Vermeidung, Verminderung und Verwertung · SAM PI 4 Zielgruppen: Galvanikbetriebe Beizereien...
18
AM S PI 4 Zielgruppen: Galvanikbetriebe Beizereien Anodisierbetriebe und Betriebe anderer oberflächen- behandelnder Branchen Praxisinfo 4 V ermeidung, V erminderung und V erwertung von gefährlichen Abfällen in galvanotechnischen Betrieben
Transcript of Vermeidung, Verminderung und Verwertung · SAM PI 4 Zielgruppen: Galvanikbetriebe Beizereien...
AMS PI 4
Zielgruppen:Galvanikbetriebe
BeizereienAnodisierbetriebe und
Betriebe anderer oberflächen-behandelnder Branchen Praxisinfo 4
Vermeidung,Verminderungund Verwertungvon
gefährlichen Abfällen in galvanotechnischen Betrieben
Inhalt
Herausgeber Sonderabfall-Management-Gesellschaft Rheinland-Pfalz mbH, SAM55130 Mainz, Wilhelm-Theodor-Römheld-Straße 34, Fon: 06131/98298-0, Fax: 06131/98298-22E-Mail: [email protected], Website: www.sam-rlp.de
Bearbeitung Arbeitsgemeinschaft der Handwerkskammern in Rheinland-PfalzDoris Ritzer, HWK der Pfalz, Außenstelle LandauRobert Weicht, SAM GmbH, MainzMit freundlicher Unterstützung von Anke Heisel, HeiTec, Ingenieurbüro für Umwelttechnik, Duisburg;Henning Sittel, Effizienz-Agentur NRW; Fa. Ansorge, Metallveredlung, Landau i. d. Pfalz
Fotos Umschlagrückseite, Fässer: Getty Images (Lizenz)Alle anderen Bilder: Janin Stötzner, dipl. Des. Fotografie, Hochheim / SAM
Grafik/Repro Grafikbüro Harald Mauder, St. Martin
Druck NINO Druck GmbH, Neustadt/WeinstraßeVervielfältigung oder Nachdruck – auch auszugsweise – nur unter Angabe der Quelle und Zusendung eines Belegexemplars ausdrücklich erlaubt.Gedruckt auf chlorfrei gebleichtem 100% Recyclingpapier. © Sonderabfall-Management-Gesellschaft Rheinland-Pfalz mbH, August 2007.
ImpressumStand: August 2007
Seite
1. Einleitung 32. Prozessunabhängige Optimierungsmöglichkeiten 4 - 5
2.1. Einsatz von Prozesschemikalien 42.2. Minimierung des Schmutz-, Öl- und Fetteintrags 52.3. Gebinde-Mehrwegsystem 5
3. Vermeidung/Verminderung von Abfällen durch prozessinterne Maßnahmen 6 - 93.1. Optimierte Reinigung der Werkstücke 6
- wässrige, biologische Entfettung- biologische Entrostung beim Beizen- Kreislaufführung und Destillation organischer Lösemittel
3.2. Verlängerung der Nutzungsdauer von Prozesslösungen 63.2.1. Reinigung durch Filtration3.2.2. Regenerierung
- Kühlkristallisation- Ionenaustauscher- Elektrolyse
3.3. Verminderung der Ausschleppung von Prozesslösungen 73.4. Rückführung ausgeschleppter Prozesslösungen 8
3.4.1. Direkte Rückführung3.4.2. Thermische Verfahren:Verdunstung/Verdampfung3.4.3. Einsatz Wasser sparender Spültechniken
3.5. Optimierung der Abwasserreinigung 94. Verwertung von Galvanikabfällen 10
4.1. Verwertung von Galvanikschlämmen4.2. Externe Rückgewinnung und Wiederverwendung von Stoffen
5. Beseitigung von Galvanikschlämmen 106. Rechtliche Hinweise 11 - 12
6.1. Abfallrecht 116.2. Abwasserrecht 116.3. Immissionsschutz (Genehmigung) 126.4. Bestellung von Betriebsbeauftragten 12
7. Entsorgung: das Nachweisverfahren 12 - 147.1. Begriffe in Stichworten 127.2. Tabelle der häufigsten gefährlichen Abfälle in galvanotechn. Betrieben, mit Entsorgungshinweisen 13
8. Adressen und Links 15Das Quellen- und Literaturverzeichnis findet sich unter: www.sam-rlp.de/sam-publikationen.html
Einleitung
3
1
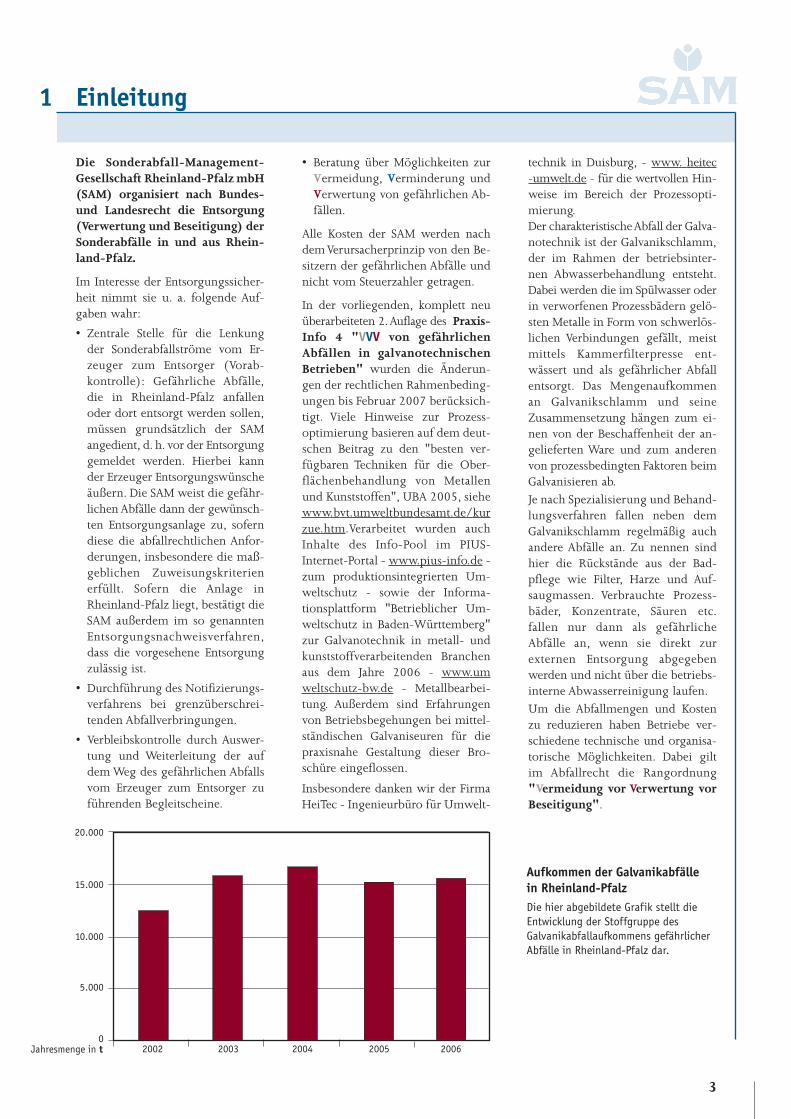
Aufkommen der Galvanikabfälle in Rheinland-PfalzDie hier abgebildete Grafik stellt dieEntwicklung der Stoffgruppe desGalvanikabfallaufkommens gefährlicherAbfälle in Rheinland-Pfalz dar.
Die Sonderabfall-Management-Gesellschaft Rheinland-Pfalz mbH(SAM) organisiert nach Bundes-und Landesrecht die Entsorgung(Verwertung und Beseitigung) derSonderabfälle in und aus Rhein-land-Pfalz.
Im Interesse der Entsorgungssicher-heit nimmt sie u. a. folgende Auf-gaben wahr:
• Zentrale Stelle für die Lenkung der Sonderabfallströme vom Er-zeuger zum Entsorger (Vorab-kontrolle): Gefährliche Abfälle,die in Rheinland-Pfalz anfallen oder dort entsorgt werden sollen,müssen grundsätzlich der SAM angedient, d. h. vor der Entsorgunggemeldet werden. Hierbei kann der Erzeuger Entsorgungswünscheäußern. Die SAM weist die gefähr-lichen Abfälle dann der gewünsch-ten Entsorgungsanlage zu, sofern diese die abfallrechtlichen Anfor-derungen, insbesondere die maß-geblichen Zuweisungskriterien erfüllt. Sofern die Anlage in Rheinland-Pfalz liegt, bestätigt die SAM außerdem im so genannten Entsorgungsnachweisverfahren,dass die vorgesehene Entsorgung zulässig ist.
• Durchführung des Notifizierungs-verfahrens bei grenzüberschrei-tenden Abfallverbringungen.
• Verbleibskontrolle durch Auswer-tung und Weiterleitung der auf dem Weg des gefährlichen Abfalls vom Erzeuger zum Entsorger zu führenden Begleitscheine.
• Beratung über Möglichkeiten zur Vermeidung, Verminderung und Verwertung von gefährlichen Ab-fällen.
Alle Kosten der SAM werden nachdem Verursacherprinzip von den Be-sitzern der gefährlichen Abfälle undnicht vom Steuerzahler getragen.
In der vorliegenden, komplett neuüberarbeiteten 2.Auflage des Praxis-Info 4 "VVV von gefährlichenAbfällen in galvanotechnischenBetrieben" wurden die Änderun-gen der rechtlichen Rahmenbeding-ungen bis Februar 2007 berücksich-tigt. Viele Hinweise zur Prozess-optimierung basieren auf dem deut-schen Beitrag zu den "besten ver-fügbaren Techniken für die Ober-flächenbehandlung von Metallenund Kunststoffen", UBA 2005, siehewww.bvt.umweltbundesamt.de/kurzue.htm.Verarbeitet wurden auchInhalte des Info-Pool im PIUS-Internet-Portal - www.pius-info.de -zum produktionsintegrierten Um-weltschutz - sowie der Informa-tionsplattform "Betrieblicher Um-weltschutz in Baden-Württemberg"zur Galvanotechnik in metall- undkunststoffverarbeitenden Branchenaus dem Jahre 2006 - www.umweltschutz-bw.de - Metallbearbei-tung. Außerdem sind Erfahrungenvon Betriebsbegehungen bei mittel-ständischen Galvaniseuren für diepraxisnahe Gestaltung dieser Bro-schüre eingeflossen.
