Wellen-Naben- - polygona.ch20aus%20%ABSchweizer… · Bild 14 Getriebewelle mit einer hydraulischen...
5
Die Wellen-Naben-Verbindun g en sind eines der wichti g sten technischen Mittel zur Übertra g un g von Drehmomenten. Die Anwendung unrunder Profile - sogenannter Polygone - für diesen Zweck ist schon seit lan g er Zeit bekannt. Durch die Polygonform er g eben sich formschlüssi g e Verbindun g en ohne Kerbwirkung mit der Eigenschaft der Selbstzentrierun g , wodurch schon beim geringsten Drehmoment ein vorhandenes Spiel s y mmetrisch aus g e g lichen wird. Als Fol g e davon werden die Schwingungen verringert und beispielsweise in Werkzeugmaschinen erhöhte Standzeiten und eine verminderte Geräuschbildun g auf wirtschaftliche Art erzeu g t. Der Beitra g zei g t die Entwicklun g der Pol yg onprofile auf und g eht dann auf einige Profilformen näher ein. Die heutige Technik beinhaltet eine breitge- fächerte Auswahl von Möglichkeiten für Wellen-Naben-Verbindungen. Die Polygon- profile nehmen dabei einen festen Platz ein. Je schwieriger die Anforderungen an eine Verbindung gestellt werden, desto mehr empfehlen sich solche Profile von selbst. Dies trifft vor allem bei einer grossen Kraftüber- tragung, bei höchsten Rundlaufanforderungen oder hohen Drehzahlen zu. Für den bewegli- chen Konstrukteur lassen sich mit Polygon- profilen immer wieder erstaunlich einfache Lösungen finden. Entwicklung der Polygonprofile Die Polygonprofile sind älter als ihr neuzeitli- cher Name. Schon im Mittelalter wurden in Handarbeit erstellte meistens viereckige Profile, beispielsweise im Mühlenbau, einge- setzt (Bild 1). Das Aufkommen der Keilver- bindungen hat diese meistens geschmiedeten Profilformen jedoch vorerst verdrängt. Als jedoch der eigentliche Maschinenbau aufkam, zeigten sich bei besonders bean- * Polygona Präzisionsmechanik, Jona spruchten Wellen-Naben-Verbindungen Schwierigkeiten in bezug auf deren Belastbarkeit. Diesen begegnete man vorerst einfach durch eine grössere Bauweise der einzelnen Maschinenelemente. Umgekehrt verlangte die weitere Entwicklung der Maschinenindustrie im allgemeinen eine immer kompaktere Bauart. Zusätzlich bekamen andere Kompo- Bild 1 Alte Wassermühle mit einer 4kant-Profilverbindung nenten wie Genauigkeit, Austauschbarkeit, vereinfachte Montage usw. eine immer grössere Bedeutung. Die Lösung all dieser Probleme führte - nebst den Vielkeilwellen oder später den Evolventenverzahnungen -zur eigentlichen Entwicklung der Unrund- oder Polygonprofile. In einer ersten Phase versuchte man die Po- lygonprofile mit dem Kopierprinzip herzu- stellen. Dabei ist man jedoch weitgehend von einem vorgegebenen Schleifscheibendurch- messer abhängig. Die zweckmässige Ferti- gung von Wellen lässt sich auf diese Art noch einigermassen lösen. Für die Herstellung der Naben, das heisst das Innenschleifen, fand man keine wirtschaftlichen Fabrikations- möglichkeiten. Im Jahre 1938 brachte die E. Krause & Co. in Wien eine Schleifmaschine mit schwingendem Schleifkopf (Bild 2 und 3) auf den Mark. Mit dieser liessen sich vier verschieden grosse Dreieckprofile schleifen. Diese sogenannten K-Profile waren keine Gleichdickpolygone und erforderten daher besondere Bild 2 K-Profil von Krause Hans Giger, Jona* Wellen-Naben- Verbindungen mit Polygonprofilen Sonderdruck aus «Schweizer Maschinenmarkt » Nr. 50/1981, 9403 Goldach
Transcript of Wellen-Naben- - polygona.ch20aus%20%ABSchweizer… · Bild 14 Getriebewelle mit einer hydraulischen...

