WERKZEUGE Prozesssichere Werkzeuge fürs Bohren mit MMSfe Schneiden mit positivem Spanwinkel bei...
4
WERKZEUGE WB 11/2003 58 ■ Um die rasch fortschreitenden Ansprü- che der spanenden Industrie nach Redu- zierung der Hauptzeiten zu erfüllen, bie- ten moderne HPC-Werkzeuge die ideale Ausgangsbasis.Um dieser Forderung nach Leistungserhöhung von Zerspanungs- werkzeugen gerecht zu werden, wird bei Gühring, Albstadt, umfangreiche Grund- lagenforschung betrieben, die direkt bei der Auslegung von Serien- und Sonder- bohrwerkzeugen Berücksichtigung findet. Hierbei wird nicht nur das Werkzeug in seinen leistungsbestimmenden Parame- tern Schneidstoff, Schicht und Geometrie betrachtet, sondern auch das Umfeld, wie zum Beispiel die Wärmeausbreitung in Werkstücken und die damit verbundenen Bearbeitungsstrategien, um den thermi- schen Verzug von Werkstücken während der Bearbeitung in Grenzen zu halten.Von großer Wichtigkeit ist dabei vor allem die Betrachtung der Prozesssicherheit. Der vorliegende Fachaufsatz soll – auf- bauend auf die Beiträge ›MMS-gerechte Gestaltung des Bohrerschaftes‹ (siehe WB 09/03) und ›Das Bohrwerkzeug für den MMS-Einsatz fit gemacht‹ (WB 10/03) die Notwendigkeit einer solchen ganzheitli- chen Betrachtungsweise unter besonderer Berücksichtigung der Prozesssicherheit verdeutlichen. Bei der Trockenbearbeitung oder der Bearbeitung mit Mindermengenschmie- rung (MMS) ist die Betrachtung der ther- mischen Verhältnisse in Werkzeug und Werkstück besonders wichtig. Da die ge- nerierte Zerspanungswärme nicht ebenso wie bei der konventionellen Nassbearbei- tung durch die Emulsion oder das Öl ab- geführt werden kann, werden die MMS- Werkzeuge derart gestaltet, dass ■ beim Zerspanungprozess weniger Wär- me entsteht (zum Beispiel durch schar- fe Schneiden mit positivem Spanwinkel bei gleichzeitig gesteigerten Schnittpa- rametern), ■ die Reibung minimiert wird (zum Bei- spiel durch geringere Breite der Füh- rungsfasen im Vergleich zum ›Nass- Werkzeug‹, einer größeren Verjüngung des Werkzeugs und durch Verwendung von MMS), ■ der Wärmeübergang Span/Werkzeug reduziert wird (zum Beispiel durch thermisch isolierende Hartstoffschich- ten und polierte Werkzeugoberflächen zur Reduzierung der Reibung zwischen Span und Spanfläche), ■ der Wärmeübergang Span/Werkstück vermindert wird (zum Beispiel durch rasche Spanabfuhr aus der Bohrung be- ziehungsweise von der Werkstückober- fläche weg). Die Spanentsorgung verbessert sich mit zunehmendem Spiralwinkel Zur Untersuchung der Frage, welchen Ein- fluss der Spanwinkel auf die entstehende Temperatur hat, wurden drei Versuchs- Bohrwerkzeuge des Durchmessers 10,0 mm für eine Bohrtiefe von 100 mm hergestellt. Prozesssichere Werkzeuge fürs Bohren mit MMS Bei der Bearbeitung mit Mindermengenschmierung (MMS) kommt es entscheidend auf die thermischen Verhältnisse in Werkzeug und Werkstück an. Bei der Werkzeugauslegung wird neben Schneidstoff, Geometrie und Schicht auch die thermische Situation des Bearbeitungsumfeldes berücksichtigt. Im Mittelpunkt der Betrachtungen steht dabei stets die Prozesssicherheit. PETER HÄNLE UND DIETER GSÄNGER HERSTELLER i Gühring OHG, 72458 Albstadt, Tel. 0 74 31/17-0, Fax 0 74 31/17-2 79, www.guehring.de Bilder: Gühring Werkstückerwärmung in Abhängigkeit vom Spanwinkel: Ein positiver Spanwinkel generiert in der Scherzone des Spanes deut- lich geringere Temperaturen; D = 10 mm, AlSi7, v c = 300 m/min, f u = 0,35 mm 1
Transcript of WERKZEUGE Prozesssichere Werkzeuge fürs Bohren mit MMSfe Schneiden mit positivem Spanwinkel bei...