Insbesondere danken wir der FirmaHeiTec - Ingenieurbüro für Umwelt-
technik in Duisburg, - www. heitec-umwelt.de - für die wertvollen Hin-weise im Bereich der Prozessopti-mierung.Der charakteristische Abfall der Galva-notechnik ist der Galvanikschlamm,der im Rahmen der betriebsinter-nen Abwasserbehandlung entsteht.Dabei werden die im Spülwasser oderin verworfenen Prozessbädern gelö-sten Metalle in Form von schwerlös-lichen Verbindungen gefällt, meistmittels Kammerfilterpresse ent-wässert und als gefährlicher Abfallentsorgt. Das Mengenaufkommenan Galvanikschlamm und seineZusammensetzung hängen zum ei-nen von der Beschaffenheit der an-gelieferten Ware und zum anderenvon prozessbedingten Faktoren beimGalvanisieren ab.Je nach Spezialisierung und Behand-lungsverfahren fallen neben demGalvanikschlamm regelmäßig auchandere Abfälle an. Zu nennen sindhier die Rückstände aus der Bad-pflege wie Filter, Harze und Auf-saugmassen. Verbrauchte Prozess-bäder, Konzentrate, Säuren etc.fallen nur dann als gefährlicheAbfälle an, wenn sie direkt zurexternen Entsorgung abgegebenwerden und nicht über die betriebs-interne Abwasserreinigung laufen.Um die Abfallmengen und Kostenzu reduzieren haben Betriebe ver-schiedene technische und organisa-torische Möglichkeiten. Dabei giltim Abfallrecht die Rangordnung"Vermeidung vor Verwertung vorBeseitigung".
Jahresmenge in t
15.000
20.000
10.000
5.000
02002 2003 2004 2005 2006
Einleitung
Einsatz von Prozesschemikalien
Stark umweltbelastende Prozess-chemikalien können oft durch Stoffegleicher Wirkung aber bessererAbbaubarkeit und Entsorgungs-fähigkeit ersetzt werden.
Beispiele hierfür sind:Ersatz der cyanidischen Bäder im Zinksektor durch cyanidfreie saure oder alkalische Lösungen.Dadurch kann ein zusätzlicher Auf-wand bei der betriebsinternenAbwasserbehandlung (Cyanident-giftung) entfallen. Ersatz für cyani-disches Kupfer ist - mit einigen Aus-nahmen - saures Kupfer oder derEinsatz von Kupfer-Pyrophosphat.Hinweis: in der Abwassertechnikführt der Einsatz der alkalischenZinkelektrolyte aber real zu keinersignifikanten Kosteneinsparung, dadie alkalischen Bäder Komplexbild-ner enthalten und i.d.R. eine sulfi-dische Fällung erfordern.
Ersatz von Chrom(VI) durchChrom (III)Die als Krebs erzeugend eingestuftenChrom(VI)-Verbindungen sind fürAnwendungen im elektronischenBereich und im Automobilbau
mittlerweile weitgehend verboten.Chrom (VI) kann bei der Hartver-chromung allerdings nicht ersetztwerden.Für das dekorative Galvanisierensind Chrom(III) oder alternativeVerfahren wie Zinn-Kobalt als Ersatzfür Chrom(VI) sinnvoll. Auch beiPhosphor-Chrom-Oberflächen ist esmöglich, Chrom(VI)-Systeme zuersetzen. Doch können in einerAnlage besondere Gründe für dieVerwendung von Chrom (VI) gege-ben sein, beispielsweise Abrieb-festigkeit oder Farbe.Hinweis: Die Chrom(VI)-freienPassivierungen sind mit einemhöheren chemischen, energetischenund daher betriebswirtschaftlichenAufwand verbunden. Der Ersatz vonChrom(VI)- durch die Chrom(III)-Passivierungen bei ähnlichem Kor-rosionsschutz bedeutet den Einsatzeiner Versiegelung nach der Passi-vierung (die durch die Nacharbeitin die Abwasseranlage gelangt).
Einsatz ammoniumfreier anstelleammoniumhaltiger Elektrolyte.Glanz- und Inhibierungszusätzesind oft noch ammoniumhaltig undführen zu höheren Reinigungs-
anforderungen an die nachgeschal-teten Klärwerksbetreiber. Daher istAmmonium in den Abwasser-satzungen der Kommunen miteinem Grenzwert versehen.
Einsatz demulgierender stattemulgierender EntfettungselektrolyteDemulgierende Reinigungslösung-en entmischen sich selbstständig, sodass zur Abtrennung des Öls einfa-che mechanische Systeme (Skim-mer) eingesetzt werden können.Hinweis: Die Grenzen des Einsatzeswerden gesetzt durch starke Ver-schmutzungen oder hochvisköseÖle bzw. Fette an den Werkstücken.
Verzicht auf Chlor-Kohlen-wasserstoffe (CKW) bei derEntfettung.Aufgrund der Einstufung bestimm-ter CKW als potentiell krebserregen-de Stoffe und ihres wassergefähr-denden Potenzials ist der Einsatz inReinigungssystemen stark be-schränkt worden. Es besteht dieForderung der vollständigen Ein-kapselung dieser Anlagen. Chlor-Kohlenwasserstoff-Reiniger könnenheute weitestgehend durch wässrigeReinigungssysteme ersetzt werden.
1
4
2.1
Prozessunabhängige Optimierungsmöglichkeiten2
Diesen Vorgaben folgend werden inKapitel 2 prozessunabhängige Opti-mierungsmöglichkeiten vorgestellt.In Kapitel 3 sind Strategien zur Ver-meidung und Verminderung vongalvanotechnischen Abfällen durchprozessinterne Maßnahmen darge-stellt. Sie setzen an fünf Punkten an:• bei der optimierten Reinigung
der Werkstücke,• der Verlängerung der Nutzungs-
dauer für Prozesslösungen,• der Verminderung der Ausschlepp-
ungen,• der Rückführung von Prozess-
lösungen und
• der Optimierung der Abwasser-reinigung.
Durch Auswahl der am bestengeeigneten Maßnahmen und derensinnvoller Einbindung in den Ge-samtprozess können Kosten gesenkt,gleichzeitig die Produktqualität ver-bessert und die Umwelt entlastetwerden. Gute Praxisbeispiele hierfürfinden sich • in der Broschüre "Produktions-
integrierter Umweltschutz in der Oberflächenveredelung" der Effi-zienz-Agentur NRW, September 2005, siehe www.efanrw.de, Pu-blikationen, Branchenbroschüren
• in PIUS-Projektberichten über produktionsintegrierten Umwelt-schutz aus Bayern und Nord-rhein-Westfalen, siehe www.pius-info.de.
Kapitel 4 geht auf die Voraus-setzungen ein, die zur wirtschaft-lichen Verwertung von galvanotech-nischen Abfällen zu erfüllen sind.Die letzte und häufig teuerste Mög-lichkeit ist die Beseitigung vonAbfällen, die in Kapitel 5 behandeltwird. In der Abfall-Auflistung desKapitels 7 finden sich Hinweise zurEntsorgung der für galvanotechni-sche Betriebe typischen Abfallarten.

Informationen hierzu finden sichunter www.umweltschutz-bw.de/?lvl=1015. Für besondere Anforder-ungen werden ersatzweise Reini-gungssysteme auf der Basis vonKohlenwasserstoffen angeboten. Siesind jedoch wegen der mit ihremEinsatz verbundenen Brand- undExplosionsgefahr nur mit hohemapparativen Aufwand einzusetzen.
Minimierung des Schmutz-, Öl-und Fetteintrags Werkstücke sind durch vorausge-hende Fertigungsschritte meist mitVerunreinigungen, Kühlschmier-mitteln, Fetten und Ölen behaftet.Stark verschmutzte Ware belastet dieVorreinigungsstufen Entfetten undBeizen. Somit erhöht sich dieMenge der zu entsorgenden Filter-materialien und des Ölabscheider-inhaltes. Oft werden Teile zum vor-übergehenden Korrosionsschutz mit
einem Sprühölfilm überzogen, dernach längeren Lagerzeiten verharzenkann und nur unter höherem Auf-wand mit organischen Lösemittelnzu entfernen ist.
Minimierungsansätze liegen hier inden vorgeschalteten Fertigungs-bereichen und können durch Ge-spräche mit dem Auftraggeber abge-klärt werden:
• Können leichtflüchtige Schmier-mittel eingesetzt werden?
• Wird Minimalmengenkühlschmier-ung (MMKS) durchgeführt?
• Wird der Fett- / Schmierfilm auto-matisch appliziert (weniger Ma-terialeintrag)?
• Können Werkstücke abgetropft und / oder zentrifugiert werden?
• Lassen sich die Werkstücke außer-halb der oberflächentechnischen Anlagen durch Teilereinigungs-systeme oder Reinigungsanlagen vorreinigen?
• Kann die Zwischenlagerzeit ver-kürzt werden (Vermeidung von Rostbildung /Verharzung)?
Gebinde-Mehrwegsystem
Der Einsatz von Mehrweg-Gebinden(Container, Fässer), die nach Rekon-ditionierung wiederverwendet wer-den können, ist dem Recycling vonEinwegverpackungen aus Umwelt-schutz- und Kostengründen überle-gen und im industriellen Bereichüblich. Rekonditionierung stellt imSinne des Kreislaufwirtschaft- undAbfallgesetzes eine vorrangige Ver-packungsvermeidung dar. Dennnach gründlicher Reinigung undWiederherstellung werden die Ka-nister, Fässer und IBC erneut demWirtschaftskreislauf zugeführt. Da-durch werden Rohstoffe geschont,Abfälle vermieden und Kosten nie-drig gehalten.
5
2.2
2.3
Im Folgenden sind prozessinterneMaßnahmen zur Reduzierung derAbwassermengen bzw. zur Redu-zierung der Schadstofffracht aufge-führt, durch die das mengenmäßigeAufkommen an Galvanikschlammbzw. die Qualität der anfallendenSchlämme beeinflusst werden kann.Dabei sind natürlich die betriebs-spezifischen Rahmenbedingungensowie Anlagengröße und Durchsatzzu berücksichtigen.
