanol, Frostschutzmittel für Scheibenreiniger, Spi-rituosen, Kraftstoffe ( E10, E50, E90 )
Aliphatische Alkohole < 60 °CEthanol, Methanol, Isop-ropanol, Frostschutzmittel für Scheibenreiniger, Spi-rituosen, Kraftstoffe ( E10, E50, E90 )
Wasser & wässrige Lösungen
Trinkwasser, Meerwasser, Getränke
Wasser & wässrige Lösungen
Trinkwasser, Meerwasser, Getränke
Wasser & wässrige Lösungen
Trinkwasser, Meerwasser, Getränke, Streusalz, Calci-umchlorid- und Zinkchlo-ridlösungen
Wasser & wässrige Lösungen
Trinkwasser, Meerwasser, Getränke, Streusalz-, Calci-umchlorid- undZinkchloridlösungen
Organische Säuren im festen ZustandCitronensäure, Benzoesäure
Organische Säuren im festen ZustandCitronensäure, Benzoesäure
Organische Säuren im festen ZustandCitronensäure, Benzoesäure
Organische Säuren im festen ZustandCitronensäure, Benzoesäure
Oxidationsmittel Ozon als Luftbestandteil Oxidationsmittel Ozon als Luftbestandteil Oxidationsmittel Ozon als Luftbestandteil Oxidationsmittel Ozon als Luftbestandteil
bedingt beständig: Anwendungen bekannt, gründliche Prüfung und Bewertung in jedem Einzelfall erforderlich
Alkalien Natronlauge, Ammoniak-wasser, Harnstofflösung, Amine
Alkalien Natronlauge, Ammoniak-wasser, Harnstofflösung, Amine
Alkalien Natronlauge, Ammoniak-wasser, Harnstofflösung, Amine
Alkalien Natronlauge, Ammoniak-wasser, Harnstofflösung, Amine
Ethylenglycol Kühlflüssigkeiten Ethylenglycol Kühlflüssigkeiten Ethylenglycol Kühlflüssigkeiten
Ester Getriebeöle, Biodiesel Ester Getriebeöle, Biodiesel Ester Getriebeöle, Biodiesel Ester Getriebeöle, Biodiesel
Aliphatische Alkohole > 60 °CEthanol, Methanol, Isopro-panol, Frostschutzmittel für Scheibenreiniger, Spirituo-sen, Kraftstoffe
Aliphatische Alkohole > 60 °CEthanol, Methanol, Isopro-panol, Frostschutzmittel für Scheibenreiniger, Spirituo-sen, Kraftstoffe
Aliphatische Alkohole > 60 °CEthanol, Methanol, Isopro-panol, Frostschutzmittel für Scheibenreiniger, Spirituo-sen, Kraftstoffe
Aliphatische Alkohole > 60 °CEthanol, Methanol, Isopro-panol, Frostschutzmittel für Scheibenreiniger, Spirituo-sen, Kraftstoffe
Wasser & wässrige Lösungen
gechlortes Trinkwasser Wasser & wässrige Lösungen
gechlortes Trinkwasser Wasser & wässrige Lösungen
gechlortes Trinkwasser Wasser & wässrige Lösungen
gechlortes Trinkwasser
Organische Säuren als wässrige LösungEssigsäure, Citronensäure, Ameisensäure, Benzoe-säure
Organische Säuren als wässrige LösungEssigsäure, Citronensäure, Ameisensäure, Benzoe-säure
Organische Säuren als wässrige LösungEssigsäure, Citronensäure, Ameisensäure, Benzoe-säure
Organische Säuren als wässrige LösungEssigsäure, Citronensäure, Ameisensäure, Benzoe-säure
Oxidationsmittel Spuren von Ozon, Chlor oder nitrosen Gasen
Oxidationsmittel Spuren von Ozon, Chlor oder nitrosen Gasen
Oxidationsmittel Spuren von Ozon, Chlor oder nitrosen Gasen
Oxidationsmittel Spuren von Ozon, Chlor oder nitrosen Gasen
Tabelle 6: Bewertung der chemischen Beständigkeit von Ultramid® gegenüber den wichtigsten Chemikalien (Verfärbung der Probekörper wird bei der Beurteilung der Beständigkeit nicht betrachtet)

33DIE EIGENSCHAFTEN VON ULTRAMID®
Verhalten gegenüber Chemikalien
Ultramid® A Beispiele Ultramid® B Beispiele Ultramid® S Beispiele Ultramid® T Beispiele
gut beständig: Erfahrungswert aus zahlreichen Anwendungen unter den dort typischen Bedingungen
Aliphatische Kohlenwasserstoffe
Erdgas, Kraftstoffe ( Otto, Diesel ), Paraffinöl, Motor-öle, technische Fette und Schmierstoffe
Aliphatische Kohlenwasserstoffe
Erdgas, Kraftstoffe ( Otto, Diesel ), Paraffinöl, Motor-öle, technische Fette und Schmierstoffe
Aliphatische Kohlenwasserstoffe
Erdgas, Kraftstoffe ( Otto, Diesel ), Paraffinöl, Motor-öle, technische Fette und Schmierstoffe
Aliphatische Kohlenwasserstoffe
Erdgas, Kraftstoffe ( Otto, Diesel ), Paraffinöl, Motor-öle, technische Fette und Schmierstoffe
Aromatische Kohlenwasserstoffe
Benzol, Toluol Aromatische Kohlenwasserstoffe
Benzol, Toluol Aromatische Kohlenwasserstoffe
Benzol, Toluol Aromatische Kohlenwasserstoffe
Benzol, Toluol
Alkalien Kernseife, Waschlaugen, alkalischer Beton
Alkalien Kernseife, Waschlaugen, alkalischer Beton
Alkalien Kernseife, Waschlaugen, alkalischer Beton
Alkalien Kernseife, Waschlaugen, alkalischer Beton
Ethylenglycol Brems-, Hydraulik- flüssigkeiten
Ethylenglycol Brems-, Hydraulikflüssig-keiten, Kühlflüssigkeiten
Ethylenglycol Brems-, Hydraulik- flüssigkeiten
Ether THF, Antiklopfmittel für Kraftstoffe ( TBME, ETBE )
Ether THF, Antiklopfmittel für Kraftstoffe ( TBME, ETBE )
Ether THF, Antiklopfmittel für Kraftstoffe ( TBME, ETBE )
Ether THF, Antiklopfmittel für Kraftstoffe ( TBME, ETBE )
Ester Fette, Speiseöle, Motoröle, Tenside
Ester Fette, Speiseöle, Motoröle, Tenside
Ester Fette, Speiseöle, Motoröle, Tenside
Ester Fette, Speiseöle, Motoröle, Tenside
Aliphatische Alkohole < 60 °CEthanol, Methanol, Isop-ropanol, Frostschutzmittel für Scheibenreiniger, Spi-rituosen, Kraftstoffe ( E10, E50, E90 )
Aliphatische Alkohole < 60 °CEthanol, Methanol, Isop-ropanol, Frostschutzmittel für Scheibenreiniger, Spi-rituosen, Kraftstoffe ( E10, E50, E90 )
Aliphatische Alkohole < 60 °CEthanol, Methanol, Isop-ropanol, Frostschutzmittel für Scheibenreiniger, Spi-rituosen, Kraftstoffe ( E10, E50, E90 )
Aliphatische Alkohole < 60 °CEthanol, Methanol, Isop-ropanol, Frostschutzmittel für Scheibenreiniger, Spi-rituosen, Kraftstoffe ( E10, E50, E90 )
Wasser & wässrige Lösungen
Trinkwasser, Meerwasser, Getränke
Wasser & wässrige Lösungen
Trinkwasser, Meerwasser, Getränke
Wasser & wässrige Lösungen
Trinkwasser, Meerwasser, Getränke, Streusalz, Calci-umchlorid- und Zinkchlo-ridlösungen
Wasser & wässrige Lösungen
Trinkwasser, Meerwasser, Getränke, Streusalz-, Calci-umchlorid- undZinkchloridlösungen
Organische Säuren im festen ZustandCitronensäure, Benzoesäure
Organische Säuren im festen ZustandCitronensäure, Benzoesäure
Organische Säuren im festen ZustandCitronensäure, Benzoesäure
Organische Säuren im festen ZustandCitronensäure, Benzoesäure
Oxidationsmittel Ozon als Luftbestandteil Oxidationsmittel Ozon als Luftbestandteil Oxidationsmittel Ozon als Luftbestandteil Oxidationsmittel Ozon als Luftbestandteil
bedingt beständig: Anwendungen bekannt, gründliche Prüfung und Bewertung in jedem Einzelfall erforderlich
Alkalien Natronlauge, Ammoniak-wasser, Harnstofflösung, Amine
Alkalien Natronlauge, Ammoniak-wasser, Harnstofflösung, Amine
Alkalien Natronlauge, Ammoniak-wasser, Harnstofflösung, Amine
Alkalien Natronlauge, Ammoniak-wasser, Harnstofflösung, Amine
Ethylenglycol Kühlflüssigkeiten Ethylenglycol Kühlflüssigkeiten Ethylenglycol Kühlflüssigkeiten
Ester Getriebeöle, Biodiesel Ester Getriebeöle, Biodiesel Ester Getriebeöle, Biodiesel Ester Getriebeöle, Biodiesel
Aliphatische Alkohole > 60 °CEthanol, Methanol, Isopro-panol, Frostschutzmittel für Scheibenreiniger, Spirituo-sen, Kraftstoffe
Aliphatische Alkohole > 60 °CEthanol, Methanol, Isopro-panol, Frostschutzmittel für Scheibenreiniger, Spirituo-sen, Kraftstoffe
Aliphatische Alkohole > 60 °CEthanol, Methanol, Isopro-panol, Frostschutzmittel für Scheibenreiniger, Spirituo-sen, Kraftstoffe
Aliphatische Alkohole > 60 °CEthanol, Methanol, Isopro-panol, Frostschutzmittel für Scheibenreiniger, Spirituo-sen, Kraftstoffe
Wasser & wässrige Lösungen
gechlortes Trinkwasser Wasser & wässrige Lösungen
gechlortes Trinkwasser Wasser & wässrige Lösungen
gechlortes Trinkwasser Wasser & wässrige Lösungen
gechlortes Trinkwasser
Organische Säuren als wässrige LösungEssigsäure, Citronensäure, Ameisensäure, Benzoe-säure
Organische Säuren als wässrige LösungEssigsäure, Citronensäure, Ameisensäure, Benzoe-säure
Organische Säuren als wässrige LösungEssigsäure, Citronensäure, Ameisensäure, Benzoe-säure
Organische Säuren als wässrige LösungEssigsäure, Citronensäure, Ameisensäure, Benzoe-säure
Oxidationsmittel Spuren von Ozon, Chlor oder nitrosen Gasen
Oxidationsmittel Spuren von Ozon, Chlor oder nitrosen Gasen
Oxidationsmittel Spuren von Ozon, Chlor oder nitrosen Gasen
Oxidationsmittel Spuren von Ozon, Chlor oder nitrosen Gasen
34 DIE EIGENSCHAFTEN VON ULTRAMID®
Verhalten gegenüber Chemikalien
Ultramid® A Beispiele Ultramid® B Beispiele Ultramid® S Beispiele Ultramid® T Beispiele
unbeständig Mineralsäuren konzentrierte Salzsäure, Batteriesäure, Schwefel-säure, Salpetersäure
Mineralsäuren konzentrierte Salzsäure, Batteriesäure, Schwefel-säure, Salpetersäure
Mineralsäuren konzentrierte Salzsäure, Batteriesäure, Schwefel-säure, Salpetersäure
Mineralsäuren konzentrierte Salzsäure, Batteriesäure, Schwefel-säure, Salpetersäure
Oxidationsmittel Halogene, Oleum, Wasserstoffperoxid, Ozon, Hypochlorit
Oxidationsmittel Halogene, Oleum, Wasserstoffperoxid, Ozon, Hypochlorit
Oxidationsmittel Halogene, Oleum, Wasserstoffperoxid, Ozon, Hypochlorit
Oxidationsmittel Halogene, Oleum, Wasserstoffperoxid, Ozon, Hypochlorit
Spannungsrissauslösend wässrige Lösungen von Calciumchlorid
Streusalz wässrige Lösungen von Calciumchlorid
Streusalz
wässrige Lösungen von Zinkchlorid
Streusalzlösung in Kontakt mit verzinkten Bauteilen
wässrige Lösungen von Zinkchlorid
Streusalzlösung in Kontakt mit verzinkten Bauteilen
Lösungsmittel Schwefelsäure konz. Schwefelsäure konz. Schwefelsäure konz. Schwefelsäure konz.
Ameisensäure 90 % Ameisensäure 90 % Ameisensäure 90 % Ameisensäure 90 %
Hexafluorisopropanol ( HFIP )
Hexafluorisopropanol ( HFIP )
Hexafluorisopropanol ( HFIP )
Hexafluorisopropanol ( HFIP )
Tabelle 6: Bewertung der chemischen Beständigkeit von Ultramid® gegenüber den wichtigsten Chemikalien (Verfärbung der Probekörper wird bei der Beurteilung der Beständigkeit nicht betrachtet)
Bürolampen

35DIE EIGENSCHAFTEN VON ULTRAMID®
Verhalten gegenüber Chemikalien
Ultramid® A Beispiele Ultramid® B Beispiele Ultramid® S Beispiele Ultramid® T Beispiele
unbeständig Mineralsäuren konzentrierte Salzsäure, Batteriesäure, Schwefel-säure, Salpetersäure
Mineralsäuren konzentrierte Salzsäure, Batteriesäure, Schwefel-säure, Salpetersäure
Mineralsäuren konzentrierte Salzsäure, Batteriesäure, Schwefel-säure, Salpetersäure
Mineralsäuren konzentrierte Salzsäure, Batteriesäure, Schwefel-säure, Salpetersäure
Oxidationsmittel Halogene, Oleum, Wasserstoffperoxid, Ozon, Hypochlorit
Oxidationsmittel Halogene, Oleum, Wasserstoffperoxid, Ozon, Hypochlorit
Oxidationsmittel Halogene, Oleum, Wasserstoffperoxid, Ozon, Hypochlorit
Oxidationsmittel Halogene, Oleum, Wasserstoffperoxid, Ozon, Hypochlorit
Spannungsrissauslösend wässrige Lösungen von Calciumchlorid
Streusalz wässrige Lösungen von Calciumchlorid
Streusalz
wässrige Lösungen von Zinkchlorid
Streusalzlösung in Kontakt mit verzinkten Bauteilen
wässrige Lösungen von Zinkchlorid
Streusalzlösung in Kontakt mit verzinkten Bauteilen
Lösungsmittel Schwefelsäure konz. Schwefelsäure konz. Schwefelsäure konz. Schwefelsäure konz.
Ameisensäure 90 % Ameisensäure 90 % Ameisensäure 90 % Ameisensäure 90 %
Hexafluorisopropanol ( HFIP )
Hexafluorisopropanol ( HFIP )
Hexafluorisopropanol ( HFIP )
Hexafluorisopropanol ( HFIP )
Ölfiltermodul
Verteiler Fußbodenheizung
36
Verhalten bei Bewitterung
Ultramid® eignet sich für Anwendungen im Freien. Je nach den Anforderungen kommen verschiedene Marken in Betracht:
Die unverstärkten, stabilisierten Marken mit der Kennzeich-nung K sind bereits ungefärbt sehr witterungsbeständig. Durch geeignete Pigmentierung wird die Witterungsbestän-digkeit noch erhöht, am stärksten durch Rußpigmente, die in einem breiten Frequenzspektrum das Licht absorbieren.
Die verstärkten Marken haben ebenfalls eine gute Witte-rungsbeständigkeit; bei den stabilisierten Marken, z. B. Ultramid® B3WG6 sw564, kann eine Beständigkeit von weit mehr als zehn Jahren zugrunde gelegt werden.
Bedingt durch die Glasfasern wird jedoch die Oberfläche stärker angegriffen als bei unverstärktem Ultramid®, so dass sich die Beschaffenheit der Oberfläche und ihre Farbe schon nach kurzer Freibewitterung ändern und zu einem Vergrauen führen können. Bei bunt eingefärbten Marken ist die Beständigkeit im Wesentlichen von den eingesetzten Pigmenten abhängig. Auf Grund der Vielzahl möglicher Einfärbekomponenten ist ein Nachweis der Beständigkeit im Einzelfall erforderlich. Für Außenanwendungen, z. B. Gehäuse für Kfz-Spiegel, deren Oberflächenqualität sich auch in mehrjährigem Gebrauch nicht ändern darf, haben sich Marken mit spezieller UV-Stabilisierung und Produkte mit hohem Rußgehalt bewährt.
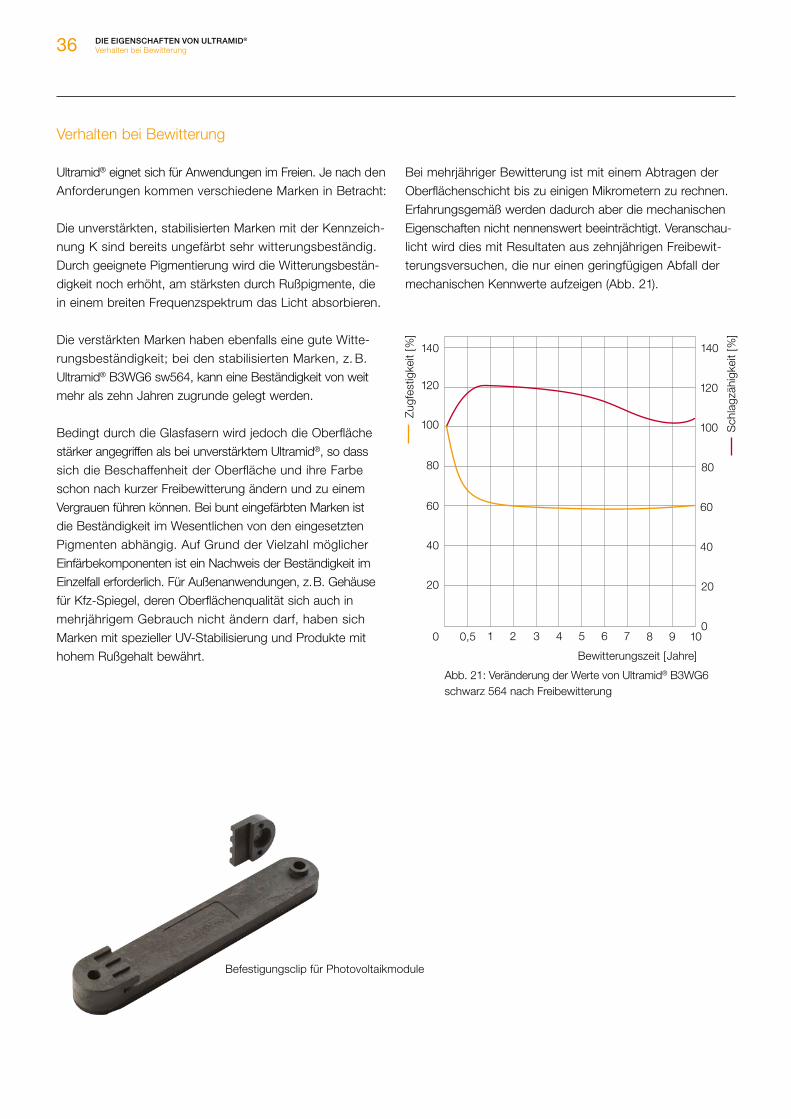
Bei mehrjähriger Bewitterung ist mit einem Abtragen der Oberflächenschicht bis zu einigen Mikrometern zu rechnen. Erfahrungsgemäß werden dadurch aber die mechanischen Eigenschaften nicht nennenswert beeinträchtigt. Veranschau-licht wird dies mit Resultaten aus zehnjährigen Freibewit-terungsversuchen, die nur einen geringfügigen Abfall der mechanischen Kennwerte aufzeigen (Abb. 21).
