Umwelterklärung 2010
60
Umwelterklärung 2010 Maßnahmen. Entwicklungen. Ergebnisse. Standorte: Linz, Steyrling
-
Upload
voestalpine-ag -
Category
Business
-
view
2.775 -
download
6
description
Die voestalpine setzt seit vielen Jahren konsequent Maßnahmen zur kontinuierlichen Verbesserungder Umweltstandards. Mit der konsolidierten Umwelterklärung 2010, welche entsprechendder EMAS-III-Verordnung konzipiert ist, erhält man Informationen zu neuen und abgeschlossenenUmweltprojekten, aktuelle Beiträge zum Thema Umwelt und natürlich umweltrelevanten Zahlen,Daten und Fakten.Mehr Informationen unter:http://www.voestalpine.com/group/de/publikationen/umweltberichte/http://www.voestalpine.com/group/de/konzern/umwelt/
Transcript of Umwelterklärung 2010

Umwelterklärung 2010Maßnahmen. Entwicklungen. Ergebnisse.Standorte: Linz, Steyrling
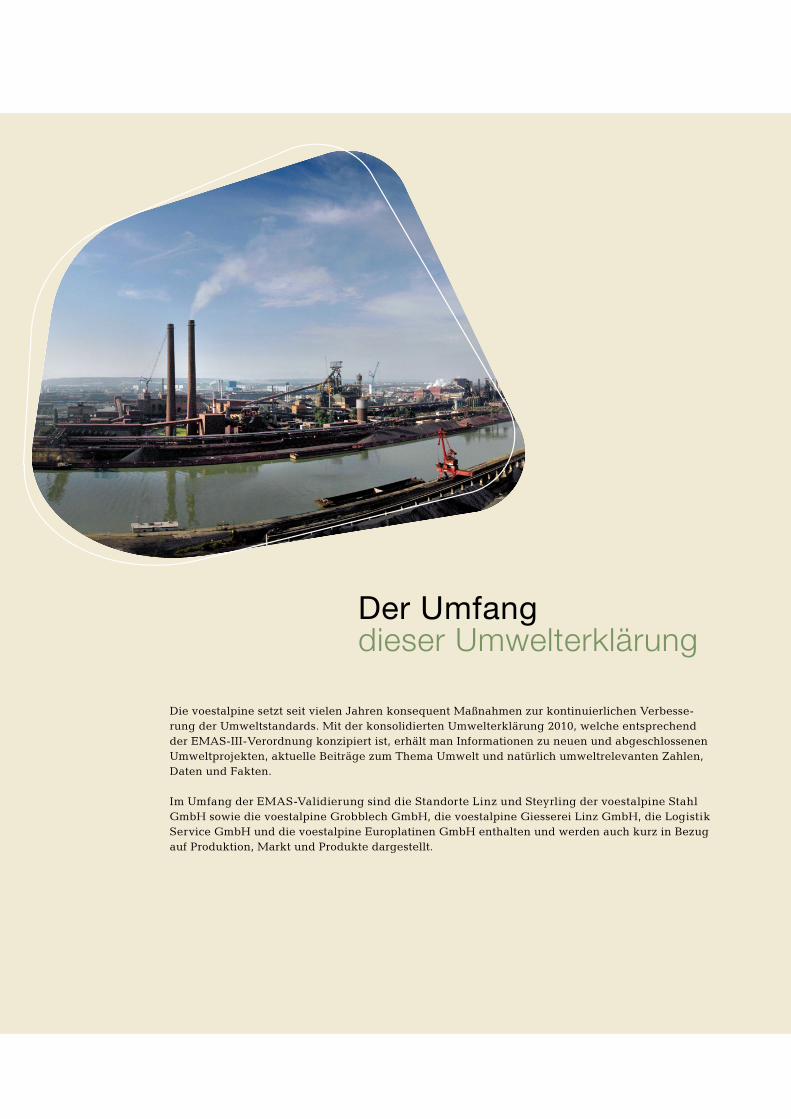
Die voestalpine setzt seit vielen Jahren konsequent Maßnahmen zur kontinuierlichen Verbesse-rung der Umweltstandards. Mit der konsolidierten Umwelterklärung 2010, welche entsprechend der EMAS-III-Verordnung konzipiert ist, erhält man Informationen zu neuen und abgeschlossenen Umweltprojekten, aktuelle Beiträge zum Thema Umwelt und natürlich umweltrelevanten Zahlen, Daten und Fakten.
Im Umfang der EMAS-Validierung sind die Standorte Linz und Steyrling der voestalpine Stahl GmbH sowie die voestalpine Grobblech GmbH, die voestalpine Giesserei Linz GmbH, die Logistik Service GmbH und die voestalpine Europlatinen GmbH enthalten und werden auch kurz in Bezug auf Produktion, Markt und Produkte dargestellt.
Der Umfangdieser Umwelterklärung
Inhalt
Vorwort des Vorstandsvorsitzenden 04Der voestalpine-Konzern im Überblick 06
Die Standorte und ihre Gesellschaften – Produkte, Märkte und Prozessevoestalpine Stahl GmbH 08Standort Steyrling 08voestalpine Giesserei Linz GmbH 14voestalpine Grobblech GmbH 15Logistik Service GmbH/Cargo Service GmbH 15voestalpine Europlatinen GmbH 16
aktuelle umweltrelevante themenCO2 – Stahl, ein Beitrag zum Klimaschutz 18Drei Jahre REACH und ein herausforderndes Jahr 2010 20IPPC – Stand der Technik 22
Integriertes Management-System und SicherheitDas Integrierte Management-System 23Unternehmensgrundsätze der Division Stahl 24Legal Compliance 26Information der Öffentlichkeit gemäß der IUV 28
Umweltprogramm 2010Umweltprogramme der Standorte Linz, Steyrling und der Gesellschaften 32Umweltaktivitäten im Detail 39
Zahlen, Daten, FaktenProduktionskennzahlen und Energie 42Kernindikatoren 44Luftreinhaltung 46Energie 49Wasserwirtschaft 50Abfall- und Kreislaufwirtschaft 51Transport 53Strahlung, Lärm, Geruch 55
Glossar 56Termine, Impressum 57
Der Umfangdieser Umwelterklärung
Dass stabile Gewinne nicht alleine eine
Frage einer guten Wirtschaftssituation sind,
hat die voestalpine in den vergangenen zwei
Geschäftsjahren, den schwierigsten seit
Jahrzehnten bewiesen. Dennoch muss sie
die am bitionierten Optimierungsziele umset-
zen, um ihre führende Rolle bei anspruchs-
vollsten Stahlprodukten nachhaltig absichern
zu können.
04 / Vorwort
Umwelterklärung 2010 Vorwort des Vorstandsvorsitzenden
Vorwort / 05
Konkret heißt dies, unsere Produkte auf die Zukunftsmärkte der kommenden Jahrzehnte auszurichten und die festgelegten Kosten- und Effizienzsteigerungs-programme mit einem Verbesserungsziel von 600 Mio. Euro bis 2012 konsequent zu realisieren. Nicht zuletzt stehen auch Prozessweiterentwicklungen und orga-nisatorische Neuerungen in den Divisionen Stahl und Edelstahl im Vordergrund. Ein großes Anliegen ist es uns auch, die hohen Umweltstandards im voestalpine-Konzern abzusichern und damit auch im internationalen Vergleich Benchmark zu bleiben.
Trotz der konjunkturell noch schwierigen Lage konnten im vergangenem Jahr eine Reihe von Umweltprojekten realisiert und somit die umweltrelevanten Inves-titionen in nahezu der Höhe des vorangegangenen Jahres gehalten werden. Einen der Schwerpunkte der Umweltaktivitäten stellte die Inbetriebnahme des neuen Kraftwerksblockes 07 dar. Mit dieser Maßnahme können wir die anfallenden Hüttengase noch besser als bisher nutzen und gleichzeitig die NOx-Emissionen reduzieren. Darüber hinaus liegt damit die Eigenstromerzeugung bei über 90%.
Unsere Bemühungen fanden auch im Geschäftsjahr 2009/10 breite Anerkennung. So erhielten wir den Nachhaltigkeitspreis 2010 des Forums Rohstoffe und des World Wildlife Fund für die umweltschonende Umstellung der Abbauweise des Kalkwerkes Steyrling. Hervorzuheben ist auch, dass erstmalig die VAE Eisen-bahnsysteme GmbH, in der Kategorie „Großunternehmen“ für „green procure-ment“, mit dem europäischen EMAS-Award ausgezeichnet wurde.
Die voestalpine ist ständig bemüht, die Emissionen beim Produktionsprozess zu reduzieren, so auch durch die Optimierung der innerbetrieblichen Logistik. Für die nachhaltige Senkung des Dieselverbrauches im Zuge dieses Projektes wurde das Unternehmen zum „klima:aktiv mobil Projektpartner“ des Lebensministeri-ums gekürt.
Die vorliegende Umwelterklärung 2010 zeigt Ihnen die Ziele und Aktivitäten, welche wir gesetzt oder bereits erreicht haben und macht deutlich, dass wir auch in Sachen Umwelt einen Schritt vorausdenken.
Dr. Wolfgang EderVorsitzender des Vorstandes
Der voestalpine-Konzern im Überblick
06 / Konzernstruktur
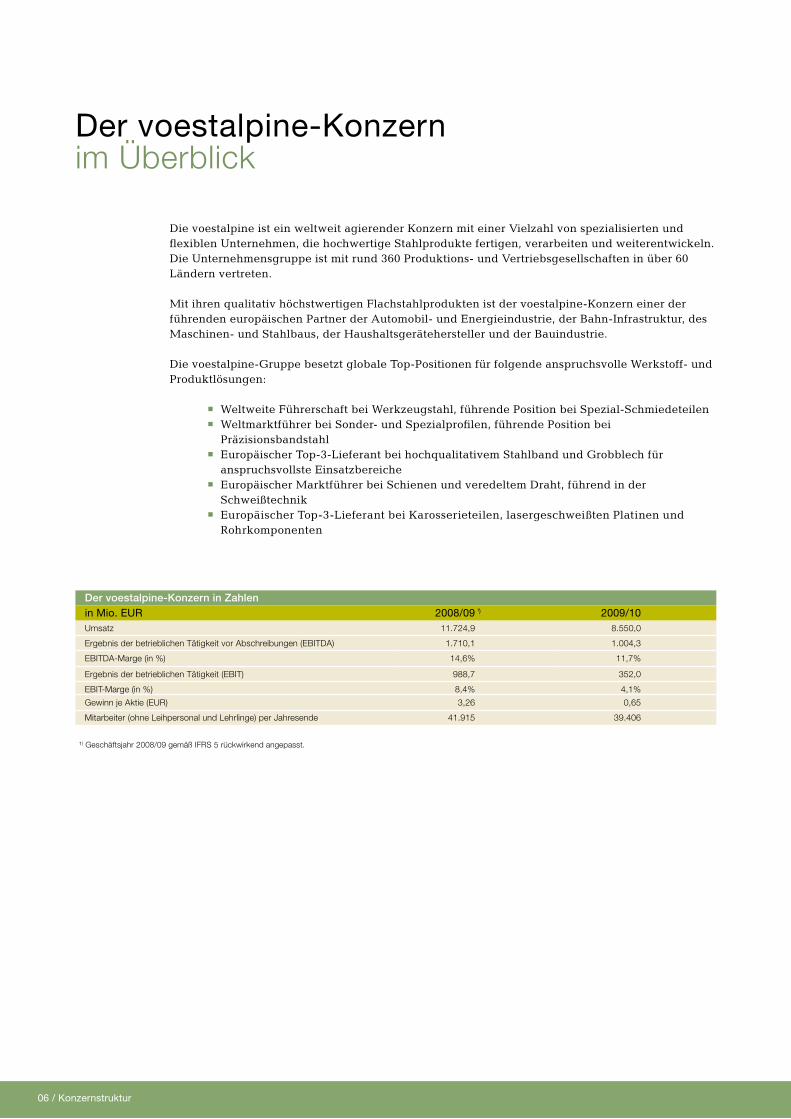
Die voestalpine ist ein weltweit agierender Konzern mit einer Vielzahl von spezialisierten undflexiblen Unternehmen, die hochwertige Stahlprodukte fertigen, verarbeiten und weiterentwickeln. Die Unternehmensgruppe ist mit rund 360 Produktions- und Vertriebsgesellschaften in über 60 Ländern vertreten.
Mit ihren qualitativ höchstwertigen Flachstahlprodukten ist der voestalpine-Konzern einer der führenden europäischen Partner der Automobil- und Energieindustrie, der Bahn-Infrastruktur, des Maschinen- und Stahlbaus, der Haushaltsgerätehersteller und der Bauindustrie.
Die voestalpine-Gruppe besetzt globale Top-Positionen für folgende anspruchsvolle Werkstoff- und Produktlösungen:
Weltweite Führerschaft bei Werkzeugstahl, führende Position bei Spezial-Schmiedeteilen �Weltmarktführer bei Sonder- und Spezialprofilen, führende Position bei � PräzisionsbandstahlEuropäischer Top-3-Lieferant bei hochqualitativem Stahlband und Grobblech für � anspruchsvollste EinsatzbereicheEuropäischer Marktführer bei Schienen und veredeltem Draht, führend in der � Schweißtechnik Europäischer Top-3-Lieferant bei Karosserieteilen, lasergeschweißten Platinen und �Rohrkomponenten
Der voestalpine-Konzern in Zahlenin Mio. EUR 2008/09 ¹) 2009/10Umsatz 11.724,9 8.550,0
Ergebnis der betrieblichen Tätigkeit vor Abschreibungen (EBITDA) 1.710,1 1.004,3
EBITDA-Marge (in %) 14,6% 11,7%
Ergebnis der betrieblichen Tätigkeit (EBIT) 988,7 352,0
EBIT-Marge (in %) 8,4% 4,1%
Gewinn je Aktie (EUR) 3,26 0,65
Mitarbeiter (ohne Leihpersonal und Lehrlinge) per Jahresende 41.915 39.406
¹) Geschäftsjahr 2008/09 gemäß IFRS 5 rückwirkend angepasst.
Konzernstruktur / 07
1) Einschließlich Minderheitenanteile anderer Konzerngesellschaften.
Die in dieser Tabelle angeführten Gesellschaften sind wesentliche Beteiligungen des voestalpine-Konzerns. Unternehmensgruppen sind durch die jeweilige Leitgesellschaft dargestellt.
voestalpine Grobblech GmbH �voestalpine Giesserei Linz GmbH �voestalpine Anarbeitung GmbH �voestalpine Stahl Service Center GmbH �voestalpine Rohstoffbeschaffungs GmbH �voestalpine Eurostahl GmbH �Logistik Service GmbH �vatron gmbh (71,5%) � 1)
DIV
ISIO
n S
tah
l
BÖHLER � Edelstahl GmbH & Co KGBuderus Edelstahl GmbH �Villares Metals S.A. �BÖHLER-UDDEHOLM � Deutschland GmbHUddeholms AB �ASSAB Pacific Pte. Ltd �Eschmann Stahl GmbH & Co KG �BÖHLER � Bleche GmbH & Co KGBÖHLER-UDDEHOLM � Italia S.p.A.Buderus Edelstahl Band GmbH �BÖHLER � Schmiedetechnik GmbH & Co. KGBuderus Edelstahl Schmiedetechnik GmbH �
DIV
ISIO
n E
DE
lS
tah
lD
IVIS
IOn
Ba
hn
SY
St
EM
E voestalpine Schienen GmbH �TSTG Schienen Technik GmbH & Co KG �voestalpine Rail Center Duisburg GmbH �VAE GmbH �voestalpine Railpro B.V. (70%) �voestalpine Klöckner Bahntechnik GmbH �voestalpine Tubulars GmbH & Co KG (50%) �voestalpine Stahl Donawitz GmbH & Co KG �voestalpine Austria Draht GmbH �Böhler Welding Holding GmbH �
DIV
ISIO
n P
RO
FIl
FO
RM
voestalpine Krems GmbH �voestalpine Krems Finaltechnik GmbH �Nedcon Groep N.V. �Sadef N.V. �Metsec plc �Roll Forming Corporation �voestalpine Präzisionsprofil GmbH �voestalpine Profilform s.r.o. �ZAO voestalpine Arkada Profil �Société Profilafroid �Société Automatique de Profilage (SAP) �Meincol Distribuidora de Aços S.A. (75%) �Böhler-Uddeholm Precision Strip GmbH �
DIV
ISIO
n a
Ut
OM
Ot
IVE
voestalpine Polynorm B.V. �voestalpine Europlatinen GmbH �voestalpine Rotec GmbH �voestalpine Vollmer GmbH & Co KG �voestalpine Gutbrod GmbH �voestalpine Hügel GmbH & Co KG �voestalpine Dancke GmbH & Co KG �
08 / Standorte
Die Standorte und ihre Gesellschaften –Produkte, Märkte und Prozesse
Die voestalpine Stahl GmbH ist die Leitgesellschaft der gleichnamigen Division Stahl und die größte Gesellschaft des voestalpine-Konzerns. Das Kerngeschäft der voestalpine Stahl besteht in der Ent-wicklung, Produktion, Verarbeitung und dem Vertrieb von qualitativ anspruchsvollsten Flachstahl-produkten. Diese Produkte finden vor allem in der Automobil-, Bau-, Hausgeräte- und Energie-industrie ihre Abnehmer. Rund 7.100 Mitarbeiter erwirtschafteten im GJ 2009/10 einen Umsatz von 2.334,5 Mio Euro.
Der Standort Linz zeichnet sich vor allem durch seine einzigartige geografische Lage aus. Durch die unmittelbare Nähe der verschiedenen Produktionsanlagen können Synergien in den Bereichen Energie und Logistik genutzt werden, was sich letztlich auch positiv auf die Umwelt auswirkt.
Außerdem befinden sich praktisch alle Schlüsselkunden in einem Umkreis von 500 km – sowohl die bestehenden, verbrauchsintensiven Märkte Westeuropas, als auch die wachstumsstarken Märkte Osteuropas. Die Anbindung an die wichtigsten Verkehrswege auf Straßen und Schienen sowie der eigene Donauhafen wirken sich positiv auf die logistischen Prozesse aus und sind ein weiterer Vorteil des Standortes Linz.
Mit einer Jahresproduktion von zirka 350.000 Tonnen Branntkalk pro Jahr ist der Standort Steyr-ling der größte Branntkalkhersteller Österreichs. Bei der Reduzierung von Emissionen gilt das Kalkwerk als Vorzeigebetrieb.
Das Kalk- und Schotterwerk Steyrling befindet sich 70 km südlich von Linz an der Pyhrnpass-bundesstraße (B 138) und der Bahnstrecke Linz–Selzthal. Logistisch gesehen liegt der Standort sehr günstig, da sich das Kalkwerk zwischen den Hauptkunden Linz und Donawitz befindet. Der Kalk wird im Bereich der Kremsmauer abgebaut. Zirka 60% davon werden zu Branntkalk weiterverarbeitet.
Die größten Abnehmer für Branntkalk sind die Stahlwerke in Linz und Donawitz. Etwa 10% geht als feiner Branntkalk in die Bauwirtschaft, zu Kläranlagen, in die Bodendüngung und in die che-mische Industrie.
Die restlichen etwa 40% des abgebauten Kalksteins werden als Splitt ungebrannt zur Sinter-anlage nach Linz geliefert. Ein kleinerer Teil verlässt, ebenfalls ungebrannt, als Wasserbau-steine das Werk, welche hauptsächlich als Böschungssicherung verwendet werden.
voestalpine Stahl GmbH
Standort Steyrling

Standorte / 09
10 / Prozessbeschreibung
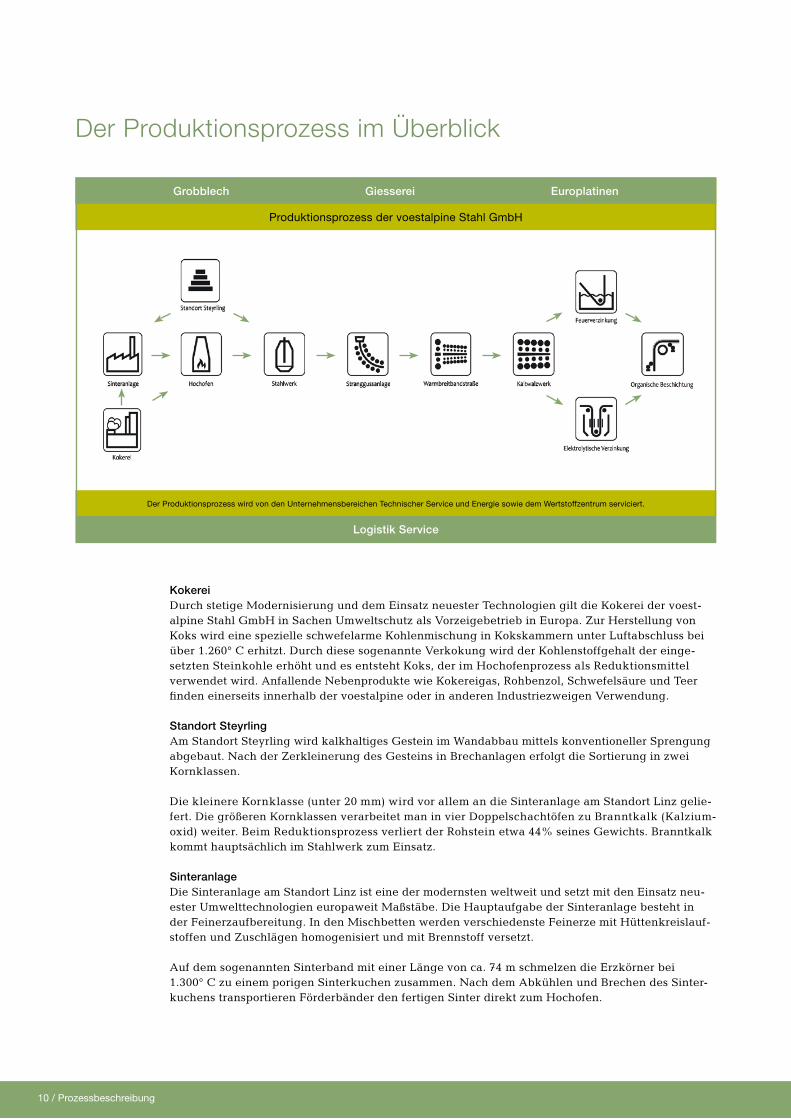
KokereiDurch stetige Modernisierung und dem Einsatz neuester Technologien gilt die Kokerei der voest-alpine Stahl GmbH in Sachen Umweltschutz als Vorzeigebetrieb in Europa. Zur Herstellung von Koks wird eine spezielle schwefelarme Kohlenmischung in Kokskammern unter Luftabschluss bei über 1.260° C erhitzt. Durch diese sogenannte Verkokung wird der Kohlenstoffgehalt der einge-setzten Steinkohle erhöht und es entsteht Koks, der im Hochofenprozess als Reduktionsmittel ver wendet wird. Anfallende Nebenprodukte wie Kokereigas, Rohbenzol, Schwefelsäure und Teer finden einerseits innerhalb der voestalpine oder in anderen Industriezweigen Verwendung.
