Wärmebehandlung von Frischbeton unter Nutzung der Radiowellen-Technologie
9
© Ernst & Sohn Verlag für Architektur und technische Wissenschaften GmbH & Co. KG, Berlin. Beton- und Stahlbetonbau 109 (2014), Heft 5 355 DOI: 10.1002/best.201300085 FACHTHEMA ARTICLE Björn Höhlig, Detlef Schmidt, Christian Pfütze, Ulf Roland, Ulf Trommler, Christof Schröfl, Simone Hempel, Viktor Mechtcherine FACHTHEMA Wärmebehandlung von Frischbeton unter Nutzung der Radiowellen-Technologie 1 Einleitung Der Anteil an industriell gefertigten Betonprodukten wird in den nächsten Jahren aufgrund der steigenden Nachfra- ge beispielsweise im Wohnungsbau [1] oder für Infra- strukturmaßnahmen [2] deutlich steigen. Um Betonfertig- teile wirtschaftlich herstellen zu können, werden geringe Taktzeiten angestrebt, damit die Formen und Schalungen möglichst schnell wiederverwendet werden können. Da- für ist es notwendig, dass der Beton eine hohe Frühfestig- keit entwickelt, um die nötige Ausschalfestigkeit zu errei- chen. Um den Erhärtungsprozess deutlich zu beschleuni- gen, kann einerseits ein Beton mit einem hohen Zement- klinkeranteil und einer hohen Zementfestigkeitsklasse verwendet werden, andererseits kann der Frischbeton bzw. der junge Beton erwärmt werden [3, 4, 5]. Die Zementherstellung und insbesondere der Klinker- brand erfordern sehr viel Energie, die nach wie vor vor- zugsweise durch fossile Brennstoffe bereitgestellt wird. Die Kosten werden aufgrund der damit verbundenen um- fangreichen CO 2 -Emissionen und einer Verknappung von Energieträgern in Zukunft weiter steigen, was die Um- weltrelevanz des hohen Energieverbrauches widerspie- gelt. Die Betonindustrie wird deshalb bestrebt sein, den Anteil an Portlandzementklinker in den Betonzusam- mensetzungen zu verringern. Üblicherweise haben geringere Portlandzementgehalte stark eingeschränkte Frühfestigkeiten des Betons zur Fol- ge [6]. Neben einer möglichen Verwendung von Beschleu- nigern werden großtechnisch konventionelle Wärmebe- handlungsverfahren angewendet, um fertigungstechnisch Zur wirtschaftlichen Herstellung von industriell gefertigten Be- tonbauteilen werden geringe Taktzeiten angestrebt, um die For- men und Schalungen möglichst schnell wiederverwenden zu können. Dafür ist es notwendig, dass der Beton eine hohe Frühfestigkeit entwickelt, um die nötige Ausschalfestigkeit zu erreichen. Um den Hydratationsprozess schneller ablaufen zu lassen, kann einerseits ein Beton mit hohem Zementanteil oder mit einer hohen Zementfestigkeitsklasse verwendet werden, andererseits kann der Frischbeton erwärmt werden. Gegen- stand dieses Artikels ist, ein Verfahren zur Wärmebehandlung von Frischbeton vorzustellen, welches eine energieeffiziente, temperaturgesteuerte Erwärmung möglich macht. Durch das elektromagnetische Feld bei der Radiowellen-Technologie wird der Frischbeton dielektrisch erwärmt, was eine homogene Temperaturerhöhung bewirkt. Durch die Kopplung von Tempe- raturmessung und Energieeintrag können vorher definierte Temperaturkennlinien und Maximaltemperaturen eingehalten werden, eine genaue Temperatursteuerung wird gewährleistet. Ziel der Untersuchungen zur Wärmebehandlung von Frischbe- ton mit der Radiowellen-Technologie ist, Aussagen über Tem- peratursteuerung, Homogenität und energetischen Wirkungs- grad zu treffen. Weiterhin werden die Auswirkungen der di- elektrischen Erwärmung auf die Früh- und Endfestigkeit geklärt und es wird die Strukturentwicklung im Beton beschrieben. Die Struktur des wärmebehandelten Betons wird mit verschiede- nen Methoden bestimmt, um ein möglichst detailliertes Bild zu bekommen. Zur Charakterisierung der Gefügemorphologie des Betons werden Messungen zur Porengrößenverteilung mit der Quecksilberporosimetrie sowie mikroskopische Untersuchun- gen mit dem Rasterelektronenmikroskop (ESEM) herangezo- gen. Radio wave technology used for heat treatment of fresh concrete The economical production of industrially-produced concrete elements aims for low cycle times in order to be able to reuse the forms and form-works as soon as possible. Therefore it is necessary that the concrete develops a high early strength to reach the needed demoulding strength. To accelerate the hy- dration process it is possible to heat the fresh concrete. The subject of this article is to present a new procedure for heat treatment of fresh concrete which enables an energy-efficient, temperature-controlled heating. Due to the electromagnetic field of the radio wave technology the fresh concrete can be heated by means of dielectric heating in order to enable ho- mogenous temperature increases. Due to the combination of temperature measurement and energy input it is possible to keep certain temperature characteristics and maximum tem- peratures that had been defined before; an exact temperature control is guaranteed. The aim of the research about the ef- fects of dielectric heating on early and final strength, as well as the structural development in the concrete, are described. In order to get the broadest possible image the structure of the heat-treated concrete is examined with different methods.
Transcript of Wärmebehandlung von Frischbeton unter Nutzung der Radiowellen-Technologie

© Ernst & Sohn Verlag für Architektur und technische Wissenschaften GmbH & Co. KG, Berlin. Beton- und Stahlbetonbau 109 (2014), Heft 5 355
DOI: 10.1002/best.201300085
FACH
THEM
A A
RTICLE
Björn Höhlig, Detlef Schmidt, Christian Pfütze, Ulf Roland, Ulf Trommler,Christof Schröfl, Simone Hempel, Viktor Mechtcherine
FACHTHEMA
Wärmebehandlung von Frischbeton unter Nutzung der Radiowellen-Technologie
1 Einleitung
Der Anteil an industriell gefertigten Betonprodukten wirdin den nächsten Jahren aufgrund der steigenden Nachfra-ge beispielsweise im Wohnungsbau [1] oder für Infra-strukturmaßnahmen [2] deutlich steigen. Um Betonfertig-teile wirtschaftlich herstellen zu können, werden geringeTaktzeiten angestrebt, damit die Formen und Schalungenmöglichst schnell wiederverwendet werden können. Da-für ist es notwendig, dass der Beton eine hohe Frühfestig-keit entwickelt, um die nötige Ausschalfestigkeit zu errei-chen. Um den Erhärtungsprozess deutlich zu beschleuni-gen, kann einerseits ein Beton mit einem hohen Zement-klinkeranteil und einer hohen Zementfestigkeitsklasseverwendet werden, andererseits kann der Frischbetonbzw. der junge Beton erwärmt werden [3, 4, 5].
Die Zementherstellung und insbesondere der Klinker-brand erfordern sehr viel Energie, die nach wie vor vor-zugsweise durch fossile Brennstoffe bereitgestellt wird.Die Kosten werden aufgrund der damit verbundenen um-fangreichen CO2-Emissionen und einer Verknappung vonEnergieträgern in Zukunft weiter steigen, was die Um-weltrelevanz des hohen Energieverbrauches widerspie-gelt. Die Betonindustrie wird deshalb bestrebt sein, denAnteil an Portlandzementklinker in den Betonzusam-mensetzungen zu verringern.
