Wasserstoffversprödung an CrNi-Stahl · Wasserstoffversprödung an CrNi-Stahl Martin Möser,...
5
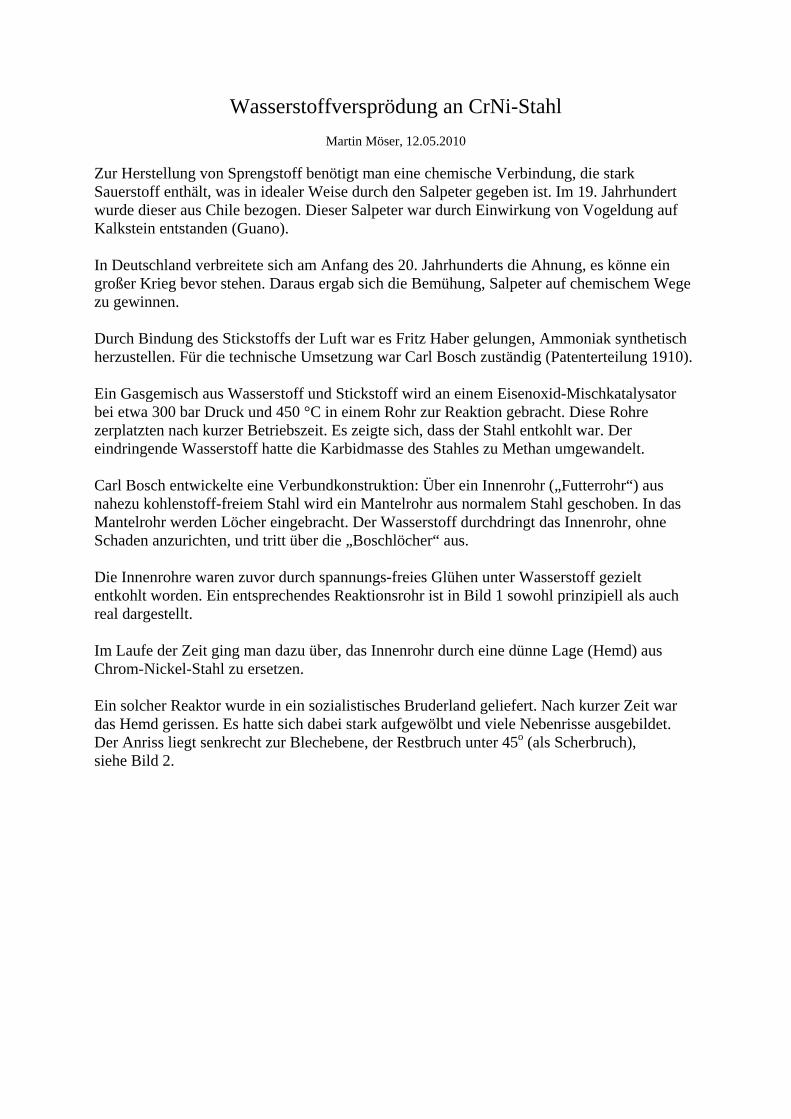
Wasserstoffversprödung an CrNi-Stahl Martin Möser, 12.05.2010 Zur Herstellung von Sprengstoff benötigt man eine chemische Verbindung, die stark Sauerstoff enthält, was in idealer Weise durch den Salpeter gegeben ist. Im 19. Jahrhundert wurde dieser aus Chile bezogen. Dieser Salpeter war durch Einwirkung von Vogeldung auf Kalkstein entstanden (Guano). In Deutschland verbreitete sich am Anfang des 20. Jahrhunderts die Ahnung, es könne ein großer Krieg bevor stehen. Daraus ergab sich die Bemühung, Salpeter auf chemischem Wege zu gewinnen. Durch Bindung des Stickstoffs der Luft war es Fritz Haber gelungen, Ammoniak synthetisch herzustellen. Für die technische Umsetzung war Carl Bosch zuständig (Patenterteilung 1910). Ein Gasgemisch aus Wasserstoff und Stickstoff wird an einem Eisenoxid-Mischkatalysator bei etwa 300 bar Druck und 450 °C in einem Rohr zur Reaktion gebracht. Diese Rohre zerplatzten nach kurzer Betriebszeit. Es zeigte sich, dass der Stahl entkohlt war. Der eindringende Wasserstoff hatte die Karbidmasse des Stahles zu Methan umgewandelt. Carl Bosch entwickelte eine Verbundkonstruktion: Über ein Innenrohr („Futterrohr“) aus nahezu kohlenstoff-freiem Stahl wird ein Mantelrohr aus normalem Stahl geschoben. In das Mantelrohr werden Löcher eingebracht. Der Wasserstoff durchdringt das Innenrohr, ohne Schaden anzurichten, und tritt über die „Boschlöcher“ aus. Die Innenrohre waren zuvor durch spannungs-freies Glühen unter Wasserstoff gezielt entkohlt worden. Ein entsprechendes Reaktionsrohr ist in Bild 1 sowohl prinzipiell als auch real dargestellt. Im Laufe der Zeit ging man dazu über, das Innenrohr durch eine dünne Lage (Hemd) aus Chrom-Nickel-Stahl zu ersetzen. Ein solcher Reaktor wurde in ein sozialistisches Bruderland geliefert. Nach kurzer Zeit war das Hemd gerissen. Es hatte sich dabei stark aufgewölbt und viele Nebenrisse ausgebildet. Der Anriss liegt senkrecht zur Blechebene, der Restbruch unter 45 o (als Scherbruch), siehe Bild 2.