Optimierte Reinigung derWerkstückeBei der Reinigung und Entfettungvon Werkstücken kann durch nach-folgende Verfahren der Anfall vonGalvanikschlamm und Chemikalienvermindert werden:
Wässrige, biologische Entfettung
Für Reinigungsaufgaben in derOberflächentechnik werden heutebevorzugt wässrige Reinigungs-systeme eingesetzt. Wässrige Reini-gungssysteme können nahezu alleReinigungsaufgaben erfüllen undhaben Vorteile hinsichtlich desArbeits- und Umweltschutzes (ge-ringe Emissionen, Lagerung). Siesind allerdings nicht so universelleinsetzbar wie organische Löse-mittel und müssen daher auf denspezifischen Prozess abgestimmtwerden. Noch nicht so weit verbrei-tet ist die biologische Entfettung.Hier werden in einem wässrigenReinigungssystem die eingetrage-nen Öle und Fette kontinuierlichdurch bakteriellen Abbau aus demSystem entfernt. Informationen fin-den sich unter www. umweltschutz-bw.de/?lvl=978.Vorteile: die Menge des zu entsor-genden Schlammes ist gegenüberkonventionellen Entfettungsbäderngeringer und die Standzeiten derBäder erhöhen sich.Nachteil: Die Biozoenose muss sichauf Fette und Öle erst einstellen.Daher ist es in Lohnbetrieben häufigzum Zusammenbruch des Systemsgekommen und es musste neu
angefahren werden. Der Umgangmit einem biologischen Systemmuss in einem Betrieb, der gewohn-heitsmäßig chemisch-physikalischeAnlagen betreibt, durch die vertrei-benden Fachfirmen gut geschultwerden.
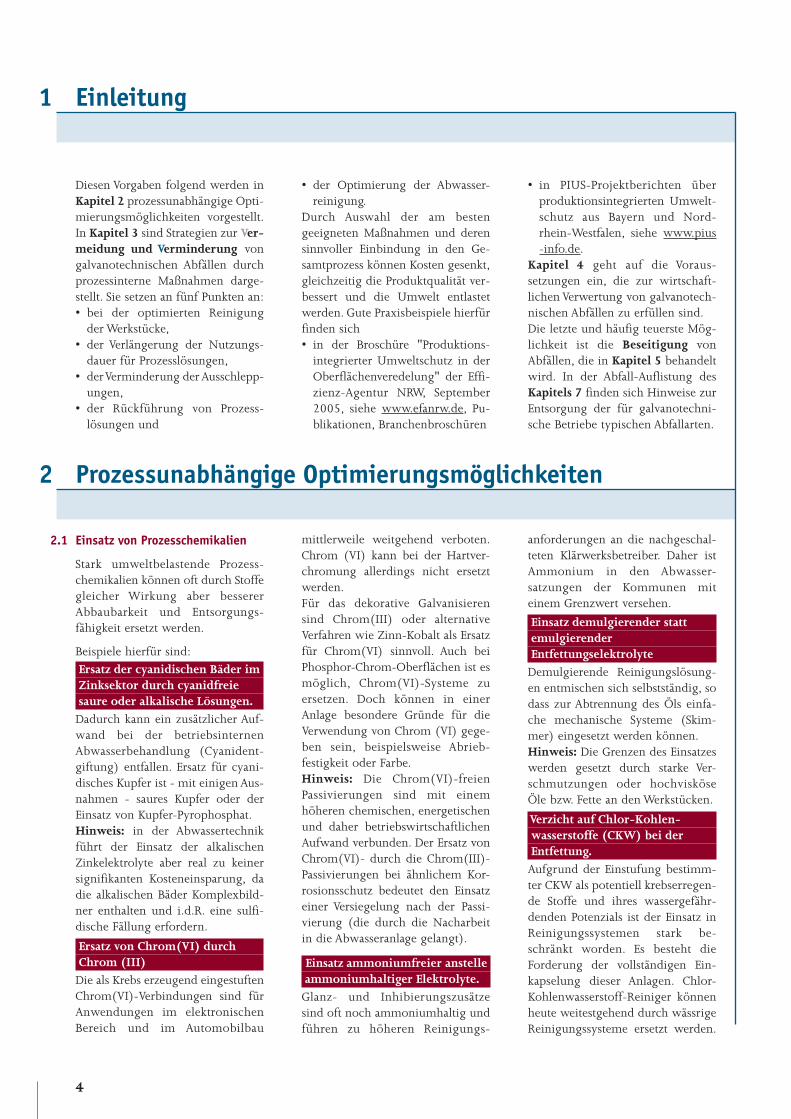
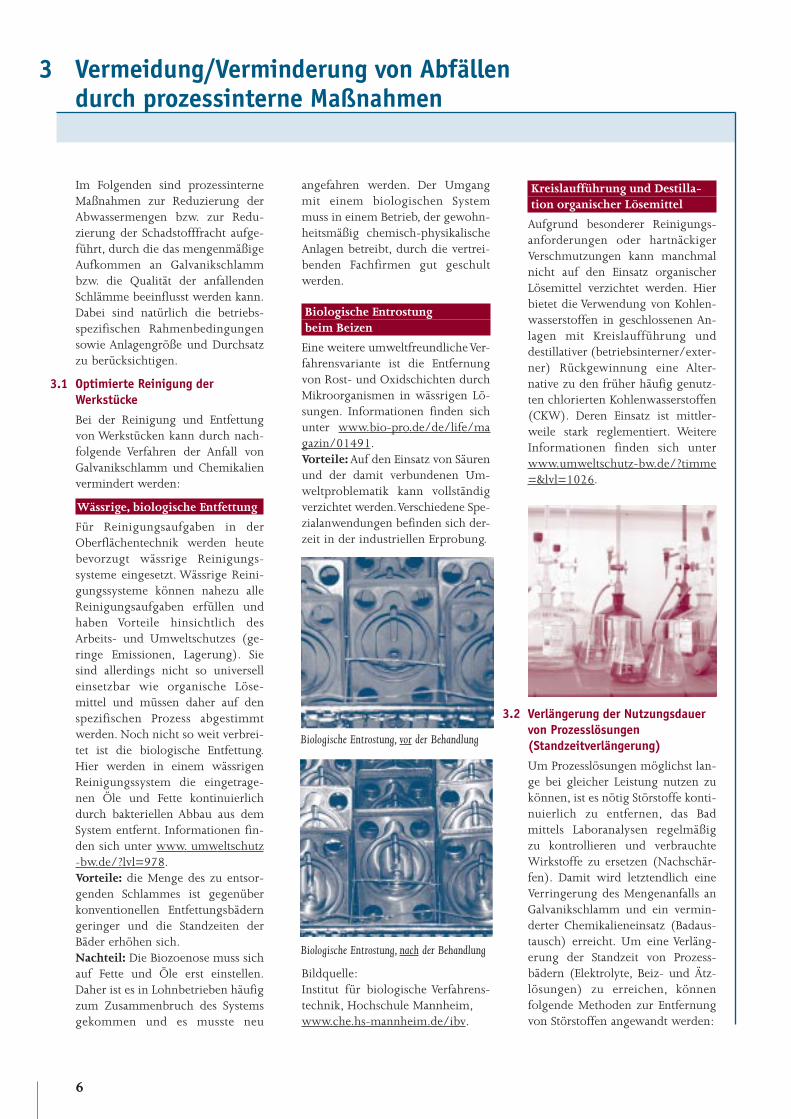
Biologische Entrostung beim Beizen
Eine weitere umweltfreundliche Ver-fahrensvariante ist die Entfernungvon Rost- und Oxidschichten durchMikroorganismen in wässrigen Lö-sungen. Informationen finden sichunter www.bio-pro.de/de/life/magazin/01491.Vorteile: Auf den Einsatz von Säurenund der damit verbundenen Um-weltproblematik kann vollständigverzichtet werden.Verschiedene Spe-zialanwendungen befinden sich der-zeit in der industriellen Erprobung.
Bildquelle:Institut für biologische Verfahrens-technik, Hochschule Mannheim,www.che.hs-mannheim.de/ibv.
Kreislaufführung und Destilla-tion organischer Lösemittel
Aufgrund besonderer Reinigungs-anforderungen oder hartnäckigerVerschmutzungen kann manchmalnicht auf den Einsatz organischerLösemittel verzichtet werden. Hierbietet die Verwendung von Kohlen-wasserstoffen in geschlossenen An-lagen mit Kreislaufführung unddestillativer (betriebsinterner/exter-ner) Rückgewinnung eine Alter-native zu den früher häufig genutz-ten chlorierten Kohlenwasserstoffen(CKW). Deren Einsatz ist mittler-weile stark reglementiert. WeitereInformationen finden sich unterwww.umweltschutz-bw.de/?timme=&lvl=1026.
Verlängerung der Nutzungsdauervon Prozesslösungen(Standzeitverlängerung)Um Prozesslösungen möglichst lan-ge bei gleicher Leistung nutzen zukönnen, ist es nötig Störstoffe konti-nuierlich zu entfernen, das Bad mittels Laboranalysen regelmäßigzu kontrollieren und verbrauchteWirkstoffe zu ersetzen (Nachschär-fen). Damit wird letztendlich eineVerringerung des Mengenanfalls anGalvanikschlamm und ein vermin-derter Chemikalieneinsatz (Badaus-tausch) erreicht. Um eine Verläng-erung der Standzeit von Prozess-bädern (Elektrolyte, Beiz- und Ätz-lösungen) zu erreichen, können folgende Methoden zur Entfernungvon Störstoffen angewandt werden:
3 Vermeidung/Verminderung von Abfällen durch prozessinterne Maßnahmen
6
3.1
3.2
Biologische Entrostung, vor der Behandlung
Biologische Entrostung, nach der Behandlung
Reinigung durch FiltrationDie Filtration von Prozesslösungendient dazu, ungelöste Verunreini-gungen, Anodenschlamm oder imProzess entstandene unlöslicheVerbindungen zu entfernen. Siegehört zu den wirtschaftlichenStandardverfahren in Galvanisier-betrieben.• Anorganische ungelöste Stoffe
können durch Filtration entfernt werden.Als Filter werden Flächen-oder Anschwemmfilter eingesetzt.Die Filter werden im Bypass be-trieben, um eine kontinuierliche Entfernung der störenden Fest-stoffe sicherzustellen und regel-mäßig durch Rückspülung gerei-nigt. Bei der Reinigung entstehen Filterschlämme, die ebenso wie verbrauchte Filter, als gefährlicher Abfall entsorgt werden müssen.