Die Wellen-Naben-Verbindungen sind eines der wichtigsten technischen Mittel zur Übertragung von Drehmomenten. Die Anwendung unrunder Profile - sogenannter Polygone - für diesen Zweck ist schon seit langer Zeit bekannt. Durch die Polygonform ergeben sich formschlüssige Verbindungen ohne Kerbwirkung mit der Eigenschaft der Selbstzentrierung, wodurch schon beim geringsten Drehmoment ein vorhandenes Spiel symmetrisch ausgeglichen wird. Als Folge davon werden die Schwingungen verringert und beispielsweise in Werkzeugmaschinen erhöhte Standzeiten und eine verminderte Geräuschbildung auf wirtschaftliche Art erzeugt. Der Beitrag zeigt die Entwicklung der Polygonprofile auf und geht dann auf einige Profilformen näher ein.
Die heutige Technik beinhaltet eine breitge-fächerte Auswahl von Möglichkeiten für Wellen-Naben-Verbindungen. Die Polygon-profile nehmen dabei einen festen Platz ein. Je schwieriger die Anforderungen an eine Verbindung gestellt werden, desto mehr empfehlen sich solche Profile von selbst. Dies trifft vor allem bei einer grossen Kraftüber-tragung, bei höchsten Rundlaufanforderungen oder hohen Drehzahlen zu. Für den bewegli-chen Konstrukteur lassen sich mit Polygon-profilen immer wieder erstaunlich einfache Lösungen finden. Entwicklung der Polygonprofile Die Polygonprofile sind älter als ihr neuzeitli-cher Name. Schon im Mittelalter wurden in Handarbeit erstellte meistens viereckige Profile, beispielsweise im Mühlenbau, einge-setzt (Bild 1). Das Aufkommen der Keilver-bindungen hat diese meistens geschmiedeten Profilformen jedoch vorerst verdrängt. Als jedoch der eigentliche Maschinenbau aufkam, zeigten sich bei besonders bean- * Polygona Präzisionsmechanik, Jona
spruchten Wellen-Naben-Verbindungen Schwierigkeiten in bezug auf deren Belastbarkeit. Diesen begegnete man vorerst einfach durch eine grössere Bauweise der einzelnen Maschinenelemente. Umgekehrt verlangte die weitere Entwicklung der Maschinenindustrie im allgemeinen eine immer kompaktere Bauart. Zusätzlich bekamen andere Kompo- Bild 1 Alte Wassermühle mit einer 4kant-Profilverbindung
nenten wie Genauigkeit, Austauschbarkeit, vereinfachte Montage usw. eine immer grössere Bedeutung. Die Lösung all dieser Probleme führte - nebst den Vielkeilwellen oder später den Evolventenverzahnungen -zur eigentlichen Entwicklung der Unrund- oder Polygonprofile. In einer ersten Phase versuchte man die Po-lygonprofile mit dem Kopierprinzip herzu-stellen. Dabei ist man jedoch weitgehend von einem vorgegebenen Schleifscheibendurch-messer abhängig. Die zweckmässige Ferti-gung von Wellen lässt sich auf diese Art noch einigermassen lösen. Für die Herstellung der Naben, das heisst das Innenschleifen, fand man keine wirtschaftlichen Fabrikations-möglichkeiten. Im Jahre 1938 brachte die E. Krause & Co. in Wien eine Schleifmaschine mit schwingendem Schleifkopf (Bild 2 und 3) auf den Mark. Mit dieser liessen sich vier verschieden grosse Dreieckprofile schleifen. Diese sogenannten K-Profile waren keine Gleichdickpolygone und erforderten daher besondere Bild 2 K-Profil von Krause
Hans Giger, Jona* Wellen-Naben- Verbindungen mit Polygonprofilen
Sonderdruck aus «Schweizer Maschinenmarkt » Nr. 50/1981, 9403 Goldach

