Untersuchungen zur Dispersion und ihren Auswirkungen beim...
165
Untersuchungen zur Dispersion und ihren Auswirkungen beim Übergang aus der Nutzungsphase in das Recycling – Betrachtungen am Beispiel von Leichtgutanteilen von Waschmaschinen in Shredderprozessen – Von der Fakultät für Georessourcen und Materialtechnik der Rheinisch-Westfälischen Technischen Hochschule Aachen zur Erlangung des Akademischen Grades eines Doktors der Ingenieurwissenschaften genehmigte Dissertation vorgelegt von Diplom Ingenieur Tobias Schäfer aus Jülich Berichter: Univ.-Prof. Dr.-Ing. Thomas Pretz Univ.-Prof. Dr.-Ing. Peter Doetsch Tag der mündlichen Prüfung: 18. März. 2004 "Diese Dissertation ist auf den Internetseiten der Hochschulbibliothek online verfügbar"
Transcript of Untersuchungen zur Dispersion und ihren Auswirkungen beim...

Untersuchungen zur Dispersion und ihren Auswirkungen beim Übergang aus der Nutzungsphase in das Recycling
– Betrachtungen am Beispiel von Leichtgutanteilen
von Waschmaschinen in Shredderprozessen –
Von der Fakultät für Georessourcen und Materialtechnik
der Rheinisch-Westfälischen Technischen Hochschule Aachen
zur Erlangung des Akademischen Grades eines
Doktors der Ingenieurwissenschaften
genehmigte Dissertation
vorgelegt von Diplom Ingenieur
Tobias Schäfer
aus Jülich
Berichter: Univ.-Prof. Dr.-Ing. Thomas Pretz
Univ.-Prof. Dr.-Ing. Peter Doetsch
Tag der mündlichen Prüfung: 18. März. 2004
"Diese Dissertation ist auf den Internetseiten der Hochschulbibliothek online verfügbar"


Vorwort
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher
Angestellter am Lehrstuhl für Aufbereitung und Recycling fester Abfallstoffe der
Rheinisch-Westfälischen Technischen Hochschule Aachen.
Für die Projektfinanzierung des interdisziplinären Sonderforschungsbereiches 525
„Ressourcenorientierte Gesamtbetrachtung von Stoffströmen metallischer Rohstoffe“
gilt mein Dank der Deutschen Forschungsgemeinschaft.
Herrn Univ.-Prof. Dr.-Ing. Thomas Pretz danke ich besonders für das mir
entgegengebrachte Vertrauen und die Förderung dieser Arbeit.
Bei Herrn Univ.-Prof. Dr.-Ing. Peter Doetsch bedanke ich mich für die Übernahme
des Koreferats.
Ich danke allen Mitarbeitern des Instituts, meinen Freunden und meiner Familie für
die moralische Unterstützung während der letzten Jahre. Ganz besonders danke ich
meinem Vater.
Aachen, im Juni 2004
Tobias Schäfer

Kurzzusammenfassung Recyclingprozesse finden im Anschluss an die Nutzungsphase von Produkten statt und erzeugen Sekundärrohstoffe, die Primärrohstoffe ersetzen und damit einen Beitrag zu nachhaltigem ressourcenschonenden Handeln leisten können. Während die Recyclingprozesse kurzzeitig ablaufen, erstreckt sich die Nutzungsphase produktabhängig über bis zu mehrere Jahrzehnte. Recycling ist mit behandlungs- und materialspezifischen Kosten verbunden. Die zeitliche Wichtung von Recycling und Nutzungsphase führt zu der Untersuchung über den Einfluss der Nutzungszeit auf die Kosten- und Erlösseite des Recyclings. Zu dieser Analyse und zur Identifizierung von kostenrelevanten Faktoren werden verschiedene Arten des Recyclings vorgestellt und bezüglich ihrer Massenrelevanz beurteilt. Die Verknüpfung von Nutzungsphase und Recycling erfolgt über die Ermittlung der Dispersion. Diese wird unter den drei auch untereinander wechselwirkenden Aspekten Stoff, Raum und Zeit betrachtet. Zur Verdeutlichung der quantitativen Aspekte der Dispersion wurde der Stoffstrom des Kupfers ausgewählt. Das in Produkten aus vier verschiedenen Nutzungsbereichen enthaltene Kupfer steht als so genanntes Depot dem Recycling als Aufgabematerial zur Verfügung. Ausgehend von der produktspezifisch unterschiedlichen Verteilung des Kupfers und den jeweils charakteristischen Ausprägungen der Dispersionskomponenten wurden der Bereich des Elektro- und Elektronikschrotts und hier speziell Produkte der Weißen Ware zur Untersuchung der zeitabhängigen Faktoren für die Kostensituation des Recyclings ausgewählt. Dazu wurden in einer speziellen Untersuchungsreihe Waschmaschinen experimentell aufbereitet. Waschmaschinen und generell Weiße Ware werden großtechnisch in Automobilshreddern verarbeitet. Diese Recyclingtechnik wird vorgestellt. Eine Simulation des Shredderprozesses mit nachgeschalteter Windsichtung wurde unter Technikumsbedingungen durchgeführt. Mit dieser Technik wird neben verkaufsfähigen Eisen- und Nichteisenmetallprodukten auch die kostenträchtige so genannte Shredderleichtgutfraktion (SLF) separiert. Über die Bestimmung des SLF-Anfalls in Abhängigkeit vom Alter der Waschmaschinen und über die Zusammensetzung der Recyclingproduktmassen wird die Kostenstruktur des Recyclings unter Einführung eines SLF-Indikators beschrieben. Neben dem für bestimmte Gerätekategorien spezifischen SLF-Indikator ist die Gesamtzusammensetzung der Recyclingrohstoffe vor dem Shredderprozess - bestehend aus Elektrogeräten, Autokarossen und weiteren Schrotten - von umweltpolitischer und wirtschaftlicher Bedeutung. Wegen dieses Rohstoffgemisches greifen unterschiedliche Gesetzesvorgaben ineinander, und zukünftige Quoten für die Altautoaufbereitung werden auch für Geräte aus dem Elektronikbereich relevant. Die mit der Auswahl der Eingangsmaterialien verbundenen Vorgaben von Verwertungs- und Recyclingquoten ermöglichen unter Einbeziehung der zwangsläufig anfallenden Kosten der Prozesstechnik Musterrechnungen und Analysen, die die Vorteile und Anwendungsmöglichkeiten des SLF-Indikators in der Praxis aufzeigen.
Abstract Recycling processes that take place after the end of the useful lifetime of a product generate secondary raw materials to substitute primary ones. This is a step towards sustainable development. Recycling processes proceed during a short period compared to the lifetime of a product of up to several decades. Recycling involves costs, specific to processing and materials. The comparison of recycling and utilization of a product leads to an investigation of the influence of the intended use on the cost of recycling. To analyse this relationship and to identify cost relevant aspects, different kinds of recycling are explained and characterized by their mass relevance. The connection of recycling and product use is based on dispersion. Dispersion means the distribution of materials within the environment and can be analysed according to the three categories material, time and place which can also interact. The mass stream of copper has been selected to analyse the quantitative aspects of dispersion. The total of all copper considered for four different product applications is made available for the recycling process as the so-called copper deposit. For a more detailed analysis of the product specific and dispersion related costs of recycling, attention is focussed on the waste sector of electric and electronic equipment and here, in special, on white goods. Washing machines have been experimentally prepared for recycling purposes. The common recycling method for washing machines is the use of car shredders. The shredding technique combined with an airflow separation is explained and experimentally applied on the laboratory scale of a technical school. The shredding process combined with a magnetic separation creates three output fractions: iron products, the non-ferrous metal fraction and the shredder light fraction (SLF). The cost structure of recycling is described by the determination of the SLF fraction as a function of the age of the washing machines and by the composition of the product masses. A special SLF indicator is defined. The total mixture of raw materials in the shredder – old cars, electrical goods and further scrap – is of importance for environmental and economic reasons. Different legislative directives become relevant for the shredding process; laws for end-of-life-vehicles concern also electrical products. The definition of processing and recycling quotas by law influences the choice of recycling techniques and input materials and proves to be cost effective. Calculations and analyses of recycling situations are presented and point out the relevance of the SLF indicator.
Inhaltsverzeichnis
i
Inhaltsverzeichnis
Verzeichnis der Abbildungen iv
Verzeichnis der Bilder vii
Verzeichnis der Tabellen ix
Verzeichnis der Abkürzungen x
1. Einleitung 1
2. Die Nutzungsphase und ihr Bezug zum Recycling 3
2.1. Betrachtungen zu Phasen von Nutzung und Recycling 3
2.2. Aspekte der Wertschöpfung 8
3. Aspekte des Recyclings 10
3.1. Kategorien und Normen des Produkt- und Stoffrecyclings 10
3.2. Recyclingmodell im Stoffstrom 15
3.3. Einordnung des Recyclings 21
4. Dispersion 23
4.1. Stoffliche Dispersion 23
4.2. Räumliche Dispersion 28
4.3. Zeitliche Dispersion 30
4.4. Zusammenführung der Dispersionsarten 32
5. Depotbildung und Nutzungsbereiche 34
5.1. Depotbildung 34
5.2. Nutzungsbereiche 36
5.2.1. Nutzungsbereich Bauwesen 38
5.2.2. Nutzungsbereich Kabel 42
5.2.3. Nutzungsbereich Verkehr 44
5.2.4. Nutzungsbereich Elektronik und Elektrotechnik 47
Inhaltsverzeichnis
ii
6. Recycling Weißer Ware in Shredderanlagen 59
6.1. Recyclinganforderungen 59
6.2. Rechtlicher Hintergrund: die WEEE-Direktive 59
6.3. Berechnung des Potenzials an Waschmaschinen 60
6.4. Stand der Recyclingtechnik der Weißen Ware 62
6.5. Shredderleichtgut aus Karosserie-, Misch- und Haushaltsschrotten 64
6.6. SLF-Behandlung/-Entsorgung 72
7. Untersuchungsgegenstand Waschmaschine 73
7.1. Aufbau und Funktion der Waschmaschine 73
7.2. Der SLF-Indikator 73
7.3. Das Leichtgutpotenzial von Waschmaschinen 74
8. Versuchsdurchführung und Ergebnisse bis zur Windsichtung 78
8.1. Der Versuchsaufbau im Technikumsmaßstab 78
8.2. Das Inputmaterial 79
8.3. Demontage und Zusammensetzung der Maschinen 80
8.4. Vorzerkleinerung 86
8.5. Hauptzerkleinerung mittels Hammermühle 87
8.6. Klassierung 89
9. Windsichtung, Versuche und Ergebnisse 93
9.1. Grundlagen der Windsichtung 93
9.2. Einstellungen des Technikums-Windsichters 94
9.3. 1. Versuchsreihe mit 10 m/s Luftgeschwindigkeit 97
9.4. 2. Versuchsreihe mit 16 m/s Luftgeschwindigkeit 99
9.5. Ergebnisdiskussion 104
9.6. Fazit 114
10. Zusammenfassung 116
Literaturverzeichnis 119

Inhaltsverzeichnis
iii
Anhang 127
Verzeichnis der Abbildungen
iv
Verzeichnis der Abbildungen
Abbildung 1: Abbau des Abnutzungsvorrates einer Betrachtungseinheit 4
Abbildung 2: Abbau des Abnutzungsvorrates für unterschiedliche
Betrachtungseinheiten (A), (B) und (C) 5
Abbildung 3: Rückgang des Stromverbrauchs von Haushaltsgroßgeräten in der
Nutzungsphase 6
Abbildung 4: Zusammensetzung eines Shredderleichtguts 9
Abbildung 5: Ökoeffizienzdarstellung gleichwertiger Verfahren [6] 13
Abbildung 6: Herstellung eines Produkts in mehreren Behandlungsstufen mit
Einflüssen aus unterschiedlichen Bereichen 16
Abbildung 7: Primäre und sekundäre (Recycling-) Stoffströme in einer Prozesskette
und die Quantifizierung am Beispiel von Kupfer 17
Abbildung 8: Akteure im Recycling 18
Abbildung 9: Recyclingstrukturen ausgewählter Metalle 19
Abbildung 10: Nutzungsbereiche und Aufbereitungsstruktur des Kupferstoffstroms 20
Abbildung 11: Modul Magnetscheidung aus dem Nutzungsbereich Elektro gemäß
einer Modulierung nach [50] 21
Abbildung 12: Bergwerksproduktion von Kupfer im Jahr 2000 [18] 30
Abbildung 13: Raffinadeverbrauch von Kupfer im Jahr 2000 30
Abbildung 14: Depotzuwachs von Kupfer 35
Abbildung 15: Hauptverwendungsgebiete von Kupfer 37
Abbildung 16: Auf 1000 Tonnen Input normierte Kupferrecycling-Prozesskette für
den Bereich Bauwesen 41
Abbildung 17: Auf 1000 Tonnen Input normierte Kupferrecycling-Prozesskette für
den Bereich Kabel 43
Abbildung 18: Verteilung des Kupfers in der Altautoaufbereitung in Stoffströme und
Produktfraktionen 45
Abbildung 19: Auf 1000 Tonnen Input normierte Kupferrecycling-Prozesskette für
den Bereich Altauto 46
Abbildung 20: Erfassungsquoten von Untergruppen des E-Schrottes 49
Verzeichnis der Abbildungen
v
Abbildung 21: Auf 1000 Tonnen Input normierte Prozesskette für die Vorbehandlung
der Braunen Ware 51
Abbildung 22: Auf 1000 Tonnen Input normierte Prozesskette für die Vorbehandlung
der Weißen Ware 53
Abbildung 23: Auf 1000 Tonnen Input normierte Prozesskette für die Vorbehandlung
der IT-Schrotte 56
Abbildung 24: Auf 1000 Tonnen Input normierte Kupferrecycling-Prozesskette für
vorbehandelten E-Schrott 58
Abbildung 25: Schematische Darstellung eines Shredders 63
Abbildung 26: Schlagelemente für Shredder 64
Abbildung 27: Metallgehalte in SLF (I) 66
Abbildung 28: Metallgehalte in SLF (II) 66
Abbildung 29: Elemente und Stoffe in SLF 67
Abbildung 30: Zusammensetzung einer SLF-Probe nach Stoffgruppen 68
Abbildung 31: Anteile der Stoffgruppe "Kunststoffe" in SLF-Proben 68
Abbildung 32: Anteile der Stoffgruppe "Textilien, Faserstoffe" in SLF-Proben 69
Abbildung 33: Anteile der Stoffgruppe "Metalle" in SLF-Proben 69
Abbildung 34: Vereinfachter Verfahrensstammbaum zur trocken-mechanischen
Aufbereitung von SLF 71
Abbildung 35: Kunststoffverbrauch in der Elektroindustrie 76
Abbildung 36: Alter und Ausgangsgewichte der Waschmaschinen 80
Abbildung 37: Prozentuale Zusammensetzung in 3 Stoffgruppen 82
Abbildung 38: Leichtgutanteile in Prozent der jeweiligen Ausgangsmasse 83
Abbildung 39: Zusammensetzung der Kunststofffraktionen 85
Abbildung 40: Anteil PP an der jeweiligen „Leichtfraktion“ 85
Abbildung 41: Anteil PE an der jeweiligen „Leichtfraktion“ 86
Abbildung 42: Staubanteile bei der Zerkleinerung mittels Hammermühle 89
Abbildung 43: Prozentuale Anteile der Kornfraktion < 4 mm bezogen auf die
jeweilige Masse der gesamten „Leichtfraktion“ 91
Abbildung 44: Prinzipskizze des Windsichters 95
Abbildung 45: Strömungsprofil im Sichtraum, erste Einstellung, mit 9 Messpunkten
(Rauten) und Mittellinie 96
Verzeichnis der Abbildungen
vi
Abbildung 46: Verteilung der WS-Fraktionen bei ca. 10 m/s 98
Abbildung 47: Strömungsprofil im Sichtraum, zweite Einstellung, mit 9 Messpunkten
(Rauten) und Mittellinie 100
Abbildung 48: Anteile der WS-Fraktionen bei ca. 16 m/s 101
Abbildung 49: Aufteilung des WS-Leichtgutes nach Durchgängen 103
Abbildung 50: Anteil des gesamten WS-Leichtguts an der vorselektierten
„Leichtfraktion“ 104
Abbildung 51: Anteil WS-Leichtgut (10m/s) bezogen auf das Ausgangsgewicht 105
Abbildung 52: Anteil WS-Leichtgut (16m/s) bezogen auf das Ausgangsgewicht 105
Abbildung 53: Korrigierter Anteil WS-Leichtgut (16m/s) bezogen auf das
Ausgangsgewicht mit Trendlinie 106
Abbildung 54: Qualitative Darstellung des SLF-Indikators 110
Abbildung 55: SLF-Quoten für Autos und Waschmaschinen 114
Abbildung 56: Anteil PC an der jeweiligen „Leichtfraktion“ 131
Abbildung 57: Anteil PVC an der jeweiligen „Leichtfraktion“ 131
Abbildung 58: Anteil ABS an der jeweiligen „Leichtfraktion“ 132
Abbildung 59: Anteil Sperrholz + ABS/PVC an der jeweiligen „Leichtfraktion“ 132
Abbildung 60: Anteil PA an der jeweiligen „Leichtfraktion“ 133
Abbildung 61: Anteil "schwarzes Gummi" an der jeweiligen „Leichtfraktion“ 133
Abbildung 62: Anteil "Rest" an der jeweiligen „Leichtfraktion“ 134
Abbildung 63: Anteil AAS an der jeweiligen „Leichtfraktion“ 134
Verzeichnis der Bilder
vii
Verzeichnis der Bilder
Bild 1: Zusammensetzung der "Leichtfraktion" der WaMa6 84
Bild 2: Vorzerkleinerte "Leichtfraktion" der WaMa5 87
Bild 3: Hammermühle (Aufsicht) 88
Bild 4: Kreis-Schwing-Sieb 90
Bild 5: Fraktion < 4 mm der WaMa6 92
Bild 6: Fraktion < 4 mm der WaMa7 92
Bild 7: Windsichter mit Schwergutaustrag (Ausschnitt) 94
Bild 8: WS-Leichtgut bei 10 m/s der WaMa4 99
Bild 9: Leichtgut der WaMa4 nach Windsichtung mit 16 m/s 102
Bild 10: Schwergut der WaMa4 nach Windsichtung mit 16 m/s 102
Bild 11: Leichtgut der WaMa5 nach Windsichtung mit 16 m/s 107
Bild 12: Schwergut der WaMa5 nach Windsichtung mit 16 m/s 107
Bild 13: WaMa1, Ausgangszustand 135
Bild 14: WaMa2, Ausgangszustand 135
Bild 15: WaMa3, Ausgangszustand 135
Bild 16: WaMa4, Ausgangszustand 135
Bild 17: WaMa5, Ausgangszustand 136
Bild 18: WaMa6, Ausgangszustand 136
Bild 19: WaMa7, Ausgangszustand 136
Bild 20: WaMa8, Ausgangszustand 136
Bild 21: WaMa1, demontiert 137
Bild 22: WaMa2, demontiert 137
Bild 23: WaMa3, demontiert 137
Bild 24: WaMa4, demontiert 137
Bild 25: WaMa5, demontiert 138
Bild 26: WaMa6, demontiert 138
Bild 27: WaMa7, demontiert 138
Bild 28: WaMa8, demontiert 138
Bild 29: WaMa1, Feinfraktion < 4mm 139
Bild 30: WaMa2, Feinfraktion < 4mm 139
Verzeichnis der Bilder
viii
Bild 31: WaMa3, Feinfraktion < 4mm 139
Bild 32: WaMa4, Feinfraktion < 4mm 139
Bild 33: WaMa5, Feinfraktion < 4mm 140
Bild 34: WaMa6, Feinfraktion < 4mm 140
Bild 35: WaMa7, Feinfraktion < 4mm 140
Bild 36: WaMa8, Feinfraktion < 4mm 140
Bild 37: WaMa1, Leichtgut 10m/s 141
Bild 38: WaMa1, Leichtgut 16m/s 141
Bild 39: WaMa1, Schwergut 16m/s 141
Bild 40: WaMa2, Leichtgut 10m/s 141
Bild 41: WaMa2, Leichtgut 16m/s 141
Bild 42: WaMa2, Schwergut 16m/s 141
Bild 43: WaMa3, Leichtgut 10m/s 142
Bild 44: WaMa3, Leichtgut 16m/s 142
Bild 45: WaMa3, Schwergut 16m/s 142
Bild 46: WaMa4, Leichtgut 10m/s 142
Bild 47: WaMa4, Leichtgut 16m/s 142
Bild 48: WaMa4, Schwergut 16m/s 142
Bild 49: WaMa5, Leichtgut 10m/s 143
Bild 50: WaMa5, Leichtgut 16m/s 143
Bild 51: WaMa5, Schwergut 16m/s 143
Bild 52: WaMa6, Leichtgut 10m/s 143
Bild 53: WaMa6, Leichtgut 16m/s 143
Bild 54: WaMa6, Schwergut 16m/s 143
Bild 55: WaMa7, Leichtgut 10m/s 144
Bild 56: WaMa7, Leichtgut 16m/s 144
Bild 57: WaMa7, Schwergut 16m/s 144
Bild 58: WaMa8, Leichtgut 10m/s 144
Bild 59: WaMa8, Leichtgut 16m/s 144
Bild 60: WaMa8, Schwergut 16m/s 144
Verzeichnis der Tabellen
ix
Verzeichnis der Tabellen
Tabelle 1: Recyclingkategorien und Beispiele 11
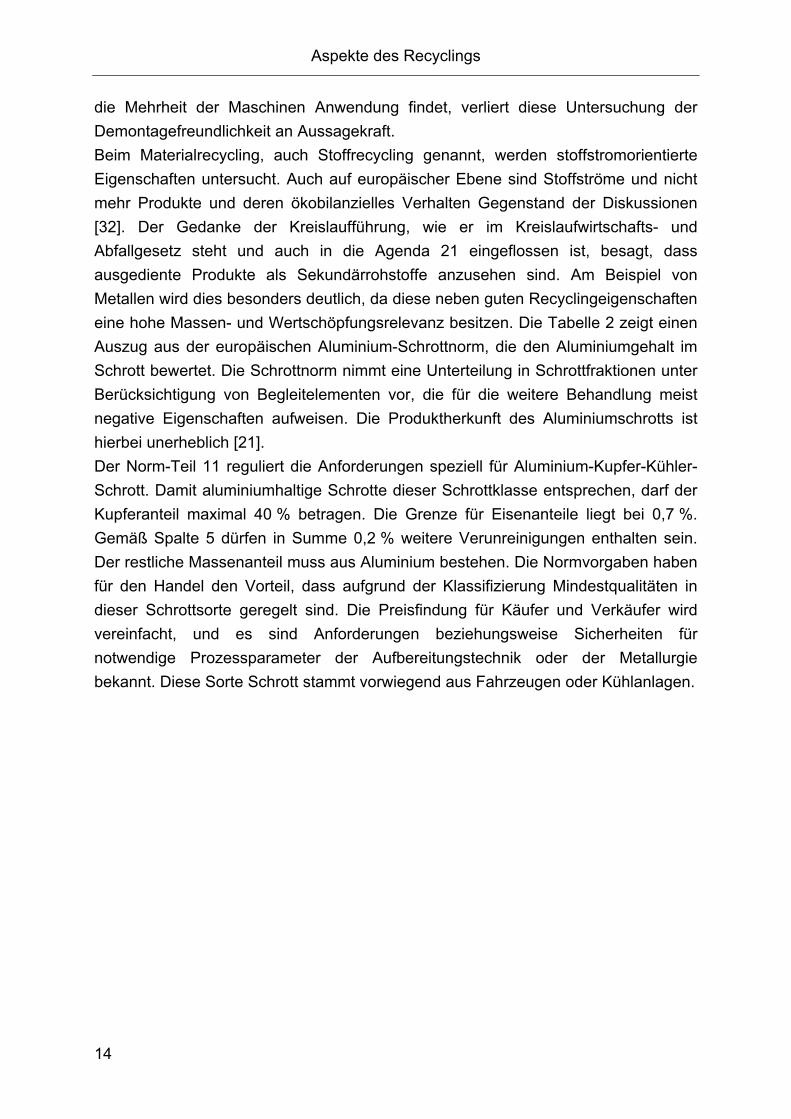
Tabelle 2: Europäische Aluminiumschrottnorm (Auszug) 15
Tabelle 3: Sektorielle Kunststofffamilien (Auszug) [75] 24
Tabelle 4: Kunststoffverträglichkeitsmatrix nach VDI-Norm [116] 25
Tabelle 5: Kunststoffverträglichkeitsmatrix nach Bayer [9] 26
Tabelle 6: Eigenschaften verschiedener Verbindungsarten nach VDI-Norm 27
Tabelle 7: Lebenserwartungsberechnung für Waschmaschinen [70] 31
Tabelle 8: Dispersionseigenschaften von Aluminium nach Nutzungsbereichen 32
Tabelle 9: Weltweite Produktion von Hüttenkupfer 1960 bis 2010 [15] 35
Tabelle 10: Durchschnittliche Lebenserwartung kupferhaltiger Produkte [95] 37
Tabelle 11: Spezifische Kupfergehalte in Anwendungen des Bauwesens 38
Tabelle 12: Ausstattungsgrad von deutschen Haushalten mit E-Geräten [108] 48
Tabelle 13: Produktspezifische Recycling- und Entsorgungskosten [42] 61
Tabelle 14: Zusammensetzung des Shredderinputmaterials 65
Tabelle 15: Anteile der Shredderoutputfraktionen 65
Tabelle 16: Verwertungsmöglichkeiten für die Shredderleichtfraktion 70
Tabelle 17: Kosten und Erlöse für Shredderprozesse [122] 74
Tabelle 18: Zusammensetzung einer herstellerspezifischen Baureihe 75
Tabelle 19: Waschmaschinenrelevante Kunststoffe und ihre Rohdichten 77
Tabelle 20: Übersicht der Waschmaschinen 79
Tabelle 21: Anteil von Kunststoffen je Fahrzeug 108
Tabelle 22: Waschmaschinengewichte aktueller Geräte 109
Tabelle 23: Zusammensetzung der Maschinen der Musterrechnung 113
Tabelle 24: Recyclingprodukte der Maschinen der Musterrechnung 113
Tabelle 25: Europäische Aluminiumschrottnorm 130
Tabelle 26: Zusammensetzung der Waschmaschinen nach händischer Zerlegung
145
Tabelle 27: Massenanteile der (Kunststoff-) Leichtfraktion 146
Verzeichnis der Abkürzungen
x
Verzeichnis der Abkürzungen
AAS Methacrylat-Acryl-Styrol
ABS Acrylnitril-Butadien-Styrol-Copolymer
Al Aluminium
ASA Acrylnitril/Styrol/Acrylester
AVV AbfallVerzeichnisVerordnung
CO2 Kohlendioxid
Cu Kupfer
DIN Deutsches Institut für Normung e.V.
ELV End of life vehicle (Altauto)
E-Motor Elektromotor
EN Europäische Norm
EU Europäische Union
FCKW Fluorchlorkohlenwasserstoff
Fe Eisen
GFK Glasfaserkunststoff
ISO International Organization for Standardization
IT-Schrott Schrott der Informationstechnologie
KrW-/AbfG Kreislaufwirtschafts- und Abfallgesetz
kWh Kilowattstunde
NE Nichteisen
PA Polyamid
PBB Polybromierte Biphenyle
PBDE Polybromierte Diphenylether
PBTP Polybutylenenterephthalat
PC Polycarbonat
PE Polyethylen
PET/ PETP Polyethylenterephthalat
PMMA Polymethylmethacrylat
POM Polyacetal
PP Polypropylen
PPO Polyphenyloxid
PS Polystyrol
Verzeichnis der Abkürzungen
xi
PU/PUR Polyurethan
PVC Polyvinylchlorid
RESH Reststoffe aus Shredder
SAN Styrol/Acrylnitril-Copolymer
SLF Shredderleichtgutfraktion
t Tonne
TPU Thermoplastisches Polyurethan
VDI Verein Deutscher Ingenieure
WaMa Waschmaschine
WEEE Waste Electrical and Electronic Equipment
(Elektro- und Elektronikschrott)
WS Windsichter

Einleitung
1
1. Einleitung
Das Recycling von Produkten zum Zwecke einer nachhaltigen ressourcen-schonenden Kreislaufführung von Rohstoffen zielt auf ökonomische Rentabilität. Diesem Ziel können kostenwirksame legislative Vorgaben, z.B. für Logistik und Abfallbehandlungsmaßnahmen, entgegenstehen. Rentabilitätsrechnungen für Verfahren der Abfallbehandlung stützen sich maßgeblich auf Menge und Güte der aufzubereitenden Materialien für die weitere Nutzung. So weisen Metalle sekundär-rohstoffliche Eigenschaften auf, die je nach Material und Anwendungsfall nahezu unendlich viele Recyclingzyklen erlauben. Die Rückgewinnung von Metallen durch die Aufbereitung generiert daher Produkte mit positiver Wertschöpfung. Daneben entstehen jedoch auch Stoffströme, deren Weiterbehandlung oder Entsorgung rentabilitätsmindernd zu Buche schlägt. Bei der Altautoaufbereitung werden Eisen- und Nichteisenmetalle zurückgewonnen und dem Metallkreislauf erneut zugeführt. Bei der großtechnischen Aufbereitung reichern sich die Nichtmetalle in der Shredderleichtgutfraktion (SLF) an. Die stoffliche Verwertung dieser Leichtgutfraktion, die bis zu 25 Gew.-% des Gesamtinputs einer Shredderanlage ausmacht, bereitet große Probleme und ist sehr kostenintensiv. Inputmaterialien für Recyclingprozesse sind Altprodukte und Produktionsabfälle, die bei Herstellungsprozessen erzeugt werden. Die dem Recycling vorgelagerte zeitliche Einheit ist die Nutzungsphase eines Produktes. Als Nutzungsphase wird dem-entsprechend der Zeitraum definiert, in dem das funktionsfähige Produkt genutzt wird. Die Nutzungsphase umschließt alle auf das Produkt wirkenden Einflüsse wie Alterung, Gebrauch/Veränderung, Verschleiß etc. Die Nutzungsphase ist stark produktabhängig, und sie beeinflusst letztendlich die Zusammensetzung des Recyclinginputmaterials. Der Aspekt der Zeit, nach welcher Produkte dem Recycling angedient werden, besitzt somit erheblichen Einfluss auf den anschließenden Aufbereitungsprozess. Diese Arbeit befasst sich schwerpunktmäßig mit der Untersuchung dieses Zeitaspekts und versucht, den Einfluss der Nutzungsdauer eines Produktes auf das Recycling zu analysieren. Hierzu ist es erforderlich, die Begriffe Nutzung und Recycling näher zu spezifizieren und Definitionen vorzugeben, nach denen Stoffströme betrachtet und quantifiziert werden können. Metalle sind für solche Stoffstromanalysen besonders geeignet, da sie aufgrund ihrer chemisch-physikalischen Eigenschaften gerade auch in langlebigen Gebrauchs-gütern Verwendung finden. Ausgangspunkt der Betrachtung und Schwerpunkt der Untersuchungen ist die Dispersion eines Metalls. Das heißt seine variable Erscheinungsform und Verteilung in der Umwelt. Die Gesamtmasse eines in der

Einleitung
2
Nutzung befindlichen Metalls wird als Depot bezeichnet. Dieses Depot kann in so genannte Nutzungsbereiche, das heißt ähnliche Produkte oder Anwendungen unterteilt werden. Die recyclingrelevanten Nutzungsbereiche für Kupfer werden vorgestellt. In dieser Arbeit wird das Aufbereitungsverfahren für Haushaltsgroßgeräte aus dem Nutzungsbereich der elektrischen und elektronischen Produkte, speziell am Beispiel der Waschmaschinen, vorgestellt. Die Aufbereitung erfolgt in einem Shredderprozess mit nachgeschalteter Windsichtung. Der hier verwendete Shredder ist identisch mit denen, die für die Aufbereitung von Altautos eingesetzt werden. So werden Vergleiche zwischen den Inputmaterialien von Autokarossen und Haushalts-großgeräten möglich. Die Vergleiche konzentrieren sich auf den Anfall von Leichtgutanteilen bei der Altauto- und Waschmaschinenaufbereitung. Anhand praktischer Versuche und mittels eines SLF-Indikators wird das altersabhängige Leichtstoffpotenzial für Waschmaschinen ermittelt. Im Hinblick auf die Kosten-intensität der Behandlung von SLF werden wertschöpfungsrelevante Aspekte in Abhängigkeit von der Dispersion und hier im Besonderen von der mit der Nutzungsphase verknüpften zeitlichen Dispersion diskutiert.
Die Nutzungsphase und ihr Bezug zum Recycling
3
2. Die Nutzungsphase und ihr Bezug zum Recycling
2.1. Betrachtungen zu Phasen von Nutzung und Recycling
Unter der Annahme, dass die Nutzungsphase eine entscheidende Größe im Zusammenhang mit entstehenden Recyclingkosten ist, sind zunächst Begriffs-bestimmungen zu diesem Themenfeld erforderlich. Die Nutzungsphase kann bei vordergründiger Betrachtungsweise als die zeitliche Spanne bezeichnet werden, in der Gebrauchsgüter verwendet werden. Die Dauer dieser Spanne ist gekoppelt an die Funktion eines Gutes, wie beispielsweise (1) der technische Einsatz elektrischer Werkzeuge, (2) die Schutzfunktion einer Verpackung zum sicheren und hygienischen Transport von Lebensmitteln, (3) die Funktion eines Hauses als Wohnraum oder (4) die Fortbewegungsmöglichkeit mit einem PKW. Allen Produkten oder Gebrauchsgütern ist gemein, dass sie Dienstleistungen ermöglichen, die ihrerseits materielle Werte während der Wertschöpfungsprozesse darstellen. Die Nutzungsphase nur auf die zeitliche Dimension zwischen der Herstellung des Gutes und dessen Recycling zu beschränken, wird jedoch ihrer Bedeutung und Wertschöpfung nicht gerecht. Die Auswirkungen der Nutzung, die sich speziell im Recycling niederschlagen, müssen in die Betrachtungen eingeschlossen und sollen in dieser Arbeit genauer untersucht werden. Gemäß DIN 31051 ist die Nutzung die „im Sinne der Instandhaltung bestimmungs-gemäße und den allgemein anerkannten Regeln der Technik entsprechende Verwendung einer Betrachtungseinheit, wobei unter Abbau des Abnutzungsvorrats Sach- und oder Dienstleistungen entstehen“ [20]. Der zeitliche Abbau des Abnutzungsvorrats ist in Abbildung 1 grafisch dargestellt. Der Abnutzungsvorrat erreicht nach einem anfänglichen leicht exponentiellen Abfall einen zeitlich konstanten Wert und nimmt dann bei Annäherung an die Abnutzungsgrenze linear ab. Ist die zeitliche Grenze des Abnutzungsvorrates durch den Ausfall des Produkts erreicht, kann der Ausgangszustand durch Instandsetzung oder Schwachstellen-beseitigung wieder hergestellt werden.
Die Nutzungsphase und ihr Bezug zum Recycling
4
Abnutzungsgrenze
Ausgangszustand nachHerstellung
Ausgangszustand nachInstandsetzung oderSchwachstellenbeseitigung
ZeitAusfall
Abn
utzu
ngsv
orra
t
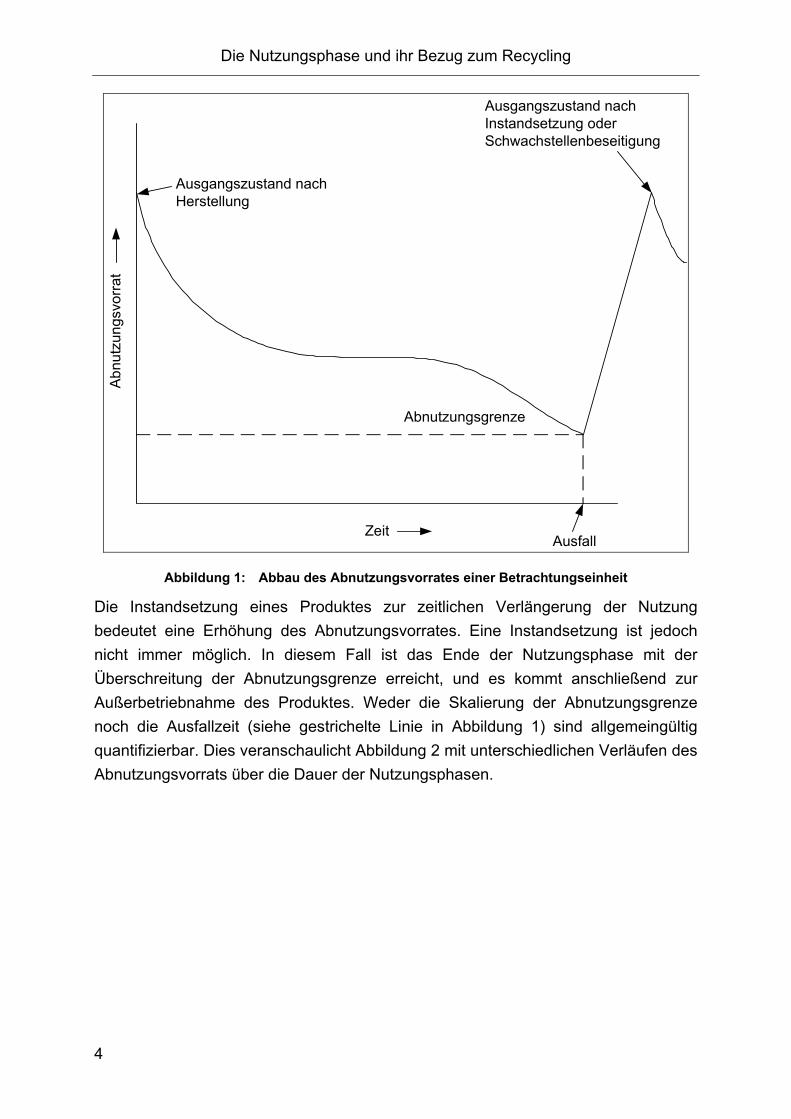
Abbildung 1: Abbau des Abnutzungsvorrates einer Betrachtungseinheit
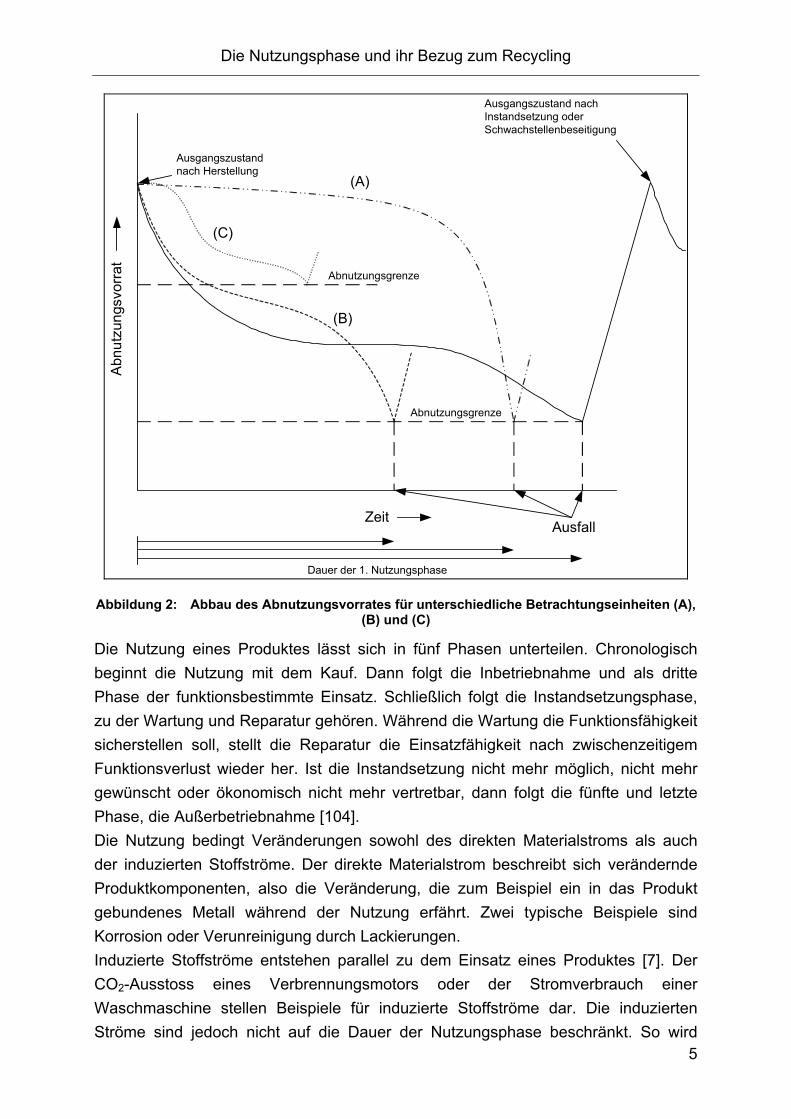
Die Instandsetzung eines Produktes zur zeitlichen Verlängerung der Nutzung bedeutet eine Erhöhung des Abnutzungsvorrates. Eine Instandsetzung ist jedoch nicht immer möglich. In diesem Fall ist das Ende der Nutzungsphase mit der Überschreitung der Abnutzungsgrenze erreicht, und es kommt anschließend zur Außerbetriebnahme des Produktes. Weder die Skalierung der Abnutzungsgrenze noch die Ausfallzeit (siehe gestrichelte Linie in Abbildung 1) sind allgemeingültig quantifizierbar. Dies veranschaulicht Abbildung 2 mit unterschiedlichen Verläufen des Abnutzungsvorrats über die Dauer der Nutzungsphasen.
Die Nutzungsphase und ihr Bezug zum Recycling
5
Abnutzungsgrenze
Ausgangszustandnach Herstellung
Ausgangszustand nachInstandsetzung oderSchwachstellenbeseitigung
ZeitAusfall
Abn
utzu
ngsv
orra
t
Abnutzungsgrenze
Dauer der 1. Nutzungsphase
(A)
(C)
(B)
Abbildung 2: Abbau des Abnutzungsvorrates für unterschiedliche Betrachtungseinheiten (A), (B) und (C)
Die Nutzung eines Produktes lässt sich in fünf Phasen unterteilen. Chronologisch beginnt die Nutzung mit dem Kauf. Dann folgt die Inbetriebnahme und als dritte Phase der funktionsbestimmte Einsatz. Schließlich folgt die Instandsetzungsphase, zu der Wartung und Reparatur gehören. Während die Wartung die Funktionsfähigkeit sicherstellen soll, stellt die Reparatur die Einsatzfähigkeit nach zwischenzeitigem Funktionsverlust wieder her. Ist die Instandsetzung nicht mehr möglich, nicht mehr gewünscht oder ökonomisch nicht mehr vertretbar, dann folgt die fünfte und letzte Phase, die Außerbetriebnahme [104]. Die Nutzung bedingt Veränderungen sowohl des direkten Materialstroms als auch der induzierten Stoffströme. Der direkte Materialstrom beschreibt sich verändernde Produktkomponenten, also die Veränderung, die zum Beispiel ein in das Produkt gebundenes Metall während der Nutzung erfährt. Zwei typische Beispiele sind Korrosion oder Verunreinigung durch Lackierungen. Induzierte Stoffströme entstehen parallel zu dem Einsatz eines Produktes [7]. Der CO2-Ausstoss eines Verbrennungsmotors oder der Stromverbrauch einer Waschmaschine stellen Beispiele für induzierte Stoffströme dar. Die induzierten Ströme sind jedoch nicht auf die Dauer der Nutzungsphase beschränkt. So wird
Die Nutzungsphase und ihr Bezug zum Recycling
6
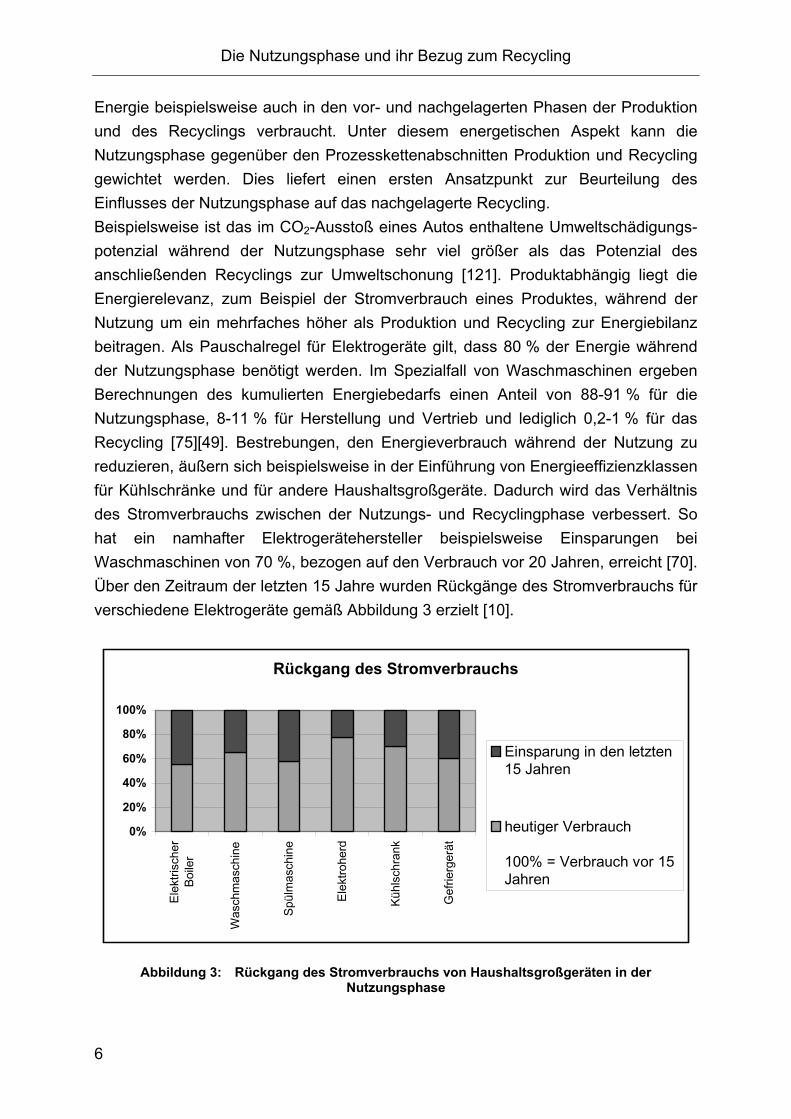
Energie beispielsweise auch in den vor- und nachgelagerten Phasen der Produktion und des Recyclings verbraucht. Unter diesem energetischen Aspekt kann die Nutzungsphase gegenüber den Prozesskettenabschnitten Produktion und Recycling gewichtet werden. Dies liefert einen ersten Ansatzpunkt zur Beurteilung des Einflusses der Nutzungsphase auf das nachgelagerte Recycling. Beispielsweise ist das im CO2-Ausstoß eines Autos enthaltene Umweltschädigungs-potenzial während der Nutzungsphase sehr viel größer als das Potenzial des anschließenden Recyclings zur Umweltschonung [121]. Produktabhängig liegt die Energierelevanz, zum Beispiel der Stromverbrauch eines Produktes, während der Nutzung um ein mehrfaches höher als Produktion und Recycling zur Energiebilanz beitragen. Als Pauschalregel für Elektrogeräte gilt, dass 80 % der Energie während der Nutzungsphase benötigt werden. Im Spezialfall von Waschmaschinen ergeben Berechnungen des kumulierten Energiebedarfs einen Anteil von 88-91 % für die Nutzungsphase, 8-11 % für Herstellung und Vertrieb und lediglich 0,2-1 % für das Recycling [75][49]. Bestrebungen, den Energieverbrauch während der Nutzung zu reduzieren, äußern sich beispielsweise in der Einführung von Energieeffizienzklassen für Kühlschränke und für andere Haushaltsgroßgeräte. Dadurch wird das Verhältnis des Stromverbrauchs zwischen der Nutzungs- und Recyclingphase verbessert. So hat ein namhafter Elektrogerätehersteller beispielsweise Einsparungen bei Waschmaschinen von 70 %, bezogen auf den Verbrauch vor 20 Jahren, erreicht [70]. Über den Zeitraum der letzten 15 Jahre wurden Rückgänge des Stromverbrauchs für verschiedene Elektrogeräte gemäß Abbildung 3 erzielt [10].
Rückgang des Stromverbrauchs
0%
20%
40%
60%
80%
100%
Ele
ktris
cher
Boile
r
Was
chm
asch
ine
Spül
mas
chin
e
Ele
ktro
herd
Kühl
schr
ank
Gef
rierg
erät
Einsparung in den letzten15 Jahren
heutiger Verbrauch 100% = Verbrauch vor 15Jahren
Abbildung 3: Rückgang des Stromverbrauchs von Haushaltsgroßgeräten in der Nutzungsphase
Die Nutzungsphase und ihr Bezug zum Recycling
7
Die Zahlen aus Abbildung 3, die den Stromverbrauch nur auf die Nutzungsphase beschränkt wiedergeben und die Recyclingphase außer Acht lassen, sind aus einer stoffstromorientierten Sichtweise heraus von geringer Bedeutung, da die Nutzung eine mit dem Recycling verbundene, zeitlich lediglich vorgelagerte Periode darstellt. Das Verhältnis der Energieaufwendungen in den Phasen der Nutzung und des Recyclings eines Produktes zeigt deren gegenseitige Wirkungsmechanismen. Bei einem Gerät mit hohem Stromverbrauch ist im Vergleich zu einem mit niedrigem der ressourcenorientierte Beitrag des Recyclings notwendigerweise geringer. Neben dem Energieverbrauch und den damit einhergehenden Kosten gibt es weitere nutzungsrelevante Aspekte für das anschließende Recycling. Insbesondere nutzungsbedingte stoffliche Veränderungen von langlebigen Wirtschaftsgütern zeigen diesen Zusammenhang. Ein Beispiel ist die Verwendung von Quecksilber-kippschaltern in Elektrogeräten. Diese Schalter wurden funktionsbedingt, also für die Nutzung, eingebaut, und sie müssen nunmehr im Recycling als Schadstoffe eliminiert werden. Da diese Schalter nur in älteren Produkten vorhanden sind, dient das Gerätealter und die sich daraus ergebende Dauer der Nutzungsphase als Indiz, ob eine Kontamination mit Quecksilber vorliegen kann. In das Recycling gelangt eine Vielzahl von Produkten mit Geräten und Materialien aus Produktionen von teilweise mehreren Jahrzehnten. Im Recyclinggemisch kommt es so zu Verunreinigungen auch neuerer Produkte. Vor diesem Hintergrund kann die Nutzungsphase in eine zeitliche Abhängigkeit zum Recycling gesetzt werden. Die Phasen der Produktion und des Recyclings sind dadurch gekennzeichnet, dass sie die eigentliche Nutzung flankieren und nicht von den Konsumenten, sondern von Herstellern und Recyclern beeinflusst werden. Die Prozesse von Produktion und Recycling spielen sich meist in Tagesfrist ab. Beispiele für ebenfalls relativ kurze Nutzungsphasen gibt es im Bereich der Lebensmittel-verpackungen mit der Verwendung von Aluminium, das oftmals binnen kurzer Zeit dem Recycling zugeführt wird. Batterien und Einwegfotoapparate sind weitere Beispiele für Produkte, bei denen der zeitliche Aufwand für Produktion und Recycling hoch ist im Vergleich zur Dauer der Nutzung. Bei Gebäuden hingegen ist die Bedeutung der Nutzungsphase besonders ausgeprägt. Häuser und die darin fest verlegten Installationen wie Rohr- und Stromleitungen haben eine Lebenserwartung von bis zu 80 Jahren. Bei geschätzten Produktions- und Recyclingzeiten von je einem Tag errechnet sich hier ein Verhältnis von Produktions- und Recyclingzeit zur Nutzungszeit von > 1 : 10.000. Im direkten Materialstrom erzeugt die Nutzung Veränderungen, die einen direkten Einfluss auf das Recycling haben. Eine Untersuchung aus Recyclingsicht analysiert daher Faktoren wie Alterung, Beschädigung, Funktion, Verschleiß, Verschmutzung,
Die Nutzungsphase und ihr Bezug zum Recycling
8
Vollständigkeit und Korrosion von Baugruppen, zum Beispiel von Waschmaschinen [12]. Allen Aspekten gemein ist, dass sie an der zeitlichen Schnittstelle von Nutzung und Recycling angreifen und sehr stark produktspezifisch geprägt sind, dass jedoch keine allgemeingültigen Rückschlüsse aus den Auswirkungen der Nutzungsphase auf die nachgelagerten Recyclingprozesse möglich sind. Das Recyclinginputgemisch muss daher hinsichtlich seiner qualitativen und quantitativen Zusammensetzung untersucht werden, um so spezielle Nutzungseinflüsse zu identifizieren.
2.2. Aspekte der Wertschöpfung
Zur Untersuchung der wirtschaftlichen Aspekte des Recyclings sind die Begriffe Wert und Wertschöpfung zu definieren. Zur Herstellung eines Produktes wird dessen Wert kalkuliert, indem die Kosten für Material und Produktionsmittel sowie die anteiligen Kosten für Entwicklung, Personal, Energie, Infrastruktur und Logistik zusammen mit einer zusätzlichen Gewinnmarge aufsummiert werden. Die Wertschöpfung ist das Ergebnis eines Wert schaffenden Prozesses, wobei der Wert den Betrag beziffert, den der Kunde für ein Produkt zahlt. Veranlasst durch Firmenpolitik oder aufgrund legislativer Vorgaben werden diesem Wert auch die Folgekosten, die beispielsweise durch die Sammlung und Erfassung oder das Recycling der ausgedienten Produkte entstehen, hinzugerechnet. Zum Zeitpunkt der Produktion lassen sich die Recyclingkosten meist jedoch noch nicht genau beziffern. Im Rahmen dieser sich auf das Recycling konzentrierenden Arbeit soll keine Analyse und Beurteilung von Wertschöpfungsketten im betriebswirtschaftlichen Sinn erfolgen. Es ist jedoch herauszustellen, dass Produktfolgekosten, die durch Sammlung, Erfassung, Aufbereitung, Vermarktung und Entsorgung entstehen, von hohem betriebswirtschaftlichen Interesse sind. Dies wird bei der aktuellen Diskussion im Zusammenhang mit der neuen Gesetzgebung zur Entsorgung von Elektro- und Elektronikaltgeräten deutlich, die späteren Recyclingkosten für Altgeräte seitens der Hersteller in Form einer „visible fee“ im Verkaufspreis auszuweisen [76][26]. Die finanziellen Aspekte im Zusammenhang mit dem Recycling werden durch die im Kreislaufwirtschafts- und Abfallgesetz (KrW-/AbfG) geregelte Produktverantwortung der Hersteller untermauert [57]. Die Existenz des Dualen Systems Deutschland für Verkaufsverpackungen spiegelt diese Produktverantwortung ebenso wieder, wie die aktuelle Vorgehensweise in Bezug auf das so genannte Dosenpfand. Hier beläuft sich die aktuell bei den Händlern vorhandene Pfandsumme auf ein Volumen von 450 Millionen Euro [1]. Die recyclingbedingte Größenordnung der Wertschöpfung lässt sich am Beispiel der Schrottaufbereitung zeigen. Bei der Aufbereitung mit nachgeschalteter Windsichtung
Die Nutzungsphase und ihr Bezug zum Recycling
9
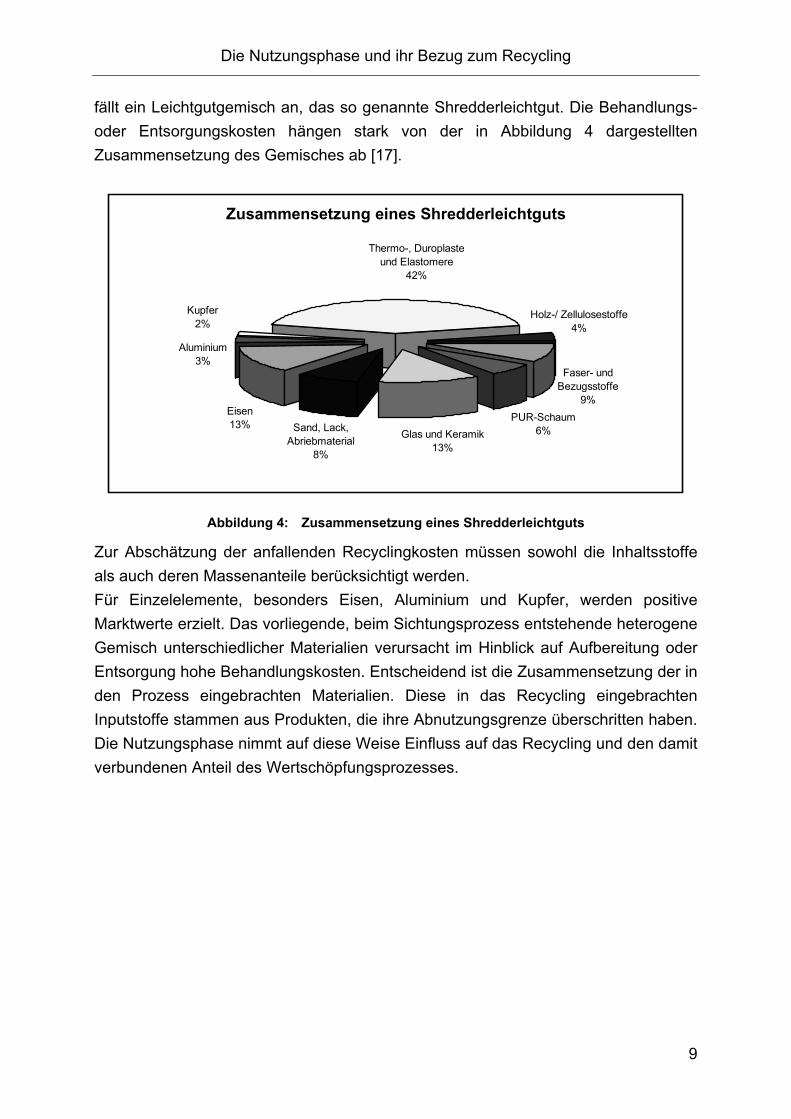
fällt ein Leichtgutgemisch an, das so genannte Shredderleichtgut. Die Behandlungs- oder Entsorgungskosten hängen stark von der in Abbildung 4 dargestellten Zusammensetzung des Gemisches ab [17].
Zusammensetzung eines Shredderleichtguts
Holz-/ Zellulosestoffe4%
Kupfer2%
Sand, Lack, Abriebmaterial
8%
Thermo-, Duroplaste und Elastomere
42%
Faser- und Bezugsstoffe
9%PUR-Schaum
6%Glas und Keramik13%
Eisen13%
Aluminium3%
Abbildung 4: Zusammensetzung eines Shredderleichtguts
Zur Abschätzung der anfallenden Recyclingkosten müssen sowohl die Inhaltsstoffe als auch deren Massenanteile berücksichtigt werden. Für Einzelelemente, besonders Eisen, Aluminium und Kupfer, werden positive Marktwerte erzielt. Das vorliegende, beim Sichtungsprozess entstehende heterogene Gemisch unterschiedlicher Materialien verursacht im Hinblick auf Aufbereitung oder Entsorgung hohe Behandlungskosten. Entscheidend ist die Zusammensetzung der in den Prozess eingebrachten Materialien. Diese in das Recycling eingebrachten Inputstoffe stammen aus Produkten, die ihre Abnutzungsgrenze überschritten haben. Die Nutzungsphase nimmt auf diese Weise Einfluss auf das Recycling und den damit verbundenen Anteil des Wertschöpfungsprozesses.

Aspekte des Recyclings
10
3. Aspekte des Recyclings
3.1. Kategorien und Normen des Produkt- und Stoffrecyclings
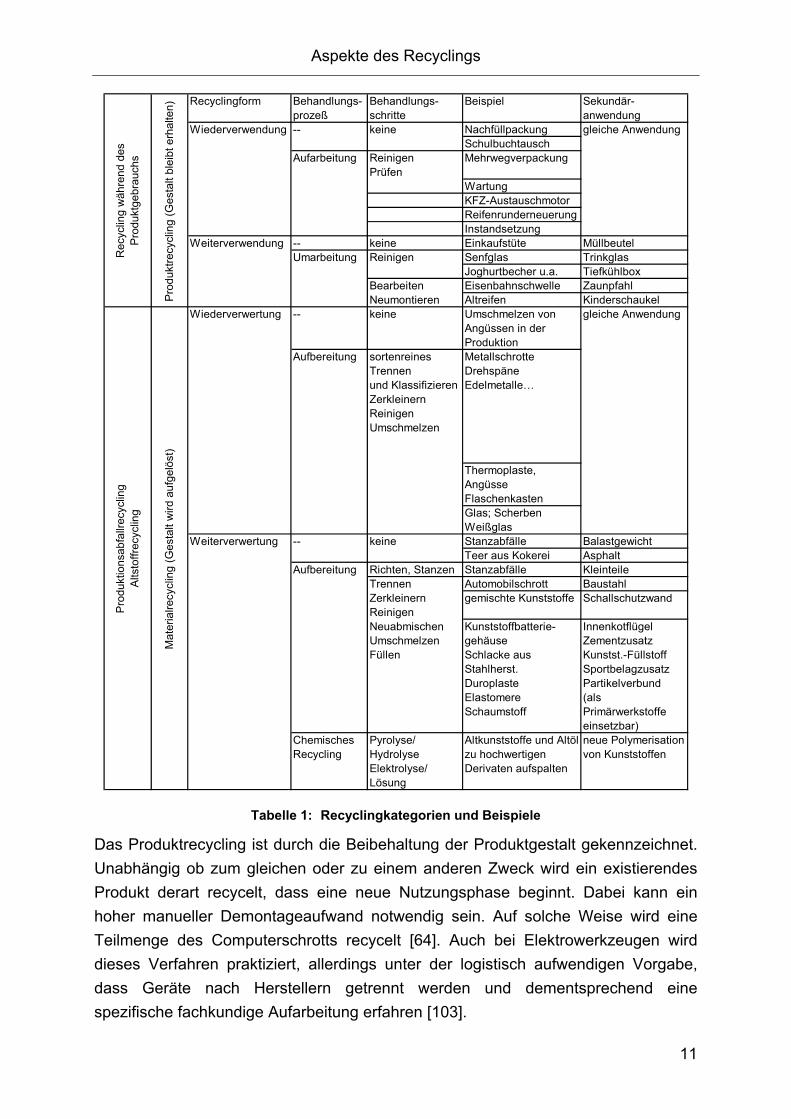
Recycling vermindert die Inanspruchnahme von Primärrohstoffen und gewinnt im Zuge der endlichen Ausbeutung von natürlichen Lagerstätten und vor dem Hintergrund von Umweltschutzaspekten zunehmend Beachtung. Daher wird dem Recycling bereits zum Zeitpunkt der Produktion von Wirtschaftsgütern große Bedeutung zugemessen. Derzeit existieren verschiedene Arten des Recyclings. Neben einer maschinellen Aufbereitung ist eine händische Demontage möglich. Ziel des Recyclings kann einerseits die Aufarbeitung zu einem erneuten Einsatz des Produktes sein, was als Produktrecycling bezeichnet wird. Andererseits gibt es das Material- beziehungsweise Stoffrecycling, das durch die Produktgestalt auflösende Rückgewinnung einzelner Materialkomponenten gekennzeichnet ist. In Tabelle 1 sind verschiedene Kategorien des Recyclings zusammengefasst [116].
Aspekte des Recyclings
11
Recyclingform Behandlungs-prozeß
Behandlungs-schritte
Beispiel Sekundär-anwendung
NachfüllpackungSchulbuchtauschMehrwegverpackung
WartungKFZ-AustauschmotorReifenrunderneuerungInstandsetzung
-- keine Einkaufstüte MüllbeutelSenfglas TrinkglasJoghurtbecher u.a. TiefkühlboxEisenbahnschwelle ZaunpfahlAltreifen Kinderschaukel
-- keine Umschmelzen vonAngüssen in der ProduktionMetallschrotteDrehspäneEdelmetalle…
Thermoplaste, AngüsseFlaschenkastenGlas; ScherbenWeißglasStanzabfälle BalastgewichtTeer aus Kokerei Asphalt
Richten, Stanzen Stanzabfälle KleinteileAutomobilschrott Baustahlgemischte Kunststoffe Schallschutzwand
Kunststoffbatterie-gehäuseSchlacke aus Stahlherst.DuroplasteElastomereSchaumstoff
InnenkotflügelZementzusatzKunstst.-FüllstoffSportbelagzusatzPartikelverbund(als Primärwerkstoffeeinsetzbar)
ChemischesRecycling
Pyrolyse/ HydrolyseElektrolyse/ Lösung
Altkunststoffe und Altölzu hochwertigenDerivaten aufspalten
neue Polymerisationvon Kunststoffen
Weiterverwertung
Wiederverwertung
Pro
dukt
ions
abfa
llrec
yclin
gA
ltsto
ffrec
yclin
g
Mat
eria
lrecy
clin
g (G
esta
lt w
ird a
ufge
löst
)
-- keine
TrennenZerkleinernReinigenNeuabmischenUmschmelzenFüllen
Aufbereitung
Weiterverwendung
Pro
dukt
recy
clin
g (G
esta
lt bl
eibt
erh
alte
n)
Rec
yclin
g w
ähre
nd d
esPr
oduk
tgeb
rauc
hs
gleiche Anwendung
Aufbereitung sortenreines Trennenund KlassifizierenZerkleinernReinigenUmschmelzen
gleiche Anwendung
Reinigen
BearbeitenNeumontieren
Umarbeitung
ReinigenPrüfen
Aufarbeitung
Wiederverwendung -- keine
Tabelle 1: Recyclingkategorien und Beispiele
Das Produktrecycling ist durch die Beibehaltung der Produktgestalt gekennzeichnet. Unabhängig ob zum gleichen oder zu einem anderen Zweck wird ein existierendes Produkt derart recycelt, dass eine neue Nutzungsphase beginnt. Dabei kann ein hoher manueller Demontageaufwand notwendig sein. Auf solche Weise wird eine Teilmenge des Computerschrotts recycelt [64]. Auch bei Elektrowerkzeugen wird dieses Verfahren praktiziert, allerdings unter der logistisch aufwendigen Vorgabe, dass Geräte nach Herstellern getrennt werden und dementsprechend eine spezifische fachkundige Aufarbeitung erfahren [103].