DIE EIGENSCHAFTEN VON ULTRAMID®
Verhalten bei Bewitterung
Befestigungsclip für Photovoltaikmodule
Abb. 21: Veränderung der Werte von Ultramid® B3WG6 schwarz 564 nach Freibewitterung
Zugf
estig
keit
[ %]
Sch
lagz
ähig
keit
[ %]
Bewitterungszeit [ Jahre]
140
80
100
0 0,5 9 10
60
40
20
0
120
140
80
100
60
40
20
120
87654321
37
Ultramid® T
Das teilaromatische Polyamid Ultramid® T verfügt über herausragende Eigenschaften:
Dimensionsstabilität auch bei höheren Temperaturen (Schmelzpunkt: 295 °C)
Exzellente Steifigkeit und Festigkeit Mechanische Eigenschaften wenig abhängig von äußeren Bedingungen
Höchste Zähigkeit aller teilaromatischen Polyamide Niedrige Schwindung und niedriger Verzug Langsame Wasseraufnahme Gute Chemikalienbeständigkeit Ausgezeichnete elektrische Eigenschaften
Besonders die hoch-glasfaser-gefüllten Typen eignen sich durch ihre hohe mechanische Belastbarkeit bei einfacher Verarbeitung als idealer Metallersatz. Ultramid® T bietet ein breites Prozessfenster, das die Herstellung von Bauteilen im konventionellen Spritzguss mit wassergekühlten Werkzeugen ermöglicht. Deshalb ist Ultramid® T besonders anwender-freundlich.
DIE EIGENSCHAFTEN VON ULTRAMID®
Ultramid® T
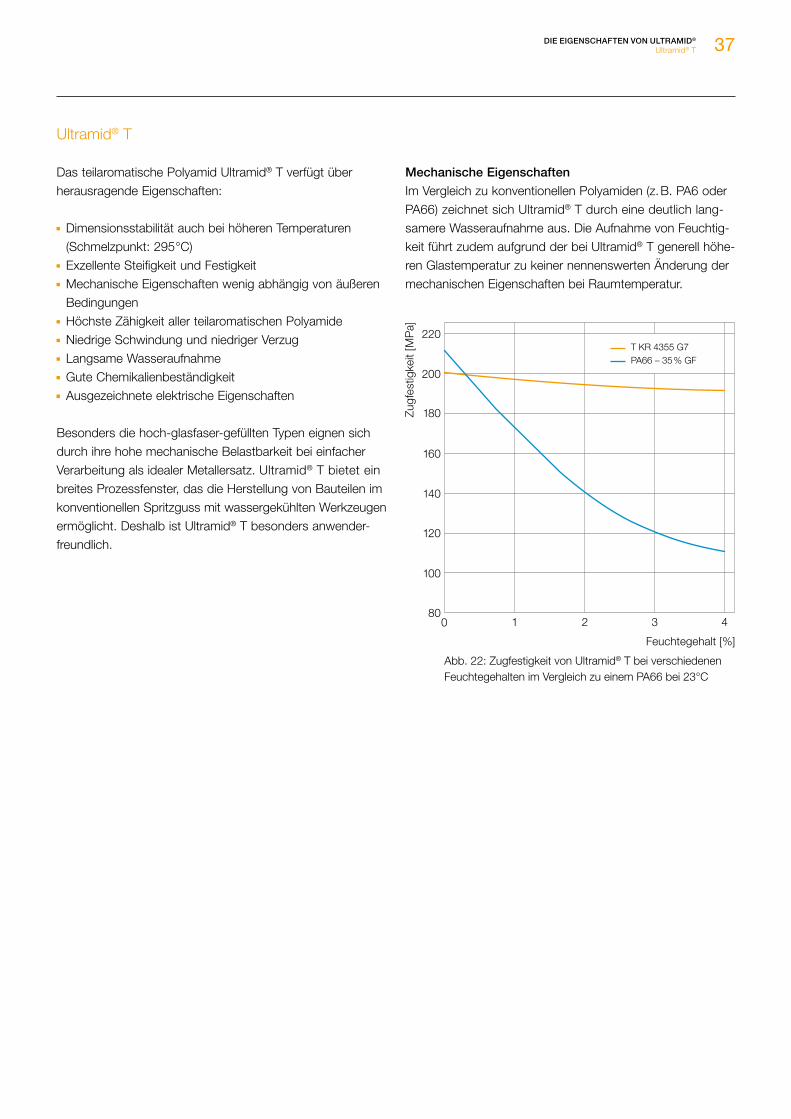
Abb. 22: Zugfestigkeit von Ultramid® T bei verschiedenen Feuchtegehalten im Vergleich zu einem PA66 bei 23°C
0 1 2 3 4
Zugf
estig
keit
[MP
a]
220
200
180
140
160
100
120
80
Feuchtegehalt [%]
T KR 4355 G7 PA66 – 35 % GF
Mechanische Eigenschaften
Im Vergleich zu konventionellen Polyamiden (z. B. PA6 oder PA66) zeichnet sich Ultramid® T durch eine deutlich lang-samere Wasseraufnahme aus. Die Aufnahme von Feuchtig-keit führt zudem aufgrund der bei Ultramid® T generell höhe-ren Glastemperatur zu keiner nennenswerten Änderung der mechanischen Eigenschaften bei Raumtemperatur.
38
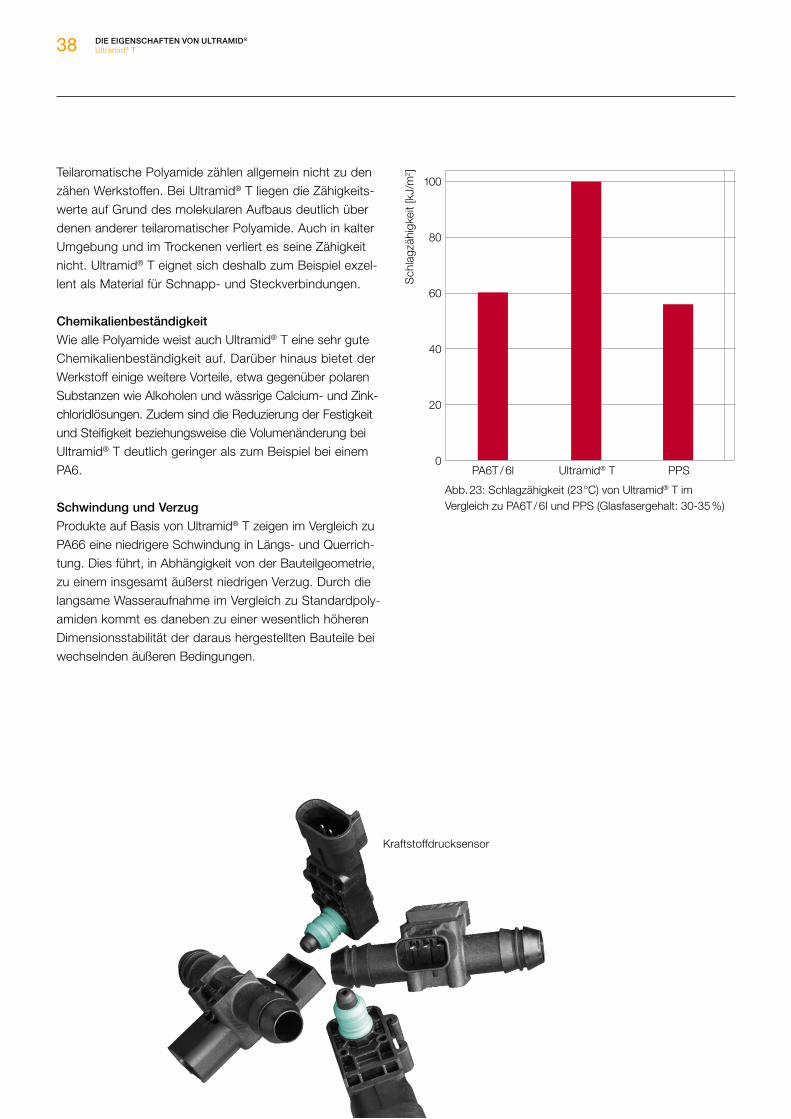
Teilaromatische Polyamide zählen allgemein nicht zu den zähen Werkstoffen. Bei Ultramid® T liegen die Zähigkeits-werte auf Grund des molekularen Aufbaus deutlich über denen anderer teilaromatischer Polyamide. Auch in kalter Umgebung und im Trockenen verliert es seine Zähigkeit nicht. Ultramid® T eignet sich deshalb zum Beispiel exzel-lent als Material für Schnapp- und Steckverbindungen.
Chemikalienbeständigkeit
Wie alle Polyamide weist auch Ultramid® T eine sehr gute Chemikalienbeständigkeit auf. Darüber hinaus bietet der Werkstoff einige weitere Vorteile, etwa gegenüber polaren Substanzen wie Alkoholen und wässrige Calcium- und Zink-chloridlösungen. Zudem sind die Reduzierung der Festigkeit und Steifigkeit beziehungsweise die Volumenänderung bei Ultramid® T deutlich geringer als zum Beispiel bei einem PA6.
Schwindung und Verzug
Produkte auf Basis von Ultramid® T zeigen im Vergleich zu PA66 eine niedrigere Schwindung in Längs- und Querrich-tung. Dies führt, in Abhängigkeit von der Bauteilgeometrie, zu einem insgesamt äußerst niedrigen Verzug. Durch die langsame Wasseraufnahme im Vergleich zu Standardpoly-amiden kommt es daneben zu einer wesentlich höheren Dimensionsstabilität der daraus hergestellten Bauteile bei wechselnden äußeren Bedingungen.
DIE EIGENSCHAFTEN VON ULTRAMID®
Ultramid® T
Kraftstoffdrucksensor
PA6T / 6l
Sch
lagz
ähig
keit
[kJ/
m2]
100
80
60
40
20
0Ultramid® T PPS
Abb. 23: Schlagzähigkeit (23 °C) von Ultramid® T im Vergleich zu PA6T / 6I und PPS (Glasfasergehalt: 30-35 %)
39
Ultramid® S Balance
Als langkettiges Polyamid zeichnet sich Ultramid® S Balance vor allem durch folgende Eigenschaften aus:
Gute Hydrolysebeständigkeit Hohe Spannungsrissbeständigkeit Niedrige Wasseraufnahme, hohe Dimensionsstabilität Mechanische Eigenschaften weitgehend unabhängig vom Konditionierungsgrad
Unter den langkettigen Polyamiden weist Ultramid® S Balance eine der höchsten Steifigkeiten und Festigkeiten auf. Es ist daher der ideale Werkstoff für den Einsatz in Bereichen, die eine Kombination aus der Medienresistenz langkettiger Polyamide mit den mechanischen Eigenschaf-ten der klassischen Werkstoffe PA6 und PA66 erfordern. Mechanische Eigenschaften
Die geringere Wasseraufnahme von Ultramid® S Balance im Vergleich zu PA6 oder PA66 führt einerseits zu einer bes-seren Konstanz mechanischer Eigenschaften unter wech-selnden Klimabedingungen. Andererseits besitzt Ultramid® S Balance eine höhere Wärmeformbeständigkeit als PA12 und bietet somit ein ausgewogenes Eigenschaftsspektrum für viel fältige Anwendungen.
Chemikalien- und Hydrolysebeständigkeit
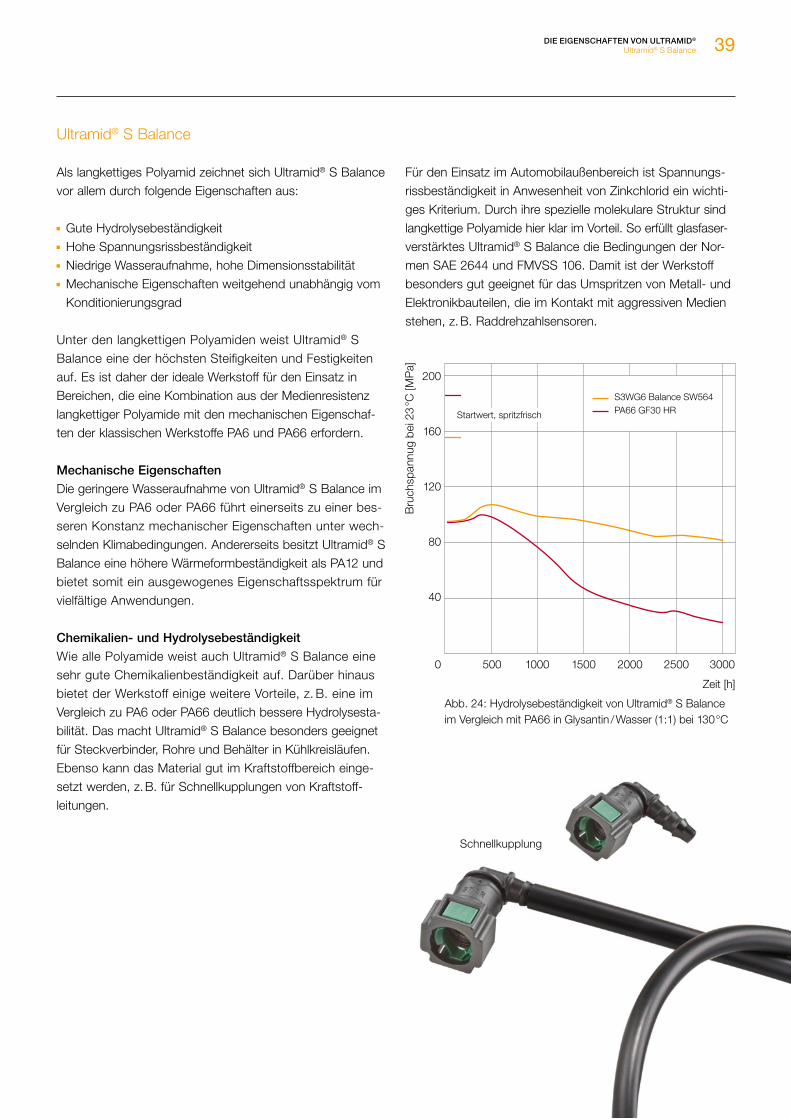
Wie alle Polyamide weist auch Ultramid® S Balance eine sehr gute Chemikalienbeständigkeit auf. Darüber hinaus bietet der Werkstoff einige weitere Vorteile, z. B. eine im Vergleich zu PA6 oder PA66 deutlich bessere Hydrolysesta-bilität. Das macht Ultramid® S Balance besonders geeignet für Steckverbinder, Rohre und Behälter in Kühlkreisläufen. Ebenso kann das Material gut im Kraftstoffbereich einge-setzt werden, z. B. für Schnellkupplungen von Kraftstoff-leitungen.
Für den Einsatz im Automobilaußenbereich ist Spannungs-rissbeständigkeit in Anwesenheit von Zinkchlorid ein wichti-ges Kriterium. Durch ihre spezielle molekulare Struktur sind langkettige Polyamide hier klar im Vorteil. So erfüllt glasfaser- verstärktes Ultramid® S Balance die Bedingungen der Nor-men SAE 2644 und FMVSS 106. Damit ist der Werkstoff besonders gut geeignet für das Umspritzen von Metall- und Elektronikbauteilen, die im Kontakt mit aggressiven Medien stehen, z. B. Raddrehzahlsensoren.
DIE EIGENSCHAFTEN VON ULTRAMID®
Ultramid® S Balance
Schnellkupplung
Abb. 24: Hydrolysebeständigkeit von Ultramid® S Balance im Vergleich mit PA66 in Glysantin / Wasser (1:1) bei 130 °C
Bru
chsp
annu
g be
i 23
°C [M
Pa]
Zeit [h]
300025002000150010005000
40
80
120
200
160
S3WG6 Balance SW564 PA66 GF30 HRStartwert, spritzfrisch
40
Verarbeitungstechnische Eigenschaften
Ultramid® lässt sich grundsätzlich nach allen Verfahren, die für Thermoplaste bekannt sind, verarbeiten. Vornehmlich kommen jedoch das Spritzgießen und die Extrusion in Frage. Im Spritzgießverfahren werden aus Ultramid® komplexe Formteile in großen Stückzahlen wirtschaftlich gefertigt. Im Extrusionsverfahren stellt man Folien, Halbzeuge, Rohre, Profile, Platten und Monofile her. Halbzeuge werden zum überwiegenden Teil spanabhebend zu Bauteilen weiterver-arbeitet.
Nachfolgend wird auf verschiedene, das Spritzgießen von Ultramid® betreffende Themen eingegangen. Weitere allge-meine und spezielle Informationen können im Internet unter www.plasticsportal.eu oder über den Ultra-Infopoint ([email protected]) abgerufen werden. Detail-lierte Hinweise zum Spritzgießen einzelner Produkte sind in den jeweiligen Verarbeitungsdatenblättern angegeben.