Standort SteyrlingAm Standort Steyrling wird kalkhaltiges Gestein im Wandabbau mittels konventioneller Sprengung abgebaut. Nach der Zerkleinerung des Gesteins in Brechanlagen erfolgt die Sortierung in zwei Kornklassen.
Die kleinere Kornklasse (unter 20 mm) wird vor allem an die Sinteranlage am Standort Linz gelie-fert. Die größeren Kornklassen verarbeitet man in vier Doppel schachtöfen zu Branntkalk (Kalzium-oxid) weiter. Beim Reduktionsprozess verliert der Rohstein etwa 44% seines Gewichts. Branntkalk kommt hauptsächlich im Stahlwerk zum Einsatz.
SinteranlageDie Sinteranlage am Standort Linz ist eine der modernsten weltweit und setzt mit den Einsatz neu-ester Umwelttechnologien europaweit Maßstäbe. Die Hauptaufgabe der Sinteranlage besteht in der Feinerzaufbereitung. In den Mischbetten werden verschiedenste Feinerze mit Hüttenkreislauf-stoffen und Zuschlägen homogenisiert und mit Brennstoff versetzt.
Auf dem sogenannten Sinterband mit einer Länge von ca. 74 m schmelzen die Erzkörner bei 1.300° C zu einem porigen Sinterkuchen zusammen. Nach dem Abkühlen und Brechen des Sinter-kuchens transportieren Förderbänder den fertigen Sinter direkt zum Hochofen.
Der Produktionsprozess im Überblick
Grobblech Giesserei Europlatinen
Logistik Service
Produktionsprozess der voestalpine Stahl Gmbh
Der Produktionsprozess wird von den Unternehmensbereichen technischer Service und Energie sowie dem Wertstoffzentrum serviciert.
Prozessbeschreibung / 11
HochofenDer Hochofenprozess arbeitet nach dem Gegenstromprinzip. Dabei gibt man am oberen Teil des Hochofens, der Gicht, schichtweise Koks und Eisenträger auf. Die Mischung wandert von oben nach unten durch den Schacht, während in entgegengesetzter Richtung sich die Gasphase bewegt.
Nach Einblasung von 1.200° C heißer Luft in den Schacht reagiert der Sauerstoff mit dem Kohlenstoff des Kokses, wobei es zum Schmelzreduktionsprozess kommt. Das flüssige Roheisen und die gebil-dete Schlacke sammelt sich im unteren Bereich des Hochofens. Durch regelmäßiges Öffnen des Ab-stichloches im Gestell gelangt das Roheisen in Rohrpfannen zur Weiterverarbeitung ins Stahlwerk.
Im betriebsinternen Wertstoffzentrum erfolgt die Aufbereitung der Schlacke zu hochwertigen Pro-dukten für die Bau- und Zementindustrie. Das entstandene Gichtgas ist ein wertvoller Energie träger und findet, nach einem zweistufigen Reinigungsprozess, seinen Einsatz in internen Prozessen.
StahlwerkIm Stahlwerk wandelt man mittels LD-Verfahren das flüssige Roheisen aus dem Hochofen in hoch-wertigen Stahl um. Der Tiegel wird zuerst mit Schrott und anschließend mit dem flüssigen Roheisen befüllt. Durch das Aufblasen von Sauerstoff mittels einer wassergekühlten Lanze werden Kohlen-stoff und unerwünschte Begleitelemente aus dem Stahlbad entfernt. In der Sekundärmetallurgie erfolgt mittels Pfannenofen und Vakuumanlage die Veredelung des Stahls zur gewünschten Zusam-mensetzung. Entstaubungsanlagen sorgen für die Absaugung der staubhaltigen Abluft am Konver-ter, den Pfannen und der Umleerstation.
StranggießanlagenIm Stahlwerk sind die Stranggießanlagen integriert. Nach dem Einfüllen des flüssigen Stahls in den Verteiler kann in die Kokille mit einem definierten Querschnitt abgegossen und sofort mit der Wasser kühlung begonnen werden. Der Strang erstarrt immer mehr, während er durch den Gieß-bogen wan dert. Am Ende trennen die Brennschneidemaschinen den Strang auf das festgelegte Brammenmaß.
12 / Prozessbeschreibung
WarmwalzwerkUm Energie einzusparen verarbeitet man, durch Einsatz von Warmhalteboxen und intelligenter Logistik, die Brammen so heiß wie möglich. In den Stoßöfen und im Hubbalkenofen erwärmen sich die Brammen auf ca. 1.200° C. Zuerst entfernt der Zunderwäscher die anhaftende Zunderschicht, um anschließend die Bramme auf der sogenannten Breitbandstraße zu walzen. Es entsteht dabei in weniger als drei Minuten ein bis zu 1,7 km langes und max. 1,65 m breites Stahlband, welches noch im warmen Zustand zu Bunden aufgewickelt wird.
KaltwalzwerkIm Kaltwalzwerk erfolgt eine weitere Verdünnung des Stahlbandes mittels zwei Prozessschritten – dem Beizen und dem Walzen. Nach dem Beizen der Stahlbänder erfolgt die Walzung mit einer Dickengenauigkeit bis zu einem hundertstel Millimeter. Dabei bleibt das Material extrem druck- und zugfest. Die in den Regenerationsanlagen der Beizen entstehenden Nebenprodukte wie z.B. Eisenoxid und Eisensulfat werden an externe Kunden verkauft.
FeuerverzinkungUm das Stahlband zu veredeln, sprich die Oberflächenqualität zu verbessern, besteht die Möglich-keit einer Beschichtung mit flüssigem Zink. In den Feuerverzinkungsanlagen wird kaltgewalztes, ungeglühtes Kaltband in einem kontinuierlichen Prozess gereinigt, geglüht und mittels Zinkbad mit einer Zinkschicht überzogen. Diese Zinkschicht schützt das Kaltband vor Korrosion und liegt oft im Tausendstelmillimeterbereich. Den Abschluss des Feuerverzinkungsprozesses bildet die Ober-flächenbehandlung und -konservierung (Passivierung). Die Vorwärm- und Glühöfen sind mit Low-NOx-Brennern ausgestattet, um Emissionen zu minimieren.
Elektrolytische VerzinkungAnders als bei der Feuerverzinkung erzielt man bei dieser Technik die Zinkschicht durch das Anlegen hoher Ströme aus einer Elektrolytlösung. Diese Methode ermöglicht beidseitig sehr ge-ringe Schichtdicken des Überzugs. Nachdem das Band die Qualitätsprüfung bestanden hat, kann es verpackt und an den Kunden geliefert oder in der organischen Beschichtungsanlage weiterbe-handelt werden.
Prozessbeschreibung / 13
Organische BeschichtungIn der organischen Beschichtung besteht die Möglichkeit ein umfassendes Spektrum an beschich-teten Stahlbändern zu erzeugen, welches sich durch dauerhaften Korrosionsschutz bei unverän-derter Schichtdicke und durch eine hohe Verformbarkeit auszeichnet. In den Bandbeschichtungs-anlagen erfolgt die Beschichtung des Bandes mittels einer „Pick-up“-Rolle, welche den Lack aus der Lackwanne aufnimmt und das Band in verschiedenen Farben und Schichtdicken beschichtet. Die Technologie bringt im Vergleich zu herkömmlichen Stücklackierungen enorme Vorteile für die Umwelt, da kaum Lackverluste entstehen.
Wertstoff-ZentrumDas Wertstoff-Zentrum ist das Kompetenzzentrum für die Aufbereitung und Vermarktung von Hüttennebenprodukten. Durch die Aufbereitung der Kreislaufstoffe im Wertstoffzentrum können diese wieder im Produktionsprozess eingesetzt werden, was einen maßgeblichen Beitrag zur Res-sourcenschonung darstellt.
Kraftwerk/Stromversorgung Während des Produktionsprozesses entstehen Prozess- oder Kuppelgase (Gichtgas, Kokereigas, Tiegelgas), welche einerseits als Energie für diverse Öfen im Werksgelände dienen und ande-rerseits die Basis für die Stromerzeugung im Werksgelände bilden. Im Kraftwerk produziert die voest alpine Stahl GmbH nahezu den gesamten im Werk benötigten Strom sowie auch einen Teil der benötigten Wärme. Darüber hinaus versorgt das Kraftwerk das Werksgelände mit Dampf, Nutz-, Kühl- und Speisewasser. Der Energiebedarf am Standort Linz deckt sich so größtenteils selbst und stellt damit die ökonomische und ökologische Verwertung der Prozessgase und -wär-me sicher.
Technische MedienDie Kernaufgabe der Technischen Medien sind die Planung, der Betrieb, der optimierte Einsatz und die Instandhaltung aller Versorgungsnetze wie z.B. Gas, Wasser, Dampf des Standortes Linz.
14 / Gesellschaften
Die voestalpine Giesserei Linz GmbH ist eine 100%ige Tochter der voestalpine Stahl GmbH und besteht aus den beiden Produktionsbereichen Stahl- sowie Nichteisenmetallguss. Gemeinsam mit qualifizierten Mitarbeitern wird das Unternehmen mit sehr spezifischen Produkten auf höchstem Qualitätsniveau allen Anforderungen ihrer globalen Kunden auf der Basis umweltschonender Ferti gungsprozesse gerecht. Die Stahlgießerei produziert Stahlguss für die thermische Energieer-zeugung, für den Maschinenbau sowie für Offshore-Anwendungen bis zu einem Einzelgewicht von rund 170 t. Die nach spezifischen Kundenzeichnungen erzeugten Gussteile werden hauptsächlich als Gehäuse für Gas- oder Dampfturbinen eingesetzt. Weltmarktführer ist der Stahlguss in Linz bei der Erzeugung größter Turbinengehäuse. Große Komponenten werden auch für Kompressoren, die beim Transport bzw. zur Druckerhöhung von Erdgas in Pipelines zum Einsatz kommen, produziert.
Die Stahlgießerei exportiert ihre Erzeugnisse in alle Welt. Ihre Umsätze verteilen sich global projekt spezifisch und liegen im Durchschnitt in etwa gleichverteilt auf USA, Asien und Europa bei einem Österreichanteil von etwas über 10%.
Die Nichteisenmetallgießerei ist ein international anerkannter Lieferant von wartungsfreien Gleit-elementen sowie qualitativ hochwertigen Kompaktschiebern, die zur Kraftumlenkung hauptsächlich bei Presswerkzeugen für die Automobilindustrie eingesetzt werden. Die Produkte der Nichteisen-metallgießerei werden hauptsächlich in Europa mit Schwerpunkt Deutschland umgesetzt, wobei jedoch der Lieferanteil für Asien steigt.
voestalpine Giesserei Linz GmbH

Gesellschaften / 15
Die voestalpine Grobblech GmbH ist eine 100%ige Tochter der voestalpine Stahl GmbH mit Fir-mensitz in Linz. Mit seinen rund 500 Mitarbeitern liefert es 700.000 t Grobbleche in die Segmente Energie, Bau und Maschinenbau sowie Handel und Distribution.
Als Top-Lieferant für hochqualitative Nischenprodukte am Energiemarkt ist die voestalpine Grobblech GmbH ein führender Anbieter für sauergasbeständige Röhrenbleche und hochfeste Tiefseebleche für Pipelines sowie thermomechanisch gewalzte Konstruktionsstähle für Offshore-Plattformen. In Europa ist das Unternehmen der führende Hersteller für walzplattierte Bleche und Böden. Als Kom plett anbieter liefert die voestalpine Grobblech GmbH Mantelbleche, Böden und Konen für den anspruchsvollen Kesselbau aus einer Hand und bietet hochfeste und verschleißfeste Stähle für den Stahl-, Brücken- und Fahrzeugbau.
voestalpine Grobblech GmbH
Die Logistik Service GmbH (LogServ) wurde am 1.04.2001 als 100%ige Tochter der voestalpine Stahl GmbH gegründet.
LogServ ist Full-Service-Anbieter für industrielle Logistik und spricht mit ihren Dienstleistungen die heimische Großindustrie an. Die Kunden der LogServ sind vor allem in der Metallerzeugung und -verarbeitung, in der Baustoff- und Prozessindustrie, im Maschinen- und Anlagenbau und auch in der Automobil- und Automobilzulieferindustrie zu Hause. Auf dem Eisenbahnsektor werden Betreiber von Werks- und Anschlussbahnen, private Eisenbahn-verkehrsunternehmen und Privatgüterwagenvermieter betreut.
Unter der Marke CargoServ bietet LogServ als privates Eisenbahnverkehrsunternehmen alternative Eisenbahnkonzepte für Ganzzugs-Gütertransporte auf dem öffentlichen Schienennetz an.
Logistik Service GmbHCargo Service GmbH
16 / Gesellschaften
Die voestalpine Europlatinen GmbH ist ein 100%iges Tochterunternehmen der voestalpine Auto-motive GmbH. Das Unternehmen versteht sich als Automobilzulieferant mit dem Anspruch der Qualitätsführerschaft. Im Geschäftsjahr 2009/10 wurde am Standort Linz mit zirka 193 Mitarbeitern ein Umsatz von rund 100 Millionen Euro erwirtschaftet.
Das Hauptprodukt der voestalpine Europlatinen GmbH ist die lasergeschweißte Platine. Diese entsteht durch das Fügen von zwei oder mehreren Blechen unterschiedlicher Dicke, unterschied-licher Festigkeit und/oder unterschiedlicher Beschichtung mittels Laserstrahl und ist ein Vor-produkt für Pressteile für den Karosseriebau. Dieses maßgeschneiderte Produktangebot – im internationalen Sprachgebrauch als Tailor Welded Blank bezeichnet – leistet neben der Verbesse-rung der Kosteneffizienz einen Beitrag zur Gewichtsreduzierung und damit zur Umweltrelevanz von Kraftfahrzeugen sowie zur Funktionsoptimierung der Karosseriebauteile.
Die Erzeugung gliedert sich im Wesentlichen auf zwei Produktionsschritte: Stanzen und Laser-schweißen. Mit zwei Stanzanlagen können jährlich ca. 30 Millionen Präzisionsstanzteile erzeugt werden. Für die Fertigung lasergeschweißter Platinen beträgt die Produktionskapazität mittels sieben großteils vollautomatisierter Laserschweißanlagen mit insgesamt 13 Produktionsästen im Jahr zirka zwölf Millionen Stück.
Das Kundenportfolio beinhaltet die meisten Automobilhersteller Europas sowie bedeutende „Tier 1“-Zulieferbetriebe, wobei der Fokus auf die Belieferung von Automobilproduktionsstätten im frachtnahen Raum bis etwa 1.000 km Radius liegt. In begründeten Sonderfällen werden Kunden jedoch mit Lieferungen auch in den außereuropäischen Raum begleitet.
Umweltpolitik der voestalpine Europlatinen GmbH Die voestalpine Europlatinen GmbH bekennt sich zur Charta für eine langfristig tragfähige Entwicklung (sustainable development) der Internationalen Handelskammer (ICC) und zu den Umweltgrundsätzen der World Steel Association.
Mit den im Folgenden festgeschriebenen Absichten und Zielsetzungen hinsichtlich Umwelt, ver-pflichtet sich die voestalpine Europlatinen GmbH, zur ständigen Verbesserung der betrieblichen
voestalpine Europlatinen GmbH
Zum Dienstleistungsangebot der LogServ gehören:
Werksinterne Logistik: Betriebsführung Werks- und Anschlussbahnen, � Waggon management, eigener Donauhafen mit leistungsfähigen Umschlaganlagen, interne Schwer- und Sondertransporte auf der StraßeSupply Chain Management (Abwicklung aller Abläufe in der gesamten Logistikkette), �Logistik-Outsourcing, Logistik-Beratung, KontraktlogistikZolldienstleistungen �Planung, Koordination und Management europäischer Landverkehre �Werkstättenleistungen für Lokomotiven und Güterwaggons �Gleis- und Sicherungstechnik: Neubau, Adaptierung, Umbau und Wartung �Technisches Büro für Eisenbahnbau: Planung, Projektierung, Behördeneinreichungen, �Leistungsausschreibung und BauüberwachungFuhrparkmanagement für alle Transportmittel �PKW-Werkstätte �Werkstätten für Schwer- und Sonderfahrzeuge �Öffentliche Tankstelle am Standort Linz �Private Eisenbahntraktion auf dem öffentlichen Schienennetz unter der Marke CargoServ �LogServ-Bahnakademie: Aus- und Weiterbildung für Bahnpersonal �
Gesellschaften / 17
Leistungen zum Schutz der Umwelt am Standort. Zur Verringerung der Umweltauswirkungen bringen wir die beste verfügbare und wirtschaftlich vertretbare Technik zur Anwendung. Die Ein haltung der relevanten gesetzlichen Umweltschutzbestimmungen ist uns dabei eine Selbst-verständlichkeit.
Wir betrachten Umweltschutz als wichtige Aufgabe der Unternehmensführung. �Wir betreiben ein Umweltmanagementsystem zur Umsetzung unserer umweltpolitischen �Leitlinien in konkretes Handeln.Der Aufbau des Umweltmanagement-Systems erfolgt in Übereinstimmung mit ISO 14001 �und EMAS. Wir fördern Wissen und Verantwortungsbewusstsein unserer Mitarbeiter und die � Zusammenarbeit auf allen Ebenen.Wir verwenden Rohmaterialien und Energien so sparsam wie möglich. �Wir vermeiden und reduzieren die von unseren Produktionsprozessen und Tätigkeiten �ausgehenden Umweltauswirkungen so weit als möglich. Wir führen einen offenen und sachlichen Dialog mit Kunden, Behörden, Anrainern und �der interessierten Öffentlichkeit. Der stofflichen und thermischen Verwertung wird der Vorzug gegeben. �Wir tragen durch unsere Produktentwicklung zu einer Verringerung der Umwelt- �auswirkung während der Produktionsphase bei (Gewichtsersparnis, geringerer Treibstoffverbrauch, verbesserter Materialeinsatz).
Die Geschäftsführung der voestalpine Europlatinen GmbH bekennt sich ausdrücklich zu den ange-führten Qualitätsgrundsätzen.
Stahl kommt bei der Klimavorsorge eine Schlüssel-
rolle zu. Das Ergebnis einer Studie der Unternehmens-
beratung The Boston Consulting Group, die unab-
hängig im Auftrag der Wirtschaftsvereinigung Stahl
erstellt wurde, zeigt am Beispiel Deutschland, dass
sich ein Drittel der bis 2020 geplanten CO2-Reduk-
tionen nur mithilfe innovativer Stahlprodukte und
deren Anwendungen verwirklichen lässt.
18 / aktuelle umweltrelevante themen
CO2 –Stahl, ein Beitrag zum Klimaschutz
Darin werden die CO2-Einsparungen aus wesentlichen innovativen Stahlanwendungen, wie effizienteren Kraftwerken, Windenergieanlagen oder leichteren Fahrzeugen den durch die Stahl-produktion verursachten CO2-Emissionen gegenübergestellt. Die Untersuchung zeigt, dass die Einsparpotenziale durch den Einsatz von Stahl höher sind als die Emissionen aus der Stahlerzeu-gung selbst.
Die Stahlindustrie macht aufgrund ihrer prozessbedingten CO2-Emissionen aus der Reduktion von Eisenerz zu Roheisen und dessen Verarbeitung zu Stahl einen merklichen Teil der industriellen CO2 -Emissionen aus. Doch diese alleinige Art der Betrachtung der CO2-Emissionen während des Produktionsprozesses ist nur die eine Seite. Vielmehr hat eine vorausschauende Klimapolitik auch zu berücksichtigen, welchen Beitrag der Stahl zu den Emissionseinsparungen in den Sektoren Energie, Verkehr und Haushalte leistet.
Die größten Einsparmöglichkeiten liegen in der Erneuerung fossiler Kraftwerke, beim Ausbau der Windenergie, der Gewichtsreduktion von Pkw, beim Ausbau der Kraft-Wärme-Kopplung sowie bei weiteren erneuerbaren Energien wie Geothermie, Biomasse und Wasser.
Stahl kommt demzufolge eine Schlüsselrolle zu, um die ambitionierten Klimaziele zu erreichen. Aus technischen und ökonomischen Gründen kann man Stahl an vielen Stellen nicht durch alternative Werkstoffe ersetzen. Für Kraftwerksbauten oder die Nutzung der Windenergie ist er praktisch un-verzichtbar. Der Großteil der Minderungspotenziale ist ausschließlich durch die Anwendung von Stahl und nicht durch andere Werkstoffe zu realisieren. Eine leistungsfähige Stahlindustrie, welche die erforderlichen innovativen Stahlprodukte liefern kann, ist ein wichtiger Beitrag zu einer erfolg-reichen Klimapolitik. Das derzeit in der Europäischen Kommission diskutierte Belastungsausmaß der europäischen Stahlindustrie, durch den CO2-Zertifikatehandel ab 2013, sollte auch aus diesem Blickwinkel betrachtet und dementsprechend gewürdigt werden.
aktuelle umweltrelevante themen / 19
Aktuelle Beispiele seitens voestalpine zum Klimaschutzbeitrag durch die laufende Weiterentwick-lung und Optimierung des Produktes Stahl im Bereich:
Autoindustrie (z.B. Leichtbauweise durch höherfeste Stähle – Gewichtseinsparung – � Treibstoffreduktion – indirekter Beitrag für Sektor Verkehr, zur Senkung der spezifischen CO2-Emissionen pro km) Bahnsysteme (z.B. Schienenprodukte für Hochleistungsstrecken; koordinierte Ent- �wicklung von Radstählen und Schienen – Ausbau von Hochleistungsbahnsystemen zur Verlagerung Verkehr auf Schienen...) Energietechnik (z.B. Werkstoffe für Schlüsselkomponenten kalorischer Kraftwerke zur �Wirkungsgradverbesserung, Werkstoffe für erneuerbare Energiequellen – Wasserkraft, Windkraft, Solarthermie, Photovoltaik etc.; Werkstoffe für die Energieübertragung und -speicherung)
Außerdem ist die voestalpine ständig bemüht Energieeffizienzpotenziale auszuloten und umzu setzen, um auch entsprechende CO2-Reduktionseffekte bei der Produktion zu erzielen. Im Folgenden sind einige Beispiele aus der unmittelbaren Vergangenheit aufgelistet:
Laufende Optimierung zur vollständigen Verwertung der bei der Stahlherstellung � an fallenden Kuppelgase in den Kraftwerksanlagen und sonstigen Industrieöfen Substitution von Reduktionsmitteln fossilen Ursprungs (Koks, Heizöl schwer) im Hoch- �ofen durch Nebenprodukte aus anderen Prozessstufen (z.B. Rohteer und Koksgas aus Kokereiprozess) sowie speziell aufbereitete Rest-/Abfallfraktionen (z.B. Altöle, Kunststoffe) Fernwärmeauskopplung für Kommunen �CO � 2-Einsparung durch Logistikoptimierung ( z.B. Verschiebung von Lkw- auf Bahn-verkehr, Optimierung der Transportwege)
20 / aktuelle umweltrelevante themen
Drei Jahre REaCh und ein herausforderndes Jahr 2010
Drei Jahre nach dem Inkrafttreten der europäischen
Chemikalienverordnung REACH (Registration, Eva-
luation, Authorisation and Restriction of Chemicals),
dürfen nach Ablauf bestimmter Fristen nur mehr jene
Chemikalien, die umfassend bewertet und mit einer
Registrierungsnummer der Europäischen Chemikalien
Agentur (ECHA) versehen wurden, auf den EU-Markt
gebracht und verwendet werden.