Mess- und Prüfwerkzeuge. Das Werkstück drehte sich auf der Maschine synchron mit den Schwingungen des ganzen Schleifkopfs; überdies wurde mit ungleichmässigen Win- kelgeschwindigkeiten gearbeitet. Die Folge war eine zu geringe Schleif leistung, und zudem neigte die geschliffene Oberfläche zu Ratter- marken. All diesen Schwierigkeiten in der Fertigung stand eine erstaunliche Qualität
der Maschinenfabrik Manurhin in Mulhouse (Frankreich) ab. Diese Unternehmung brachte in der Folge eine für damalige Verhältnisse moderne Polygonschleifmaschine auf den Markt. Das P3-Polygonprofil war nun ein Gleichdickdreieck mit gerundeten Seiten und Spitzen (Bild 5). Die Kontroll- und Prüfvor gänge waren wesentlich vereinfacht. Die Polygonprofile wurden genormt, um die
-Einstellmöglichkeit der vertikalen Schwingbewegung auch für viereckige Profile (Bild 6). Somit lassen sich auch P4-Profile genau aussen- und innenschleifen -Verbesserung der Profilgenauigkeit, wie zum Beispiel P3-28 (e=0,9 mm) Abweichung von der geometrischen Kurvennormale etwa 0,002 mm
Bild 3 Kinematik der Schleifmaschine für K-Profile von Krause
Bild 5 Das P3-Polygonprofil ist im Durchmesser ein sogenanntes Gleichdick, ist unter Last zwangsläufig selbstzentrierend
dieser Verbindungen im praktischen Einsatz gegenüber. Ein wesentlicher Schritt vorwärts auf dem Gebiet der Wellen-Naben-Verbin- dungen durch Unrundprofile war erreicht. Im Jahre 1945 wurde aus den gewonnenen Erfahrungen eine Neukonstruktion für die schwingende Bewegung des Schleifkopfs geschaffen. Die Verwendung einer exzentri-
Verwendung von Grenzlehren zu erleichtern. Trotz gewisser Mängel war diese Maschi- nenkonstruktion eine erste Stufe zu den heute gültigen Massstäben auf dem Gebiet der Polygonherstellung. Die Schleifmaschinenfabrik Fortuna in Stutt- gart hat vor 26 Jahren die Produktion von Polygonschleifmaschinen aufgenommen. Sie
Vollautomatische Messsteuerung für den Arbeitsablauf auf der Maschine Paarungsschleifen für ein konstantes Pas-sungsspiel Neben all diesen maschinellen Verbesserun-gen gibt es eine ganze Reihe weiterer Fak-toren, die den Einsatz von Polygonverbin-dungen praktisch und wirtschaftlich machen.
Bild 4 Kinematik der Polygonschleifmaschine von Manurhin
Bild 6 Kinematik der Polygonschleifmaschine von Fortuna. 1 Schleifscheibe; 2 Schleifspindel3 Schubstange; 4 Spindelträger;5 Einstellbarer Exzenter, 6 Schwinghebel7 Rädergetriebe; 8 Antriebsmotor für elektrische Welle; 9 Antriebsmotor für Schleifscheibe
schen Hülse, die auf einem zweiten, festge-lagerten Exzenter winkelverstellbar festsitzt, brachte der Neukonstruktion ein viel breiteres Anwendungsfeld. Der Maschinenexzenter -damals 0 bis 5 mm - war bereits stufenlos einstellbar. Die Übertragung der Schwingbe-wegung erfolgte nicht mehr mit dem ganzen Schleifkopf, sondern mit einem beweglich ausgebildeten Schleifspindelträger (Bild 4). Die Folge war eine drastische Verringerung der Massenkräfte. Höhere Drehzahlen waren nun ohne nachteilige Folgen zu erreichen. Im Jahre 1947 trat Krause diese Konstruktion
ist heute Alleinhersteller solcher Maschinen. Die Polygonmaschinenelemente wurden somit auf eine erprobte und im Einsatz bewährte Rundschleifmaschine aufgebaut. Diese besitzt folgende Neuerungen: - Synchrone Drehbewegung von Maschi-
nenexzenter und Werkstück mit Hilfe einer elektrischen Welle
- Stufenlose Genauigkeitseinstellung der Exzentrizität am Schleifkopf mit Hilfe einer Optik. Der Bereich liegt zwischen 0 und 8 mm