W E R K Z E U G E
WB 11/200358
■ Um die rasch fortschreitenden Ansprü-che der spanenden Industrie nach Redu-zierung der Hauptzeiten zu erfüllen, bie-ten moderne HPC-Werkzeuge die idealeAusgangsbasis. Um dieser Forderung nachLeistungserhöhung von Zerspanungs-werkzeugen gerecht zu werden, wird beiGühring, Albstadt, umfangreiche Grund-lagenforschung betrieben, die direkt beider Auslegung von Serien- und Sonder-bohrwerkzeugen Berücksichtigung findet.Hierbei wird nicht nur das Werkzeug inseinen leistungsbestimmenden Parame-tern Schneidstoff, Schicht und Geometriebetrachtet, sondern auch das Umfeld, wiezum Beispiel die Wärmeausbreitung inWerkstücken und die damit verbundenenBearbeitungsstrategien, um den thermi-schen Verzug von Werkstücken währendder Bearbeitung in Grenzen zu halten.Vongroßer Wichtigkeit ist dabei vor allem dieBetrachtung der Prozesssicherheit.
Der vorliegende Fachaufsatz soll – auf-bauend auf die Beiträge ›MMS-gerechteGestaltung des Bohrerschaftes‹ (siehe WB09/03) und ›Das Bohrwerkzeug für denMMS-Einsatz fit gemacht‹ (WB 10/03) dieNotwendigkeit einer solchen ganzheitli-chen Betrachtungsweise unter besondererBerücksichtigung der Prozesssicherheitverdeutlichen.
Bei der Trockenbearbeitung oder derBearbeitung mit Mindermengenschmie-rung (MMS) ist die Betrachtung der ther-mischen Verhältnisse in Werkzeug undWerkstück besonders wichtig. Da die ge-nerierte Zerspanungswärme nicht ebensowie bei der konventionellen Nassbearbei-tung durch die Emulsion oder das Öl ab-geführt werden kann, werden die MMS-Werkzeuge derart gestaltet, dass ■ beim Zerspanungprozess weniger Wär-
me entsteht (zum Beispiel durch schar-fe Schneiden mit positivem Spanwinkelbei gleichzeitig gesteigerten Schnittpa-rametern),
■ die Reibung minimiert wird (zum Bei-spiel durch geringere Breite der Füh-rungsfasen im Vergleich zum ›Nass-Werkzeug‹, einer größeren Verjüngungdes Werkzeugs und durch Verwendungvon MMS),
■ der Wärmeübergang Span/Werkzeugreduziert wird (zum Beispiel durchthermisch isolierende Hartstoffschich-ten und polierte Werkzeugoberflächenzur Reduzierung der Reibung zwischenSpan und Spanfläche),
■ der Wärmeübergang Span/Werkstückvermindert wird (zum Beispiel durchrasche Spanabfuhr aus der Bohrung be-ziehungsweise von der Werkstückober-fläche weg).
Die Spanentsorgung verbessert sichmit zunehmendem Spiralwinkel
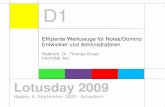
Zur Untersuchung der Frage, welchen Ein-fluss der Spanwinkel auf die entstehendeTemperatur hat, wurden drei Versuchs-Bohrwerkzeuge des Durchmessers 10,0 mmfür eine Bohrtiefe von 100 mm hergestellt.