Aspekte des Recyclings
12
Die Eignung eines Produktes für das Produktrecycling wird unter Annahme einer tiefen manuellen Demontage als recyclinggerechte Produktgestaltung beschrieben. Die manuelle Demontage ist für die Behandlung von großen Produkt- beziehungs-weise Massenströmen unwirtschaftlich. Gegenwärtig werden Analysen zur Recyclingfähigkeit einzelner Produkte durchgeführt, um einem modernen ökologischen Handlungsanspruch gerecht zu werden [45]. Hinweise zur recycling-gerechten Konstruktion finden in Normen und Richtlinien Niederschlag. Ferner erfolgt die Materialauswahl vor dem Hintergrund eines nachhaltig umweltgerechten Handelns. So wird die Verwendung von Blei, Quecksilber, Cadmium, sechswertigem Chrom, polybromierten Biphenylen (PBB) und polybromierten Diphenylethern (PBDE) für Elektro- und Elektronikgeräte per Gesetz auf Anwendungsfälle beschränkt, in denen noch keine technischen Alternativen zur Substitution dieser Stoffe gefunden wurden [25]. Regelwerke gibt es auch im Bereich der Verwendung gefährlicher Stoffe in Verpackungen und Verpackungsabfällen sowie für Batterien und Akkumulatoren [90][91]. Die Bewertungen von Produkten nach Umweltgesichtspunkten erfolgen mittels Öko-bilanzierungen (life cycle assessment). Hierbei geht es um die Erstellung und Beurteilung der Input- und Outputflüsse sowie der potenziellen Umweltwirkungen eines Produktsystems im Verlauf seines Lebensweges. Diese nach ISO-Norm geregelte Analysemethode lässt sich in die vier Bereiche Bilanzierungsziel, Sachbilanz, Wirkungsbilanz und Bilanzbewertung untergliedern [23][24][113]. Ebenfalls produktspezifisch ist das abfallwirtschaftliche Ziel der Verpackungs-verordnung, die die Verwendung von umweltverträglichen und stofflich zu verwertenden Materialien sowie einen möglichst geringen Materialeinsatz für jede Verpackung fordert und somit eine Vermeidungsstrategie fördert. Produkte mit positiver Bewertung der umweltrelevanten Aspekte können mit einem Bonitätssiegel, dem „Blauen Engel“, ausgezeichnet werden. Dieses Umweltzeichen ist ein produktbezogenes Qualitätsmerkmal. Auf der anderen Seite existiert das Materialrecycling, das mit maschinellem Einsatz die Produktgestalt auflöst und in der Lage ist, größere Massenströme zu behandeln. In dem heterogenen Inputgemisch – beispielsweise aus Elektroaltgeräten – verlieren spezifische Produkteigenschaften ihre Bedeutung. Analog dem für größere Massenströme relevanten Materialrecycling wird das Augenmerk ökobilanzieller Analysen verstärkt auch auf komplexere Systeme gerichtet. Zwei Beispiele hierfür sind die Bewertung der Behandlungs- und Entsorgungssituation des österreichischen Restmülls [5] und die Beurteilung verschiedener Verfahrensstränge für Altöl [114]. Die notwendige Berücksichtigung sämtlicher Stoff- und Energieströme erschwert derart umfassende System-bewertungen [68]. Die hohe Komplexität verhindert letztlich eine Quantifizierung aller
Aspekte des Recyclings
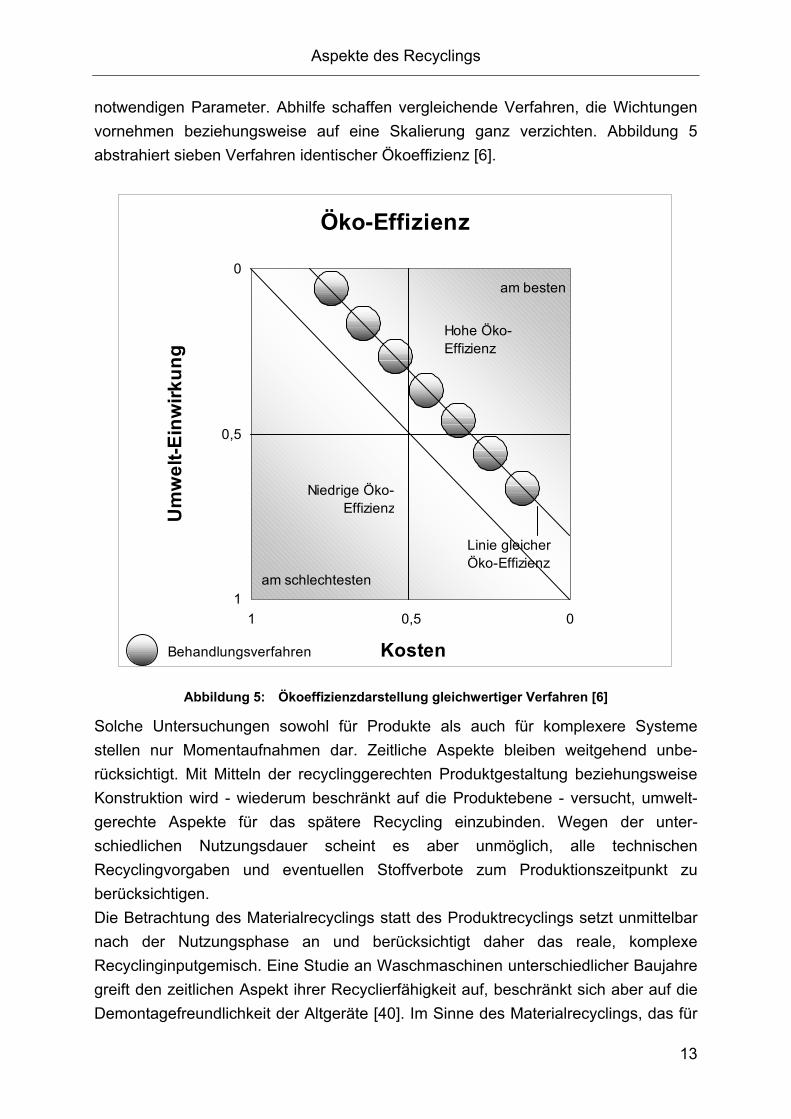
13
notwendigen Parameter. Abhilfe schaffen vergleichende Verfahren, die Wichtungen vornehmen beziehungsweise auf eine Skalierung ganz verzichten. Abbildung 5 abstrahiert sieben Verfahren identischer Ökoeffizienz [6].
Öko-Effizienz
0
0,5
100,51
Kosten
Um
wel
t-Ein
wirk
ung
Niedrige Öko-Effizienz
am schlechtesten
am besten
Hohe Öko-Effizienz
Linie gleicher Öko-Effizienz
Behandlungsverfahren
Abbildung 5: Ökoeffizienzdarstellung gleichwertiger Verfahren [6]
Solche Untersuchungen sowohl für Produkte als auch für komplexere Systeme stellen nur Momentaufnahmen dar. Zeitliche Aspekte bleiben weitgehend unbe-rücksichtigt. Mit Mitteln der recyclinggerechten Produktgestaltung beziehungsweise Konstruktion wird - wiederum beschränkt auf die Produktebene - versucht, umwelt-gerechte Aspekte für das spätere Recycling einzubinden. Wegen der unter-schiedlichen Nutzungsdauer scheint es aber unmöglich, alle technischen Recyclingvorgaben und eventuellen Stoffverbote zum Produktionszeitpunkt zu berücksichtigen. Die Betrachtung des Materialrecyclings statt des Produktrecyclings setzt unmittelbar nach der Nutzungsphase an und berücksichtigt daher das reale, komplexe Recyclinginputgemisch. Eine Studie an Waschmaschinen unterschiedlicher Baujahre greift den zeitlichen Aspekt ihrer Recyclierfähigkeit auf, beschränkt sich aber auf die Demontagefreundlichkeit der Altgeräte [40]. Im Sinne des Materialrecyclings, das für
Aspekte des Recyclings
14
die Mehrheit der Maschinen Anwendung findet, verliert diese Untersuchung der Demontagefreundlichkeit an Aussagekraft. Beim Materialrecycling, auch Stoffrecycling genannt, werden stoffstromorientierte Eigenschaften untersucht. Auch auf europäischer Ebene sind Stoffströme und nicht mehr Produkte und deren ökobilanzielles Verhalten Gegenstand der Diskussionen [32]. Der Gedanke der Kreislaufführung, wie er im Kreislaufwirtschafts- und Abfallgesetz steht und auch in die Agenda 21 eingeflossen ist, besagt, dass ausgediente Produkte als Sekundärrohstoffe anzusehen sind. Am Beispiel von Metallen wird dies besonders deutlich, da diese neben guten Recyclingeigenschaften eine hohe Massen- und Wertschöpfungsrelevanz besitzen. Die Tabelle 2 zeigt einen Auszug aus der europäischen Aluminium-Schrottnorm, die den Aluminiumgehalt im Schrott bewertet. Die Schrottnorm nimmt eine Unterteilung in Schrottfraktionen unter Berücksichtigung von Begleitelementen vor, die für die weitere Behandlung meist negative Eigenschaften aufweisen. Die Produktherkunft des Aluminiumschrotts ist hierbei unerheblich [21]. Der Norm-Teil 11 reguliert die Anforderungen speziell für Aluminium-Kupfer-Kühler-Schrott. Damit aluminiumhaltige Schrotte dieser Schrottklasse entsprechen, darf der Kupferanteil maximal 40 % betragen. Die Grenze für Eisenanteile liegt bei 0,7 %. Gemäß Spalte 5 dürfen in Summe 0,2 % weitere Verunreinigungen enthalten sein. Der restliche Massenanteil muss aus Aluminium bestehen. Die Normvorgaben haben für den Handel den Vorteil, dass aufgrund der Klassifizierung Mindestqualitäten in dieser Schrottsorte geregelt sind. Die Preisfindung für Käufer und Verkäufer wird vereinfacht, und es sind Anforderungen beziehungsweise Sicherheiten für notwendige Prozessparameter der Aufbereitungstechnik oder der Metallurgie bekannt. Diese Sorte Schrott stammt vorwiegend aus Fahrzeugen oder Kühlanlagen.
Aspekte des Recyclings
15
Europäische Aluminiumschrottnorm - Entwurf
(Konzentrationsangaben in Masse-%)
Teil-Nr. Schrottsorte Materialien (Beispiele)
Schmelz-
ausbeute
Zusammensetzung
der Probeschmelze
(Maximalgehalte) Bemerkungen
# 1 Allgemeine Anforderungen, Probenahme und Prüfverfahren
# 2
Unlegierter
Aluminium-
schrott
- Neuschrotte aus der
Blech-, Band-,
Rohrherstellung
- neues und altes Litho-
graphiematerial
- sortierte Altschrotte 95 % typ.
0,25% Si; 0,40% Fe;
0,05% Cu; 0,05% Mn;
0,05% Mg; 0,07% Zn;
0,05% Ti; Sonstige je
0,05%; Rest
Aluminium
min. 0,2mm dick; frei von
beschichtetem Material, Öl,
Fett, Kunststoffen etc.
# 3
Draht- und
Kabelschrott
- Neuschrotte aus der
Draht- und
Kabelherstellung
- Altschrotte aus der
Kabelzerlegung und
-aufbereitung 95 % min.
unlegiert:
0,25% Si; 0,40% Fe;
0,05% Cu; 0,05% Mn;
0,05% Mg; 0,07% Ti;
Sonstige je 0,03%
Aluminiumgehalt
99,5%
Si/Mg legiert (6 xxx):
0,60% Si; 0,30% Fe;
0,60% Mg; 0,60% Si;
0,30% Fe; 0,05% Cu;
0,60% Mg; 0,05% Cr;
0,07% Zn; 0,10% Ti;
Sonstige ges. 0,05%,
Rest Aluminium
min. 0,8mm pro Einzeldraht;
frei von Tragseilen etc. aus
Stahl u.a.; unbeschichtet; frei
von Verbrennungsrückständen,
Öl, Fett, Schmutz, Kunststoff
etc. in Form von Paketen,
Presslingen, Coils bzw.
geschnitten o. gehäckselt
# 11
Al/Cu-
Kühler-
schrott
- Kühler aus Fahrzeugen.
Kühlschränken u.a.
Kühlanlagen
max. 40% Cu; max.
0,70% Fe; max.
0,20% andere
Bestandteile, Rest
Aluminium
frei von Feuchtigkeit, Öl, Fett,
Schmutz, Kunststoff, Eisen,
Messing, u.a.
Fremdbestandteilen,
Stückgröße: 500x500x250mm
Tabelle 2: Europäische Aluminiumschrottnorm (Auszug)
Die Betrachtung des Recyclings ganzer Stoffströme ist sehr aufwendig. Im folgenden Kapitel wird eine Methodik zur Bearbeitung dieses Themenfelds beschrieben.
3.2. Recyclingmodell im Stoffstrom
Der besondere Nutzen des hier erläuterten Recyclingmodells liegt in der Abstraktheit und somit der Übertragbarkeit auf unterschiedliche Produktfelder. Stoffströme
Aspekte des Recyclings
16
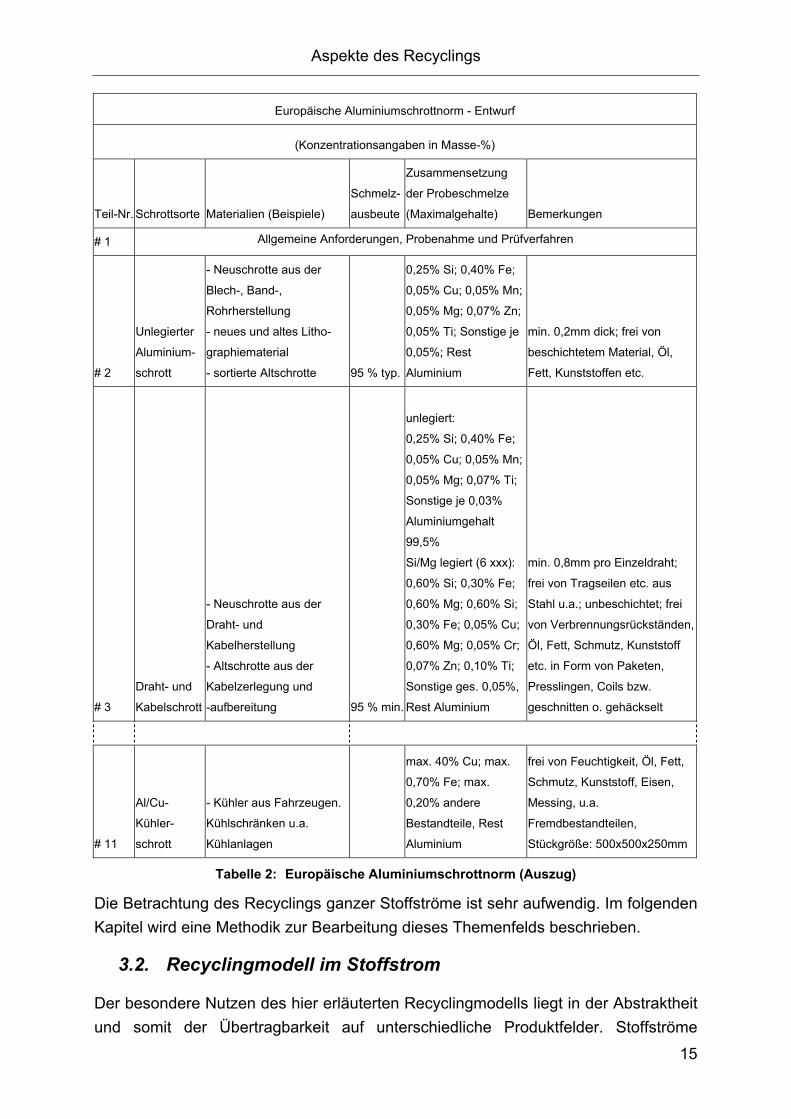
können in Prozessketten dargestellt werden, die den Lebensweg des Materials verfolgen. Die Anzahl der einzelnen Kettenelemente variiert stark je nach Untersuchungsgegenstand. Die Prozesskette beginnt mit der „Entstehung“ des Materials, das oftmals ein in der Natur vorkommendes Element oder dessen erste Verarbeitungsstufe im Verlauf der synthetischen Erzeugung nicht natürlicher Stoffe ist. Die Prozesskette beinhaltet weitere Schritte zur Verbesserung der Produkt-eigenschaft beziehungsweise zur Nutzbarmachung erwünschter Materialparameter. Die Produktveredlung kann in vielen Fällen als Produktion verstanden werden, die den Ausgangspunkt der anschließenden Nutzung markiert. Bei der Produktion sind viele technische sowie logistische und juristische Faktoren in Form von Kettenelementen zu berücksichtigen. Zu den Kettenelementen gehören auch alle Einflüsse aus ökonomischen, ökologischen und sozialen Spannungsfeldern mit ihren speziellen Wirkungsweisen. Abbildung 6 veranschaulicht stark vereinfacht die Inanspruchnahme von Ressourcen und die Herstellung eines Produktes in mehreren Behandlungsstufen. Einflüsse unterschiedlicher Kategorien wirken entlang der gesamten Kette.
LogistikRecht
Ökonomie Ökologie Soziales
Ausgangsstoffe/ Elemente
LogistikRecht
Ökonomie Ökologie Soziales
Ausgangsstoffe/ Elemente
Abbildung 6: Herstellung eines Produkts in mehreren Behandlungsstufen mit Einflüssen aus unterschiedlichen Bereichen
Der Nutzen der Analyse der jeweiligen Einflüsse an unterschiedlichen Ketten-stationen hängt vom Betrachterstandpunkt und dem Ziel der Aufgabenstellung ab. Der weitere Verlauf der Prozesskette orientiert sich am Lebensweg des Stoffes. So werden Verweilzeiten oder Stoffumwandlungen betrachtet, bevor das Material am Ende der Prozesskette dem menschlichen Zugriff entzogen beziehungsweise
Aspekte des Recyclings
17
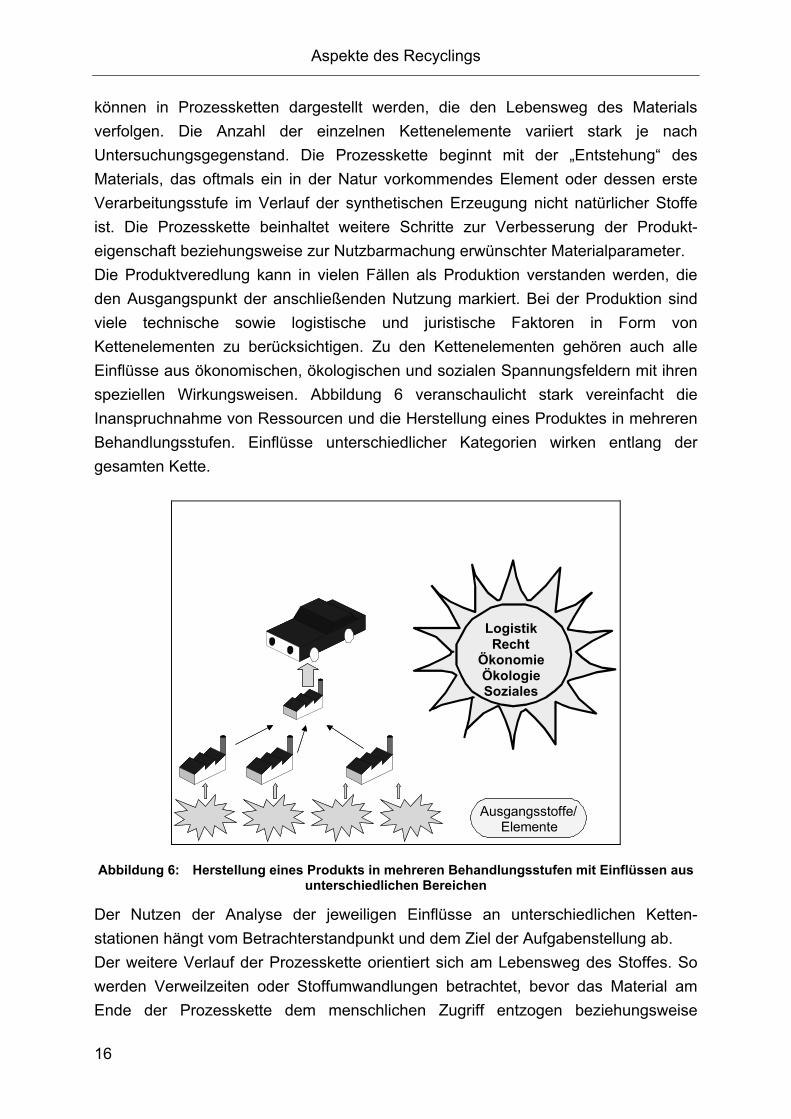
entsorgt wird. An dieser Stelle wird die Abstraktheit der Betrachtung deutlich, da entsorgte Materialien beispielsweise als Deponiekörper zwar ein temporäres Ende in der Prozesskette gefunden haben, eine spätere Nutzung unserer heutigen Abfälle als Rohstoffe von morgen aber vorstellbar ist. Prozessketten müssen keineswegs eindirektional verlaufen. Aus ökologisch gewollten, gesetzlich vorgeschriebenen und ökonomisch sinnvollen Gründen ist eine Auflösung der geradlinigen Struktur von Stoffströmen oftmals möglich. Grundsätzlich bedeutet Recycling eine Materialentnahme aus der Prozesskette und die Rückführung des Materials an eine chronologisch frühere Stelle der Kette. Beschränkte technische Wirkungsgrade bei der Aufbereitung der Stoffgemische verursachen hierbei einen Massenverlust. Grafisch betrachtet existiert somit neben der Prozesskette das Recycling in Form einer Rückführung, eines „loops“, in Anlehnung an die Terminologie des open- und closed loop recyclings [29]. In Abbildung 7 ist dieser Materialfluss dargestellt. Die Tabelle in Abbildung 7 enthält die quantitativen Massenangaben für die Kupfer-produktion in Deutschland für das Jahr 2001.
391(56%)
Aus sekundären Vorstoffen
303Aus primären Vorstoffen
694Gesamt
2001[kt]
Produktion vonRaffinadekupfer in Deutschland
391(56%)
Aus sekundären Vorstoffen
303Aus primären Vorstoffen
694Gesamt
2001[kt]
Produktion vonRaffinadekupfer in Deutschland
Prozesskette
Recycling
Abbildung 7: Primäre und sekundäre (Recycling-) Stoffströme in einer Prozesskette und die Quantifizierung am Beispiel von Kupfer
Eine weitere Untersuchung der Recyclingstrukturen basiert auf der Massenrelevanz. In Deutschland werden Metalle in großen Mengen aus sekundären Rohstoffen erzeugt. Dies liegt im Wesentlichen an national nicht vorhandenen oder nur geringen primären Rohstoffressourcen. Nach Erhebungen aus dem Jahr 2001 beträgt der Anteil aus sekundären Rohstoffen bei Zinn 25 %, bei Kupfer und Blei sogar 56 %
Aspekte des Recyclings
18
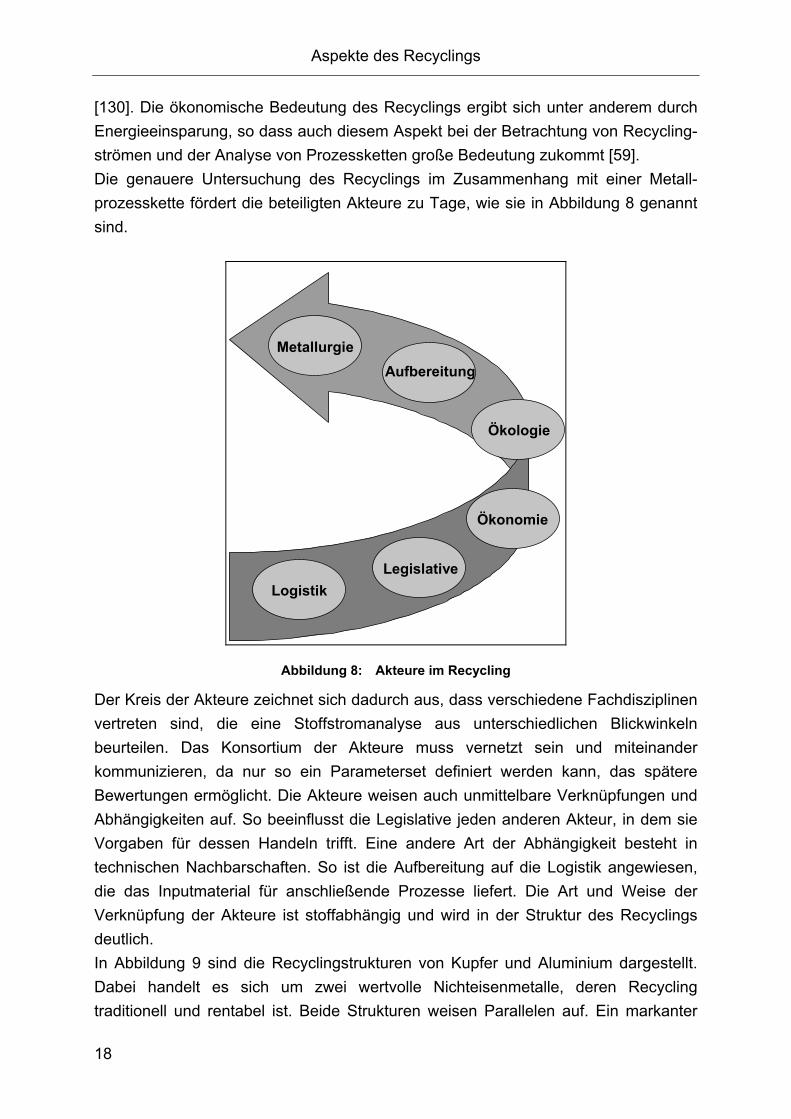
[130]. Die ökonomische Bedeutung des Recyclings ergibt sich unter anderem durch Energieeinsparung, so dass auch diesem Aspekt bei der Betrachtung von Recycling-strömen und der Analyse von Prozessketten große Bedeutung zukommt [59]. Die genauere Untersuchung des Recyclings im Zusammenhang mit einer Metall-prozesskette fördert die beteiligten Akteure zu Tage, wie sie in Abbildung 8 genannt sind.
Ökologie
Ökonomie
LegislativeLogistik
AufbereitungMetallurgie
Abbildung 8: Akteure im Recycling
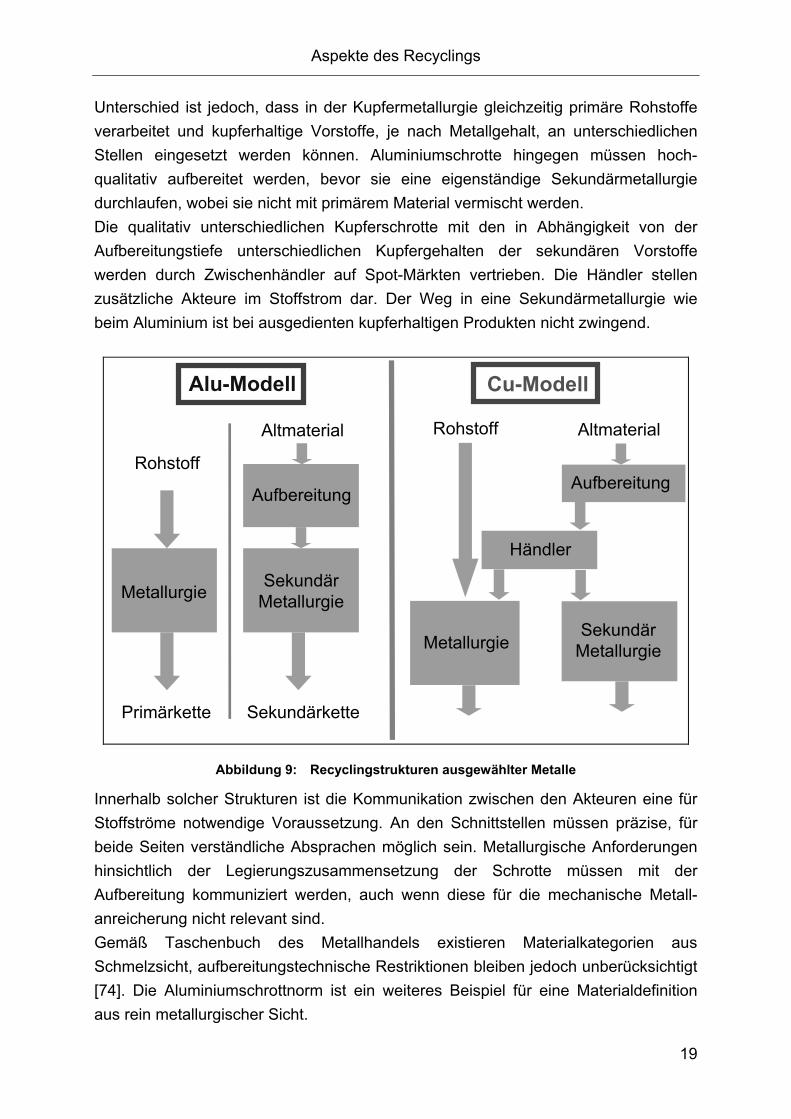
Der Kreis der Akteure zeichnet sich dadurch aus, dass verschiedene Fachdisziplinen vertreten sind, die eine Stoffstromanalyse aus unterschiedlichen Blickwinkeln beurteilen. Das Konsortium der Akteure muss vernetzt sein und miteinander kommunizieren, da nur so ein Parameterset definiert werden kann, das spätere Bewertungen ermöglicht. Die Akteure weisen auch unmittelbare Verknüpfungen und Abhängigkeiten auf. So beeinflusst die Legislative jeden anderen Akteur, in dem sie Vorgaben für dessen Handeln trifft. Eine andere Art der Abhängigkeit besteht in technischen Nachbarschaften. So ist die Aufbereitung auf die Logistik angewiesen, die das Inputmaterial für anschließende Prozesse liefert. Die Art und Weise der Verknüpfung der Akteure ist stoffabhängig und wird in der Struktur des Recyclings deutlich. In Abbildung 9 sind die Recyclingstrukturen von Kupfer und Aluminium dargestellt. Dabei handelt es sich um zwei wertvolle Nichteisenmetalle, deren Recycling traditionell und rentabel ist. Beide Strukturen weisen Parallelen auf. Ein markanter
Aspekte des Recyclings
19
Unterschied ist jedoch, dass in der Kupfermetallurgie gleichzeitig primäre Rohstoffe verarbeitet und kupferhaltige Vorstoffe, je nach Metallgehalt, an unterschiedlichen Stellen eingesetzt werden können. Aluminiumschrotte hingegen müssen hoch-qualitativ aufbereitet werden, bevor sie eine eigenständige Sekundärmetallurgie durchlaufen, wobei sie nicht mit primärem Material vermischt werden. Die qualitativ unterschiedlichen Kupferschrotte mit den in Abhängigkeit von der Aufbereitungstiefe unterschiedlichen Kupfergehalten der sekundären Vorstoffe werden durch Zwischenhändler auf Spot-Märkten vertrieben. Die Händler stellen zusätzliche Akteure im Stoffstrom dar. Der Weg in eine Sekundärmetallurgie wie beim Aluminium ist bei ausgedienten kupferhaltigen Produkten nicht zwingend.
Rohstoff
Primärkette
Metallurgie
Sekundärkette
Altmaterial Rohstoff
Metallurgie
Aufbereitung
SekundärMetallurgie
Altmaterial
Alu-Modell Cu-Modell
SekundärMetallurgie
Aufbereitung
Händler
Abbildung 9: Recyclingstrukturen ausgewählter Metalle
Innerhalb solcher Strukturen ist die Kommunikation zwischen den Akteuren eine für Stoffströme notwendige Voraussetzung. An den Schnittstellen müssen präzise, für beide Seiten verständliche Absprachen möglich sein. Metallurgische Anforderungen hinsichtlich der Legierungszusammensetzung der Schrotte müssen mit der Aufbereitung kommuniziert werden, auch wenn diese für die mechanische Metall-anreicherung nicht relevant sind. Gemäß Taschenbuch des Metallhandels existieren Materialkategorien aus Schmelzsicht, aufbereitungstechnische Restriktionen bleiben jedoch unberücksichtigt [74]. Die Aluminiumschrottnorm ist ein weiteres Beispiel für eine Materialdefinition aus rein metallurgischer Sicht.
Aspekte des Recyclings
20
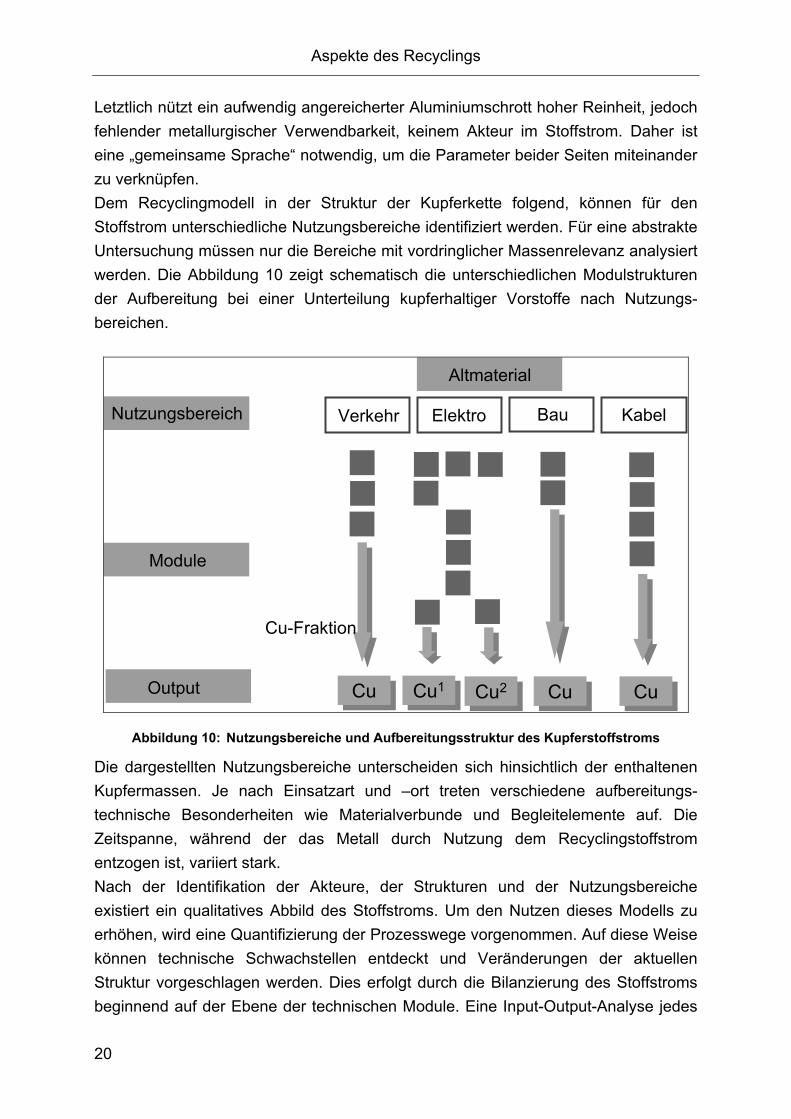
Letztlich nützt ein aufwendig angereicherter Aluminiumschrott hoher Reinheit, jedoch fehlender metallurgischer Verwendbarkeit, keinem Akteur im Stoffstrom. Daher ist eine „gemeinsame Sprache“ notwendig, um die Parameter beider Seiten miteinander zu verknüpfen. Dem Recyclingmodell in der Struktur der Kupferkette folgend, können für den Stoffstrom unterschiedliche Nutzungsbereiche identifiziert werden. Für eine abstrakte Untersuchung müssen nur die Bereiche mit vordringlicher Massenrelevanz analysiert werden. Die Abbildung 10 zeigt schematisch die unterschiedlichen Modulstrukturen der Aufbereitung bei einer Unterteilung kupferhaltiger Vorstoffe nach Nutzungs-bereichen.
Verkehr Elektro Bau KabelNutzungsbereich
Output
Module
CuCu
Cu-Fraktion
Altmaterial
Cu1Cu1 Cu2Cu2 CuCu CuCu
Abbildung 10: Nutzungsbereiche und Aufbereitungsstruktur des Kupferstoffstroms
Die dargestellten Nutzungsbereiche unterscheiden sich hinsichtlich der enthaltenen Kupfermassen. Je nach Einsatzart und –ort treten verschiedene aufbereitungs-technische Besonderheiten wie Materialverbunde und Begleitelemente auf. Die Zeitspanne, während der das Metall durch Nutzung dem Recyclingstoffstrom entzogen ist, variiert stark. Nach der Identifikation der Akteure, der Strukturen und der Nutzungsbereiche existiert ein qualitatives Abbild des Stoffstroms. Um den Nutzen dieses Modells zu erhöhen, wird eine Quantifizierung der Prozesswege vorgenommen. Auf diese Weise können technische Schwachstellen entdeckt und Veränderungen der aktuellen Struktur vorgeschlagen werden. Dies erfolgt durch die Bilanzierung des Stoffstroms beginnend auf der Ebene der technischen Module. Eine Input-Output-Analyse jedes
Aspekte des Recyclings
21
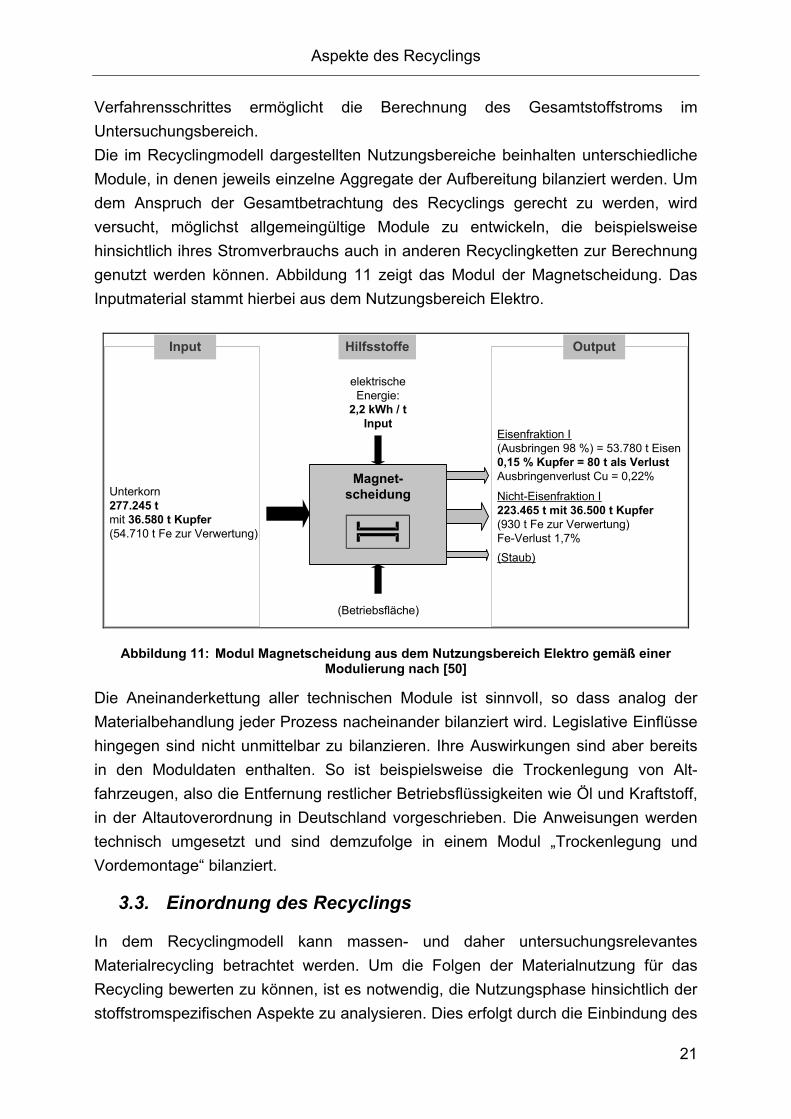
Verfahrensschrittes ermöglicht die Berechnung des Gesamtstoffstroms im Untersuchungsbereich. Die im Recyclingmodell dargestellten Nutzungsbereiche beinhalten unterschiedliche Module, in denen jeweils einzelne Aggregate der Aufbereitung bilanziert werden. Um dem Anspruch der Gesamtbetrachtung des Recyclings gerecht zu werden, wird versucht, möglichst allgemeingültige Module zu entwickeln, die beispielsweise hinsichtlich ihres Stromverbrauchs auch in anderen Recyclingketten zur Berechnung genutzt werden können. Abbildung 11 zeigt das Modul der Magnetscheidung. Das Inputmaterial stammt hierbei aus dem Nutzungsbereich Elektro.
Input
Magnet-scheidungUnterkorn
277.245 tmit 36.580 t Kupfer(54.710 t Fe zur Verwertung)
Hilfsstoffe
elektrischeEnergie:
2,2 kWh / tInput
(Betriebsfläche)
Output
Eisenfraktion I(Ausbringen 98 %) = 53.780 t Eisen0,15 % Kupfer = 80 t als VerlustAusbringenverlust Cu = 0,22%
Nicht-Eisenfraktion I223.465 t mit 36.500 t Kupfer(930 t Fe zur Verwertung)Fe-Verlust 1,7%(Staub)
Abbildung 11: Modul Magnetscheidung aus dem Nutzungsbereich Elektro gemäß einer Modulierung nach [50]
Die Aneinanderkettung aller technischen Module ist sinnvoll, so dass analog der Materialbehandlung jeder Prozess nacheinander bilanziert wird. Legislative Einflüsse hingegen sind nicht unmittelbar zu bilanzieren. Ihre Auswirkungen sind aber bereits in den Moduldaten enthalten. So ist beispielsweise die Trockenlegung von Alt-fahrzeugen, also die Entfernung restlicher Betriebsflüssigkeiten wie Öl und Kraftstoff, in der Altautoverordnung in Deutschland vorgeschrieben. Die Anweisungen werden technisch umgesetzt und sind demzufolge in einem Modul „Trockenlegung und Vordemontage“ bilanziert.
3.3. Einordnung des Recyclings
In dem Recyclingmodell kann massen- und daher untersuchungsrelevantes Materialrecycling betrachtet werden. Um die Folgen der Materialnutzung für das Recycling bewerten zu können, ist es notwendig, die Nutzungsphase hinsichtlich der stoffstromspezifischen Aspekte zu analysieren. Dies erfolgt durch die Einbindung des
Aspekte des Recyclings
22
Recyclings in den Stoffstrom. Das Recycling bedient sich der Sekundärrohstoffe, die zu unterschiedlichen Zeitpunkten und in verschiedenen Erscheinungsformen aus der Nutzung ausscheiden. Zur Verfolgung des Stoffstroms ist es unerlässlich, zuvor die Verteilung des Untersuchungsgegenstandes zu identifizieren. Dazu dient die Dispersionsanalyse.
Dispersion
23
4. Dispersion
Die Dispersion ist gemäß Definition „ein aus zwei oder mehreren Phasen bestehendes Stoffsystem (Mischung), bei dem ein Stoff (das Dispergens, die disperse Phase) in einem anderen (dem Dispersionsmittel) in feinster Form verteilt (dispergiert) ist. Sowohl die Teilchen der dispersen Phase als auch das Dispersionsmittel können dabei fest, flüssig oder gasförmig sein. Beispiele für Dispersionen sind Suspensionen, Emulsionen, Aerosole (Nebel) und Rauch“ [69]. Im Kontext dieser Untersuchung beschreibt die Dispersion die Verteilung eines Materials in der Umwelt. Sie sagt aus, in welchem Verhältnis ein Stoff mit welchen anderen Stoffen auf welche Art verbunden ist, wo sich diese Verbindung befindet und wie lange die Verbindung schon besteht oder noch Bestand hat. Dispersion setzt nicht voraus, dass die beschriebenen Verteilungsaspekte künstlich hervorgerufen worden sind. Durch die Natur ist ebenfalls eine Verteilung von Stoffen vorgegeben. So wird beispielsweise die Verteilung von in der Genese identischen Gesteinssedimenten im Meeresgrund untersucht. Die Untersuchung gibt Aufschluss über die in den Sedimenten enthaltenen Materialien, die Verteilung einzelner Gesteine und die Tiefe im Meeresgrund. Die Tiefe des Sediments beziehungsweise die Höhe der nachträglich erfolgten Ablagerungen lassen auf die Dauer seit der ursprünglichen Entstehung schließen. Geologisch wird eine solche Sediment-verteilung und –lokalisation als Sequenzstratigraphie bezeichnet [87]. Dispersion wird nach drei Aspekten, nämlich Stoff, Raum und Zeit, untergliedert. Die Analyse der Dispersion liefert Erkenntnisse für die Untersuchung eines Stoffstroms, hier im Weiteren fokussiert auf Metalle. Die Verteilung eines Metalls in der Umwelt beziehungsweise in Produkten bildet den Ausgangspunkt für die Zusammensetzung des Recyclinginputgemisches.
4.1. Stoffliche Dispersion
Die stoffliche Dispersion, als Merkmal für die Nutzungsphase vor dem Recycling, beschreibt zum einen die Feinheit der Stoffverteilung und damit die kleinste oder die durchschnittliche relative Masse pro Nutzungsfall. Die Dispersion wirkt sich auch auf den Stoffverbund aus. Legierungen sind gute Beispiele für Metallgemische, in denen ein Einzelmetall stofflich dispergiert ist. Recycling ist stark von der stofflichen Dispersion abhängig, da die Möglichkeit, einen Stoff zu recyceln, von dessen Masse abhängt. Je geringer die Masse ist, desto größer wird der Aufwand zur Rückholung des Materials in den Kreislauf. Mit erhöhtem Aufwand ist die Verschlechterung des Wirkungsgrades verbunden.
Dispersion
24
Bronze wird trotz Zinnanteilen von bis zu 20 % (neben mindestens 80 % Kupfer) nicht dem Zinnrecycling zugeführt, sondern gelangt vorwiegend in die Kupfer-aufbereitung und aus der heraus später anteilig in die Mischzinnhütte. Die stoffliche Dispersion von Zinn in Kupfer entzieht das Zinn zunächst dem direkten Zinnrecycling. Zur Analyse der stofflichen Dispersion ist es erforderlich, genaue Informationen über die Materialeigenschaften des Untersuchungsgegenstandes zu recherchieren. Daraus ergeben sich erste Ansatzpunkte für die Bestimmung der kleinsten Einheit. Die Stoffeigenschaften bestimmen die Einsatzmöglichkeiten und Anwendungsfälle. So lässt die elektrische Leitfähigkeit von Metallen auf deren Verwendung in der Elektro- und Elektronikindustrie schließen. Wärmeisolierende Eigenschaften wiederum sind Indikatoren für den Einsatz in Wärme- und Kältetechnik oder beim Hausbau. Mit Hilfe der Erkenntnisse über potenzielle Anwendungsgebiete bestimmter Materialien ist es möglich, deren stoffliche Dispersion zu analysieren. Solche Analysen sind nur qualitativ, nicht aber quantitativ zu verstehen. Sie liefern aber für das Materialrecycling (erste) Anhaltspunkte. Der Zusammenhang Eignung – Nutzung zeigt sich auch in dem verstärkten Vorkommen spezieller Kunststoffsorten in Produktkategorien entsprechend der Tabelle 3 [75].
Kunststoff-Familien in den Sektoren
Produktkategorie PE PP PVC PS ABS PC PET andere
Grosse Hausgeräte X X X X X X PU
Telekommunikation X X
Elektrische Ausrüstung X X Thermosets
Medizinausrüstung X X
Kabel X X
Tabelle 3: Sektorielle Kunststofffamilien (Auszug) [75]
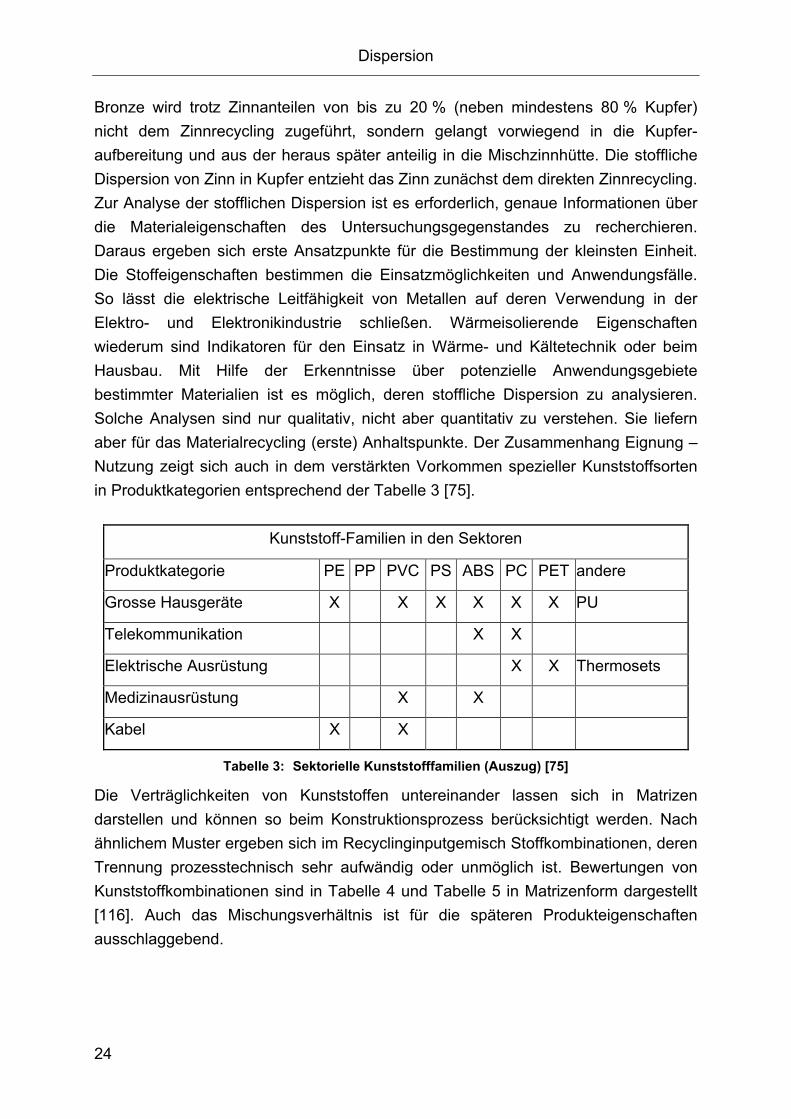
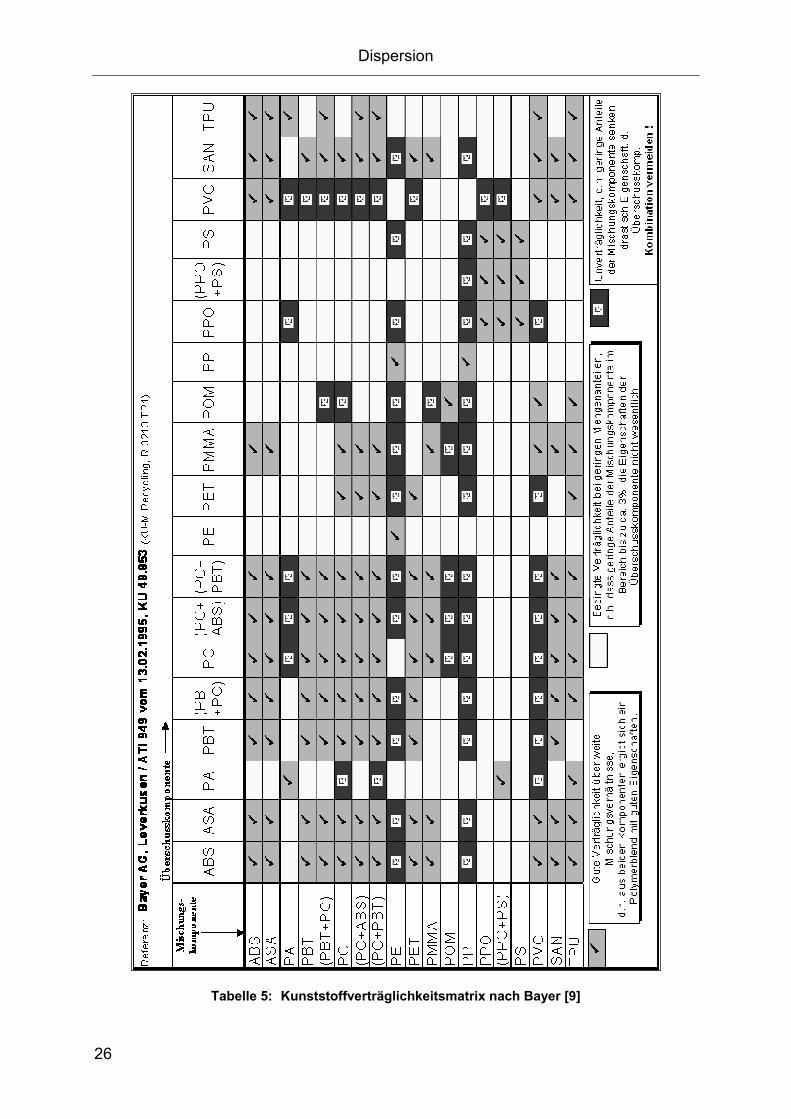
Die Verträglichkeiten von Kunststoffen untereinander lassen sich in Matrizen darstellen und können so beim Konstruktionsprozess berücksichtigt werden. Nach ähnlichem Muster ergeben sich im Recyclinginputgemisch Stoffkombinationen, deren Trennung prozesstechnisch sehr aufwändig oder unmöglich ist. Bewertungen von Kunststoffkombinationen sind in Tabelle 4 und Tabelle 5 in Matrizenform dargestellt [116]. Auch das Mischungsverhältnis ist für die späteren Produkteigenschaften ausschlaggebend.
Dispersion
25
W i c h t i g eK o n s t r u k -t i o n s -K u n s t s t o f f e P
E
PV
C
PS
PC
PP
PA
PO
M
SA
N
AB
S
PB
TP
PE
TP
PM
MA
P E
P V C
P S
P C
P P
P A
P O M
S A N
A B S
P B T P
P E T P
P M M A
i n k l e i n e n M e n g e n v e r t r ä g l i c h
Mat
rixw
erks
toff
Z u m i s c h w e r k s t o f f
v e r t r ä g l i c h
b e s c h r ä n k t v e r t r ä g l i c hn i c h t v e r t r ä g l i c h
Tabelle 4: Kunststoffverträglichkeitsmatrix nach VDI-Norm [116]
Dispersion
26
Tabelle 5: Kunststoffverträglichkeitsmatrix nach Bayer [9]
Dispersion
27
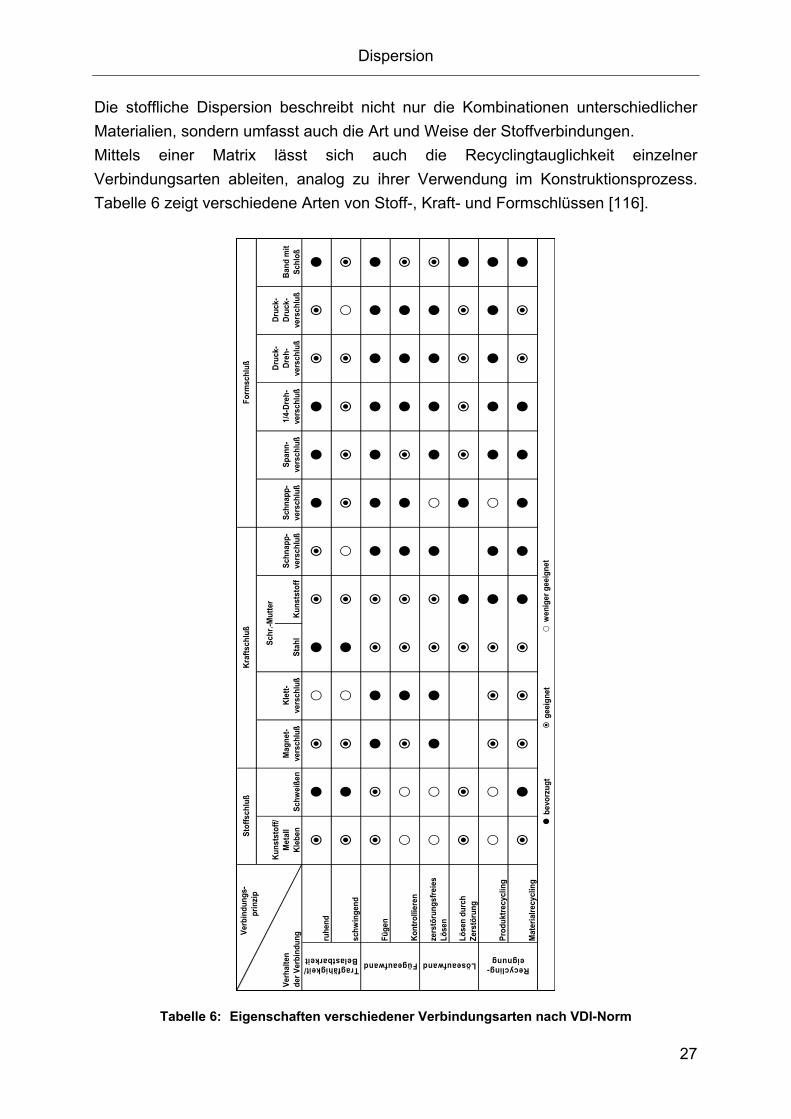
Die stoffliche Dispersion beschreibt nicht nur die Kombinationen unterschiedlicher Materialien, sondern umfasst auch die Art und Weise der Stoffverbindungen. Mittels einer Matrix lässt sich auch die Recyclingtauglichkeit einzelner Verbindungsarten ableiten, analog zu ihrer Verwendung im Konstruktionsprozess. Tabelle 6 zeigt verschiedene Arten von Stoff-, Kraft- und Formschlüssen [116].
Tabelle 6: Eigenschaften verschiedener Verbindungsarten nach VDI-Norm
Stah
lKu
nsts
toff
ruhe
nd
schw
inge
nd
Füge
n
Kont
rolli
eren
zers
töru
ngsf
reie
s Lö
sen
Löse
n du
rch
Zers
töru
ng
Prod
uktre
cycl
ing
Mat
eria
lrecy
clin
g
bevo
rzug
tge
eign
et
Fügeaufwand Löseaufwand Recycling-eignung
Schr
.-Mut
ter
Schn
app-
vers
chlu
ßSc
hnap
p-ve
rsch
luß
Tragfähigkeit/ Belastbarkeit
Kuns
tsto
ff/
Met
all
Kleb
enSc
hwei
ßen
Mag
net-
vers
chlu
ßKl
ett-
vers
chlu
ßBa
nd m
it Sc
hloß
Ver
bind
ungs
-
prin
zip
Ver
halte
n d
er V
erbi
ndun
g
wen
iger
gee
igne
t
Span
n-ve
rsch
luß
1/4-
Dreh
-ve
rsch
luß
Druc
k-Dr
eh-
vers
chlu
ß
Druc
k-Dr
uck-
vers
chlu
ß
Stof
fsch
luß
Kraf
tsch
luß
Form
schl
uß
Dispersion
28
Aus den Daten der dritten Spalte wird am Beispiel von Klebeverbindungen die Auswirkung der stofflichen Dispersion für den nachgelagerten Recyclingprozess deutlich. Klebeverbindungen von Metall und Kunststoff eignen sich für das Materialrecycling, da das unterschiedliche Zerkleinerungsverhalten der Komponenten in Abhängigkeit von der Beanspruchung die Verbindung durch maschinellen Einsatz lösbar macht. Für eine händische Demontage wie beim Produktrecycling ist diese Verbindungsart jedoch weniger geeignet, da der Stoffschluss so nur sehr schwer zu lösen ist. Kupferkabel bestehen ebenfalls aus einer stoffschlüssigen Verbindung aus Kupfer und isolierender Kunststoffummantelung. Die Verbindungsart stellt einen Aspekt der stofflichen Dispersion dar. Neben den Verbindungseigenschaften liefert die Dispersionsanalyse aber auch Informationen über die Materialien, mit denen das Kupfer verbunden ist. Gemäß Tabelle 3 wird als Isolationswerkstoff vorwiegend Polyethylen (PE) oder Polyvinylchlorid (PVC) genutzt. Das Metall hat im Verhältnis zum Kunststoff, abhängig vom speziellen Anwendungsfall, einen Anteil von 30 bis 50 Gew.-%. In Kurzform beschreibt die stoffliche Dispersion, welcher Stoff mit welchen anderen Materialien in welchem Massenverhältnis auf welche Art verbunden ist.
4.2. Räumliche Dispersion
Nach der Betrachtung der stofflichen Dispersion folgt die Analyse, wo Stoffe oder Stoffverbindungen vorhanden sind. Zumeist bestimmen die Anwendungsgebiete des Gesamtprodukts auch dessen räumliche Verteilung. Aus der abstrakten Sicht des Stoffstroms kann die geografische Verteilung eines Untersuchungsmaterials nach regionalen, nationalen und globalen Aspekten unterschieden werden. Eine solche Untergliederung ist für die Sammlung und Erfassung, die so genannte Redistributionslogistik, als ein dem Recycling vorgelagerter Prozess von großer Bedeutung. Die Analyse von Sekundärrohstoffen ergibt national begrenzte Verteilungsstrukturen, die sich aus dem Abfallverbringungsgesetz (AbfVerbrG) und der Abfallverbringungs-Verordnung (AbfVerbrV) ergeben. Das Gesetz regelt in § 3 „Grundsatz der Beseitigungsautarkie“ den Vorrang innerstaatlicher Abfallbeseitigung. Bei gesetzes-konformer grenzüberschreitender Abfallverbringung sind Mitgliedstaaten der Europäischen Gemeinschaft vorrangig vor Nichtmitgliedstaaten zu behandeln. Diese Bestimmungen gelten sowohl für die Abfallbeseitigung als auch für die Abfallverwertung. Entscheidendes Kriterium ist hier die juristische Deklaration von Materialien als Abfall. Diese Thematik soll im Rahmen dieser Arbeit jedoch nicht diskutiert werden. Für die Betrachtung von Stoffströmen ist es wichtig, die Existenz juristischer Einflüsse auf die Verteilung von Sekundärrohstoffen zu kennen. Die
Dispersion
29
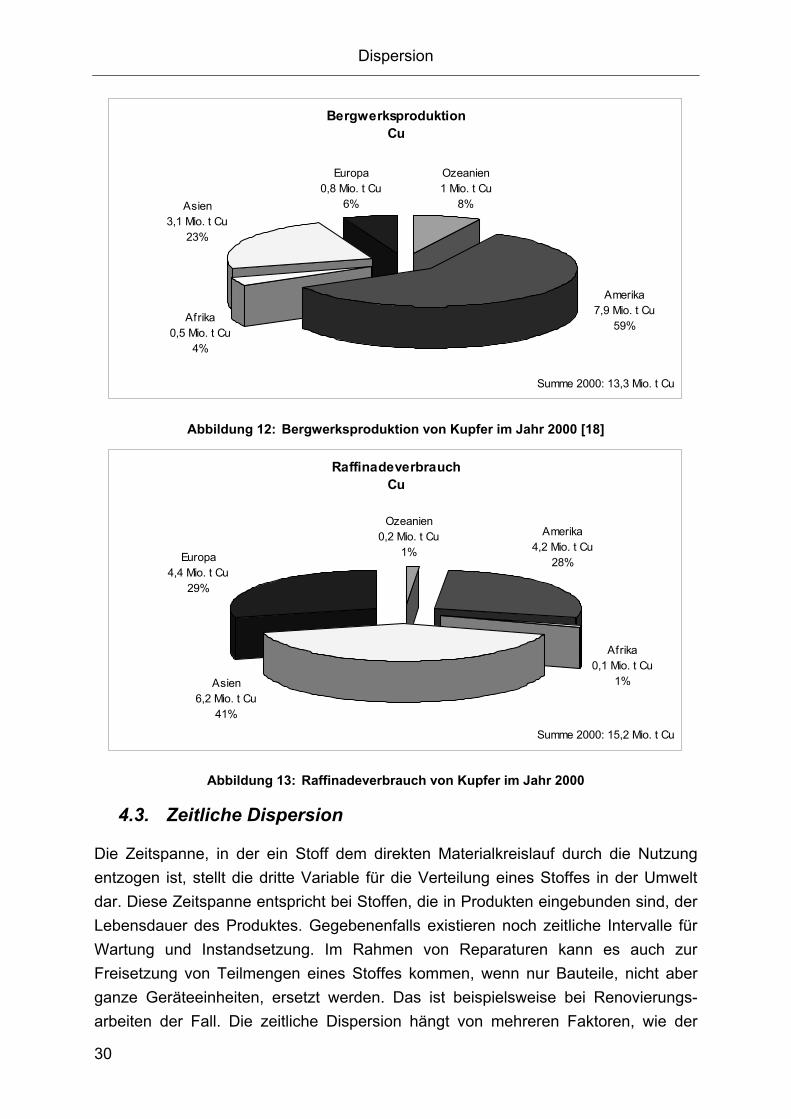
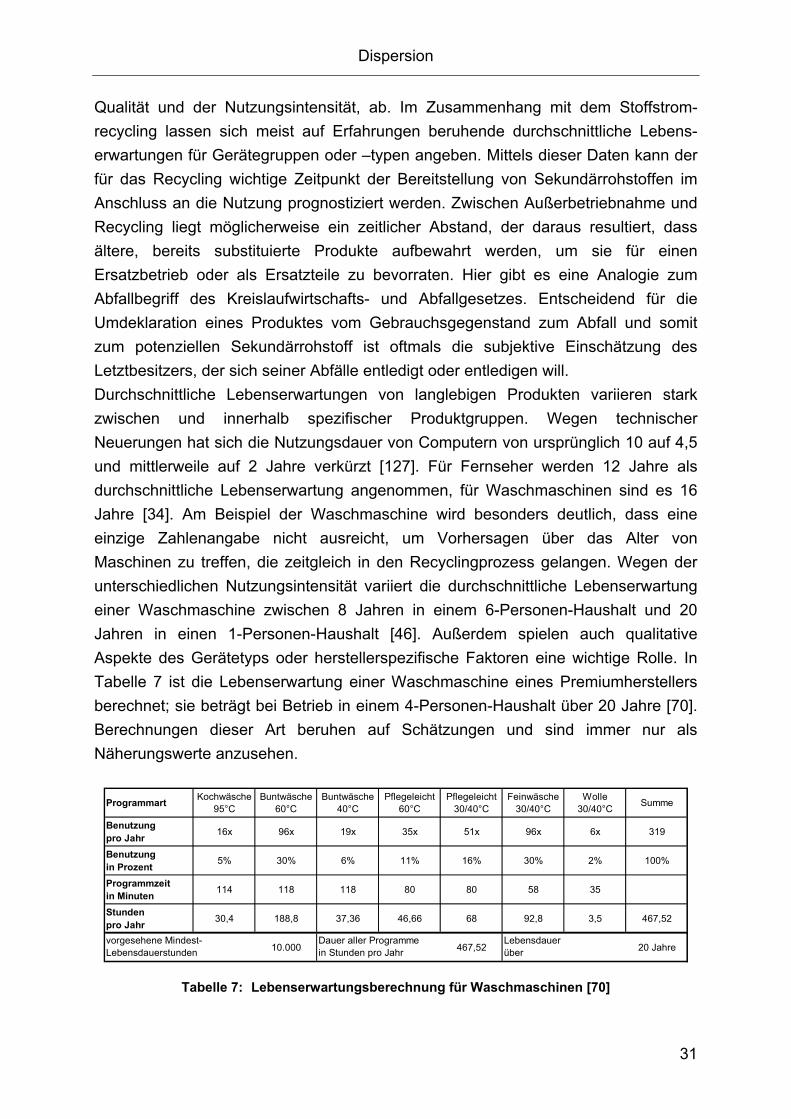
Dispersionsbetrachtung liefert so Informationen zu Strukturen und Potenzialen von Recyclinginputstoffen. Globale, nationale oder regionale Betrachtungen ergeben Verteilungsmuster und zeigen Ansammlungen von Materialien. Dies sind Strukturen auf der Makroebene. Wo genau ein Stoff in der Nutzung ist, wird erst bei der Betrachtung der Mikroebene deutlich, wenn der lokale Verbleib in konkreten Produkten oder Nutzungsbereichen untersucht wird. In der Mikroebene wird auch die Masse eines Stoffes berücksichtigt, die für einen Anwendungsfall eingesetzt wird. Die räumliche Dispersion von Einzelstoffen ist für die Analyse der Primärrohstoffe besonders wichtig. Die Lagerstättenverteilung von Kupfererz oder Bauxit zur primären Kupfer- beziehungsweise Aluminiumproduktion ist global betrachtet nicht gleichmäßig. Der Import solcher Rohstoffe stellt eine Umverteilung, also eine Änderung der räumlichen Dispersion, dar, die sich später bei Betrachtungen im Anschluss an die Nutzungsphase sowohl auf die Kreislaufwirtschaft als auch auf die Herkunft von Recyclinginputstoffen auswirkt. Räumliche Dispersion ist oftmals ökonomisch veranlasst, da sich die Kaufkraft der Länder auf den Ausstattungsgrad mit Gebrauchsgütern auswirkt. Der Kauf von Gütern, die zwangsläufig aus Rohstoffen bestehen, verursacht Materialtransporte und stellt eine Dispersions-änderung dar. Die lokale Produktion von Kupfer aus Bergwerken ist von den natürlich vorhandenen Lagerstätten abhängig. Im Unterschied dazu findet der Raffinadeverbrauch des Kupfers dort statt, wo entsprechende Verarbeitungskapazitäten existieren, und diese orientieren sich vorrangig am anschließenden Verbrauch. Die beiden Größen Produktion und Verbrauch sind in Abbildung 12 und Abbildung 13 illustriert und können für die Kontinente entsprechend der für die räumliche Dispersion relevanten Massenverhältnisse verglichen werden [18].