An Technischen Hochschulen und in der Pri-vatindustrie wurden für die verschiedenen Polygonprofile Berechnungsgrundlagen er-stellt. Seit 1979 besteht die DIN-Norm 32711 für P3G-Profile und 32712 für P4C-Profile. Einfluss des Maschinenexzenters auf die P3-Profilform Da der Maschinenexzenter stufenlos einge-stellt wird, ist es möglich, jede gewünschte

Profilform innerhalb des kinematischen Be-wegungsablaufes der Maschine zu erzeugen (Bild 6). a) Kleiner Maschinenexzenter: - Das Profil lässt sich soweit dies gewünscht wird, dem Kreis angleichen - Das Profil als Verbindung hätte eine zu grosse Nabenspreizwirkung
unbelastet verschoben werden oder leicht montierbar sein sollen c) Grosser Maschinenexzenter: - Die Nabenaufweitung unter Last ist äus-serst gering - Bei geschliffenen Innenprofilen ist der Durchmesser des Schleifkörpers für die Bestimmung der Grösse des Exzenters massgebend
Bild 7 Einfluss der verschieden grossen Maschinen-exzenter bei gleich- bleibendem Werk-stückdurchmesser. R Maximalwert des Krümmungsradius; r Minimalwert des Krümmungsradius
- Das Innenschleifen ist mit grossen Schleifkörpern möglich
- Anwendung zum Beispiel an Lagerschalen als Ölkammern (auch P2- und P4-Profil möglich)
b) Mittlerer Maschinenexzenter: - DIN-Norm 32711 enthält die genormte
Reihe der P3-Profile mit mittleren Exzen-terwerten
- Die Nabenaufweitung unter Last ist in zulässigen Werten
- Das Profil als Schiebesitz ist nur unbelastet verschiebbar
- Das Innenschleifen ist mit kleineren Schleifkörpern gerade noch wirtschaftlich möglich
- Anwendung für Fest- und Haftsitze, aus-nahmsweise Ruhe- und Laufsitze, die nur
- Je nach dem Durchmesser-Exzenter-Verhältnis sind die Profile unter Last ver-schiebbar
In Bild 7 ist der Einfluss der verschieden grossen Maschinenexzenter bei gleichblei-bendem Werkstückdurchmesser dargestellt. Das Profil P3-50 mit einer Exzentrizität e = 3,125 mm ist für dieses Beispiel der oberste Grenzwert, um noch ein Polygongleichdick zu erhalten. Wird der Exzenter weiter vergrös-sert, so entsteht ein spitzes Dreieck mit gerundeten Seiten; gleichzeitig wird aber auch der Anlagewinkel ß vergrössert. Die Verschiebbarkeit der Profile wird in erster Linie durch den Anlagewinkel ß bestimmt (Bild 8 und 9): - P3-50: e = 1,8 mm; ß = 1 l° 30' - P3-50: e = 3,125 mm; ß = 18° 30'
Die Polygonkurven sind Zykloiden, die nach geometrischen Gesetzmässigkeiten erzeugt werden. Die Verwendung der beiden Radien R und r sind nur ein Hilfsmittel für die zeichnerische Darstellung. Disharrnonische Polygonprofile Aufgrund der vorstehend genannten Überle-gungen wurden disharmonische Polygonprofile entwickelt. Dabei verwendet man einen, im Verhältnis zum Werkstückdurchmesser grossen Maschinenexzenter. Die Profilspitzen werden konzentrisch überarbeitet. Die dis-harmonischen Polygonprofile sind unter Last gut verschiebbar. Sie lassen sich jedoch nur aussen schleifen. Die Nabenprofile werden in der Regel immer geräumt. Die dafür ver-wendeten Räumnadeln werden auch auf der Polygonschleifmaschine hergestellt. Das P4C-Profil ist dem P3C-Profil fast in jeder Beziehung überlegen. Aus diesem Grund besteht nur die DIN-Norm 32712 für P4C-Profile. Die P3C-Polygone werden als Son-derprofile eingestuft; Räumnadeln sind dafür nicht in allen Fällen vorhanden. Bild 8 Polygonprofil P3C. ß Anlagewinkel Herstellbare Profilformen Auf den Polygonschleifmaschinen von Fortuna (Bild 10) lassen sich folgende Profilformen herstellen (Bild 11): - PO:Konzentrische Kreisform, wie sie beim