Mit 1. Dezember 2008 wurde im voestalpine-Konzern die Vorregistrierung von Stoffen fristgerecht abgeschlossen. Insgesamt waren 28 Konzerngesellschaften betroffen, die auf elektronischem Weg etwa 1.000 Vorregistrierungen an die ECHA mit Sitz in Helsinki meldeten.
Mit 1. Dezember 2010 endet die erste von drei Fristen zur Durchführung der Registrierung von Stoffen, weitere Termine in den Jahren 2013 und 2018 folgen gestaffelt nach Mengenschwelle und Gefährlichkeitsmerkmalen. Die voestalpine wird natürlich alle ihre Verpflichtungen termingerecht erledigen. Nach derzeitigem Stand sind etwa 23 Stoffe von sieben Konzerntochtergesellschaften zu registrieren. Im Laufe der zweiten Jahreshälfte 2010 reichen die voestalpine-Gesellschaften ihre firmenspezifischen Registrierungsdossiers bei der ECHA ein.
Einen überwiegenden Teil der von voestalpine-Tochtergesellschaften zugekauften, registrierungs-pflichtigen Stoffen und Zubereitungen registrieren die Lieferanten innerhalb und außerhalb der Europäischen Union selbst.
Weiters hat sich der Stahlsektor global auf eine einheitliche Positionierung hinsichtlich der Abgren-zung von metallischen Halbzeugen (z.B. Bramme, Knüppel) als Erzeugnis gemäß REACH-Definition geeinigt. Die voestalpine konnte dazu die schriftliche Unterstützung der österreichischen REACH-Behörde, dem Umweltministerium, erreichen. Einen einheitlichen Standpunkt aller Behörden der Mitgliedsstaaten gilt es auf europäischer Ebene noch festzulegen.

aktuelle umweltrelevante themen / 21
22 / aktuelle umweltrelevante themen
IPPC – Stand der Technik
Die in der Gewerbeordnung und in den spezifischen
Emissionsverordnungen zugrunde gelegte IPPC-Richt-
linie (Integrated Pollution Prevention and Control Di-
rective), gibt den Stand der Umwelttechnik vor und
wird daher in der voestalpine bei jedem geplanten,
umweltrelevanten Projekt, ob Neuinvestition oder An-
passung einer Betriebsanlage, immer als Basis neben
den nationalen Regelwerken herangezogen.
Damit ist gewährleistet, dass die erforderlichen umwelttechnischen Erneuerungen und Anpassungen gemäß des letzten Standes der Technik umgesetzt und gleichzeitig die entsprechenden Gesetze und Verordnungen eingehalten werden.
Die IPPC-Anlagen sind in der Richtlinie aufgelistet und in eigenen Dokumenten (BREFs = Best Available Technique Reference Documents) umfassend hinsichtlich der besten verfügbaren Tech-niken (BVT) mit Schwerpunkt Umweltschutz beschrieben und für jedermann zugänglich. Der Stand ort Linz betreibt derzeit 20 solcher Produktionsanlagen, welche in diese Kategorien fallen. Ziel der „integrierten Betrachtung“ ist ein hohes Maß an Schutz für die Umwelt insgesamt zu erreichen (Schutz der Luft, des Wassers und des Bodens) und nicht etwa die Luft zu Lasten des Wassers zu schützen. Es sind für jede BVT die Emissionsgrenzwerte angegeben, die nach entspre-chender Umsetzung erreicht werden können. Emissionsgrenzwerte in Genehmigungsbescheiden müssen sich an diesen „besten verfügbaren Techniken“ orientieren.
Derzeit wird die IPPC-Richtlinie einer Revision unterzogen. Die neue gültige Fassung, mit dem neuen Namen „Industrieemissionsrichtlinie“ (IE-RL) oder IE-D (Industrial Emissions Directive) soll in naher Zukunft in Kraft gesetzt und veröffentlich werden. Einer der Schwerpunkte ist eine europaweite Vereinheitlichung der anlagenbezogenen Emissionsgrenzwerte, für jeden industriellen Sektor. Die erreichbaren Emissionswerte sind nach Anwendung der jeweiligen BREF’s und einer festgelegten Übergangsfrist einzuhalten.
Die voestalpine nimmt aktiv bei den Revisionsprozessen der BREF’s teil, indem sie Beiträge bezüg-lich „bester verfügbarer Techniken“ (BVT) leistet, die im industriellen Maßstab in den eigenen IPPC- Betriebsanlagen erfolgreich realisiert werden konnten und kann zusätzlich Neuentwicklungen frühzeitig erkennen.
Integriertes Management-System / 23
Das Integrierte Management-System
Die Division Stahl betreibt ein integriertes
Management- System, das schwerpunktmäßig die
Themen Qualität, Sicherheit und Umwelt umfasst.
Kompetenzzentren unterstützen die dezentralen
Geschäftseinheiten am Standort Linz bei der opera-
tiven Umsetzung dieses Management-Systems.
Es ist erklärtes Ziel dieses integrierten Ansatzes, Prozesse und Abläufe ganzheitlich zu betrachten und dahingehend zu optimieren, dass Qualitäts-, Sicherheits- und Umweltansprüche gleichermaßen erfüllt werden.
Ein wichtiges Element dieses Management-Systems ist ein umfassendes Personen-Netzwerk. Für alle Prozesse wurden Ansprechpersonen definiert, die gemeinsam mit den Kompetenzzentren das Management-System vor Ort umsetzen.
Experten erfassen alle umweltrelevanten Stoffströme am Standort, welche die Basis für die jähr-liche Umweltprüfung bilden. Daraus werden eine Umweltstrategie sowie konkrete Maßnahmen und Ziele zur Verminderung der Umweltauswirkungen abgeleitet. Darüber hinaus werden dezentral alle nicht-quantifizierbaren Umweltauswirkungen mithilfe einer ABC-Bewertung eingestuft und im Rahmen einer Umwelt-FMEA potenzielle Umweltrisiken abge-schätzt. Zusätzlich zu diesen Instrumenten liefert auch der kontinuierliche Verbesserungsprozess Inputs für das jährliche Umweltprogramm.
Die Einhaltung gesetzlicher Bestimmungen wird durch eine zentrale Rechtsabteilung, ein elektro-nisches Bescheidverwaltungssystem und Schulungen zu aktuellen Gesetzesänderungen sicherge-stellt. Für größere Projekte werden eigens interdisziplinäre Projektgruppen ins Leben gerufen, die sich um die Umsetzung der Bescheidauflagen kümmern. Im Rahmen von internen Audits wird die Einhaltung der Rechtsbestimmungen stichprobenartig überprüft.
Für ein nachhaltig wirksames Umweltmanagement ist die Verankerung des Umweltgedankens bei allen Mitarbeitern unerlässlich, weshalb bewusstseinsbildende Maßnahmen das Management-Sys-tem abrunden.
24 / Unternehmensgrundsätze
Unternehmensgrundsätze der Division Stahl
Ausgewogenheit bei Produktivität, Qualität,
Sicherheit und Umwelt ist unser Schlüssel für
„einen Schritt voraus“
Die Division Stahl strebt die Qualitäts-, Technologie- und Ergebnisführerschaft in der europä-ischen Stahlindustrie an und stellt sich der Herausforderung, Wachstum und Wettbewerbsfä-higkeit mit umweltbewusstem und sozial verträglichem Handeln zu verbinden. Das integrierte Managementsystem für Qualität, Sicherheit, Umwelt und Risiko leistet einen wesentlichen Bei -trag zur Erreichung dieser Zielsetzung, weshalb sich die Unternehmensführung zu folgenden Grundsätzen bekennt:
KundenorientierungNicht wir, sondern unsere Kunden definieren, was Qualität ist – aber wir liefern sie. Wir richten die Prozesse an den Kundenbedürfnissen aus und legen damit die Basis für nachhaltige Kundenzufrie-denheit.
Innovation und kontinuierliche VerbesserungMit guten Leistungen geben wir uns nicht zufrieden. Innovation und kontinuierliche Verbes-serung sind die Voraussetzungen für den Erfolg und die Wertsteigerung unseres Unternehmens. Es ist daher Aufgabe und Herausforderung eines jeden Mitarbeiters, aktiv Verbesserung zu betreiben.
MitarbeiterentwicklungKompetente und motivierte Menschen sind die bedeutendste Kraft in unserem Unternehmen. Daher fördern und fordern wir unsere Mitarbeiter, ihr Wissen, ihr Verantwortungsbewusstsein und ihre Zusammenarbeit auf allen Ebenen. Wir schaffen eine moderne, attraktive Arbeitswelt, in der diese Mitarbeiter zur Höchstform auflaufen können.
Ziele & Kennzahlen (Messbare Erfolge)Erst konkrete Ziele und deren lückenlose Kommunikation machen die Umsetzung unserer Strategie möglich. Kennzahlen zeigen uns, ob wir auf Kurs sind oder steuernd eingreifen müssen.
RisikomanagementDas Erkennen von Chancen und Risiken, welche die Steigerung unseres Unternehmenswertes sichern bzw. gefährden, ist eine wichtige Managementaufgabe und damit integraler Bestandteil der Unternehmensaktivitäten.
Sicherheit & GesundheitDas Unternehmen und die Mitarbeiter sind gleichermaßen für Sicherheit und Gesundheit verant-wortlich. Deshalb schaffen wir sichere Bedingungen am Arbeitsplatz und fördern die Eigenver-antwortung aller Mitarbeiter, bewusst und positiv mit sich selbst und ihrem Umfeld umzugehen – auch außerhalb der Arbeitszeiten.
Unternehmensgrundsätze / 25
Prävention (Vorbeugung) Arbeitsunfälle, Gesundheitsbeeinträchtigungen, Umweltschäden, Qualitätsprobleme und Schadens-fälle an Anlagen sind durch vorbeugendes Handeln vermeidbar. Fehler, die trotzdem auftreten, betrachten wir als Chance zu lernen. Sie werden daher dokumentiert, analysiert und korrigiert.
LieferantenZur Sicherstellung der Leistungserbringung an unsere Kunden pflegen wir partnerschaftliche Beziehungen zu unseren Lieferanten.
UmweltschutzEin sparsamer Umgang mit Rohstoffen und Energien, sowie die Minimierung von Umweltauswir-kungen tun nicht nur der Umwelt gut, sondern helfen uns auch Kosten einzusparen. Wir sind uns unserer gesellschaftlichen Verantwortung bewusst und setzen mit unserer Umwelttechnik Stand-ards in einem wirtschaftlich vertretbaren Ausmaß.
Umfeld & PartnerschaftenDas gesamte Unternehmensumfeld ist für unseren Erfolg mit ausschlaggebend. Eine offene Kom-munikation und langfristige Partnerschaften mit allen Interessensgruppen sehen wir als Basis für gemeinsame, nachhaltige Lösungen. Die Berücksichtigung verschiedenster Anliegen und die Ein-haltung der rechtlichen Bestimmungen entsprechen unserem Selbstverständnis.
Revision 2, 21.01.2011
26 / legal Compliance
legal Compliance – zertifiziertes Umweltmanagementsystem am Standort Linz und Steyrling
Seit Herbst 1999 betreibt die voestalpine Stahl GmbH
an den Standorten Linz und Steyrling ein zertif iziertes
Umweltmanagementsystem nach der EMAS-Verordnung
(Eco Management and Audit Scheme) und ISO 14001.
Die EMAS-Verordnung wurde von der Europäischen Union entwickelt und ist ein Integrationswerk aus Umweltmanagement und Umweltbetriebsprüfung für Unternehmen, die ihre Umweltleistung verbessern wollen. Gemäß dieser Verordnung wird die Einhaltung aller Rechtsbestimmungen, Ge-setze, Richtlinien und Verordnungen und speziell die Anforderungen der Umweltthemen als Legal Compliance bezeichnet und für die Zertifizierung auch vorausgesetzt.
Zur Ableitung aller zur Einhaltung von Rechtsbestimmungen erforderlichen Handlungen und Maß-nahmen bedient sich die voestalpine entsprechender Fachexperten. Diese Spezialisten sind über die aktuellsten gesetzlichen Bestimmungen informiert und verfügen über die erforderlichen Fachkennt-nisse. Die Steuerung von Aufgaben zur Erfüllung rechtlicher Vorschriften für die Errichtung, den Betrieb und auch die Stilllegung von Betriebsanlagen und Bauten innerhalb dieses Expertenkreises und der jeweiligen Verantwortlichen, erfolgt über eine eigene Prozessorganisation – dem sogenann-ten „Behördenteam“. Die jeweiligen Forderungen aus aktuell geltenden betriebsanlagenrechtlichen Rahmenbedingungen (Bescheide, Gesetze, Verordnungen…) und notwendigen Maßnahmen zur Erwirkung entsprechender Behördengenehmigungen, werden in Form von Arbeitspaketen bzw. Arbeitsaufträgen an die jeweiligen Bedarfsträger bzw. für die operative Umsetzung den Verantwort-lichen kommuniziert. Im Zuge von regelmäßigen Jour-Fixe-Terminen des Behördenteams ist, durch entsprechende Rückkopplung über die jeweiligen Fachexperten, die Überwachung der ordnungsge-mäßen Umsetzung der Arbeitsaufträge gewährleistet bzw. werden dabei ggfs. erforderliche Korrek-turmaßnahmen eingeleitet. Alle umweltrelevanten Messungen werden beispielsweise zentral im Messzeitplan zusammengefasst und die Durchführung entsprechend eingetaktet. Aufgaben für wie-derkehrende Prüfungen von Anlagen werden den jeweiligen Fachabteilungen zugeordnet und die Umsetzung mit den dazugehörigen Dokumentationssystemen (z.B. SAP – Wartungs- und Instandhal-tungssystem) nachgewiesen.
Die Bescheidverwaltung, eine auf SAP basierende Software, dient zur Unterstützung bei der Verwaltung von Behördenschriftstücken und beim Auflagenmanagement für eine termingerechte Erfüllung von Bescheidauflagen. Langfristig ist geplant, die Bescheidverwaltungssoftware mit den jeweiligen Softwareapplikationen der Fachabteilungen, über eine integrierte IT-Architektur für ein automatisiertes Dokumentationsmanagement zu vernetzen.
Durch die Prozessorganisation „Behördenteam“ wird die vollständige, zeitgerechte Umsetzung von Aufgaben, aus Vorschriften betreffend betriebsanlagenrechtlicher Rahmenbedingungen sowie sonstiger Behördenforderungen, eingetaktet. Durch die regelmäßigen Jour-Fixe-Termine ist die Überwachung aufgrund eines begleitenden Monitorings durch die Fachexperten gewährleistet.

legal Compliance / 27
28 / Sicherheitsmaßnahmen
Information der Öffentlichkeit über die Sicherheitsmaß-
nahmen und das richtige Verhalten bei einem Industrie-
unfall gemäß § 13 der Industrie unfallverordnung (IUV)
Ihre Sicherheit ist uns ein Anliegen!
Die voestalpine Stahl GmbH betreibt am Standort Linz unter anderem Anlagen, die der IUV unterlie-gen und informiert hiermit über Sicherheitsmaßnahmen und das richtige Verhalten bei Industrieun-fällen.
Nicht jede Störung einer Anlage ist auch ein Industrieunfall. Als Industrieunfall bezeichnet man ein Ereignis, bei dem durch Freisetzung bestimmter gefährlicher Stoffe eine Gefahr für Menschen und/oder die Umwelt entstehen kann. Die Vorsorgepflicht für die Verhinderung und Begrenzung von In-dustrieunfällen ist in der IUV geregelt. Aufgrund der umfangreichen Sicherheitsvorkehrungen, die im Rahmen der Produktion seit jeher angewendet werden, ist die Wahrscheinlichkeit, dass Sie als Nach-bar durch die Auswirkungen eines Industrieunfalls betroffen werden, außerordentlich gering. Ein Industrieunfall kann nur dann eintreten, wenn alle vorbeugenden technischen und organisatorischen Maßnahmen gleichzeitig versagen. Sollte trotz aller Sicherheitsvorkehrungen und Vorsichtsmaß-nahmen ein Industrieunfall eintreten, dann gibt Ihnen diese Information Ratschläge, was zu tun ist.
Im integrierten Hüttenwerk befinden sich vier sicherheitstechnisch relevante Anlagenbereiche, deren Auswirkungen im Zuge eines Industrieunfalls über die Werksgrenzen reichen können.
Koksofenbatterien inkl. Kokereigasgewinnung mit Leitungssystem und Gasometer �Teerscheide- und Rohbenzolanlage inkl. Lagertank �Hochofenanlage inkl. Gichtgasreinigung mit Leitungssystem und Gasometer �Tiegelbetrieb inkl. Tiegelgasreinigung mit Leitungssystem und Gasometer �
Eine Luftzerlegungsanlage nach dem Linde-Niederdruckverfahren ist eine weitere sicherheitsrele-vante Anlage auf dem Werksgelände Linz, die von der Firma Linde Gas GmbH betrieben wird. Die möglichen Auswirkungen dieser Anlage sind in der Ihnen vorliegenden Information mit berück-sichtigt. Die in den genannten Anlagen, der voestalpine Stahl GmbH und Linde Gas GmbH, befind-lichen Stoffe unterliegen den Bestimmungen des 8a-Abschnittes der Gewerbeordnung 1994. Die Mitteilung an die Behörde im Sinne des § 84c Abs. 2 GewO 1994 ist erfolgt. Entsprechende Sicher-heitsberichte wurden der Behörde vorgelegt.
Bei den erstellten Sicherheitsberichten wird unter anderem auf folgende Sicherheitsaspekte geachtet:
Die Prozesse und Reaktionen laufen in geschlossenen Systemen sicher ab. �Gefährliche Stoffe werden, wenn möglich, ersetzt und die verbleibenden Mengen auf das �unbedingt erforderliche Maß reduziert.Bei der Planung und dem Betrieb der Anlagen ist die Vermeidung von Unfällen von vor- �rangiger Bedeutung.Die Sicherheitssysteme sind grundsätzlich mehrstufig. �Die Anlagen werden von gut ausgebildetem und regelmäßig geschultem Personal � betrieben, gewartet und geprüft.Die Anlagen werden nach gesetzlichen Vorschriften von internen und externen � Sachverständigen (z.B. TÜV) regelmäßig geprüft.
Sicherheitsmaßnahmen / 29
Für alle genannten Anlagen bestehen strenge behördliche Sicherheitsauflagen. Aufgrund dieser Vorschreibungen und der von den Betreibern wahrgenommenen Vorsorgepflichten hat es seit Be-stehen des Werkes keinen Unfall gegeben, der die Bevölkerung in Mitleidenschaft gezogen hätte.
Trotz der hohen Sicherheit der Anlagen lassen sich Unfälle jedoch nie vollständig ausschließen. Wenn auch die Wahrscheinlichkeit eines Unfalleintrittes mit Wirkung über den Werksbereich hinaus außerordentlich gering ist, möchte die voestalpine Stahl GmbH dennoch vorbeugend über mögliche Auswirkungen und Maßnahmen zu deren Begrenzung informieren.
Koksofenbatterien inkl. Kokereigasgewinnung mit Leitungssystem und GasometerIm Bereich Kokerei wird der für den Einsatz im Hochofen benötigte Koks erzeugt. Zu diesem Zweck wird fein gemahlene Kohle in Koksöfen, die zu Batterien à 40 Stück zusammengefasst sind, für einen Zeitraum von etwa 18 Stunden auf eine Temperatur von ca. 1.250° C erhitzt. Bei diesem Vor-gang verkokt die Kohle, d. h. sie backt unter Abgabe ihrer gasförmigen Bestandteile zusammen. Diese gasförmigen Bestandteile nennt man Kokereigas, das nach einer hochgradigen Reinigung in der Kokerei selbst, im Kraftwerk und in den diversen Ofenanlagen des Werkes als Brenngas einge-setzt wird. Zu diesem Zweck wird neben einem Leitungsnetz auch ein Gasometer zur Pufferung des Gases betrieben. Das gesamte System ist selbstverständlich geschlossen. Kokereigas enthält etwa 7% Kohlenmonoxid und ist, wie alle brennbaren Gase, in einem bestimmten Mischungsverhältnis mit Luft zündfähig.