Dispersion
30
BergwerksproduktionCu
Amerika7,9 Mio. t Cu
59%
Ozeanien1 Mio. t Cu
8%
Europa0,8 Mio. t Cu
6%
Afrika0,5 Mio. t Cu
4%
Asien3,1 Mio. t Cu
23%
Summe 2000: 13,3 Mio. t Cu
Abbildung 12: Bergwerksproduktion von Kupfer im Jahr 2000 [18]
RaffinadeverbrauchCu
Europa4,4 Mio. t Cu
29%
Asien6,2 Mio. t Cu
41%
Afrika0,1 Mio. t Cu
1%
Amerika4,2 Mio. t Cu
28%
Ozeanien0,2 Mio. t Cu
1%
Summe 2000: 15,2 Mio. t Cu
Abbildung 13: Raffinadeverbrauch von Kupfer im Jahr 2000
4.3. Zeitliche Dispersion
Die Zeitspanne, in der ein Stoff dem direkten Materialkreislauf durch die Nutzung entzogen ist, stellt die dritte Variable für die Verteilung eines Stoffes in der Umwelt dar. Diese Zeitspanne entspricht bei Stoffen, die in Produkten eingebunden sind, der Lebensdauer des Produktes. Gegebenenfalls existieren noch zeitliche Intervalle für Wartung und Instandsetzung. Im Rahmen von Reparaturen kann es auch zur Freisetzung von Teilmengen eines Stoffes kommen, wenn nur Bauteile, nicht aber ganze Geräteeinheiten, ersetzt werden. Das ist beispielsweise bei Renovierungs-arbeiten der Fall. Die zeitliche Dispersion hängt von mehreren Faktoren, wie der
Dispersion
31
Qualität und der Nutzungsintensität, ab. Im Zusammenhang mit dem Stoffstrom-recycling lassen sich meist auf Erfahrungen beruhende durchschnittliche Lebens-erwartungen für Gerätegruppen oder –typen angeben. Mittels dieser Daten kann der für das Recycling wichtige Zeitpunkt der Bereitstellung von Sekundärrohstoffen im Anschluss an die Nutzung prognostiziert werden. Zwischen Außerbetriebnahme und Recycling liegt möglicherweise ein zeitlicher Abstand, der daraus resultiert, dass ältere, bereits substituierte Produkte aufbewahrt werden, um sie für einen Ersatzbetrieb oder als Ersatzteile zu bevorraten. Hier gibt es eine Analogie zum Abfallbegriff des Kreislaufwirtschafts- und Abfallgesetzes. Entscheidend für die Umdeklaration eines Produktes vom Gebrauchsgegenstand zum Abfall und somit zum potenziellen Sekundärrohstoff ist oftmals die subjektive Einschätzung des Letztbesitzers, der sich seiner Abfälle entledigt oder entledigen will. Durchschnittliche Lebenserwartungen von langlebigen Produkten variieren stark zwischen und innerhalb spezifischer Produktgruppen. Wegen technischer Neuerungen hat sich die Nutzungsdauer von Computern von ursprünglich 10 auf 4,5 und mittlerweile auf 2 Jahre verkürzt [127]. Für Fernseher werden 12 Jahre als durchschnittliche Lebenserwartung angenommen, für Waschmaschinen sind es 16 Jahre [34]. Am Beispiel der Waschmaschine wird besonders deutlich, dass eine einzige Zahlenangabe nicht ausreicht, um Vorhersagen über das Alter von Maschinen zu treffen, die zeitgleich in den Recyclingprozess gelangen. Wegen der unterschiedlichen Nutzungsintensität variiert die durchschnittliche Lebenserwartung einer Waschmaschine zwischen 8 Jahren in einem 6-Personen-Haushalt und 20 Jahren in einen 1-Personen-Haushalt [46]. Außerdem spielen auch qualitative Aspekte des Gerätetyps oder herstellerspezifische Faktoren eine wichtige Rolle. In Tabelle 7 ist die Lebenserwartung einer Waschmaschine eines Premiumherstellers berechnet; sie beträgt bei Betrieb in einem 4-Personen-Haushalt über 20 Jahre [70]. Berechnungen dieser Art beruhen auf Schätzungen und sind immer nur als Näherungswerte anzusehen.
Programmart Kochwäsche95°C
Buntwäsche60°C
Buntwäsche40°C
Pflegeleicht60°C
Pflegeleicht30/40°C
Feinwäsche30/40°C
Wolle30/40°C Summe
Benutzungpro Jahr 16x 96x 19x 35x 51x 96x 6x 319
Benutzungin Prozent 5% 30% 6% 11% 16% 30% 2% 100%
Programmzeitin Minuten 114 118 118 80 80 58 35
Stundenpro Jahr 30,4 188,8 37,36 46,66 68 92,8 3,5 467,52
10.000 467,52 20 Jahrevorgesehene Mindest-Lebensdauerstunden
Dauer aller Programmein Stunden pro Jahr
Lebensdauerüber
Tabelle 7: Lebenserwartungsberechnung für Waschmaschinen [70]
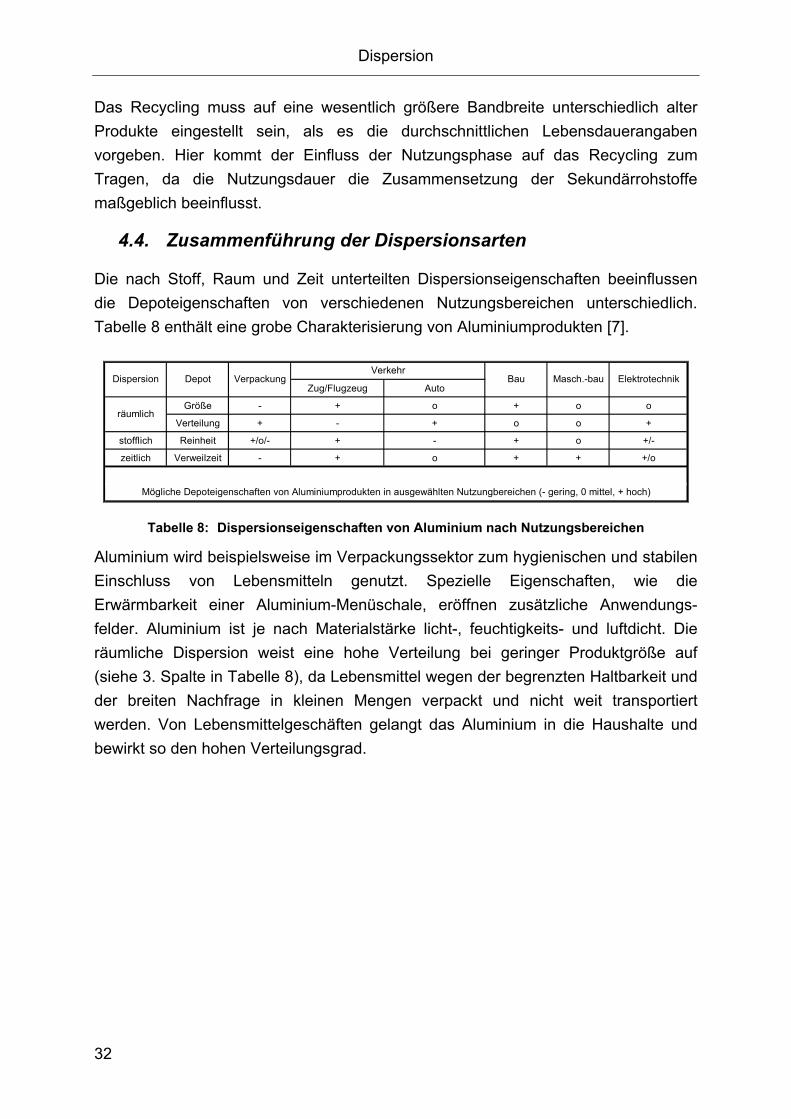
Dispersion
32
Das Recycling muss auf eine wesentlich größere Bandbreite unterschiedlich alter Produkte eingestellt sein, als es die durchschnittlichen Lebensdauerangaben vorgeben. Hier kommt der Einfluss der Nutzungsphase auf das Recycling zum Tragen, da die Nutzungsdauer die Zusammensetzung der Sekundärrohstoffe maßgeblich beeinflusst.
4.4. Zusammenführung der Dispersionsarten
Die nach Stoff, Raum und Zeit unterteilten Dispersionseigenschaften beeinflussen die Depoteigenschaften von verschiedenen Nutzungsbereichen unterschiedlich. Tabelle 8 enthält eine grobe Charakterisierung von Aluminiumprodukten [7].
Zug/Flugzeug Auto
Größe - + o + o o
Verteilung + - + o o +
stofflich Reinheit +/o/- + - + o +/-
zeitlich Verweilzeit - + o + + +/o
räumlich
Verkehr
Mögliche Depoteigenschaften von Aluminiumprodukten in ausgewählten Nutzungbereichen (- gering, 0 mittel, + hoch)
Dispersion Depot Verpackung Bau Masch.-bau Elektrotechnik
Tabelle 8: Dispersionseigenschaften von Aluminium nach Nutzungsbereichen
Aluminium wird beispielsweise im Verpackungssektor zum hygienischen und stabilen Einschluss von Lebensmitteln genutzt. Spezielle Eigenschaften, wie die Erwärmbarkeit einer Aluminium-Menüschale, eröffnen zusätzliche Anwendungs-felder. Aluminium ist je nach Materialstärke licht-, feuchtigkeits- und luftdicht. Die räumliche Dispersion weist eine hohe Verteilung bei geringer Produktgröße auf (siehe 3. Spalte in Tabelle 8), da Lebensmittel wegen der begrenzten Haltbarkeit und der breiten Nachfrage in kleinen Mengen verpackt und nicht weit transportiert werden. Von Lebensmittelgeschäften gelangt das Aluminium in die Haushalte und bewirkt so den hohen Verteilungsgrad.
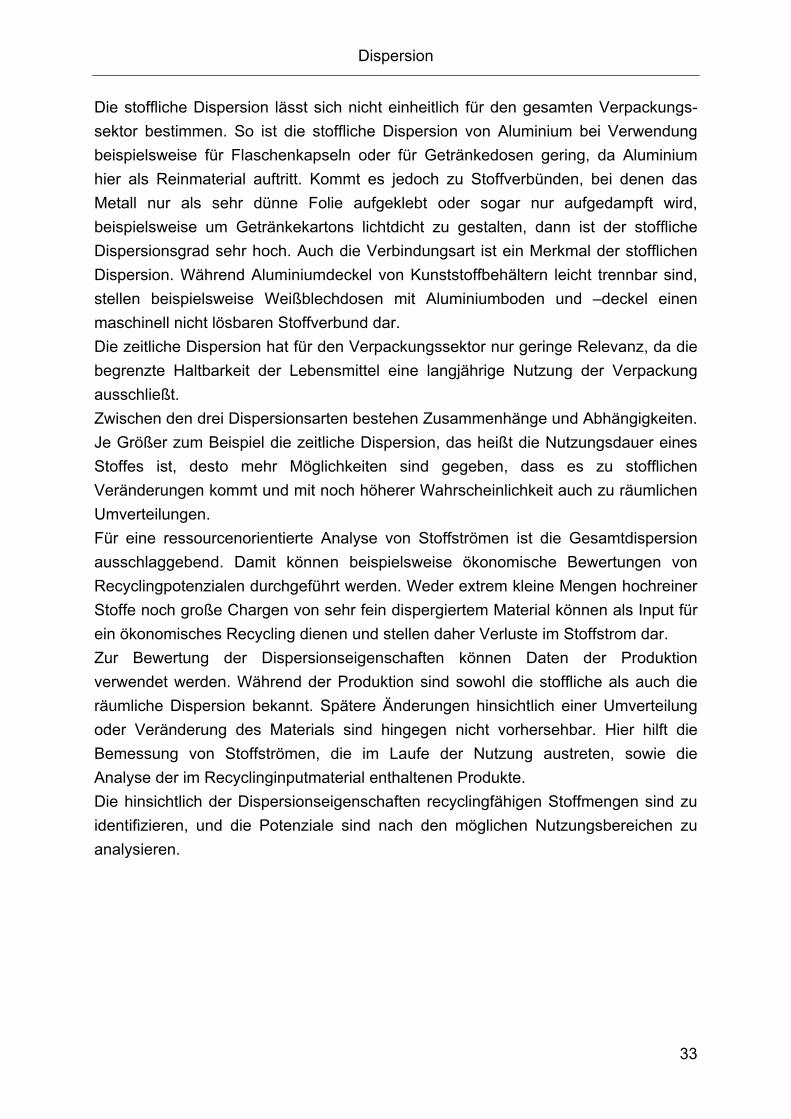
Dispersion
33
Die stoffliche Dispersion lässt sich nicht einheitlich für den gesamten Verpackungs-sektor bestimmen. So ist die stoffliche Dispersion von Aluminium bei Verwendung beispielsweise für Flaschenkapseln oder für Getränkedosen gering, da Aluminium hier als Reinmaterial auftritt. Kommt es jedoch zu Stoffverbünden, bei denen das Metall nur als sehr dünne Folie aufgeklebt oder sogar nur aufgedampft wird, beispielsweise um Getränkekartons lichtdicht zu gestalten, dann ist der stoffliche Dispersionsgrad sehr hoch. Auch die Verbindungsart ist ein Merkmal der stofflichen Dispersion. Während Aluminiumdeckel von Kunststoffbehältern leicht trennbar sind, stellen beispielsweise Weißblechdosen mit Aluminiumboden und –deckel einen maschinell nicht lösbaren Stoffverbund dar. Die zeitliche Dispersion hat für den Verpackungssektor nur geringe Relevanz, da die begrenzte Haltbarkeit der Lebensmittel eine langjährige Nutzung der Verpackung ausschließt. Zwischen den drei Dispersionsarten bestehen Zusammenhänge und Abhängigkeiten. Je Größer zum Beispiel die zeitliche Dispersion, das heißt die Nutzungsdauer eines Stoffes ist, desto mehr Möglichkeiten sind gegeben, dass es zu stofflichen Veränderungen kommt und mit noch höherer Wahrscheinlichkeit auch zu räumlichen Umverteilungen. Für eine ressourcenorientierte Analyse von Stoffströmen ist die Gesamtdispersion ausschlaggebend. Damit können beispielsweise ökonomische Bewertungen von Recyclingpotenzialen durchgeführt werden. Weder extrem kleine Mengen hochreiner Stoffe noch große Chargen von sehr fein dispergiertem Material können als Input für ein ökonomisches Recycling dienen und stellen daher Verluste im Stoffstrom dar. Zur Bewertung der Dispersionseigenschaften können Daten der Produktion verwendet werden. Während der Produktion sind sowohl die stoffliche als auch die räumliche Dispersion bekannt. Spätere Änderungen hinsichtlich einer Umverteilung oder Veränderung des Materials sind hingegen nicht vorhersehbar. Hier hilft die Bemessung von Stoffströmen, die im Laufe der Nutzung austreten, sowie die Analyse der im Recyclinginputmaterial enthaltenen Produkte. Die hinsichtlich der Dispersionseigenschaften recyclingfähigen Stoffmengen sind zu identifizieren, und die Potenziale sind nach den möglichen Nutzungsbereichen zu analysieren.
Depotbildung und Nutzungsbereiche
34
5. Depotbildung und Nutzungsbereiche
Während der Produktnutzung können die Dispersionseigenschaften der Stoffe sehr verschieden, aber auch sehr ähnlich oder sogar identisch sein. Die Gesamtheit eines dispergierten Stoffes stellt das Depot dieses Stoffes dar. In diesem Kapitel wird beispielhaft die Dispersion von Kupfer auf der Basis von kleineren Depots als Nutzungsbereichen ermittelt. Eine stoffstrom- und ressourcenorientierte Betrachtung kann den Zusammenhang zwischen Nutzung und Recycling nachweisen. Während der Nutzung ist die Dispersion für den Verbleib und die Rückgewinnung des Kupfers entscheidend. Beim anschließenden Recycling müssen die Auswirkungen der Dispersionseigenschaften beachtet werden. Kupfer wird aufgrund seiner Materialeigenschaften und hier besonders der Korrosionsbeständigkeit in langlebigen Produkten und Gütern verwendet. Nach Silber besitzt Kupfer die beste Strom- und Wärmeleitfähigkeit. Die hervorragenden Recyclingeigenschaften liegen in dem „edlen“ Metallcharakter begründet. Bedarf, Verfügbarkeit und Preis sorgten im Jahr 2001 in Deutschland für eine Produktion von 694.000 Tonnen Raffinadekupfer. Davon wurden ca. 56 % aus sekundären Rohstoffen hergestellt (siehe Abbildung 7). Kupfer ist daher für eine komplexe Untersuchung von Stoffströmen gut geeignet.
5.1. Depotbildung
Die unter Betrachtung der Dispersion durchgeführte Analyse eines Stoffstroms liefert Zahlenangaben sowohl zur Nutzung als auch zum Recycling von Kupfer. Für das Recycling steht nur die Kupfermasse zur Verfügung, die – in Altprodukten dispergiert – die Nutzungsphase verlässt. Die zeitliche Dispersion entzieht somit das Metall dem Zugriff des Recyclings temporär. Während der Nutzungsphase kann das Kupfer aber als Depot mit einem Potenzial für das nachgeschaltete Recycling deklariert werden. Die Produktion speist den Stoff in das Depot ein, und das Recycling bedient sich aus diesem Depot. Die steigenden Zahlen der jährlichen weltweiten Kupfer-Primärerzgewinnung weisen indirekt eine kontinuierliche Zunahme des Kupferdepots aus (siehe Tabelle 9) [15]. Dies gilt unter der Annahme, dass dem Stoffkreislauf auf Dauer keine relevanten Kupfermassen unwiederbringlich entzogen werden.
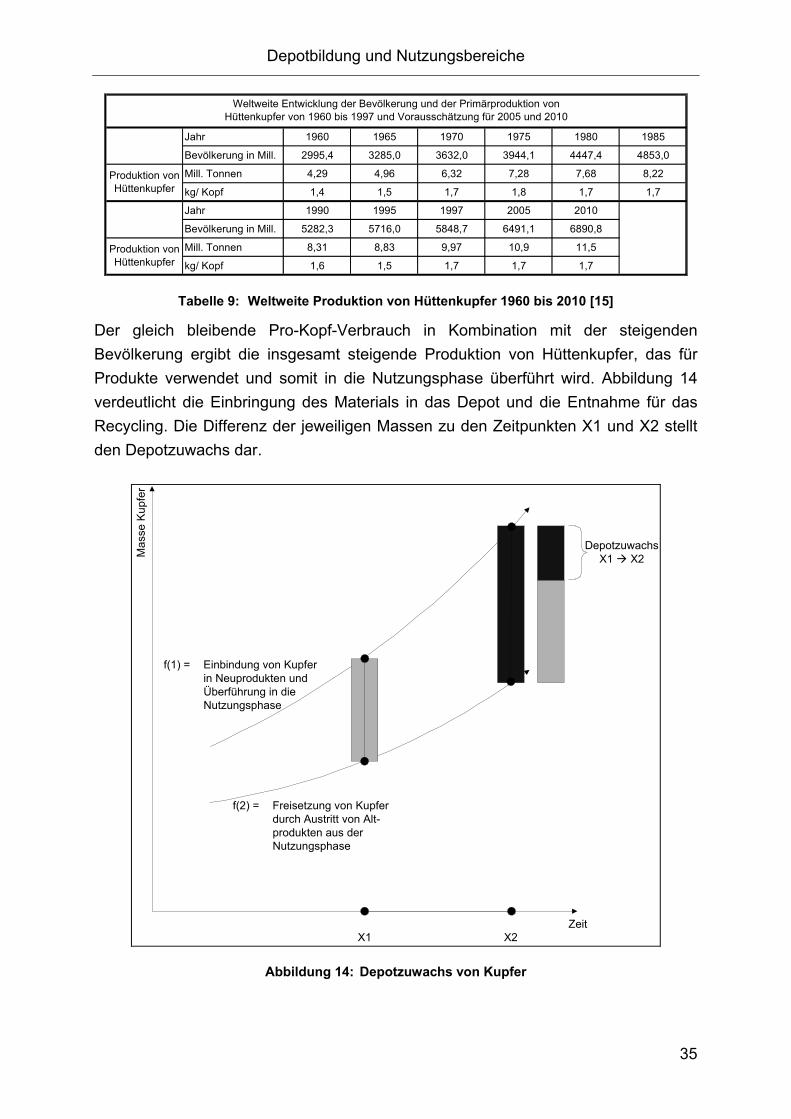
Depotbildung und Nutzungsbereiche
35
Jahr 1960 1965 1970 1975 1980 1985
Bevölkerung in Mill. 2995,4 3285,0 3632,0 3944,1 4447,4 4853,0
Mill. Tonnen 4,29 4,96 6,32 7,28 7,68 8,22
kg/ Kopf 1,4 1,5 1,7 1,8 1,7 1,7
Jahr 1990 1995 1997 2005 2010
Bevölkerung in Mill. 5282,3 5716,0 5848,7 6491,1 6890,8
Mill. Tonnen 8,31 8,83 9,97 10,9 11,5
kg/ Kopf 1,6 1,5 1,7 1,7 1,7
Produktion vonHüttenkupfer
Produktion vonHüttenkupfer
Weltweite Entwicklung der Bevölkerung und der Primärproduktion vonHüttenkupfer von 1960 bis 1997 und Vorausschätzung für 2005 und 2010
Tabelle 9: Weltweite Produktion von Hüttenkupfer 1960 bis 2010 [15]
Der gleich bleibende Pro-Kopf-Verbrauch in Kombination mit der steigenden Bevölkerung ergibt die insgesamt steigende Produktion von Hüttenkupfer, das für Produkte verwendet und somit in die Nutzungsphase überführt wird. Abbildung 14 verdeutlicht die Einbringung des Materials in das Depot und die Entnahme für das Recycling. Die Differenz der jeweiligen Massen zu den Zeitpunkten X1 und X2 stellt den Depotzuwachs dar.
DepotzuwachsX1 X2
X1 X2
f(2) = Freisetzung von Kupferdurch Austritt von Alt-produkten aus derNutzungsphase
f(1) = Einbindung von Kupferin Neuprodukten undÜberführung in dieNutzungsphase
Zeit
Mas
se K
upfe
r
Abbildung 14: Depotzuwachs von Kupfer
Depotbildung und Nutzungsbereiche
36
5.2. Nutzungsbereiche
Nutzungsbereiche unterscheiden sich durch unterschiedliche Ausprägungen und Ausgestaltungen der Dispersionseigenschaften. Für eine detaillierte Betrachtung des ganzen Stoffstroms ist die Unterteilung des Kupferdepots in kleinere Depots sinnvoll, die jeweils einen eigenen Nutzungsbereich darstellen. Nutzungsbereiche ergeben sich aus den verschiedenen Anwendungen eines Stoffes. Aus diesen Anwendungen resultieren bestimmte Dispersionseigenschaften. Eine Identifizierung der Anwendungen kann über chemisch-physikalische oder sonstige Material-eigenschaften erfolgen. Ein spezielles Produkt beziehungsweise dessen Serie bildet die kleinste Einheit eines Depots. Alle in dieser Einheit zusammengefassten Geräte besitzen identische Zusammensetzung und identische Konstruktionsmerkmale. Während die stofflichen Dispersionseigenschaften einer kleinsten Einheit identisch sind, kann die räumliche und zeitliche Dispersion bei gleichen Produkten unterschiedlich sein. Die Anzahl kleinster Einheiten ist für ein Metall wie Kupfer unüberschaubar groß. Für eine ressourcenorientierte Betrachtung ist eine solche Auflistung deshalb nicht zielführend. Vielmehr müssen Gruppen identifiziert werden, die eine möglichst hohe Zahl von Produkten mit möglichst geringen Schwankungen hinsichtlich Zusammen-setzung und Bauart vereinen. Bei dem zu einem bestimmten Zeitpunkt aus dem Depot gespeisten Recycling kommt es aufgrund unterschiedlicher zeitlicher Dispersion zwangsläufig zu einer Mischung von Produkten mit unterschiedlichen stofflichen Dispersionseigenschaften. Je geringer die stofflichen Dispersions-ausprägungen innerhalb eines Nutzungsbereiches sind, desto effizienter kann Kupfer im Recycling zurückgewonnen werden. Kabel sind Nutzungsprodukte mit starker Variationsbreite. Sie existieren beispielsweise mit unterschiedlichen Querschnitten, in Form von stehenden und verdrillten Litzen, ein- oder mehradrig und mit Ummantelungen sowohl aus PE als auch PVC. Auch wenn also stoffliche Dispersionsunterschiede existieren, ist das Baumuster aus Kupferleiter und Isolierwerkstoff identisch, und ein durchschnittliches Massenverhältnis von Metall zu Isolierwerkstoff kann mit geringer Schwankungs-breite beziffert werden. Da die Vermischung verschiedener Kabel keine Komplikationen im Recycling erwarten lässt, können Kabel hinsichtlich der verfügbaren Recyclingtechnik zu einer Kategorie zusammengefasst werden. Nicht alle Nutzungsbereiche weisen derart homogene Strukturen auf. Die Zahl der als eigenständig identifizierten Nutzungsbereiche ist sehr niedrig anzusetzen, um der Ressourcenorientiertheit und der Überschaubarkeit des gesamten Stoffstroms gerecht zu werden. Die Zugehörigkeit unterschiedlicher Produkte zu einer Kategorie kann auch in der durchschnittlichen Lebenserwartung oder in ähnlichen Zugriffsmöglichkeiten für das
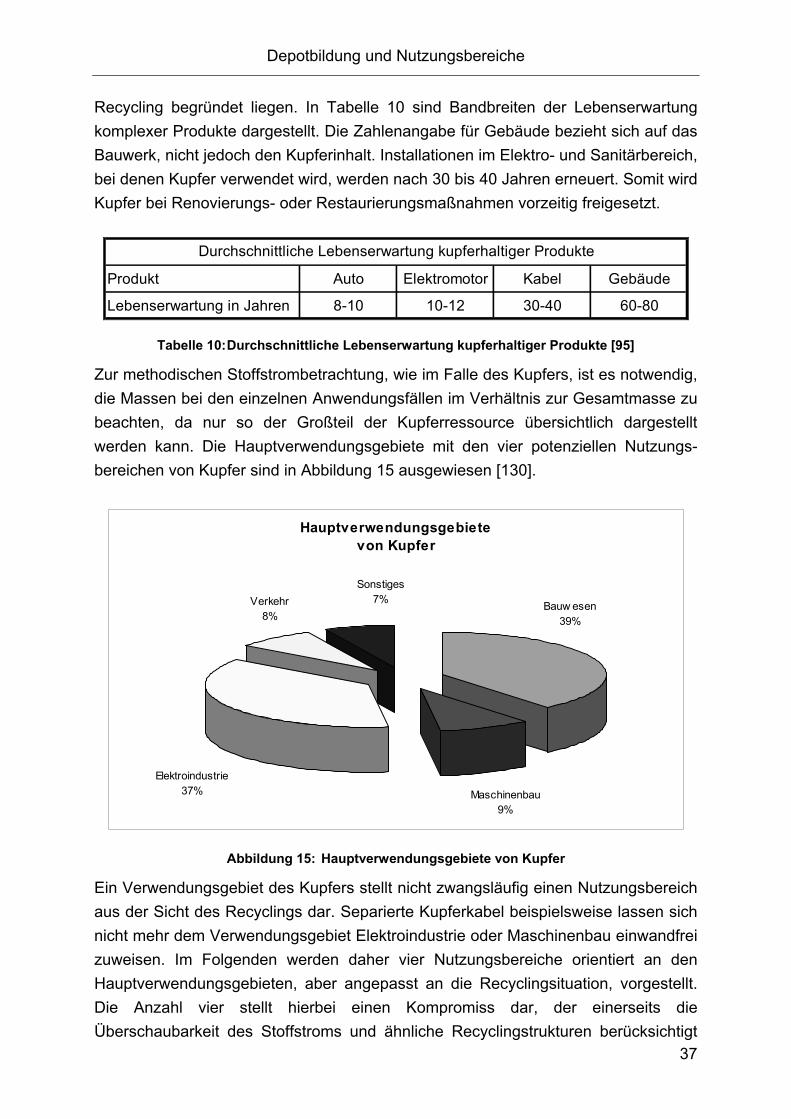
Depotbildung und Nutzungsbereiche
37
Recycling begründet liegen. In Tabelle 10 sind Bandbreiten der Lebenserwartung komplexer Produkte dargestellt. Die Zahlenangabe für Gebäude bezieht sich auf das Bauwerk, nicht jedoch den Kupferinhalt. Installationen im Elektro- und Sanitärbereich, bei denen Kupfer verwendet wird, werden nach 30 bis 40 Jahren erneuert. Somit wird Kupfer bei Renovierungs- oder Restaurierungsmaßnahmen vorzeitig freigesetzt.
Produkt Auto Elektromotor Kabel Gebäude
Lebenserwartung in Jahren 8-10 10-12 30-40 60-80
Durchschnittliche Lebenserwartung kupferhaltiger Produkte
Tabelle 10: Durchschnittliche Lebenserwartung kupferhaltiger Produkte [95]
Zur methodischen Stoffstrombetrachtung, wie im Falle des Kupfers, ist es notwendig, die Massen bei den einzelnen Anwendungsfällen im Verhältnis zur Gesamtmasse zu beachten, da nur so der Großteil der Kupferressource übersichtlich dargestellt werden kann. Die Hauptverwendungsgebiete mit den vier potenziellen Nutzungs-bereichen von Kupfer sind in Abbildung 15 ausgewiesen [130].
Hauptverwendungsgebietevon Kupfer
Bauw esen39%
Maschinenbau9%
Elektroindustrie37%
Verkehr8%
Sonstiges7%
Abbildung 15: Hauptverwendungsgebiete von Kupfer
Ein Verwendungsgebiet des Kupfers stellt nicht zwangsläufig einen Nutzungsbereich aus der Sicht des Recyclings dar. Separierte Kupferkabel beispielsweise lassen sich nicht mehr dem Verwendungsgebiet Elektroindustrie oder Maschinenbau einwandfrei zuweisen. Im Folgenden werden daher vier Nutzungsbereiche orientiert an den Hauptverwendungsgebieten, aber angepasst an die Recyclingsituation, vorgestellt. Die Anzahl vier stellt hierbei einen Kompromiss dar, der einerseits die Überschaubarkeit des Stoffstroms und ähnliche Recyclingstrukturen berücksichtigt
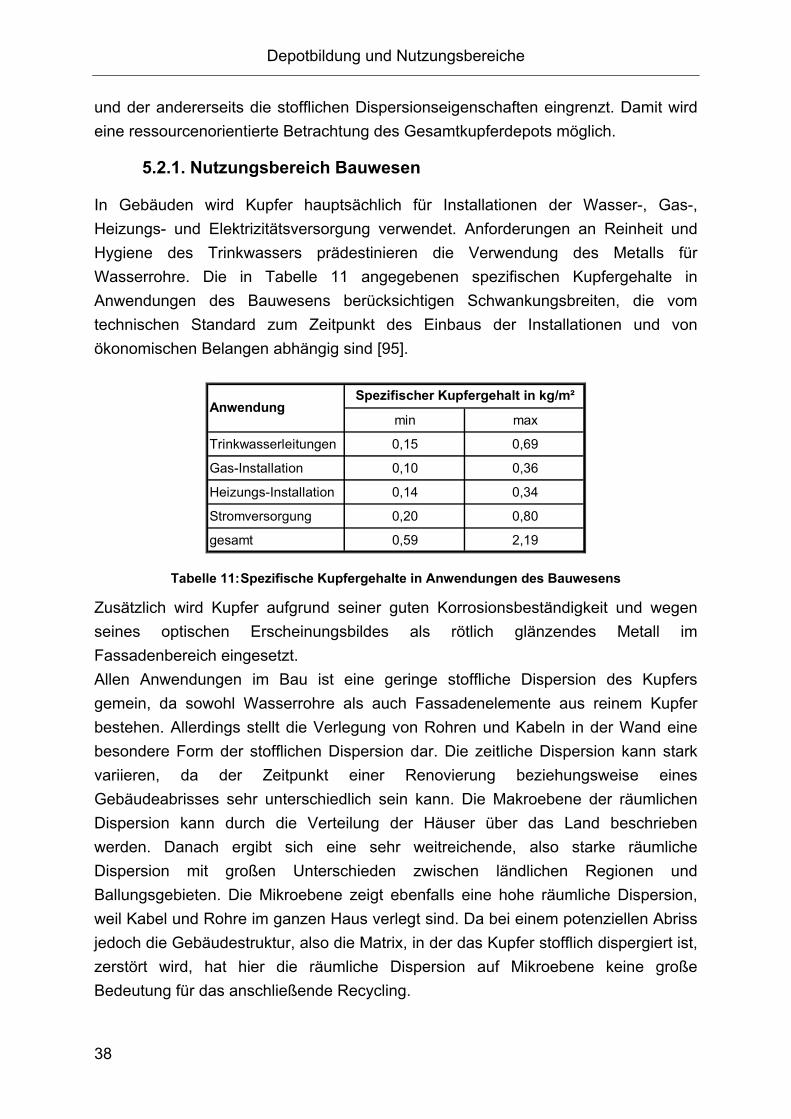
Depotbildung und Nutzungsbereiche
38
und der andererseits die stofflichen Dispersionseigenschaften eingrenzt. Damit wird eine ressourcenorientierte Betrachtung des Gesamtkupferdepots möglich.
5.2.1. Nutzungsbereich Bauwesen
In Gebäuden wird Kupfer hauptsächlich für Installationen der Wasser-, Gas-, Heizungs- und Elektrizitätsversorgung verwendet. Anforderungen an Reinheit und Hygiene des Trinkwassers prädestinieren die Verwendung des Metalls für Wasserrohre. Die in Tabelle 11 angegebenen spezifischen Kupfergehalte in Anwendungen des Bauwesens berücksichtigen Schwankungsbreiten, die vom technischen Standard zum Zeitpunkt des Einbaus der Installationen und von ökonomischen Belangen abhängig sind [95].
min max
Trinkwasserleitungen 0,15 0,69
Gas-Installation 0,10 0,36
Heizungs-Installation 0,14 0,34
Stromversorgung 0,20 0,80
gesamt 0,59 2,19
Spezifischer Kupfergehalt in kg/m²Anwendung
Tabelle 11: Spezifische Kupfergehalte in Anwendungen des Bauwesens
Zusätzlich wird Kupfer aufgrund seiner guten Korrosionsbeständigkeit und wegen seines optischen Erscheinungsbildes als rötlich glänzendes Metall im Fassadenbereich eingesetzt. Allen Anwendungen im Bau ist eine geringe stoffliche Dispersion des Kupfers gemein, da sowohl Wasserrohre als auch Fassadenelemente aus reinem Kupfer bestehen. Allerdings stellt die Verlegung von Rohren und Kabeln in der Wand eine besondere Form der stofflichen Dispersion dar. Die zeitliche Dispersion kann stark variieren, da der Zeitpunkt einer Renovierung beziehungsweise eines Gebäudeabrisses sehr unterschiedlich sein kann. Die Makroebene der räumlichen Dispersion kann durch die Verteilung der Häuser über das Land beschrieben werden. Danach ergibt sich eine sehr weitreichende, also starke räumliche Dispersion mit großen Unterschieden zwischen ländlichen Regionen und Ballungsgebieten. Die Mikroebene zeigt ebenfalls eine hohe räumliche Dispersion, weil Kabel und Rohre im ganzen Haus verlegt sind. Da bei einem potenziellen Abriss jedoch die Gebäudestruktur, also die Matrix, in der das Kupfer stofflich dispergiert ist, zerstört wird, hat hier die räumliche Dispersion auf Mikroebene keine große Bedeutung für das anschließende Recycling.
Depotbildung und Nutzungsbereiche
39
Die Kupfermasse, die dem Depot Bauwesen jährlich zufließt, errechnet sich aus der Jahresproduktion und dem Anteil des Bausektors am Kupferverbrauch. In Deutschland wurden im Jahr 2001 39 % der 694.000 Tonnen Kupferproduktion im Bauwesen eingesetzt. Dies entspricht einer Menge von 270.660 Tonnen Kupferinput in den Nutzungsbereich des Bausektors. Eine Berechnung der Rücklaufmenge, also die Bereitstellung für das Recycling, gestaltet sich schwierig. Da genaue Zeitangaben für die Nutzungsdauer jeder einzelnen kupferhaltigen Anwendung nicht vorliegen, kann für den gesamten Nutzungsbereich keine auf den Produktionszahlen der Vergangenheit basierende Berechnung durchgeführt werden. Ökonomisch motiviert, wird das Metall mittels selektiven Rückbaus gewonnen und über Metallhändler den Kupferhütten zur Verfügung gestellt. Eine statistische Zuweisung der Sekundärrohstoffmassen zu den unterschiedlichen Herkunfts-bereichen ist dabei nicht möglich. Ebenso erschweren zwischenzeitige Renovierungs- und Restaurationsarbeiten eine exakte Zahlenerhebung. Lediglich die als Baureststoffe deklarierten Massenströme werden quantitativ erfasst. Bei „Bau- und Abbruchabfällen einschließlich Aushub von verunreinigten Standorten“ handelt es sich gemäß der AbfallVerzeichnis-Verordnung (AVV) um die Kategorie 17, die abfallspezifisch noch genauer unterteilt ist. Die Fraktion „Kupfer, Bronze, Messing“ entspricht der Unterkategorie 170401. Nur die Baustellenabfälle und der Bauschutt enthalten rückgewinnbare Kupferinhalte. Die Recyclingsituation mit der Freisetzung von Kupfer aus dem Bauwesen, abgesehen vom selektiven Rückbau, ist in Abbildung 16 dargestellt. Diese und auch die entsprechenden Abbildungen für die anderen Nutzungsbereiche sind jeweils auf 1.000 Tonnen Inputmaterial normiert und auf die Rückgewinnung des Kupfers fokussiert. Bei den angegebenen Kupfergehalten beispielsweise im Baubereich ist jedoch nicht davon auszugehen, dass alle Recyclingprozesse kupferorientiert geführt werden. Der Kupfergehalt der Fraktionen ist nach dem selektiven Rückbau zu gering, als dass eine aufwändige Aufbereitung mit dem Ziel, das Kupfer zu isolieren, ökonomisch rentabel ist. Da die Darstellungen allgemeingültigen Charakter besitzen und die Dispersion des Kupfers auch während beziehungsweise nach dem Recycling veranschaulichen sollen, bleiben geringe Verluste aufgrund endlicher technischer Wirkungsgrade weitgehend unberücksichtigt. Das Zahlenmaterial in Abbildung 16 gilt für das Jahr 1996 und errechnet sich aus der Rückgewinnung von 122 Tonnen Kupfer aus 6.546.000 Tonnen Baustellenabfällen und 51.019.000 Tonnen Bauschutt [50]. Um, anders formuliert, eine nach dem selektiven Rückbau noch in der Fraktion Bauschutt enthaltene Tonne Kupfer zu gewinnen, müssen 615 Tonnen Material
Depotbildung und Nutzungsbereiche
40
eingesetzt werden, da der Kupferanteil in dieser Fraktion bei kleiner 0,2 % liegt. Bei den Baustellenabfällen mit Kupfergehalten < 1 % müssen 287 Tonnen Material für die Rückgewinnung einer Tonne aufbereitet werden. Da in beiden Fällen keine recyclingtechnisch schwierigen stofflichen Verbindungen wie Legierungen vorliegen, ist die Dispersion der aufbereiteten Kupferfraktion insgesamt als gering zu bewerten.
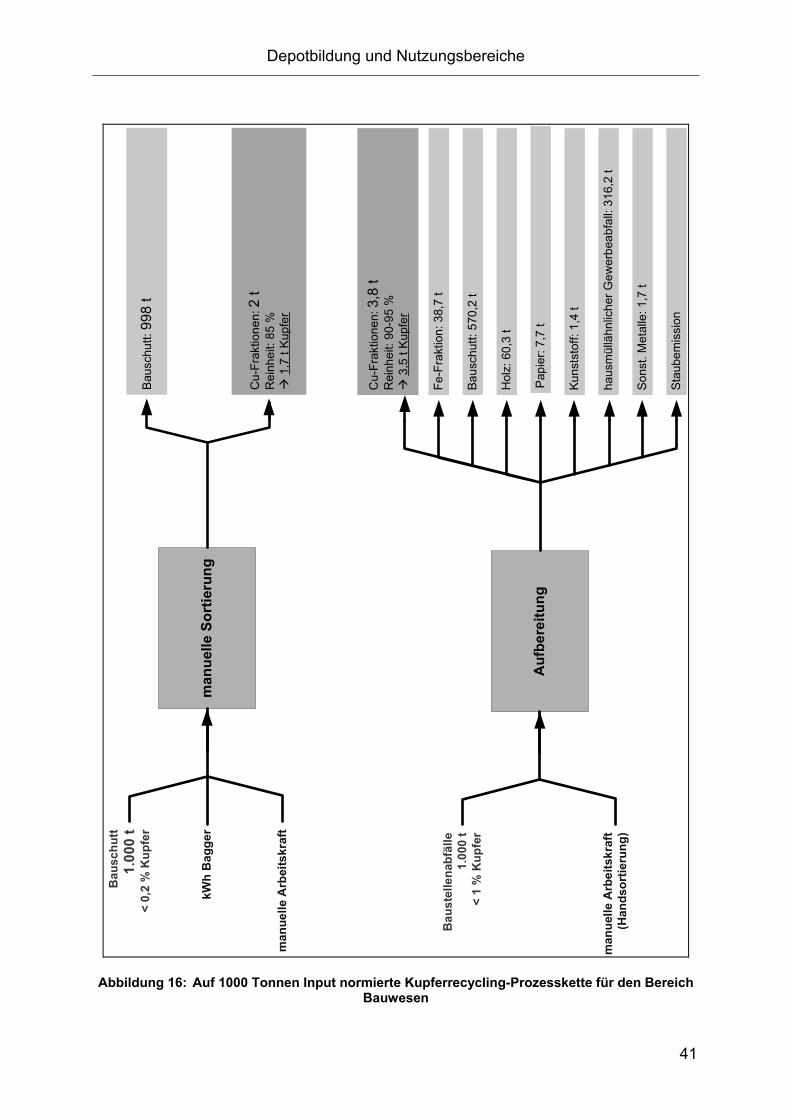
Depotbildung und Nutzungsbereiche
41
man
uelle
Sor
tieru
ng
Bau
schu
tt1.
000
t<
0,2
% K
upfe
r
kWh
Bag
ger
Bau
schu
tt: 9
98 t
man
uelle
Arb
eits
kraf
t
Cu-
Frak
tione
n: 2
tR
einh
eit:
85 %
1,7
t K
upfe
r
Auf
bere
itung
Bau
stel
lena
bfäl
le1.
000
t<
1 %
Kup
fer
man
uelle
Arb
eits
kraf
t(H
ands
ortie
rung
)
Cu-
Frak
tione
n: 3
,8 t
Rei
nhei
t: 90
-95
% 3
,5 t
Kup
fer
Fe-F
rakt
ion:
38,
7 t
Baus
chut
t: 57
0,2
t
Hol
z: 6
0,3
t
Pap
ier:
7,7
t
Kuns
tsto
ff: 1
,4 t
haus
mül
lähn
liche
r Gew
erbe
abfa
ll: 3
16,2
t
Sons
t. M
etal
le: 1
,7 t
Stau
bem
issi
on
Abbildung 16: Auf 1000 Tonnen Input normierte Kupferrecycling-Prozesskette für den Bereich Bauwesen
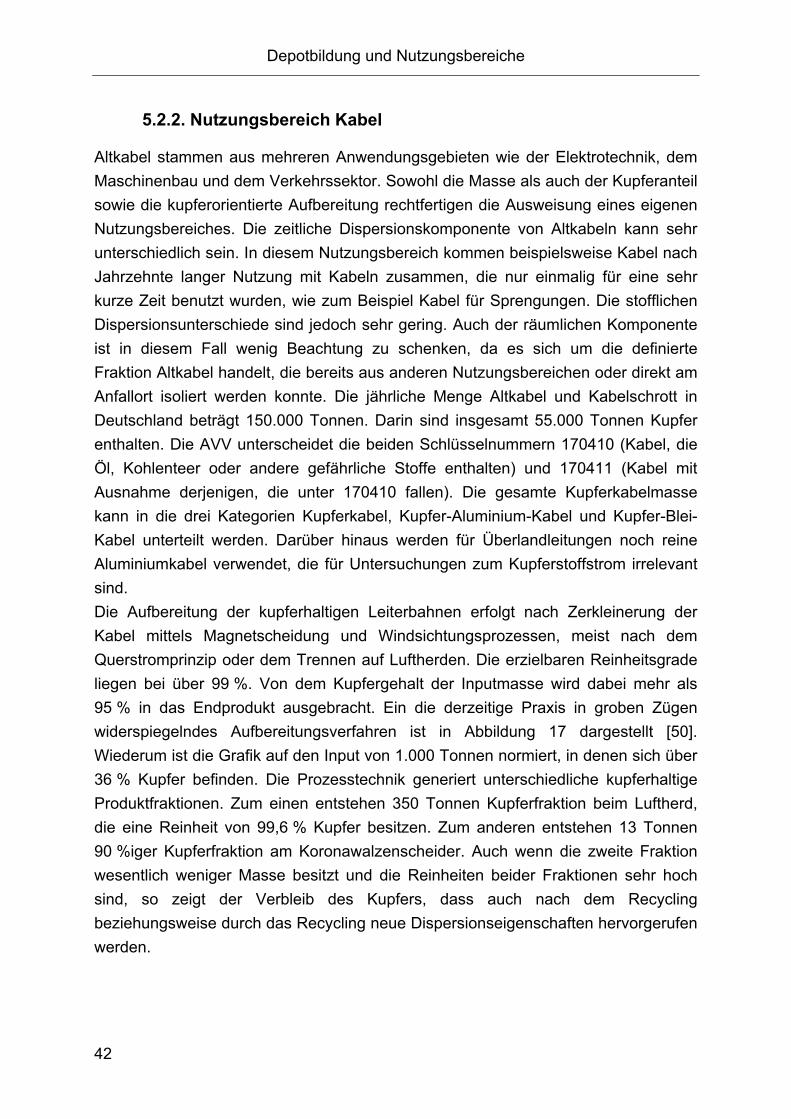
Depotbildung und Nutzungsbereiche
42
5.2.2. Nutzungsbereich Kabel
Altkabel stammen aus mehreren Anwendungsgebieten wie der Elektrotechnik, dem Maschinenbau und dem Verkehrssektor. Sowohl die Masse als auch der Kupferanteil sowie die kupferorientierte Aufbereitung rechtfertigen die Ausweisung eines eigenen Nutzungsbereiches. Die zeitliche Dispersionskomponente von Altkabeln kann sehr unterschiedlich sein. In diesem Nutzungsbereich kommen beispielsweise Kabel nach Jahrzehnte langer Nutzung mit Kabeln zusammen, die nur einmalig für eine sehr kurze Zeit benutzt wurden, wie zum Beispiel Kabel für Sprengungen. Die stofflichen Dispersionsunterschiede sind jedoch sehr gering. Auch der räumlichen Komponente ist in diesem Fall wenig Beachtung zu schenken, da es sich um die definierte Fraktion Altkabel handelt, die bereits aus anderen Nutzungsbereichen oder direkt am Anfallort isoliert werden konnte. Die jährliche Menge Altkabel und Kabelschrott in Deutschland beträgt 150.000 Tonnen. Darin sind insgesamt 55.000 Tonnen Kupfer enthalten. Die AVV unterscheidet die beiden Schlüsselnummern 170410 (Kabel, die Öl, Kohlenteer oder andere gefährliche Stoffe enthalten) und 170411 (Kabel mit Ausnahme derjenigen, die unter 170410 fallen). Die gesamte Kupferkabelmasse kann in die drei Kategorien Kupferkabel, Kupfer-Aluminium-Kabel und Kupfer-Blei-Kabel unterteilt werden. Darüber hinaus werden für Überlandleitungen noch reine Aluminiumkabel verwendet, die für Untersuchungen zum Kupferstoffstrom irrelevant sind. Die Aufbereitung der kupferhaltigen Leiterbahnen erfolgt nach Zerkleinerung der Kabel mittels Magnetscheidung und Windsichtungsprozessen, meist nach dem Querstromprinzip oder dem Trennen auf Luftherden. Die erzielbaren Reinheitsgrade liegen bei über 99 %. Von dem Kupfergehalt der Inputmasse wird dabei mehr als 95 % in das Endprodukt ausgebracht. Ein die derzeitige Praxis in groben Zügen widerspiegelndes Aufbereitungsverfahren ist in Abbildung 17 dargestellt [50]. Wiederum ist die Grafik auf den Input von 1.000 Tonnen normiert, in denen sich über 36 % Kupfer befinden. Die Prozesstechnik generiert unterschiedliche kupferhaltige Produktfraktionen. Zum einen entstehen 350 Tonnen Kupferfraktion beim Luftherd, die eine Reinheit von 99,6 % Kupfer besitzen. Zum anderen entstehen 13 Tonnen 90 %iger Kupferfraktion am Koronawalzenscheider. Auch wenn die zweite Fraktion wesentlich weniger Masse besitzt und die Reinheiten beider Fraktionen sehr hoch sind, so zeigt der Verbleib des Kupfers, dass auch nach dem Recycling beziehungsweise durch das Recycling neue Dispersionseigenschaften hervorgerufen werden.
Depotbildung und Nutzungsbereiche
43
Kab
el1.
000
t36
,1 %
Cu
Cu-
Kab
el
Fe-F
rakt
ion
37 t
Papi
er/ F
aser
n8
tK
unst
stof
fe21
1 t
Cu-
Fark
tion
350
tm
it >
99
% C
u
Blei
-Fra
ktio
n10
1 t
Kun
stst
offe
220
t
sons
t. M
etal
le<<
1 %
Alu
min
ium
60 t
Cu-
Frak
tion
13 t
mit
92 %
Cu
Zerk
lein
erun
g
einz
elne
Fra
ktio
nen
Cu-
/Al-K
abel
Cu-
/Pb-
Kab
el
Mag
net-
sche
idun
gW
inds
icht
ung
Lufth
erd
Kor
onaw
alze
n-sc
heid
er
Abbildung 17: Auf 1000 Tonnen Input normierte Kupferrecycling-Prozesskette für den Bereich Kabel
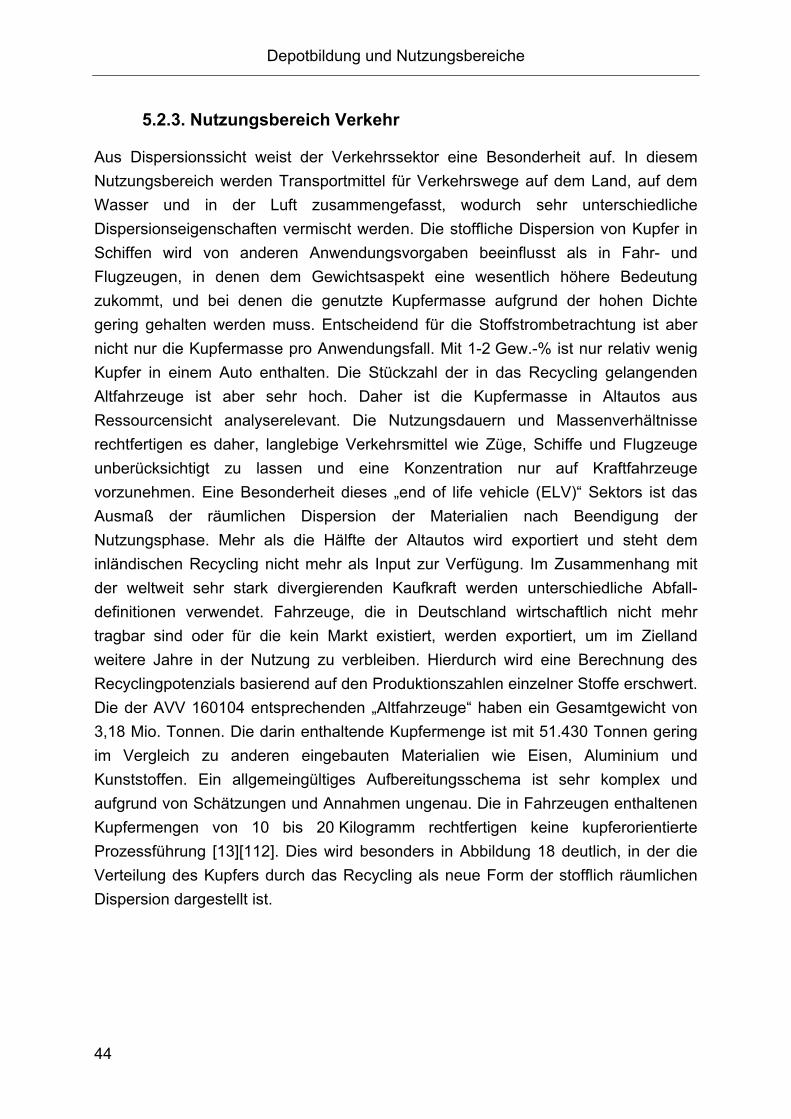
Depotbildung und Nutzungsbereiche
44
5.2.3. Nutzungsbereich Verkehr
Aus Dispersionssicht weist der Verkehrssektor eine Besonderheit auf. In diesem Nutzungsbereich werden Transportmittel für Verkehrswege auf dem Land, auf dem Wasser und in der Luft zusammengefasst, wodurch sehr unterschiedliche Dispersionseigenschaften vermischt werden. Die stoffliche Dispersion von Kupfer in Schiffen wird von anderen Anwendungsvorgaben beeinflusst als in Fahr- und Flugzeugen, in denen dem Gewichtsaspekt eine wesentlich höhere Bedeutung zukommt, und bei denen die genutzte Kupfermasse aufgrund der hohen Dichte gering gehalten werden muss. Entscheidend für die Stoffstrombetrachtung ist aber nicht nur die Kupfermasse pro Anwendungsfall. Mit 1-2 Gew.-% ist nur relativ wenig Kupfer in einem Auto enthalten. Die Stückzahl der in das Recycling gelangenden Altfahrzeuge ist aber sehr hoch. Daher ist die Kupfermasse in Altautos aus Ressourcensicht analyserelevant. Die Nutzungsdauern und Massenverhältnisse rechtfertigen es daher, langlebige Verkehrsmittel wie Züge, Schiffe und Flugzeuge unberücksichtigt zu lassen und eine Konzentration nur auf Kraftfahrzeuge vorzunehmen. Eine Besonderheit dieses „end of life vehicle (ELV)“ Sektors ist das Ausmaß der räumlichen Dispersion der Materialien nach Beendigung der Nutzungsphase. Mehr als die Hälfte der Altautos wird exportiert und steht dem inländischen Recycling nicht mehr als Input zur Verfügung. Im Zusammenhang mit der weltweit sehr stark divergierenden Kaufkraft werden unterschiedliche Abfall-definitionen verwendet. Fahrzeuge, die in Deutschland wirtschaftlich nicht mehr tragbar sind oder für die kein Markt existiert, werden exportiert, um im Zielland weitere Jahre in der Nutzung zu verbleiben. Hierdurch wird eine Berechnung des Recyclingpotenzials basierend auf den Produktionszahlen einzelner Stoffe erschwert. Die der AVV 160104 entsprechenden „Altfahrzeuge“ haben ein Gesamtgewicht von 3,18 Mio. Tonnen. Die darin enthaltende Kupfermenge ist mit 51.430 Tonnen gering im Vergleich zu anderen eingebauten Materialien wie Eisen, Aluminium und Kunststoffen. Ein allgemeingültiges Aufbereitungsschema ist sehr komplex und aufgrund von Schätzungen und Annahmen ungenau. Die in Fahrzeugen enthaltenen Kupfermengen von 10 bis 20 Kilogramm rechtfertigen keine kupferorientierte Prozessführung [13][112]. Dies wird besonders in Abbildung 18 deutlich, in der die Verteilung des Kupfers durch das Recycling als neue Form der stofflich räumlichen Dispersion dargestellt ist.
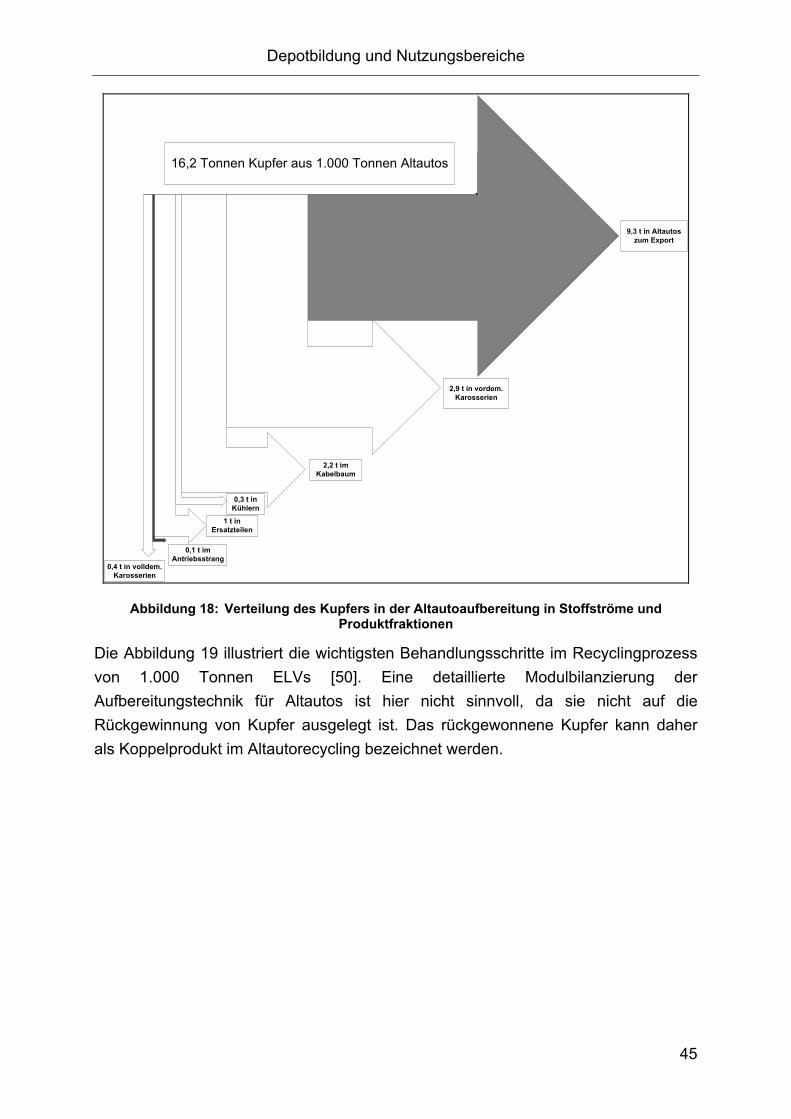
Depotbildung und Nutzungsbereiche
45
0,4 t in volldem.Karosserien
0,1 t imAntriebsstrang
1 t inErsatzteilen
0,3 t inKühlern
2,2 t imKabelbaum
2,9 t in vordem.Karosserien
9,3 t in Altautoszum Export
16,2 Tonnen Kupfer aus 1.000 Tonnen Altautos
Abbildung 18: Verteilung des Kupfers in der Altautoaufbereitung in Stoffströme und Produktfraktionen
Die Abbildung 19 illustriert die wichtigsten Behandlungsschritte im Recyclingprozess von 1.000 Tonnen ELVs [50]. Eine detaillierte Modulbilanzierung der Aufbereitungstechnik für Altautos ist hier nicht sinnvoll, da sie nicht auf die Rückgewinnung von Kupfer ausgelegt ist. Das rückgewonnene Kupfer kann daher als Koppelprodukt im Altautorecycling bezeichnet werden.
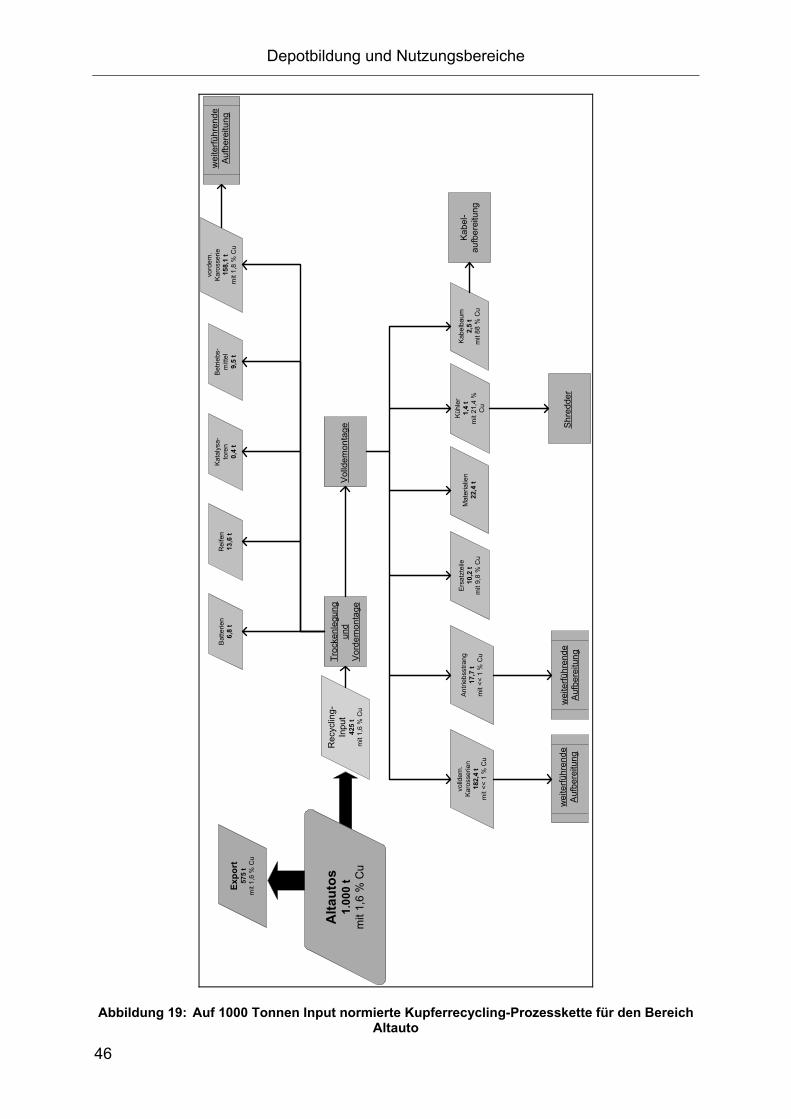
Depotbildung und Nutzungsbereiche
46
Alta
utos
1.00
0 t
mit
1,6
% C
u
Expo
rt57
5 t
mit
1,6
% C
u
Rec
yclin
g-In
put
425
tm
it 1,
6 %
Cu
Bat
terie
n6,
8 t
Rei
fen
13,6
t
Kata
lysa
-to
ren
0,4
t
Bet
riebs
-m
ittel
9,5
t
vord
em.
Karo
sser
ie15
8,1
tm
it 1,
8 %
Cu
Troc
kenl
egun
gun
dVo
rdem
onta
geVo
lldem
onta
ge
wei
terfü
hren
deAu
fber
eitu
ng
Mat
eria
lien
22,4
t
Küh
ler
1,4
tm
it 21
,4 %
Cu
volld
em.
Karo
sser
ien
182,
4 t
mit
<< 1
% C
u
Ersa
tzte
ile10
,2 t
mit
9,8
% C
u
Kab
elba
um2,
5 t
mit
88 %
Cu
Antri
ebss
trang
17,7
tm
it <<
1 %
Cu
Kab
el-
aufb
erei
tung
0S
hred
der
wei
terfü
hren
deA
ufbe
reitu
ngw
eite
rführ
ende
Auf
bere
itung
Abbildung 19: Auf 1000 Tonnen Input normierte Kupferrecycling-Prozesskette für den Bereich Altauto
Depotbildung und Nutzungsbereiche
47
5.2.4. Nutzungsbereich Elektronik und Elektrotechnik
Dispersionstechnisch sehr heterogen ist der Nutzungsbereich Elektro(nik)technik, da er sehr komplex ist und eine Vielzahl unterschiedlichster Produkte vereint. In diesem Bereich werden alle elektrisch betriebenen Geräte vom Taschenrechner über Bügeleisen bis hin zu Kühlschränken in der jeweiligen Bandbreite unterschiedlicher Bauarten zusammengefasst. Nach AVV umfasst die Schlüsselnummer 200123 „gebrauchte Geräte, die Fluorchlorkohlenwasserstoffe enthalten“, 200135 „gebrauchte elektrische und elektronische Geräte, die gefährliche Bauteile enthalten“ und 200136 sonstige „gebrauchte elektrische und elektronische Geräte“. Aus dem breiten Gerätespektrum resultieren unterschiedliche Kupferinhalte, Erscheinungs-formen, Verweilzeiten sowie Aufbereitungsanforderungen. Die Dispersions-unterschiede des Kupfers in dem weiten Feld der E-Geräte sind so groß, dass ein einzelner Recyclingpfad nicht für alle Produkte angewendet werden kann. Dennoch ist die Zusammenfassung dieser Geräte in einem Nutzungsbereich sinnvoll, da für die Recyclingvorgaben ein einziger Gesetzestext gilt. Diese Richtlinie des Europäischen Parlaments und des Rates über Elektro- und Elektronik-Altgeräte wird als WEEE-Direktive bezeichnet. WEEE bedeutet „waste electrical and electronic equipment“. Die Umsetzung in die nationale Rechtsprechung der Mitgliedstaaten hat bis zum 13. August 2004 zu erfolgen. In der Richtlinie sind Vorgaben für eine Mindestsammelquote von vier Kilogramm je Einwohner und Jahr sowie unterschiedliche Verwertungs- und Recyclingquoten enthaltenen. Entscheidend ist, dass die Sammelquote Auswirkungen auf die Dispersion hat. Die per Gesetz vorgegebene Sammlung wirkt besonders der räumlichen Dispersion entgegen. Hier manifestieren sich Zusammenhang und Rückwirkungen zwischen juristischen Akteuren und Stoffströmen im Recyclingbereich. Für Deutschland wird die Gesamtmasse der Elektro- und Elektronik-Altgeräte auf 1,8 Mio. Tonnen im Jahr 2000 geschätzt. Untersuchungen haben gezeigt, dass im Mittel ca. 10 Gew.-% Kupfer in Elektro(nik)schrott enthalten sind, so dass durch Recycling 180.000 Tonnen Kupfer potenziell rückgewonnen werden können [50][131]. Der Vergleich mit den Produktionszahlen, die sich erst nach der Nutzungsphase im Recycling auswirken, zeigt das Wachstum dieses Nutzungsbereiches. Produktions-seitig flossen 2001 in Deutschland 262.000 Tonnen Kupfer in Produkte des Nutzungsbereiches Elektro ein. Bei Definitionsgleichheit der Neu-Produkte der Elektroindustrie mit dem Anwendungsbereich der EU-WEEE-Direktive ist mit einem Potenzial von 2,6 Millionen Tonnen E-Schrott aus dem Jahr 2001 zu rechnen. Der Zeitpunkt des Anfalls dieser Masse hängt von den unterschiedlichen Nutzungs-dauern der Produkte, also der zeitlichen Komponente der Dispersion, ab. Der
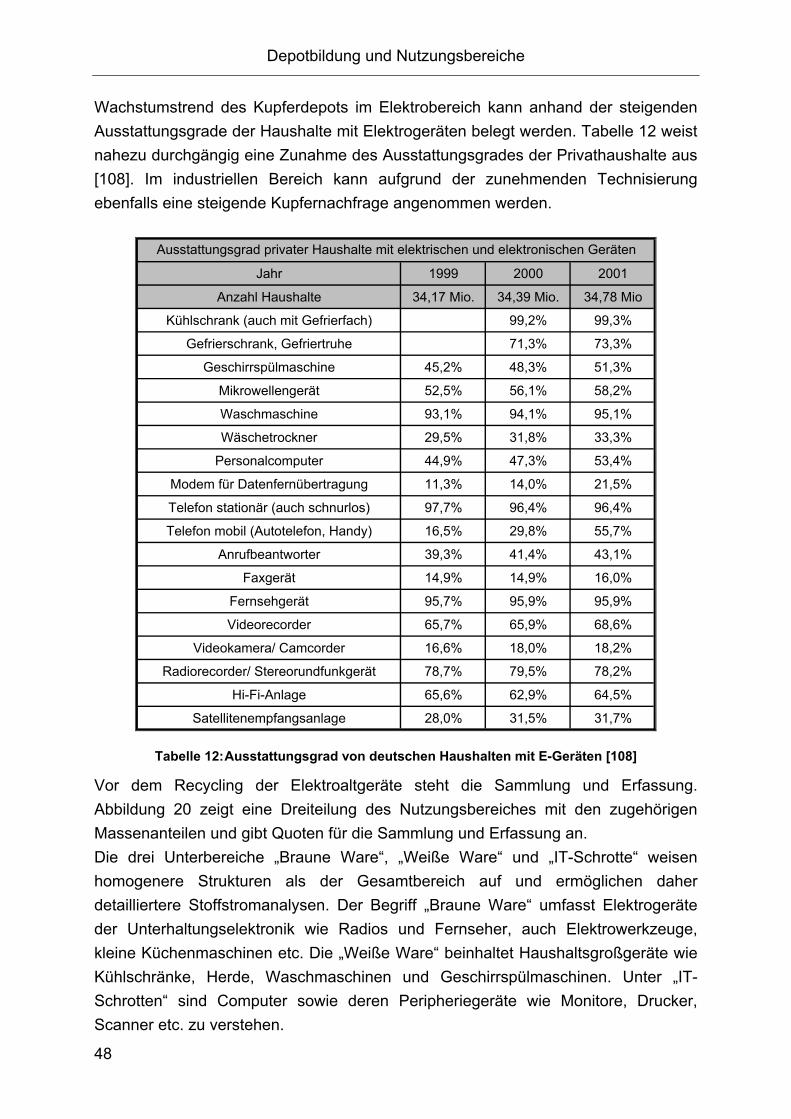
Depotbildung und Nutzungsbereiche
48
Wachstumstrend des Kupferdepots im Elektrobereich kann anhand der steigenden Ausstattungsgrade der Haushalte mit Elektrogeräten belegt werden. Tabelle 12 weist nahezu durchgängig eine Zunahme des Ausstattungsgrades der Privathaushalte aus [108]. Im industriellen Bereich kann aufgrund der zunehmenden Technisierung ebenfalls eine steigende Kupfernachfrage angenommen werden.