Üblicherweise haben geringere Portlandzementgehaltestark eingeschränkte Frühfestigkeiten des Betons zur Fol-ge [6]. Neben einer möglichen Verwendung von Beschleu-nigern werden großtechnisch konventionelle Wärmebe-handlungsverfahren angewendet, um fertigungstechnisch
Zur wirtschaftlichen Herstellung von industriell gefertigten Be-tonbauteilen werden geringe Taktzeiten angestrebt, um die For-men und Schalungen möglichst schnell wiederverwenden zukönnen. Dafür ist es notwendig, dass der Beton eine hoheFrühfestigkeit entwickelt, um die nötige Ausschalfestigkeit zuerreichen. Um den Hydratationsprozess schneller ablaufen zulassen, kann einerseits ein Beton mit hohem Zementanteil odermit einer hohen Zementfestigkeitsklasse verwendet werden,andererseits kann der Frischbeton erwärmt werden. Gegen-stand dieses Artikels ist, ein Verfahren zur Wärmebehandlungvon Frischbeton vorzustellen, welches eine energieeffiziente,temperaturgesteuerte Erwärmung möglich macht. Durch daselektromagnetische Feld bei der Radiowellen-Technologie wirdder Frischbeton dielektrisch erwärmt, was eine homogeneTemperaturerhöhung bewirkt. Durch die Kopplung von Tempe-raturmessung und Energieeintrag können vorher definierteTemperaturkennlinien und Maximaltemperaturen eingehaltenwerden, eine genaue Temperatursteuerung wird gewährleistet.Ziel der Untersuchungen zur Wärmebehandlung von Frischbe-ton mit der Radiowellen-Technologie ist, Aussagen über Tem-peratursteuerung, Homogenität und energetischen Wirkungs-grad zu treffen. Weiterhin werden die Auswirkungen der di-elektrischen Erwärmung auf die Früh- und Endfestigkeit geklärtund es wird die Strukturentwicklung im Beton beschrieben. DieStruktur des wärmebehandelten Betons wird mit verschiede-nen Methoden bestimmt, um ein möglichst detailliertes Bild zubekommen. Zur Charakterisierung der Gefügemorphologie desBetons werden Messungen zur Porengrößenverteilung mit derQuecksilberporosimetrie sowie mikroskopische Untersuchun-gen mit dem Rasterelektronenmikroskop (ESEM) herangezo-gen.
Radio wave technology used for heat treatment of fresh concrete The economical production of industrially-produced concreteelements aims for low cycle times in order to be able to reusethe forms and form-works as soon as possible. Therefore it isnecessary that the concrete develops a high early strength toreach the needed demoulding strength. To accelerate the hy-dration process it is possible to heat the fresh concrete. Thesubject of this article is to present a new procedure for heattreatment of fresh concrete which enables an energy-efficient,temperature-controlled heating. Due to the electromagneticfield of the radio wave technology the fresh concrete can beheated by means of dielectric heating in order to enable ho-mogenous temperature increases. Due to the combination oftemperature measurement and energy input it is possible tokeep certain temperature characteristics and maximum tem-peratures that had been defined before; an exact temperaturecontrol is guaranteed. The aim of the research about the ef-fects of dielectric heating on early and final strength, as well asthe structural development in the concrete, are described. Inorder to get the broadest possible image the structure of theheat-treated concrete is examined with different methods.

356 Beton- und Stahlbetonbau 109 (2014), Heft 5
B. Höhlig, D. Schmidt, Ch. Pfütze, U. Roland, U. Trommler, Ch. Schröfl, S. Hempel, V. Mechtcherine: Wärmebehandlung von Frischbeton unter Nutzung der Radiowellen-Technologie
dennoch ausreichende Frühfestigkeiten zu erzielen. Der-artige Verfahren nutzen zur Erwärmung überwiegend fos-sile Energieträger.
Diese Wärmebehandlungsverfahren für Betonfertigteilebeschränken sich auf konventionelle Wärmekammernoder -tunnel [7], welche mit Heißluft oder Wasserdampfbeheizt werden. Einige Verfahren nutzen Heizspiralen,die einzelne Schalungselemente erwärmen, sodass Bau-teile individuell erwärmt werden. Die Erwärmungseffekteim Frischbeton beruhen dort auf Wärmeleitungsprozes-sen, welche von der Temperatur der Heißluft, des Dampfsoder der abstrahlenden Oberfläche abhängig sind. Diesbegrenzt einerseits die Erwärmungsgeschwindigkeitstark. Andererseits treten erhebliche Temperaturgradien-ten im Bauteil auf, die mit steigender Bauteildicke undWärmebehandlungstemperatur zunehmen. Des Weiterenist aufgrund der Trägheit der Kinetiken eine flexible undkurzfristige Steuerung der Temperatur im Betoninnerenpraktisch nicht möglich. Grenztemperaturen, welche vomRegelwerk [3] festgelegt sind und aus Gründen der Dauer-haftigkeit des Betons eingehalten werden müssen, sinddaher mit den konventionellen Verfahren nur bedingteinzuhalten.
Modernere Verfahren wie die Wärmebehandlung mittelsMikrowellen oder durch Infrarotstrahlung sind ebenfallsdurch die Problematik starker Temperaturgradienten imBauteil gekennzeichnet. Nicht zuletzt deshalb konntensie sich in der Fertigteilindustrie nicht durchsetzen [4, 5].Aktuelle Entwicklungen zur Steigerung der Frühfestigkeitdes Fertigteilbetons sind in erster Linie stofflich basiert,z. B. durch Rezepturoptimierungen [8] oder die Verwen-dung höherwertiger Zemente mit größeren Frühfestigkei-ten. Während den erstgenannten Ansätzen in aller Regelbetontechnologisch und zulassungsrechtlich Grenzen ge-setzt sind, verursachen die zweitgenannten üblicherweisedeutlich höhere Materialkosten und CO2-Emissionen.
Keines der bislang entwickelten und baupraktisch erfolg-reich erprobten Verfahren zur Wärmebehandlung vonBetonfertigteilen hat bisher eine befriedigende Antwortauf die besonders kritischen Fragen der Temperatursteue-rung und Homogenität der Temperaturentwicklung imBeton gegeben. Bisher steht keine Technologie zur prakti-schen Verfügung, welche bei ingenieurtechnisch und bau-physikalisch minimal vertretbarem Zementgehalt undgleichzeitig möglichst hoher Energieeffizienz die notwen-dige Früh- und Ausschalfestigkeit des Betons mit ausrei-chender Genauigkeit und Flexibilität erzeugen kann.
Die im vorliegenden Aufsatz dargestellten Entwicklungenhaben das Ziel, diese technologische Lücke durch ein in-novatives Verfahrenskonzept zu schließen. Das alternati-ve Verfahren zur Wärmebehandlung von Frischbetonnutzt die Radiowellen-Technologie. Im Frischbeton wirdein elektromagnetisches Feld aufgebaut, das eine homo-gene Temperaturerhöhung durch dielektrische Erwär-mung bedingt. Dieses Prinzip des direkten Energieeintra-ges wird bereits in einer Reihe von umwelt- und energie-
technischen Anwendungen mit Erfolg eingesetzt, z. B. zurBodensanierung [9, 10], Abluftreinigung [11], Gastrock-nung [11], Bausanierung [12] und chemikalienfreien Be-kämpfung von Holzschädlingen [13]. Die Kopplung vonTemperaturmessung und Energieeintrag ermöglicht einegenaue, softwaregeregelte Temperatursteuerung [9], so-dass definierte Temperaturkennlinien und Maximaltem-peraturen gezielt angefahren werden.