DIE VERARBEITUNG VON ULTRAMID® Verarbeitungstechnische Eigenschaften
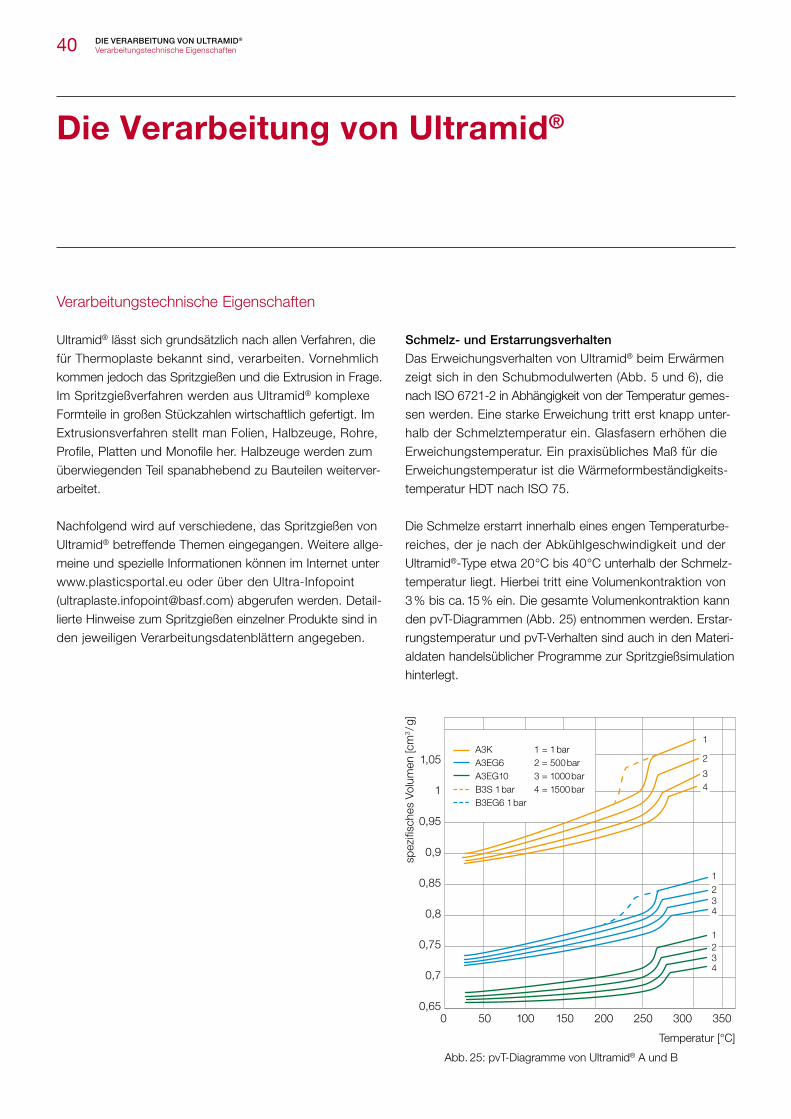
Schmelz- und Erstarrungsverhalten
Das Erweichungsverhalten von Ultramid® beim Erwärmen zeigt sich in den Schubmodulwerten (Abb. 5 und 6), die nach ISO 6721-2 in Abhängigkeit von der Temperatur gemes-sen werden. Eine starke Erweichung tritt erst knapp unter-halb der Schmelztemperatur ein. Glasfasern erhöhen die Erweichungstemperatur. Ein praxisübliches Maß für die Erweichungstemperatur ist die Wärmeformbeständigkeits-temperatur HDT nach ISO 75.
Die Schmelze erstarrt innerhalb eines engen Temperaturbe-reiches, der je nach der Abkühlgeschwindigkeit und der Ultramid®-Type etwa 20 °C bis 40 °C unterhalb der Schmelz-temperatur liegt. Hierbei tritt eine Volumenkontraktion von 3 % bis ca. 15 % ein. Die gesamte Volumenkontraktion kann den pvT-Diagrammen (Abb. 25) entnommen werden. Erstar-rungstemperatur und pvT-Verhalten sind auch in den Materi-aldaten handelsüblicher Programme zur Spritzgießsimulation hinterlegt.
Die Verarbeitung von Ultramid®
Abb. 25: pvT-Diagramme von Ultramid® A und B
Temperatur [°C]
0 50 100 150 3503002502000,65
0,8
0,7
0,75
0,85
0,9
0,95
1
1,05 A3K A3EG6 A3EG10 B3S 1 bar B3EG6 1 bar
1 = 1 bar 2 = 500 bar 3 = 1000 bar 4 = 1500 bar
1
1
1
2
2
2
3
3
3
4
4
4
spez
ifisc
hes
Volu
men
[cm
3 / g
]
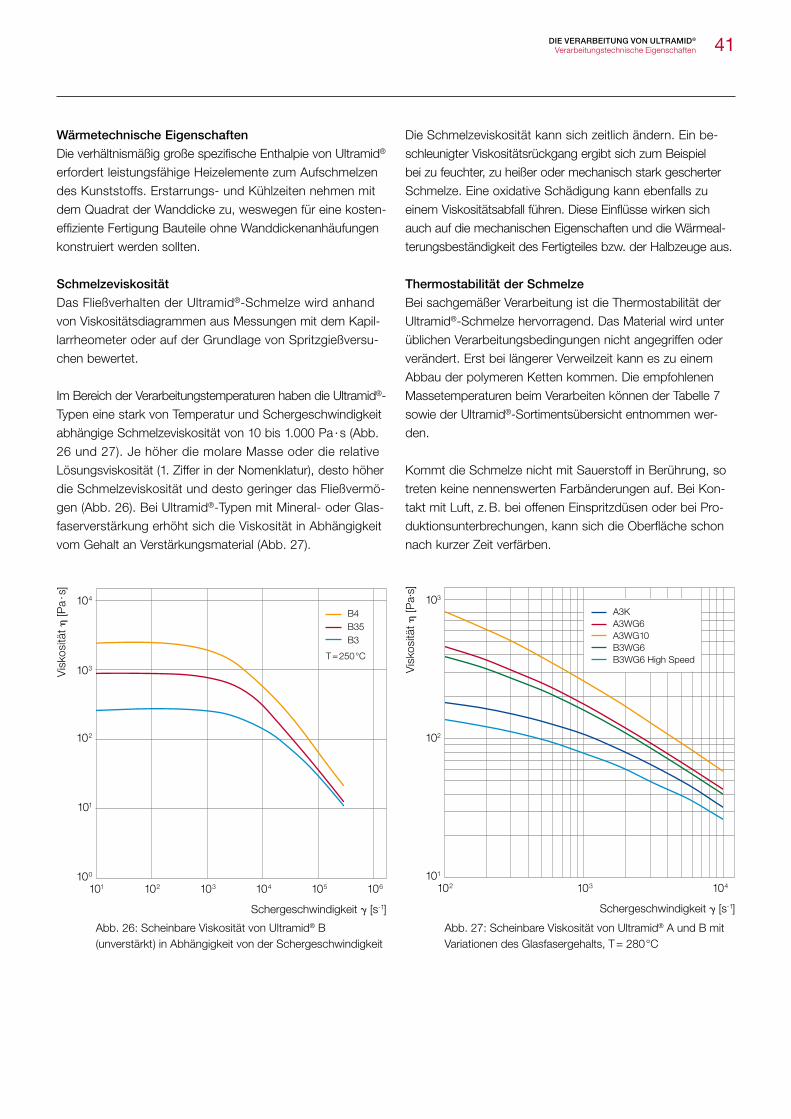
41DIE VERARBEITUNG VON ULTRAMID® Verarbeitungstechnische Eigenschaften
Wärmetechnische Eigenschaften
Die verhältnismäßig große spezifische Enthalpie von Ultramid® erfordert leistungsfähige Heizelemente zum Aufschmelzen des Kunststoffs. Erstarrungs- und Kühlzeiten nehmen mit dem Quadrat der Wanddicke zu, weswegen für eine kosten-effiziente Fertigung Bauteile ohne Wanddickenanhäufungen konstruiert werden sollten.
Schmelzeviskosität
Das Fließverhalten der Ultramid®-Schmelze wird anhand von Viskositätsdiagrammen aus Messungen mit dem Kapil-larrheometer oder auf der Grundlage von Spritzgießversu-chen bewertet.
Im Bereich der Verarbeitungstemperaturen haben die Ultramid®- Typen eine stark von Temperatur und Schergeschwindigkeit abhängige Schmelzeviskosität von 10 bis 1.000 Pa · s (Abb. 26 und 27). Je höher die molare Masse oder die relative Lösungsviskosität (1. Ziffer in der Nomenklatur), desto höher die Schmelzeviskosität und desto geringer das Fließvermö-gen (Abb. 26). Bei Ultramid®-Typen mit Mineral- oder Glas-faserverstärkung erhöht sich die Viskosität in Abhängigkeit vom Gehalt an Verstärkungsmaterial (Abb. 27).
Die Schmelzeviskosität kann sich zeitlich ändern. Ein be-schleunigter Viskositätsrückgang ergibt sich zum Beispiel bei zu feuchter, zu heißer oder mechanisch stark gescherter Schmelze. Eine oxidative Schädigung kann ebenfalls zu einem Viskositätsabfall führen. Diese Einflüsse wirken sich auch auf die mechanischen Eigenschaften und die Wärmeal-terungsbeständigkeit des Fertigteiles bzw. der Halbzeuge aus.
Thermostabilität der Schmelze
Bei sachgemäßer Verarbeitung ist die Thermostabilität der Ultramid®-Schmelze hervorragend. Das Material wird unter üblichen Verarbeitungsbedingungen nicht angegriffen oder verändert. Erst bei längerer Verweilzeit kann es zu einem Abbau der polymeren Ketten kommen. Die empfohlenen Massetemperaturen beim Verarbeiten können der Tabelle 7 sowie der Ultramid®-Sortimentsübersicht entnommen wer-den.
Kommt die Schmelze nicht mit Sauerstoff in Berührung, so treten keine nennenswerten Farbänderungen auf. Bei Kon-takt mit Luft, z. B. bei offenen Einspritzdüsen oder bei Pro-duktionsunterbrechungen, kann sich die Oberfläche schon nach kurzer Zeit verfärben.
Abb. 26: Scheinbare Viskosität von Ultramid® B (unverstärkt ) in Abhängigkeit von der Schergeschwindigkeit
Vis
kosi
tät
[Pa
∙ s]
Schergeschwindigkeit [s-1]
10 2 10 610 510 410 310 110 0
10 1
10 2
10 3
10 4 B4 B35 B3
T = 250 °C
Abb. 27: Scheinbare Viskosität von Ultramid® A und B mit Variationen des Glasfasergehalts, T = 280 °C
Schergeschwindigkeit [s-1]
10 2 10 3 10 4101
102
103
A3K A3WG6 A3WG10 B3WG6 B3WG6 High Speed
Vis
kosi
tät
[Pa∙
s]

42
Allgemeine Hinweise zur Verarbeitung
Vorbehandlung, Trocknung
Ultramid® muss trocken verarbeitet werden. Ist der Feuch-tegehalt zu hoch, kann es zu Qualitätseinbußen kommen. Diese können die Güte der Formteiloberfläche betreffen. Der Abfall von mechanischen Eigenschaften z. B. durch Auf-spalten von Molekülketten ist außerdem möglich. Bei den flammgeschützten Marken kann sich verstärkt Werkzeug-belag bilden.
Für die Spritzgießverarbeitung liegt die maximal zulässige Feuchte bei 0,15 %, für die Extrusion bei 0,1 %. Detailemp-fehlungen sind den Verarbeitungsdatenblättern zu entneh-men. Im Falle von Ultramid® T sollte der Feuchtegehalt mit ≤ 0,03 % auf deutlich geringerem Niveau liegen. Das in feuchtigkeitsdichten Verpackungen angelieferte Granulat kann ohne besondere Vorbehandlung verarbeitet werden. Sind die Gebinde jedoch offen gelagert oder beschädigt worden, ist eine Trocknung empfehlenswert bzw. notwendig.
Um die Bildung von Kondenswasser zu verhindern, dürfen Gebinde, die in nicht-beheizten Räumen gelagert werden, erst geöffnet werden, wenn sie die im Verarbeitungsraum herrschende Temperatur angenommen haben.
Die Trocknungsdauer – üblicherweise 4 bis 8 h – ist abhängig vom Feuchtegehalt und Produkttyp. Unter den verschiede-nen Trocknersystemen arbeiten Trockenluftrockner am ratio-nellsten und sichersten. Die optimalen Trocknungstempera-turen für Ultramid® liegen bei ca. 80 °C bis 120 °C. Generell sollten die Vorschriften des Geräteherstellers beachtet wer-den. Von der Verwendung von Entgasungsschnecken zum Ableiten der Feuchtigkeit im Rahmen des Spritzgießprozes-ses ist abzuraten.
Helle Granulate und thermisch empfindliche Einfärbungen sollten schonend bei Granulattemperaturen bis max. 80 °C getrocknet werden, um Farbtonänderung zu vermeiden. Temperaturen bis 120 °C beeinflussen dagegen die mecha-nischen Eigenschaften der Formteile nicht.
Selbsteinfärben
Die Selbsteinfärbung von Ultramid® durch den Verarbeiter ist grundsätzlich möglich. Bei Ultramid® T, das im Allgemeinen bei Temperaturen oberhalb 310 °C verarbeitet wird, ist die Thermostabilität der Farbmittel zu beachten.
Die Eigenschaften von Formteilen aus selbsteingefärbtem Granulat, insbesondere die Homogenität, die Schlagzähigkeit, das Brand- und das Schwindungsverhalten sind sorgfältig zu prüfen, weil sie von den Zusatzstoffen und den jeweiligen Verarbeitungsbedingungen in hohem Maße beeinflusst wer-den können.
Bei UL 94-gelisteten Ultramid®-Typen sind – sofern die UL-Listung erhalten bleiben soll – die Bestimmungen der UL 746D einzuhalten. Für die Selbsteinfärbung von UL 94 HB-gelisteten Ultramid®-Typen ist nur die Verwendung von ebenfalls HB- oder besser gelisteten und auf PA basieren-den Farbbatches gestattet. UL 94 V-2, V-1 oder V-0 gelis-tete Ultramid®-Marken dürfen nur mit von UL anerkannten Farbbatches (besondere Zulassung erforderlich) eingefärbt werden.
Werden selbsteingefärbte Teile im Lebensmittelbereich verwendet, sind besondere Bestimmungen zu beachten (siehe „Ultramid® und Umwelt – Lebensmittelrechtliche Bestimmungen“).
Wiederverarbeitung, Verwertung von Mahlgut
Mahlgut aus Angüssen, Ausschussteilen und dergleichen aus Ultramid® kann in begrenztem Umfang wiederverwendet werden, sofern es nicht verschmutzt ist. Zu beachten ist, dass das Mahlgut besonders hygroskopisch ist, es sollte daher generell vor der Verarbeitung getrocknet werden. Die wiederholte Verarbeitung kann zu Schädigungen führen.
Im konkreten Fall kann die Überprüfung der Lösungsviskosität oder der Schmelzeviskosität hilfreich sein. Ob die Zugabe von Regeneraten bei der jeweiligen Anwendung gestattet ist, muss vorab geklärt werden. Bei Flammschutzprodukten sind außerdem Einschränkungen in der erlaubten Regenerat-menge (z. B. UL-Spezifikationen) zu beachten.
Da Ultramid® mit den meisten anderen Thermoplasten, u. a. PS, ABS, PP nicht homogen mischbar ist, dürfen nur sorten-reine Mischungen aus Neuware und Regenerat verarbeitet werden. Bereits geringe Mengen eines solchen „Fremd-stoffs“ machen sich meist störend bemerkbar, zum Beispiel in Form einer Schichtstruktur – vor allem in Angussnähe – oder durch verminderte Schlagzähigkeit.
DIE VERARBEITUNG VON ULTRAMID® Allgemeine Hinweise zur Verarbeitung
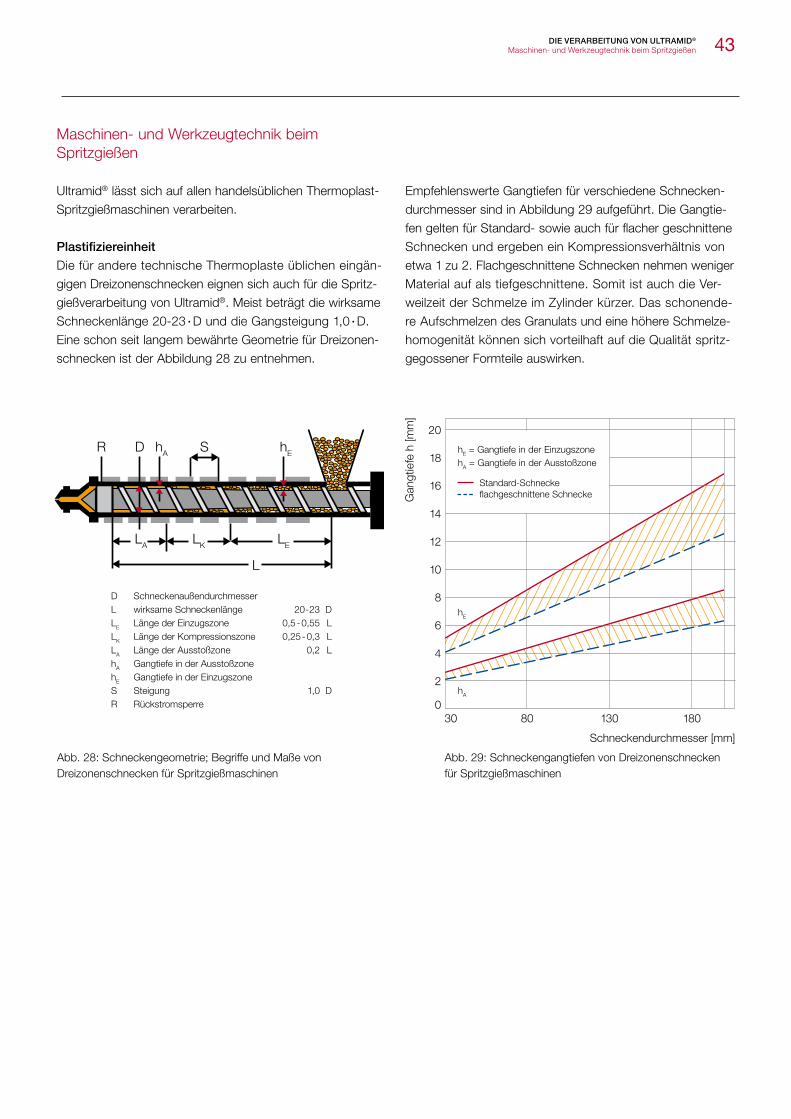
43
Maschinen- und Werkzeugtechnik beim Spritzgießen
Ultramid® lässt sich auf allen handelsüblichen Thermoplast-Spritzgießmaschinen verarbeiten.
Plastifiziereinheit
Die für andere technische Thermoplaste üblichen eingän-gigen Dreizonenschnecken eignen sich auch für die Spritz-gießverarbeitung von Ultramid®. Meist beträgt die wirksame Schneckenlänge 20-23 · D und die Gangsteigung 1,0 · D. Eine schon seit langem bewährte Geometrie für Dreizonen-schnecken ist der Abbildung 28 zu entnehmen.
DIE VERARBEITUNG VON ULTRAMID® Maschinen- und Werkzeugtechnik beim Spritzgießen
Empfehlenswerte Gangtiefen für verschiedene Schnecken-durchmesser sind in Abbildung 29 aufgeführt. Die Gangtie-fen gelten für Standard- sowie auch für flacher geschnittene Schnecken und ergeben ein Kompressionsverhältnis von etwa 1 zu 2. Flachgeschnittene Schnecken nehmen weniger Material auf als tiefgeschnittene. Somit ist auch die Ver-weilzeit der Schmelze im Zylinder kürzer. Das schonende-re Aufschmelzen des Granulats und eine höhere Schmelze-homogenität können sich vorteilhaft auf die Qualität spritz-gegossener Formteile auswirken.