Teerscheide- und Rohbenzolanlage inkl. LagertankRohteer und Rohbenzol fallen als Kuppelprodukt im Rahmen der hochgradigen Reinigung des Kokereigases an. Das Rohbenzol wird in zwei Wäschern mittels Waschöls aus dem Kokereigas ausgewaschen, durch Destillation aus dem im Kreislauf befindlichen Waschöl wieder entfernt und in einem 2.000 m3 fassenden Tank zum Verkauf zwischengelagert. Der Rohbenzol-Lager-tank wird abgesaugt, der Abfüllvorgang erfolgt mit einem Gaspendelsystem, sodass keine Emis-sionen entstehen können. Rohbenzol enthält bis zu 85% Benzol. Die Dämpfe sind, wie bei allen brennbaren Flüssigkeiten, in einem bestimmten Mischverhältnis mit Luft zündfähig. Der Roh-teer schlägt sich mit dem Kondensat aus dem Kokerei-Rohgas nieder und wird in Teerscheidern vom Kondensat getrennt. Über die Teerzwischenbehälter wird der Rohteer in die Rohteertanks gepumpt. Die einzelnen Teile der Teerscheideanlagen verfügen über ein flüssigkeitsdichtes Tas-sensystem, so dass ein Austritt in die Umwelt verhindert werden kann. Rohteer und Rohbenzol befinden sich bis zur Abfüllung in Kesselwaggons bzw. dem Einsatz in Produktionsanlagen im geschlossenen System.
Hochofenanlage inkl. Gichtgasreinigung mit Leitungssystem und GasometerBei der Erzeugung von Roheisen im Hochofen fällt als Neben- bzw. Kuppelprodukt das Hochofen-gas, in der Fachsprache als Gichtgas bezeichnet, an. Dieses Gichtgas wird in Gasreinigungsanlagen mit hoher Effizienz vom Staub befreit und wird beim Hochofen selbst, im Kraftwerk, in der Kokerei und in diversen Ofenanlagen des Werkes als Brenngas eingesetzt. Zu diesem Zweck wird neben dem notwendigen Leitungsnetz ein Gasometer zur Pufferung des Gases betrieben. Das gesamte System ist geschlossen. Gichtgas enthält etwa 25% Kohlenmonoxid und ist, wie alle brennbaren Gase, in einem bestimmten Mischungsverhältnis mit Luft zündfähig.
Tiegelbetrieb inkl. Tiegelgasreinigung mit Leitungssystem und GasometerStahl unterscheidet sich chemisch von Eisen im Wesentlichen durch seinen niedrigeren Kohlen-stoffgehalt. Der im Roheisen (das im Hochofen gewonnen wird) enthaltene Kohlenstoff wird bei der Gewinnung von Stahl im LD-Stahlwerk durch das Aufblasen von reinem Sauerstoff aus der Stahl-schmelze entfernt. Bei diesem Vorgang entsteht das sogenannte Tiegelgas. Dieses wird nach einer hochgradigen Reinigung in Elektrofiltern dem Gichtgas, zur Anhebung des Heizwertes, geregelt zugemischt. Zu diesem Zweck wird neben einem Leitungsnetz auch ein Gasometer zur Pufferung des Gases betrieben. Das gesamte System ist selbstverständlich geschlossen. Tiegelgas enthält
Information zu den sicherheitsrelevanten Anlagen und durchgeführten Tätigkeiten
30 / Sicherheitsmaßnahmen
etwa 60% Kohlenmonoxid und ist, wie alle brennbaren Gase, in einem bestimmten Mischungsver-hältnis mit Luft zündfähig.
LuftzerlegungsanlageIn den Luftzerlegungsanlagen (LZA) der Fa. Linde Gas GmbH wird Luft durch Rektifikation in ihre Bestandteile Stickstoff, Sauerstoff und Argon getrennt. Die gewonnenen Gase werden entweder gas-förmig an Verbraucher im Werksgelände der voestalpine Stahl GmbH oder im Chemiepark abgege-ben oder verflüssigt, tiefkalt gelagert und in Tankfahrzeuge abgefüllt. Neben dem Rohstoff Luft und verschiedenen Energien wird für die Argonfeinreinigung einer LZA noch Wasserstoff benötigt, der aus dem Chemiepark bezogen und zusätzlich in einem Drucktank vorrätig gehalten wird.
Bei allen Anlagen ist aufgrund der ständigen Überwachung durch das Anlagenpersonal, der regel-mäßig wiederkehrenden Prüfungen und der oben beschriebenen Sicherheitsvorkehrungen einhoher Sicherheitsstandard gewährleistet.
Sollte es trotz aller technischen und organisatorischen Schutzmaßnahmen zu einem Industrieun-fall kommen, so ist neben Bränden und Explosionen die Freisetzung giftiger Stoffe eine mögliche Gefahr. In einem solchen Fall können die Beeinträchtigungen der Gesundheit von Menschen oder der Umwelt außerhalb des Werksgeländes, insbesondere durch Gase oder Dämpfe, die durch die Luftströmung mitgetragen werden, nicht völlig ausgeschlossen werden.
Bei folgenden Stoffen besteht ein möglicherweise über die Werksgrenzen hinausgehendes Gefah-renpotenzial infolge von Stofffreisetzungen.
Kohlenmonoxid ist enthalten in:
Kokereigas (ca. 7 Vol.-% CO) �Hochofengas (ca. 25 Vol.-% CO) �Tiegelgas (ca. 60 Vol.-% CO) �
Die angeführten Prozessgase sind leicht entzündlich und aufgrund ihres CO-Anteiles als giftig eingestuft. Bei Freisetzung tritt ein Verdünnungseffekt mit der Umgebungsluft ein, sodass je nach Einwirkungskonzentration unterschiedliche Symptome, wie Kopfschmerzen, Schwindel, Übelkeit, Schläfrigkeit, Erstickungsanfälle, Bewusstlosigkeit und Atemlähmung auftreten können.
Erste HilfeVerletzte an die frische Luft bringen, bequem lagern und beengende Kleidungsstücke lockern. Bei Atemstillstand sofort Atemspende durchführen, wenn möglich Sauerstoffzufuhr ermöglichen. Arzt zum Unfallort rufen. Verletzte nicht auskühlen lassen. Bei Gefahr der Bewusstlosigkeit Lagerung und Transport in stabiler Seitenlage.
BenzolBenzol ist in Leichtöl Kohle (bis 80 Vol.-%) enthalten. Benzol ist eine leicht entzündliche, aroma-tisch riechende Flüssigkeit und kann Krebs hervorrufen. Die Benzoldämpfe sind schwerer als Luft. Das Einatmen von hoher Benzoldampf-Konzentration bewirkt Kopfschmerzen, Schwindel, Übelkeit, Rauschzustände, Herzrhythmusstörungen, Schläfrigkeit und Bewusstlosigkeit. Verletzte an die frische Luft bringen, bequem lagern, und beengende Kleidungsstücke lockern. Bei Atemstillstand sofort Atemspende. Benetzte Kleidungsstücke sofort entfernen. Betroffene Körperstellen reichlich mit Wasser spülen. Bei Augenkontakt die Augen 10 bis 15 Minuten mit Wasser spülen. Arzt zum Unfallort rufen. Verletzte nicht auskühlen lassen. Bei Gefahr der Bewusstlosigkeit Lagerung und Transport in stabiler Seitenlage. Von den in der Luftzerlegungsanlage vorhandenen gefährlichen Stoffen – Sauerstoff und Wasserstoff – sind aufgrund ihrer Menge und Eigenschaften (beide ungif-tig) sowie durch die vorhandenen Abstände keine Gefährdung der Nachbarschaft außerhalb vom Werksgelände der voestalpine Stahl GmbH zu erwarten.
Information über die Art der Gefahren und deren mögliche Folgen
Sicherheitsmaßnahmen / 31
MaßnahmenDie Maßnahmen zur Bekämpfung von Unfällen und zur größtmöglichen Begrenzung der Unfall-folgen sind im Notfallplan der voestalpine Stahl GmbH geregelt. Dieser wird laufend aktualisiert und mit dem Baurechtsamt und der Feuerwehr der Stadt Linz im Sinne des Grundsatzbescheides der Landeshauptstadt Linz abgestimmt. Die vorgesehenen Maßnahmen sind daher zwingend vor-geschrieben. Der Sicherheitsbericht der voestalpine Stahl GmbH wurde am 28.09.2007 dem Ma-gistrat Linz übergeben und ist Bestandteil der durch die Behörde durchgeführten Überprüfungen die auch zur Abstimmung der laufenden Anpassungen, im Sinne des Abschnitts 8a GewO 1994, dienen. Bezüglich der Luftzerlegungsanlage wurde seitens der Firma Linde Gas GmbH ebenfalls ein Sicherheitsbericht erstellt.
Externer NotfallplanEinzelheiten über die Alarmierung und die Maßnahmen außerhalb des Betriebes sind dem exter-nen Notfallplan zu entnehmen, der von der städtischen Feuerwehr erstellt wird und die erforder-lichen Maßnahmen im Falle der Gefahrenstufe IV gemäß dem internen Notfallplan beinhaltet.
Verständigungsablauf (Auszug aus dem Notfallplan der voestalpine Stahl GmbH)Gemäß dem Notfallplan der voestalpine Stahl GmbH sind folgende Maßnahmen festgelegt:
Betriebsfeuerwehr rückt aus mit Zugstärke und Atemschutzfahrzeug �Feuerwehr der Stadt Linz rückt aus �Bildung einer Einsatzzentrale vor Ort, Leitung Feuerwehr der Stadt Linz �Maßnahmen zur Gefahrenbeseitigung, z.B. Festlegung der Absperrbereiche durch � Gassuchtrupp, Evakuierung der Absperrbereiche, Rundfunkdurchsagen usw.
WarnungDie Warnung der Öffentlichkeit erfolgt im Falle eines außenwirksamen Störfalles durch einen Sirenenton. Der Verlauf eines möglichen Industrieunfalls im Werksgelände der voestalpine Stahl GmbH sowie alle für richtiges Verhalten wichtigen Meldungen, werden über Rundfunk bekannt gemacht. Diese Vorgangsweise sowie die Art der notwendigen Meldungen an die Behörden, ist in einem Bescheid des Magistrats der Landeshauptstadt Linz im Detail geregelt und somit verbind-lich vorgeschrieben.
AchtungBitte im Alarmfall nicht ohne zwingenden Grund anrufen, um die Leitungen für die Einsatzmann-schaften frei zu halten.
Auskünfte und weitere Informationen:Betriebsfeuerwehr: T. +43/50304/15-8445Abteilung Umwelt: T. +43/50304/15-2999Abteilung Arbeitssicherheit: T. +43/50304/15-6190Linde Gas GmbH: T. +43/50/4273-4262
32 / Umweltprogramm 2010
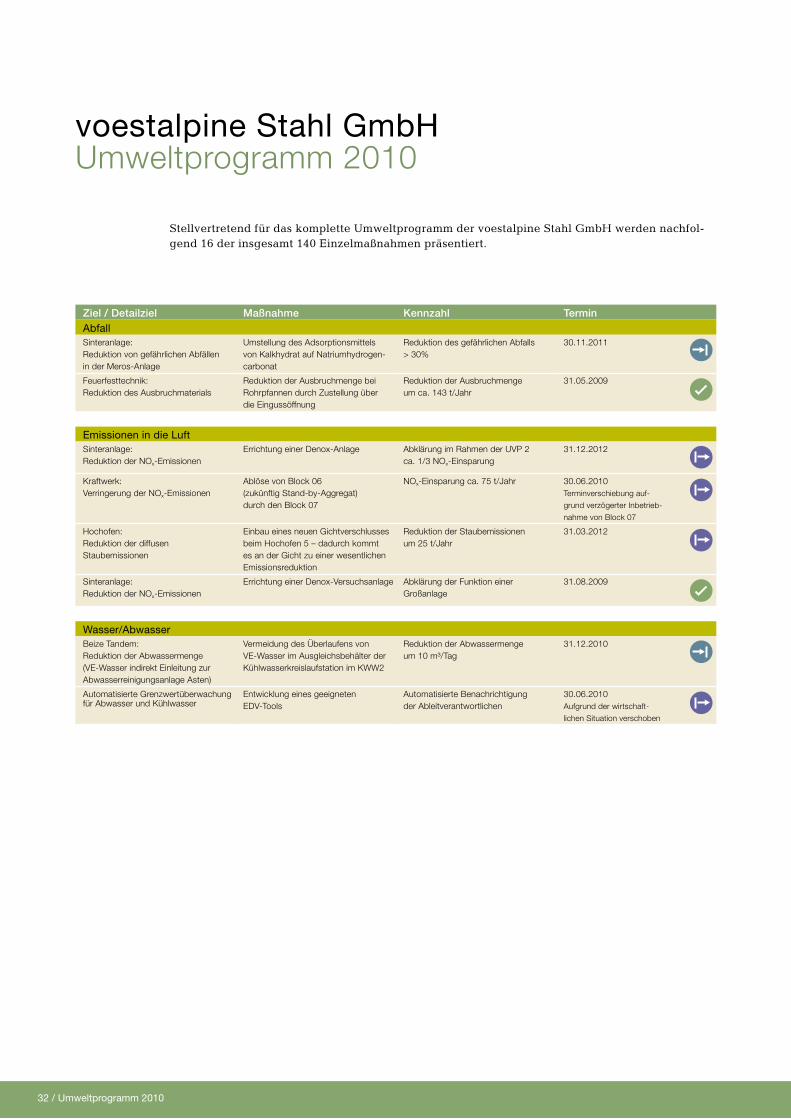
Ziel / Detailziel Maßnahme Kennzahl TerminabfallSinteranlage: Reduktion von gefährlichen Abfällen in der Meros-Anlage
Umstellung des Adsorptionsmittels von Kalkhydrat auf Natriumhydrogen-carbonat
Reduktion des gefährlichen Abfalls > 30%
30.11.2011
Feuerfesttechnik: Reduktion des Ausbruchmaterials
Reduktion der Ausbruchmenge bei Rohrpfannen durch Zustellung über die Eingussöffnung
Reduktion der Ausbruchmenge um ca. 143 t/Jahr
31.05.2009
Emissionen in die luftSinteranlage: Reduktion der NOx-Emissionen
Errichtung einer Denox-Anlage Abklärung im Rahmen der UVP 2ca. 1/3 NOx-Einsparung
31.12.2012
Kraftwerk: Verringerung der NOx-Emissionen
Ablöse von Block 06 (zukünftig Stand-by-Aggregat) durch den Block 07
NOx-Einsparung ca. 75 t/Jahr 30.06.2010Terminverschiebung auf-
grund verzögerter Inbetrieb-
nahme von Block 07
Hochofen: Reduktion der diffusen Staubemissionen
Einbau eines neuen Gichtverschlusses beim Hochofen 5 – dadurch kommt es an der Gicht zu einer wesentlichen Emissionsreduktion
Reduktion der Staubemissionen um 25 t/Jahr
31.03.2012
Sinteranlage: Reduktion der NOx-Emissionen
Errichtung einer Denox-Versuchsanlage Abklärung der Funktion einer Großanlage
31.08.2009
Wasser/abwasserBeize Tandem:Reduktion der Abwassermenge (VE-Wasser indirekt Einleitung zur Abwasserreinigungsanlage Asten)
Vermeidung des Überlaufens von VE-Wasser im Ausgleichsbehälter der Kühlwasserkreislaufstation im KWW2
Reduktion der Abwassermenge um 10 m³/Tag
31.12.2010
Automatisierte Grenzwertüberwachung für Abwasser und Kühlwasser
Entwicklung eines geeigneten EDV-Tools
Automatisierte Benachrichtigung der Ableitverantwortlichen
30.06.2010Aufgrund der wirtschaft-
lichen Situation verschoben
voestalpine Stahl GmbhUmweltprogramm 2010
Stellvertretend für das komplette Umweltprogramm der voestalpine Stahl GmbH werden nachfol-gend 16 der insgesamt 140 Einzelmaßnahmen präsentiert.
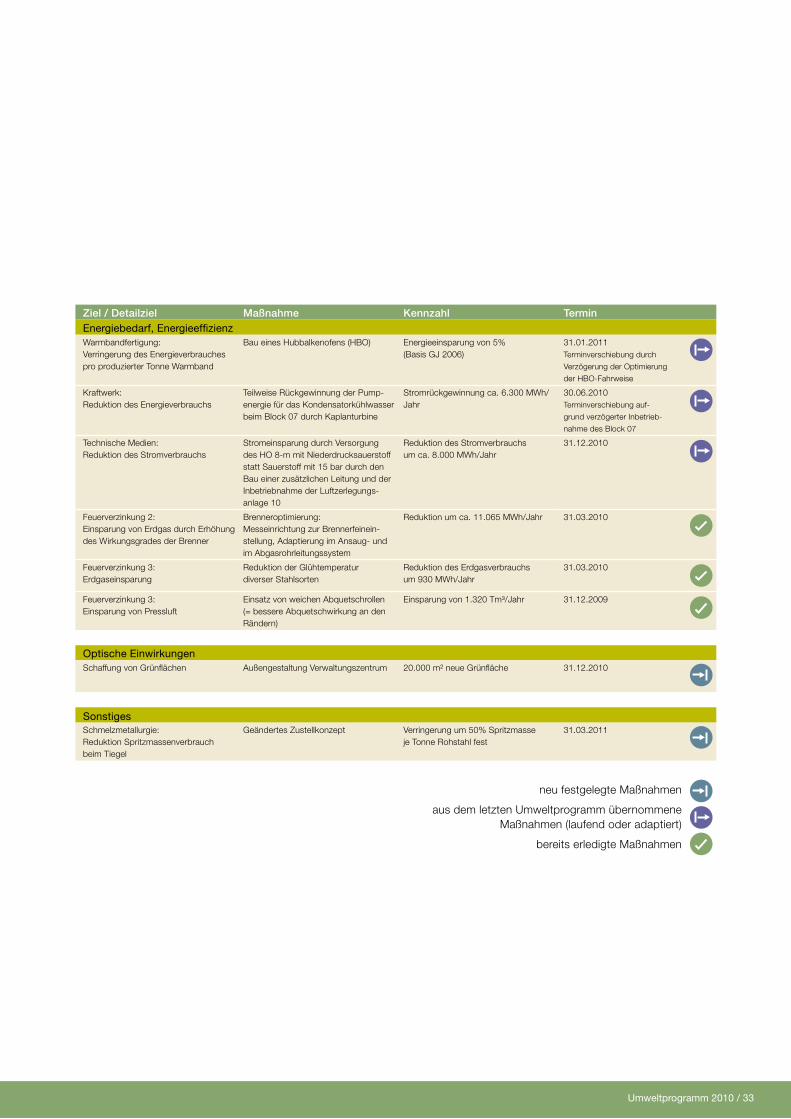
Umweltprogramm 2010 / 33
Ziel / Detailziel Maßnahme Kennzahl TerminEnergiebedarf, EnergieeffizienzWarmbandfertigung: Verringerung des Energieverbrauches pro produzierter Tonne Warmband
Bau eines Hubbalkenofens (HBO) Energieeinsparung von 5%(Basis GJ 2006)
31.01.2011Terminverschiebung durch
Verzögerung der Optimierung
der HBO-Fahrweise
Kraftwerk: Reduktion des Energieverbrauchs
Teilweise Rückgewinnung der Pump-energie für das Kondensatorkühlwasser beim Block 07 durch Kaplanturbine
Stromrückgewinnung ca. 6.300 MWh/Jahr
30.06.2010Terminverschiebung auf-
grund verzögerter Inbetrieb-
nahme des Block 07
Technische Medien: Reduktion des Stromverbrauchs
Stromeinsparung durch Versorgung des HO 8-m mit Niederdrucksauerstoff statt Sauerstoff mit 15 bar durch den Bau einer zusätzlichen Leitung und der Inbetriebnahme der Luftzerlegungs-anlage 10
Reduktion des Stromverbrauchs um ca. 8.000 MWh/Jahr
31.12.2010
Feuerverzinkung 2:Einsparung von Erdgas durch Erhöhung des Wirkungsgrades der Brenner
Brenneroptimierung: Messeinrichtung zur Brennerfeinein-stellung, Adaptierung im Ansaug- und im Abgasrohrleitungssystem
Reduktion um ca. 11.065 MWh/Jahr 31.03.2010
Feuerverzinkung 3: Erdgaseinsparung
Reduktion der Glühtemperatur diverser Stahlsorten
Reduktion des Erdgasverbrauchs um 930 MWh/Jahr
31.03.2010
Feuerverzinkung 3:Einsparung von Pressluft
Einsatz von weichen Abquetschrollen (= bessere Abquetschwirkung an den Rändern)
Einsparung von 1.320 Tm³/Jahr 31.12.2009
Optische EinwirkungenSchaffung von Grünflächen Außengestaltung Verwaltungszentrum 20.000 m² neue Grünfläche 31.12.2010
SonstigesSchmelzmetallurgie: Reduktion Spritzmassenverbrauch beim Tiegel
Geändertes Zustellkonzept Verringerung um 50% Spritzmasse je Tonne Rohstahl fest
31.03.2011
neu festgelegte Maßnahmen
aus dem letzten Umweltprogramm übernommene Maßnahmen (laufend oder adaptiert)
bereits erledigte Maßnahmen
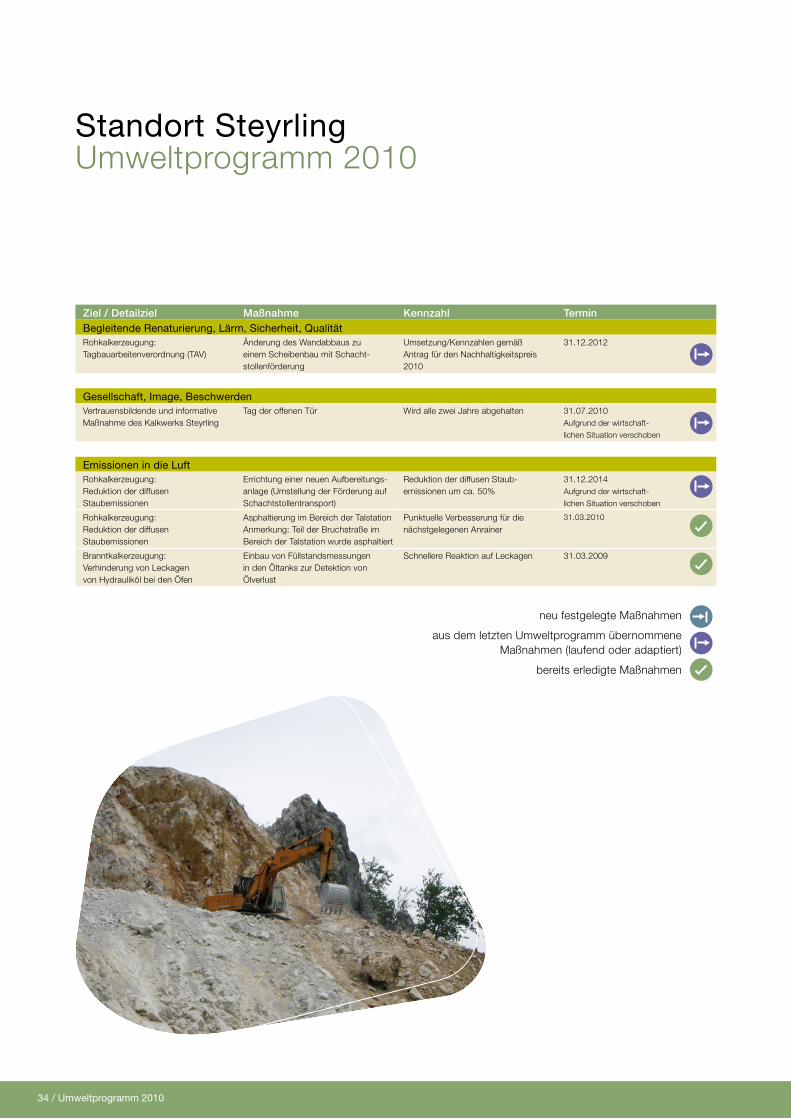
34 / Umweltprogramm 2010
Ziel / Detailziel Maßnahme Kennzahl TerminBegleitende Renaturierung, lärm, Sicherheit, QualitätRohkalkerzeugung:Tagbauarbeitenverordnung (TAV)
Änderung des Wandabbaus zu einem Scheibenbau mit Schacht-stollenförderung
Umsetzung/Kennzahlen gemäß Antrag für den Nachhaltigkeitspreis 2010
31.12.2012
Gesellschaft, Image, BeschwerdenVertrauensbildende und informative Maßnahme des Kalkwerks Steyrling
Tag der offenen Tür Wird alle zwei Jahre abgehalten 31.07.2010Aufgrund der wirtschaft-
lichen Situation verschoben
Emissionen in die luftRohkalkerzeugung:Reduktion der diffusen Staubemissionen
Errichtung einer neuen Aufbereitungs-anlage (Umstellung der Förderung auf Schachtstollentransport)
Reduktion der diffusen Staub-emissionen um ca. 50%
31.12.2014Aufgrund der wirtschaft-
lichen Situation verschoben
Rohkalkerzeugung:Reduktion der diffusen Staubemissionen
Asphaltierung im Bereich der TalstationAnmerkung: Teil der Bruchstraße im Bereich der Talstation wurde asphaltiert
Punktuelle Verbesserung für die nächstgelegenen Anrainer
31.03.2010
Branntkalkerzeugung:Verhinderung von Leckagen von Hydrauliköl bei den Öfen
Einbau von Füllstandsmessungen in den Öltanks zur Detektion von Ölverlust
Schnellere Reaktion auf Leckagen 31.03.2009
Standort SteyrlingUmweltprogramm 2010
neu festgelegte Maßnahmen
aus dem letzten Umweltprogramm übernommene Maßnahmen (laufend oder adaptiert)
bereits erledigte Maßnahmen

Umweltprogramm 2010 / 35
Ziel / Detailziel Maßnahme Kennzahl TerminluftemissionenReduktion von Schleifstaubemissionen im Bereich der Plattierung-Endfertigung
Errichtung einer Entgratemaschine inkl. Filteranlage – dadurch großteils Wegfall des händischen Entgratens ohne Absaugung
Verringerung der Staubemissionen durch gezielte Abführung über eine Filteranlage
30.06.2011
Reduktion der Schweißrauchemissionen im Bereich der Plattierung-Paketbau
Errichtung einer Paketschweißanlage inkl. Absaugung – dadurch größtenteils Wegfall des händischen Schweißens ohne Absaugung
Verringerung der Schweißrauch-emissionen durch gezielte Abführung über eine Filteranlage
31.08.2010
Reduktion der NOx-Emissionen des Stoßofens 1
Verlagerung der Sonderfahrweisen auf den erdgasbetriebenen Stoßofen 2
Verringerung der NOx-Emissionen auf max. 500 mg/Nm³
31.12.2012
Emissionsreduktion im Bereich der Wärmebehandlung/GT2
Stilllegung Durchlaufofen D17 Verringerung der Luftemissionen um ~ 5 t NOx/Jahr ; ~ 2 t SO2/Jahr
31.12.2010Verschiebung: aufgrund von
temporären Kapazitätsproblemen
wurde D17 nicht stillgelegt
Beeinträchtigung des BodensVermeidung von Bodenkontami-nation durch Hydrauliköl im Bereich Plattierung-Endfertigung
Austausch des Hydraulikbehälters der Richtpresse – Ersatz durch einen Doppelmantelbehälter
Verringerung des Risikopotenzials bzgl. Ölverlusten
31.08.2010
Wasser/abwasserReduktion der Einleitmenge in den Längsklärer, Erhöhung der Kreislaufmenge
Weiterverwendung thermisch belasteter Abwässer für die Schnellkühlung; Verwendung zusätzlicher Kreislauf-pumpen für die Rollgangspülung
Verringerung der Frachten Cr und Ni max. 5,0 kg pro Tag, Summe KW max. 200 kg pro Tag
31.10.2011
EnergieverbrauchReduktion des Stromverbrauches im Bereich der Adjustage
Wegfall des Blechwenders durch Errichtung eines neuen Inspektions-standes
Reduktion des Stromverbrauches um ca. 400 MWh/Jahr
31.12.2010Verschiebung: weitere
Optimierungen beim neuen
Inspektionsstand notwendig
Reduktion des Stromverbrauches des Stoßofens 1
Errichtung eines neuen Abgaskamins und dadurch Wegfall eines Treibluft-gebläses (160 kW)
Reduktion des Stromverbrauches um ca. 640 MWh/Jahr
30.06.2009
lärmLärmreduktion beim Stoßofen 1 Errichtung eines neuen Abgaskamins
und dadurch Wegfall eines Treibluft-gebläses (160 kW)
Lärmreduktion 30.06.2009
Verringerung von Lärm beim Wenden schwerer Bleche mit Kran
Errichtung eines Blechwenders in der Schleiferei (Adjustage)
Lärmverringerung 31.12.2009
voestalpine Grobblech GmbhUmweltprogramm 2010
In der nachfolgenden Tabelle werden stellvertretend für das komplette Umweltprogramm der voestalpine Grobblech GmbH 10 der insgesamt 17 Einzelmaßnahmen präsentiert.