2 Dielektrische Erwärmung mit der Radiowellen-Technologie
Die dielektrische Erwärmung ist ein direktes Erwär-mungsverfahren, bei dem die Wärme direkt im Volumendes Materials entsteht. Phänomenologisch ist diese Artder direkten Erwärmung durch multiple innere Wärme-quellen zu beschreiben. Anwendbar ist diese Art der Er-wärmung für eine Vielzahl von Stoffen, insbesondere fürnicht bzw. kaum elektrisch leitfähige Materialien (Dielek-trika), welche in der Regel auch eine geringe Wärmeleit -fähigkeit aufweisen. Diese Stoffe sowie Schüttbetten, indenen die effektive Wärmeleitfähigkeit durch die kleinenKontaktflächen zwischen den Partikeln limitiert ist, sindsomit prädestiniert für die Nutzung volumetrischer Auf-heizmethoden. Die Verfahren mit dielektrischer Erwär-mung stehen damit im grundsätzlichen Gegensatz zukonventionellen Erwärmungsmethoden, bei welchen dieWärme von außen eingebracht wird und die für die Er-wärmung des Volumens deshalb auf Wärmeleitungspro-zesse angewiesen sind. Die dielektrische Erwärmung alsVertreter der elektrothermischen, direkten Erwärmungs-verfahren weist nach NACKE und BAAKE [14] folgendeVorteile auf:
– Erwärmung ohne direkten Einfluss einer Flammebzw. sonstigen lokalen Hitzequelle,
– Anwendung in beliebiger Gasatmosphäre bis hin zumVakuum,
– sehr gute Steuer-, Mess- und Dosierbarkeit der Leis-tungs- und Energiezufuhr,
– Möglichkeit der Anwendung hoher Leistungsdichten,– Realisierbarkeit hoher Erwärmungsgeschwindigkei-
ten,– Erzielbarkeit großer thermischer Wirkungsgrade so-
wie– Möglichkeit einer gezielten lokalen Leistungseinbrin-
gung.
Die Radiowellen-Technologie beruht, ähnlich wie han-delsübliche Mikrowellenöfen für den Küchenbedarf, aufdem Prinzip der dielektrischen Erwärmung. Durch einvon außen angelegtes hochfrequentes elektrisches Wech-selfeld kommt es zu einer schnellen Umorientierung vongeladenen Strukturen im Festkörper. Derartige Struktu-ren können beispielsweise permanente oder induzierteelektrische Dipole, Ionen oder geladene Untergitter inkristallinen Strukturen sein. Durch die Wechselwirkungder Ladungsträger mit der Umgebung innerhalb des Dielektrikums bei der Umorientierung treten Reibungs-
Beton- und Stahlbetonbau 109 (2014), Heft 5 357
B. Höhlig, D. Schmidt, Ch. Pfütze, U. Roland, U. Trommler, Ch. Schröfl, S. Hempel, V. Mechtcherine: Radio wave technology used for heat treatment of fresh concrete
FACH
THEM
A A
RTICLE
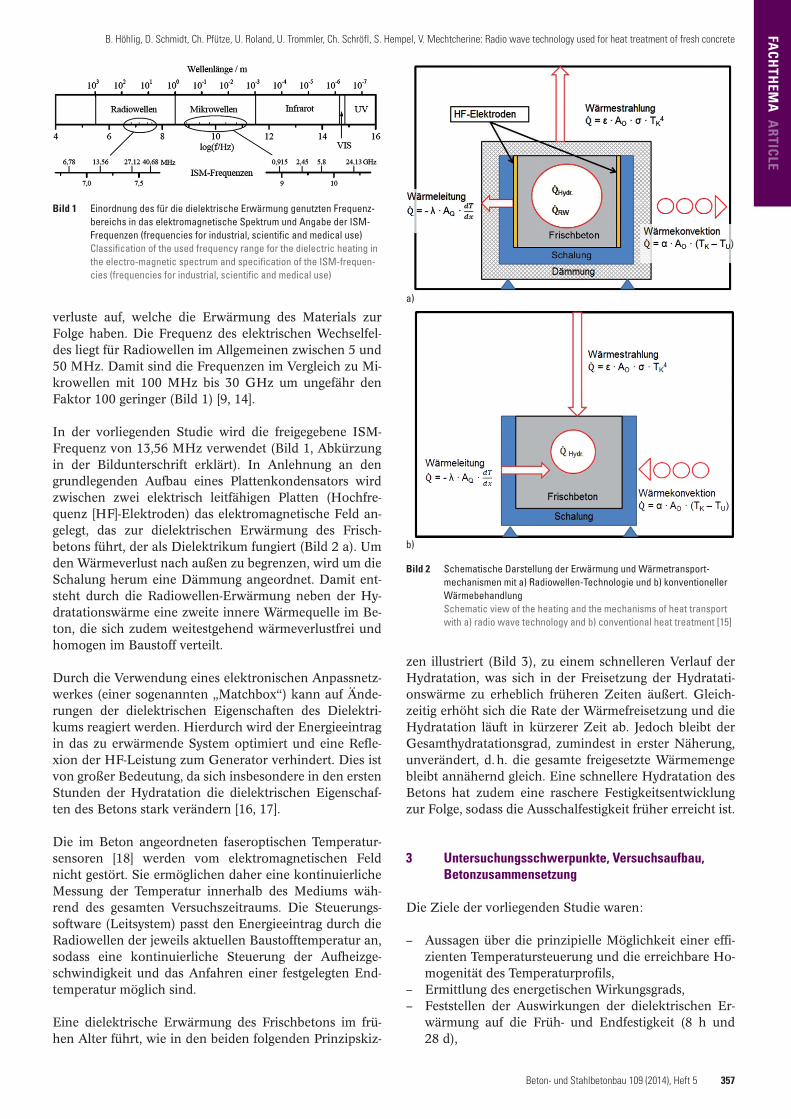
verluste auf, welche die Erwärmung des Materials zurFolge haben. Die Frequenz des elektrischen Wechselfel-des liegt für Radiowellen im Allgemeinen zwischen 5 und50 MHz. Damit sind die Frequenzen im Vergleich zu Mi-krowellen mit 100 MHz bis 30 GHz um ungefähr denFaktor 100 geringer (Bild 1) [9, 14].
In der vorliegenden Studie wird die freigegebene ISM-Frequenz von 13,56 MHz verwendet (Bild 1, Abkürzungin der Bildunterschrift erklärt). In Anlehnung an dengrundlegenden Aufbau eines Plattenkondensators wirdzwischen zwei elektrisch leitfähigen Platten (Hochfre-quenz [HF]-Elektroden) das elektromagnetische Feld an-gelegt, das zur dielektrischen Erwärmung des Frisch -betons führt, der als Dielektrikum fungiert (Bild 2 a). Umden Wärmeverlust nach außen zu begrenzen, wird um dieSchalung herum eine Dämmung angeordnet. Damit ent-steht durch die Radiowellen-Erwärmung neben der Hy-dratationswärme eine zweite innere Wärmequelle im Be-ton, die sich zudem weitestgehend wärmeverlustfrei undhomogen im Baustoff verteilt.
Durch die Verwendung eines elektronischen Anpassnetz-werkes (einer sogenannten „Matchbox“) kann auf Ände-rungen der dielektrischen Eigenschaften des Dielektri-kums reagiert werden. Hierdurch wird der Energieeintragin das zu erwärmende System optimiert und eine Refle -xion der HF-Leistung zum Generator verhindert. Dies istvon großer Bedeutung, da sich insbesondere in den erstenStunden der Hydratation die dielektrischen Eigenschaf-ten des Betons stark verändern [16, 17].
Die im Beton angeordneten faseroptischen Temperatur-sensoren [18] werden vom elektromagnetischen Feldnicht gestört. Sie ermöglichen daher eine kontinuierlicheMessung der Temperatur innerhalb des Mediums wäh-rend des gesamten Versuchszeitraums. Die Steuerungs-software (Leitsystem) passt den Energieeintrag durch dieRadiowellen der jeweils aktuellen Baustofftemperatur an,sodass eine kontinuierliche Steuerung der Aufheizge-schwindigkeit und das Anfahren einer festgelegten End-temperatur möglich sind.
