VULKAN Group - 조립 방법 · 2014. 7. 22. · VULKAN LoKriNg rohrverbindungen gmbH & Co. Kg |...
2
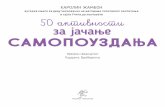
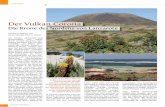
조립 방법 LOKRING ® 튜브 연결 어셈블리 버전 50 01. 튜브 디버러 02. 연마 매트 03. 안정화 삽입물 04. LOKPREP 05. 조인트 06. 수동 조립 공구 07. LOKRING 08. 영구 마커 (이 어셈블리 버전은 품목 이름에서 마지막에 있는 2개의 숫자로 결정합니다. 예: LOKRING 6 NK Ms 50) 튜브 디버러 (01) 를 사용하여 튜브 끝 둘레를 빙 돌아 쇠가시를 다듬습 니다. 재질이 다를 경우 디버링 공구 도 다른 것을 사용하십시오. 재질, 튜브 외경 Ø 과 튜브 벽 두께 S 에 적합한 안정화 매트 (03) 를 삽입합니다. 작동 압력이 25 bar 미만인 냉매와 함께 사용하는 경우(예: R134a 자동차 A/C 시스템 또는 냉장고 캐비 닛) 안정화 삽입물을 반드시 사용하지 않아도 됩니다. 연마 매트 (02) 를 회전시키면서 튜브 끝을 문질러 매끄럽게 만 듭니다. 튜브 제원에 따라, 또는 슬라이드 게이지를 사용하여 튜브 벽 두께 S 와 튜브 외경 Ø 을 확 인합니다. Ø = 튜브 외경 S = 튜브 벽 두께 튜브 재질과 주변 온도에 적합한 LOKPREP를 선택합니다. LOKPREP (04) 를 튜브 끝의 실링 부분을 빙 돌아 바릅니다. LOKPREP의 정확한 경화 시간을 준수합니다. LOKPREP (04) 를 바르기 전에 연결 조인트를 튜브 안으 로 내부 멈춤점까지 밀어 넣습니다. 마커 (08) 를 사용하여 튜브에 정확한 삽입 깊이를 표시합니다. 연결 조인트 (05) 를 튜브 안으로 내부 멈춤점까지 밀어 넣습 니다 . 어셈블리 조 (06) 를 LOKRING (07) 과 조인트 (05) 의 조립 멈춤점 뒤의 제자리에 놓습니다. 튜브 연결부를 함께 누릅니다. 튜브의 삽입 깊이와 연결 조인트를 변경하지 마십시오. LOKRING (07) 이 조인트 (05) 의 조립 멈춤점과 같은 평면에 이를 때까지 튜브 연결부를 누릅니다. 위치 마킹을 보고 정확한 조립/삽입 깊이를 확인합 니다. 01. 02. 03. 04. 05. 06. 07. 08. 01. 02. S 1 2 03. 08. 3 4 04. 05. 5 05. 06. 07.
Transcript of VULKAN Group - 조립 방법 · 2014. 7. 22. · VULKAN LoKriNg rohrverbindungen gmbH & Co. Kg |...

조립 방법LOKRING® 튜브 연결 어셈블리 버전 50
01. 튜브 디버러 02. 연마 매트 03. 안정화 삽입물 04. LOKPREP 05. 조인트 06. 수동 조립 공구 07. LOKRING 08. 영구 마커
(이 어셈블리 버전은 품목 이름에서 마지막에 있는 2개의 숫자로 결정합니다. 예: LOKRING 6 NK Ms 50)
튜브 디버러 (01) 를 사용하여 튜브 끝 둘레를 빙 돌아 쇠가시를 다듬습니다. 재질이 다를 경우 디버링 공구도 다른 것을 사용하십시오.
재질, 튜브 외경 Ø 과 튜브 벽 두께 S 에 적합한 안정화 매트 (03) 를 삽입합니다. 작동 압력이 25 bar 미만인 냉매와 함께 사용하는 경우(예: R134a 자동차 A/C 시스템 또는 냉장고 캐비닛) 안정화 삽입물을 반드시 사용하지 않아도 됩니다.
연마 매트 (02) 를 회전시키면서 튜브 끝을 문질러 매끄럽게 만듭니다.
튜브 제원에 따라, 또는 슬라이드 게이지를
사용하여 튜브 벽 두께 S와 튜브 외경Ø을 확인합니다.