Jahr 1999 2000 2001
Anzahl Haushalte 34,17 Mio. 34,39 Mio. 34,78 Mio
Kühlschrank (auch mit Gefrierfach) 99,2% 99,3%
Gefrierschrank, Gefriertruhe 71,3% 73,3%
Geschirrspülmaschine 45,2% 48,3% 51,3%
Mikrowellengerät 52,5% 56,1% 58,2%
Waschmaschine 93,1% 94,1% 95,1%
Wäschetrockner 29,5% 31,8% 33,3%
Personalcomputer 44,9% 47,3% 53,4%
Modem für Datenfernübertragung 11,3% 14,0% 21,5%
Telefon stationär (auch schnurlos) 97,7% 96,4% 96,4%
Telefon mobil (Autotelefon, Handy) 16,5% 29,8% 55,7%
Anrufbeantworter 39,3% 41,4% 43,1%
Faxgerät 14,9% 14,9% 16,0%
Fernsehgerät 95,7% 95,9% 95,9%
Videorecorder 65,7% 65,9% 68,6%
Videokamera/ Camcorder 16,6% 18,0% 18,2%
Radiorecorder/ Stereorundfunkgerät 78,7% 79,5% 78,2%
Hi-Fi-Anlage 65,6% 62,9% 64,5%
Satellitenempfangsanlage 28,0% 31,5% 31,7%
Ausstattungsgrad privater Haushalte mit elektrischen und elektronischen Geräten
Tabelle 12: Ausstattungsgrad von deutschen Haushalten mit E-Geräten [108]
Vor dem Recycling der Elektroaltgeräte steht die Sammlung und Erfassung. Abbildung 20 zeigt eine Dreiteilung des Nutzungsbereiches mit den zugehörigen Massenanteilen und gibt Quoten für die Sammlung und Erfassung an. Die drei Unterbereiche „Braune Ware“, „Weiße Ware“ und „IT-Schrotte“ weisen homogenere Strukturen als der Gesamtbereich auf und ermöglichen daher detailliertere Stoffstromanalysen. Der Begriff „Braune Ware“ umfasst Elektrogeräte der Unterhaltungselektronik wie Radios und Fernseher, auch Elektrowerkzeuge, kleine Küchenmaschinen etc. Die „Weiße Ware“ beinhaltet Haushaltsgroßgeräte wie Kühlschränke, Herde, Waschmaschinen und Geschirrspülmaschinen. Unter „IT-Schrotten“ sind Computer sowie deren Peripheriegeräte wie Monitore, Drucker, Scanner etc. zu verstehen.
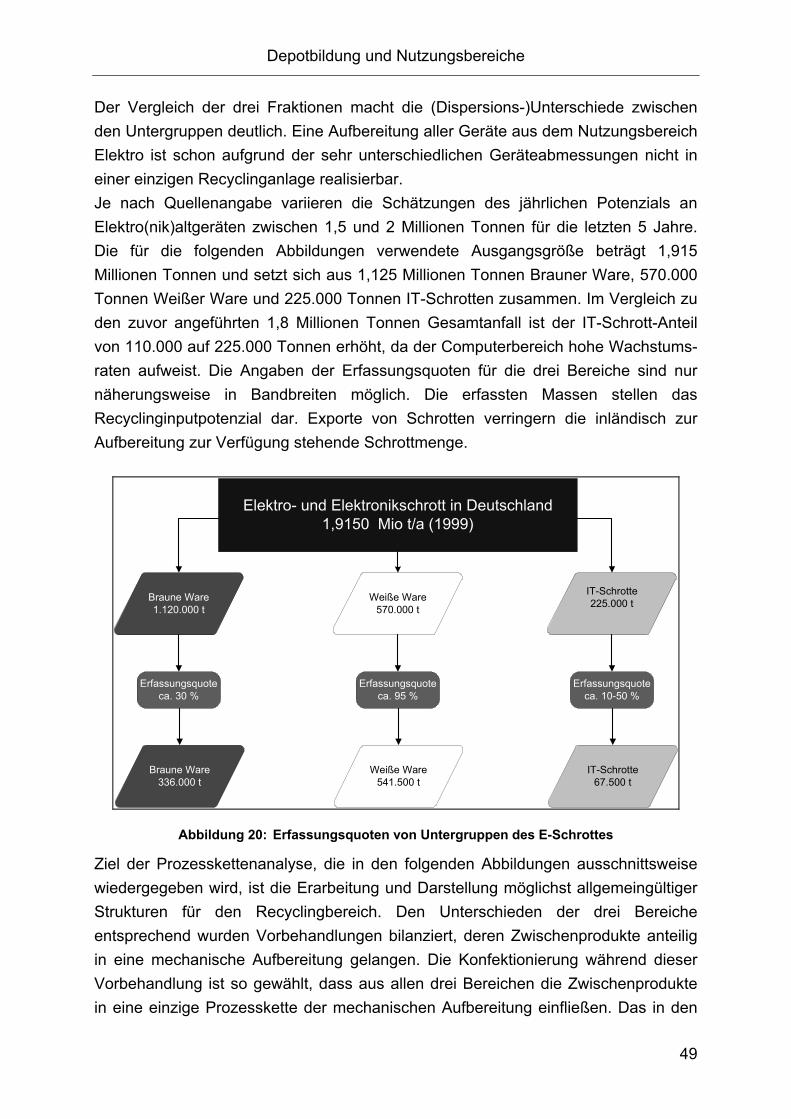
Depotbildung und Nutzungsbereiche
49
Der Vergleich der drei Fraktionen macht die (Dispersions-)Unterschiede zwischen den Untergruppen deutlich. Eine Aufbereitung aller Geräte aus dem Nutzungsbereich Elektro ist schon aufgrund der sehr unterschiedlichen Geräteabmessungen nicht in einer einzigen Recyclinganlage realisierbar. Je nach Quellenangabe variieren die Schätzungen des jährlichen Potenzials an Elektro(nik)altgeräten zwischen 1,5 und 2 Millionen Tonnen für die letzten 5 Jahre. Die für die folgenden Abbildungen verwendete Ausgangsgröße beträgt 1,915 Millionen Tonnen und setzt sich aus 1,125 Millionen Tonnen Brauner Ware, 570.000 Tonnen Weißer Ware und 225.000 Tonnen IT-Schrotten zusammen. Im Vergleich zu den zuvor angeführten 1,8 Millionen Tonnen Gesamtanfall ist der IT-Schrott-Anteil von 110.000 auf 225.000 Tonnen erhöht, da der Computerbereich hohe Wachstums-raten aufweist. Die Angaben der Erfassungsquoten für die drei Bereiche sind nur näherungsweise in Bandbreiten möglich. Die erfassten Massen stellen das Recyclinginputpotenzial dar. Exporte von Schrotten verringern die inländisch zur Aufbereitung zur Verfügung stehende Schrottmenge.
Braune Ware1.120.000 t
Weiße Ware570.000 t
IT-Schrotte225.000 t
Erfassungsquoteca. 30 %
Erfassungsquoteca. 95 %
Erfassungsquoteca. 10-50 %
IT-Schrotte67.500 t
Weiße Ware541.500 t
Braune Ware336.000 t
Elektro- und Elektronikschrott in Deutschland1,9150 Mio t/a (1999)
Abbildung 20: Erfassungsquoten von Untergruppen des E-Schrottes
Ziel der Prozesskettenanalyse, die in den folgenden Abbildungen ausschnittsweise wiedergegeben wird, ist die Erarbeitung und Darstellung möglichst allgemeingültiger Strukturen für den Recyclingbereich. Den Unterschieden der drei Bereiche entsprechend wurden Vorbehandlungen bilanziert, deren Zwischenprodukte anteilig in eine mechanische Aufbereitung gelangen. Die Konfektionierung während dieser Vorbehandlung ist so gewählt, dass aus allen drei Bereichen die Zwischenprodukte in eine einzige Prozesskette der mechanischen Aufbereitung einfließen. Das in den
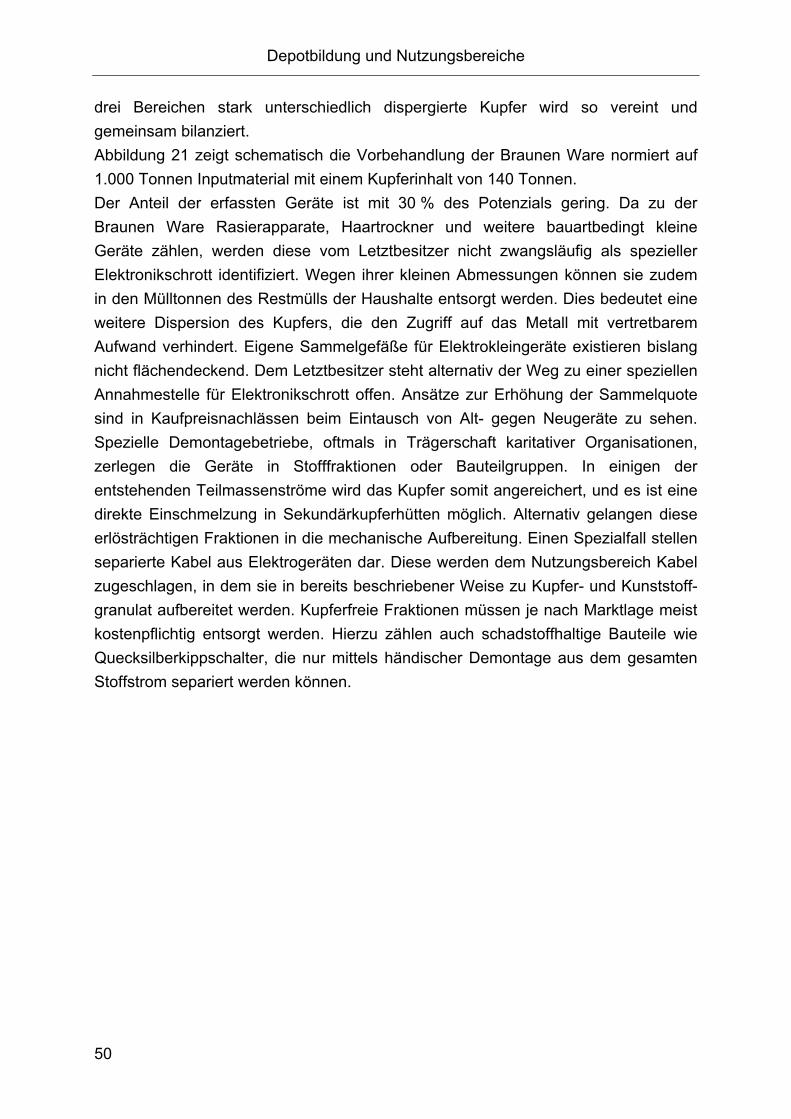
Depotbildung und Nutzungsbereiche
50
drei Bereichen stark unterschiedlich dispergierte Kupfer wird so vereint und gemeinsam bilanziert. Abbildung 21 zeigt schematisch die Vorbehandlung der Braunen Ware normiert auf 1.000 Tonnen Inputmaterial mit einem Kupferinhalt von 140 Tonnen. Der Anteil der erfassten Geräte ist mit 30 % des Potenzials gering. Da zu der Braunen Ware Rasierapparate, Haartrockner und weitere bauartbedingt kleine Geräte zählen, werden diese vom Letztbesitzer nicht zwangsläufig als spezieller Elektronikschrott identifiziert. Wegen ihrer kleinen Abmessungen können sie zudem in den Mülltonnen des Restmülls der Haushalte entsorgt werden. Dies bedeutet eine weitere Dispersion des Kupfers, die den Zugriff auf das Metall mit vertretbarem Aufwand verhindert. Eigene Sammelgefäße für Elektrokleingeräte existieren bislang nicht flächendeckend. Dem Letztbesitzer steht alternativ der Weg zu einer speziellen Annahmestelle für Elektronikschrott offen. Ansätze zur Erhöhung der Sammelquote sind in Kaufpreisnachlässen beim Eintausch von Alt- gegen Neugeräte zu sehen. Spezielle Demontagebetriebe, oftmals in Trägerschaft karitativer Organisationen, zerlegen die Geräte in Stofffraktionen oder Bauteilgruppen. In einigen der entstehenden Teilmassenströme wird das Kupfer somit angereichert, und es ist eine direkte Einschmelzung in Sekundärkupferhütten möglich. Alternativ gelangen diese erlösträchtigen Fraktionen in die mechanische Aufbereitung. Einen Spezialfall stellen separierte Kabel aus Elektrogeräten dar. Diese werden dem Nutzungsbereich Kabel zugeschlagen, in dem sie in bereits beschriebener Weise zu Kupfer- und Kunststoff-granulat aufbereitet werden. Kupferfreie Fraktionen müssen je nach Marktlage meist kostenpflichtig entsorgt werden. Hierzu zählen auch schadstoffhaltige Bauteile wie Quecksilberkippschalter, die nur mittels händischer Demontage aus dem gesamten Stoffstrom separiert werden können.
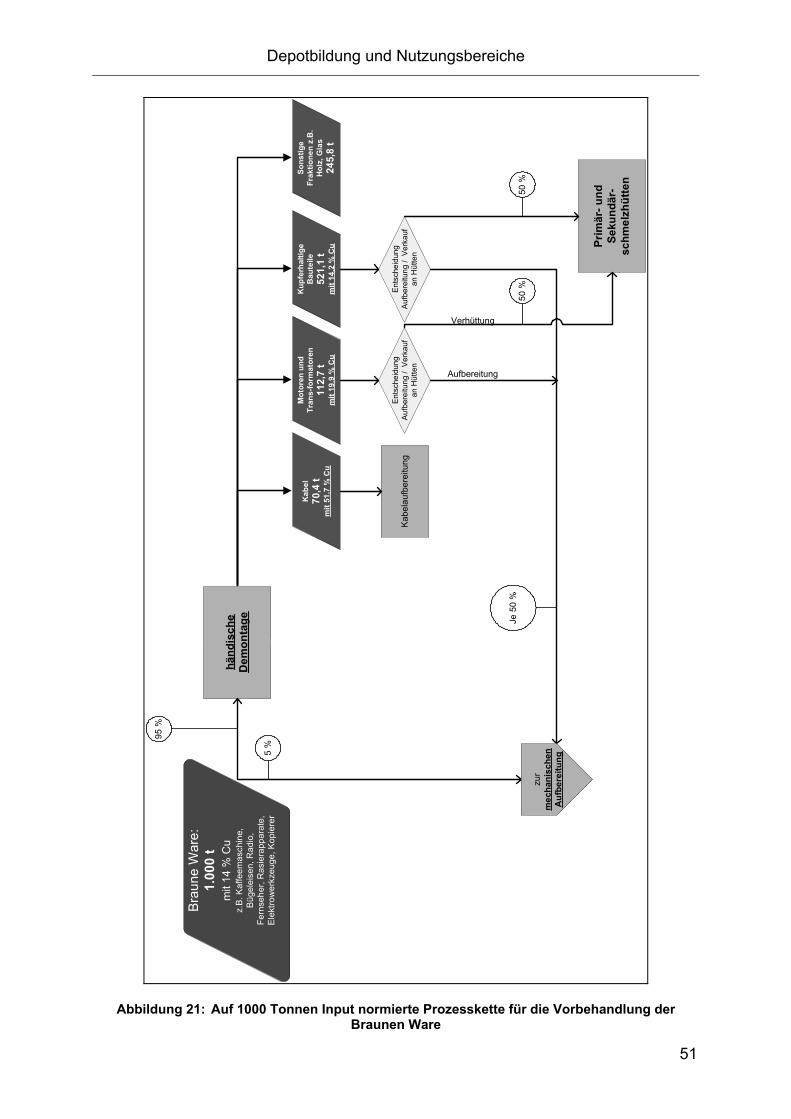
Depotbildung und Nutzungsbereiche
51
Bra
une
War
e:1.
000
tm
it 14
% C
uz.
B. K
affe
emas
chin
e,B
ügel
eise
n, R
adio
,Fe
rnse
her,
Ras
iera
ppar
ate,
Ele
ktro
wer
kzeu
ge, K
opie
rer
95 %
5 %
händ
isch
eD
emon
tage
Kab
el70
,4 t
mit
51,7
% C
u
Mot
oren
und
Tran
s-fo
rmat
oren
112,
7 t
mit
19,9
% C
u
Kup
ferh
altig
eB
aute
ile52
1,1
tm
it 14
,2 %
Cu
Sons
tige
Frak
tione
n z.
B.
Hol
z, G
las
245,
8 t
Kab
elau
fber
eitu
ngE
ntsc
heid
ung
Auf
bere
itung
/ V
erka
ufan
Hüt
ten
Ents
chei
dung
Auf
bere
itung
/ V
erka
ufan
Hüt
ten
Prim
är- u
ndSe
kund
är-
schm
elzh
ütte
n
Aufbereitung
Verhüttung
zur
mec
hani
sche
nA
ufbe
reitu
ng
Je 5
0 %
50 %
50 %
Abbildung 21: Auf 1000 Tonnen Input normierte Prozesskette für die Vorbehandlung der Braunen Ware
Depotbildung und Nutzungsbereiche
52
Weiße Ware gelangt durch die Lieferanten neuer Geräte, über Geräteaustausch oder durch den Sperrmüll in die Aufbereitung. Die Erfassungsquote ist mit 95 % sehr hoch, da eine Mülltonnengängigkeit der Geräte wie bei der Braunen Ware nicht vorliegt. Dies bedeutet, dass die zeitliche und vor allem räumliche Dispersion, die während der Nutzung stattgefunden hat, rückgängig gemacht wird. Die stoffliche Dispersion des Kupfers in dem Produkt hingegen hat sich nach der Produktion und vor dem Recyclingprozess nicht oder nur sehr geringfügig verändert. 541.500 Tonnen stark eisenhaltiger Produkte können durch die Aufbereitung der Weißen Ware dem Wertstoffkreislauf erneut zur Verfügung gestellt werden. Kühlgeräte stellen für den Recyclingprozess eine Besonderheit dar. Das flüssige Kühlmittel würde im nachfolgenden Shredderprozess die gesamte Schrottmenge kontaminieren. Überdies sind teilweise enthaltenen Fluorchlorkohlenwasserstoff-Verbindungen als stark umweltgefährdend einzustufen, so dass eine Separierung dieser Kühlmittel und auch der FCKW-haltigen Schäume vorgenommen wird. Mittels einer Kühlmittelabsaugung und eines gekapselten Shredders wird diese Trennung erreicht. Die übrigen Haushaltsgroßgeräte werden ebenfalls geshreddert, um Stoffverbindungen zu lösen und die weitere Aufbereitung mit vorkonditioniertem Material beschicken zu können. Wesentliches Element der Wertstoffgewinnung ist die Magnetscheidung, da Weiße Ware Eisenanteile von 60 - 63 % besitzt [111][38]. Die Eisenfraktion wird metallurgisch weiterverwendet. Die restliche Menge wird der mechanischen Aufbereitung angedient. Alternativ findet eine Anreicherung der Nichteisenmetalle durch eine Separierung der leichten Bestandteile, zum Beispiel Kunststoffe, mittels Luftherden statt. Auch der Einsatz von Wirbelstromscheidern zur Trennung von Nichteisenmetallen von Kunststoffen ist möglich. In Abbildung 22 sind die groben Strukturen der Behandlungsmöglichkeiten der Weißen Ware zusammengefasst. Von dem durchschnittlichen Kupfergehalt von 50 Tonnen in den 1.000 Tonnen Inputmaterial gelangen 2,5 Tonnen aus den Kühlgeräten in eine verkaufsfähige Outputfraktion. Die restlichen 47,5 Tonnen Kupfer werden in zwei Fraktionen in die mechanische Aufbereitung weitergereicht, in der die vorbehandelten Fraktionen aller drei Teilbereiche des Elektroschrotts weiter behandelt werden.
Depotbildung und Nutzungsbereiche
53
Wei
ße W
are:
1.00
0 t
mit
5 %
Cu
z.B
. Ele
ktro
herd
e, K
ühls
chrä
nke,
Was
chm
asch
inen
,W
äsch
etro
ckne
r, G
esch
irrsp
üler
,W
arm
was
serg
erät
e
Hau
shal
tsgr
oß-
gerä
te o
hne
Kühl
gerä
te 6
67,5
tm
it 4,
5 %
Cu
Kühl
gerä
te33
2,5
tm
it 6
% C
u
zur
mec
hani
sche
nA
ufbe
reitu
ng
Eise
nfra
ktio
n39
0 t
Küh
l-m
ittel
Mot
oren
, Küh
lgitt
er,
Hg-
Kip
psch
alte
r80
tm
it 21
,9 %
Cu
Ent
sorg
ung
/S
pezi
alau
fber
eitu
ngz.
B. K
ipps
chal
ter
kupf
erha
ltige
Frak
tione
nz.
B. M
otor
en
vord
emon
tierte
Kühl
gerä
te
Shre
dder
Mag
net-
sche
idun
g
Küh
lmitt
el-
absa
ugun
g
Dem
onta
ge
geka
psel
ter
Shr
edde
rM
agne
tsch
eidu
ngLu
fther
d
Eise
nfra
ktio
n90
t
kupf
erha
ltige
Frak
tion
277,
5 t
mit
10,8
% C
u
Sch
wer
frakt
ion
NE
-Gem
isch
32,5
tm
it 7,
7 %
Cu
Leic
htfra
ktio
n13
0 t
Abbildung 22: Auf 1000 Tonnen Input normierte Prozesskette für die Vorbehandlung der Weißen Ware
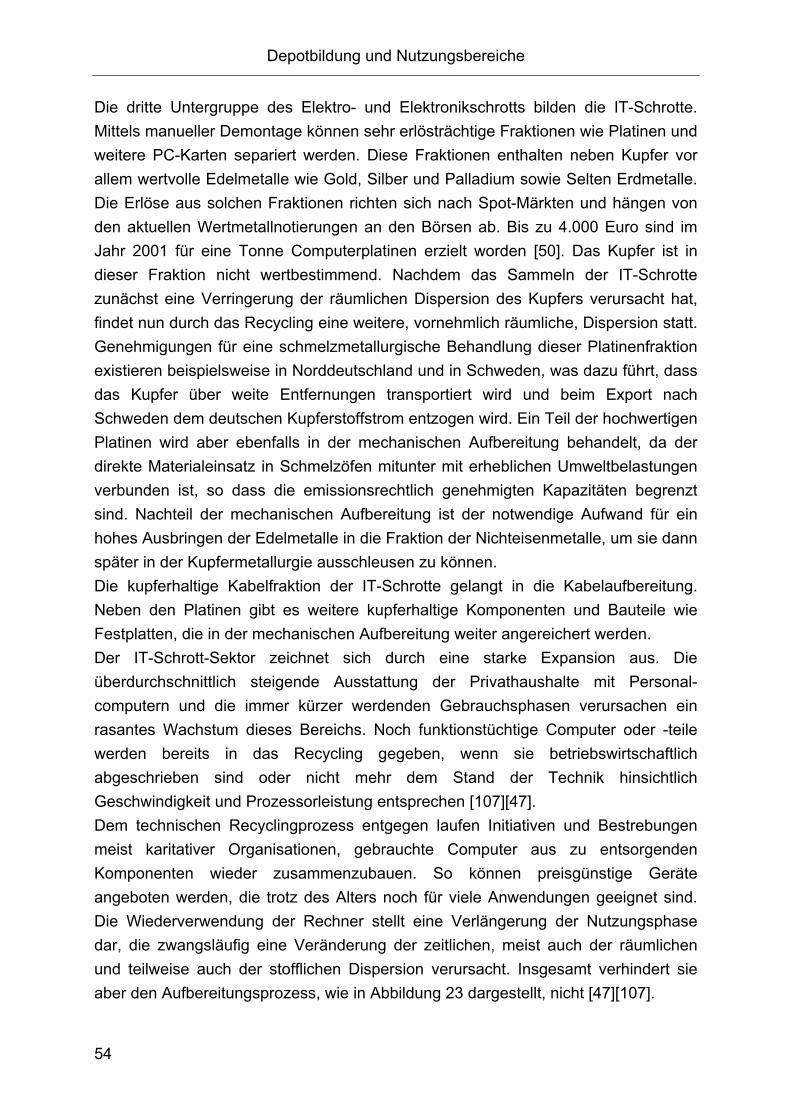
Depotbildung und Nutzungsbereiche
54
Die dritte Untergruppe des Elektro- und Elektronikschrotts bilden die IT-Schrotte. Mittels manueller Demontage können sehr erlösträchtige Fraktionen wie Platinen und weitere PC-Karten separiert werden. Diese Fraktionen enthalten neben Kupfer vor allem wertvolle Edelmetalle wie Gold, Silber und Palladium sowie Selten Erdmetalle. Die Erlöse aus solchen Fraktionen richten sich nach Spot-Märkten und hängen von den aktuellen Wertmetallnotierungen an den Börsen ab. Bis zu 4.000 Euro sind im Jahr 2001 für eine Tonne Computerplatinen erzielt worden [50]. Das Kupfer ist in dieser Fraktion nicht wertbestimmend. Nachdem das Sammeln der IT-Schrotte zunächst eine Verringerung der räumlichen Dispersion des Kupfers verursacht hat, findet nun durch das Recycling eine weitere, vornehmlich räumliche, Dispersion statt. Genehmigungen für eine schmelzmetallurgische Behandlung dieser Platinenfraktion existieren beispielsweise in Norddeutschland und in Schweden, was dazu führt, dass das Kupfer über weite Entfernungen transportiert wird und beim Export nach Schweden dem deutschen Kupferstoffstrom entzogen wird. Ein Teil der hochwertigen Platinen wird aber ebenfalls in der mechanischen Aufbereitung behandelt, da der direkte Materialeinsatz in Schmelzöfen mitunter mit erheblichen Umweltbelastungen verbunden ist, so dass die emissionsrechtlich genehmigten Kapazitäten begrenzt sind. Nachteil der mechanischen Aufbereitung ist der notwendige Aufwand für ein hohes Ausbringen der Edelmetalle in die Fraktion der Nichteisenmetalle, um sie dann später in der Kupfermetallurgie ausschleusen zu können. Die kupferhaltige Kabelfraktion der IT-Schrotte gelangt in die Kabelaufbereitung. Neben den Platinen gibt es weitere kupferhaltige Komponenten und Bauteile wie Festplatten, die in der mechanischen Aufbereitung weiter angereichert werden. Der IT-Schrott-Sektor zeichnet sich durch eine starke Expansion aus. Die überdurchschnittlich steigende Ausstattung der Privathaushalte mit Personal-computern und die immer kürzer werdenden Gebrauchsphasen verursachen ein rasantes Wachstum dieses Bereichs. Noch funktionstüchtige Computer oder -teile werden bereits in das Recycling gegeben, wenn sie betriebswirtschaftlich abgeschrieben sind oder nicht mehr dem Stand der Technik hinsichtlich Geschwindigkeit und Prozessorleistung entsprechen [107][47]. Dem technischen Recyclingprozess entgegen laufen Initiativen und Bestrebungen meist karitativer Organisationen, gebrauchte Computer aus zu entsorgenden Komponenten wieder zusammenzubauen. So können preisgünstige Geräte angeboten werden, die trotz des Alters noch für viele Anwendungen geeignet sind. Die Wiederverwendung der Rechner stellt eine Verlängerung der Nutzungsphase dar, die zwangsläufig eine Veränderung der zeitlichen, meist auch der räumlichen und teilweise auch der stofflichen Dispersion verursacht. Insgesamt verhindert sie aber den Aufbereitungsprozess, wie in Abbildung 23 dargestellt, nicht [47][107].

Depotbildung und Nutzungsbereiche
55
In den 1.000 Tonnen IT-Schrotten, auf die die Abbildung normiert ist, sind 89 Tonnen Kupfer enthalten. Von dieser Masse sind 18 Tonnen in der Kabelaufbereitung, 18 Tonnen in der hochwertigen Platinenfraktion, 21,5 Tonnen als Verlust in der Gehäuse-Eisenfraktion und 31,5 Tonnen als Bauteilfraktion für die weitere mechanische Aufbereitung einer weiteren Dispersion unterworfen.
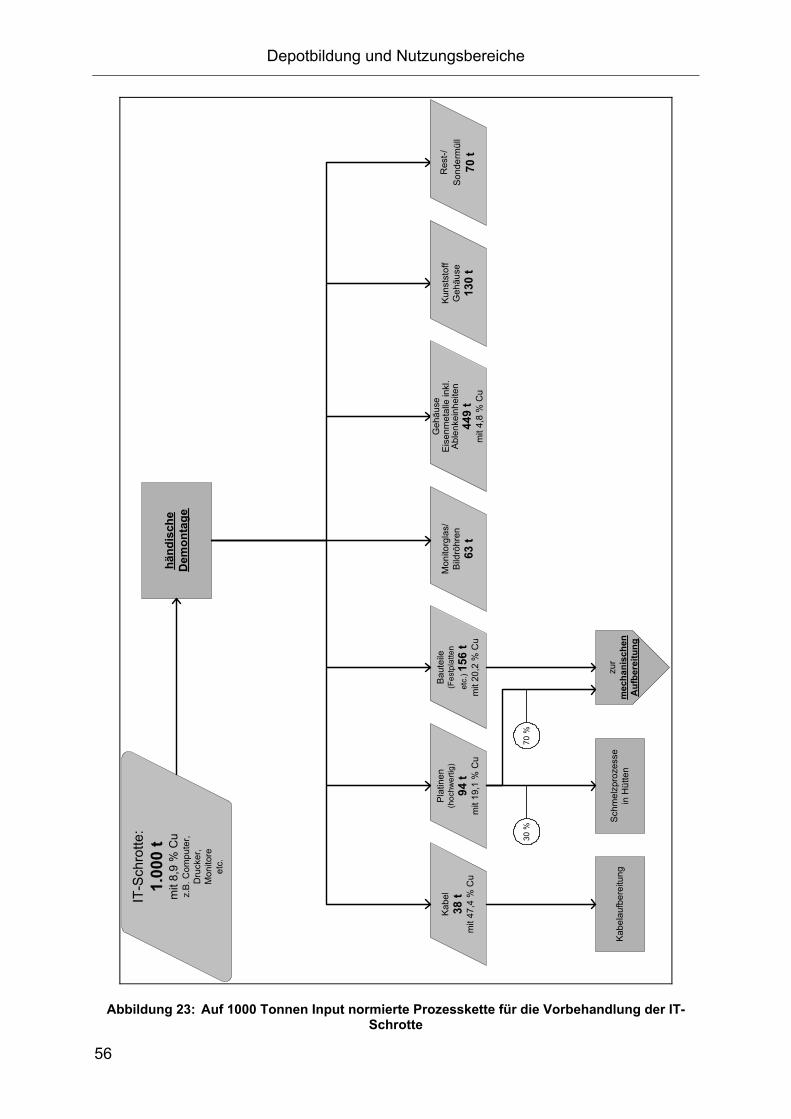
Depotbildung und Nutzungsbereiche
56
IT-S
chro
tte:
1.00
0 t
mit
8,9
% C
uz.
B. C
ompu
ter,
Dru
cker
,M
onito
reet
c.
Kab
el38
tm
it 47
,4 %
Cu
Pla
tinen
(hoc
hwer
tig)
94 t
mit
19,1
% C
u
Bau
teile
(Fes
tpla
tten
etc.
) 156
tm
it 20
,2 %
Cu
Kabe
lauf
bere
itung
Schm
elzp
roze
sse
in H
ütte
nzu
rm
echa
nisc
hen
Auf
bere
itung
Mon
itorg
las/
Bild
röhr
en63
t
Geh
äuse
Eis
enm
etal
le in
kl.
Abl
enke
inhe
iten
449
tm
it 4,
8 %
Cu
Kun
stst
off
Geh
äuse
130
t
Res
t-/So
nder
mül
l70
t
30 %
händ
isch
eD
emon
tage
70 %
Abbildung 23: Auf 1000 Tonnen Input normierte Prozesskette für die Vorbehandlung der IT-Schrotte
Depotbildung und Nutzungsbereiche
57
Nach den unterschiedlichen Vorbehandlungen der drei Teilfraktionen des Elektro- und Elektronikschrotts erfolgt der weitere Aufschluss der Materialien. Durch unterschiedliche Trennprozesse werden eine kupferreiche Nichteisenmetallfraktion sowie kupferarme oder kupferfreie Outputströme erzeugt. Für die Zerkleinerung stehen Shredder und Hammermühlen zur Verfügung, deren schneidende und schlagende Wirkungsmechanismen für metallhaltiges Material geeignet sind. Die Auswahl entsprechender Austragsroste ermöglicht die Vorgabe oberer Ziel-korngrößen. Der Fokus der Aufbereitung von Elektronikschrott liegt auf der Erzeugung nichteisenmetallreicher Fraktionen, die von Kupferhütten verarbeitet werden können. Hierbei ist der stofflichen Dispersion größte Bedeutung zuzumessen. Zwar stellen Legierungen metallurgisch keine unlösbaren Stoffverbunde dar, aber die stoffliche Dispersion beschreibt auch das Massenverhältnis, also den Kupfergehalt einer Fraktion. Daher ist es für die Erlöse vorteilhaft, die stoffliche Dispersion des Kupfers weitgehend zu verringern. Stark eisenhaltige Fraktionen werden über Magnetscheider abgetrennt und an Stahlhütten verkauft. Hierin enthaltenes Kupfer unterliegt weiterer Dispersion und geht dem Kupferstoffstrom verloren. Zur Trennung der Nichteisenmetalle von Kunstoffen, Holz und anderen Materialien werden Wirbelstromscheider, Luftherde oder neuerdings auch Allmetallseparatoren beziehungsweise optisch arbeitende automatische Trennaggregate eingesetzt. Die entstehenden Metallgemische enthalten bis zu 95 % Kupfer und werden als Anodenofenmaterial in den Kupferhütten weiterverarbeitet. Die Prozesskette der Aufbereitung ist in Abbildung 24 für die Gesamtheit der vorbehandelten und schadstoffentfrachteten Materialien aus dem Bereich Elektro- und Elektronikschrott erstellt. Der reale Input errechnet sich aus den drei Teilbereichen zu einer Gesamtmasse von 307.000 Tonnen Material mit ca. 46.000 Tonnen Kupfer. Die Abbildung ist wiederum auf 1.000 Tonnen Input normiert. Das Nichteisenmetallgemisch der Wirbelstromscheidung und die beiden Schwerfraktionen der Luftherde beinhalten insgesamt 90 % der im Inputmaterial enthaltenen Kupfermasse.
Depotbildung und Nutzungsbereiche
58
NE-
Gem
isch
118,
7 t
mit
29,9
% C
u
Fe I:
198,
4 t
Fe II
:3,
9 t
Kup
ferd
raht
-ge
wöl
le
5-10
mm
< 5
mm
Leic
htgu
t12
6 t
mit
3,8
% C
u
Zerk
lein
erun
g I
(Shr
edde
r)ca
. < 6
0 m
m
Kla
ssie
rung
IM
agne
t-sc
heid
ung
IW
irbel
stro
m-
sche
ider
Zerk
lein
erun
g II
(Ham
mer
müh
le)
< 10
mm
Mag
net-
sche
idun
g II
(Übe
rban
dmag
net)
Kla
ssie
rung
II(K
reis
schw
ings
ieb)
(Sta
ngen
sieb
)
Lufth
erd
I
Lufth
erd
II
Vor
beha
ndel
ter
E-S
chro
tt1.
000
tm
it 13
,6 %
Cu
wei
test
gehe
ndsc
hads
toffe
ntfra
chte
tes
Mat
eria
l
Sch
wer
gut
45,7
tm
it 95
,2 %
Cu
Sch
wer
gut
45,7
tm
it 95
,2 %
Cu
Leic
htgu
t46
5,5
tm
it 1
% C
u
Abbildung 24: Auf 1000 Tonnen Input normierte Kupferrecycling-Prozesskette für vorbehandelten E-Schrott
Recycling Weißer Ware in Shredderanlagen
59
6. Recycling Weißer Ware in Shredderanlagen
Der Zusammenhang zwischen Dispersion und Recycling wird am Beispiel der Weißen Ware verdeutlicht. Das Recycling erfolgt hierbei in Shredderanlagen. Dazu werden zunächst Recyclinganforderungen, Recyclingtechnik und die verschiedenen Fraktionen des Shredderoutputs im Zusammenhang mit Kostenargumenten diskutiert.
6.1. Recyclinganforderungen
Recycling wird anhand verschiedener Parameter bewertet, wobei das Ausbringen die wichtigste Größe darstellt. Ausbringen beschreibt die im Recyclingprodukt enthaltene Masse an Wertstoff, bezogen auf das Inputmaterial. Die Differenz zwischen Wertstoff im Aufgabegut und ausgebrachtem Wertstoff im Produkt schlägt sich als Verlust in anderen Stoffströmen oder in Nebenprodukten nieder. Durch eine entsprechende Aufbereitung oder metallurgische Behandlung solcher Koppelprodukte kann eine Rückgewinnung ermöglicht werden. Das Ausbringen ist erst aussagekräftig, wenn die Qualität des Produkts hinsichtlich der Reinheit beziffert ist. Weitere Anforderungen an das Recycling sind Kostenminimierung, kurze Behandlungsdauer, geringer Aggregateverschleiß und, in Abhängigkeit vom Aufgabematerial, Elimination von Schadstoffen. Diese Größen sind vorwiegend technischer und ökonomischer Natur. Legislative Vorgaben bedingen Anforderungen, die zunächst technisch realisiert werden müssen. Spezifische Recyclingquoten stellen beispielsweise derartige Vorgaben dar. Auch Getrennthaltungsgebote für einzelne Fraktionen, wie das Vermischungsgebot für Abfälle, geregelt in der Technischen Anleitung Abfall (TA Abfall, 4.2), beeinflussen den Recyclingprozess [57]. Für die Konzeption einer Aufbereitungsanlage ist es unerlässlich, zunächst das Aufgabematerial genau zu analysieren. Kenntnisse über Dispersion und Betrachtungen der Nutzungsbereiche sind Vorraussetzungen zur Identifizierung und Charakterisierung des Recyclinginputgemisches. Bei dem in diesem Kapitel zu diskutierenden Materialrecycling handelt es sich um eine Teilmasse des Kupferstoffstroms, zu dem viele Geräte unterschiedlicher Bauart und vor allem unterschiedlichen Alters beitragen. Eine solche Gerätemischung ergibt sich aus gesetzlichen Regelwerken wie der WEEE-Direktive.
6.2. Rechtlicher Hintergrund: die WEEE-Direktive
Das Europäischen Parlament und der Rat haben am 13. Juni 2001 einen Entwurf der Richtlinie über Elektro- und Elektronik-Altgeräte vorgelegt. Diese Richtlinie ist am 27. Januar 2003 in Kraft getreten. Die vorgeschriebene Umsetzung der Richtlinie in die
Recycling Weißer Ware in Shredderanlagen
60
nationale Gesetzgebung der Mitgliedstaaten hat bis zum 13. August 2004 zu erfolgen [26]. Parallel zu dieser „Altgeräte-Richtlinie“ existiert die „Gefahrstoff-Richtlinie“, die eine Beschränkung bestimmter Inhaltsstoffe in Elektro- und Elektronikgeräten vorschreibt und sich somit an die Hersteller wendet und den Konstruktionsprozess beeinflusst [25]. Die Rahmenbedingungen für Recyclingprozesse der Elektrogeräte werden durch die WEEE-Richtlinie stark beeinflusst. Diese enthält als Mindestforderung eine Sammelquote von 4 kg pro Einwohner und Jahr, die in jedem Mitgliedstaat erreicht werden muss. Die Sammelquote kann in der nationalen Umsetzung der Richtlinie noch erhöht werden. Diese Vorgabe bestimmt maßgeblich die minimale Gesamt-masse des Recyclinginputgemisches. Ferner existieren Vorgaben für das Recycling in Form von Verwertungsquoten sowie von Wiederverwendungs- und Recycling-quoten. Diese Quoten unterscheiden sich, da Wiederverwendung und Recycling nur stoffliche Verwertungen/Verwendungen beinhalten, während die Verwertungsquote auch die thermische Verwertung mitberücksichtigt. In der Richtlinie sind die Quoten für einzelne Gerätegruppen festgelegt. Dementsprechend muss für Haushalts-großgeräte eine Wiederverwendung beziehungsweise ein Recycling von 75 Gew.-% erreicht werden. Eine Gesamtverwertungsquote, inklusive der thermischen Verwertung, von 80 Gew.-% darf nicht unterschritten werden.
6.3. Berechnung des Potenzials an Waschmaschinen
In der WEEE-Richtlinie über die Sammlung von 4 kg pro Einwohner und Jahr ist nicht vorgegeben, welche Geräte hierbei erfasst werden. Es ist anzumerken, dass die vorgegebene Mindestsammelquote für alle EU-Staaten gefordert wird und dementsprechend die unterschiedlichen nationalen Gegebenheiten berücksichtigt werden müssen. Für Deutschland errechnet sich bei 82,1 Mio. Einwohnern eine Mindestverwertungsmasse von 328.000 Tonnen. Das Erreichen dieser Quote ist für Deutschland im Gegensatz zu einigen anderen Staaten als problemlos anzusehen. Allein durch die kommunale Entsorgung wird diese Quote vielerorts bereits heute erreicht, sofern eine getrennte Erfassung von Elektronikschrott stattgefunden hat und statistisch erfasst wurde [96]. Die Mülltonnengängigkeit vieler Geräte der Braunen Ware und die subjektiv beeinflusste Bevorratung oder Ersatzteillagerung der IT-Schrotte sind bezüglich der Sammelquoten dagegen als problematisch anzusehen. Die hohe Erfassungsquote der Weißen Ware hingegen deckt das geforderte Schrottvolumen bereits ab. Für Waschmaschinen mit angenommenen durchschnittlichen Nutzungsdauern von 8 bis 20 Jahren je nach Haushaltsgröße wird folgende Rechnung für den Recyclinginput angestellt. Der Ausstattungsgrad von Haushalten mit Wasch-maschinen betrug in Deutschland 95,1 % im Jahr 2001 (siehe Tabelle 12). Bei
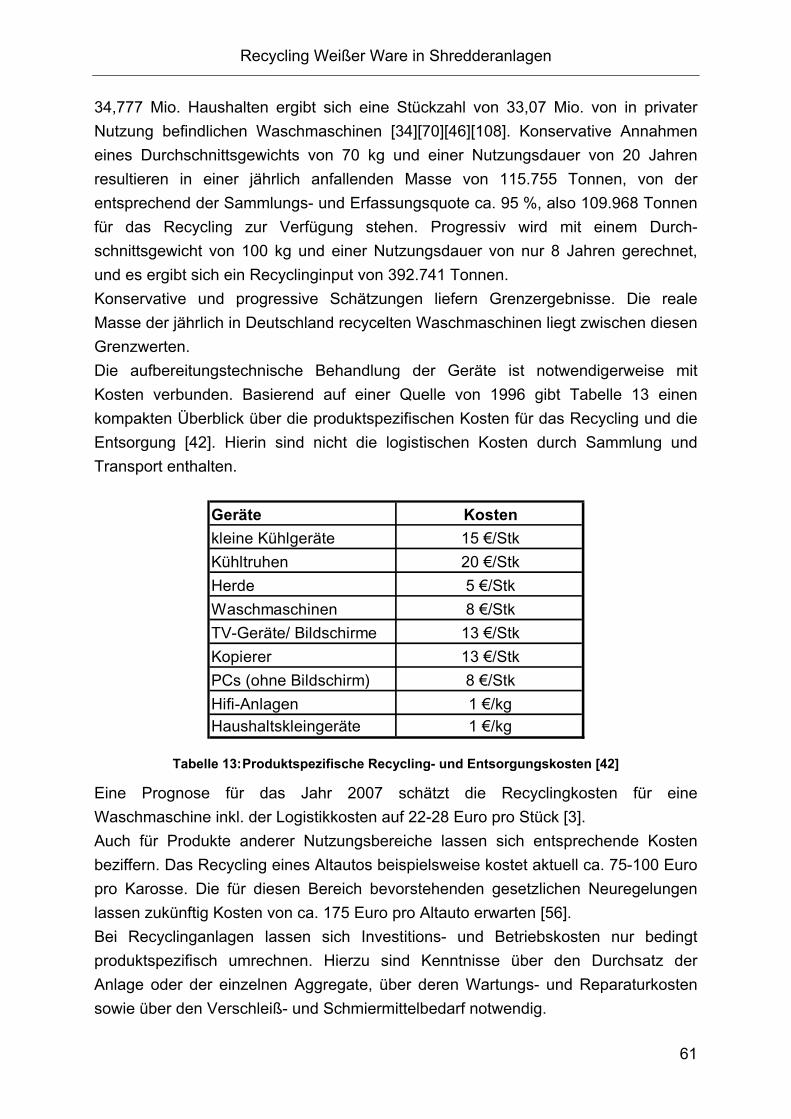
Recycling Weißer Ware in Shredderanlagen
61
34,777 Mio. Haushalten ergibt sich eine Stückzahl von 33,07 Mio. von in privater Nutzung befindlichen Waschmaschinen [34][70][46][108]. Konservative Annahmen eines Durchschnittsgewichts von 70 kg und einer Nutzungsdauer von 20 Jahren resultieren in einer jährlich anfallenden Masse von 115.755 Tonnen, von der entsprechend der Sammlungs- und Erfassungsquote ca. 95 %, also 109.968 Tonnen für das Recycling zur Verfügung stehen. Progressiv wird mit einem Durch-schnittsgewicht von 100 kg und einer Nutzungsdauer von nur 8 Jahren gerechnet, und es ergibt sich ein Recyclinginput von 392.741 Tonnen. Konservative und progressive Schätzungen liefern Grenzergebnisse. Die reale Masse der jährlich in Deutschland recycelten Waschmaschinen liegt zwischen diesen Grenzwerten. Die aufbereitungstechnische Behandlung der Geräte ist notwendigerweise mit Kosten verbunden. Basierend auf einer Quelle von 1996 gibt Tabelle 13 einen kompakten Überblick über die produktspezifischen Kosten für das Recycling und die Entsorgung [42]. Hierin sind nicht die logistischen Kosten durch Sammlung und Transport enthalten.
Geräte Kostenkleine Kühlgeräte 15 €/StkKühltruhen 20 €/StkHerde 5 €/StkWaschmaschinen 8 €/StkTV-Geräte/ Bildschirme 13 €/StkKopierer 13 €/StkPCs (ohne Bildschirm) 8 €/StkHifi-Anlagen 1 €/kgHaushaltskleingeräte 1 €/kg
Tabelle 13: Produktspezifische Recycling- und Entsorgungskosten [42]
Eine Prognose für das Jahr 2007 schätzt die Recyclingkosten für eine Waschmaschine inkl. der Logistikkosten auf 22-28 Euro pro Stück [3]. Auch für Produkte anderer Nutzungsbereiche lassen sich entsprechende Kosten beziffern. Das Recycling eines Altautos beispielsweise kostet aktuell ca. 75-100 Euro pro Karosse. Die für diesen Bereich bevorstehenden gesetzlichen Neuregelungen lassen zukünftig Kosten von ca. 175 Euro pro Altauto erwarten [56]. Bei Recyclinganlagen lassen sich Investitions- und Betriebskosten nur bedingt produktspezifisch umrechnen. Hierzu sind Kenntnisse über den Durchsatz der Anlage oder der einzelnen Aggregate, über deren Wartungs- und Reparaturkosten sowie über den Verschleiß- und Schmiermittelbedarf notwendig.
Recycling Weißer Ware in Shredderanlagen
62
6.4. Stand der Recyclingtechnik der Weißen Ware
Die folgenden Untersuchungen betreffen Haushaltsgroßgeräte am speziellen Beispiel der Waschmaschine. Funktions- und bauartbedingt wird eine gute Übertrag-barkeit der Erkenntnisse über Waschmaschinen auf andere Geräte der Weißen Ware erwartet. Die bereits angesprochene händische Demontage stellt eine Möglichkeit des Produktrecyclings von Waschmaschinen dar. Dabei werden materialspezifische Fraktionen gewonnen, die im Falle von Metallen einer metallurgischen Weiter-behandlung angedient werden können. Fraktionen wie Holz, Kunststoffe, Elastomere und Beton hingegen müssen kostenpflichtig entsorgt werden. Der zeitliche Aufwand für eine komplette Demontage einer Waschmaschine beträgt ca. 100 Minuten [80]. Unter der Annahme eines Stundenlohns von 30 Euro ergeben sich 50 Euro Demontagekosten pro Maschine. Da viele Demontagebetriebe karitativ ausgerichtet sind, z.B. um Langzeitarbeitslose zu reintegrieren oder Behinderte zu beschäftigen, sind hier die Demontagekosten nicht in voller Höhe anzusetzen. Dennoch ist eine Kostenintensität zu erwarten, die eine massenrelevante Behandlung von Wasch-maschinen auf die händische Art unwirtschaftlich macht. Ein Vorteil der Demontage ist jedoch die Rückgewinnbarkeit von Ersatzteilen, die vermarktet oder als Reparaturteile genutzt werden können. Neben den zusätzlichen Kosten für die Lagerhaltung und –verwaltung der Ersatzteile muss auch das Vorhandensein möglicher Absatzmärkte hinterfragt werden [8]. Neben der händischen Demontage besteht die Möglichkeit der mechanischen Aufbereitung in Shredderanlagen. Diese Shredder entsprechen in ihrer Bau- und Funktionsweise den Automobilshreddern. In Deutschland werden zurzeit ca. 43 Shredderanlagen für Altautos betrieben, die neben Restkarossen auch so genannte Misch- und Kühlschrotte, wozu auch Weiße Ware zählt, mitverwerten [81]. Shredder sind „Hammerbrecher, die zur Zerkleinerung verschiedener metallischer Sekundär-rohstoffe besonders geeignet sind“ [41]. Abbildung 25 zeigt schematisch die Bauweise eines Shredders.
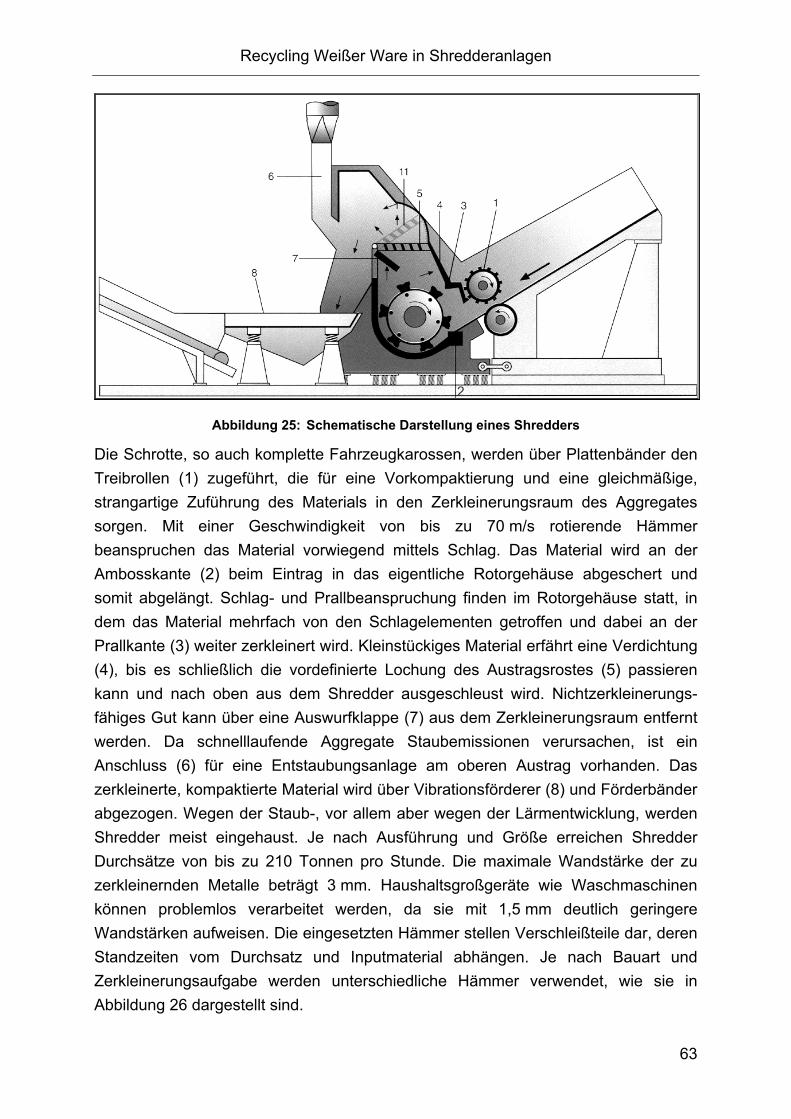
Recycling Weißer Ware in Shredderanlagen
63
Abbildung 25: Schematische Darstellung eines Shredders
Die Schrotte, so auch komplette Fahrzeugkarossen, werden über Plattenbänder den Treibrollen (1) zugeführt, die für eine Vorkompaktierung und eine gleichmäßige, strangartige Zuführung des Materials in den Zerkleinerungsraum des Aggregates sorgen. Mit einer Geschwindigkeit von bis zu 70 m/s rotierende Hämmer beanspruchen das Material vorwiegend mittels Schlag. Das Material wird an der Ambosskante (2) beim Eintrag in das eigentliche Rotorgehäuse abgeschert und somit abgelängt. Schlag- und Prallbeanspruchung finden im Rotorgehäuse statt, in dem das Material mehrfach von den Schlagelementen getroffen und dabei an der Prallkante (3) weiter zerkleinert wird. Kleinstückiges Material erfährt eine Verdichtung (4), bis es schließlich die vordefinierte Lochung des Austragsrostes (5) passieren kann und nach oben aus dem Shredder ausgeschleust wird. Nichtzerkleinerungs-fähiges Gut kann über eine Auswurfklappe (7) aus dem Zerkleinerungsraum entfernt werden. Da schnelllaufende Aggregate Staubemissionen verursachen, ist ein Anschluss (6) für eine Entstaubungsanlage am oberen Austrag vorhanden. Das zerkleinerte, kompaktierte Material wird über Vibrationsförderer (8) und Förderbänder abgezogen. Wegen der Staub-, vor allem aber wegen der Lärmentwicklung, werden Shredder meist eingehaust. Je nach Ausführung und Größe erreichen Shredder Durchsätze von bis zu 210 Tonnen pro Stunde. Die maximale Wandstärke der zu zerkleinernden Metalle beträgt 3 mm. Haushaltsgroßgeräte wie Waschmaschinen können problemlos verarbeitet werden, da sie mit 1,5 mm deutlich geringere Wandstärken aufweisen. Die eingesetzten Hämmer stellen Verschleißteile dar, deren Standzeiten vom Durchsatz und Inputmaterial abhängen. Je nach Bauart und Zerkleinerungsaufgabe werden unterschiedliche Hämmer verwendet, wie sie in Abbildung 26 dargestellt sind.
2
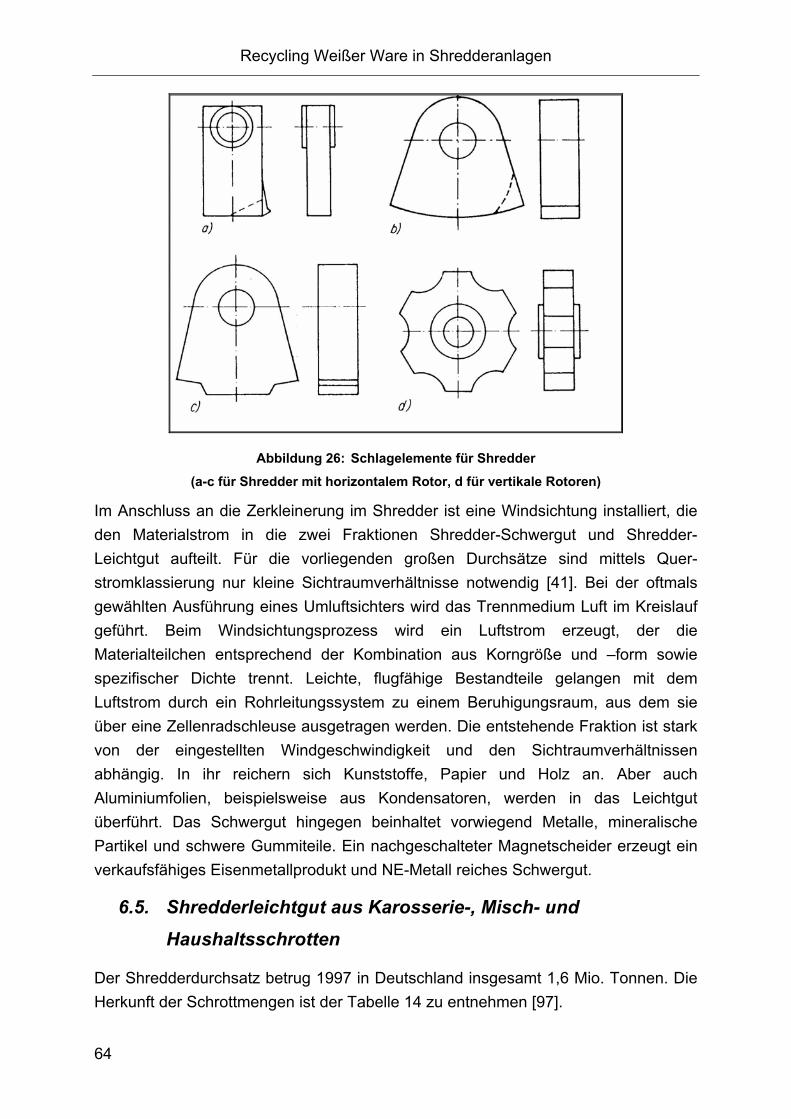
Recycling Weißer Ware in Shredderanlagen
64
Abbildung 26: Schlagelemente für Shredder
(a-c für Shredder mit horizontalem Rotor, d für vertikale Rotoren)
Im Anschluss an die Zerkleinerung im Shredder ist eine Windsichtung installiert, die den Materialstrom in die zwei Fraktionen Shredder-Schwergut und Shredder-Leichtgut aufteilt. Für die vorliegenden großen Durchsätze sind mittels Quer-stromklassierung nur kleine Sichtraumverhältnisse notwendig [41]. Bei der oftmals gewählten Ausführung eines Umluftsichters wird das Trennmedium Luft im Kreislauf geführt. Beim Windsichtungsprozess wird ein Luftstrom erzeugt, der die Materialteilchen entsprechend der Kombination aus Korngröße und –form sowie spezifischer Dichte trennt. Leichte, flugfähige Bestandteile gelangen mit dem Luftstrom durch ein Rohrleitungssystem zu einem Beruhigungsraum, aus dem sie über eine Zellenradschleuse ausgetragen werden. Die entstehende Fraktion ist stark von der eingestellten Windgeschwindigkeit und den Sichtraumverhältnissen abhängig. In ihr reichern sich Kunststoffe, Papier und Holz an. Aber auch Aluminiumfolien, beispielsweise aus Kondensatoren, werden in das Leichtgut überführt. Das Schwergut hingegen beinhaltet vorwiegend Metalle, mineralische Partikel und schwere Gummiteile. Ein nachgeschalteter Magnetscheider erzeugt ein verkaufsfähiges Eisenmetallprodukt und NE-Metall reiches Schwergut.
6.5. Shredderleichtgut aus Karosserie-, Misch- und
Haushaltsschrotten
Der Shredderdurchsatz betrug 1997 in Deutschland insgesamt 1,6 Mio. Tonnen. Die Herkunft der Schrottmengen ist der Tabelle 14 zu entnehmen [97].
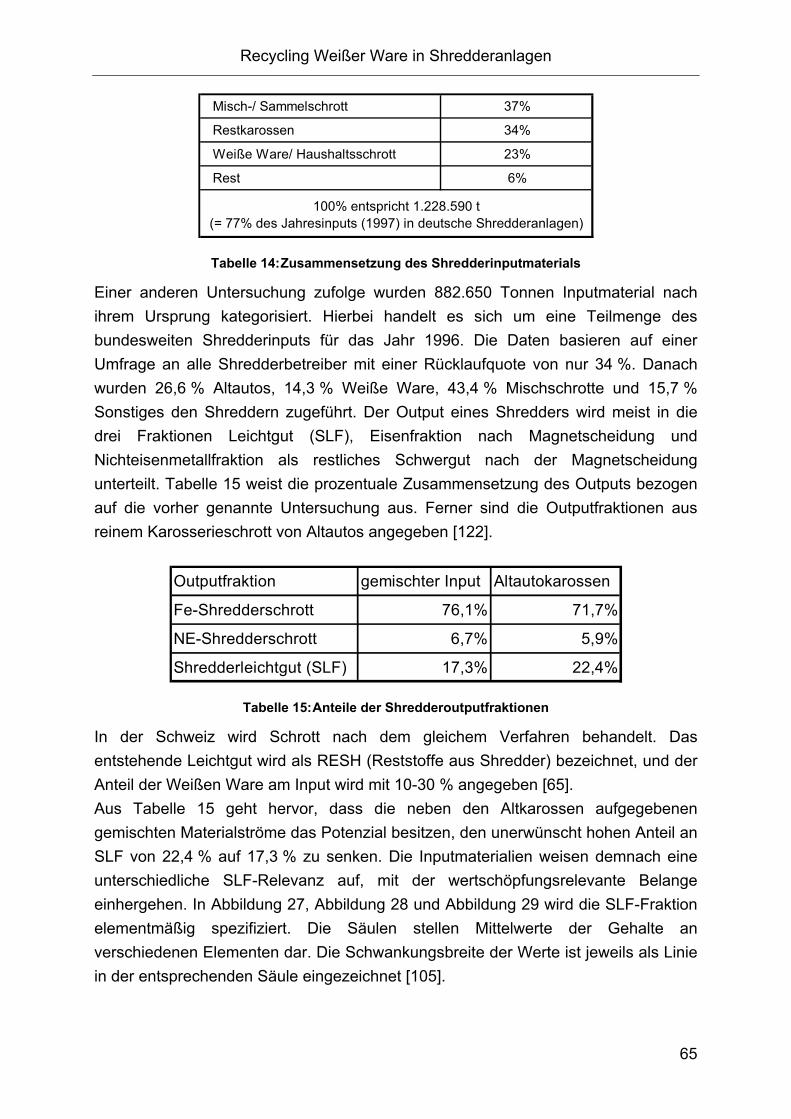
Recycling Weißer Ware in Shredderanlagen
65
Misch-/ Sammelschrott 37%
Restkarossen 34%
Weiße Ware/ Haushaltsschrott 23%
Rest 6%
100% entspricht 1.228.590 t (= 77% des Jahresinputs (1997) in deutsche Shredderanlagen)
Tabelle 14: Zusammensetzung des Shredderinputmaterials
Einer anderen Untersuchung zufolge wurden 882.650 Tonnen Inputmaterial nach ihrem Ursprung kategorisiert. Hierbei handelt es sich um eine Teilmenge des bundesweiten Shredderinputs für das Jahr 1996. Die Daten basieren auf einer Umfrage an alle Shredderbetreiber mit einer Rücklaufquote von nur 34 %. Danach wurden 26,6 % Altautos, 14,3 % Weiße Ware, 43,4 % Mischschrotte und 15,7 % Sonstiges den Shreddern zugeführt. Der Output eines Shredders wird meist in die drei Fraktionen Leichtgut (SLF), Eisenfraktion nach Magnetscheidung und Nichteisenmetallfraktion als restliches Schwergut nach der Magnetscheidung unterteilt. Tabelle 15 weist die prozentuale Zusammensetzung des Outputs bezogen auf die vorher genannte Untersuchung aus. Ferner sind die Outputfraktionen aus reinem Karosserieschrott von Altautos angegeben [122].
Outputfraktion gemischter Input Altautokarossen
Fe-Shredderschrott 76,1% 71,7%
NE-Shredderschrott 6,7% 5,9%
Shredderleichtgut (SLF) 17,3% 22,4%
Tabelle 15: Anteile der Shredderoutputfraktionen
In der Schweiz wird Schrott nach dem gleichem Verfahren behandelt. Das entstehende Leichtgut wird als RESH (Reststoffe aus Shredder) bezeichnet, und der Anteil der Weißen Ware am Input wird mit 10-30 % angegeben [65]. Aus Tabelle 15 geht hervor, dass die neben den Altkarossen aufgegebenen gemischten Materialströme das Potenzial besitzen, den unerwünscht hohen Anteil an SLF von 22,4 % auf 17,3 % zu senken. Die Inputmaterialien weisen demnach eine unterschiedliche SLF-Relevanz auf, mit der wertschöpfungsrelevante Belange einhergehen. In Abbildung 27, Abbildung 28 und Abbildung 29 wird die SLF-Fraktion elementmäßig spezifiziert. Die Säulen stellen Mittelwerte der Gehalte an verschiedenen Elementen dar. Die Schwankungsbreite der Werte ist jeweils als Linie in der entsprechenden Säule eingezeichnet [105].
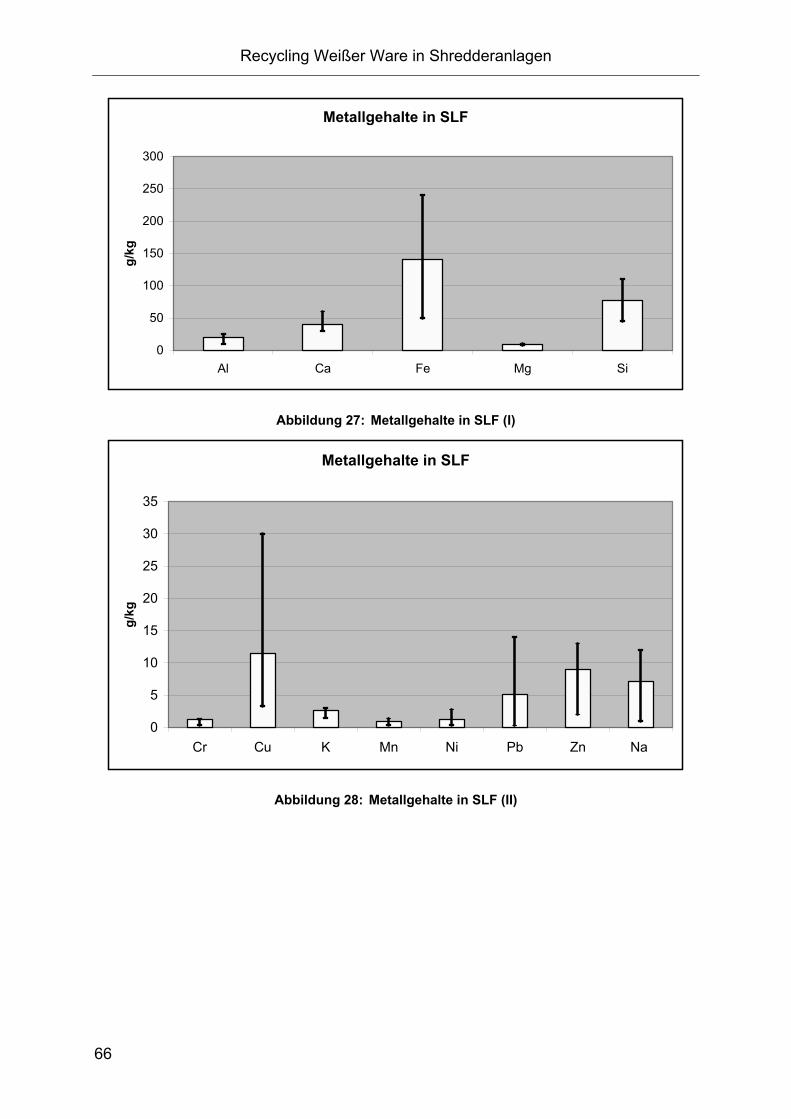
Recycling Weißer Ware in Shredderanlagen
66
Metallgehalte in SLF
0
50
100
150
200
250
300
Al Ca Fe Mg Si
g/kg
Abbildung 27: Metallgehalte in SLF (I)
Metallgehalte in SLF
0
5
10
15
20
25
30
35
Cr Cu K Mn Ni Pb Zn Na
g/kg
Abbildung 28: Metallgehalte in SLF (II)
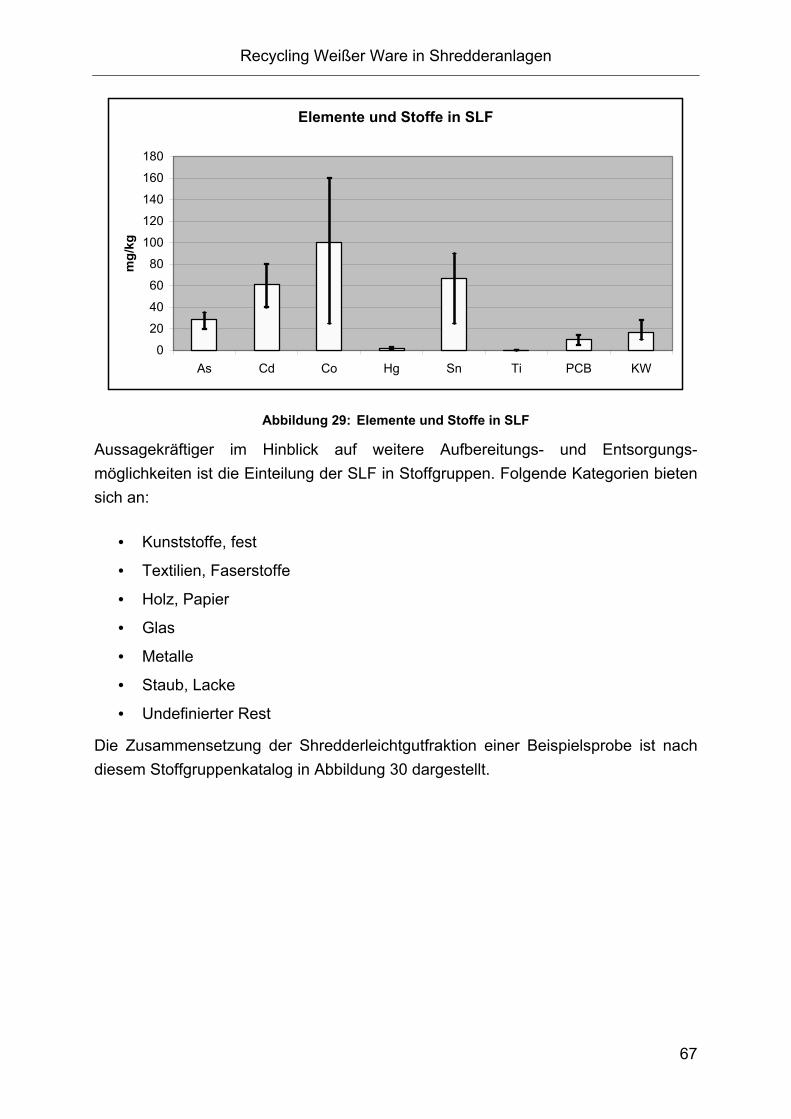
Recycling Weißer Ware in Shredderanlagen
67
Elemente und Stoffe in SLF
0
20
40
60
80
100
120
140
160
180
As Cd Co Hg Sn Ti PCB KW
mg/
kg
Abbildung 29: Elemente und Stoffe in SLF
Aussagekräftiger im Hinblick auf weitere Aufbereitungs- und Entsorgungs-möglichkeiten ist die Einteilung der SLF in Stoffgruppen. Folgende Kategorien bieten sich an:
• Kunststoffe, fest
• Textilien, Faserstoffe
• Holz, Papier
• Glas
• Metalle
• Staub, Lacke
• Undefinierter Rest
Die Zusammensetzung der Shredderleichtgutfraktion einer Beispielsprobe ist nach diesem Stoffgruppenkatalog in Abbildung 30 dargestellt.