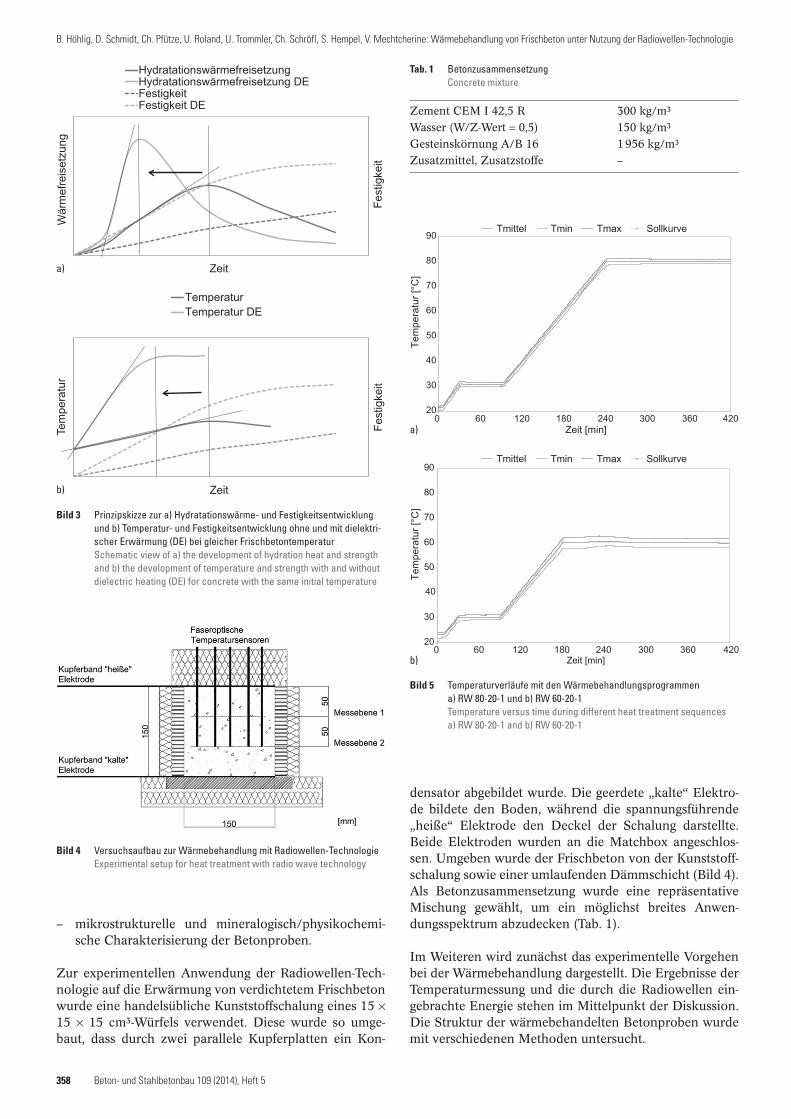
Eine dielektrische Erwärmung des Frischbetons im frü-hen Alter führt, wie in den beiden folgenden Prinzipskiz-
zen illustriert (Bild 3), zu einem schnelleren Verlauf derHydratation, was sich in der Freisetzung der Hydratati-onswärme zu erheblich früheren Zeiten äußert. Gleich-zeitig erhöht sich die Rate der Wärmefreisetzung und dieHydratation läuft in kürzerer Zeit ab. Jedoch bleibt derGesamthydratationsgrad, zumindest in erster Näherung,unverändert, d. h. die gesamte freigesetzte Wärmemengebleibt annähernd gleich. Eine schnellere Hydratation desBetons hat zudem eine raschere Festigkeitsentwicklungzur Folge, sodass die Ausschalfestigkeit früher erreicht ist.
3 Untersuchungsschwerpunkte, Versuchsaufbau,Betonzusammensetzung
Die Ziele der vorliegenden Studie waren:
– Aussagen über die prinzipielle Möglichkeit einer effi-zienten Temperatursteuerung und die erreichbare Ho-mogenität des Temperaturprofils,
– Ermittlung des energetischen Wirkungsgrads, – Feststellen der Auswirkungen der dielektrischen Er-
wärmung auf die Früh- und Endfestigkeit (8 h und28 d),
Bild 1 Einordnung des für die dielektrische Erwärmung genutzten Frequenz-bereichs in das elektromagnetische Spektrum und Angabe der ISM-Frequenzen (frequencies for industrial, scientific and medical use) Classification of the used frequency range for the dielectric heating inthe electro-magnetic spectrum and specification of the ISM-frequen-cies (frequencies for industrial, scientific and medical use)
Bild 2 Schematische Darstellung der Erwärmung und Wärmetransport -mechanismen mit a) Radiowellen-Technologie und b) konventionellerWärmebehandlung Schematic view of the heating and the mechanisms of heat transportwith a) radio wave technology and b) conventional heat treatment [15]
a)
b)
358 Beton- und Stahlbetonbau 109 (2014), Heft 5
B. Höhlig, D. Schmidt, Ch. Pfütze, U. Roland, U. Trommler, Ch. Schröfl, S. Hempel, V. Mechtcherine: Wärmebehandlung von Frischbeton unter Nutzung der Radiowellen-Technologie
– mikrostrukturelle und mineralogisch/physikochemi-sche Charakterisierung der Betonproben.
Zur experimentellen Anwendung der Radiowellen-Tech-nologie auf die Erwärmung von verdichtetem Frischbetonwurde eine handelsübliche Kunststoffschalung eines 15 ×15 × 15 cm³-Würfels verwendet. Diese wurde so umge-baut, dass durch zwei parallele Kupferplatten ein Kon-
densator abgebildet wurde. Die geerdete „kalte“ Elektro-de bildete den Boden, während die spannungsführende„heiße“ Elektrode den Deckel der Schalung darstellte.Beide Elektroden wurden an die Matchbox angeschlos-sen. Umgeben wurde der Frischbeton von der Kunststoff-schalung sowie einer umlaufenden Dämmschicht (Bild 4).Als Betonzusammensetzung wurde eine repräsentativeMischung gewählt, um ein möglichst breites Anwen-dungsspektrum abzudecken (Tab. 1).
Im Weiteren wird zunächst das experimentelle Vorgehenbei der Wärmebehandlung dargestellt. Die Ergebnisse derTemperaturmessung und die durch die Radiowellen ein-gebrachte Energie stehen im Mittelpunkt der Diskussion.Die Struktur der wärmebehandelten Betonproben wurdemit verschiedenen Methoden untersucht.
Tab. 1 BetonzusammensetzungConcrete mixture
Zement CEM I 42,5 R 300 kg/m³
Wasser (W/Z-Wert = 0,5) 150 kg/m³
Gesteinskörnung A/B 16 1 956 kg/m³
Zusatzmittel, Zusatzstoffe –
Fest
igke
it
Wär
mef
reis
etzu
ng
Zeit
HydratationswärmefreisetzungHydratationswärmefreisetzung DEFestigkeitFestigkeit DE
Bild 3 Prinzipskizze zur a) Hydratationswärme- und Festigkeitsentwicklungund b) Temperatur- und Festigkeitsentwicklung ohne und mit dielektri-scher Erwärmung (DE) bei gleicher FrischbetontemperaturSchematic view of a) the development of hydration heat and strengthand b) the development of temperature and strength with and withoutdielectric heating (DE) for concrete with the same initial temperature
Bild 4 Versuchsaufbau zur Wärmebehandlung mit Radiowellen-TechnologieExperimental setup for heat treatment with radio wave technology
Fest
igke
it
Tem
pera
tur
Zeit
TemperaturTemperatur DE
a)
b)
20
30
40
50
60
70
80
90
0 60 120 180 240 300 360 420Te
mpe
ratu
r [°C
]Zeit [min]
Tmittel Tmin Tmax Sollkurve
Bild 5 Temperaturverläufe mit den Wärmebehandlungsprogrammen a) RW 80-20-1 und b) RW 60-20-1Temperature versus time during different heat treatment sequences a) RW 80-20-1 and b) RW 60-20-1
20
30
40
50
60
70
80
90
0 60 120 180 240 300 360 420Zeit [min]
Tem
pera
tur [
°C]
Tmittel Tmin Tmax Sollkurve
a)
b)
Beton- und Stahlbetonbau 109 (2014), Heft 5 359
B. Höhlig, D. Schmidt, Ch. Pfütze, U. Roland, U. Trommler, Ch. Schröfl, S. Hempel, V. Mechtcherine: Radio wave technology used for heat treatment of fresh concrete
FACH
THEM
A A
RTICLE
4 Steuerung von Energieeintrag und Temperatur
Im Frischbeton wurden sechs faseroptische Sensoren zurMessung der Temperaturen repräsentativ über den Quer-schnitt verteilt angeordnet (Bild 4). Damit war eine konti-nuierliche Erfassung und Verarbeitung der Messwertemöglich. Jeweils zwei Sensoren befanden sich in einemKunststoffröhrchen, um Aussagen über die Temperatur-unterschiede in den beiden Messebenen zu erfassen.