• Organische Schadstoffe können durch Adsorption an Aktivkohle - im Bypass betrieben - aus dem Bad entfernt werden. Dabei ist zu beachten, dass hierbei alle organi-schen Zusatzstoffe zumindest teil-weise mit aus dem Bad entfernt werden. D.h. anschließend müssenorganische Hilfsstoffe wieder zu-dosiert werden. Dabei entsteht ein organisch belastetes Abwasser, das behandelt werden muss. Die bela-dene Aktivkohle kann prinzipiell regeneriert werden. Ist das aus technischen oder wirtschaftlichen Gründen nicht möglich, ist die verbrauchte Aktivkohle als gefähr-licher Abfall (in der Regel in Ver-brennungsanlagen) zu entsorgen.
RegenerierungKühlkristallisation
Die Kühlkristallisation ist eine Tech-nik, mit der störende Salze selektivaus einer Prozesslösung abgetrenntwerden können. Die auskristallisier-ten Salze können durch Filtrationeinfach von der verbleibenden Lö-sung getrennt werden. Die durchKühlkristallisation erzielbare Stand-zeitverlängerung hängt davon ab
• welche Salze aus welcher Elektro-lytlösung "ausgefroren" werden sollen,
• wie hoch die prozessbedingte Salzbildung ist und
• welche Zeit für die Abreinigungs-maßnahme zur Verfügung steht.
Durch die Verschiedenartigkeit jedesAnwendungsfalles empfiehlt sich dieEinzelprüfung auf Einsetzbarkeit.Die Kühlkristallisation wird prak-tisch eingesetzt z. B.• zum Ausfrieren von Soda bei
cyanidischen Bädern und / oder• zur Entfernung von Metallsalzen
aus sauren Beizlösungen.Als Abfall verbleiben Salze, die entweder wiederverwertet werden(cyanidhaltiges Soda in cyanidhalti-gen Entfettungsbädern, Eisensalze alsFällungsmittel in der Abwasser-behandlung), extern entsorgt oderder Abwasserbehandlungsanlagezugeführt werden.
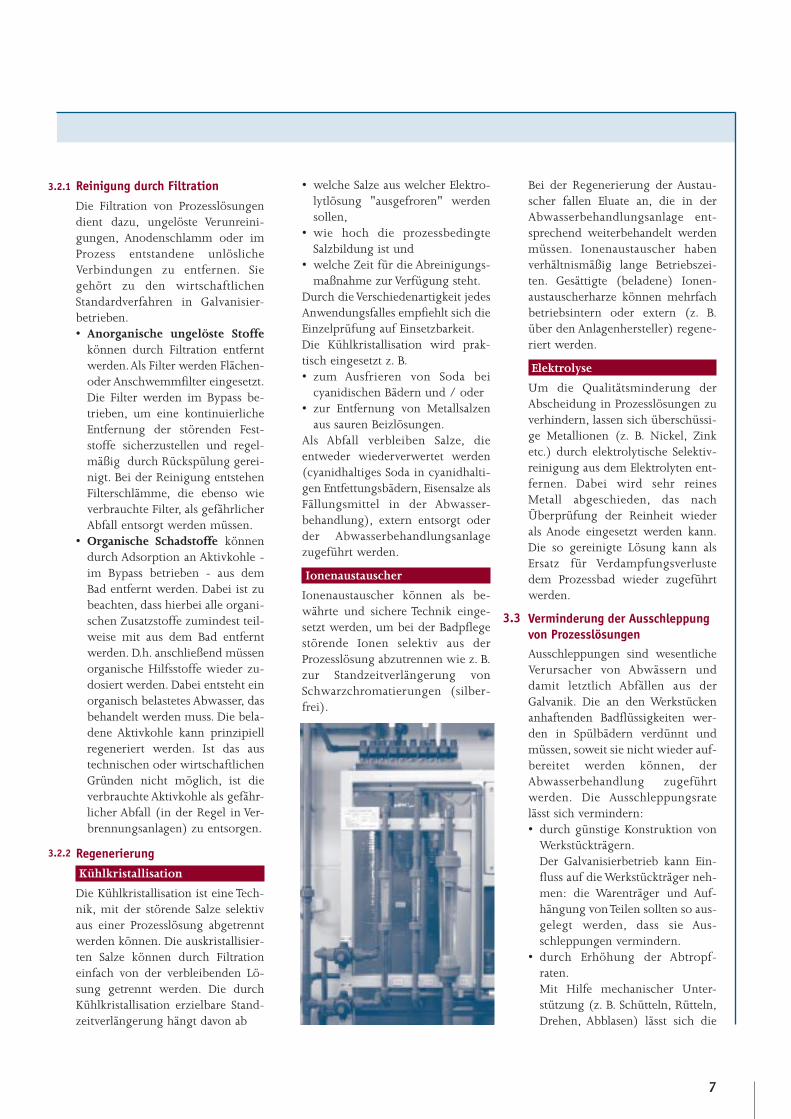
Ionenaustauscher
Ionenaustauscher können als be-währte und sichere Technik einge-setzt werden, um bei der Badpflegestörende Ionen selektiv aus derProzesslösung abzutrennen wie z. B.zur Standzeitverlängerung vonSchwarzchromatierungen (silber-frei).
Bei der Regenerierung der Austau-scher fallen Eluate an, die in derAbwasserbehandlungsanlage ent-sprechend weiterbehandelt werdenmüssen. Ionenaustauscher habenverhältnismäßig lange Betriebszei-ten. Gesättigte (beladene) Ionen-austauscherharze können mehrfachbetriebsintern oder extern (z. B.über den Anlagenhersteller) regene-riert werden.
Elektrolyse
Um die Qualitätsminderung derAbscheidung in Prozesslösungen zuverhindern, lassen sich überschüssi-ge Metallionen (z. B. Nickel, Zinketc.) durch elektrolytische Selektiv-reinigung aus dem Elektrolyten ent-fernen. Dabei wird sehr reinesMetall abgeschieden, das nachÜberprüfung der Reinheit wiederals Anode eingesetzt werden kann.Die so gereinigte Lösung kann alsErsatz für Verdampfungsverlustedem Prozessbad wieder zugeführtwerden.
Verminderung der Ausschleppungvon Prozesslösungen Ausschleppungen sind wesentlicheVerursacher von Abwässern unddamit letztlich Abfällen aus derGalvanik. Die an den Werkstückenanhaftenden Badflüssigkeiten wer-den in Spülbädern verdünnt undmüssen, soweit sie nicht wieder auf-bereitet werden können, derAbwasserbehandlung zugeführtwerden. Die Ausschleppungsratelässt sich vermindern:• durch günstige Konstruktion von
Werkstückträgern.Der Galvanisierbetrieb kann Ein-fluss auf die Werkstückträger neh-men: die Warenträger und Auf-hängung von Teilen sollten so aus-gelegt werden, dass sie Aus-schleppungen vermindern.
• durch Erhöhung der Abtropf-raten.Mit Hilfe mechanischer Unter-stützung (z. B. Schütteln, Rütteln,Drehen, Abblasen) lässt sich die
7
3.2.2
3.2.1
3.3
Abtropfrate erhöhen. Auch durch Verlängerung der normalen Ab-tropfzeit von 5 – 10 sec. auf ca. 15 sec. kann eine um rund 20% ge-ringere Ausschleppung von Pro-zesslösungen erreicht werden.Dies lässt sich jedoch nicht in allen Prozessen anwenden.
• durch Verringerung der Viskosität.Durch Verringerung der Viskosität von Prozesslösungen bleibt weni-ger Flüssigkeit am Werkstück haf-ten. Die Viskosität kann durch niedrige Chemikalienkonzentra-tion, durch Zugabe von Tensiden oder durch Temperaturerhöhung verringert werden.
Rückführung ausgeschleppterProzesslösungen
Die Ausschleppungsrate und diedamit verbundene Menge anGalvanikschlämmen lässt sich auchdurch nachfolgend beschriebeneRückführungsmaßnahmen deutlichverringern. Vor der Einführung sol-cher Kreislaufsysteme sind immerVersuche durchzuführen, um dieStabilität und Prozesssicherheit desSystems zu gewährleisten.
Direkte Rückführung
Der einfachste Weg zur Rückführungvon ausgeschleppten Prozesslösun-gen besteht darin, Halbkonzentrateaus der ersten Spülstufe (Standspüle)direkt in das Prozessbad zurückzu-führen. Dies ist z. B. bei warm arbei-tenden Bädern sinnvoll, um Verdam-pfungsverluste auszugleichen. Aller-dings sind hier in der Regel Reini-gungsmaßnahmen erforderlich, dasämtliche Störstoffe, die in das Spül-bad eingeschleppt wurden, auchdirekt rückgeführt werden.Hinweis: Die direkte Rückführungist nicht sinnvoll bei abtragendenVerfahren wie z. B. alkalisches Bei-zen, chemisches oder elektrolyti-sches Glänzen.
Thermische Verfahren:Verdunstung/Verdampfung
Bei Verdunstern und Verdampfernwird die verdünnte Prozesslösungdurch Verdunsten oder Verdampfendes Spülwassers eingeengt und insProzessbad zurückgeführt. Verduns-ter können über Abwärme meistkostengünstiger betrieben werdenals Verdampfer.
Verdunstungskühler
Verdunstungskühler werden in derGalvanotechnik vorzugsweise beiwarm arbeitenden Prozesslösungen- insbesondere Chromelektrolyten -zur Aufkonzentrierung von Spül-wasser und Rückführung des Aus-trags in den Prozess eingesetzt.
Verdampfer
Der Einsatz von Verdampfern zurElektrolytrückführung aus Spül-wässern ist Stand der Technik.Verdampfer sind meist flexibler ein-setzbar als Verdunster. Allerdingsmuss beim Verdampfen im Gegen-satz zur Verdunstung zusätzlicheEnergie aufgewendet werden.Hinweis: Die vollständige Schließ-ung von Stoffkreisläufen mittels Ver-dampferanlagen einschließlich derabwasserfreien Betriebsweise ist da-her nur in Ausnahmefällen sinnvoll.