Prozesssichere Werkzeugefürs Bohren mit MMS
Bei der Bearbeitung mit Mindermengenschmierung (MMS) kommt es entscheidend auf
die thermischen Verhältnisse in Werkzeug und Werkstück an. Bei der Werkzeugauslegung
wird neben Schneidstoff, Geometrie und Schicht auch die thermische Situation des
Bearbeitungsumfeldes berücksichtigt. Im Mittelpunkt der Betrachtungen steht dabei stets
die Prozesssicherheit.PETER HÄNLE UND DIETER GSÄNGER
HERSTELLERi
Gühring OHG, 72458 Albstadt,Tel. 0 74 31/17-0,Fax 0 74 31/17-2 79,www.guehring.de
Bild
er:
Gühr
ing
Werkstückerwärmung in Abhängigkeitvom Spanwinkel: Ein positiver Spanwinkelgeneriert in der Scherzone des Spanes deut-lich geringere Temperaturen; D = 10 mm,AlSi7, vc = 300 m/min, fu = 0,35 mm
1

W E R K Z E U G E
WB 11/200359
Die Werkzeuge waren geometrisch gleichgestaltet, sie unterschieden sich lediglichin ihrem Drall- und demzufolge in ihremSpanwinkel. Die hergestellten Versuchs-werkzeuge wiesen Spanwinkel von 0° (al-so geradegenutet), 15° sowie 30° auf. DerDurchmesser der inneren Kühlkanäle warbei allen Werkzeugen identisch. Mit einerThermografie-Kamera wurde die gene-
rierte Wärme bei der Bohrungsbearbei-tung einer Aluminiumlegierung AlSi7 inEchtzeit aufgenommen und dokumen-tiert. Die verwendeten Versuchsplattenhatten eine Dicke von 14 mm und wurdenstirnseitig gebohrt, sodass die verbleiben-de Restwandung zwischen Bohrung undder thermografisch untersuchten Platten-oberfläche 2 mm betrug. Somit war esmöglich, die Wärme in Abhängigkeit vomverwendeten Versuchswerkzeug qualitativzu vergleichen.Zusätzlich wurde der Span-fluss durch eine Hochgeschwindigkeitska-mera aufgezeichnet. Bei den gewähltenSchnittwerten von vc = 300 m/min und f = 0,35 mm/U waren deutliche Unter-schiede in der Spanentsorgung und derZerspanungswärme zu erkennen.Die Span-entsorgung, das heißt die kontinuierlicheFörderung aus der Bohrung, wurde mitzunehmend positiver Geometrie und demdamit verbundenen besseren Spanbruch(kürzere Scherspäne) günstiger. Diese kür-zeren Scherspäne gelangen schneller ausder Bohrung, da sie auf Grund ihres bes-
seren Oberflächen/Volumen-Verhältnissesleichter durch die MMS-Strömung geför-dert werden können und weniger zumVerklemmen in der Spannut neigen.
Bei der thermografischen Betrachtungder Werkzeugspitze (Bild 1) zeigt sich eindeutlicher Zusammenhang zwischen demSpanwinkel und der entstehenden Tempe-ratur. Ein positiver Spanwinkel führt da-
zu, dass in der Scherzone des Spanes einedeutlich geringere Temperatur generiertwird, da der Span bei einem 30°-verdrall-ten Werkzeug lediglich um 60° umgelenkt(geringe Scherung) werden muss, wohin-gegen die Spanumlenkung bei einemgeradegenuteten Werkzeug 90° (großeScherung) beträgt. Die in der Scherzoneentstehende Wärme geht direkt als Zer-spanwärme in den Prozess ein. Ein kürze-rer Span überträgt – dank seiner kürzerenKontaktlänge auf der Spanfläche – eine ge-ringere Reibungswärme auf das Werkzeug,was ferner zu günstigeren Temperaturver-hältnissen beiträgt. Das geradegenuteteWerkzeug wies im Vergleich zum 15°- und30°-verdrallten Werkzeug vier anstatt zweiFührungsfasen auf, was wiederum zu ei-ner höheren Reibung des Werkzeugs ander Bohrungswand führt.