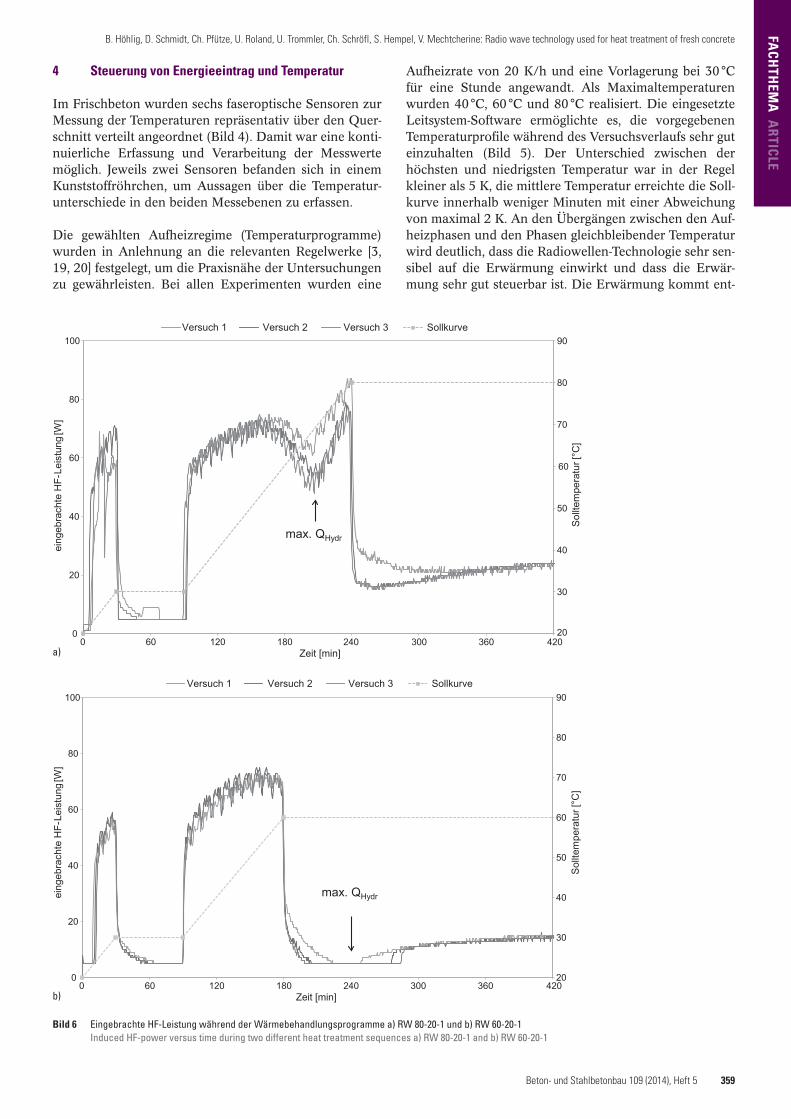
Die gewählten Aufheizregime (Temperaturprogramme)wurden in Anlehnung an die relevanten Regelwerke [3,19, 20] festgelegt, um die Praxisnähe der Untersuchungenzu gewährleisten. Bei allen Experimenten wurden eine
Aufheizrate von 20 K/h und eine Vorlagerung bei 30 °Cfür eine Stunde angewandt. Als Maximaltemperaturenwurden 40 °C, 60 °C und 80 °C realisiert. Die eingesetzteLeitsystem-Software ermöglichte es, die vorgegebenenTemperaturprofile während des Versuchsverlaufs sehr guteinzuhalten (Bild 5). Der Unterschied zwischen derhöchsten und niedrigsten Temperatur war in der Regelkleiner als 5 K, die mittlere Temperatur erreichte die Soll-kurve innerhalb weniger Minuten mit einer Abweichungvon maximal 2 K. An den Übergängen zwischen den Auf-heizphasen und den Phasen gleichbleibender Temperaturwird deutlich, dass die Radiowellen-Technologie sehr sen-sibel auf die Erwärmung einwirkt und dass die Erwär-mung sehr gut steuerbar ist. Die Erwärmung kommt ent-
20
30
40
50
60
70
90
0
20
40
60
80
100
0 60 120 180 240 300 360 420
Sol
ltem
pera
tur [
°C]
eing
ebra
chte
HF-
Leis
tung
[W]
Zeit [min]
Versuch 1 Versuch 2 Versuch 3 Sollkurve
max. QHydr
80
Bild 6 Eingebrachte HF-Leistung während der Wärmebehandlungsprogramme a) RW 80-20-1 und b) RW 60-20-1Induced HF-power versus time during two different heat treatment sequences a) RW 80-20-1 and b) RW 60-20-1
20
30
40
50
60
70
80
90
0
20
40
60
80
100
0 60 120 180 240 300 360 420Zeit [min]
max. QHydreing
ebra
chte
HF-
Leis
tung
[W]
Sol
ltem
pera
tur [
°C]
Versuch 1 Versuch 2 Versuch 3 Sollkurve
a)
b)

360 Beton- und Stahlbetonbau 109 (2014), Heft 5
B. Höhlig, D. Schmidt, Ch. Pfütze, U. Roland, U. Trommler, Ch. Schröfl, S. Hempel, V. Mechtcherine: Wärmebehandlung von Frischbeton unter Nutzung der Radiowellen-Technologie
sprechend den Vorgaben sofort zum Stillstand und dieGrenztemperatur wird zielsicher gehalten. Das minimaleÜberschreiten der Zieltemperatur bei den Versuchen RW60-20-1 nach etwa 240 min resultiert aus der noch nichtkomplett abgeschlossenen Zementhydratation. Hier wirdweiterhin chemische Reaktionswärme freigesetzt, dienicht abgeregelt werden kann.
Bild 6 a zeigt die eingebrachte HF-Leistung, die erforder-lich ist, um die gewählte Temperaturkennlinie im Beton-inneren zielsicher zu realisieren. In reproduzierbarer Wei-se bedingt die freiwerdende Hydratationswärme, dass dieeingebrachte HF-Leistung nach etwa 150 min deutlich zuverringern ist und sich gleichzeitig die Temperaturent-wicklung stetig fortsetzt. Um die Aufheizrate zu halten,muss nach rund 200 min die HF-Leistung erhöht werden,um gemäß der gewünschten zeitlich linearen Erwärmungnach 240 min die Zieltemperatur von 80 °C zu erreichen.Anschließend wird die HF-Leistung stark zurückgeregelt,da die thermische Isolierung des Versuchsstandes dieZieltemperatur bei nur geringer fortgesetzter Energiezu-fuhr aufrechterhält.
Die Erwärmung unter Nutzung der Radiowellen-Techno-logie koppelt somit die eigene Wärmequelle (dielektrischeErwärmung) mit der inneren Wärmequelle des Betons(Hydratationswärme). Dies ermöglicht eine signifikanteEnergieeinsparung, da die Wärmetönung des Bindemit-tels bewusst in die Energiebilanz integriert wird. Des Wei-teren ist aus der kontinuierlich nachgeregelten HF-Leis-tung der Hydratationsverlauf genau abzulesen. Durch dasVerringern der HF-Leistung kann die Lage des Maxi-mums der Hydratationswärmefreisetzung schon währenddes Versuchsverlaufs direkt bestimmt werden.