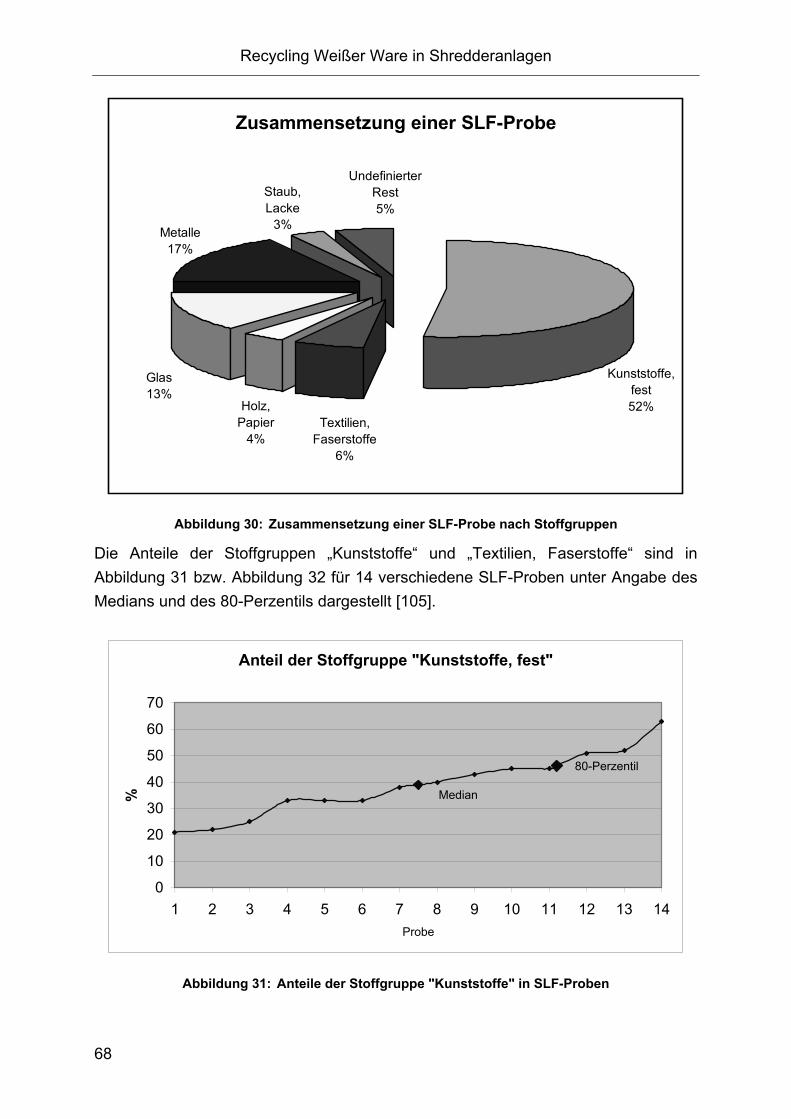
Recycling Weißer Ware in Shredderanlagen
68
Zusammensetzung einer SLF-Probe
UndefinierterRest 5%
Staub,Lacke
3%Metalle 17%
Glas13%
Holz,Papier
4%Textilien,
Faserstoffe 6%
Kunststoffe,fest52%
Abbildung 30: Zusammensetzung einer SLF-Probe nach Stoffgruppen
Die Anteile der Stoffgruppen „Kunststoffe“ und „Textilien, Faserstoffe“ sind in Abbildung 31 bzw. Abbildung 32 für 14 verschiedene SLF-Proben unter Angabe des Medians und des 80-Perzentils dargestellt [105].
Anteil der Stoffgruppe "Kunststoffe, fest"
0
10
20
30
40
50
60
70
1 2 3 4 5 6 7 8 9 10 11 12 13 14Probe
% Median
80-Perzentil
Abbildung 31: Anteile der Stoffgruppe "Kunststoffe" in SLF-Proben
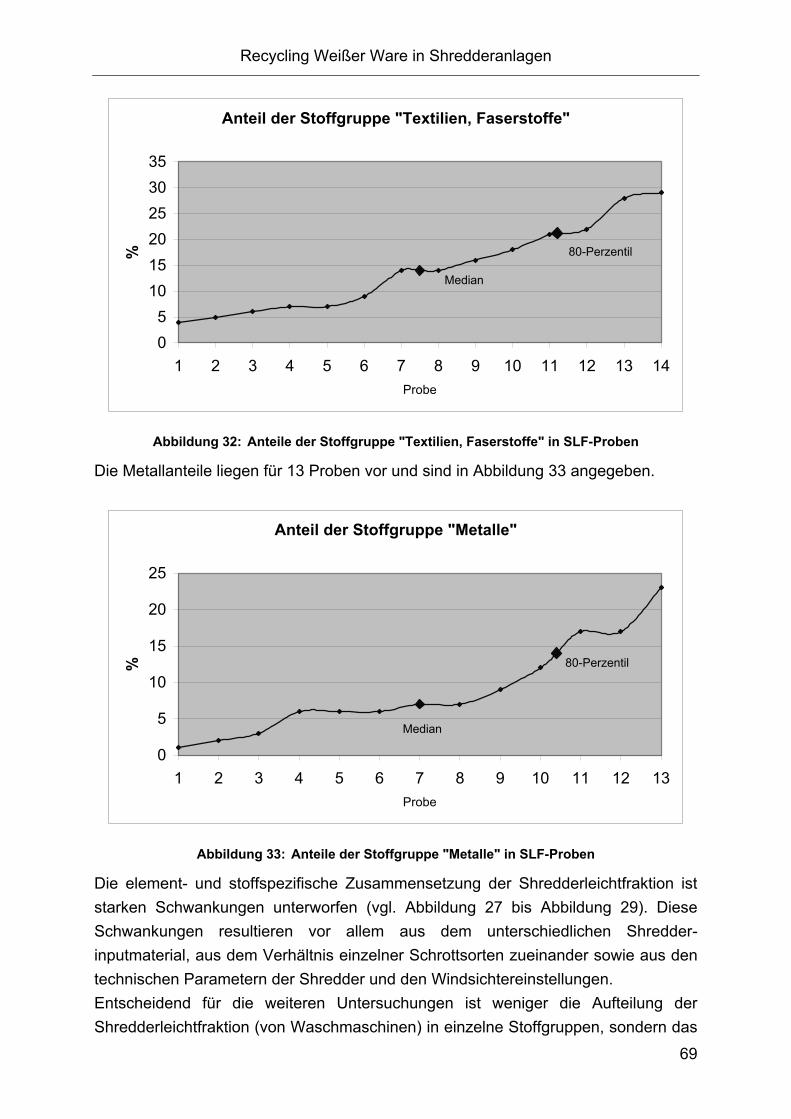
Recycling Weißer Ware in Shredderanlagen
69
Anteil der Stoffgruppe "Textilien, Faserstoffe"
05
101520253035
1 2 3 4 5 6 7 8 9 10 11 12 13 14Probe
%
Median
80-Perzentil
Abbildung 32: Anteile der Stoffgruppe "Textilien, Faserstoffe" in SLF-Proben
Die Metallanteile liegen für 13 Proben vor und sind in Abbildung 33 angegeben.
Anteil der Stoffgruppe "Metalle"
0
5
10
15
20
25
1 2 3 4 5 6 7 8 9 10 11 12 13Probe
%
Median
80-Perzentil
Abbildung 33: Anteile der Stoffgruppe "Metalle" in SLF-Proben
Die element- und stoffspezifische Zusammensetzung der Shredderleichtfraktion ist starken Schwankungen unterworfen (vgl. Abbildung 27 bis Abbildung 29). Diese Schwankungen resultieren vor allem aus dem unterschiedlichen Shredder-inputmaterial, aus dem Verhältnis einzelner Schrottsorten zueinander sowie aus den technischen Parametern der Shredder und den Windsichtereinstellungen. Entscheidend für die weiteren Untersuchungen ist weniger die Aufteilung der Shredderleichtfraktion (von Waschmaschinen) in einzelne Stoffgruppen, sondern das
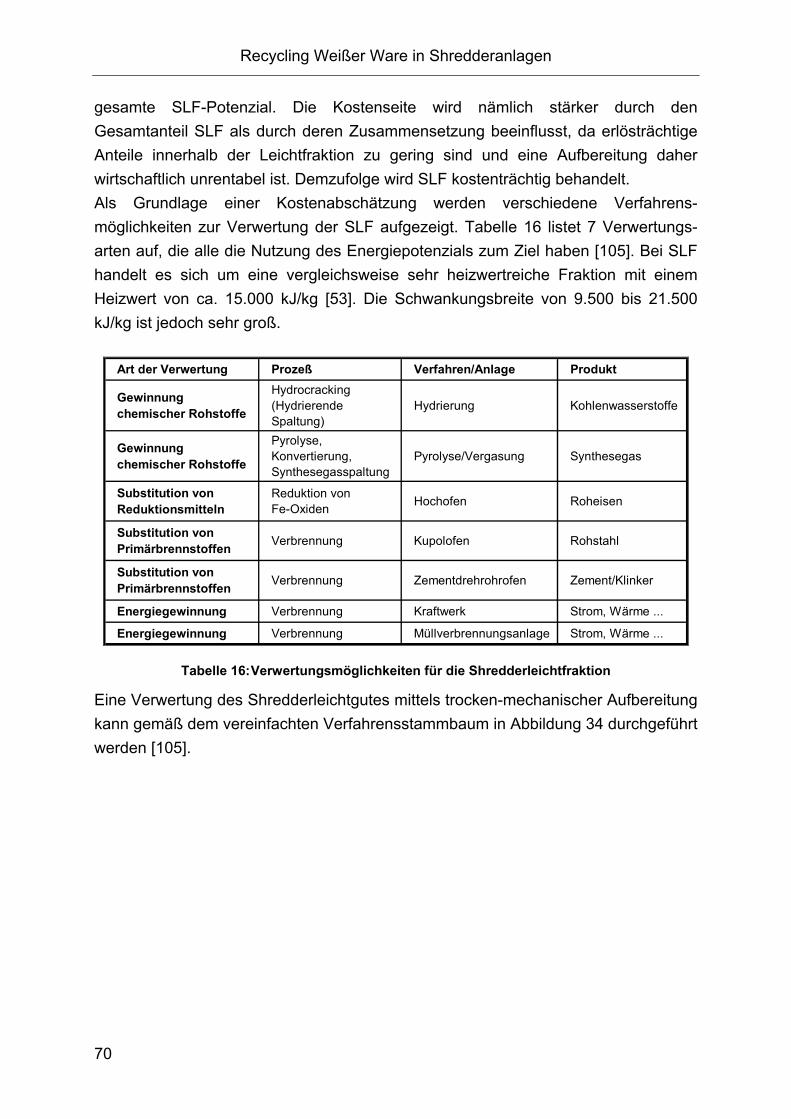
Recycling Weißer Ware in Shredderanlagen
70
gesamte SLF-Potenzial. Die Kostenseite wird nämlich stärker durch den Gesamtanteil SLF als durch deren Zusammensetzung beeinflusst, da erlösträchtige Anteile innerhalb der Leichtfraktion zu gering sind und eine Aufbereitung daher wirtschaftlich unrentabel ist. Demzufolge wird SLF kostenträchtig behandelt. Als Grundlage einer Kostenabschätzung werden verschiedene Verfahrens-möglichkeiten zur Verwertung der SLF aufgezeigt. Tabelle 16 listet 7 Verwertungs-arten auf, die alle die Nutzung des Energiepotenzials zum Ziel haben [105]. Bei SLF handelt es sich um eine vergleichsweise sehr heizwertreiche Fraktion mit einem Heizwert von ca. 15.000 kJ/kg [53]. Die Schwankungsbreite von 9.500 bis 21.500 kJ/kg ist jedoch sehr groß.
Art der Verwertung Prozeß Verfahren/Anlage Produkt
Gewinnungchemischer Rohstoffe
Hydrocracking(HydrierendeSpaltung)
Hydrierung Kohlenwasserstoffe
Gewinnungchemischer Rohstoffe
Pyrolyse,Konvertierung,Synthesegasspaltung
Pyrolyse/Vergasung Synthesegas
Substitution vonReduktionsmitteln
Reduktion vonFe-Oxiden Hochofen Roheisen
Substitution vonPrimärbrennstoffen Verbrennung Kupolofen Rohstahl
Substitution vonPrimärbrennstoffen Verbrennung Zementdrehrohrofen Zement/Klinker
Energiegewinnung Verbrennung Kraftwerk Strom, Wärme ...
Energiegewinnung Verbrennung Müllverbrennungsanlage Strom, Wärme ...
Tabelle 16: Verwertungsmöglichkeiten für die Shredderleichtfraktion
Eine Verwertung des Shredderleichtgutes mittels trocken-mechanischer Aufbereitung kann gemäß dem vereinfachten Verfahrensstammbaum in Abbildung 34 durchgeführt werden [105].
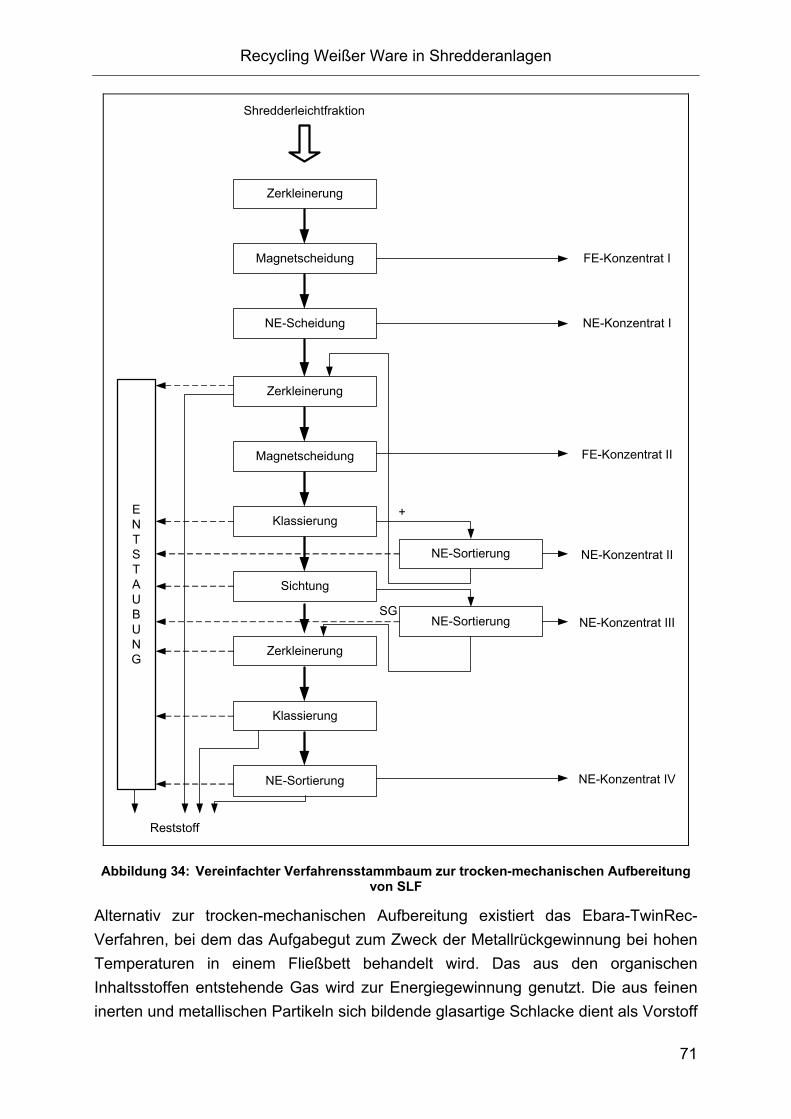
Recycling Weißer Ware in Shredderanlagen
71
Shredderleichtfraktion
Zerkleinerung
Zerkleinerung
Sichtung
Klassierung
Magnetscheidung
Magnetscheidung
Zerkleinerung
NE-Scheidung
Klassierung
NE-Sortierung
NE-Sortierung
NE-Sortierung
ENTSTAUBUNG
Reststoff
NE-Konzentrat II
NE-Konzentrat III
FE-Konzentrat II
NE-Konzentrat I
FE-Konzentrat I
NE-Konzentrat IV
+
SG
Abbildung 34: Vereinfachter Verfahrensstammbaum zur trocken-mechanischen Aufbereitung von SLF
Alternativ zur trocken-mechanischen Aufbereitung existiert das Ebara-TwinRec-Verfahren, bei dem das Aufgabegut zum Zweck der Metallrückgewinnung bei hohen Temperaturen in einem Fließbett behandelt wird. Das aus den organischen Inhaltsstoffen entstehende Gas wird zur Energiegewinnung genutzt. Die aus feinen inerten und metallischen Partikeln sich bildende glasartige Schlacke dient als Vorstoff
Recycling Weißer Ware in Shredderanlagen
72
für den Straßen- und Wegebau. Mittels des Ebara-TwinRec-Verfahrens wird eine zusätzliche 10-prozentige stoffliche und 12,5-prozentige energetische Verwertung erreicht. Unter der Annahme eines Anteils SLF von 25 Gew.-% vom Gesamtinput eines Shredders und einer somit theoretisch bereits erzielten 75-prozentigen stofflichen Verwertung durch das Schwergut errechnet sich eine Gesamtverwertungsquote von 97,5 % und eine Wiederverwendungs- und Recyclingquote von 85 % [121]. Die in der neuen Altautoverordnung vorgegebenen Quoten erlauben ab 2015 jedoch nur einen maximalen Anteil von 10 % thermischer Verwertung. Mit dieser Vorgabe grenzt das Ebara-TwinRec-Verfahren an die geforderte Verwertungsquote. Die großen Schwankungsbreiten der SLF-Zusammensetzung sowie die prozentualen Massen-anteile der Leichtfraktion am Gesamtshredderinput verdeutlichen die SLF-Problematik und zugleich die SLF-Relevanz einzelner Vorstoffgruppen im Shredderinput.
6.6. SLF-Behandlung/-Entsorgung
Für die weitergehende Aufbereitung von SLF entstehen Behandlungskosten zwischen 170 und 400 Euro pro Tonne je nach Verfahren. Damit ist SLF-Verwertung als sehr aufwendig und kostenträchtig einzuschätzen. Kostenneutralität konnte bislang für kein Verfahren attestiert werden [93][105]. Die derzeit noch gängige Alternative zur Behandlung von SLF ist die Deponierung. Aus der vorher erwähnten Umfrage an die Betreiber von Shredderanlagen geht hervor, dass der für die Deponierung der SLF anfallende mittlere Preis pro Tonne bereits bei 115 Euro im Jahr 1996 lag [122]. Aktuelle Deponiegebühren für Gewerbeabfälle liegen nach Informationen von Deponiebetreibern ebenfalls in dieser Größenordnung. Die Ablagerung der unbehandelten Rückstände wird jedoch durch die in Kürze greifenden Vorgaben der Altautoverordnung und insbesondere der TASI inklusive der Deponieverordnung beendet werden [115].
Untersuchungsgegenstand Waschmaschine
73
7. Untersuchungsgegenstand Waschmaschine
Eigene experimentelle Untersuchungen über den Zusammenhang zwischen Recycling und vorgelagerter Nutzungszeit von Geräten erfolgten an einer Serie von Waschmaschinen unterschiedlicher Hersteller und unterschiedlichen Alters unter Nutzung der Shreddertechnik, die auch in der Autoverwertung üblich ist. Waschmaschinen stellen Gebrauchsgüter dar und sind aufgrund der hohen Metallteile als Inputmaterial für Shredderanlagen prädestiniert. Da Waschmaschinen langlebige Produkte sind, eignen sich diese in besonderer Weise, um zeitliche Aspekte für das Recycling an einer relativ homogenen Untersuchungseinheit zu analysieren [44][22].
7.1. Aufbau und Funktion der Waschmaschine
Waschmaschinen gehören zu den Haushaltsgroßgeräten und finden sich in über 95 % der Haushalte. Ihre Funktion ist die Reinigung von Wäsche, wozu das Waschgut unter Zugabe von Wasser und Waschmittel zur Herstellung einer Lauge in eine Trommel gegeben wird. Mittels elektrischer Energie kann zum einen das Wasser erwärmt werden, zum anderen wird die Waschtrommel über ein Schwingsystem bewegt und durch mechanische Kraftwirkung eine Verbesserung des Reinigungseffektes bewirkt. Waschmaschinen werden in die Bauarten Top- und Frontlader untergliedert. Toplader werden von oben durch eine verschließbare Trommelöffnung befüllt, während Frontlader auf der Gerätevorderseite eine runde Tür besitzen, durch die die Wäsche in eine gelochte Siebtrommel gegeben wird. Waschmaschinen werden über einen Energie- (Elektro-) und Wasseranschluss versorgt. Einfüllkammern für Waschmittel finden sich an Ober- oder Frontseite. Waschmaschinen sind mit elektronischen Steuereinheiten mit Programmwahl für Waschdauer, Trommeldrehzahl und Wassertemperatur ausgerüstet. Prinzipiell sind Waschmaschinen durch vier Bau- beziehungsweise Funktionskomponenten gekennzeichnet: (1) das Gehäuse als äußerer Rahmen zur mechanischen Aufnahme der weiteren Einheiten, als da sind (2) die in einem Laugenbottich gelagerte Waschtrommel mit Schwingsystem, (3) der Einspülkasten für Waschmittel mit weiteren wasserführenden Elementen und (4) die elektrische Steuerungseinheit inkl. der Strom- und Signalkabel.
7.2. Der SLF-Indikator
Beim Materialrecycling mittels Shreddertechnik kommt es zu einer Vermischung der Elektrogerätefraktion „Waschmaschine“ mit dem Recyclingmaterial aus dem Nutzungsbereich Auto. Diese Mischung bietet die Möglichkeit, den kostenintensiven
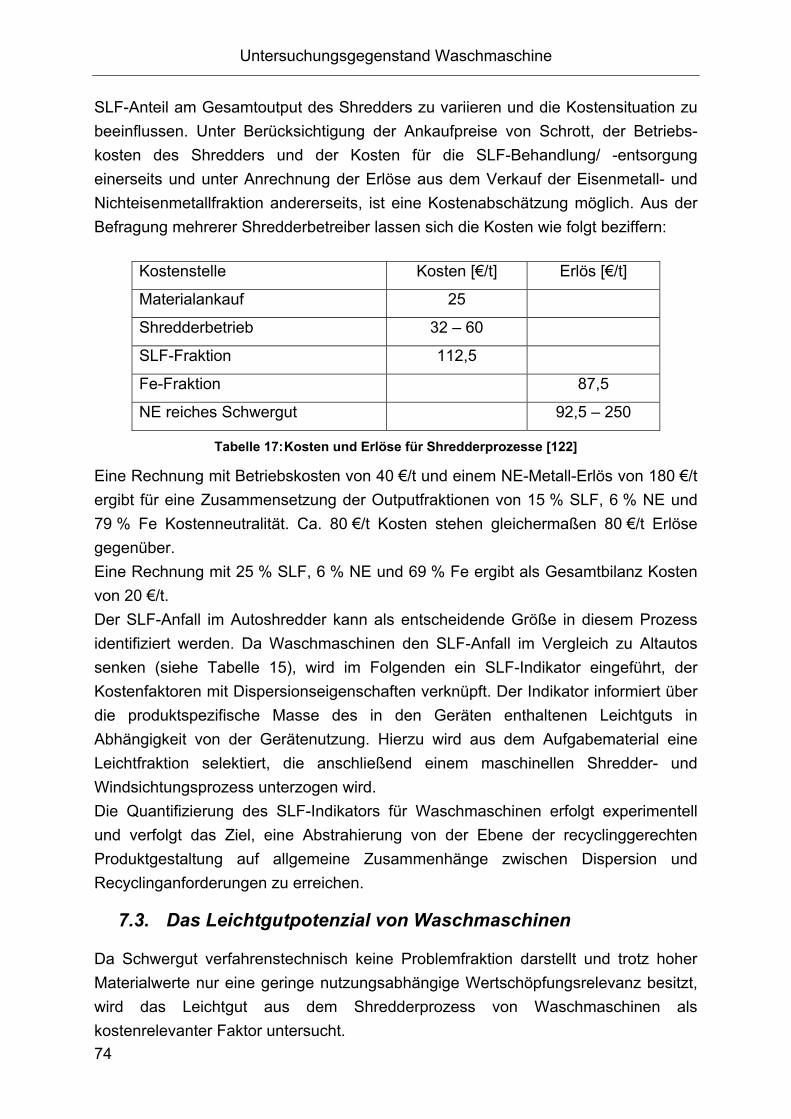
Untersuchungsgegenstand Waschmaschine
74
SLF-Anteil am Gesamtoutput des Shredders zu variieren und die Kostensituation zu beeinflussen. Unter Berücksichtigung der Ankaufpreise von Schrott, der Betriebs-kosten des Shredders und der Kosten für die SLF-Behandlung/ -entsorgung einerseits und unter Anrechnung der Erlöse aus dem Verkauf der Eisenmetall- und Nichteisenmetallfraktion andererseits, ist eine Kostenabschätzung möglich. Aus der Befragung mehrerer Shredderbetreiber lassen sich die Kosten wie folgt beziffern:
Kostenstelle Kosten [€/t] Erlös [€/t]
Materialankauf 25
Shredderbetrieb 32 – 60
SLF-Fraktion 112,5
Fe-Fraktion 87,5
NE reiches Schwergut 92,5 – 250
Tabelle 17: Kosten und Erlöse für Shredderprozesse [122]
Eine Rechnung mit Betriebskosten von 40 €/t und einem NE-Metall-Erlös von 180 €/t ergibt für eine Zusammensetzung der Outputfraktionen von 15 % SLF, 6 % NE und 79 % Fe Kostenneutralität. Ca. 80 €/t Kosten stehen gleichermaßen 80 €/t Erlöse gegenüber. Eine Rechnung mit 25 % SLF, 6 % NE und 69 % Fe ergibt als Gesamtbilanz Kosten von 20 €/t. Der SLF-Anfall im Autoshredder kann als entscheidende Größe in diesem Prozess identifiziert werden. Da Waschmaschinen den SLF-Anfall im Vergleich zu Altautos senken (siehe Tabelle 15), wird im Folgenden ein SLF-Indikator eingeführt, der Kostenfaktoren mit Dispersionseigenschaften verknüpft. Der Indikator informiert über die produktspezifische Masse des in den Geräten enthaltenen Leichtguts in Abhängigkeit von der Gerätenutzung. Hierzu wird aus dem Aufgabematerial eine Leichtfraktion selektiert, die anschließend einem maschinellen Shredder- und Windsichtungsprozess unterzogen wird. Die Quantifizierung des SLF-Indikators für Waschmaschinen erfolgt experimentell und verfolgt das Ziel, eine Abstrahierung von der Ebene der recyclinggerechten Produktgestaltung auf allgemeine Zusammenhänge zwischen Dispersion und Recyclinganforderungen zu erreichen.
7.3. Das Leichtgutpotenzial von Waschmaschinen
Da Schwergut verfahrenstechnisch keine Problemfraktion darstellt und trotz hoher Materialwerte nur eine geringe nutzungsabhängige Wertschöpfungsrelevanz besitzt, wird das Leichtgut aus dem Shredderprozess von Waschmaschinen als kostenrelevanter Faktor untersucht.
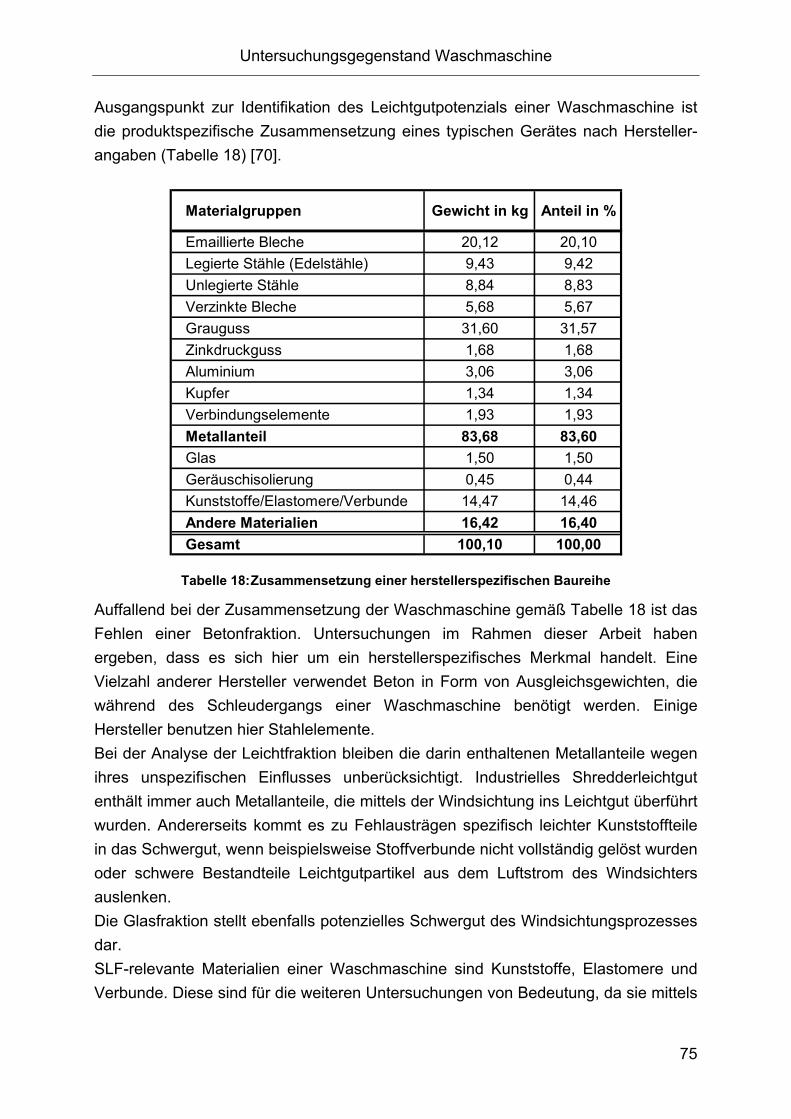
Untersuchungsgegenstand Waschmaschine
75
Ausgangspunkt zur Identifikation des Leichtgutpotenzials einer Waschmaschine ist die produktspezifische Zusammensetzung eines typischen Gerätes nach Hersteller-angaben (Tabelle 18) [70].
Materialgruppen Gewicht in kg Anteil in %
Emaillierte Bleche 20,12 20,10Legierte Stähle (Edelstähle) 9,43 9,42Unlegierte Stähle 8,84 8,83Verzinkte Bleche 5,68 5,67Grauguss 31,60 31,57Zinkdruckguss 1,68 1,68Aluminium 3,06 3,06Kupfer 1,34 1,34Verbindungselemente 1,93 1,93Metallanteil 83,68 83,60Glas 1,50 1,50Geräuschisolierung 0,45 0,44Kunststoffe/Elastomere/Verbunde 14,47 14,46Andere Materialien 16,42 16,40Gesamt 100,10 100,00
Tabelle 18: Zusammensetzung einer herstellerspezifischen Baureihe
Auffallend bei der Zusammensetzung der Waschmaschine gemäß Tabelle 18 ist das Fehlen einer Betonfraktion. Untersuchungen im Rahmen dieser Arbeit haben ergeben, dass es sich hier um ein herstellerspezifisches Merkmal handelt. Eine Vielzahl anderer Hersteller verwendet Beton in Form von Ausgleichsgewichten, die während des Schleudergangs einer Waschmaschine benötigt werden. Einige Hersteller benutzen hier Stahlelemente. Bei der Analyse der Leichtfraktion bleiben die darin enthaltenen Metallanteile wegen ihres unspezifischen Einflusses unberücksichtigt. Industrielles Shredderleichtgut enthält immer auch Metallanteile, die mittels der Windsichtung ins Leichtgut überführt wurden. Andererseits kommt es zu Fehlausträgen spezifisch leichter Kunststoffteile in das Schwergut, wenn beispielsweise Stoffverbunde nicht vollständig gelöst wurden oder schwere Bestandteile Leichtgutpartikel aus dem Luftstrom des Windsichters auslenken. Die Glasfraktion stellt ebenfalls potenzielles Schwergut des Windsichtungsprozesses dar. SLF-relevante Materialien einer Waschmaschine sind Kunststoffe, Elastomere und Verbunde. Diese sind für die weiteren Untersuchungen von Bedeutung, da sie mittels
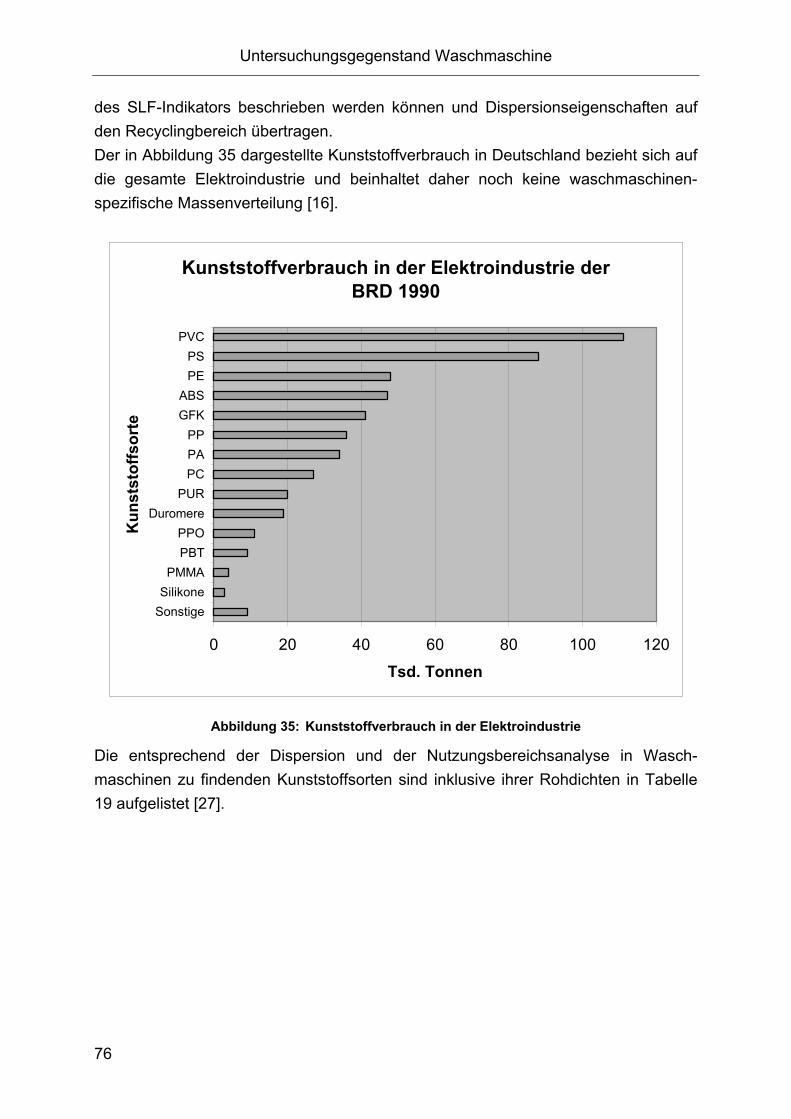
Untersuchungsgegenstand Waschmaschine
76
des SLF-Indikators beschrieben werden können und Dispersionseigenschaften auf den Recyclingbereich übertragen. Der in Abbildung 35 dargestellte Kunststoffverbrauch in Deutschland bezieht sich auf die gesamte Elektroindustrie und beinhaltet daher noch keine waschmaschinen-spezifische Massenverteilung [16].
Kunststoffverbrauch in der Elektroindustrie der BRD 1990
0 20 40 60 80 100 120
SonstigeSilikonePMMA
PBTPPO
DuromerePUR
PCPAPP
GFKABS
PEPS
PVC
Kun
stst
offs
orte
Tsd. Tonnen
Abbildung 35: Kunststoffverbrauch in der Elektroindustrie
Die entsprechend der Dispersion und der Nutzungsbereichsanalyse in Wasch-maschinen zu findenden Kunststoffsorten sind inklusive ihrer Rohdichten in Tabelle 19 aufgelistet [27].
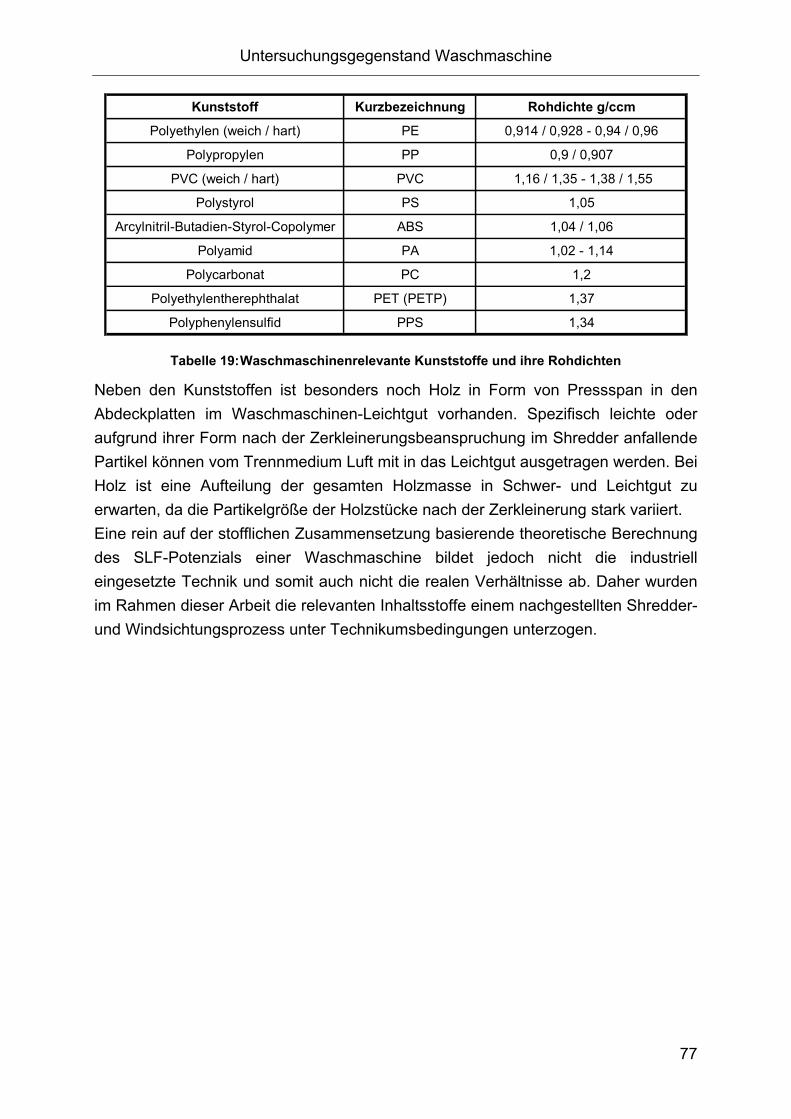
Untersuchungsgegenstand Waschmaschine
77
Kunststoff Kurzbezeichnung Rohdichte g/ccm
Polyethylen (weich / hart) PE 0,914 / 0,928 - 0,94 / 0,96
Polypropylen PP 0,9 / 0,907
PVC (weich / hart) PVC 1,16 / 1,35 - 1,38 / 1,55
Polystyrol PS 1,05
Arcylnitril-Butadien-Styrol-Copolymer ABS 1,04 / 1,06
Polyamid PA 1,02 - 1,14
Polycarbonat PC 1,2
Polyethylentherephthalat PET (PETP) 1,37
Polyphenylensulfid PPS 1,34
Tabelle 19: Waschmaschinenrelevante Kunststoffe und ihre Rohdichten
Neben den Kunststoffen ist besonders noch Holz in Form von Pressspan in den Abdeckplatten im Waschmaschinen-Leichtgut vorhanden. Spezifisch leichte oder aufgrund ihrer Form nach der Zerkleinerungsbeanspruchung im Shredder anfallende Partikel können vom Trennmedium Luft mit in das Leichtgut ausgetragen werden. Bei Holz ist eine Aufteilung der gesamten Holzmasse in Schwer- und Leichtgut zu erwarten, da die Partikelgröße der Holzstücke nach der Zerkleinerung stark variiert. Eine rein auf der stofflichen Zusammensetzung basierende theoretische Berechnung des SLF-Potenzials einer Waschmaschine bildet jedoch nicht die industriell eingesetzte Technik und somit auch nicht die realen Verhältnisse ab. Daher wurden im Rahmen dieser Arbeit die relevanten Inhaltsstoffe einem nachgestellten Shredder- und Windsichtungsprozess unter Technikumsbedingungen unterzogen.
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
78
8. Versuchsdurchführung und Ergebnisse bis zur Windsichtung
8.1. Der Versuchsaufbau im Technikumsmaßstab
Um den SLF-Indikator zur Ermittlung der recyclingorientierten Dispersions-eigenschaften experimentell zu untersuchen, müssen verschiedene Geräte unterschiedlichen Alters einzeln aufbereitet werden. Eine Vermischung der Fraktionen muss verhindert werden. Gleichzeitig muss die Vergleichbarkeit der Aufbereitung der Einzelgeräte gewährleistet sein. Unter Einbindung der im Institut für Aufbereitung verfügbaren Aggregate wurde eine Aufbereitungskette aufgestellt. Zunächst wurde das Ausgangsgewicht der noch kompletten Waschmaschinen bestimmt. Eine anschließende händische Zerlegung war notwendig, um einerseits die vorhandenen Aggregate beschicken zu können, und um andererseits sortenreine Metall-, Beton- und Glasfraktionen ohne SLF-Relevanz separieren zu können. Diese wurden für die weitere Aufbereitung nicht mehr verwendet. Manuell wurden Schraub- und Steckverbindungen gelöst, die für den industriellen Aufschluss als unproblematisch angesehen werden können. Materialspezifische Fraktionen wurden in die Kategorien Leichtgut und Schwergut aufgeteilt. Auf die Demontage folgte die Zerkleinerung. Hierzu wurde eine Hammermühle mit dem Leichtgut beschickt, um die Funktionsweise und somit das Zerkleinerungs-ergebnis einer Shredderanlage, wie sie im großen Maßstab auch für Altautos verwendet wird, möglichst genau zu simulieren. Die vorherige Herabsetzung von Stückgrößen einiger Bauteile – wie zum Beispiel der Abdeckplatten mittels einer Säge – war notwendig, um der Chargieröffnung der Hammermühle zu entsprechen. Die mit 60 mm gewählte Rostöffnungsweite der Mühle simuliert industrielle Anlagen, die mit wesentlich größeren Gesamtabmessungen und Rosten mit bis zu 200 mm Öffnungsweite für die Aufbereitung ganzer Autokarossen ausgelegt sind. Der Einsatz von Materialabzugsbändern oder –rinnen ist im Technikumsmaßstab nicht notwendig, da die Materialmengen überschaubar sind und die Versuche diskontinuierlich durchgeführt werden. Der Transport erfolgt mittels Kisten und Wannen. Für den Windsichtungsprozess steht eine Anlage zur Verfügung, die nach dem Querstromprinzip arbeitet und im Teilumluftbetrieb ausgeführt ist. Die Luft-geschwindigkeit kann mit einem Frequenzumrichter über die Motordrehzahl variiert werden. Am Ende des Aufbereitungsverfahrens steht die Verwiegung der erhaltenen Materialoutputfraktionen.
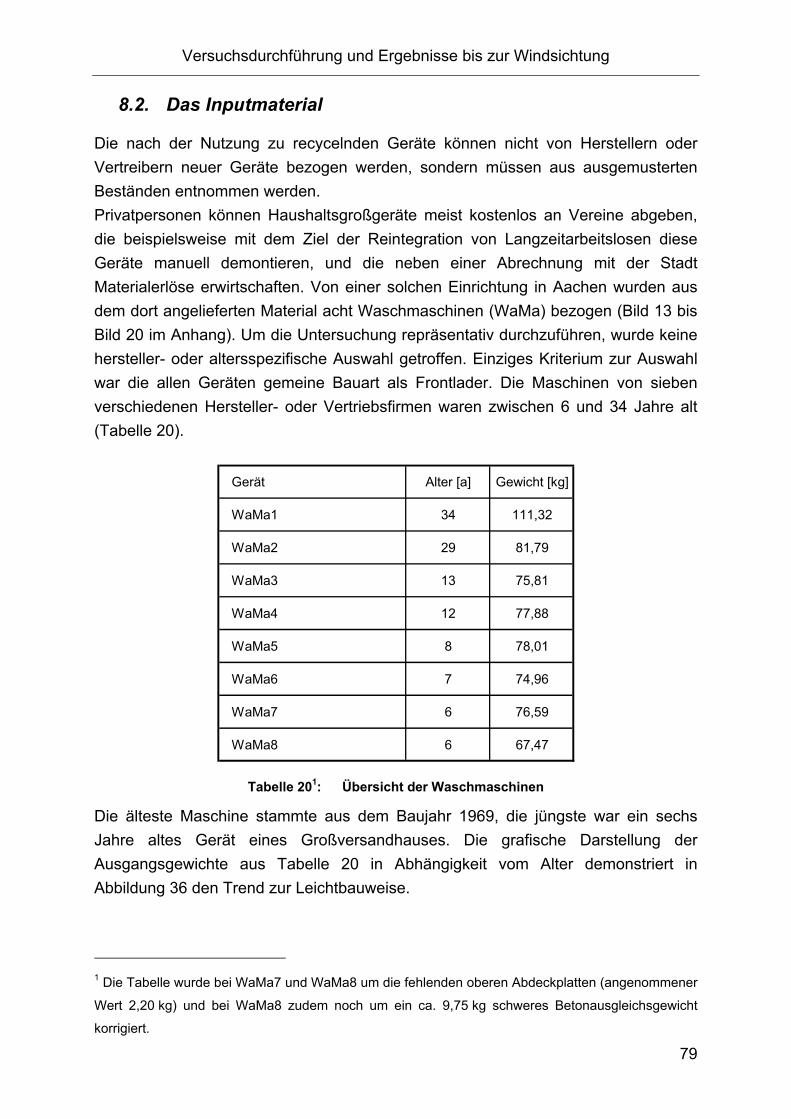
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
79
8.2. Das Inputmaterial
Die nach der Nutzung zu recycelnden Geräte können nicht von Herstellern oder Vertreibern neuer Geräte bezogen werden, sondern müssen aus ausgemusterten Beständen entnommen werden. Privatpersonen können Haushaltsgroßgeräte meist kostenlos an Vereine abgeben, die beispielsweise mit dem Ziel der Reintegration von Langzeitarbeitslosen diese Geräte manuell demontieren, und die neben einer Abrechnung mit der Stadt Materialerlöse erwirtschaften. Von einer solchen Einrichtung in Aachen wurden aus dem dort angelieferten Material acht Waschmaschinen (WaMa) bezogen (Bild 13 bis Bild 20 im Anhang). Um die Untersuchung repräsentativ durchzuführen, wurde keine hersteller- oder altersspezifische Auswahl getroffen. Einziges Kriterium zur Auswahl war die allen Geräten gemeine Bauart als Frontlader. Die Maschinen von sieben verschiedenen Hersteller- oder Vertriebsfirmen waren zwischen 6 und 34 Jahre alt (Tabelle 20).
Gerät Alter [a] Gewicht [kg]
WaMa1 34 111,32
WaMa2 29 81,79
WaMa3 13 75,81
WaMa4 12 77,88
WaMa5 8 78,01
WaMa6 7 74,96
WaMa7 6 76,59
WaMa8 6 67,47
Tabelle 201: Übersicht der Waschmaschinen
Die älteste Maschine stammte aus dem Baujahr 1969, die jüngste war ein sechs Jahre altes Gerät eines Großversandhauses. Die grafische Darstellung der Ausgangsgewichte aus Tabelle 20 in Abhängigkeit vom Alter demonstriert in Abbildung 36 den Trend zur Leichtbauweise.
1 Die Tabelle wurde bei WaMa7 und WaMa8 um die fehlenden oberen Abdeckplatten (angenommener
Wert 2,20 kg) und bei WaMa8 zudem noch um ein ca. 9,75 kg schweres Betonausgleichsgewicht
korrigiert.
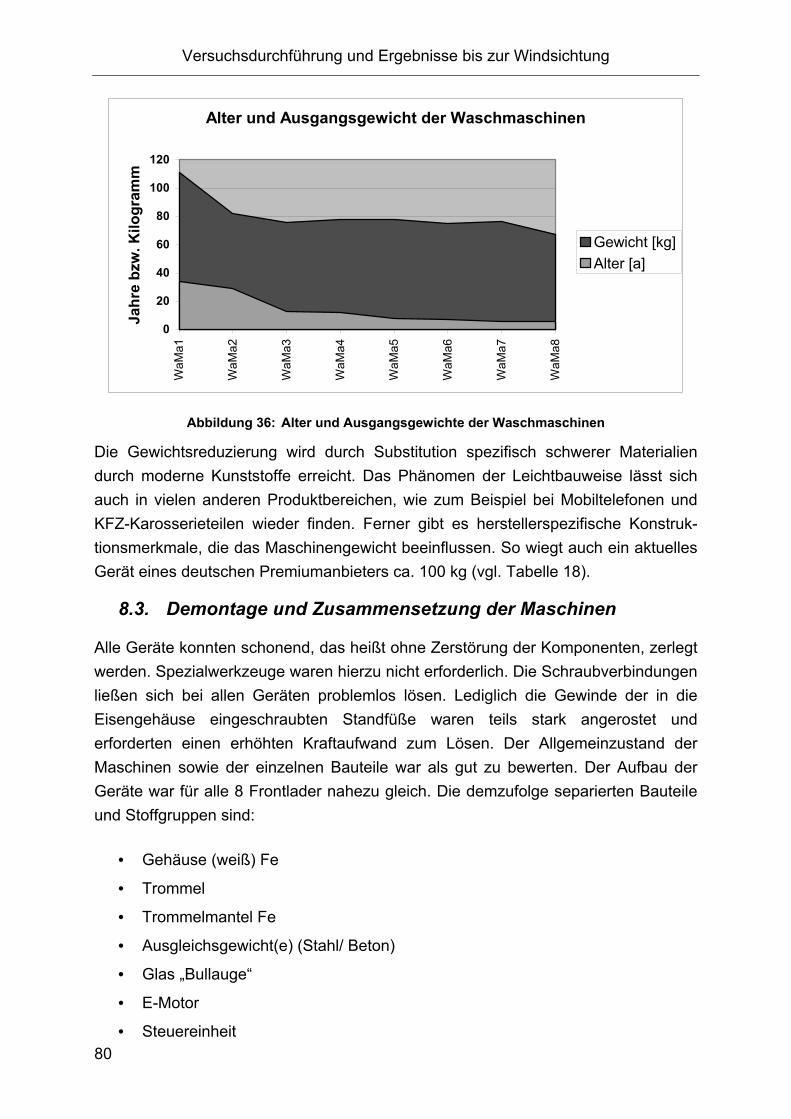
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
80
Alter und Ausgangsgewicht der Waschmaschinen
0
20
40
60
80
100
120W
aMa1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Jahr
e bz
w. K
ilogr
amm
Gewicht [kg]Alter [a]
Abbildung 36: Alter und Ausgangsgewichte der Waschmaschinen
Die Gewichtsreduzierung wird durch Substitution spezifisch schwerer Materialien durch moderne Kunststoffe erreicht. Das Phänomen der Leichtbauweise lässt sich auch in vielen anderen Produktbereichen, wie zum Beispiel bei Mobiltelefonen und KFZ-Karosserieteilen wieder finden. Ferner gibt es herstellerspezifische Konstruk-tionsmerkmale, die das Maschinengewicht beeinflussen. So wiegt auch ein aktuelles Gerät eines deutschen Premiumanbieters ca. 100 kg (vgl. Tabelle 18).
8.3. Demontage und Zusammensetzung der Maschinen
Alle Geräte konnten schonend, das heißt ohne Zerstörung der Komponenten, zerlegt werden. Spezialwerkzeuge waren hierzu nicht erforderlich. Die Schraubverbindungen ließen sich bei allen Geräten problemlos lösen. Lediglich die Gewinde der in die Eisengehäuse eingeschraubten Standfüße waren teils stark angerostet und erforderten einen erhöhten Kraftaufwand zum Lösen. Der Allgemeinzustand der Maschinen sowie der einzelnen Bauteile war als gut zu bewerten. Der Aufbau der Geräte war für alle 8 Frontlader nahezu gleich. Die demzufolge separierten Bauteile und Stoffgruppen sind:
• Gehäuse (weiß) Fe
• Trommel
• Trommelmantel Fe
• Ausgleichsgewicht(e) (Stahl/ Beton)
• Glas „Bullauge“
• E-Motor
• Steuereinheit
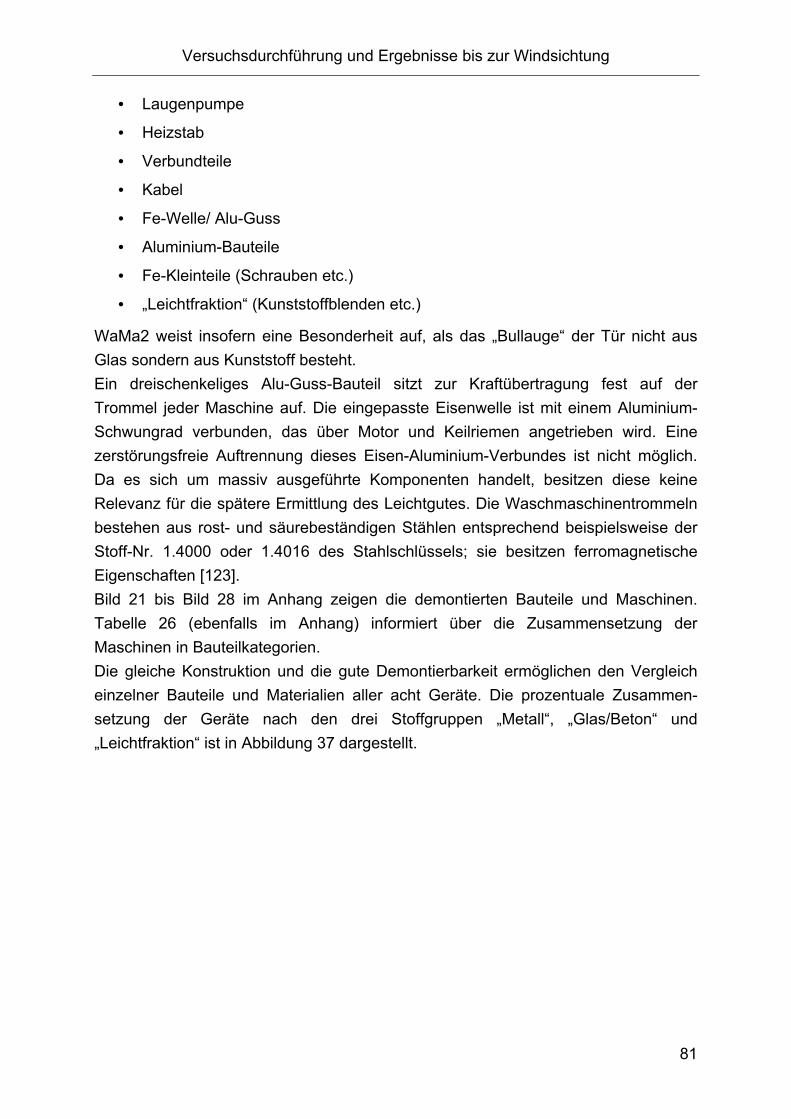
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
81
• Laugenpumpe
• Heizstab
• Verbundteile
• Kabel
• Fe-Welle/ Alu-Guss
• Aluminium-Bauteile
• Fe-Kleinteile (Schrauben etc.)
• „Leichtfraktion“ (Kunststoffblenden etc.)
WaMa2 weist insofern eine Besonderheit auf, als das „Bullauge“ der Tür nicht aus Glas sondern aus Kunststoff besteht. Ein dreischenkeliges Alu-Guss-Bauteil sitzt zur Kraftübertragung fest auf der Trommel jeder Maschine auf. Die eingepasste Eisenwelle ist mit einem Aluminium-Schwungrad verbunden, das über Motor und Keilriemen angetrieben wird. Eine zerstörungsfreie Auftrennung dieses Eisen-Aluminium-Verbundes ist nicht möglich. Da es sich um massiv ausgeführte Komponenten handelt, besitzen diese keine Relevanz für die spätere Ermittlung des Leichtgutes. Die Waschmaschinentrommeln bestehen aus rost- und säurebeständigen Stählen entsprechend beispielsweise der Stoff-Nr. 1.4000 oder 1.4016 des Stahlschlüssels; sie besitzen ferromagnetische Eigenschaften [123]. Bild 21 bis Bild 28 im Anhang zeigen die demontierten Bauteile und Maschinen. Tabelle 26 (ebenfalls im Anhang) informiert über die Zusammensetzung der Maschinen in Bauteilkategorien. Die gleiche Konstruktion und die gute Demontierbarkeit ermöglichen den Vergleich einzelner Bauteile und Materialien aller acht Geräte. Die prozentuale Zusammen-setzung der Geräte nach den drei Stoffgruppen „Metall“, „Glas/Beton“ und „Leichtfraktion“ ist in Abbildung 37 dargestellt.
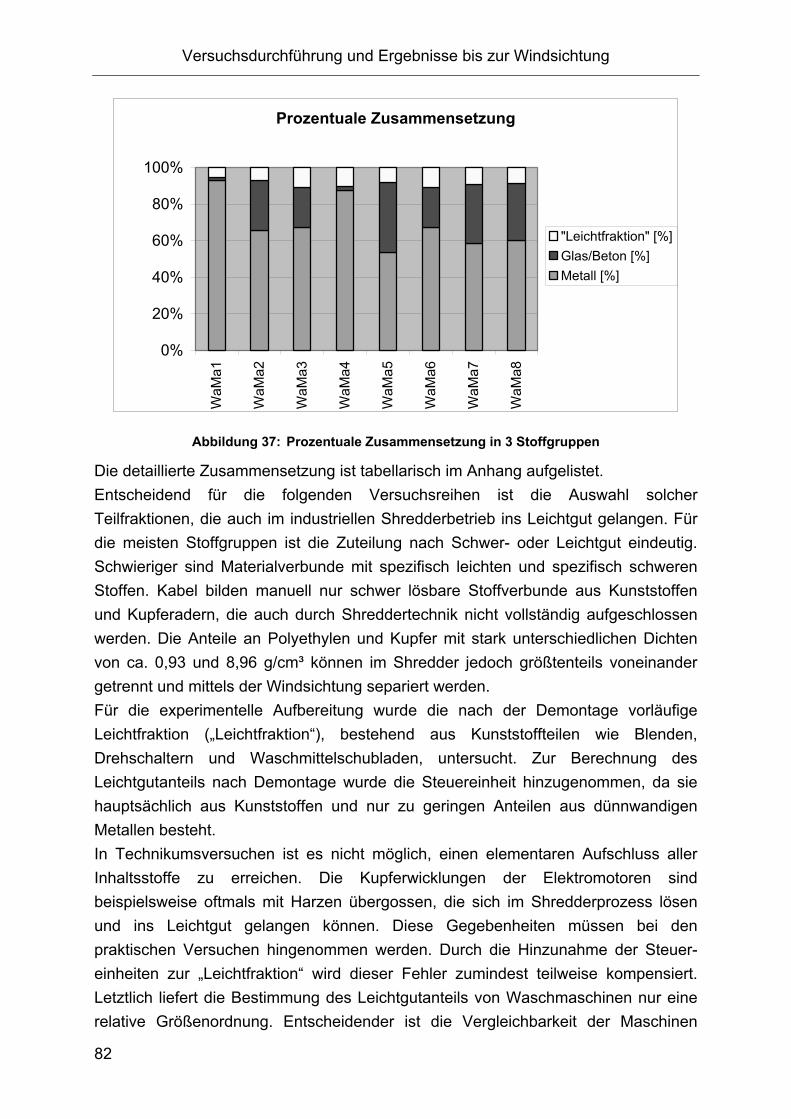
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
82
Prozentuale Zusammensetzung
0%
20%
40%
60%
80%
100%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
"Leichtfraktion" [%]Glas/Beton [%]Metall [%]
Abbildung 37: Prozentuale Zusammensetzung in 3 Stoffgruppen
Die detaillierte Zusammensetzung ist tabellarisch im Anhang aufgelistet. Entscheidend für die folgenden Versuchsreihen ist die Auswahl solcher Teilfraktionen, die auch im industriellen Shredderbetrieb ins Leichtgut gelangen. Für die meisten Stoffgruppen ist die Zuteilung nach Schwer- oder Leichtgut eindeutig. Schwieriger sind Materialverbunde mit spezifisch leichten und spezifisch schweren Stoffen. Kabel bilden manuell nur schwer lösbare Stoffverbunde aus Kunststoffen und Kupferadern, die auch durch Shreddertechnik nicht vollständig aufgeschlossen werden. Die Anteile an Polyethylen und Kupfer mit stark unterschiedlichen Dichten von ca. 0,93 und 8,96 g/cm³ können im Shredder jedoch größtenteils voneinander getrennt und mittels der Windsichtung separiert werden. Für die experimentelle Aufbereitung wurde die nach der Demontage vorläufige Leichtfraktion („Leichtfraktion“), bestehend aus Kunststoffteilen wie Blenden, Drehschaltern und Waschmittelschubladen, untersucht. Zur Berechnung des Leichtgutanteils nach Demontage wurde die Steuereinheit hinzugenommen, da sie hauptsächlich aus Kunststoffen und nur zu geringen Anteilen aus dünnwandigen Metallen besteht. In Technikumsversuchen ist es nicht möglich, einen elementaren Aufschluss aller Inhaltsstoffe zu erreichen. Die Kupferwicklungen der Elektromotoren sind beispielsweise oftmals mit Harzen übergossen, die sich im Shredderprozess lösen und ins Leichtgut gelangen können. Diese Gegebenheiten müssen bei den praktischen Versuchen hingenommen werden. Durch die Hinzunahme der Steuer-einheiten zur „Leichtfraktion“ wird dieser Fehler zumindest teilweise kompensiert. Letztlich liefert die Bestimmung des Leichtgutanteils von Waschmaschinen nur eine relative Größenordnung. Entscheidender ist die Vergleichbarkeit der Maschinen
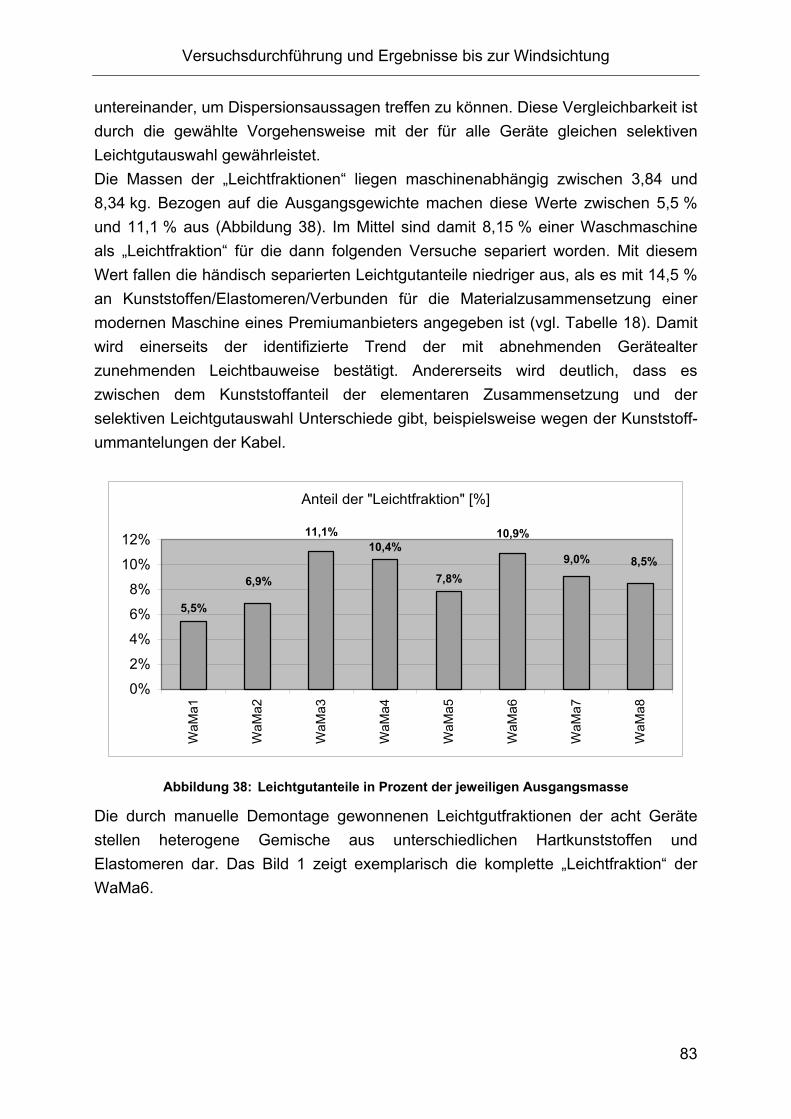
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
83
untereinander, um Dispersionsaussagen treffen zu können. Diese Vergleichbarkeit ist durch die gewählte Vorgehensweise mit der für alle Geräte gleichen selektiven Leichtgutauswahl gewährleistet. Die Massen der „Leichtfraktionen“ liegen maschinenabhängig zwischen 3,84 und 8,34 kg. Bezogen auf die Ausgangsgewichte machen diese Werte zwischen 5,5 % und 11,1 % aus (Abbildung 38). Im Mittel sind damit 8,15 % einer Waschmaschine als „Leichtfraktion“ für die dann folgenden Versuche separiert worden. Mit diesem Wert fallen die händisch separierten Leichtgutanteile niedriger aus, als es mit 14,5 % an Kunststoffen/Elastomeren/Verbunden für die Materialzusammensetzung einer modernen Maschine eines Premiumanbieters angegeben ist (vgl. Tabelle 18). Damit wird einerseits der identifizierte Trend der mit abnehmenden Gerätealter zunehmenden Leichtbauweise bestätigt. Andererseits wird deutlich, dass es zwischen dem Kunststoffanteil der elementaren Zusammensetzung und der selektiven Leichtgutauswahl Unterschiede gibt, beispielsweise wegen der Kunststoff-ummantelungen der Kabel.