Spiralisierte Werkzeuge tragen also aufGrund ihrer besseren Spanentsorgung undder vergleichsweise geringeren Prozess-temperatur wesentlich zur Erhöhung derProzesssicherheit bei der Bohrungsbear-
beitung mit MMS bei. GeradegenuteteWerkzeuge können dennoch für die Boh-rungsbearbeitung von Aluminium- undEisengusswerkstoffen vorteilhaft dort ein-gesetzt werden, wo gesteigerte Anforde-rungen an die Bohrungsqualität (zum Bei-spiel verbesserte Rundheit und geringererBohrungsverlauf) gefordert werden. Diesliegt daran, dass geradegenutete Werkzeu-
ge in der Regel vier Führungsfasen auf-weisen. Das Temperaturniveau geradege-nuteter Bohrwerkzeuge kann durch eineoptimierte geometrische Gestaltung derKühlkanäle jedoch so weit reduziert wer-den, dass dieser thermische Nachteil ge-genüber verdrallten Bohrwerkzeugen zumgroßen Teil ausgeglichen werden kann.Aufdiese optimierte geometrische Gestaltungwird später detailliert eingegangen.
Einfluss der Reibung auf die Prozesstemperatur
Die vorangegangenen Veröffentlichungenhatten zum Inhalt, durch welche geomet-rischen Maßnahmen (MMS-gerechtesSchaftende und strömungsgünstige Ge-staltung der Spannut beziehungsweiseAusspitzung) bei Gühring-Werkzeugen ei-ne optimale Versorgung der Hauptschnei-den und Führungsfasen mit MMS erreichtwird. Die nachfolgend beschriebene Un-tersuchung zeigt, wie effizient das Tempe-raturniveau gesenkt und wie stark die
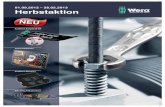
VERGLEICH DER PROZESSTEMPERATUREN
Dank Öltröpfchen deutlich verminderte Reibung führt zu geringeren Temperaturen unter MMS2

W E R K Z E U G E
WB 11/200360
Prozesssicherheit bei der MMS-Bear-beitung erhöht werden kann, wenn dasGesamtsystem Spannfutter/Werkzeug op-timal abgestimmt ist. Eine prozesssichereErzeugung des MMS-Stromes wird selbst-verständlich vorausgesetzt.
In einem Versuch wurden Bohrungenin Sphäroguss GGG40 eingebracht, wobeider Versuch sich in drei Teilversuche un-terteilte.Mit einem für jeden Versuch iden-tischen Werkzeug wurde eine kompletttrockene Bearbeitung, eine Bearbeitungmit Luftströmung und eine Bearbeitungmit MMS durchgeführt. Beim verwende-ten Versuchswerkzeug handelte es sich umein für die MMS-Bearbeitung optimiertesBohrwerkzeug des Durchmessers 8,5 mm,die Bohrtiefe belief sich auf 42 mm. DieSchnittwerte betrugen vc = 130 m/minund f = 0,26 mm/U. Eine Thermografie-
Kamera erfasste die beim Rückhub aus derBohrung an der Bohrerspitze vorliegendeTemperatur. Dazu wurde eine Bearbei-tungssequenz von sieben aufeinander fol-genden Bohrungen aufgenommen. Vonder ersten bis zur fünften Bohrung war einAnstieg der Temperatur an der Bohrer-spitze von Bohrung zu Bohrung festzu-stellen, nach der fünften Bohrung jedochänderte sich die Maximaltemperatur derBohrerspitze beim Verlassen der Bohrungnicht mehr (quasistationärer Zustand).Aus diesem Grund wurde die Temperaturdes Bohrwerkzeugs jeweils nach der sieb-ten Bohrung erfasst.
Das vollkommen trocken laufendeBohrwerkzeug (ohne Luft beziehungswei-se MMS) erreichte an seiner Spitze eineMaximaltemperatur von 431° C. DieseTemperatur ist konsequenterweise gerin-ger als die während der Zerspanung an derWirkstelle (Bohrerspitze) auftretende.Messungen mit Thermoelementen unter-halb der Spanfläche und kurz hinter derHauptschneide haben ergeben, dass an derWirkstelle Temperaturen von bis zu 900° C
auftreten können. Der innerhalb diesesVersuches durchgeführte Temperaturver-gleich bei der Verwendung von Luftküh-lung beziehungsweise MMS ist jedoch zu-lässig, da stets zum gleichen Zeitpunkt ander Bohrerspitze gemessen wurde.