Wird die maximale Temperatur auf 60 °C gesetzt, so ist die Zieltemperatur bereits nach 180 min erreicht(Bild 6 b). Die HF-Leistung wird folglich zu diesem Zeit-punkt sehr rasch und weitestgehend zurückgefahren, umdie anvisierte Zieltemperatur nicht zu überschreiten. AusBild 6 a ist jedoch ersichtlich, dass in dem nun folgendenZeitabschnitt weiterhin Hydratationswärme frei wird.Diese Reaktionswärme bedingt den leichten Anstieg derTemperatur über 60 °C hinaus, der bereits bezüglichBild 5 b diskutiert wurde. Es ist davon auszugehen, dassdas Maximum der Wärmefreisetzung überschritten ist, so-bald wieder mehr HF-Leistung aufgegeben werden muss(Bild 6 b).
Bei den Versuchen RW 80-20-1 tritt das Maximum derHydratationswärmefreisetzung bei einer Temperatur vonca. 70 °C auf, während bei den RW 60-20-1-Versuchen dasMaximum bei 60 °C erreicht wird. Damit lässt sich verein-fachend sagen, dass diese Erhöhung der Maximaltempe-ratur um 10 K eine Beschleunigung der Hydratation um40 bis 60 min zur Folge hat.
Aus Sicht der Energieeffizienz ist die Aussage über densekundären Wirkungsgrad dieser Erwärmungsmethodevon großer Bedeutung. Der sekundärseitige Wirkungs-
grad beschreibt den Anteil der Energie, der vom HF-Ge-nerator abgegeben und dann in Wärme im Frischbetonumgewandelt wird (Gl. 1). Betrachtet wird der Beginn desEnergieeintrags, wenn ein adiabatischer, aufgrund derfehlenden Temperaturdifferenz zur Umgebung wärmever-lustfreier Zustand im Aufheizverhalten des Frischbetonsvorherrscht.
(1)
mit: m Masse [kg]cp spez. Wärmekapazität [kJ/(kg · K)] ΔT Temperaturänderung [K]QHF eingebrachte HF-Energie [kWh]
Der sekundärseitige Wirkungsgrad beträgt für die dielek-trische Erwärmung mit Radiowellen ca. 90 %. Dieser ho-he Wirkungsgrad ist möglich, da durch die Matchbox einekontinuierliche Abstimmung auf Änderungen der Beton-eigenschaften realisiert wird. Damit wird quasi-kontinu-ierlich das Optimum der Abstimmparameter des gesam-
m c T
Qp
HF
· ·
0
25
50
75
100
rel.
Dru
ckfe
stig
keit
[%]
8 h 28 d
Bild 7 Relative Druckfestigkeitsentwicklung für a) durch dielektrische Er -wärmung behandelten Beton mit CEM I 42,5 R (100 % entspricht49,3 N/mm² ±1,9 N/mm²) und b) mit Heißdampf wärmebehandelten Beton (100 % entspricht 50 N/mm²) bei unterschiedlichen Wärme -behandlungstemperaturenDevelopment of the compressive strength for a) dielectric heated concrete with CEM I 42,5 R (100 % correspond with 49,3 N/mm²±1,9 N/mm²) and b) for heated steam treated concrete (100 % corre-spond with 50 N/mm²) at different temperatures of heat treatment
0
25
50
75
100
rel.
Dru
ckfe
stig
keit
[%]
1 d 28 d
a)
b)
Beton- und Stahlbetonbau 109 (2014), Heft 5 361
B. Höhlig, D. Schmidt, Ch. Pfütze, U. Roland, U. Trommler, Ch. Schröfl, S. Hempel, V. Mechtcherine: Radio wave technology used for heat treatment of fresh concrete
FACH
THEM
A A
RTICLE
ten Schwingkreises eingestellt, und parasitäre Wärmever-luste in der Matchbox und anderen Bauteilen sowie diezum Generator rücklaufende Leistung werden minimiert.
5 Festigkeitsuntersuchungen undStrukturcharakterisierung
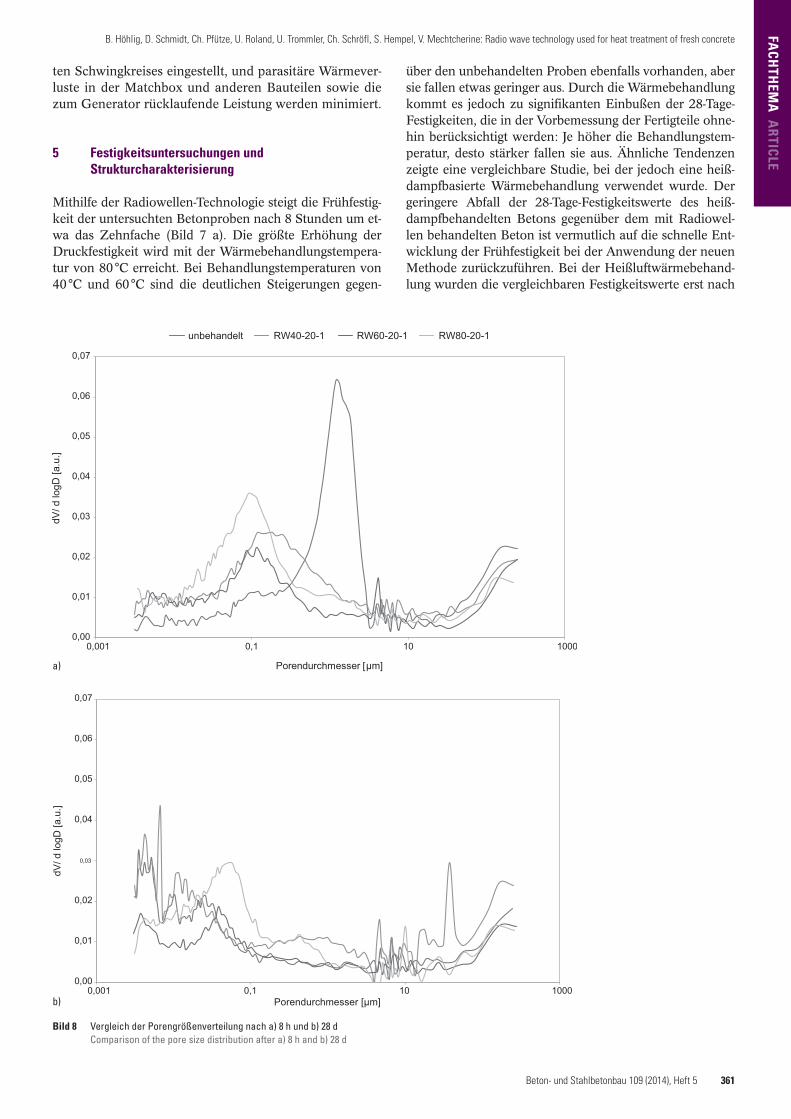
Mithilfe der Radiowellen-Technologie steigt die Frühfestig-keit der untersuchten Betonproben nach 8 Stunden um et-wa das Zehnfache (Bild 7 a). Die größte Erhöhung derDruckfestigkeit wird mit der Wärmebehandlungstempera-tur von 80°C erreicht. Bei Behandlungstemperaturen von40°C und 60°C sind die deutlichen Steigerungen gegen-
über den unbehandelten Proben ebenfalls vorhanden, abersie fallen etwas geringer aus. Durch die Wärmebehandlungkommt es jedoch zu signifikanten Einbußen der 28-Tage-Festigkeiten, die in der Vorbemessung der Fertigteile ohne-hin berücksichtigt werden: Je höher die Behandlungstem-peratur, desto stärker fallen sie aus. Ähnliche Tendenzenzeigte eine vergleichbare Studie, bei der jedoch eine heiß-dampfbasierte Wärmebehandlung verwendet wurde. Dergeringere Abfall der 28-Tage-Festigkeitswerte des heiß-dampfbehandelten Betons gegenüber dem mit Radiowel-len behandelten Beton ist vermutlich auf die schnelle Ent-wicklung der Frühfestigkeit bei der Anwendung der neuenMethode zurückzuführen. Bei der Heißluftwärmebehand-lung wurden die vergleichbaren Festigkeitswerte erst nach
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,001 0,1 10 1000
dV/ d
logD
[a.u
.]