R D hA hE
LELKLA
L
S
Abb. 28: Schneckengeometrie; Begriffe und Maße von Dreizonenschnecken für Spritzgießmaschinen
D Schneckenaußendurchmesser L wirksame Schneckenlänge 20-23 DLE Länge der Einzugszone 0,5 - 0,55 L LK Länge der Kompressionszone 0,25 - 0,3 LLA Länge der Ausstoßzone 0,2 LhA Gangtiefe in der AusstoßzonehE Gangtiefe in der EinzugszoneS Steigung 1,0 DR Rückstromsperre
Abb. 29: Schneckengang tiefen von Dreizonenschnecken für Spritzgieß maschinen
hE
hA
Schneckendurchmesser [mm]
Gan
gtie
fe h
[mm
]
2
0
20
18
16
14
12
10
4
6
8
8030 130 180
Standard-Schnecke flachgeschnittene Schnecke
hE = Gangtiefe in der Einzugszone hA = Gangtiefe in der Ausstoßzone

44
Wichtig für eine reproduzierbare Formteilherstellung ist eine strömungsgünstig ausgelegte und gut schließende Rück-stromsperre. Hierdurch kann ein konstantes Massepolster und eine ausreichende Nachdruckzeit erzielt werden. Das Spiel zwischen Zylinder und Sperrring sollte nicht mehr als 0,02 mm betragen.
Wegen der geringen Scherbelastung der Schmelze werden für die Spritzgießverarbeitung von Ultramid® in der Regel offene Düsen eingesetzt. Diese sind auch vorteilhaft für ver-gleichsweise schnell durchzuführende Materialwechsel. Bei senkrecht stehender Plastifiziereinheit und / oder niedriger Schmelzeviskosität lässt sich ein Auslaufen von Schmelze aus der Düse oftmals nicht vermeiden. Um eine störungs-freie Produktion in diesen Fällen zu gewährleisten, sind Ver-schlussdüsen zu empfehlen.
Die Maschinendüse sollte gut beheizbar sein und hierfür ggf. mit einem zusätzlichen Heizband versehen werden. Hierdurch ist ein unerwünschtes Einfrieren der Schmelze vermeidbar. Wie bei der Verarbeitung der meisten glasfaser-verstärkten Thermoplaste empfiehlt es sich, auch bei glas-faserverstärktem Ultramid® verschleißgeschützte Plastifizier-einheiten zu verwenden. Bei flammgeschützten Typen kann der Einsatz von korrosionsträgen Stählen erforderlich sein.
DIE VERARBEITUNG VON ULTRAMID® Maschinen- und Werkzeugtechnik beim Spritzgießen
Spritzgießwerkzeug
Die in der einschlägigen Literatur beschrieben Gestaltungs-regeln für Spritzgießwerkzeuge und Angusssysteme gelten auch für Formteile aus Ultramid®.
Frühzeitige Füllsimulationen können gerade bei komplexen Formteilgeometrien einen wichtigen Beitrag zur Auslegung leisten.
Formteile aus Ultramid® lassen sich gut entformen. Die Entformungsschräge beträgt bei Spritzgießwerkzeugen für Ultramid® im Allgemeinen 1 bis 2 Grad. Mit geringeren Ent-formungsschrägen steigen die Entformungskräfte stark an, so dass mehr Augenmerk auf das Auswerfersystem gelegt werden muss.
Grundsätzlich ist Ultramid® für alle üblichen Angussarten geeignet. Bei Verwendung von Heißkanaldüsen sollten diese individuell regelbar sein. Beheizte Komponenten müssen über ein homogenes Temperaturniveau verfügen.
Montageträger
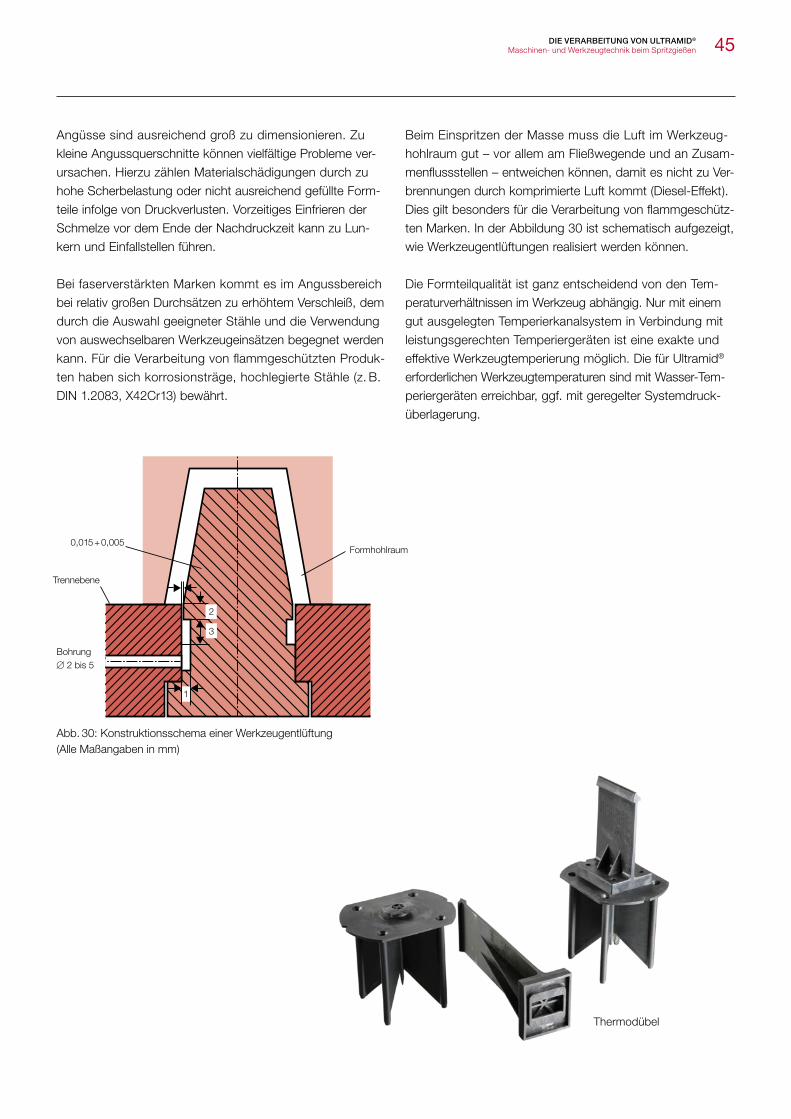
45
Angüsse sind ausreichend groß zu dimensionieren. Zu kleine Angussquerschnitte können vielfältige Probleme ver-ursachen. Hierzu zählen Materialschädigungen durch zu hohe Scherbelastung oder nicht ausreichend gefüllte Form-teile infolge von Druckverlusten. Vorzeitiges Einfrieren der Schmelze vor dem Ende der Nachdruckzeit kann zu Lun-kern und Einfallstellen führen.
Bei faserverstärkten Marken kommt es im Angussbereich bei relativ großen Durchsätzen zu erhöhtem Verschleiß, dem durch die Auswahl geeigneter Stähle und die Verwendung von auswechselbaren Werkzeugeinsätzen begegnet werden kann. Für die Verarbeitung von flammgeschützten Produk-ten haben sich korrosionsträge, hochlegierte Stähle (z. B. DIN 1.2083, X42Cr13) bewährt.
Beim Einspritzen der Masse muss die Luft im Werkzeug-hohlraum gut – vor allem am Fließwegende und an Zusam-menflussstellen – entweichen können, damit es nicht zu Ver-brennungen durch komprimierte Luft kommt (Diesel-Effekt ). Dies gilt besonders für die Verarbeitung von flammgeschütz-ten Marken. In der Abbildung 30 ist schematisch aufgezeigt, wie Werkzeugentlüftungen realisiert werden können.
Die Formteilqualität ist ganz entscheidend von den Tem-peraturverhältnissen im Werkzeug abhängig. Nur mit einem gut ausgelegten Temperierkanalsystem in Verbindung mit leistungsgerechten Temperiergeräten ist eine exakte und effektive Werkzeugtemperierung möglich. Die für Ultramid® erforderlichen Werkzeugtemperaturen sind mit Wasser-Tem-periergeräten erreichbar, ggf. mit geregelter Systemdruck-überlagerung.
DIE VERARBEITUNG VON ULTRAMID® Maschinen- und Werkzeugtechnik beim Spritzgießen
Thermodübel
Abb. 30: Konstruktionsschema einer Werkzeugentlüftung(Alle Maßangaben in mm)
1
3
2
Trennebene
Formhohlraum0,015 + 0,005
Bohrung 2 bis 5
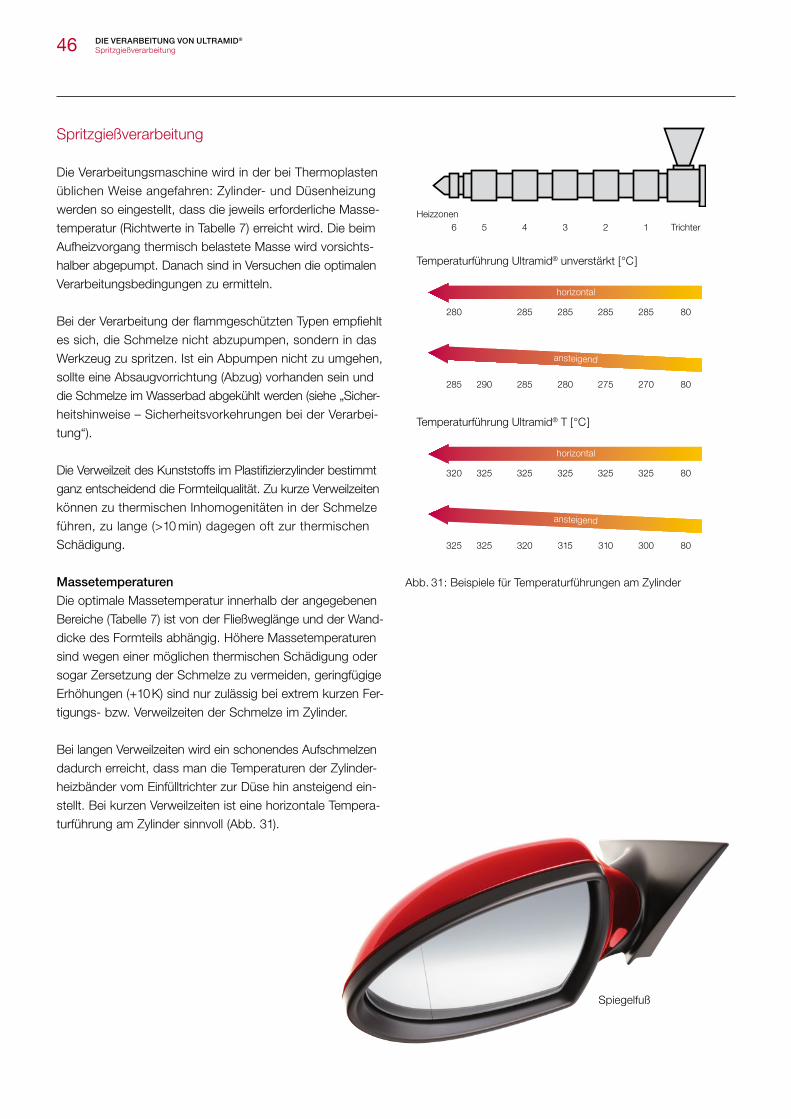
46
Spritzgießverarbeitung
Die Verarbeitungsmaschine wird in der bei Thermoplasten üblichen Weise angefahren: Zylinder- und Düsenheizung werden so eingestellt, dass die jeweils erforderliche Masse-temperatur (Richtwerte in Tabelle 7) erreicht wird. Die beim Aufheizvorgang thermisch belastete Masse wird vorsichts-halber abgepumpt. Danach sind in Versuchen die optimalen Verarbeitungsbedingungen zu ermitteln.
Bei der Verarbeitung der flammgeschützten Typen empfiehlt es sich, die Schmelze nicht abzupumpen, sondern in das Werkzeug zu spritzen. Ist ein Abpumpen nicht zu umgehen, sollte eine Absaugvorrichtung (Abzug) vorhanden sein und die Schmelze im Wasserbad abgekühlt werden (siehe „Sicher-heitshinweise – Sicherheitsvorkehrungen bei der Verarbei-tung“).
Die Verweilzeit des Kunststoffs im Plastifizierzylinder bestimmt ganz entscheidend die Formteilqualität. Zu kurze Verweilzeiten können zu thermischen Inhomogenitäten in der Schmelze führen, zu lange (>10 min) dagegen oft zur thermischen Schädigung.
Massetemperaturen
Die optimale Massetemperatur innerhalb der angegebenen Bereiche (Tabelle 7) ist von der Fließweglänge und der Wand-dicke des Formteils abhängig. Höhere Massetemperaturen sind wegen einer möglichen thermischen Schädigung oder sogar Zersetzung der Schmelze zu vermeiden, geringfügige Erhöhungen (+10 K) sind nur zulässig bei extrem kurzen Fer-tigungs- bzw. Verweilzeiten der Schmelze im Zylinder.
Bei langen Verweilzeiten wird ein schonendes Aufschmelzen dadurch erreicht, dass man die Temperaturen der Zylinder-heizbänder vom Einfülltrichter zur Düse hin ansteigend ein-stellt. Bei kurzen Verweilzeiten ist eine horizontale Tempera-turführung am Zylinder sinnvoll (Abb. 31).
DIE VERARBEITUNG VON ULTRAMID® Spritzgießverarbeitung
Abb. 31: Beispiele für Temperaturführungen am Zylinder
6 5 4 3 2 1 TrichterHeizzonen
Temperaturführung Ultramid® T [ °C ]
320 325 325 325 325 325 80
horizontal
325 325 320 315 310 300 80
Temperaturführung Ultramid® unverstärkt [ °C ]
280 285 285 285 285 80
horizontal
285 290 285 280 275 270 80
ansteigend
ansteigend
Spiegelfuß
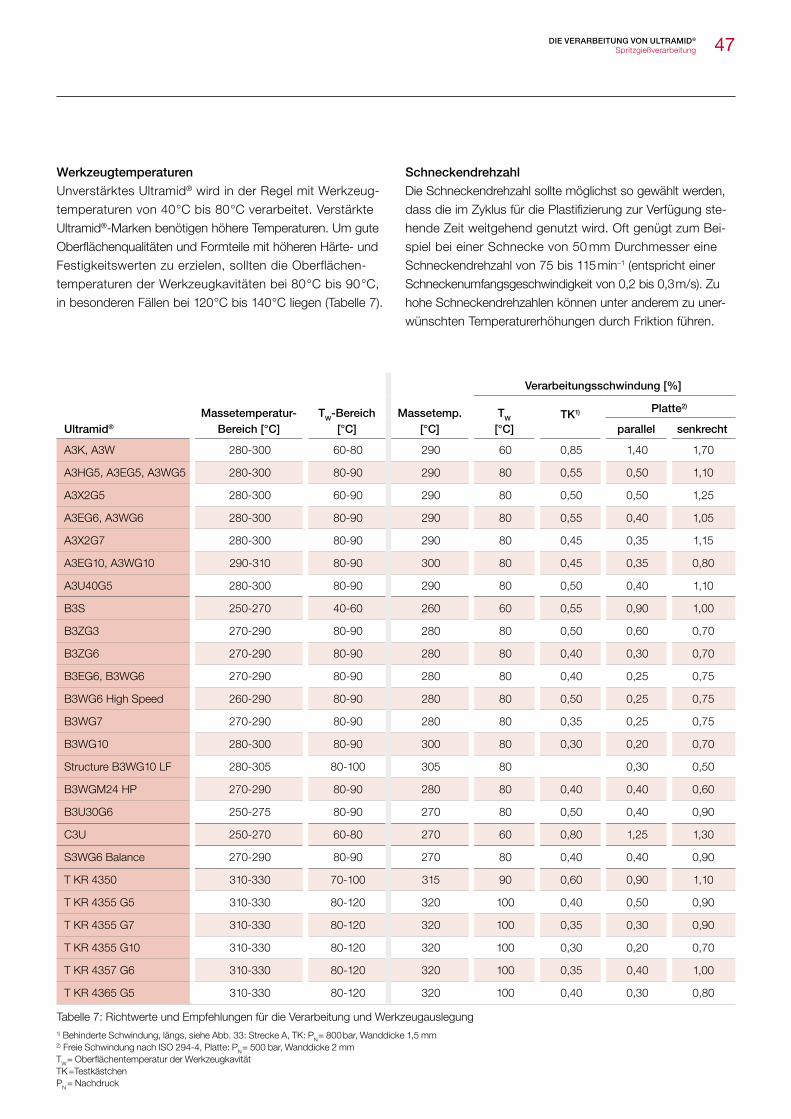
47DIE VERARBEITUNG VON ULTRAMID® Spritzgießverarbeitung
Verarbeitungsschwindung [%]
Ultramid® Massetemperatur-
Bereich [°C]TW-Bereich
[°C]Massetemp.
[°C]TW
[°C]TK1) Platte2)
parallel senkrecht
A3K, A3W 280-300 60-80 290 60 0,85 1,40 1,70
A3HG5, A3EG5, A3WG5 280-300 80-90 290 80 0,55 0,50 1,10
A3X2G5 280-300 60-90 290 80 0,50 0,50 1,25
A3EG6, A3WG6 280-300 80-90 290 80 0,55 0,40 1,05
A3X2G7 280-300 80-90 290 80 0,45 0,35 1,15
A3EG10, A3WG10 290-310 80-90 300 80 0,45 0,35 0,80
A3U40G5 280-300 80-90 290 80 0,50 0,40 1,10
B3S 250-270 40-60 260 60 0,55 0,90 1,00
B3ZG3 270-290 80-90 280 80 0,50 0,60 0,70
B3ZG6 270-290 80-90 280 80 0,40 0,30 0,70
B3EG6, B3WG6 270-290 80-90 280 80 0,40 0,25 0,75
B3WG6 High Speed 260-290 80-90 280 80 0,50 0,25 0,75
B3WG7 270-290 80-90 280 80 0,35 0,25 0,75
B3WG10 280-300 80-90 300 80 0,30 0,20 0,70
Structure B3WG10 LF 280-305 80-100 305 80 0,30 0,50
B3WGM24 HP 270-290 80-90 280 80 0,40 0,40 0,60
B3U30G6 250-275 80-90 270 80 0,50 0,40 0,90
C3U 250-270 60-80 270 60 0,80 1,25 1,30
S3WG6 Balance 270-290 80-90 270 80 0,40 0,40 0,90
T KR 4350 310-330 70-100 315 90 0,60 0,90 1,10
T KR 4355 G5 310-330 80-120 320 100 0,40 0,50 0,90
T KR 4355 G7 310-330 80-120 320 100 0,35 0,30 0,90
T KR 4355 G10 310-330 80-120 320 100 0,30 0,20 0,70
T KR 4357 G6 310-330 80-120 320 100 0,35 0,40 1,00
T KR 4365 G5 310-330 80-120 320 100 0,40 0,30 0,80
Tabelle 7: Richtwerte und Empfehlungen für die Verarbeitung und Werkzeugauslegung1) Behinderte Schwindung, längs, siehe Abb. 33: Strecke A, TK: PN = 800 bar, Wanddicke 1,5 mm2) Freie Schwindung nach ISO 294-4, Platte: PN = 500 bar, Wanddicke 2 mmTW = Oberflächentemperatur der WerkzeugkavitätTK =TestkästchenPN = Nachdruck
Werkzeugtemperaturen
Unverstärktes Ultramid® wird in der Regel mit Werkzeug-temperaturen von 40 °C bis 80 °C verarbeitet. Verstärkte Ultramid®-Marken benötigen höhere Temperaturen. Um gute Oberflächenqualitäten und Formteile mit höheren Härte- und Festigkeitswerten zu erzielen, sollten die Oberflächen-temperaturen der Werkzeugkavitäten bei 80 °C bis 90 °C, in besonderen Fällen bei 120 °C bis 140 °C liegen (Tabelle 7).