Diese Temperatur stellt für moderneSchneidstoffe und Hartstoffschichten keinsonderlich großes Problem dar, die Boh-rungsbearbeitung kann auch ganz trockenprozesssicher durchgeführt werden. Je-doch laufen die VerschleißmechanismenDiffusion und Adhäsion auf einem höhe-ren Temperaturniveau beschleunigt ab,was wiederum zu kürzeren Werkzeug-standzeiten führt. Der erhöhte Wärme-eintrag kann beim Werkstück zudem zuthermischen Ausdehnungen führen, dieihrerseits bei Nichtbeachtung der geeig-neten Bearbeitungsstrategie eng tolerierte
Stichmaße gefährden. Ferner kann es beider Stahlbearbeitung zu Randzonenauf-härtungen (Neumartensitbildung) derBohrungswand kommen, wodurch nach-folgende Operationen wie Gewinden oderReiben möglicherweise erschwert werden.
Das im zweiten Abschnitt mit innererLuftzufuhr untersuchte Werkzeug erhitz-te sich an der Bohrerspitze auf 196° C, wasdarauf schließen lässt, dass ein erheblicherAnteil der entstehenden Wärme durch denLuftstrom abgeführt wird. Des Weiterenwar die Spanabfuhr deutlich verbessert,was im Vergleich zur ganz trockenen Be-arbeitung außerdem belegt, dass die spi-ralisierte Nut eines Bohrwerkzeugs für die Spanabfuhr allein nicht immer ausrei-chend ist. In der Hochleistungs-Bohrungs-bearbeitung ergibt sich eine prozesssiche-re Bearbeitung stets aus einem optimalenWerkzeug, verbunden mit einer optima-len Schmiermittelversorgung.
Für das mit MMS, also Luftstrom un-ter Beimischung von Öltröpfchen, ver-sorgte Werkzeug wurden unter sonst glei-chen Versuchsbedingungen nur 145° C an
der Bohrerspitze gemessen. Da die gerin-ge verwendete Ölmenge (30 ml/h) nichtnennenswert zur Kühlung des Bearbei-tungsprozesses beitragen kann, ist davonauszugehen, dass die dem Luftstrom bei-gemengten Öltröpfchen eine deutlicheReibungsverminderung bewirkten. Dieswird durch eine – gegenüber der reinenLuftkühlung – abermals gesteigerte Span-abfuhrgeschwindigkeit belegt. Eine imVergleich zur reinen Luftkühlung noch ge-ringere Spänetemperatur macht außer-dem deutlich, dass Öl an die Wirkstelle ge-langt, welches wiederum den Ablauf desSpanes auf der Spanfläche durch bessereReibungsverhältnisse begünstigt (Bild 2).
Wie im letzten Aufsatz ›Das Bohrwerk-zeug für den MMS-Einsatz fit gemacht‹(WB 10/03) beschrieben, kann eine zumWerkzeugschaft hin geöffnete Nut dieSpanabfuhrgeschwindigkeit deutlich stei-gern und somit die Prozesssicherheit beigleichzeitig gesteigerter Zerspanungsleis-tung nochmals erhöhen.
Größerer Kühlkanalquerschnitt verlängert die Standzeit
Für Bohrwerkzeuge mit kleinen Durch-messern ist dies jedoch auf Grund derbegrenzten Größenverhältnisse nur unzu-reichend möglich. Kreisförmige Kühlka-näle lassen sich kaum vergrößern, da dieWandungen des Werkzeugs zur Spankam-mer beziehungsweise zum Bohrerrückenhin zu dünn würden, um die anfallendenBelastungen aufzunehmen. Eine Alterna-tive stellen Trigon- oder ellipsenförmigeKühlkanäle dar (Bild 3).