Porendurchmesser [µm]
unbehandelt RW40-20-1 RW60-20-1 RW80-20-1
Bild 8 Vergleich der Porengrößenverteilung nach a) 8 h und b) 28 dComparison of the pore size distribution after a) 8 h and b) 28 d
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,001 0,1 10 1000
dV/ d
logD
[a.u
.]
Porendurchmesser [µm]
a)
b)
362 Beton- und Stahlbetonbau 109 (2014), Heft 5
B. Höhlig, D. Schmidt, Ch. Pfütze, U. Roland, U. Trommler, Ch. Schröfl, S. Hempel, V. Mechtcherine: Wärmebehandlung von Frischbeton unter Nutzung der Radiowellen-Technologie
24 Stunden erreicht (Bild 7 b, unbehandelt und Dampf40°C ohne Angaben der 1-Tages-Festigkeit).
Mit fortschreitender Hydratation verändert sich im Betondie Porenstruktur. Die Zementsteinmatrix verdichtet sichund es erhöht sich der Anteil an kleinen Poren, z. B. Po-ren mit Durchmessern unter 10 nm. Somit stellt die Po-rengrößenverteilung einen qualitativen Indikator für denrelativen Grad der Hydratation einer im Zeitverlauf un-tersuchten Betonprobe dar. Sie kann zur Erklärung dergemessenen Unterschiede der Druckfestigkeitswerte he-rangezogen werden.
Nach 8 Stunden hat sich durch eine höhere Wärmebehand-lungstemperatur auch ein dichteres Porengefüge ausgebil-det. Das Maximum der Porengrößenverteilung (Bild 8 a) istdeutlich zu kleineren Porendurchmessern hin verschoben.Diese Beobachtung stimmt mit den Ergebnissen zur Früh-festigkeit qualitativ überein (Bild 7 a). Nach 28 Tagen weistder unbehandelte Beton entsprechend der ermittelten 28-Tage-Festigkeit das dichteste Porengefüge mit dem größtenAnteil an Gelporen aller untersuchten Proben auf. Wäh-rend bei niedrigen Erhärtungstemperaturen ein großes Ge-fügeverdichtungs- und Nacherhärtungspotenzial vorliegt,bleibt aufgrund der sehr raschen Hydratation bei höherenBehandlungstemperaturen ein gröberes Gefüge zurück, dassich so gut wie nicht nachverdichtet (Bild 8 b).
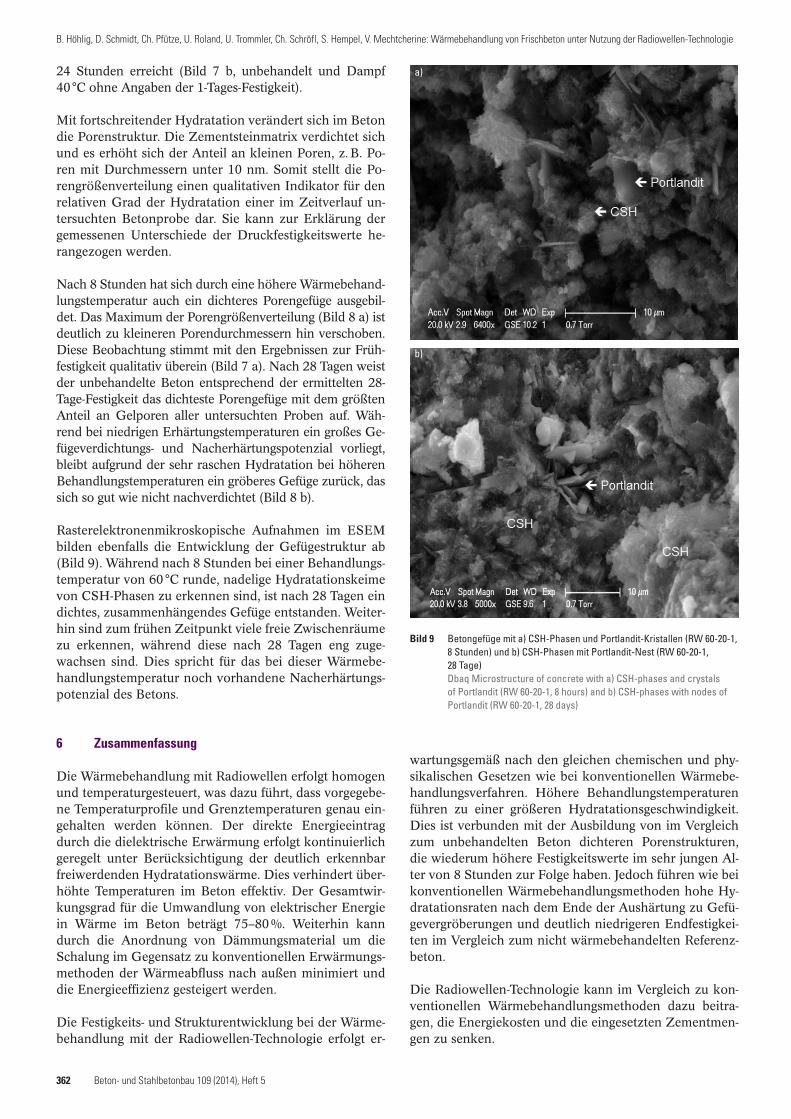
Rasterelektronenmikroskopische Aufnahmen im ESEMbilden ebenfalls die Entwicklung der Gefügestruktur ab(Bild 9). Während nach 8 Stunden bei einer Behandlungs-temperatur von 60 °C runde, nadelige Hydratationskeimevon CSH-Phasen zu erkennen sind, ist nach 28 Tagen eindichtes, zusammenhängendes Gefüge entstanden. Weiter-hin sind zum frühen Zeitpunkt viele freie Zwischenräumezu erkennen, während diese nach 28 Tagen eng zuge-wachsen sind. Dies spricht für das bei dieser Wärmebe-handlungstemperatur noch vorhandene Nacherhärtungs-potenzial des Betons.
6 Zusammenfassung
Die Wärmebehandlung mit Radiowellen erfolgt homogenund temperaturgesteuert, was dazu führt, dass vorgegebe-ne Temperaturprofile und Grenztemperaturen genau ein-gehalten werden können. Der direkte Energieeintragdurch die dielektrische Erwärmung erfolgt kontinuierlichgeregelt unter Berücksichtigung der deutlich erkennbarfreiwerdenden Hydratationswärme. Dies verhindert über-höhte Temperaturen im Beton effektiv. Der Gesamtwir-kungsgrad für die Umwandlung von elektrischer Energiein Wärme im Beton beträgt 75–80 %. Weiterhin kanndurch die Anordnung von Dämmungsmaterial um dieSchalung im Gegensatz zu konventionellen Erwärmungs-methoden der Wärmeabfluss nach außen minimiert unddie Energieeffizienz gesteigert werden.
Die Festigkeits- und Strukturentwicklung bei der Wärme-behandlung mit der Radiowellen-Technologie erfolgt er-
wartungsgemäß nach den gleichen chemischen und phy-sikalischen Gesetzen wie bei konventionellen Wärmebe-handlungsverfahren. Höhere Behandlungstemperaturenführen zu einer größeren Hydratationsgeschwindigkeit.Dies ist verbunden mit der Ausbildung von im Vergleichzum unbehandelten Beton dichteren Porenstrukturen,die wiederum höhere Festigkeitswerte im sehr jungen Al-ter von 8 Stunden zur Folge haben. Jedoch führen wie beikonventionellen Wärmebehandlungsmethoden hohe Hy-dratationsraten nach dem Ende der Aushärtung zu Gefü-gevergröberungen und deutlich niedrigeren Endfestigkei-ten im Vergleich zum nicht wärmebehandelten Referenz-beton.
Die Radiowellen-Technologie kann im Vergleich zu kon-ventionellen Wärmebehandlungsmethoden dazu beitra-gen, die Energiekosten und die eingesetzten Zementmen-gen zu senken.