Ø = 튜브 외경 S = 튜브 벽 두께
튜브 재질과 주변 온도에 적합한 LOKPREP를 선택합니다.LOKPREP (04) 를 튜브 끝의 실링 부분을 빙 돌아 바릅니다.LOKPREP의 정확한 경화 시간을 준수합니다.
LOKPREP (04) 를 바르기 전에 연결 조인트를 튜브 안으로 내부 멈춤점까지 밀어 넣습니다. 마커 (08) 를 사용하여 튜브에 정확한 삽입 깊이를 표시합니다.
연결 조인트 (05) 를 튜브 안으로 내부 멈춤점까지 밀어 넣습니다 .
어셈블리 조 (06) 를 LOKRING (07) 과 조인트 (05) 의 조립 멈춤점 뒤의 제자리에 놓습니다. 튜브 연결부를 함께 누릅니다. 튜브의 삽입 깊이와 연결 조인트를 변경하지 마십시오. LOKRING (07) 이 조인트 (05) 의 조립 멈춤점과 같은 평면에 이를 때까지 튜브 연결부를 누릅니다.
위치 마킹을 보고 정확한 조립/삽입 깊이를 확인합니다.
01.02.
03.
04.
05.
06.
07.
08.
01. 02.
S
1 2
03. 08.
3 4
04. 05.
5
05.06. 07.

VULKAN LoKriNg rohrverbindungen gmbH & Co. Kg | Heerstraße 66 | 44653 Herne | Germany전화 + 49 (0) 2325 922-304 | 팩스 + 49 (0) 2325 51222 | 이메일 [email protected] | www.vulkan.com
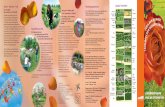
조립 예LOKRING® 튜브 연결 어셈블리 버전 50
잘못된 조립: LOKRING을 조립 멈춤점까지 누르지 않았습니다.
잘못된 조립: 어셈블리 조가 제자리에 정확하게 고정되지 않았습니다.
올바른 조립: LOKRING을 조립 멈춤점과 동일한 평면에 이를 때까지 눌렀습니다.
올바른 조립: 어셈블리 조가 같은 평면에 정확하게 고정되었습니다.
잘못된 조립: 안정화 삽입물을 넣지 않았습니다.
올바른 조립: 안정화 삽입물을 넣었습니다.
잘못된 조립: 튜브를 내부 멈춤점까지 밀어 넣지 않았습니다.
올바른 조립: 튜브를 내부 멈춤점에 이를 때까지 밀어 넣습니다.
안정화 삽입물 선택 방법LOKRING® 튜브 연결 어셈블리 버전 50
Ø = 튜브 외경 S =튜브 벽 두께
S
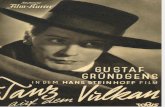
LOKPREP 선택 방법LOKRING® 튜브 연결 어셈블리 버전 50
알루미늄과 알루미늄을, 또는 알루미늄과 구리를 잇는 모든 연결의 경우 알루미늄 LOKRING® 커넥터와 LOKPREP 65G 을 사용합니다. 알루미늄과 구리를 잇는 연결의 경우 연결부의 부식을 방지하기 위해 반드시 열 수축 슬리브를 사용하십시오.
구리와 구리를 잇는 모든 연결의 경우 황동 LOKRING® 커넥터와 LOKPREP LT 또는 LOKPREP HT를 사용합니다.
다음은 LOKPREP LT 및 LOKPREP HT에 적합한 온도 범위에 대한 그림입니다.
-10°C14°F
0°C32°F
10°C50°F
20°C68°F
30°C86°F
40°C104°F
50°C122°F
60°C140°F
70°C 158°F
LoKPrEP LT | bis 30 °C
LOKPREP HT | 25 °C / 77°F부터
LOKPREP LT | 30°C / 86°F까지
품목 이름
튜브 외경 (Ø)튜브 재질 Ms 는 황동* 을 Al 은 알루미늄* 을 의미합니다.
구리 튜브에는 Ms 안정화 삽입물을, 알루미늄 튜브에는 Al 안정화 삽입물을 사용합니다.*
2013년
10월
작성
안정화 삽입물
튜브 벽 두께(단위: mm)
LOKIN 6,35 VH Ms 08
40
30
20
10
0
-10°C14°F
0°C 32°F
10°C 50°F
20°C 68°F
30°C 86°F
40°C 104°F
50°C 122°F
60°C 140°F
70°C 158°F
LOKPREP 65G
LOKPREP LT
LOKPREP HT
경화 시간(단위: 분) 온도