normalen Rundschleifen entsteht - Pl:Exzenter, wie er beim normalen
Rundschleifen mit zwei versetzten Zentren entsteht
- P2:Ellipse - P3:Polygondreieck, besonders das ge- Bild 9 Polygonprofil P4C. ß Anlagewinkel

Bild 11 Auf der Polygonschleifmaschine in Bild 10 herstellbare Profilformen
normte Gleichdickpolygon (wird auch konisch hergestellt) - P4: Ein an Flächen und Spitzen gerundetes Viereck (ist ebenfalls konisch herstellbar) - P3C: Bei dieser Profilform ist ein Teil der Polygonkurve an den drei Ecken rund bearbeitet - P4C: Bei dieser Profilform ist ein Teil der Polygonkurve an den vier Ecken rund bearbeitet Vorteile der Polygonverbindungen Die Polygonverbindungen weisen folgende Merkmale und gegenüber andern Verbin- dungsarten bedeutsame Vorteile auf: - Der Selbstzentrierungseffekt der Polygon-profile und die gleichmässige Beanspruchung von Welle und Nabe sind vor allem im Präzisionsmaschinenbau wichtige Elemente, um die Laufruhe und Dauergenauigkeit zu erhalten - Die erreichbare hohe Genauigkeit bei der Herstellung von Polygonwellen und -naben stellt innerhalb der gewählten Passungs-qualität die Austauschbarkeit sicher - Mit den P3- und P3-konischen Profilen
auch eine kleinere Bemessung der Durch- messer - Es lassen sich Winkellagen zu Referenz-ebenen innerhalb von 10 Winkelminuten einhalten
Bild 10 Polygonschleifmaschine
werden über die Passung oder die Art der Befestigung absolut formschlüssige Ver-bindungen hergestellt. Somit werden wechselnde und stossweise Momente sicher übertragen - Durch die rotierende Formerzeugung entfällt der Fräserauslauf, wie er bei Keilprofilen entsteht. Die höhere Festigkeit gestattet
Mit neuzeitlichen Maschinen und deren Zubehör werden Polygonprofile in zweck-mässiger Seriefertigung hergestellt Die Torsionswechselfestigkeit ist rund 3 5 besser als bei einer 6-Keil-Welle, da wesentlich geringere Kerbwirkungen auftreten Polygonprofile werden bei der Montage einfach zusammengefügt. Es gibt somit
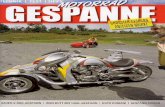
keine schwer erfassbaren Umtriebe für Einpassarbeiten Anwendungsbeispiele von Polygon-verbindungen In Bild 12 sind geräumte Normkegelräder aus Kunststoff mit einem Polygonprofil P4C 7x6-H7 (e = 1,6 mm) zu sehen. Das Räumwerkzeug wird an beiden Enden in einer Zentriervorrichtung gehalten, damit beim Räumen der Bohrung die Rundlaufgenauigkeit möglichst erhalten bleibt. Anwendungen solcher Profile sind beispielsweise in Kleingetrieben, im Apparatebau, der Feinmechanik und in Textilmaschinen gegeben. In Bild 13 sind ein Ritzel und Steuerkurven mit einem Polygonprofil P3G 28-H6/k5 (e = 0,9 mm) dargestellt. Anwendungen solcher' Profile sind zum Beispiel für Kurbelwellen, Schaltnocken und in Exzenterpressen gege-ben. In Bild 14 ist eine Getriebewelle mit einer hydraulischen Polygonkupplung zu sehen. Der als Kupplungshälfte ausgebildete Kolben ist im aufgeschnittenen Teil der Getriebewelle sichtbar. Er hat folgende Funktionen zu übernehmen: Kolbenhub (Weg 10 mm), das heisst ein- und auskuppeln; Öl abdichten; Kraft übertragen; Kolbengegenstück (zweite Kupplungshälfte) lagern und zentrieren. An-wendungen solcher Profile gibt es beispiels-