neu festgelegte Maßnahmen
aus dem letzten Umweltprogramm übernommene Maßnahmen (laufend oder adaptiert)
bereits erledigte Maßnahmen
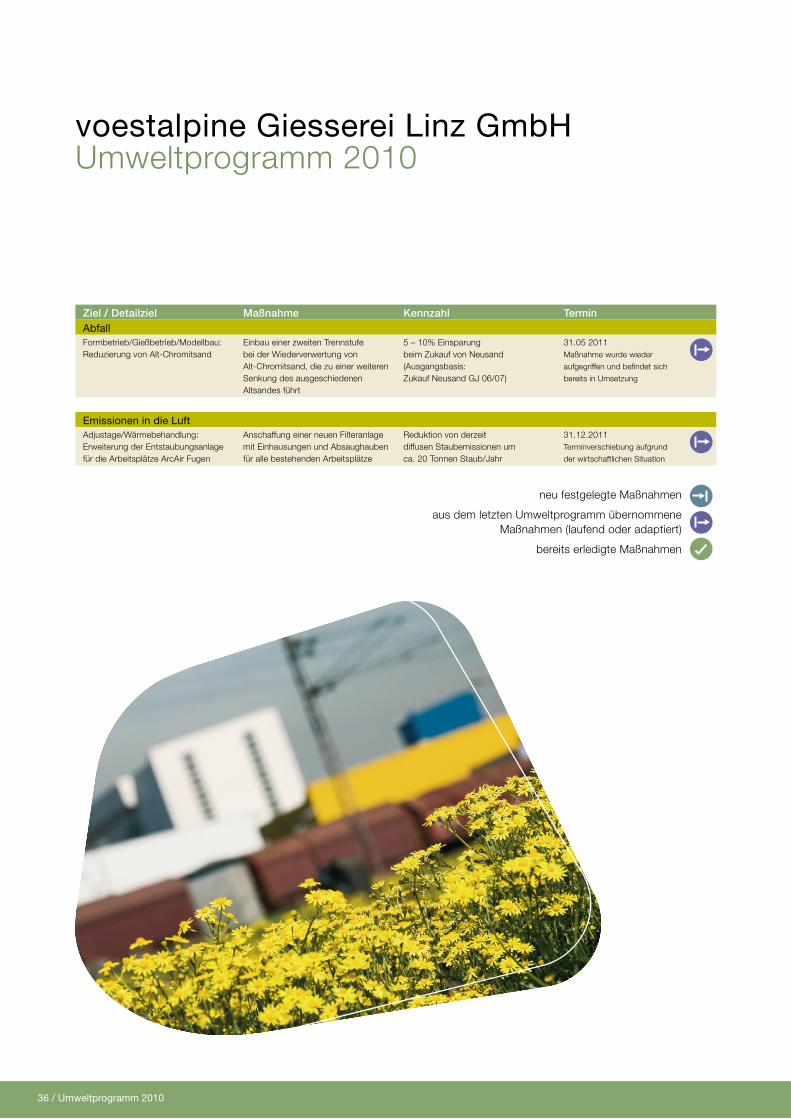
36 / Umweltprogramm 2010
Ziel / Detailziel Maßnahme Kennzahl TerminabfallFormbetrieb/Gießbetrieb/Modellbau:Reduzierung von Alt-Chromitsand
Einbau einer zweiten Trennstufe bei der Wiederverwertung von Alt-Chromitsand, die zu einer weiteren Senkung des ausgeschiedenen Altsandes führt
5 – 10% Einsparung beim Zukauf von Neusand (Ausgangsbasis: Zukauf Neusand GJ 06/07)
31.05 2011Maßnahme wurde wieder
aufgegriffen und befindet sich
bereits in Umsetzung
Emissionen in die luftAdjustage/Wärmebehandlung:Erweiterung der Entstaubungsanlage für die Arbeitsplätze ArcAir Fugen
Anschaffung einer neuen Filteranlage mit Einhausungen und Absaughauben für alle bestehenden Arbeitsplätze
Reduktion von derzeit diffusen Staub emissionen um ca. 20 Tonnen Staub/Jahr
31.12.2011Terminverschiebung aufgrund
der wirtschaftlichen Situation
voestalpine Giesserei linz GmbhUmweltprogramm 2010
neu festgelegte Maßnahmen
aus dem letzten Umweltprogramm übernommene Maßnahmen (laufend oder adaptiert)
bereits erledigte Maßnahmen
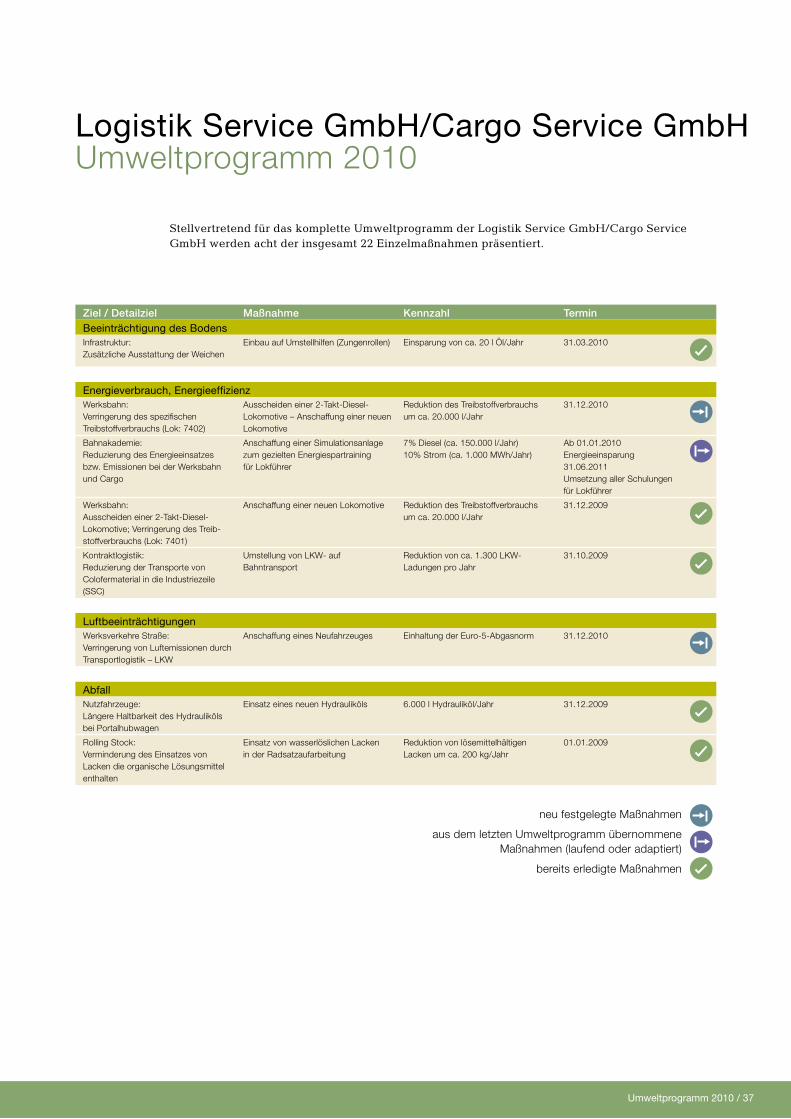
Umweltprogramm 2010 / 37
Ziel / Detailziel Maßnahme Kennzahl TerminBeeinträchtigung des BodensInfrastruktur:Zusätzliche Ausstattung der Weichen
Einbau auf Umstellhilfen (Zungenrollen) Einsparung von ca. 20 l Öl/Jahr 31.03.2010
Energieverbrauch, EnergieeffizienzWerksbahn: Verringerung des spezifischen Treibstoffverbrauchs (Lok: 7402)
Ausscheiden einer 2-Takt-Diesel-Lokomotive – Anschaffung einer neuen Lokomotive
Reduktion des Treibstoffverbrauchs um ca. 20.000 l/Jahr
31.12.2010
Bahnakademie: Reduzierung des Energieeinsatzes bzw. Emissionen bei der Werksbahn und Cargo
Anschaffung einer Simulationsanlage zum gezielten Energiespartraining für Lokführer
7% Diesel (ca. 150.000 l/Jahr)10% Strom (ca. 1.000 MWh/Jahr)
Ab 01.01.2010 Energieeinsparung 31.06.2011 Umsetzung aller Schulungen für Lokführer
Werksbahn: Ausscheiden einer 2-Takt-Diesel-Lokomotive; Verringerung des Treib-stoffverbrauchs (Lok: 7401)
Anschaffung einer neuen Lokomotive Reduktion des Treibstoffverbrauchs um ca. 20.000 l/Jahr
31.12.2009
Kontraktlogistik: Reduzierung der Transporte von Colofermaterial in die Industriezeile (SSC)
Umstellung von LKW- auf Bahntransport
Reduktion von ca. 1.300 LKW- Ladungen pro Jahr
31.10.2009
luftbeeinträchtigungenWerksverkehre Straße: Verringerung von Luftemissionen durch Transportlogistik – LKW
Anschaffung eines Neufahrzeuges Einhaltung der Euro-5-Abgasnorm 31.12.2010
abfallNutzfahrzeuge: Längere Haltbarkeit des Hydrauliköls bei Portalhubwagen
Einsatz eines neuen Hydrauliköls 6.000 l Hydrauliköl/Jahr 31.12.2009
Rolling Stock:Verminderung des Einsatzes von Lacken die organische Lösungsmittel enthalten
Einsatz von wasserlöslichen Lacken in der Radsatzaufarbeitung
Reduktion von lösemittelhältigen Lacken um ca. 200 kg/Jahr
01.01.2009
logistik Service Gmbh/Cargo Service GmbhUmweltprogramm 2010
Stellvertretend für das komplette Umweltprogramm der Logistik Service GmbH/Cargo Service GmbH werden acht der insgesamt 22 Einzelmaßnahmen präsentiert.
neu festgelegte Maßnahmen
aus dem letzten Umweltprogramm übernommene Maßnahmen (laufend oder adaptiert)
bereits erledigte Maßnahmen

Ziel / Detailziel Maßnahme Kennzahl TerminabfallRecycling von Ausschuss Nachschnitt Einsparung von Materialeinsatz
200 t/Jahr31.12.2011
Stanzanlagen: Vormaterialeinsparung
Reduzierung Coilbreiten 60 t/Jahrderzeit bei sieben Bauteilen 40 t/Jahr Einsparung erreicht
31.03.2011Terminverschiebung aufgrund
technischer Verzögerungen
Laserschweißanlagen: Reduzierung Verbrauch Auskoppelfenster
Optimierung Reinigung Reduktion auf 21 Stk./Jahr 31.03.2010
EnergieverbrauchWiedereinsatz von Betriebsmitteln Umbau von Betriebsmitteln aus ausge-
laufenen Produkten (z.B. Köcherplatten, Tooling, Paletten…) zum Wiedereinsatz
Ressourcenschonung, Einsparung Neuanschaffung € 40.000,-/Jahr
31.12.2010
Erhöhung Einsatzzeit Öl in Schweiß-anlagen
Erhöhung Einsatzzeit in Anlage durch Messung der Ölqualität
Reduzierung von ca. 100 Liter Öl/Linie bzw. Einsparung von 1.000 Liter Öl/Jahr
31.07.2010
Laserschweißanlagen:Licht
Getrennte Lichtschaltung auf Arbeits-bühne, Reduzierung Stromverbrauch
40.000 kWh Stromeinsparung pro Jahr 31.05.2010
Einführung Bahntransport Umstellung Transport von der Straße auf die Schiene
Einsparung im Vergleich von LKW zu Bahn liegt bei ca. 60% CO2-Aus-stoß/1000 km, dies sind 340.000 kg CO2-Ausstoß/Jahr
31.05.2010
Reduzierung des Energie -verbrauchs (Standby-Strom) bei produktionsfreier Zeit. Reduzierung Leerlaufverbrauch
Six-Sigma-Projekt (Analyse bis Umsetzung einzelner Maßnahmen)
Einsparung von 400.000 kWh/Jahr 31.12.2010Terminverschiebung
aufgrund Projektverzögerung
und Ressourcenengpässen
Umstellung auf 100% elektrisch betrie-bene Stapler
Austausch 14-t-Dieselstapler Staplerwechsel 31.05.2009
voestalpine Europlatinen GmbhUmweltprogramm 2010
neu festgelegte Maßnahmen
aus dem letzten Umweltprogramm übernommene Maßnahmen (laufend oder adaptiert)
bereits erledigte Maßnahmen
38 / Umweltprogramm 2010
Umweltprogramm 2010 / 39
MEROS – Umstellung des Adsorptionsmittels Kalkhydrat auf Natriumhydrogenkarbonat
Um eine Verbesserung der SO2-Abscheidung aus dem
Abgas der Sinteranlage und eine weitere Reduktion
von gefährlichen Abfällen zu erreichen, ist geplant bei
der Trockenabgasreinigungsanlage Meros (Maximised
Emission Reduction of Sintering) Kalkhydrat durch
Natriumhydrogenkarbonat als Additiv zu substituieren.
Die Abgasreinigungsanlage Meros besteht aus den Hauptkomponenten Additiveindüsung, Kondi-tionierung, Schlauchfilter und Rezirkulation des am Filter abgeschiedenen Feststoffes mit Aus-schleusung eines Teilstromes als Reststoff. Das im Elektrofilter vorentstaubte Abgas wird zunächst in einen Konditionierreaktor geführt, wobei unmittelbar vor Eintritt in den Reaktor ein Gemisch aus Aktivkohle und bis dato Kalkhydrat zudosiert wird. Während die Adsorption von Schwermetallen und organischen Luftschadstoffen an der Aktivkohle ohne weitere Behandlung vor sich geht, muss für eine wirksame Entschwefelung das Abgas durch Eindüsung von Wasser im Reaktor konditio-niert werden, wobei es von etwa 140° C bis 150° C auf 103° C abgekühlt wird. Erst dadurch kann das zuvor eingebrachte feinkörnige Kalkhydrat die im Abgas enthaltenen Sauergase, insbesondere Schwefeldioxid (SO2) aufnehmen. Die Reaktion geschieht dabei überwiegend an der Phasengrenze von Feststoff (Kalkhydrat), Flüssigphase (Oberfläche der in Verdampfung befindlichen feinen Was-sertropfen) und gasförmigem Schwefeldioxid.
Die überwiegende Menge des im Schlauchfilter abgeschiedenen Staubes, wird als Rezirkulat wieder in den Prozess zurückgeführt, um die Adsorbentien Aktivkohle und Kalkhydrat bestmög-lich auszunutzen. Dennoch liegt die Ausnutzung des Kalkhydrats deutlich unter der theoretischen Grenze, der Verbrauch ist etwa dreimal so hoch wie die aus den stöchiometrischen Daten errechne-te Mindestmenge.
Die Verfahrensumstellung (Natriumhydrogenkarbonat anstelle Kalkhydrat) hat das Ziel, durch Erhöhung der stöchiometrischen Ausnutzung des Entschwefelungsmittels, die Menge an gefähr-lichem Abfall signifikant zu reduzieren (geringere Menge an Filterstaub).
Für den Einsatz von Natriumhydrogenkarbonat braucht das Abgas nicht mehr abgekühlt werden, im Gegenteil, die Entschwefelung funktioniert bei Temperaturen ohne Abkühlung des Sinterab-gases, also im Bereich von 140° C bis 150° C.
Durch diese innovative Verfahrensumstellung der Abgasreinigung an der Sinteranlage zur Entschwe-felung des Abgases mit Natriumhydrogenkarbonat kann die Menge an gefährlichen Abfällen um etwa 2.700 Tonnen pro Jahr reduziert werden. Die voestalpine setzt damit weiter Maßstäbe in der Abfallvermeidung.

40 / Umweltprogramm 2010
Reduktion von Schleifstaubemissionen im Bereich der Plattierung-Endfertigung
Um die Staubbelastung beim Entgraten der Bleche zu
reduzieren, errichtet die voestalpine Grobblech GmbH
eine Entgratemaschine inklusive zugehöriger Filteranlage.
Die plattierten Bleche haben nach dem Plasmaschnitt mehr oder weniger stark ausgeprägte, zum Teil stark haftende „Brennbärte“, die aus qualitativen Gründen vor den nächsten Bearbeitungs-schritten entfernt werden müssen. Dies wird zurzeit von Mitarbeitern händisch mittels Winkel-schleifmaschinen durchgeführt, wobei dieser Bearbeitungsschritt mit Staubbelastungen verbunden ist. Die Errichtung einer Entgratemaschine inklusiver Filteranlage soll eine kontrollierte Absaugung dieser Staubemissionen ermöglichen und Staubbelastung in der Halle erheblich reduzieren.