Einsatz Wasser sparenderSpültechniken
Kaskadenspülung
Durch Kaskadenspülung kann eineAnreicherung des ausgeschlepptenWirkbades soweit erreicht werden,
8
3.4.2
3.4.3
3 Vermeidung/Verminderung von Abfällen durch prozessinterne Maßnahmen
3.4
3.4.1
9
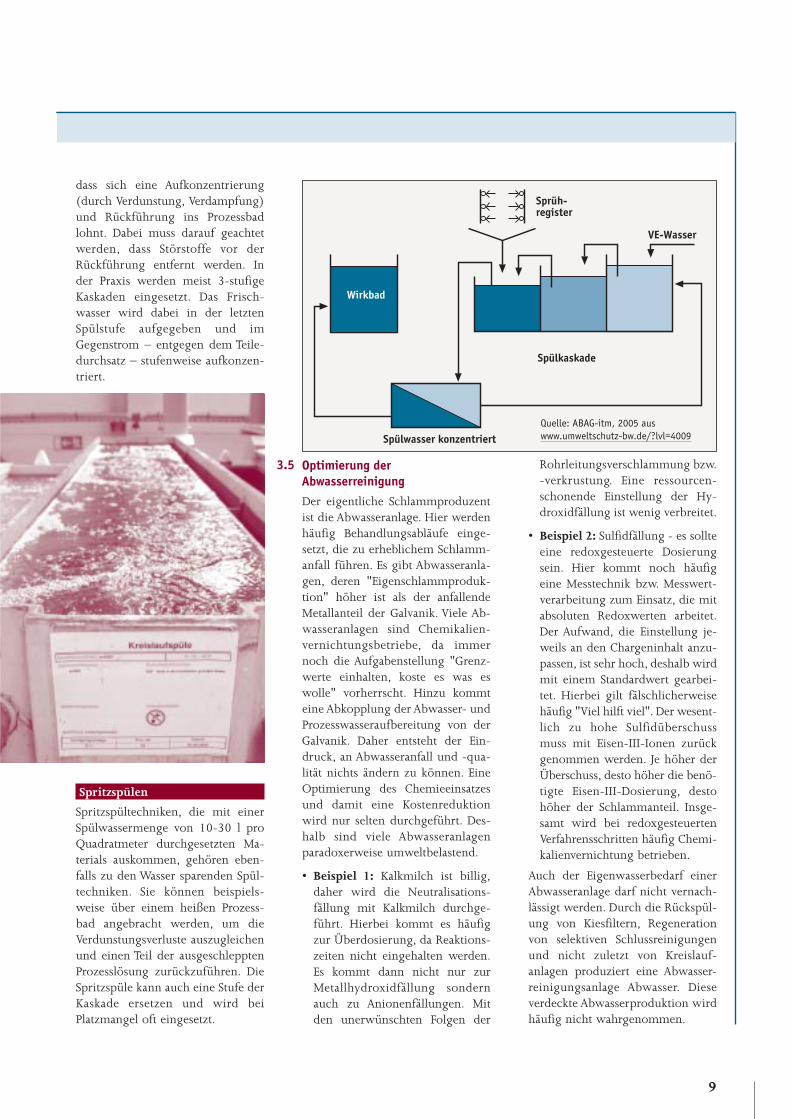
dass sich eine Aufkonzentrierung(durch Verdunstung, Verdampfung)und Rückführung ins Prozessbadlohnt. Dabei muss darauf geachtetwerden, dass Störstoffe vor derRückführung entfernt werden. Inder Praxis werden meist 3-stufigeKaskaden eingesetzt. Das Frisch-wasser wird dabei in der letztenSpülstufe aufgegeben und imGegenstrom – entgegen dem Teile-durchsatz – stufenweise aufkonzen-triert.
Spritzspülen
Spritzspültechniken, die mit einerSpülwassermenge von 10-30 l proQuadratmeter durchgesetzten Ma-terials auskommen, gehören eben-falls zu den Wasser sparenden Spül-techniken. Sie können beispiels-weise über einem heißen Prozess-bad angebracht werden, um dieVerdunstungsverluste auszugleichenund einen Teil der ausgeschlepptenProzesslösung zurückzuführen. DieSpritzspüle kann auch eine Stufe derKaskade ersetzen und wird beiPlatzmangel oft eingesetzt.
Optimierung derAbwasserreinigung Der eigentliche Schlammproduzentist die Abwasseranlage. Hier werdenhäufig Behandlungsabläufe einge-setzt, die zu erheblichem Schlamm-anfall führen. Es gibt Abwasseranla-gen, deren "Eigenschlammproduk-tion" höher ist als der anfallendeMetallanteil der Galvanik. Viele Ab-wasseranlagen sind Chemikalien-vernichtungsbetriebe, da immernoch die Aufgabenstellung "Grenz-werte einhalten, koste es was eswolle" vorherrscht. Hinzu kommteine Abkopplung der Abwasser- undProzesswasseraufbereitung von derGalvanik. Daher entsteht der Ein-druck, an Abwasseranfall und -qua-lität nichts ändern zu können. EineOptimierung des Chemieeinsatzesund damit eine Kostenreduktionwird nur selten durchgeführt. Des-halb sind viele Abwasseranlagenparadoxerweise umweltbelastend.
• Beispiel 1: Kalkmilch ist billig,daher wird die Neutralisations-fällung mit Kalkmilch durchge-führt. Hierbei kommt es häufig zur Überdosierung, da Reaktions-zeiten nicht eingehalten werden.Es kommt dann nicht nur zur Metallhydroxidfällung sondern auch zu Anionenfällungen. Mit den unerwünschten Folgen der
Rohrleitungsverschlammung bzw.-verkrustung. Eine ressourcen-schonende Einstellung der Hy-droxidfällung ist wenig verbreitet.
• Beispiel 2: Sulfidfällung - es sollteeine redoxgesteuerte Dosierung sein. Hier kommt noch häufig eine Messtechnik bzw. Messwert-verarbeitung zum Einsatz, die mit absoluten Redoxwerten arbeitet.Der Aufwand, die Einstellung je-weils an den Chargeninhalt anzu-passen, ist sehr hoch, deshalb wirdmit einem Standardwert gearbei-tet. Hierbei gilt fälschlicherweise häufig "Viel hilft viel". Der wesent-lich zu hohe Sulfidüberschuss muss mit Eisen-III-Ionen zurück genommen werden. Je höher der Überschuss, desto höher die benö-tigte Eisen-III-Dosierung, desto höher der Schlammanteil. Insge-samt wird bei redoxgesteuerten Verfahrensschritten häufig Chemi-kalienvernichtung betrieben.
Auch der Eigenwasserbedarf einerAbwasseranlage darf nicht vernach-lässigt werden. Durch die Rückspül-ung von Kiesfiltern, Regenerationvon selektiven Schlussreinigungenund nicht zuletzt von Kreislauf-anlagen produziert eine Abwasser-reinigungsanlage Abwasser. Dieseverdeckte Abwasserproduktion wirdhäufig nicht wahrgenommen.
3.5
Quelle: ABAG-itm, 2005 aus www.umweltschutz-bw.de/?lvl=4009

4 Verwertung von Galvanikabfällen
4.1 4.2Verwertung vonGalvanikschlämmenDer zum Teil hohe Metallgehalt derGalvanikschlämme erlaubt in eini-gen Fällen die Rückgewinnung derWertmetalle Kupfer, Nickel, Chromund Zink. Dazu müssen jedochdurch Vor- und Nachbehandlungs-maßnahmen Fällungsprodukte er-zeugt werden, die in ihrer Konsis-tenz und der stofflichen Zusam-mensetzung den Anforderungen derjeweiligen Verwertungsverfahrenentsprechen. Es sollte mit demEntsorger abgestimmt werden,inwieweit es sinnvoll ist, bestimmteAbwasserteilströme nach Metall-gehalt getrennt der Abwasseraufbe-reitung zuzuführen.Hinweis: Sowohl für die Abklärungvon Verwertungsmöglichkeiten alsauch für sonstige Entsorgungswegeist eine vorherige Abfallanalyse er-forderlich. Welcher Mindestmetall-gehalt für eine Verwertung erforder-lich ist, hängt vom Verfahren undauch von der Entwicklung derMetallpreise ab. Eine Sonderrollespielen edelmetallhaltige Schlämme,die auch bei Metallgehalten vonunter einem Prozent wieder aufge-arbeitet werden. Verwertungsmög-lichkeiten können bei der SAMangefragt werden.
Externe Rückgewinnung undWiederverwendung von Stoffen
Elektrolytische Rückgewinnung von Metallen
Wirtschaftlich können insbesondereEdelmetalle mittels spezieller Elek-trolyseverfahren aus konzentriertenwässrigen Lösungen zur Wieder-verwendung zurückgewonnen wer-den. Das Verfahren kann auch fürandere Metalle kostengünstig seinwenn dadurch z. B. die Kosten fürdie Abwasserbehandlung reduziertwerden können. Folgende Teilströ-me sind hierfür besonders geeignet:
• Spülwasserkonzentrate aus der galvanischen Metallabscheidung (ausgenommen Chrombäder und chloridische Lösungen),
• Spülwasserkonzentrate und ver-brauchte Bäder der chemischen Metallabscheidung (ausgenom-men phosphathaltige Elektrolyte) und
• schwefelsaure Regenerate von Kationentauschern aus der Be-handlung Nichteisenmetall ent-haltender Spülwässer.
Aufgrund des hohen Energiebedarfsund der hohen Investitions- undPersonalkosten sind externe Verfah-ren der betriebsinternen Elektrolysevorzuziehen. Eine Ausnahme bildet
die elektrolytische Aufbereitungcyanidhaltiger Metalllösungen, dahier parallel zur Metallgewinnungdie anodisch oxidative Zerstörungdes Cyanids erfolgt. Da die Reinheitder abgeschiedenen Metalle für eineunmittelbare betriebsinterne Ver-wertung als Anodenmaterial i.d.R.nicht ausreichend ist, erfolgt dieVerwertung i.d.R. über den Alt-metallhandel.
Wiederverwendung von Stoffen
Wenn Qualität und Menge es erlau-ben, können Stoffe extern wieder-verwendet werden, wie z. B. suspen-diertes Aluminiumhydroxid auseiner Anodisieranlage zur Phosphat-fällung in der Endstufe einer öffent-lichen Kläranlage. Stoffe könnenauch extern zurückgewonnen wer-den wie z. B. Phosphorsäure undChromsäure, verbrauchte Ätzlösun-gen etc.Ob sich eine Chromsäurerückge-winnung wirtschaftlich rechnet,kann mit Hilfe einer kurzen Formel unter www.pius-info.de/de/pius_info_pool/tools/heitec/index.htmlüberprüft werden.
10
Beseitigung von Galvanikschlämmen5
Werden die unter Punkt 3.3 und 3.4beschriebenen Maßnahmen zur Ver-meidung von Ausschleppungen so-wie zur Rückführung von ausge-schleppten Prozesslösungen weitge-hend umgesetzt, so führt dies zueiner deutlichen Verminderung desNichteisenmetallgehaltes im Ab-wasser und somit im Galvanik-schlamm. Dabei kann sein Gehalt anNichteisenmetallen so gering wer-den, dass sich eine Verwertungweder ökologisch noch ökonomischlohnt. Der Galvanikschlamm wird
dann - nach Vorbehandlung - alsgefährlicher Abfall auf Sonderabfall-deponien abgelagert oder kann evtl.nach entsprechender Behandlung als Bergversatzmaterial (Verwertungsverfahren) genutzt werden.