Anteil der "Leichtfraktion" [%]
5,5%
10,4%
7,8%
11,1% 10,9%
6,9%8,5%9,0%
0%
2%
4%
6%
8%
10%
12%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Abbildung 38: Leichtgutanteile in Prozent der jeweiligen Ausgangsmasse
Die durch manuelle Demontage gewonnenen Leichtgutfraktionen der acht Geräte stellen heterogene Gemische aus unterschiedlichen Hartkunststoffen und Elastomeren dar. Das Bild 1 zeigt exemplarisch die komplette „Leichtfraktion“ der WaMa6.
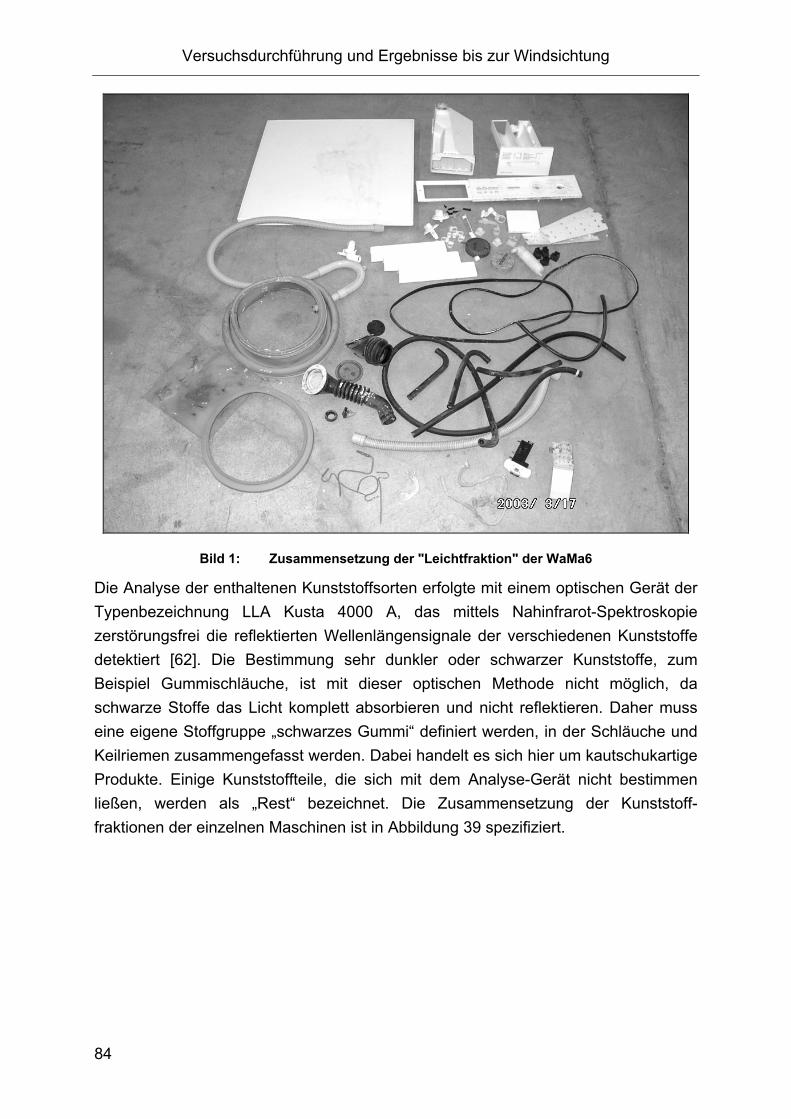
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
84
Bild 1: Zusammensetzung der "Leichtfraktion" der WaMa6
Die Analyse der enthaltenen Kunststoffsorten erfolgte mit einem optischen Gerät der Typenbezeichnung LLA Kusta 4000 A, das mittels Nahinfrarot-Spektroskopie zerstörungsfrei die reflektierten Wellenlängensignale der verschiedenen Kunststoffe detektiert [62]. Die Bestimmung sehr dunkler oder schwarzer Kunststoffe, zum Beispiel Gummischläuche, ist mit dieser optischen Methode nicht möglich, da schwarze Stoffe das Licht komplett absorbieren und nicht reflektieren. Daher muss eine eigene Stoffgruppe „schwarzes Gummi“ definiert werden, in der Schläuche und Keilriemen zusammengefasst werden. Dabei handelt es sich hier um kautschukartige Produkte. Einige Kunststoffteile, die sich mit dem Analyse-Gerät nicht bestimmen ließen, werden als „Rest“ bezeichnet. Die Zusammensetzung der Kunststoff-fraktionen der einzelnen Maschinen ist in Abbildung 39 spezifiziert.
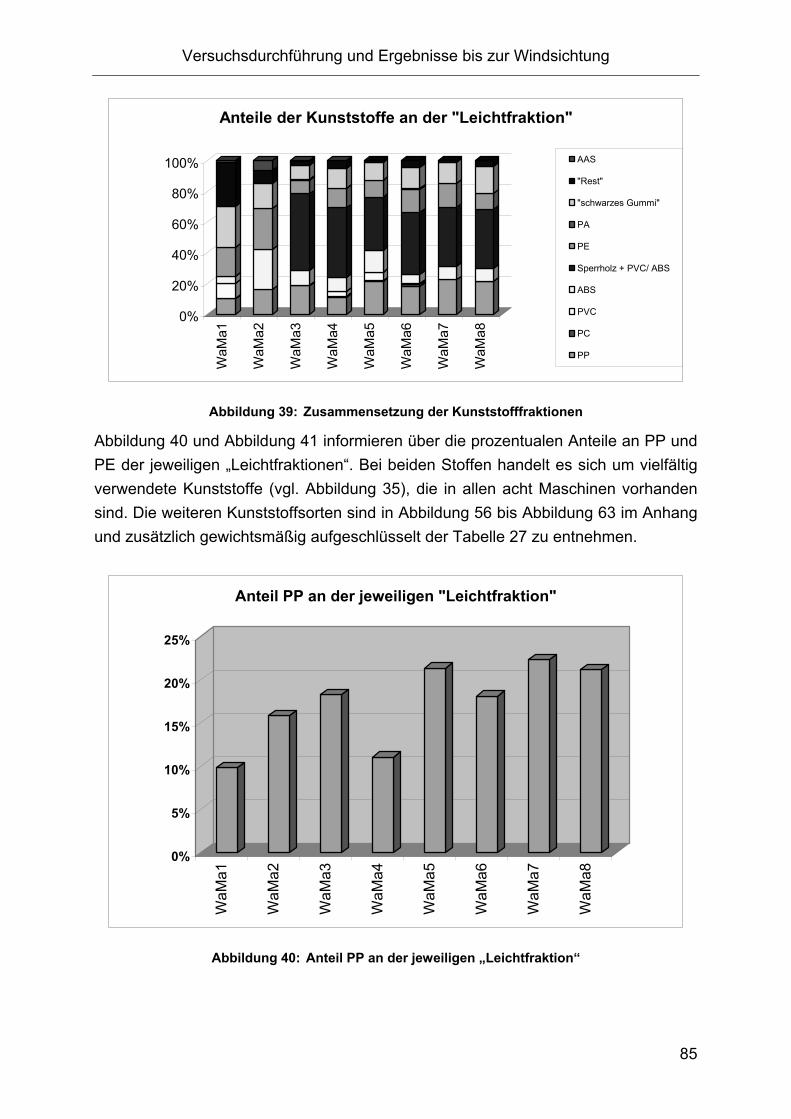
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
85
0%
20%
40%
60%
80%
100%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Anteile der Kunststoffe an der "Leichtfraktion"
AAS
"Rest"
"schwarzes Gummi"
PA
PE
Sperrholz + PVC/ ABS
ABS
PVC
PC
PP
Abbildung 39: Zusammensetzung der Kunststofffraktionen
Abbildung 40 und Abbildung 41 informieren über die prozentualen Anteile an PP und PE der jeweiligen „Leichtfraktionen“. Bei beiden Stoffen handelt es sich um vielfältig verwendete Kunststoffe (vgl. Abbildung 35), die in allen acht Maschinen vorhanden sind. Die weiteren Kunststoffsorten sind in Abbildung 56 bis Abbildung 63 im Anhang und zusätzlich gewichtsmäßig aufgeschlüsselt der Tabelle 27 zu entnehmen.
0%
5%
10%
15%
20%
25%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8Anteil PP an der jeweiligen "Leichtfraktion"
Abbildung 40: Anteil PP an der jeweiligen „Leichtfraktion“
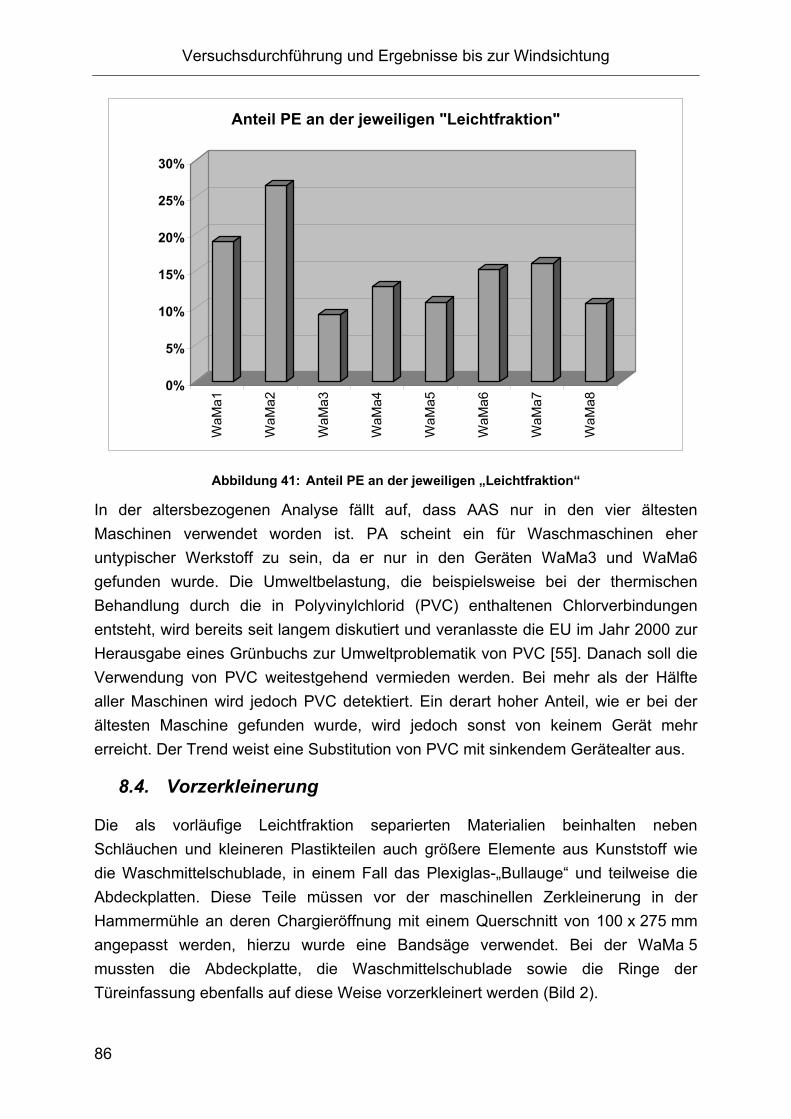
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
86
0%
5%
10%
15%
20%
25%
30%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Anteil PE an der jeweiligen "Leichtfraktion"
Abbildung 41: Anteil PE an der jeweiligen „Leichtfraktion“
In der altersbezogenen Analyse fällt auf, dass AAS nur in den vier ältesten Maschinen verwendet worden ist. PA scheint ein für Waschmaschinen eher untypischer Werkstoff zu sein, da er nur in den Geräten WaMa3 und WaMa6 gefunden wurde. Die Umweltbelastung, die beispielsweise bei der thermischen Behandlung durch die in Polyvinylchlorid (PVC) enthaltenen Chlorverbindungen entsteht, wird bereits seit langem diskutiert und veranlasste die EU im Jahr 2000 zur Herausgabe eines Grünbuchs zur Umweltproblematik von PVC [55]. Danach soll die Verwendung von PVC weitestgehend vermieden werden. Bei mehr als der Hälfte aller Maschinen wird jedoch PVC detektiert. Ein derart hoher Anteil, wie er bei der ältesten Maschine gefunden wurde, wird jedoch sonst von keinem Gerät mehr erreicht. Der Trend weist eine Substitution von PVC mit sinkendem Gerätealter aus.
8.4. Vorzerkleinerung
Die als vorläufige Leichtfraktion separierten Materialien beinhalten neben Schläuchen und kleineren Plastikteilen auch größere Elemente aus Kunststoff wie die Waschmittelschublade, in einem Fall das Plexiglas-„Bullauge“ und teilweise die Abdeckplatten. Diese Teile müssen vor der maschinellen Zerkleinerung in der Hammermühle an deren Chargieröffnung mit einem Querschnitt von 100 x 275 mm angepasst werden, hierzu wurde eine Bandsäge verwendet. Bei der WaMa 5 mussten die Abdeckplatte, die Waschmittelschublade sowie die Ringe der Türeinfassung ebenfalls auf diese Weise vorzerkleinert werden (Bild 2).
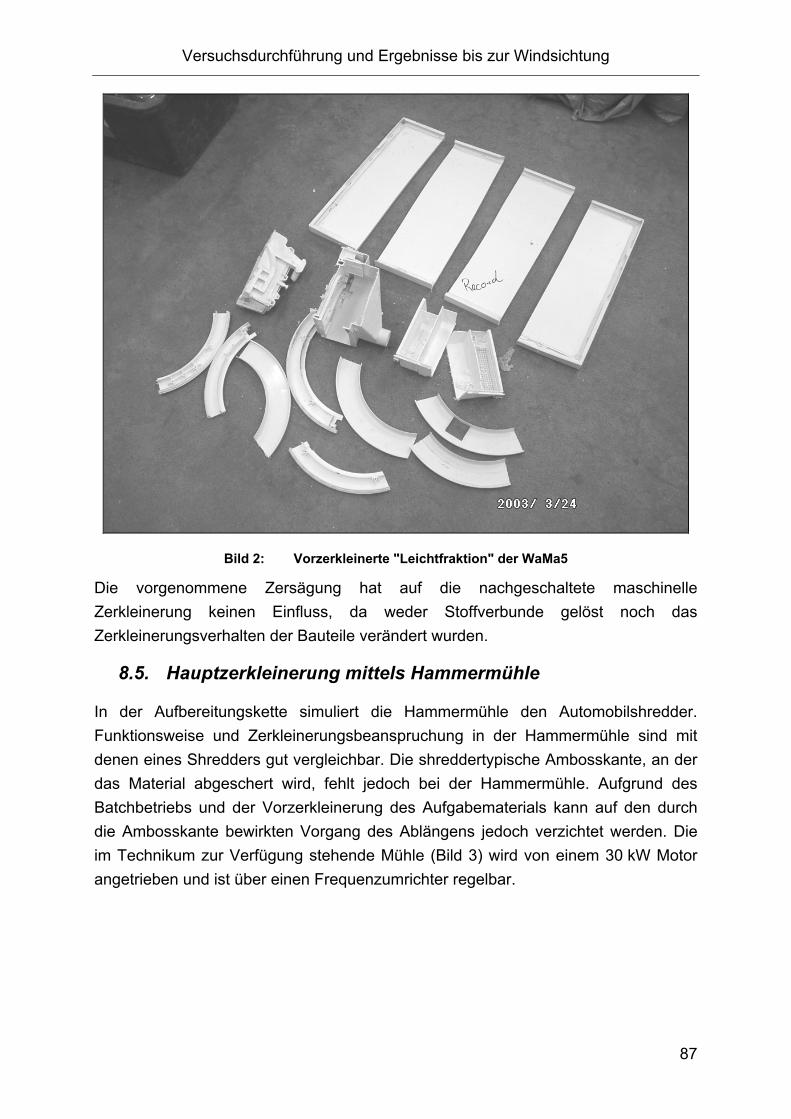
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
87
Bild 2: Vorzerkleinerte "Leichtfraktion" der WaMa5
Die vorgenommene Zersägung hat auf die nachgeschaltete maschinelle Zerkleinerung keinen Einfluss, da weder Stoffverbunde gelöst noch das Zerkleinerungsverhalten der Bauteile verändert wurden.
8.5. Hauptzerkleinerung mittels Hammermühle
In der Aufbereitungskette simuliert die Hammermühle den Automobilshredder. Funktionsweise und Zerkleinerungsbeanspruchung in der Hammermühle sind mit denen eines Shredders gut vergleichbar. Die shreddertypische Ambosskante, an der das Material abgeschert wird, fehlt jedoch bei der Hammermühle. Aufgrund des Batchbetriebs und der Vorzerkleinerung des Aufgabematerials kann auf den durch die Ambosskante bewirkten Vorgang des Ablängens jedoch verzichtet werden. Die im Technikum zur Verfügung stehende Mühle (Bild 3) wird von einem 30 kW Motor angetrieben und ist über einen Frequenzumrichter regelbar.
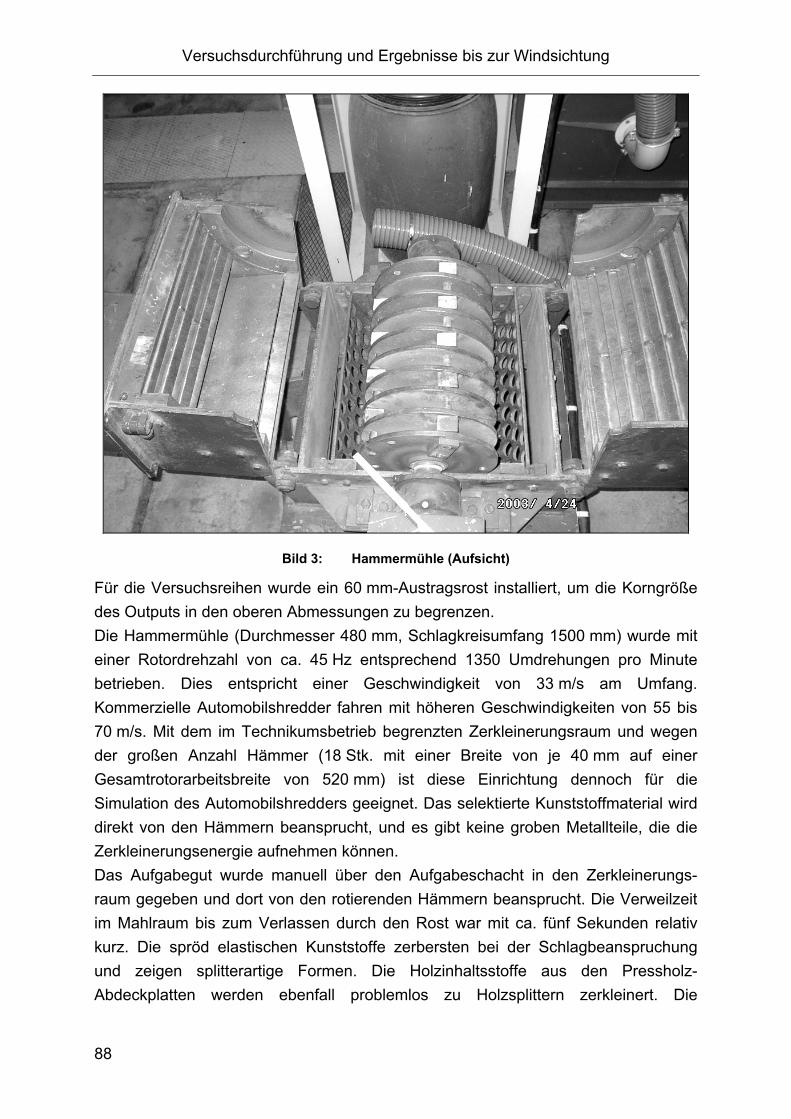
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
88
Bild 3: Hammermühle (Aufsicht)
Für die Versuchsreihen wurde ein 60 mm-Austragsrost installiert, um die Korngröße des Outputs in den oberen Abmessungen zu begrenzen. Die Hammermühle (Durchmesser 480 mm, Schlagkreisumfang 1500 mm) wurde mit einer Rotordrehzahl von ca. 45 Hz entsprechend 1350 Umdrehungen pro Minute betrieben. Dies entspricht einer Geschwindigkeit von 33 m/s am Umfang. Kommerzielle Automobilshredder fahren mit höheren Geschwindigkeiten von 55 bis 70 m/s. Mit dem im Technikumsbetrieb begrenzten Zerkleinerungsraum und wegen der großen Anzahl Hämmer (18 Stk. mit einer Breite von je 40 mm auf einer Gesamtrotorarbeitsbreite von 520 mm) ist diese Einrichtung dennoch für die Simulation des Automobilshredders geeignet. Das selektierte Kunststoffmaterial wird direkt von den Hämmern beansprucht, und es gibt keine groben Metallteile, die die Zerkleinerungsenergie aufnehmen können. Das Aufgabegut wurde manuell über den Aufgabeschacht in den Zerkleinerungs-raum gegeben und dort von den rotierenden Hämmern beansprucht. Die Verweilzeit im Mahlraum bis zum Verlassen durch den Rost war mit ca. fünf Sekunden relativ kurz. Die spröd elastischen Kunststoffe zerbersten bei der Schlagbeanspruchung und zeigen splitterartige Formen. Die Holzinhaltsstoffe aus den Pressholz-Abdeckplatten werden ebenfall problemlos zu Holzsplittern zerkleinert. Die
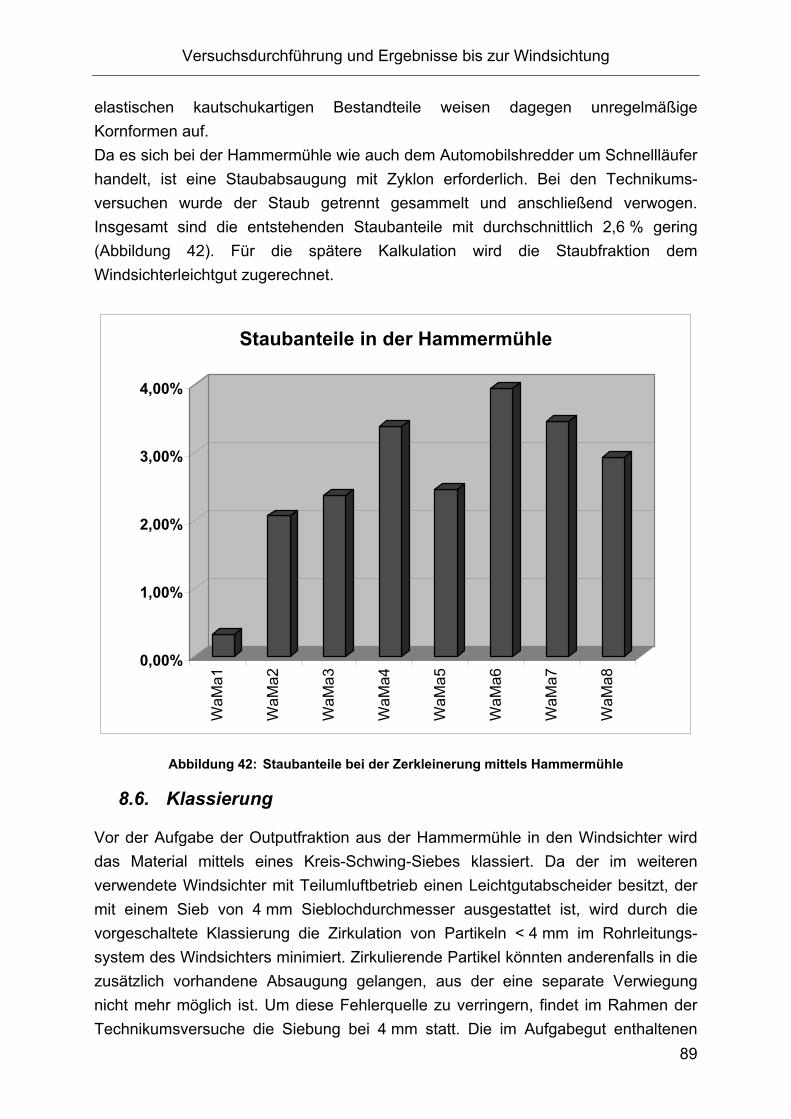
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
89
elastischen kautschukartigen Bestandteile weisen dagegen unregelmäßige Kornformen auf. Da es sich bei der Hammermühle wie auch dem Automobilshredder um Schnellläufer handelt, ist eine Staubabsaugung mit Zyklon erforderlich. Bei den Technikums-versuchen wurde der Staub getrennt gesammelt und anschließend verwogen. Insgesamt sind die entstehenden Staubanteile mit durchschnittlich 2,6 % gering (Abbildung 42). Für die spätere Kalkulation wird die Staubfraktion dem Windsichterleichtgut zugerechnet.
0,00%
1,00%
2,00%
3,00%
4,00%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Staubanteile in der Hammermühle
Abbildung 42: Staubanteile bei der Zerkleinerung mittels Hammermühle
8.6. Klassierung
Vor der Aufgabe der Outputfraktion aus der Hammermühle in den Windsichter wird das Material mittels eines Kreis-Schwing-Siebes klassiert. Da der im weiteren verwendete Windsichter mit Teilumluftbetrieb einen Leichtgutabscheider besitzt, der mit einem Sieb von 4 mm Sieblochdurchmesser ausgestattet ist, wird durch die vorgeschaltete Klassierung die Zirkulation von Partikeln < 4 mm im Rohrleitungs-system des Windsichters minimiert. Zirkulierende Partikel könnten anderenfalls in die zusätzlich vorhandene Absaugung gelangen, aus der eine separate Verwiegung nicht mehr möglich ist. Um diese Fehlerquelle zu verringern, findet im Rahmen der Technikumsversuche die Siebung bei 4 mm statt. Die im Aufgabegut enthaltenen
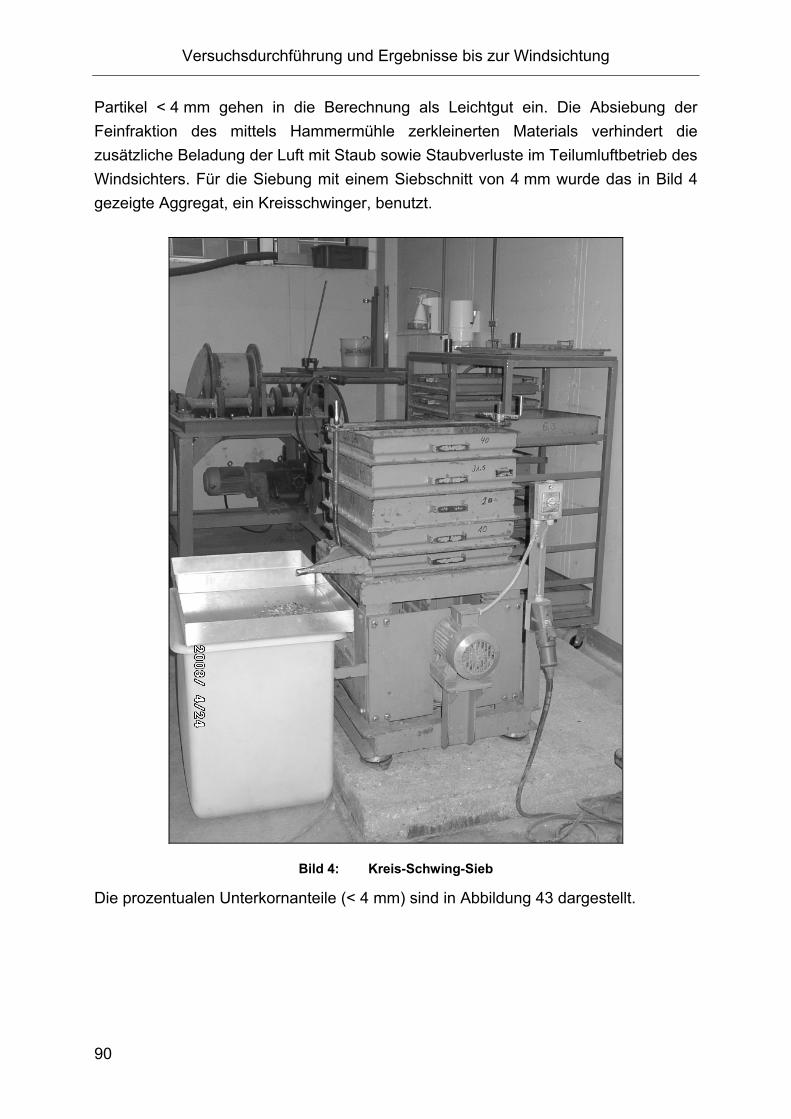
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
90
Partikel < 4 mm gehen in die Berechnung als Leichtgut ein. Die Absiebung der Feinfraktion des mittels Hammermühle zerkleinerten Materials verhindert die zusätzliche Beladung der Luft mit Staub sowie Staubverluste im Teilumluftbetrieb des Windsichters. Für die Siebung mit einem Siebschnitt von 4 mm wurde das in Bild 4 gezeigte Aggregat, ein Kreisschwinger, benutzt.
Bild 4: Kreis-Schwing-Sieb
Die prozentualen Unterkornanteile (< 4 mm) sind in Abbildung 43 dargestellt.
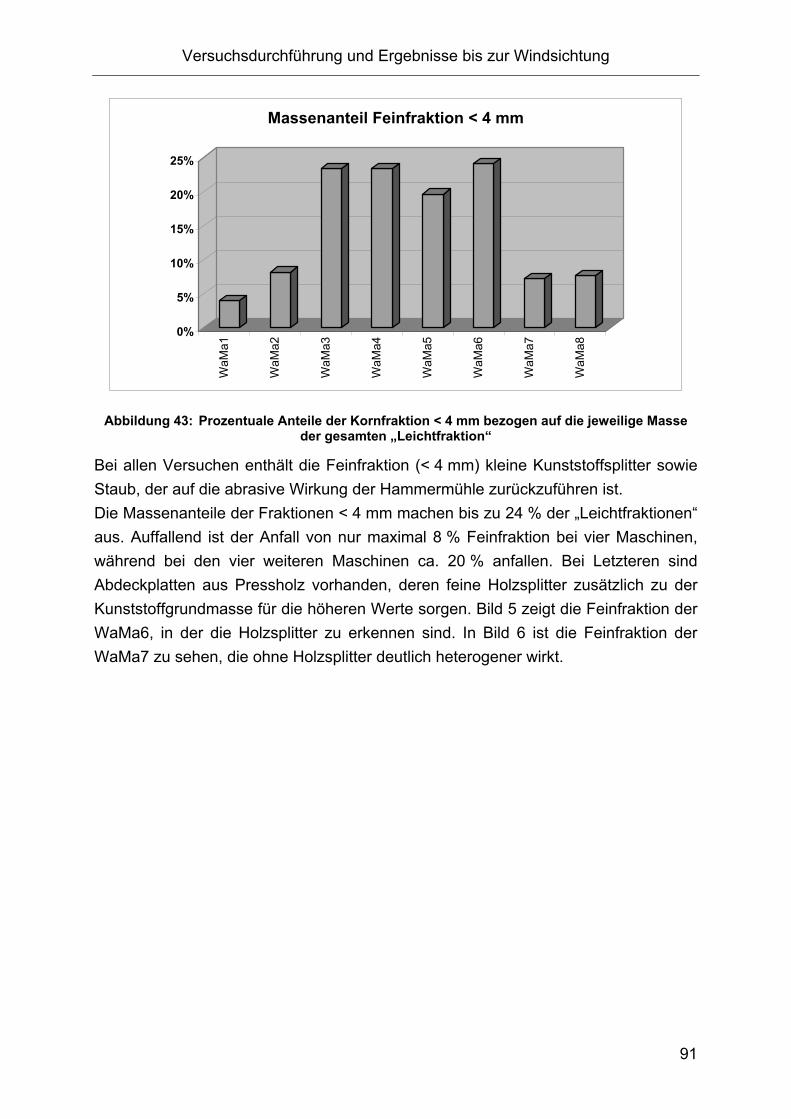
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
91
0%
5%
10%
15%
20%
25%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Massenanteil Feinfraktion < 4 mm
Abbildung 43: Prozentuale Anteile der Kornfraktion < 4 mm bezogen auf die jeweilige Masse der gesamten „Leichtfraktion“
Bei allen Versuchen enthält die Feinfraktion (< 4 mm) kleine Kunststoffsplitter sowie Staub, der auf die abrasive Wirkung der Hammermühle zurückzuführen ist. Die Massenanteile der Fraktionen < 4 mm machen bis zu 24 % der „Leichtfraktionen“ aus. Auffallend ist der Anfall von nur maximal 8 % Feinfraktion bei vier Maschinen, während bei den vier weiteren Maschinen ca. 20 % anfallen. Bei Letzteren sind Abdeckplatten aus Pressholz vorhanden, deren feine Holzsplitter zusätzlich zu der Kunststoffgrundmasse für die höheren Werte sorgen. Bild 5 zeigt die Feinfraktion der WaMa6, in der die Holzsplitter zu erkennen sind. In Bild 6 ist die Feinfraktion der WaMa7 zu sehen, die ohne Holzsplitter deutlich heterogener wirkt.
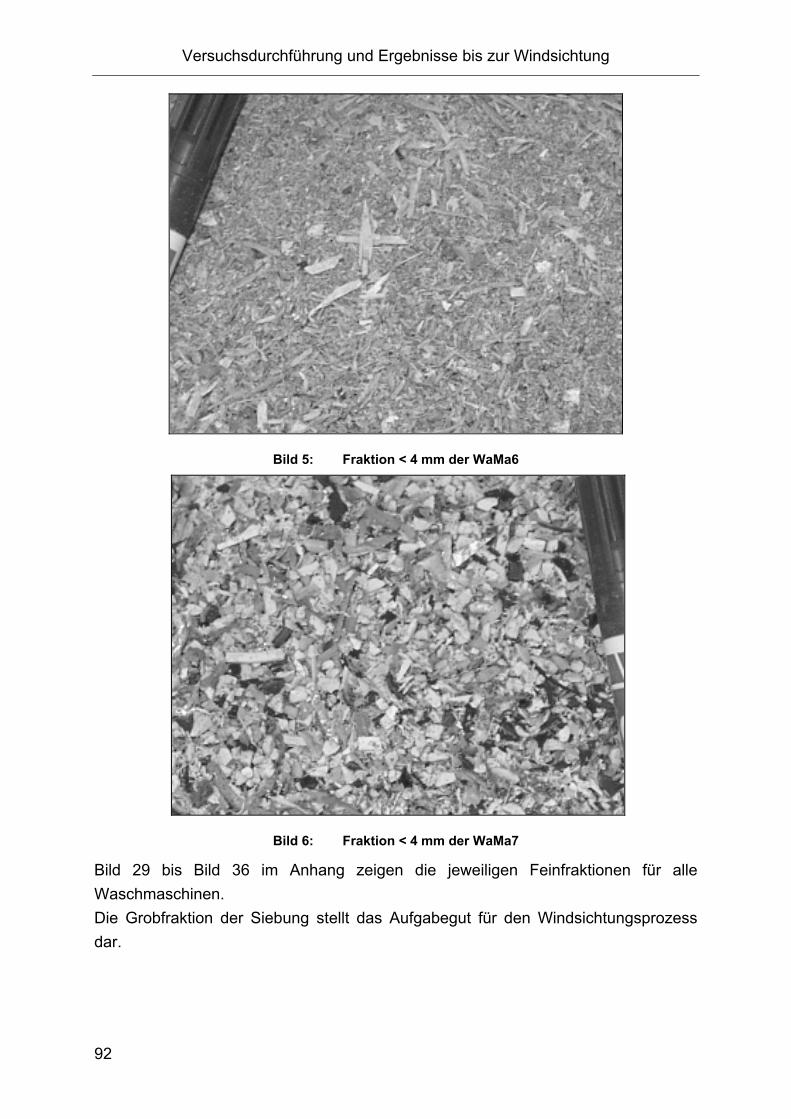
Versuchsdurchführung und Ergebnisse bis zur Windsichtung
92
Bild 5: Fraktion < 4 mm der WaMa6
Bild 6: Fraktion < 4 mm der WaMa7
Bild 29 bis Bild 36 im Anhang zeigen die jeweiligen Feinfraktionen für alle Waschmaschinen. Die Grobfraktion der Siebung stellt das Aufgabegut für den Windsichtungsprozess dar.
Windsichtung, Versuche und Ergebnisse
93
9. Windsichtung, Versuche und Ergebnisse
9.1. Grundlagen der Windsichtung
Die Windsichtung ermöglicht eine trockene Stoffstromsortierung, bei der das zu trennende Aufgabegut gemeinsam oder getrennt mit dem Medium Luft in einen Sichtraum eingebracht wird [100]. Die getrennte Zuführung als spezielle Art der Windsichtung wird als Querstromsichtung bezeichnet, wenn der Luftweg quer durch den entlang einer Wurfparabel frei fallenden Gutstrom verläuft. Der Kreuzungspunkt von Luft- und Gutstrom befindet sich im Sichtraum, dessen Größe und Geometrie entscheidenden Einfluss auf den Trennerfolg haben. Es wird zwischen laminaren und turbulenten Strömungen des Trennmediums unterschieden. Die laminare Strömung mit gleichmäßiger Windgeschwindigkeit über dem gesamten Querschnitt des Sichtraums stellt den Idealfall dar. Wandflächen wirken auf den Luftstrom wie Reibflächen. Die entstehenden Reibungsverluste mindern die Geschwindigkeit, so dass gemäß Strömungsprofilen die Wind-geschwindigkeit in der Mitte größer als an den Wandungen ist. Die vorherrschenden Strömungsverhältnisse werden mittels einer dimensionslosen Kennzahl, der Reynolds-Zahl, beschrieben, die durch folgende Formel definiert ist:
Reynolds-Zahl: Re = u ● d / ν
Re errechnet sich aus dem Produkt der Geschwindigkeit u [m/s] der Hauptströmung im Unendlichen und der charakteristischen Abmessung d [m] des Strömungs-querschnittes dividiert durch die kinematische Viskosität des Fluids ν [m²/s] [28]. Die kritische Reynolds-Zahl Re = 2300 unterscheidet zwischen laminarer und turbulenter Strömung. Werte größer 2300 weisen turbulente Strömungen aus. Die für die Experimente notwendigen Apparateabmessungen und die in Windsichtern gefahrenen hohen Windgeschwindigkeiten bedingen turbulente Strömungs-verhältnisse. Der für die Versuche genutzte Windsichter basiert auf einer Eigenkonstruktion und ist ausschnittsweise in Bild 7 zu sehen.
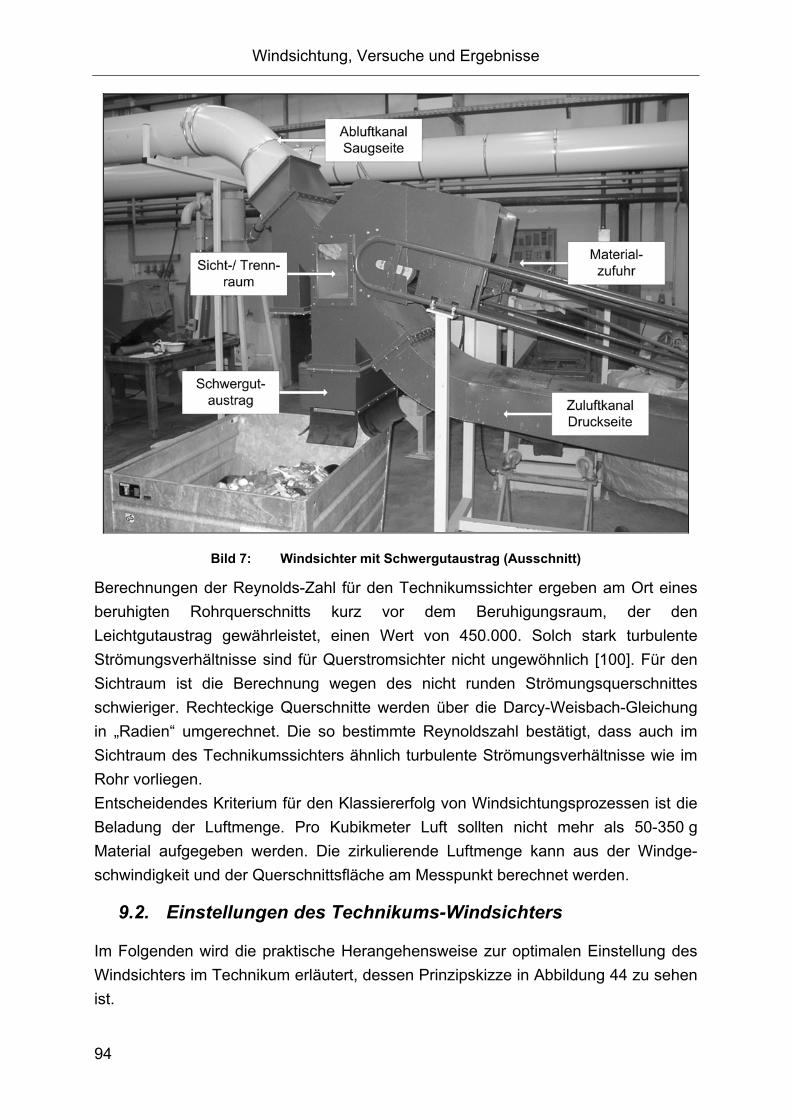
Windsichtung, Versuche und Ergebnisse
94
Bild 7: Windsichter mit Schwergutaustrag (Ausschnitt)
Berechnungen der Reynolds-Zahl für den Technikumssichter ergeben am Ort eines beruhigten Rohrquerschnitts kurz vor dem Beruhigungsraum, der den Leichtgutaustrag gewährleistet, einen Wert von 450.000. Solch stark turbulente Strömungsverhältnisse sind für Querstromsichter nicht ungewöhnlich [100]. Für den Sichtraum ist die Berechnung wegen des nicht runden Strömungsquerschnittes schwieriger. Rechteckige Querschnitte werden über die Darcy-Weisbach-Gleichung in „Radien“ umgerechnet. Die so bestimmte Reynoldszahl bestätigt, dass auch im Sichtraum des Technikumssichters ähnlich turbulente Strömungsverhältnisse wie im Rohr vorliegen. Entscheidendes Kriterium für den Klassiererfolg von Windsichtungsprozessen ist die Beladung der Luftmenge. Pro Kubikmeter Luft sollten nicht mehr als 50-350 g Material aufgegeben werden. Die zirkulierende Luftmenge kann aus der Windge-schwindigkeit und der Querschnittsfläche am Messpunkt berechnet werden.
9.2. Einstellungen des Technikums-Windsichters
Im Folgenden wird die praktische Herangehensweise zur optimalen Einstellung des Windsichters im Technikum erläutert, dessen Prinzipskizze in Abbildung 44 zu sehen ist.
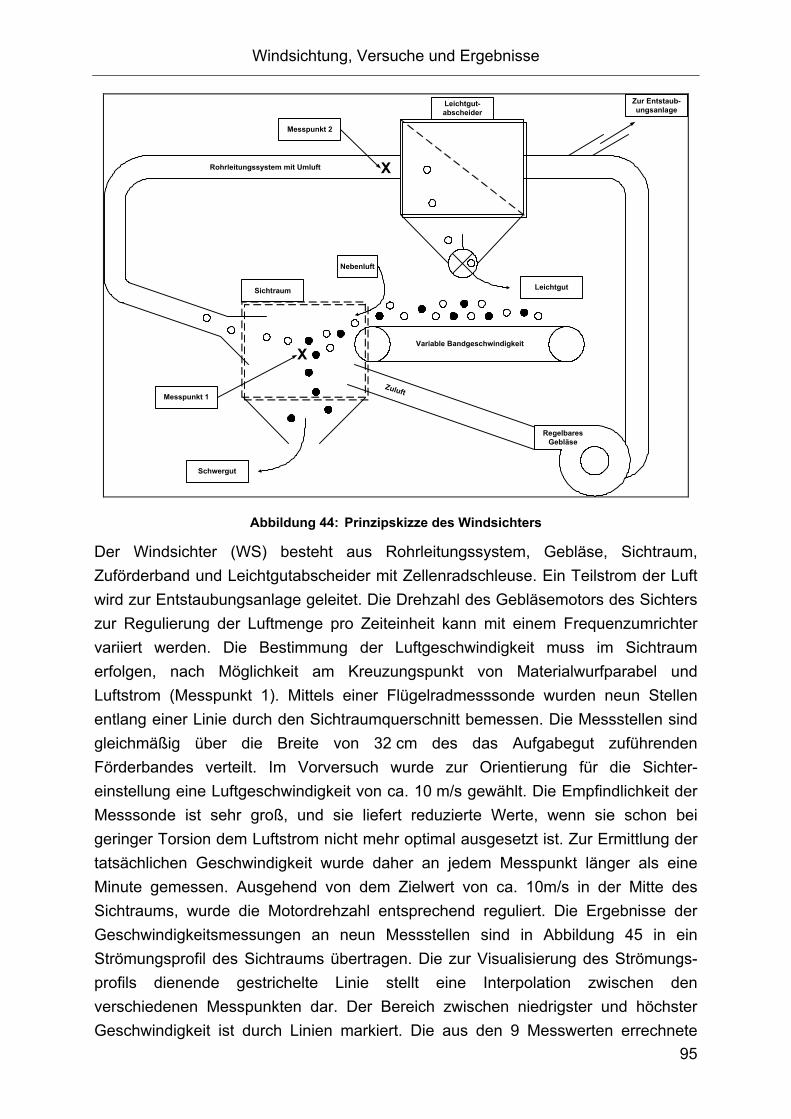
Windsichtung, Versuche und Ergebnisse
95
Schwergut
Leichtgut
Nebenluft
Sichtraum
Leichtgut-abscheider
Rohrleitungssystem mit Umluft
X
Messpunkt 1
X
Messpunkt 2
Variable Bandgeschwindigkeit
RegelbaresGebläse
Zur Entstaub-ungsanlage
Zuluft
Abbildung 44: Prinzipskizze des Windsichters
Der Windsichter (WS) besteht aus Rohrleitungssystem, Gebläse, Sichtraum, Zuförderband und Leichtgutabscheider mit Zellenradschleuse. Ein Teilstrom der Luft wird zur Entstaubungsanlage geleitet. Die Drehzahl des Gebläsemotors des Sichters zur Regulierung der Luftmenge pro Zeiteinheit kann mit einem Frequenzumrichter variiert werden. Die Bestimmung der Luftgeschwindigkeit muss im Sichtraum erfolgen, nach Möglichkeit am Kreuzungspunkt von Materialwurfparabel und Luftstrom (Messpunkt 1). Mittels einer Flügelradmesssonde wurden neun Stellen entlang einer Linie durch den Sichtraumquerschnitt bemessen. Die Messstellen sind gleichmäßig über die Breite von 32 cm des das Aufgabegut zuführenden Förderbandes verteilt. Im Vorversuch wurde zur Orientierung für die Sichter-einstellung eine Luftgeschwindigkeit von ca. 10 m/s gewählt. Die Empfindlichkeit der Messsonde ist sehr groß, und sie liefert reduzierte Werte, wenn sie schon bei geringer Torsion dem Luftstrom nicht mehr optimal ausgesetzt ist. Zur Ermittlung der tatsächlichen Geschwindigkeit wurde daher an jedem Messpunkt länger als eine Minute gemessen. Ausgehend von dem Zielwert von ca. 10m/s in der Mitte des Sichtraums, wurde die Motordrehzahl entsprechend reguliert. Die Ergebnisse der Geschwindigkeitsmessungen an neun Messstellen sind in Abbildung 45 in ein Strömungsprofil des Sichtraums übertragen. Die zur Visualisierung des Strömungs-profils dienende gestrichelte Linie stellt eine Interpolation zwischen den verschiedenen Messpunkten dar. Der Bereich zwischen niedrigster und höchster Geschwindigkeit ist durch Linien markiert. Die aus den 9 Messwerten errechnete
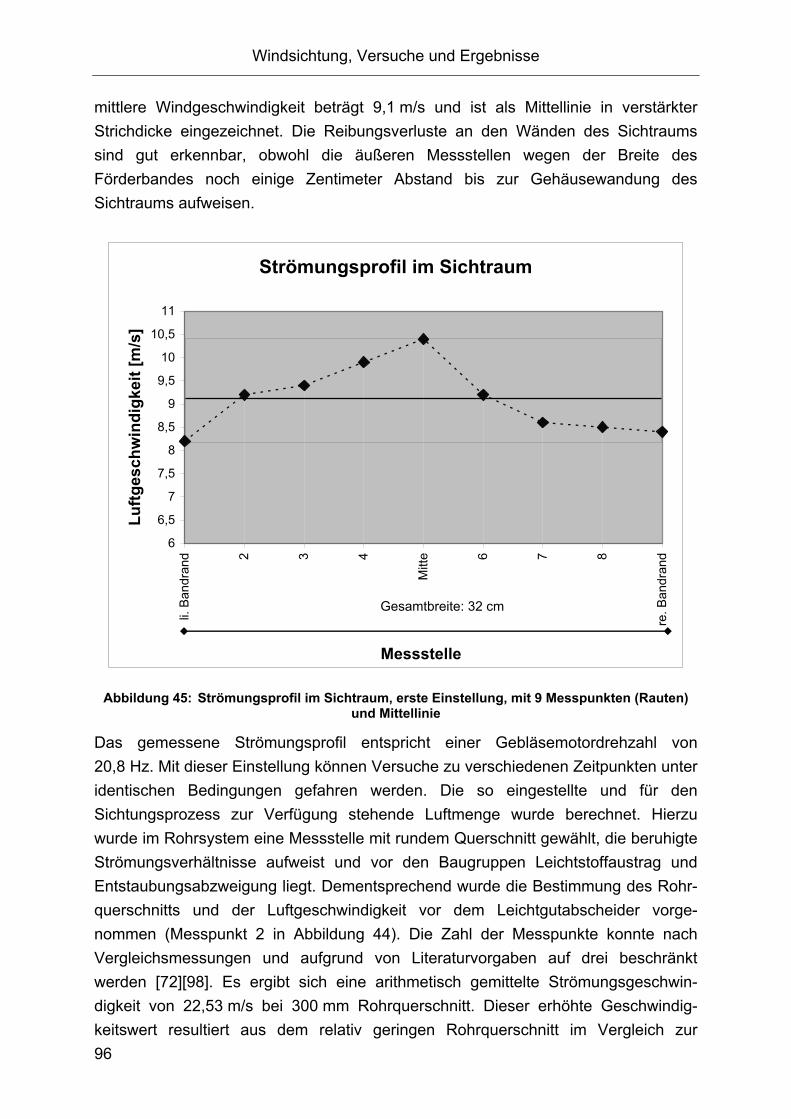
Windsichtung, Versuche und Ergebnisse
96
mittlere Windgeschwindigkeit beträgt 9,1 m/s und ist als Mittellinie in verstärkter Strichdicke eingezeichnet. Die Reibungsverluste an den Wänden des Sichtraums sind gut erkennbar, obwohl die äußeren Messstellen wegen der Breite des Förderbandes noch einige Zentimeter Abstand bis zur Gehäusewandung des Sichtraums aufweisen.
Strömungsprofil im Sichtraum
6
6,5
7
7,5
8
8,5
9
9,5
10
10,5
11
li. B
andr
and 2 3 4
Mitt
e 6 7 8
re. B
andr
and
Messstelle
Luftg
esch
win
digk
eit [
m/s
]
Gesamtbreite: 32 cm
Abbildung 45: Strömungsprofil im Sichtraum, erste Einstellung, mit 9 Messpunkten (Rauten) und Mittellinie
Das gemessene Strömungsprofil entspricht einer Gebläsemotordrehzahl von 20,8 Hz. Mit dieser Einstellung können Versuche zu verschiedenen Zeitpunkten unter identischen Bedingungen gefahren werden. Die so eingestellte und für den Sichtungsprozess zur Verfügung stehende Luftmenge wurde berechnet. Hierzu wurde im Rohrsystem eine Messstelle mit rundem Querschnitt gewählt, die beruhigte Strömungsverhältnisse aufweist und vor den Baugruppen Leichtstoffaustrag und Entstaubungsabzweigung liegt. Dementsprechend wurde die Bestimmung des Rohr-querschnitts und der Luftgeschwindigkeit vor dem Leichtgutabscheider vorge-nommen (Messpunkt 2 in Abbildung 44). Die Zahl der Messpunkte konnte nach Vergleichsmessungen und aufgrund von Literaturvorgaben auf drei beschränkt werden [72][98]. Es ergibt sich eine arithmetisch gemittelte Strömungsgeschwin-digkeit von 22,53 m/s bei 300 mm Rohrquerschnitt. Dieser erhöhte Geschwindig-keitswert resultiert aus dem relativ geringen Rohrquerschnitt im Vergleich zur
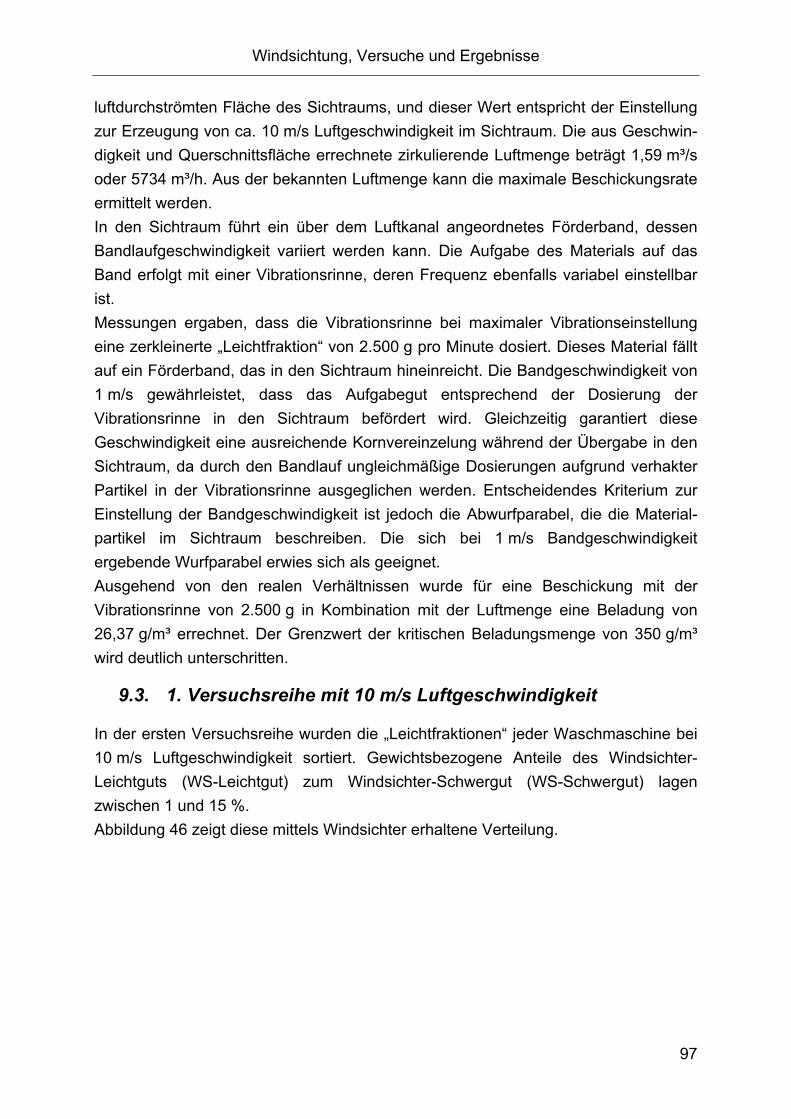
Windsichtung, Versuche und Ergebnisse
97
luftdurchströmten Fläche des Sichtraums, und dieser Wert entspricht der Einstellung zur Erzeugung von ca. 10 m/s Luftgeschwindigkeit im Sichtraum. Die aus Geschwin-digkeit und Querschnittsfläche errechnete zirkulierende Luftmenge beträgt 1,59 m³/s oder 5734 m³/h. Aus der bekannten Luftmenge kann die maximale Beschickungsrate ermittelt werden. In den Sichtraum führt ein über dem Luftkanal angeordnetes Förderband, dessen Bandlaufgeschwindigkeit variiert werden kann. Die Aufgabe des Materials auf das Band erfolgt mit einer Vibrationsrinne, deren Frequenz ebenfalls variabel einstellbar ist. Messungen ergaben, dass die Vibrationsrinne bei maximaler Vibrationseinstellung eine zerkleinerte „Leichtfraktion“ von 2.500 g pro Minute dosiert. Dieses Material fällt auf ein Förderband, das in den Sichtraum hineinreicht. Die Bandgeschwindigkeit von 1 m/s gewährleistet, dass das Aufgabegut entsprechend der Dosierung der Vibrationsrinne in den Sichtraum befördert wird. Gleichzeitig garantiert diese Geschwindigkeit eine ausreichende Kornvereinzelung während der Übergabe in den Sichtraum, da durch den Bandlauf ungleichmäßige Dosierungen aufgrund verhakter Partikel in der Vibrationsrinne ausgeglichen werden. Entscheidendes Kriterium zur Einstellung der Bandgeschwindigkeit ist jedoch die Abwurfparabel, die die Material-partikel im Sichtraum beschreiben. Die sich bei 1 m/s Bandgeschwindigkeit ergebende Wurfparabel erwies sich als geeignet. Ausgehend von den realen Verhältnissen wurde für eine Beschickung mit der Vibrationsrinne von 2.500 g in Kombination mit der Luftmenge eine Beladung von 26,37 g/m³ errechnet. Der Grenzwert der kritischen Beladungsmenge von 350 g/m³ wird deutlich unterschritten.
9.3. 1. Versuchsreihe mit 10 m/s Luftgeschwindigkeit
In der ersten Versuchsreihe wurden die „Leichtfraktionen“ jeder Waschmaschine bei 10 m/s Luftgeschwindigkeit sortiert. Gewichtsbezogene Anteile des Windsichter-Leichtguts (WS-Leichtgut) zum Windsichter-Schwergut (WS-Schwergut) lagen zwischen 1 und 15 %. Abbildung 46 zeigt diese mittels Windsichter erhaltene Verteilung.
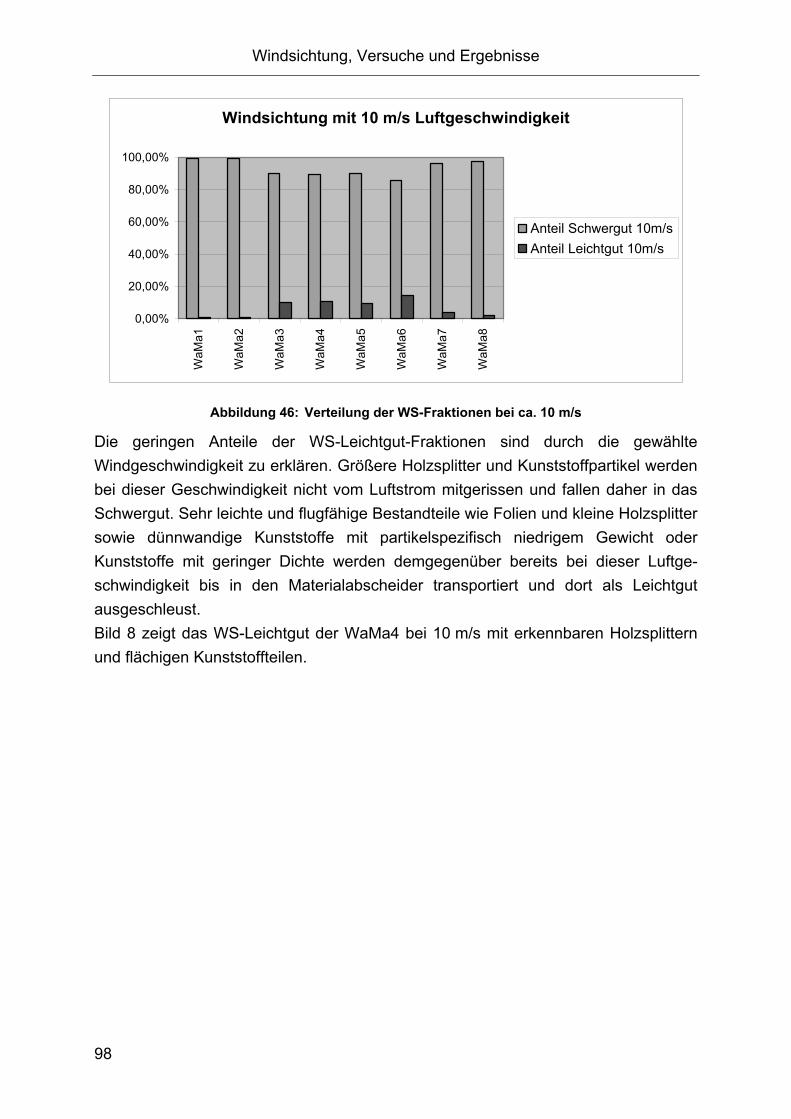
Windsichtung, Versuche und Ergebnisse
98
Windsichtung mit 10 m/s Luftgeschwindigkeit
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Anteil Schwergut 10m/sAnteil Leichtgut 10m/s
Abbildung 46: Verteilung der WS-Fraktionen bei ca. 10 m/s
Die geringen Anteile der WS-Leichtgut-Fraktionen sind durch die gewählte Windgeschwindigkeit zu erklären. Größere Holzsplitter und Kunststoffpartikel werden bei dieser Geschwindigkeit nicht vom Luftstrom mitgerissen und fallen daher in das Schwergut. Sehr leichte und flugfähige Bestandteile wie Folien und kleine Holzsplitter sowie dünnwandige Kunststoffe mit partikelspezifisch niedrigem Gewicht oder Kunststoffe mit geringer Dichte werden demgegenüber bereits bei dieser Luftge-schwindigkeit bis in den Materialabscheider transportiert und dort als Leichtgut ausgeschleust. Bild 8 zeigt das WS-Leichtgut der WaMa4 bei 10 m/s mit erkennbaren Holzsplittern und flächigen Kunststoffteilen.
Windsichtung, Versuche und Ergebnisse
99
Bild 8: WS-Leichtgut bei 10 m/s der WaMa4
9.4. 2. Versuchsreihe mit 16 m/s Luftgeschwindigkeit
Im industriellen Einsatz arbeiten Windsichter im Anschluss an Automobilshredder mit Luftgeschwindigkeiten von ca. 16 m/s. Die Einstellungen des Technikumssichters wurden entsprechend angepasst. Abbildung 47 zeigt das neue Strömungsprofil, das analog zum Vorhergehenden ermittelt wurde. Wiederum weist das Profil eine strömungstypische Form auf, da besonders am linken Bandrand eine durch die Wandreibungskräfte verursachte Verlangsamung der Strömungsgeschwindigkeit erkennbar ist. Die mittlere Strömungsgeschwindigkeit, ebenfalls als Mittellinie eingezeichnet, beträgt für die gewählten Einstellungen 14,7 m/s.
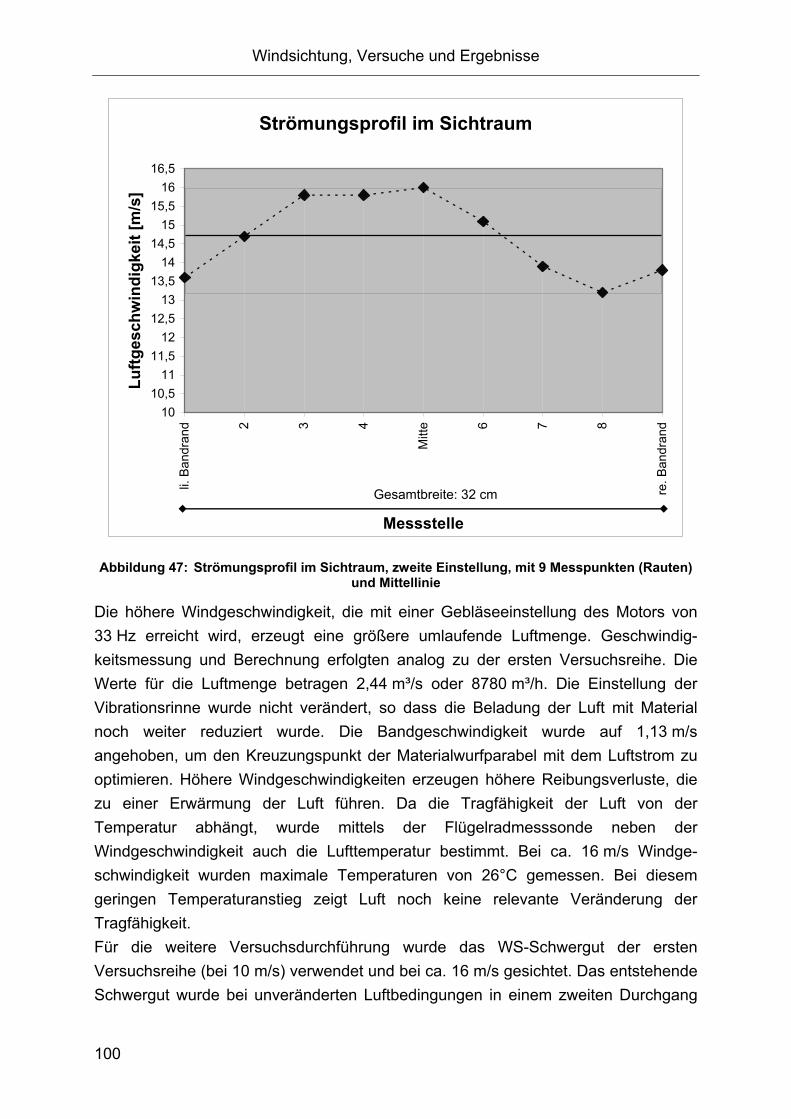
Windsichtung, Versuche und Ergebnisse
100
Strömungsprofil im Sichtraum
1010,5
1111,5
1212,5
1313,5
1414,5
1515,5
1616,5
li. B
andr
and 2 3 4
Mitt
e 6 7 8
re. B
andr
and
Messstelle
Luftg
esch
win
digk
eit [
m/s
]
Gesamtbreite: 32 cm
Abbildung 47: Strömungsprofil im Sichtraum, zweite Einstellung, mit 9 Messpunkten (Rauten) und Mittellinie
Die höhere Windgeschwindigkeit, die mit einer Gebläseeinstellung des Motors von 33 Hz erreicht wird, erzeugt eine größere umlaufende Luftmenge. Geschwindig-keitsmessung und Berechnung erfolgten analog zu der ersten Versuchsreihe. Die Werte für die Luftmenge betragen 2,44 m³/s oder 8780 m³/h. Die Einstellung der Vibrationsrinne wurde nicht verändert, so dass die Beladung der Luft mit Material noch weiter reduziert wurde. Die Bandgeschwindigkeit wurde auf 1,13 m/s angehoben, um den Kreuzungspunkt der Materialwurfparabel mit dem Luftstrom zu optimieren. Höhere Windgeschwindigkeiten erzeugen höhere Reibungsverluste, die zu einer Erwärmung der Luft führen. Da die Tragfähigkeit der Luft von der Temperatur abhängt, wurde mittels der Flügelradmesssonde neben der Windgeschwindigkeit auch die Lufttemperatur bestimmt. Bei ca. 16 m/s Windge-schwindigkeit wurden maximale Temperaturen von 26°C gemessen. Bei diesem geringen Temperaturanstieg zeigt Luft noch keine relevante Veränderung der Tragfähigkeit. Für die weitere Versuchsdurchführung wurde das WS-Schwergut der ersten Versuchsreihe (bei 10 m/s) verwendet und bei ca. 16 m/s gesichtet. Das entstehende Schwergut wurde bei unveränderten Luftbedingungen in einem zweiten Durchgang
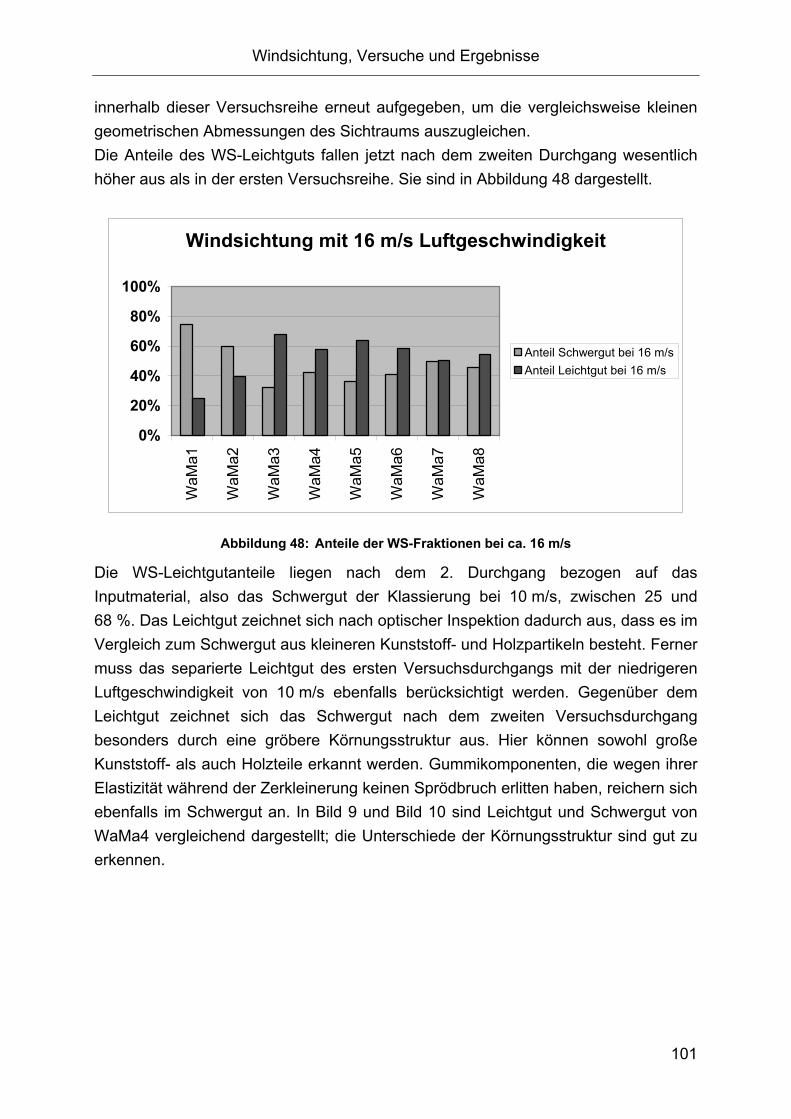
Windsichtung, Versuche und Ergebnisse
101
innerhalb dieser Versuchsreihe erneut aufgegeben, um die vergleichsweise kleinen geometrischen Abmessungen des Sichtraums auszugleichen. Die Anteile des WS-Leichtguts fallen jetzt nach dem zweiten Durchgang wesentlich höher aus als in der ersten Versuchsreihe. Sie sind in Abbildung 48 dargestellt.