Umweltprogramm 2010 / 41
Reduzierung des alt-Chromitsandes durch Einbau einer zweiten Trennstufe im Bereich der Chromerzsand-Trennanlage
In der voestalpine Giesserei Linz GmbH ist eine Opti-
mierung der Sandaufbereitung geplant. Dies erfolgt
durch den zusätzlichen Einbau einer Trenn stufe bei
der bestehenden Chromittrennanlage zur verbesser-
ten Wiederverwertung von Alt-Chromitsand.
Die Chromerzsand-Trennanlage wird durch einen neuen Trennturm samt neuer Filteranlage erwei-tert. Bisher wurde der anfallende Altsand in zwei Arten – die „magnetische Fraktion“ und „Quarz-sand-Regenerat“ aufgeteilt.
Die „magnetische Fraktion“ läuft zukünftig über zwei neue Fluidbett-Trennanlagen, wodurch sie sich zusätzlich mittels Schwachfeldmagneten in leichte bzw. schwere Partikel (in Grob- und Fein-fraktion) sowie in schwach und stark magnetische Partikel aufteilt. Alle neuen wie bestehenden Staubquellen werden über eine Absaugleitung erfasst und anstelle der bestehenden Filteranlage an eine neue Filteranlage angeschlossen. Die dabei entstehende Abluft wird als Reinluft in die Gießereihalle rückgeführt.
Durch die beschriebene Maßnahme sinkt die Menge an und zu deponierenden Altsand, wodurch 5 bis 10% an zugekauftem Neusand – eine wertvolle Ressource – eingespart werden können.
42 / Produktionskennzahlen
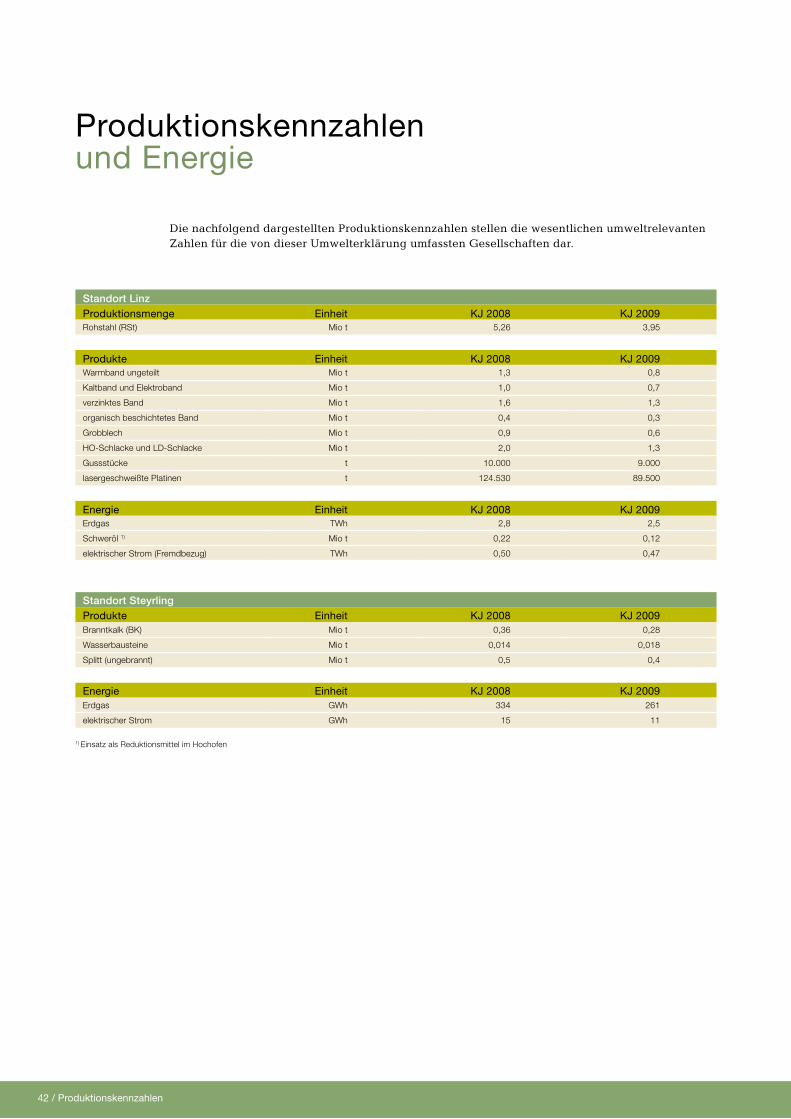
Produktionskennzahlen und Energie
Die nachfolgend dargestellten Produktionskennzahlen stellen die wesentlichen umweltrelevanten Zahlen für die von dieser Umwelterklärung umfassten Gesellschaften dar.
Standort LinzProduktionsmenge Einheit KJ 2008 KJ 2009Rohstahl (RSt) Mio t 5,26 3,95
Produkte Einheit KJ 2008 KJ 2009Warmband ungeteilt Mio t 1,3 0,8
Kaltband und Elektroband Mio t 1,0 0,7
verzinktes Band Mio t 1,6 1,3
organisch beschichtetes Band Mio t 0,4 0,3
Grobblech Mio t 0,9 0,6
HO-Schlacke und LD-Schlacke Mio t 2,0 1,3
Gussstücke t 10.000 9.000
lasergeschweißte Platinen t 124.530 89.500
Energie Einheit KJ 2008 KJ 2009Erdgas TWh 2,8 2,5
Schweröl 1) Mio t 0,22 0,12
elektrischer Strom (Fremdbezug) TWh 0,50 0,47
Standort SteyrlingProdukte Einheit KJ 2008 KJ 2009Branntkalk (BK) Mio t 0,36 0,28
Wasserbausteine Mio t 0,014 0,018
Splitt (ungebrannt) Mio t 0,5 0,4
Energie Einheit KJ 2008 KJ 2009Erdgas GWh 334 261
elektrischer Strom GWh 15 11
1) Einsatz als Reduktionsmittel im Hochofen
Produktionskennzahlen / 43
44 / Kernindikatoren
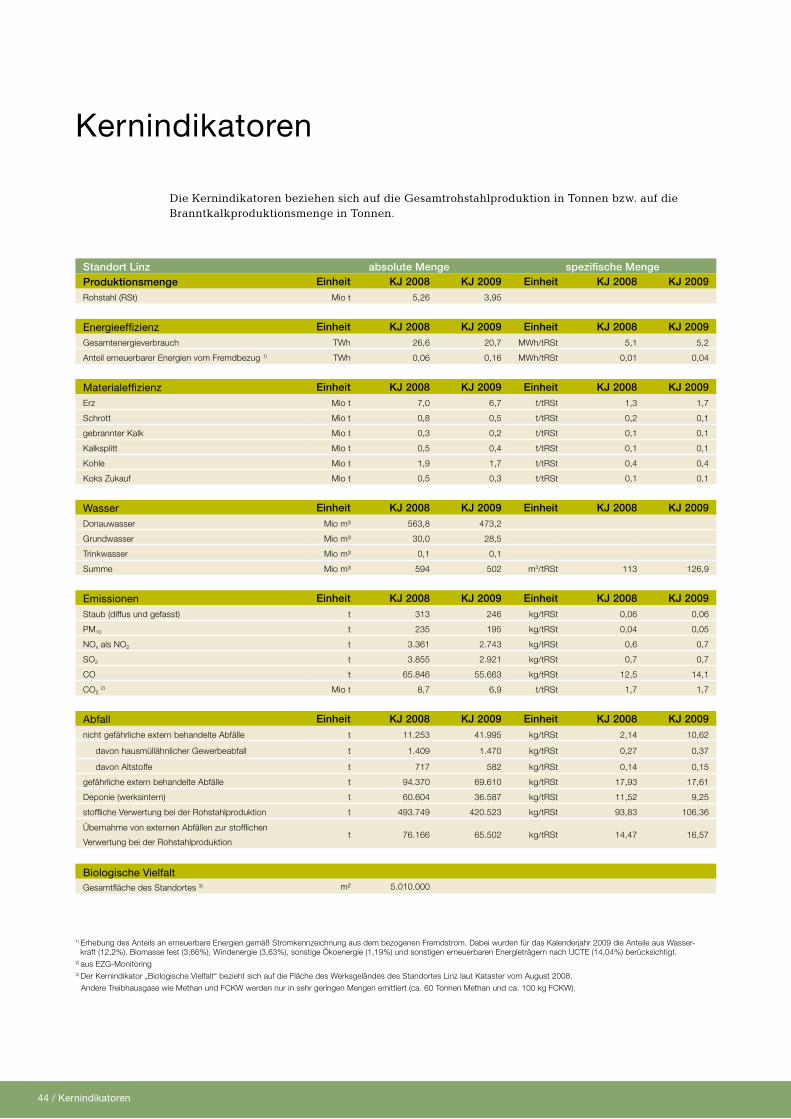
Kernindikatoren
Standort Linz absolute Menge spezifische MengeProduktionsmenge Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009Rohstahl (RSt) Mio t 5,26 3,95
Energieeffizienz Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009Gesamtenergieverbrauch TWh 26,6 20,7 MWh/tRSt 5,1 5,2
Anteil erneuerbarer Energien vom Fremdbezug 1) TWh 0,06 0,16 MWh/tRSt 0,01 0,04
Materialeffizienz Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009Erz Mio t 7,0 6,7 t/tRSt 1,3 1,7
Schrott Mio t 0,8 0,5 t/tRSt 0,2 0,1
gebrannter Kalk Mio t 0,3 0,2 t/tRSt 0,1 0,1
Kalksplitt Mio t 0,5 0,4 t/tRSt 0,1 0,1
Kohle Mio t 1,9 1,7 t/tRSt 0,4 0,4
Koks Zukauf Mio t 0,5 0,3 t/tRSt 0,1 0,1
Wasser Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009Donauwasser Mio m³ 563,8 473,2
Grundwasser Mio m³ 30,0 28,5
Trinkwasser Mio m³ 0,1 0,1
Summe Mio m³ 594 502 m3/tRSt 113 126,9
Emissionen Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009Staub (diffus und gefasst) t 313 246 kg/tRSt 0,06 0,06
PM10 t 235 195 kg/tRSt 0,04 0,05
NOx als NO2 t 3.361 2.743 kg/tRSt 0,6 0,7
SO2 t 3.855 2.921 kg/tRSt 0,7 0,7
CO t 65.846 55.663 kg/tRSt 12,5 14,1
CO2 2) Mio t 8,7 6,9 t/tRSt 1,7 1,7
abfall Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009nicht gefährliche extern behandelte Abfälle t 11.253 41.995 kg/tRSt 2,14 10,62
davon hausmüllähnlicher Gewerbeabfall t 1.409 1.470 kg/tRSt 0,27 0,37
davon Altstoffe t 717 582 kg/tRSt 0,14 0,15
gefährliche extern behandelte Abfälle t 94.370 69.610 kg/tRSt 17,93 17,61
Deponie (werksintern) t 60.604 36.587 kg/tRSt 11,52 9,25
stoffliche Verwertung bei der Rohstahlproduktion t 493.749 420.523 kg/tRSt 93,83 106,36
Übernahme von externen Abfällen zur stofflichen
Verwertung bei der Rohstahlproduktiont 76.166 65.502 kg/tRSt 14,47 16,57
Biologische VielfaltGesamtfläche des Standortes 3) m² 5.010.000
1) Erhebung des Anteils an erneuerbare Energien gemäß Stromkennzeichnung aus dem bezogenen Fremdstrom. Dabei wurden für das Kalenderjahr 2009 die Anteile aus Wasser-kraft (12,2%), Biomasse fest (3,66%), Windenergie (3,63%), sonstige Ökoenergie (1,19%) und sonstigen erneuerbaren Energieträgern nach UCTE (14,04%) berücksichtigt.
2) aus EZG-Monitoring3) Der Kernindikator „Biologische Vielfalt“ bezieht sich auf die Fläche des Werksgeländes des Standortes Linz laut Kataster vom August 2008. Andere Treibhausgase wie Methan und FCKW werden nur in sehr geringen Mengen emittiert (ca. 60 Tonnen Methan und ca. 100 kg FCKW).
Die Kernindikatoren beziehen sich auf die Gesamtrohstahlproduktion in Tonnen bzw. auf die Branntkalkproduktionsmenge in Tonnen.
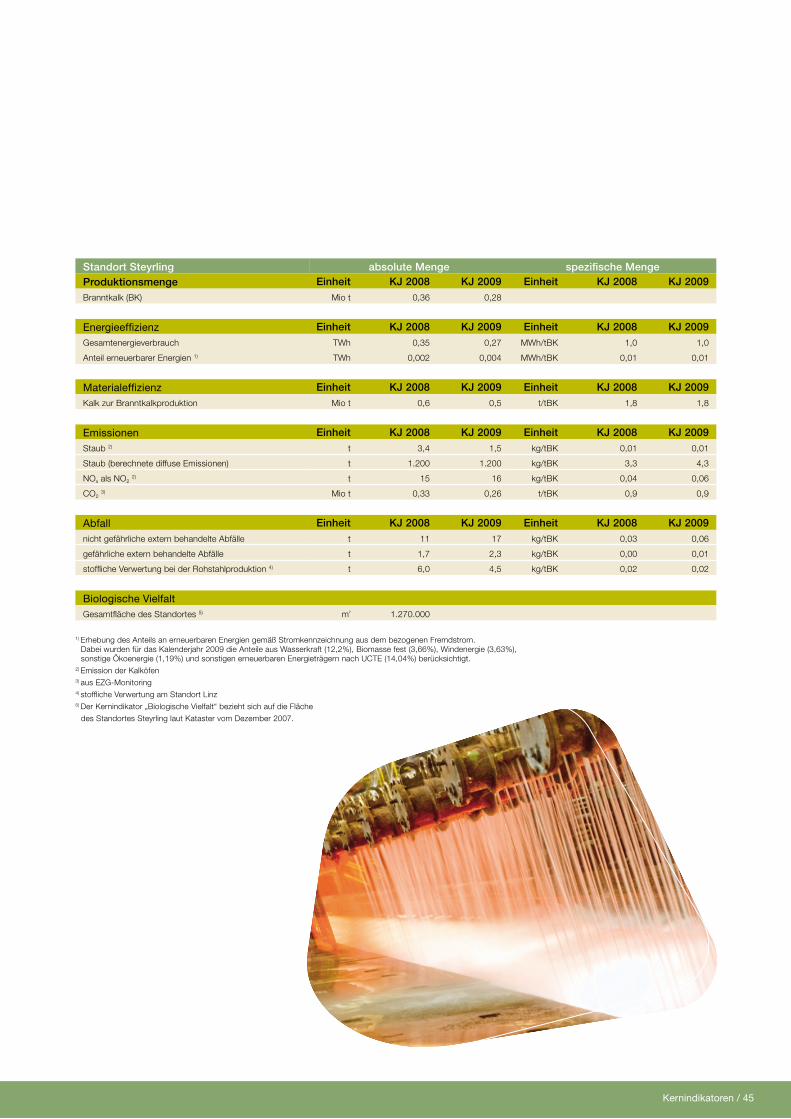
Kernindikatoren / 45
Standort Steyrling absolute Menge spezifische MengeProduktionsmenge Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009Branntkalk (BK) Mio t 0,36 0,28
Energieeffizienz Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009Gesamtenergieverbrauch TWh 0,35 0,27 MWh/tBK 1,0 1,0
Anteil erneuerbarer Energien 1) TWh 0,002 0,004 MWh/tBK 0,01 0,01
Materialeffizienz Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009Kalk zur Branntkalkproduktion Mio t 0,6 0,5 t/tBK 1,8 1,8
Emissionen Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009Staub 2) t 3,4 1,5 kg/tBK 0,01 0,01
Staub (berechnete diffuse Emissionen) t 1.200 1.200 kg/tBK 3,3 4,3
NOx als NO2 2) t 15 16 kg/tBK 0,04 0,06
CO2 3) Mio t 0,33 0,26 t/tBK 0,9 0,9
abfall Einheit KJ 2008 KJ 2009 Einheit KJ 2008 KJ 2009nicht gefährliche extern behandelte Abfälle t 11 17 kg/tBK 0,03 0,06
gefährliche extern behandelte Abfälle t 1,7 2,3 kg/tBK 0,00 0,01
stoffliche Verwertung bei der Rohstahlproduktion 4) t 6,0 4,5 kg/tBK 0,02 0,02
Biologische VielfaltGesamtfläche des Standortes 5) m² 1.270.000
1) Erhebung des Anteils an erneuerbaren Energien gemäß Stromkennzeichnung aus dem bezogenen Fremdstrom. Dabei wurden für das Kalenderjahr 2009 die Anteile aus Wasserkraft (12,2%), Biomasse fest (3,66%), Windenergie (3,63%), sonstige Ökoenergie (1,19%) und sonstigen erneuerbaren Energieträgern nach UCTE (14,04%) berücksichtigt.2) Emission der Kalköfen 3) aus EZG-Monitoring4) stoffliche Verwertung am Standort Linz 5) Der Kernindikator „Biologische Vielfalt“ bezieht sich auf die Fläche des Standortes Steyrling laut Kataster vom Dezember 2007.
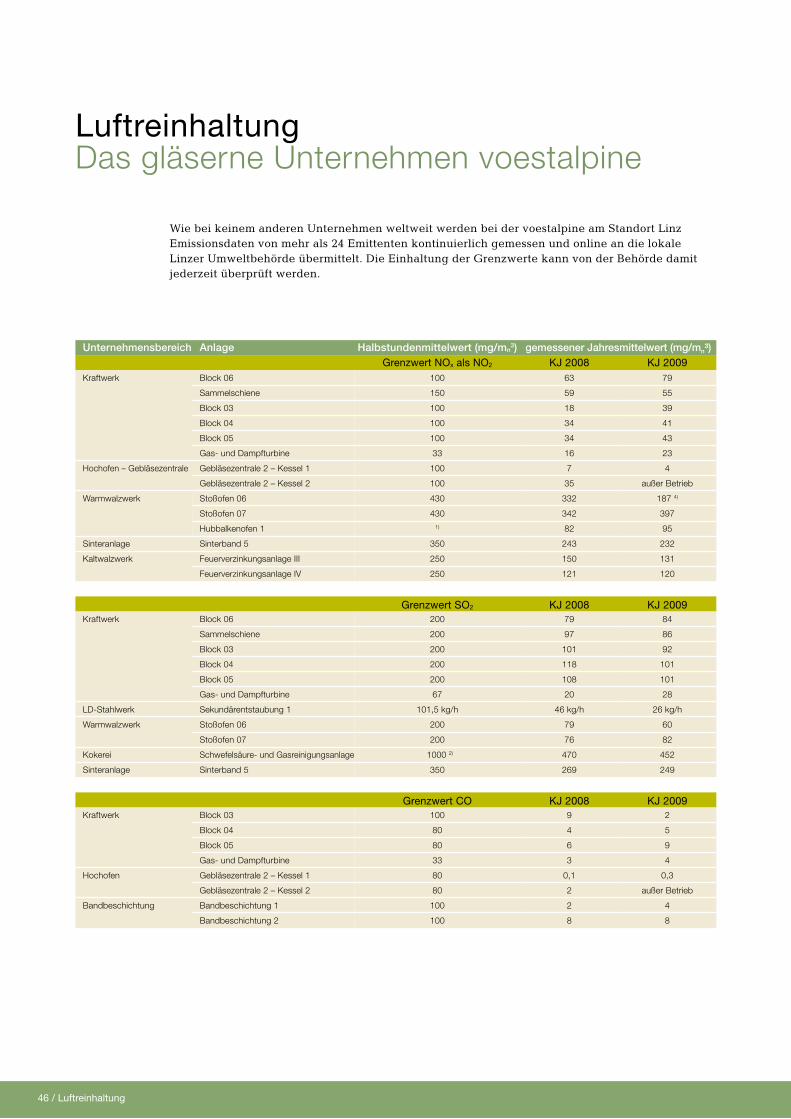
46 / luftreinhaltung
luftreinhaltung Das gläserne Unternehmen voestalpine
Wie bei keinem anderen Unternehmen weltweit werden bei der voestalpine am Standort Linz Emissionsdaten von mehr als 24 Emittenten kontinuierlich gemessen und online an die lokale Linzer Umweltbehörde übermittelt. Die Einhaltung der Grenzwerte kann von der Behörde damit jederzeit überprüft werden.