6 Rechtliche Hinweise
11
AbfallrechtAm 1. Februar 2007 sind das Gesetzund die Verordnung zur Verein-fachung der abfallrechtlichen Über-wachung in Kraft getreten. BeideRegelwerke haben zum Ziel, diebetroffene Wirtschaft sowie dieAbfallbehörden von Bürokratie zuentlasten und gleichzeitig dieEffizienz der abfallrechtlichen Über-wachung zu stärken.Nachfolgend sind wichtige Ände-rungen kurz zusammengefasst, aus-führlichere Informationen finden sich unter www.sam-rlp.de/anfang_novelle.html.
Neue Begrifflichkeiten:
In Anpassung an das EG-Recht gibtes nur noch die Unterscheidung in • gefährliche Abfälle (zur Beseiti-
gung oder zur Verwertung) – sie unterliegen der behördlichen Überwachung. Das bedeutet für den Betrieb Nachweis- und Doku-mentationspflichten, die in Kapitel 7näher erläutert werden
• und nicht gefährliche Abfälle (zur Beseitigung oder zur Verwertung) – sie sind für den Betrieb nicht nachweispflichtig, für den Entsor-ger jedoch registrierpflichtig.
Damit entfällt das vereinfachteNachweisverfahren.
Vereinfachung durch Nutzung der elektronischen Nachweisführung
In einer Übergangszeit bis zum 1. April 2010 wird die Nachweis-führung für gefährliche Abfälle aufdas neue elektronische Verfahrenumgestellt. Mit Inkrafttreten derNeuerungen am 1. Februar 2007kann (mit Zustimmung der zustän-digen Behörde) die elektronischeForm für Entsorgungsnachweise,Übernahme-scheine und Begleit-scheine genutzt werden, drei Jahrespäter muss sie es – mit Ausnahmeder Übernahmescheine. Dies gilt füralle Betriebe, die gefährliche Abfällegrößer 20 t pro Abfallart und Jahrentsorgen. Die Galvanikbranche istvon dieser Umstellung betroffen.
Nachweisbelege sind mittels elek-tronischem Register (bisher Nach-weisbuch) für 3 Jahre aufzubewah-ren. Die Übermittlung von Doku-menten erfolgt zukünftig gemäßdem Signaturgesetz rechtssicherdurch den Einsatz der qualifiziertenelektronischen Signatur. Vor demVersenden von Daten müssen diesedabei durch eine Signaturkarte sig-niert (sprich: elektronisch unter-schrieben) werden. Sodann erfolgteine verschlüsselte Datenübermitt-lung. Die Signaturkarte ist bei soge-nannten Trustcentern erhältlich, istpersonengebunden und muss nach2 Jahren erneuert werden. Das be-deutet, dass nur noch bestimmteMitarbeiter eines Unternehmens,die Inhaber einer Signaturkarte sind,die Nachweisdokumente signierenund versenden können.
• Übergangsregelung Quittungs-beleg als Ersatz für den Begleit-schein: Quittungsbelege als Ersatz für den Begleitschein können noch bis Januar 2011 in Papier-form und handschriftlich unter-schrieben geführt werden. Sie dienen als Nachweis der Überga-be gefährlicher Abfälle durch den Abfallerzeuger an den Beförderer.
• Bei Störungen der elektroni-schen Kommunikation kann der Quittungsbeleg auch nach Januar2011 für den Abfalltransport ver-wendet werden. Nach Beendigungder Störung sind alle Entsor-gungsvorgänge nachträglich elek-tronisch zu versenden.
• Ausnahmen von der Pflicht zur elektronischen Kommunikation gelten für den Abfallerzeuger bei Anwendung des Sammelentsor-gungsverfahrens. Dieses Verfahren setzt voraus, dass pro Abfallart und Jahr nicht mehr als 20 t eines gefährlichen Abfalls anfallen. Der Übernahmeschein, der dem Ab-fallerzeuger für die Übergabe sei-ner gefährlichen Abfälle vom Ein-sammler ausgestellt wird, kann weiterhin unbefristet in Papier-form geführt und im Register auf-
bewahrt werden. Ein Register, das lediglich aus Übernahmescheinen besteht, muss nicht zwingend elektronisch geführt werden.
Vereinfachung einzelner Überwachungsbereiche – die Galvanikbranche betreffend
• Die gesetzlichen Pflichten zur Er-stellung betrieblicher Abfallwirt-schaftskonzepte und Abfallbilan-zen sind bereits gestrichen wor-den. Nun wurde auch die zuge-hörige Verordnung aufgehoben.Die Führung von Abfallbilanzen wird jedoch empfohlen.
• Das Formblatt über die Erklärung zur Altölentsorgung ist nicht mehr zwingend zu führen.
AbwasserrechtBei der Einleitung von Abwasser ausgalvanotechnischen Betrieben in dieöffentliche Kanalisation (Indirekt-einleitung) sind die Anforderungendes Anhangs 40 der Abwasserver-ordnung einzuhalten. Hier werdeneinerseits Grenzwerte, die im Ab-wasser einzuhalten sind benannt.Andererseits werden konkrete Tech-niken genannt mit denen Wassereinzusparen und die Schadstoff-Fracht gering zu halten ist. Es sinddies VVV- Techniken, wie sie in die-ser Broschüre beschrieben werden.Die Grenzwerte für die in Teil C desAnhangs 40 genannten Stoffe wer-den bei Indirekteinleitern in jedemEinzelfall in Abhängigkeit von denjeweils örtlichen Verhältnissen, derGröße der Kläranlage und der Artder Beseitigung des kommunalenKlärschlamms festgelegt.Für die Einleitung der Abwässer indie öffentliche Kanalisation ist eineIndirekteinleitergenehmigung er-forderlich, genehmigende Behördensind in Rheinland-Pfalz die Struk-tur- und GenehmigungsdirektionenSüd und Nord (SGD). Zusätzlichsind die in der jeweiligen örtlichenAbwassersatzung festgelegten Grenz-werte (z.B. Sulfat, Ammonium, pH-Wert, etc.) einzuhalten.
6.1
6.2

Die Dokumentation der Entsorgung gefährlicher Abfällewird in der bundesweit gültigen Nachweisverordnung imDetail geregelt. Dies ist zum Wohle der Allgemeinheit not-wendig, um die Abfallströme auf ihrem gesamten Weg –vom Betrieb als Abfallerzeuger bis zur Entsorgungsfirma –verfolgen zu können.Nachfolgend die Erläuterung der wichtigsten Begrifflichkeiten des NachweisverfahrensAbfallschlüsselVor Ermittlung des entsprechenden Nachweisverfahrensmuss die korrekte Abfalleinstufung gemäß europäischemAbfallverzeichnis (EAV) gefunden werden. Hier ist jederAbfallart eine 6-stellige Nummer und eine eindeutigeAbfallbezeichnung zugeordnet. Die Nummern der gefähr-lichen Abfälle sind zusätzlich mit einem * gekennzeichnet.Eine Auflistung der häufigsten gefährlichen Abfälle ausgalvanotechnischen Betrieben mit Abfallschlüssel undHinweisen zur Entsorgung findet sich unter Punkt 7.2.Erzeuger-/Beförderer-/EntsorgernummerJedem Erzeuger, Beförderer und Entsorger von Abfällenwird (sofern erforderlich) eine eigene Nummer erteilt, inRheinland-Pfalz ist das die so genannte Betriebsnummer.Sie muss auf allen Formularen korrekt eingetragen wer-den. Wer seine Betriebsnummer nicht kennt oder nochkeine Betriebsnummer hat, kann sich an die SAM wenden.Entsorgungsnachweis (EN)Der EN (max. fünf Jahre gültig) ist die Erlaubnis dafür,dass man als Betrieb einen bestimmten gefährlichen Abfallentsorgen lassen darf. Bis zu einer Grenze von 20 t pro Jahrund Abfallart kann auch der sog. Sammelentsorgungs-nachweis (SN) genutzt werden. Der EN ist in Rheinland-Pfalz vor Entsorgung der Abfälle durch die Sonderabfall-Management-Gesellschaft (SAM) in Mainz zu genehmigen.Sammelentsorgungsnachweis (SN)Der SN (max. fünf Jahre gültig) ist die Erlaubnis dafür,dass der Einsammler einen bestimmten Abfall bei ver-schiedenen Abfallerzeugern einsammeln darf. BeimAbfallerzeuger dürfen allerdings nicht mehr als 20 t desjeweiligen Abfalls pro Jahr anfallen, sonst ist ein Entsor-gungsnachweis zu beantragen. Der Einsammler tritt beimSammelentsorgungs-Nachweisverfahren als stellvertreten-der Erzeuger auf. Bei der Abholung des Abfalls erhält deroriginäre Abfallerzeuger einen Übernahmeschein, den er
mindestens 3 Jahre im Register aufbewahren muss. Es istsinnvoll, sich den Sammelentsorgungsnachweis vorlegenzu lassen und als Kopie zusammen mit dem Übernahme-schein abzuheften.Begleitschein (BS)Der BS macht den Entsorgungsweg eines gefährlichenAbfalls (Sonderabfall) von seiner Herkunft bis zur endgül-tigen Entsorgung nachvollziehbar. Es kann noch bis 2010der Durchschlagsatz von sechs verschiedenfarbigenBlättern verwendet werden. Bei der Übergabe des gefähr-lichen Abfalls an den Beförderer erhält der Abfallerzeugerden weißen Durchschlag. Nach der endgültigen Entsor-gung übersendet ihm der Entsorger den altgoldenenDurchschlag. Die anderen Exemplare verbleiben bei denjeweils Beteiligten (Entsorger, Beförderer, Behörde). Beider Sammelentsorgung ist die Begleitscheinführung Sachedes Einsammlers.Übernahmeschein (ÜS)Durch das Ausfüllen eines Übernahmescheins wird dieÜbergabe/der Verbleib eines Abfalls dokumentiert. DerÜbernahmeschein findet Anwendung im Sammelentsor-gungs-Nachweisverfahren (SN). Der Abfallerzeuger ist u. a.dafür verantwortlich, dass der richtige Abfallschlüssel unddie richtige Abfallart sowie die korrekte Menge eingetra-gen werden. Mit seiner Unterschrift bestätigt er die Rich-tigkeit dieser Angaben. Adressen von Bezugsquellen fürabfallrechtliche Nachweisformulare siehe www.sam-rlp.de/sam-publikationen.html#Anchor-SA-9309.RegisterIm Register müssen alle Formulare, welche die Entsor-gung gefährlicher Abfälle betreffen, gesammelt und min-destens drei Jahre aufbewahrt werden. Innerhalb von zehnArbeitstagen nach Erhalt der Begleit- und Übernahme-scheine sind diese den jeweiligen Entsorgungsnachweisenin zeitlicher Reihenfolge zuzuordnen. Dabei sollten beimAbfallerzeuger stets die weißen und altgoldenen Begleit-scheine zusammen abgeheftet werden. Andere Unterlagen(z. B. Angebote, Wiegescheine, Rechnungen etc.) solltenim Register nach Möglichkeit nicht abgeheftet werden.Noch mehr zum Thema Sonderabfallentsorgung findenSie im "Praxisleitfaden Sonderabfall", der bei der SAMunter www.sam-rlp.de/sam-publikationen.html angefor-dert werden kann.