Bild 9 Betongefüge mit a) CSH-Phasen und Portlandit-Kristallen (RW 60-20-1,8 Stunden) und b) CSH-Phasen mit Portlandit-Nest (RW 60-20-1, 28 Tage)Dbaq Microstructure of concrete with a) CSH-phases and crystals of Portlandit (RW 60-20-1, 8 hours) and b) CSH-phases with nodes ofPortlandit (RW 60-20-1, 28 days)
a)
b)

Beton- und Stahlbetonbau 109 (2014), Heft 5 363
B. Höhlig, D. Schmidt, Ch. Pfütze, U. Roland, U. Trommler, Ch. Schröfl, S. Hempel, V. Mechtcherine: Radio wave technology used for heat treatment of fresh concrete
FACH
THEM
A A
RTICLE
7 Ausblick
Neben weiteren Untersuchungen zur Strukturbildung immit Radiowellen wärmebehandelten Beton sollte bei wei-teren Untersuchungen zusätzliches Augenmerk auf dieDauerhaftigkeit dieser Betone gelegt werden. Hier wirddie Gefahr von sekundärer Ettringitbildung über Wech-sellagerungen zu ermitteln sein.
Die weiteren Untersuchungen müssen zeigen, inwieweitder höhere apparative und Investitionsaufwand bei An-wendung der Radiowellen-Technologie durch die Kostenund energetischen Vorteile gerechtfertigt wird. Hierbeimüssen die unterschiedlichen Anforderungen hinsicht-lich der Bauteilgeometrien, der Einbindung in den Pro-
duktionsprozess sowie der jeweils relevanten Zeitpla-nung berücksichtigt werden. Die praktische Umsetzungdieser neuartigen Technologie auf dem Gebiet der Wär-mebehandlung von Beton wird jedoch weiter vorangetrie-ben, um die Praxispartner von den Vorteilen der Radio-wellen-Technologie zu überzeugen.
Dank
Die Autoren danken dem Bundesministerium für Bildungund Forschung (BMBF) für die Finanzierung des VIP-Projekts „Innovation durch Anwendung der Radiowellen-Technologie im Bauwesen – RWBau“ (FKZ 16V0004 und16V0005).
Literatur
[1] JOHNSON, I.: China’s Great Uprooting: Moving 250 MillionInto Cities. New York Times International Weekly, Nr. 24,pp. 1–4, 2013.
[2] Managerkreis der Friedrich-Ebert-Stiftung: Abschätzung desInvestitionsbedarfs für die Verkehrsinfrastruktur inDeutschland. Friedrich-Ebert-Stiftung, 2012.
[3] DAfStb Richtlinie zur Wärmebehandlung von Beton, Ber-lin. Deutscher Ausschuss für Stahlbeton – DAfStb, 1989.
[4] ALTNER, W.; REICHEL, W.: Betonschnellerhärtung, Berlin:VEB Verlag für Bauwesen, 1982.
[5] SCHNEIDER, U.; DUMAT, F.: Warmbehandlung von Betondurch Mikrowellen. DAfStb Heft 418, Berlin: Beuth Verlag,1991.
[6] STARK, J.; WICHT, B.: Zement und Kalk – Der Baustoff alsWerkstoff. Berlin: Birkhäuser, 2000.
[7] V. D. Z. e.V., Zement-Taschenbuch 2002. Düsseldorf: Bau+Technik, 2002.
[8] KHOKHAR, M. I. A.; ROZIERE, E.; TURCRY, P.; GRONDIN, F.;LOUKILI, A.: Mix design of concrete with high content ofmineral additions: Optimisation to improve early agestrength. Cement and Concrete Composites, pp. 377–385,Mai 2010.
[9] ROLAND, U.: Dielektrische Erwärmung mit Radiowellen inder Umwelttechnik. Saarbrücken: VDM Verlag Dr. Müller,2008.
[10] ROLAND, U.; HOLZER, F.; KOCH, M.; NÜCHTER, U.; LIPPIK,D.; BUCHENHORST, D.; KOPINKE, F.-D.: Thermisch unter-stützte Bodenreinigung durch direkte Erwärmung mittelsRadiowellen, Teil 3: Referenzversuch im Feldmaßstab. Che-mie Ingenieur Technik, pp. 573–585, Mai 2008.
[11] ROLAND, U.; KRAUS, M.; TROMMLER; U.; HOLZER, F.; KOPINKE, F.-D.: Dielektrische Erwärmung von Zeolithenmittels Radiowellen – Selektivität, thermo-chromatischerPuls und Trocknen mit Wasser. Chemie Ingenieur Technik,pp. 2260–2269, Dezember 2011.
[12] ROLAND, U.; HOLZER, F.; TROMMLER; U.; PFÜTZE, C.; FREY-TAG, O.; KOPINKE, F.-D.: Radiowellen-unterstützte therim-sche Behandlung als neue Technologie zur Trocknung undDekontamination von Bauteilen. Chemie Ingenieur Tech-nik, pp. 254–261, März 2011.
[13] HOYER, C.; PFÜTZE, C.; PLARRE, R.; TROMMLER, U.; STEIN-BACH, S.; HOLZER, F.; RABE, C.; HÖHLIG, B.; KOPINKE, F.-D.; ROLAND, U.; SCHMIDT, D.: Chemikalienfreie Bekämp-fung von Holzschädlingen durch dielektrische Erwärmungmit Radiowellen und Mikrowellen. Chemie Ingenieur Tech-nik, vor Veröffentlichung.
[14] NACKE, B.; BAAKE, E.: Elektrothermische Verfahren. In: Pra-xishandbuch Thermoprozesstechnik, 2. Hrsg., Bd. I, H. Pfei-fer, B. Nacke und F. Beneke, Hrsg., Essen, Vulkan-Verlag,2010, pp. 252–329.
[15] HÖHLIG, B.; SCHMIDT, D.; PFÜTZE, C.; ROLAND, U.;TROMMLER, U.; HOYER, C.: Einsatz von Radiowellen zurFrischbetonerwärmung. BetonWerk International, pp. 146–149, Dezember 2013.
[16] XIAO, L.; LI, Z.: „Early-age hydration of fresh concrete mon-itored by non-contact electrical resistivity measurement. Ce-ment and Conrete Research, Nr. 38, pp. 312–319, 2008.
[17] ZhANG, J.; QIN, L.; LI, Z.: Hydration monitoring of cement-based materials with resistivity and ultrasonic methods.Materials and Structures, Nr. 42, pp. 15–24, 2009.
[18] ROLAND, U.; RENSCHEN, C.; LIPPIK, D.; STALLMACH, F.;HOLZER, F.: A new fibre optical thermometer and its appli-cation for process control in strong electric, magnetic andelectromagnetic fields. Sensor Letters, pp. 93–98, Dezember2003.
[19] DIN 1045-2, Tragwerke aus Beton, Stahlbeton und Spann-beton – Teil 2: Beton – Festlegung, Eigenschaften, Herstel-lung und Konformität. Berlin: Deutsches Institut für Nor-mung e.V., 2008.
[20] ZTV-ING, Zusätzliche Technische Vertragsbedingungenund Richtlinien für Ingenieurbauten, Bundesanstalt fürStraßenwesen, 2007.
AutorenBjörn Höhlig, M.Sc. [email protected]
Prof. Dr.-Ing. Detlef [email protected]
Dipl.-Ing. (FH) Christian Pfü[email protected]
HTWK LeipzigKarl-Liebknecht-Straße 13204277 Leipzig
Dr. rer. nat. habil. Ulf [email protected]
Dr. rer. nat. Ulf [email protected]
Helmholtz-Zentrum für Umweltforschung – UFZPermoserstraße 1504318 Leipzig
Dr. rer. nat. Christof Schrö[email protected]
Dipl.-Ing. Simone [email protected]
Prof. Dr.-Ing. Viktor [email protected]
TU DresdenWürzburger Straße 4601187 Dresden