Transcript of Wasserstoffversprödung an CrNi-Stahl · Wasserstoffversprödung an CrNi-Stahl Martin Möser,...
Wasserstoffversprödung an CrNi-Stahl
Martin Möser, 12.05.2010
Zur Herstellung von Sprengstoff benötigt man eine chemische Verbindung, die stark Sauerstoff enthält, was in idealer Weise durch den Salpeter gegeben ist. Im 19. Jahrhundert wurde dieser aus Chile bezogen. Dieser Salpeter war durch Einwirkung von Vogeldung auf Kalkstein entstanden (Guano). In Deutschland verbreitete sich am Anfang des 20. Jahrhunderts die Ahnung, es könne ein großer Krieg bevor stehen. Daraus ergab sich die Bemühung, Salpeter auf chemischem Wege zu gewinnen. Durch Bindung des Stickstoffs der Luft war es Fritz Haber gelungen, Ammoniak synthetisch herzustellen. Für die technische Umsetzung war Carl Bosch zuständig (Patenterteilung 1910). Ein Gasgemisch aus Wasserstoff und Stickstoff wird an einem Eisenoxid-Mischkatalysator bei etwa 300 bar Druck und 450 °C in einem Rohr zur Reaktion gebracht. Diese Rohre zerplatzten nach kurzer Betriebszeit. Es zeigte sich, dass der Stahl entkohlt war. Der eindringende Wasserstoff hatte die Karbidmasse des Stahles zu Methan umgewandelt. Carl Bosch entwickelte eine Verbundkonstruktion: Über ein Innenrohr („Futterrohr“) aus nahezu kohlenstoff-freiem Stahl wird ein Mantelrohr aus normalem Stahl geschoben. In das Mantelrohr werden Löcher eingebracht. Der Wasserstoff durchdringt das Innenrohr, ohne Schaden anzurichten, und tritt über die „Boschlöcher“ aus. Die Innenrohre waren zuvor durch spannungs-freies Glühen unter Wasserstoff gezielt entkohlt worden. Ein entsprechendes Reaktionsrohr ist in Bild 1 sowohl prinzipiell als auch real dargestellt. Im Laufe der Zeit ging man dazu über, das Innenrohr durch eine dünne Lage (Hemd) aus Chrom-Nickel-Stahl zu ersetzen. Ein solcher Reaktor wurde in ein sozialistisches Bruderland geliefert. Nach kurzer Zeit war das Hemd gerissen. Es hatte sich dabei stark aufgewölbt und viele Nebenrisse ausgebildet. Der Anriss liegt senkrecht zur Blechebene, der Restbruch unter 45o (als Scherbruch), siehe Bild 2.
2
Bild 1a: erster Kontaktofen zur Verwirklichung der Ammoniaksynthese mit Futterrohr aus Weicheisen und Außenheizung, Quelle: [1]
Bild 1b: Ammoniak-Reaktor der BASF von 1921, ausgestellt auf dem Gelände des Karlsruher Instituts für Technologie (Quelle: WIKIPEDIA)
Bild 2: Bruchstelle in der Übersicht A = Anriss R = Restbruch F = Flanke F mit Rissen

3
Es findet sich eine Art Spaltbruch, wobei man nach ausgeprägten Facetten etwas suchen musste (Gebiete I und II in Bild 3 bzw. Bild 4).