➤
➤
➤
➤
7.1
6.3 6.4
➤
➤
➤
6 Rechtliche Hinweise
12
Immissionsschutz (Genehmigung) Elektrolytische- oder chemischeOberflächenbehandlungsanlagen fürMetalle oder Kunststoffe sind seitAugust 2001 genehmigungspflichtigim Sinne des Bundesimmissions-schutzgesetzes, wenn das Volumender Wirkbäder 30 m3 oder mehr be-
trägt. Anlagen, in denen Metallober-flächen durch Beizen oder Brennenunter Verwendung von Fluss- oderSalpetersäure behandelt werden, be-dürfen weiterhin grundsätzlich derGenehmigung. Zuständige Behör-den sind in Rheinland-Pfalz dieStruktur- und Genehmigungsdirek-tionen Nord und Süd.
Bestellung vonBetriebsbeauftragtenFür die Bereiche Abfall und Abwasser(Länderrecht) sowie (bei entsprech-ender Genehmigungsbedürftigkeit)Immissionsschutz müssen Betriebs-beauftragte bestellt werden, die überdie entsprechende Fachkunde verfü-gen.
Entsorgung: Das Nachweisverfahren7

13
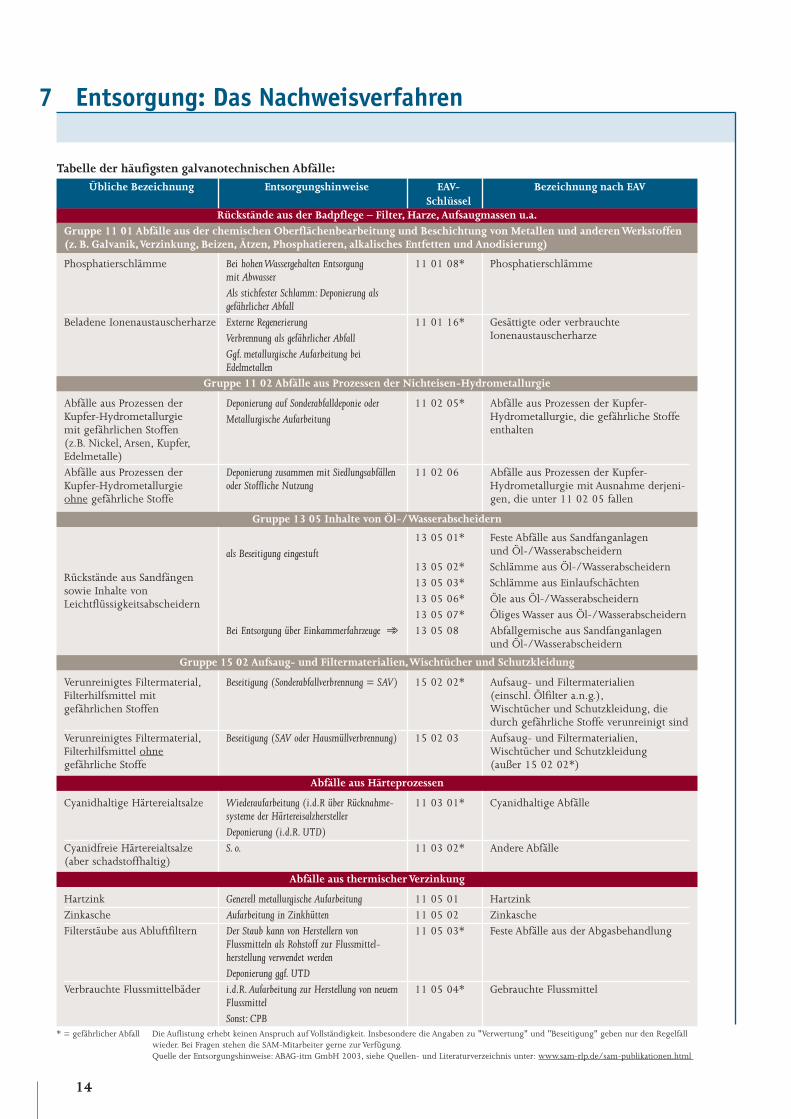
Tabelle der häufigsten galvanotechnischen Abfälle:
Filterkuchen aus der betriebs-eigenen Abwasserbehandlungs-anlage mit gefährlichen Stoffen(z. B. Schwermetallen)Filterkuchen aus der betriebs-eigenen Abwasserbehandlungs-anlage ohne gefährliche Stoffe
Übliche Bezeichnung
Metallhaltige Schlämme können evtl. metallur-gisch aufgearbeitet werdenDeponierung Sonderabfalldeponie (SAD)
Beseitigung (Deponierung) zusammen mitSiedlungsabfällen
Entsorgungshinweise
11 01 09*
11 01 10
EAV-Schlüssel
Schlämme und Filterkuchen,die gefährliche Stoffe enthalten
Schlämme und Filterkuchen, mitAusnahme derjenigen, die unter 11 01 09 fallen
Schlämme aus der Zink-Hydrometallurgie mit gefährlichen Stoffen
Abfälle aus der Herstellung vonAnoden ohne gefährliche Stoffe
Abfälle aus Prozessen derKupfer-Hydrometallurgie mitgefährlichen Stoffen (z.B. Nickel,Arsen, Kupfer, Edelmetalle)Abfälle aus Prozessen derKupfer-Hydrometallurgie ohne gefährliche StoffeAbfälle aus sonstigenNichteisen-Metallprozessen (z. B. Zinnrückgewinnung,Edelmetallerzeugung,Nickelerzeugung)
Entsprechend des Begleitmetallgehaltes metallurgische Aufarbeitung oderDeponierung auf SAD (insbes. aus Jarosit-/Geothitverfahren)Anodenschlämme werden i.d.R. metallurgischenRückgewinnungsprozessen zugeführt oderDeponierung zusammen mit SiedlungsabfällenDeponierung auf Sonderabfalldeponie oder Metallurgische Aufarbeitung
Deponierung zusammen mit Siedlungsabfällenoder Stoffliche Nutzung
Entsprechend des Begleitmetallgehaltes metallurgische Aufarbeitung oderDeponierung auf SAD (ggf. Untertagedeponie = UTD)
11 02 02*
11 02 03
11 02 05*
11 02 06
11 02 07*
Schlämme aus der Zink-Hydrometallurgie(einschließlich Jarosit, Goethit)
Abfälle aus der Herstellung von Anodenfür wässrige elektrolytische Prozesse
Abfälle aus Prozessen der Kupfer-Hydro-metallurgie, die gefährliche Stoffe enthalten
Abfälle aus Prozessen der Kupfer-Hydro-metallurgie mit Ausnahme derjenigen,die unter 11 02 05 fallenAndere Abfälle, die gefährliche Stoffe enthalten
Bezeichnung nach EAV
Feste Betriebsstoffe – Galvanikschlämme
7.2 Tabelle der häufigsten (insbesondere gefährlichen)Abfälle in galvanotechnischen Betrieben, mit Entsorgungshinweisen
Im Folgenden werden die häufigsten gefährlichen Abfälleaus galvanotechnischen Betrieben aufgeführt. Neben den
betriebsüblichen Abfallbezeichnungen und Entsorgungs-hinweisen finden sich die jeweils möglichen Abfall-schlüssel nach Europäischem Abfallverzeichnis (EAV), diein deutsches Recht durch die Abfallverzeichnisverordnungumgesetzt wurde (AVV). Dabei sind gefährliche Abfällemit einem Stern gekennzeichnet.