Bild 12 Geräumte Normkegelräder aus Kunststoff mit einem Polygonprofil P4C 7×6-H7
Bild 13 Ritzel und Steuerkurven mit einem Polygonprofil P3G 28-H6/k5

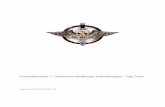
Bild 14 Getriebewelle mit einer hydraulischen Polygonkupplung Bild 17 Stirnritzelwelle und Verdichterlaufrad mit einem Polygonprofil P3G Kegel 1: 10
weise im Maschinen- und Getriebebau sowie in Antrieben von Zusatzaggregaten an Grossmaschinen. In Bild 15 ist ein Schleifsupport für eine Rundschleifmaschine mit einem Polygonprofil P4C 90 nach DIN 32 712 dargestellt. Das Profil überträgt kein Drehmoment, sondern
Betrieb trotz der Überlastung keine Abnüt- zungserscheinungen oder Anzeichen von Laufmarkierungen. Die Maschine zeichnet sich durch eine aussergewöhnliche Laufruhe aus. In Bild 17 sind eine Stirnritzelwelle und ein Verdichterlaufrad (500 mm Durchmesser, Drehzahl 10000 U/min, Umfangsgeschwin-
Festverbindung für höchste Beanspruchungen. Die übliche Kegelverbindung mit Passfedern gestattet keine so hohen Drehzahlen des Verdichterlaufrads wegen der durch Kerbwirkungen der Nuten möglichen Explo-sionsgefahr. Mit dem kegeligen Polygonprofil wird festigkeitsmässig ein Maximum erreicht und ein absoluter Festsitz gewährleistet. Selbst bei höherer Beanspruchung der Ver-bindung ist ein Explodieren des Laufrades durch Fliehkräfte, wegen der günstigen, geometrischen ldealform des Polygonprofils, ausgeschlossen. Diese Verbindung ermöglicht daher eine erhebliche Steigerung der Drehzahl des Verdichterlaufrads und damit eine grös-sere Leistung des Gebläses bei höchster Be-triebssicherheit.
digkeit 290 m/s) für das Gebläse einer Kühlanlage mit einem Polygonprofil P3G 50 Kegel 1: 10 dargestellt. Die geforderte Funk-tionseigenschaft ist eine absolut spielfreie
Bild 16 Wickelkopfstange und Antriebsritzel für eine Statorenwickelmaschine mit einem Polygonprofil P4C 25
Bild 15 Schleifsupport für eine Rund- Schleifmaschine mit einem Polygonprofil P4C 90 wird als leichtgängige und doch spielfreie Axialführung oder Verdrehsicherung verwen- det. Dabei ist gleichzeitig eine möglichst gute Öldichtheit verlangt. Eine ruckfreie Bewegung bei kleinsten Vorschüben ist die Grundvor--aussetzung. Die Polygonnabe der Kugelum-laufspindel wird spielfrei in den Flansch ein-geschliffen. In Bild 16 sind eine Wickelkopfstange und ein Antriebsritzel für eine Statorenwickelma- schine mit einem Polygonprofil P4C 25 nach DIN 32712 zu sehen. Die geforderten Funktionseigenschaften sind eine Schiebe verbindung für hohe wechselnde Gleitge- schwindigkeiten bei kleinen Querschnittver- hältnissen (Wickelkopfstange ist mit 9,5 mm durchbohrt). Bei der Konstruktion einer au tomatischen Wickelmaschine zeigte es sich, dass das Hauptproblem, nämlich die Kombi nation einer Dreh-Pendel-Bewegung des Wickelkopfs mit einer vertikalen Hubbewe- gung von 1000 Hüben je Minute, mit den herkömmlichen Konstruktionselementen nicht zu lösen war. Das Polygonprofil erwies sich den gestellten Anforderungen nicht nur gewachsen, sondern ermöglichte auch ein wandfreie Resultate bei einer 50prozentigen Überlastung. Die Teile zeigten nach längerem
POLYGONA Präzisionsmechanik
H. Giger-Hauser Tägernaustrasse 50 CH-8645 Jona Tel. (055) 28 38 76