Schneckendrehzahl
Die Schneckendrehzahl sollte möglichst so gewählt werden, dass die im Zyklus für die Plastifizierung zur Verfügung ste-hende Zeit weitgehend genutzt wird. Oft genügt zum Bei-spiel bei einer Schnecke von 50 mm Durchmesser eine Schneckendrehzahl von 75 bis 115 min–1 (entspricht einer Schneckenumfangsgeschwindigkeit von 0,2 bis 0,3 m / s). Zu hohe Schneckendrehzahlen können unter anderem zu uner-wünschten Temperaturerhöhungen durch Friktion führen.
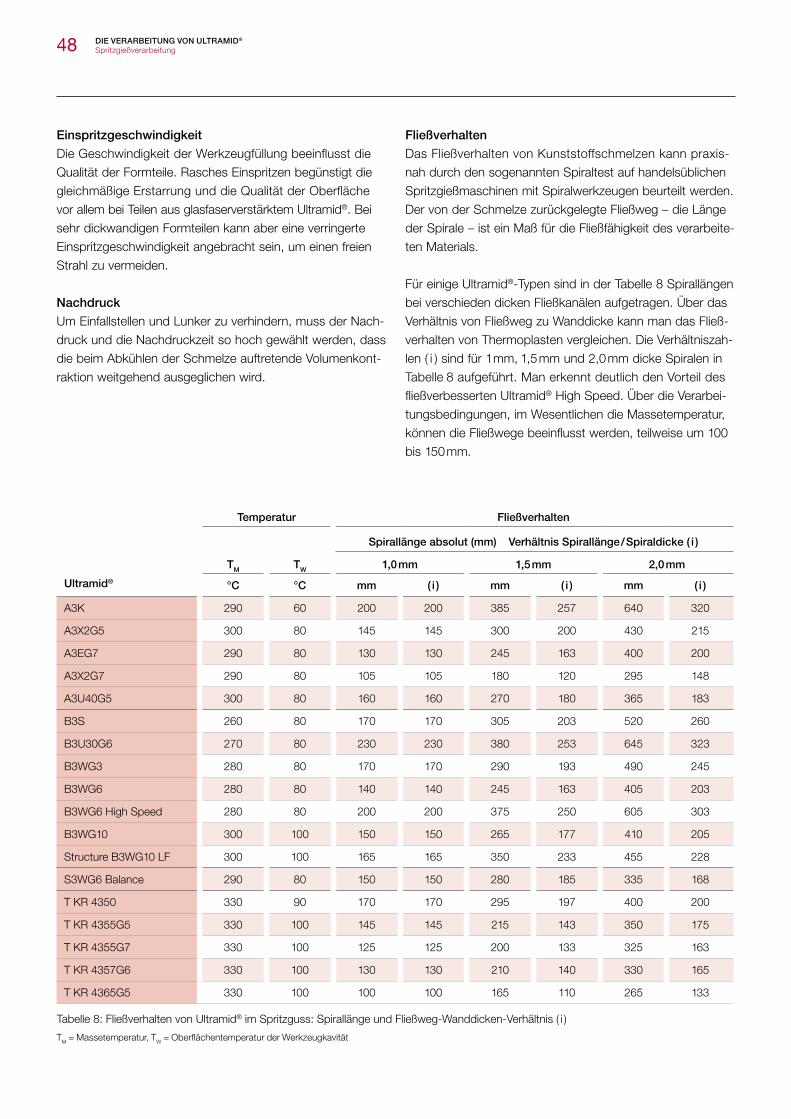
48
Einspritzgeschwindigkeit
Die Geschwindigkeit der Werkzeugfüllung beeinflusst die Qualität der Formteile. Rasches Einspritzen begünstigt die gleichmäßige Erstarrung und die Qualität der Oberfläche vor allem bei Teilen aus glasfaserverstärktem Ultramid®. Bei sehr dickwandigen Formteilen kann aber eine verringerte Einspritzgeschwindigkeit angebracht sein, um einen freien Strahl zu vermeiden.
Nachdruck
Um Einfallstellen und Lunker zu verhindern, muss der Nach-druck und die Nachdruckzeit so hoch gewählt werden, dass die beim Abkühlen der Schmelze auftretende Volumenkont-raktion weitgehend ausgeglichen wird.
Fließverhalten
Das Fließverhalten von Kunststoffschmelzen kann praxis-nah durch den sogenannten Spiraltest auf handelsüblichen Spritzgießmaschinen mit Spiralwerkzeugen beurteilt werden. Der von der Schmelze zurückgelegte Fließweg – die Länge der Spirale – ist ein Maß für die Fließfähigkeit des verarbeite-ten Materials.
Für einige Ultramid®-Typen sind in der Tabelle 8 Spirallängen bei verschieden dicken Fließkanälen aufgetragen. Über das Verhältnis von Fließweg zu Wanddicke kann man das Fließ-verhalten von Thermoplasten vergleichen. Die Verhältniszah-len ( i ) sind für 1 mm, 1,5 mm und 2,0 mm dicke Spiralen in Tabelle 8 aufgeführt. Man erkennt deutlich den Vorteil des fließverbesserten Ultramid® High Speed. Über die Verarbei-tungsbedingungen, im Wesentlichen die Massetemperatur, können die Fließwege beeinflusst werden, teilweise um 100 bis 150 mm.
DIE VERARBEITUNG VON ULTRAMID® Spritzgießverarbeitung
Tabelle 8: Fließverhalten von Ultramid® im Spritzguss: Spirallänge und Fließweg-Wanddicken-Verhältnis ( i )
TM = Massetemperatur, TW = Oberflächentemperatur der Werkzeugkavität
Temperatur Fließverhalten
Spirallänge absolut (mm) Verhältnis Spirallänge / Spiraldicke ( i )
TM TW 1,0 mm 1,5 mm 2,0 mm
Ultramid® °C °C mm ( i ) mm ( i ) mm ( i )
A3K 290 60 200 200 385 257 640 320
A3X2G5 300 80 145 145 300 200 430 215
A3EG7 290 80 130 130 245 163 400 200
A3X2G7 290 80 105 105 180 120 295 148
A3U40G5 300 80 160 160 270 180 365 183
B3S 260 80 170 170 305 203 520 260
B3U30G6 270 80 230 230 380 253 645 323
B3WG3 280 80 170 170 290 193 490 245
B3WG6 280 80 140 140 245 163 405 203
B3WG6 High Speed 280 80 200 200 375 250 605 303
B3WG10 300 100 150 150 265 177 410 205
Structure B3WG10 LF 300 100 165 165 350 233 455 228
S3WG6 Balance 290 80 150 150 280 185 335 168
T KR 4350 330 90 170 170 295 197 400 200
T KR 4355G5 330 100 145 145 215 143 350 175
T KR 4355G7 330 100 125 125 200 133 325 163
T KR 4357G6 330 100 130 130 210 140 330 165
T KR 4365G5 330 100 100 100 165 110 265 133
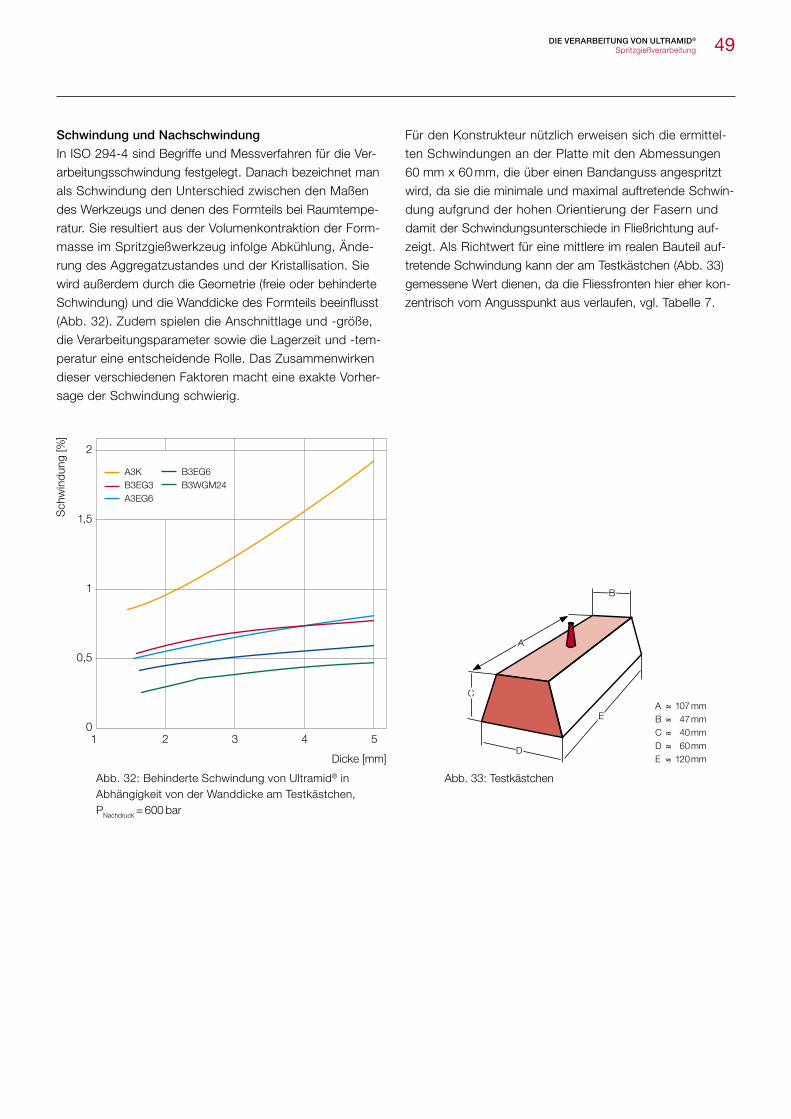
49
Schwindung und Nachschwindung
In ISO 294-4 sind Begriffe und Messverfahren für die Ver-arbeitungsschwindung festgelegt. Danach bezeichnet man als Schwindung den Unterschied zwischen den Maßen des Werkzeugs und denen des Formteils bei Raumtempe-ratur. Sie resultiert aus der Volumenkontraktion der Form-masse im Spritzgießwerkzeug infolge Abkühlung, Ände-rung des Aggregatzustandes und der Kristallisation. Sie wird außerdem durch die Geometrie (freie oder behinderte Schwindung) und die Wanddicke des Formteils beeinflusst (Abb. 32). Zudem spielen die Anschnittlage und -größe, die Verarbeitungsparameter sowie die Lagerzeit und -tem-peratur eine entscheidende Rolle. Das Zusammenwirken dieser verschiedenen Faktoren macht eine exakte Vorher-sage der Schwindung schwierig.
Für den Konstrukteur nützlich erweisen sich die ermittel-ten Schwindungen an der Platte mit den Abmessungen 60 mm x 60 mm, die über einen Bandanguss angespritzt wird, da sie die minimale und maximal auftretende Schwin-dung aufgrund der hohen Orientierung der Fasern und damit der Schwindungsunterschiede in Fließrichtung auf-zeigt. Als Richtwert für eine mittlere im realen Bauteil auf-tretende Schwindung kann der am Testkästchen (Abb. 33) gemessene Wert dienen, da die Fliessfronten hier eher kon-zentrisch vom Angusspunkt aus verlaufen, vgl. Tabelle 7.
DIE VERARBEITUNG VON ULTRAMID® Spritzgießverarbeitung
Abb. 32: Behinderte Schwindung von Ultramid® in Abhängigkeit von der Wanddicke am Testkästchen, PNachdruck = 600 bar
Sch
win
dung
[%]
Dicke [mm]
1 2 3 4 50
0,5
1
1,5
2
A3K B3EG6 B3EG3 B3WGM24 A3EG6
C
Abb. 33: Testkästchen
B
A
D
EA ≈ 107 mm B ≈ 47 mm C ≈ 40 mm D ≈ 60 mm E ≈ 120 mm
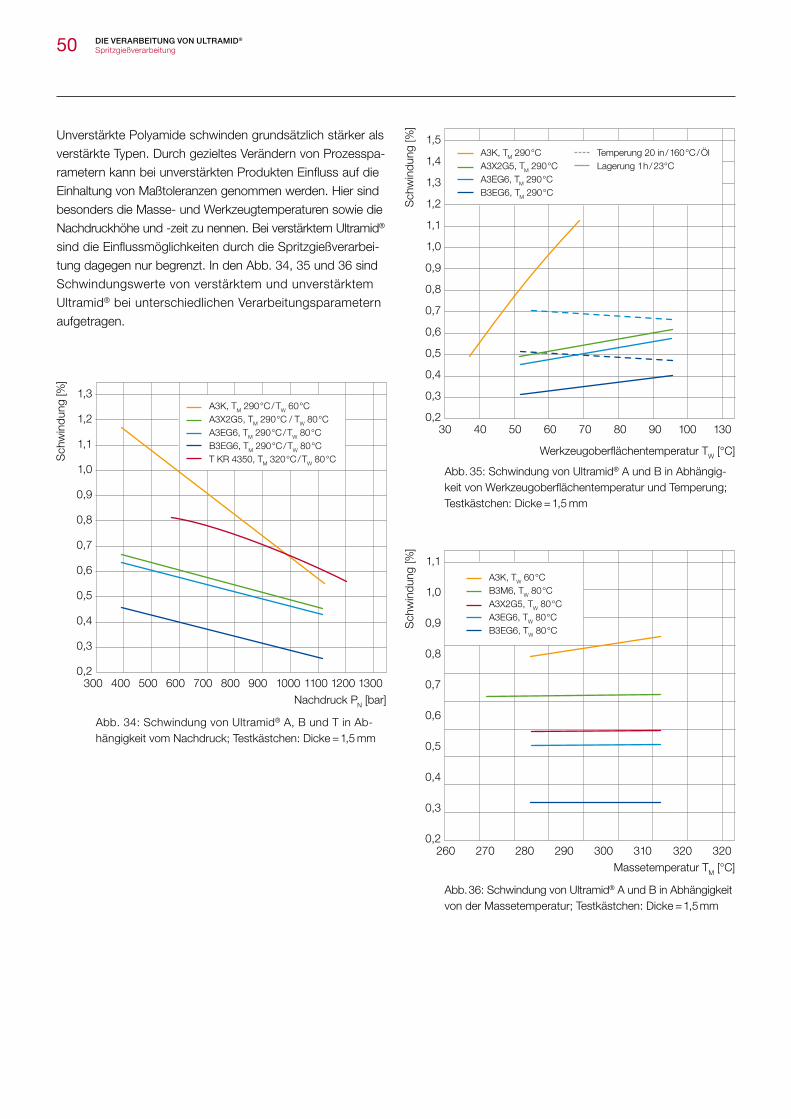
50
0,2
0,5
0,3
0,4
0,6
0,7
0,8
0,9
1,0
1,1
1,3
1,2
Abb. 34: Schwindung von Ultramid® A, B und T in Ab-hängigkeit vom Nachdruck; Testkästchen: Dicke = 1,5 mm
Nachdruck PN [bar] 300 400 500 600 700 800 900 1000 1100 1200 1300
A3K, TM 290 °C / TW 60 °C A3X2G5, TM 290 °C / TW 80 °C A3EG6, TM 290 °C / TW 80 °C B3EG6, TM 290 °C / TW 80 °C T KR 4350, TM 320 °C / TW 80 °C
Unverstärkte Polyamide schwinden grundsätzlich stärker als verstärkte Typen. Durch gezieltes Verändern von Prozesspa-rametern kann bei unverstärkten Produkten Einfluss auf die Einhaltung von Maßtoleranzen genommen werden. Hier sind besonders die Masse- und Werkzeugtemperaturen sowie die Nachdruckhöhe und -zeit zu nennen. Bei verstärktem Ultramid® sind die Einflussmöglichkeiten durch die Spritzgießverarbei-tung dagegen nur begrenzt. In den Abb. 34, 35 und 36 sind Schwindungswerte von verstärktem und unverstärktem Ultramid® bei unterschiedlichen Verarbeitungsparametern aufgetragen.
DIE VERARBEITUNG VON ULTRAMID® Spritzgießverarbeitung
Abb. 36: Schwindung von Ultramid® A und B in Abhängigkeit von der Massetemperatur; Testkästchen: Dicke = 1,5 mm
Massetemperatur TM [°C]260 270 280 290 300 310 320 320
0,2
0,5
0,3
0,4
0,6
0,7
0,8
0,9
1,0
1,1 A3K, TW 60 °C B3M6, TW 80 °C A3X2G5, TW 80 °C A3EG6, TW 80 °C B3EG6, TW 80 °C
Abb. 35: Schwindung von Ultramid® A und B in Abhängig-keit von Werkzeugoberflächentemperatur und Temperung; Testkästchen: Dicke = 1,5 mm
Werkzeugoberflächentemperatur TW [°C]
13030 40 50 60 70 80 90 1000,2
0,5
0,3
0,4
0,6
0,7
0,8
0,9
1,0
1,1
1,5
1,4
1,3
1,2
A3K, TM 290 °C A3X2G5, TM 290 °C A3EG6, TM 290 °C B3EG6, TM 290 °C
Temperung 20 in / 160 °C / Öl Lagerung 1 h / 23°C
Sch
win
dung
[%]
Sch
win
dung
[%]
Sch
win
dung
[%]
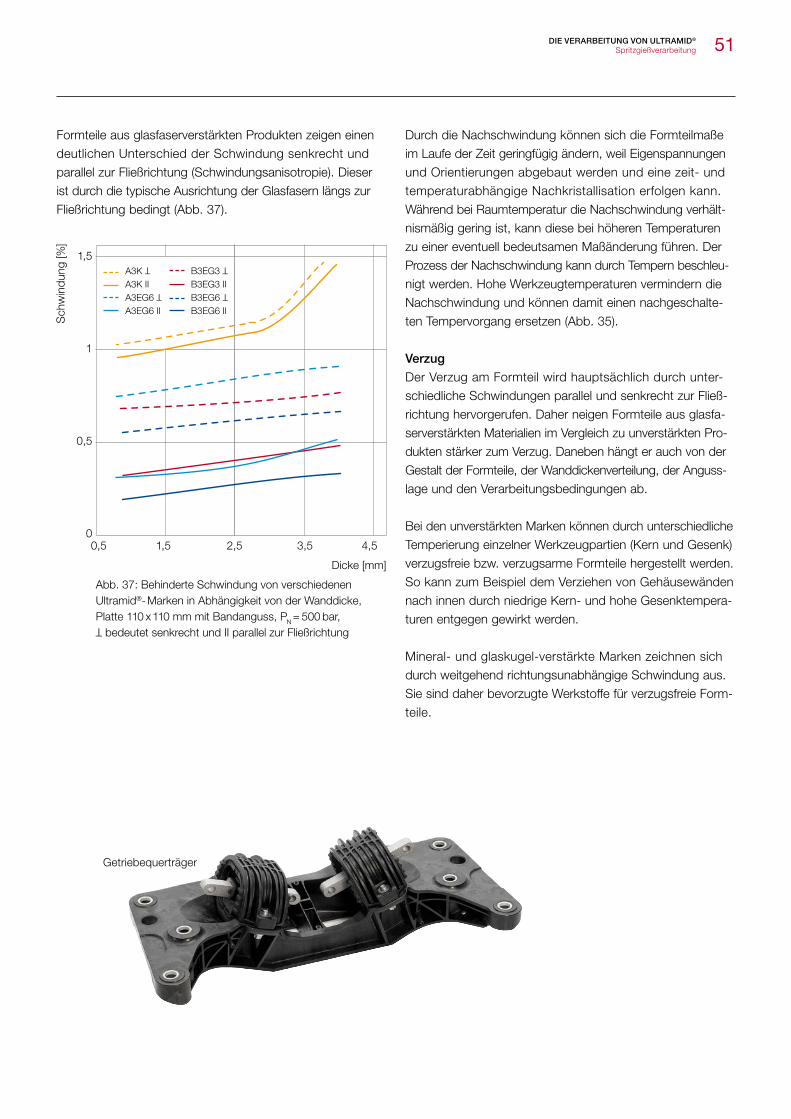
51
Formteile aus glasfaserverstärkten Produkten zeigen einen deutlichen Unterschied der Schwindung senkrecht und parallel zur Fließrichtung (Schwindungsanisotropie). Dieser ist durch die typische Ausrichtung der Glasfasern längs zur Fließrichtung bedingt (Abb. 37).