Windsichtung mit 16 m/s Luftgeschwindigkeit
0%
20%
40%
60%
80%
100%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Anteil Schwergut bei 16 m/sAnteil Leichtgut bei 16 m/s
Abbildung 48: Anteile der WS-Fraktionen bei ca. 16 m/s
Die WS-Leichtgutanteile liegen nach dem 2. Durchgang bezogen auf das Inputmaterial, also das Schwergut der Klassierung bei 10 m/s, zwischen 25 und 68 %. Das Leichtgut zeichnet sich nach optischer Inspektion dadurch aus, dass es im Vergleich zum Schwergut aus kleineren Kunststoff- und Holzpartikeln besteht. Ferner muss das separierte Leichtgut des ersten Versuchsdurchgangs mit der niedrigeren Luftgeschwindigkeit von 10 m/s ebenfalls berücksichtigt werden. Gegenüber dem Leichtgut zeichnet sich das Schwergut nach dem zweiten Versuchsdurchgang besonders durch eine gröbere Körnungsstruktur aus. Hier können sowohl große Kunststoff- als auch Holzteile erkannt werden. Gummikomponenten, die wegen ihrer Elastizität während der Zerkleinerung keinen Sprödbruch erlitten haben, reichern sich ebenfalls im Schwergut an. In Bild 9 und Bild 10 sind Leichtgut und Schwergut von WaMa4 vergleichend dargestellt; die Unterschiede der Körnungsstruktur sind gut zu erkennen.
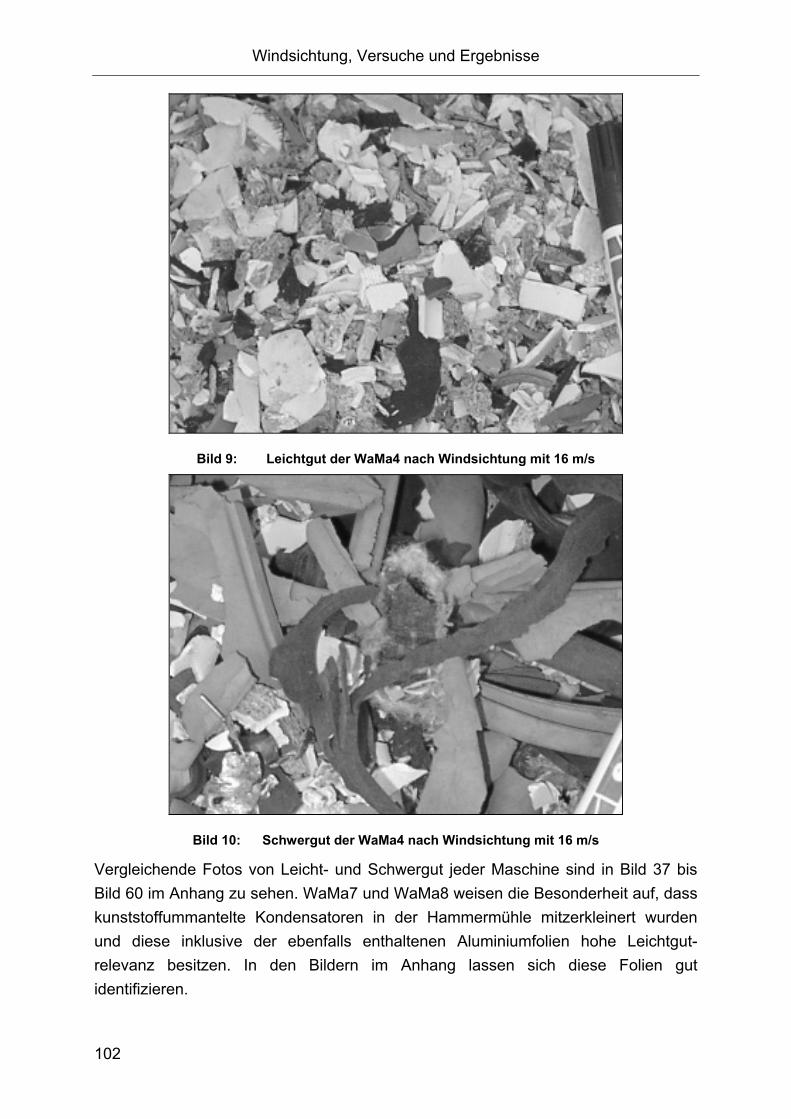
Windsichtung, Versuche und Ergebnisse
102
Bild 9: Leichtgut der WaMa4 nach Windsichtung mit 16 m/s
Bild 10: Schwergut der WaMa4 nach Windsichtung mit 16 m/s
Vergleichende Fotos von Leicht- und Schwergut jeder Maschine sind in Bild 37 bis Bild 60 im Anhang zu sehen. WaMa7 und WaMa8 weisen die Besonderheit auf, dass kunststoffummantelte Kondensatoren in der Hammermühle mitzerkleinert wurden und diese inklusive der ebenfalls enthaltenen Aluminiumfolien hohe Leichtgut-relevanz besitzen. In den Bildern im Anhang lassen sich diese Folien gut identifizieren.
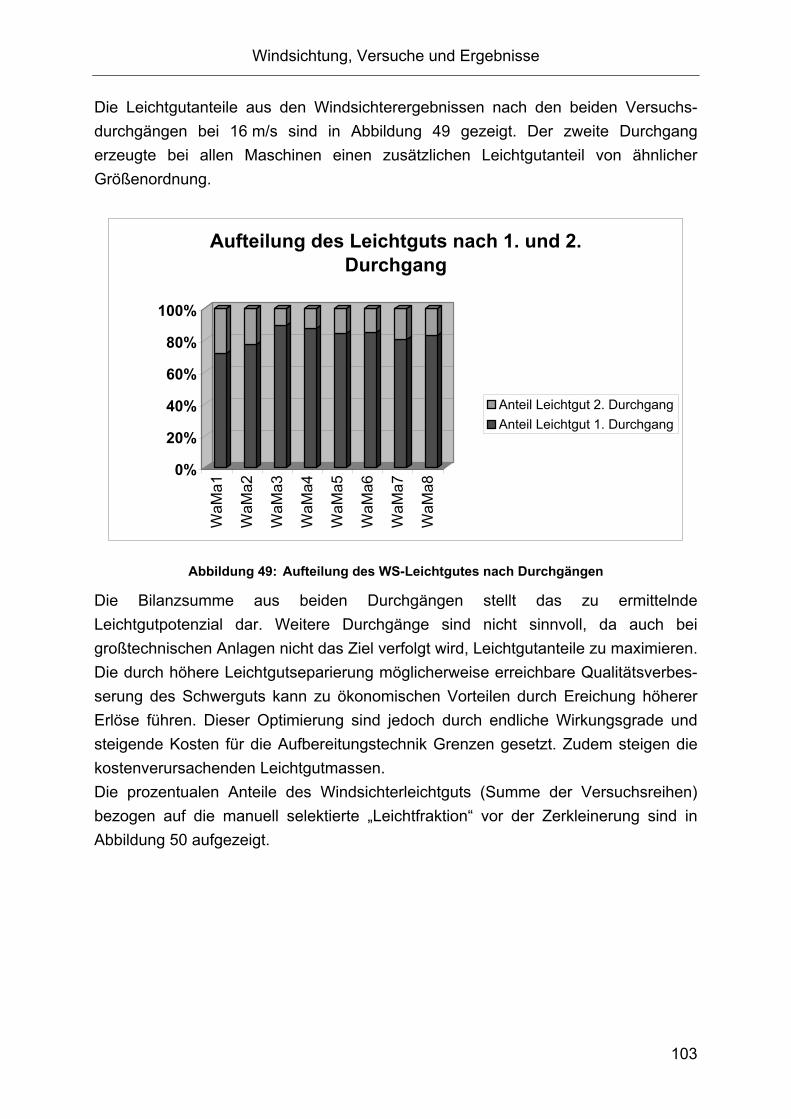
Windsichtung, Versuche und Ergebnisse
103
Die Leichtgutanteile aus den Windsichterergebnissen nach den beiden Versuchs-durchgängen bei 16 m/s sind in Abbildung 49 gezeigt. Der zweite Durchgang erzeugte bei allen Maschinen einen zusätzlichen Leichtgutanteil von ähnlicher Größenordnung.
0%
20%
40%
60%
80%
100%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Aufteilung des Leichtguts nach 1. und 2. Durchgang
Anteil Leichtgut 2. DurchgangAnteil Leichtgut 1. Durchgang
Abbildung 49: Aufteilung des WS-Leichtgutes nach Durchgängen
Die Bilanzsumme aus beiden Durchgängen stellt das zu ermittelnde Leichtgutpotenzial dar. Weitere Durchgänge sind nicht sinnvoll, da auch bei großtechnischen Anlagen nicht das Ziel verfolgt wird, Leichtgutanteile zu maximieren. Die durch höhere Leichtgutseparierung möglicherweise erreichbare Qualitätsverbes-serung des Schwerguts kann zu ökonomischen Vorteilen durch Ereichung höherer Erlöse führen. Dieser Optimierung sind jedoch durch endliche Wirkungsgrade und steigende Kosten für die Aufbereitungstechnik Grenzen gesetzt. Zudem steigen die kostenverursachenden Leichtgutmassen. Die prozentualen Anteile des Windsichterleichtguts (Summe der Versuchsreihen) bezogen auf die manuell selektierte „Leichtfraktion“ vor der Zerkleinerung sind in Abbildung 50 aufgezeigt.
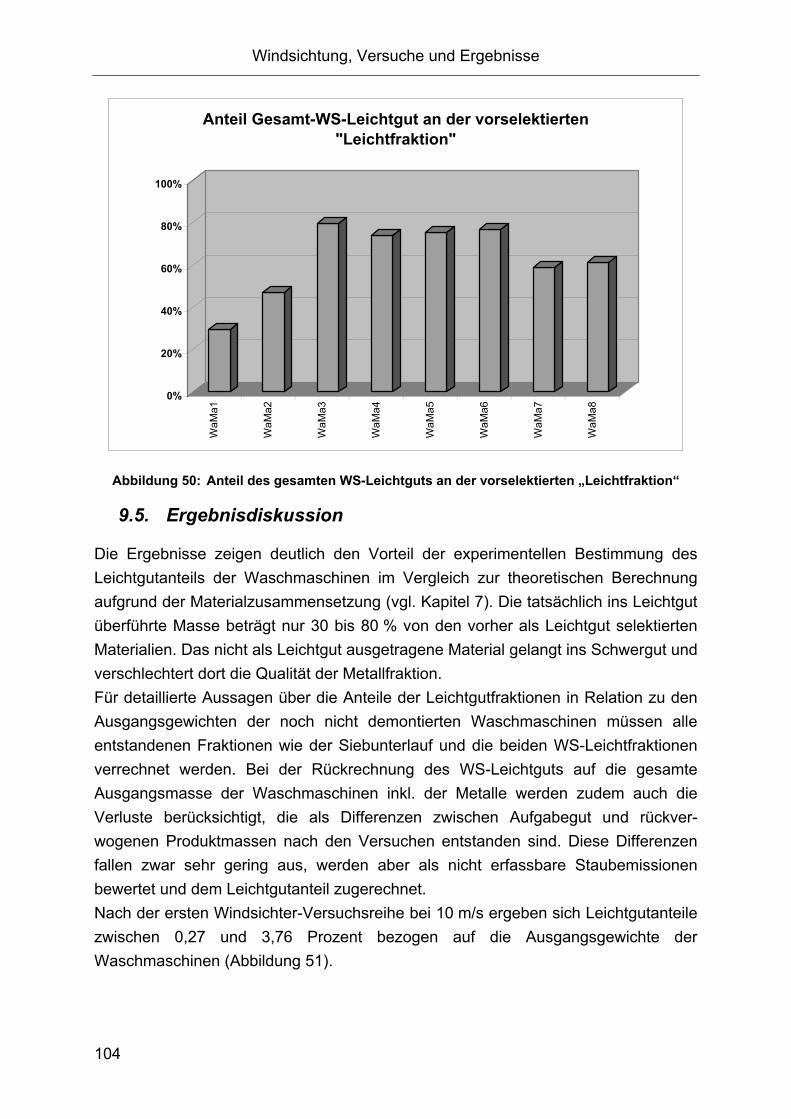
Windsichtung, Versuche und Ergebnisse
104
0%
20%
40%
60%
80%
100%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Anteil Gesamt-WS-Leichtgut an der vorselektierten "Leichtfraktion"
Abbildung 50: Anteil des gesamten WS-Leichtguts an der vorselektierten „Leichtfraktion“
9.5. Ergebnisdiskussion
Die Ergebnisse zeigen deutlich den Vorteil der experimentellen Bestimmung des Leichtgutanteils der Waschmaschinen im Vergleich zur theoretischen Berechnung aufgrund der Materialzusammensetzung (vgl. Kapitel 7). Die tatsächlich ins Leichtgut überführte Masse beträgt nur 30 bis 80 % von den vorher als Leichtgut selektierten Materialien. Das nicht als Leichtgut ausgetragene Material gelangt ins Schwergut und verschlechtert dort die Qualität der Metallfraktion. Für detaillierte Aussagen über die Anteile der Leichtgutfraktionen in Relation zu den Ausgangsgewichten der noch nicht demontierten Waschmaschinen müssen alle entstandenen Fraktionen wie der Siebunterlauf und die beiden WS-Leichtfraktionen verrechnet werden. Bei der Rückrechnung des WS-Leichtguts auf die gesamte Ausgangsmasse der Waschmaschinen inkl. der Metalle werden zudem auch die Verluste berücksichtigt, die als Differenzen zwischen Aufgabegut und rückver-wogenen Produktmassen nach den Versuchen entstanden sind. Diese Differenzen fallen zwar sehr gering aus, werden aber als nicht erfassbare Staubemissionen bewertet und dem Leichtgutanteil zugerechnet. Nach der ersten Windsichter-Versuchsreihe bei 10 m/s ergeben sich Leichtgutanteile zwischen 0,27 und 3,76 Prozent bezogen auf die Ausgangsgewichte der Waschmaschinen (Abbildung 51).
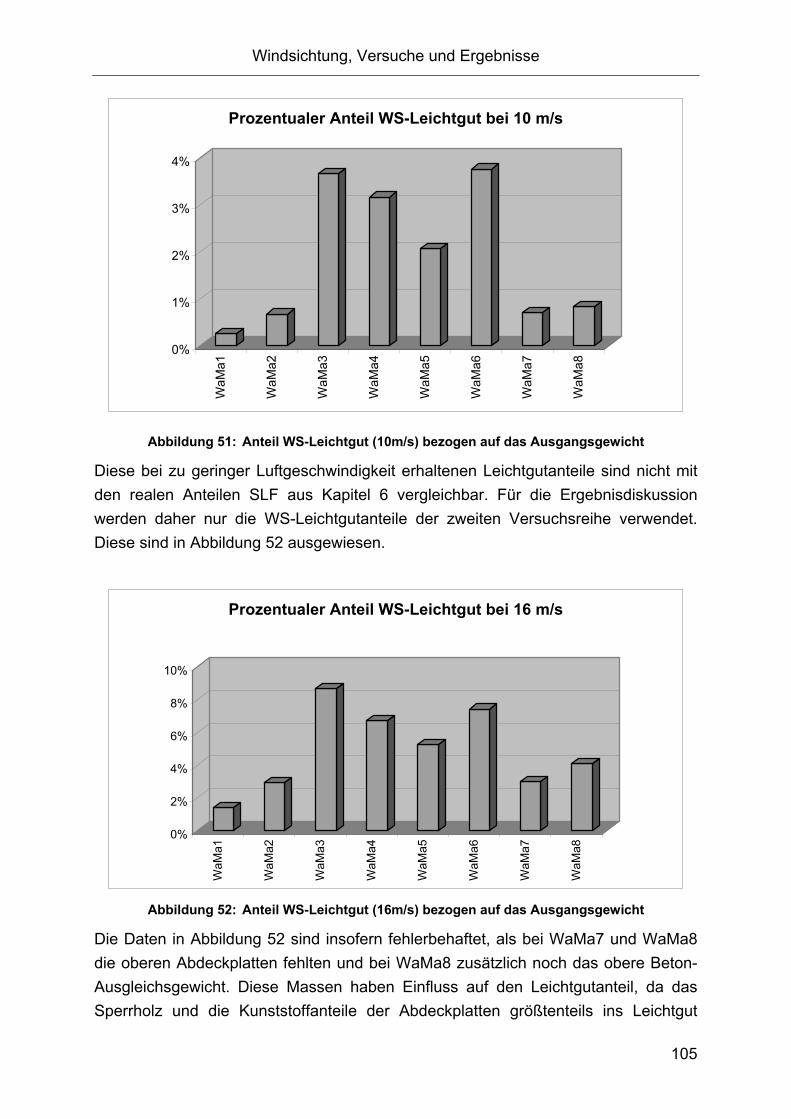
Windsichtung, Versuche und Ergebnisse
105
0%
1%
2%
3%
4%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Prozentualer Anteil WS-Leichtgut bei 10 m/s
Abbildung 51: Anteil WS-Leichtgut (10m/s) bezogen auf das Ausgangsgewicht
Diese bei zu geringer Luftgeschwindigkeit erhaltenen Leichtgutanteile sind nicht mit den realen Anteilen SLF aus Kapitel 6 vergleichbar. Für die Ergebnisdiskussion werden daher nur die WS-Leichtgutanteile der zweiten Versuchsreihe verwendet. Diese sind in Abbildung 52 ausgewiesen.
0%
2%
4%
6%
8%
10%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Prozentualer Anteil WS-Leichtgut bei 16 m/s
Abbildung 52: Anteil WS-Leichtgut (16m/s) bezogen auf das Ausgangsgewicht
Die Daten in Abbildung 52 sind insofern fehlerbehaftet, als bei WaMa7 und WaMa8 die oberen Abdeckplatten fehlten und bei WaMa8 zusätzlich noch das obere Beton-Ausgleichsgewicht. Diese Massen haben Einfluss auf den Leichtgutanteil, da das Sperrholz und die Kunststoffanteile der Abdeckplatten größtenteils ins Leichtgut
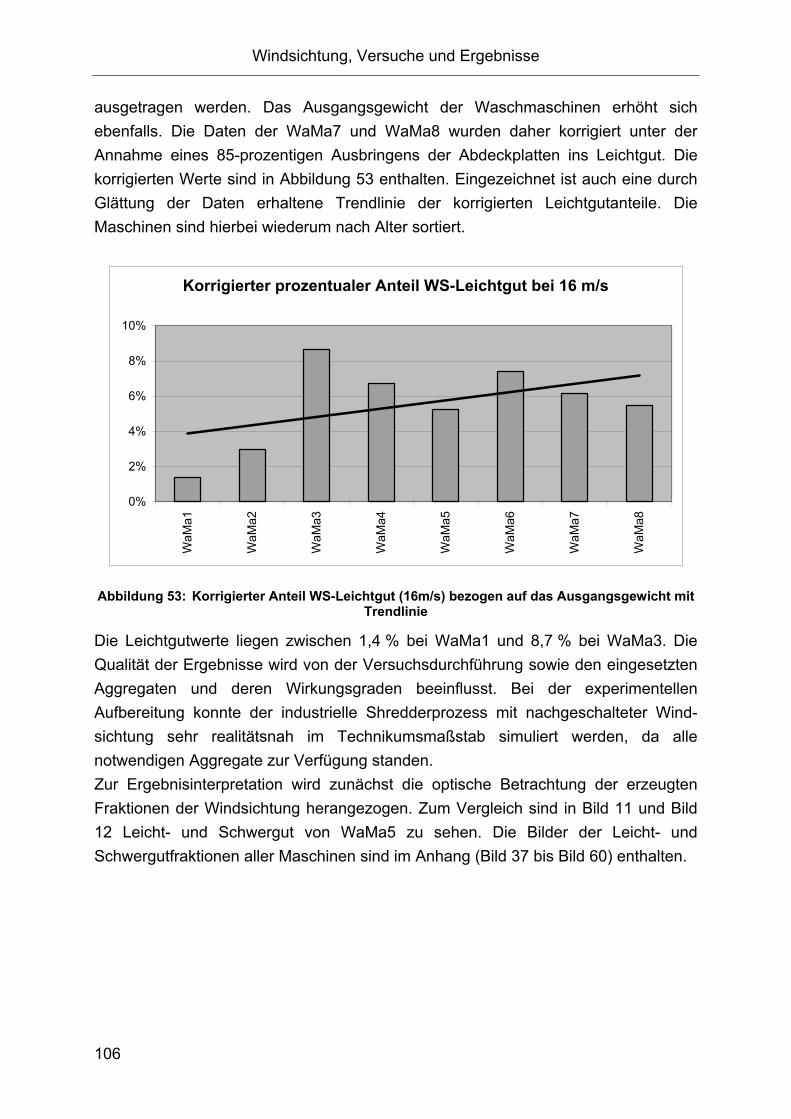
Windsichtung, Versuche und Ergebnisse
106
ausgetragen werden. Das Ausgangsgewicht der Waschmaschinen erhöht sich ebenfalls. Die Daten der WaMa7 und WaMa8 wurden daher korrigiert unter der Annahme eines 85-prozentigen Ausbringens der Abdeckplatten ins Leichtgut. Die korrigierten Werte sind in Abbildung 53 enthalten. Eingezeichnet ist auch eine durch Glättung der Daten erhaltene Trendlinie der korrigierten Leichtgutanteile. Die Maschinen sind hierbei wiederum nach Alter sortiert.
Korrigierter prozentualer Anteil WS-Leichtgut bei 16 m/s
0%
2%
4%
6%
8%
10%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Abbildung 53: Korrigierter Anteil WS-Leichtgut (16m/s) bezogen auf das Ausgangsgewicht mit Trendlinie
Die Leichtgutwerte liegen zwischen 1,4 % bei WaMa1 und 8,7 % bei WaMa3. Die Qualität der Ergebnisse wird von der Versuchsdurchführung sowie den eingesetzten Aggregaten und deren Wirkungsgraden beeinflusst. Bei der experimentellen Aufbereitung konnte der industrielle Shredderprozess mit nachgeschalteter Wind-sichtung sehr realitätsnah im Technikumsmaßstab simuliert werden, da alle notwendigen Aggregate zur Verfügung standen. Zur Ergebnisinterpretation wird zunächst die optische Betrachtung der erzeugten Fraktionen der Windsichtung herangezogen. Zum Vergleich sind in Bild 11 und Bild 12 Leicht- und Schwergut von WaMa5 zu sehen. Die Bilder der Leicht- und Schwergutfraktionen aller Maschinen sind im Anhang (Bild 37 bis Bild 60) enthalten.

Windsichtung, Versuche und Ergebnisse
107
Bild 11: Leichtgut der WaMa5 nach Windsichtung mit 16 m/s
Bild 12: Schwergut der WaMa5 nach Windsichtung mit 16 m/s
Es ist deutlich zu erkennen, dass kleine und vor allem flächigere Kunststoff- und Holzteilchen in das Leichtgut ausgetragen wurden. Im Schwergut hingegen reichern sich größere Teile an, deren teilweise schlauch- und röhrenartigen Formen wegen ihrer geringeren Luftangriffsflächen keinen Austrag in das Leichtgut ermöglichen. Auffallend ist der hohe Anteil „schwarzes Gummi“. Diese Materialteile besitzen elastische Eigenschaften, so dass sie in der Hammermühle nicht so stark zerkleinert werden wie sprödbrüchige Kunststoffteile.
Windsichtung, Versuche und Ergebnisse
108
Die Bilder dokumentieren, dass die Trennung mittels Windsichter erfolgreich war, und dass die Ergebnisse die großindustrielle Situation realistisch abbilden. Im Mittel weisen die acht untersuchten Waschmaschinen einen experimentell ermittelten SLF-Anteil von 5,5 % auf. Dieser Wert ist verglichen mit anderen Produkten wie beispielsweise Altautos, die mit entsprechender Shreddertechnik behandelt werden, gering. In den Untersuchungen werden keine extremen Abweichungen eines Einzelgerätes festgestellt. Produktspezifische Besonderheiten, die ein SLF-Potenzial in der Größenordnung von 25 Gew.-% wie bei den Altautos aufweisen, wurden nicht gefunden. Ein niedriges SLF-Potenzial ist in der Praxis vorteilhaft, da Gerätegruppen mit niedrigen Leichtgutanteilen wie in Wasch-maschinen das Shredderleichtgut entlasten und eine bevorzugte Beimischung zu Altautokarossen darstellen. Die an der Trendlinie in Abbildung 53 zu erkennende Tendenz zu Geräten mit mehr Leichtgutanteilen korreliert mit dem aus anderen Bereichen bekannten vermehrten Einsatz von Kunststoffen. Beispielsweise wird im Automobilbereich eine stetige Zunahme des Kunststoffanteils je Fahrzeug gemäß Tabelle 21 verzeichnet und weiter vorhergesagt [99].
Jahr 1970 1990 2000 2010Massenanteil Kunststoff < 5 % 8-10 % 12-15 % 20-25 %
Tabelle 21: Anteil von Kunststoffen je Fahrzeug
Die Ergebnisse dieser Studie an Waschmaschinen spiegeln die heutige Situation wider. Die erhaltenen Ergebnisse könnten bei grundlegenden Konstruktions-änderungen von Waschmaschinen oder bei einem starken Bedarfsrückgang ihre Bedeutung verlieren. Für die Zukunft ist nicht von einer Bedarfsänderung auszugehen, da der Ausstattungsgrad der Haushalte mit Waschmaschinen seit längerem auf einem hohen Niveau ist, und die Anzahl der Haushalte insgesamt noch steigt (siehe Tabelle 12). Gravierende Konstruktionsänderungen, die beispielsweise ein Recycling in einem Automobilshredder verhindern, sind ebenfalls nicht abzusehen. Dass die ermittelten Ergebnisse auch auf neuere Maschinen, die erst in späteren Jahren in das Recycling gelangen werden, übertragbar sind, geht aus einem Vergleich der Maschinengewichte hervor. Die Gesamtgewichte von sieben aktuellen Waschmaschinen sind in Tabelle 22 aufgelistet und zeigen, dass keine großen Änderungen der Konstruktion mit Auswirkungen auf das Gewicht stattgefunden haben.
Windsichtung, Versuche und Ergebnisse
109
Gerät Fassungsvermögen [kg] Baurart Gewicht [kg]
Bosch WOL2450 4,5 Toplader 72
Bosch WOK2031 5 Toplader 74
AEG Lavamat 74640 5 Frontlader 85
Siemens WIQ 1630 5,5 Frontlader 80
Miele Novotronic W 377 WPS 5 Frontlader 94
Privileg Dynamic 6612 CN 5 Frontlader 75
Bosch WFE2021 5 Frontlader (integrierbar) 82
Aktuell auf dem Markt verfügbare Waschmaschinen
Tabelle 22: Waschmaschinengewichte aktueller Geräte
Durch die experimentelle Untersuchung von ausgewählten Waschmaschinen konnte gezeigt werden, dass zeitabhängige Änderungen der Dispersionseigenschaften hinsichtlich des Materialeinsatzes existieren. Dies wird an den PVC-Gehalten der Maschinen deutlich (siehe Abbildung 57). Besonders durch ältere Maschinen im Recyclinginputgemisch wird PVC in den Aufbereitungsprozess eingetragen. Das PVC gelangt in die Produktströme und kontaminiert somit auch die Materialien, die aus PVC-freien Maschinen stammen. Eine Abhängigkeit zwischen dem Gerätealter und spezifischen Anforderungen an das Recycling, wie beispielsweise eine notwendige händische Demontage zusätzlicher PVC-Bauteile aus älteren Maschinen, wurde nicht festgestellt. Es konnten keine Veränderungen der Dispersionseigenschaften in Abhängigkeit vom Gerätealter beziffert werden, die zu einer notwendigen Kategorisierung von Wasch-maschinen vor dem Recyclingprozess geführt hätten. Es bleibt jedoch offen, ob beispielsweise der Rücklauf von spezifisch alten Geräten ins Recycling geringer ist als der von neueren. Grundsätzliche Einflüsse der Nutzungszeit auf die nachgelagerten Recycling-prozesse konnten jedoch an dem Beispiel der Waschmaschinen nachgewiesen werden. Dies zeigt sich unter anderem in dem zeitabhängigen Trend des SLF-Indikators. Abbildung 54 zeigt den qualitativen Verlauf des Indikators entlang der Zeitachse.
Windsichtung, Versuche und Ergebnisse
110
SLF-Indikator
Zeit
%-Anteil WS-Leicht-gut
Abbildung 54: Qualitative Darstellung des SLF-Indikators
Der Nutzen des SLF-Indikators ergibt sich unter Betrachtung der im Folgenden diskutierten Aspekte.
1) SLF-Indikator und Recyclinginput
Der Zeitpunkt des Recyclings wird von der Dauer der Nutzungsphase bestimmt. Diese wiederum hängt von Produktkomponenten, von Produktqualität und von der Nutzungsintensität ab. Die Produktkomponenten haben Einfluss auf die Leicht-gutanteile. Wenn auch der altersbedingte Anstieg der Leichtgutanteile in Wasch-maschinen nicht gravierend ausfällt, so ist der Trend des verstärkten Leichtstoff-einsatzes dennoch sichtbar. Über die Zunahme der SLF-Relevanz mit sinkendem Gerätealter wird der Zeiteinfluss auf das Recycling und die damit verbundenen Kosten deutlich. Neben den eingesetzten Materialien und deren Dispersionseigenschaften haben auch rechtliche Vorgaben Einfluss auf das Recycling, so beispielsweise Vorschriften über die Art der Behandlung von Stoffen oder über Sammelquoten mit Mindestmassen für Sammlung, Erfassung und Aufbereitung. Einen speziellen Fall legislativer Restriktionen stellen solche Recyclingquoten dar, die direkte Anforderungen an die Effizienz von Recyclingprozessen oder auch an die Zusammensetzung des Aufgabematerials stellen. Die für das Altautorecycling gültigen neuen Gesetze und Verordnungen enthalten Verwertungsquoten, die im Hinblick auf die Effizienz der industriellen Shreddertechnik auch für weitere Schrotte wie Waschmaschinen von Relevanz sind. Die sechs jüngeren Maschinen der Versuchsreihe weisen Shredderleichtgutanteile von über 5 % aus. Mit solchen Werten würde die ab 2015 gültige Altauto-
Windsichtung, Versuche und Ergebnisse
111
wiederverwendungs- und -recyclingquote von 95 % nicht eingehalten. Nur wegen des Spielraums im Zusammenhang mit der thermischen Verwertung der Shredderleichtfraktion ist die Gesamtverwertungsquote wieder erreichbar. Bei der gemeinsamen Verwertung mit Altautos stellen die Waschmaschinen ein SLF-Potenzial dar, das zur gegenseitigen Aufrechnung der Inputmengen der Shredder Anwendung findet und daher bekannt sein muss. Von Bedeutung ist, dass die Recyclinganforderungen Maschinen treffen, die ohne die Vorhersehbarkeit dieser legislativen Vorgabe konstruiert und produziert wurden. Neue gesetzliche Regelungen werden gewöhnlich mit Vorlaufzeiten bekannt gegeben, damit Hersteller darauf reagieren und für zukünftige Produkte Lösungen anbieten können. Bei der gleichzeitigen Verwertung mehrerer Produktgruppen sorgen die unterschiedlichen Nutzungsdauern jedoch dafür, dass die jeweiligen Vorlaufzeiten für alle Komponenten des Gesamtgemischs zu gering sind, um sinnvolle und praktikable Lösungen zu entwickeln. Der SLF-Indikator ist im Hinblick auf die Beurteilung der Recyclingsituation, die von der zeitlichen Nutzungsphase mitbestimmt wird, aussagekräftig und somit richtig gewählt.
2) SLF-Indikator und Produktzyklen
Die Bestimmung des SLF-Potenzials ist für Geräte sinnvoll, die nach der Nutzungsphase recycelt werden. Für ein einzelnes Gerät, das sich noch in der Nutzungsphase befindet, ist der Zeitpunkt, wann es zu dem Recyclingprozess kommt, nicht vorhersagbar. Für Geräte, die nutzungs- oder mängelbedingt nur eine kurze Lebensdauer aufweisen, stellt sich die Frage der SLF-Relevanz bereits zu einem früheren Zeitpunkt als bei qualitativ hochwertigen oder selten genutzten Maschinen. Produkte, die nach der Nutzungsphase in das Recycling gelangen, werden durch neue Produkte substituiert, wenn keine Nachfrageänderung eintritt. So entstehen Produktzyklen, die der Dauer der Nutzungsphase entsprechen. Die Lebenserwartung ist vornehmlich von der spezifischen Gerätequalität abhängig. Zusätzlich bestimmt die Nutzungsintensität die Zeitspanne der Funktionstüchtigkeit des Produkts. Während die Produktqualität und eine produktspezifische recycling-gerechte Konstruktion zum Produktionszeitpunkt berücksichtigt werden können, ist die Nutzungsintensität des Gerätes von vornherein nicht bekannt. Die Unterschiede hinsichtlich Qualität und Nutzungsintensität innerhalb einer Gerätekategorie verstärken den Aspekt von heterogenen Recyclinginputgemischen mit der Zusammenführung unterschiedlich alter Produkte. Über die Beachtung der Produktzyklen und der entsprechend wiederkehrenden Recyclingprozesse kann das SLF-Potenzial für spezielle Gerätekategorien beschrieben werden. Produkte mit
Windsichtung, Versuche und Ergebnisse
112
hohem SLF-Potenzial und hoher Lebensdauer weisen ein insgesamt niedrigeres Leichtgut-Potenzial auf als vergleichbare Produkte mit sehr kurzen Produktzyklen.
3) SLF-Indikator und Wertschöpfungsrelevanz
Die Kenngrößen der Wertschöpfung sind in Kapitel 2 beschrieben. Der entscheidende Anteil der Recyclingkosten für die Wertschöpfung sind bei der Shreddertechnik die Kosten für die Behandlung der Shredderleichtfraktion. Die Bestimmung des SLF-Indikators hilft, diese Kosten abzuschätzen. Neben der Ermittlung des SLF-Potenzials von Recyclinggemischen oder Geräte-kategorien kann auch das Potenzial eines einzelnen Produktes bestimmt werden. Aus den Ergebnissen können Überlegungen abgeleitet werden, beispielsweise nur Monochargen aufzubereiten oder zukünftig Neukonstruktionen vorzunehmen, die das Potenzial reduzieren. Die Bestimmung des SLF-Anteils mittels des Indikators könnte auch im Zuge der Umsetzung der neuen Elektro(nik)schrottrichtlinie sinnvoll sein. Der neu einzurichtenden Clearingstelle kann mit dem SLF-Indikator neben der Geräteanzahl und dem Gerätegewicht ein weiterer Parameter zur Festlegung der Gebühren an die Hand gegeben werden. Diese Gebühren müssen von den Herstellen entsprechend der in Verkehr gebrachten Produkte entrichtet werden, analog den Lizenzgebühren des Grünen Punktes für Verkaufsverpackungen.
4) SLF-Indikator und Analysemöglichkeiten
Im Recyclingbereich erzeugt die Shreddertechnik von beispielsweise Altautos und Weißer Ware neben verkaufsfähigen Produkten auch eine Masse an Shredder-leichtgut. Die Untersuchung dieser Fraktion hat gezeigt, dass sie eine erhebliche Kostenrelevanz besitzt. Daher werden weitere Informationen zu dem SLF-Potenzial der Recyclingrohware benötigt. Am Beispiel Waschmaschine wurde gezeigt, dass dieses Potenzial geräte- und nutzungs- beziehungsweise altersabhängig ist. Mit Hilfe des SLF-Indikators lassen sich bei entsprechendem Analysenumfang und für spezielle Anwendungssektoren produktgruppen- oder branchenspezifische Trends erkennen. Die Vereinigung mehrerer Geräte unterschiedlicher Baujahre und verschiedener Hersteller ermöglicht im dargestellten Fall beispielsweise die Trenderkennung für die Zunahme von Leichtbaustoffen. Wegen der Berücksichtigung des Faktors Zeit dient ein solcher Indikator der Trendanalyse. Bei einzelnen Waschmaschinentypen wird mittlerweile der gesamte Laugenbottich aus Kunststoff hergestellt. In Metallausführung ist dieser Trommelmantel mit ca. 8-12 kg deutlich schwerer als in Kunststoffausführung. Wegen des Kunststoffeinsatzes ist mit einer erheblichen Zunahme des SLF-Potenzials von Waschmaschinen zu rechnen, der nach Ablauf der Nutzungsphase, also für Neugeräte in 8-20 Jahren, bei
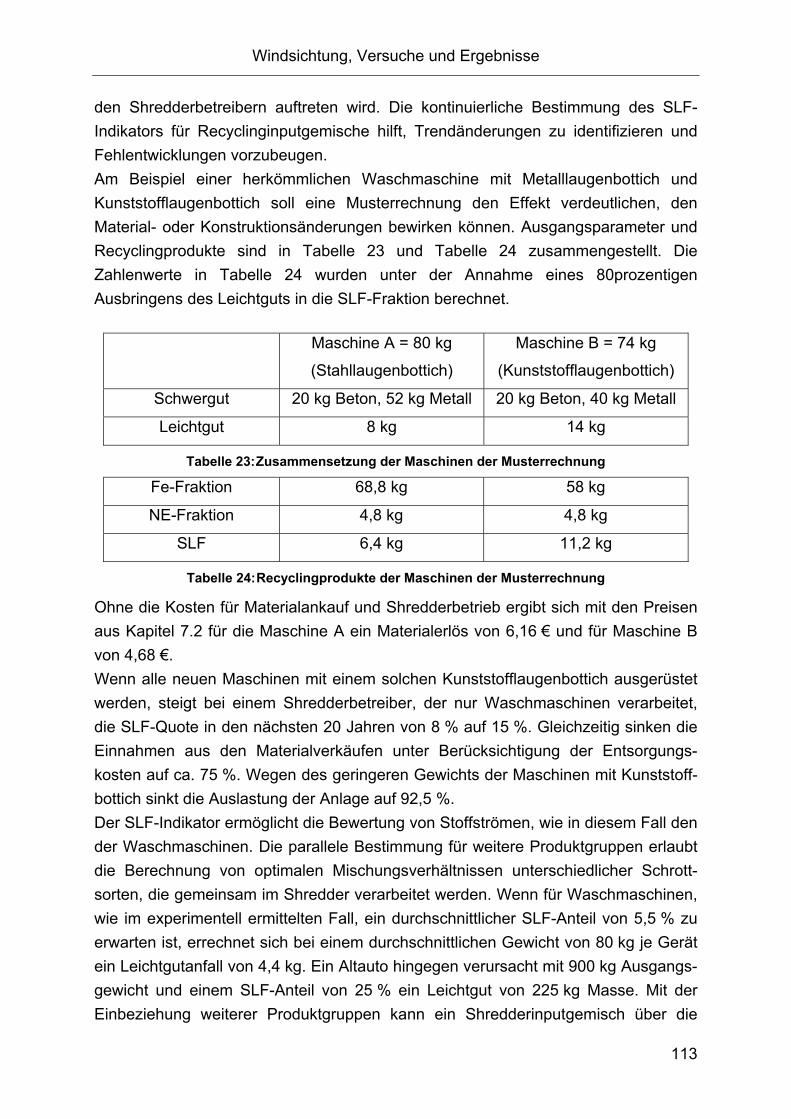
Windsichtung, Versuche und Ergebnisse
113
den Shredderbetreibern auftreten wird. Die kontinuierliche Bestimmung des SLF-Indikators für Recyclinginputgemische hilft, Trendänderungen zu identifizieren und Fehlentwicklungen vorzubeugen. Am Beispiel einer herkömmlichen Waschmaschine mit Metalllaugenbottich und Kunststofflaugenbottich soll eine Musterrechnung den Effekt verdeutlichen, den Material- oder Konstruktionsänderungen bewirken können. Ausgangsparameter und Recyclingprodukte sind in Tabelle 23 und Tabelle 24 zusammengestellt. Die Zahlenwerte in Tabelle 24 wurden unter der Annahme eines 80prozentigen Ausbringens des Leichtguts in die SLF-Fraktion berechnet.
Maschine A = 80 kg
(Stahllaugenbottich)
Maschine B = 74 kg
(Kunststofflaugenbottich)
Schwergut 20 kg Beton, 52 kg Metall 20 kg Beton, 40 kg Metall
Leichtgut 8 kg 14 kg
Tabelle 23: Zusammensetzung der Maschinen der Musterrechnung
Fe-Fraktion 68,8 kg 58 kg
NE-Fraktion 4,8 kg 4,8 kg
SLF 6,4 kg 11,2 kg
Tabelle 24: Recyclingprodukte der Maschinen der Musterrechnung
Ohne die Kosten für Materialankauf und Shredderbetrieb ergibt sich mit den Preisen aus Kapitel 7.2 für die Maschine A ein Materialerlös von 6,16 € und für Maschine B von 4,68 €. Wenn alle neuen Maschinen mit einem solchen Kunststofflaugenbottich ausgerüstet werden, steigt bei einem Shredderbetreiber, der nur Waschmaschinen verarbeitet, die SLF-Quote in den nächsten 20 Jahren von 8 % auf 15 %. Gleichzeitig sinken die Einnahmen aus den Materialverkäufen unter Berücksichtigung der Entsorgungs-kosten auf ca. 75 %. Wegen des geringeren Gewichts der Maschinen mit Kunststoff-bottich sinkt die Auslastung der Anlage auf 92,5 %. Der SLF-Indikator ermöglicht die Bewertung von Stoffströmen, wie in diesem Fall den der Waschmaschinen. Die parallele Bestimmung für weitere Produktgruppen erlaubt die Berechnung von optimalen Mischungsverhältnissen unterschiedlicher Schrott-sorten, die gemeinsam im Shredder verarbeitet werden. Wenn für Waschmaschinen, wie im experimentell ermittelten Fall, ein durchschnittlicher SLF-Anteil von 5,5 % zu erwarten ist, errechnet sich bei einem durchschnittlichen Gewicht von 80 kg je Gerät ein Leichtgutanfall von 4,4 kg. Ein Altauto hingegen verursacht mit 900 kg Ausgangs-gewicht und einem SLF-Anteil von 25 % ein Leichtgut von 225 kg Masse. Mit der Einbeziehung weiterer Produktgruppen kann ein Shredderinputgemisch über die
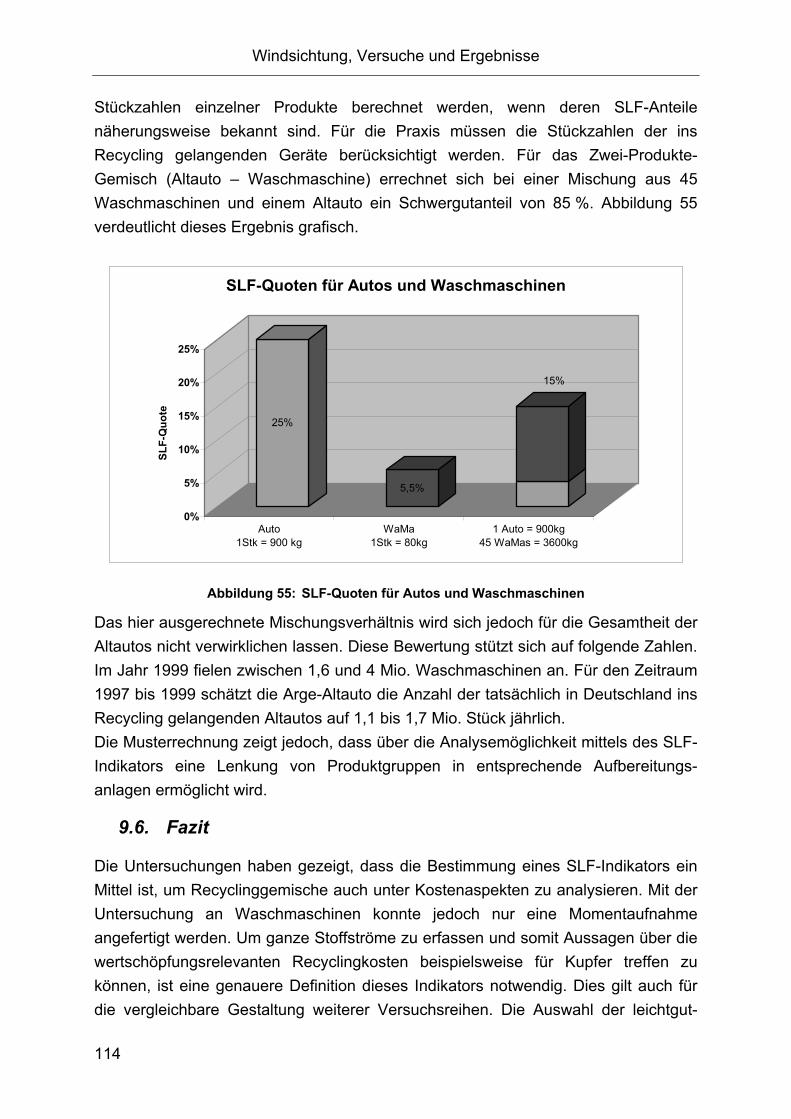
Windsichtung, Versuche und Ergebnisse
114
Stückzahlen einzelner Produkte berechnet werden, wenn deren SLF-Anteile näherungsweise bekannt sind. Für die Praxis müssen die Stückzahlen der ins Recycling gelangenden Geräte berücksichtigt werden. Für das Zwei-Produkte-Gemisch (Altauto – Waschmaschine) errechnet sich bei einer Mischung aus 45 Waschmaschinen und einem Altauto ein Schwergutanteil von 85 %. Abbildung 55 verdeutlicht dieses Ergebnis grafisch.
25%
5,5%
15%
0%
5%
10%
15%
20%
25%
SLF-
Quo
te
Auto1Stk = 900 kg
WaMa1Stk = 80kg
1 Auto = 900kg45 WaMas = 3600kg
SLF-Quoten für Autos und Waschmaschinen
Abbildung 55: SLF-Quoten für Autos und Waschmaschinen
Das hier ausgerechnete Mischungsverhältnis wird sich jedoch für die Gesamtheit der Altautos nicht verwirklichen lassen. Diese Bewertung stützt sich auf folgende Zahlen. Im Jahr 1999 fielen zwischen 1,6 und 4 Mio. Waschmaschinen an. Für den Zeitraum 1997 bis 1999 schätzt die Arge-Altauto die Anzahl der tatsächlich in Deutschland ins Recycling gelangenden Altautos auf 1,1 bis 1,7 Mio. Stück jährlich. Die Musterrechnung zeigt jedoch, dass über die Analysemöglichkeit mittels des SLF-Indikators eine Lenkung von Produktgruppen in entsprechende Aufbereitungs-anlagen ermöglicht wird.
9.6. Fazit
Die Untersuchungen haben gezeigt, dass die Bestimmung eines SLF-Indikators ein Mittel ist, um Recyclinggemische auch unter Kostenaspekten zu analysieren. Mit der Untersuchung an Waschmaschinen konnte jedoch nur eine Momentaufnahme angefertigt werden. Um ganze Stoffströme zu erfassen und somit Aussagen über die wertschöpfungsrelevanten Recyclingkosten beispielsweise für Kupfer treffen zu können, ist eine genauere Definition dieses Indikators notwendig. Dies gilt auch für die vergleichbare Gestaltung weiterer Versuchsreihen. Die Auswahl der leichtgut-
Windsichtung, Versuche und Ergebnisse
115
relevanten Shredderinputfraktion hat mit besonderer Sorgfalt zu erfolgen. Von einer Berechnung des SLF-Anteils aus der Materialzusammensetzung eines einzelnen Produktes und einer Hochrechnung dieses Wertes über Verkaufsstatistiken ist abzuraten, da qualitative Nutzungsaspekte so wieder nur ansatzweise erfasst werden können. Die Nutzungsintensität und die davon abhängige reale Lebensdauer des Stoffgemisches werden dabei nicht berücksichtigt. Für die Bestimmung des SLF-Indikators sollte der Probenumfang möglichst groß gewählt werden, um repräsentative Aussagen treffen zu können. Hersteller-spezifische Besonderheiten verfälschen dann die Ergebnisse nicht derart, dass irreale Trends abgelesen oder reale nicht erkannt werden.
Zusammenfassung
116
10. Zusammenfassung
Recycling wird vielfach als ökologische Handlungsweise im Sinne eines nachhaltigen ressourcenschonenden Umgangs mit Rohstoffen verstanden und durchgeführt. Dabei darf von den Akteuren die ökonomische Bedeutung der Stoffströme nicht außer Acht gelassen werden, mit denen das Recycling, also die Aufbereitung und Bereitstellung von Sekundärrohstoffen, einhergeht. Produkthersteller beziehen Kosten für das spätere Recycling in ihre Kalkulationen und in die Berechnung der Wertschöpfung mit ein. Die Kosten für Aufbereitung oder Entsorgung von Produkten lassen sich jedoch zum Produktionszeitpunkt noch nicht exakt quantifizieren. Wenn auch die typischen Behandlungskosten für den technischen Recyclingprozess in ihrer Größenordnung vorhersehbar sind, gibt es weitere kostenrelevante Stellgrößen. Hierzu zählen die Erlöse aus den angereicherten Materialfraktionen des Stoff-recyclings. So werden Preise für Metallkonzentrate über den Metallgehalt ermittelt und orientieren sich dabei an den Börsennotierungen der Metalle. Diese veränderlichen Kurse können für positive oder negative Wertschöpfung aus den Recyclingprodukten sorgen. Von wesentlich größerem Einfluss auf die Ökonomie des Recyclingprozesses ist die Zusammensetzung des Recyclinginputgemisches am Lebensende der Produkte. Diese Zusammensetzung ist von der Dauer der Nutzungsphase der Produkte abhängig. Der Aspekt der Quantifizierung von Recyclingkosten mittels einer Analyse der Recyclingrohstoffkombination wird bedeutender, je länger die Zeitspanne zwischen Produktion und Aufbereitung der Produkte ist. Vor dem Hintergrund dieser Problematik wurde im Rahmen dieser Arbeit besondere Beachtung auf den Einfluss der Nutzungsphase für das spätere Recycling gelegt. Auf abstrakter Ebene wurde diese Phase zunächst anhand der Dispersion eines Stoffes analysiert. Hierbei wurde deutlich, dass gerade Metalle sehr stark entlang der drei Dispersionskomponenten Stoff, Raum und Zeit verteilt sind. Um die Dispersions-eigenschaften auf das Recycling in Form der Bestimmung der Zusammensetzung des Inputgemisches übertragen zu können, erfolgte eine materialorientierte Analyse. Als Beispielmetall wurde Kupfer ausgewählt, dessen Dispersion sich in verschiedenen Nutzungsbereichen widerspiegelt. Aus diesen Sektoren wird das Material für das Recycling zur Verfügung gestellt, sobald Produkte und somit Sekundärrohstoffe aus der Nutzung ausscheiden. Die Gesamtmasse des Materials, das in einen Nutzungsbereich eingebunden ist, kann aus Sichtweise des Stoffstroms als Depot bezeichnet werden.
Zusammenfassung
117
Je langlebiger Produkte sind, desto größer werden die Unwägbarkeiten im Bereich der Recyclingkosten, und damit nimmt der Einfluss des Recyclings auf den Wertschöpfungsprozess zu. Der Bereich der Altautoaufbereitung stellt ein interessantes Beispiel für eine kostenintensive Aufbereitung von Schrotten dar. Derzeit technisch nicht anders zu realisieren, entsteht neben dem Eisen- und dem Nichteisenprodukt unter Nutzung der Windsichtung ein Shredderleichtgut, dessen Behandlung besondere Probleme aufwirft. Eine Nichtbehandlung dieser Fraktion, also eine Deponierung, ist mit hohen Kosten verbunden. Die Deponierung wird zudem in Kürze vom Gesetzgeber durch die Verschärfung der Ablagerungskriterien bzw. die Festlegung von Verwertungs-quoten unterbunden. Die Altautoaufbereitung stellt jedoch keinen in sich abgeschlossenen Recycling-prozess dar. Vielmehr kommt es zu einer Durchmischung mit Stoffen aus anderen Nutzungsbereichen, da der Aufbereitung neben den Altkarossen noch weitere Schrotte zugeführt werden. Hierzu zählen Mischschrotte sowie andere Haushalts-großgeräte wie Kühlschränke, Herde, Wasch- und Spülmaschinen, die so genannte Weiße Ware. Diese Schrottvermischung erschwert die Vorhersage der Recycling-kosten beispielsweise für eine Waschmaschine, da für die Weiße Ware auch technische und legislative Vorgaben des Altautorecyclings zu berücksichtigen sind. Wiederum stellt die Dauer der Nutzungsphase ein Potenzial dar, das die Recyclingkosten entscheidend beeinflusst. In dieser Arbeit wurde nunmehr der zeitabhängige Faktor „SLF-Indikator“ eingeführt, der Einfluss auf die Kostensituation besitzt. Die Untersuchung der Dispersion hat altersbedingte Unterschiede zwischen mehreren Geräten gezeigt, die sich durch unterschiedliche Shredderleichtgutpotenziale ausdrücken lassen. Altautoaufbereitung und Recycling von Waschmaschinen stellen derzeit massenrelevante Recycling-prozesse dar, für die die Shredderleichtgutproblematik eine interessante Kosten-relevanz besitzt. An Waschmaschinen unterschiedlichen Alters wurde dazu der Anteil an Shredderleichtgut experimentell bestimmt und analysiert. Die Nutzungsdauer wird durch unterschiedlich alte Geräte abgebildet, der Leichtgutanteil ermittelt und durch ein Potenzial für jede Waschmaschine ausgedrückt. Die Ergebnisse zeigen, dass eine deutliche Differenz zwischen einem theoretischen Shredderleichtgutanfall und der experimentellen Ermittlung dieser Masse besteht. Die Ermittlung der Shredder-leichtgutrelevanz von Waschmaschinen kann daher nicht auf Basis der stofflichen Zusammensetzung zum Produktionszeitpunkt erfolgen. Vielmehr muss der technische Aufbereitungsprozess bestehend aus Shredder und Windsichtung nachgestellt und für jede einzelne Waschmaschine durchlaufen werden. Die
Zusammenfassung
118
notwendige Prozesssimulation erfolgte unter sehr realistischen Technikums-bedingungen. Das Ergebnis dieser Arbeit besteht neben der Entwicklung des SLF-Indikators in der Verknüpfung des SLF-Potenzials mit der Größe Zeit. Der Indikator ermöglicht es, die Leichtgutrelevanz einer einzelnen Maschine zeitabhängig zu quantifizieren. Über Trendanalysen, die sich aus der Betrachtung mehrerer Maschinen ergeben, können die Recyclingkosten auf die Wertschöpfungsermittlung projiziert werden. Ein weiteres Ergebnis ist die konkrete Anwendbarkeit dieses Indikators in der aktuellen Recyclingsituation. Mittels der SLF-Relevanz können optimale Zusammen-setzungen für Recyclinginputgemische berechnet werden, so dass legislative Vorgaben eingehalten beziehungsweise Kosten eingespart werden können. Der SLF-Indikator kann somit als Steuerungsinstrument für Stoffströme genutzt werden.