Die optimale Auslegung von Größe undForm dieser Trigon-Kühlkanalquerschnit-te erfolgte bei Gühring mit Hilfe der Fini-te-Elemente-Methode (Bild 4). Das Opti-mierungsziel war hier eine Maximierungdes Kühlkanalquerschnitts bei gleichzeiti-ger Aufrechterhaltung der Werkzeugstabi-lität. Ferner wurden fertigungstechnischeRandbedingungen berücksichtigt, die ei-nerseits aus der Herstellung des Hartme-tall-Rohstabs und andererseits dessenschleiftechnischer Weiterverarbeitung re-sultieren. Der durchströmte Kühlkanal-querschnitt kann bei fast gleicher Werk-zeugstabilität (Widerstand gegen Biegungund Torsion) bis auf das Doppelte erhöhtwerden. Die maximale Erhöhung desKühlkanalquerschnitts wird weitestgehendvom Werkzeugdurchmesser bestimmt.Der daraus resultierende größere Volu-menstrom ist in der Lage, eine deutlichgrößere Wärmemenge von der Wirkstelleabzuführen und diese außerdem bessermit Schmierstoff zu versorgen. Die bis zu
Maximaler Kühlkanalquerschnitt bei Erhaltung der Werkzeugstabilität: Werkzeug mitTrigon-Kühlkanälen (links) im Vergleich zur konventionellen Ausführung (rechts)3

W E R K Z E U G E
100 Prozent höhere Geschwindigkeit desMMS-Stromes in der Spannut und die soebenfalls erhöhte Spanabfuhrgeschwin-digkeit haben eine größere Prozesssicher-heit und konsequenterweise eine Erhö-hung der Werkzeugstandzeit zur Folge.
Als einer der führenden Hartmetall-hersteller beherrscht Gühring die Herstel-lungs- und Weiterverarbeitungstechnolo-
gie entsprechender Hartmetallstäbe für ge-radegenutete Werkzeuge in den wichtigs-ten Sorten und Abmessungen. Der Einsatzvon geradegenuteten Werkzeugen mit Tri-gon-Kühlkanälen erlaubt es ferner, diewährend der Zerspanung generierte Wär-me besser abzuführen und somit den ther-mischen Nachteil weitgehend auszuglei-chen, den geradegenutete Bohrwerkzeuge
mit konventionellen Kühlkanälen gegen-über den Bohrwerkzeugen mit verdrall-ten Kühlkanälen besitzen.
In Bild 4 werden die mechanischen Ei-genschaften eines Werkzeugs mit kreisför-migen Kühlkanälen verglichen mit einemWerkzeug mit Trigon-Kühlkanälen für ei-nen Werkzeugdurchmesser von 5 mm.AlsVergleichsgrundlage wurden die mecha-nischen Eigenschaften der Werkzeuge mitkreisförmigen Kühlkanälen zu 100 Pro-zent gesetzt. Den geringen Verlusten derBiege- und Torsionssteifigkeit steht einedeutliche Zunahme der Kühlkanalflächegegenüber. Diesem deutlich größerenKühlkanalquerschnitt ist es zu verdanken,dass Standzeitsteigerungen von bis zu 500Prozent in verschiedenen Einsatzfällen er-zielt wurden. In einigen Anwendungsfäl-len bei industriellen Anwendern war eineprozesssichere Bearbeitung durch die Ver-wendung von Werkzeugen mit Trigon-Kühlkanälen überhaupt erst möglich.
Dr. Peter Hänle ist Leiter F&E, Dieter Gsänger ist Leiter Entwicklungskon-struktion bei Gühring in Sigmaringen-Laiz;
[email protected]@guehring.de
Ab sofort stellen Sie Ihr Feindrehwerkzeug einfach digital ein. µ-genau in allen
Durchmesserbereichen von 3 bis 150 mm. Direkt in der Maschine.
Ohne viele Vorkenntnisse. Ohne Ablesefehler. Aber mit höchster Bedien-
sicherheit und automatischem Wuchtausgleich.
Willkommen im digitalen Zeitalter des Feindrehens.
www.wohlhaupter.de
Für Ihren Erfolg.
Erfolg ist eine Frageder richtigen Einstellung:
VERGLEICH DER MECHANISCHEN EIGENSCHAFTEN
Trigon-Kühlkanäle verdoppeln den Volumenstrom bei nahezu gleich bleibenderWerkzeugstabilität4