DIE VERARBEITUNG VON ULTRAMID® Spritzgießverarbeitung
Durch die Nachschwindung können sich die Formteilmaße im Laufe der Zeit geringfügig ändern, weil Eigenspannungen und Orientierungen abgebaut werden und eine zeit- und temperaturabhängige Nachkristallisation erfolgen kann. Während bei Raumtemperatur die Nachschwindung verhält-nismäßig gering ist, kann diese bei höheren Temperaturen zu einer eventuell bedeutsamen Maßänderung führen. Der Prozess der Nachschwindung kann durch Tempern beschleu-nigt werden. Hohe Werkzeugtemperaturen vermindern die Nachschwindung und können damit einen nachgeschalte-ten Tempervorgang ersetzen (Abb. 35).
Verzug
Der Verzug am Formteil wird hauptsächlich durch unter-schiedliche Schwindungen parallel und senkrecht zur Fließ-richtung hervorgerufen. Daher neigen Formteile aus glasfa-serverstärkten Materialien im Vergleich zu unverstärkten Pro-dukten stärker zum Verzug. Daneben hängt er auch von der Gestalt der Formteile, der Wanddickenverteilung, der Anguss-lage und den Verarbeitungsbedingungen ab.
Bei den unverstärkten Marken können durch unterschiedliche Temperierung einzelner Werkzeugpartien (Kern und Gesenk) verzugsfreie bzw. verzugsarme Formteile hergestellt werden. So kann zum Beispiel dem Verziehen von Gehäusewänden nach innen durch niedrige Kern- und hohe Gesenktempera-turen entgegen gewirkt werden.
Mineral- und glaskugel-verstärkte Marken zeichnen sich durch weitgehend richtungsunabhängige Schwindung aus. Sie sind daher bevorzugte Werkstoffe für verzugsfreie Form-teile.
Getriebequerträger
Abb. 37: Behinderte Schwindung von verschie denen Ultramid®- Marken in Abhängigkeit von der Wanddicke, Platte 110 x 110 mm mit Bandanguss, PN = 500 bar,
T
bedeutet senkrecht und II parallel zur Fließrichtung
Sch
win
dung
[%]
Dicke [mm]
0,5 4,53,52,51,50
0,5
1
1,5 A3K A3K II A3EG6 A3EG6 II
B3EG3 B3EG3 II B3EG6 B3EG6 II

52
Sonderverfahren
Mehrkomponententechnik
Die Kombination von mehreren Materialien in einem Formteil hat sich in der Spritzgießtechnik fest etabliert. Verschiedene Ultramid®-Typen finden hier abhängig von den geforderten Bauteileigenschaften Verwendung. Die Komponenten müssen im Hinblick auf ihre Verarbeitungs- und Materialeigenschaften aufeinander abgestimmt werden. Umfangreiche Erfahrungen bezüglich der Haftung verschiedener Materialien auf Ultramid® liegen vor. Informationen können aus der Technischen Infor-mation „Hart / Weichverbindungen in der Spritzgießtechnik“ ent-nommen werden.
Spritzgießen mit Fluidinjektionstechnik (FIT)
Die Fluidinjektionstechnik bietet technologisch und wirt-schaftlich interessante Möglichkeiten zur Herstellung von komplexen, (partiell) dickwandigen Formteilen mit Hohlräu-men und integrierbaren Funktionen. Typische FIT-Bauteile aus Ultramid® sind Automobil-Medienleitungen, Griffe, Halterungen und Stühle.
Dabei werden nach Einspritzen des Kunststoffs die noch schmelzeflüssigen Anteile mit Hilfe eines Fluids verdrängt. Als Fluid kann je nach Anwendung Gas oder Wasser be- nutzt werden. Bei der Projektilinjektionstechnik wird mit einem fluidangetriebenen Projektil gearbeitet.
Durch den von innen aufgebrachten Fluiddruck kann der Bauteilverzug minimiert werden. Kürzere Zykluszeiten durch die höhere Wärmeabfuhr und die Vermeidung von Massean-häufung sind außerdem möglich. Eine größere Gestaltungs-freiheit sowie die Realisierung von Bauteilen mit hoher spezi-fischer Steifigkeit sind weitere Vorteile.
Zur Zeit werden vor allem verstärkte Ultramid®-Typen ein-gesetzt. Einige Ultramid®-Typen sind für die FIT optimiert, so ist das hydrolysebeständige Ultramid® A3HG6 WIT spe-ziell für Kühlwasserleitungen geeignet, andere Typen, z. B. Ultramid® B3WG6 GIT, erlauben besonders gute Oberflä-chenqualitäten.
DIE VERARBEITUNG VON ULTRAMID® Sonderverfahren
Umspritzen von Einlegern
Gerade für Anwendungen im Automobilbereich ist die Reali-sierung leichter, hochfester Kunststoffkomponenten von besonderer Bedeutung. Die Kombination von thermoplasti-schen Laminaten und Tapes mit Ultramid® bietet hier Chan-cen für innovative Lösungen. Laminate können erwärmt in das Spritzgießwerkzeug eingelegt, umgeformt und anschlie-ßend mit Ultramid® überspritzt werden. Hierzu stehen aufei-nander abgestimmte Ultramid®-Typen zur Verfügung. Sowohl die Drapierung der Laminate in der Kavität als auch der Umspritzprozess und die resultierenden mechanischen Bauteileigenschaften können mit Ultrasim® analysiert werden.
Auch Metallteile können mit Ultramid® umspritzt werden. Bei größeren Abmessungen sollten sie jedoch auf 100 °C bis 150 °C, zumindest aber auf die Werkzeugtemperatur vorge-wärmt werden, damit keine zu hohen Eigenspannungen im Formteil auftreten. Die Metallteile müssen fettfrei sein und ggf. Rändelungen, umlaufende Nuten oder ähnliches zur besseren Verankerung haben.
Thermoplastschaumspritzgießen (TSG)
Durch den Zusatz von chemischen oder physikalischen Treibmitteln wird das Aufschäumen der Schmelze während der Werkzeugfüllung erreicht. Hierdurch können Einfallstellen auch bei großen Wanddicken vermieden und ggf. das Bau-teilgewicht reduziert werden. Zudem wird der Fülldruck deutlich verringert, so dass eine Maschine mit niedrigerer Schließkraft eingesetzt werden kann. Es ist jedoch zu beach-ten, dass die mechanischen sowie die Oberflächeneigen-schaften abhängig vom Aufschäumgrad negativ beeinflusst werden können. Ultramid® B3WG6 SF eignet sich beson-ders für das TSG-Verfahren.
Spanabhebende Bearbeitung
Halbzeug aus Ultramid® lässt sich auf allen üblichen Werk-zeugmaschinen spanabhebend bearbeiten. Als generelle Richtlinie kann gelten: hohe Schnittgeschwindigkeit bei klei-nem Vorschub; auf scharfe Werkzeuge ist zu achten.
Kühlwasserrohr
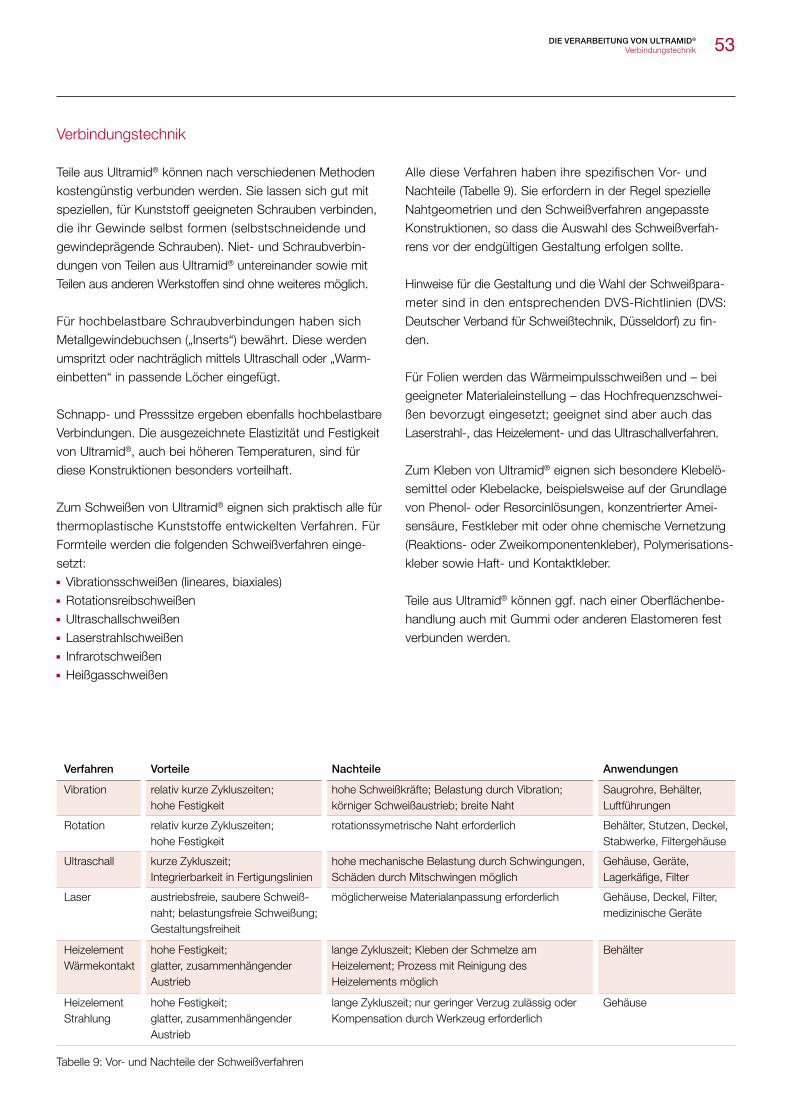
53DIE VERARBEITUNG VON ULTRAMID® Verbindungstechnik
Verbindungstechnik
Teile aus Ultramid® können nach verschiedenen Methoden kostengünstig verbunden werden. Sie lassen sich gut mit speziellen, für Kunststoff geeigneten Schrauben verbinden, die ihr Gewinde selbst formen (selbstschneidende und gewindeprägende Schrauben). Niet- und Schraubverbin-dungen von Teilen aus Ultramid® untereinander sowie mit Teilen aus anderen Werkstoffen sind ohne weiteres möglich.
Für hochbelastbare Schraubverbindungen haben sich Metallgewindebuchsen („Inserts“) bewährt. Diese werden umspritzt oder nachträglich mittels Ultraschall oder „Warm- einbetten“ in passende Löcher eingefügt.
Schnapp- und Presssitze ergeben ebenfalls hochbelastbare Verbindungen. Die ausgezeichnete Elastizität und Festigkeit von Ultramid®, auch bei höheren Temperaturen, sind für diese Konstruktionen besonders vorteilhaft.
Zum Schweißen von Ultramid® eignen sich praktisch alle für thermoplastische Kunststoffe entwickelten Verfahren. Für Formteile werden die folgenden Schweißverfahren einge-setzt: Vibrationsschweißen (lineares, biaxiales) Rotationsreibschweißen Ultraschallschweißen Laserstrahlschweißen Infrarotschweißen Heißgasschweißen
Alle diese Verfahren haben ihre spezifischen Vor- und Nachteile (Tabelle 9). Sie erfordern in der Regel spezielle Nahtgeometrien und den Schweißverfahren angepasste Konstruktionen, so dass die Auswahl des Schweißverfah-rens vor der endgültigen Gestaltung erfolgen sollte.
Hinweise für die Gestaltung und die Wahl der Schweißpara-meter sind in den entsprechenden DVS-Richtlinien (DVS: Deutscher Verband für Schweißtechnik, Düsseldorf) zu fin-den.
Für Folien werden das Wärmeimpulsschweißen und – bei geeigneter Materialeinstellung – das Hochfrequenzschwei-ßen bevorzugt eingesetzt; geeignet sind aber auch das Laserstrahl-, das Heizelement- und das Ultraschallverfahren.
Zum Kleben von Ultramid® eignen sich besondere Klebelö-semittel oder Klebelacke, beispielsweise auf der Grundlage von Phenol- oder Resorcinlösungen, konzentrierter Amei-sensäure, Festkleber mit oder ohne chemische Vernetzung (Reaktions- oder Zweikomponentenkleber), Polymerisations-kleber sowie Haft- und Kontaktkleber.
Teile aus Ultramid® können ggf. nach einer Oberflächenbe-handlung auch mit Gummi oder anderen Elastomeren fest verbunden werden.
Tabelle 9: Vor- und Nachteile der Schweißverfahren
Verfahren Vorteile Nachteile Anwendungen
Vibration relativ kurze Zykluszeiten; hohe Festigkeit
hohe Schweißkräfte; Belastung durch Vibration; körniger Schweißaustrieb; breite Naht
Saugrohre, Behälter, Luftführungen
Rotation relativ kurze Zykluszeiten; hohe Festigkeit
rotationssymetrische Naht erforderlich Behälter, Stutzen, Deckel, Stabwerke, Filtergehäuse
Ultraschall kurze Zykluszeit; Integrierbarkeit in Fertigungslinien
hohe mechanische Belastung durch Schwingungen, Schäden durch Mitschwingen möglich
Gehäuse, Geräte, Lagerkäfige, Filter
Laser austriebsfreie, saubere Schweiß-naht; belastungsfreie Schweißung; Gestaltungsfreiheit
möglicherweise Materialanpassung erforderlich Gehäuse, Deckel, Filter, medizinische Geräte
Heizelement Wärmekontakt
hohe Festigkeit; glatter, zusammenhängender Austrieb
lange Zykluszeit; Kleben der Schmelze am Heizelement; Prozess mit Reinigung des Heizelements möglich
Behälter
Heizelement Strahlung
hohe Festigkeit; glatter, zusammenhängender Austrieb
lange Zykluszeit; nur geringer Verzug zulässig oder Kompensation durch Werkzeug erforderlich
Gehäuse
54
Bedrucken, Prägen, Laserbeschriften, Lackieren, Metallisieren
Bedrucken
Ultramid® lässt sich ohne Vorbehandlung nach den vom Papierdruck her bekannten Verfahren bedrucken. Spritz-gussteile sollten weitgehend frei von Eigenspannungen und möglichst ohne Formtrennmittel, insbesondere silikonhaltige, gefertigt werden. Für das Bedrucken von Ultramid® stehen bewährte Spezialdruckfarben zur Verfügung.
Heißprägen
Das Heißprägen mit geeigneten Prägefolien ist bei Ultramid® problemlos.
Laserbeschriften
Die Beschriftung von Ultramid® mit Hilfe von Lasern bietet eine Reihe von Vorteilen gegenüber herkömmlichen Verfahren, etwa dann, wenn hohe Anforderungen hinsichtlich Bestän-digkeit, Flexibilität und Geschwindigkeit gestellt werden.
Die nachstehenden Angaben dienen lediglich einer ersten Orientierung. Für eine weitergehende Beratung, etwa im Hinblick auf die Auswahl gut laserbeschriftbarer Ultramid® Einfärbungen, steht der Ultra-Infopoint gerne zur Verfügung.
Nd:YAG-Laser (Wellenlänge 1064 nm)Ungefärbte Ultramid®-Standardmarken sind mit Nd:YAG-Lasern aufgrund sehr geringer Energieabsorption praktisch nicht zu beschriften. Dies gilt auch für glasfaser- und mineral-verstärkte Marken. Durch Zusatz spezieller Additive lassen sich Ultramid®-Typen mit verbesserter Beschriftbarkeit erzie-len. Mit bestimmten Schwarzeinfärbungen erhält man eine kontrastreiche Schrift.
Ultramid® A3X-Marken lassen sich ungefärbt mit gutem Kontrast beschriften, relativ schlecht dagegen in üblichen Schwarzeinfärbungen.
Speziell für die Beschriftung mit dem Nd:YAG-Laser wurde das Ultramid® LS-Sortiment entwickelt. Das LS-Sortiment umfasst unverstärkte, verstärkte und flammgeschützte Mar-ken. Eine Übersicht sendet der Ultra-Infopoint bei Bedarf gerne zu.
DIE VERARBEITUNG VON ULTRAMID® Bedrucken, Prägen, Laserbeschriften, Lackieren, Metallisieren
Nd:YAG-Laser (Wellenlänge 532 nm)Bei ungefärbten und hell eingefärbten Ultramid®-Typen lassen sich mit dem frequenzverdoppelten Nd:YAG-Laser im Allge-meinen eine höhere Konturenschärfe und ein stärkerer Kon-trast erzielen als mit dem Nd:YAG-Laser (1064 nm). Bei Schwarzeinfärbungen wird dagegen kein Vorteil erzielt.
Excimer-Laser (Wellenlänge 175-483 nm)Excimer-Laser erzielen auf Ultramid® eine höhere Konturen-schärfe und bessere Oberfläche als Nd:YAG-Laser. Gute Resultate werden insbesondere bei hellen Einfärbungen erzielt.