Literaturverzeichnis
119
Literaturverzeichnis
[1] Aachener Nachrichten (ap); „Käufer werden Hunderte von Millionen in den Müll“; S.1 vom 18.08.2003
[2] Affüpper, M., Holberg, T.; „Wiederverwendung von Elektronikbauteilen“; EntsorgungsPraxis 5/1999; S. 16-18
[3] Affüpper, M.; Krawczik, A.; „Elektroaltgeräte-Recycling“; in Umweltpraxis; 6/2002; S. 18-20;
[4] Alwast, H.; Dirks, H.; Seum, S.; Prognos; “Eine Frage der Wertigkeit”; in Entsorga Magazin; 6’97; S. 22-29; 1997
[5] Arcadis Trischler und Partner; ifeu: „Ökologischen Bilanzierung von Altöl-Verwertungswegen – Ökologischer Vergleich von vier wichtigen Altölverwertungsverfahren"; in "Texte" des Umweltbundesamtes Nr. 20/2000; September 2000
[6] Association of plastics manufactures in Europe (APME); Summary Report; „An examination of waste treatment scenarios for plastics from end-of-life electrical and electronic equipment using an eco-efficiency model”; Identiplast-Conference; Brüssel 2003
[7] Bauer, C., Rombach, G., Teschers, R., Wolf, S., Zapp, P.; „Einbindung von Nutzungsaspekten in die Stoffstromanalyse metallischer Rohstoffe“; METALL, 54. Jahrgang, Heft 5/2000, S. 282-286
[8] Baumgarten, H.; Sonderforschungsbereich 281, Teilprojekt B2; „Ergebnisse 1995 bis 1997“; http://www.tu-berlin.de/sfbs/demontage/281/b/pb_b2.html; Stand 27.11.2002
[9] Bayer AG, Leverkusen / ATI 949 vom 13.02.1995, KU 48.853 (KU-M Recycling, R 3213 TR1); 1995
[10] Bayrisches Staatsministerium für Wirtschaft, Verkehr und Technologie; http://www.stmwvt.bayern.de/energie/energiespartipps/frames/05elek.html; Internetinformation vom 08.04.2003
[11] Bechmann, A.; „Abfallwirtschaftliche und –technische Untersuchungen zur Verwertung kunststoffhaltiger Abfälle am Beispiel von Shredderleichtmüll“; ISBN 3-8265-0041-5; 1994
[12] Beier, G.; Schäfer, I.; „Analyse des Zustandes von Waschmaschinen nach Ablauf der Nutzung bzgl. Recycling und Konditionierung“; in Bericht Nr. 3 aus der TWI Produktwerkstatt „Faktor X“; Prof. H. Hübner; Universität Kassel; Oktober 1995
[13] Bieger, Dr. E., Wienecke, Dr. P.; „Die Altautoverwertung – Stand und weitere Entwicklungen“; Metall; 45. Jahrgang; Heft 3; März 1991
[14] Bullinger, H-J.; Warschat, J.; Bopp, R.; „Tools zur Abschätzung des End-of-Life Value bei technischen Produkten“; in Proceedings of the Conference: Informationsverarbeitung in der Konstruktion - Effiziente Anwendung und Weiterentwicklung von CAD/CAM-Technologien, VDI-Berichte 1289, VDI-Conference, Munich, Germany, Oktober 22-23, 1996
Literaturverzeichnis
120
[15] Bundesanstalt für Geowissenschaften und Rohstoffe; Hannover; Metallstatistik/Metal Statistics 1987 - 1997. Ware 1998; Statistisches Jahrbuch der Stahlindustrie 1998. Düsseldorf 1998; Berechnungen des DIW; http://www.diw.de/deutsch/publikationen/wochenberichte/docs/99-21-1.html; Stand 15.05.03
[16] Burmester, I.; „Lasergestützte Kunststofferkennung im Recyclingprozeß“; Berichte aus dem Institut für Werkstoffkunde, Universität Hannover; VDI-Verlag; ISBN 3-18-351705-1; 1998
[17] Clüsserath, C.; Sander, M.; Schwaninger, S.; Sommer, M.; Schledjewski, R.; „Konzepte zur Reduzierung und Verwertung“; Recycling Magazin; 19/2001; S. 8/11; 2001
[18] CRU: Copper smelter and refinery costs, 2000 Edition. London 2001
[19] Dannheim, F., Birkhäuser, H.; „Die Bedeutung der Nutzungsphase für die Entwicklung umweltgerechter Produkte“, Konstruktion, Jg. 50, H. 3, S. 27/37, 1998
[20] Deutsches Institut für Normung; DIN 31051; „Grundlagen der Instandhaltung“; Deutsches Institut für Normung e.V.; Entwurfsfassung Oktober 2001
[21] Deutsches Institut für Normung; DIN EN 13920-1 bis 13920-16; „Aluminium und Aluminiumlegierungen – Schrott“; Entwurfsfassung; Beuth-Verlag, Berlin; Oktober 2000
[22] Deutsches Institut für Normung; DIN EN 60456; „Waschmaschinen für den Hausgebrauch – Verfahren zur Messung der Gebrauchseigenschaften“; Beuth-Verlag, Berlin; September 2002
[23] Deutsches Institut für Normung; DIN EN ISO 14040; „Umweltmanagement - Ökobilanz - Prinzipien und allgemeine Anforderungen“; 1997
[24] Deutsches Institut für Normung; DIN EN ISO 14041; „Umweltmanagement - Ökobilanz - Festlegung des Ziels und des Untersuchungsrahmens sowie Sachbilanz“; 1997
[25] DIRECTIVE 2002/95/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 27 January 2003 on the restriction of the use of certain hazardous substances in electrical and electronic equipment
[26] DIRECTIVE 2002/96/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 27 January 2003 on waste electrical and electronic equipment (WEEE)
[27] Domininghaus, H.; „Die Kunststoffe und ihre Eigenschaften“; VDI-Verlag GmbH; 2., neubearb. u. erw. Aufl.; Düsseldorf; 1986
[28] Eck, B.; „Technische Strömungslehre“; Springer Verlag; ISBN 3-540-08635-8; 1978
[29] ECO SWISS; “Eckpunkte beim Entstehen, bei Versuchen zur Interpretation und bei der Weiterentwicklung der Begriffe „Nachhaltige Entwicklung“ und „Nachhaltigkeit“; Zusammenstellung mit Fokussierung aus Umweltschutzaspekte und unter Einbezug verwandter Elemente; Zürich; Oktober 2001
[30] Engel, O.; „Untersuchungen zur Tragfähigkeit der Luft bei der Windsichtung“; Dissertation an der RWTH Aachen, Fakultät Bergbau und Hüttenwesen; 1957
[31] Eversheim, W.; Hartmann, M.; Linnhoff, M.; „Zukunftsperspektive Demontage“; VDI-Z 134, Nr. 6, 1992, S. 83-86
[32] Florenz, K-H.; anlässlich der Podiumsdiskussion des 1. Europäischen Elektro(nik)schrottrecycling-Tag; BVSE; Düsseldorf; 05./06.Juni.2002
Literaturverzeichnis
121
[33] Fraunholcz, N.; Mechanische Voranreicherung soll stofflicher Verwertung erleichtern“; Recycling Magazin; S. 20-21; Oktober 2002
[34] Frey, O.; „Verwertung von Elektro(nik)altgeräten – Rahmenbedingungen und Bedeutung für die Elektro(nik)industrie“; in Tagungsband „Perspektiven für die Verwertung von Kunststoffen aus Elektronik-Altgeräten“; Reihe Abfall Heft 67; Ministerium für Umwelt und Verkehr Baden-Württemberg; Symposium am 5.06.2002
[35] Gesetz über die Entsorgung von Altfahrzeugen; BGBl I 2002, 2199 vom 21.Juni 2002
[36] Gewiese, A.; “Kreislaufwirtschaft im Bauwesen”; Ernst & Sohn Verlag; ISBN 343301325X; 1998
[37] Harant, Dr. M.; "Umweltrelevante Inhaltsstoffe in Elektro- und Elektronikgeräten"; Bayerisches Landesamt für Umweltschutz; ISBN 3-936385-05-X; April 2002
[38] Harant, Dr. M.; „Verwertung von Elektro- und Elektronikaltgeräten“; Bayerisches Landesamt für Umweltschutz; Augsburg; Mai 2001
[39] Harting, A.; Phoenix Zementwerke Beckum; E-mail-Korrespondenz; 14.03.2003
[40] Hentrich, T.; Lehmann, F.; List, S.; „Untersuchungen von Waschmaschinen unterschiedlicher Baujahre hinsichtlich ihrer Recyclingfähigkeit“; in Bericht Nr. 2 aus der TWI Produktwerkstatt „Faktor X“; Prof. H. Hübner; Universität Kassel; Oktober 1995
[41] Höffl, K.; „Zerkleinerungs- und Klassiermaschinen“; Springer Verlag; ISBN 3-540-16232-1; Berlin 1986
[42] Holberg, T.; Affüpper, M.; „Elektronikschrottrecycling: Stand der Entwicklungen“; in Abfallwirtschaftsjournal 5/96
[43] http://www.pe.mw.tu-muenchen.de/recyclingleitfaden/download/ Gestaltungsrichtlinien/Gestaltungsrichtlinien.doc; Internetinformation vom 14.04.03
[44] http://www.sign-lang.uni-hamburg.de/HLEX/Konzepte/L7/L768.htm; Internetinformation vom 25.11.2002
[45] http://www.tecu.com/media/umwelt/Zertifikatstext_D.pdf; Internetinformation vom 27.02.03
[46] http://www.tu-berlin.de/fb6/utex/studium/upm/UmweltWohnen/Umweltfreundlich _Wohnen.htm; Internetinformation vom 16.09.2002
[47] http://www.tu-berlin.de/zek/kubus/Reuse/reuse.html; Internetinformation vom 12. August.2003
[48] Huber, A., Marx-Gómez, J-; „Ansatz zur Ermittlung der Wiedereinsetzbarkeiten von Demontageerzeugnissen im Rahmen reaktiver Demontageplanung“; http://enviroinfo.isep.at/UI%20200/HuberA%20MarxG%F3mezJ.ath.pdf; Internetinformation vom 28.11.2002
[49] Huber, J.; „Umwelt (als soziologischer Begriff in Schäfers/Zapf: Handwörterbuch zur Gesellschaft Deutschlands. Opladen 1998. S.666ff.); http://wwwhomes.uni-bielefeld.de/wdrexler/htmldata/uebergreifend/oekl/Stadt/SozUmwelt/UmweltHuber.html; Internetinformation vom 16.09.2002
[50] Institut für Aufbereitung und Recycling fester Abfallstoffe; RWTH Aachen; teils unveröffentlichte Forschungsergebnisse des Sonderforschungsbereichs 525 von 1997-2003
Literaturverzeichnis
122
[51] Institut für Umwelttechnologie und Umweltanalytik e.V.; „Workshop – Entsorgung von Shredderleichtmüll“; Vorträge-Preprints; Duisburg; 7.September.1990
[52] Janser, S., Markhöfer, J., Seeliger, A.; „The Recycling of Copper in the Electronic and Construction Sectors with special Consideration given to the Energy Use and Emissions in the Transport Sector” in conference proceedings TMS Fall 2002 Extraction and Processing Division Meeting on Recycling and Waste Treatment in Mineral and Metal Processing: Technical and Economic Aspects, 16.-20.06.2002, Lulea
[53] Keller, Ch.; Schebdat, K.; „Gesamtheitliche Entsorgung der Shredder-Leichtfraktion aus Altautos (SLF/RESH) durch etappiertes und zielgerichtetes Vorgehen“; INCHEMA Consulting AG; I.C.E. AG; Endfassung; Langversion deutsch; 07.02.2000
[54] Kleene, M.; „Ökobilanz – Getränkekartons auf dem Prüfstand“; Fachverband Kartonverpackungen für flüssige Nahrungsmittel e.V. (FKN); November 2002
[55] Kommission der Europäischen Gemeinschaften; „Grünbuch zur Umweltproblematik von PVC“; KOM(2000) 469 endgültig; 26.Juli.2000; Brüssel
[56] Kopp, A.; “Überlegungen zu den Entsorgungskosten von Altautos”; Müll und Abfall 1/ 01, S. 9-16
[57] Kreislaufwirtschafts- und Abfallgesetz vom 27.September 1994; Beck-Texte im dtv; ISBN 3423055693; 7.Auflage; 2002
[58] Krone, K.; „Aluminiumrecycling“; Vereinigung Deutscher Schmelzhütten e.V.; ISBN 3-00-003839-6; Düsseldorf 2000
[59] Krüger, Bruch, K.H. et al.: Sachbilanz einer Ökobilanz der Kupfererzeugung und Verarbeitung. Metall 49 (1995) 4-6
[60] Kunst, H.; „Berücksichtigung des Faktors Zeit in der Ökobilanzierung“; in Umweltschutz im neuen Jahrhundert; ISBN 3-924511-95-0; 2000
[61] Landers, S.; Claus, F.; Käckell, H.; Beitz, W.; Peineke, L.; „Analyse von Rückständen aus Shredderanlagen“; Landers Verfahrenstechnik, Wesel; UBA-Forschungsbericht 80-103-01 320; September 1981
[62] LLA Instruments GmbH; Produktbeschreibung Portable NIR-Spectrometer KUSTA 4004 P; Internetauftritt vom 20.03.2003
[63] Lorber, K-E.; Wagner, H.; Wolfbauer, J.; Kotschan, M.; „ DepoTech 2002 – Altlastensanierung, Sanierung von Bergbaualtlasten, Thermische Verwertung von Abfällen, Managementsysteme, Ökobilanzierung und Prozessoptimierung“; Verlag Glückauf GmbH; Essen; 2002
[64] Lorenz-Meyer, V.; „Second Chance“; Müllmagazin 4/2002; S. 39-42
[65] Mark, F.; Brunner, M.; Ackermann, R.; Wirz, C.; „Charakterisierung und Entfrachtung von Reststoffen aus Autoshredderanlagen“; Müll und Abfall 12; 1998
[66] Meier-Kortwig, J., „Entwicklung einer Methodik zur Erstellung von Klassifikationssystemen für Sekundärrohstoffe am Beispiel von Aluminium“, Dissertation am Institut für Aufbereitung RWTH Aachen, Shaker-Verlag, ISBN 3-8265-8930-0; 2001
Literaturverzeichnis
123
[67] Melchiorre, M., Jakob, R., Haepp, H-J.; Daimler-Benz AG, Forschungszentrum Ulm; „Neuartiges Verfahren zur Aufbereitung von Elektronikschrott – ein Beitrag zur wirtschaftlichen Rohstoffrückgewinnung“; Galvanotechnik 87 (1996) Nr. 12, Seite 4136-4140
[68] Meyer, P.; Nagel, C.; Fraunhofer IML; „Ökologische Bewertung logistischer Prozesse in der Kreislaufwirtschaft“; in: Fraunhofer-Institut für Chem. Technologie ICT (Hrsg.): „Produzieren in der Kreislaufwirtschaft“ - 2. Int. Symposium: Düsseldorf, 01./02. Okt. 1997, Karlsruhe:DWS Werbeagentur, S. 48 - 1-14, 1997
[69] Meyers Neues Lexikon; ISBN 3-411-07501-5; 1993
[70] Miele & Cie. GmbH & Co.; „Nachhaltigkeitsbericht 2002“; Gütersloh; 2002
[71] Mitteilungen der Länderarbeitsgemeinschaft Abfall (LAGA) 20; Erich Schmidt Verlag, 5.9.1995; ISBN 3503039430
[72] Müller, R.; Gehring R.; “Gas- und Staubmessungen in strömenden Abgasen”; Phoenix International, 4/1, 1983/84
[73] Mündliche Information eines Rohstoffeinkäufers einer deutschen Sekundärkupferhütte; Telefonat am 12.November 2002
[74] Münster, H.P., „Taschenbuch des Metallhandels“, Aluminium-Verlag, ISBN 3-87852-002-6; 1997
[75] N.,N.; „Kunststoffe in Elektronik und Elektrotechnik“; Recycling Magazin; 18/2002; S. 15-18
[76] N.N.; "WEEE: Herstellerverbände legen gemeinsames Positionspapier vor"; EUWID; RE Nr. 3 v. 15.01.2002
[77] N.N.; "Wohin mit Handy & Co?"; Sekundär-Rohstoffe; 11/2001
[78] N.N.; „Datenbündelung“; Sekundärrohstoffe 07-08/2002; S. 262
[79] N.N.; „Miele rechnet mit Rücklaufmenge von 42,8 Mio. Elektro-Altgeräten“; EUWID; 04.02.2003
[80] N.N.; „Potenzial für E-Geräte nicht ausgeschöpft“; EUWID; 24.09.2002
[81] N.N.; „Shredderbetreiber gründen Arbeitsgemeinschaft car-net“; Recycling Magazin; 9/2002; S. 42
[82] N.N.; „Unterschiedliche Ansätze zur Altauto-Verwertung diskutiert“; EUWID; 18.03.2003
[83] N.N.; VDI 2243, Blatt 1; „Konstruieren recyclinggerechter technischer Produkte“; Oktober 1993
[84] N.N.; VDI-Blatt 2343; Blatt 1; "Recycling elektrischer und elektronischer Geräte, Grundlagen und Begriffe"; Mai 2001
[85] Pessel, K.; „Zwischen Rotor und Rost“; Umweltmagazin; Januar – Februar 2003
[86] Pretz, Th.; Skript zur Vorlesung Aufbereitung fester Abfallstoffe und Recyclingtechnologien; WS 02/03; I.A.R.; RWTH Aachen
[87] Reading, H.G.; Sedimentary Environments: Processes, Facies and Stratigraphy; ISBN 0-632-03627-3; 1996
Literaturverzeichnis
124
[88] Richtlinie 2000/53/EG des Europäischen Parlaments und des Rates vom 18.September 2000 über Altfahrzeuge
[89] Richtlinie 67/548/EWG des Rates zur Angleichung der Rechts- und Verwaltungsvorschriften für die Einstufung, Verpackung und Kennzeichnung gefährlicher Stoffe; 1967
[90] Richtlinie 91/157/EWG des Rates über gefährliche Stoffe enthaltene Batterien und Akkumulatoren, geändert durch die Richtlinie98/101/EG der Kommission zur Anpassung der Richtlinie 91/157/EWG an den technischen Fortschritt; 1991
[91] Richtlinie 94/62/EG des Europäischen Parlaments und des Rates über Verpackungen und Verpackungsabfälle; 1994
[92] Rotter, S.; „Skript zum Seminar Stoffrecycling SS2000“; Institut für Abfallwirtschaft und Altlasten TU Dresden; 2000
[93] Rudolph, K.-U.; Paßvoß, T.; Gotthelf, H.; Wilms, H.-F.; “Stand der Behandlung und Verwertung von Shredderrückständen aus Altautos; Müll und Abfall; Dezember 1997
[94] Sartorius, I.; „Verwertung von Kunststoffen aus Elektro-/ Elektronikanwendungen“; in Wasser, Luft und Boden; S. 54-56; 10/2001
[95] Satlow C., Alvaro Z., Pretz T. “Copper in different types of buildings as a secondary deposit” TMS Fall 2002 Extraction and Processing Division Meeting on Recycling and Waste Treatment in Mineral and Metal Processing: Technical and Economic Aspects, 16.-20.06.2002, Lulea
[96] Schäfer, T., Pretz, Th.: ”Access to copper from WEEE” TMS Fall 2002 Extraction and Processing Division Meeting on Recycling and Waste Treatment in Mineral and Metal Processing: Technical and Economic Aspects, 16.-20.06.2002, Lulea
[97] Schenk, M.; „Shredderleichtfraktion – Aufkommen und Entsorgung“; 3. Euroforum-Fachtagung; Köln; 9-10-November; 1999
[98] Schiemann, H.; „Inbetriebnahme und mathematische Modellierung eines Windsichters“; unveröffentlichte Studienarbeit am Institut und Lehrstuhl für Aufbereitung und Recycling fester Abfallstoffe; RWTH Aachen; Februar 2003
[99] Schlotter, U.; „Bedeutung der rohstofflichen Verwertung von Kunststoffen zur Umsetzung der europäischen Altauto-Richtlinie in Deutschland“; VKE; Vortrag anlässlich des 10. Kunststoff Kolloquiums; Krefeld; 2001
[100] Schubert, H.; „Aufbereitung fester mineralischer Rohstoffe“; Band I; 4. Auflage; VEB Deutscher Verlag für Grundstoffindustrie; Leipzig; 1989
[101] Schubert, H.; „Aufbereitung fester Stoffe“; Band II Sortierprozesse; 4. Auflage; VEB Deutscher Verlag für Grundstoffindustrie; Stuttgart; 1996
[102] Schweizerischer Wirtschaftsverband der Informations-, Kommunikations- und Organisationstechnik; SWICO; Swico Recycling Kommission; http://www.swico.ch/3d_recycling/doku/d_gebuehr.html; Datenstand 06.03.03
[103] Seidel; Robert Bosch GmbH, Zentrum Reparatur und Ersatzteilzentrale, Kalefeld-Willershausen; fernmündliche Mitteilung am 10.07.2001
[104] Sonderforschungsbereich 525; Arbeits- und Ergebnisbericht 2000/2001/2002; RWTH Aachen, FZ Jülich; 2002
Literaturverzeichnis
125
[105] Spanke, V.; „Aufbereitung der Shredderleichtfraktion aus der Altautoverwertung“; Entsorgungspraxis; Mai 1998
[106] Staber, W.; Schelch, M.; „Recycling und Demontage in der Elektro- und Elektronikindustrie; in Konferenzbericht der DepoTech 2002 in Leoben; Verlag Glückauf Essen; ISBN 3-7739-5979-6; 2002
[107] Stahel, W.; „Recycling – eine Chance für lokale Beschäftigungsinitiativen“; Technische Rundschau; Heft 45; 1985, Bern, Schweiz
[108] Statistisches Bundesamt Deutschland; Zahlenmaterial im Internet verfügbar; http://www.destatis.de; Informationen vom 15.04.2003
[109] Steinhilper, R.; „Recycling von High-Tech-Produkten – Praxis und Perspektiven; Ökonomische und ökologische Lösungen in der Autoverwertung“; in Jens Glaser, Edmund A. Spindler „Produktionsintegrierter Umweltschutz (PIUS); UVP-Förderverein; Hamm/ Westf.; ISBN 3-929797-13-5; Feb. 1995
[110] Stobbe, Dr. I.; "Heutige Verwertung - steinzeitlich"; Recycling Magazin; 15/2001
[111] Stoll, S.; Neller, K.; Schlag, D.; „Entsorgung von Elektro- und Elektronikgeräteschrott“; Landesanstalt für Umweltschutz Baden-Württemberg; Karlsruhe; April 1995
[112] Stücheli, Prof. Dr. A.; „Process technology for shredder residue treatment“; Identiplast-Conference, April 2003; Brussels, Belgium
[113] Umweltbundesamt, C.A.U., ifeu; Forschungsbericht 10101102 (UBA FB 94-095)/ 10101103 (UBA FB 95-034); „Methodik der produktbezogenen Ökobilanzen“; ISSN 0722-186X; 1995
[114] Umweltbundesamt; „Ökologische Bewertung von Altöl-Verwertungswegen“; Berlin; Juli 2000
[115] Umwelt-online: http://www.umwelt-online.de/regelwerk/abfall/ueber_ab.htm; Internetinformation vom 20.10.2003
[116] Verein Deutscher Ingenieure; VDI 2243, Beuth Verlag GmbH Berlin, Düsseldorf 2002; „Recyclingorientierte Produktentwicklung“
[117] Verein Deutscher Ingenieure; VDI Koordinierungsstelle Umwelttechnik; VDI-Handbuch Umwelttechnik; 2003
[118] Verein Deutscher Ingenieure; VDI-Blatt 2343 Blatt 3; "Recycling elektrischer und elektronischer Geräte, Demontage und Aufbereitung"; Januar 2001
[119] Verordnung über die Überlassung, Rücknahme und umweltverträgliche Entsorgung von Altfahrzeugen; BGBl I 1997, 1666 vom 4.Juli 1997
[120] Vollrath, K.; "Elektronikschrott: High Noon auf dem Friedhof der Tamagotchis"; WLB Wasser, Luft und Boden; S. 66-69; 6/2002
[121] Vollrath, K.; „Eigentor zu Lasten von Umwelt und Recyclingwirtschaft“; Recycling Magazin; 7/2002
[122] Wallau, F.; „Die aktuelle Situation der Shredderbetriebe in der Kreislaufwirtschaft“; Abfallwirtschaftsjournal; 9 (September); 1997
[123] Wegst, C.W.; „Stahlschlüssel“; Verlag Stahlschlüssel Wegst GmbH; ISBN 3-922599-11-7; Marbach; 17. Auflage, 1995
Literaturverzeichnis
126
[124] Welpotte, H.-D.; Miele + Cie. GmbH & Co; „Kollektive Entsorgung gebrauchter Elektrohaushaltsgeräte aus Sicht eines Herstellers“; auf Symposium „Verwertung von Kunststoffen aus technischen Anwendungen“; BKV und tecpol; Bonn; 24.01.2003
[125] Wende, A.; „Integration der recyclingorientierten Produktgestaltung in den methodischen Konstruktionsprozess“; VDI Verlag; Reihe 1 Nr. 239; Düsseldorf 1994
[126] Wildemann, H.; „Trend in der Distributions- und Entsorgungslogistik“; ISBN 3-929918-98-6; München 1996
[127] Wirtschaftskammer Österreichs/ Steiermark; in „mut – Märkte/ Unternehmen/ Trends“; Folge 31; 5.10.2001
[128] Wirtschaftsvereinigung Metalle; Düsseldorf; Internetauftritt 2003
[129] Wirtschaftsvereinigung Metalle; Düsseldorf; Metallstatistik 2000
[130] Wirtschaftsvereinigung Metalle; Düsseldorf; Metallstatistik 2001
[131] Yale-University New Haven; Staff Project; communication with M. Bertram; Aachen, November 2001
[132] Zerschmar-Lahl, B.; Lahl, U.; „Rohstoffliche Verwertung von getrennt erfassten Verpackungen oder Mitbenutzung der Restmülltonne?“; BZL Kommunikation und Projektsteuerung GmbH; Oyten; 19.Januar.2002
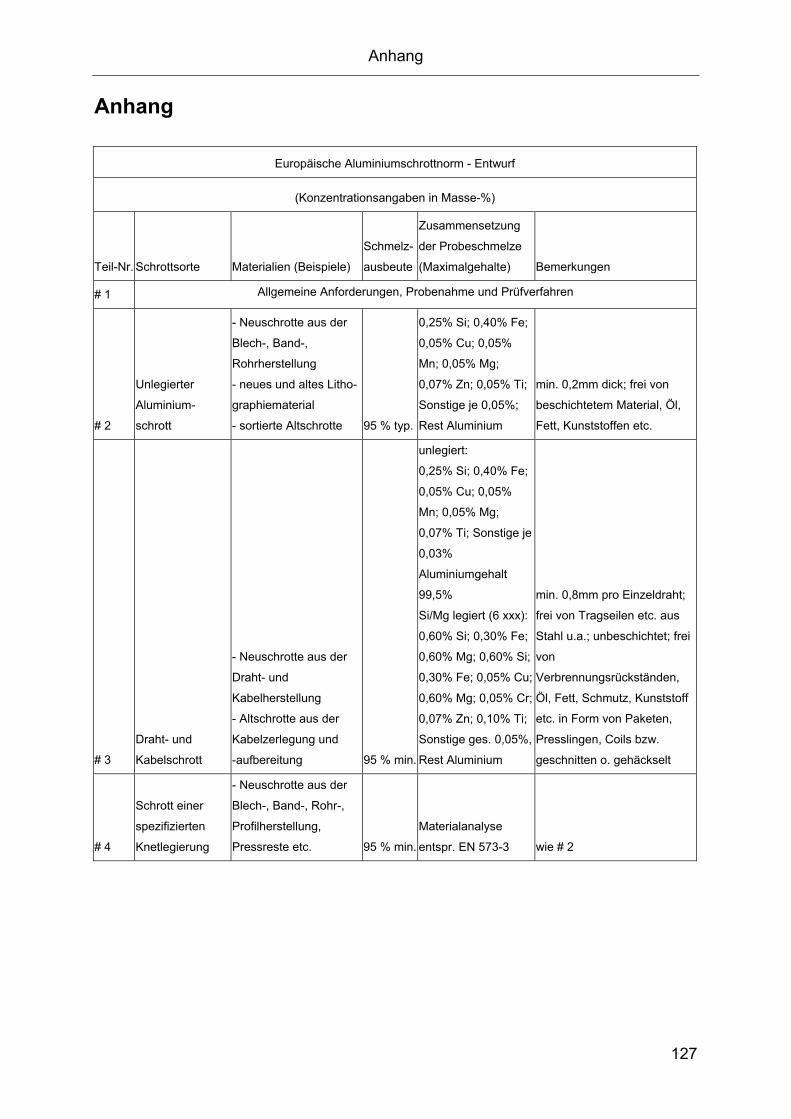
Anhang
127
Anhang
Europäische Aluminiumschrottnorm - Entwurf
(Konzentrationsangaben in Masse-%)
Teil-Nr. Schrottsorte Materialien (Beispiele)
Schmelz-
ausbeute
Zusammensetzung
der Probeschmelze
(Maximalgehalte) Bemerkungen
# 1 Allgemeine Anforderungen, Probenahme und Prüfverfahren
# 2
Unlegierter
Aluminium-
schrott
- Neuschrotte aus der
Blech-, Band-,
Rohrherstellung
- neues und altes Litho-
graphiematerial
- sortierte Altschrotte 95 % typ.
0,25% Si; 0,40% Fe;
0,05% Cu; 0,05%
Mn; 0,05% Mg;
0,07% Zn; 0,05% Ti;
Sonstige je 0,05%;
Rest Aluminium
min. 0,2mm dick; frei von
beschichtetem Material, Öl,
Fett, Kunststoffen etc.
# 3
Draht- und
Kabelschrott
- Neuschrotte aus der
Draht- und
Kabelherstellung
- Altschrotte aus der
Kabelzerlegung und
-aufbereitung 95 % min.
unlegiert:
0,25% Si; 0,40% Fe;
0,05% Cu; 0,05%
Mn; 0,05% Mg;
0,07% Ti; Sonstige je
0,03%
Aluminiumgehalt
99,5%
Si/Mg legiert (6 xxx):
0,60% Si; 0,30% Fe;
0,60% Mg; 0,60% Si;
0,30% Fe; 0,05% Cu;
0,60% Mg; 0,05% Cr;
0,07% Zn; 0,10% Ti;
Sonstige ges. 0,05%,
Rest Aluminium
min. 0,8mm pro Einzeldraht;
frei von Tragseilen etc. aus
Stahl u.a.; unbeschichtet; frei
von
Verbrennungsrückständen,
Öl, Fett, Schmutz, Kunststoff
etc. in Form von Paketen,
Presslingen, Coils bzw.
geschnitten o. gehäckselt
# 4
Schrott einer
spezifizierten
Knetlegierung
- Neuschrotte aus der
Blech-, Band-, Rohr-,
Profilherstellung,
Pressreste etc. 95 % min.
Materialanalyse
entspr. EN 573-3 wie # 2
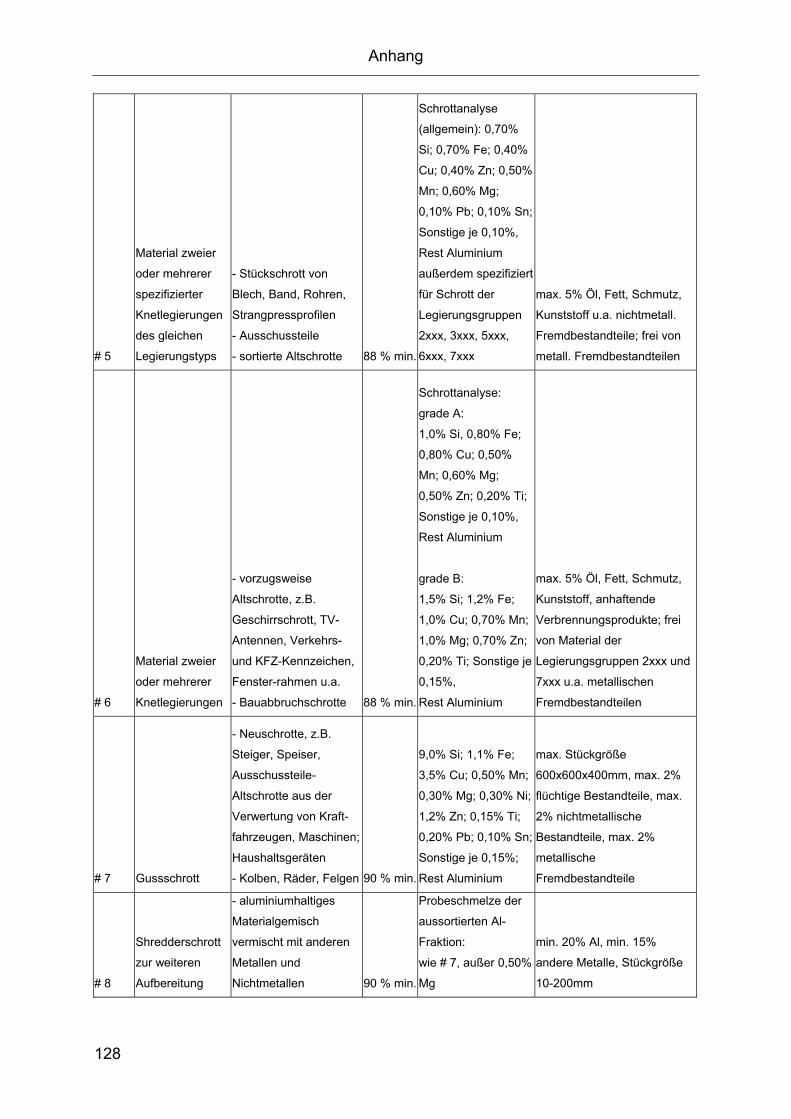
Anhang
128
# 5
Material zweier
oder mehrerer
spezifizierter
Knetlegierungen
des gleichen
Legierungstyps
- Stückschrott von
Blech, Band, Rohren,
Strangpressprofilen
- Ausschussteile
- sortierte Altschrotte 88 % min.
Schrottanalyse
(allgemein): 0,70%
Si; 0,70% Fe; 0,40%
Cu; 0,40% Zn; 0,50%
Mn; 0,60% Mg;
0,10% Pb; 0,10% Sn;
Sonstige je 0,10%,
Rest Aluminium
außerdem spezifiziert
für Schrott der
Legierungsgruppen
2xxx, 3xxx, 5xxx,
6xxx, 7xxx
max. 5% Öl, Fett, Schmutz,
Kunststoff u.a. nichtmetall.
Fremdbestandteile; frei von
metall. Fremdbestandteilen
# 6
Material zweier
oder mehrerer
Knetlegierungen
- vorzugsweise
Altschrotte, z.B.
Geschirrschrott, TV-
Antennen, Verkehrs-
und KFZ-Kennzeichen,
Fenster-rahmen u.a.
- Bauabbruchschrotte 88 % min.
Schrottanalyse:
grade A:
1,0% Si, 0,80% Fe;
0,80% Cu; 0,50%
Mn; 0,60% Mg;
0,50% Zn; 0,20% Ti;
Sonstige je 0,10%,
Rest Aluminium
grade B:
1,5% Si; 1,2% Fe;
1,0% Cu; 0,70% Mn;
1,0% Mg; 0,70% Zn;
0,20% Ti; Sonstige je
0,15%,
Rest Aluminium
max. 5% Öl, Fett, Schmutz,
Kunststoff, anhaftende
Verbrennungsprodukte; frei
von Material der
Legierungsgruppen 2xxx und
7xxx u.a. metallischen
Fremdbestandteilen
# 7 Gussschrott
- Neuschrotte, z.B.
Steiger, Speiser,
Ausschussteile-
Altschrotte aus der
Verwertung von Kraft-
fahrzeugen, Maschinen;
Haushaltsgeräten
- Kolben, Räder, Felgen 90 % min.
9,0% Si; 1,1% Fe;
3,5% Cu; 0,50% Mn;
0,30% Mg; 0,30% Ni;
1,2% Zn; 0,15% Ti;
0,20% Pb; 0,10% Sn;
Sonstige je 0,15%;
Rest Aluminium
max. Stückgröße
600x600x400mm, max. 2%
flüchtige Bestandteile, max.
2% nichtmetallische
Bestandteile, max. 2%
metallische
Fremdbestandteile
# 8
Shredderschrott
zur weiteren
Aufbereitung
- aluminiumhaltiges
Materialgemisch
vermischt mit anderen
Metallen und
Nichtmetallen 90 % min.
Probeschmelze der
aussortierten Al-
Fraktion:
wie # 7, außer 0,50%
Mg
min. 20% Al, min. 15%
andere Metalle, Stückgröße
10-200mm
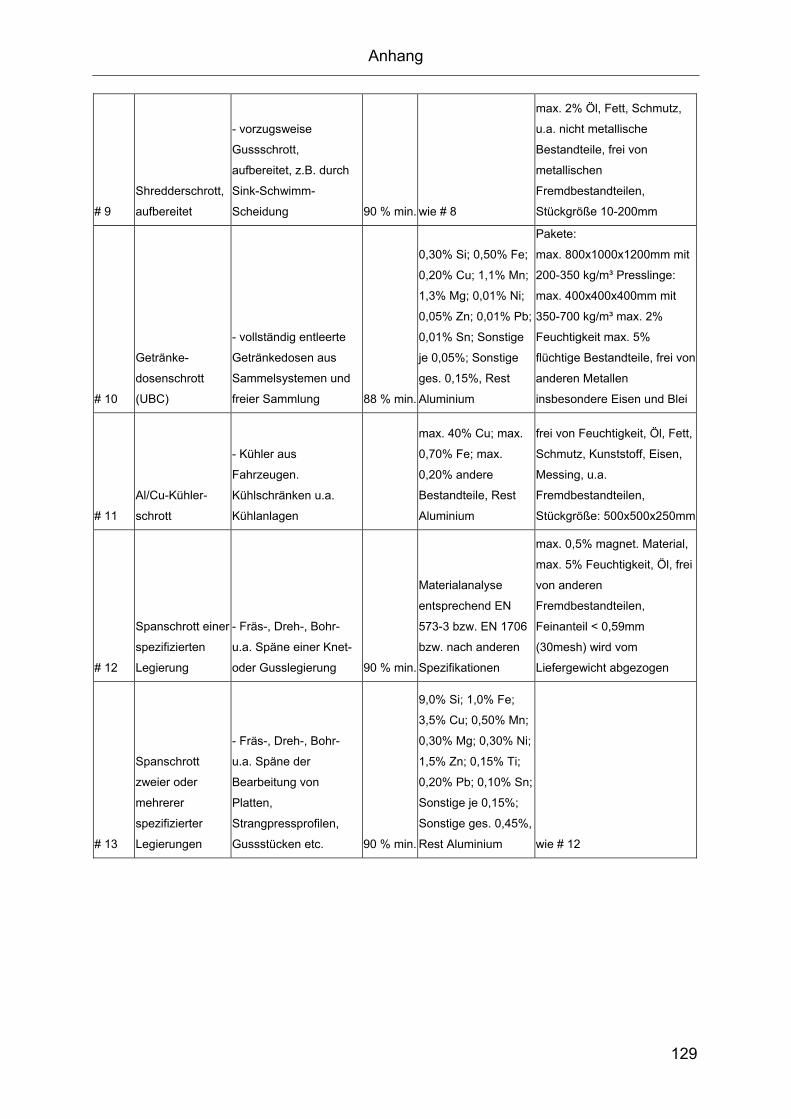
Anhang
129
# 9
Shredderschrott,
aufbereitet
- vorzugsweise
Gussschrott,
aufbereitet, z.B. durch
Sink-Schwimm-
Scheidung 90 % min. wie # 8
max. 2% Öl, Fett, Schmutz,
u.a. nicht metallische
Bestandteile, frei von
metallischen
Fremdbestandteilen,
Stückgröße 10-200mm
# 10
Getränke-
dosenschrott
(UBC)
- vollständig entleerte
Getränkedosen aus
Sammelsystemen und
freier Sammlung 88 % min.
0,30% Si; 0,50% Fe;
0,20% Cu; 1,1% Mn;
1,3% Mg; 0,01% Ni;
0,05% Zn; 0,01% Pb;
0,01% Sn; Sonstige
je 0,05%; Sonstige
ges. 0,15%, Rest
Aluminium
Pakete:
max. 800x1000x1200mm mit
200-350 kg/m³ Presslinge:
max. 400x400x400mm mit
350-700 kg/m³ max. 2%
Feuchtigkeit max. 5%
flüchtige Bestandteile, frei von
anderen Metallen
insbesondere Eisen und Blei
# 11
Al/Cu-Kühler-
schrott
- Kühler aus
Fahrzeugen.
Kühlschränken u.a.
Kühlanlagen
max. 40% Cu; max.
0,70% Fe; max.
0,20% andere
Bestandteile, Rest
Aluminium
frei von Feuchtigkeit, Öl, Fett,
Schmutz, Kunststoff, Eisen,
Messing, u.a.
Fremdbestandteilen,
Stückgröße: 500x500x250mm
# 12
Spanschrott einer
spezifizierten
Legierung
- Fräs-, Dreh-, Bohr-
u.a. Späne einer Knet-
oder Gusslegierung 90 % min.
Materialanalyse
entsprechend EN
573-3 bzw. EN 1706
bzw. nach anderen
Spezifikationen
max. 0,5% magnet. Material,
max. 5% Feuchtigkeit, Öl, frei
von anderen
Fremdbestandteilen,
Feinanteil < 0,59mm
(30mesh) wird vom
Liefergewicht abgezogen
# 13
Spanschrott
zweier oder
mehrerer
spezifizierter
Legierungen
- Fräs-, Dreh-, Bohr-
u.a. Späne der
Bearbeitung von
Platten,
Strangpressprofilen,
Gussstücken etc. 90 % min.
9,0% Si; 1,0% Fe;
3,5% Cu; 0,50% Mn;
0,30% Mg; 0,30% Ni;
1,5% Zn; 0,15% Ti;
0,20% Pb; 0,10% Sn;
Sonstige je 0,15%;
Sonstige ges. 0,45%,
Rest Aluminium wie # 12
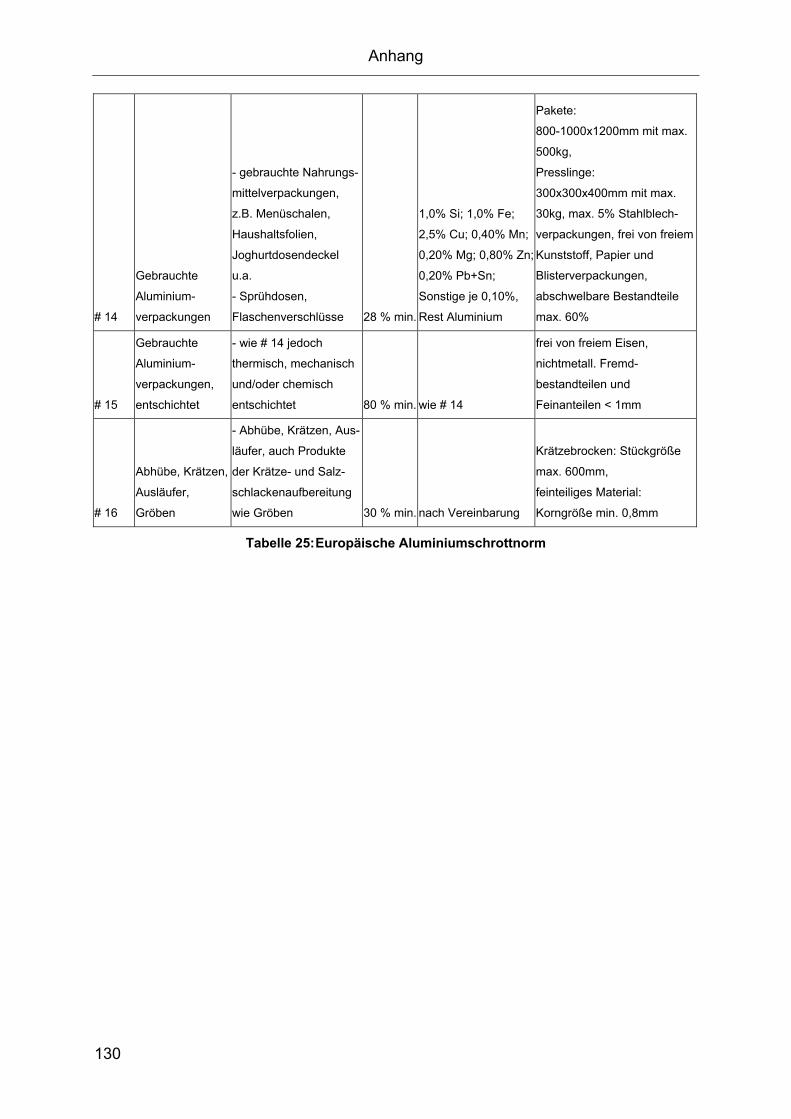
Anhang
130
# 14
Gebrauchte
Aluminium-
verpackungen
- gebrauchte Nahrungs-
mittelverpackungen,
z.B. Menüschalen,
Haushaltsfolien,
Joghurtdosendeckel
u.a.
- Sprühdosen,
Flaschenverschlüsse 28 % min.
1,0% Si; 1,0% Fe;
2,5% Cu; 0,40% Mn;
0,20% Mg; 0,80% Zn;
0,20% Pb+Sn;
Sonstige je 0,10%,
Rest Aluminium
Pakete:
800-1000x1200mm mit max.
500kg,
Presslinge:
300x300x400mm mit max.
30kg, max. 5% Stahlblech-
verpackungen, frei von freiem
Kunststoff, Papier und
Blisterverpackungen,
abschwelbare Bestandteile
max. 60%
# 15
Gebrauchte
Aluminium-
verpackungen,
entschichtet
- wie # 14 jedoch
thermisch, mechanisch
und/oder chemisch
entschichtet 80 % min. wie # 14
frei von freiem Eisen,
nichtmetall. Fremd-
bestandteilen und
Feinanteilen < 1mm
# 16
Abhübe, Krätzen,
Ausläufer,
Gröben
- Abhübe, Krätzen, Aus-
läufer, auch Produkte
der Krätze- und Salz-
schlackenaufbereitung
wie Gröben 30 % min. nach Vereinbarung
Krätzebrocken: Stückgröße
max. 600mm,
feinteiliges Material:
Korngröße min. 0,8mm
Tabelle 25: Europäische Aluminiumschrottnorm
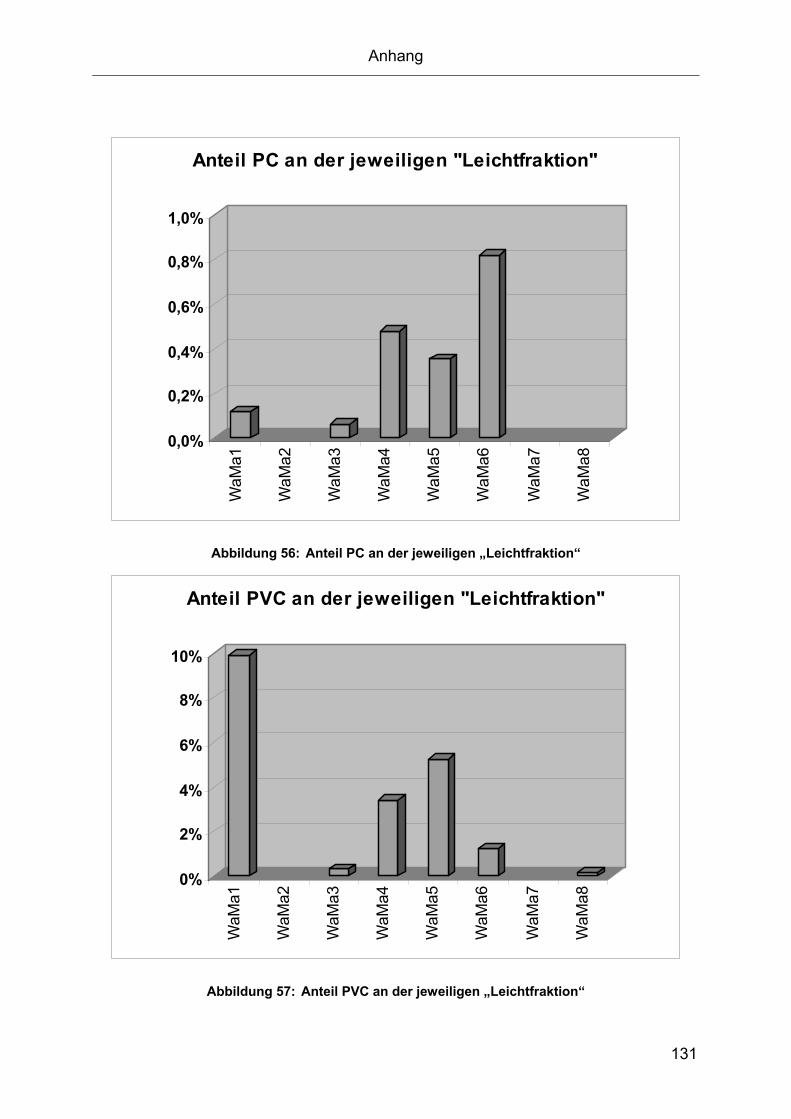
Anhang
131
0,0%
0,2%
0,4%
0,6%
0,8%
1,0%W
aMa1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Anteil PC an der jeweiligen "Leichtfraktion"
Abbildung 56: Anteil PC an der jeweiligen „Leichtfraktion“
0%
2%
4%
6%
8%
10%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8Anteil PVC an der jeweiligen "Leichtfraktion"
Abbildung 57: Anteil PVC an der jeweiligen „Leichtfraktion“
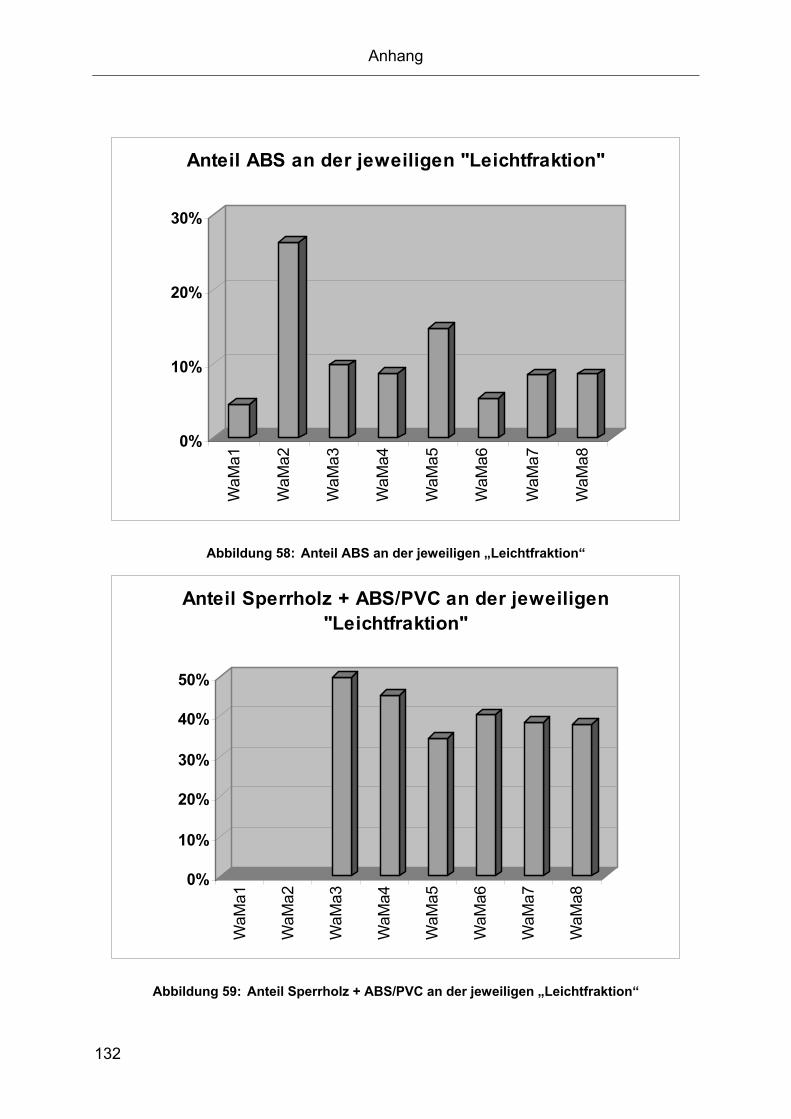
Anhang
132
0%
10%
20%
30%W
aMa1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Anteil ABS an der jeweiligen "Leichtfraktion"
Abbildung 58: Anteil ABS an der jeweiligen „Leichtfraktion“
0%
10%
20%
30%
40%
50%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8Anteil Sperrholz + ABS/PVC an der jeweiligen
"Leichtfraktion"
Abbildung 59: Anteil Sperrholz + ABS/PVC an der jeweiligen „Leichtfraktion“
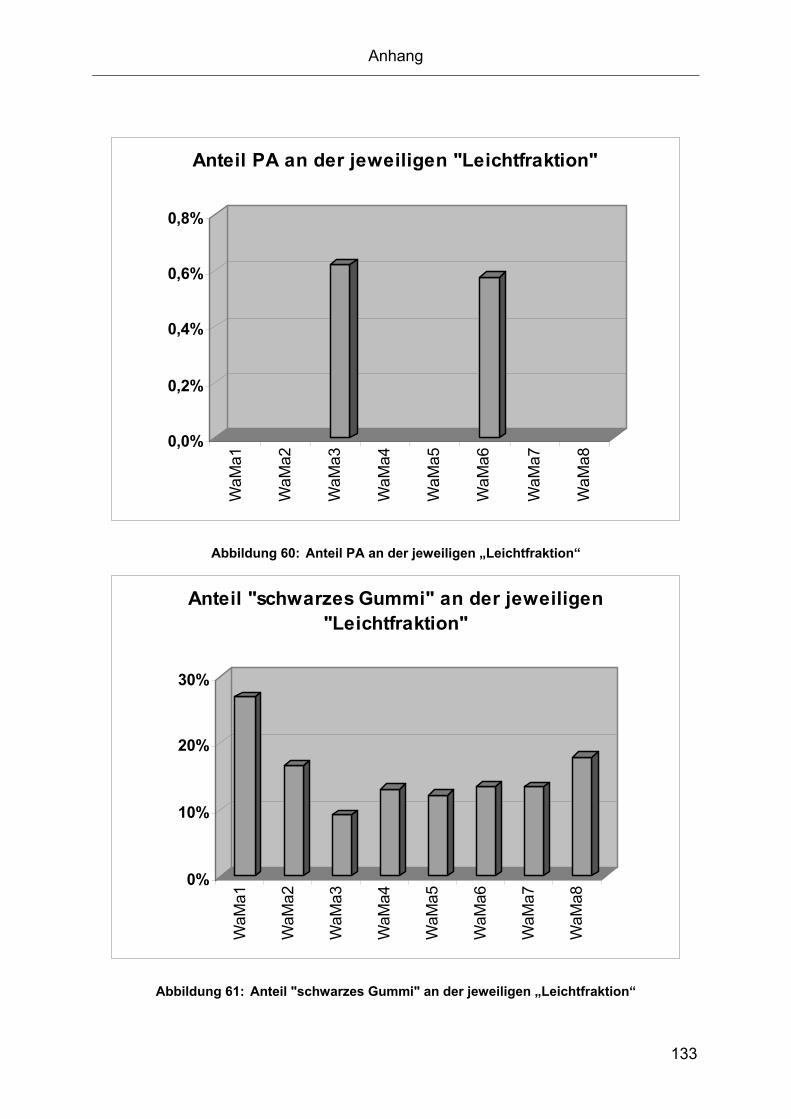
Anhang
133
0,0%
0,2%
0,4%
0,6%
0,8%W
aMa1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Anteil PA an der jeweiligen "Leichtfraktion"
Abbildung 60: Anteil PA an der jeweiligen „Leichtfraktion“
0%
10%
20%
30%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8Anteil "schwarzes Gummi" an der jeweiligen
"Leichtfraktion"
Abbildung 61: Anteil "schwarzes Gummi" an der jeweiligen „Leichtfraktion“
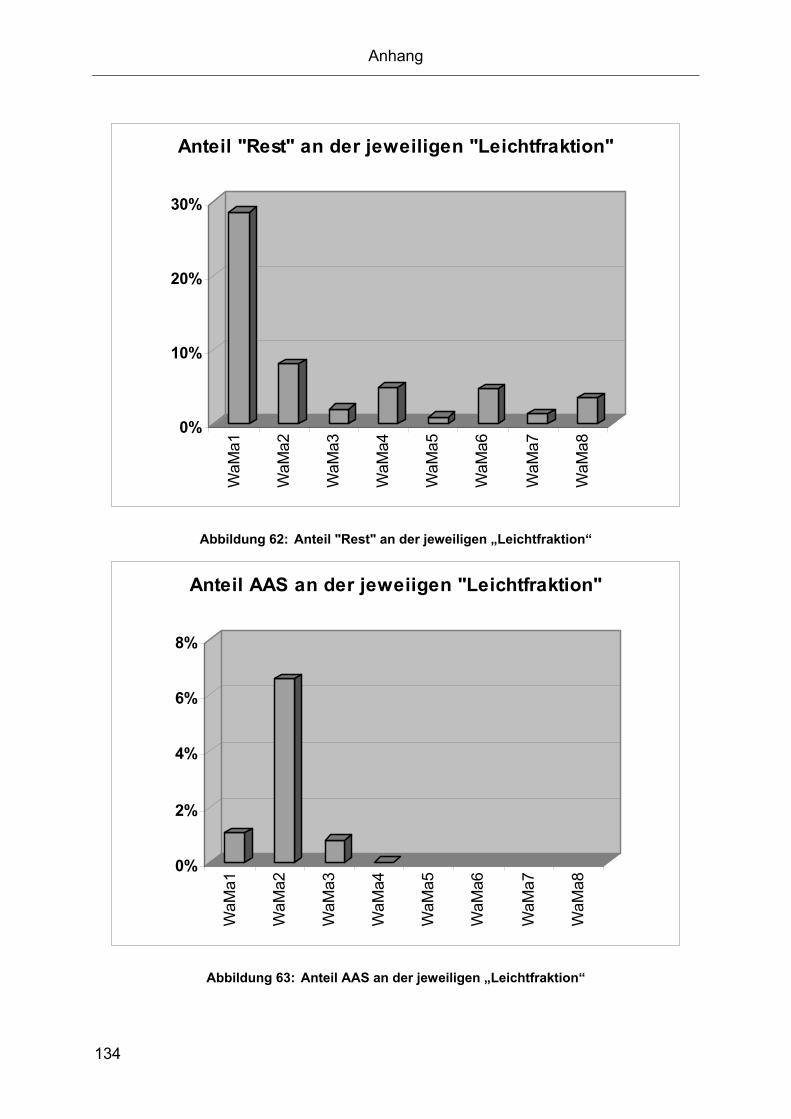
Anhang
134
0%
10%
20%
30%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8
Anteil "Rest" an der jeweiligen "Leichtfraktion"
Abbildung 62: Anteil "Rest" an der jeweiligen „Leichtfraktion“
0%
2%
4%
6%
8%
WaM
a1
WaM
a2
WaM
a3
WaM
a4
WaM
a5
WaM
a6
WaM
a7
WaM
a8Anteil AAS an der jeweiigen "Leichtfraktion"
Abbildung 63: Anteil AAS an der jeweiligen „Leichtfraktion“

Anhang
135
Bild 13: WaMa1, Ausgangszustand
Bild 14: WaMa2, Ausgangszustand
Bild 15: WaMa3, Ausgangszustand
Bild 16: WaMa4, Ausgangszustand
Anhang
136
Bild 17: WaMa5, Ausgangszustand
Bild 18: WaMa6, Ausgangszustand
Bild 19: WaMa7, Ausgangszustand
Bild 20: WaMa8, Ausgangszustand

Anhang
137
Bild 21: WaMa1, demontiert
Bild 22: WaMa2, demontiert
Bild 23: WaMa3, demontiert
Bild 24: WaMa4, demontiert

Anhang
138
Bild 25: WaMa5, demontiert
Bild 26: WaMa6, demontiert
Bild 27: WaMa7, demontiert
Bild 28: WaMa8, demontiert
Anhang
139
Bild 29: WaMa1, Feinfraktion < 4mm
Bild 30: WaMa2, Feinfraktion < 4mm
Bild 31: WaMa3, Feinfraktion < 4mm
Bild 32: WaMa4, Feinfraktion < 4mm
Anhang
140
Bild 33: WaMa5, Feinfraktion < 4mm
Bild 34: WaMa6, Feinfraktion < 4mm
Bild 35: WaMa7, Feinfraktion < 4mm
Bild 36: WaMa8, Feinfraktion < 4mm
Anhang
141
Bild 37: WaMa1, Leichtgut 10m/s
Bild 38: WaMa1, Leichtgut 16m/s
Bild 39: WaMa1, Schwergut 16m/s
Bild 40: WaMa2, Leichtgut 10m/s
Bild 41: WaMa2, Leichtgut 16m/s
Bild 42: WaMa2, Schwergut 16m/s
Anhang
142
Bild 43: WaMa3, Leichtgut 10m/s
Bild 44: WaMa3, Leichtgut 16m/s
Bild 45: WaMa3, Schwergut 16m/s
Bild 46: WaMa4, Leichtgut 10m/s
Bild 47: WaMa4, Leichtgut 16m/s
Bild 48: WaMa4, Schwergut 16m/s
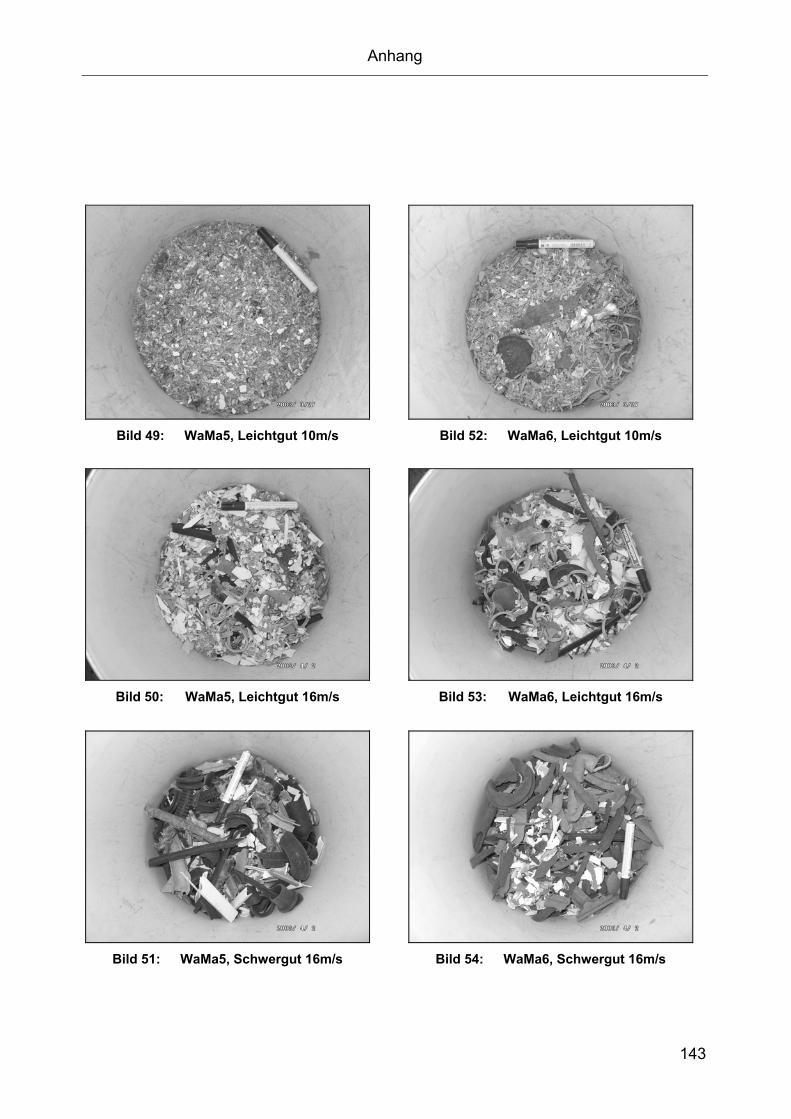
Anhang
143
Bild 49: WaMa5, Leichtgut 10m/s
Bild 50: WaMa5, Leichtgut 16m/s
Bild 51: WaMa5, Schwergut 16m/s
Bild 52: WaMa6, Leichtgut 10m/s
Bild 53: WaMa6, Leichtgut 16m/s
Bild 54: WaMa6, Schwergut 16m/s
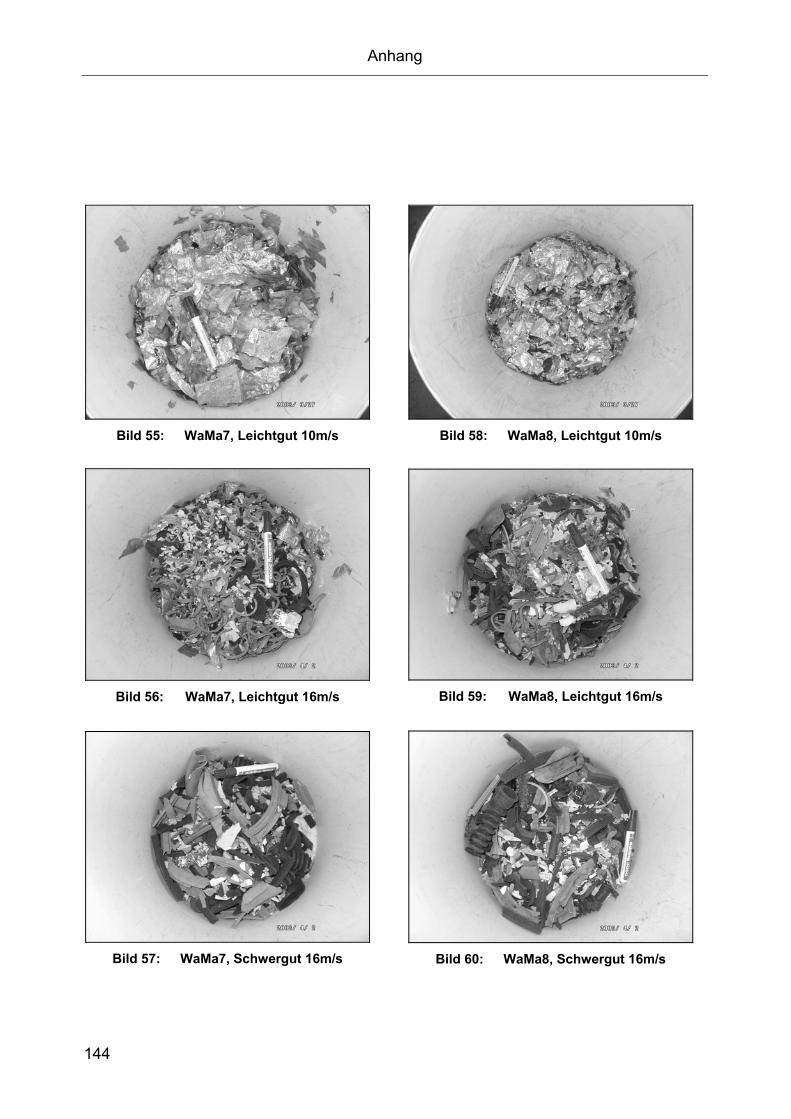
Anhang
144
Bild 55: WaMa7, Leichtgut 10m/s
Bild 56: WaMa7, Leichtgut 16m/s
Bild 57: WaMa7, Schwergut 16m/s
Bild 58: WaMa8, Leichtgut 10m/s
Bild 59: WaMa8, Leichtgut 16m/s
Bild 60: WaMa8, Schwergut 16m/s
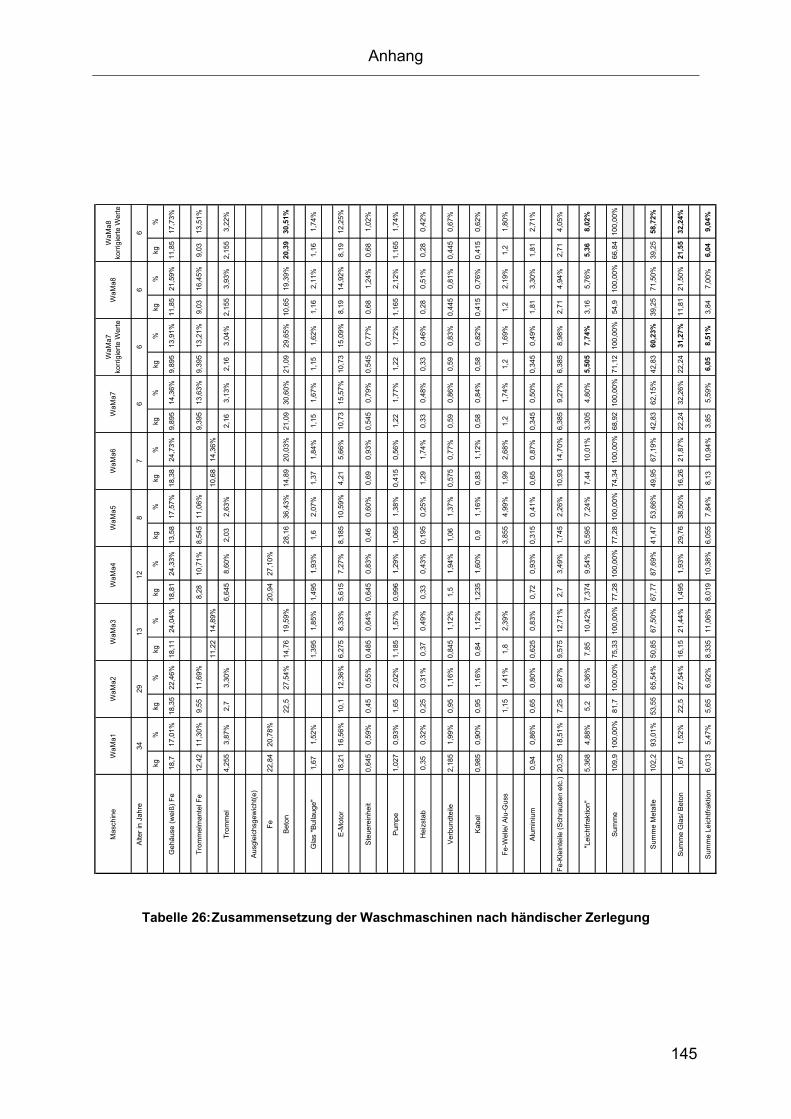
Anhang
145
%
17,7
3%
13,5
1%
3,22
%
30,5
1%
1,74
%
12,2
5%
1,02
%
1,74
%
0,42
%
0,67
%
0,62
%
1,80
%
2,71
%
4,05
%
8,02
%
100,
00%
58,7
2%
32,2
4%
9,04
%
kg
11,8
5
9,03
2,15
5
20,3
9
1,16
8,19
0,68
1,16
5
0,28
0,44
5
0,41
5
1,2
1,81
2,71
5,36
66,8
4
39,2
5
21,5
5
6,04
%
21,5
9%
16,4
5%
3,93
%
19,3
9%
2,11
%
14,9
2%
1,24
%
2,12
%
0,51
%
0,81
%
0,76
%
2,19
%
3,30
%
4,94
%
5,76
%
100,
00%
71,5
0%
21,5
0%
7,00
%
kg
11,8
5
9,03
2,15
5
10,6
5
1,16
8,19
0,68
1,16
5
0,28
0,44
5
0,41
5
1,2
1,81
2,71
3,16
54,9
39,2
5
11,8
1
3,84
%
13,9
1%
13,2
1%
3,04
%
29,6
5%
1,62
%
15,0
9%
0,77
%
1,72
%
0,46
%
0,83
%
0,82
%
1,69
%
0,49
%
8,98
%
7,74
%
100,
00%
60,2
3%
31,2
7%
8,51
%
kg
9,89
5
9,39
5
2,16
21,0
9
1,15
10,7
3
0,54
5
1,22
0,33
0,59
0,58 1,2
0,34
5
6,38
5
5,50
5
71,1
2
42,8
3
22,2
4
6,05
%
14,3
6%
13,6
3%
3,13
%
30,6
0%
1,67
%
15,5
7%
0,79
%
1,77
%
0,48
%
0,86
%
0,84
%
1,74
%
0,50
%
9,27
%
4,80
%
100,
00%
62,1
5%
32,2
6%
5,59
%
kg
9,89
5
9,39
5
2,16
21,0
9
1,15
10,7
3
0,54
5
1,22
0,33
0,59
0,58 1,2
0,34
5
6,38
5
3,30
5
68,9
2
42,8
3
22,2
4
3,85
%
24,7
3%
14,3
6%
20,0
3%
1,84
%
5,66
%
0,93
%
0,56
%
1,74
%
0,77
%
1,12
%
2,68
%
0,87
%
14,7
0%
10,0
1%
100,
00%
67,1
9%
21,8
7%
10,9
4%
kg
18,3
8
10,6
8
14,8
9
1,37
4,21
0,69
0,41
5
1,29
0,57
5
0,83
1,99
0,65
10,9
3
7,44
74,3
4
49,9
5
16,2
6
8,13
%
17,5
7%
11,0
6%
2,63
%
36,4
3%
2,07
%
10,5
9%
0,60
%
1,38
%
0,25
%
1,37
%
1,16
%
4,99
%
0,41
%
2,26
%
7,24
%
100,
00%
53,6
6%
38,5
0%
7,84
%
kg
13,5
8
8,54
5
2,03
28,1
6
1,6
8,18
5
0,46
1,06
5
0,19
5
1,06 0,9
3,85
5
0,31
5
1,74
5
5,59
5
77,2
8
41,4
7
29,7
6
6,05
5
%
24,3
3%
10,7
1%
8,60
%
27,1
0%
1,93
%
7,27
%
0,83
%
1,29
%
0,43
%
1,94
%
1,60
%
0,93
%
3,49
%
9,54
%
100,
00%
87,6
9%
1,93
%
10,3
8%
kg
18,8
1
8,28
6,64
5
20,9
4
1,49
5
5,61
5
0,64
5
0,99
6
0,33 1,5
1,23
5
0,72 2,7
7,37
4
77,2
8
67,7
7
1,49
5
8,01
9
%
24,0
4%
14,8
9%
19,5
9%
1,85
%
8,33
%
0,64
%
1,57
%
0,49
%
1,12
%
1,12
%
2,39
%
0,83
%
12,7
1%
10,4
2%
100,
00%
67,5
0%
21,4
4%
11,0
6%
kg
18,1
1
11,2
2
14,7
6
1,39
5
6,27
5
0,48
5
1,18
5
0,37
0,84
5
0,84 1,8
0,62
5
9,57
5
7,85
75,3
3
50,8
5
16,1
5
8,33
5
%
22,4
6%
11,6
9%
3,30
%
27,5
4%
12,3
6%
0,55
%
2,02
%
0,31
%
1,16
%
1,16
%
1,41
%
0,80
%
8,87
%
6,36
%
100,
00%
65,5
4%
27,5
4%
6,92
%
kg
18,3
5
9,55 2,7
22,5
10,1
0,45
1,65
0,25
0,95
0,95
1,15
0,65
7,25 5,2
81,7
53,5
5
22,5
5,65
%
17,0
1%
11,3
0%
3,87
%
20,7
8%
1,52
%
16,5
6%
0,59
%
0,93
%
0,32
%
1,99
%
0,90
%
0,86
%
18,5
1%
4,88
%
100,
00%
93,0
1%
1,52
%
5,47
%
kg 18,7
12,4
2
4,25
5
22,8
4
1,67
18,2
1
0,64
5
1,02
7
0,35
2,18
5
0,98
5
0,94
20,3
5
5,36
8
109,
9
102,
2
1,67
6,01
3
Mas
chin
e
Alte
r in
Jahr
e
Geh
äuse
(wei
ß) F
e
Trom
mel
man
tel F
e
Trom
mel
Aus
glei
chsg
ewic
ht(e
)
Fe
Bet
on
Gla
s "B
ulla
uge"
E-M
otor
Ste
uere
inhe
it
Pum
pe
Hei
zsta
b
Ver
bund
teile
Kab
el
Fe-W
elle
/ Alu
-Gus
s
Alu
min
ium
Fe-K
lein
teile
(Sch
raub
en e
tc.)
"Lei
chtfr
aktio
n"
Sum
me
Sum
me
Met
alle
Sum
me
Gla
s/ B
eton
Sum
me
Leic
htfra
ktio
n
1329
346
78
12
WaM
a4W
aMa3
WaM
a2W
aMa1
WaM
a7W
aMa6
WaM
a5W
aMa7
korr
igie
rte W
erte
WaM
a8ko
rrig
ierte
Wer
te
66
WaM
a8
6
Tabelle 26: Zusammensetzung der Waschmaschinen nach händischer Zerlegung
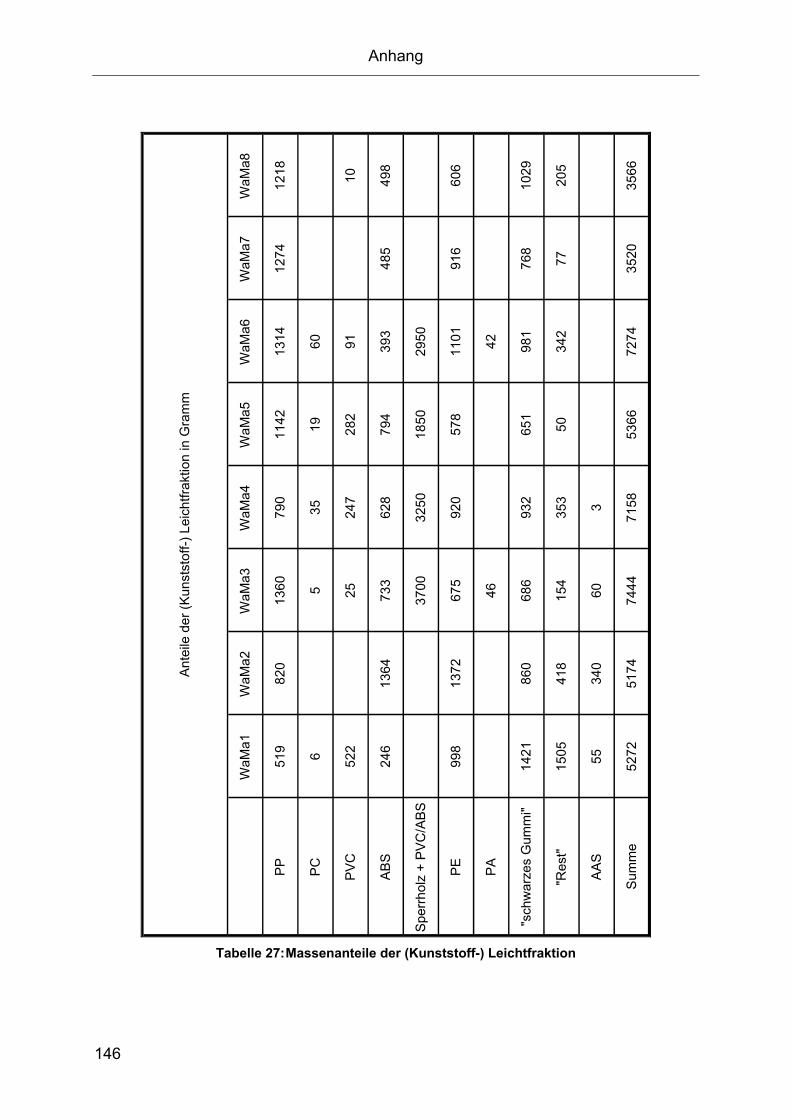
Anhang
146
WaM
a8
1218 10 498
606
1029
205
3566
WaM
a7
1274
485
916
768
77 3520
WaM
a6
1314 60 91 393
2950
1101 42 981
342
7274
WaM
a5
1142 19 282
794
1850
578
651
50 5366
WaM
a4
790
35 247
628
3250
920
932
353 3
7158
WaM
a3
1360 5 25 733
3700
675
46 686
154
60 7444
WaM
a2
820
1364
1372
860
418
340
5174
WaM
a1
519 6 522
246
998
1421
1505 55 5272
PP
PC
PV
C
AB
S
Spe
rrhol
z +
PV
C/A
BS
PE
PA
"sch
war
zes
Gum
mi"
"Res
t"
AA
S
Sum
me
Ant
eile
der
(Kun
stst
off-)
Lei
chtfr
aktio
n in
Gra
mm
Tabelle 27: Massenanteile der (Kunststoff-) Leichtfraktion
147
Lebenslauf
Persönliche Daten
Name Tobias Schäfer
geboren am 12.06.1976
geboren in Jülich
Schulausbildung
1982 – 1986 Kath. Grundschule Jülich
1986 – 1992 Gymnasium Haus Overbach Jülich-Barmen
1992 – 1995 Gymnasium Zitadelle Jülich
Studium
1996 – 2000 Abfallentsorgung an der RWTH Aachen
Abschluss: Diplom-Ingenieur
Berufstätigkeit
2001 – 2003 Wissenschaftlicher Mitarbeiter am Lehrstuhl für
Aufbereitung und Recycling fester Abfallstoffe