Gruppe 11 01 Abfälle aus der chemischen Oberflächenbearbeitung und Beschichtung von Metallen und anderen Werkstoffen(z. B. Galvanik,Verzinkung, Beizen, Ätzen, Phosphatieren, alkalisches Entfetten und Anodisierung)
Saure Beizlösungen
SäurenAlkalische Beizlösungen
Spülwässer mit gefährlichenStoffenSpülwässer ohne gefährlicheStoffeVerbrauchte Entfettungs- (Spül-)bäder mit gefährlichen StoffenVerbrauchte Entfettungs- (Spül-)bäder ohne gefährliche StoffeRegenerate ausIonenaustauschern
Rückführung in Laugungsprozesse, Eindampfungetc., ansonsten Neutralisation und Fällung imAbwasser (CPB)CPBBetriebseigene chemisch-physikalischeBehandlung (CPB)ggf. Entgiftung und CPB
CPB
Energetische Verwertung der abgetrennten Ölphase bzw. CPBCPB
ggf. Entgiftung und CPB
11 01 05*
11 01 06*11 01 07*
11 01 11*
11 01 12
11 01 13*
11 01 14
11 01 15*
Saure Beizlösungen
Säuren a.n.g.Alkalische Beizlösungen
Wässrige Spülflüssigkeiten, die gefährli-che Stoffe enthaltenWässrige Spülflüssigkeiten mit Ausnahmederjenigen, die unter 11 01 11 fallenAbfälle aus der Entfettung,die gefährliche Stoffe enthaltenAbfälle aus der Entfettung mit Ausnahmederjenigen, die unter 11 01 13 fallenEluate und Schlämme aus Membran-systemen oder Ionenaustauschsystemen,die gefährliche Stoffe enthalten
Flüssige Betriebsstoffe – Säuren, Laugen und Konzentrate
Gruppe 11 01 Abfälle aus der chemischen Oberflächenbearbeitung und Beschichtung von Metallen und anderen Werkstoffen(z. B. Galvanik,Verzinkung, Beizen, Ätzen, Phosphatieren, alkalisches Entfetten und Anodisierung)
Gruppe 11 02 Abfälle aus Prozessen der Nichteisen-Hydrometallurgie
7 Entsorgung: Das Nachweisverfahren
Tabelle der häufigsten galvanotechnischen Abfälle:Übliche Bezeichnung Entsorgungshinweise EAV-
Schlüssel
Phosphatierschlämme
Beladene Ionenaustauscherharze
Bei hohen Wassergehalten Entsorgung mit AbwasserAls stichfester Schlamm: Deponierung alsgefährlicher AbfallExterne RegenerierungVerbrennung als gefährlicher AbfallGgf. metallurgische Aufarbeitung beiEdelmetallen
11 01 08*
11 01 16*
Phosphatierschlämme
Gesättigte oder verbrauchteIonenaustauscherharze
Abfälle aus Prozessen derKupfer-Hydrometallurgie mit gefährlichen Stoffen (z.B. Nickel, Arsen, Kupfer,Edelmetalle)Abfälle aus Prozessen derKupfer-Hydrometallurgie ohne gefährliche Stoffe
Deponierung auf Sonderabfalldeponie oderMetallurgische Aufarbeitung
Deponierung zusammen mit Siedlungsabfällenoder Stoffliche Nutzung
11 02 05*
11 02 06
Abfälle aus Prozessen der Kupfer-Hydrometallurgie, die gefährliche Stoffeenthalten
Abfälle aus Prozessen der Kupfer-Hydrometallurgie mit Ausnahme derjeni-gen, die unter 11 02 05 fallen
Rückstände aus Sandfängensowie Inhalte vonLeichtflüssigkeitsabscheidern
als Beseitigung eingestuft
Bei Entsorgung über Einkammerfahrzeuge ➾
13 05 01*
13 05 02*13 05 03*13 05 06*13 05 07*13 05 08
Feste Abfälle aus Sandfanganlagen und Öl-/WasserabscheidernSchlämme aus Öl-/WasserabscheidernSchlämme aus EinlaufschächtenÖle aus Öl-/WasserabscheidernÖliges Wasser aus Öl-/WasserabscheidernAbfallgemische aus Sandfanganlagen und Öl-/Wasserabscheidern
Verunreinigtes Filtermaterial,Filterhilfsmittel mit gefährlichen Stoffen
Verunreinigtes Filtermaterial,Filterhilfsmittel ohnegefährliche Stoffe
Beseitigung (Sonderabfallverbrennung = SAV)
Beseitigung (SAV oder Hausmüllverbrennung)
15 02 02*
15 02 03
Aufsaug- und Filtermaterialien (einschl. Ölfilter a.n.g.),Wischtücher und Schutzkleidung, diedurch gefährliche Stoffe verunreinigt sindAufsaug- und Filtermaterialien,Wischtücher und Schutzkleidung (außer 15 02 02*)
Cyanidhaltige Härtereialtsalze
Cyanidfreie Härtereialtsalze(aber schadstoffhaltig)
Wiederaufarbeitung (i.d.R über Rücknahme-systeme der HärtereisalzherstellerDeponierung (i.d.R. UTD)S. o.
11 03 01*
11 03 02*
Cyanidhaltige Abfälle
Andere Abfälle
Bezeichnung nach EAV
Rückstände aus der Badpflege – Filter, Harze, Aufsaugmassen u.a.Gruppe 11 01 Abfälle aus der chemischen Oberflächenbearbeitung und Beschichtung von Metallen und anderen Werkstoffen(z. B. Galvanik,Verzinkung, Beizen, Ätzen, Phosphatieren, alkalisches Entfetten und Anodisierung)
Abfälle aus Härteprozessen
HartzinkZinkascheFilterstäube aus Abluftfiltern
Verbrauchte Flussmittelbäder
Generell metallurgische AufarbeitungAufarbeitung in ZinkhüttenDer Staub kann von Herstellern von Flussmitteln als Rohstoff zur Flussmittel-herstellung verwendet werdenDeponierung ggf. UTDi.d.R.Aufarbeitung zur Herstellung von neuemFlussmittelSonst: CPB
11 05 0111 05 0211 05 03*
11 05 04*
HartzinkZinkascheFeste Abfälle aus der Abgasbehandlung
Gebrauchte Flussmittel
Abfälle aus thermischer Verzinkung
Gruppe 11 02 Abfälle aus Prozessen der Nichteisen-Hydrometallurgie
Gruppe 13 05 Inhalte von Öl-/Wasserabscheidern
Gruppe 15 02 Aufsaug- und Filtermaterialien,Wischtücher und Schutzkleidung
* = gefährlicher Abfall Die Auflistung erhebt keinen Anspruch auf Vollständigkeit. Insbesondere die Angaben zu "Verwertung" und "Beseitigung" geben nur den Regelfall wieder. Bei Fragen stehen die SAM-Mitarbeiter gerne zur Verfügung.Quelle der Entsorgungshinweise: ABAG-itm GmbH 2003, siehe Quellen- und Literaturverzeichnis unter: www.sam-rlp.de/sam-publikationen.html
14

15
8 Adressen und Links
• PIUS-Internet-Portal: Ressourceneffizienz durch produktionsintegrierten Umweltschutz im Handwerk und in kleinen und mittleren Unternehmen (KMU): www.pius-info.de
• Umweltberatung bei den Handwerkskammern in Rheinland-Pfalz:www.handwerk.de (Deutschlandkarte: HWK`s Trier, Koblenz, Mainz und Kaiserslautern)
• Umweltberatung bei den Industrie- und Handelskammern in Rheinland-Pfalz:www.ihk24.de (IHK`s Rhein-Neckar, Rheinhessen und Pfalz)
• Sonderabfall-Management-Gesellschaft Rheinland-Pfalz mbH (SAM) Wilhelm-Theodor-Römheld-Str. 34, 55130 MainzTel.: 0 61 31/9 82 98-0Fax: 0 61 31/9 82 98-22 E-Mail: [email protected]: www.sam-rlp.de
• Informationsplattform zum betrieblichen Umweltschutz des Wirtschaftsministeriums Baden-Württemberg:www.umweltschutz-bw.de
• EffNet RLP/ Informations- und Beratungsplattform zu Umweltschutz und Energieeffizienz des Ministeriums für Umwelt, Forsten und Verbraucherschutz sowie des Ministeriums für Wirtschaft,Verkehr, Landwirtschaft und Weinbau des Landes Rheinland-Pfalz:www.effnet.rlp.de
• Effizienz-Agentur (EFA) NRW – Branchenerfahrungen in der oberflächenbehandelnden Industrie in NRW:www.efanrw.de (Branchen, Metall....)
• Deutsche Gesellschaft für Galvanik und Oberflächentechnik e.V. (DGO):www.zvo.org/index.php?id=474
• Zentralverband Oberflächentechnik (ZVO):www.zvo.org/index.php?id=1444
• Praxis-Tool "Effizienzcheck" für die Oberflächenveredelung der Fa. Heitec gibt konkrete Hilfestellung für die ersten Datenaufnahmen bzw. das Erkennen des Optimierungspotentials im Betrieb.Praxis-Tool "Chromsäurerückgewinnung": Rechenblatt der Fa. Heitec, das nach Eingabe der Daten eine schnelle Übersicht bietet, wie viel eingekauftes Chrom auf der Ware abgeschieden und wie viel ungenutzt und teuer entsorgt werden muss:www.pius-info.de/de/pius_info_pool/tools/heitec/index.html
AMS
Praxisinfo 4
AMS

© SAM GmbH
Sonderabfall-Management-Gesellschaft Rheinland-Pfalz mbH Wilhelm-Theodor-Römheld-Straße 34, 55130 Mainz
Fon 06131/98298-0 Fax 06131/9829822 E-Mail: [email protected] Internet: www.sam-rlp.de
Anlagen zum Praxis-Info

© SAM GmbH Seite 1 von 1 Stand: Oktober 2007
Sonderabfall-Management-Gesellschaft Rheinland-Pfalz mbH Wilhelm-Theodor-Römheld-Straße 34, 55130 Mainz
Fon 06131/98298-0 Fax 06131/9829822 E-Mail: [email protected] Internet: www.sam-rlp.de
Quellen- und Literaturverzeichnis Galvanotechnik
(Anlage zu Praxis-Info 4)
Deutscher Beitrag zu den besten verfügbaren Techniken für die Oberflächenbehandlung von Metallen und Kunststoffen, Umweltbundesamt (UBA), Dessau, September 2005: www.bvt.umweltbundesamt.de/archiv/galvanik.pdf Handbuch Abfall 1, Beratungsprogramm zur Reststoffvermeidung und –verwertung in BW, Untersuchung von Galvanisieranlagen, Branchengutachten, Landesanstalt für Umweltschutz BW, 1997 • Handbuch zum richtigen Umgang mit dem Europäischen Abfallverzeichnis, – Vorschläge zur Zuordnung von Abfällen zu Abfallschlüsseln, zur Abfallentsorgung sowie Beschreibung der Entstehungsprozesse und Stoffflüsse für ausgewählte Branchen. Band B Gruppe 11 01 bis 19 13. Herausgeber: Ministerium für Umwelt und Verkehr Baden-Württemberg, (Ersteller: ABAG-itm GmbH) 2003 • PIUS-Internet-Portal: Ressourceneffizienz durch produktionsintegrierten Umweltschutz im Handwerk und in kleinen und mittleren Unternehmen (KMU): www.pius-info.de • PIUS-Check Galvanik bei der Zeschky Galvanik GmbH & Co. KG: http://www.pius-info.de/dokumente/docdir/efa/proj_in_untern/EFA-0206-RKB_011_zeschky.html • Informationsplattform zum betrieblichen Umweltschutz des Wirtschaftsministeriums Baden-Württemberg, Metallbearbeitung / Galvanotechnik: www.umweltschutz-bw.de/?lvl=3848 • Effizienz-Agentur (EFA) NRW – Produktionsintegrierter Umweltschutz in der Oberflächenveredelung – „Impulse für bessere Wirtschaftlichkeit, höhere Qualität, weniger Ressourcenverbrauch“: www.efanrw.de/index.php?id=291 • Biotech / Life Sciences Portal Baden-Württemberg - Entfernung von Rost- und Oxidschichten durch Mikroorganismen in wässrigen Lösungen - : www.biopro.de/de/life/magazin/01491/