CO2-Laser (Wellenlänge 10640 nm)Ungefärbtes und eingefärbtes Ultramid® lässt sich mit dem CO2-Laser praktisch nicht beschriften. Es erfolgt höchstens eine nur schlecht wahrnehmbare Gravur der Oberfläche ohne Farbumschlag.
Lackieren
Aufgrund der hervorragenden Beständigkeit gegen die meisten Lösungsmittel kann Ultramid® mit verschiedenen Lacken bei guter Haftung und ohne Beeinträchtigung der mechanischen Eigenschaften ein- oder mehrschichtig lackiert werden. Geeignet sind Ein- und Zweikomponenten- lacke, deren Bindemittel auf den zu lackierenden Werkstoff abgestimmt werden. Auch Wasserbasislacke bzw. Primer können auf Ultramid® appliziert werden. Zur Vorbehandlung können eine Mischung aus Isopropanol und Wasser oder auch spezifische Reinigungsmittel benutzt werden. Auch industrielle Verfahren, wie etwa die Vorbehandlung in Auto-mobil-Lackieranlagen, eignen sich zur Reinigung. Eine durch Elektrostatik unterstützte Lackierung ist nur mit einem sog. Leitprimer möglich, da Ultramid® keine ausreichende Leitfä-higkeit besitzt.
Metallisieren
Teile aus Ultramid® lassen sich nach entsprechender Vor-behandlung galvanisch oder im Hochvakuum metallisieren. Bei unverstärkten und verstärkten Marken ist eine einwand-freie Oberflächengüte erreichbar. Metallisierte Teile aus Ultramid® werden zunehmend im Sanitär-, Elektronik- und Kfz-Bereich verwendet.
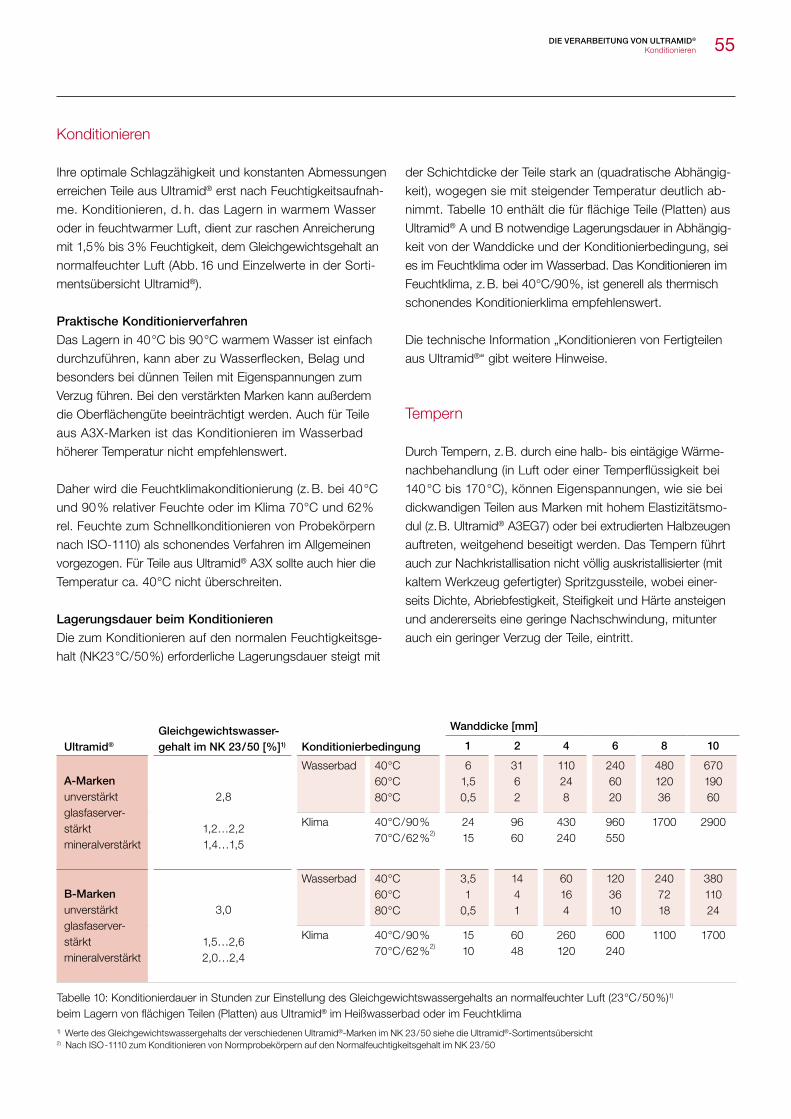
55DIE VERARBEITUNG VON ULTRAMID® Konditionieren
Konditionieren
Ihre optimale Schlagzähigkeit und konstanten Abmessungen erreichen Teile aus Ultramid® erst nach Feuchtigkeitsaufnah-me. Konditionieren, d. h. das Lagern in warmem Wasser oder in feuchtwarmer Luft, dient zur raschen Anreicherung mit 1,5 % bis 3 % Feuchtigkeit, dem Gleichgewichtsgehalt an normalfeuchter Luft (Abb. 16 und Einzelwerte in der Sorti-mentsübersicht Ultramid®).
Praktische Konditionierverfahren
Das Lagern in 40 °C bis 90 °C warmem Wasser ist einfach durchzuführen, kann aber zu Wasserflecken, Belag und besonders bei dünnen Teilen mit Eigenspannungen zum Verzug führen. Bei den verstärkten Marken kann außerdem die Oberflächengüte beeinträchtigt werden. Auch für Teile aus A3X-Marken ist das Konditionieren im Wasserbad höherer Temperatur nicht empfehlenswert.
Daher wird die Feuchtklimakonditionierung (z. B. bei 40 °C und 90 % relativer Feuchte oder im Klima 70 °C und 62 % rel. Feuchte zum Schnellkonditionieren von Probekörpern nach ISO-1110) als schonendes Verfahren im Allgemeinen vorgezogen. Für Teile aus Ultramid® A3X sollte auch hier die Temperatur ca. 40 °C nicht überschreiten.
Lagerungsdauer beim Konditionieren
Die zum Konditionieren auf den normalen Feuchtigkeitsge-halt (NK23 °C / 50 %) erforderliche Lagerungsdauer steigt mit
der Schichtdicke der Teile stark an (quadratische Abhängig-keit), wogegen sie mit steigender Temperatur deutlich ab-nimmt. Tabelle 10 enthält die für flächige Teile (Platten) aus Ultramid® A und B notwendige Lagerungsdauer in Abhängig-keit von der Wanddicke und der Konditionierbedingung, sei es im Feuchtklima oder im Wasserbad. Das Konditionieren im Feuchtklima, z. B. bei 40 °C / 90 %, ist generell als thermisch schonendes Konditionierklima empfehlenswert.
Die technische Information „Konditionieren von Fertigteilen aus Ultramid®“ gibt weitere Hinweise.
Tempern
Durch Tempern, z. B. durch eine halb- bis eintägige Wärme- nach behandlung (in Luft oder einer Temperflüssigkeit bei 140 °C bis 170 °C), können Eigenspannungen, wie sie bei dickwandigen Teilen aus Marken mit hohem Elastizitätsmo-dul (z. B. Ultramid® A3EG7) oder bei extrudierten Halbzeugen auftreten, weitgehend beseitigt werden. Das Tempern führt auch zur Nachkristallisation nicht völlig auskristallisierter (mit kaltem Werkzeug gefertigter) Spritzgussteile, wobei einer-seits Dichte, Abriebfestigkeit, Steifigkeit und Härte ansteigen und andererseits eine geringe Nachschwindung, mitunter auch ein geringer Verzug der Teile, eintritt.
Ultramid®
Gleichgewichtswasser -gehalt im NK 23 / 50 [%]1) Konditionierbedingung
Wanddicke [mm]
1 2 4 6 8 10
A-Marken unverstärkt glasfaserver-stärktmineralverstärkt
2,8
1,2…2,21,4…1,5
Wasserbad 40 °C 60 °C 80 °C
6 1,5 0,5
31 6 2
110 24 8
240 60 20
480 120 36
670 190 60
Klima 40 °C / 90 % 70 °C / 62 %2)
24 15
96 60
430 240
960 550
1700 2900
B-Marken unverstärkt glasfaserver-stärkt mineralverstärkt
3,0
1,5…2,6 2,0…2,4
Wasserbad 40 °C 60 °C 80 °C
3,5 1
0,5
14 4 1
60 16 4
120 36 10
240 72 18
380 110 24
Klima 40 °C / 90 % 70 °C / 62 %2)
15 10
60 48
260 120
600 240
1100 1700
Tabelle 10: Konditionierdauer in Stunden zur Einstellung des Gleichgewichtswassergehalts an normalfeuchter Luft (23 °C / 50 %)1) beim Lagern von flächigen Teilen (Platten) aus Ultramid® im Heißwasserbad oder im Feuchtklima1) Werte des Gleichgewichtswassergehalts der verschiedenen Ultramid®-Marken im NK 23 / 50 siehe die Ultramid®-Sortimentsübersicht 2) Nach ISO -1110 zum Konditionieren von Normprobekörpern auf den Normalfeuchtigkeitsgehalt im NK 23 / 50

56
Sicherheitshinweise
Sicherheitsvorkehrungen bei der Verarbeitung
Sofern die Verarbeitung unter den empfohlenen Bedingun-gen erfolgt (siehe die produktspezifischen Verarbeitungs-datenblätter), sind Schmelzen aus Ultramid® thermisch stabil und bringen keine Gefährdung durch molekularen Abbau oder Entwicklung von Gasen und Dämpfen. Wie alle ther-moplastischen Polymere zersetzt sich auch Ultramid® bei übermäßiger thermischer Beanspruchung, z. B. bei Überhit-zung oder beim Reinigen durch Abbrennen. Dabei bilden sich gasförmige Zersetzungsprodukte. Weitere Angaben hierzu finden sich in den produktspezifischen Sicherheitsda- tenblättern.
Bei sachgemäßer Verarbeitung von Ultramid® treten im Bereich der Verarbeitungsmaschinen keine schädlichen Dämpfe auf.
Bei unsachgemäßer Verarbeitung, z. B. hoher Temperatur-belastung und / oder langer Verweilzeit der Schmelze in der Verarbeitungsmaschine, können sich gesundheitsschädli-che, stechend riechende Dämpfe abspalten. In einem sol-chen Störungsfall, der sich auch durch bräunliche Verbren-nungsschlieren auf den Formteilen bemerkbar machen kann, ist der Zylinder der Verarbeitungsmaschine durch Ausspritzen ins Freie bei gleichzeitiger Herabsetzung der Zylindertemperaturen freizuspülen. Eine rasche Kühlung des geschädigten Materials, z. B. in einem Wasserbad, vermin-dert die Geruchsbelästigung.
Für eine Be- und Entlüftung des Arbeitsplatzes – am besten durch eine Abzugshaube über der Zylindereinheit – ist gene-rell Sorge zu tragen.
ALLGEMEINE HINWEISESicherheitshinweise
Allgemeine Hinweise
Angaben zur Toxikologie, Vorschriften
Wenn das Material entsprechend verarbeitet und die Betriebsräume gut be- und entlüftet werden, sind bei den mit der Verarbeitung von Ultramid® beschäftigten Personen keine nachteiligen Wirkungen bekannt.
Trockensumpföltank
57
Designbesteck
ALLGEMEINE HINWEISESicherheitshinweise
Lebensmittelrechtliche Bestimmungen
Die mit FC gekennzeichneten Marken des Ultramid®-Sortiments entsprechen in ihrer Zusammensetzung der derzeit gültigen Gesetzgebung für Kunststoffe im Lebensmittelkontakt in Europa und USA. Die Konformität dieser Produkte wird darü-ber hinaus durch die Fertigung nach dem GMP Food Con-tact-Standard (good manufacturing practice) gewährleistet. Falls detaillierte Auskunft über den lebensmittelrechtlichen Status einer konkreten Ultramid®-Type benötigt wird, wenden Sie sich bitte direkt an die BASF ([email protected]). BASF stellt gerne eine aktuelle Konformitätsbestätigung bezogen auf die derzeit geltenden gesetzlichen Vorschriften aus.
Unter dem Namenszusatz FC Aqua® sind Ultramid®-Typen erhältlich, die neben dem Einsatz in Bauteilen zur Verwen-dung im Lebensmittelkontakt auch unterschiedliche länder-spezifische Zulassungen für Trinkwasserkontaktanwendun-gen haben. Alle Kunststoffe des Aqua®-Portfolios verfügen über die Zulassungen nach KTW1), DVGW2) und WRAS3) in Kaltwasseranwendungen, ein Großteil davon auch für Warm- und Heißwasser. Um die Zulassung der fertigen Bau- teile zu erleichtern, stellt BASF alle notwendigen Zertifikate für Deutschland und Großbritannien zur Verfügung. Wer-den Zulassungen der ACS4), der NSF5) oder anderer Insti-tute benötigt, so ist die BASF durch Rezepturoffenlegung gegenüber den Instituten behilflich. Für Fragen bezüglich der Einhaltung weiterer Verordnungen und für Zertifika te kontaktieren Sie bitte Ihren lokalen BASF-Vertreter oder Plastics Safety (E-Mail: [email protected]).
1) KTW: Kontakt mit Trinkwasser (Deutschland)2) DVGW: Deutscher Verein des Gas- und Wasserfachs (Deutschland)3) WRAS: Water Regulation Advisory Scheme (UK)4) ACS: Attestation de Conformite Sanitaire (Frankreich)5) NSF: National Sanitation Foundation (USA)
58
Türgriff
ALLGEMEINE HINWEISELieferform und Lagerung
Lieferform und Lagerung
Ultramid® wird als zylinder- oder linsenförmiges Granulat geliefert. Die Produkte sind in der Regel verarbeitungsfertig getrocknet und feuchtigkeitsdicht verpackt.
Ultramid® ist kein gefährlicher Arbeitsstoff im Sinne der CLP-Verordnung (EG) Nr. 1272 /2008 und damit auch kein gefährliches Transportgut. Weitere Informationen sind in den produktspezifischen Sicherheitsdatenblättern zu finden.
Ultramid® ist als nicht wassergefährdend eingestuft. Standardverpackungen sind der 25-kg-Sack und der 1.000-kg-Oktabin. Nach Vereinbarung sind weitere Pack-mittel und der Versand als Siloware möglich. Sämtliche Gebinde sind dicht verschlossen und sollten erst unmittel-bar vor dem Verarbeiten geöffnet werden.
Lagerung und Transport
Ultramid® kann in trockenen, belüfteten Räumen prinzipiell über längere Zeit ohne Veränderung der Eigenschaften gelagert werden. Allerdings empfiehlt sich nach längerer Lagerung ( > 3 Monate für IBC bzw. > 2 Jahre für Sackver-packungen) oder bei der Aufarbeitung von angebrochenen Gebinden eine Vortrocknung, um aufgenommene Feuchtig-keit zu entfernen. In kalten Räumen gelagerte Gebinde sind vor dem Öffnen zu temperieren, damit sich auf dem Granulat kein Schwitzwasser niederschlägt. Zur Lagerung sind die Hinweise auf den produktspezifischen Sicherheitsdatenblät-tern zu beachten.
Einfärbungen
Ultramid® wird ungefärbt und gefärbt geliefert. Ungefärbtes Ultramid® hat eine weiß-opake Eigenfarbe. Viele Produkte sind in Schwarz-Einfärbungen erhältlich. Einzelne Marken sind auf Anfrage in mehreren Farbtönen lieferbar. Bei hellen Einfärbungen kann bei längerer Lagerdauer und abhängig von den Lagerbedingungen eine Verschiebung des Farbortes (Vergilbung) auftreten.
Ausnahmen: Die H- und W-stabilisierten Ultramid®-Marken sowie Ultramid® A3X-Marken sind nur ungefärbt und schwarz lieferbar. Diese Produkte weisen eine charakteristische Eigen-farbe auf, die Bunteinfärbungen mit definiert eingestellter Farbe nicht zulässt.

59
Entsorgung
Alle Ultramid® -Marken können unter Beachtung der behörd-lichen Vorschriften verbrannt werden. Der Heizwert von unverstärkten Marken beträgt 29.000 bis 32.000 kJ/kg (Hu nach DIN 51900).
Halogenhaltige flammgeschützte Ultramid®-Marken sind als gefährlicher Abfall in Übereinstimmung mit den nationalen abfallrechtlichen Anforderungen sowie den lokalen Vorschrif-ten zu entsorgen.
ALLGEMEINE HINWEISELieferform und Lagerung
Verwertung
Sortenreine Ultramid®-Restmengen, z. B. Mahlgut von Spritz-gussteilen und dergleichen, können wie Produktionsabfälle – je nach Marke und Anforderungen – in bestimmtem Umfang wieder dem Verarbeitungsprozess zugeführt werden. Um fehlerfreie mahlguthaltige Spritzgussteile zu fertigen, muss das Mahlgut rein und trocken sein (meist ist eine Trocknung erforderlich), außerdem darf bei der vorangegangenen Verar-beitung keine thermische Schädigung aufgetreten sein. Der maximal zulässige Mahlgutanteil sollte in Versuchen ermittelt werden. Er hängt von der Ultramid®-Marke, der Art des Spritzteils und den Bauteilanforderungen ab. Die Eigenschaf-ten der Teile, z. B. die Schlagzähigkeit und die mechanische Festigkeit, aber auch das Verarbeitungsverhalten wie das Fließvermögen, die Schwindung und die Oberflächenquali-tät, können bei bestimmten Marken schon durch einen ge-ringen Mahlgutanteil wesentlich beeinflusst werden.
Hinterachsgetriebequerträger
60 ALLGEMEINE HINWEISE(Integriertes) Managementsystem
(Integriertes) Managementsystem
QSGU-Management
Qualitäts-, Umwelt- und Energiemanagement sind zentrale Bestandteile der BASF-Unternehmenspolitik. Ein wesentli-ches Ziel ist die Kundenzufriedenheit. Die kontinuierliche Verbesserung unserer Produkte und Leistungen im Hinblick auf Qualität, Umwelt, Sicherheit und Gesundheit ist ein vor-rangiges Ziel.
Die Geschäftseinheit Performance Materials Europe der BASF wendet ein integriertes Managementsystem an, das die Aspekte von Qualität, Umwelt (inklusive Energie), Res-ponsible Care®, Sicherheit und Gesundheit berücksichtigt.
Die Geschäftseinheit ist durch eine akkreditierte Zertifizie-rungsgesellschaft ausgezeichnet nach:
Qualitätsmanagementsystem gemäß ISO 9001 und ISO TS 16949
Umweltmanagementsystem gemäß ISO 14001 Energiemanagementsystem gemäß ISO 50001
Sitzstruktur

61ALLGEMEINE HINWEISEServiceleistungen
Serviceleistungen
Ultrasim®
Ultrasim® steht für die umfassende und flexible CAE-Kom-petenz der BASF für Innovationen aus BASF Kunststoffen. Die Berechnung von Bauteilen aus Thermoplasten stellt hohe Anforderungen an den Entwickler. Im Spannungsfeld von Herstellprozess, Bauteilgestalt und Werkstoff kann nur eine integrative Betrachtung zu einem optimalen Bauteil füh-ren. Besonders Kunststoffe, die mit Kurzglasfasern verstärkt sind, weisen anisotrope Eigenschaften auf, abhängig davon, wie sich die Fasern beim Spritzguss ausrichten. Moderne Optimierungsmethoden unterstützen das Bauteildesign und erlauben wesentliche Verbesserungen in jeder Phase der Entwicklung.