Bild 3 a und b: Spaltfacetten I (Vergrößerungsfolge)
Bild 4 a und b: Spaltfacetten II (Vergrößerungsfolge)
4
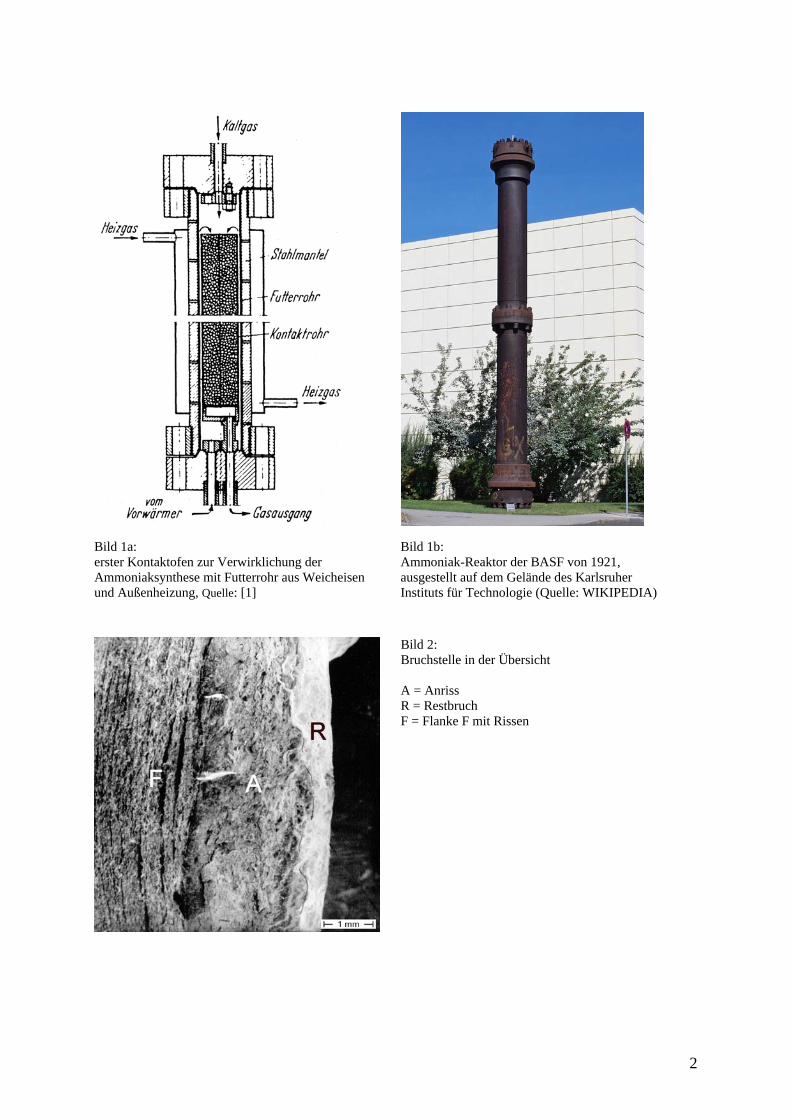
Ein besonders gut ausgeprägtes Facettenfeld (Gebiet III) findet sich in Bild 5.
Bild 5 a und b: Spaltfacetten III als ausgedehntes Gebiet (Vergrößerungsfolge) Der Restquerschnitt hatte unter Ausbildung einer Wabenstruktur, also duktil, versagt (Bild 6).
Bild 6 a und b: Wabenstruktur im Restbruch (Vergrößerungsfolge) Diskussion Mit (transkristallinen) Spaltfacetten findet sich das Bild einer Wasserstoffversprödung, wie es für weiche Stähle typisch ist. Die Trennung erfolgt entlang der {110}-Ebenen [2]. Bei Raumtemperatur ist austenitischer Stahl gegenüber Wasserstoff unempfindlich, weil dieser im Gitter praktisch nicht diffundieren kann. Bei einer Betriebstemperatur von 300 oC, wie sie hier vorlag, ist der Wasserstoff dann doch beweglich.
5
Durch eine Wasserstoffbeladung im Salzbad bei Temperaturen um 300 oC lässt sich CrNi-Stahl auch unter Laborbedingungen verspröden [3]. Die Boschlöcher waren für die Zeit des Transportes verschlossen worden. Vor der Inbetrieb-nahme der Anlage hatte man vergessen, diese Löcher zu öffnen. Der Wasserstoff durchdrang in geplanter Weise das CrNi-Blech und staute sich dahinter. Es bildete sich also eine Blase, wodurch sich das Blech ausbeulte.
Literatur [1] Spähn, H.: Reaktion mit Wasserstoff bei erhöhten Temperaturen. In: Korrosion und Korrosionsschutz,
Hrsg. Kunze, E.; Bd. 1, S. 702, Wiley VCH 2002 [2] Kikuta, Y.; Araki, T.; Kuroda, T.: Analysis of fracture morphology of hydrogen assisted cracking in
steels and its welds. In: Fractography in failure analysis. ASTM STP 645, Philadelphia 1978, S. 107-127.
[3] Eliezer, D. et a1.: The influence of austenite stability on the hydrogen embrittlement and stress corrosion cracking of stainless steel. Metallurgical Transactions 10A (1979) 934-941 weitere Literatur zum Thema:
[4] Hänninen, H.; Hakkarainen, T.: Fractographic characteristics of a hydrogen-charged AISI 316 type austenitic stainless steel. Metallurgical Transactions 10A (1979) 1196-1199
[5] Schumann, H.; Benkisser, G.; Willert, H.: Wasserstoffinduzierte Martensitbildung in rostbeständigen austenitischen Chrom-Nickel-Stählen. die Technik 30 (1975) 247-249



![Betriebsbedingte Wasserstoffversprödung: worauf kommt es an? · messbar (DIN EN ISO 50969-2) Geringer Wasserstoffeintrag in unbekanntem Zeitintervall [Wochen - Jahrzehnte] Auswirkungen](https://static.fdokument.com/doc/165x107/5e6fcca4538e9378ee559fc0/betriebsbedingte-wasserstoffversprdung-worauf-kommt-es-an-messbar-din-en-iso.jpg)