Unternehmensbereich Anlage Halbstundenmittelwert (mg/mn3) gemessener Jahresmittelwert (mg/mn³)
Grenzwert nOx als nO2 KJ 2008 KJ 2009Kraftwerk Block 06 100 63 79
Sammelschiene 150 59 55
Block 03 100 18 39
Block 04 100 34 41
Block 05 100 34 43
Gas- und Dampfturbine 33 16 23
Hochofen – Gebläsezentrale Gebläsezentrale 2 – Kessel 1 100 7 4
Gebläsezentrale 2 – Kessel 2 100 35 außer Betrieb
Warmwalzwerk Stoßofen 06 430 332 187 4)
Stoßofen 07 430 342 397
Hubbalkenofen 1 1) 82 95
Sinteranlage Sinterband 5 350 243 232
Kaltwalzwerk Feuerverzinkungsanlage III 250 150 131
Feuerverzinkungsanlage IV 250 121 120
Grenzwert SO2 KJ 2008 KJ 2009Kraftwerk Block 06 200 79 84
Sammelschiene 200 97 86
Block 03 200 101 92
Block 04 200 118 101
Block 05 200 108 101
Gas- und Dampfturbine 67 20 28
LD-Stahlwerk Sekundärentstaubung 1 101,5 kg/h 46 kg/h 26 kg/h
Warmwalzwerk Stoßofen 06 200 79 60
Stoßofen 07 200 76 82
Kokerei Schwefelsäure- und Gasreinigungsanlage 1000 2) 470 452
Sinteranlage Sinterband 5 350 269 249
Grenzwert CO KJ 2008 KJ 2009Kraftwerk Block 03 100 9 2
Block 04 80 4 5
Block 05 80 6 9
Gas- und Dampfturbine 33 3 4
Hochofen Gebläsezentrale 2 – Kessel 1 80 0,1 0,3
Gebläsezentrale 2 – Kessel 2 80 2 außer Betrieb
Bandbeschichtung Bandbeschichtung 1 100 2 4
Bandbeschichtung 2 100 8 8
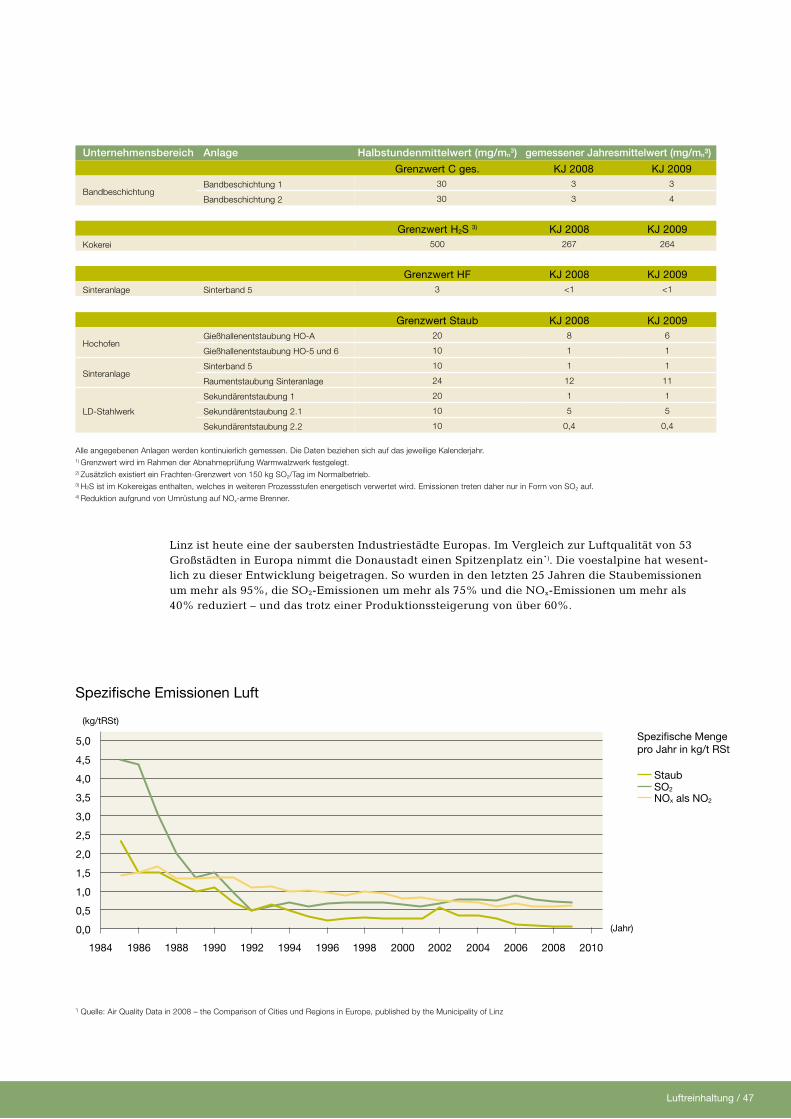
luftreinhaltung / 47
Unternehmensbereich Anlage Halbstundenmittelwert (mg/mn3) gemessener Jahresmittelwert (mg/mn³)
Grenzwert C ges. KJ 2008 KJ 2009
BandbeschichtungBandbeschichtung 1 30 3 3
Bandbeschichtung 2 30 3 4
Grenzwert h2S 3) KJ 2008 KJ 2009Kokerei 500 267 264
Grenzwert hF KJ 2008 KJ 2009Sinteranlage Sinterband 5 3 <1 <1
Grenzwert Staub KJ 2008 KJ 2009
HochofenGießhallenentstaubung HO-A 20 8 6
Gießhallenentstaubung HO-5 und 6 10 1 1
SinteranlageSinterband 5 10 1 1
Raumentstaubung Sinteranlage 24 12 11
LD-Stahlwerk
Sekundärentstaubung 1 20 1 1
Sekundärentstaubung 2.1 10 5 5
Sekundärentstaubung 2.2 10 0,4 0,4
Alle angegebenen Anlagen werden kontinuierlich gemessen. Die Daten beziehen sich auf das jeweilige Kalenderjahr.1) Grenzwert wird im Rahmen der Abnahmeprüfung Warmwalzwerk festgelegt.2) Zusätzlich existiert ein Frachten-Grenzwert von 150 kg SO2/Tag im Normalbetrieb.3) H2S ist im Kokereigas enthalten, welches in weiteren Prozessstufen energetisch verwertet wird. Emissionen treten daher nur in Form von SO2 auf.4) Reduktion aufgrund von Umrüstung auf NOx-arme Brenner.
Linz ist heute eine der saubersten Industriestädte Europas. Im Vergleich zur Luftqualität von 53 Großstädten in Europa nimmt die Donaustadt einen Spitzenplatz ein*). Die voestalpine hat wesent-lich zu dieser Entwicklung beigetragen. So wurden in den letzten 25 Jahren die Staubemissionen um mehr als 95%, die SO2-Emissionen um mehr als 75% und die NOx-Emissionen um mehr als 40% reduziert – und das trotz einer Produktionssteigerung von über 60%.
Spezifische Emissionen luft
5,0
4,5
4,0
3,5
3,0
2,5
2,0
1,5
1,0
0,5
0,0
(kg/tRSt)
1984 1986 1988 1990 1992 1994 1996 1998 2000 2002 2004 2006 2008 2010
(Jahr)
*) Quelle: Air Quality Data in 2008 – the Comparison of Cities und Regions in Europe, published by the Municipality of Linz
StaubSO2
nOx als nO2
Spezifische Menge pro Jahr in kg/t RSt

48 / luftreinhaltung
Mit der Umsetzung zahlreicher Maßnahmen im Bereich Luftreinhaltung konnten die spezifischen Emissionen bei der Stahlerzeugung am Standort Linz wesentlich gesenkt werden. Neben dem Einsatz emissionsarmer Produktionsverfahren nach dem letzten Stand der Technik wurden End-of-Pipe-Maßnahmen – also entsprechende Filter- und Entstickungsanlagen umgesetzt, um die Luftschadstoffe auf ein absolutes Minimum zu senken. Die Anwendung der jeweils besten verfüg-baren Technologien ist dabei oberste Prämisse der voestalpine.
So wurde beispielsweise zu Beginn der 90er-Jahre eine hocheffiziente Nassreinigungsanlage (AIR-FINE) für das Sinterabgas installiert. Im Jahr 2007 erfolgte eine Umstellung auf eine Trockenfilter-anlage (MEROS) mit Adsorption. Damit konnten einerseits die Staubemissionen bei einem unserer Hauptemittenten nochmals um mehr als den Faktor 5 gesenkt und andererseits die Abscheidung von sauren Gasbestandteilen wie SO2 und HCl weiter optimiert werden.
Zur Minimierung von Stickstoffoxid–Emissionen wurden die Brennertechnologien, wie z.B. beim Stoßofen 6, zur primärseitigen Emissionsreduktion – also der Vermeidung des Entstehens von Luftschadstoffen bei Verbrennungs prozessen – entsprechend angepasst. Zusätzlich sind alle unsere Kraftwerksblöcke mit Entstickungs anlagen ausgestattet. Eine wesentliche Herausforderung der Zukunft stellt die Reduktion der Stick stoffoxid-Emissionen bei der Sinteranlage dar. Hier ist vorge-sehen bis Ende 2012 – europaweit einzigartig – eine DeNOx–Anlage zur Entstickung des Sinterab-gases zu realisieren.
Die Nachhaltigkeit einer derartigen Umweltmaßnahme wurde beispielsweise im Bereich der Staub-reduktion durch eine vom Land Oberösterreich beauftragte Studie der TU Wien – dem Projekt AQUELLA Linz – Oberösterreich **) – eindrucksvoll bestätigt. Im Endbericht zum Projekt AQUELLA ist dokumentiert, dass die Eisen- und Stahlproduktion in Linz lediglich für 4 bis 10% der Staub-Immissionsbelastungen im Raum Linz verantwortlich ist.
*) Quelle: Siemens VAI Metals Technologies GmbH**) Quelle: AQUELLA Linz – Oberösterreich; Technische Universität Wien; Institut für Chemische Technologien und Analytik, AO Prof. Dr. Hans Puxbaum
Abbildung: Anlagenschema – MEROS-Trockenfilteranlage *)
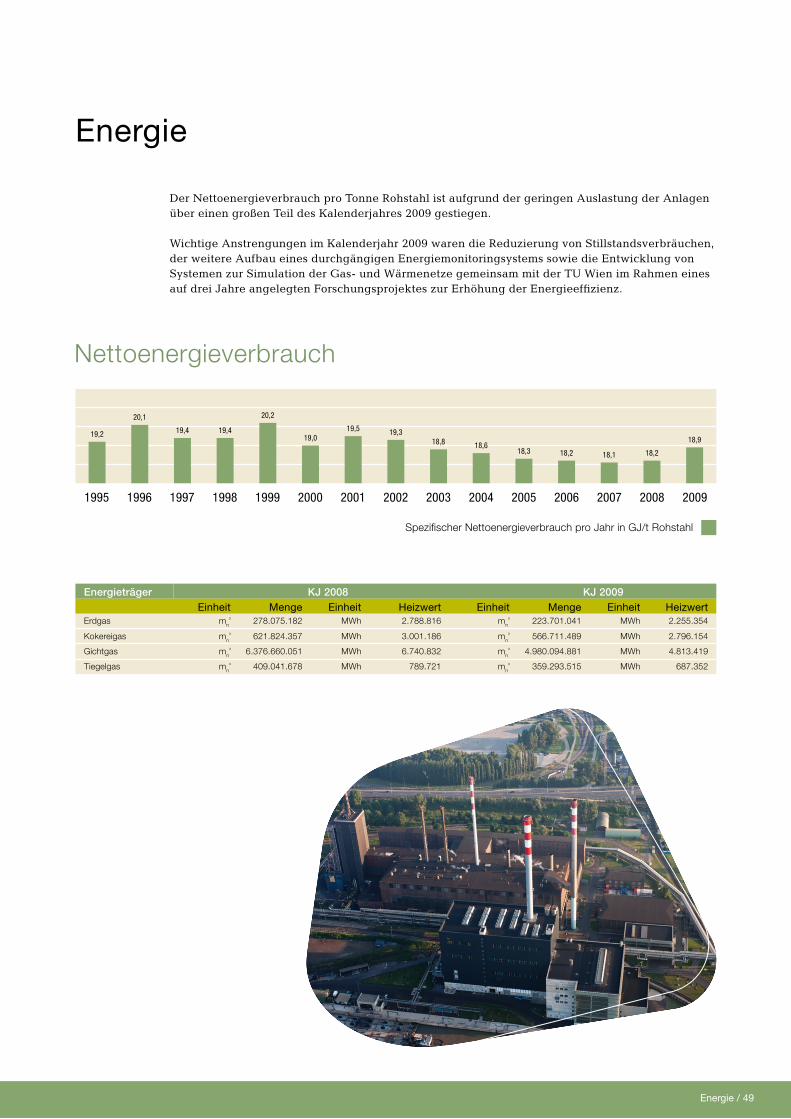
Energie / 49
Energie
Der Nettoenergieverbrauch pro Tonne Rohstahl ist aufgrund der geringen Auslastung der Anlagen über einen großen Teil des Kalenderjahres 2009 gestiegen.
Wichtige Anstrengungen im Kalenderjahr 2009 waren die Reduzierung von Stillstandsverbräuchen, der weitere Aufbau eines durchgängigen Energiemonitoringsystems sowie die Entwicklung von Systemen zur Simulation der Gas- und Wärmenetze gemeinsam mit der TU Wien im Rahmen eines auf drei Jahre angelegten Forschungsprojektes zur Erhöhung der Energieeffizienz.
Energieträger KJ 2008 KJ 2009Einheit Menge Einheit heizwert Einheit Menge Einheit heizwert
Erdgas mn³ 278.075.182 MWh 2.788.816 mn
³ 223.701.041 MWh 2.255.354
Kokereigas mn³ 621.824.357 MWh 3.001.186 mn
³ 566.711.489 MWh 2.796.154
Gichtgas mn³ 6.376.660.051 MWh 6.740.832 mn
³ 4.980.094.881 MWh 4.813.419
Tiegelgas mn³ 409.041.678 MWh 789.721 mn
³ 359.293.515 MWh 687.352
1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
19,2
20,1
19,4 19,4
20,2
19,019,5 19,3
18,8 18,618,3 18,2 18,1 18,2
18,9
Nettoenergieverbrauch
Spezifischer Nettoenergieverbrauch pro Jahr in GJ/t Rohstahl
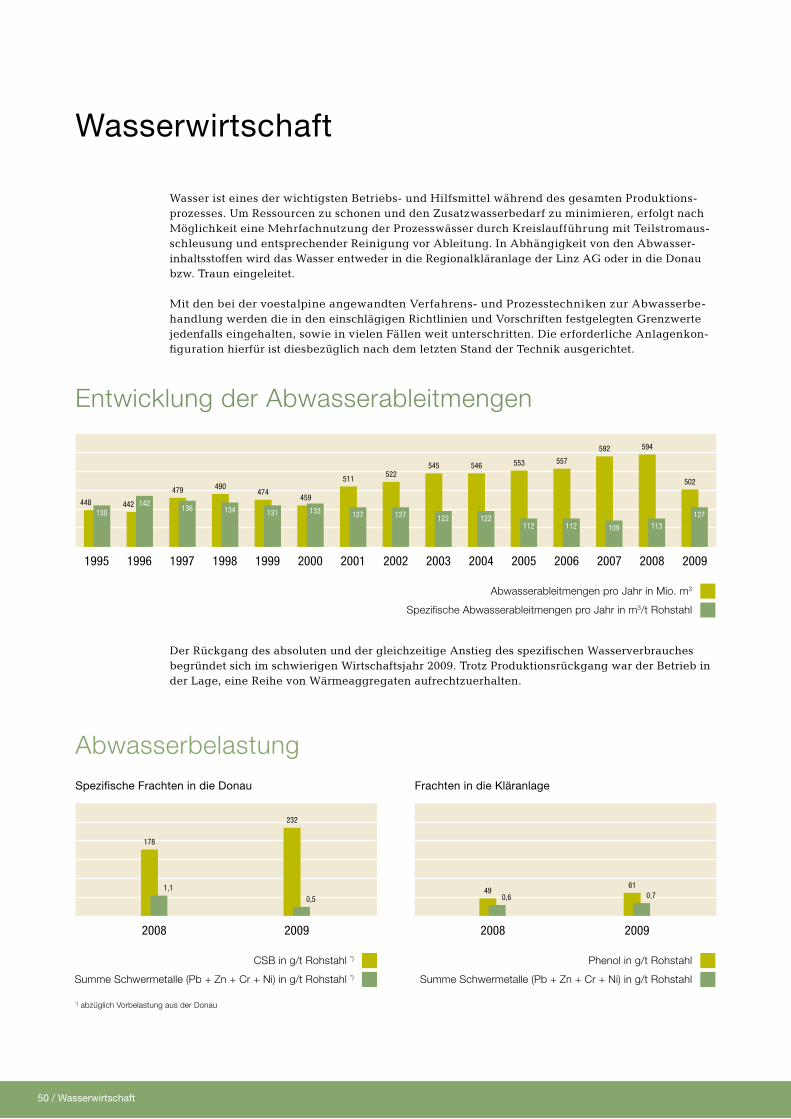
50 / Wasserwirtschaft
Wasser ist eines der wichtigsten Betriebs- und Hilfsmittel während des gesamten Produktions-prozesses. Um Ressourcen zu schonen und den Zusatzwasserbedarf zu minimieren, erfolgt nach Möglichkeit eine Mehrfachnutzung der Prozesswässer durch Kreislaufführung mit Teilstromaus-schleusung und entsprechender Reinigung vor Ableitung. In Abhängigkeit von den Abwasser-inhaltsstoffen wird das Wasser entweder in die Regionalkläranlage der Linz AG oder in die Donau bzw. Traun eingeleitet.
Mit den bei der voestalpine angewandten Verfahrens- und Prozesstechniken zur Abwasserbe-handlung werden die in den einschlägigen Richtlinien und Vorschriften festgelegten Grenzwerte jedenfalls eingehalten, sowie in vielen Fällen weit unterschritten. Die erforderliche Anlagenkon-figuration hierfür ist diesbezüglich nach dem letzten Stand der Technik ausgerichtet.
Wasserwirtschaft
Der Rückgang des absoluten und der gleichzeitige Anstieg des spezifischen Wasserverbrauches begründet sich im schwierigen Wirtschaftsjahr 2009. Trotz Produktionsrückgang war der Betrieb in der Lage, eine Reihe von Wärmeaggregaten aufrechtzuerhalten.
Entwicklung der Abwasserableitmengen
AbwasserbelastungSpezifische Frachten in die Donau Frachten in die Kläranlage
178
1,1
232
0,549
61
0,6 0,7
*) abzüglich Vorbelastung aus der Donau
Summe Schwermetalle (Pb + Zn + Cr + Ni) in g/t Rohstahl
Phenol in g/t Rohstahl
Summe Schwermetalle (Pb + Zn + Cr + Ni) in g/t Rohstahl *)
CSB in g/t Rohstahl *)
1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
448130
442 142
479
136
490
134
474
131
459
133
511
127
522
127
545
122
546
122
553
112
557
112
592
109
594
113
502
127
Spezifische Abwasserableitmengen pro Jahr in m3/t Rohstahl
Abwasserableitmengen pro Jahr in Mio. m3
2008 2009 2008 2009
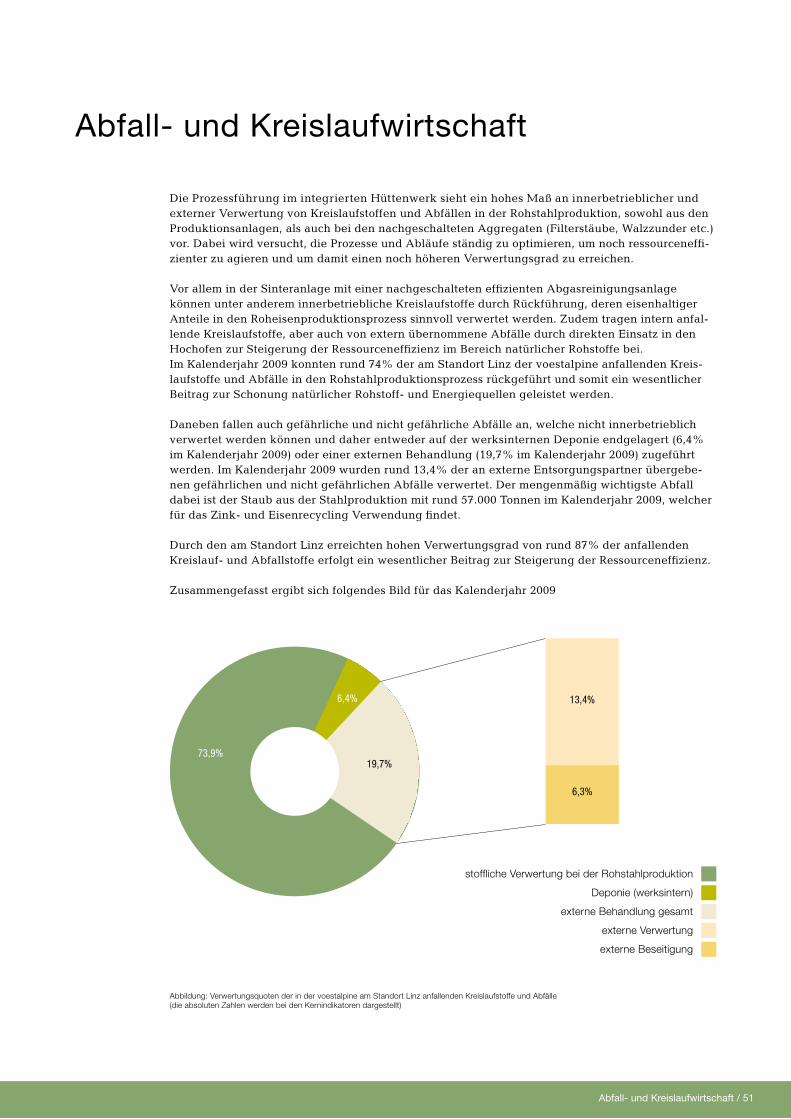
abfall- und Kreislaufwirtschaft / 51
Die Prozessführung im integrierten Hüttenwerk sieht ein hohes Maß an innerbetrieblicher und externer Verwertung von Kreislaufstoffen und Abfällen in der Rohstahlproduktion, sowohl aus den Produktionsanlagen, als auch bei den nachgeschalteten Aggregaten (Filterstäube, Walzzunder etc.) vor. Dabei wird versucht, die Prozesse und Abläufe ständig zu optimieren, um noch ressourceneffi-zienter zu agieren und um damit einen noch höheren Verwertungsgrad zu erreichen.
Vor allem in der Sinteranlage mit einer nachgeschalteten effizienten Abgasreinigungsanlage können unter anderem innerbetriebliche Kreislaufstoffe durch Rückführung, deren eisenhaltiger Anteile in den Roheisenproduktionsprozess sinnvoll verwertet werden. Zudem tragen intern anfal-lende Kreislaufstoffe, aber auch von extern übernommene Abfälle durch direkten Einsatz in den Hochofen zur Steigerung der Ressourceneffizienz im Bereich natürlicher Rohstoffe bei. Im Kalenderjahr 2009 konnten rund 74% der am Standort Linz der voestalpine anfallenden Kreis-laufstoffe und Abfälle in den Rohstahlproduktionsprozess rückgeführt und somit ein wesentlicher Beitrag zur Schonung natürlicher Rohstoff- und Energiequellen geleistet werden.
Daneben fallen auch gefährliche und nicht gefährliche Abfälle an, welche nicht innerbetrieblich verwertet werden können und daher entweder auf der werksinternen Deponie endgelagert (6,4% im Kalenderjahr 2009) oder einer externen Behandlung (19,7% im Kalenderjahr 2009) zugeführt werden. Im Kalenderjahr 2009 wurden rund 13,4% der an externe Entsorgungspartner übergebe-nen gefährlichen und nicht gefährlichen Abfälle verwertet. Der mengenmäßig wichtigste Abfall dabei ist der Staub aus der Stahlproduktion mit rund 57.000 Tonnen im Kalenderjahr 2009, welcher für das Zink- und Eisenrecycling Verwendung findet.
Durch den am Standort Linz erreichten hohen Verwertungsgrad von rund 87% der anfallenden Kreislauf- und Abfallstoffe erfolgt ein wesentlicher Beitrag zur Steigerung der Ressourceneffizienz.