Die Integrative Simulation der BASF bindet den Herstellungs-prozess des Kunststoffbauteils in die Berechnung des mecha-nischen Bauteilverhaltens mit ein. Hierbei liegt eine vollstän-dig neue, numerische Materialbeschreibung zu Grunde, welche die kunststofftypischen Eigenschaften Anisotropie Nicht-Linearität Dehnratenabhängigkeit Zug-Druck-Asymmetrie Versagensverhalten Temperaturabhängigkeitin der mechanischen Analyse berücksichtigt.
BASF ist mehr als ein Rohstoffhersteller, der innovative Kunst-stoffe qualitätskonform und termingerecht liefern kann. Mit Ultrasim® können Bauteile zielgerichtet auf spezifische Anfor-derungen ausgelegt werden – für hoch belastete, effiziente, leichte Bauteile und damit für langfristigen Markterfolg.
Werkstoffprüfung, Bauteilprüfung und
Verarbeitungsservice
Das akkreditierte Labor für Formmasse- bzw. Werkstoff-prüfung kann Kunden bei allen werkstoffkundlichen Frage-stellungen und kunststoffspezifischen Prüfungen beraten und unterstützen (Akkreditierungsurkunde D-PL-14121-04-00 nach DIN EN ISO / IEC 17025 : 2005). Das Spektrum um-fasst dabei den gesamten Bereich der mechanischen, thermischen und elektrischen Eigenschaften, aber auch Themen wie Bewitterung oder Brandverhalten.
Eine weitere wichtige Serviceleistung bietet das Labor für Bauteilprüfung und Verbindungstechnik, mit dem wir Kunden bei der Projektarbeit unterstützen können. Zu den umfang-reichen Prüfmöglichkeiten gehören unter anderem: Temperatur- und Klimalagerungen Temperaturschock-Prüfungen Zug-, Druck-, Biege-, Ausreißprüfungen Stoß-, Vibrations- und Schockprüfungen (Shaker) zyklische Innendruckprüfungen, Berstdruckprüfungen Strömungsprüfungen, Dichtheitsprüfungen akustische Analysen, Schwingungsanalysen Verformungs- und Dehnungsmessungen mittels Stereophotogrammetrie zerstörungsfreie Prüfung mittels Computer-Tomographie Infrarot-Thermographie Dokumentation aller transienten Vorgänge mit Hochgeschwindigkeitskameras Prüfung, Bewertung und Optimierung aller relevanten Verbindungstechniken Lasertransparenz- und Laserbeschriftbarkeitsanalysen
Bei Fragen zur Verarbeitung, Verarbeitungsprozessen sowie Sonderverfahren der Kunststoffverarbeitung steht ein erfah-renes Team von Experten bereit. Für Forschungs-, Entwick-lungs- und Projektarbeiten kann auf ein gut ausgestattetes Verarbeitungstechnikum zurückgegriffen werden. In diesem sind unter anderem die Verarbeitung von HT-Thermoplasten, der Mehrkomponenten-Spritzguss, die GID / WIT-Technologie sowie das Hinterspritzen von thermoplastischen Composites auf modernsten Fertigungszellen möglich.
Drehmomentstütze
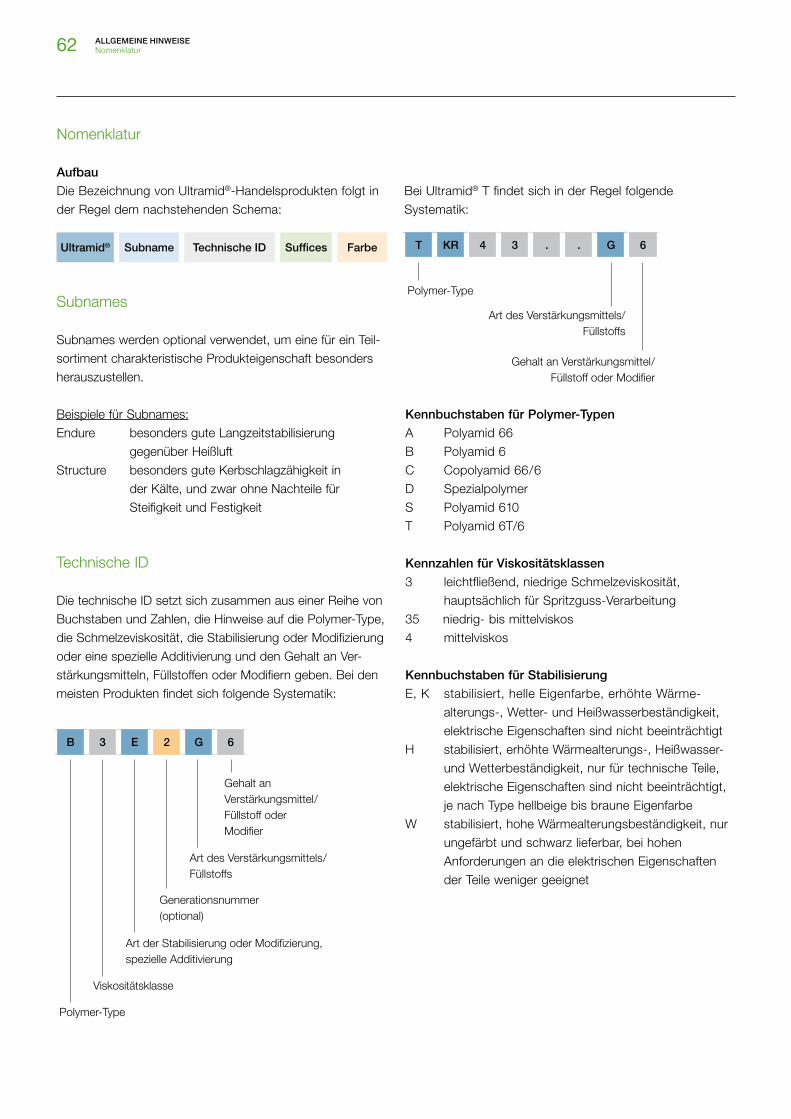
62 ALLGEMEINE HINWEISENomenklatur
Subnames
Subnames werden optional verwendet, um eine für ein Teil-sortiment charakteristische Produkteigenschaft besonders herauszustellen.
Beispiele für Subnames:Endure besonders gute Langzeitstabilisierung gegenüber HeißluftStructure besonders gute Kerbschlagzähigkeit in der Kälte, und zwar ohne Nachteile für Steifigkeit und Festigkeit
Technische ID
Die technische ID setzt sich zusammen aus einer Reihe von Buchstaben und Zahlen, die Hinweise auf die Polymer-Type, die Schmelzeviskosität, die Stabilisierung oder Modifizierung oder eine spezielle Additivierung und den Gehalt an Ver-stärkungsmitteln, Füllstoffen oder Modifiern geben. Bei den meisten Produkten findet sich folgende Systematik:
Ultramid® Subname Technische ID Suffices Farbe
Kennbuchstaben für Polymer-Typen
A Polyamid 66B Polyamid 6C Copolyamid 66 / 6D SpezialpolymerS Polyamid 610T Polyamid 6T/6
Kennzahlen für Viskositätsklassen
3 leichtfließend, niedrige Schmelzeviskosität, hauptsächlich für Spritzguss-Verarbeitung35 niedrig- bis mittelviskos4 mittelviskos
Kennbuchstaben für Stabilisierung
E, K stabilisiert, helle Eigenfarbe, erhöhte Wärme-alterungs-, Wetter- und Heißwasserbeständigkeit, elektrische Eigenschaften sind nicht beeinträchtigt
H stabilisiert, erhöhte Wärmealterungs-, Heißwasser- und Wetterbeständigkeit, nur für technische Teile, elektrische Eigenschaften sind nicht beeinträchtigt, je nach Type hellbeige bis braune EigenfarbeW stabilisiert, hohe Wärmealterungsbeständigkeit, nur ungefärbt und schwarz lieferbar, bei hohen Anforderungen an die elektrischen Eigenschaften der Teile weniger geeignet
B 3 E 2 G 6
Polymer-Type
Viskositätsklasse
Art des Verstärkungsmittels / Füllstoffs
Gehalt an Verstärkungsmittel / Füllstoff oder Modifier
Nomenklatur
Aufbau
Die Bezeichnung von Ultramid®-Handelsprodukten folgt in der Regel dem nachstehenden Schema:
Art der Stabilisierung oder Modifizierung, spezielle Additivierung
Generationsnummer (optional)
T KR 4 3 . . G 6
Polymer-Type
Art des Verstärkungsmittels/Füllstoffs
Gehalt an Verstärkungsmittel / Füllstoff oder Modifier
Bei Ultramid® T findet sich in der Regel folgende Systematik:
63ALLGEMEINE HINWEISENomenklatur
Kennbuchstaben für besondere Additivierung
F funktionelles AdditivL schlagzähmodifiziert und stabilisiert, trocken- schlagzäh, leicht fließend, rasch verarbeitbarS rasch verarbeitbar, sehr feinkörniges Kristallgefüge, für den SpritzgussU mit Brandschutzausrüstung ohne roten PhosphorX mit rotem Phosphor als BrandschutzausrüstungZ schlagzähmodifiziert und stabilisiert mit sehr hoher Kälteschlagzähigkeit (unverstärkte Marken) bzw. erhöhter Schlagzähigkeit (verstärkte Marken)
Kennbuchstaben für Verstärkungsmittel /Füllstoffe
C CarbonfasernG GlasfasernK GlaskugelnM MineralGM Glasfasern in Kombination mit MineralGK Glasfasern in Kombination mit Glaskugeln
Kennzahlen zur Beschreibung des Gehalts an
Verstärkungsmitteln / Füllstoffen oder Modifiern
2 ca. 10 Massen-%3 ca. 15 Massen-%4 ca. 20 Massen-%5 ca. 25 Massen-%6 ca. 30 Massen-%7 ca. 35 Massen-%8 ca. 40 Massen-%10 ca. 50 Massen-%
Bei Kombinationen von Glaserfasern mit Mineralien oder Glaskugeln werden die jeweiligen Gehalte durch zwei Zah-len gekennzeichnet, z. B.
GM53 ca. 25 Massen-% Glasfasern und ca. 15 Massen-% MineralGK24 ca. 10 Massen-% Glasfasern und ca. 20 Massen-% Glaskugeln
M602 steht für ca. 30 Massen-% eines Spezialsilikats (erhöhte Steifigkeit).
Suffices
Suffices werden optional verwendet, um auf spezielle ver-arbeitungs- oder anwendungstechnische Eigenschaften hinzuweisen. Es handelt sich häufig um Akronyme, deren Buchstaben aus dem englischen Begriff abgeleitet sind.
Beispiele für Suffices:Aqua® erfüllt bestimmte regulatorische Anforderun-
gen für TrinkwasseranwendungenBalance basiert zumindest teilweise auf nachwachsen-
den RohstoffenCR Crash ResistantEQ Electronic QualityFC Food Contact; erfüllt bestimmte regulatorische Anforderungen für Lebensmittelkontakt- Anwendungen GIT Gas Injection TechnologyGP General Purpose High Speed hohe Fließfähigkeit der SchmelzeHP High ProductivityHR Hydrolysis Resistant, erhöhte HydrolysebeständigkeitHRX neue Generation von HR ProduktenLDS Laser Direct Structuring, Laserdirekt- strukturierung zur Vorbereitung der galvanischen Aufbringung von elektrischen LeiterbahnenLF Long Fiber Reinforced, mit Langfasern verstärktLS Laser Sensitive, mit Nd:YAG-Laser markierbarLT Laser Transparent, mit Nd:YAG-Lasern und Lasern ähnlicher Wellenlänge gut durchstrahlbarSF Structural FoamingSI Surface Improved, für Teile mit verbesserter OberflächenqualitätST Super Tough, extrem zähWIT Water Injection Technology
Farbe
Die Farbe setzt sich in der Regel aus einem Farbnamen und einer Farbnummer zusammen.
Beispiele für Farbbezeichnungen:ungefärbtschwarz 00464schwarz 00564schwarz 20560
64 ALLGEMEINE HINWEISESachverzeichnis
Sachverzeichnis
Automobilbau 4 f.Axtstiel 9
Bauteilprüfung 61Bau und Installationstechnik 8Bedrucken 54Befestigungsclip für Photovoltaikmodule 36Brandverhalten 28 f.Bürolampe 34Bürostühle 9Bürstenhalter 26
CO2-Laser 54
Designbesteck 57Designstühle 8, 10, 14Drehmomentstütze 61Dübel 9, 24
Eigenschaften 10 ff.Einfärbungen 58Einspritzgeschwindigkeit 48Elektrische Eigenschaften 26 f.Elektronik 6Elektro- und Elektroniksektor 6 f.Energietechnik 6Entsorgung 59Erstarrungsverhalten 40Excimer-Laser 54
Fließverhalten 48Fluidinjektionstechnik (FIT) 52Fördertechnik 8Fußbodenheizung 35
Getriebequerträger 51Getriebesteuerung 4, 27Glasfaserverstärktes Ultramid® 11
Haushalt 8Hausgerätetechnik 6Heißprägen 54Hinterachsgetriebequerträger 59Hitzeschild 5Hochvolt-Steckverbinder 4
Industrieprodukte 8 f.
Kälteschlagzähigkeit 19 f.Klemmenträger 29Kochbesteck 9Konditionieren 55Konsumgüter 8 f.Kraftstoffdrucksensor 38Kühlwasserrohr 52
Lackieren 54Ladeluftmodul 5Ladeluftverteiler 5Lagerung 58Lagerungsdauer beim Konditionieren 55Laserbeschriften 54Lebensmittelrechtliche Bestimmungen 57Leistungselektronik 7Lichtmaschinenabdeckung 29Lieferform 58
Managementsystem 60Maschinentechnik beim Spritzgießen 43 ff. Maschinen- und Apparatebau 8Massetemperaturen 46Maßhaltigkeit 24 f. Mechanische Eigenschaften 16 ff.Mehrkomponententechnik 52Metallisieren 54Mineralverstärktes Ultramid® 11Montageträger 44Multi-Wing 9
65ALLGEMEINE HINWEISESachverzeichnis
Nachdruck 48Nachschwindung 49 ff.Nd:YAG-Laser 54Nomenklatur 62 f.
Ölansaugmodul 5Ölfiltermodul 35Ölsensor 31Ölwanne 5, 31, 56
Photovoltaik 6Photovoltaik-Steckverbinder 6Plastifiziereinheit 43 f.Prägen 54Praktische Konditionierverfahren 55Produktgruppen 11Prüfungen– Bauwesen 29– Elektrotechnik 28– Verkehrswesen 29
Reibungsverhalten 21Reihenklemmen 7, 15
Sanitärtechnik 8Schaltgeräte 7Schlagzähigkeit 19 f.Schmelzeviskosität 41Schmelzverhalten 40Schneckendrehzahl 47Schnellkupplung 39Schutzschalter 6, 22Schwindung 49 ff.Selbsteinfärben 42Serviceleistungen 61Sicherheitshinweise 56Sicherheitsvorkehrungen bei der Verarbeitung 56Sitzstruktur 60Skibindung 9
Sonderverfahren 52Sortiment 10 ff.Spanabhebende Bearbeitung 52Spiegelfuß 46Spritzgießverarbeitung 46 ff.Spritzgießwerkzeug 44 f.Stecker 26
Tempern 55Thermische Eigenschaften 22 ff.Thermodübel 45Thermoplastschaumspritzgießen (TSG) 52Thermostabilität der Schmelze 41Thermostatgehäuse 30Toxikologie 56Transport 58Trocknung 42Türgriff 58
Ultramid® A 11Ultramid® B 11Ultramid® C 11Ultramid® D 11Ultramid® S Balance 11, 39– Chemikalien- und Hydrolysebeständigkeit 39– Mechanische Eigenschaften 39Ultramid® T 11, 37– Chemikalienbeständigkeit 38– Mechanische Eigenschaften 37 f.– Schwindung und Verzug 38Ultrasim® 61 Umspritzen 52Umwelt 60Umweltmanagement 57Unverstärkte Marken mit Brandschutzausrüstung 11
Verarbeitung 40 ff.Verarbeitungsservice 61Verarbeitungstechnische Eigenschaften 40 f.Verbindungstechnik 53
66 ALLGEMEINE HINWEISESachverzeichnis
Verhalten bei – Bewitterung 36 ff.– langzeitiger statischer Beanspruchung 20– schwingender Beanspruchung 21– Schwingfestigkeit 21– Temperatureinwirkung 22Verhalten gegenüber Chemikalien 30 ff.Verschleißverhalten 21Verstärkte Marken mit Brandschutzausrüstung 11Verwertung 59Verwertung von Mahlgut 42Verzug 51Vorbehandlung 42
Wärmealterungsbeständigkeit 23Wärmealterungsbeständigkeit in – heißen Schmierstoffen 24– Kühlflüssigkeiten 24– Lösungsmitteln 24Wärmetechnische Eigenschaften 41Wasseraufnahme 24 f.Wasserzählergehäuse 15 Werkstoffprüfung 61 Werkzeugtechnik beim Spritzgießen 43 ff.Werkzeugtemperaturen 47Wiederverarbeitung 42


PM
E 1
601
BD
Ausgewählte Produktliteratur zu Ultramid®:
Ultramid® – Hauptbroschüre Ultramid® – Sortimentsübersicht Ultramid®, Ultradur® und Ultraform® – Verhalten gegenüber Chemikalien
Bei technischen Fragen zu den Produkten
wenden Sie sich bitte an den Ultra-Infopoint:
Zur Beachtung
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen
und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse
bei Verarbeitung und Anwendung unseres Produktes nicht von eigenen Prüfungen
und Versuchen. Eine Garantie bestimmter Eigenschaften oder die Eignung des Pro-
duktes für einen konkreten Einsatzzweck kann aus unseren Angaben nicht abge-
leitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien,
Daten, Verhältnisse, Gewichte u. Ä. können sich ohne Vorankündigung ändern und
stellen nicht die vertraglich vereinbarte Beschaffenheit des Produktes dar. Etwaige
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger
unseres Produktes in eigener Verantwortung zu beachten. ( Oktober 2017 )
Besuchen Sie auch unsere Internetseiten:
www.plasticsportal.com ( Welt )
www.plasticsportal.eu ( Europa )
Die einzelnen Produktauftritte finden Sie unter:
www.plasticsportal.eu /Produktname
z. B. www.plasticsportal.eu /ultramid
Broschürenanforderung:
PM / K, F 204
Fax: + 49 621 60 - 49497
® =
ein
getr
agen
e M
arke
der
BA
SF
SE