Zusammengefasst ergibt sich folgendes Bild für das Kalenderjahr 2009
abfall- und Kreislaufwirtschaft
Abbildung: Verwertungsquoten der in der voestalpine am Standort Linz anfallenden Kreislaufstoffe und Abfälle(die absoluten Zahlen werden bei den Kernindikatoren dargestellt)
73,9%19,7%
6,4% 13,4%
6,3%
stoffliche Verwertung bei der Rohstahlproduktion
Deponie (werksintern)
externe Behandlung gesamt
externe Verwertung
externe Beseitigung
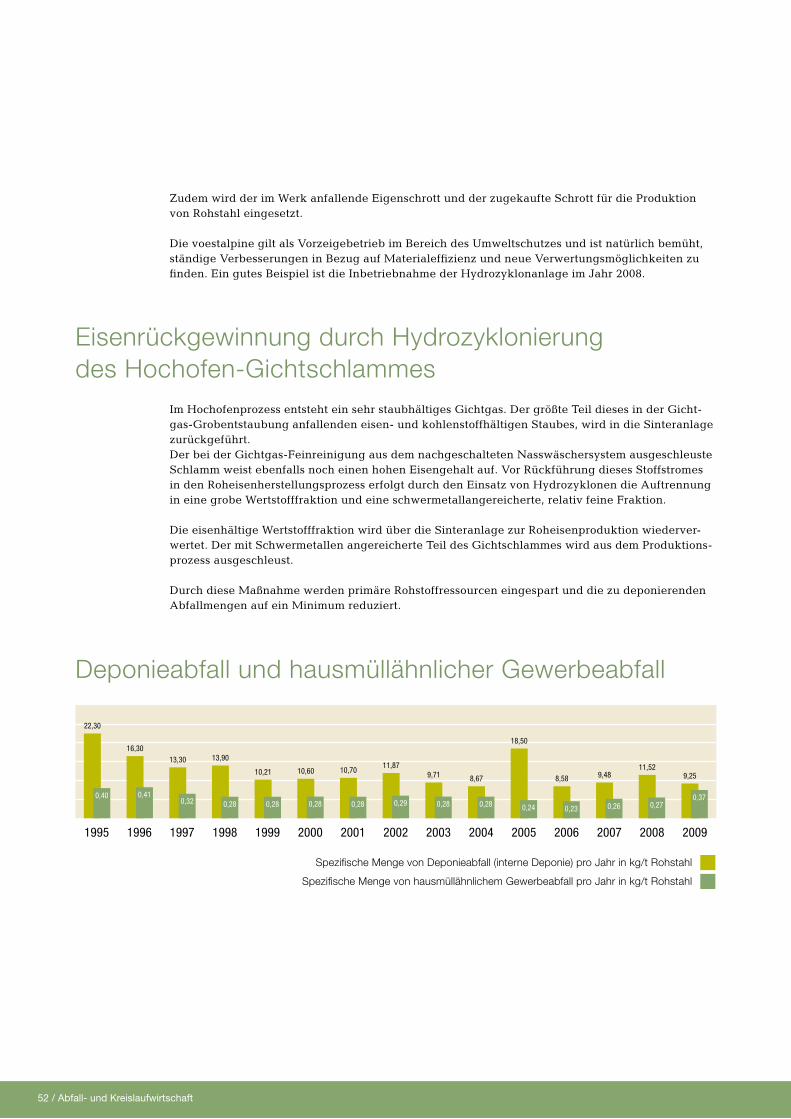
52 / abfall- und Kreislaufwirtschaft
Zudem wird der im Werk anfallende Eigenschrott und der zugekaufte Schrott für die Produktion von Rohstahl eingesetzt.
Die voestalpine gilt als Vorzeigebetrieb im Bereich des Umweltschutzes und ist natürlich bemüht, ständige Verbesserungen in Bezug auf Materialeffizienz und neue Verwertungsmöglichkeiten zu finden. Ein gutes Beispiel ist die Inbetriebnahme der Hydrozyklonanlage im Jahr 2008.
Im Hochofenprozess entsteht ein sehr staubhältiges Gichtgas. Der größte Teil dieses in der Gicht-gas-Grobentstaubung anfallenden eisen- und kohlenstoffhältigen Staubes, wird in die Sinteranlage zurückgeführt.Der bei der Gichtgas-Feinreinigung aus dem nachgeschalteten Nasswäschersystem ausgeschleuste Schlamm weist ebenfalls noch einen hohen Eisengehalt auf. Vor Rückführung dieses Stoffstromes in den Roheisenherstellungsprozess erfolgt durch den Einsatz von Hydrozyklonen die Auftrennung in eine grobe Wertstofffraktion und eine schwermetallangereicherte, relativ feine Fraktion.
Die eisenhältige Wertstofffraktion wird über die Sinteranlage zur Roheisenproduktion wiederver-wertet. Der mit Schwermetallen angereicherte Teil des Gichtschlammes wird aus dem Produktions-prozess ausgeschleust.
Durch diese Maßnahme werden primäre Rohstoffressourcen eingespart und die zu deponierenden Abfallmengen auf ein Minimum reduziert.
Eisenrückgewinnung durch Hydrozyklonierung des Hochofen-Gichtschlammes
Deponieabfall und hausmüllähnlicher Gewerbeabfall
1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
0,40
16,30
0,41
13,30
0,32
13,90
0,28
10,21
0,28
10,60
0,28
10,70
0,28
11,87
0,29
9,71
0,28
8,67
0,28
18,50
0,24
8,58
0,23
9,48
0,26
11,52
0,27
9,25
0,37
Spezifische Menge von hausmüllähnlichem Gewerbeabfall pro Jahr in kg/t Rohstahl
Spezifische Menge von Deponieabfall (interne Deponie) pro Jahr in kg/t Rohstahl
22,30
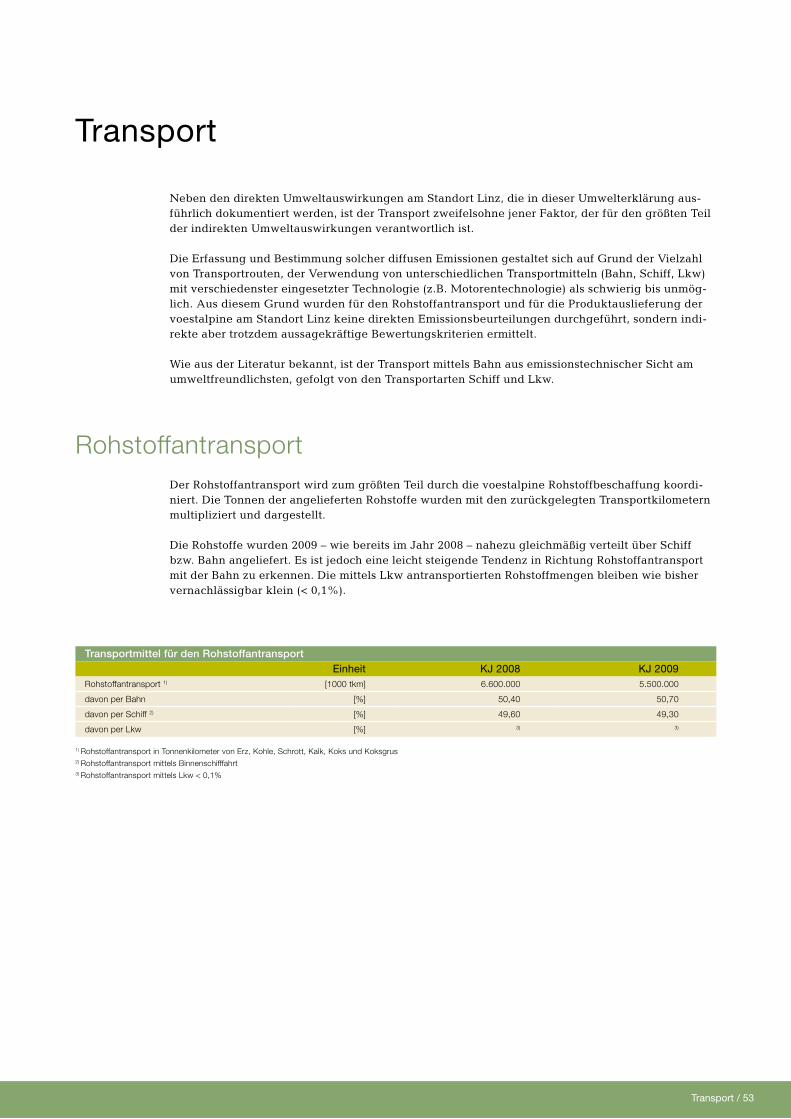
transport / 53
Neben den direkten Umweltauswirkungen am Standort Linz, die in dieser Umwelterklärung aus-führlich dokumentiert werden, ist der Transport zweifelsohne jener Faktor, der für den größten Teil der indirekten Umweltauswirkungen verantwortlich ist.
Die Erfassung und Bestimmung solcher diffusen Emissionen gestaltet sich auf Grund der Vielzahl von Transportrouten, der Verwendung von unterschiedlichen Transportmitteln (Bahn, Schiff, Lkw) mit verschiedenster eingesetzter Technologie (z.B. Motorentechnologie) als schwierig bis unmög-lich. Aus diesem Grund wurden für den Rohstoffantransport und für die Produktauslieferung der voestalpine am Standort Linz keine direkten Emissionsbeurteilungen durchgeführt, sondern indi-rekte aber trotzdem aussagekräftige Bewertungskriterien ermittelt.
Wie aus der Literatur bekannt, ist der Transport mittels Bahn aus emissionstechnischer Sicht am umweltfreundlichsten, gefolgt von den Transportarten Schiff und Lkw.
Der Rohstoffantransport wird zum größten Teil durch die voestalpine Rohstoffbeschaffung koordi-niert. Die Tonnen der angelieferten Rohstoffe wurden mit den zurückgelegten Transportkilometern multipliziert und dargestellt.
Die Rohstoffe wurden 2009 – wie bereits im Jahr 2008 – nahezu gleichmäßig verteilt über Schiff bzw. Bahn angeliefert. Es ist jedoch eine leicht steigende Tendenz in Richtung Rohstoffantransport mit der Bahn zu erkennen. Die mittels Lkw antransportierten Rohstoffmengen bleiben wie bisher vernachlässigbar klein (< 0,1%).
transport
Rohstoffantransport
Transportmittel für den RohstoffantransportEinheit KJ 2008 KJ 2009
Rohstoffantransport 1) [1000 tkm] 6.600.000 5.500.000
davon per Bahn [%] 50,40 50,70
davon per Schiff 2) [%] 49,60 49,30
davon per Lkw [%] 3) 3)
1) Rohstoffantransport in Tonnenkilometer von Erz, Kohle, Schrott, Kalk, Koks und Koksgrus 2) Rohstoffantransport mittels Binnenschifffahrt 3) Rohstoffantransport mittels Lkw < 0,1%
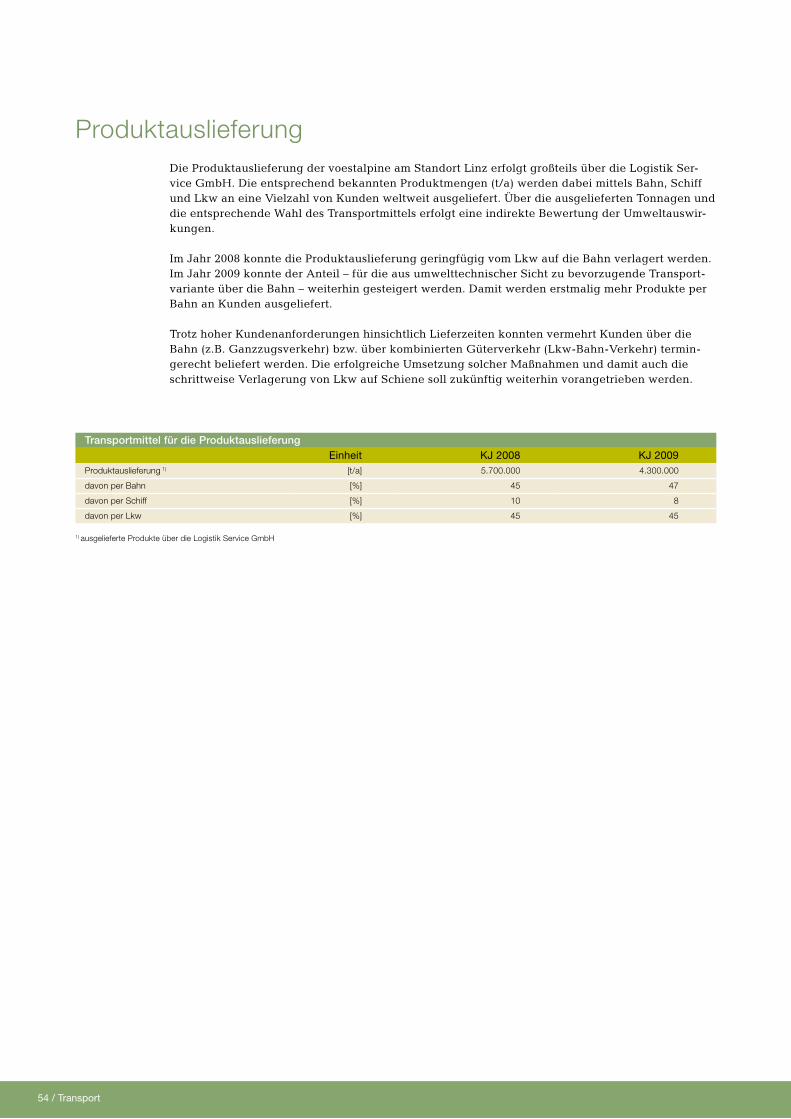
54 / transport
Transportmittel für die Produktauslieferung Einheit KJ 2008 KJ 2009
Produktauslieferung 1) [t/a] 5.700.000 4.300.000
davon per Bahn [%] 45 47
davon per Schiff [%] 10 8
davon per Lkw [%] 45 45
1) ausgelieferte Produkte über die Logistik Service GmbH
ProduktauslieferungDie Produktauslieferung der voestalpine am Standort Linz erfolgt großteils über die Logistik Ser-vice GmbH. Die entsprechend bekannten Produktmengen (t/a) werden dabei mittels Bahn, Schiff und Lkw an eine Vielzahl von Kunden weltweit ausgeliefert. Über die ausgelieferten Tonnagen und die entsprechende Wahl des Transportmittels erfolgt eine indirekte Bewertung der Umweltauswir-kungen.
Im Jahr 2008 konnte die Produktauslieferung geringfügig vom Lkw auf die Bahn verlagert werden. Im Jahr 2009 konnte der Anteil – für die aus umwelttechnischer Sicht zu bevorzugende Transport-variante über die Bahn – weiterhin gesteigert werden. Damit werden erstmalig mehr Produkte per Bahn an Kunden ausgeliefert.
Trotz hoher Kundenanforderungen hinsichtlich Lieferzeiten konnten vermehrt Kunden über die Bahn (z.B. Ganzzugsverkehr) bzw. über kombinierten Güterverkehr (Lkw-Bahn-Verkehr) termin-gerecht beliefert werden. Die erfolgreiche Umsetzung solcher Maßnahmen und damit auch die schrittweise Verlagerung von Lkw auf Schiene soll zukünftig weiterhin vorangetrieben werden.

transport / 55
Alle verarbeiteten Rohstoffe am Standort werden mittels hochsensibler Messgeräte schon vor Anlie-ferung ins Werk untersucht. Dadurch reduzieren sich die Schrottlieferungen, die zu bemängeln sind und die an die Lieferanten zurückgesendet werden, auf zirka fünf Fälle pro Jahr. Sämtliche Chargen des Zwischenprodukts Rohstahl werden auf Radioaktivität untersucht, um wirklich jedes Risiko aus-schließen zu können. Die Kunden der voestalpine bekommen damit die Garantie ein „sauberes“ Produkt zu erhalten.
Im Zuge der Umweltverträglichkeitsprüfung zum Projekt „L6“ wurden die Schallemissionen auf dem Werksgelände der voestalpine kontingentiert. Dabei wurde das Werksgelände in 16 Teil-bereiche untergliedert, welche auch zukünftig als Basis für die Kontingentierung gelten. Höhere Schallbelastungen einzelner Teilflächen können dabei durch die Nichtausschöpfung von zulässigen Schallemissionen benachbarter Flächen ausgeglichen werden. Diese festgelegten Obergrenzen für Lärmbelastungen sind sowohl im Interesse der Anrainer als auch im Interesse der voestalpine. Aus Sicht des Nachbarschaftsschutzes ist eine Begrenzung der Lärmemissionen unabhängig vom Ausbau am Standort Linz wichtig. Die Begrenzung wurde im Sinne der Immissionsneutralität fest gelegt, wodurch sichergestellt wird, dass für die Anrainer keine zusätzlichen wahrnehmbaren Lärmbelästigungen auftreten.
Viele Maßnahmen gegen Geruchsemissionen konnten in den letzten Jahren erfolgreich umgesetzt werden. Besonders im Bereich der Kokerei kam es zu wesentlichen Verbesserungen. Ebenso trugen die Stilllegung der Schlackenschäumanlage und die gesamte Erneuerung der Koksofenbatterien wesentlich zur Geruchsneutralisierung bei.
Strahlung, lärm, Geruch
Strahlung
Lärm
Geruch
56 / Strahlung, lärm, Geruch

Strahlung, lärm, Geruch / 57

58 / Glossar
ABC-Bewertung:Bewertung aller Umweltauswirkungen und Ableitung von Handlungsbedarfen.
DeNOx:Rauchgasentstickungsanlage zur Verminderung von Stickoxiden aus Rauchgasen z.B. in Kraftwerken.
EMAS-Verordnung:Verordnung (EG) Nr. 761/2001 des Europäischen Parlaments und des Rates vom 19. März 2001 über die freiwilligeBeteiligung von Organisationen an einem Gemeinschaftssystem für das Umweltmanagement und die Umweltbe-triebsprüfung (EMAS – Eco Management and Audit Scheme).
LD-Verfahren:Linz-Donawitz-Verfahren – Aufblasen des Roheisens mit technisch reinem Sauerstoff.
MEROS:Maximized Emission Reduction of Sintering – Abgasreinigungssystem der Sinteranlage.
Hydrozyklonierung:Verfahren zur Eisenrückgewinnung aus dem Hochofen-Gichtschlamm.
IMS-Politik:Vom obersten Management aufgestellte Leitlinien und Gesamtziele für die Bereiche Qualität, Sicherheit und Umwelt an einem Standort.
REACH – Registration, Evaluation, Authorisation and Restriction of Chemicals:EU-Verordnung zur Registrierung, Bewertung, Zulassung und Beschränkung chemischer Stoffe.
Umweltprüfung:Systematische, dokumentierte, regelmäßige und objektive Bewertung der Umweltleistung.
Umwelt-FMEA:Fehler-Möglichkeits- und Einfluss-Analyse. Werkzeug zur Identifizierung und Bewertung potenzieller(Umwelt)risiken und zur Ableitung von Maßnahmen.
Umweltmanagementsystem:Teil eines übergreifenden Managementsystems, der die Organisationsstruktur, Planungstätigkeiten, Verantwortlich-keiten, Methoden, Verfahren, Prozesse und Ressourcen zur Entwicklung, Implementierung, Erfüllung, Bewertung und Aufrechterhaltung der Umweltpolitik umfasst.
Umweltprogramm:Beschreibung der zur Erreichung der Umweltzielsetzungen und –einzelziele getroffenen oder geplanten Maßnah-men (Verantwortlichkeiten, Mittel und Termine).
Umweltverträglichkeitsprüfung:Systematisches Prüfungsverfahren, mit dem die unmittelbaren und mittelbaren Auswirkungen eines Vorhabens auf die Umwelt bereits im Planungsstadium nachvollziehbar festgestellt, beschrieben und bewertet werden.
GlossarRasche Erklärungen
Die nächste konsolidierte Umwelterklärung wird im Oktober 2013 zur Begutachtung vorgelegt und anschließend veröffentlicht. Darüber hinaus wird jährlich eine aktualisierte Version erstellt, extern begutachtet und publiziert.
Namen der zugelassenen Umweltgutachter:Johann KitzwegerHarald KetzerManfred Bachner Florian Mitterauer
Lloyd’s Register Quality AssuranceOpernring 1/E/620, A-1010 Wien
Umweltschutz im Dialog:Mit der vorliegenden Umwelterklärung wollen wir un-sere Umweltaktivitäten darstellen und in einen Dialog mit Ihnen treten. Wir freuen uns über Anregungen und stehen zu allen umweltrelevanten Themenstellungen gerne Rede und Antwort.
Hannes SigmundLeitung UmweltUmweltbeauftragter
voestalpine Stahl GmbH,voestalpine-Straße 3,4020 Linz, Austria
T. +43/50304/15-2244F. +43/50304/[email protected]
Die Standorte Linz und Steyrling verfügen über ein Umweltmanagementsystem. Die Öffent-lichkeit wird im Einklang mit dem Gemeinschaftssystem für das Umweltmanagement und die Umweltbetriebsprüfung über den betrieblichen Umweltschutz dieser Standorte unterrichtet.
Registernummer: AT-000216
Impressum:Eigentümer, Herausgeber & Medieninhaber: voestalpine Stahl GmbH, voestalpine-Straße 3, 4020 Linz, AustriaFür den Inhalt verantwortlich: Hannes SigmundGestaltung: Projektagentur Weixelbaumer KG, Landstraße 22, A-4020 Linz, www.projektagentur.at
REG.NO. AT- 000216
termine, Impressum / 59
termine/ImpressumPerfekter Service

voestalpine Stahl GmbHvoestalpine-Straße 34020 Linz, AustriaT. +43/50304/15-2244F. +43/50304/[email protected]/stahl
voestalpine Grobblech GmbHvoestalpine-Straße 34020 Linz, AustriaT. +43/50304/15-6146F. +43/50304/[email protected]/grobblech
voestalpine Giesserei Linz GmbH voestalpine-Straße 34020 Linz, AustriaT. +43/50304/15-6226F. +43/50304/[email protected]/giesserei_linz
Logistik Service GmbHLunzerstraße 414031 Linz, AustriaT. +43/732/65 98-2000F. +43/732/69 [email protected]
voestalpine Europlatinen GmbH Stahlstraße 474020 Linz, AustriaT. +43/50304/15-8341F. +43/50304/[email protected]/europlatinen